v. hasil dan pembahasan - repository.ipb.ac.id · akan mengalami pe-reject-an (penolakan) sehingga...
TRANSCRIPT
40
V. HASIL DAN PEMBAHASAN
Konsep berpikir industri di bidang pangan, yang masih berprinsip bahwa mutu dapat diatur dan adanya tanggung jawab di setiap produk yang dipasarkan, menjadi semakin terdesak. Hal ini dibuktikan dengan kesadaran para konsumen saa ini yang semakin rasional, di mana transaksi jual beli hanya akan terjadi setelah mereka yakin akan mutu produk yang dibeli dan sistem mutu yang diterapkan oleh perusahaan memenuhi standar.
PT Nippon Indosari Corpindo Tbk merupakan produsen roti terbesar di Indonesia, yang memasarkan produknya dengan dua merek dagang, yakni Sari Roti dan Sari Cake. Salah satu jenis roti yang diproduksi oleh perusahaan adalah roti manis yang diisi dengan berbagai jenis filler. Seperti yang telah disinggung pada paragraf sebelumnya, mutu produk roti manis isi yang dijual kepada konsumen juga menjadi hal yang krusial di dalam proses produksinya. Untuk menjamin mutu produk yang sampai ke tangan konsumen adalah produk roti manis isi bermutu prima, perusahaan melakukan suatu tindakan pengendalian mutu dengan cara pengecekan para proses akhir produksi sebelum roti dikemas.
Proses pengecekan ini dilakukan oleh seorang QC line. QC line bertugas untuk memeriksa setiap produk roti manis isi yang tidak sesuai dengan standar. Standar mutu roti yang ditetapkan oleh perusahaan terdiri dari standar mutu fisik, kimia, dan mikrobiologi. QC line hanya melakukan pemeriksaan terhadap standar mutu fisik produk saja. Produk roti yang tidak sesuai dengan standar akan mengalami pe-reject-an (penolakan) sehingga produk tersebut tidak dapat dikemas dan tidak lolos untuk dipasarkan ke konsumen. Standar fisik produk jadi roti manis isi dinilai berdasarkan bentuk dan penampakan, antara lain ialah bentu roti bulat dan simetris, volume dan ukuran roti standar, warna permukaan roti coklat keemasan, permukaan roti halus, glazing merata, tidak keriput, tidak penyok, isi tidak bocor keluar, tidak kotor, tidak ada gelembung, tidak tampak sisa ‘dusting flour’, dan warna roti seragam (tidak belang). Standar produk roti manis isi di PT Nippon Indosari Corpindo Tbk selengkapnya dapat dilihat pada Lampiran 3.
Produk yang ditolak tersebut bukan semata-mata sesuatu yang biasa terjadi di dalam proses produksi, namun termasuk ke dalam pemborosan biaya proses produksi dan merupakan suatu kerugian bagi perusahaan. Produk yang tidak lolos standar memang tidak dapat dihindari dalam suatu proses produksi karena tidak mungkin terjadi “zero defect”, tetapi jumlahnya dapat dikurangi sekecil mungkin dengan langkah melakukan perbaikan secara terus-menerus (continual improvement). Penekanan jumlah roti reject (rusak) seminimal mungkin secara tidak langsung juga mengurangi kerugian yang dialami perusahaan. Tahapan awal untuk mengurangi jumlah produk rusak adalah dengan melakukan pengumpulan data-data (record) produk yang rusak dalam kurun waktu tertentu.
A. PENGUMPULAN DATA Menurut Webster’s New World Dictionary di dalam Nasution (2005), data adalah “things
known or assumed” yang berarti bahwa data itu sesuatu yang diketahui atau dianggap diketahui, artinya sesuatu yang sudah terjadi merupakan fakta (bukti). Data digunakan untuk mengetahui atau memperoleh gambaran tentang suatu keadaan atau persoalan dan membuat keputusan atau memecahkan persoalan.
Data yang digunakan pada penelitian magang ini didapatkan dengan melaksanakan penelitian langsung ke perusahaan. Data yang dibutukan dibagi menjadi dua, primer dan sekunder. Data primer adalah data yang diperoleh dari pengamatan dan pengukuran secara langsung di lapangan, yaitu
41
dengan melihat permasalahan yang terjadi di lokasi produksi serta faktor-faktor apa saja yang menyebabkan terjadinya kerusakan pada roti manis isi. Data ini dikumpulkan dengan beberapa teknik, antara lain adalah melalui pengamatan langsung di pabrik, audit proses produksi di pabrik, wawancara dan diskusi langsung dengan pihak-pihak yang berhubungan dengan permasalahan yang dibahas. Sedangkan data sekunder adalah data yang diperoleh dari catatan perusahaan seperti data tentang sejarah perusahaan, data reject (penolakan) roti manis isi, dokumen pengendalian dan pengawasan mutu proses produksi, dan instruksi kerja/SOP.
Seperti yang telah dijelaskan sebelumnya produk roti manis isi yang tidak sesuai dengan standar merupakan produk cacat/rusak yang tidak dapat dipasarkan kepada konsumen. Roti reject (rusak) ini akan dipisahkan dari roti yang lolos standar mutu produk sebelum melewati tahap pengemasan dan selanjutnya dilakukan perhitungan jumlah roti yang mengalami kerusakan. Data kerusakan produk yang digunakan dalam penelitian ini adalah data reject produk roti manis isi yang terjadi pada bulan Maret 2011. Roti manis isi yang dimaksud adalah roti manis berbentuk bulat yang di dalamnya terdapat isi filler berupa pasta (coklat dan keju), selai (sarikaya, strawberry, kelapa), dan coklat keju. Data yang diambil hanya roti manis isi yang dihasilkan dari ruang produksi U1 pada lini produksi 1 dan produk yang dihasilkan pada semua shift.
Untuk memperoleh data yang akurat dan sekaligus untuk analisis yang valid, terdapat tujuh alat bantu yang dikenal dengan istilah seven tools. Ketujuh alat bantu ini adalah lembar pengumpulan data (check sheet), stratifikasi, grafik dan bagan pengendali, Diagram Pareto, diagram sebab-akibat (cause-effect diagram), diagram pencar (scatter diagram), dan histogram. Pemilihan jenis tools yang akan digunakan harus disesuaikan dengan kondisi tim perbaikan mutu dan permasalahan yang akan dipecahkan (Muhandri dan Kadarisman, 2008).
Lembar periksa (check sheet) merupakan dokumen sederhana yang digunakan untuk mengumpulkan data secara real time di lokasi tempat pengumpulan data. Dokumen ini didesain agar dapat mengumpulkan informasi yang diinginkan secara mudah (Palimirma, 2010). Data yang dikumpulkan pada check sheet ini berupa jumlah penyimpangan mutu (kerusakan) pada setiap item roti manis isi yang terjadi setiap harinya. Lembar periksa yang digunakan untuk mengambil data terlampir pada Lampiran 4.
