tugas akhir prarancangan pabrik bioavtur dari crude palm oil dengan proses universal oil product...
DESCRIPTION
perancangan pabrik bioavtur dari crude palm oil kapasitas 87000 ton/tahunTRANSCRIPT
i
HALAMAN JUDUL
TUGAS AKHIR
PRARANCANGAN PABRIK BIOAVTUR DARI CRUDE PALM OIL
DENGAN PROSES UNIVERSAL OIL PRODUCT (UOP)
KAPASITAS 87.000 TON/TAHUN
Oleh:
Dwi Hantoko I0509013
Muflih Arisa Adnan I0509029
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
2013
ii
LEMBAR PENGESAHAN
iii
KATA PENGANTAR
Alhamdulillah puji syukur kepada Allah SWT karena rahmat dan hidayah-
Nya, laporan tugas akhir dengan judul “Prarancangan pabrik bioavtur dari crude
palm oil dengan proses Universal Oil Product (UOP) kapasitas 87.000 ton/tahun”
selesai. Dalam penyusunan tugas akhir ini, bantuan baik berupa dukungan moral
maupun material dari berbagai pihak turut mendukung penyelesaiannya. Karena
itu, Ucapan terima kasih ditujukan kepada kedua orang tua yang telah
memberikan kami banyak dukungan baik moral dan material, Dr. Margono
sebagai dosen pembimbing I dan Dr. Sunu Herwi Pranolo selaku dosen
pembimbing II, Alumni Jurusan Teknik Kimia UNS Joko Waluyo, S.T., M.T.,
Aryo Wahyu Wicaksono, S.T, dan Eko Nugroho Budi Santosa, S.ST., telah
bersedia berbagi ilmu, informasi, dan pengalaman. Teman-teman mahasiswa
khususnya Abdul Kadir, Agnes, Wawan, Yanuar, Barkah, Wulan, Grata, dan
Ikbal telah memberikan banyak bantuan penyusunan tugas akhir ini.
Laporan tugas akhir ini masih jauh dari sempurna, jadi saran dan kritik
membangun sangat diharapkan. Semoga laporan tugas akhir ini dapat bermanfaat.
Surakarta, April 2013
Penulis
iv
DAFTAR ISI
HALAMAN JUDUL ................................................................................................ i
LEMBAR PENGESAHAN .................................................................................... ii
KATA PENGANTAR ........................................................................................... iii
DAFTAR ISI .......................................................................................................... iv
DAFTAR TABEL .................................................................................................. vi
DAFTAR GAMBAR ............................................................................................. ix
INTISARI ................................................................................................................ x
BAB I PENDAHULUAN ....................................................................................... 1
I.1 Latar Belakang Pendirian Pabrik .............................................................. 1
I.2 Kapasitas Perancangan.............................................................................. 3
I.3 Penentuan Lokasi Pabrik........................................................................... 5
I.4 Tinjauan Pustaka ....................................................................................... 7
I.5 Kegunaan Produk ...................................................................................... 9
I.6 Sifat Fisika dan Kimia Bahan Baku dan Produk .................................... 10
BAB II DESKRIPSI PROSES .............................................................................. 13
II.1 Spesifikasi Bahan Baku dan Produk ....................................................... 13
II.2 Konsep Reaksi ........................................................................................ 15
II.3 Diagram Alir Proses dan Tahapan Proses ............................................... 18
II.4 Lay Out Pabrik dan Peralatan ................................................................. 26
BAB III SPESIFIKASI PERALATAN PROSES ................................................. 29
BAB IV UNIT PENDUKUNG PROSES DAN LABORATORIUM .................. 37
IV.1 Unit Pengadaan Air ................................................................................. 38
IV.2 Unit Pengadaan Steam dan Bahan bakar ................................................ 39
IV.3 Unit Pengadaan Udara Tekan ................................................................. 40
IV.4 Unit Pengadaan Listrik ........................................................................... 40
IV.5 Unit Pengolahan limbah .......................................................................... 42
IV.6 Unit Laboratorium .................................................................................. 43
BAB V MANAJEMEN PERUSAHAAN ............................................................. 45
V.1 Bentuk Perusahaan .................................................................................. 45
V.2 Struktur Organisasi ................................................................................. 46
v
V.3 Tugas dan Wewenang ............................................................................. 48
V.4 Pembagian Jam Kerja Karyawan dan Gaji karyawan ............................. 48
BAB VI ANALISA EKONOMI ........................................................................... 52
DAFTAR PUSTAKA ........................................................................................... 55
LAMPIRAN A SIFAT FISIS BAHAN ................................................................ 59
LAMPIRAN B NERACA MASSA ...................................................................... 62
LAMPIRAN C NERACA PANAS ....................................................................... 77
LAMPIRAN D PERANCANGAN REAKTOR ................................................... 83
LAMPIRAN E ANALISIS EKONOMI ............................................................. 105
vi
DAFTAR TABEL
Tabel I.1 Lahan perkebunan kelapa sawit dan produksi CPO di Indonesia............ 5
Tabel I.2 Faktor pemilihan lokasi pabrik ................................................................ 5
Tabel II.1 Spesifikasi bahan bakar avtur dan bioavtur .......................................... 14
Tabel II.2 Spesifikasi biodiesel dan AGO............................................................. 14
Tabel II.3 Spesifikasi nafta ................................................................................... 15
Tabel II.4 Persentase berat hasil proses hydrockracking ...................................... 17
Tabel II.5 Kondisi perancangan operasi reaktor ................................................... 17
Tabel II.6 Neraca massa total ................................................................................ 21
Tabel II.7 Neraca panas total dari A01-M01 sampai A03-LSV01 ....................... 22
Tabel II.8 Neraca panas total dari A03-LSV01 sampai cooler produk................. 22
Tabel III.1 Spesifikasi tangki ................................................................................ 30
Tabel III.2 Spesifikasi heat exchanger.................................................................. 31
Tabel III.3 Spesifikasi menara fraksinasi .............................................................. 33
Tabel III.4 Spesifikasi fired heater (furnace) ....................................................... 34
Tabel III.5 Spesifikasi liquid gas separator .......................................................... 34
Tabel III.6 Spesifikasi reaktor ............................................................................... 35
Tabel III.7 Spesifikasi mixer ................................................................................. 35
Tabel III.8 Spesifikasi pompa ............................................................................... 36
Tabel IV.1Spesifikasi boiler.................................................................................. 39
Tabel IV.2 Kebutuhan daya listrik proses dan utilitas .......................................... 41
Tabel IV.3 Total kebutuhan daya listrik pabrik .................................................... 42
Tabel V.1 Perincian kualifikasi, jumlah, dan gaji karyawan non shift ................. 49
Tabel V.2 Perincian kualifikasi, jumlah, dan gaji karyawan shift ........................ 50
Tabel V.3 Jadwal regu shift ................................................................................... 51
Tabel A.1 Critical Properties ............................................................................... 59
Tabel A.2 Kapasitas panas cairan ......................................................................... 59
Tabel A.3 Kapasitas panas gas .............................................................................. 60
Tabel A.4 Panas penguapan .................................................................................. 60
Tabel A.5 Densitas ................................................................................................ 61
Tabel A.6 Viskositas ............................................................................................. 61
vii
Tabel B.1 Persentase berat produk reaktor..............................................................62
Tabel B.2 Neraca massa di A01-M01 ................................................................... 64
Tabel B.3 Neraca massa di A01-M02 ................................................................... 64
Tabel B.4 Neraca massa di sekitar A01-F01 ......................................................... 66
Tabel B.5 Neraca massa di sekitar A02-R01 ........................................................ 68
Tabel B.6 Neraca massa di sekitar A02-R02 ........................................................ 69
Tabel B.7 Umpan masuk A03-LSV01 .................................................................. 70
Tabel B.8 Perhitungan neraca massa di sekitar A03-LSV01 ................................ 71
Tabel B.9 Neraca massa di sekitar A03-LSV01 ................................................... 71
Tabel B.10 Data light ends .................................................................................... 72
Tabel B.11 Data distilasi TBP (Total boiling point) ............................................. 73
Tabel B.12 Kondisi operasi furnace A03-FR01 .................................................... 73
Tabel B.13 Kebutuhan tray pada menara fraksinasi atmosferis ........................... 74
Tabel B.14 Susunan tray ....................................................................................... 75
Tabel B.15 Neraca massa di sekitar A03-ADU01 ................................................ 76
Tabel C.1 Perhitungan neraca panas arus 2 .......................................................... 77
Tabel C.2 Neraca panas di sekitar A01-M01 ........................................................ 77
Tabel C.3 Neraca panas di sekitar A01-M02 ........................................................ 78
Tabel C.4 Neraca panas di sekitar A01-F01 ......................................................... 78
Tabel C.5 Neraca panas di sekitar A01-FC01 ....................................................... 78
Tabel C.6 Neraca panas di sekitar A02-R01 ......................................................... 79
Tabel C.7 Neraca panas di sekitar A02-R02 ......................................................... 79
Tabel C.8 Neraca panas di sekitar A03-HE01 ...................................................... 80
Tabel C.9 Neraca panas di sekitar A03-LSV01 .................................................... 80
Tabel C.10 Neraca panas di sekitar A03-FR01 ..................................................... 81
Tabel C.11 Neraca panas di sekitar A03-ADU01 ................................................. 81
Tabel C.12 Neraca panas di sekitar A03-HE03 .................................................... 81
Tabel C.13 Neraca panas di sekitar A03-HE04 .................................................... 82
Tabel C.14 Neraca panas di sekitar A03-HE05 .................................................... 82
Tabel C.15 Neraca panas di sekitar A03-HE06 .................................................... 82
Tabel C.16 Neraca panas di sekitar A03-HE07 .................................................... 82
viii
Tabel D.1 Tinggi menara fraksinasi ...................................................................... 99
Tabel D.2 Ringkasan dimensi menara fraksinasi A03-ADU01 ............................ 99
Tabel D.3 Berat menara fraksinasi ...................................................................... 104
Tabel E.1 Indeks harga alat tahun 2002-2014 ..................................................... 105
Tabel E.2 Daftar harga alat pada area 1 dan 2 .................................................... 106
Tabel E.3 Daftar harga alat pada area 3 dan 4 .................................................... 107
Tabel E.4 Daftar harga alat pada utilitas dan pembangkit listrik ........................ 108
Tabel E.5 Komponen Physical Plant Cost (PPC) ............................................... 108
Tabel E.6 Komponen direct plant cost (DPC) .................................................... 109
Tabel E.7 Komponen fix capital investment (FCI) ............................................. 109
Tabel E.8 Komponen working capital ................................................................ 110
Tabel E.9 Komponen fix capital investment (FCI) ............................................. 110
Tabel E.10 Komponen direct manufacturing cost .............................................. 110
Tabel E.11 Biaya bahan baku untuk 1 tahun produksi (330 hari) ....................... 111
Tabel E.12 Gaji karyawan berdasarkan jabatan .................................................. 111
Tabel E.13 Gaji karyawan berdasarkan jabatan (lanjutan) ................................. 112
Tabel E.14 Biaya utilitas selama 1 tahun ............................................................ 113
Tabel E.15 Indirect manufacturing cost ............................................................. 113
Tabel E.16 Fixed manufacturing cost ................................................................. 113
Tabel E.17 Total manufacturing cost .................................................................. 113
Tabel E.18 General expense ............................................................................... 114
Tabel E.19 Total production cost ........................................................................ 114
Tabel E.20 Kesimpulan analisa kelayakan ekonomi........................................... 119
ix
DAFTAR GAMBAR
Gambar I.1 Kecenderungan produksi, konsumsi, dan impor avtur di Indonesia .... 3
Gambar I.2 Peta lokasi pabrik ................................................................................ 6
Gambar II.1 (a) Reaksi hydrotreating, (b)Reaksi hydrocracking ......................... 16
Gambar II.2 Diagram alir kualitatif ...................................................................... 23
Gambar II.3 Diagram alir kuantitaif...................................................................... 24
Gambar II.4 Diagram alir proses ........................................................................... 25
Gambar II.5 Tata letak pabrik ............................................................................... 27
Gambar II.6 Tata letak alat pabrik ........................................................................ 28
Gambar IV.1 Skema pengolahan air ..................................................................... 39
Gambar IV.2 Grafik analisa kelayakan ................................................................. 54
Gambar V.1 Struktur organisasi ............................................................................ 47
Gambar B.1 Blok diagram tangki A01-M01......................................................... 63
Gambar B.2 Blok diagram tangki A01-M02......................................................... 64
Gambar B.3 Blok diagram A01-F01 ..................................................................... 65
Gambar B.4 Blok diagram A02-R01 .................................................................... 67
Gambar B.5 Blok diagram A02-R02 .................................................................... 69
Gambar B.6 Blok diagram A03-LSV01................................................................ 70
Gambar B.7 Blok diagram A03-ADU01 .............................................................. 72
Gambar D.1 Algoritma perhitungan dimensi reaktor ........................................... 93
Gambar D.2 Sketsa reaktor A02-R01 tampak samping ........................................ 94
Gambar D.3 Sketsa reaktor A02-R02 tampak samping ........................................ 95
Gambar E.1Grafik analisa kelayakan .................................................................. 119

x
INTISARI
Dwi Hantoko, Muflih Arisa Adnan, 2013, Prarancangan Pabrik Bioavtur
dari Crude Palm Oil dengan Proses Universal Oil Product (UOP) Kapasitas
87.000 ton/tahun. Program Studi S1 Reguler, Jurusan Teknik Kimia,
Fakultas Teknik, Universitas Sebelas Maret, Surakarta.
Luas perkebunan kelapa sawit di Indonesia adalah 7,8 juta ha dan 28%
perkebunan berada di Provinsi Riau. Hal ini membuat Indonesia menjadi
produsen crude palm oil (CPO) utama di dunia dengan total produksi rata-rata
sebesar 22,5 juta ton/tahun pada tahun 2010. Pemerintah Indonesia mendukung
nilai tambah bahan baku terutama CPO berdasarkan PP No. 33 tahun 2011 terkait
dengan implementasi teknologi pengolahan CPO. Crude palm oil dapat diolah
menjadi komoditas yang mempunyai nilai tinggi seperti produk makanan, fine
chemicals, maupun biofuel seperti bioavtur sebagai bahan bakar pesawat terbang.
Secara tipikal CPO terdiri dari trigliserida dan FFA. Dengan menggunakan
proses UOP, CPO direaksikan dengan H2 membentuk alkana rantai panjang
melalui reaksi hydrotreating dan akan dilanjutkan reaksi hydrocracking yang akan
menghasilkan produk sesuai jumlah rantai karbon masing-masing. Umpan sebesar
2,76 ton CPO dapat menghasilkan 1 ton bioavtur. Selain itu membutuhkan 0,31
ton hidrogen/ton produk (kemurnian 97%), asam fosfat 85% (H3PO4) 0,002
ton/ton produk, bleaching earth 0,033 ton/ton produk. Reaksi berlangsung dengan
bantuan katalis UOP pada suhu 332 – 398
oC dan tekanan 5.171 kPa di dalam
reaktor single bed multitube. Kebutuhan utilitas meliputi steam sebanyak 1,53
ton/ton produk, air pendingin 109,6 m3/ton produk, listrik 45,47 kWh/ton produk,
udara tekan 4,62 Nm3/ton produk, dan bahan bakar tail gas 0,12 ton/ton produk.
Lokasi pabrik direncanakan di Dumai Riau dan dibangun di atas tanah seluas
39.400 m2, pabrik beroperasi selama 24 jam per hari dan 330 hari per tahun
dengan kebutuhan tenaga kerja 6,03 manhour/ton produk. Selain menghasilkan
bioavtur, proses ini juga menghasilkan nafta 47.700 ton/tahun, atmospheric gas
oil (AGO) 2.900 ton/tahun, biodiesel 31.700 ton/tahun, dan listrik 62.000
MWh/tahun.
Bentuk perusahaan adalah Perseroan Terbatas (PT) dengan struktur
organisasi line and staff. Sistem kerja karyawan berdasarkan pembagian jam kerja
yang terdiri dari karyawan shift dan non shift. Pabrik direncanakan mulai
konstruksi di awal 2014 dan bisa beroperasi pada awal tahun 2016 dengan umur
pabrik 10 tahun. Dengan harga jual produk Rp29.200,-/liter, harga beli CPO
Rp7.857.000,-/ton, biaya produksi Rp138.000,-/galon, dan modal tetap pabrik
sebesar Rp. 442.490.000.000,- maka analisa kelayakan menunjukkan bahwa ROI
sebelum pajak 40,18% dan setelah pajak 30,13%. POT sebelum pajak tahun
sebesar 1,99 tahun dan setelah pajak 2,49 tahun, BEP 59,99%, SDP 46,05% dan
DCF sebesar 15,84%. Berdasarkan nilai parameter-parameter tersebut maka
pabrik ini layak dipertimbangkan untuk realisasi pembangunannya.
1
BAB I PENDAHULUAN
BAB I
PENDAHULUAN
I.1 Latar Belakang Pendirian Pabrik
Perkembangan ilmu pengetahuan dan teknologi disertai dengan kemajuan
sektor industri menuntut semua negara mengembangkan sektor industrialisasi.
Penggunaan biofuel sebagai bahan bakar penerbangan (bioavtur) masa depan
berpotensi memiliki keberlanjutan yang baik (sustainable). Keberlanjutan
produksi biofuel akan berakibat pada keberlanjutan usaha reduksi emisi CO2
sepanjang siklusnya (carbon neutral cycle). Biofuel diharapkan memberikan
pengurangan dan antisipasi siklus emisi CO2 hingga 80% jika dibandingkan
dengan bahan bakar fosil (IATA, 2011).
Pertimbangan utama produksi biofuel khususnya biavtur adalah
ketersediaan bahan baku, biaya, dan keberlangsungannya (sustainablility). Total
produksi CPO Indonesia pada tahun 2012 mencapai sekitar 22,5 juta ton per tahun
dan akan terus bertambah seiring dengan perluasan lahan, pengembangan metode
penanaman, dan kemajuan aplikasi teknologi pupuk. Kandungan Free Fatty Acid
(FFA) dan triglyceride dalam CPO sangat cocok diolah menjadi bioavtur sehingga
Indonesia berpotensi memproduksi bioavtur sendiri dari bahan baku produk
pertanian khas Indonesia yaitu CPO.
Pemerintah Indonesia menyadari potensi industri CPO sebagaimana terlihat
di dalam dokumen Masterplan Percepatan dan Perluasan Pembangunan Ekonomi
Indonesia (MP3EI) 2011-2025 yang dikeluarkan berdasarkan Peraturan Presiden
No. 32 tahun 2011. Dokumen MP3EI menegaskan bahwa kelapa sawit merupakan
2
produk yang akan dikembangkan pada Koridor Sumatera. Pemerintah membagi 4
bidang kegiatan kelapa sawit yaitu perkebunan, penggilingan, penyulingan dan
industri hilir. Pabrik bioavtur ini adalah industri hilir dari industri kelapa sawit.
Dari aspek pertimbangan pasar, bioavtur termasuk dalam komoditas baru
dengan kompetisi pasar yang relatif masih sedikit. Sebagai target proyeksi
pemasaran, pasar bioavtur di Indonesia sangat terbuka lebar dikarenakan belum
didirikannya pabrik bioavtur. Selain itu, bioavtur merupakan gagasan pemerintah
dan masyarakat internasional terkait dengan penggunaan renewable energy.
Perlindungan dan kebijakan pemerintah akan memberikan kontribusi penting
dalam pengendalian pasar. The International Air Transport Association (IATA),
suatu organisasi yang mewakili 230 maskapai terbaik di dunia menyatakan bahwa
pada tahun 2017 ditargetkan 10% (200 juta barel per tahun) persediaan avtur
berasal dari sumber daya terbarukan (www.jatenergy.com).
Beberapa maskapai ternama telah bekerja sama untuk pencapaian tujuan
tersebut. Sebagai contoh, British Airways, SAS, Gulf Air, Cathay Pacific, Air
New Zealand, Virgin Atlantic dan beberapa maskapai lain telah berkerja sama
dalam satu grup bernama Sustainable Airline Fuel Users Group untuk peninjauan
peluang bioavtur (www.safug.org).
Pabrik ini direncanakan didirikan di Indonesia dengan tujuan membantu
pemerintah memenuhi rencana pengurangan emisi gas rumah kaca melalui
bioavtur. Pemerintah akan mendorong Pertamina sebagai perusahaan minyak
nasional agar mengimplementasikan gagasan tersebut dengan mencampur
bioavtur dari pabrik ini dengan avtur konvensional dari Pertamina. Produk
3
bioavtur akan dijual kepada pasar lokal di Indonesia, untuk 125 maskapai yang
bahan bakarnya disuplai oleh Pertamina.
I.2 Kapasitas Perancangan
Pertimbangan utama dalam penentuan kapasitas pabrik adalah pertimbangan
permintaan produk saat ini. Pertimbangan berikutnya adalah ketersediaan bahan
baku dan bahan pendukung. Konsumsi avtur meningkat seiring pesatnya
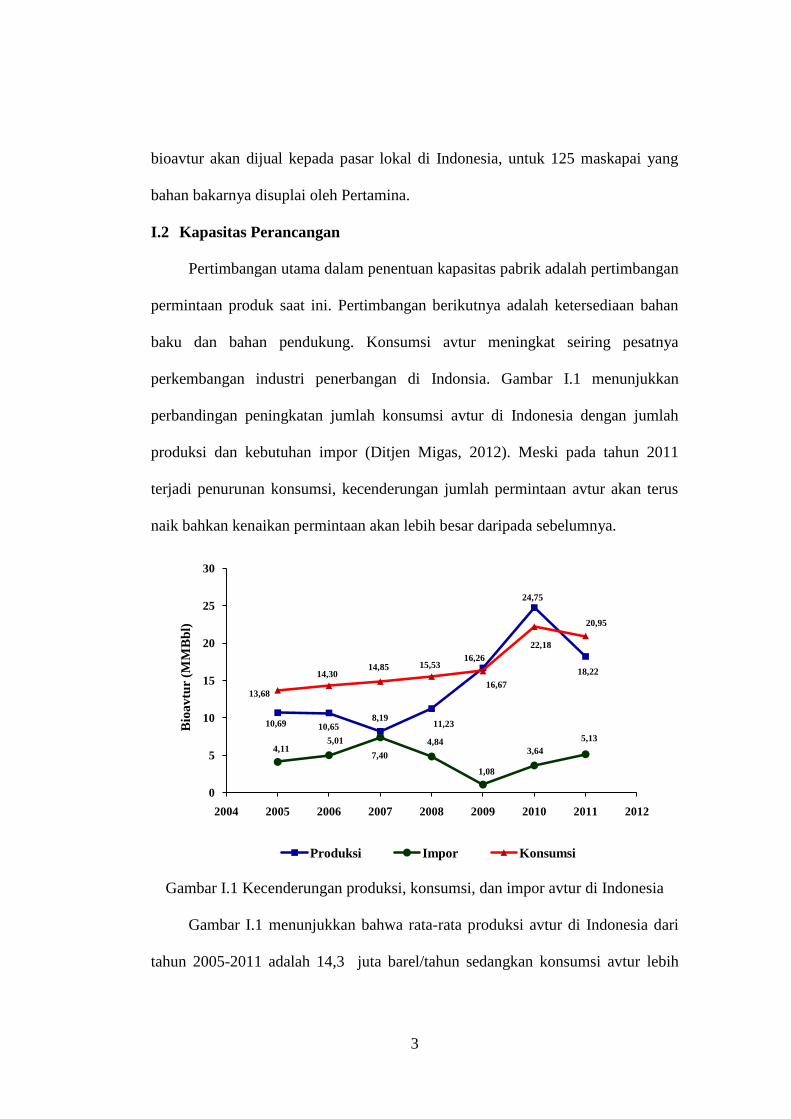
perkembangan industri penerbangan di Indonsia. Gambar I.1 menunjukkan
perbandingan peningkatan jumlah konsumsi avtur di Indonesia dengan jumlah
produksi dan kebutuhan impor (Ditjen Migas, 2012). Meski pada tahun 2011
terjadi penurunan konsumsi, kecenderungan jumlah permintaan avtur akan terus
naik bahkan kenaikan permintaan akan lebih besar daripada sebelumnya.
Gambar I.1 Kecenderungan produksi, konsumsi, dan impor avtur di Indonesia
Gambar I.1 menunjukkan bahwa rata-rata produksi avtur di Indonesia dari
tahun 2005-2011 adalah 14,3 juta barel/tahun sedangkan konsumsi avtur lebih
10,69 10,658,19
11,23
16,67
24,75
18,22
4,115,01
7,40
4,84
1,08
3,64
5,13
13,68
14,3014,85 15,53
16,26
22,18
20,95
0
5
10
15
20
25
30
2004 2005 2006 2007 2008 2009 2010 2011 2012
Bio
av
tur
(MM
Bb
l)
Produksi Impor Konsumsi
4
besar 20% dari produksi yaitu 16,8 juta barrel/tahun. Kekurangan kebutuhan ini
dipenuhi oleh impor 4,5 juta barel/tahun. Terdapat kecenderungan kenaikan
konsumsi avtur sebanyak 8% dan kenaikan impor sebanyak 39%. Tujuan utama
pabrik bioavtur ini bukanlah menutup kekurangan pasokan avtur namun sebagai
substitusi avtur konvensional terkait dengan perlindungan lingkungan. Pemerintah
Indonesia mengeluarkan Peraturan Presiden No.5 tahun 2006 (energy mix),
bahwa penggunaan energi terbarukan diharapkan mampu mencapai 5%, termasuk
sektor transportasi dan dalam hal ini industri penerbangan. Langkah
merealisasikan peraturan ini adalah industri penerbangan harus mulai
menggunakan avtur dengan campuran bioavtur. Bioavtur dapat digunakan sebagai
campuran hingga perbandingan 50:50.
Jika Indonesia merencanakan penggantian 5% avtur dengan bioavtur, maka
kebutuhan minimal bioavtur adalah 1,1 juta barrel/tahun. Pabrik ini direncanakan
dibangun dengan kapasitas 87.000 ton/tahun (666.000 barrel/tahun, 61% dari
kebutuhan total) untuk pemenuhan kebutuhan lokal sebagaimana yang telah diatur
oleh pemerintah dan untuk pesawat internasional yang mengisi bahan bakar di
Indonesia karena maskapai internasional juga peduli dengan gerakan penerbangan
ramah lingkungan (green aviation project).
Faktor lain dalam penentuan kapasitas pabrik adalah ketersediaan pasokan
bahan baku utama CPO. Produksi CPO di Riau mencapai 5 juta ton per tahun
(Data Statistik Perkebunan Indonesia, 2010). Kebutuhan CPO pabrik ini untuk
produksi bioavtur sesuai kapasitas adalah 240.000 ton/tahun atau 5% dari total
produksi CPO di Riau yang disuplai dari PT. Asian Agri kapasitas 1.000.000
5
ton/tahun. Kebutuhan CPO dalam jumlah ini sangat layak karena pada saat ini
hanya 5% produksi CPO yang diproses menjadi bahan jadi dan sisanya 95%
diimpor mentah. Kebutuhan hidrogen pabrik ini disuplai dari Pertamina RU II
Dumai sebesar 687.750.000 Nm3/tahun. Pendirian pabrik ini juga berkontribusi
dalam peningkatan industri hilir kelapa sawit.
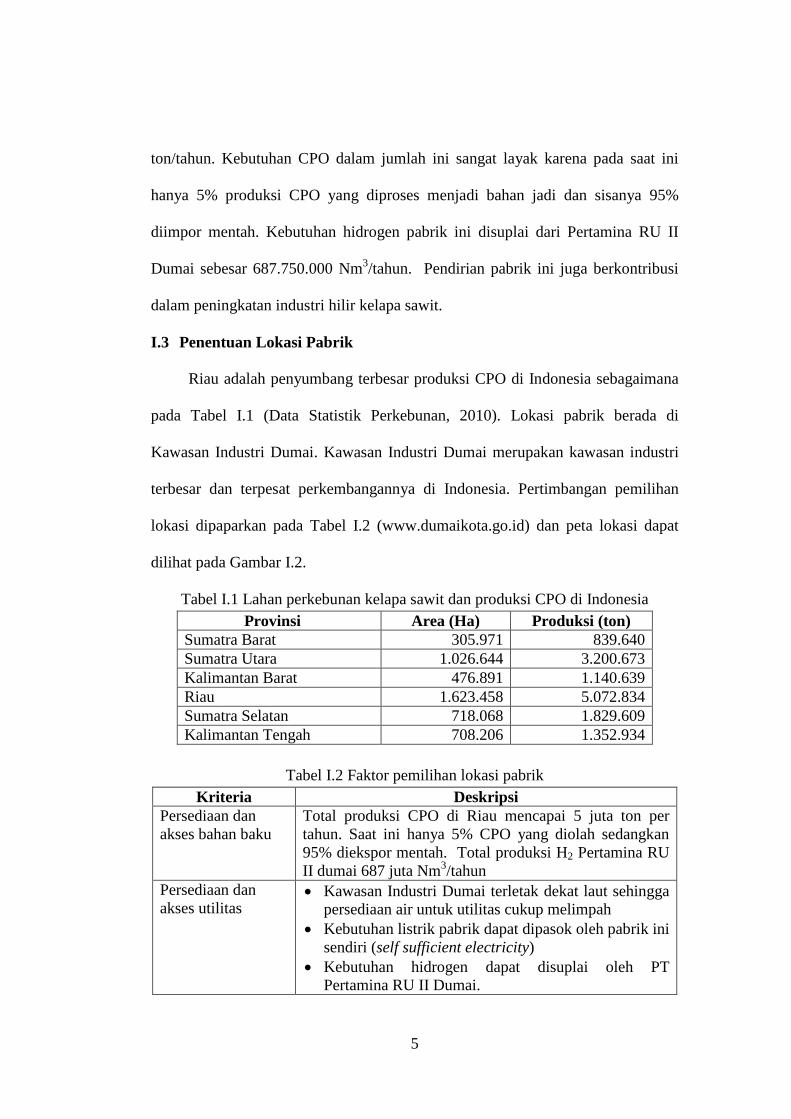
I.3 Penentuan Lokasi Pabrik
Riau adalah penyumbang terbesar produksi CPO di Indonesia sebagaimana
pada Tabel I.1 (Data Statistik Perkebunan, 2010). Lokasi pabrik berada di
Kawasan Industri Dumai. Kawasan Industri Dumai merupakan kawasan industri
terbesar dan terpesat perkembangannya di Indonesia. Pertimbangan pemilihan
lokasi dipaparkan pada Tabel I.2 (www.dumaikota.go.id) dan peta lokasi dapat
dilihat pada Gambar I.2.
Tabel I.1 Lahan perkebunan kelapa sawit dan produksi CPO di Indonesia
Provinsi Area (Ha) Produksi (ton)
Sumatra Barat 305.971 839.640
Sumatra Utara 1.026.644 3.200.673
Kalimantan Barat 476.891 1.140.639
Riau 1.623.458 5.072.834
Sumatra Selatan 718.068 1.829.609
Kalimantan Tengah 708.206 1.352.934
Tabel I.2 Faktor pemilihan lokasi pabrik
Kriteria Deskripsi
Persediaan dan
akses bahan baku
Total produksi CPO di Riau mencapai 5 juta ton per
tahun. Saat ini hanya 5% CPO yang diolah sedangkan
95% diekspor mentah. Total produksi H2 Pertamina RU
II dumai 687 juta Nm3/tahun
Persediaan dan
akses utilitas Kawasan Industri Dumai terletak dekat laut sehingga
persediaan air untuk utilitas cukup melimpah
Kebutuhan listrik pabrik dapat dipasok oleh pabrik ini
sendiri (self sufficient electricity)
Kebutuhan hidrogen dapat disuplai oleh PT
Pertamina RU II Dumai.
6
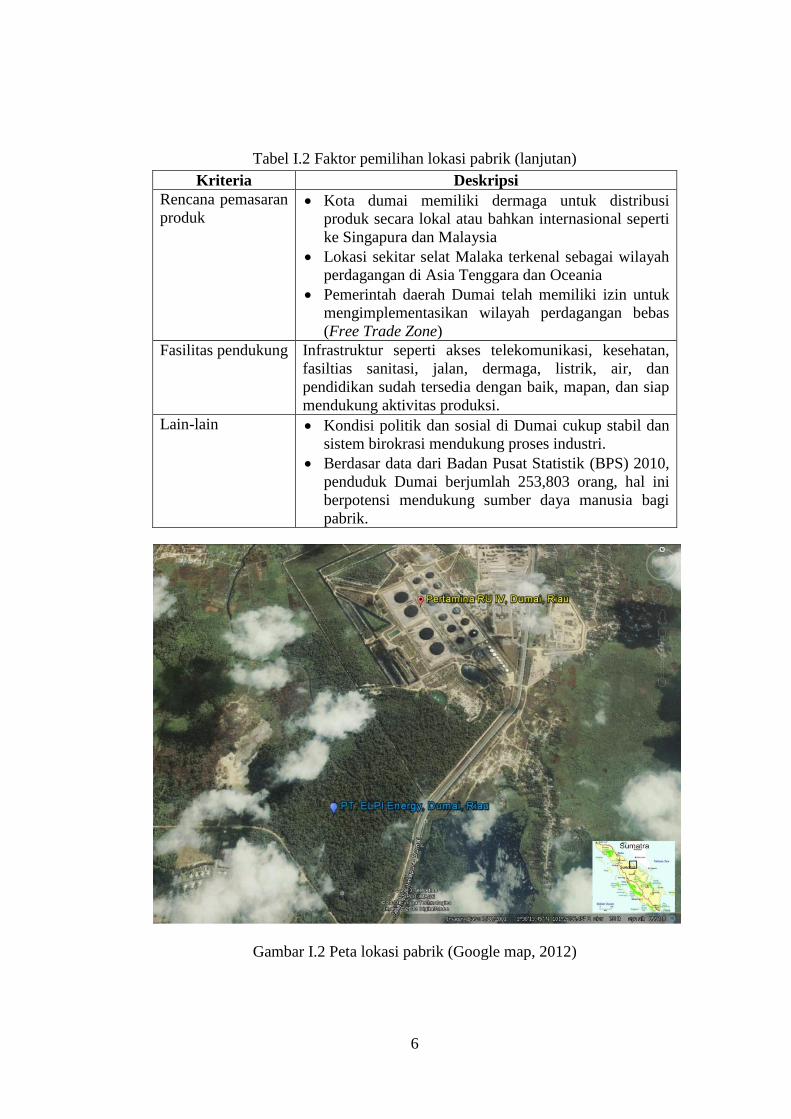
Tabel I.2 Faktor pemilihan lokasi pabrik (lanjutan)
Kriteria Deskripsi
Rencana pemasaran
produk Kota dumai memiliki dermaga untuk distribusi
produk secara lokal atau bahkan internasional seperti
ke Singapura dan Malaysia
Lokasi sekitar selat Malaka terkenal sebagai wilayah
perdagangan di Asia Tenggara dan Oceania
Pemerintah daerah Dumai telah memiliki izin untuk
mengimplementasikan wilayah perdagangan bebas
(Free Trade Zone)
Fasilitas pendukung Infrastruktur seperti akses telekomunikasi, kesehatan,
fasiltias sanitasi, jalan, dermaga, listrik, air, dan
pendidikan sudah tersedia dengan baik, mapan, dan siap
mendukung aktivitas produksi.
Lain-lain Kondisi politik dan sosial di Dumai cukup stabil dan
sistem birokrasi mendukung proses industri.
Berdasar data dari Badan Pusat Statistik (BPS) 2010,
penduduk Dumai berjumlah 253,803 orang, hal ini
berpotensi mendukung sumber daya manusia bagi
pabrik.
Gambar I.2 Peta lokasi pabrik (Google map, 2012)
7
I.4 Tinjauan Pustaka
I.4.1 Macam-Macam Proses Pembuatan Bioavtur
1. Hydroprocessed Esters and Fatty Acids (HEFA)
Pada proses HEFA, bahan baku biomassa seperti alga, jatropha, atau
carmelina diekstrak kandungan minyak didalamnya. Minyak hasil
ekstraksi tersebut mengalami proses degumming dan bleaching sebagai
tahap penyiapan bahan baku. Proses HEFA (Proses UOP) terdiri dari dua
tahap reaksi yaitu reaksi hydrotreating dan isomerization / selective
hydrocracking yang sering disebut sebagai proses hydroprossesing.
Trigliserida dan gas hidrogen direaksikan pada tekanan 1.379 – 13.790
kPa temperatur 150 – 454 oC menggunakan katalis NiMo/Al2O3 (McCall,
2011).
Produk reaktor pertama merupakan rantai alkana panjang (n-parafin)
berfase gas yang kemudian mengalami pemutusan rantai di reaktor kedua
menghasilkan light gases naptha, jet range paraffins, dan diesel dan
dialirkan ke unit pemisahan.
2. Biomass to Liquid (BTL)
Biomassa dikonversi menjadi gas CO, CO2, CH4, H2 melalui proses
gasifikasi pada suhu 900 oC - 1200
oC pada tekanan atmosfer (Higman,
2008).
• Reaksi pembakaran
C + ½ O2 CO -111 MJ/kmol (I.1)
CO + ½ O2 CO2 -283 MJ/kmol (I.3)
8
C + O2 CO2 -394 MJ/kmol (I.4)
• Reaksi Boudouard
C + CO2 ⇄ 2CO +172 MJ/kmol (I.5)
• Reaksi water gas shift
C + H2O ⇄ CO + H2 +131 MJ/kmol (I.6)
• Reaksi metanasi
C + 2H2 ⇄ CH4 - 75 MJ/kmol (I.7)
Gas produser hasil gasifikasi (penyusun utama: CO dan H2) dikonversi
menjadi komponen tersebut kemudian dicairkan melalui proses Fischer-
Tropsch (FT) pada suhu 200 _
250 oC, tekanan 2500 – 6000 kPa dengan
katalis berbasis Fe dan Co. sehingga dihasilkan wax. Hasil FT kemudian
didistilasi hingga dihasilkan bioavtur
• Reaksi Fischer-Tropsch
CO + 2H2 -[CH2]- + H2O (I.8)
3. Alcohol to Jet (ATJ)
Proses ATJ merupakan salah satu sintesa bioavtur berbasis selulosa dan
gulan menggunakan proses fermentasi. Selulosa dan gula tersebut
dikonversi menjadi grup alkohol (C1-C6) dengan bantuan mikrobia, yeast,
atau bakteri pada suhu 30 oC tekanan atmosfer selama 14 jam dengan yield
70%. Produk fermentasi mengalami reaksi dehidrasi pada fixed bed
tubular reactor dengan bantuan ɤ-alumina pada suhu 310 oC menghasilkan
n-alkena. Produk n-alkena dialirkan ke fixed bed continuous flow katalis ß
zeolite CP 814C pada suhu 140 – 180 oC tekanan atmosfer. Keluaran
9
reaktor oligomerisasi mengalami tahapan reaksi yang terakhir yaitu reaksi
hidrogenasi pada suhu 150 OC tekanan 1.013,25 kPa dengan katalis
Pd/alumina.(Gruber, 2012)
4. Pirolisis
Biomassa mengalami proses pirolisis pada suhu 200-500 oC tekanan
atmosferis menghasilkan arang, abu, pyrolysis oil. Produk pirolisis
tersebut dialrkan ke rahap pemisahan sehingga menghasilkan bioavtur.
I.4.2 Alasan Pemilihan Proses
Dari empat proses pembuatan bioavtur dipilih proses Hydroprocessed
Esters and Fatty Acids (HEFA) versi Proses UOP.
Kelebihan proses Proses UOP yaitu:
1. Teknologi sudah diterapkan (establish)
2. Menghasilkan produk samping hidrokarbon yang memiliki nilai ekonomi
3. Bahan baku fleksibel dengan produk yang konsisten
4. Proses ini dapat menggunakan CPO sebagai bahan baku. CPO mudah
diperoleh serta keberlanjutannya terjamin.
