bab iii (revisi)
DESCRIPTION
las sambunganTRANSCRIPT
BAB III
METODOLOGI PENELITIAN
3.1. Metodologi dan pengujian
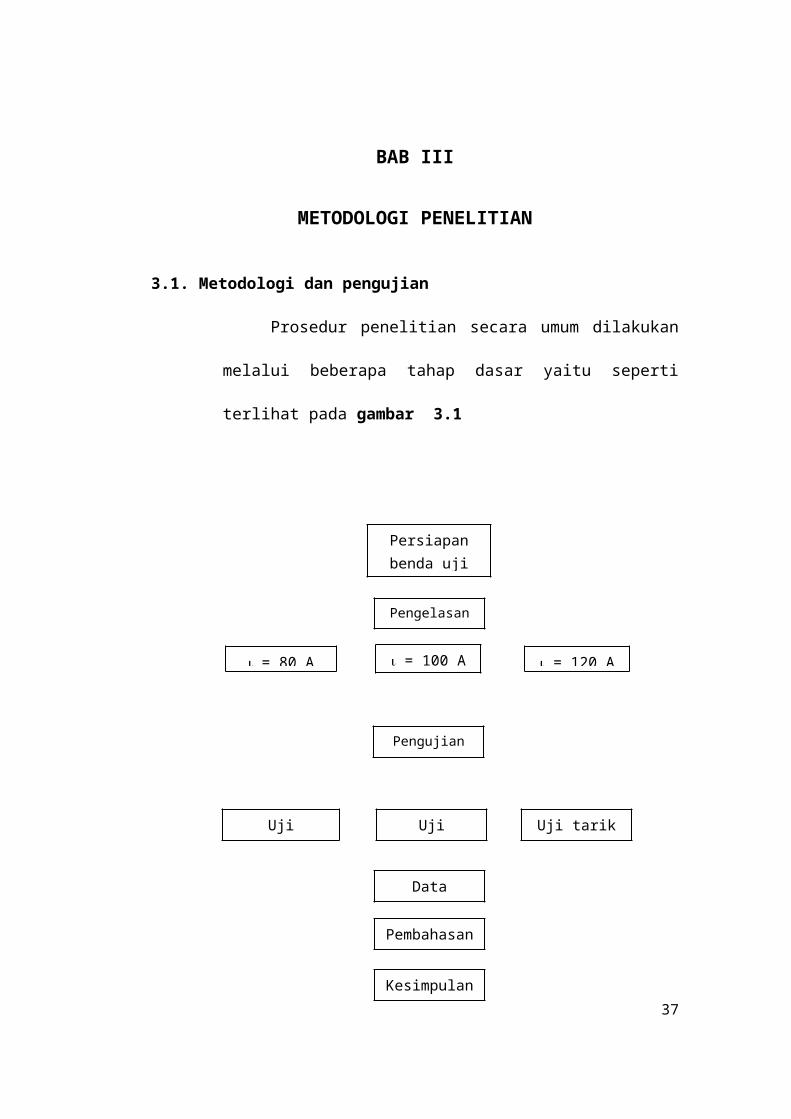
Prosedur penelitian secara umum dilakukan melalui beberapa
tahap dasar yaitu seperti terlihat pada gambar 3.1
Gambar 3.1 Diagram alir pengujian
37
Persiapan benda uji
Pengelasan
Pengujian
Uji metalografi Uji kekerasan Uji tarik
Kesimpulan
Pembahasan
Data
= 100 A = 80 A = 120 A
3.2. Proses penelitian
3.2.1 Dimensi Benda Uji
Spesifikasi benda uji yang digunakan dalam eksperimen ini adalah
sebagai berikut:
1. Bahan yang digunakan adalah plat kapal ASTM A-36
2. Ketebalan plat 8 mm
3. Elektroda yang digunakan adalah jenis E7018 dengan diameter 2,5
mm.
4. Posisi pengelasan dengan menggunaklan posisi bawah tangan (down
hand)
5. Arus pengelasan yang digunakan adalah 80 A, 100 A, 120 A.
6. Kampuh yang digunakan jenis kampuh V terbuka, jarak celah plat 2
mm, tinggi akar 2 mm dan sudut kampuh 70
7. Bentuk spesimen benda uji mengacu standar JIS Z 2202 1980 untuk
pengujian tarik.
3.2.2 Persiapan Benda Uji
1. Persiapan Bahan
Bahan yang diperlukan dalam penelitian ini adalah baja karbon
rendah dengan ukuran panjang 160 mm, lebar 100 mm, tebal 8 mm.