Lembar periksa ini memuat beberapa keterangan pendukung selain data roti manis isi yang mengalami kerusakan/penyimpangan mutu, seperti: hari dan tanggal jumlah roti rusak yang teridentifikasi, pada shift dan plant berapa data tersebut diambil, dan lain-lain. Roti-roti manis isi yang teridentifikasi mengalami kerusakan sesuai dengan standar muti fisik produk jadi (Lampiran 3) dihitung jumlahnya setiap hari dan dicatat pada lembar periksa. Pada akhir lembar periksa terdapat paraf QC checker sebagai pelapor dan pengambil data, QC field sebagai bagian yang memeriksa laporan lembar periksa kerusakan produk, dan terakhir diparaf oleh QC Supervisor sebagai persetujuan bahwa lembar periksa tersebut valid datanya untuk dijadikan dokumentasi perusahaan. Selanjutnya lembar periksa ini disimpan dan dapat digunakan sesuai dengan kebutuhan perusahaan.
B. ANALISIS JENIS DAN JUMLAH PENYIMPANGAN MUTU ROTI MANIS ISI Setelah data terkumpul selanjutnya dilakukan stratifikasi atau pengelompokan jenis
penyimpangan (kerusakan) yang terjadi pada roti manis isi. Stratifikasi membantu untuk melihat bagaimana perbandingan masing-masing jenis kerusakan produk yang terjadi. Data hasil pengumpulan dengan lembar periksa selama sebulan (Maret 2011) dikumpulkan dan direkapitulasi jumlah kerusakan tiap harinya seperti yang terlampir pada Lampiran 5. Selanjutnya, dilakukan stratifikasi berdasarkan jenis kerusakan pada roti manis isi yang terjadi. Dari hasil stratifikasi yang

42
dilakukan terdapat tujuh jenis penyimpangan mutu (kerusakan) yang terjadi pada roti manis isi, yakni penyok pada sisi roti, gelembung pada permukaan roti, gosong, bentuk yang tidak bulat dan simetris, isi filler yang keluar (bocor), saling menempelnya roti-roti (dempet), dan lain-lain. Stratifikasi penyimpangan mutu roti manis isi pada bulan Maret 2011 selengkapnya dapat dilihat pada Tabel 3 di bawah ini.
Tabel 3. Stratifikasi penyimpangan mutu roti manis isi bulan Maret 2011.
Tanggal Jenis penyimpangan mutu (buah) Total
sampel (buah)
Total penyimpangan
(buah) pe- nyok
gelem-bung
go-song
ben-tuk
bo-cor
dem- pet
lain- lain
1 459 40 26 151 158 97 178 140228 1109
2 778 57 30 185 250 321 937 146778 2558
3 597 33 0 159 40 297 216 153451 1342
4 595 38 3 119 57 271 285 147820 1368
5 478 7 19 165 26 133 228 123152 1056
6 626 148 8 411 94 273 331 146235 1891
7 508 86 36 190 127 194 357 142313 1498
8 591 184 17 239 81 308 364 142225 1784
9 352 17 15 113 28 54 251 150768 830
10 638 53 0 147 115 320 311 148682 1584
11 721 15 0 78 53 295 327 155579 1489
12 334 3 20 136 18 305 167 114390 983
13 461 6 9 230 85 229 400 153027 1420
14 595 20 0 86 10 94 160 124081 965
15 597 10 18 128 39 210 352 132044 1354
16 455 9 43 101 38 178 99 131396 923
17 659 75 127 187 25 199 140 131531 1412
18 574 88 74 206 37 167 197 139331 1343
19 349 35 11 152 15 115 75 110855 752
20 273 44 0 226 21 152 94 139959 810
21 423 33 39 41 19 90 86 130506 731
22 353 117 10 83 40 129 88 137498 820
23 247 92 8 91 24 85 148 137329 695
24 381 191 5 160 30 286 156 137937 1209
25 370 91 62 75 47 126 110 151881 881
26 220 91 52 193 74 104 122 112814 856
27 423 109 64 340 185 280 239 147792 1640
28 409 81 85 283 104 145 283 140000 1390
29 398 121 11 169 28 107 511 136041 1345
30 386 503 116 139 45 159 404 137807 1752
31 289 187 65 223 111 86 260 137778 1221
Total 14539 2584 973 5206 2024 5809 7876 4281228 39011

43
Hasil stratifikasi yang tersaji belum dapat menerangkan secara jelas tentang perbandingan dari masing-masing jenis kerusakan yang terjadi pada roti manis isi. Agar dapat dilihat perbandingannya dengan sangat jelas, maka digunakan Diagram Pareto sebagai alat bantu analisis yang biasanya digunakan setelah analisis stratifikasi dilakukan.
Diagram Pareto pertama kali diperkenalkan oleh seorang ahli ekonomi dari Italia bernama Vilvredo Pareto pada tahun 1897 lalu. Diagram ini digunakan oleh Dr. M. Juran dalam bidang pengendalian dan peningkatan mutu. Dengan alat ini dapat diketahui prioritas jenis penyimpangan mutu dari seluruh cacat produk yang terjadi. Prioritas tersebut teridentifikasi pada jenis penyimpangan mutu yang memiliki persentase terbesar, terletak paling kiri pada grafik, dan merupakan bagan tertinggi pada grafik.
Tabel 4 menyajikan persentase dari masing-masing jenis penyimpangan (kerusakan) mutu yang terjadi terhadap seluruh kerusakan yang terjadi pada roti manis isi selama bulan Maret 2011. Dari kolom persen kesalahan yang disajikan, terlihat perbandingan porsi kerusakan dari masing-masing jenis penyimpangan.
Tabel 4. Persen penyimpangan mutu roti manis isi bulan Maret 2011. Jenis
penyimpangan
Jumlah
penyimpangan
Persen
kesalahan
Persen kesalahan
kumulatif
Penyok 14539 37% 37%
Dempet 5809 15% 52%
Bentuk 5266 13% 66%
Gelembung 2584 7% 72%
Bocor 2024 5% 77%
Gosong 973 2% 80%
Lain-lain 7876 20% 100%
Total 39071 100% 100%
Gambar 6. Diagram Pareto penyimpangan mutu roti manis isi selama bulan Maret 2011.