I.5 Kegunaan Produk
Produk utama pabrik ini adalah bioavtur sebanyak 44%, namun Proses UOP
juga menghasilkan produk samping hidrokarbon berupa nafta (24%), biodiesel
(16%), AGO (1,5%), dan hidrokarbon rantai pendek (38,5%). Hidrokarbon rantai
pendek dimanfaatkan sebagai sumber energi bagi gas turbin untuk pembangkitan
listrik. Kegunaan produk pabrik ini adalah:
10
1. Bioavtur : campuran avtur konvensional
2. Nafta : sebagai bahan pelarut, bahan baku senyawa aromatik,
oleochemical
3. Biodiesel : bahan bakar mesin industri
4. AGO : bahan bakar alat transportasi
5. Listrik : mensuplai listrik bagi industri dan masyarakat
I.6 Sifat Fisika dan Kimia Bahan Baku dan Produk
I.6.1 Sifat Fisika dan Kimia Bahan Baku
1. Crude Palm Oil (CPO)
Sifat Fisika
Densitas : 900 kg/m3 (pada kondisi lingkungan)
Titik leleh : 20 – 50 oC
Titik didih : 369 oC
Sifat Kimia
Bilangan iod : 48 – 56
Bilangan penyabunan : 196 – 205
(Krischenbauer, 1960)
2. Hidrogen
Sifat Fisika
Berat molekul : 2,0015 g/mol
Titik didih : -252,8 oC
Titik beku : -259,2 oC
(Perry, 2007)
11
Sifat Kimia
- Bereaksi dengan oksigen menghasilkan air
2 H2 + O2 H2O
- Sangat mudah terbakar dan meledak pada suhu 560 oC
I.6.2 Sifat Fisika dan Kimia Produk
1. Bioavtur
Sifat Fisika
Densitas pada 15 oC : 775 – 840 kg/m
3
Viskositas pada -20 oC : maks. 8 cSt
Flash point : min. 38 oC
Boiling range : 150 – 300 oC
Sifat Kimia
- Campuran hidrokarbon dominan antara C9 – C16
- Dapat bereaksi dengan oksigen menghasilkan air dan karbondioksida
- Dapat bereaksi dengan oksigen secara spontan pada suhu 220 oC
(MSDS Jet A-1)
2. Biodiesel
Sifat Fisika
Densitas pada 15 oC : 860 – 900 kg/m
3
Viskositas pada -20 oC : 3,5 – 5 mm
2/s
Flash point : 130 oC
Boiling range : 150 – 300 oC
12
Sifat Kimia
- Campuran hidrokarbon dominan antara C9 – C25
- Dapat bereaksi dengan oksigen menghasilkan air dan karbondioksida
- Dapat bereaksi dengan oksigen secara spontan pada suhu >220 oC
(MSDS Diesel)
3. Nafta
Sifat Fisika
Densitas pada 15 oC : 710 kg/m
3
Viskositas pada -20 oC : 10,64 – 0,88 mm
2/s
Flash point : 5,5 oC
Boiling range : 49 – 177 oC
Sifat Kimia
- Campuran hidrokarbon dominan antara C4 – C12
- Dapat bereaksi dengan oksigen menghasilkan air dan karbondioksida
- Dapat bereaksi dengan oksigen secara spontan pada suhu >250 oC
(MSDS Nafta)
13
BAB II DESKRIPSI PROSES
BAB II
DESKRIPSI PROSES
II.1 Spesifikasi Bahan Baku dan Produk
II.1.1 Spesifikasi Bahan Baku
1. Crude Palm Oil
Triglyceride = 96,31%
Free fatty acid (FFA) = 3%
Gum (phospholipid, phospotide) = 0,03%
Pengotor = 0,01%
Moisture dan organic impurities = 0,15%
Logam = 0,5%
(Kirschenbauer, 1960)
2. Hidrogen
Hidrogen = 97%
Metana = 3%
(Pertamina RU II Dumai)
3. Asam fosfat
Asam fosfat = 85%
Air = 15%
4. Katalis UOP 1 dan UOP 2
Life time = 10 tahun
Bulk density = 800 kg/m3
Diameter = 1,4 - 1,6 mm
(UOP Unionfining Catalyst)
14
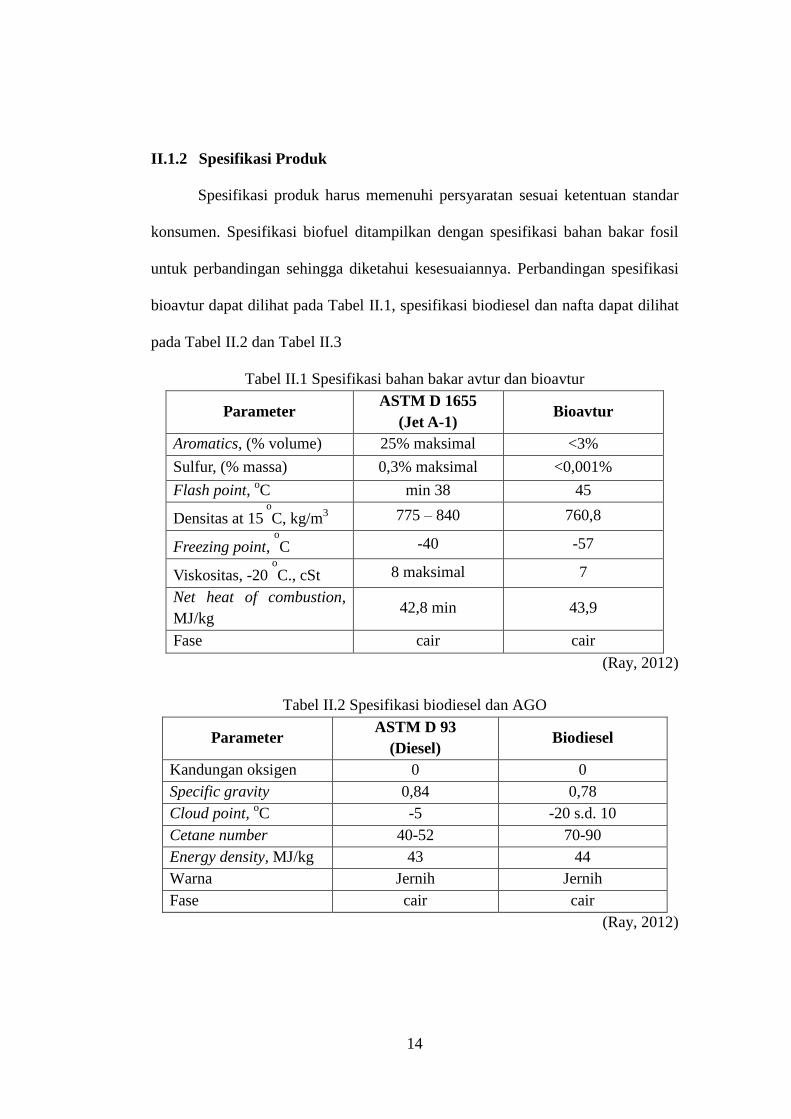
II.1.2 Spesifikasi Produk
Spesifikasi produk harus memenuhi persyaratan sesuai ketentuan standar
konsumen. Spesifikasi biofuel ditampilkan dengan spesifikasi bahan bakar fosil
untuk perbandingan sehingga diketahui kesesuaiannya. Perbandingan spesifikasi
bioavtur dapat dilihat pada Tabel II.1, spesifikasi biodiesel dan nafta dapat dilihat
pada Tabel II.2 dan Tabel II.3
Tabel II.1 Spesifikasi bahan bakar avtur dan bioavtur
Parameter ASTM D 1655
(Jet A-1) Bioavtur
Aromatics, (% volume) 25% maksimal <3%
Sulfur, (% massa) 0,3% maksimal <0,001%
Flash point, oC min 38 45
Densitas at 15 o
C, kg/m3 775 – 840 760,8
Freezing point, o
C -40 -57
Viskositas, -20 o
C., cSt 8 maksimal 7
Net heat of combustion,
MJ/kg 42,8 min 43,9
Fase cair cair
(Ray, 2012)
Tabel II.2 Spesifikasi biodiesel dan AGO
Parameter ASTM D 93
(Diesel) Biodiesel
Kandungan oksigen 0 0
Specific gravity 0,84 0,78
Cloud point, oC -5 -20 s.d. 10
Cetane number 40-52 70-90
Energy density, MJ/kg 43 44
Warna Jernih Jernih
Fase cair cair
(Ray, 2012)
15
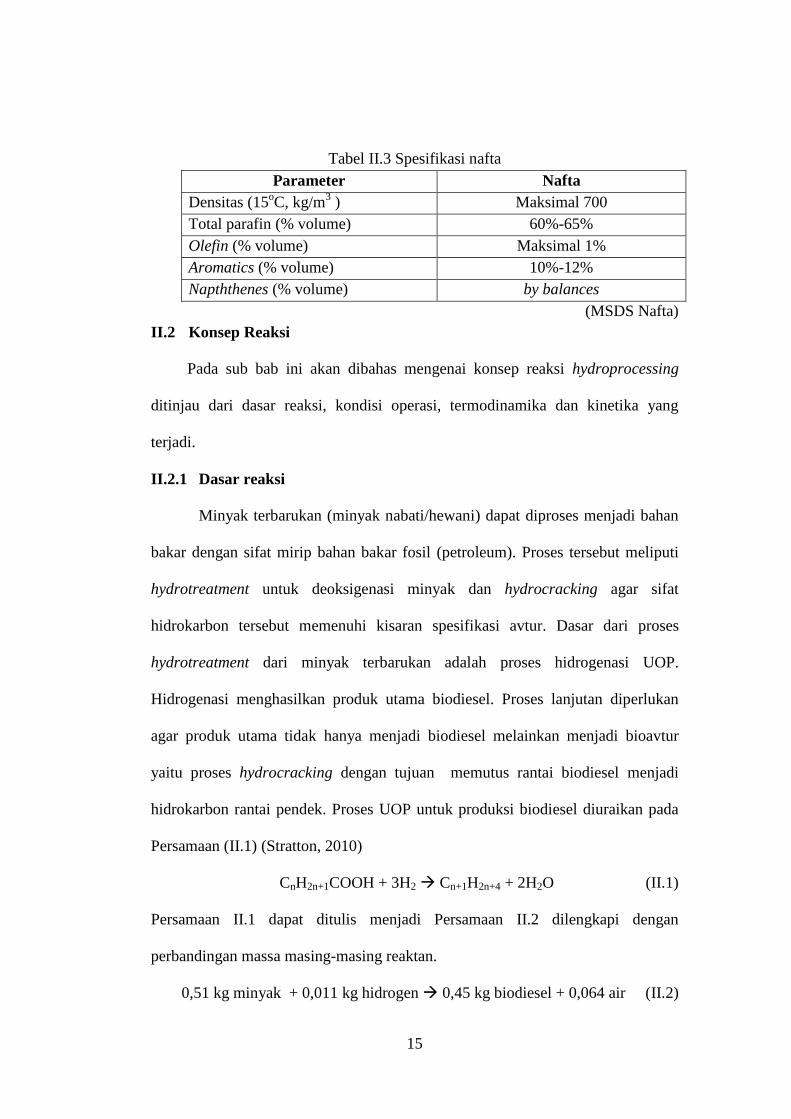
Tabel II.3 Spesifikasi nafta
Parameter Nafta
Densitas (15oC, kg/m
3 ) Maksimal 700
Total parafin (% volume) 60%-65%
Olefin (% volume) Maksimal 1%
Aromatics (% volume) 10%-12%
Napththenes (% volume) by balances
(MSDS Nafta)
II.2 Konsep Reaksi
Pada sub bab ini akan dibahas mengenai konsep reaksi hydroprocessing
ditinjau dari dasar reaksi, kondisi operasi, termodinamika dan kinetika yang
terjadi.
II.2.1 Dasar reaksi
Minyak terbarukan (minyak nabati/hewani) dapat diproses menjadi bahan
bakar dengan sifat mirip bahan bakar fosil (petroleum). Proses tersebut meliputi
hydrotreatment untuk deoksigenasi minyak dan hydrocracking agar sifat
hidrokarbon tersebut memenuhi kisaran spesifikasi avtur. Dasar dari proses
hydrotreatment dari minyak terbarukan adalah proses hidrogenasi UOP.
Hidrogenasi menghasilkan produk utama biodiesel. Proses lanjutan diperlukan
agar produk utama tidak hanya menjadi biodiesel melainkan menjadi bioavtur
yaitu proses hydrocracking dengan tujuan memutus rantai biodiesel menjadi
hidrokarbon rantai pendek. Proses UOP untuk produksi biodiesel diuraikan pada
Persamaan (II.1) (Stratton, 2010)
CnH2n+1COOH + 3H2 Cn+1H2n+4 + 2H2O (II.1)
Persamaan II.1 dapat ditulis menjadi Persamaan II.2 dilengkapi dengan
perbandingan massa masing-masing reaktan.
0,51 kg minyak + 0,011 kg hidrogen 0,45 kg biodiesel + 0,064 air (II.2)
16
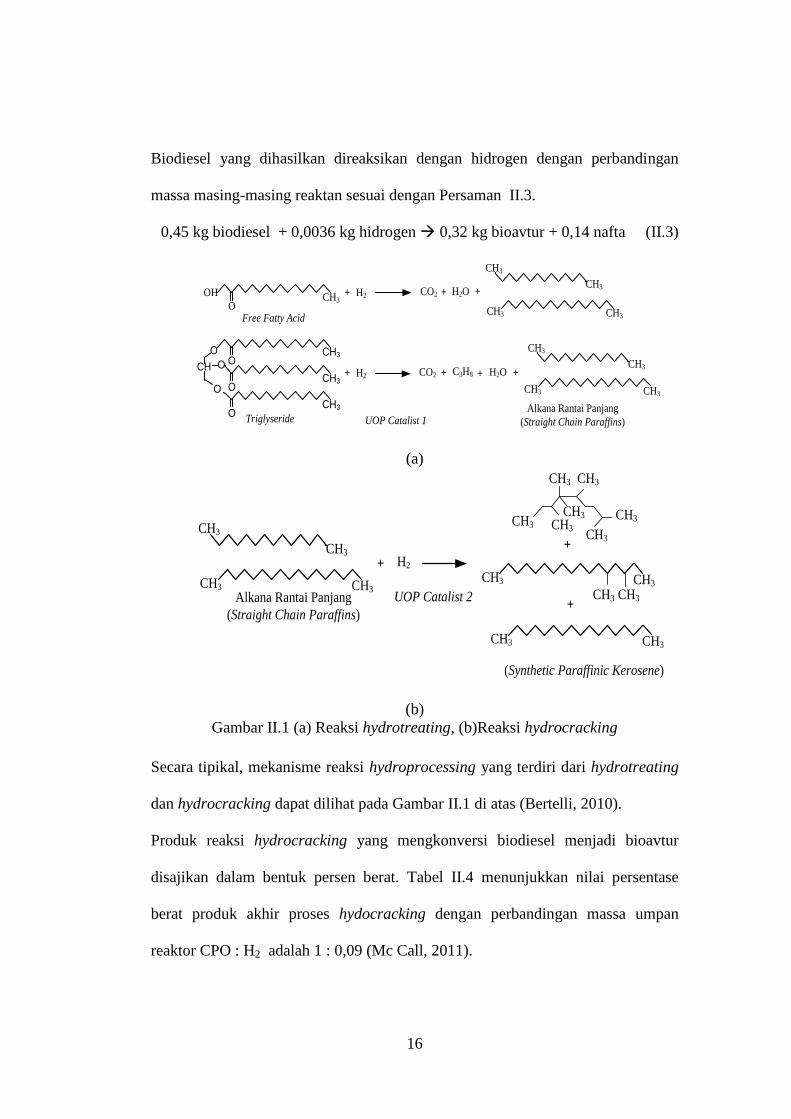
Biodiesel yang dihasilkan direaksikan dengan hidrogen dengan perbandingan
massa masing-masing reaktan sesuai dengan Persaman II.3.
0,45 kg biodiesel + 0,0036 kg hidrogen 0,32 kg bioavtur + 0,14 nafta (II.3)
H2
CO2 H2O
OCH3
OH
CHO
CH3O
OCH3
O
OCH3
O
CH3
CH3
CH3CH3
+
+
H2
CO2 H2OC3H8
CH3
CH3
CH3CH3
Free Fatty Acid
Triglyseride UOP Catalist 1Alkana Rantai Panjang
(Straight Chain Paraffins)
+ + +
+ +
(a)
CH3
CH3
CH3CH3
H2+
UOP Catalist 2Alkana Rantai Panjang
(Straight Chain Paraffins)
CH3CH3
CH3 CH3
CH3
CH3
CH3
CH3CH3
CH3
CH3
CH3CH3
+
+
(Synthetic Paraffinic Kerosene)
(b)
Gambar II.1 (a) Reaksi hydrotreating, (b)Reaksi hydrocracking
Secara tipikal, mekanisme reaksi hydroprocessing yang terdiri dari hydrotreating
dan hydrocracking dapat dilihat pada Gambar II.1 di atas (Bertelli, 2010).
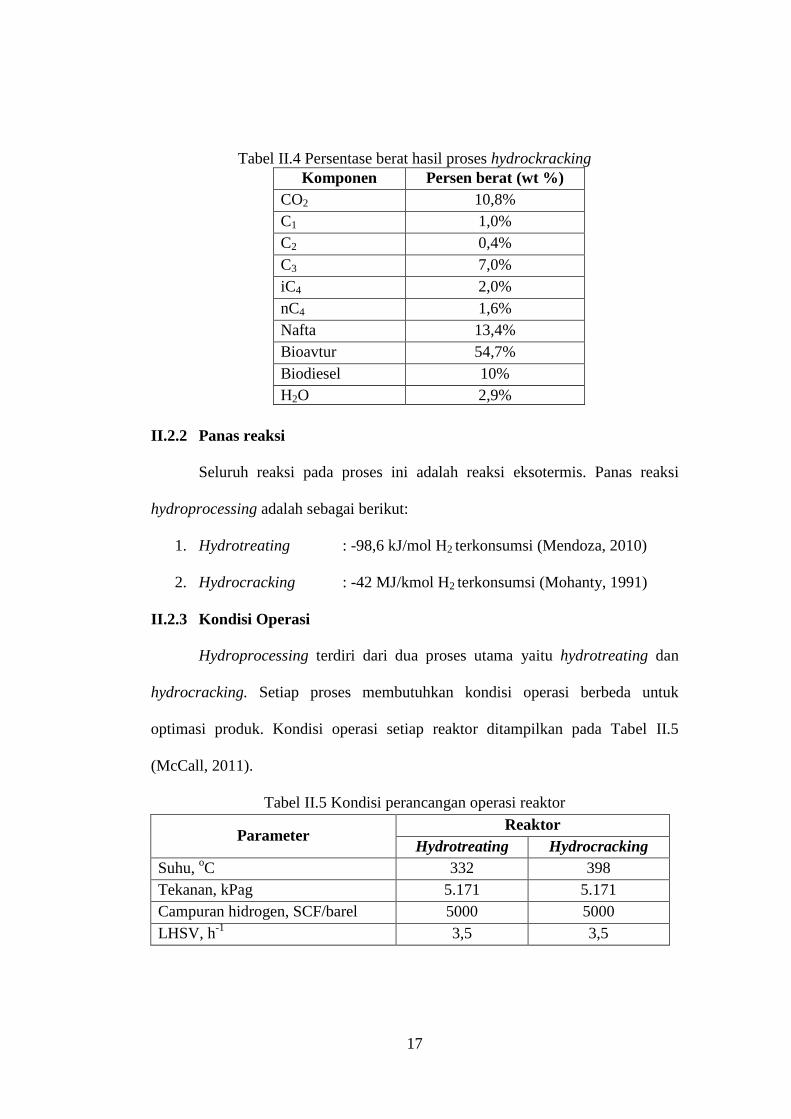
Produk reaksi hydrocracking yang mengkonversi biodiesel menjadi bioavtur
disajikan dalam bentuk persen berat. Tabel II.4 menunjukkan nilai persentase
berat produk akhir proses hydocracking dengan perbandingan massa umpan
reaktor CPO : H2 adalah 1 : 0,09 (Mc Call, 2011).
17
Tabel II.4 Persentase berat hasil proses hydrockracking
Komponen Persen berat (wt %)
CO2 10,8%
C1 1,0%
C2 0,4%
C3 7,0%
iC4 2,0%
nC4 1,6%
Nafta 13,4%
Bioavtur 54,7%
Biodiesel 10%
H2O 2,9%
II.2.2 Panas reaksi
Seluruh reaksi pada proses ini adalah reaksi eksotermis. Panas reaksi
hydroprocessing adalah sebagai berikut:
1. Hydrotreating : -98,6 kJ/mol H2 terkonsumsi (Mendoza, 2010)
2. Hydrocracking : -42 MJ/kmol H2 terkonsumsi (Mohanty, 1991)
II.2.3 Kondisi Operasi
Hydroprocessing terdiri dari dua proses utama yaitu hydrotreating dan
hydrocracking. Setiap proses membutuhkan kondisi operasi berbeda untuk
optimasi produk. Kondisi operasi setiap reaktor ditampilkan pada Tabel II.5
(McCall, 2011).
Tabel II.5 Kondisi perancangan operasi reaktor
Parameter Reaktor
Hydrotreating Hydrocracking
Suhu, oC 332 398
Tekanan, kPag 5.171 5.171
Campuran hidrogen, SCF/barel 5000 5000
LHSV, h-1
3,5 3,5
18
II.3 Diagram Alir Proses dan Tahapan Proses
Proses pembuatan bioavtur dari CPO dibagi menjadi 3 tahap yaitu tahap
penyiapan bahan baku, tahap reaksi, tahap pemurnian produk.
CPO dipompa dari tangki penyimpanan A01-T03 menggunakan pompa
(A01-P01) menuju mixer (A01-M01). Di dalam mixer ini ditambahkan larutan
asam fosfat 85% dari tangki (A01-T02) sehingga berlangsung proses degumming
pada suhu 70 °C, tekanan atmosfer. Proses ini bertujuan untuk penghilangan
komponen fosfolipid yang terdiri dari phospatida, protein, residu, karbohidrat, air,
logam dan resin tanpa mengurangi jumlah asam lemak. Suhu optimum 70 0C
dipertahankan dengan menggunakan superheated steam 280 oC yang dialirkan
melalui koil-koil yang didesain di dalam tangki mixer. Selain itu superheated
steam bertujuan untuk homogenisasi senyawa asam fosfat (H3PO4) dengan gum-
gum yang terdapat dalam bahan baku. Dengan menggunakan pompa (A01-P03)
keluaran mixer dialirkan menuju (A01-M02). Di dalam mixer (A01-M02) terjadi
proses bleaching pada suhu 110 oC dengan bahan tambahan bleaching earth
sebanyak 0,3% – 1,2% dari laju alir minyak yang dipindah dari gudang (A01-
G01) menggunakan belt conveyor (A01-BC01) dan hopper (A01-H01). Tahap
bleaching bertujuan untuk pemisahan pigmen yang terkandung dalam minyak
menggunakan bahan aktif sehingga warna minyak menjadi lebih cerah. Bleaching
earth tersusun atas beberapa senyawa yaitu SiO2, Al2O3, air terikat, ion kalsium,
magnesium oksida, dan besi oksida. Suhu operasi dipertahankan 1100C dengan
menggunakan superheated steam 280 oC melalui koil pemanas.
19
Minyak hasil degumming dan bleaching dipompa (A01-P04) menuju tahap
penyaringan menggunakan filter (A01-F01) guna memisahkan asam fosfat yang
sudah mengikat gum dan bleaching earth yang sudah mengikat pigmen minyak.
Tipe filter yang digunakan adalah filter press plate and frame. Sludge hasil
penyaringan ditampung ke unit pengolahan limbah.
Produk filter dipompa menggunakan pompa (A01-P05) melewati fired
heater (A01-FR01) guna menaikkan suhu dari 110 oC sampai 332
oC sebelum
menuju reaktor hydrothreating (A02-R01) tipe single bed multitube. Bersamaan
dengan itu gas H2 97% tekanan 5.171 kPa dialirkan menggunakan kompresor
(A01-C01) dari tangki (A01-T01) ke dalam reaktor (A02-R02). Reaksi
hydrotreating mengubah trigliserida menjadi alkana rantai panjang fase gas pada
suhu 3320C, 5.171 kPa dengan menggunakan katalis UOP 1. Reaksi berlangsung
secara eksotermis selama 0,29 jam. Suhu optimum 332 oC dipertahankan dengan
mengalirkan pendingin Dowtherm A suhu 75 oC menggunakan pompa (AU-P08).
Keluaran reaktor (A02-R01) masuk ke reaktor hydrocracking (A01-R02) yang
akan mengalami proses lanjutan (reaksi hydrocracking) pada suhu 398 0C, 5.171
kPa dengan menggunakan katalis UOP 2. Reaksi ini mengubah alkana rantai
panjang menjadi bioavtur dan produk samping berupa biodiesel, nafta, off gas,
AGO, dan residu dalam bentuk gas. Tekanan produk keluaran reaktor diturunkan
dengan valve (A03-V01) dari 5.171 kPa menjadi 2.500 kPa dan suhunya
diturunkan menjadi 55 oC menggunakan heat exchanger (A03-HE01) dengan
media pendingin air laut. Campuran gas dipisahkan pada gas liquid separator
(A03-LSV01) pada suhu 55 oC. Air akan dialirkan ke unit pengolahan air, gas
20
digunakan untuk produksi listrik dengan daya 7,1 MW melalui gas turbin, dan
komponen cairan dialirkan dengan pompa (A03-P01) melewati fired heater (A03-
FR01) hingga mencapai suhu 343 oC. Sebelum masuk ke fired heater (A03-FR01)
tekanan umpan diturunkan dari 2.500 kPa menjadi 343 kPa menggunakan
expander valve. Kemudian umpan keluaran fired heater (A03-FR01) dialirkan ke
menara fraksinasi (A03-ADU01) untuk proses pemisahan yang beroperasi pada
tekanan 343 kPa suhu 343,3 oC. Di dalam menara fraksinasi (A03-ADU01) terjadi
pemisahan produk berupa nafta, bioavtur, biodiesel, atmosferic gas oil (AGO),
dan residu yang masing-masing akan disimpan di dalam tangki penyimpanan pada
suhu 35 oC tekanan atmosfer.
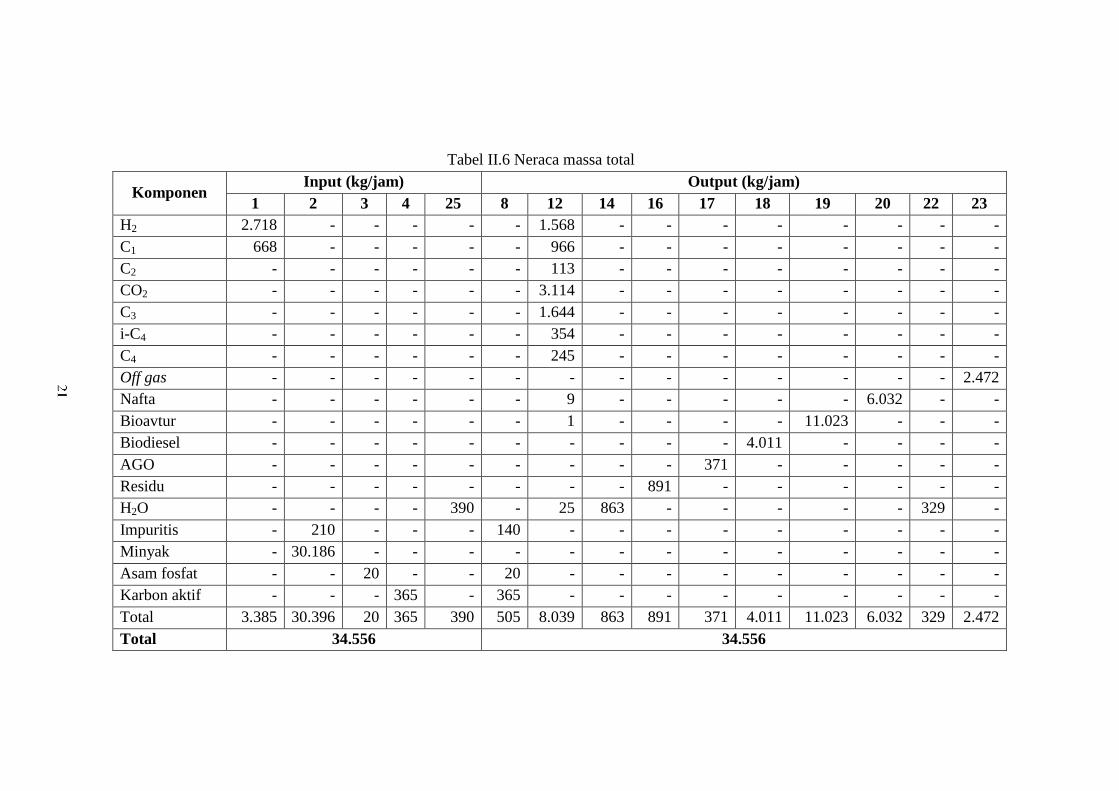
Dalam perhitungan neraca massa, dibutuhkan bahan baku CPO sebanyak
30.396 kg/jam dan 3.385 kg/jam hidrogen untuk produksi bioavtur sebanyak
11.023 kg/jam sehingga produk bioavtur dalam satu tahun mencapai 87.302 ton
atau setara dengan 666.000 barel/tahun. Neraca massa total dapat dilihat pada
Tabel II.5. Perhitungan neraca massa dan tabel neraca massa per alat dapat dilihat
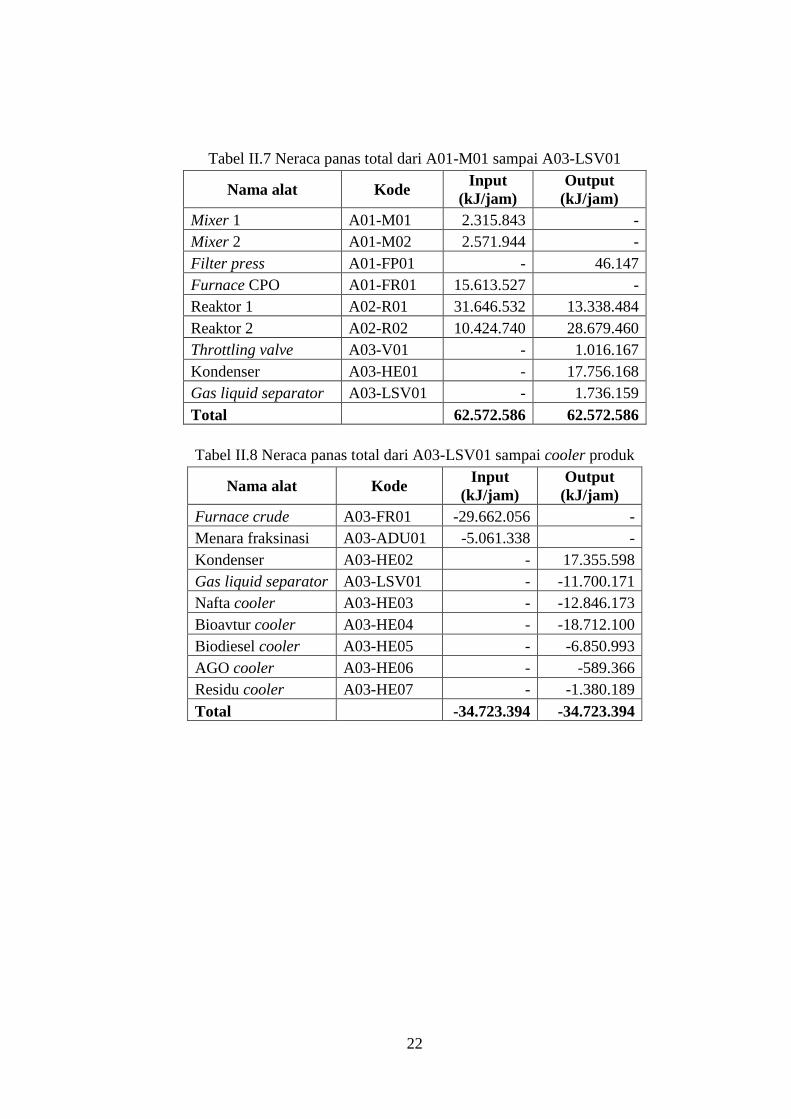
pada Lampiran B. Neraca panas total yang terdiri dari neraca panas sebelum
pemurnian (Tabel II.6) dan saat pemurnian (Tabel II.7 dan Tabel II.8).
Perhitungan neraca panas dan tabel neraca panas per alat dapat dilihat pada
Lampiran C
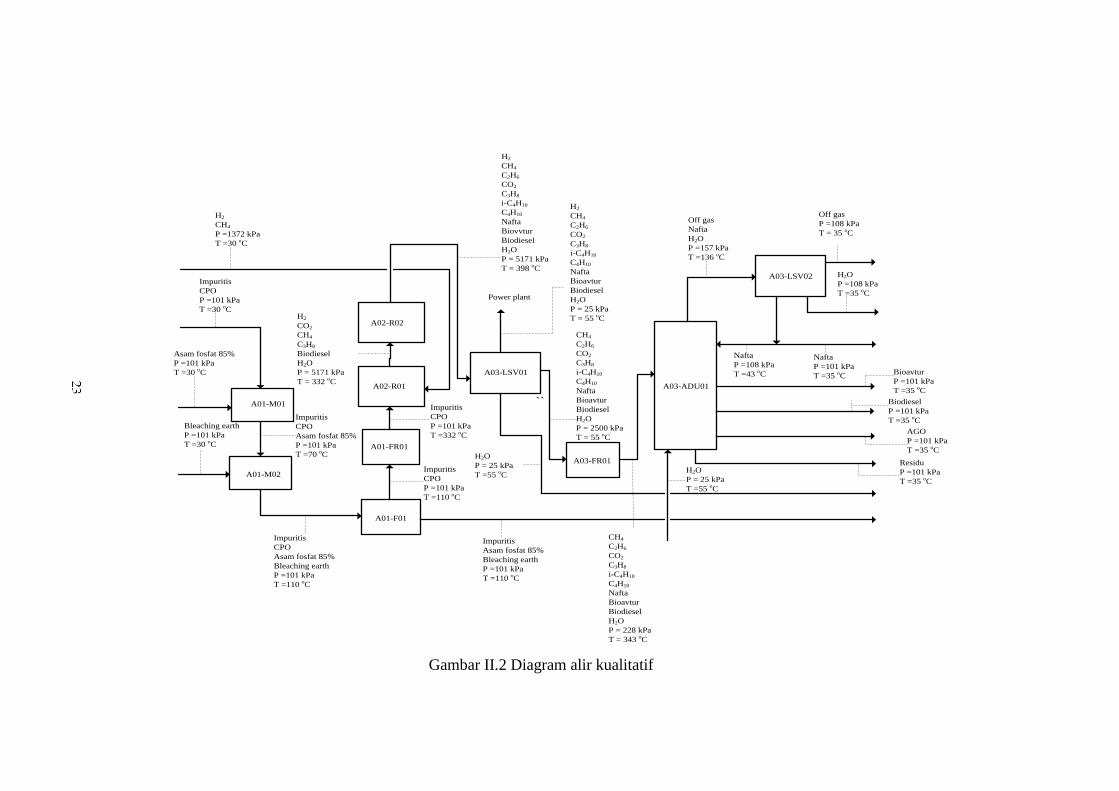
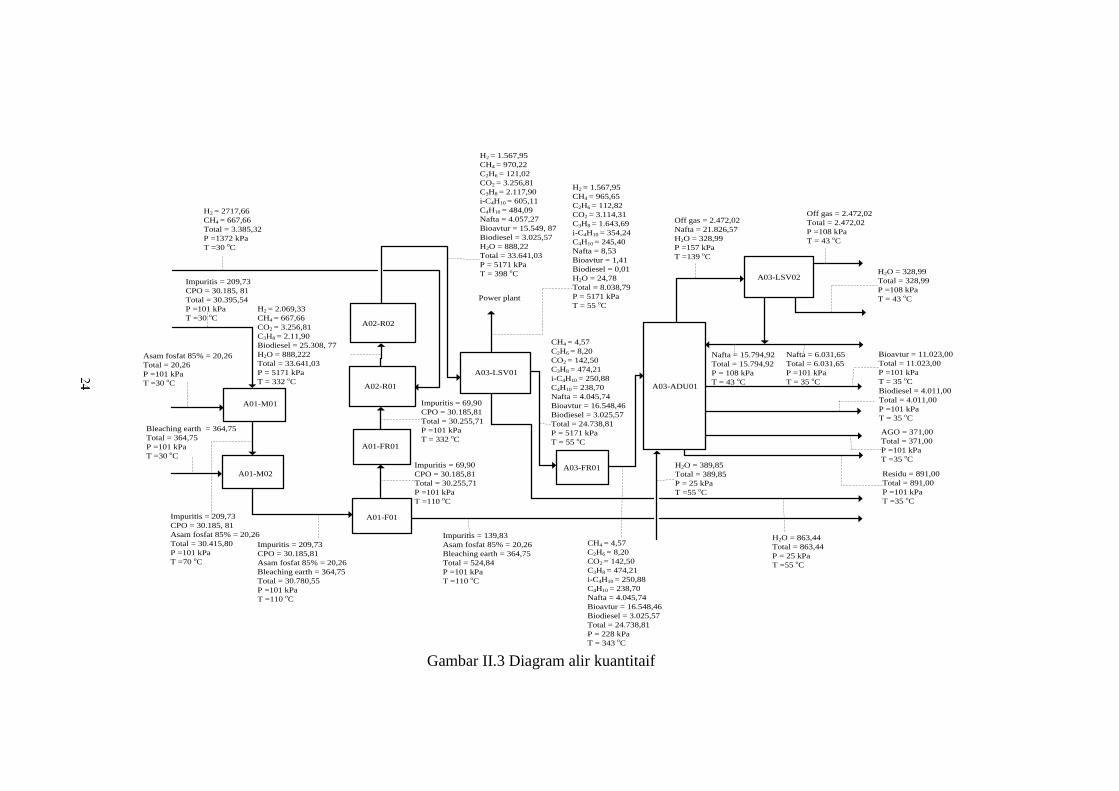
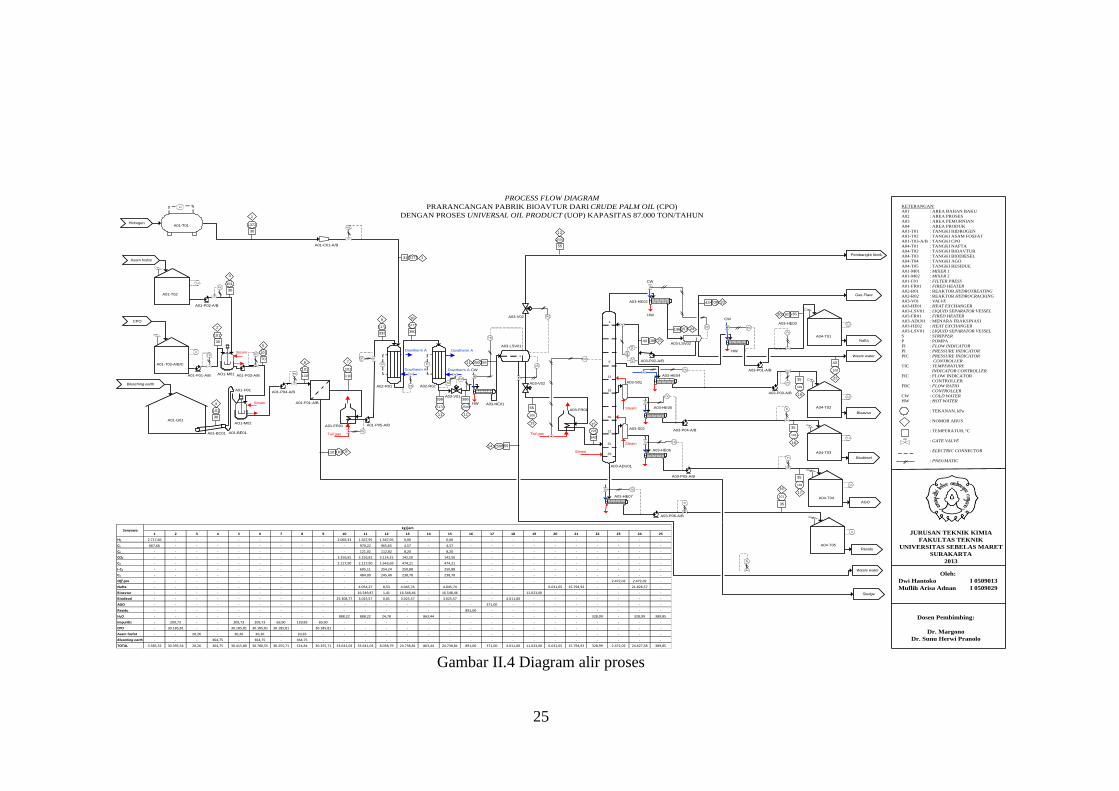
Diagram alir ada tiga macam, yaitu :
a. Diagram alir kualitatif (Gambar II.2)
b. Diagram alir kuantitatif (Gambar II.3)
c. Diagram alir proses (Gambar II.4)
21
Tabel II.6 Neraca massa total
Komponen Input (kg/jam) Output (kg/jam)
1 2 3 4 25 8 12 14 16 17 18 19 20 22 23
H2 2.718 - - - - - 1.568 - - - - - - - -
C1 668 - - - - - 966 - - - - - - - -
C2 - - - - - - 113 - - - - - - - -
CO2 - - - - - - 3.114 - - - - - - - -
C3 - - - - - - 1.644 - - - - - - - -
i-C4 - - - - - - 354 - - - - - - - -
C4 - - - - - - 245 - - - - - - - -
Off gas - - - - - - - - - - - - - - 2.472
Nafta - - - - - - 9 - - - - - 6.032 - -
Bioavtur - - - - - - 1 - - - - 11.023 - - -
Biodiesel - - - - - - - - - - 4.011 - - - -
AGO - - - - - - - - - 371 - - - - -
Residu - - - - - - - - 891 - - - - - -
H2O - - - - 390 - 25 863 - - - - - 329 -
Impuritis - 210 - - - 140 - - - - - - - - -
Minyak - 30.186 - - - - - - - - - - - - -
Asam fosfat - - 20 - - 20 - - - - - - - - -
Karbon aktif - - - 365 - 365 - - - - - - - - -
Total 3.385 30.396 20 365 390 505 8.039 863 891 371 4.011 11.023 6.032 329 2.472
Total 34.556 34.556
22
Tabel II.7 Neraca panas total dari A01-M01 sampai A03-LSV01
Nama alat Kode Input
(kJ/jam)
Output
(kJ/jam)
Mixer 1 A01-M01 2.315.843 -
Mixer 2 A01-M02 2.571.944 -
Filter press A01-FP01 - 46.147
Furnace CPO A01-FR01 15.613.527 -
Reaktor 1 A02-R01 31.646.532 13.338.484
Reaktor 2 A02-R02 10.424.740 28.679.460
Throttling valve A03-V01 - 1.016.167
Kondenser A03-HE01 - 17.756.168
Gas liquid separator A03-LSV01 - 1.736.159
Total 62.572.586 62.572.586
Tabel II.8 Neraca panas total dari A03-LSV01 sampai cooler produk
Nama alat Kode Input
(kJ/jam)
Output
(kJ/jam)
Furnace crude A03-FR01 -29.662.056 -
Menara fraksinasi A03-ADU01 -5.061.338 -
Kondenser A03-HE02 - 17.355.598
Gas liquid separator A03-LSV01 - -11.700.171
Nafta cooler A03-HE03 - -12.846.173
Bioavtur cooler A03-HE04 - -18.712.100
Biodiesel cooler A03-HE05 - -6.850.993
AGO cooler A03-HE06 - -589.366
Residu cooler A03-HE07 - -1.380.189
Total -34.723.394 -34.723.394
23
H2
CH4
P =1372 kPa
T =30 oC
Bleaching earth
P =101 kPa
T =30 oC
Power plant
A01-M01
A01-M02
A01-F01
A01-FR01
A03-LSV01
A02-R01
A02-R02
A03-FR01
A03-ADU01
A03-LSV02Impuritis
CPO
P =101 kPa
T =30 oC
Asam fosfat 85%
P =101 kPa
T =30 oC
Impuritis
CPO
Asam fosfat 85%
Bleaching earth
P =101 kPa
T =110 oC
Impuritis
Asam fosfat 85%
Bleaching earth
P =101 kPa
T =110 oC
Impuritis
CPO
P =101 kPa
T =110 oC
H2
CO2
CH4
C3H8
Biodiesel
H2O
P = 5171 kPa
T = 332 oC
Impuritis
CPO
Asam fosfat 85%
P =101 kPa
T =70 oC
Impuritis
CPO
P =101 kPa
T =332 oC
H2
CH4
C2H6
CO2
C3H8
i-C4H10
C4H10
Nafta
Biovvtur
Biodiesel
H2O
P = 5171 kPa
T = 398 oC
H2
CH4
C2H6
CO2
C3H8
i-C4H10
C4H10
Nafta
Bioavtur
Biodiesel
H2O
P = 25 kPa
T = 55 oC
H2O
P = 25 kPa
T =55 oC
CH4
C2H6
CO2
C3H8
i-C4H10
C4H10
Nafta
Bioavtur
Biodiesel
H2O
P = 2500 kPa
T = 55 oC
CH4
C2H6
CO2
C3H8
i-C4H10
C4H10
Nafta
Bioavtur
Biodiesel
H2O
P = 228 kPa
T = 343 oC
H2O
P = 25 kPa
T =55 oC
Off gas
Nafta
H2O
P =157 kPa
T =136 oC
Off gas
P =108 kPa
T = 35 oC
H2O
P =108 kPa
T =35 oC
Nafta
P =108 kPa
T =43 oC
Nafta
P =101 kPa
T =35 oCBioavtur
P =101 kPa
T =35 oC
Biodiesel
P =101 kPa
T =35 oC
AGO
P =101 kPa
T =35 oC
Residu
P =101 kPa
T =35 oC
``
Gambar II.2 Diagram alir kualitatif
24
H2 = 2717,66
CH4 = 667,66
Total = 3.385,32
P =1372 kPa
T =30 oC
Bleaching earth = 364,75
Total = 364,75
P =101 kPa
T =30 oC
Power plant
A01-M01
A01-M02
A01-F01
A01-FR01
A03-LSV01
A02-R01
A02-R02
A03-FR01
A03-ADU01
A03-LSV02Impuritis = 209,73
CPO = 30.185, 81
Total = 30.395,54
P =101 kPa
T =30 oC
Asam fosfat 85% = 20,26
Total = 20,26
P =101 kPa
T =30 oC
Impuritis = 209,73
CPO = 30.185,81
Asam fosfat 85% = 20,26
Bleaching earth = 364,75
Total = 30.780,55
P =101 kPa
T =110 oC
Impuritis = 139,83
Asam fosfat 85% = 20,26
Bleaching earth = 364,75
Total = 524,84
P =101 kPa
T =110 oC
Impuritis = 69,90
CPO = 30.185,81
Total = 30.255,71
P =101 kPa
T =110 oC
H2 = 2.069,33
CH4 = 667,66
CO2 = 3.256,81
C3H8 = 2.11,90
Biodiesel = 25.308, 77
H2O = 888,222
Total = 33.641,03
P = 5171 kPa
T = 332 oC
Impuritis = 209,73
CPO = 30.185, 81
Asam fosfat 85% = 20,26
Total = 30.415,80
P =101 kPa
T =70 oC
Impuritis = 69,90
CPO = 30.185,81
Total = 30.255,71
P =101 kPa
T = 332 oC
H2 = 1.567,95
CH4 = 970,22
C2H6 = 121,02
CO2 = 3.256,81
C3H8 = 2.117,90
i-C4H10 = 605,11
C4H10 = 484,09
Nafta = 4.057,27
Bioavtur = 15.549, 87
Biodiesel = 3.025,57
H2O = 888,22
Total = 33.641,03
P = 5171 kPa
T = 398 oC
H2 = 1.567,95
CH4 = 965,65
C2H6 = 112,82
CO2 = 3.114,31
C3H8 = 1.643,69
i-C4H10 = 354,24
C4H10 = 245,40
Nafta = 8,53
Bioavtur = 1,41
Biodiesel = 0,01
H2O = 24,78
Total = 8.038,79
P = 5171 kPa
T = 55 oC
H2O = 863,44
Total = 863,44
P = 25 kPa
T =55 oC
CH4 = 4,57
C2H6 = 8,20
CO2 = 142,50
C3H8 = 474,21
i-C4H10 = 250,88
C4H10 = 238,70
Nafta = 4.045,74
Bioavtur = 16.548,46
Biodiesel = 3.025,57
Total = 24.738,81
P = 5171 kPa
T = 55 oC
CH4 = 4,57
C2H6 = 8,20
CO2 = 142,50
C3H8 = 474,21
i-C4H10 = 250,88
C4H10 = 238,70
Nafta = 4.045,74
Bioavtur = 16.548,46
Biodiesel = 3.025,57
Total = 24.738,81
P = 228 kPa
T = 343 oC
H2O = 389,85
Total = 389,85
P = 25 kPa
T =55 oC
Off gas = 2.472,02
Nafta = 21.826,57
H2O = 328,99
P =157 kPa
T =139 oC
Off gas = 2.472,02
Total = 2.472,02
P =108 kPa
T = 43 oC
H2O = 328,99
Total = 328,99
P =108 kPa
T = 43 oC
Nafta = 15.794,92
Total = 15.794,92
P = 108 kPa
T = 43 oC
Nafta = 6.031,65
Total = 6.031,65
P =101 kPa
T = 35 oC
Bioavtur = 11.023,00
Total = 11.023,00
P =101 kPa
T = 35 oC
Biodiesel = 4.011,00
Total = 4.011,00
P =101 kPa
T = 35 oC
AGO = 371,00
Total = 371,00
P =101 kPa
T =35 oC
Residu = 891,00
Total = 891,00
P =101 kPa
T =35 oC
Gambar II.3 Diagram alir kuantitaif
25
Gambar II.4 Diagram alir proses
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
2013
Oleh:
Dwi Hantoko I 0509013
Muflih Arisa Adnan I 0509029
Dosen Pembimbing:
Dr. Margono
Dr. Sunu Herwi Pranolo
KETERANGAN:
A01 : AREA BAHAN BAKU
A02 : AREA PROSES
A03 : AREA PEMURNIAN
A04 : AREA PRODUK
A01-T01 : TANGKI HIDROGEN
A01-T02 : TANGKI ASAM FOSFAT
A01-T03-A/B : TANGKI CPO
A04-T01 : TANGKI NAFTA
A04-T02 : TANGKI BIOAVTUR
A04-T03 : TANGKI BIODIESEL
A04-T04 : TANGKI AGO
A04-T05 : TANGKI RESIDUE
A01-M01 : MIXER 1
A01-M02 : MIXER 2
A01-F01 : FILTER PRESS
A01-FR01 : FIRED HEATER
A02-R01 : REAKTOR HYDROTREATING
A02-R02 : REAKTOR HYDROCRACKING
A03-V01 : VALVE
A03-HE01 : HEAT EXCHANGER
A03-LSV01 : LIQUID SEPARATOR VESSEL
A03-FR01 : FIRED HEATER
A03-ADU01 : MENARA FRAKSINASI
A03-HE02 : HEAT EXCHANGER
A03-LSV01 : LIQUID SEPARATOR VESSEL
S : STRIPPER
P : POMPA
FI : FLOW INDICATOR
PI : PRESSURE INDICATOR
PIC : PRESSURE INDICATOR
CONTROLLER
TIC : TEMPERATURE
INDICATOR CONTROLLER
FIC : FLOW INDICATOR
CONTROLLER
FRC : FLOW RATIO
CONTROLLER
CW : COLD WATER
HW : HOT WATER
: TEKANAN, kPa
: NOMOR ARUS
: TEMPERATUR, ºC
: GATE VALVE
: ELECTRIC CONNECTOR
: PNEUMATIC
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
H2 2.717,66 - - - - - - - - 2.069,33 1.567,95 1.567,95 0,00 - 0,00 - - - - - - - - - -
C1 667,66 - - - - - - - - - 970,22 965,65 4,57 - 4,57 - - - - - - - - - -
C2 - - - - - - - - - - 121,02 112,82 8,20 - 8,20 - - - - - - - - - -
CO2 - - - - - - - - - 3.256,81 3.256,81 3.114,31 142,50 - 142,50 - - - - - - - - - -
C3 - - - - - - - - - 2.117,90 2.117,90 1.643,69 474,21 - 474,21 - - - - - - - - - -
i-C4 - - - - - - - - - - 605,11 354,24 250,88 - 250,88 - - - - - - - - - -
C4 - - - - - - - - - - 484,09 245,40 238,70 - 238,70 - - - - - - - - - -
Off gas - - - - - - - - - - - - - - - - - - - - - 2.472,02 2.472,02 -
Nafta - - - - - - - - - - 4.054,27 8,53 4.045,74 - 4.045,74 - - - 6.031,65 15.794,92 - - 21.826,57 -
Bioavtur - - - - - - - - - - 16.549,87 1,41 16.548,46 - 16.548,46 - - - 11.023,00 - - - - - -
Biodiesel - - - - - - - - - 25.308,77 3.025,57 0,01 3.025,57 - 3.025,57 - - 4.011,00 - - - - - - -
AGO - - - - - - - - - - - - - - - - 371,00 - - - - - - - -
Residu - - - - - - - - - - - - - - - 891,00 - - - - - - - - -
H2O - - - - - - - - - 888,22 888,22 24,78 - 863,44 - - - - - - - 328,99 - 328,99 389,85
Impuritis - 209,73 - - 209,73 209,73 69,90 139,83 69,90 - - - - - - - - - - - - - - - -
CPO - 30.185,81 - - 30.185,81 30.185,81 30.185,81 - 30.185,81 - - - - - - - - - - - - - - - -
Asam fosfat - - 20,26 - 20,26 20,26 - 20,26 - - - - - - - - - - - - - - - - -
Bleaching earth - - - 364,75 - 364,75 - 364,75 - - - - - - - - - - - - - - - - -
TOTAL 3.385,32 30.395,54 20,26 364,75 30.415,80 30.780,55 30.255,71 524,84 30.255,71 33.641,03 33.641,03 8.038,79 24.738,81 863,44 24.738,81 891,00 371,00 4.011,00 11.023,00 6.031,65 15.794,92 328,99 2.472,02 24.627,58 389,85
Senyawakg/jam
Nafta
Waste water
AGO
Residu
Gas Flare
Pembangkit listrik
Bioavtur
Waste water
Bleaching earth
PI
PIPI
Asam fosfat
CPO
A01-T02
A01-T03-A/B/C
A01-F01-A/B
A01-P03-A/B
A01-P02-A/B
A01-P01-A/B
A01-P04-A/B
A01-C01-A/B
Hidrogen
A03-ADU01
A03-LSV02
A03-P02-A/B
A04-T01
A04-T03
Biodiesel
LI
LI
FIC FIC
FIC
3
30
101
1
30
1372
PIC
CW
HW
LIC
FIC
FIC
FR
C
131 5171
TIC
Dowtherm A
TIC
Dowtherm A
8110 101
Dowtherm A
Dowtherm A
PIC
FI
A03-P04-A/B
FI
A03-P05-A/B
FI
FIC
6
101
110
9
5171
332
101
7
110
10
5171
380
5171
11
398
A01-P05-A/B
FIC
A03-V01
2500
11
386
A03-HE01
A02-R01 A02-R02
A03-LSV01
A03-S01
A03-S02
5
101
70
2
30
101
A01-FR01
A03-FR01
HW
A04-T04
A04-T05
A04-T02
A03-P03-A/B
A03-P06-A/B
FI
Steam
Steam
Steam
TIC
TIC
TIC
TIC
HW
CW
TIC
AO1-M01
A01-BE01
A01-G01
A01-BC01
A01-H01
4
101
30
AO1-M02
CW
LI
LI
LI
LI
LI
Steam
TIC
PIC
300
13
55
12
2500
55
2343 108
24136 157
20 35101
2143 108
108
22
43
101
19
35
101
16
35
101
17
35
101
18
35
14 552500
A01-T01
A03-HE02
A03-HE03
A03-HE07
A03-HE06
A03-HE04
A03-HE05
A03-V02
PROCESS FLOW DIAGRAM
PRARANCANGAN PABRIK BIOAVTUR DARI CRUDE PALM OIL (CPO)
DENGAN PROSES UNIVERSAL OIL PRODUCT (UOP) KAPASITAS 87.000 TON/TAHUN
A03-P01-A/B
FI
Steam
Tail gasTail gas
25
21
20
15
14
9
1
29
15
228
343
Sludge
FI
11 552500LIC
A03-V02 PIC
TIC
26
II.4 Lay Out Pabrik dan Peralatan
II.4.1 Lay Out Pabrik
Tata letak pabrik adalah susunan penempatan seluruh bagian pabrik,
meliputi tempat kerja alat, tempat kerja karyawan, tempat penyimpanan barang,
tempat penyediaan sarana utilitas, dan sarana lain bagi pabrik. Beberapa faktor
perlu diperhatikan dalam penentuan tata letak pabrik, antara lain adalah
pertimbangan ekonomis (biaya konstruksi dan operasi), kebutuhan proses,
pemeliharaan keselamatan, perluasan di masa mendatang. Bangunan pabrik
meliputi area proses, area tempat penyimpanan bahan baku dan produk, area
utilitas, bengkel mekanik untuk pemeliharaan, gudang untuk pemeliharaan dan
plant supplies, ruang kontrol, unit pemadam kebakaran, kantor administrasi, area
parkir, dan taman.
