bab 2 landasan teori 2.1 kualitas - bina nusantara...
TRANSCRIPT

1
BAB 2
LANDASAN TEORI
2.1 Kualitas
Dewasa ini semakin disadari akan pentingnya kualitas yang baik untuk menjaga
keseimbangan kegiatan produksi dan pemasaran suatu produk. Hal ini timbul dari sikap
konsumen yang menginginkan barang dengan kualitas yang terjamin dan semakin
ketatnya persaingan antara perusahaan yang sejenis. Oleh karena itu pihak perusahaan
perlu mengambil kebijaksanaan untuk menjaga kualitas produknya agar diterima
konsumen dan dapat bersaing dengan produk sejenis dari perusahaan lain serta dalam
rangka menunjang program jangka panjang perusahaan yaitu mempertahankan pasar
yang telah ada atau menambah pasar perusahaan. Adapun hal tersebut dapat dilakukan
melalui pengendalian kualitas. Beberapa pengertian kualitas antara lain:
• Kualitas secara tradisional (Montgomery, 1996) adalah berdasarkan kepada suatu
pandangan bahwa produk dan pelayanan harus sesuai dengan ketentuan mereka
yang menggunakan.
• Kualitas secara umum (Pond, 1994) adalah membuat produk atau jasa yang tepat
pada waktunya, pantas digunakan dalam lingkungan, memiliki zero defect dan
memuaskan konsumen.
• Kualitas (Deming, 1980) adalah pemecahan masalah untuk mencapai
penyempurnaan terus-menerus.
• Kualitas (Juran, 1986) adalah kesesuaian dengan penggunaan. Pendekatan Juran
adalah orientasi pada pemenuhan harapan bangsa.

2
Bagaimanapun para manajer yang sedang berkompetisi dalam pasar global harus
memberikan perhatian serius terhadap definisi dari kualitas yang menyatakan bahwa :
kualitas adalah sesuatu yang mampu memenuhi keinginan atau kebutuhan pelanggan.
Keistimewaan dan keunggulan produk dapat diukur melalui tingkat kepuasan
pelanggan.Keistimewaan ini tidak hanya terdiri dari karakteristik produk yang
ditawarkan, tetapi juga pelayanan yang menyertai produk itu, seperti cara pemasaran,
cara pembayaran, kecepatan penanganan produk.
Pengertian lain tentang konsep kualitas hanya berfokus pada aktivitas inspeksi
untuk mencegah lolosnya produk-produk cacat ke pelanggan. Pada masa sekarang,
pengertian konsep kualitas lebih luas dibandingkan dengan sekedar aktivitas inspeksi.
Kualitas produk merupakan hal yang penting bagi konsumen.Kualitas produk,
baik yang berupa jasa atau produk perlu ditentukan melalui dimensi-dimensi. Terdapat 9
dimensi kualitas yang dikemukakan oleh David A. Garvin (Hidayat, 2007: 4) yaitu :
Dimensi Maksud dan Contoh Performance Karakteristik utama produk, misalnya gambar jernih pada layar televisi Features Karakteristik tambahan, fasilitas atau fitur tambahan misalnya pada
remote control
Conformance Spesifikasi industri dan standar industri Reliability Konsistensi kinerja Durability Masa daya guna/ketahanan produk, mencakup masa garansi dan
perbaikan Service Pertanggung jawaban atas permasalahan-permasalahan produk dan
berbagai keluhan konsumen terhadap produk
Response Hubungan produsen-konsumen, termasuk peranan dealer Aesthetics Berbagai karakteristik yang berhubungan dengan psikologi produsen,
penyalur/dealer dan konsumen
Reputation Kinerja yang telah tercapai dan berbagai kesuksesan yang diraih seperti : pencapaian target penjualan, kepuasan konsumen dan lain-lain
Kualitas pada industri manufaktur selain menekan pada produk yang dihasilkan,
juga perlu diperhatikan pada proses produksi. Adapun faktor-faktor yang menentukan

3
kualitas antara lain adalah bahan baku, peralatan dan teknologi dan sumber daya
manusia. Pada PT. Bakrie Building Industries ketiga hal tersebut mutlak diperlukan
dalam aktivitas pengendalian kualitas.
2.2 Pengendalian Kualitas
Untuk selalu mempertahankan kualitas yang baik dan konsisten, diperlukan suatu
aktivitas yang disebut pengendalian kualitas (quality control). Pengendalian kualitas
didefinisikan sebagai suatu sistem yang digunakan menjaga level yang diinginkan dari
kualitas produk dan jasa, pengendalian kualitas juga mempunyai pengertian penggunaan
teknik-teknik dan aktivitas dalam upaya mencapai, mempertahankan dan memperbaiki
kualitas dari suatu produk dan jasa. Tujuan pengendalian kualitas adalah :
1. Pencapaian kebijaksanaan dan target perusahaan secara efisien
2. Pengembangan kemampuan tenaga kerja
3. Memperbaiki kualitas produk yang dihasilkan
4. Penurunan biaya kualitas secara keseluruhan
Berdasarkan hasil wawancara dengan supervisor department quality control PT.
Bakrie Building Industries, Bapak Pamudji Hadi Tirta, pengendalian kualitas dibagi
menjadi 3 tahapan, yaitu :
1. Pengendalian Kualitas Bahan Baku
Bahan baku merupakan faktor yang sangat penting terhadap kualitas produk jadi
atau produk akhir. Untuk perusahaan tertentu, pengaruh produk akhir ditentukan
oleh kualitas bahan bakunya. Dengan demikian pengendalian kualitas bahan
baku tidak dapat ditinggalkan.
2. Pengawasan selama proses produksi