44
Setelah semua jenis penyimpangan mutu disusun dari jenis penyimpangan terbesar hingga terkecil, selanjutnya dibuatlah grafik Diagram Pareto (Gambar 6). Berdasarkan Diagram Pareto yang tersaji, dapat dilihat urutan persentase jenis penyimpangan mutu produk roti manis isi dari yang terbesar hingga terkecil adalah penyok sebesar 37% dari total kesalahan yang terjadi, diikuti dengan penyimpangan lainnya pada urutan kedua (20%) lalu secara berurutan dempet (15%), bentuk (13%), gelembung (7%), bocor (5%), dan gosong (2%). Dapat ditarik sebuah kesimpulan bahwa penyok pada roti manis isi merukapan jenis penyimpangan (kerusakan) mutu fisik terbesar dibandingkan dengan jenis penyimpangan mutu lainnya.
C. PENETAPAN PRIORITAS JENIS PENYIMPANGAN MUTU ROTI MANIS ISI Setelah dilakukan analisis produk reject menggunakan seven tools, dilakukan diskusi dengan
pihak industri untuk menentukan prioritas perbaikan sistem mutu pada jenis kerusakan produk yang terjadi. Diskusi ini dilakukan dengan manajer product development and quality assurance selaku bagian yang bertanggung jawab atas mutu dan jaminan mutu yang dihasilkan serta perbaikan dan pengontrolan (pengendalian) mutu produk.
Dari diskusi yang telah dilakukan dengan pihak industri, akhirnya diperoleh kesepakatan bahwa prioritas perbaikan mutu yang akan dilakukan adalah pada jenis penyimpangan mutu penyok. Pertimbangan pemilihan prioritas ini karena hasil analisis dengan menggunakan Diagram Pareto menunjukkan bahwa jenis penyimpangan mutu penyok merupakan jenis penyimpangan dengan persentase kesalahan terbesar dibandingkan dengan jenis penyimpangan lainnya. Selain itu penyok merupakan jenis kerusakan yang sangat nampak terlihat penyimpangannya oleh konsumen (persepsi konsumen), hal ini sangat mempengaruhi kepercayaan konsumen terhadap produk.
Ries dan Trout (1987) mengatakan bahwa pemasaran adalah peperangan antar produsen untuk merebutkan persepsi konsumen. Demikian pentingnya persepsi di benak konsumen, sehingga hal ini dijadikan pertimbangan dalam pengambilan keputusan. Bentuk roti yang penyok akan menimbulkan persepsi yang lebih negatif dibandingkan dengan jenis kerusakan lainnya. Sebagai contoh produk roti yang gosong hanya menimbulkan anggapan bahwa roti tersebut terlalu lama berada di dalam oven. Namun, apabila roti yang penyok sampai ke tangan konsumen, anggapan yang muncul adalah roti tersebut mungkin saja terjatuh ke lantai, terinjak, atau penanganan lainnya yang menyebabkan perubahan bentuk terhadap roti.
D. ANALISIS FAKTOR PENYEBAB PENYIMPANGAN MUTU PENYOK PADA ROTI MANIS ISI Analisis ini dilakukan dengan menggunakan alat bantu peningkatan mutu lainnya, yakni
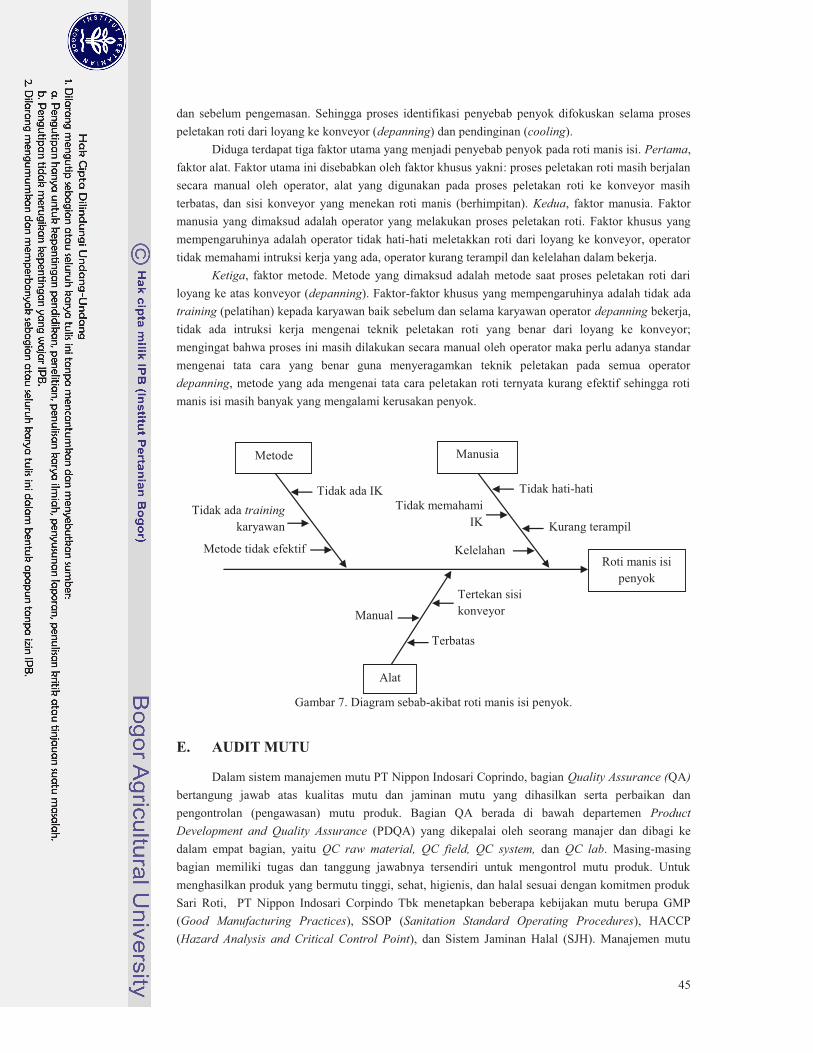
diagram sebab-akibat. Diagram sebab-akibat ditemukan pertama kali oleh orang Jepang bernama Ishikawa, sehingga sering disebut dengan Diagram Ishikawa (Dahlgaard et al, 1998). Dan karena bentuknya yang seperti tulang ikan, maka sering juga disebut diagram tulang ikan (fish bone). Tujuan penggunaan diagram sebab-akibat adalah untuk menganalisa seluruh potensi sebab atau input, yang dapat menghasilkan dampak tertentu atau output. Diagram ini dapat menjadi perangkat untuk menelusuri faktor penyebab terjadinya variasi dalam suatu proses. Menurut Muhandri dan Kadarisman (2008), secara umum terdapat lima faktor yang berpengaruh dalam penyusunan diagram sebab-akibat, yaitu: lingkungan, manusia, metode, bahan, dan mesin/peralatan.
Gambar 7 menunjukkan digram Ishikawa dari semua penyebab yang dapat membuat roti manis isi menjadi penyok. Penyok pada roti merupakan kerusakan yang terjadi setelah proses pemanggangan
45
dan sebelum pengemasan. Sehingga proses identifikasi penyebab penyok difokuskan selama proses peletakan roti dari loyang ke konveyor (depanning) dan pendinginan (cooling).