Elektroda jenis E7018 dengan diameter 2,5 mm.
2. Persiapan Alat-alat
a. Mesin gergaji beserta kelengkapannya
38
b. Mesin skrap
c. Mesin frais
d. Peralatan pengelasan
e. Mesin las SMAW DC
f. Penggaris
g. Mesin amplas
h. Kikir
i. Mesin uji foto struktur mikro
j. Mesin uji kekerasan
k. Mesin Uji Tarik
l. Stopwatch
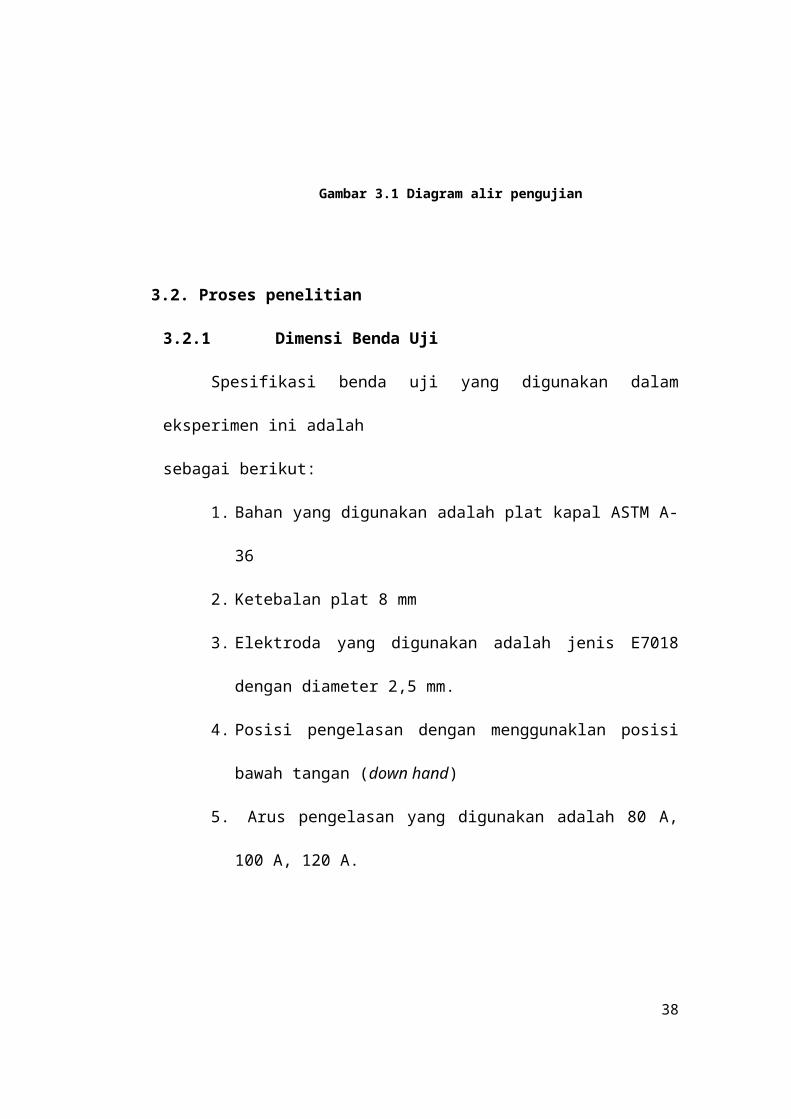
3. Pembuatan Kampuh V terbuka
Pembuatan kampuh V terbuka dengan menggunakan mesin frais.