4
Proses produksi merupakan kegiatan utama dalam perusahaan untuk
menghasilkan suatu produk. Proses produksi perlu diawasi secara efektif agar
produk akhir yang dihasilkan mempunyai kualitas yang baik
3. Pengendalian kualitas produk akhir
Keberhasilan suatu perusahaan banyak tergantung terhadap tingkat kepuasan
konsumen terhadap pemakaian produk yang dihasilkan. Produk akhir yang
dihasilkan oleh perusahaan adalah produk yang akan berpengaruh kepada
penilaian konsumen. Pengendalian kualitas produk akhir sangat diperlukan
sehingga dapat diperoleh produksi akhir yang memiliki mutu baik.
2.3 Pengertian Cacat (Reject)
Produk menurut Kamus Besar Bahasa Indonesia yaitu barang atau jasa yang
dibuat atau ditambah gunanya atau nilainya dalam proses produksi dan menjadi hasil
akhir dari proses produksi itu. Sedangkan cacat mengandung pengertian kekurangan
yang menyebabkan nilai atau mutunya kurang baik atau kurang sempurna. Dari kedua
pengertian tersebut jika digabungkan mengandung pengertian, bahwa produk cacat
berarti barang atau jasa yang dibuat dalam proses produksi namun memiliki kekurangan
yang menyebabkan nilai atau mutunya kurang baik atau kurang sempurna.
Produk cacat adalah produk yang tidak memenuhi spesifikasinya.Hal itu berarti
juga tidak sesuai dengan standar kualitas yang telah ditetapkan.Kesesuaian dengan
kualitas mangasumsikan bahwa terdapat suatu cakupan nilai yang diterima untuk setiap
spesifikasi atau karakteristik kualitas. Produk cacat yang terjadi selama proses produksi
mengacu pada produk yang tidak diterima oleh konsumen. Produk cacat adalah produk
yang tidak memenuhi standar mutu yang telah ditentukan tetapi dengan mengeluarkan
5
biaya pengerjaan kembali untuk memperbaikinya, produk tersebut secara ekonomis
dapat disempurnakan lagi menjadi produk yang lebih baik.
Tim Kerja Penyusun Naskah Akademis Badan Pembinaan Hukum Nasional
Departemen Kehakiman RI merumuskan pengertian produk yang cacat sebagai produk
yang tidak dapat memenuhi tujuan pembuatannya, baik karena kesengajaan, atau
kealpaan dalam proses produksinya maupun disebabkan hal-hal lain yang terjadi dalam
peredarannya, atau tidak menyediakan syarat-syarat keamanan bagi manusia atau harta
benda mereka dalam penggunaannya, sebagai layaknya diharapkan orang. Pengertian
cacat dalam KUHPerdata diartikan sebagai cacat yang sungguh-sungguh bersifat
sedemikian rupa yang menyebabkan barang itu tidak dapat digunakan dengan sempurna
sesuai dengan keperluan yang semestinya dihayati oleh benda itu, atau cacat itu
mengakibatkan berkurangnya manfaat benda tersebut dari tujuan semestinya.Dari
pengertian ini maka ada satu tanggung jawab bagi produsen untuk mengutamakan
kualitas barang yang diproduksi daripada mengejar kuantitas jumlah barang yang
diproduksi. (USU digital library)
Pengertian product liability (produk cacat) menurut Black's Law Dictionary
adalahsebagai tanggung jawab secara hukum dari produsen dan penjual untuk mengganti
kerugian yang diderita oleh pembeli, pengguna ataupun pihak lain, akibat dari cacat dan
kerusakan yang terjadi karena kesalahan pada saat mendapatkan barang, khususnya jika
produk tersebut dalam keadaan cacat yang berbahaya bagi konsumen dan pengguna.
Dari beberapa definisi diatas dapat diambil intisari bahwa produk cacat adalah
produk yang tidak sesuai dengan spesifikasi sehingga tidak memenuhi standar kualitas
yang telah ditentukan yang menyebabkan nilai atau mutunya kurang baik atau kurang
sempurna.