Pengaturan letak peralatan proses pabrik harus dirancang seefisien
mungkin. Peletakan alat–alat proses harus sebaik mungkin sehingga memberikan
biaya kontruksi dengan operasi minimal. Biaya kontruksi dapat diminimalkan
dengan mengatur letak alat sehingga menghasilkan pemipaan terpendek dan
membutuhkan bahan kontruksi paling sedikit. Peletakan alat harus memberikan
ruangan cukup bagi masing–masing alat agar dapat beroperasi dengan baik
dengan distribusi utilitas mudah. Peralatan membutuhkan perhatian lebih dari
operator harus diletakkan dekat control room. Tempat pengambilan sampel, valve,
dan instrumen harus diletakkan pada ketinggian tertentu sehingga mudah
dijangkau oleh operator. Peletakan alat proses harus memperhatikan ruangan
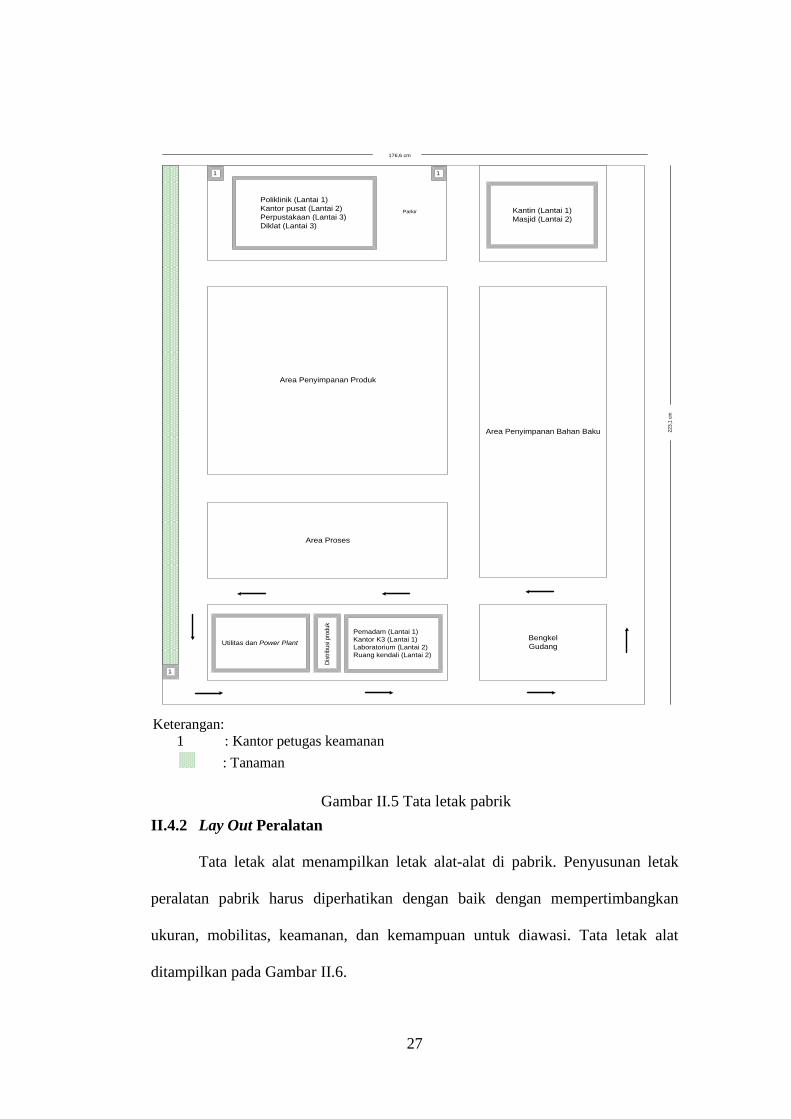
untuk perawatan. Gambar tata letak pabrik dapat dilihat pada Gambar II.5.
27
Office
14 sq m
Poliklinik (Lantai 1)
Kantor pusat (Lantai 2)
Perpustakaan (Lantai 3)
Diklat (Lantai 3)
Kantin (Lantai 1)
Masjid (Lantai 2)Parkir
Area Penyimpanan Produk
Area Penyimpanan Bahan Baku
Area Proses
Bengkel
Gudang
Pemadam (Lantai 1)
Kantor K3 (Lantai 1)
Laboratorium (Lantai 2)
Ruang kendali (Lantai 2)
Utilitas dan Power Plant
Dis
trib
usi
pro
du
k
1
1 1
176,6 cm
22
3,1
cm
II.4.2 Lay Out Peralatan
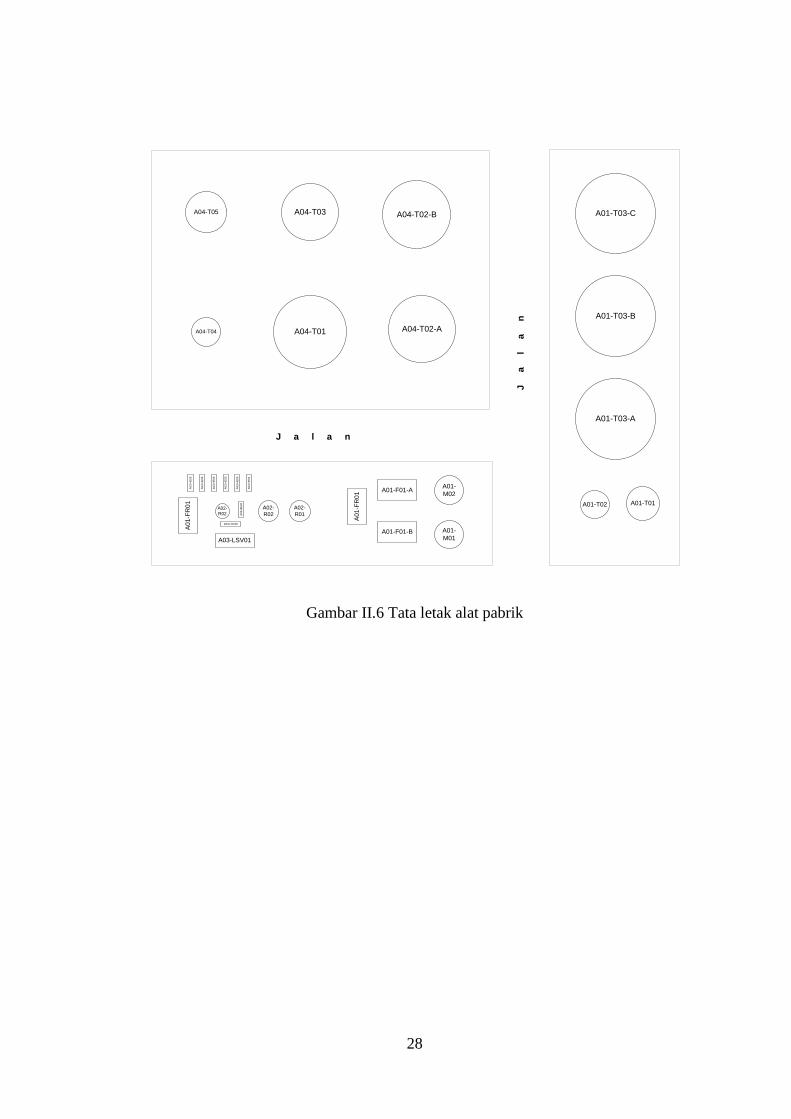
Tata letak alat menampilkan letak alat-alat di pabrik. Penyusunan letak
peralatan pabrik harus diperhatikan dengan baik dengan mempertimbangkan
ukuran, mobilitas, keamanan, dan kemampuan untuk diawasi. Tata letak alat
ditampilkan pada Gambar II.6.
Keterangan:
1 : Kantor petugas keamanan
: Tanaman
Gambar II.5 Tata letak pabrik
28
A01-T03-C
A01-T02 A01-T01
A01-T03-B
A01-T03-A
A01-
M02
A01-
M01
A01-F01-A
A01-F01-B
A0
1-F
R0
1
A02-
R01
A02-
R02
A03-LSV01
A02-
R02
A03-LSV02
A0
1-F
R0
1
A0
3-H
E0
2
A0
3-H
E0
1
A0
3-H
E0
5
A0
3-H
E0
3
A0
3-H
E0
5
A0
3-H
E0
5
A0
3-H
E0
5
A04-T05
A04-T04
A04-T03
A04-T01 A04-T02-A
A04-T02-B
J a l a n
J a
l a
n
Gambar II.6 Tata letak alat pabrik
29
BAB III SPESIFIKASI PERALATAN PROSES
BAB III
SPESIFIKASI ALAT PROSES
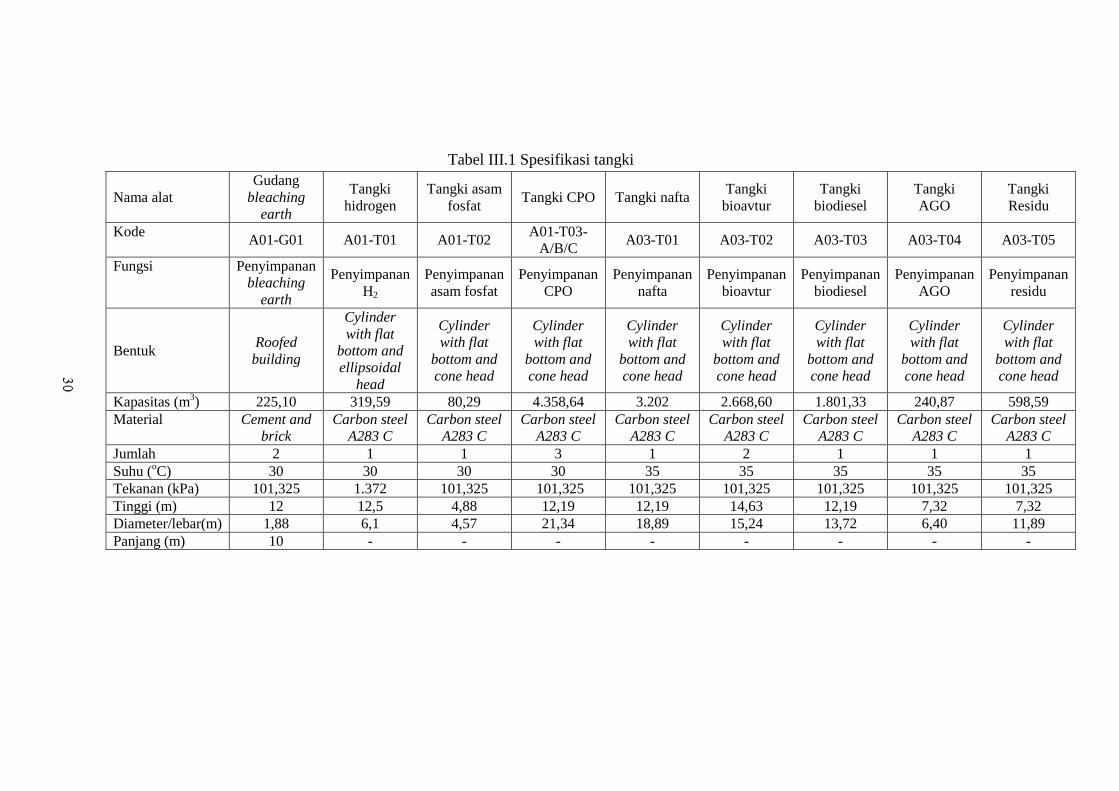
Spesifikasi alat proses terdiri dari gudang, tangki bahan baku, tangki
penyimpanan produk, mixer, filter press, fired heater, reaktor, gas liquid
separator, menara fraksinasi, dan beberapa alat pendukung seperti heat
exchanger, pompa. Alat–alat tersebut merupakan peralatan proses dengan tugas
masing-masing. Mixer digunakan untuk tahap penyiapan bahan baku meliputi
proses degumming dan bleaching. Sludge yang dihasilkan dari proses degumming
dan bleaching dipisahkan dengan filter press yang akan dialirkan ke unit
pengolahan limbah (UPL). Reaktor (single bed multitube) terdiri dari 2 unit, unit
pertama digunakan reaksi hydrotreating yaitu mereaksikan CPO dan gas hidrogen
dengan katalis UOP 1 menjadi alkana rantai lurus (biodiesel). Produk reaktor
pertama akan mengalami tahap reaksi lanjutan (hydrocracking) di dalam reaktor
kedua dengan katalis UOP 2. Produk samping berupa hidrokarbon rantai pendek
berfase gas dan air tergenerasi pada hasil keluaran reaktor kedua dipisahkan
menggunakan gas liquid separator. Gas digunakan untuk produksi listrik melalui
turbin gas. Air dialirkan ke Unit Pengolahan Limbah (UPL). Produk utama keluar
gas liquid separator kemudian dimurnikan menggunakan menara fraksinasi
sehingga didapatkan produk murni berupa biavtur, biodiesel, nafta, AGO, residu.
Spesifikasi alat utama pada pabrik ini ditampilkan pada Tabel III.1 s.d Tabel III.8.
30
Tabel III.1 Spesifikasi tangki
Nama alat
Gudang
bleaching
earth
Tangki
hidrogen
Tangki asam
fosfat Tangki CPO Tangki nafta
Tangki
bioavtur
Tangki
biodiesel
Tangki
AGO
Tangki
Residu
Kode A01-G01 A01-T01 A01-T02
A01-T03-
A/B/C A03-T01 A03-T02 A03-T03 A03-T04 A03-T05
Fungsi Penyimpanan
bleaching
earth
Penyimpanan
H2
Penyimpanan
asam fosfat
Penyimpanan
CPO
Penyimpanan
nafta
Penyimpanan
bioavtur
Penyimpanan
biodiesel
Penyimpanan
AGO
Penyimpanan
residu
Bentuk Roofed
building
Cylinder
with flat
bottom and
ellipsoidal
head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Cylinder
with flat
bottom and
cone head
Kapasitas (m3) 225,10 319,59 80,29
4.358,64 3.202 2.668,60 1.801,33
240,87 598,59
Material Cement and
brick
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Carbon steel
A283 C
Jumlah 2 1 1 3 1 2 1 1 1
Suhu (oC) 30 30 30 30 35 35 35 35 35
Tekanan (kPa) 101,325 1.372 101,325 101,325 101,325 101,325 101,325 101,325 101,325
Tinggi (m) 12 12,5 4,88 12,19 12,19 14,63 12,19 7,32 7,32
Diameter/lebar(m) 1,88 6,1 4,57 21,34 18,89 15,24 13,72 6,40 11,89
Panjang (m) 10 - - - - - - - -
31
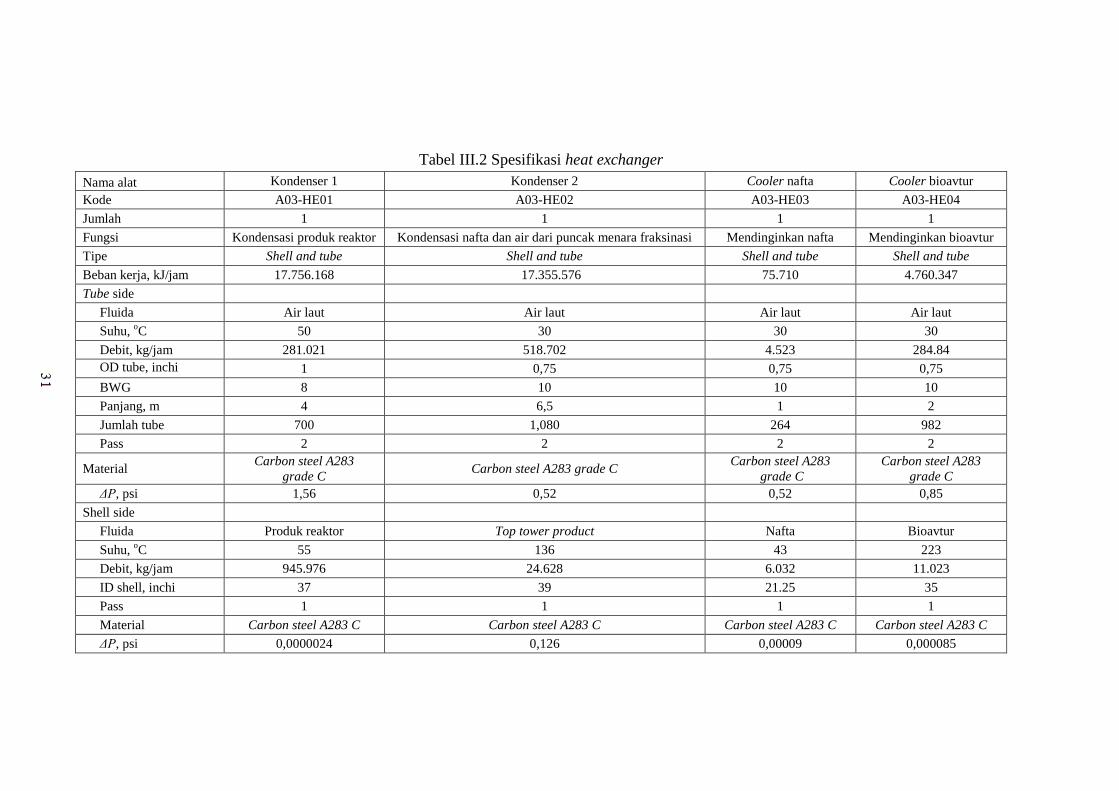
Tabel III.2 Spesifikasi heat exchanger
Nama alat Kondenser 1 Kondenser 2 Cooler nafta Cooler bioavtur
Kode A03-HE01 A03-HE02 A03-HE03 A03-HE04
Jumlah 1 1 1 1
Fungsi Kondensasi produk reaktor Kondensasi nafta dan air dari puncak menara fraksinasi Mendinginkan nafta Mendinginkan bioavtur
Tipe Shell and tube Shell and tube Shell and tube Shell and tube
Beban kerja, kJ/jam 17.756.168 17.355.576 75.710 4.760.347
Tube side
Fluida Air laut Air laut Air laut Air laut
Suhu, oC 50 30 30 30
Debit, kg/jam 281.021 518.702 4.523 284.84
OD tube, inchi 1 0,75 0,75 0,75
BWG 8 10 10 10
Panjang, m 4 6,5 1 2
Jumlah tube 700 1,080 264 982
Pass 2 2 2 2
Material Carbon steel A283
grade C Carbon steel A283 grade C
Carbon steel A283
grade C
Carbon steel A283
grade C
ΔP, psi 1,56 0,52 0,52 0,85
Shell side
Fluida Produk reaktor Top tower product Nafta Bioavtur
Suhu, oC 55 136 43 223
Debit, kg/jam 945.976 24.628 6.032 11.023
ID shell, inchi 37 39 21.25 35
Pass 1 1 1 1
Material Carbon steel A283 C Carbon steel A283 C Carbon steel A283 C Carbon steel A283 C
ΔP, psi 0,0000024 0,126 0,00009 0,000085
43
32
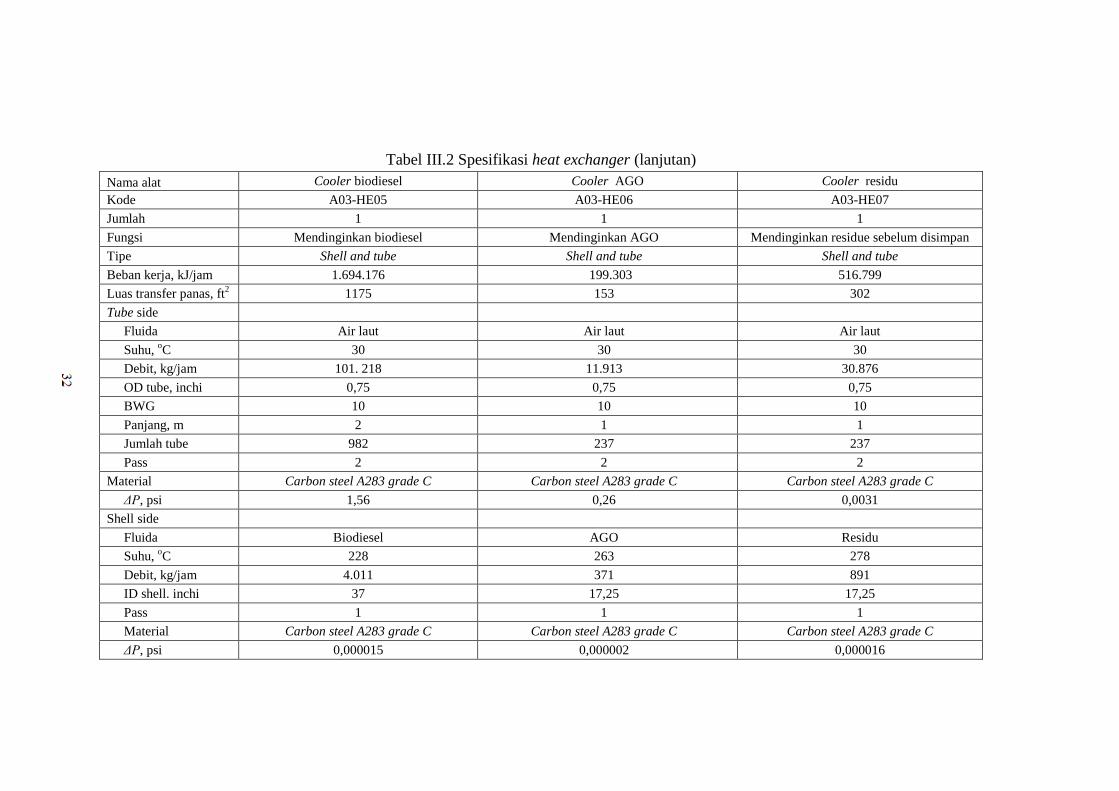
Tabel III.2 Spesifikasi heat exchanger (lanjutan)
Nama alat Cooler biodiesel Cooler AGO Cooler residu
Kode A03-HE05 A03-HE06 A03-HE07
Jumlah 1 1 1
Fungsi Mendinginkan biodiesel Mendinginkan AGO Mendinginkan residue sebelum disimpan
Tipe Shell and tube Shell and tube Shell and tube
Beban kerja, kJ/jam 1.694.176 199.303 516.799
Luas transfer panas, ft2 1175 153 302
Tube side
Fluida Air laut Air laut Air laut
Suhu, oC 30 30 30
Debit, kg/jam 101. 218 11.913 30.876
OD tube, inchi 0,75 0,75 0,75
BWG 10 10 10
Panjang, m 2 1 1
Jumlah tube 982 237 237
Pass 2 2 2
Material Carbon steel A283 grade C Carbon steel A283 grade C Carbon steel A283 grade C
ΔP, psi 1,56 0,26 0,0031
Shell side
Fluida Biodiesel AGO Residu
Suhu, oC 228 263 278
Debit, kg/jam 4.011 371 891
ID shell. inchi 37 17,25 17,25
Pass 1 1 1
Material Carbon steel A283 grade C Carbon steel A283 grade C Carbon steel A283 grade C
ΔP, psi 0,000015 0,000002 0,000016
43
33
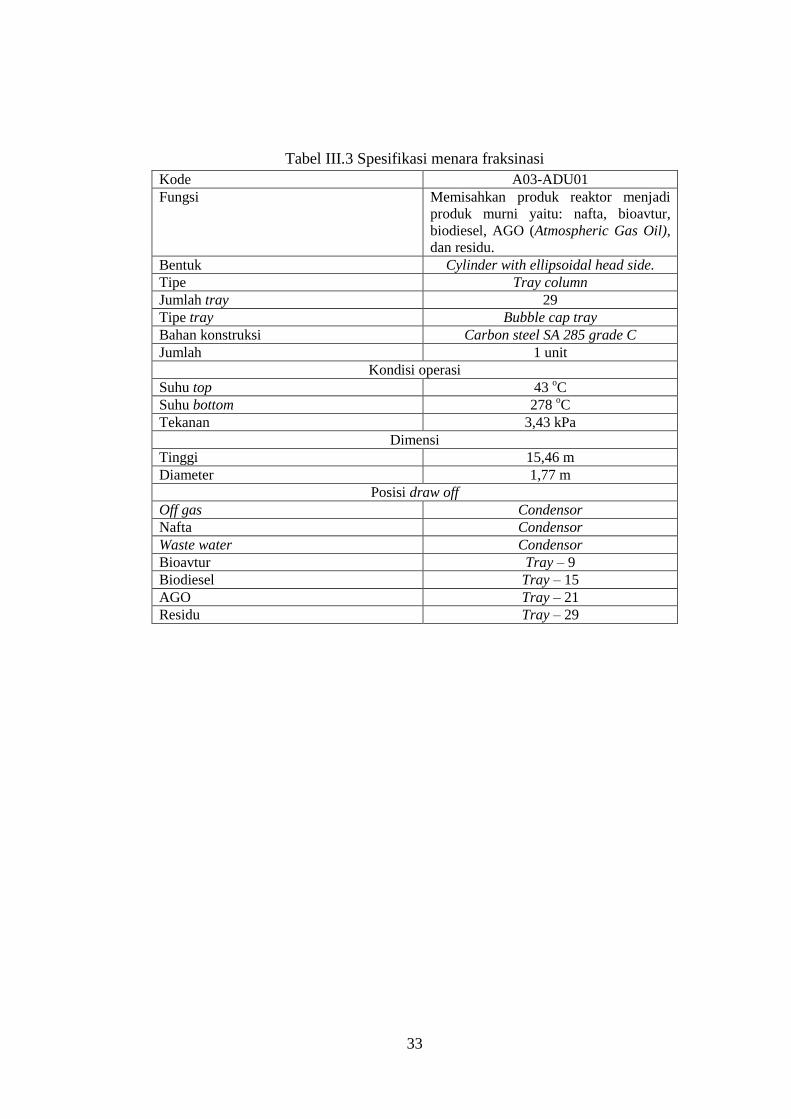
Tabel III.3 Spesifikasi menara fraksinasi
Kode A03-ADU01
Fungsi Memisahkan produk reaktor menjadi
produk murni yaitu: nafta, bioavtur,
biodiesel, AGO (Atmospheric Gas Oil),
dan residu.
Bentuk Cylinder with ellipsoidal head side.
Tipe Tray column
Jumlah tray 29
Tipe tray Bubble cap tray
Bahan konstruksi Carbon steel SA 285 grade C
Jumlah 1 unit
Kondisi operasi
Suhu top 43 oC
Suhu bottom 278 oC
Tekanan 3,43 kPa
Dimensi
Tinggi 15,46 m
Diameter 1,77 m
Posisi draw off
Off gas Condensor
Nafta Condensor
Waste water Condensor
Bioavtur Tray – 9
Biodiesel Tray – 15
AGO Tray – 21
Residu Tray – 29
34
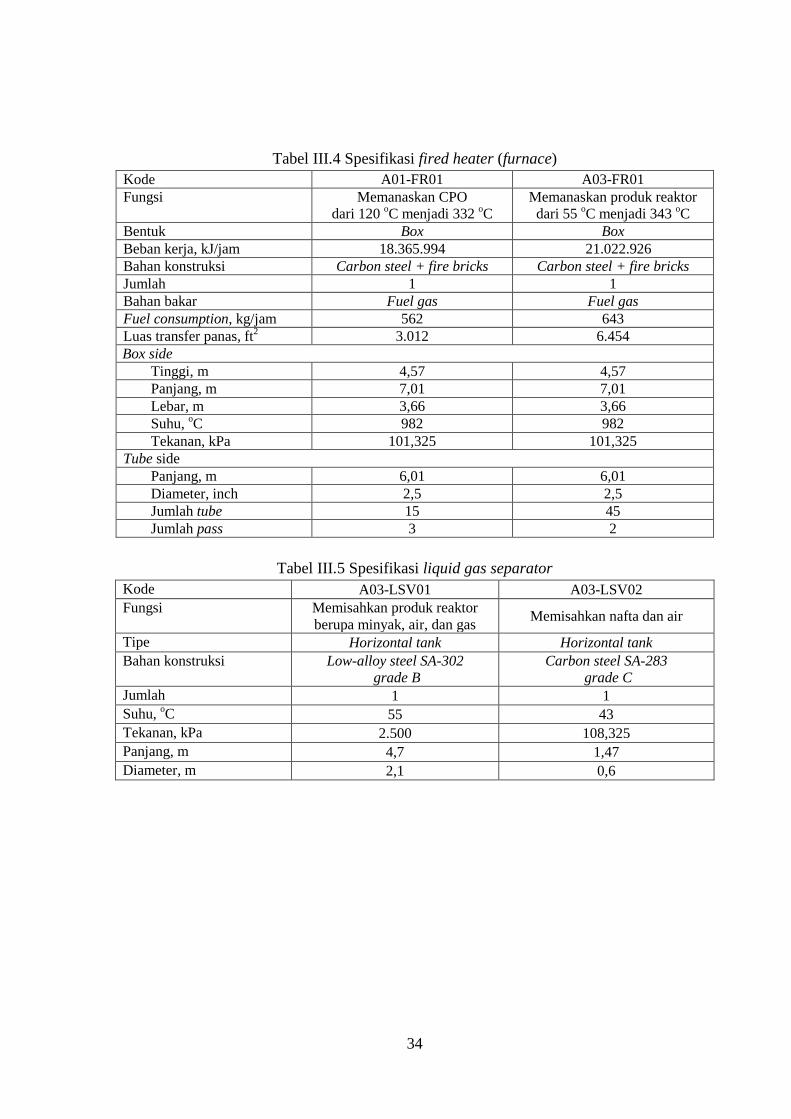
Tabel III.4 Spesifikasi fired heater (furnace)
Kode A01-FR01 A03-FR01
Fungsi Memanaskan CPO
dari 120 oC menjadi 332
oC
Memanaskan produk reaktor
dari 55 oC menjadi 343
oC
Bentuk Box Box
Beban kerja, kJ/jam 18.365.994
21.022.926
Bahan konstruksi Carbon steel + fire bricks Carbon steel + fire bricks
Jumlah 1 1
Bahan bakar Fuel gas Fuel gas
Fuel consumption, kg/jam 562 643
Luas transfer panas, ft2 3.012 6.454
Box side
Tinggi, m 4,57 4,57
Panjang, m 7,01 7,01
Lebar, m 3,66 3,66
Suhu, oC 982 982
Tekanan, kPa 101,325 101,325
Tube side
Panjang, m 6,01 6,01
Diameter, inch 2,5 2,5
Jumlah tube 15 45
Jumlah pass 3 2
Tabel III.5 Spesifikasi liquid gas separator
Kode A03-LSV01 A03-LSV02
Fungsi Memisahkan produk reaktor
berupa minyak, air, dan gas Memisahkan nafta dan air
Tipe Horizontal tank Horizontal tank
Bahan konstruksi Low-alloy steel SA-302
grade B
Carbon steel SA-283
grade C
Jumlah 1 1
Suhu, oC 55 43
Tekanan, kPa 2.500 108,325
Panjang, m 4,7 1,47
Diameter, m 2,1 0,6
35
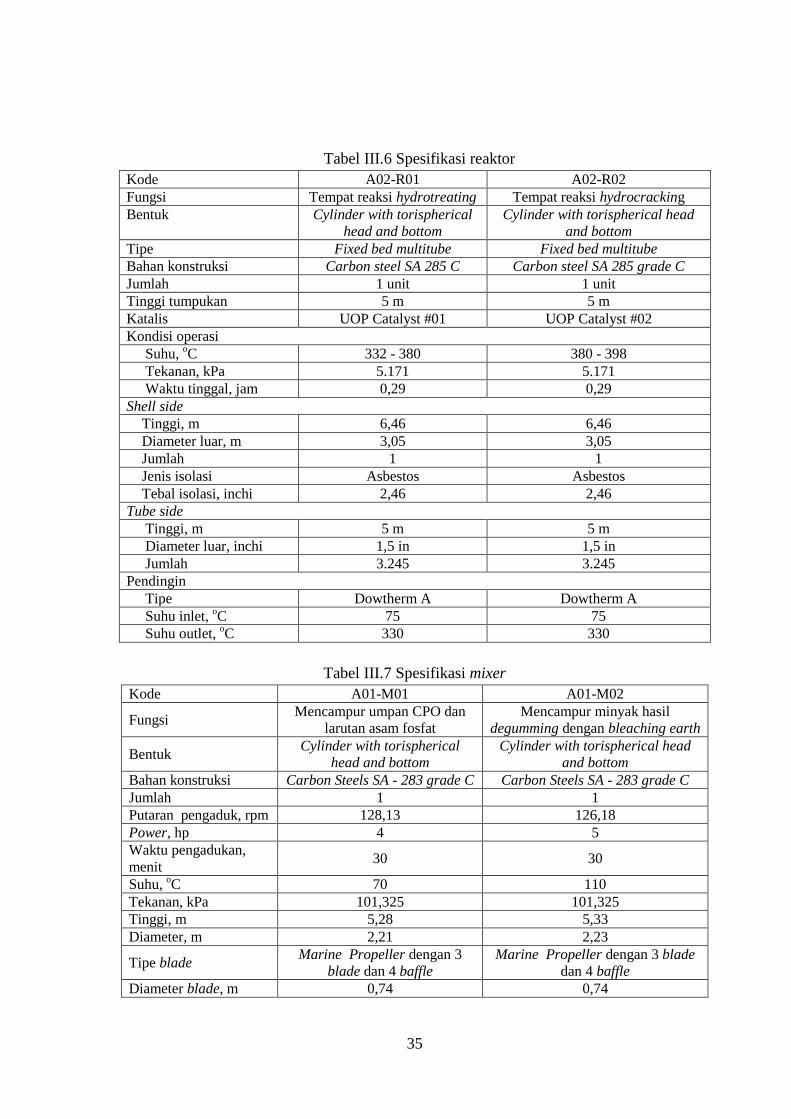
Tabel III.6 Spesifikasi reaktor
Kode A02-R01 A02-R02
Fungsi Tempat reaksi hydrotreating Tempat reaksi hydrocracking
Bentuk Cylinder with torispherical
head and bottom
Cylinder with torispherical head
and bottom
Tipe Fixed bed multitube Fixed bed multitube
Bahan konstruksi Carbon steel SA 285 C Carbon steel SA 285 grade C
Jumlah 1 unit 1 unit
Tinggi tumpukan 5 m 5 m
Katalis UOP Catalyst #01 UOP Catalyst #02
Kondisi operasi
Suhu, oC 332 - 380
380 - 398
Tekanan, kPa 5.171 5.171
Waktu tinggal, jam 0,29 0,29
Shell side
Tinggi, m 6,46 6,46
Diameter luar, m 3,05 3,05
Jumlah 1 1
Jenis isolasi Asbestos Asbestos
Tebal isolasi, inchi 2,46 2,46
Tube side
Tinggi, m 5 m 5 m
Diameter luar, inchi 1,5 in 1,5 in
Jumlah 3.245 3.245
Pendingin
Tipe Dowtherm A Dowtherm A
Suhu inlet, oC 75 75
Suhu outlet, oC 330 330
Tabel III.7 Spesifikasi mixer
Kode A01-M01 A01-M02
Fungsi Mencampur umpan CPO dan
larutan asam fosfat
Mencampur minyak hasil
degumming dengan bleaching earth
Bentuk Cylinder with torispherical
head and bottom
Cylinder with torispherical head
and bottom
Bahan konstruksi Carbon Steels SA - 283 grade C Carbon Steels SA - 283 grade C
Jumlah 1 1
Putaran pengaduk, rpm 128,13 126,18
Power, hp 4 5
Waktu pengadukan,
menit 30 30
Suhu, oC 70 110
Tekanan, kPa 101,325 101,325
Tinggi, m 5,28 5,33
Diameter, m 2,21 2,23
Tipe blade Marine Propeller dengan 3
blade dan 4 baffle
Marine Propeller dengan 3 blade
dan 4 baffle
Diameter blade, m 0,74 0,74
36
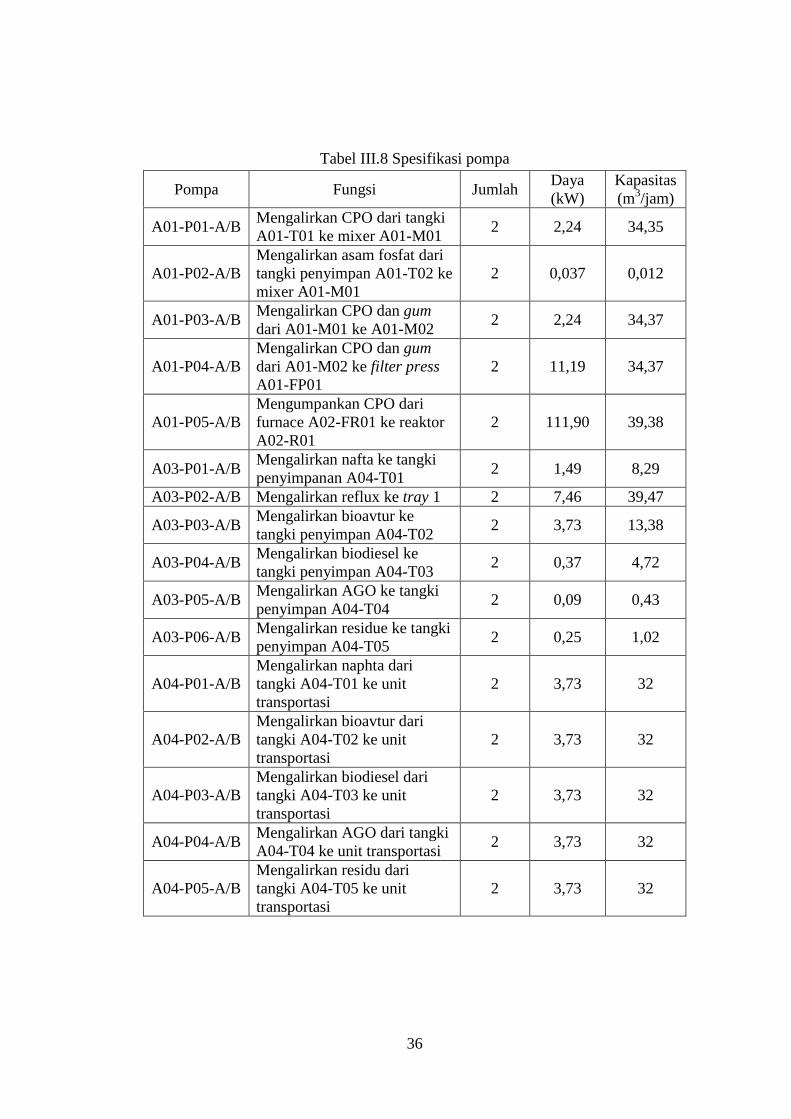
Tabel III.8 Spesifikasi pompa
Pompa Fungsi Jumlah Daya
(kW)
Kapasitas
(m3/jam)
A01-P01-A/B Mengalirkan CPO dari tangki
A01-T01 ke mixer A01-M01 2 2,24 34,35
A01-P02-A/B
Mengalirkan asam fosfat dari
tangki penyimpan A01-T02 ke
mixer A01-M01
2 0,037 0,012
A01-P03-A/B Mengalirkan CPO dan gum
dari A01-M01 ke A01-M02 2 2,24 34,37
A01-P04-A/B
Mengalirkan CPO dan gum
dari A01-M02 ke filter press
A01-FP01
2 11,19 34,37
A01-P05-A/B
Mengumpankan CPO dari
furnace A02-FR01 ke reaktor
A02-R01
2 111,90 39,38
A03-P01-A/B Mengalirkan nafta ke tangki
penyimpanan A04-T01 2 1,49 8,29
A03-P02-A/B Mengalirkan reflux ke tray 1 2 7,46 39,47
A03-P03-A/B Mengalirkan bioavtur ke
tangki penyimpan A04-T02 2 3,73 13,38
A03-P04-A/B Mengalirkan biodiesel ke
tangki penyimpan A04-T03 2 0,37 4,72
A03-P05-A/B Mengalirkan AGO ke tangki
penyimpan A04-T04 2 0,09 0,43
A03-P06-A/B Mengalirkan residue ke tangki
penyimpan A04-T05 2 0,25 1,02
A04-P01-A/B
Mengalirkan naphta dari
tangki A04-T01 ke unit
transportasi
2 3,73 32
A04-P02-A/B
Mengalirkan bioavtur dari
tangki A04-T02 ke unit
transportasi
2 3,73 32
A04-P03-A/B
Mengalirkan biodiesel dari
tangki A04-T03 ke unit
transportasi
2 3,73 32
A04-P04-A/B Mengalirkan AGO dari tangki
A04-T04 ke unit transportasi 2 3,73 32
A04-P05-A/B
Mengalirkan residu dari
tangki A04-T05 ke unit
transportasi
2 3,73 32
37
BAB IV UNIT PENDUKUNG PROSES DAN LABORATORIUM
BAB IV
UNIT PENDUKUNG PROSES DAN LABORATORIUM
Unit pendukung proses (utilitas) merupakan bagian penting penunjang
proses produksi. Utilitas yang tersedia di pabrik bioavtur adalah unit pengadaan
air (air proses, air pendingin, air konsumsi, dan air sanitasi), unit pengadaan
listrik, unit pengaddan udara tekan, dan unit pengadaan bahan bakar.