Bahan yang telah dipersiapkan dipotong dengan mesin gergaji, dengan
ukuran 30 cm sebanyak 3 buah dan, setelah bahan dipotong kemudian
permukaan digambar dengan spidol, tepi permukaan diukur sedalam
dua mm dan di ukur sudut 35 . Setelah bahan digambar bahan dicekam
dan dilakukan pengefraisan dengan sudut 35 . Dapat dilihat seperti
gambar 3.2
Gambar 3.2 Kampuh V Terbuka
39
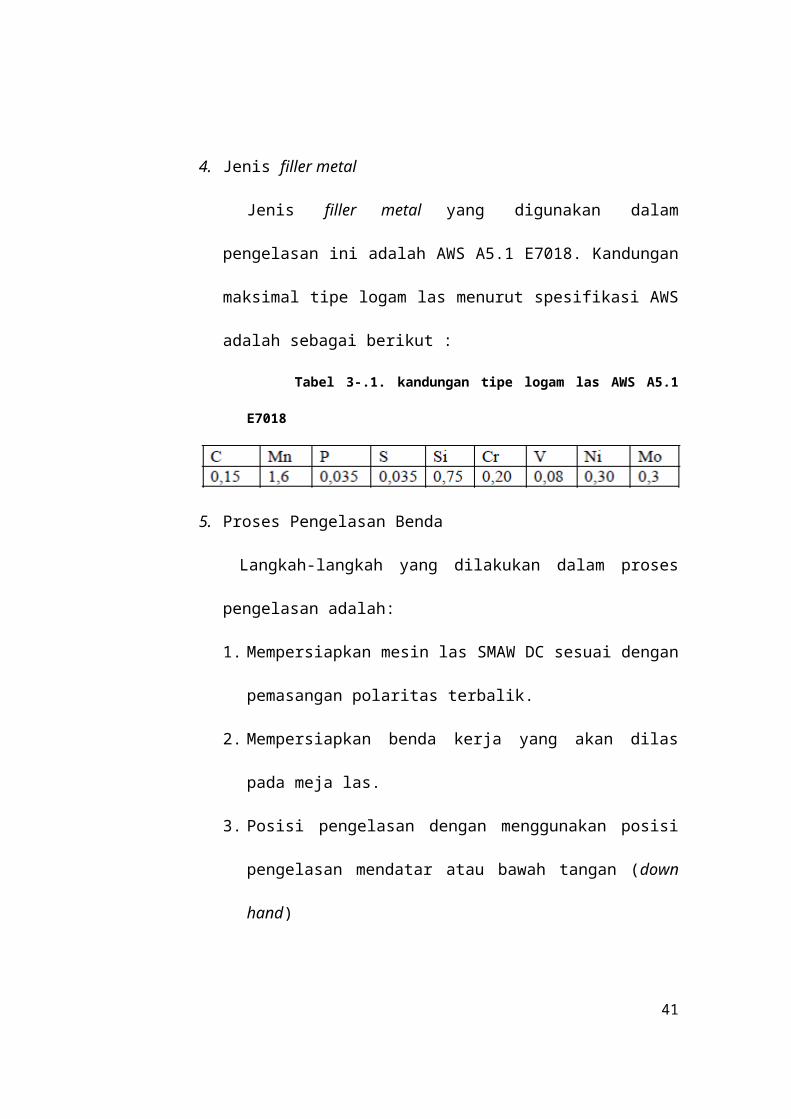
4. Jenis filler metal
Jenis filler metal yang digunakan dalam pengelasan ini adalah
AWS A5.1 E7018. Kandungan maksimal tipe logam las menurut
spesifikasi AWS adalah sebagai berikut :
Tabel 3-.1. kandungan tipe logam las AWS A5.1 E7018
5. Proses Pengelasan Benda
Langkah-langkah yang dilakukan dalam proses pengelasan adalah:
1. Mempersiapkan mesin las SMAW DC sesuai dengan pemasangan
polaritas terbalik.
2. Mempersiapkan benda kerja yang akan dilas pada meja las.
3. Posisi pengelasan dengan menggunakan posisi pengelasan
mendatar atau bawah tangan (down hand)
4. Kampuh yang digunakan jenis kampuh V terbuka, dengan sudut 70
, dengan lebar celah 2 mm.
5. Mempersiapkan elektroda sesuai dengan arus dan ketebalan plat,
dalam penelitian ini dipilih elektroda jenis E7018 dengan diameter
elektroda 2,5 mm.
6. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol, kemudian salah satu penjepitnya dijepitkan pada
kabel yang digunakan untuk menjepit elektroda. Mesin las
40
dihidupkan dan elektroda digoreskan sampai menyala. Ampere
meter diatur pada angka 80 A. Selanjutnya mulai dilakukan
pengelasan untuk specimen dengan arus 80 A. .
7. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol, kemudian salah satu penjepitnya dijepitkan pada
kabel yang digunakan untuk menjepit elektroda. Mesin las
dihidupkan dan elektroda digoreskan sampai menyala. Ampere
meter diatur pada angka 100 A. Selanjutnya mulai dilakukan
pengelasan untuk specimen dengan arus 100 A.
8. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol, kemudian salah satu penjepitnya dijepitkan pada
kabel yang digunakan untuk menjepit elektroda. Mesin las
dihidupkan dan elektroda digoreskan sampai menyala. Ampere
meter diatur pada angka 120 A. Selanjutnya mulai dilakukan
pengelasan untuk specimen dengan arus 120 A.
6. Pembuatan Spesimen Uji Tarik
Mengacu standar JIS Z 2201 1981 untuk pengujian kualitas
kekuatan tarik.
Setelah proses pengelasan selesai maka dilanjutkan pembuatan
spesimen sesuai JIS Z 2201 1981, yang nantinya akan diuji tarik,
langkah-langkahnya sebagai berikut:
a. Meratakan alur hasil pengelasan dengan mesin frais.
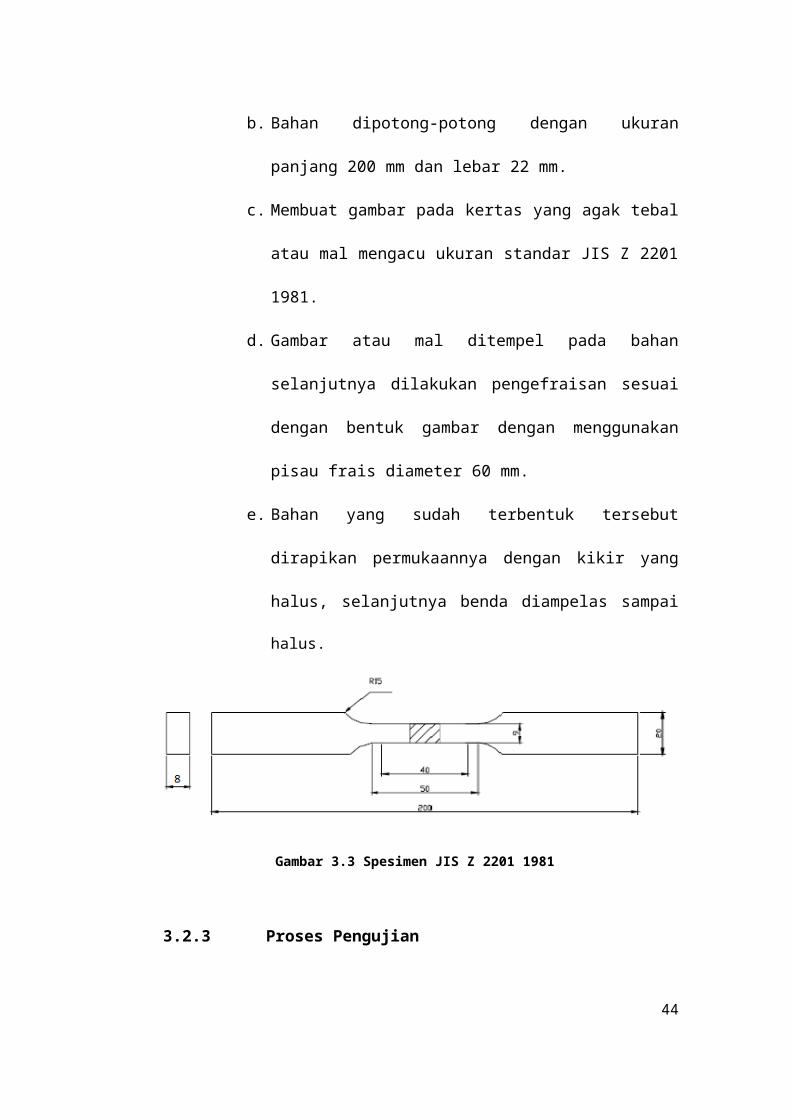
b. Bahan dipotong-potong dengan ukuran panjang 200 mm dan
lebar 22 mm.
41
c. Membuat gambar pada kertas yang agak tebal atau mal
mengacu ukuran standar JIS Z 2201 1981.
d. Gambar atau mal ditempel pada bahan selanjutnya dilakukan
pengefraisan sesuai dengan bentuk gambar dengan
menggunakan pisau frais diameter 60 mm.
e. Bahan yang sudah terbentuk tersebut dirapikan permukaannya
dengan kikir yang halus, selanjutnya benda diampelas sampai
halus.