6
2.4. Six Sigma
Six Sigma adalah suatu metodologi bisnis yang bertujuan untuk meningkatkan
nilai-nilai kapabilitas dari aktivitas proses bisnis (Hidayat, 2007:28). Proses bisnis
adalah sesuatu yang dimulai dari perencanaan, desain produksi sampai dengan fungsi-
fungsi konsumen seperti : kebutuhan, keinginan dan ekspektasi. Ada dua proses kerja
dalam konsep Six Sigma , yaitu : proses kerja internal dan eksternal. Proses kerja
internal meliputi seluruh aspek fungsi dan kegiatan yang ada dalam perusahaan,
sedangkan proses eksternal adalah seluruh kegiatan yang dimulai dari pengelolaan
produk jadi/promosi hingga distribusi ke konsumen.
Tujuan dari Six Sigma adalah meningkatkan kinerja bisnis dengan beberapa cara,
seperti :
• mengurangi berbagai variasi proses yang merugikan
• mereduksi kegagalan produk/proses
• menekan cacat-cacat produk
• meningkatkan keuntungan
• meningkatkan moral/produktivitas karyawan
• meningkatkan kualitas produk pada tingkat yang maksimal
Six Sigma pertama kali dikembangkan oleh Motorola pada pertengahan tahun
1980 sebagai metode untuk mengukur kualitas produk dan jasa.Secara perspektif
statistik istilah six sigma (sigma enam) berasal dari ukuran statistik, dimana sigma
adalah standar deviasi dalam distribusi normal dengan probabilitas ± 6 (enam) dengan
efektivitas sebesar 99,9996 %. Dalam proses produksi, standar Six Sigma dikenal
7
dengan istilah “defect per million opportunity/DPMO, dengan nilai sebesar 3,4 DPMO
yang berarti dalam satu juta unit/proses hanya diperkenankan mengalami
kegagalan/cacat sebanyak 3,4 unit/proses. Dengan demikian, derajat konsistensi Six
Sigma adalah sangat tinggi dengan standar deviasi yang sangat rendah.
2.5 Konsep Six sigma Motorola
Pada dasarnya pelanggan akan puas apabila mereka menerima nilaisebagaimana
yang mereka harapkan. Apabila produk (barang dan/atau jasa)diproses pada tingkat
kualitas Six sigma, perusahaan boleh mengharapkan 3,4kegagalan per sejuta kesempatan
(DPMO) atau mengharapkan bahwa 99,99966persen dari apa yang diharapkan
pelanggan akan ada dalam produk itu. Dengandemikian Six sigmadapat dijadikan ukuran
target kinerja sistem industri tentangbagaimana baiknya suatu proses transaksi produk
antara pemasok (industri) danpelanggan (pasar). Semakin tinggi target sigma yang
dicapai, kinerja system industri akan semakin baik. Sehingga 6-sigma otomatis lebih
baik daripada 4-sigma, 4-sigma lebih baik dari 3-sigma.Six sigmajuga dapat dianggap
sebagaistrategi terobosan yang memungkinkan perusahaan melakukan peningkatan
luarbiasa (dramatic) di tingkat bawah. Six sigmajuga dapat dipandang
sebagaipengendalian proses industri berfokus pada pelanggan, melalui penekanan
padakemampuan proses (process capability).
Terdapat enam aspek kunci yang perlu diperhatikan dalam aplikasi konsepSix
sigma, yaitu :
1. Identifikasi karakteristik produk yang memuaskan pelanggan (sesuai kebutuhan
dan ekspetasi pelanggan).
8
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ (Critical-To-
Quality) individual.
3. Menentukan apakah setiap CTQ tersebut dapat dikendalikan melalui
pengendalian material, mesin proses kerja dan lain-lain.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang diinginkan
pelanggan (menentukan nilai UCL dan LCL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan nilai
maksimum standar deviasi untuk setiap CTQ ).
6. Mengubah desain produk dan/atau proses sedemikian rupa agar mampu
mencapai nilai target Six sigma, yang berarti memiliki indeks kemampuan
proses, Cpm minimum sama dengan dua (Cpm ≥ 2).
Sedangkan secara metodologi, Six Sigma merupakan pendekatan menyeluruh
untuk menyelesaikan masalah dan peningkatan proses melalui fase DMAIC ( Define,
Measure, Analyze, Improve, Control ). DMAIC merupakan jantung analisis Six Sigma
yang menjamin voice of customer (suara pelanggan) berjalan dalam keseluruhan proses
sehingga produk yang dihasilkan memuaskan keinginan pelanggan. Fase ini dapat
dijelaskan sebagai berikut :
1. Define
Define adalah penetapan sasaran dari aktivitas peningkatan kualitas Six
sigma. Tahap ini untuk mendefinisikan rencana-rencana tindakan yang harus
dilakukan untuk melaksanakan peningkatan dari setiap tahap proses bisnis kunci
(Gaspersz, 2005). Termasuk dalam langkah definisi ini adalah menetapkan
sasaran dari aktivitas peningkatan kualitas Six sigma tersebut. Pada tahap ini
perlu didefinisikan beberapa hal yang terkait dengan:

9
• Kriteria pemilihan proyek Six sigma.
• Peran dan tanggung jawab dari orang-orang yang terlibat dalam proyek
Sixsigma.
• Kebutuhan pelatihan untuk orang-orang yang terlibat dalam proyek Sixsigma.
• Proses-proses kunci dalam proyek Six sigma beserta pelanggannya.
• Kebutuhan spesifik dari pelanggan.
• Pernyataan tujuan proyek Six sigma.
2. Measure
Measure atau pengukuran merupakan langkah operasional kedua dalam program
peningkatan kualitas Six sigma. Tahap ini merupakan salah satu pembeda Six
sigma dengan metoda pengendalian kualitas lainnya. Pengukuran dilakukan
untuk menilai kondisi proses yang ada.Terdapat tiga hal pokok yang harus
dilakukan dalam tahap ini, yaitu:
• Memilih atau menentukan karakteristik kualitas kunci atau CTQ (Critical To
Quality) yang berhubungan langsung dengan kebutuhan spesifik pelanggan.
• Mengembangkan suatu rencana pengumpulan data melalui pemgukuran yang
dapat dilakukan pada tingkat proses, output, atau outcome.
• Mengukur kinerja sekarang (current performance) pada tingkat proses,
output, atau outcome untuk ditetapkan sebagai baseline kinerja pada awal
proyek Six sigma.
3. Analyze
Analyze merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six sigma. Pada tahap ini perlu melakukan beberapa halyaitu :