Diduga terdapat tiga faktor utama yang menjadi penyebab penyok pada roti manis isi. Pertama, faktor alat. Faktor utama ini disebabkan oleh faktor khusus yakni: proses peletakan roti masih berjalan secara manual oleh operator, alat yang digunakan pada proses peletakan roti ke konveyor masih terbatas, dan sisi konveyor yang menekan roti manis (berhimpitan). Kedua, faktor manusia. Faktor manusia yang dimaksud adalah operator yang melakukan proses peletakan roti. Faktor khusus yang mempengaruhinya adalah operator tidak hati-hati meletakkan roti dari loyang ke konveyor, operator tidak memahami intruksi kerja yang ada, operator kurang terampil dan kelelahan dalam bekerja.
Ketiga, faktor metode. Metode yang dimaksud adalah metode saat proses peletakan roti dari loyang ke atas konveyor (depanning). Faktor-faktor khusus yang mempengaruhinya adalah tidak ada training (pelatihan) kepada karyawan baik sebelum dan selama karyawan operator depanning bekerja, tidak ada intruksi kerja mengenai teknik peletakan roti yang benar dari loyang ke konveyor; mengingat bahwa proses ini masih dilakukan secara manual oleh operator maka perlu adanya standar mengenai tata cara yang benar guna menyeragamkan teknik peletakan pada semua operator depanning, metode yang ada mengenai tata cara peletakan roti ternyata kurang efektif sehingga roti manis isi masih banyak yang mengalami kerusakan penyok.
Gambar 7. Diagram sebab-akibat roti manis isi penyok.
E. AUDIT MUTU Dalam sistem manajemen mutu PT Nippon Indosari Coprindo, bagian Quality Assurance (QA)
bertangung jawab atas kualitas mutu dan jaminan mutu yang dihasilkan serta perbaikan dan pengontrolan (pengawasan) mutu produk. Bagian QA berada di bawah departemen Product Development and Quality Assurance (PDQA) yang dikepalai oleh seorang manajer dan dibagi ke dalam empat bagian, yaitu QC raw material, QC field, QC system, dan QC lab. Masing-masing bagian memiliki tugas dan tanggung jawabnya tersendiri untuk mengontrol mutu produk. Untuk menghasilkan produk yang bermutu tinggi, sehat, higienis, dan halal sesuai dengan komitmen produk Sari Roti, PT Nippon Indosari Corpindo Tbk menetapkan beberapa kebijakan mutu berupa GMP (Good Manufacturing Practices), SSOP (Sanitation Standard Operating Procedures), HACCP (Hazard Analysis and Critical Control Point), dan Sistem Jaminan Halal (SJH). Manajemen mutu
Roti manis isi penyok
Kurang terampil
Tidak memahami IK
Kelelahan
Tidak hati-hati
Manusia
Manual
Tertekan sisi konveyor
Terbatas
Alat
Tidak ada IK
Metode tidak efektif
Tidak ada training karyawan
Metode

46
yang diterapkan oleh PT Nippon Indosari Corpindo Tbk pada proses produksi diimplementasikan mulai dari tahap penerimaan bahan baku hingga produk akhir.
Audit mutu adalah suatu kegiatan yang dilaksanakan secara sistematis dan dilakukan oleh bagian yang independen (bukan dari bagian yang diaudit), untuk mengetahui apakah semua kegiatan telah dilaksanakan sesuai dengan rencana dan apakah peraturannya diterapkan secara benar dan mampu mencapai tujuan yang telah diterapkan (Bambang dan Sulisjartiningsih, 1996). Audit yang dilakukan pada penelitian ini adalah untuk memverifikasi hasil analisis faktor penyebab terjadinya penyok pada roti manis isi berdasarkan diagram sebab-akibat, apakah faktor yang diduga tersebut benar terjadi pada pelaksanaan proses produksi. Proses audit dilaksanakan terhadap seluruh tahapan yang ada pada proses pembuatan roti manis isi (dapat dilihat pada Lampiran 6). Namun, dikhususkan lebih mendalam hanya pada proses peletakan roti ke konveyor (depanning) dan proses pendinginan karena kedua proses inilah yang menyebabkan penyok pada roti.
Metode kerja merupakan salah satu faktor yang menjadi penyebab penyoknya roti manis isi. Penyebab khusus yang diduga adalah tidak ada instruksi kerja pada proses peletakan roti ke konveyor (depanning), metode depanning yang dilakukan tidak efektif dalam proses peletakan roti, dan tidak ada training kepada operator sebelum dan selama operator tersebut bekerja. Dari hasil audit yang telah dilakukan, instruksi kerja mengenai proses depanning ada dan terdokumentasi dengan baik. Hanya saja dari intruksi kerja tersebut memang tidak dijelaskan secara rinci dan jelas mengenai metode peletakan roti ke konveyor yang benar sehingga operator tersebut melakukannya secara tidak teratur. Pengerjaan proses depanning yang tidak teratut tersebut akhirnya membuat roti manis isi seringkali tertekan oleh loyang dan banyak roti yang jatuh terbalik ketika diletakkan di konveyor. Training karyawan sesungguhnya telah dilakukan sebelum dan selama karyawan tersebut bekerja sebagai operator depanning. Namun dengan tidak adanya metode baku yang dijelaskan pada instruksi kerja membuat operator berinisiatif sendiri dengan cara masing-masing untuk meletakkan roti manis isi dari loyang ke konveyor.
Faktor lainnya yang menyebabkan penyimpangan mutu penyok pada roti adalah manusia, yakni operator pada proses depanning. Penyebab khusus yang dapat menyebabkan penyok pada roti manis isi, antara lain operator tidak memahami instruksi kerja, operator kurang terampil dan tidak berhati-hati dalam meletakkan roti, dan operator kelelahan dalam melakukan proses depanning. Berdasarkan hasil audit dan wawancara yang dilakukan, sesungguhnya operator telah memahami dengan baik intruksi kerja yang telah diberikan dan melaksanakan instruksi kerja tersebut selama proses depanning dijalankan. Penyebab lainnya adalah operator melakukan aktivitas peletakan roti selama kurang lebih 45-60 menit dalam posisi berdiri dan hanya seorang diri. Hal ini membuat operator sering kali merasa kelelahan dalam melakukan aktivitas peletakan roti tersebut, terlebih lagi aktivitas ini dilakukan secara berulang. Lingkungan kerja yang panas membuat operator mudah kehilangan konsentrasi. Kurangnya konsentrasi selama bekerja ini membuat operator kurang berhati-hati dalam melakukan aktivitas peletakan roti. Keterampilan operator dalam meletakkan roti juga berpengaruh pada aktivitas peletakan roti mengingat loyang yang harus diangkat cukup berat dan jumlahnya pun banyak. Keterampilan operator yang kurang membuat proses peletakan roti menjadi berantakan dan pada akhirnya roti tertekan oleh loyang.