Gambar 3.3 Spesimen JIS Z 2201 1981
3.2.3 Proses Pengujian
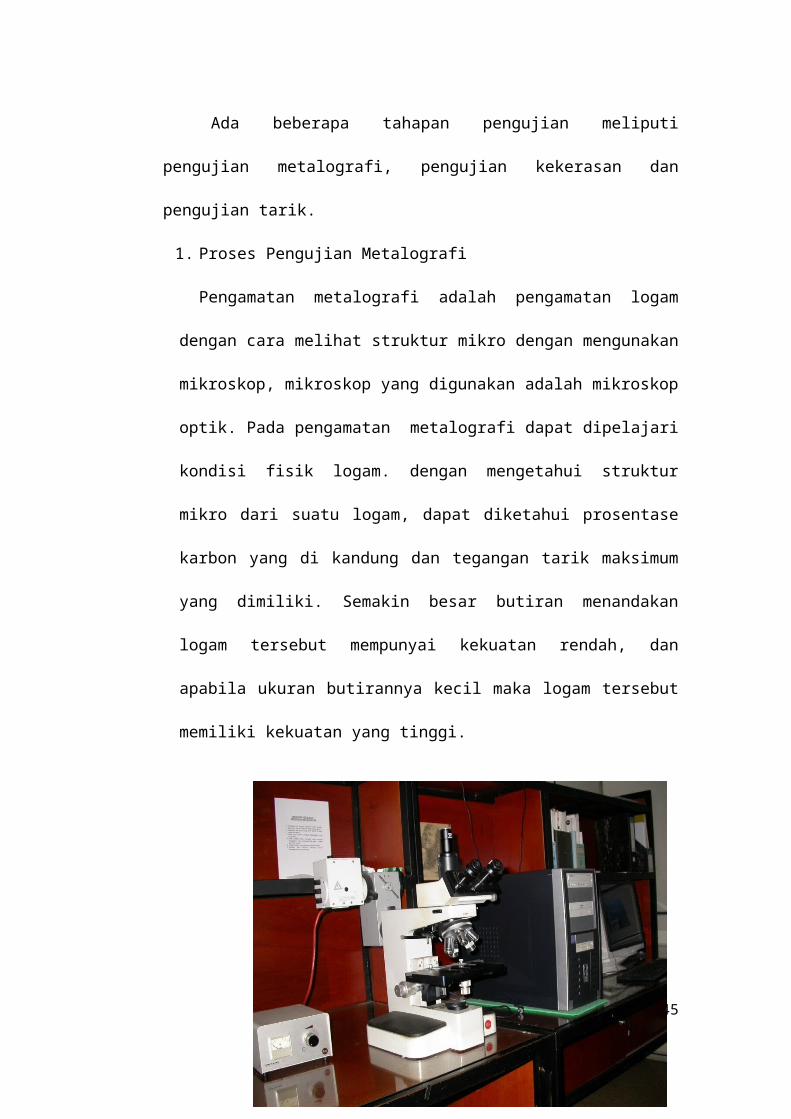
Ada beberapa tahapan pengujian meliputi pengujian metalografi,
pengujian kekerasan dan pengujian tarik.
1. Proses Pengujian Metalografi
Pengamatan metalografi adalah pengamatan logam dengan cara melihat
struktur mikro dengan mengunakan mikroskop, mikroskop yang digunakan
adalah mikroskop optik. Pada pengamatan metalografi dapat dipelajari
kondisi fisik logam. dengan mengetahui struktur mikro dari suatu logam,
dapat diketahui prosentase karbon yang di kandung dan tegangan tarik
maksimum yang dimiliki. Semakin besar butiran menandakan logam tersebut
42
mempunyai kekuatan rendah, dan apabila ukuran butirannya kecil maka
logam tersebut memiliki kekuatan yang tinggi.