10
• Menentukan stabilitas (stability) dan kapabilitas/kemampuan (capability) dari
proses.
• Menetapkan target-target kinerja dari karakteristik kualitas kunci (CTQ) yang
akan ditingkatkan pada proyek Six sigma.
• Mengidentifikasi sumber-sumber dan akar penyebab kecacatan atau
kegagalan.
• Mengkonversi banyak kegagalan ke dalam biaya kegagalan kualitas (cost of
poor quality).
4. Improve
Pada tahap ini dilakukan penetapan rencana tindakan (action plan) untuk
melaksanakan peningkatan kualitas Six sigma.Pengembangan rencana tindakan
merupakan salah satu aktivitas yang penting dalam program peningkatan kualitas
Six sigma. Rencana tersebut mendeskripsikan tentang alokasi sumber daya serta
prioritas atau alternatif yang dilakukan.
5. Control
Control merupakan tahap opersional terakhir dalam proyek peningkatan kualitas
Six sigma. Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan
disebarluaskan, praktek-praktek terbaik yang sukses dalam peningkatan proses
distandarisasikan dan disebarluaskan, prosedur-prosedur didokumentasikan dan
dijadikan sebagai pedoman kerja standar, serta kepemilikan atau tanggung jawab
ditransfer dari tim Six sigma kepada pemilik atau penanggung jawab proses,
yang berarti proyek Six sigma berakhir pada tahap ini.
11
2.6 Stastistical Process Control
SPC (Statistical Process Control) adalah suatu metodologi pengumpulan dan
analisis data kualitas, seta penentuan dan interpretasi pengukuran-pengukuran yang
menjelaskan tentang proses dalam suatu sistem industri, untuk meningkatakan kualitas
dari output guna memenuhi kebutuhan dan ekspektasi pelanggan (Gaspersz,Vincent.,
1997).
Metode statistik memainkan peranan penting dalam jaminan kualitas. Metode
statistik itu memberikan cara – cara pokok dalam pengambilan sampel produk,
pengujian serta evaluasinya dan informasi didalam data itu digunakan untuk
mengendalikan dan meningkatkan proses pembuatan. Lagipula statistik adalah bahasa
yang digunakan oleh insinyur pengembangan, pembuatan, pengusahaan, manajemen,
dan komponen – komponen fungsional bisnis yang lain untuk berkomunikasi tentang
kualitas.
Untuk menjamin proses produksi dalam kondisi baik dan stabil atau produk yang
dihasilkan selalu dalam daerah standar, perlu dilakukan pemeriksaan terhadap titik
origin dan hal-hal yang berhubungan, dalam rangka menjaga dan memperbaiki kualitas
produk sesuai dengan harapan.
2.6.1 7 Tools dalam Statistical Process Control
Dalam pengendalian proses statistik dikenal adanya “seven tools”. Seven tools
dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk
menyelesaikan masalah yang dikembangkan oleh Walter A.Shewhart (Gazperz,
Vincent., 2007) Seven tools tersebut adalah:
1. Lembar Periksa (Check Sheet)

12
Lembar periksa adalah suatu formulir, dimana item-item yang akan
diperiksa telah dicetak dalam suatu formulir dengan maksud agar data
dapat dikumpulkan secara mudah dan ringkas.
Penggunaan lembar periksa bertujuan untuk :
• Memudahkan proses pengumpulan data terutama untuk mengetahui
bagaimana sesuatu masalah sering terjadi. Tujuan utama dari
penggunaan lembar periksa adalah membantu mentabulasi banyaknya
kejadian dari suatu masalah tertentu atau penyebab tertentu.
• Mengumpulkan data tentang jenis masalah yang sedang terjadi. Dalam
kaitan ini, lembar periksa akan membantu memilah-milah data ke dalam
kategori yang berbeda seperti penyebab-penyebab, masalah-masalah, dll.
2. Stratifikasi (Run Chart)
Stratifikasi adalah suatu upaya untuk mengurai atau mengklasifikasi
persoalan menjadi kelompok atau golongan sejenis yang lebih kecil atau
menjadi unsur-unsur tunggal dari persoalan.
3. Histogram
Histogram adalah diagram batang yang menunjukkan tabulasi dari data
yang diatur berdasarkan ukurannya.Tabulasi data ini umumnya dikenal
sebagai distribusi frekuensi.Histogram menunjukkan karakteristik-
karakteristik dari data yang dibagi-bagi menjadi kelas-kelas.Pada histogram
frekuensi, sumbu x menunjukkan nilai pengamatan dari tiap
kelas.Histogram dapat berbentuk “normal” atau berbentuk seperti lonceng
yang menunjukkan bahwa banyak data yang terdapat pada nilai rata-