1. Unit pengadaan air
Unit ini bertugas menyediakan dan mengolah air untuk pemenuhan
kebutuhan air yang meliputi air pendingin, air proses (umpan boiler), air
konsumsi dan sanitasi
2. Unit pengadaan listrik
Unit ini bertugas menyediakan listrik sebagai tenaga penggerak untuk
peralatan proses, keperluan pengolahan air, peralatan–peralatan elektronik
atau listrik AC, maupun untuk penerangan. Listrik disuplai dari gas turbin
dan generator.
3. Unit pengadaan udara tekan
Unit ini bertugas menyediakan udara tekan untuk instrumentasi alat
kontrol
4. Unit pengadaan bahan bakar
Unit ini bertugas menyediakan bahan bakar untuk kebutuhan boiler, turbin
gas, dan generator.
38
IV.1 Unit Pengadaan Air
Pengadaan air untuk pabrik ini berasal dari laut Selat Malaka dan air tanah.
Air laut digunakan sebagai media pendingin pada kondenser, heat exchanger, dan
hydran. Tahapan pengolahan air laut hanya meliputi penyaringan kasar sekitar 20
m dari pompa, penyaringan halus pada jarak 5 m dari pompa tanpa memerlukan
pengolahan lebih lanjut karena spesifikasi alat telah disesuaikan. Air tanah
melewati pengolahan sebelum digunakan untuk umpan boiler, air konsumsi, dan
sanitasi.
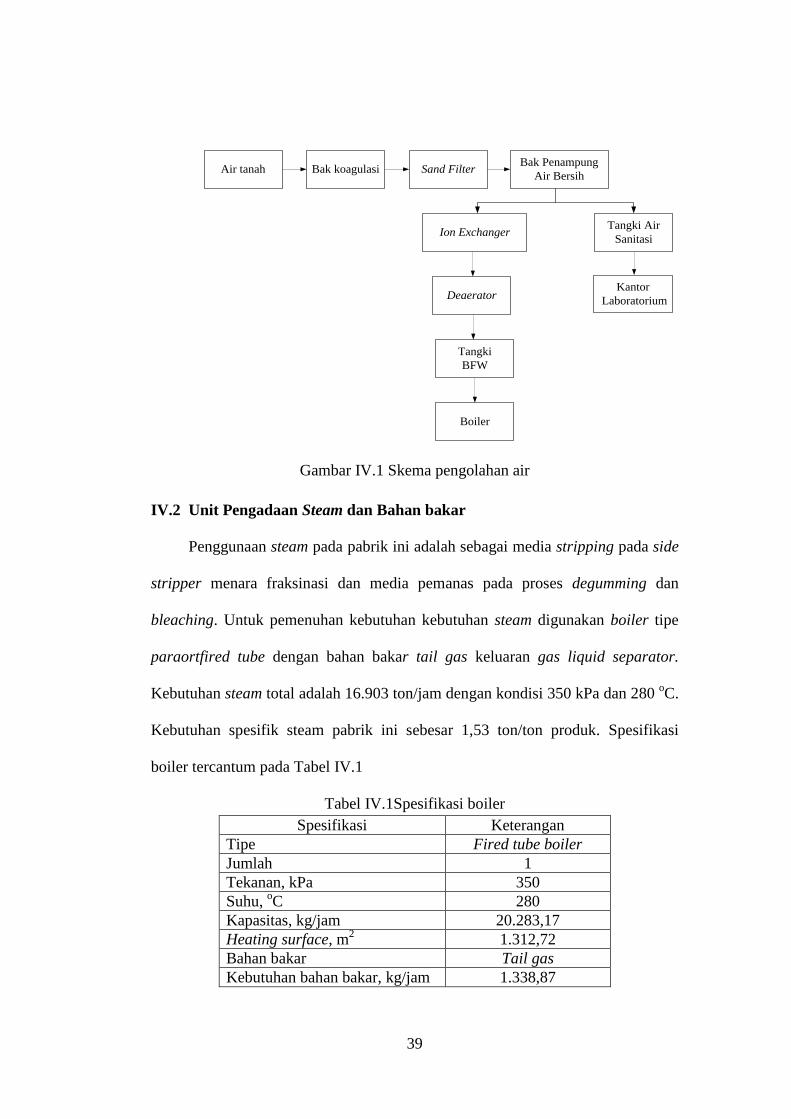
Tahapan pengolahan air tanah terlihat pada Gambar IV.1. Jumlah
kebutuhan total air pendingin pada alat penukar panas (kondenser, heat
exchanger, hydrant) sebesar 1.208.038 kg/jam sedangkan kebutuhan air umpan
boiler, air konsumsi dan sanitasi berturut-turut sebesar 24.340 kg/jam, 750,75
kg/jam. Penyediaan air disuplai oleh 9 buah single stage centrifugal pump dengan
bahan kontruksi comercial steel dan total daya 110, 66 kW efisiensi 85%.
39
Air tanah Bak koagulasi Sand FilterBak Penampung
Air Bersih
Tangki Air
SanitasiIon Exchanger
Deaerator
Boiler
Tangki
BFW
Kantor
Laboratorium
Gambar IV.1 Skema pengolahan air
IV.2 Unit Pengadaan Steam dan Bahan bakar
Penggunaan steam pada pabrik ini adalah sebagai media stripping pada side
stripper menara fraksinasi dan media pemanas pada proses degumming dan
bleaching. Untuk pemenuhan kebutuhan kebutuhan steam digunakan boiler tipe
paraortfired tube dengan bahan bakar tail gas keluaran gas liquid separator.
Kebutuhan steam total adalah 16.903 ton/jam dengan kondisi 350 kPa dan 280 oC.
Kebutuhan spesifik steam pabrik ini sebesar 1,53 ton/ton produk. Spesifikasi
boiler tercantum pada Tabel IV.1
Tabel IV.1Spesifikasi boiler
Spesifikasi Keterangan
Tipe Fired tube boiler
Jumlah 1
Tekanan, kPa 350
Suhu, oC 280
Kapasitas, kg/jam 20.283,17
Heating surface, m2 1.312,72
Bahan bakar Tail gas
Kebutuhan bahan bakar, kg/jam 1.338,87
40
IV.3 Unit Pengadaan Udara Tekan
Udara tekan digunakan untuk pengendalian proses pada kran 24 buah
control valve dengan kebutuhan udara tekan per valve 0,283 Nm3/menit
(www.instrumentationportal.com). Total kebutuhan udara tekan sebesar 50,94
Nm3/jam dengan kebutuhan spesifik 4,62 Nm
3/ton produk. Udara tekan pada
tekanan 405 kPa dan suhu 35 oC disediakan oleh 2 buah kompressor dengan tipe
single stage reciprocating compressor, kapasitas 448,72 Nm3/jam, dan efisiensi
80% maka kebutuhan daya listrik diperlukan sebesar 26 kW.
IV.4 Unit Pengadaan Listrik
Kebutuhan tenaga listrik di pabrik ini dipenuhi dari gas turbin generator
dan diesel generator sebagai cadangan. Kebutuhan listrik pabrik ini meliputi
keperluan proses, utilitas, laboratorium, instrumentasi dan perkantoran dengan
kebutuhan total listrik pabrik sebesar 823,75 kW sekitar 11,60% dari listrik yang
dihasilkan pabrik dengan kebutuhan spesifik 45,47 kWh/ton produk. Kebutuhan
listrik unit proses dan utilitas ditampilkan pada Tabel IV.2 dan kebutuhan pabrik
total dapat dilihat pada Tabel IV.3.
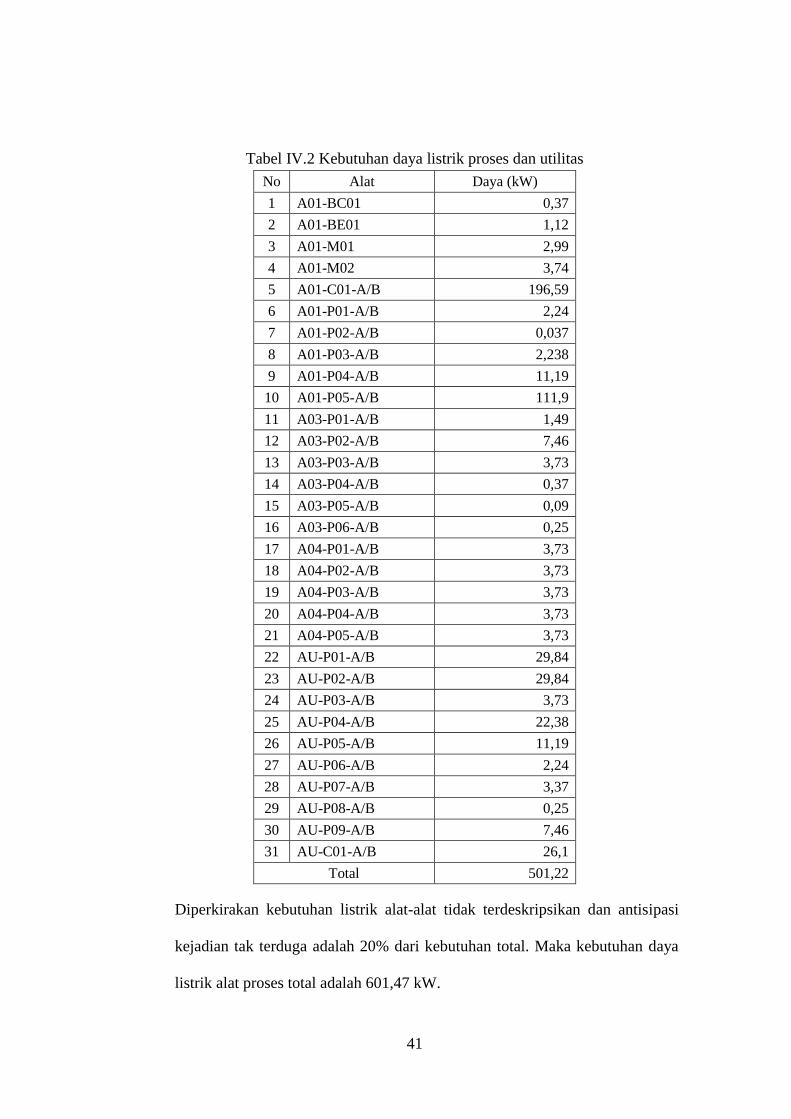
41
Tabel IV.2 Kebutuhan daya listrik proses dan utilitas
No Alat Daya (kW)
1 A01-BC01 0,37
2 A01-BE01 1,12
3 A01-M01 2,99
4 A01-M02 3,74
5 A01-C01-A/B 196,59
6 A01-P01-A/B 2,24
7 A01-P02-A/B 0,037
8 A01-P03-A/B 2,238
9 A01-P04-A/B 11,19
10 A01-P05-A/B 111,9
11 A03-P01-A/B 1,49
12 A03-P02-A/B 7,46
13 A03-P03-A/B 3,73
14 A03-P04-A/B 0,37
15 A03-P05-A/B 0,09
16 A03-P06-A/B 0,25
17 A04-P01-A/B 3,73
18 A04-P02-A/B 3,73
19 A04-P03-A/B 3,73
20 A04-P04-A/B 3,73
21 A04-P05-A/B 3,73
22 AU-P01-A/B 29,84
23 AU-P02-A/B 29,84
24 AU-P03-A/B 3,73
25 AU-P04-A/B 22,38
26 AU-P05-A/B 11,19
27 AU-P06-A/B 2,24
28 AU-P07-A/B 3,37
29 AU-P08-A/B 0,25
30 AU-P09-A/B 7,46
31 AU-C01-A/B 26,1
Total 501,22
Diperkirakan kebutuhan listrik alat-alat tidak terdeskripsikan dan antisipasi
kejadian tak terduga adalah 20% dari kebutuhan total. Maka kebutuhan daya
listrik alat proses total adalah 601,47 kW.
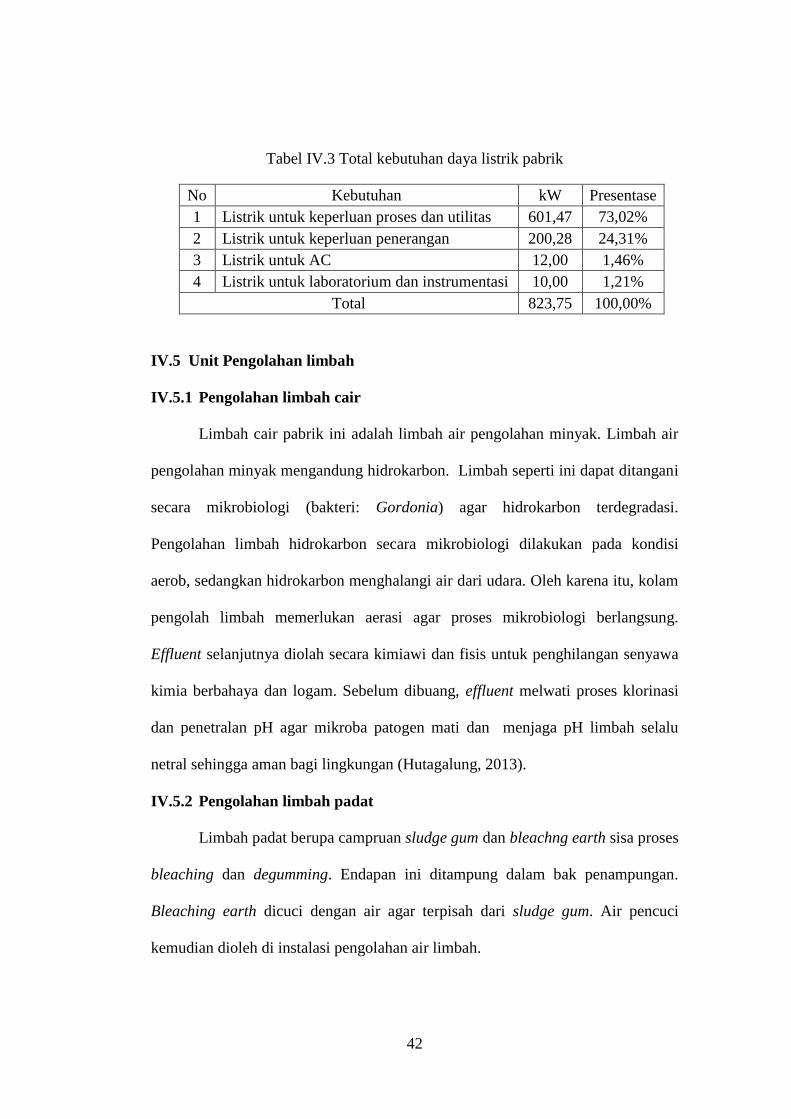
42
Tabel IV.3 Total kebutuhan daya listrik pabrik
No Kebutuhan kW Presentase
1 Listrik untuk keperluan proses dan utilitas 601,47 73,02%
2 Listrik untuk keperluan penerangan 200,28 24,31%
3 Listrik untuk AC 12,00 1,46%
4 Listrik untuk laboratorium dan instrumentasi 10,00 1,21%
Total 823,75 100,00%
IV.5 Unit Pengolahan limbah
IV.5.1 Pengolahan limbah cair
Limbah cair pabrik ini adalah limbah air pengolahan minyak. Limbah air
pengolahan minyak mengandung hidrokarbon. Limbah seperti ini dapat ditangani
secara mikrobiologi (bakteri: Gordonia) agar hidrokarbon terdegradasi.
Pengolahan limbah hidrokarbon secara mikrobiologi dilakukan pada kondisi
aerob, sedangkan hidrokarbon menghalangi air dari udara. Oleh karena itu, kolam
pengolah limbah memerlukan aerasi agar proses mikrobiologi berlangsung.
Effluent selanjutnya diolah secara kimiawi dan fisis untuk penghilangan senyawa
kimia berbahaya dan logam. Sebelum dibuang, effluent melwati proses klorinasi
dan penetralan pH agar mikroba patogen mati dan menjaga pH limbah selalu
netral sehingga aman bagi lingkungan (Hutagalung, 2013).
IV.5.2 Pengolahan limbah padat
Limbah padat berupa campruan sludge gum dan bleachng earth sisa proses
bleaching dan degumming. Endapan ini ditampung dalam bak penampungan.
Bleaching earth dicuci dengan air agar terpisah dari sludge gum. Air pencuci
kemudian dioleh di instalasi pengolahan air limbah.
43
IV.5.3 Pengolahan limbah gas
Limbah gas berasal dari gas hasil pembakaran bahan bakar boiler, furnace,
dan flare pada menara fraksinasi. Secara umum limbah tersebut berupa CO2 dan
H2O. Gas tersebut langsung dibuang ke udara bebas.
IV.6 Unit Laboratorium
Pengawasan dan pengendalian mutu di dalam suatu pabrik dilakukan agar
sesuai produk sesuai dengan standar. Oleh karena itu diperlukan pengujian produk
agar diketahui mutu produk. Pengujian dilakukan di laboratorium analisa.
Beberapa pengujian penting untuk pengawasan mutu adalah:.
a. Freezing point
Metode ini mencakup penetapan suhu terendah pada saat kristal
hidrokarbon padat dapat terbentuk dalam bahan bakar aviation turbine
(Avtur) dan aviation gasoline (Avgas).
Acuan: ASTM D-2386 - 01: Standard Test Method for Freezing Point
of Aviation Fuels
b. Densitas
Metode uji ini meliputi penetapan density, relative density (specific
gravity) atau API Gravity dengan menggunakan hydrometer gelas.
Acuan: ASTM D 1298 - 99, Standard Test Method for Density, Relative
Density (Specific Gravity), or API Gravity of Crude Petroleum and Liquid
Petroleum Products by Hydrometer Method.
44
c. Smoke point
Metode ini digunakan untuk penentuan titik asap kerosin dan Aviation
Turbine Fuel.
Acuan: ASTM D 1322 – 97: Standard Test Method for Smoke Point of
Kerosine and Aviation Turbine Fuel.
d. Viskositas
Metode uji ini digunakan untuk menentukan viskositas kinematik (v).
Viskositas dinamik () dapat ditentukan dengan cara mengalikan
viskositas kinematik (v) dengan densitasnya ().
Acuan: ASTM-D 445 – 01: Standard Test Method For Kinematic
Viscosity of Transparent and Opaque Liquids (and the Calculation of
Dynamic Viscosity).
e. Kadar air
Metode uji kadar air mencakup penetapan air dengan kisaran 0% – 25%
volume dalam produk petroleum dengan cara distilasi.
Acuan: ASTM D-95- 99: Standard Test Method for Water in Petroleum
Product and Bituminous Materials by Distillation.
45
BAB V MANAJEMEN PERUSAHAAN
BAB V
MANAJEMEN PERUSAHAAN
V.1 Bentuk Perusahaan
Nama : PT. ELPI Energy
Bentuk : Perseroan Terbatas (PT)
Lapangan Usaha : Industri minyak
Lokasi Perusahaan : Dumai, Riau
Menurut Widjaja (2003), alasan pemilihan bentuk perusahaan ini berdasar
atas beberapa faktor, antara lain:
1. Mudah untuk mendapatkan modal, yaitu dengan menjual saham perusahaan.
2. Tanggung jawab pemegang saham terbatas sehingga kelancaran produksi
hanya dipegang oleh pimpinan perusahaan.
3. Pemilik dan pengurus perusahaan terpisah satu sama lain, pemilik perusahaan
adalah para pemegang saham dan pengurus perusahaan adalah direksi beserta
stafnya yang diawasi oleh dewan komisaris.
4. Kelangsungan perusahaan lebih terjamin karena tidak berpengaruh dengan
berhentinya pemegang saham, direksi beserta stafnya atau karyawan
perusahaan.
5. Efisiensi dari manajemen
Para pemegang saham dapat memilih orang yang ahli sebagai dewan
komisaris dan direktur utama yang cukup cakap dan berpengalaman.
46
6. Lapangan usaha lebih luas
Suatu Perseroan Terbatas dapat menarik modal yang sangat besar dari
masyarakat, sehingga dengan modal ini PT dapat memperluas usaha
Ciri-ciri Perseroan Terbatas:
1. Perseroan Terbatas didirikan dengan akta dari notaris dengan berdasarkan
Kitab Undang-Undang Hukum Dagang.
2. Besarnya modal ditentukan dalam akta pendirian dan terdiri dari saham-
sahamnya.
3. Pemiliknya adalah para pemegang saham.
4. Perseroan Terbatas dipimpin oleh suatu Direksi yang terdiri dari para
pemegang saham.
5. Pembinaan personalia sepenuhnya diserahkan kepada Direksi dengan
memperhatikan hukum-hukum perburuhan.
V.2 Struktur Organisasi
Struktur organisasi adalah salah satu faktor penting penunjang kemajuan
perusahaan. Agar mendapatkan suatu sistem organisasi yang baik maka perlu
diperhatikan beberapa pedoman antara lain: perumusan tujuan perusahaan,
pembagian tugas kerja, kesatuan perintah dan taunggung jawab, sistem pengendali
pekerjaan, dan organisasi perusahaan. Pedoman organisasi harus diperhatikan
dengan baik dan jelas sehingga dapat diterjemahkan dengan baik. Struktur
organisasi pada pabrik ini dapat dilihat Gambar V.1.
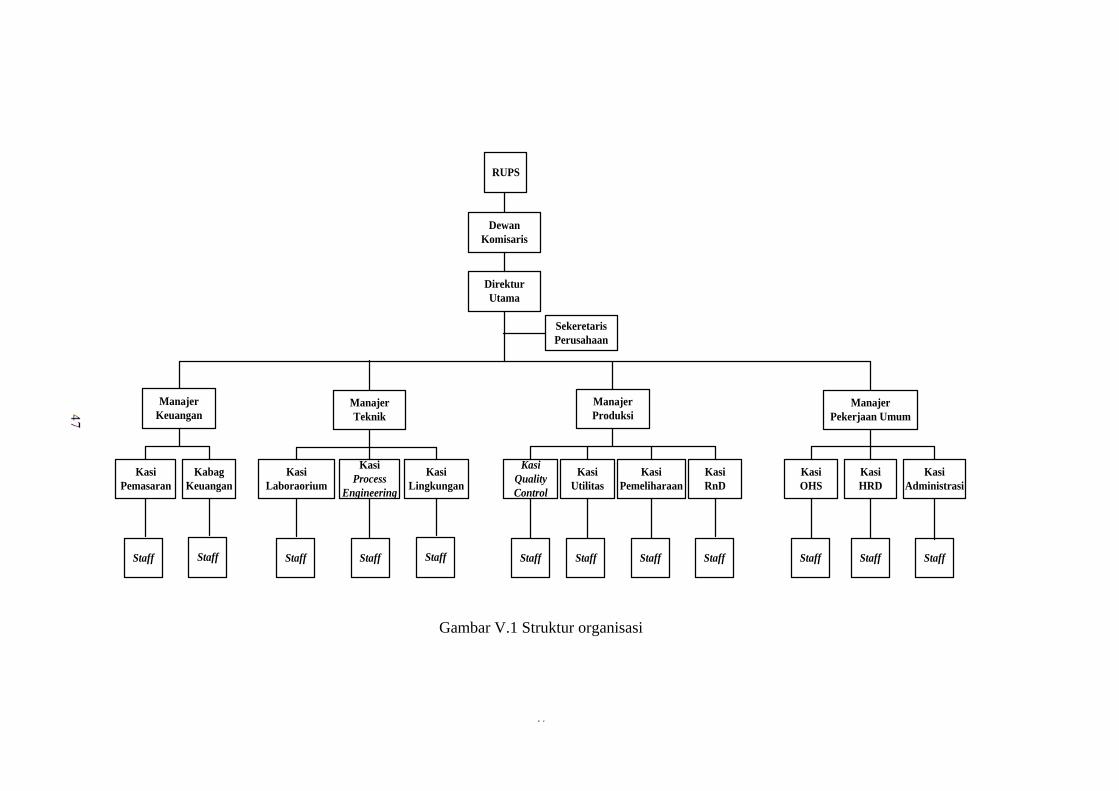
47
RUPS
Kasi
Laboraorium
Kasi
Process
Engineering
Kasi
Lingkungan
Kasi
Quality
Control
Kasi
Utilitas
Kasi
Pemeliharaan
Kasi
RnD
Kasi
Pemasaran
Kabag
Keuangan
Kasi
OHS
Kasi
HRD
Kasi
Administrasi
Staff Staff Staff StaffStaff Staff StaffStaffStaffStaffStaffStaff
Manajer
KeuanganManajer
Teknik
Manajer
ProduksiManajer
Pekerjaan Umum
Direktur
Utama
Dewan
Komisaris
Sekeretaris
Perusahaan
Gambar V.1 Struktur organisasi
48
V.3 Tugas dan Wewenang
Pemegang saham adalah beberapa orang yang mengumpulkan modal untuk
kepentingan pendirian dan berjalannya operasi perusahaan tersebut. Kekuasaan
tertinggi pada perusahaan yang mempunyai bentuk PT (Perseroan Terbatas)
adalah Rapat Umum Pemegang Saham (RUPS). Pada RUPS tersebut para
pemegang saham berwenang mengangkat dan memberhentikan Dewan Komisaris
maupun Direktur Utama, dan mengesahkan hasil-hasil usaha serta neraca
perhitungan untung rugi tahunan dari perusahaan. Dewan komisaris merupakan
wakil stakeholder dan pemilik perusahaan dalam operasional pabrik sehari-hari.
Tugas menjalankan perusahaan dibebankan kepada direktur utama dengan dibantu
beberapa manajer. Manajer dibantu oleh beberapa kepala bagian yang
bertanggung jawab atas area masing-masing. Para karyawan dibagi menjadi
beberapa grup dengan dipimpin oleh kepala grup yang melaporkan tanggung
jawabnya kepada kepala bagian.
V.4 Pembagian Jam Kerja Karyawan dan Gaji karyawan
Pabrik ini direncakanan beroperasi 330 hari dalam satu tahun, 24 jam per hari.
Sisa hari saat tidak beroperasi digunakan untuk perbaikan, perawatan, dan
shutdown. Manurut statusnya karyawan dibagi dalam 3 golongan yaitu karyawan
tetap, karyawan harian, dan karyawan borongan. Karyawan tetap adalah karyawan
yang diangkat dan diberhentikan sengan surat keputusan (SK) direksi dan
mendapat gaji bulanan sesuai dengan kedudukan, keahlian, Pembagian jam kerja
dan masa kerja. Karyawan harian adalah karyawan yang diangkat dan
diberhentikan tanpa surat keputusan direksi dan mendapat upah harian yang
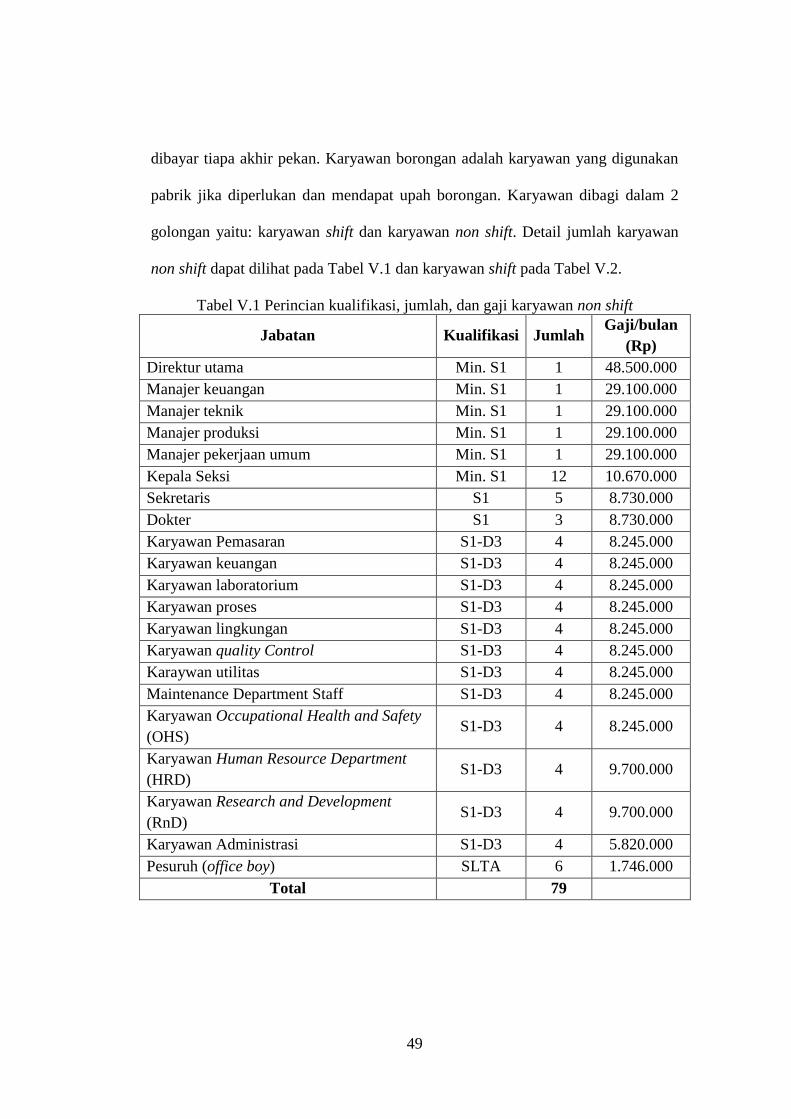
49
dibayar tiapa akhir pekan. Karyawan borongan adalah karyawan yang digunakan
pabrik jika diperlukan dan mendapat upah borongan. Karyawan dibagi dalam 2
golongan yaitu: karyawan shift dan karyawan non shift. Detail jumlah karyawan
non shift dapat dilihat pada Tabel V.1 dan karyawan shift pada Tabel V.2.
Tabel V.1 Perincian kualifikasi, jumlah, dan gaji karyawan non shift
Jabatan Kualifikasi Jumlah Gaji/bulan
(Rp)
Direktur utama Min. S1 1 48.500.000
Manajer keuangan Min. S1 1 29.100.000
Manajer teknik Min. S1 1 29.100.000
Manajer produksi Min. S1 1 29.100.000
Manajer pekerjaan umum Min. S1 1 29.100.000
Kepala Seksi Min. S1 12 10.670.000
Sekretaris S1 5 8.730.000
Dokter S1 3 8.730.000
Karyawan Pemasaran S1-D3 4 8.245.000
Karyawan keuangan S1-D3 4 8.245.000
Karyawan laboratorium S1-D3 4 8.245.000
Karyawan proses S1-D3 4 8.245.000
Karyawan lingkungan S1-D3 4 8.245.000
Karyawan quality Control S1-D3 4 8.245.000
Karaywan utilitas S1-D3 4 8.245.000
Maintenance Department Staff S1-D3 4 8.245.000
Karyawan Occupational Health and Safety
(OHS) S1-D3 4 8.245.000
Karyawan Human Resource Department
(HRD) S1-D3 4 9.700.000
Karyawan Research and Development
(RnD) S1-D3 4 9.700.000
Karyawan Administrasi S1-D3 4 5.820.000
Pesuruh (office boy) SLTA 6 1.746.000
Total 79
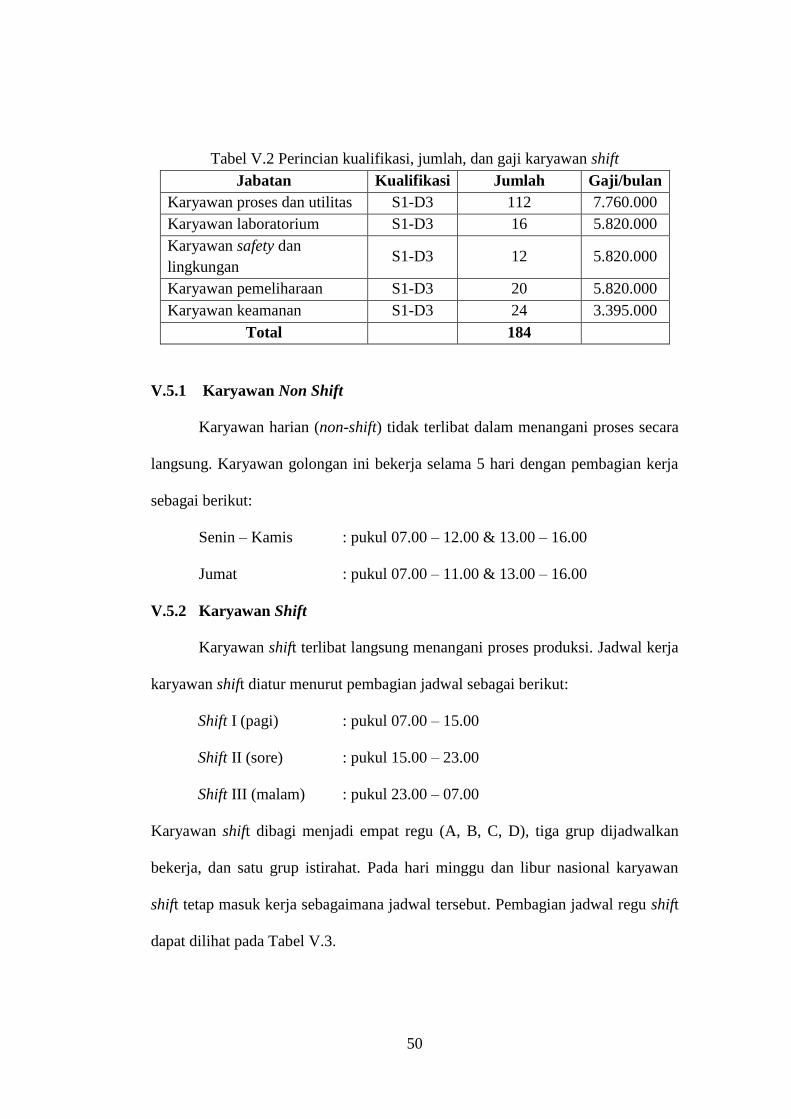
50
Tabel V.2 Perincian kualifikasi, jumlah, dan gaji karyawan shift
Jabatan Kualifikasi Jumlah Gaji/bulan
Karyawan proses dan utilitas S1-D3 112 7.760.000
Karyawan laboratorium S1-D3 16 5.820.000
Karyawan safety dan
lingkungan S1-D3 12 5.820.000
Karyawan pemeliharaan S1-D3 20 5.820.000
Karyawan keamanan S1-D3 24 3.395.000
Total 184
V.5.1 Karyawan Non Shift
Karyawan harian (non-shift) tidak terlibat dalam menangani proses secara
langsung. Karyawan golongan ini bekerja selama 5 hari dengan pembagian kerja
sebagai berikut:
Senin – Kamis : pukul 07.00 – 12.00 & 13.00 – 16.00
Jumat : pukul 07.00 – 11.00 & 13.00 – 16.00
V.5.2 Karyawan Shift
Karyawan shift terlibat langsung menangani proses produksi. Jadwal kerja
karyawan shift diatur menurut pembagian jadwal sebagai berikut:
Shift I (pagi) : pukul 07.00 – 15.00
Shift II (sore) : pukul 15.00 – 23.00
Shift III (malam) : pukul 23.00 – 07.00
Karyawan shift dibagi menjadi empat regu (A, B, C, D), tiga grup dijadwalkan
bekerja, dan satu grup istirahat. Pada hari minggu dan libur nasional karyawan
shift tetap masuk kerja sebagaimana jadwal tersebut. Pembagian jadwal regu shift
dapat dilihat pada Tabel V.3.
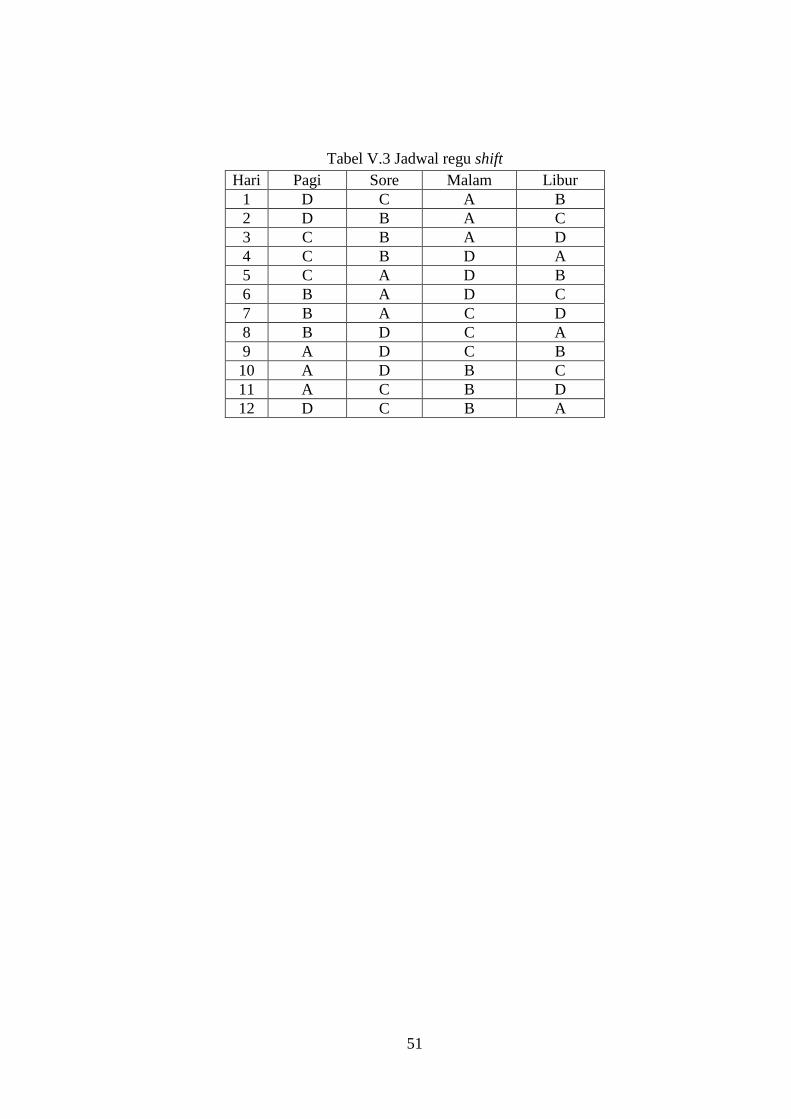
51
Tabel V.3 Jadwal regu shift
Hari Pagi Sore Malam Libur
1 D C A B
2 D B A C
3 C B A D
4 C B D A
5 C A D B
6 B A D C
7 B A C D
8 B D C A
9 A D C B
10 A D B C
11 A C B D
12 D C B A
52
BAB VI ANALISA EKONOMI
BAB VI
ANALISA EKONOMI
Analisa ekonomi berfungsi untuk perkiraan kelayakan investasi dalam suatu
kegiatan produksi pabrik. Tinjauan dalam analisa ekonomi meliputi kebutuhan
investasi, keuntungan, waktu pengembalian investasi, dan titik impas. Analisa
ekonomi dapat menjadi salah satu pertimbangan kelayakan berdirinya suatu
pabrik. Langkah pertama analisa ekonomi adalah penaksiran harga alat
berdasarkan spesifikasi alat dan tahun pembelian. Penaksiran harga alat termasuk
biaya jasanya diperoleh bahwa modal keseluruhan (total capital investment)
sebesar Rp1.592.370.000.000,-, terdiri dari modal tetap (fixed capital investment)
sebesar Rp442.490.000.000,-, dan modal kerja (working capital) sebesar
Rp1.149.870.000.000,-. Modal tetap terdiri dari biaya fisik sebesar
Rp323.560.000.000,-, jasa perancangan dan konstruksi sebesar
Rp55.960.000.000,-, contractor’s fee sebesar Rp34.980.000.000,-, dan
contingency sebesar Rp27.980.000.000,-.