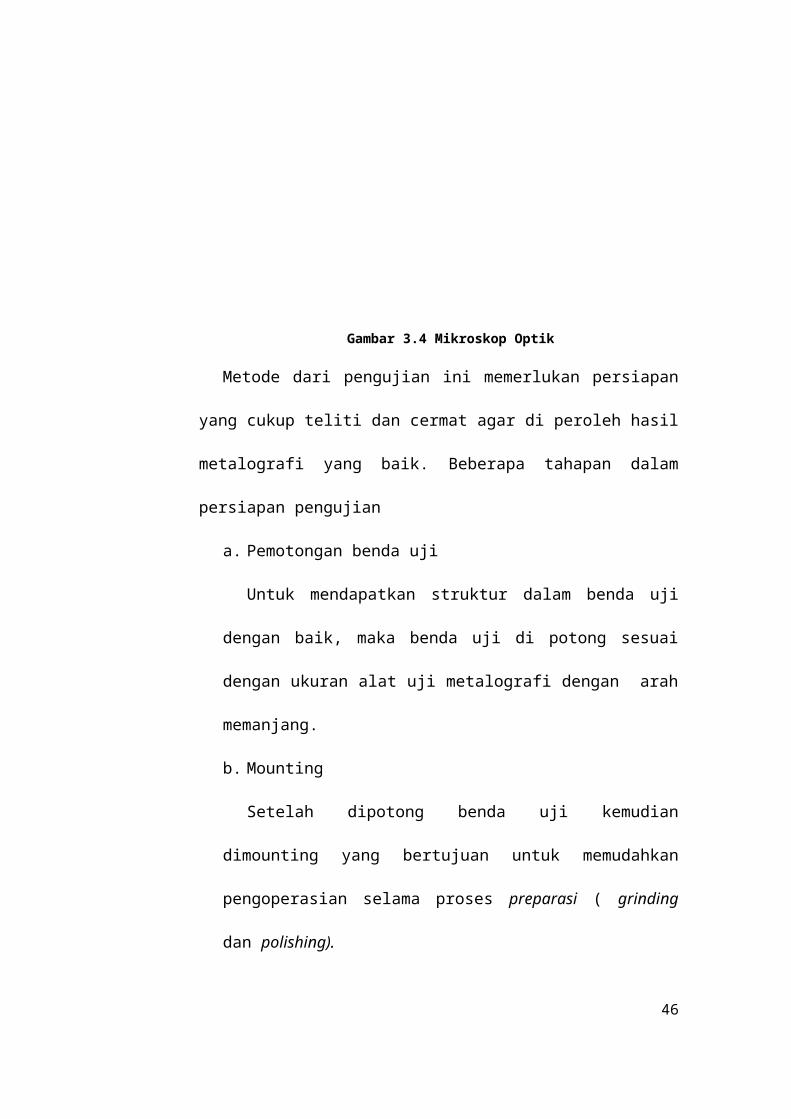
Gambar 3.4 Mikroskop Optik
Metode dari pengujian ini memerlukan persiapan yang cukup teliti dan
cermat agar di peroleh hasil metalografi yang baik. Beberapa tahapan
dalam persiapan pengujian
a. Pemotongan benda uji
Untuk mendapatkan struktur dalam benda uji dengan baik, maka
benda uji di potong sesuai dengan ukuran alat uji metalografi dengan
arah memanjang.
b. Mounting
Setelah dipotong benda uji kemudian dimounting yang bertujuan
untuk memudahkan pengoperasian selama proses preparasi ( grinding
dan polishing).
43
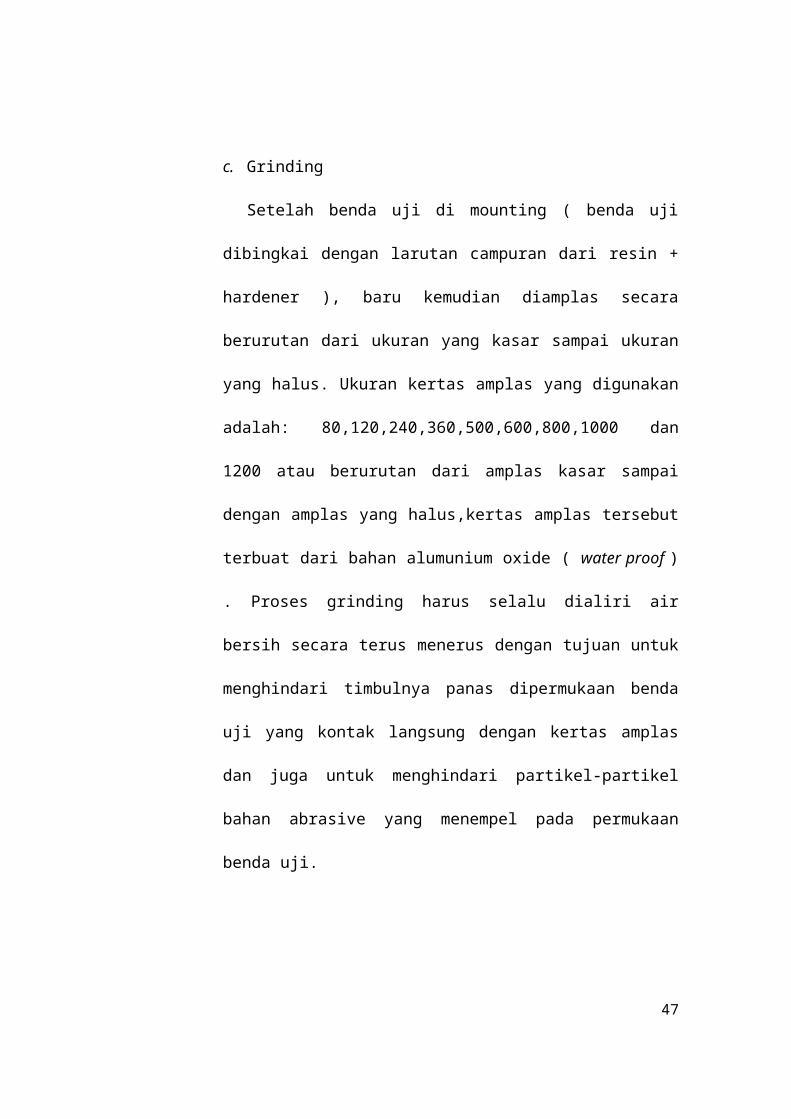
c. Grinding
Setelah benda uji di mounting ( benda uji dibingkai dengan larutan
campuran dari resin + hardener ), baru kemudian diamplas secara
berurutan dari ukuran yang kasar sampai ukuran yang halus. Ukuran
kertas amplas yang digunakan adalah:
80,120,240,360,500,600,800,1000 dan 1200 atau berurutan dari
amplas kasar sampai dengan amplas yang halus,kertas amplas tersebut
terbuat dari bahan alumunium oxide ( water proof ) . Proses grinding
harus selalu dialiri air bersih secara terus menerus dengan tujuan untuk
menghindari timbulnya panas dipermukaan benda uji yang kontak
langsung dengan kertas amplas dan juga untuk menghindari partikel-
partikel bahan abrasive yang menempel pada permukaan benda uji.
44
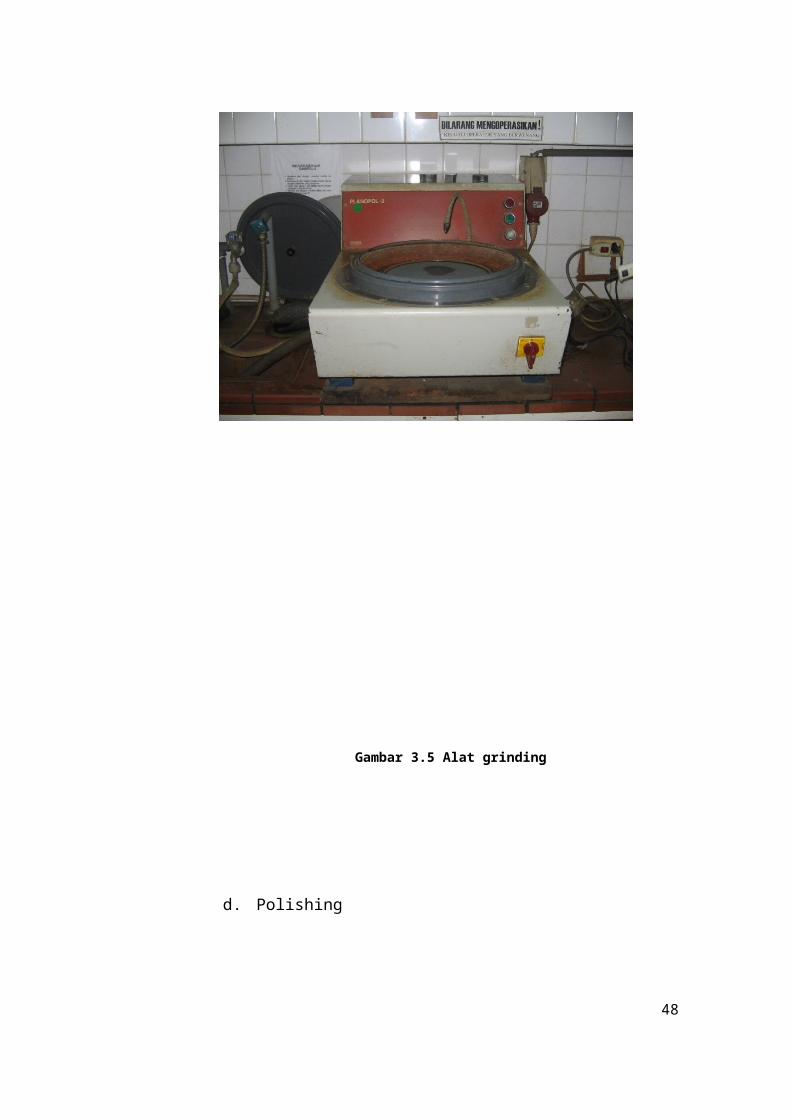
Gambar 3.5 Alat grinding
d. Polishing
Proses polishing menggunakan mesin poles dan kain beludru
ditempelkan pada piringan yang berputar melalui mesin poles,
kemudian kain beludru tersebut diberi pasta alumina berupa partikel