13
ratanya.Bentuk histogram yang miring atau tidak simetris menunjukkan
bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi
kebanyakan datanya berada pada batas atas atau bawah. Fungsi dari
histogram adalah sebagai berikut:
• Menentukan apakah suatu produk dapat diterima atau tidak.
• Menentukan apakah proses produk sudah sesuai atau belum.
• Menentukan apakah diperlukan langkah-langkah perbaikan.
4. Diagram Pareto
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto dan
digunakan pertama kali oleh Joseph Juran. Fungsi diagram pareto adalah
untuk mengidentifikasi atau menyeleksi masalah utama untuk peningkatan
kualitas. Diagram ini menunjukkan seberapa besar frekuensi berbagai
macam tipe permasalahan yang terjadi dengan daftar masalah pada sumbu
x dan jumlah/frekuensi kejadian pada sumbu y. Kategori masalah
diidentifikasikan sebagai masalah utama dan masalah yang tidak penting.
Prinsip Pareto adalah 80 % masalah (ketidaksesuaian atau cacat)
disebabkan oleh 20 % penyebab. Prinsip Pareto ini sangat penting karena
prinsip ini mengidentifikasi kontribusi terbesar dari variasi proses yang
menyebabkan performansi yang jelek seperti cacat. Pada akhirnya, diagram
pareto membantu pihak manajemen untuk secara cepat menemukan
permasalahan yang kritis dan membutuhkan perhatian secepatnya sehingga
dapat segera diambil kebijakan untuk mengatasinya.
5. Diagram Sebab Akibat (Cause and Effect Diagram)
14
Diagram sebab akibat juga disebut Ishikawa Diagram karena diagram ini
diperkenalkan oleh Dr. Kaoru Ishikawa pada tahun 1943. Diagram ini
terdiri dari sebuah panah horizontal yang panjang dengan deskripsi
masalah. Penyebab-penyebab masalah digambarkan dengan garis radial
dari garis panah yang menunjukan masalah. Kegunaan dari diagram sebab
akibat adalah:
• Menganalisis sebab dan akibat suatu masalah.
• Menentukan penyebab permasalahan.
• Menyediakan tampilan yang jelas untuk mengetahui sumber-sumber
variasi.
6. Diagram Sebar (Scatter Diagram)
Scatter diagram adalah grafik yang menampilkan hubungan antara dua
variabel apakah hubungan antara dua variabel tersebut kuat atau tidak yaitu
antara faktor proses yang mempengaruhi proses dengan kualitas produk.
Pada sumbu x terdapat nilai dari variabel independen, sedangkan pada
sumbu y menunjukkan nilai dari variabel dependen.
7. Grafik Kontrol (Control Chart): Grafik kontrol adalah suatu alat yang
secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat
diterima sebagai proses yang terkontrol. Grafik kontrol terkadang disebut
dengan Shewhart control charts karena grafik ini pertama kali dibuat oleh
Walter A. Shewhart. Nilai dari karekterisik kualitas yang dimonitor,
digambarkan sepanjang sumbu y, sedangkan sumbu x menggambarkan
sampel atau subgroup dari karakteristik kualitas tersebut. Sebagai contoh
15
karakteristik kualitas adalah panjang rata-rata, diameter rata-rata, dan
waktu pelayanan rata-rata. Semua karakteristik tersebut dinamakan variabel
dimana nilai numeriknya dapat diketahui. Sedangkan atribut adalah
karakteristik kualitas yang ditunjukkan dengan jumlah produk cacat,
jumlah ketidaksesuaian dalam satu unit, serta jumlah cacat per unit.
Terdapat tiga garis pada grafik pengendali yaitu, :
1. Center lineatau garis tengah adalah garis yang menunjukkan nilai rata-
rata dari karakteristik kualitas yang terdapat di pada tengah grafik.
2. Upper limit control atau batas pengendali atas adalah garis yang
menyatakan nilai penyimpangan paling tinggi dari nilai center line.
3. Lower limit control atau batas pengendali bawah adalah garis ynag
menyatakan nilai penyimpangan paling rendah dari nilai center line.
Grafik kontrol dapat diklarifikasikan ke dalam dua tipe umum, yaitu :
a) Grafik Kontrol Data Variabel
Pengumpulan data adalah langkah dalam prosedur pengendalian
mutu.Dengan data yang relevan maka dapat disajikan suatu informasi yang
dapat memenuhi objek dari pengendalian mutu, yaitu mendeteksi, mencegah
dan mengoreksi produk yang cacat.Didalam pengumpulan data terdapat dua
jenis data yaitu data variabel dan data atribut.
Data variabel merupakan data kuantitatif yang diukur untuk keperluan
analisis.Contoh dari data variabel karakteristik kualitas adalah ukuran
produk, ketebalan produk, berat produk dan lainnya.

16
Pengendalian kualitas statistik untuk data variabel sering disebut dengan
metode peta kontrol (control chart) variabel. Manfaat pengendalian kualitas
proses untuk data variabel adalah memberikan informasi mengenai
perbaikan kualitas, menentukan kemampuan proses setelah perbaikan
kualitas tercapai, membuat keputusan yang berkaitan dengan spesifikasi
produk, membuat keutusan yang berkaitan dengan proses produksi dan
membuat keputusan terbaru yang berkaitan dengan produk yang dihasilkan.
Peta control yang umum digunakan untuk data variabel adalah peta X-Bar-R
dan peta X-MR
b) Grafik Kontrol Data Atribut
Banyak karakteristik kualitas tidak dapat dengan mudah dinyatakan
secara numerik.Dalam hal seperti ini, biasanya tiap benda yang diperiksa
diklarifikasikan sesuai dengan spesifikasi pada karakteristik kualitas
tertentu.Istilah cacat dan tidak cacat terkadang digunakan untuk
mengidentifikasikan suatu produk. Grafik kontrol atribut dibagi dalam 4
bagian, yaitu :
• Gambar kontrol untuk proporsi produk yang cacat dengan seluruh
produksi. Gambar kontrol ini disebut gambar P (P-chart).
• Gambar kontrolNP
• Gambar kontrol untuk jumlah yang cacat per unit. Gambar kontrol
ini disebut gambar C (C-chart).
• Gambar kontrol U