Biaya pembuatan (total manufacturing cost) sebesar Rp3.298.760.000.000,-
terdiri dari biaya pembuatan langsung (direct manufacturing cost) yaitu biaya
bahan baku, tenaga kerja, supervisi, maintenance, suplai pabrik, royalti & patent
dan utilitas sebesar Rp3.015.170.000.000,-, biaya pembuatan tidak langsung
(indirect manufacturing cost) sebesar Rp221.630.000.000,-, dan biaya pembuatan
tetap (fixed manufacturing cost) sebesar Rp61.940.000.000,-. Total biaya produksi
merupakan penjumlahan general expense dan manufacturing cost. Total biaya
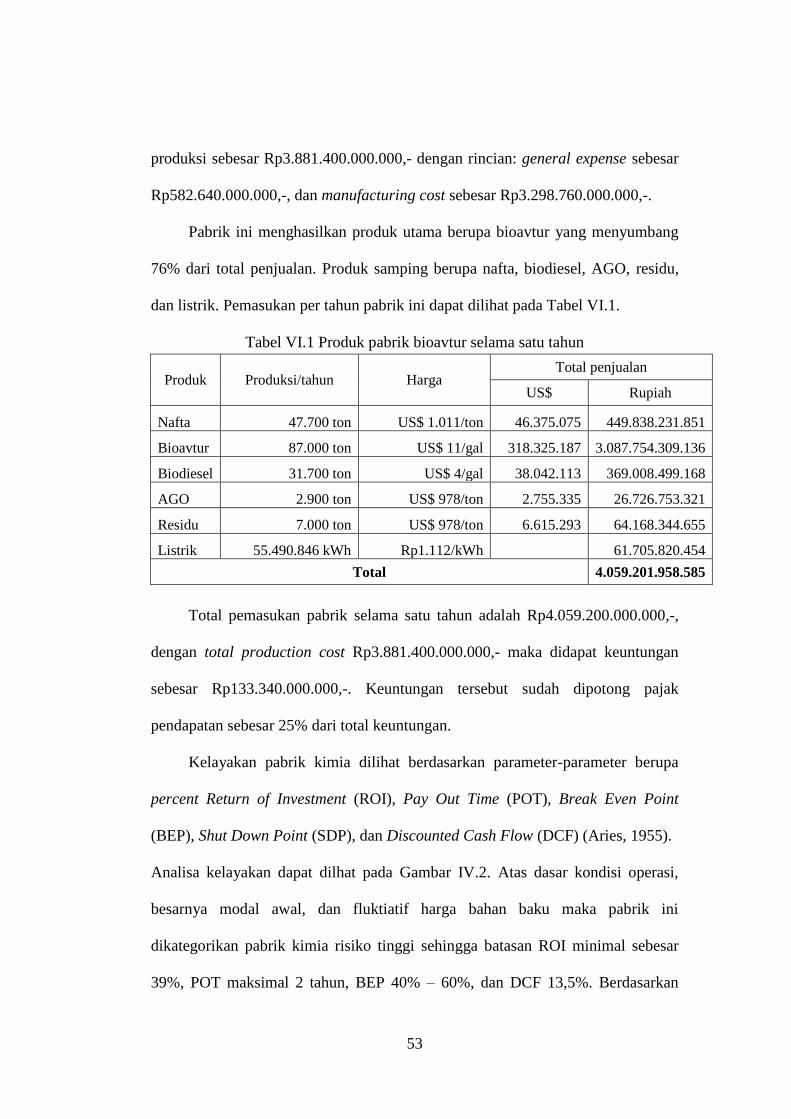
53
produksi sebesar Rp3.881.400.000.000,- dengan rincian: general expense sebesar
Rp582.640.000.000,-, dan manufacturing cost sebesar Rp3.298.760.000.000,-.
Pabrik ini menghasilkan produk utama berupa bioavtur yang menyumbang
76% dari total penjualan. Produk samping berupa nafta, biodiesel, AGO, residu,
dan listrik. Pemasukan per tahun pabrik ini dapat dilihat pada Tabel VI.1.
Tabel VI.1 Produk pabrik bioavtur selama satu tahun
Produk Produksi/tahun Harga Total penjualan
US$ Rupiah
Nafta 47.700 ton US$ 1.011/ton 46.375.075 449.838.231.851
Bioavtur 87.000 ton US$ 11/gal 318.325.187 3.087.754.309.136
Biodiesel 31.700 ton US$ 4/gal 38.042.113 369.008.499.168
AGO 2.900 ton US$ 978/ton 2.755.335 26.726.753.321
Residu 7.000 ton US$ 978/ton 6.615.293 64.168.344.655
Listrik 55.490.846 kWh Rp1.112/kWh 61.705.820.454
Total 4.059.201.958.585
Total pemasukan pabrik selama satu tahun adalah Rp4.059.200.000.000,-,
dengan total production cost Rp3.881.400.000.000,- maka didapat keuntungan
sebesar Rp133.340.000.000,-. Keuntungan tersebut sudah dipotong pajak
pendapatan sebesar 25% dari total keuntungan.
Kelayakan pabrik kimia dilihat berdasarkan parameter-parameter berupa
percent Return of Investment (ROI), Pay Out Time (POT), Break Even Point
(BEP), Shut Down Point (SDP), dan Discounted Cash Flow (DCF) (Aries, 1955).
Analisa kelayakan dapat dilhat pada Gambar IV.2. Atas dasar kondisi operasi,
besarnya modal awal, dan fluktiatif harga bahan baku maka pabrik ini
dikategorikan pabrik kimia risiko tinggi sehingga batasan ROI minimal sebesar
39%, POT maksimal 2 tahun, BEP 40% – 60%, dan DCF 13,5%. Berdasarkan
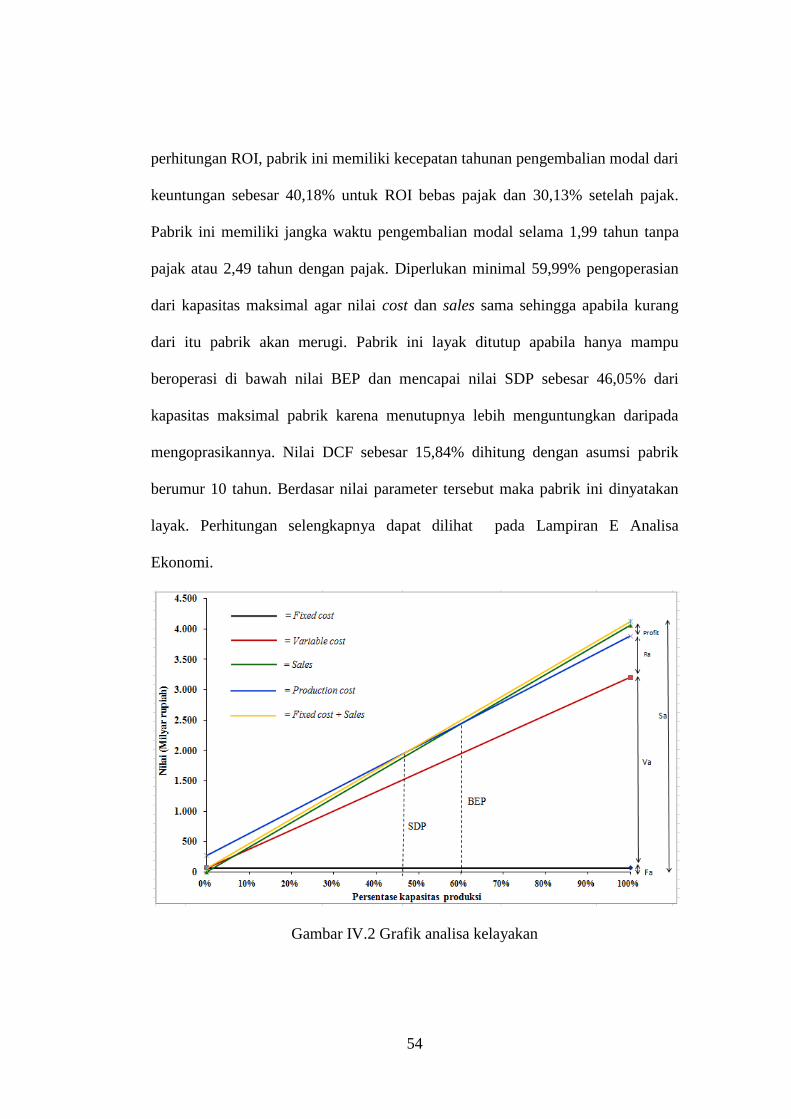
54
perhitungan ROI, pabrik ini memiliki kecepatan tahunan pengembalian modal dari
keuntungan sebesar 40,18% untuk ROI bebas pajak dan 30,13% setelah pajak.
Pabrik ini memiliki jangka waktu pengembalian modal selama 1,99 tahun tanpa
pajak atau 2,49 tahun dengan pajak. Diperlukan minimal 59,99% pengoperasian
dari kapasitas maksimal agar nilai cost dan sales sama sehingga apabila kurang
dari itu pabrik akan merugi. Pabrik ini layak ditutup apabila hanya mampu
beroperasi di bawah nilai BEP dan mencapai nilai SDP sebesar 46,05% dari
kapasitas maksimal pabrik karena menutupnya lebih menguntungkan daripada
mengoprasikannya. Nilai DCF sebesar 15,84% dihitung dengan asumsi pabrik
berumur 10 tahun. Berdasar nilai parameter tersebut maka pabrik ini dinyatakan
layak. Perhitungan selengkapnya dapat dilihat pada Lampiran E Analisa
Ekonomi.
Gambar IV.2 Grafik analisa kelayakan
55
DAFTAR PUSTAKA
Anonim, Dowtherm A Synthetic organic heat transfer fluid – Liquid and vapor
phase data, Dow Company, USA
Anonim, Industrial Gas Turbine, The comprehensive product range from 5 to 50
megawatts, Siemens
Anonim, 2011, A Global Approach to reducing aviation emissions, IATA, USA
Aries, R.S., Newton, R.D., 1955, Chemical Engineering Cost Estimation,
McGraww-Hill Book Company, New York
Branan, C., 2002, Rules of Thumb for Chemical Engineers 3rd
ed, Gulf
Professional Publishing, New York
Bertelli, C., 2010, Current Status of Biofuel Production and Use for Commercial
Aviation, UOP LLC, Chile
Brown, G.G, 1950, Unit Operation, page 154, John Willey and Sons Inc, New
York
Clary, D., 2006, Engineering Design Seminar Heater Introduction, UOP LLC
Dimian, A.C., Bildea, C.S., 2008, Chemical Process Design: Computer-Aided
Case Studies, Willey, USA
Evans, F.L, 1974, Equipment Design Handbook, Volume 2, Gulf Publishing,
Houston
Febriandi, Laporan Kerja Praktek PT. Pertamina (Persero) RU II Dumai,
Universitas Andalas, Padang
Garret, D.E., 1989, Chemical Engineering Economics, Van Nostrand Reinhold,
New York
Gruber, P.R., Peters, M.W., et.al, 2012, Renewable Compositions, US Patent
8,193,402 B2
Guzman, A., Torres, J.E., Prada, L.P., Nunez, M.L., 2010, Hydroprocessing of
crude palm oil at pilot plant scale, Catalyst Today, Elsevier
Hutagalung, A. M., 2013, Tinjauan Pengolahan Limbah Cair Minyak Bumi Pada
Unit Pengolahan -1 Pertamina Pangkalan Berandan, USU International
Repository, Sumatra Utara
56
Higman, C., van der Berg, M, 2003, Gasification, Elsevier Science, USA
Jaelani, 2011, Fraksinasi Metil Ester Olein Menggunakan Fractional, Institute
Pertanian Bogor, Bogor
Kern, D.Q., 1950, Process Heat Transfer, McGraw Hill, Singapore
Kinder, J.D., Rahmes, T., 2009, Evaluation of Bio-Derived Synthetic Parrafinic
Kerosene (Bio-SPK), The Boeing Company Sustainable Biofuel Reseach,
USA
Krischenbauer, H., 1960, Fats an Oils, Second Edition, Reinhold Publisching
Corporation, New York
Lees, F.P., 1980, Loss Prevention in the Process Industries Vol. 1 2nd
ed,
Butterworth Heinemann, Great Britain
McCall, M.J., Kocal, J.A., Bhattacharyya, A., Kalnes, T.N., Brandvold, T.A.,
2011, Production of Aviation Fuel from Renewable Feedstocks,US Patent
8,039,682 B2
Megyessy, Eugene, 1997, Pressure Vessel Handbook 10th
edition, Pressure Vessel
Inc., USA
Mendoza, C.C., Velez, J.F., Garzon, L., Molina, A., 2010, CFD Analysis of The
Heat Transfer Coefficient During Hydrotreatmnt of Palm Oil, Universidad
Nacional De Colombia, Colombia
Mohanty, S., Saraf, D. N., Kunzru, D., 1991, Modeling of hydrocracking reactor,
Fuel Processing Technology, 29 (1991) 1 – 17, Elsevier Science Publisher
B. V., Amsterdam
Nelson W.L, 1958, Petroleum Refinery Engineering, 4th
McGraw-Hill Book
Company, New York
Neumann, P., Linde, F., 2003, Opportunities for an economical hydrogen supply,
Processing Article May 2003 Volume 14, Caloric Anlagenbau GmbH,
Graefelfing
Perry, R. H., and Green, D. W, 2007, Perry’s Chemical Engineers Handbook, 8th
ed, page 6-9, 6-39, Mc Graw Hill Book Company, New York
Rase, H.F and M. H Barrow, 1957, Project Engineering of Process Plant, John
Wiley and Son, New York
57
Sinnot R.K., 1999, Coulson & Richardson’s Chemical Engineering Vol 6,
Butterworth-Heinemann, Great Britain
Stratton, R.W., Wong, H.M., Hileman, J.I., 2010, Life Cycle Greenhouse Gas
Emission from Alternative Jet Fuels, Partner, USA
Timmerhaus, Klaus D., Peters M.S., 1991, Plant Design and Economics, McGraw
Hill International
Van Ness, H.C., Smith, J.M., 1975, Introduction To Chemical Engineering
Thermodynamics, McGraw Hill Book, New York
Watkin, R N, 1979, Petroleum Refinery Distillation, 2nd
, Gulf Publishing
Company, Texas
Widjaja, G., dan Yani, A., 2003, Perseroan Terbatas, Raja Grafindo Persada,
Jakarta
Yusairi, 2009, Engineering Work Instruction Pump Design, PT. Rekayasa
Industri, Jakarta
Yaws, C.L., 1997, Handbook of Chemical Compound Data for Process Safety,
Gulf Publishing Company, Texas
www.chempro.in/palmoilproperties.htm (Diakses pada 20-12-2012, 21.49 am)
www.dumaikota.go.id (Diakses pada 12-02-2013, 08.35 am)
www.indexmundi.com (Diakses pada 21-02-2013, 03.15 pm)
www.infosawit.com (Diakses pada 28-02-2013, 11.04 am)
www.jatenergy.com (Diakses pada 21-02-2013, 04.05 pm)
www.plastemart.com (Diakses pada 23-02-2013, 12.35 am)
www.safug.org (Diakses pada 25-02-2013, 11.35 am)
58
LAMPIRAN
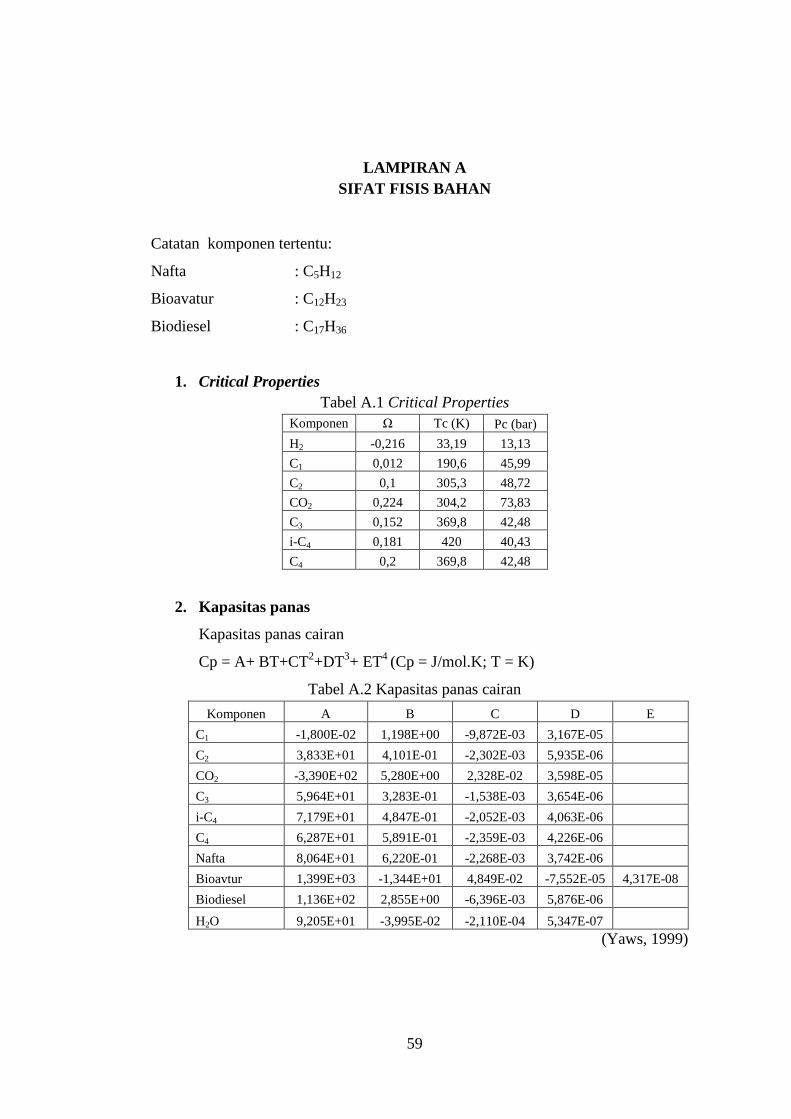
59
LAMPIRAN A SIFAT FISIS BAHAN LAMPIRAN A
SIFAT FISIS BAHAN
Catatan komponen tertentu:
Nafta : C5H12
Bioavatur : C12H23
Biodiesel : C17H36
1. Critical Properties
Tabel A.1 Critical Properties
Komponen Ω Tc (K) Pc (bar)
H2 -0,216 33,19 13,13
C1 0,012 190,6 45,99
C2 0,1 305,3 48,72
CO2 0,224 304,2 73,83
C3 0,152 369,8 42,48
i-C4 0,181 420 40,43
C4 0,2 369,8 42,48
2. Kapasitas panas
Kapasitas panas cairan
Cp = A+ BT+CT2+DT
3+ ET
4 (Cp = J/mol.K; T = K)
Tabel A.2 Kapasitas panas cairan
Komponen A B C D E
C1 -1,800E-02 1,198E+00 -9,872E-03 3,167E-05
C2 3,833E+01 4,101E-01 -2,302E-03 5,935E-06
CO2 -3,390E+02 5,280E+00 2,328E-02 3,598E-05
C3 5,964E+01 3,283E-01 -1,538E-03 3,654E-06
i-C4 7,179E+01 4,847E-01 -2,052E-03 4,063E-06
C4 6,287E+01 5,891E-01 -2,359E-03 4,226E-06
Nafta 8,064E+01 6,220E-01 -2,268E-03 3,742E-06
Bioavtur 1,399E+03 -1,344E+01 4,849E-02 -7,552E-05 4,317E-08
Biodiesel 1,136E+02 2,855E+00 -6,396E-03 5,876E-06
H2O 9,205E+01 -3,995E-02 -2,110E-04 5,347E-07
(Yaws, 1999)
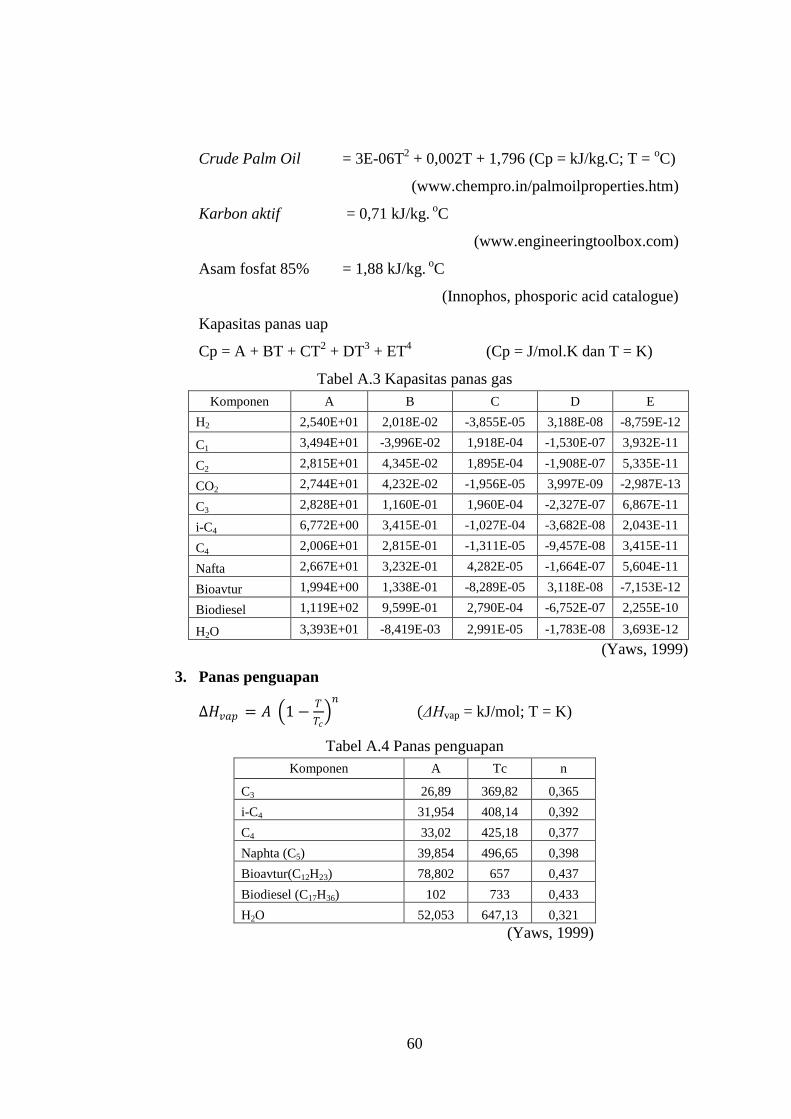
60
Crude Palm Oil = 3E-06T2 + 0,002T + 1,796 (Cp = kJ/kg.C; T =
oC)
(www.chempro.in/palmoilproperties.htm)
Karbon aktif = 0,71 kJ/kg. oC
(www.engineeringtoolbox.com)
Asam fosfat 85% = 1,88 kJ/kg. o
C
(Innophos, phosporic acid catalogue)
Kapasitas panas uap
Cp = A + BT + CT2 + DT
3 + ET
4 (Cp = J/mol.K dan T = K)
Tabel A.3 Kapasitas panas gas
Komponen A B C D E
H2 2,540E+01 2,018E-02 -3,855E-05 3,188E-08 -8,759E-12
C1 3,494E+01 -3,996E-02 1,918E-04 -1,530E-07 3,932E-11
C2 2,815E+01 4,345E-02 1,895E-04 -1,908E-07 5,335E-11
CO2 2,744E+01 4,232E-02 -1,956E-05 3,997E-09 -2,987E-13
C3 2,828E+01 1,160E-01 1,960E-04 -2,327E-07 6,867E-11
i-C4 6,772E+00 3,415E-01 -1,027E-04 -3,682E-08 2,043E-11
C4 2,006E+01 2,815E-01 -1,311E-05 -9,457E-08 3,415E-11
Nafta 2,667E+01 3,232E-01 4,282E-05 -1,664E-07 5,604E-11
Bioavtur 1,994E+00 1,338E-01 -8,289E-05 3,118E-08 -7,153E-12
Biodiesel 1,119E+02 9,599E-01 2,790E-04 -6,752E-07 2,255E-10
H2O 3,393E+01 -8,419E-03 2,991E-05 -1,783E-08 3,693E-12
(Yaws, 1999)
3. Panas penguapan
∆𝐻𝑣𝑎𝑝 = 𝐴 1 −𝑇
𝑇𝑐 𝑛
(ΔHvap = kJ/mol; T = K)
Tabel A.4 Panas penguapan
Komponen A Tc n
C3 26,89 369,82 0,365
i-C4 31,954 408,14 0,392
C4 33,02 425,18 0,377
Naphta (C5) 39,854 496,65 0,398
Bioavtur(C12H23) 78,802 657 0,437
Biodiesel (C17H36) 102 733 0,433
H2O 52,053 647,13 0,321
(Yaws, 1999)
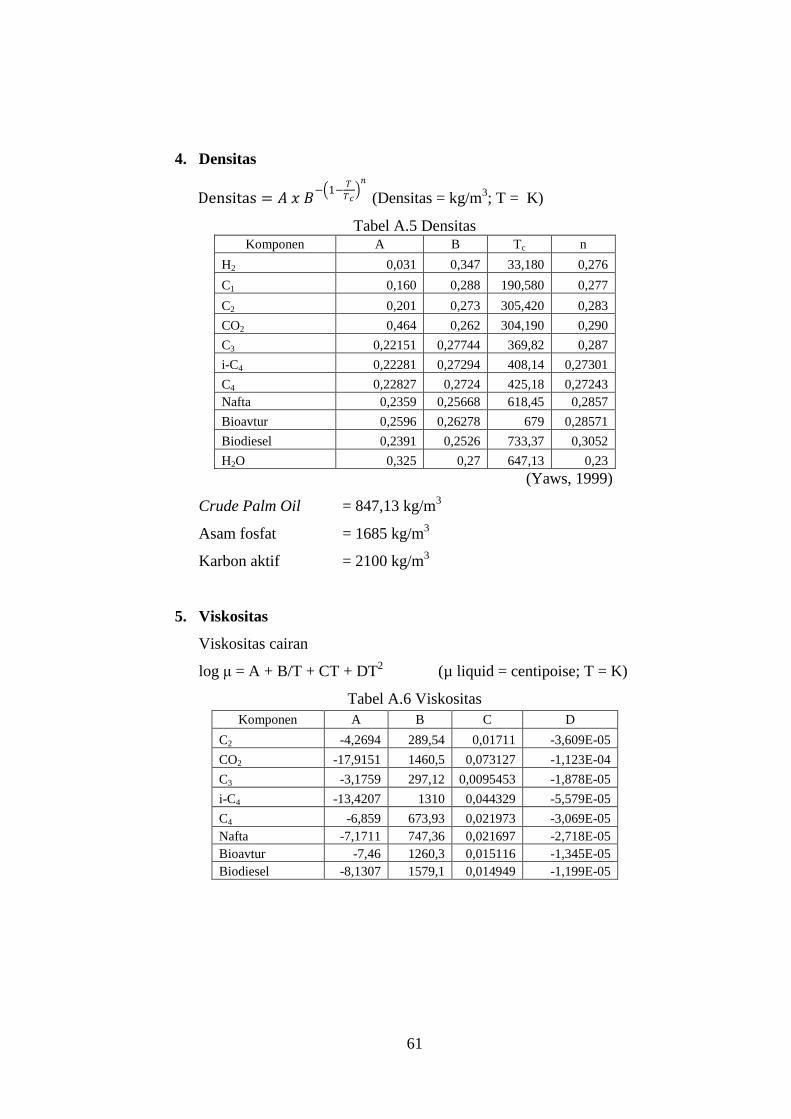
61
4. Densitas
Densitas = 𝐴 𝑥 𝐵− 1−
𝑇
𝑇𝑐 𝑛
(Densitas = kg/m3; T = K)
Tabel A.5 Densitas Komponen A B Tc n
H2 0,031 0,347 33,180 0,276
C1 0,160 0,288 190,580 0,277
C2 0,201 0,273 305,420 0,283
CO2 0,464 0,262 304,190 0,290
C3 0,22151 0,27744 369,82 0,287
i-C4 0,22281 0,27294 408,14 0,27301
C4 0,22827 0,2724 425,18 0,27243
Nafta 0,2359 0,25668 618,45 0,2857
Bioavtur 0,2596 0,26278 679 0,28571
Biodiesel 0,2391 0,2526 733,37 0,3052
H2O 0,325 0,27 647,13 0,23
(Yaws, 1999)
Crude Palm Oil = 847,13 kg/m3
Asam fosfat = 1685 kg/m3
Karbon aktif = 2100 kg/m3
5. Viskositas
Viskositas cairan
log μ = A + B/T + CT + DT2 (µ liquid = centipoise; T = K)
Tabel A.6 Viskositas
Komponen A B C D
C2 -4,2694 289,54 0,01711 -3,609E-05
CO2 -17,9151 1460,5 0,073127 -1,123E-04
C3 -3,1759 297,12 0,0095453 -1,878E-05
i-C4 -13,4207 1310 0,044329 -5,579E-05
C4 -6,859 673,93 0,021973 -3,069E-05
Nafta -7,1711 747,36 0,021697 -2,718E-05
Bioavtur -7,46 1260,3 0,015116 -1,345E-05
Biodiesel -8,1307 1579,1 0,014949 -1,199E-05
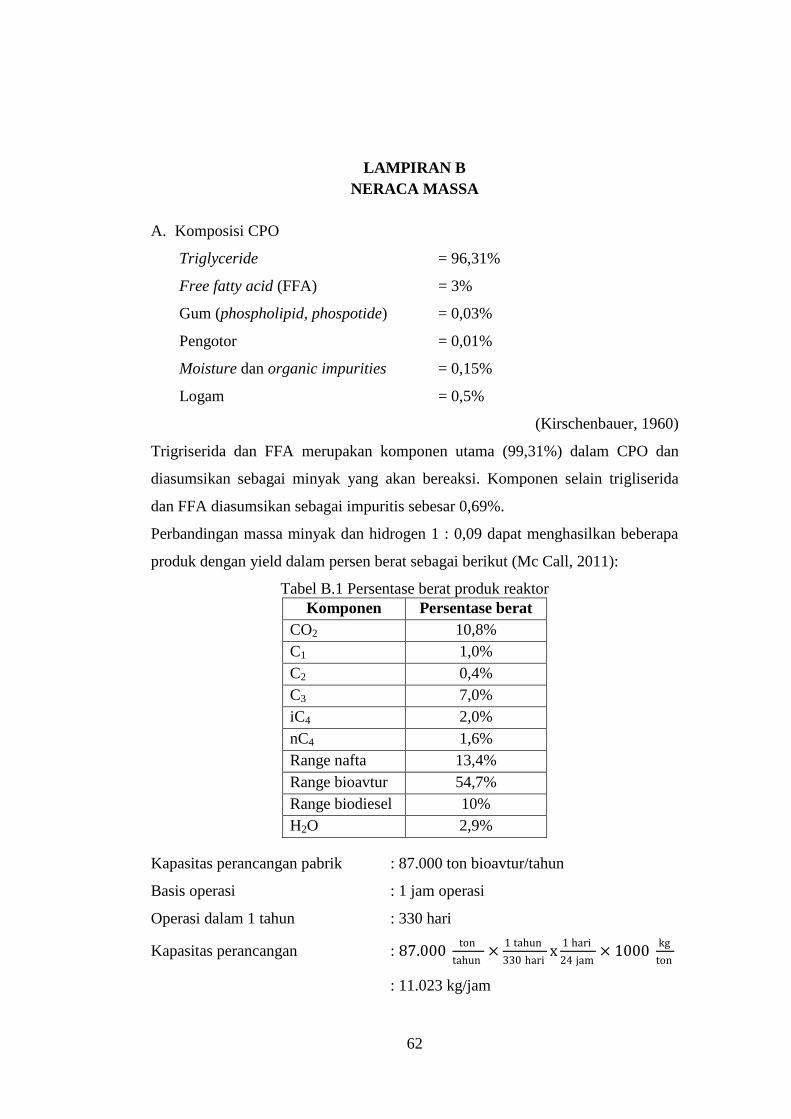
62
LAMPIRAN B NERACA MASSA LAMPIRAN B
NERACA MASSA
A. Komposisi CPO
Triglyceride = 96,31%
Free fatty acid (FFA) = 3%
Gum (phospholipid, phospotide) = 0,03%
Pengotor = 0,01%
Moisture dan organic impurities = 0,15%
Logam = 0,5%
(Kirschenbauer, 1960)
Trigriserida dan FFA merupakan komponen utama (99,31%) dalam CPO dan
diasumsikan sebagai minyak yang akan bereaksi. Komponen selain trigliserida
dan FFA diasumsikan sebagai impuritis sebesar 0,69%.
Perbandingan massa minyak dan hidrogen 1 : 0,09 dapat menghasilkan beberapa
produk dengan yield dalam persen berat sebagai berikut (Mc Call, 2011):
Tabel B.1 Persentase berat produk reaktor
Komponen Persentase berat
CO2 10,8%
C1 1,0%
C2 0,4%
C3 7,0%
iC4 2,0%
nC4 1,6%
Range nafta 13,4%
Range bioavtur 54,7%
Range biodiesel 10%
H2O 2,9%
Kapasitas perancangan pabrik : 87.000 ton bioavtur/tahun
Basis operasi : 1 jam operasi
Operasi dalam 1 tahun : 330 hari
Kapasitas perancangan : 87.000 ton
tahun×
1 tahun
330 harix
1 hari
24 jam× 1000
kg
ton
: 11.023 kg/jam
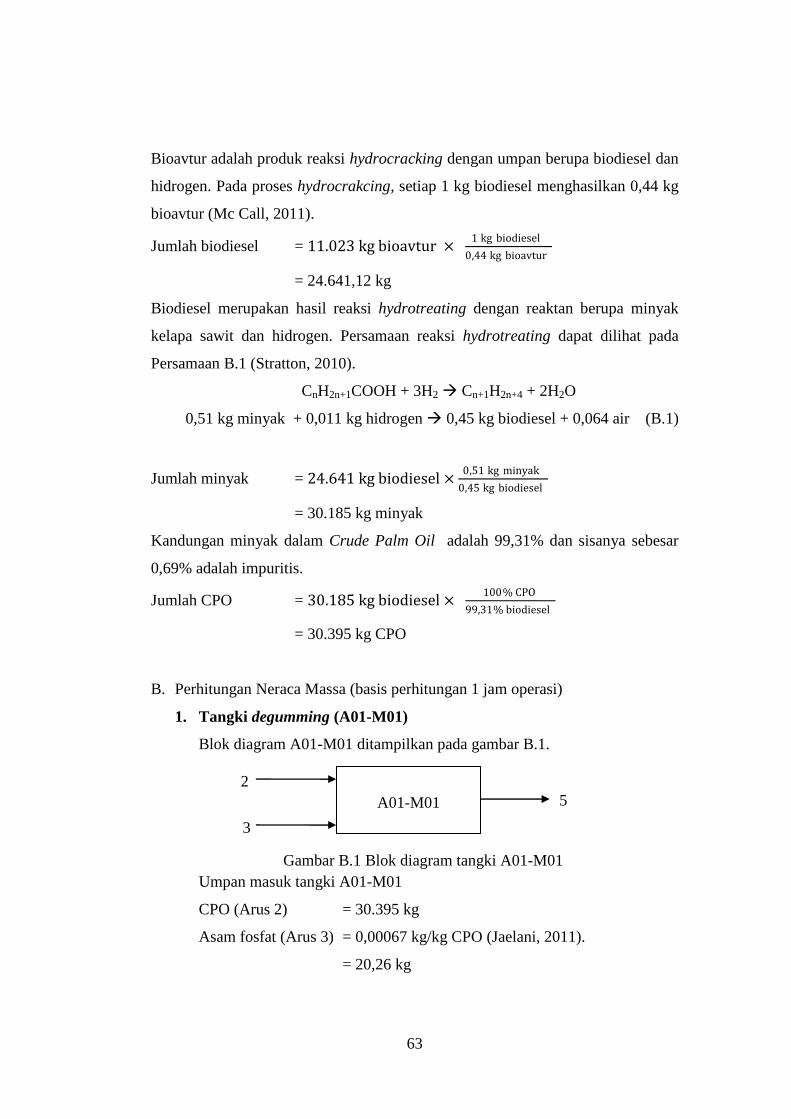
63
Bioavtur adalah produk reaksi hydrocracking dengan umpan berupa biodiesel dan
hidrogen. Pada proses hydrocrakcing, setiap 1 kg biodiesel menghasilkan 0,44 kg
bioavtur (Mc Call, 2011).
Jumlah biodiesel = 11.023 kg bioavtur × 1 kg biodiesel
0,44 kg bioavtur
= 24.641,12 kg
Biodiesel merupakan hasil reaksi hydrotreating dengan reaktan berupa minyak
kelapa sawit dan hidrogen. Persamaan reaksi hydrotreating dapat dilihat pada
Persamaan B.1 (Stratton, 2010).
CnH2n+1COOH + 3H2 Cn+1H2n+4 + 2H2O
0,51 kg minyak + 0,011 kg hidrogen 0,45 kg biodiesel + 0,064 air (B.1)
Jumlah minyak = 24.641 kg biodiesel ×0,51 kg minyak
0,45 kg biodiesel
= 30.185 kg minyak
Kandungan minyak dalam Crude Palm Oil adalah 99,31% dan sisanya sebesar
0,69% adalah impuritis.
Jumlah CPO = 30.185 kg biodiesel × 100% CPO
99,31% biodiesel
= 30.395 kg CPO
B. Perhitungan Neraca Massa (basis perhitungan 1 jam operasi)
1. Tangki degumming (A01-M01)
Blok diagram A01-M01 ditampilkan pada gambar B.1.
Umpan masuk tangki A01-M01
CPO (Arus 2) = 30.395 kg
Asam fosfat (Arus 3) = 0,00067 kg/kg CPO (Jaelani, 2011).
= 20,26 kg
3
2
A01-M01 5
Gambar B.1 Blok diagram tangki A01-M01
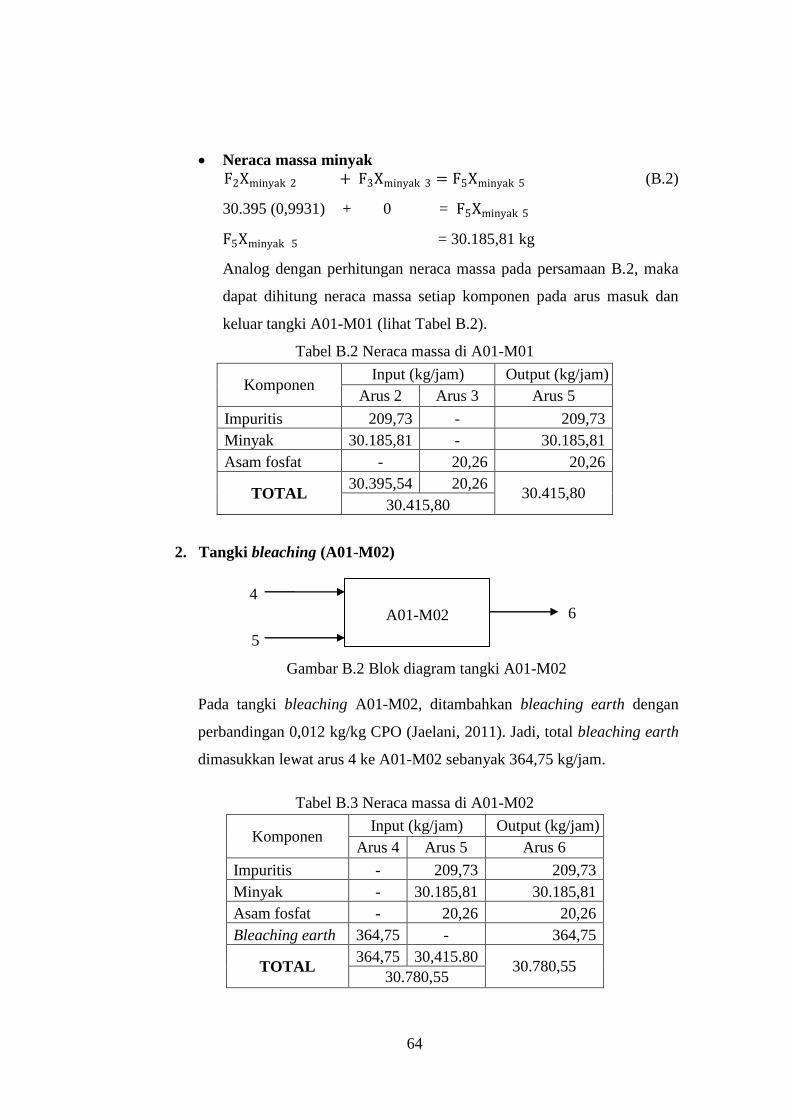
64
Neraca massa minyak
F2Xminyak 2 + F3Xminyak 3 = F5Xminyak 5 (B.2)
30.395 (0,9931) + 0 = F5Xminyak 5
F5Xminyak 5 = 30.185,81 kg
Analog dengan perhitungan neraca massa pada persamaan B.2, maka
dapat dihitung neraca massa setiap komponen pada arus masuk dan
keluar tangki A01-M01 (lihat Tabel B.2).
Tabel B.2 Neraca massa di A01-M01
Komponen Input (kg/jam) Output (kg/jam)
Arus 2 Arus 3 Arus 5
Impuritis 209,73 - 209,73
Minyak 30.185,81 - 30.185,81
Asam fosfat - 20,26 20,26
TOTAL 30.395,54 20,26
30.415,80 30.415,80
2. Tangki bleaching (A01-M02)
Pada tangki bleaching A01-M02, ditambahkan bleaching earth dengan
perbandingan 0,012 kg/kg CPO (Jaelani, 2011). Jadi, total bleaching earth
dimasukkan lewat arus 4 ke A01-M02 sebanyak 364,75 kg/jam.