abrasive yang sangat halus. Selama pemolesan benda uji digerakkan
kedepan dan kebelakang dengan maksud agar partikel-partikel abrasive
dapat terdistribusi dengan merata diatas piringan pemoles setiap satu
langkah pemolesan berakhir, benda uji harus senantiasa dicuci dan
dikeringkan dengan udara hangat ( hair dryer). benda uji yang telah di
poles harus kemudian diperiksa dibawah mikroskop untuk dilihat
apakah masih ada goresan-goresan atau retakkan, benda asing dan
lain-lain. Polishing akan berakhir bila sudah diperoleh permukaan
benda uji bebas dari goresan dan retakan lainnya hingga permukaan
seperti cermin yang jernih.
45
Gambar 3.6 Alat polishing
e. Etsa
Setelah benda uji mengalami proses polishing kemudian dilakukan
pengujian dengan menggunakan larutan Nital, dimana permukaan
benda uji dicelupkan kedalam larutan nital 3 % ( Alkohol 96 % 100 ml
+ HNO3 ml ), setelah itu permukaan dibersihkan dengan air dan
kemudian dicuci dengan alkohol 97 % dan dikeringkan dengan
pengering udara, hal ini bertujuan agar terhindar dari oksidasi udara
sekitar.
Pada dasarnya terjadi perubahan atau perkembangan struktur mikro
yang terjadi selama proses etsa disebabkan oleh hal – hal sebagai
berikut
Perbedaan warna akibat distribusi struktur mikro
Jenis kekasaran yang berbeda, akibat perbedaan orientasi kisi –
kisi kristalnya
46
Terbentuknya elemen lokal secara elektro kimia pada
perbatasan kristal – kristal sebelum media etsa bereaksi dengan
permukaan kristal tersebut.
2. Pengujian Kekerasan ( Vickers )
Spesimen yang telah di foto mikro, selanjutnya digunakan untuk