17
Grafik Kontrol P
Bagian cacat didefinisikan sebagai perbandingan banyak produk yang
cacat dalam suatu populasi dengan banyak produk keseluruhan dalam
populasi itu.Produk-produk itu mungkin mempunyai krakteristik kualitas
yang diperiksa bersama-sama oleh pemeriksa. Apabila produk cacat
dengan standar dalam satu atau beberapa karakteristik ini, maka produk itu
diklasifikasikan sebagai cacat/ reject.
Asas-asas statistik yang melandasi grafik kontrol untuk produk cacat
didasarkan atas distribusi binomial. Misalkan proses produksi bekerja
dalam keadaan stabil, sehingga probabilitas bahwa suatu unit
akancacat/reject dengan spesifikasi adalah p, dan unit yang diproduksi
berurutan adalah independen. Maka tiap unit yang diproduksi merupakan
realisasi suatu variabel random Bernoulli dengan parameter p. Apabila
sampel randomdengan n unit produk dipilih dan D adalah banyak unit
produk yang tak sesuai maka D berdistribusi binomial dengan parameter n
dan p, yakni :
P D= x =nx
px 1-p n-x
x=0,1,2,…..,n
Bagian cacat pada sampel didefinisikan sebagai perbandingan banyak
unit cacat dalam sampel D dengan ukuran sampel n yakni
pˆ = ∑D∑n
Andaikan produk cacat yang sebenarnya p dalam proses produksi itu
diketahui, maka center line dan upper limit control produk cacat adalah

18
sebagai berikut :
UCL = pˆ + 3pˆ (1-pˆ)
n
LCL = pˆ - 3 pˆ (1-pˆ )n
Apabila produk cacat itu pˆ tidak diketahui, maka p itu harus ditaksir
dari data observasi. Prosedur yang biasa adalah memilih m sampel
pendahuluan, masing-masing berukuran n. Sebagai aturan umum, m
haruslah 20 atau 25.maka jika ada diunit tak sesuai dalam sampel i,
kitahitung bagian tak sesuai dalam sampel ke-i itu sebagai berikut:
pˆ= Dn
Dalam beberapa penerapan grafik kendali produk cacat sampelnya 100%
pemeriksaan hasil proses selama periode waktu tertentu. Karena dalam
tiap periode dapat diproduksi banyak unit yang berbeda, maka grafik
kontrol itu akan mempunyai ukuran sampel yang berbeda-beda. Ada
beberapa pendekatan dalam pembentukan dan pengoperasian grafik
kontrol dengan ukuran sampel berbeda-beda.
Pendekatan pertama, dan yang paling sederhana adalah menentukan
center line untuk tiap-tiap sampel yang didasarkan atas ukuran sampel
tertentu. Pendekatan kedua adalah berdasarkan grafik kendali pada ukuran
sampel rata-rata, yangmenghasilkan himpunan center line.
Apabila tidak ada data yang keluar dari UCL dan LCL, serta plot data
tidak menunjukkan gejala-gejala penyimpangan, maka dapat dikatakan

19
proses telah terkontrol. Sebaliknya jika ada data yang keluar dari UCL dan
LCL, maka proses tersebut belum stabil. Data yang keluar dari batas UCL
dan LCL tersebut disebabkan karena adanya penyebab khusus.
2.7 Design of Experiment (DOE)
Proses perancangan eksperimen menjadi semakin berperan dalampengembangan
manajemen proses bisnis saat ini. Hal ini disebabkan karenakonsep teoritis perancangan
eksperimen (Design of Experiment) adalah suatukumpulan pengujian yang terstruktur
dan sistematis melalui perlakuan yangdiubah-ubah terhadap variabel-variabel input dari
suatu proses di dalam system sesuai dengan penyebab permasalahan yang ingin
dianalisis. Sehingga dapatditemukan respon dari output yang terjadi, berdasarkan
identifikasi perubahanperubahanyang telah dilakukan. Proses eksperimentasi yang
berhasil adalahproses perancangan eksperimen (Design of Experiment) yang memiliki
strategiyang tepat, mulai dari penyusunan model, pengambilan data, pemilihan
metodeanalisis yang digunakan, sampai dengan penetapan kesimpulan yang teruji
melaluivalidasi dan verifikasi.
Proses eksperimentasi memiliki dua subjek utama yang saling berkaitanerat,
yaitu perancangan eksperimen (Design of Experiment) dan metode statistik.Prinsip-
prinsip dasar pada proses eksperimentasi adalah :
1. Randomisasi.
Adalah proses alokasi elemen-elemen eksperimen dan uji-uji model eksperimen
yang telah dirancang dan dijalankan secara acak/random. Metode statistik
memerlukan observasi terhadap variabel-variabel randomyang terdistribusi
20
secara bebas. Dengan randomisasi ini, asumsi pada proseseksperimentasi
menjadi valid.
2. Replikasi.
Adalah proses pengulangan pengambilan data pada saat observasisesuai dengan
model eksperimen untuk masing-masing faktor dan kombinasifaktor secara
bebas (independent) dan bukan pengukuran secara berulang.Replikasi memiliki
dua (2) fungsi penting, yaitu, Pertama: Memberikanestimasi error eksperimen
sebagai satuan dasar pengukuran untuk menentukanapakah perbedaan-perbedaan
yang diamati pada data adalah benar-benarberbeda secara statistik. Kedua: Jika
rata-rata sampel (y) dipakai untukmemperkirakan respon rata-rata sebenarnya
untuk satu level faktor dalamproses eksperimentasi, replikasi memberikan
perkiraan terhadap parameteryang lebih akurat. Replikasi merefleksikan sumber-
sumber keberagaman diantara dan di dalam proses eksperimentasi.
3. Blocking.
Adalah teknik pada proses eksperimentasi yang dipakai untukmemperbaiki
ketepatan di dalam perbedaan-perbedaan antara faktor-faktorpenting yang akan
diuji. Blocking dilakukan untuk mengurangi bahkanmenghilangkan keberagaman
yang dialihkan dari faktor-faktor nuisance, yaitufaktor-faktor yang mungkin
mempengaruhi respon eksperimentasi, namunsecara langsung tidak menjadi
fokus perhatian.Salah satu faktor nuisance pada penelitian ini adalah komposisi
air, pulp, krisotil, dan semen.