Tabel B.3 Neraca massa di A01-M02
Komponen Input (kg/jam) Output (kg/jam)
Arus 4 Arus 5 Arus 6
Impuritis - 209,73 209,73
Minyak - 30.185,81 30.185,81
Asam fosfat - 20,26 20,26
Bleaching earth 364,75 - 364,75
TOTAL 364,75 30,415.80
30.780,55 30.780,55
5
4
A01-M02 6
Gambar B.2 Blok diagram tangki A01-M02
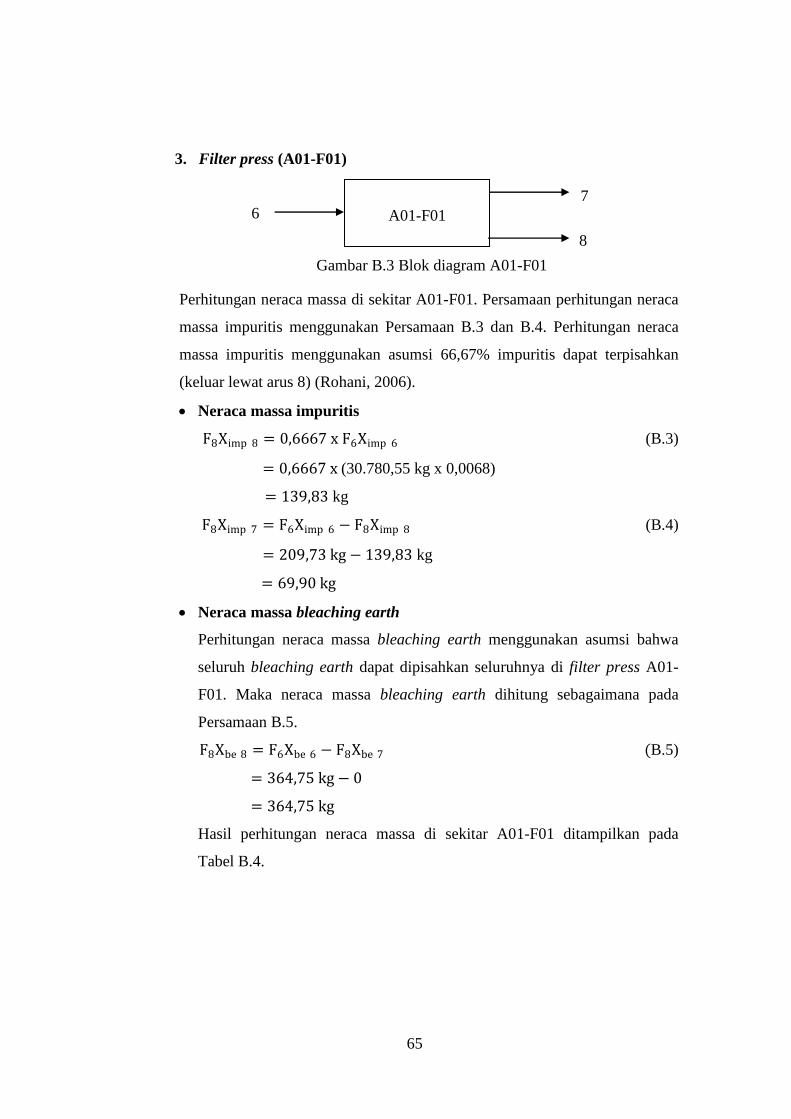
65
3. Filter press (A01-F01)
Perhitungan neraca massa di sekitar A01-F01. Persamaan perhitungan neraca
massa impuritis menggunakan Persamaan B.3 dan B.4. Perhitungan neraca
massa impuritis menggunakan asumsi 66,67% impuritis dapat terpisahkan
(keluar lewat arus 8) (Rohani, 2006).
Neraca massa impuritis
F8Ximp 8 = 0,6667 x F6Ximp 6 (B.3)
= 0,6667 x (30.780,55 kg x 0,0068)
= 139,83 kg
F8Ximp 7 = F6Ximp 6 − F8Ximp 8 (B.4)
= 209,73 kg − 139,83 kg
= 69,90 kg
Neraca massa bleaching earth
Perhitungan neraca massa bleaching earth menggunakan asumsi bahwa
seluruh bleaching earth dapat dipisahkan seluruhnya di filter press A01-
F01. Maka neraca massa bleaching earth dihitung sebagaimana pada
Persamaan B.5.
F8Xbe 8 = F6Xbe 6 − F8Xbe 7 (B.5)
= 364,75 kg − 0
= 364,75 kg
Hasil perhitungan neraca massa di sekitar A01-F01 ditampilkan pada
Tabel B.4.
7 6
A01-F01
8
Gambar B.3 Blok diagram A01-F01
66
Tabel B.4 Neraca massa di sekitar A01-F01
Komponen Input (kg/jam) Output (kg/jam)
Arus 6 Arus 7 Arus 8
Impuritis 209,73 69,90 139,83
Minyak 30.185,81 30.185,81 -
Asam fosfat 20,26 - 20,26
Bleaching earth 364,75 - 364,75
TOTAL 30.780,55 30.255,71 524,84
30.780,55
4. Reaktor (A02-R01)
Asumsi, pendekatan, dan justifikasi reaktor
1. Reaksi pada reaktor 1
a. Komposisi umpan hidrogen dianggap tetap (tipikal): Hidrogen 97%,
dan metana 3% (Pertamina RU II Dumai).
Kebutuhan hidrogen pada reaksi hydrotreating dan hydrocracking
adalah 5.000 SCF/barel CPO (McCall, 2011).
b. Reaksi hydrotreating berlangsung sesuai reaksi pada persamaan B.1.
c. Reaksi bersifat eksotermis. Panas reaksi = -98.6 kJ/mol H2 bereaksi
(Mendoza, 2010).
Perhitungan neraca massa di sekitar reaktor A02-R01
1. Reaktan masuk reaktor 1 (A02-R01) adalah keluaran filter press A01-F01
(arus 7 pada Tabel B.4) dan hidrogen (arus 1).
2. Minyak bereaksi dengan hidrogen sesuai persamaan B.1 sehingga
diketahui jumlah hidrogen bereaksi di reaktor A02-R01.
Jumlah minyak bereaksi = 30.255,71 kg
Jumlah hidrogen bereaksi = 30.256 𝑘𝑔 ×1
0,51 𝑘𝑔× 0,011 𝑘𝑔
= 648,34 kg
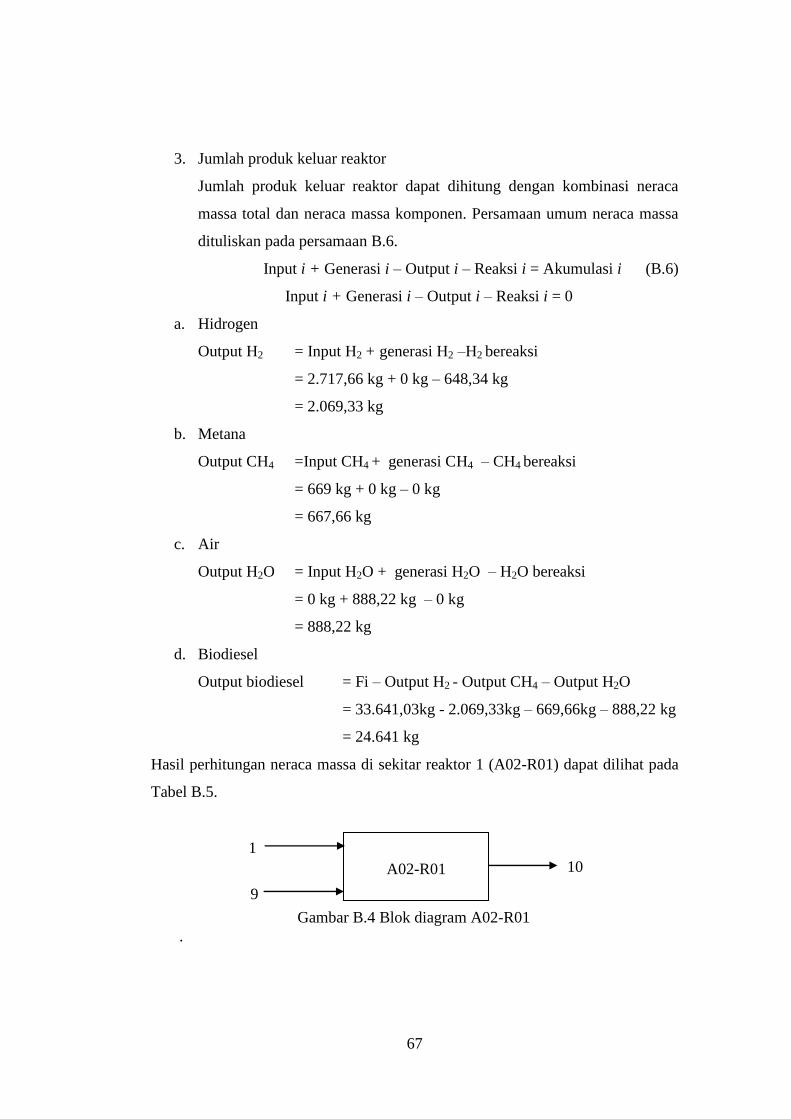
67
3. Jumlah produk keluar reaktor
Jumlah produk keluar reaktor dapat dihitung dengan kombinasi neraca
massa total dan neraca massa komponen. Persamaan umum neraca massa
dituliskan pada persamaan B.6.
Input i + Generasi i – Output i – Reaksi i = Akumulasi i (B.6)
Input i + Generasi i – Output i – Reaksi i = 0
a. Hidrogen
Output H2 = Input H2 + generasi H2 –H2 bereaksi
= 2.717,66 kg + 0 kg – 648,34 kg
= 2.069,33 kg
b. Metana
Output CH4 =Input CH4 + generasi CH4 – CH4 bereaksi
= 669 kg + 0 kg – 0 kg
= 667,66 kg
c. Air
Output H2O = Input H2O + generasi H2O – H2O bereaksi
= 0 kg + 888,22 kg – 0 kg
= 888,22 kg
d. Biodiesel
Output biodiesel = Fi – Output H2 - Output CH4 – Output H2O
= 33.641,03kg - 2.069,33kg – 669,66kg – 888,22 kg
= 24.641 kg
Hasil perhitungan neraca massa di sekitar reaktor 1 (A02-R01) dapat dilihat pada
Tabel B.5.
.
9
1
A02-R01 10
Gambar B.4 Blok diagram A02-R01
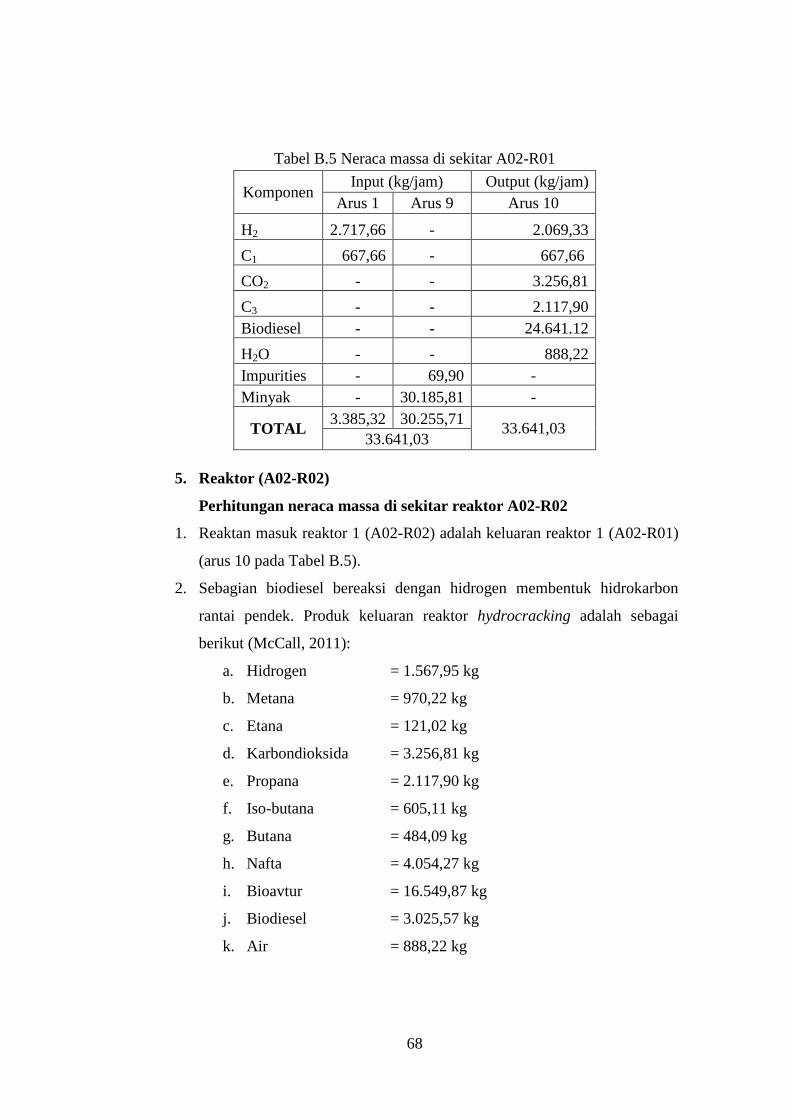
68
Tabel B.5 Neraca massa di sekitar A02-R01
Komponen Input (kg/jam) Output (kg/jam)
Arus 1 Arus 9 Arus 10
H2 2.717,66 - 2.069,33
C1 667,66 - 667,66
CO2 - - 3.256,81
C3 - - 2.117,90
Biodiesel - - 24.641.12
H2O - - 888,22
Impurities - 69,90 -
Minyak - 30.185,81 -
TOTAL 3.385,32 30.255,71
33.641,03 33.641,03
5. Reaktor (A02-R02)
Perhitungan neraca massa di sekitar reaktor A02-R02
1. Reaktan masuk reaktor 1 (A02-R02) adalah keluaran reaktor 1 (A02-R01)
(arus 10 pada Tabel B.5).
2. Sebagian biodiesel bereaksi dengan hidrogen membentuk hidrokarbon
rantai pendek. Produk keluaran reaktor hydrocracking adalah sebagai
berikut (McCall, 2011):
a. Hidrogen = 1.567,95 kg
b. Metana = 970,22 kg
c. Etana = 121,02 kg
d. Karbondioksida = 3.256,81 kg
e. Propana = 2.117,90 kg
f. Iso-butana = 605,11 kg
g. Butana = 484,09 kg
h. Nafta = 4.054,27 kg
i. Bioavtur = 16.549,87 kg
j. Biodiesel = 3.025,57 kg
k. Air = 888,22 kg
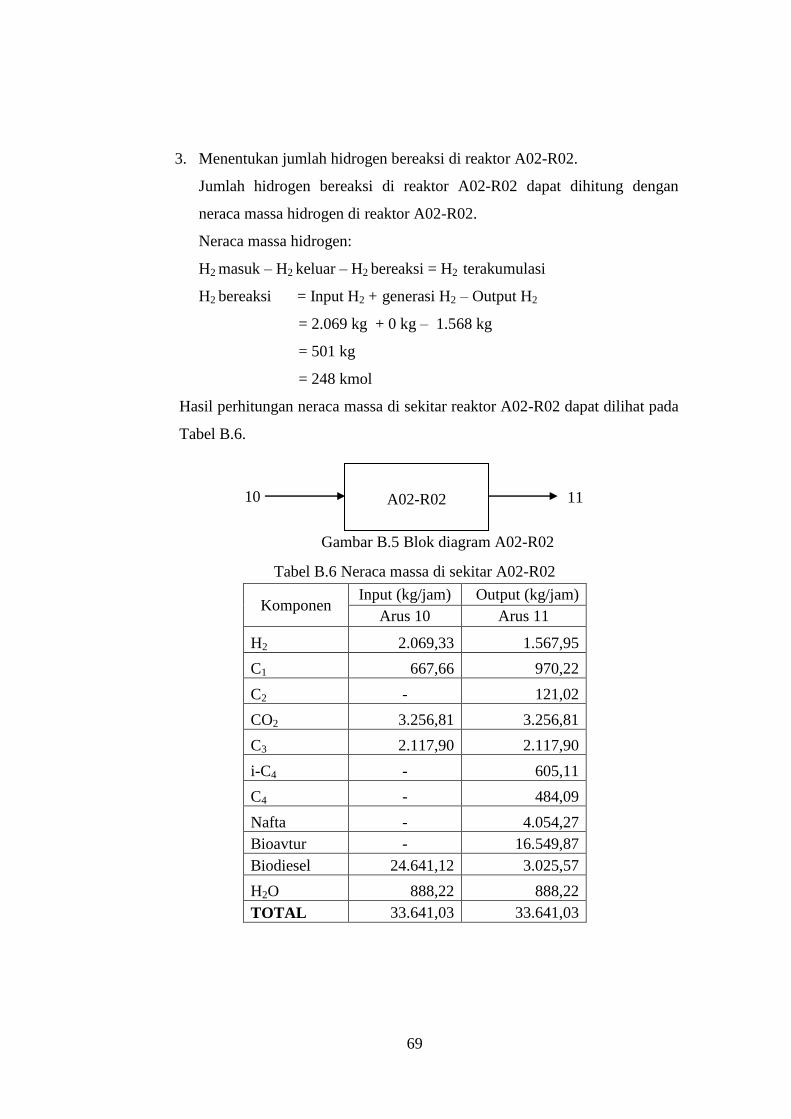
69
3. Menentukan jumlah hidrogen bereaksi di reaktor A02-R02.
Jumlah hidrogen bereaksi di reaktor A02-R02 dapat dihitung dengan
neraca massa hidrogen di reaktor A02-R02.
Neraca massa hidrogen:
H2 masuk – H2 keluar – H2 bereaksi = H2 terakumulasi
H2 bereaksi = Input H2 + generasi H2 – Output H2
= 2.069 kg + 0 kg – 1.568 kg
= 501 kg
= 248 kmol
Hasil perhitungan neraca massa di sekitar reaktor A02-R02 dapat dilihat pada
Tabel B.6.
Tabel B.6 Neraca massa di sekitar A02-R02
Komponen Input (kg/jam) Output (kg/jam)
Arus 10 Arus 11
H2 2.069,33 1.567,95
C1 667,66 970,22
C2 - 121,02
CO2 3.256,81 3.256,81
C3 2.117,90 2.117,90
i-C4 - 605,11
C4 - 484,09
Nafta - 4.054,27
Bioavtur - 16.549,87
Biodiesel 24.641,12 3.025,57
H2O 888,22 888,22
TOTAL 33.641,03 33.641,03
10
A02-R02 11
Gambar B.5 Blok diagram A02-R02
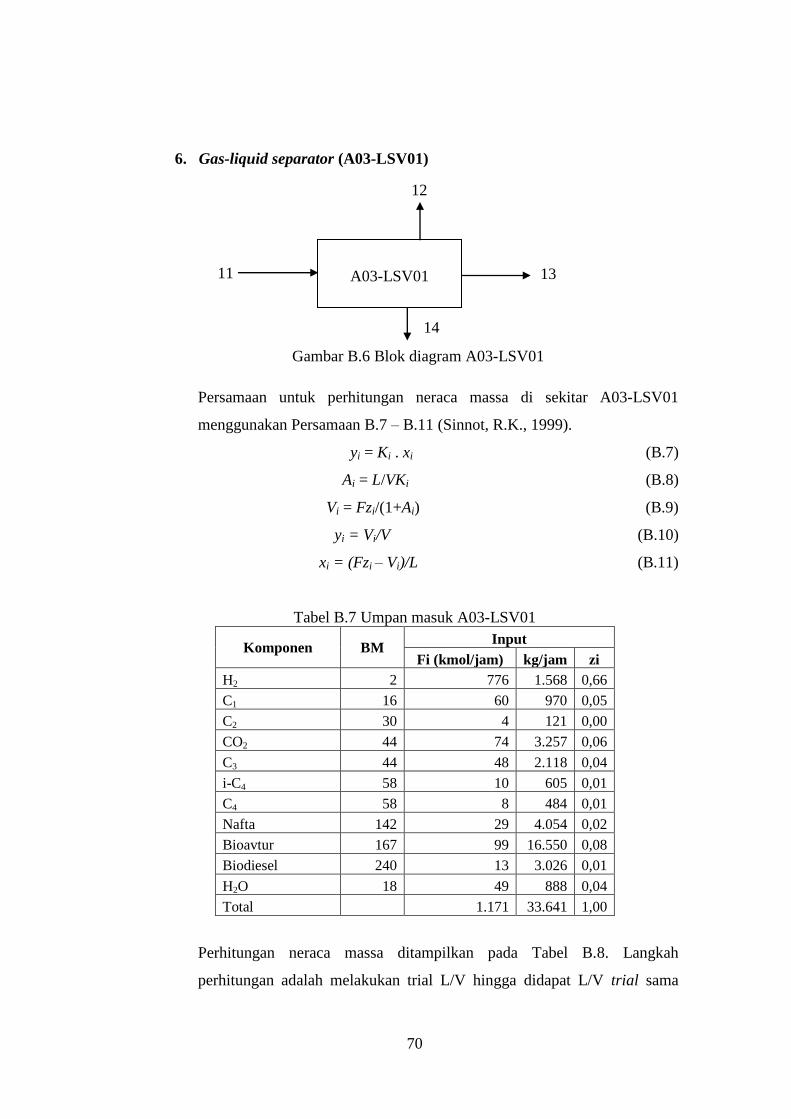
70
6. Gas-liquid separator (A03-LSV01)
Persamaan untuk perhitungan neraca massa di sekitar A03-LSV01
menggunakan Persamaan B.7 – B.11 (Sinnot, R.K., 1999).
yi = Ki . xi (B.7)
Ai = L/VKi (B.8)
Vi = Fzi/(1+Ai) (B.9)
yi = Vi/V (B.10)
xi = (Fzi – Vi)/L (B.11)
Tabel B.7 Umpan masuk A03-LSV01
Komponen BM Input
Fi (kmol/jam) kg/jam zi
H2 2 776 1.568 0,66
C1 16 60 970 0,05
C2 30 4 121 0,00
CO2 44 74 3.257 0,06
C3 44 48 2.118 0,04
i-C4 58 10 605 0,01
C4 58 8 484 0,01
Nafta 142 29 4.054 0,02
Bioavtur 167 99 16.550 0,08
Biodiesel 240 13 3.026 0,01
H2O 18 49 888 0,04
Total 1.171 33.641 1,00
Perhitungan neraca massa ditampilkan pada Tabel B.8. Langkah
perhitungan adalah melakukan trial L/V hingga didapat L/V trial sama
12
11
A03-LSV01 13
14
Gambar B.6 Blok diagram A03-LSV01
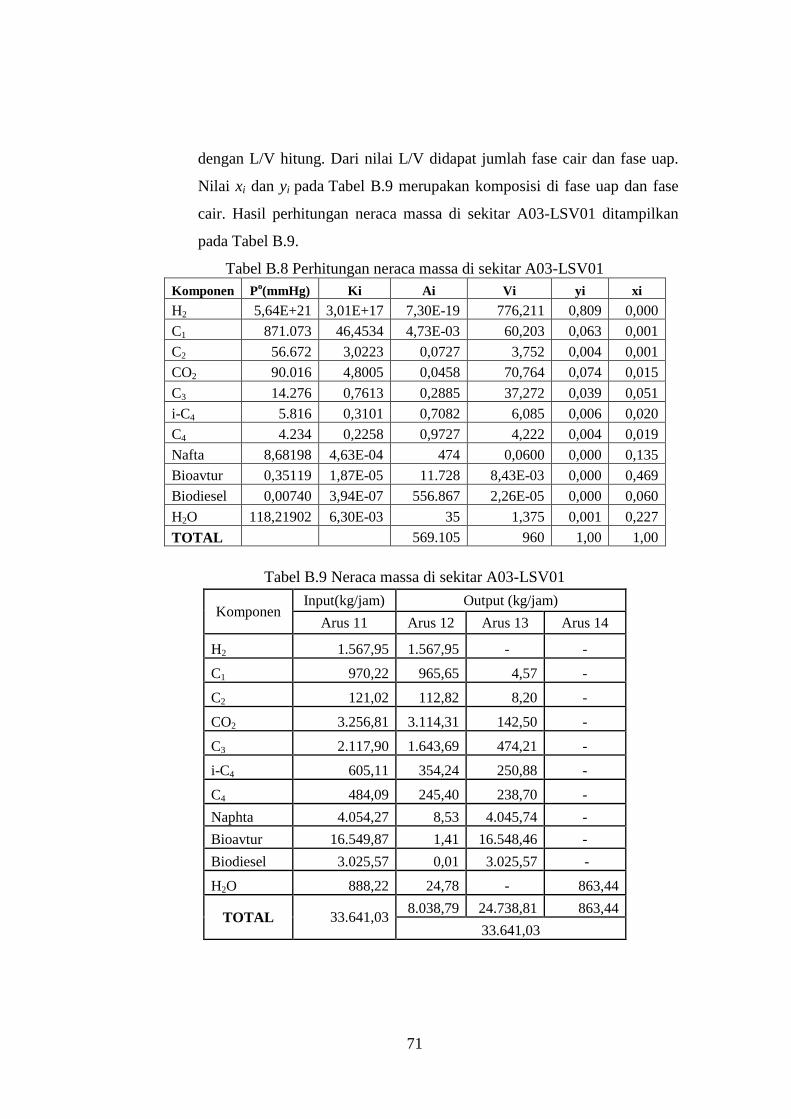
71
dengan L/V hitung. Dari nilai L/V didapat jumlah fase cair dan fase uap.
Nilai xi dan yi pada Tabel B.9 merupakan komposisi di fase uap dan fase
cair. Hasil perhitungan neraca massa di sekitar A03-LSV01 ditampilkan
pada Tabel B.9.
Tabel B.8 Perhitungan neraca massa di sekitar A03-LSV01
Komponen Po(mmHg) Ki Ai Vi yi xi
H2 5,64E+21 3,01E+17 7,30E-19 776,211 0,809 0,000
C1 871.073 46,4534 4,73E-03 60,203 0,063 0,001
C2 56.672 3,0223 0,0727 3,752 0,004 0,001
CO2 90.016 4,8005 0,0458 70,764 0,074 0,015
C3 14.276 0,7613 0,2885 37,272 0,039 0,051
i-C4 5.816 0,3101 0,7082 6,085 0,006 0,020
C4 4.234 0,2258 0,9727 4,222 0,004 0,019
Nafta 8,68198 4,63E-04 474 0,0600 0,000 0,135
Bioavtur 0,35119 1,87E-05 11.728 8,43E-03 0,000 0,469
Biodiesel 0,00740 3,94E-07 556.867 2,26E-05 0,000 0,060
H2O 118,21902 6,30E-03 35 1,375 0,001 0,227
TOTAL 569.105 960 1,00 1,00
Tabel B.9 Neraca massa di sekitar A03-LSV01
Komponen Input(kg/jam) Output (kg/jam)
Arus 11 Arus 12 Arus 13 Arus 14
H2 1.567,95 1.567,95 - -
C1 970,22 965,65 4,57 -
C2 121,02 112,82 8,20 -
CO2 3.256,81 3.114,31 142,50 -
C3 2.117,90 1.643,69 474,21 -
i-C4 605,11 354,24 250,88 -
C4 484,09 245,40 238,70 -
Naphta 4.054,27 8,53 4.045,74 -
Bioavtur 16.549,87 1,41 16.548,46 -
Biodiesel 3.025,57 0,01 3.025,57 -
H2O 888,22 24,78 - 863,44
TOTAL 33.641,03 8.038,79 24.738,81 863,44
33.641,03
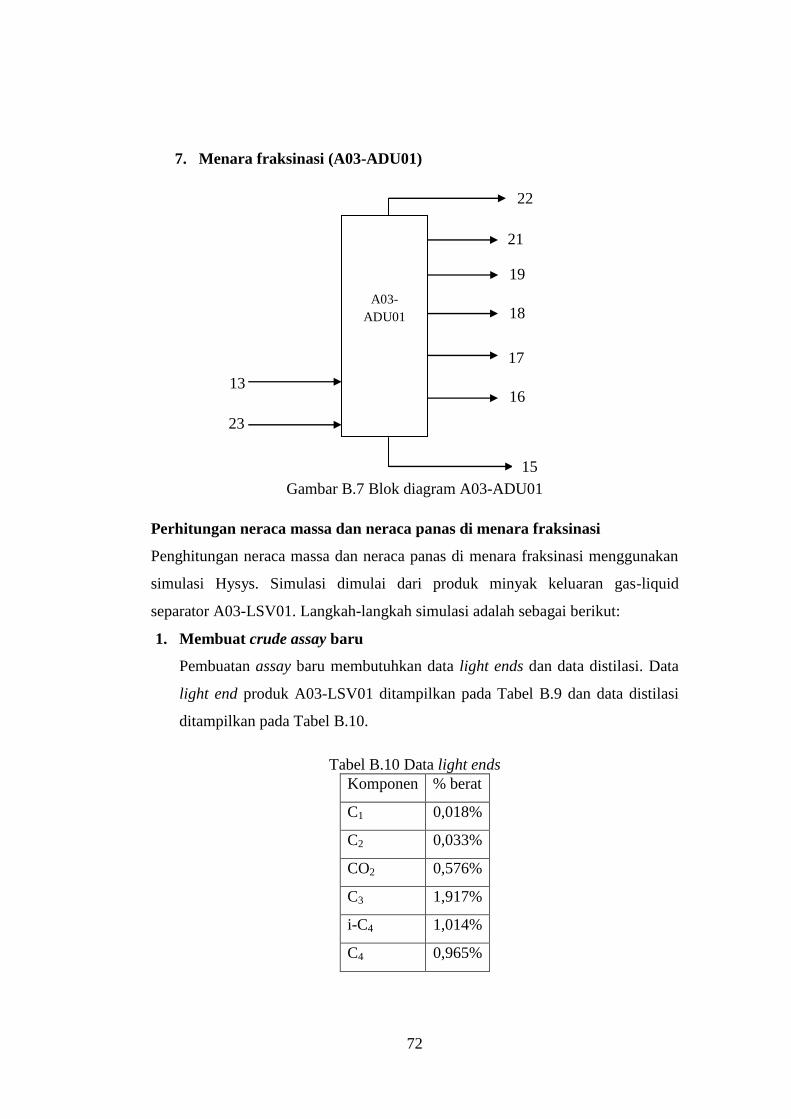
72
7. Menara fraksinasi (A03-ADU01)
Gambar B.7 Blok diagram A03-ADU01
Perhitungan neraca massa dan neraca panas di menara fraksinasi
Penghitungan neraca massa dan neraca panas di menara fraksinasi menggunakan
simulasi Hysys. Simulasi dimulai dari produk minyak keluaran gas-liquid
separator A03-LSV01. Langkah-langkah simulasi adalah sebagai berikut:
1. Membuat crude assay baru
Pembuatan assay baru membutuhkan data light ends dan data distilasi. Data
light end produk A03-LSV01 ditampilkan pada Tabel B.9 dan data distilasi
ditampilkan pada Tabel B.10.
Tabel B.10 Data light ends
Komponen % berat
C1 0,018%
C2 0,033%
CO2 0,576%
C3 1,917%
i-C4 1,014%
C4 0,965%
23
13
A03-
ADU01
15
16
17
18
19
21
22
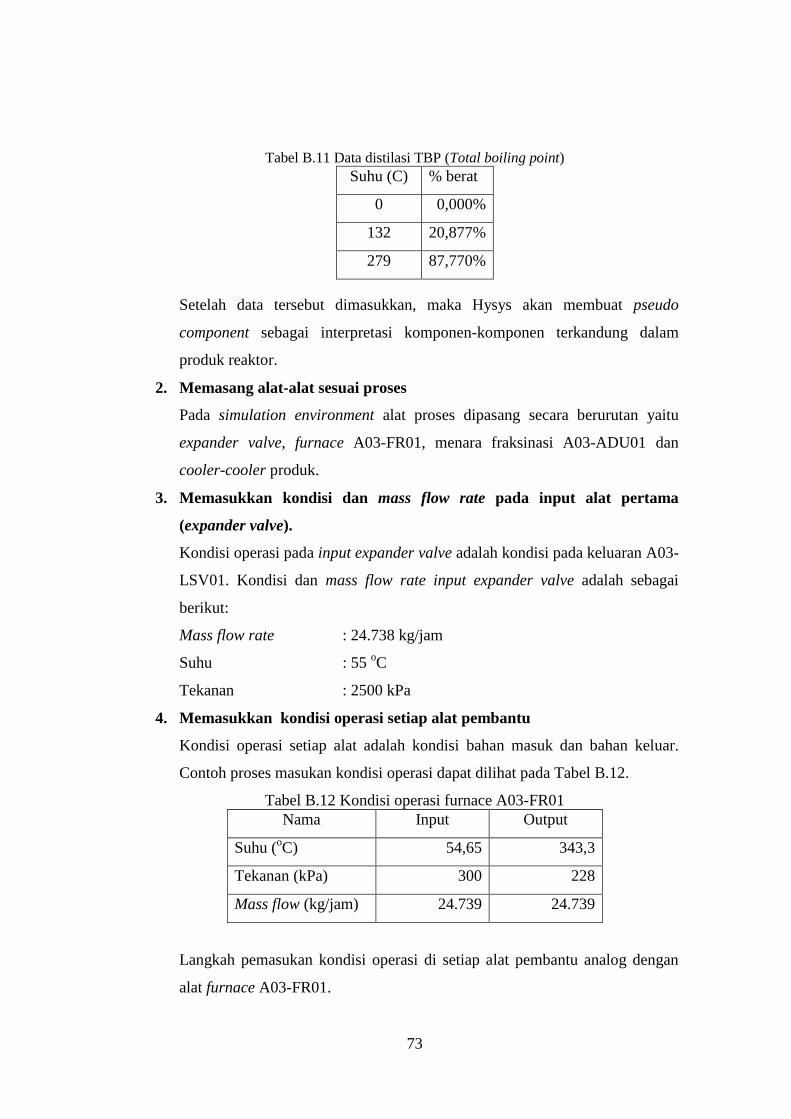
73
Tabel B.11 Data distilasi TBP (Total boiling point)
Suhu (C) % berat
0 0,000%
132 20,877%
279 87,770%
Setelah data tersebut dimasukkan, maka Hysys akan membuat pseudo
component sebagai interpretasi komponen-komponen terkandung dalam
produk reaktor.
2. Memasang alat-alat sesuai proses
Pada simulation environment alat proses dipasang secara berurutan yaitu
expander valve, furnace A03-FR01, menara fraksinasi A03-ADU01 dan
cooler-cooler produk.
3. Memasukkan kondisi dan mass flow rate pada input alat pertama
(expander valve).
Kondisi operasi pada input expander valve adalah kondisi pada keluaran A03-
LSV01. Kondisi dan mass flow rate input expander valve adalah sebagai
berikut:
Mass flow rate : 24.738 kg/jam
Suhu : 55 oC
Tekanan : 2500 kPa
4. Memasukkan kondisi operasi setiap alat pembantu
Kondisi operasi setiap alat adalah kondisi bahan masuk dan bahan keluar.
Contoh proses masukan kondisi operasi dapat dilihat pada Tabel B.12.
Tabel B.12 Kondisi operasi furnace A03-FR01
Nama Input Output
Suhu (oC) 54,65 343,3
Tekanan (kPa) 300 228
Mass flow (kg/jam) 24.739 24.739
Langkah pemasukan kondisi operasi di setiap alat pembantu analog dengan
alat furnace A03-FR01.
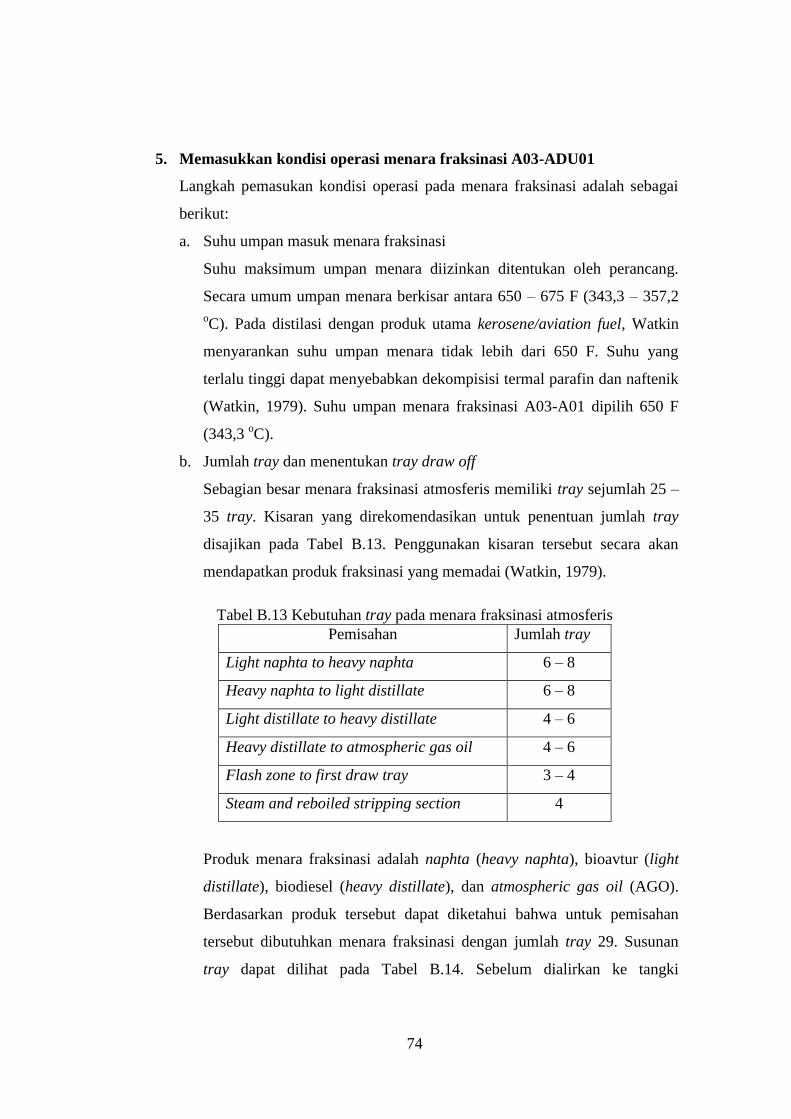
74
5. Memasukkan kondisi operasi menara fraksinasi A03-ADU01
Langkah pemasukan kondisi operasi pada menara fraksinasi adalah sebagai
berikut:
a. Suhu umpan masuk menara fraksinasi
Suhu maksimum umpan menara diizinkan ditentukan oleh perancang.
Secara umum umpan menara berkisar antara 650 – 675 F (343,3 – 357,2
oC). Pada distilasi dengan produk utama kerosene/aviation fuel, Watkin
menyarankan suhu umpan menara tidak lebih dari 650 F. Suhu yang
terlalu tinggi dapat menyebabkan dekompisisi termal parafin dan naftenik
(Watkin, 1979). Suhu umpan menara fraksinasi A03-A01 dipilih 650 F
(343,3 oC).
b. Jumlah tray dan menentukan tray draw off
Sebagian besar menara fraksinasi atmosferis memiliki tray sejumlah 25 –
35 tray. Kisaran yang direkomendasikan untuk penentuan jumlah tray
disajikan pada Tabel B.13. Penggunakan kisaran tersebut secara akan
mendapatkan produk fraksinasi yang memadai (Watkin, 1979).
Tabel B.13 Kebutuhan tray pada menara fraksinasi atmosferis
Pemisahan Jumlah tray
Light naphta to heavy naphta 6 – 8
Heavy naphta to light distillate 6 – 8
Light distillate to heavy distillate 4 – 6
Heavy distillate to atmospheric gas oil 4 – 6
Flash zone to first draw tray 3 – 4
Steam and reboiled stripping section 4
Produk menara fraksinasi adalah naphta (heavy naphta), bioavtur (light
distillate), biodiesel (heavy distillate), dan atmospheric gas oil (AGO).
Berdasarkan produk tersebut dapat diketahui bahwa untuk pemisahan
tersebut dibutuhkan menara fraksinasi dengan jumlah tray 29. Susunan
tray dapat dilihat pada Tabel B.14. Sebelum dialirkan ke tangki
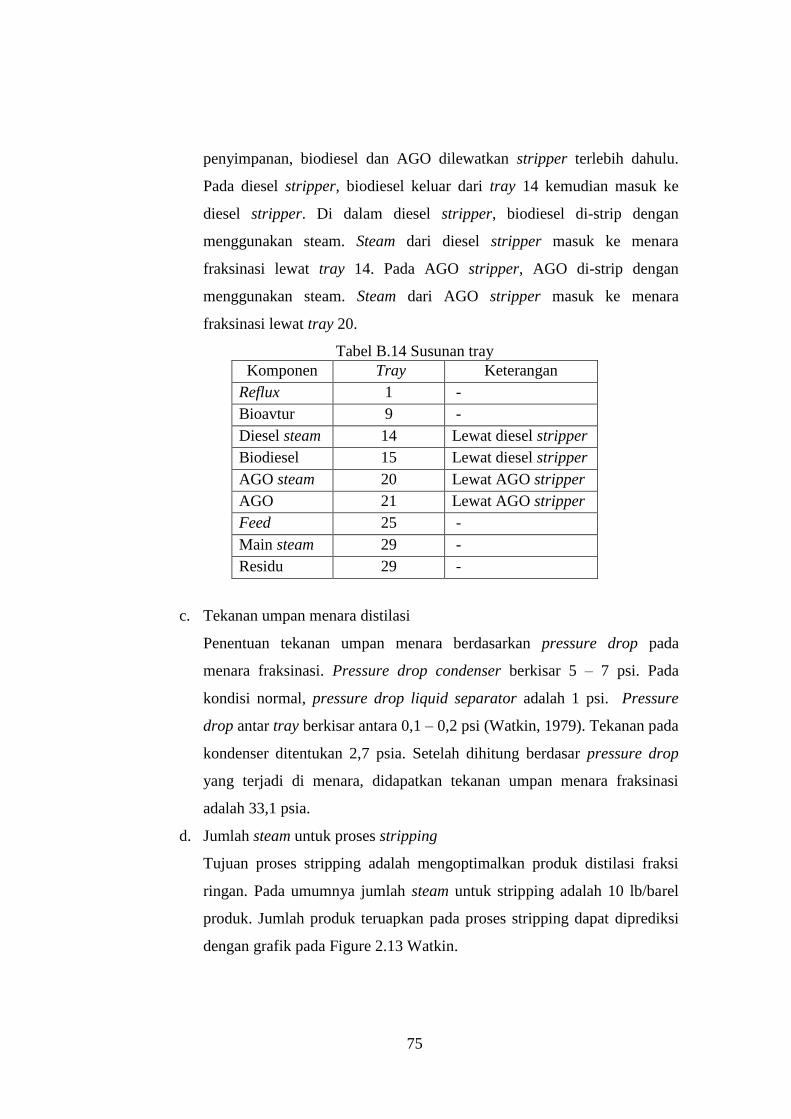
75
penyimpanan, biodiesel dan AGO dilewatkan stripper terlebih dahulu.
Pada diesel stripper, biodiesel keluar dari tray 14 kemudian masuk ke
diesel stripper. Di dalam diesel stripper, biodiesel di-strip dengan
menggunakan steam. Steam dari diesel stripper masuk ke menara
fraksinasi lewat tray 14. Pada AGO stripper, AGO di-strip dengan
menggunakan steam. Steam dari AGO stripper masuk ke menara
fraksinasi lewat tray 20.
Tabel B.14 Susunan tray
Komponen Tray Keterangan
Reflux 1 -
Bioavtur 9 -
Diesel steam 14 Lewat diesel stripper
Biodiesel 15 Lewat diesel stripper
AGO steam 20 Lewat AGO stripper
AGO 21 Lewat AGO stripper
Feed 25 -
Main steam 29 -
Residu 29 -
c. Tekanan umpan menara distilasi
Penentuan tekanan umpan menara berdasarkan pressure drop pada
menara fraksinasi. Pressure drop condenser berkisar 5 – 7 psi. Pada
kondisi normal, pressure drop liquid separator adalah 1 psi. Pressure
drop antar tray berkisar antara 0,1 – 0,2 psi (Watkin, 1979). Tekanan pada
kondenser ditentukan 2,7 psia. Setelah dihitung berdasar pressure drop
yang terjadi di menara, didapatkan tekanan umpan menara fraksinasi
adalah 33,1 psia.
d. Jumlah steam untuk proses stripping
Tujuan proses stripping adalah mengoptimalkan produk distilasi fraksi
ringan. Pada umumnya jumlah steam untuk stripping adalah 10 lb/barel
produk. Jumlah produk teruapkan pada proses stripping dapat diprediksi
dengan grafik pada Figure 2.13 Watkin.