Faktor terakhir yang menjadi penyebab penyoknya roti adalah alat. Alat yang digunakan pada proses depanning sangat terbatas, yakni hanya berupa sarung tangan yang digunakan oleh operator untuk mengangkat loyang yang panas. Tidak ada alat bantu lain yang dapat digunakan oleh operator untuk memudahkan peletakan dari loyang ke konveyor. Proses depanning yang dilakukan juga masih dilakukan secara manual oleh operator, belum ada mesin yang secara khusus dapat memindahkan roti dari loyang ke konveyor secara otomatis. Selain itu, untuk roti yang berada di sisi samping dari
47
konveyor sering kali berhimpit dengan sisi konveyor selama proses pendinginan berjalan. Hal ini semakin menambah jumlah roti manis isi yang mengalami penyimpangan mutu penyok.
F. USULAN PERBAIKAN Pada umumnya, tindak lanjut dari audit, baik internal maupun eksternal, adalah review
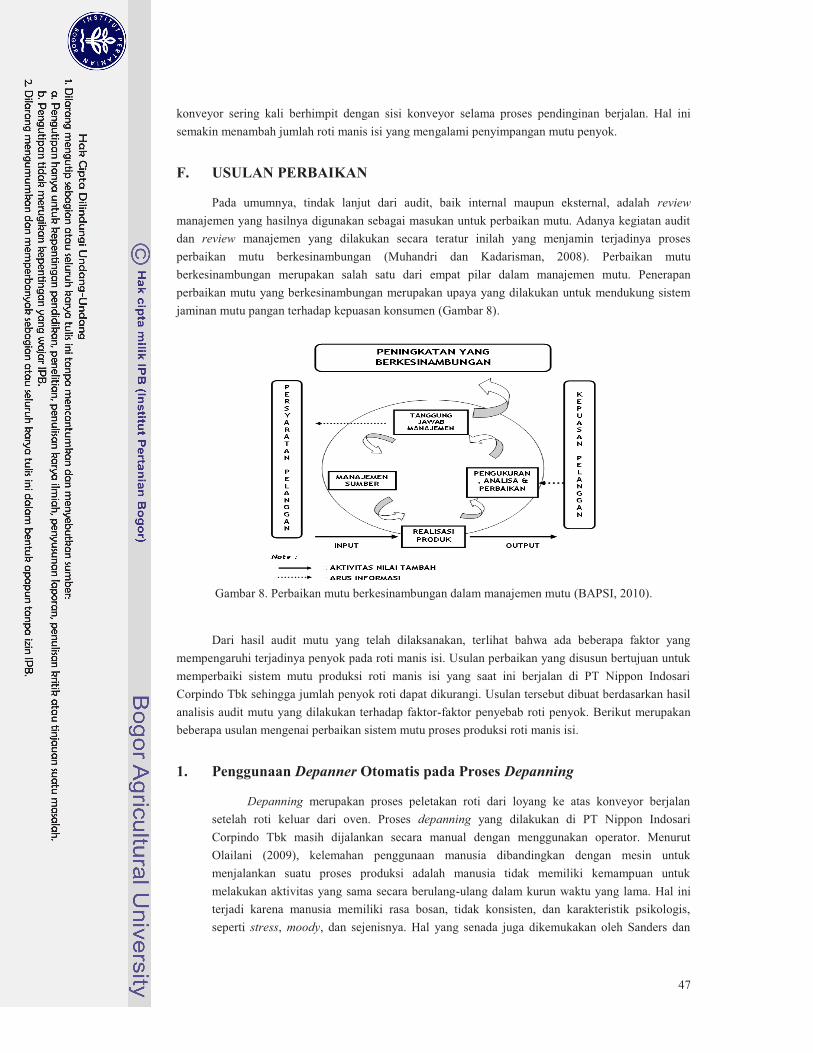
manajemen yang hasilnya digunakan sebagai masukan untuk perbaikan mutu. Adanya kegiatan audit dan review manajemen yang dilakukan secara teratur inilah yang menjamin terjadinya proses perbaikan mutu berkesinambungan (Muhandri dan Kadarisman, 2008). Perbaikan mutu berkesinambungan merupakan salah satu dari empat pilar dalam manajemen mutu. Penerapan perbaikan mutu yang berkesinambungan merupakan upaya yang dilakukan untuk mendukung sistem jaminan mutu pangan terhadap kepuasan konsumen (Gambar 8).
Gambar 8. Perbaikan mutu berkesinambungan dalam manajemen mutu (BAPSI, 2010).
Dari hasil audit mutu yang telah dilaksanakan, terlihat bahwa ada beberapa faktor yang mempengaruhi terjadinya penyok pada roti manis isi. Usulan perbaikan yang disusun bertujuan untuk memperbaiki sistem mutu produksi roti manis isi yang saat ini berjalan di PT Nippon Indosari Corpindo Tbk sehingga jumlah penyok roti dapat dikurangi. Usulan tersebut dibuat berdasarkan hasil analisis audit mutu yang dilakukan terhadap faktor-faktor penyebab roti penyok. Berikut merupakan beberapa usulan mengenai perbaikan sistem mutu proses produksi roti manis isi.
1. Penggunaan Depanner Otomatis pada Proses Depanning Depanning merupakan proses peletakan roti dari loyang ke atas konveyor berjalan
setelah roti keluar dari oven. Proses depanning yang dilakukan di PT Nippon Indosari Corpindo Tbk masih dijalankan secara manual dengan menggunakan operator. Menurut Olailani (2009), kelemahan penggunaan manusia dibandingkan dengan mesin untuk menjalankan suatu proses produksi adalah manusia tidak memiliki kemampuan untuk melakukan aktivitas yang sama secara berulang-ulang dalam kurun waktu yang lama. Hal ini terjadi karena manusia memiliki rasa bosan, tidak konsisten, dan karakteristik psikologis, seperti stress, moody, dan sejenisnya. Hal yang senada juga dikemukakan oleh Sanders dan
48
McCormick (1993), “it is easier to bend metal than twist arms” yang bisa diartikan merancang produk ataupun alat untuk mencegah terjadinya kesalahan (human error) akan jauh lebih mudah bila dibandingkan mengharapkan orang (operator) jangan sampai melakukan kesalahan pada saat bekerja.