21
Ketiga prinsip dasar proses eksperimentasi di atas adalah bagian penting
dalamperancangan eksperimen dan metode statistik.Perancangan eksperimen melibatkan
proses perencanaan penelitian dalamsebuah model sehingga pengumpulan data yang
tepat dapat dilakukan. Petunjuk-petunjukpada perancangan eksperimen meliputi :
1. Pemahaman yang tepat terhadap permasalahan yang ada, agar tujuan eksperimen
terarah.
2. Seleksi terhadap variabel-variabel respon, misalnya rata-rata dan standardeviasi
untuk memberikan informasi yang berguna sesuai dengan tujuanproses
eksperimentasi.
3. Pemilihan faktor-faktor, level dan rentang sebagaimana halnya denganvariabel-
variabel respon di atas.
4. Pemilihan model perancangan eksperimen menyangkut beberapa hal :
• Pertimbangan ukuran sampel (jumlah replikasi).
• Seleksi uji-uji proses eksperimentasi dengan eksekusi yang tepat.
• Penentuan melakukan blocking atau tidak.
• Penentuan adanya batasan-batasan proses randomisasi yang digunakan.
5. Penyusunan eksperimental design.
6. Analisa statistik terhadap data: metode-metode statistik digunakan
untukmenganalisis data sehingga diperoleh hasil dan kesimpulan yang objektif.
7. Kesimpulan dan rekomendasi.
Sementara metode statistik menjadi alat dalam melakukan analisisterhadap data
yang dikumpulkan, sehingga diperoleh hasil yang valid dankesimpulan yang bersifat

22
objektif. Pendekatan metode statistik ini dalam proseseksperimentasi sangat penting jika
ingin memperoleh kesimpulan berguna danterpakai dari data yang telah diverifikasi.
Salah satu strategi proses eksperimentasi yang memiliki pendekatanterhadap
sistem paling tepat adalah analisa dengan teknik desain factorial (Factorial Design) 2k.
Metode ini merupakan perancangan eksperimentasi denganbeberapa faktor sampai
dengan k faktor yang masing-masing terdiri dari dua level,yaitu 1 atau + (high) dan 0
atau - (low).Faktor-faktor tersebut diduga berpengaruhdalam sistem dan dapat diuji
pengaruhnya, baik secara individu maupun pengaruhinteraksi antar faktor-faktor yang
ada.Serta bervariasi bukan hanya pada satuwaktu tertentu.
Menurut Douglas C. Montgomery (Montgomery, Douglas.,2005), metode
Factorial Design 2k memiliki prosedur analisis sebagai berikut :
1. Mengestimasi efek-efek yang ditimbulkan oleh faktor-faktor yang akan diuji
dengan menilai tanda atau gejala dan besaran atau ukuran yang ditimbulkan.
Informasi awal ini diperlukan untuk mengetahui sejauh mana kemungkinan
faktor-faktor dan interaksinya mempengaruhi dan kemana faktor-faktor tersebut
harus disesuaikan untuk memperbaiki respon.
2. Membangun model inisial untuk proses eksperimentasi,
• Jika rancangan eksperimen direplikasi, maka model disusun dalambentuk
lengkap.
• Jika rancangan eksperimen tanpa replikasi, maka model dibuatdengan
memplot efek-efek faktor, menggunakan probabilitasnormal.