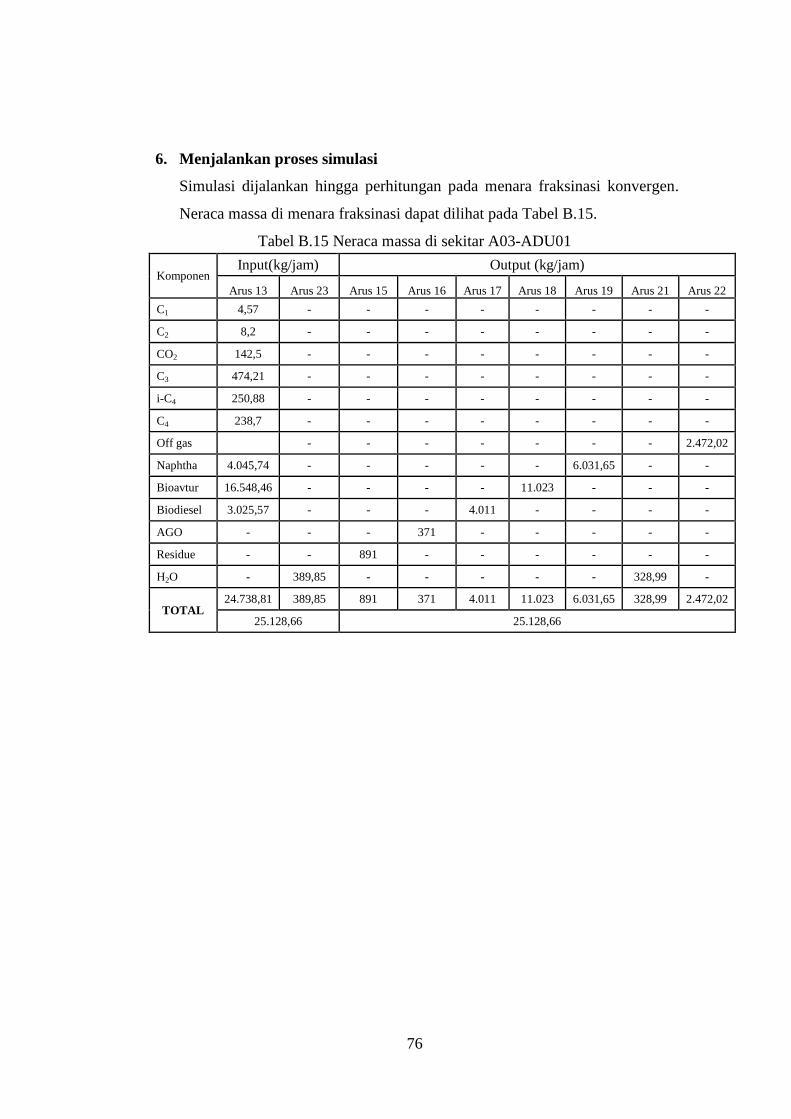
76
6. Menjalankan proses simulasi
Simulasi dijalankan hingga perhitungan pada menara fraksinasi konvergen.
Neraca massa di menara fraksinasi dapat dilihat pada Tabel B.15.
Tabel B.15 Neraca massa di sekitar A03-ADU01
Komponen Input(kg/jam) Output (kg/jam)
Arus 13 Arus 23 Arus 15 Arus 16 Arus 17 Arus 18 Arus 19 Arus 21 Arus 22
C1 4,57 - - - - - - - -
C2 8,2 - - - - - - - -
CO2 142,5 - - - - - - - -
C3 474,21 - - - - - - - -
i-C4 250,88 - - - - - - - -
C4 238,7 - - - - - - - -
Off gas
- - - - - - - 2.472,02
Naphtha 4.045,74 - - - - - 6.031,65 - -
Bioavtur 16.548,46 - - - - 11.023 - - -
Biodiesel 3.025,57 - - - 4.011 - - - -
AGO - - - 371 - - - - -
Residue - - 891 - - - - - -
H2O - 389,85 - - - - - 328,99 -
TOTAL 24.738,81 389,85 891 371 4.011 11.023 6.031,65 328,99 2.472,02
25.128,66 25.128,66
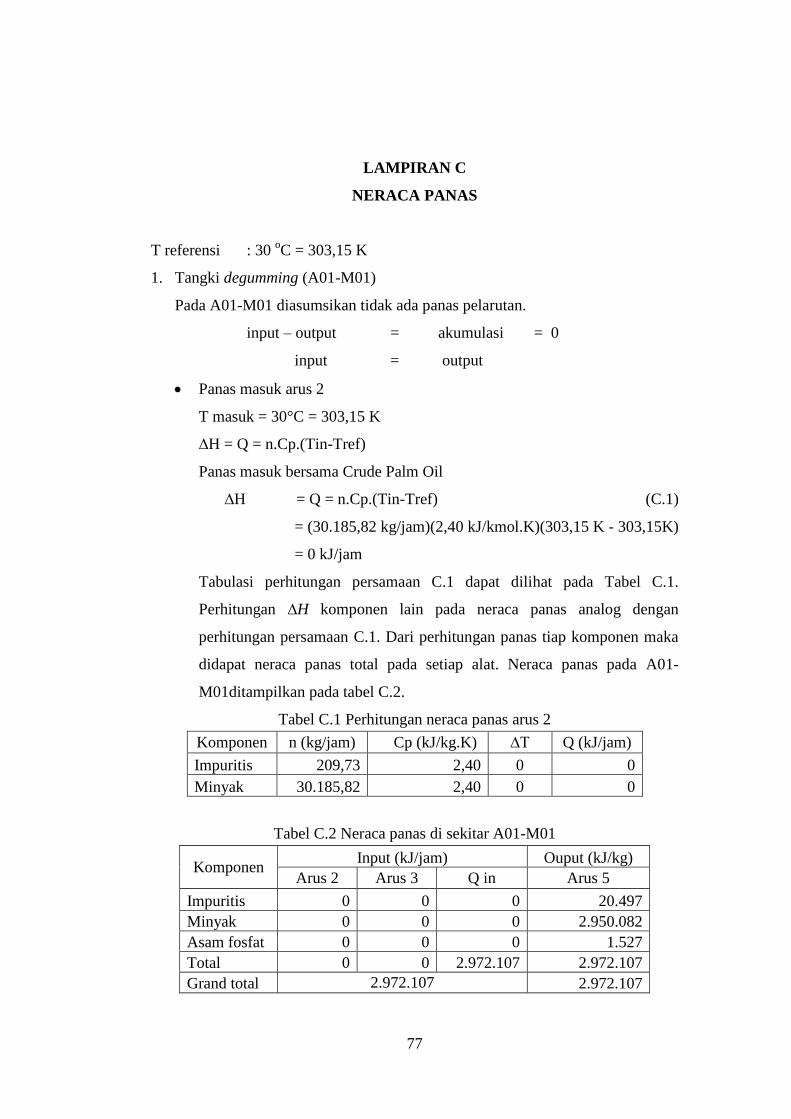
77
LAMPIRAN C NERACA PANAS LAMPIRAN C
NERACA PANAS
T referensi : 30 oC = 303,15 K
1. Tangki degumming (A01-M01)
Pada A01-M01 diasumsikan tidak ada panas pelarutan.
input – output = akumulasi = 0
input = output
Panas masuk arus 2
T masuk = 30°C = 303,15 K
∆H = Q = n.Cp.(Tin-Tref)
Panas masuk bersama Crude Palm Oil
∆H = Q = n.Cp.(Tin-Tref) (C.1)
= (30.185,82 kg/jam)(2,40 kJ/kmol.K)(303,15 K - 303,15K)
= 0 kJ/jam
Tabulasi perhitungan persamaan C.1 dapat dilihat pada Tabel C.1.
Perhitungan ∆H komponen lain pada neraca panas analog dengan
perhitungan persamaan C.1. Dari perhitungan panas tiap komponen maka
didapat neraca panas total pada setiap alat. Neraca panas pada A01-
M01ditampilkan pada tabel C.2.
Tabel C.1 Perhitungan neraca panas arus 2
Komponen n (kg/jam) Cp (kJ/kg.K) ∆T Q (kJ/jam)
Impuritis 209,73 2,40 0 0
Minyak 30.185,82 2,40 0 0
Tabel C.2 Neraca panas di sekitar A01-M01
Komponen Input (kJ/jam) Ouput (kJ/kg)
Arus 2 Arus 3 Q in Arus 5
Impuritis 0 0 0 20.497
Minyak 0 0 0 2.950.082
Asam fosfat 0 0 0 1.527
Total 0 0 2.972.107 2.972.107
Grand total 2.972.107 2.972.107
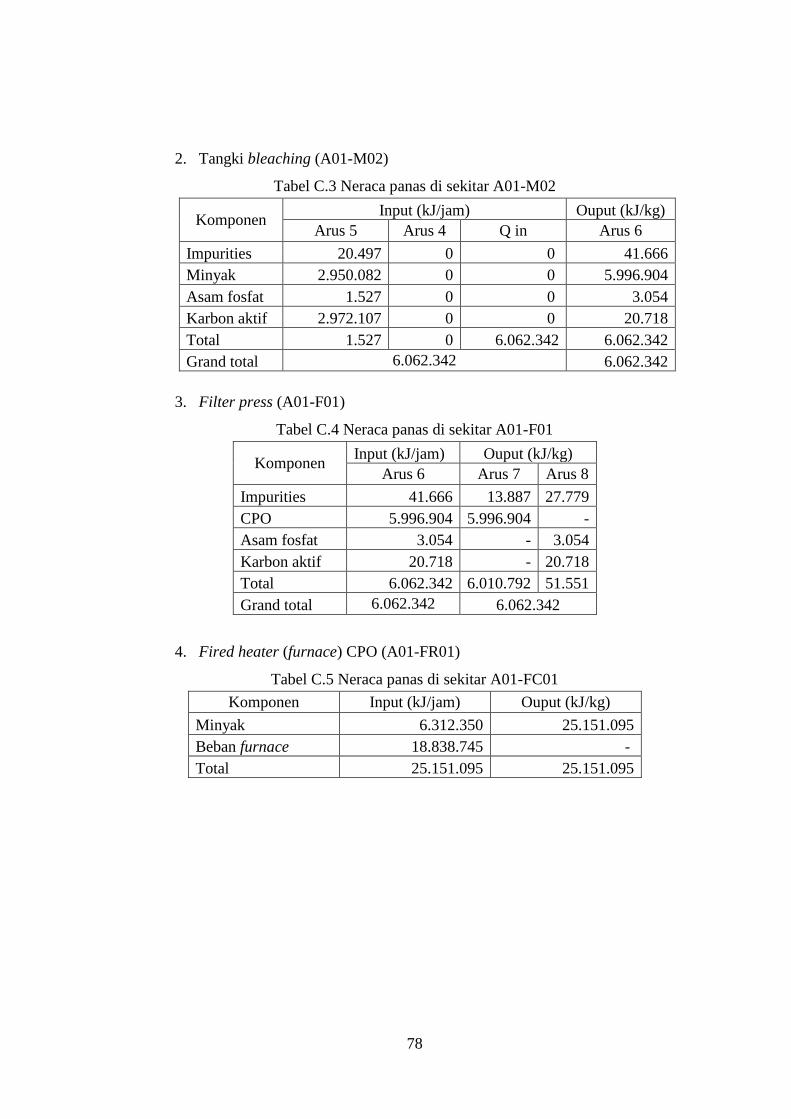
78
2. Tangki bleaching (A01-M02)
Tabel C.3 Neraca panas di sekitar A01-M02
Komponen Input (kJ/jam) Ouput (kJ/kg)
Arus 5 Arus 4 Q in Arus 6
Impurities 20.497 0 0 41.666
Minyak 2.950.082 0 0 5.996.904
Asam fosfat 1.527 0 0 3.054
Karbon aktif 2.972.107 0 0 20.718
Total 1.527 0 6.062.342 6.062.342
Grand total 6.062.342 6.062.342
3. Filter press (A01-F01)
Tabel C.4 Neraca panas di sekitar A01-F01
Komponen Input (kJ/jam) Ouput (kJ/kg)
Arus 6 Arus 7 Arus 8
Impurities 41.666 13.887 27.779
CPO 5.996.904 5.996.904 -
Asam fosfat 3.054 - 3.054
Karbon aktif 20.718 - 20.718
Total 6.062.342 6.010.792 51.551
Grand total 6.062.342 6.062.342
4. Fired heater (furnace) CPO (A01-FR01)
Tabel C.5 Neraca panas di sekitar A01-FC01
Komponen Input (kJ/jam) Ouput (kJ/kg)
Minyak 6.312.350 25.151.095
Beban furnace 18.838.745 -
Total 25.151.095 25.151.095
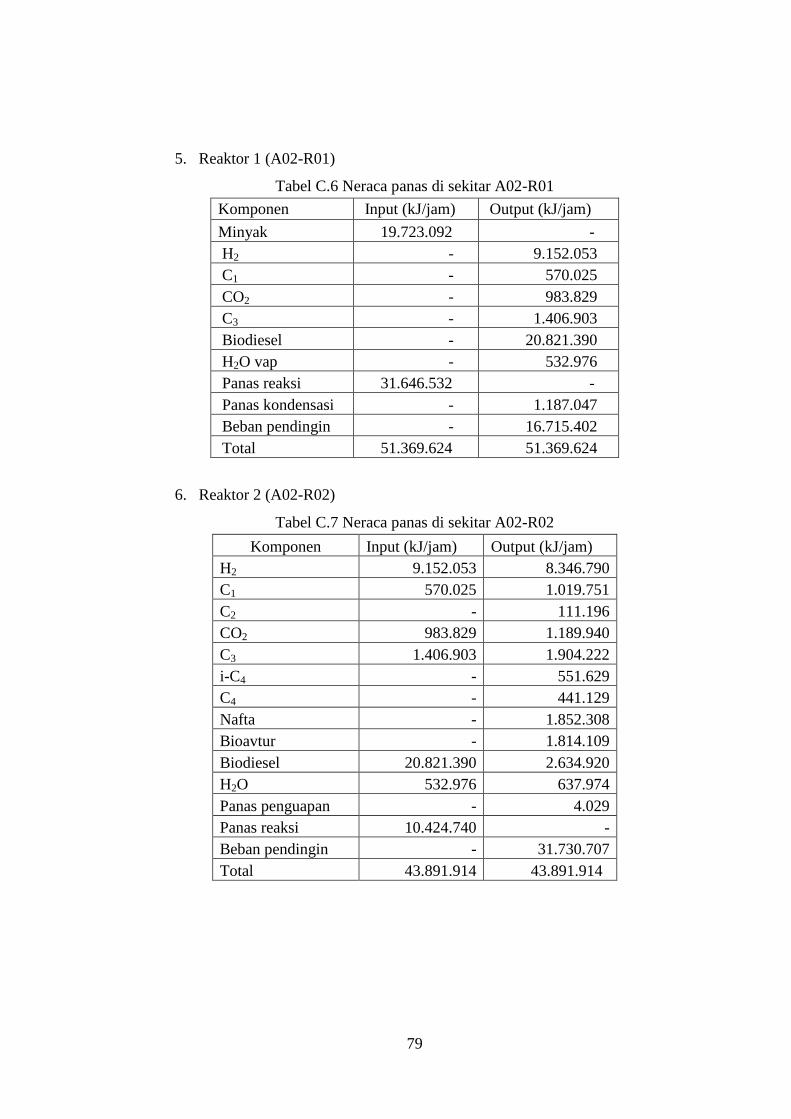
79
5. Reaktor 1 (A02-R01)
Tabel C.6 Neraca panas di sekitar A02-R01
Komponen Input (kJ/jam) Output (kJ/jam)
Minyak 19.723.092 -
H2 - 9.152.053
C1 - 570.025
CO2 - 983.829
C3 - 1.406.903
Biodiesel - 20.821.390
H2O vap - 532.976
Panas reaksi 31.646.532 -
Panas kondensasi - 1.187.047
Beban pendingin - 16.715.402
Total 51.369.624 51.369.624
6. Reaktor 2 (A02-R02)
Tabel C.7 Neraca panas di sekitar A02-R02
Komponen Input (kJ/jam) Output (kJ/jam)
H2 9.152.053 8.346.790
C1 570.025 1.019.751
C2 - 111.196
CO2 983.829 1.189.940
C3 1.406.903 1.904.222
i-C4 - 551.629
C4 - 441.129
Nafta - 1.852.308
Bioavtur - 1.814.109
Biodiesel 20.821.390 2.634.920
H2O 532.976 637.974
Panas penguapan - 4.029
Panas reaksi 10.424.740 -
Beban pendingin - 31.730.707
Total 43.891.914 43.891.914
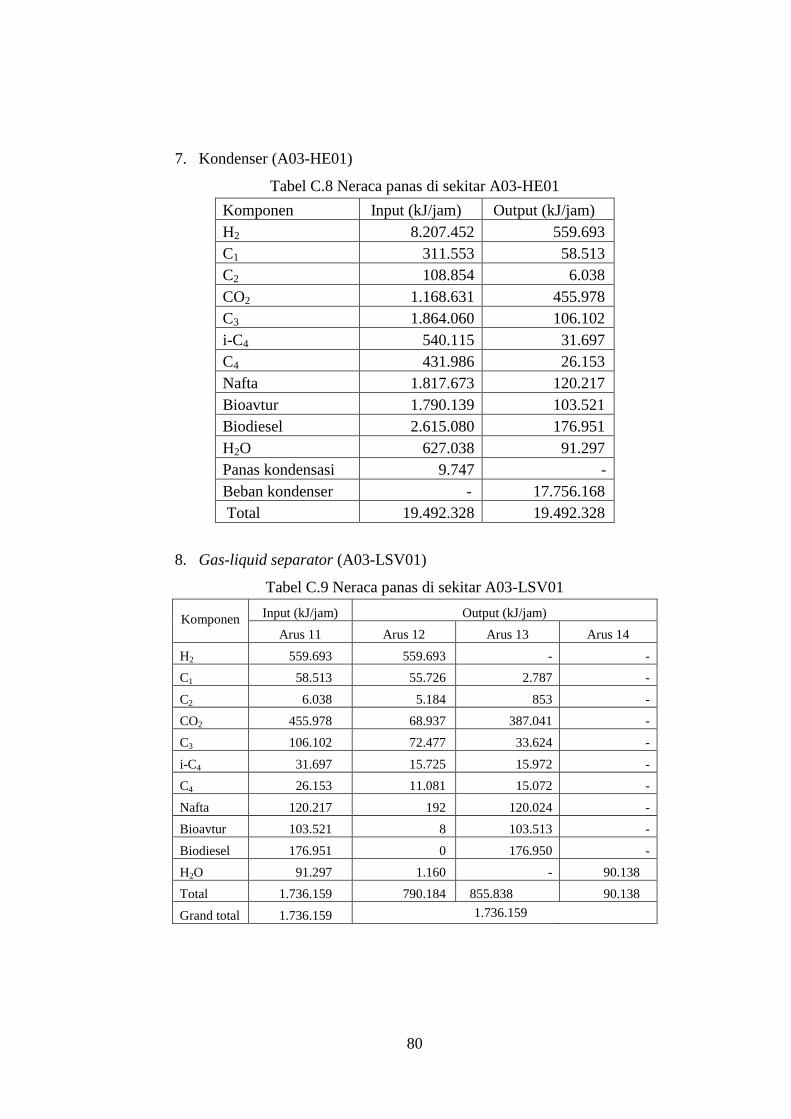
80
7. Kondenser (A03-HE01)
Tabel C.8 Neraca panas di sekitar A03-HE01
Komponen Input (kJ/jam) Output (kJ/jam)
H2 8.207.452 559.693
C1 311.553 58.513
C2 108.854 6.038
CO2 1.168.631 455.978
C3 1.864.060 106.102
i-C4 540.115 31.697
C4 431.986 26.153
Nafta 1.817.673 120.217
Bioavtur 1.790.139 103.521
Biodiesel 2.615.080 176.951
H2O 627.038 91.297
Panas kondensasi 9.747 -
Beban kondenser - 17.756.168
Total 19.492.328 19.492.328
8. Gas-liquid separator (A03-LSV01)
Tabel C.9 Neraca panas di sekitar A03-LSV01
Komponen
Input (kJ/jam) Output (kJ/jam)
Arus 11 Arus 12 Arus 13 Arus 14
H2 559.693 559.693 - -
C1 58.513 55.726 2.787 -
C2 6.038 5.184 853 -
CO2 455.978 68.937 387.041 -
C3 106.102 72.477 33.624 -
i-C4 31.697 15.725 15.972 -
C4 26.153 11.081 15.072 -
Nafta 120.217 192 120.024 -
Bioavtur 103.521 8 103.513 -
Biodiesel 176.951 0 176.950 -
H2O 91.297 1.160 - 90.138
Total 1.736.159 790.184 855.838 90.138
Grand total 1.736.159 1.736.159
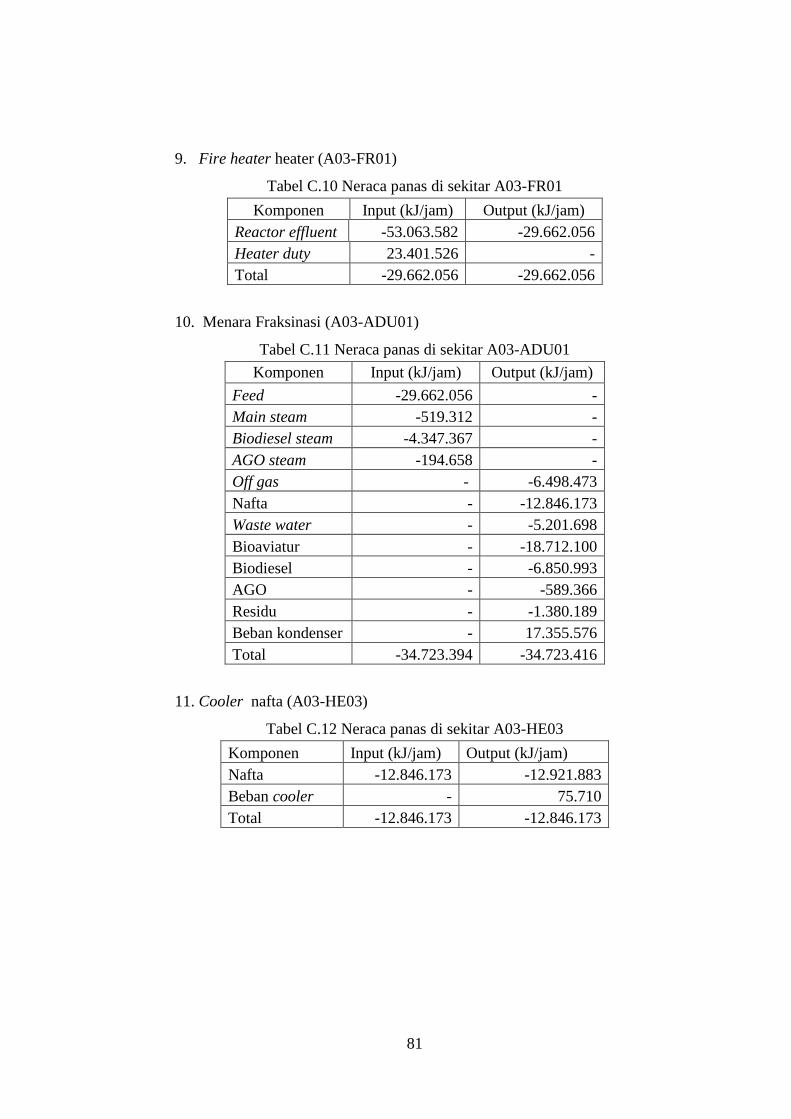
81
9. Fire heater heater (A03-FR01)
Tabel C.10 Neraca panas di sekitar A03-FR01
Komponen Input (kJ/jam) Output (kJ/jam)
Reactor effluent -53.063.582 -29.662.056
Heater duty 23.401.526 -
Total -29.662.056 -29.662.056
10. Menara Fraksinasi (A03-ADU01)
Tabel C.11 Neraca panas di sekitar A03-ADU01
Komponen Input (kJ/jam) Output (kJ/jam)
Feed -29.662.056 -
Main steam -519.312 -
Biodiesel steam -4.347.367 -
AGO steam -194.658 -
Off gas - -6.498.473
Nafta - -12.846.173
Waste water - -5.201.698
Bioaviatur - -18.712.100
Biodiesel - -6.850.993
AGO - -589.366
Residu - -1.380.189
Beban kondenser - 17.355.576
Total -34.723.394 -34.723.416
11. Cooler nafta (A03-HE03)
Tabel C.12 Neraca panas di sekitar A03-HE03
Komponen Input (kJ/jam) Output (kJ/jam)
Nafta -12.846.173 -12.921.883
Beban cooler - 75.710
Total -12.846.173 -12.846.173
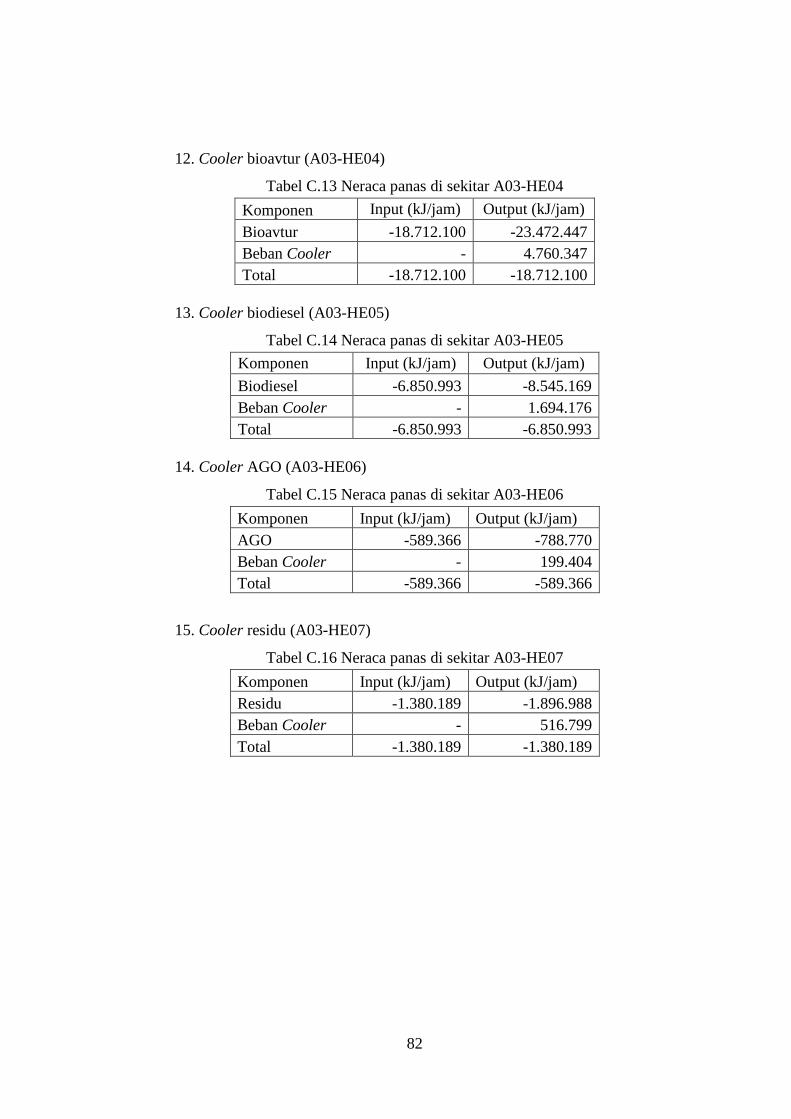
82
12. Cooler bioavtur (A03-HE04)
Tabel C.13 Neraca panas di sekitar A03-HE04
Komponen Input (kJ/jam) Output (kJ/jam)
Bioavtur -18.712.100 -23.472.447
Beban Cooler - 4.760.347
Total -18.712.100 -18.712.100
13. Cooler biodiesel (A03-HE05)
Tabel C.14 Neraca panas di sekitar A03-HE05
Komponen Input (kJ/jam) Output (kJ/jam)
Biodiesel -6.850.993 -8.545.169
Beban Cooler - 1.694.176
Total -6.850.993 -6.850.993
14. Cooler AGO (A03-HE06)
Tabel C.15 Neraca panas di sekitar A03-HE06
Komponen Input (kJ/jam) Output (kJ/jam)
AGO -589.366 -788.770
Beban Cooler - 199.404
Total -589.366 -589.366
15. Cooler residu (A03-HE07)
Tabel C.16 Neraca panas di sekitar A03-HE07
Komponen Input (kJ/jam) Output (kJ/jam)
Residu -1.380.189 -1.896.988
Beban Cooler - 516.799
Total -1.380.189 -1.380.189
83
LAMPIRAN D PERANCANGAN REAKTOR
LAMPIRAN D
PERANCANGAN REAKTOR
Jenis reaktor : Fixed bed multi tube
Alasan pemilihan :
- Memudahkan transfer panas (proses pendinginan) karena reaksi dalam
reaktor bersifat eksotermis
- Reaktor bertekanan tinggi sehingga dengan susunan banyak tube,
kemanan lebih terjamin
Kondisi operasi :
- Suhu : 605,15 – 671,15 K
- Tekanan : 5.171 kPa
- Fase reaksi : - Gas dan cair (reaktor A02-R01)
Katalis :
- Metal : CoMo
- Support : Alumina
- Bentuk : Silinder
- Lifetime : 10 tahun
- Panjang : 6,4 mm
- Diameter : 1,6 mm
- Densitas : 810 kg/m3 (dense loaded)
(Pertamina RU V Balikpapan)
Sesuai dengan hasil perhitungan neraca massa (Tabel B.4) dan neraca panas
(Tabel C.6), maka dapat dihitung dimensi reaktor.
84
D. Menghitung dimensi reaktor
1. Menentukan jenis dan ukuran tube
Pemilihan tube berdasarkan pada tebal tube. Dipilih tube dengan tebal
tertentu sehingga dapat menangani tekanan dalam tube (5.171 kPa).
Spesifikasi tube dipilih:
Diameter dalam tube (ID) : 1,17 in
Diameter luar tube (OD) : 1,5 in
Tebal pipa : 0,33 in
BWG : 8
Flow area (a’t) : 1,075 in2
Panjang tube dipilih (Ltube) : 5 m
Setelah spesifikasi tube dipilih, langkah berikutnya adalah menghitung
ketebalan tube minimum yang dibutuhkan untuk menangani tekanan dalam
tube. Tebal tube dapat dihitung dengan persamaan D.4 (Brownell, 1959).
Perhitungn tebal tube:
(D.4)
Spesifikasi :
Allowance stress (f) : 17500 lb/in2 (Tabel 13-1 Brownell)
Corrosion allowanse (C ) : 0,125 in
Efisiensi pengelasan (E) : 0,8 (tabel 13-2 Brownell, single butt joint)
P operasi : 5.171 kPa
: 51,03 atm
P design : 900,24 psia (over design 20 %)
ID : 1,170 in
ri (jari-jari) : 0,585 in
t tube : 0,164 in
tebal tube : 0,165 in
Tebal pipa dibutuhkan (0,165 in) lebih kecil daripada tebal pipa aktual (0,33
in) sehingga pipa tersebut dapat digunakan.
CPEf
riPt
6,0.
.
85
2. Menghitung volume katalis
Volume tumpukan katalis (Vcat) dapat dihitung dengan persamaan D.5
(Ancheyta, 2011).
𝐿𝐻𝑆𝑉 =𝐹
𝑉𝑐𝑎𝑡 (D. 5)
Liquid Hourly Space Velocity (LHSV) : 3,5 jam-1
Mass rate CPO : 30.256 kg/jam
Densitas CPO : 768 kg/m3
Volume rate CPO (F) : 39,4 m3/jam
𝑉𝑐𝑎𝑡 =𝐹
𝐿𝐻𝑆𝑉
𝑉𝑐𝑎𝑡 =39,4 𝑚3. 𝑗𝑎𝑚−1
3,5 𝑗𝑎𝑚−1
𝑉𝑐𝑎𝑡 = 11,25 m3
3. Menghitung jumlah tube
Setelah volume katalis terhitung dan panjang tube telah ditentukan, maka
dapat dihitung kebutuhan tube reaktor.
Vcat : 11,25 m3
Ltube : 5 m
ID : 1,17 in = 0,0297 m
Volume per tube (Vtube) = 1
4𝜋𝐼𝐷2
= 0,00347 m3
Jumlah tube = 𝑉𝑐𝑎𝑡
𝑉𝑡𝑢𝑏𝑒
= 3244,97 tube
Jumlah tube dipilih = 3245 tube
4. Menghitung diameter shell
Diameter shell dihitung dengan persamaan D.7 dan D.8 (Shah, R.K., 2003).
86
CPfE
riPts
6.0
.
𝐷𝑠 = 0,637 𝐶𝐿
𝐶𝑇𝑃 𝐴𝑜 (𝑃𝑇/𝑑𝑜 )2𝑑𝑜
𝐿
12
(D.7)
𝐴𝑜 = 𝜋𝑑𝑜𝑁𝑡𝐿 (D.8)
CTP = 0,93 (one tube pass)
CL = 0,87 (triangular pitch)
Nt (jumlah tube) = 3.245 tube
Pt (pitch) = 0,156 ft
do = 0,125 ft
L (panjang tube) = 16,4 ft
Ao = 20.887,9 ft2/ft
𝐷𝑠 = 0,637 0,87
0,93 20.887,9(0,156/0,125)20,125
16,4
12
Ds = 9,72 ft
= 2,96 m ≈ 3 m
5. Menghitung baffle space (B)
Jarak antar baffle dapat ditentukan dengan persamaan D.7 (Kern, 1960).
Baffle space (B) = 0,5 x IDs (D.7)
= 0,5 x 3 m
= 1,5 m
Hasil perhitungan menunjukkan bahwa jarak antar baffle adalah 1,5 m.
Namun pada reaktor ini dipilih jarak antar baffle 1 m.
6. Menghitung tebal shell
Tebal shell (ts) dapat dihitung dengan persamaan D.8 (Brownell, 1959).
(D.8)
Allowance stress (f) = 17.500 lb/in2 (Tabel 13-1 Brownell)
Corrosion allowance (C) = 0,125 in (Tabel 13-2 Brownell)
Efisiensi pengelasan (E) = 0,8 (Tabel 13-1 Brownell)
87
tsIDSOD 2
P operasi = 101,325 kPa
P design = 17,640 psia (over design 20%)
ri = 58,82 in
t shell = 0,2 in
7. Menghitung tebal head
Tebal shell (ts) dapat dihitung dengan persamaan D.9 dan D.10 (Brownell,
1959).
𝑊 =1
4 3 + 𝑟𝑐
𝑖𝑐𝑟 (D. 9)
𝑡 =𝑃 𝑟𝑐 𝑊
2𝑓𝐸 − 0,2𝑃+ 𝐶 (D. 10)
(D.11)
Dengan
th = tebal head, in
icr = inside corner radius, in
rc = radius of dish, in
Tabel 5.7 Brownell untuk OD = 126 in dan t = 0,20 in
icr = 9 in
rc = 114 in
maka didapat W = 1,64 in
th = 5,13 in
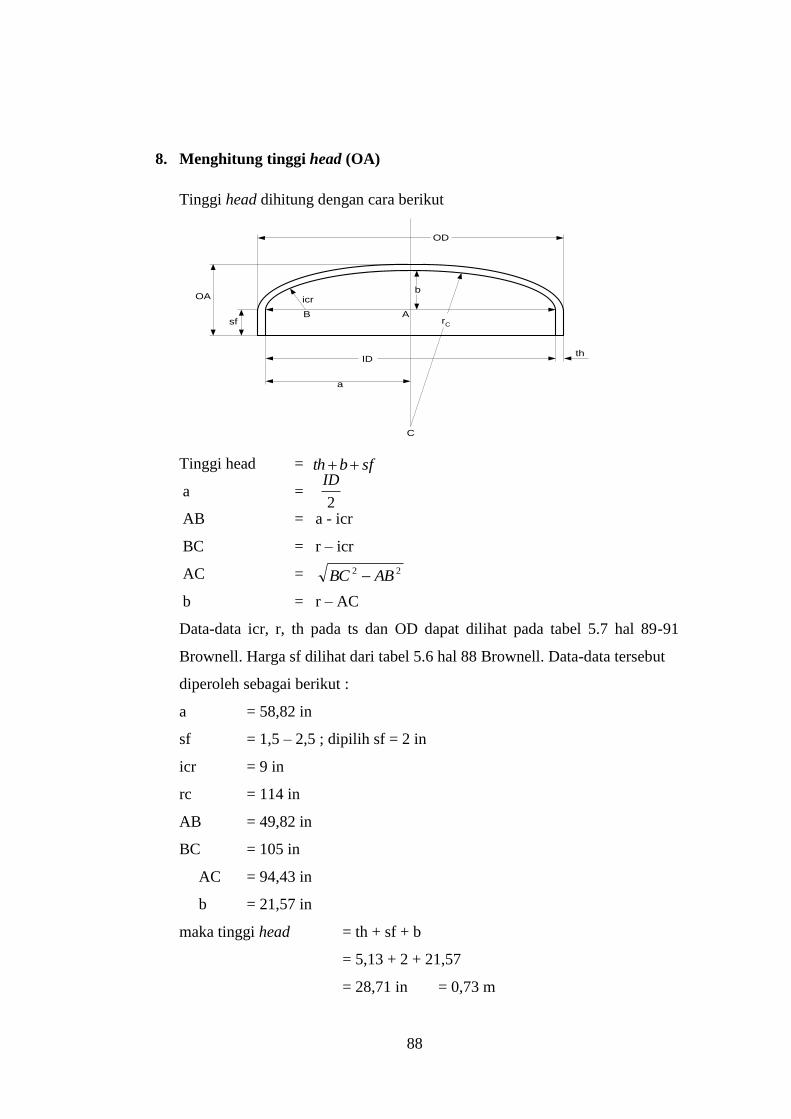
88
sfbth
2
ID
22 ABBC
8. Menghitung tinggi head (OA)
Tinggi head dihitung dengan cara berikut
OD
bicr
B A
ID
a
sf
OA
rC
C
th
Tinggi head =
a =
AB = a - icr
BC = r – icr
AC =
b = r – AC
Data-data icr, r, th pada ts dan OD dapat dilihat pada tabel 5.7 hal 89-91
Brownell. Harga sf dilihat dari tabel 5.6 hal 88 Brownell. Data-data tersebut
diperoleh sebagai berikut :
a = 58,82 in
sf = 1,5 – 2,5 ; dipilih sf = 2 in
icr = 9 in
rc = 114 in
AB = 49,82 in
BC = 105 in
AC = 94,43 in
b = 21,57 in
maka tinggi head = th + sf + b
= 5,13 + 2 + 21,57
= 28,71 in = 0,73 m
89
9. Menghitung tinggi reaktor
Tinggi reaktor merupakan tinggi tube yang digunakan ditambah 2 x tinggi
head. Ditentukan tinggi/panjang tube yang digunakan = 5 m
Tinggi reaktor (Hr) = Z + 2 x Tinggi head
= 5 m + (2 x 0,73 m)
= 6,46 m
E. Menentukan ukuran pipa
Syarat pemilihan pipa adalah ketersediaan pipa, (lihat tabel F.1), kecepatan
linier fluida sesuai persyaratan, dan ketebalan mampu menangani tekanan
dalam pipa. Tebal minimal pipa 3” SCH 40 in adalah 0,23 in dan pipa 4”
SCH 40 adalah 0,26 in. Kecepatan linier air 2,5 – 3 m/s dan kecepatan linier
gas 60 m/s.
1. Pipa inlet reaktan A02-R01
Laju volumetrik = 39,38 m3/jam
= 0,01 m3/s
Diameter dalam pipa = 77, 93 mm (NPS 3” SCH 40)
Luas pipa = 0,0048 m2
Kecepatan alir fluida (u) = 2,29 m/s
Tebal pipa = 11,97 mm
= 0,47 in
2. Pipa outlet reaktor A02-R01
Laju volumetrik = 1.426,33 m3/jam
= 0,084 m3/s
Diameter dalam pipa = 102,26 mm (NPS 4” SCH 40)
Luas pipa = 0,00821 m2
Kecepatan alir fluida (u) = 48,27 m/s
Tebal pipa = 12,04 mm
= 0,47 in
3. Pipa inlet dan outlet fluida pendingin reaktor A02-R01
Laju volumetrik = 30,23 m3/jam
= 0,0084 m3/s

90
Diameter dalam pipa = 77,03 mm (NPS 3” SCH 40)
Luas pipa = 0,0047 m2
Kecepatan alir fluida (u) = 1,80 m/s
Tebal pipa = 11,87 mm
= 0,47 inf
F. Menentukan tebal isolasi reaktor
Reaktor 1 dan reaktor 2 diisolasi dengan isolator silica dengan data - data
sebagai berikut:
Ε = 0,85
kisolasi = 0,013 Btu/hr ft 0F
Suhu isolator bagian luar T3 = 500C = 122
0F = 323,15 K
Suhu rata – rata dalam reaktor T1 = 398 oC = 748,4
oF = 538,75 K
Suhu udara luar T4 = 30 oC = 86
oF = 303,15 K
Suhu film tf = 2
43 TT =
2
3050 = 40
0C = 313,15 K = 104
oF
β = ft
1 =
40
1 = 0,025 C
-1
Δt = T3 – tf = 50 – 40 = 100C
Sifat fisis udara pada tf :
= 1,1302 kg/m3
cp = 1,0066 kJ/kg OC
k = 0,0272 W/m OC
μ = 1,91E-05 kg/m s
Asumsi : Sifat – sifat fisis udara tetap
Di sekeliling reaktor terjadi konveksi bebas
Gr = 2
3 t g
Gr = Bilangan Grasshoff
Pr = k
cp Pr = Bilangan Prandtl
Raf = Gr.Pr Raf = Bilangan Rayleigh
91
Bila : Raf = 104 – 10
9 hc = 0,29
25,0
L
t
Raf = 109 –
1012
hc = 0,19 3/1t (Mc.Adams, 1958)
hc = koefisien perpindahan massa konveksi
diambil : = L = tinggi silinder reaktor = 6,47 m
25
21233
)./1091,1(
)10( )/8,9( )025,0( )/1302,1( )47,6(
smkgx
CsmCmkgmGr
= 2,34 x 1012
Pr = k
cp
= 0272,0
)0591,1)(0066,1( E
= 7,05x 10-4
Raf = Gr. Pr
= (2,34 x 1012
)(7,05x 10-4
)
= 1,65 x 109
Raf terletak antara 109 – 10
12, sehingga:
hc = 0,19
33,0
L
t
= 0,22 W/m2 0
C
Koefisien perpindahan panas radiasi dihitung dengan :
qr = ε τ (T34 – T4
4)
dimana :
ε = emisivitas
τ = konstanta Stefan Boltzman = 5,67.10-8
W/ m2
K4
Ts = suhu dinding, K
Tu = suhu film, K
qr = 0,85 (5,67.10-8
)(323,154 – 303,15
4)
= 118,50 W/m2
92
Koefisien perpindahan panas radiasi,
hr = 15,30315,323
7287,129
43
TT
qr = 5,92 W/m2.o
C
Penentuan tebal isolasi dilakukan dengan cara trial and error. Penyelesaian
trial and error dilakukan dengan goal seek. Hasil perhitungan dibutuhkan
isolator silica = 0,0625 m.
Algoritma perhitungan dimensi reaktor dapat dilihat pada Gambar D.1.