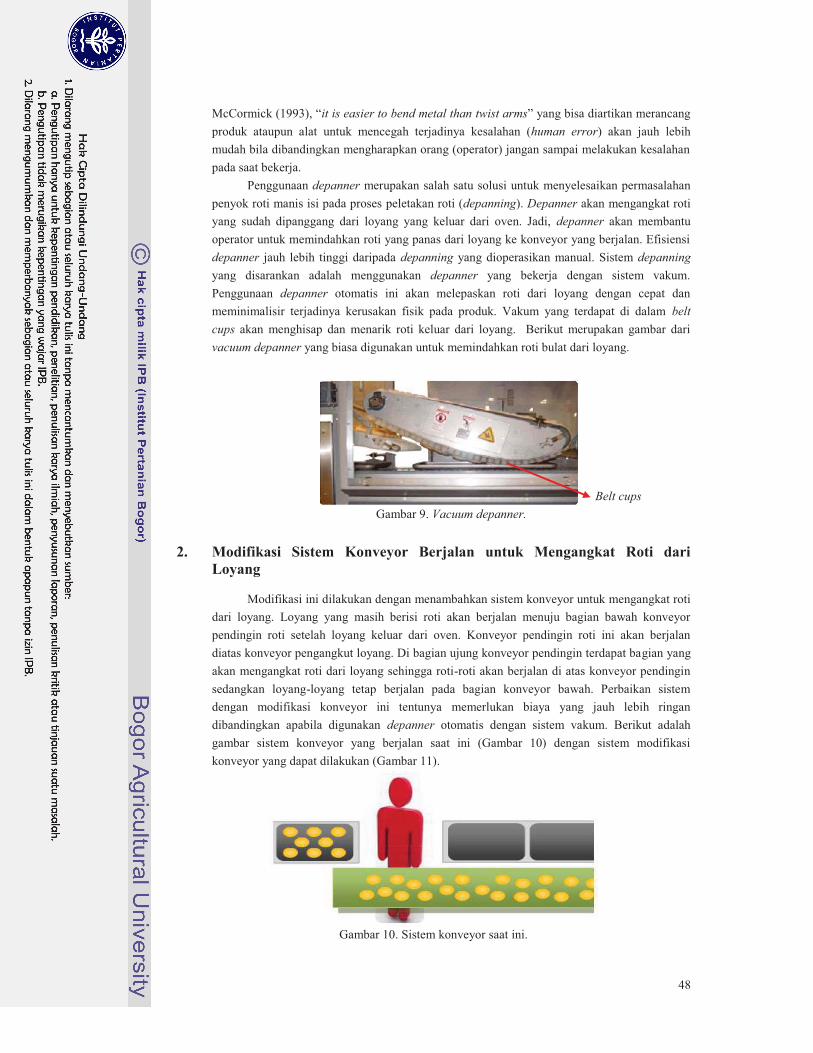
Penggunaan depanner merupakan salah satu solusi untuk menyelesaikan permasalahan penyok roti manis isi pada proses peletakan roti (depanning). Depanner akan mengangkat roti yang sudah dipanggang dari loyang yang keluar dari oven. Jadi, depanner akan membantu operator untuk memindahkan roti yang panas dari loyang ke konveyor yang berjalan. Efisiensi depanner jauh lebih tinggi daripada depanning yang dioperasikan manual. Sistem depanning yang disarankan adalah menggunakan depanner yang bekerja dengan sistem vakum. Penggunaan depanner otomatis ini akan melepaskan roti dari loyang dengan cepat dan meminimalisir terjadinya kerusakan fisik pada produk. Vakum yang terdapat di dalam belt cups akan menghisap dan menarik roti keluar dari loyang. Berikut merupakan gambar dari vacuum depanner yang biasa digunakan untuk memindahkan roti bulat dari loyang.
Gambar 9. Vacuum depanner.
2. Modifikasi Sistem Konveyor Berjalan untuk Mengangkat Roti dari Loyang
Modifikasi ini dilakukan dengan menambahkan sistem konveyor untuk mengangkat roti
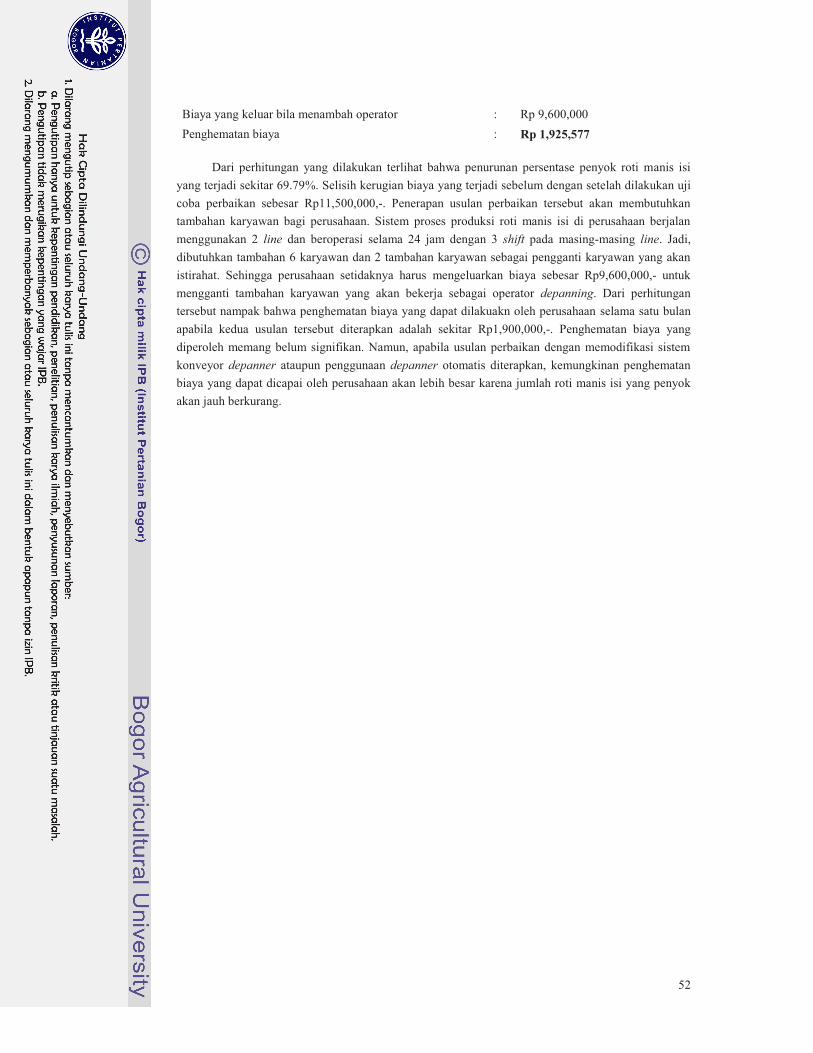
dari loyang. Loyang yang masih berisi roti akan berjalan menuju bagian bawah konveyor pendingin roti setelah loyang keluar dari oven. Konveyor pendingin roti ini akan berjalan diatas konveyor pengangkut loyang. Di bagian ujung konveyor pendingin terdapat bagian yang akan mengangkat roti dari loyang sehingga roti-roti akan berjalan di atas konveyor pendingin sedangkan loyang-loyang tetap berjalan pada bagian konveyor bawah. Perbaikan sistem dengan modifikasi konveyor ini tentunya memerlukan biaya yang jauh lebih ringan dibandingkan apabila digunakan depanner otomatis dengan sistem vakum. Berikut adalah gambar sistem konveyor yang berjalan saat ini (Gambar 10) dengan sistem modifikasi konveyor yang dapat dilakukan (Gambar 11).