23
3. Melaksanakan uji statistik ANOVA untuk menguji efek-efek faktor-faktordan
interaksi yang utama, di mana terdapat sebanyak n replikasi, denganformula
sebagaimana tercantum pada Tabel 2.1.
4. Melakukan proses eliminasi terhadap variabel-variabel yang tidakmemiliki
keterkaitan yang berarti dari model perancangan eksperimen.
5. Menganalisa faktor dan efek yang masih tersisa pada model untukmemeriksa
keakuratan asumsi yang diterapkan pada model perancanganeksperimen.
6. Apabila ternyata ditemukan ketidakwajaran model dan penyimpanganakibat
kesalahan asumsi, maka dilakukan kembali prosedur analisis di atas,sampai
ditemukan model yang akurat dengan asumsi yang tepat.
7. Sebagai langkah prosedur analisis yang terakhir adalah analisis deskripsidengan
berbagai grafik, seperti: ploting efek faktor utama daninteraksinya, ploting
permukaan, dan response surface.
2.8 ANOVA (Analysis of Variance)
Perhitungan nilai error dan interaksi dapat diperoleh dengan melakukan uji
ANOVA.Dibawah ini dijelaskan perhitungan uji ANOVA pada percobaan 22. Langkah-
langkah perhitungan ANOVA :
1. H01 : Faktor A tidak berpengaruh secara signifikan
H02 : Faktor B tidak berpengaruh secara signifikan
H03 : Interaksi faktor A dan B tidak berpengaruh secara signifikan.
2. H11 : Faktor A berpengaruh secara signifikan
H12 : Faktor B berpengaruh secara signifikan
H13 : Interaksi faktor A dan B berpengaruh secara signifikan.

24
3. α = 0.05
4. Wilayah kritik :
a. Tolak H01 jika f1> fα [dofA, dofE].
b. Tolak H02 jika f2> fα [dofB, dofE].
c. Tolak H03 jika f3> fα [dofAB, dofE].
5. Perhitungan :
• ContrastA = [a + ab – b – (1)]
• ContrastB = [b +ab – a – (1)]
• ContrastAB = [ab + (1) – a – b]
• Effect= Contrast2n
• SumOfSquares(SS) = Contrast2
4n
• SSE = SST – SSA – SSB – SSAB
• SSFaktor Utama = SSA + SSB
• SST = ∑ ∑ ∑ y2ijk- y2
4n + ncnk=1
2j=1
2i=1
• SSE = SST – SSA – SSB - SSAB
• Mean Square (MS) = SSDof
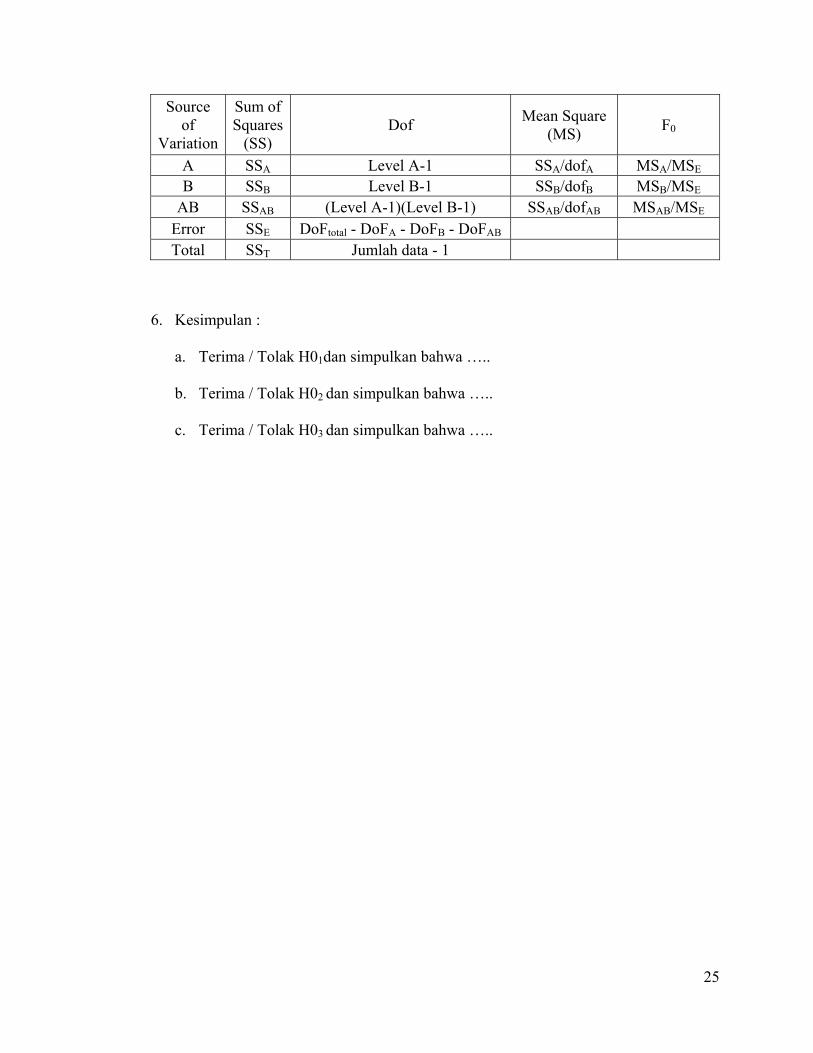
Tabel 2.1 Rumus Perhitungan ANOVA 22
25
Source of
Variation
Sum of Squares
(SS) Dof Mean Square
(MS) F0
A SSA Level A-1 SSA/dofA MSA/MSE B SSB Level B-1 SSB/dofB MSB/MSE
AB SSAB (Level A-1)(Level B-1) SSAB/dofAB MSAB/MSE Error SSE DoFtotal - DoFA - DoFB - DoFAB Total SST Jumlah data - 1
6. Kesimpulan :
a. Terima / Tolak H01dan simpulkan bahwa …..
b. Terima / Tolak H02 dan simpulkan bahwa …..
c. Terima / Tolak H03 dan simpulkan bahwa …..