pengujian kekerasan. Spesimen sebelumnya dipoles terlebih dahulu
dengan menggunakan autosol, kemudian dietsa jenis HNO3.
Langkah pengujian :
a. Memasang indentor piramida intan. Penekanan piramida intan
1360 dipasang pada tempat indentor mesin uji, kencangkan
secukupnya agar penekan intan tidak jatuh.
b. Memberi garis warna pada daerah logam las, HAZ dan logam
induk yang akan diuji.
c. Meletakkan benda uji di atas landasan.
d. Menentukan beban utama sebesar 5 kgf.
e. Menentukan titik yang akan diuji.
f. Menekan tombol indentor.
47
Gambar 3.7 Mesin uji kekerasan HV Frank Finotest
3. Pengujian Tarik
Prosedur dan pembacaan hasil pada pengujian tarik adalah sebagai
berikut. Benda uji dijepit pada ragum uji tarik, setelah sebelumnya
diketahui penampangnya, panjang awalnya dan ketebalannya. Langkah
pengujian sebagai berikut :
a. Menyiapkan kertas milimeter block dan letakkan kertas tersebut
pada plotter.
b. Benda uji mulai mendapat beban tarik dengan menggunakan
tenaga hidrolik diawali 0 kg hingga benda putus pada beban
maksimum yang dapat ditahan benda tersebut.
c. Benda uji yang sudah putus lalu diukur berapa besar penampang
dan panjang benda uji setelah putus.
d. Gaya atau beban yang maksimum ditandai dengan putusnya benda
uji terdapat pada layar digital dan dicatat sebagai data.
e. Hasil diagram terdapat pada kertas milimeter block yang ada pada
meja plotter.
f. Hal terakhir yaitu menghitung kekuatan tarik, kekuatan luluh,
perpanjangan dari data yang telah didapat dengan menggunakan
persamaan yang ada.
48
Gambar 3.8 Mesin Uji Tarik
49