Gambar 10. Sistem konveyor saat ini.
Belt cups

49
Gambar 11. Modifikasi konveyor.
3. Letak Exhaust Berada Tepat di Tempat Operator Depanning Bekerja dan Beroperasi dengan Baik
Menurut Nitisemito (1996) lingkungan kerja adalah segala sesuatu yang ada disekitar
pekerja dan dapat mempengaruhi mereka dalam menjalankan tugas-tugas yang dibebankan. Sedangkan Handoko (1992) mengatakan bahwa lingkungan kerja yang baik, yang dapat memenuhi kebutuhan karyawan, dengan sendirinya karyawan akan menyadari tentang tanggung jawabnya terhadap perusahaan. Dari kedua pendapat di atas dapat disimpulkan bahwa lingkungan kerja ternyata dapat mempengaruhi pekerjaan yang dilakukan oleh karyawan. Lingkungan kerja merupakan faktor yang sangat penting dari sebuah perusahaan. Lingkungan kerja yang baik akan mendukung terbentuknya tingkat produktivitas kerja yang tinggi, sehingga akan dapat meningkatkan produktivitas dari perusahaan yang bersangkutan. Lingkungan kerja yang menyenangkan bagi karyawan dapat menimbulkan rasa semangat dalam bekerja sehingga terhindar dari rasa bosan dan lelah. Jika lingkungan kerja tidak dapat terpenuhi sesuai dengan kebutuhan karyawan, maka dapat menimbulkan kebosanan dan kelelahan sehingga akan menurunkan semangat kerja karyawan yang pada akhirnya karyawan tidak melaksanakan tugasnya secara efektif dan efisien.
Proses depanning dilakukan oleh operator dekat dengan ujung oven keluarnya roti yang telah selesai proses pemanggangan. Lokasi tempat bekerja yang dekat dengan oven membuat lingkungan bekerja menjadi sangat panas. Kondisi udara yang panas sangat mempengaruhi kinerja operator saat bekerja. Untuk mengatasi lingkungan yang panas ini, perusahaan telah mengatasinya dengan menyediakan Air Conditioner (AC) yang berada di atas operator depanning. Keberadaan AC ini sebaiknya ditambah dengan exhaust yang menghembuskan udara agar lingkungan tempat operator bekerja tidak pengap. Selain itu, perlu dilakukan pengontrolan suhu agar pada siang hari operator yang bekerja tidak merasa panas karena AC tidak terasa dingin atau sebaliknya pada malam hari AC terlalu dingin.
4. Penambahan Operator pada Proses Depanning Penambahan operator dilakukan pada proses depanning dengan tujuan untuk
memungkinkan terjadinya pergantian operator yang melakukan proses pelatakan roti selama kurang lebih 15 menit sekali agar operator tidak terlalu kelelahan. Operator tambahan ini juga berfungsi untuk membantu operator depanning agar roti tidak melebihi batas sisi konveyor.
Konveyor pendingin Konveyor
Arah gerak konveyor
Arah gerak konveyor

50
Sebelumnya proses depanning ini memang hanya dilakukan oleh seorang operator, namun proses ini dilakukan secara bergantian dengan operator oven selama sekitar 45 sampai 60 menit sekali. Kurun waktu pergantian tersebut terlalu lama dan dapat membuat operator menjadi jenuh, kehilangan konsentrasi, dan kelelahan saat meletakkan roti. Sehingga sebuah usulan perbaikan dilakukan dengan menambahkan jumlah operator pada proses depanning.
5. Penyempurnaan SOP dengan Menyeragamkan Tata Cara Peletakan Roti SOP yang ada di perusahaan telah tersusun dengan baik. Hanya saja perlu
penyempurnaan di dalam SOP tersebut dengan mencantumkan keterangan mengenai tata cara memegang loyang yang benar saat akan meletakkan roti di konveyor. Hal ini penting untuk dilakukan agar peroses depanning dilakukan secara terstandarisasi mulai dari cara memegang loyang hingga roti tersebut berada di konveyor dan para operator memperoleh pemahaman yang baik mengenai tata cara peletakan roti yang benar. Posisi tangan saat memegang loyang berperan cukup penting terhadap besarnya penyimpangan penyok pada roti manis isi. Posisi pemegangan yang salah akan membuat peluang terjadinya penyok lebih besar. Selama ini operator melakukan peletakan roti dengan caranya masing-masing tanpa ada standarisasi mengenai tata cara peletakan yang benar. Untuk menyeragamkan hal tersebut maka dibuat suatu usulan perbaikan untuk mencantumkan tata cara peletakan roti yang benar di dalam SOP. Berikut adalah gambar dari ilustrasi cara pemegangan loyang yang diusulkan.
Gambar 12. Cara memegang loyang yang benar (kiri) dan cara memegang loyang yang salah
(kanan).
Kelebihan memegang loyang pada gambar sebelah kiri dibandingkan dengan yang kanan adalah posisi sebelah kiri mampu mempertahankan loyang pada posisi datar tidak condong miring ke bawah seperti posisi sebelah kanan. Sehingga roti-roti tidak bergeser ke ujung loyang sebelum roti tersebut “dilempar” ke konveyor. Pada posisi sebelah kanan, loyang yang condong miring ke bawah membuat roti-roti bergeser ke sisi loyang yang turun dan akhirnya roti-roti saling berhimpitan. Roti yang saling berhimpitan tersebut akan saling menekan satu sama lain dan akhirnya akan membuat roti menjadi penyok sebelum roti tersebut “dilempar” ke atas konveyor.
51
G. UJI COBA USULAN PERBAIKAN Setelah disusun beberapa usulan perbaikan untuk mengurangi jumlah kerusakan penyok
pada roti manis isi, selanjutnya dipilih usulan perbaikan yang langsung dapat diaplikasikan. Usulan perbaikan yang dipilih adalah usulan yang tidak memerlukan tambahan biaya pada pelaksanaannya. Jadi, usulan tersebut merupakan penyempurnaan dari sistem yang telah ada. Berdasarkan alasan tersebut maka dipilih usulan pada sub-sub bab butir 4 dan 5, yakni penambahan operator pada proses depanning dan penyempurnaan SOP dengan melakukan penyeragaman tata cara peletakan roti dari loyang ke konveyor. Dari uji coba usulan tersebut akan terlihat apakah penerapan perbaikan yang diusulkan dapat mengurangi jumlah penyok pada roti manis isi.
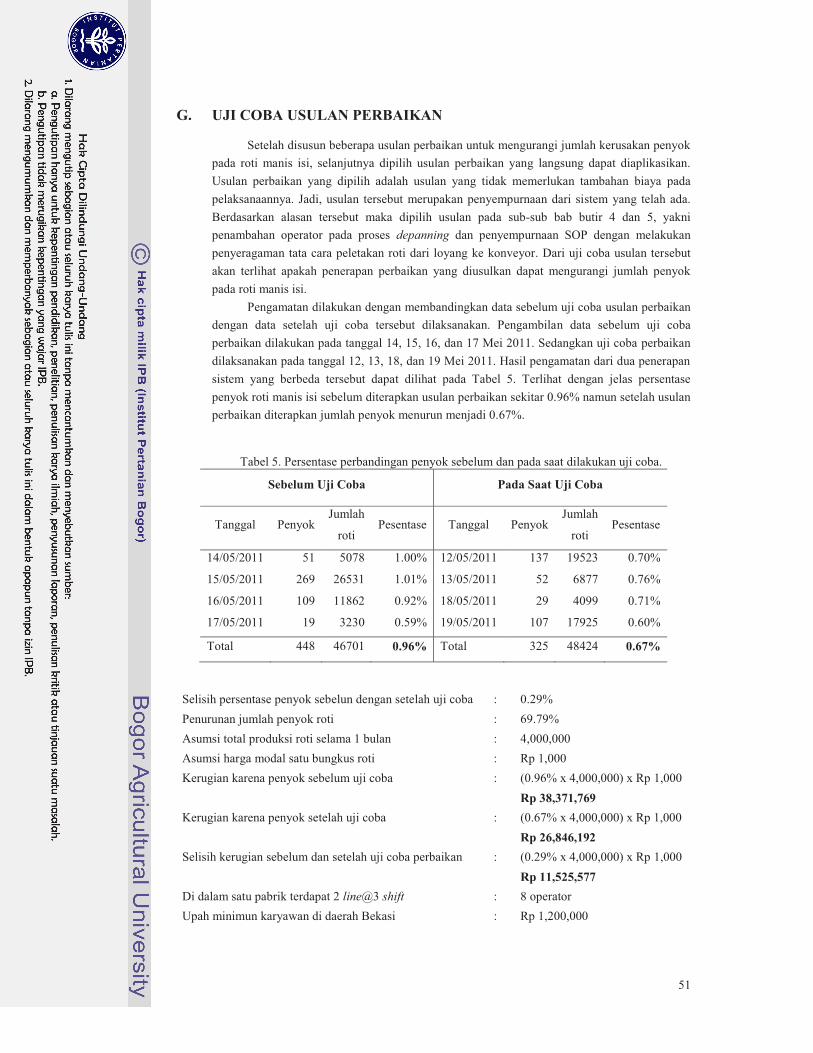
Pengamatan dilakukan dengan membandingkan data sebelum uji coba usulan perbaikan dengan data setelah uji coba tersebut dilaksanakan. Pengambilan data sebelum uji coba perbaikan dilakukan pada tanggal 14, 15, 16, dan 17 Mei 2011. Sedangkan uji coba perbaikan dilaksanakan pada tanggal 12, 13, 18, dan 19 Mei 2011. Hasil pengamatan dari dua penerapan sistem yang berbeda tersebut dapat dilihat pada Tabel 5. Terlihat dengan jelas persentase penyok roti manis isi sebelum diterapkan usulan perbaikan sekitar 0.96% namun setelah usulan perbaikan diterapkan jumlah penyok menurun menjadi 0.67%.
Tabel 5. Persentase perbandingan penyok sebelum dan pada saat dilakukan uji coba.
Sebelum Uji Coba Pada Saat Uji Coba
Tanggal Penyok Jumlah
roti Pesentase Tanggal Penyok
Jumlah
roti Pesentase
14/05/2011 51 5078 1.00% 12/05/2011 137 19523 0.70%
15/05/2011 269 26531 1.01% 13/05/2011 52 6877 0.76%
16/05/2011 109 11862 0.92% 18/05/2011 29 4099 0.71%
17/05/2011 19 3230 0.59% 19/05/2011 107 17925 0.60%
Total 448 46701 0.96% Total 325 48424 0.67%
Selisih persentase penyok sebelun dengan setelah uji coba : 0.29% Penurunan jumlah penyok roti : 69.79% Asumsi total produksi roti selama 1 bulan : 4,000,000 Asumsi harga modal satu bungkus roti : Rp 1,000 Kerugian karena penyok sebelum uji coba : (0.96% x 4,000,000) x Rp 1,000
Rp 38,371,769 Kerugian karena penyok setelah uji coba : (0.67% x 4,000,000) x Rp 1,000
Rp 26,846,192 Selisih kerugian sebelum dan setelah uji coba perbaikan : (0.29% x 4,000,000) x Rp 1,000
Rp 11,525,577 Di dalam satu pabrik terdapat 2 line@3 shift : 8 operator Upah minimun karyawan di daerah Bekasi : Rp 1,200,000
52
Biaya yang keluar bila menambah operator : Rp 9,600,000 Penghematan biaya : Rp 1,925,577
Dari perhitungan yang dilakukan terlihat bahwa penurunan persentase penyok roti manis isi
yang terjadi sekitar 69.79%. Selisih kerugian biaya yang terjadi sebelum dengan setelah dilakukan uji coba perbaikan sebesar Rp11,500,000,-. Penerapan usulan perbaikan tersebut akan membutuhkan tambahan karyawan bagi perusahaan. Sistem proses produksi roti manis isi di perusahaan berjalan menggunakan 2 line dan beroperasi selama 24 jam dengan 3 shift pada masing-masing line. Jadi, dibutuhkan tambahan 6 karyawan dan 2 tambahan karyawan sebagai pengganti karyawan yang akan istirahat. Sehingga perusahaan setidaknya harus mengeluarkan biaya sebesar Rp9,600,000,- untuk mengganti tambahan karyawan yang akan bekerja sebagai operator depanning. Dari perhitungan tersebut nampak bahwa penghematan biaya yang dapat dilakuakn oleh perusahaan selama satu bulan apabila kedua usulan tersebut diterapkan adalah sekitar Rp1,900,000,-. Penghematan biaya yang diperoleh memang belum signifikan. Namun, apabila usulan perbaikan dengan memodifikasi sistem konveyor depanner ataupun penggunaan depanner otomatis diterapkan, kemungkinan penghematan biaya yang dapat dicapai oleh perusahaan akan lebih besar karena jumlah roti manis isi yang penyok akan jauh berkurang.