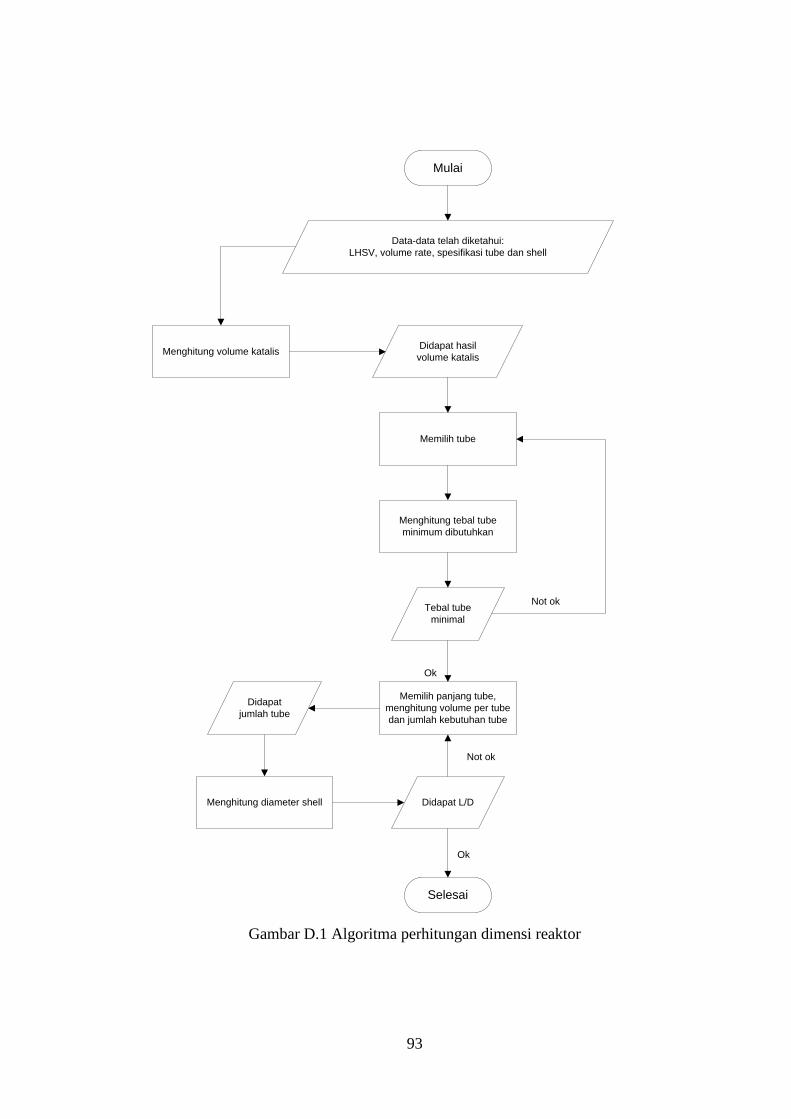
93
Mulai
Menghitung volume katalis
Data-data telah diketahui:
LHSV, volume rate, spesifikasi tube dan shell
Didapat hasil
volume katalis
Memilih tube
Menghitung tebal tube
minimum dibutuhkan
Tebal tube
minimal
Memilih panjang tube,
menghitung volume per tube
dan jumlah kebutuhan tube
Ok
Not ok
Didapat
jumlah tube
Menghitung diameter shell Didapat L/D
Not ok
Ok
Selesai
Gambar D.1 Algoritma perhitungan dimensi reaktor
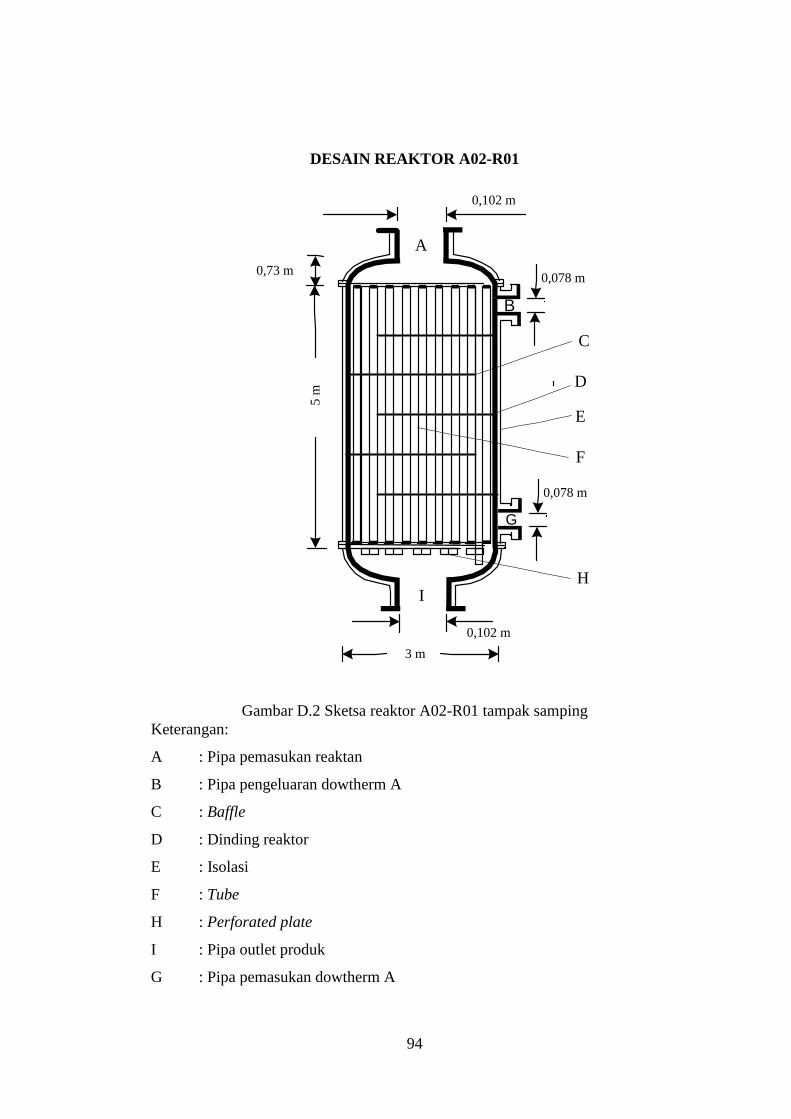
94
DESAIN REAKTOR A02-R01
C
D
0,102 m
3 m
0,102 m
A
0,078 m
5 m
0,73 m
0,078 m
E
F
HI
B
G
Gambar D.2 Sketsa reaktor A02-R01 tampak samping
Keterangan:
A : Pipa pemasukan reaktan
B : Pipa pengeluaran dowtherm A
C : Baffle
D : Dinding reaktor
E : Isolasi
F : Tube
H : Perforated plate
I : Pipa outlet produk
G : Pipa pemasukan dowtherm A
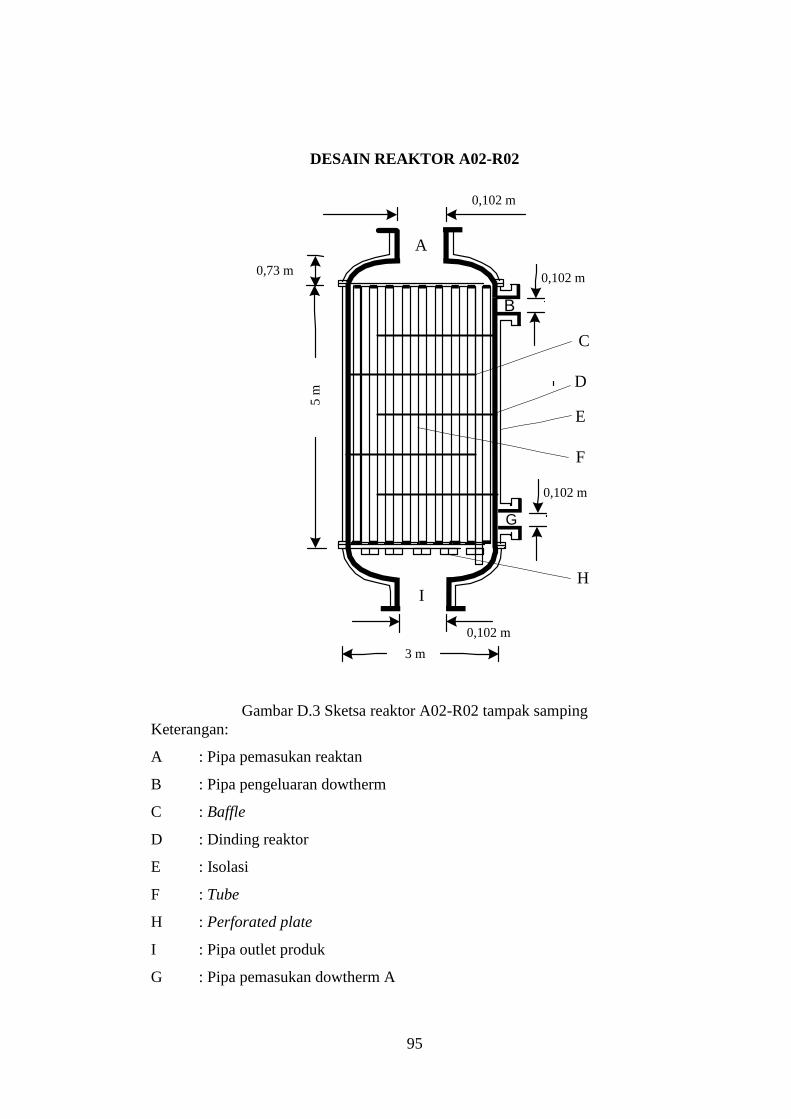
95
DESAIN REAKTOR A02-R02
C
D
0,102 m
3 m
0,102 m
A
0,102 m
5 m
0,73 m
0,102 m
E
F
HI
B
G
Gambar D.3 Sketsa reaktor A02-R02 tampak samping
Keterangan:
A : Pipa pemasukan reaktan
B : Pipa pengeluaran dowtherm
C : Baffle
D : Dinding reaktor
E : Isolasi
F : Tube
H : Perforated plate
I : Pipa outlet produk
G : Pipa pemasukan dowtherm A
96
MENARA FRAKSINASI
i. Menghitung dimensi menara fraksinasi
Penghitungan dimensi menara dilakukan dengan membagi menara menjadi
beberapa envelope. Hal ini dilakukan karena setiap melewati draw off
sehingga jumlah uap berkurang. Penghitungan dimensi menara berdasarkan
jumlah uap di dalam envelope.
1. Envelope 1 (flash zone)
Langkah-langkah menghitung diameter menara adalah sebagai berikut:
a. Menghitung volume rate uap
Penghitungan volume uap pada flash zone dapat dilakukan dengan
persamaan D.12 (Nelson, 1958).
𝑉 = 𝑛 𝑥 379 𝑥 𝑇 + 460 𝑅
520 𝑅 𝑥
760 𝑚𝑚𝐻𝑔
𝑃 (D. 12)
Keterangan:
V : volume gas (ft3/jam)
n : jumlah mol (lbmol/jam)
T : suhu operasi (oF)
P : tekanan operasi (mmHg)
Jumlah mol pada flash zone (n) = 338,19 lbmol/jam (Hysys)
Suhu operasi (T) = 580,7 oF (dari Hysys)
Tekanan operasi (P) = 1617,2 mmHg (Hysys)
Volume uap (V) = 138.383,75 ft3/jam
b. Menghitung densitas uap
Volume uap (V) = 138.383,75 ft3/jam
Massa uap (m) = 52.797,71 lb/jam (Hysys)
Densitas uap = 𝑚
𝑉
= 0,3815 lb/ft3
c. Menghitung w/A
Nilai w/A dihitung dengan persamaan D.13 (Nelson, 1958).
97
𝑤
𝐴= 𝐾 𝜌𝑢𝑎𝑝 (𝜌𝑙𝑖𝑞 − 𝜌𝑢𝑎𝑝 ) (D. 13)
Keterangan:
w : laju massa (lb/jam)
A : luas menara (ft2)
K : tetapan K sebagai fungsi jarak antar tray
ρuap : densitas uap (lb/ft3)
ρliq : densitas cairan (lb/ft3)
Tetapan K (K) = 500 (Figure 16-13, Nelson)
ρuap = 0,3815 lb/ft3
ρliq = 41,53 lb/ft3
(Hysys)
w/A = 1.981,04 lb/ft2
A = 𝑚
1.981,04 lb /ft2
= 52.797,71 lb
1.981,04 lb /ft2
= 26,65 ft2
Diameter tray (D) = 4 𝐴
𝜋
= 4 (26,65 ft2)
𝜋
= 5,82 ft
= 1,76 m
Jarak antar tray = 15 in (Figure 16-13 Nelson, K = 500)
2. Envelope 2 (meninggalkan tray 15)
Cara penghitungan envelope 2 sama seperti envelope 1. Didapat hasil
perhitungan sebagai berikut:
Suhu = 510,62 F
Tekanan = 1.432 mmHg
Jumlah mol = 424,53 lbmol/jam
Massa = 48.787,12 lb/jam
ρuap = 0,2748 lb/ft3
98
ρliq = 42,45 lb/ft3
(Hysys)
w/A = 1.702,19 lb/ft2
Diameter tray = 5,72 ft
= 1,74 m
Jarak antar tray = 15 in (Figure 16-13 Nelson, K = 500)
3. Envelope 3 (meninggalkan tray 9)
Cara penghitungan envelope 3 sama seperti envelope 1. Didapat hasil
perhitungan sebagai berikut:
Suhu = 433,35 F
Tekanan = 1.321 mmHg
Jumlah mol = 249,95 lbmol/jam
Massa = 19.473,66 lb/jam
ρuap = 0,2081 lb/ft3
ρliq = 40,25 lb/ft3
(Hysys)
w/A = 1.443,30 lb/ft2
Diameter tray = 4,14 ft
= 1,26 m
Jarak antar tray = 15 in (Figure 16-13 Nelson, K = 500)
4. Envelope 4 (bottom)
Diameter bottom dihitung berdasar residu. Bottom harus selalu terisi cairan
residu agar tekanan di dalam menara fraksinasi tidak turun. Diameter
bottom dipilih sama seperti diameter top menara (envelope 3). Perhitungan
diameter bottom adalah sebagai berikut:
Laju massa residu = 891 kg/jam
Densitas = 665,19 kg/m3
Laju volume residu = 0,0223 m3/menit
Waktu tinggal = 7 menit (GPSA, 2004)
Diameter bottom = 4,14 ft
= 1,26 m
Tinggi cairan residu = 0,1237 m
Jarak antar tray = 15 in (Figure 16-13 Nelson, K = 500)
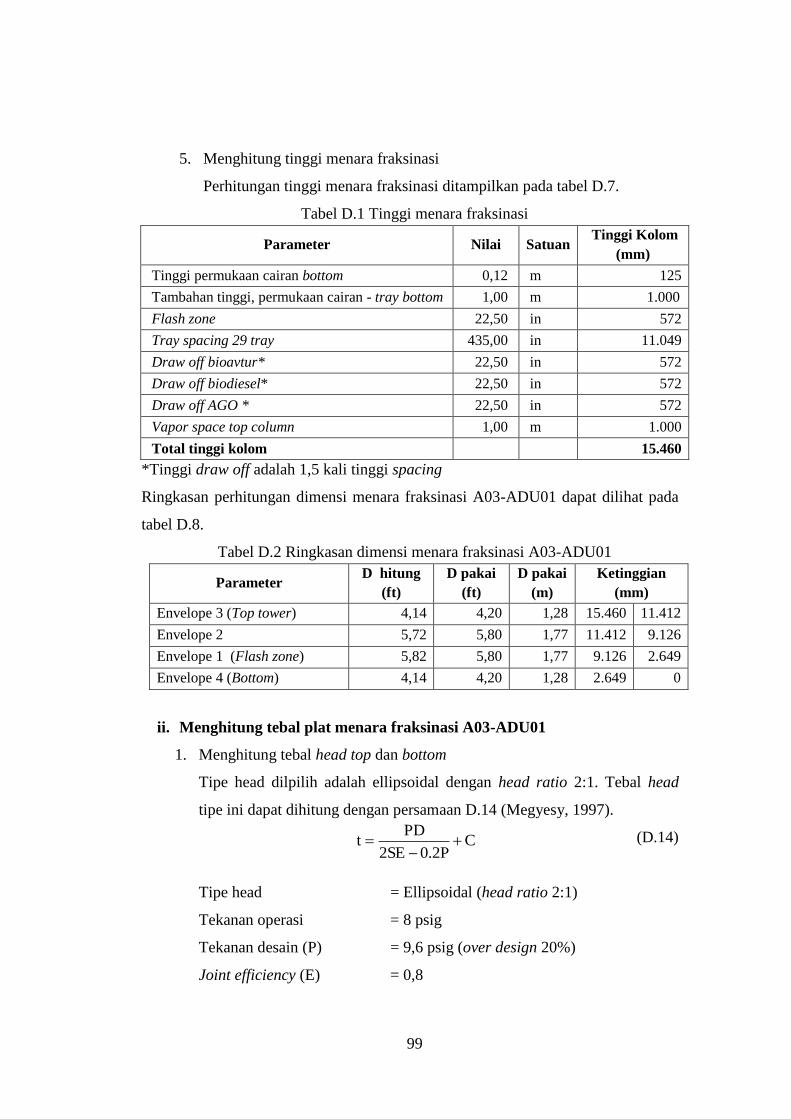
99
5. Menghitung tinggi menara fraksinasi
Perhitungan tinggi menara fraksinasi ditampilkan pada tabel D.7.
Tabel D.1 Tinggi menara fraksinasi
Parameter Nilai Satuan Tinggi Kolom
(mm)
Tinggi permukaan cairan bottom 0,12 m 125
Tambahan tinggi, permukaan cairan - tray bottom 1,00 m 1.000
Flash zone 22,50 in 572
Tray spacing 29 tray 435,00 in 11.049
Draw off bioavtur* 22,50 in 572
Draw off biodiesel* 22,50 in 572
Draw off AGO * 22,50 in 572
Vapor space top column 1,00 m 1.000
Total tinggi kolom 15.460
*Tinggi draw off adalah 1,5 kali tinggi spacing
Ringkasan perhitungan dimensi menara fraksinasi A03-ADU01 dapat dilihat pada
tabel D.8.
Tabel D.2 Ringkasan dimensi menara fraksinasi A03-ADU01
Parameter D hitung
(ft)
D pakai
(ft)
D pakai
(m)
Ketinggian
(mm)
Envelope 3 (Top tower) 4,14 4,20 1,28 15.460 11.412
Envelope 2 5,72 5,80 1,77 11.412 9.126
Envelope 1 (Flash zone) 5,82 5,80 1,77 9.126 2.649
Envelope 4 (Bottom) 4,14 4,20 1,28 2.649 0
ii. Menghitung tebal plat menara fraksinasi A03-ADU01
1. Menghitung tebal head top dan bottom
Tipe head dilpilih adalah ellipsoidal dengan head ratio 2:1. Tebal head
tipe ini dapat dihitung dengan persamaan D.14 (Megyesy, 1997).
(D.14)
Tipe head = Ellipsoidal (head ratio 2:1)
Tekanan operasi = 8 psig
Tekanan desain (P) = 9,6 psig (over design 20%)
Joint efficiency (E) = 0,8
C0.2P2SE
PDt

100
Diameter (D) = 3,3 ft
Dipiliih bahan konstruksi Carbon steel SA-283 grade C dengan spesifikasi
sebagai berikut:
Allowable stress (S) = 12.650 psi
Corrosion allowance (C) = 0,125 in
Tebal head (t) = 0,144 in
Tebal head dipilih = 0,3125 in (Megyesy, 1997)
Tebal head top dan bottom adalah sama karena tipenya sama yaitu
ellipsoidal dengan head ratio 2:1.
2. Menghitung tebal kolom menara fraksinasi
Langkah-langkah menghitung tebal menara fraksinasi adalah sebagai
berikut:
a. Menghitung berat silinder top
Berat silinder dapat dihitung dengan persamaan D.15. Pada
perhitungan tebal perlu asumsi awal tebal kolom. Nilai asumsi adalah
nilai tebal standar yang ada di pasaran. Cara perhitungan seksi lainnya
analog dengan perhitungan berat silinder bagian top.
Berat silinder = Luas shell × Hsilinder × ρbahan konstruksi (D.15)
Tebal silinder = 0,026 ft
D in silinder = 3,3 ft
D out silinder = 3,326 ft
Tinggi silinder (H) = 13,28 ft
Luas shell = 𝜋
4(𝐷𝑜𝑢𝑡
2 − 𝐷𝑖𝑛2)
= 0,135 C
Densitas bahan = 490,752 lb/ ft3
Berat silinder shell = 0,135 ft2 x 13,28 ft x 490,752 lb/ ft
3
= 882,84 lb
b. Menghitung berat silinder envelope 1 dan 2
Tebal silinder = 0,026 ft
D in silinder = 4,6 ft
D out silinder = 4,626 ft
101
Tinggi silinder (H) = 28,75 ft
Luas shell = 𝜋
4(𝐷𝑜𝑢𝑡
2 − 𝐷𝑖𝑛2)
= 0,189 C
Densitas bahan = 490,752 lb/ ft3
Berat silinder shell = 0,189 ft2 x 28,75 ft x 490,752 lb/ ft
3
= 2.661 lb
c. Menghitung berat silinder bottom
Tebal silinder = 0,026 ft
D in silinder = 3,3 ft
D out silinder = 3,326 ft
Tinggi silinder (H) = 3,69 ft
Luas shell = 𝜋
4(𝐷𝑜𝑢𝑡
2 − 𝐷𝑖𝑛2)
= 0,135 C
Densitas bahan = 490,752 lb/ ft3
Berat silinder shell = 0,135 ft2 x 3,69 ft x 490,752 lb/ ft
3
= 245,28 lb
Total berat silinder = 882,84 lb + 2.661 lb + 245,28 lb
= 3.789 lb
d. Menghitung berat tray top
Tray yang digunakan adalah stainless steel tebal 0,075 in dengan berat
per satuan luas 35 lb/ft2. Berat tray top dapat dihitung dengan
persamaan D.16. Berat tray pada bagian lain analog dengan
perhitungan ini.
𝐵𝑒𝑟𝑎𝑡 𝑡𝑟𝑎𝑦 =𝜋
4 𝑥 𝐷2 𝑥 𝑏𝑒𝑟𝑎𝑡 𝑝𝑒𝑟 𝑠𝑎𝑡𝑢𝑎𝑛 𝑙𝑢𝑎𝑠 𝑥 𝑗𝑚𝑙 𝑡𝑟𝑎𝑦 (D. 16)
D top = 3,3 ft
Jumlah tray = 9 tray
Berat tray = 816 lb
e. Menghitung berat tray envelope 1 dan 2
D top = 4,6 ft

102
Jumlah tray = 20 tray
Berat tray = 2.527 lb
Total berat tray = 816 lb + 2.527 lb
= 3.343 lb
f. Menghitung berat isolasi head top dan bottom
Berat isolasi dapat dihitung dengan persamaan D.17. Spesifikasi isolasi
adalah sebagai berikut (Kern, 1960):
Bahan isolasi : Silica
Densitas : 8,5 lb/ft2
Tebal isolasi : 0,2 ft
𝐵𝑒𝑟𝑎𝑡 =2
3 𝑥 𝜋 𝑥 𝐾 𝑥 𝑅𝑜𝑢𝑡
3 − 𝑅𝑖𝑛3 𝑥 𝜌 (D. 17)
Rin = 1,68 ft
Rout = 1,88 ft
K = 0,5
Berat isolasi head = 17,25 in
Berat isolasi bottom = 17,25 in
g. Menghitung berat isolasi silinder top
Berat isolasi dihitung dengan persamaan D.15.
Din = 3,326 ft
Dout = 3,530 ft
Luas isolasi = 1,1 ft2
H = 13,28 ft
Berat isolasi = 124,05 lb
h. Menghitung berat isolasi silinder tengah
Berat isolasi dihitung dengan persamaan D.15.
Din = 4,626 ft
Dout = 4,830 ft
Luas isolasi = 1,52 ft2
H = 28,75 ft
Berat isolasi = 370,36 lb
103
i. Menghitung berat isolasi bottom
Berat isolasi dihitung dengan persamaan D.15.
Din = 3,326 ft
Dout = 3,530 ft
Luas isolasi = 1,1 ft2
H = 3,69 ft
Berat isolasi = 34,46 lb
Total berat isolasi = 124,05 lb + 124,05 lb + 370,36 lb + 34,46 lb
= 563 lb
j. Menghitung berat head top dan bottom
Berat head dan bottom dapat dihitung dengan persamaan D.17.
D = 3,30 ft
Rin = 1,65 ft
Tebal head = 0,3 ft
Rout = 1,68 ft
H = ¼ x D (Megyesy, 1997)
= 0,825
K = H/R
= 0,5
Densitas material = 490,752 lb/ft2
Berat head top = 110,98 lb
Berat head bottom = 110,98 lb
Total berat head = 110,98 lb + 110,98 lb
= 222 lb
Tebal menara fraksinasi dihitung dengan persamaan D.18 (Rase, 1957).
Berat menara fraksinasi secara keseluruhan dapat dilihat pada tabel D.9.
(D.18)
CS
DP
SD
W
SD
hPt m
m
w .4
.
.'..
..2
.
2
104
Tabel D.3 Berat menara fraksinasi
No Parameter Nilai (lb)
1 Total berat silinder 3.789
2 Total berat head 222
3 Total berat tray 3.344
4 Berat Isolasi 563
Total Berat 7.918
Kecepatan angin = 23 mph (maritim.bmkg.go.id)
Tekanan angin (Pw) = 1,35 psf
Tinggi menara (h) = 50,72 ft
Diameter luar dengan isolasi (D’) = 457,96 in
Allowable stress (S) = 12.650 psi (Carbon steel SA-283 C)
Berat menara (W) = 7.918 lb
Diameter rata-rata (Dm) = 56,73 in
Tekanan desain (P) = 21,6 psig
Corrosion allowance (C) = 0,125 in
Tebal plat menara (t) = 0,149 in
Tebal plat menara dipilih = 0,3125 in (Megyesy, 1997)
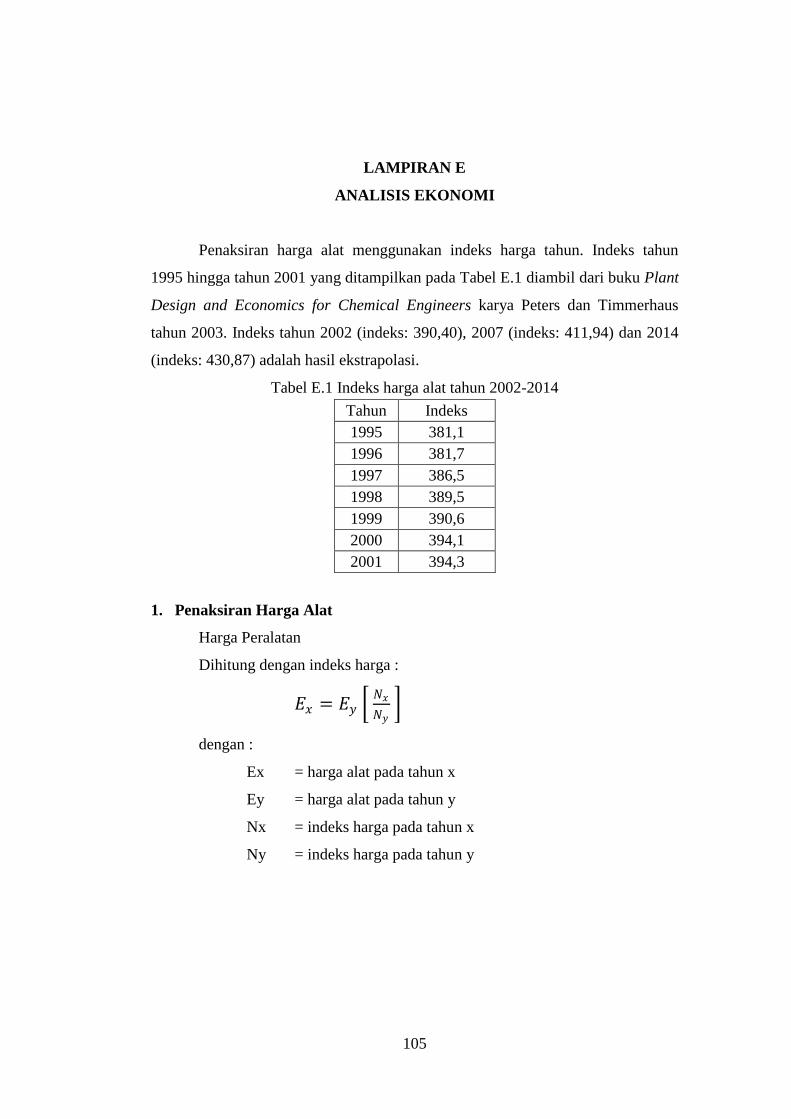
105
LAMPIRAN E ANALISIS EKONOMI
LAMPIRAN E
ANALISIS EKONOMI
Penaksiran harga alat menggunakan indeks harga tahun. Indeks tahun
1995 hingga tahun 2001 yang ditampilkan pada Tabel E.1 diambil dari buku Plant
Design and Economics for Chemical Engineers karya Peters dan Timmerhaus
tahun 2003. Indeks tahun 2002 (indeks: 390,40), 2007 (indeks: 411,94) dan 2014
(indeks: 430,87) adalah hasil ekstrapolasi.
Tabel E.1 Indeks harga alat tahun 2002-2014
Tahun Indeks
1995 381,1
1996 381,7
1997 386,5
1998 389,5
1999 390,6
2000 394,1
2001 394,3
1. Penaksiran Harga Alat
Harga Peralatan
Dihitung dengan indeks harga :
𝐸𝑥 = 𝐸𝑦 𝑁𝑥
𝑁𝑦
dengan :
Ex = harga alat pada tahun x
Ey = harga alat pada tahun y
Nx = indeks harga pada tahun x
Ny = indeks harga pada tahun y
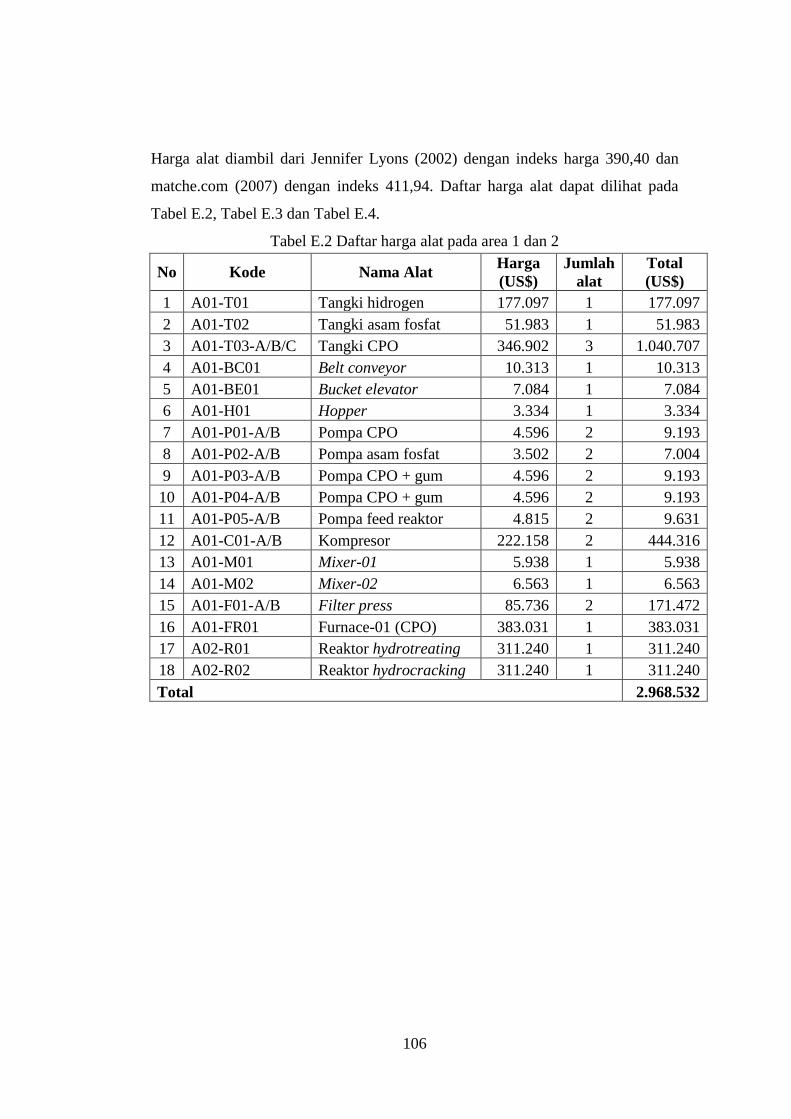
106
Harga alat diambil dari Jennifer Lyons (2002) dengan indeks harga 390,40 dan
matche.com (2007) dengan indeks 411,94. Daftar harga alat dapat dilihat pada
Tabel E.2, Tabel E.3 dan Tabel E.4.
Tabel E.2 Daftar harga alat pada area 1 dan 2
No Kode Nama Alat Harga
(US$)
Jumlah
alat
Total
(US$)
1 A01-T01 Tangki hidrogen 177.097 1 177.097
2 A01-T02 Tangki asam fosfat 51.983 1 51.983
3 A01-T03-A/B/C Tangki CPO 346.902 3 1.040.707
4 A01-BC01 Belt conveyor 10.313 1 10.313
5 A01-BE01 Bucket elevator 7.084 1 7.084
6 A01-H01 Hopper 3.334 1 3.334
7 A01-P01-A/B Pompa CPO 4.596 2 9.193
8 A01-P02-A/B Pompa asam fosfat 3.502 2 7.004
9 A01-P03-A/B Pompa CPO + gum 4.596 2 9.193
10 A01-P04-A/B Pompa CPO + gum 4.596 2 9.193
11 A01-P05-A/B Pompa feed reaktor 4.815 2 9.631
12 A01-C01-A/B Kompresor 222.158 2 444.316
13 A01-M01 Mixer-01 5.938 1 5.938
14 A01-M02 Mixer-02 6.563 1 6.563
15 A01-F01-A/B Filter press 85.736 2 171.472
16 A01-FR01 Furnace-01 (CPO) 383.031 1 383.031
17 A02-R01 Reaktor hydrotreating 311.240 1 311.240
18 A02-R02 Reaktor hydrocracking 311.240 1 311.240
Total 2.968.532
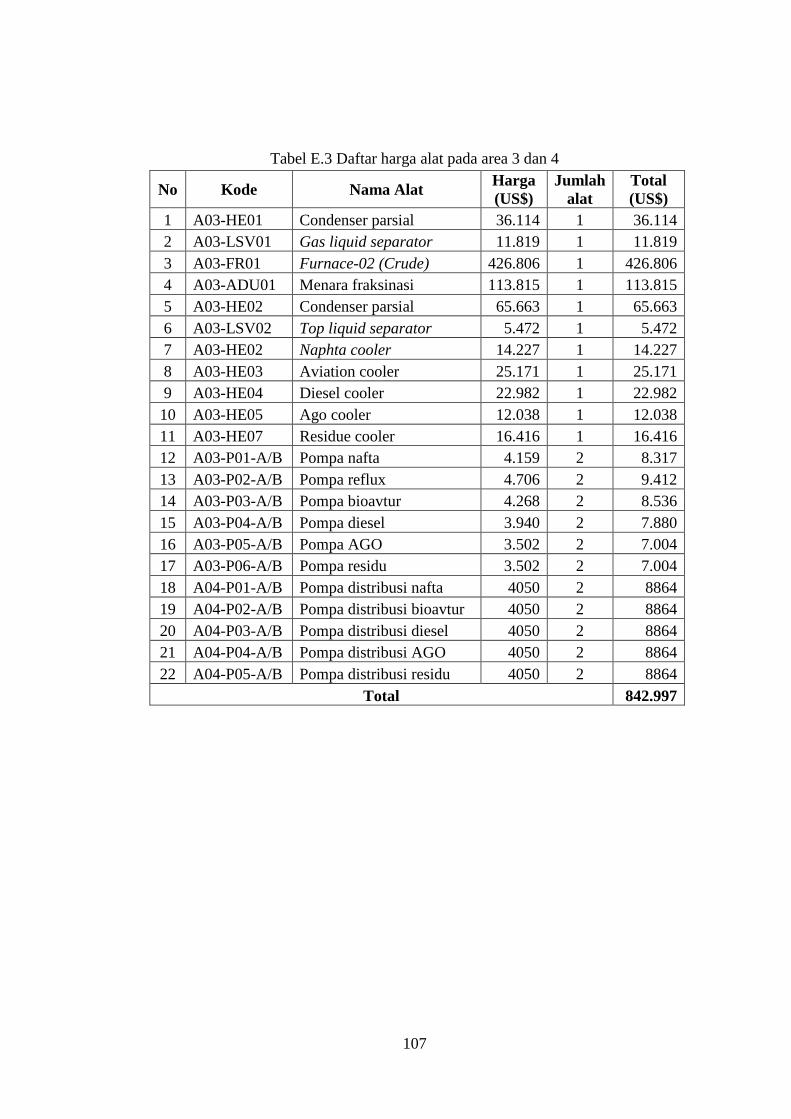
107
Tabel E.3 Daftar harga alat pada area 3 dan 4
No Kode Nama Alat Harga
(US$)
Jumlah
alat
Total
(US$)
1 A03-HE01 Condenser parsial 36.114 1 36.114
2 A03-LSV01 Gas liquid separator 11.819 1 11.819
3 A03-FR01 Furnace-02 (Crude) 426.806 1 426.806
4 A03-ADU01 Menara fraksinasi 113.815 1 113.815
5 A03-HE02 Condenser parsial 65.663 1 65.663
6 A03-LSV02 Top liquid separator 5.472 1 5.472
7 A03-HE02 Naphta cooler 14.227 1 14.227
8 A03-HE03 Aviation cooler 25.171 1 25.171
9 A03-HE04 Diesel cooler 22.982 1 22.982
10 A03-HE05 Ago cooler 12.038 1 12.038
11 A03-HE07 Residue cooler 16.416 1 16.416
12 A03-P01-A/B Pompa nafta 4.159 2 8.317
13 A03-P02-A/B Pompa reflux 4.706 2 9.412
14 A03-P03-A/B Pompa bioavtur 4.268 2 8.536
15 A03-P04-A/B Pompa diesel 3.940 2 7.880
16 A03-P05-A/B Pompa AGO 3.502 2 7.004
17 A03-P06-A/B Pompa residu 3.502 2 7.004
18 A04-P01-A/B Pompa distribusi nafta 4050 2 8864
19 A04-P02-A/B Pompa distribusi bioavtur 4050 2 8864
20 A04-P03-A/B Pompa distribusi diesel 4050 2 8864
21 A04-P04-A/B Pompa distribusi AGO 4050 2 8864
22 A04-P05-A/B Pompa distribusi residu 4050 2 8864
Total 842.997
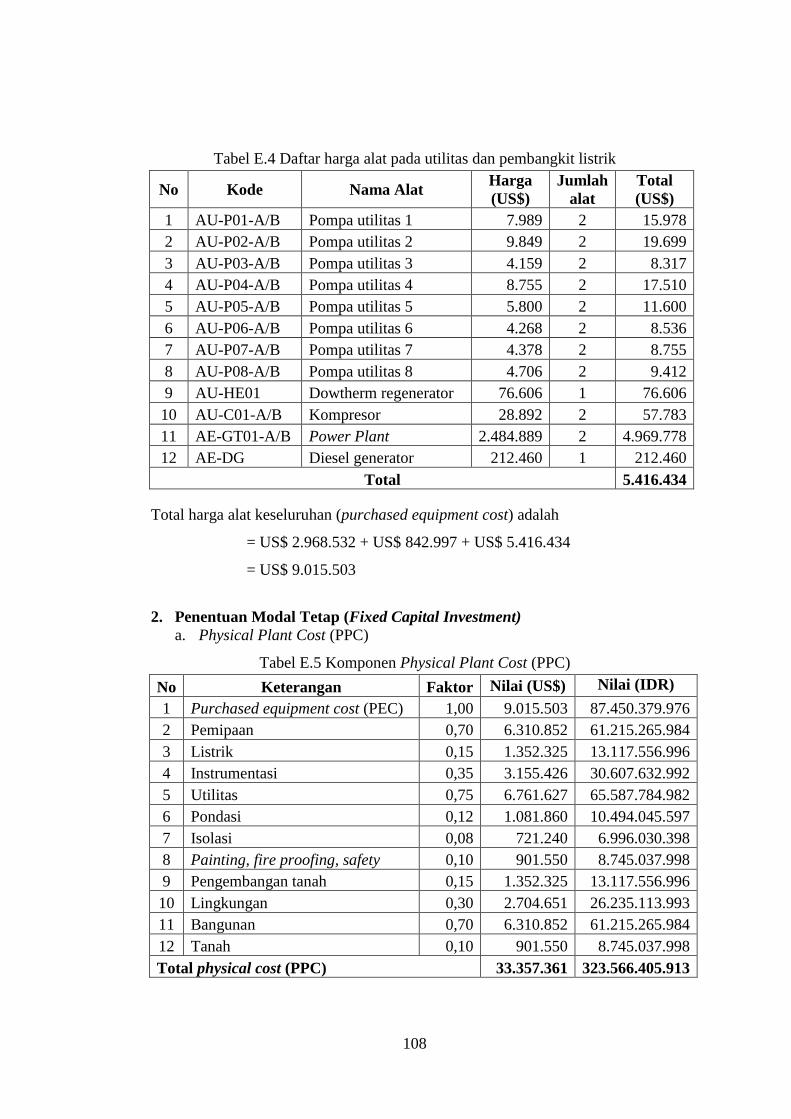
108
Tabel E.4 Daftar harga alat pada utilitas dan pembangkit listrik
No Kode Nama Alat Harga
(US$)
Jumlah
alat
Total
(US$)
1 AU-P01-A/B Pompa utilitas 1 7.989 2 15.978
2 AU-P02-A/B Pompa utilitas 2 9.849 2 19.699
3 AU-P03-A/B Pompa utilitas 3 4.159 2 8.317
4 AU-P04-A/B Pompa utilitas 4 8.755 2 17.510
5 AU-P05-A/B Pompa utilitas 5 5.800 2 11.600
6 AU-P06-A/B Pompa utilitas 6 4.268 2 8.536
7 AU-P07-A/B Pompa utilitas 7 4.378 2 8.755
8 AU-P08-A/B Pompa utilitas 8 4.706 2 9.412
9 AU-HE01 Dowtherm regenerator 76.606 1 76.606
10 AU-C01-A/B Kompresor 28.892 2 57.783
11 AE-GT01-A/B Power Plant 2.484.889 2 4.969.778
12 AE-DG Diesel generator 212.460 1 212.460
Total 5.416.434
Total harga alat keseluruhan (purchased equipment cost) adalah
= US$ 2.968.532 + US$ 842.997 + US$ 5.416.434
= US$ 9.015.503
2. Penentuan Modal Tetap (Fixed Capital Investment)
a. Physical Plant Cost (PPC)
Tabel E.5 Komponen Physical Plant Cost (PPC)
No Keterangan Faktor Nilai (US$) Nilai (IDR)
1 Purchased equipment cost (PEC) 1,00 9.015.503 87.450.379.976
2 Pemipaan 0,70 6.310.852 61.215.265.984
3 Listrik 0,15 1.352.325 13.117.556.996
4 Instrumentasi 0,35 3.155.426 30.607.632.992
5 Utilitas 0,75 6.761.627 65.587.784.982
6 Pondasi 0,12 1.081.860 10.494.045.597
7 Isolasi 0,08 721.240 6.996.030.398
8 Painting, fire proofing, safety 0,10 901.550 8.745.037.998
9 Pengembangan tanah 0,15 1.352.325 13.117.556.996
10 Lingkungan 0,30 2.704.651 26.235.113.993
11 Bangunan 0,70 6.310.852 61.215.265.984
12 Tanah 0,10 901.550 8.745.037.998
Total physical cost (PPC) 33.357.361 323.566.405.913
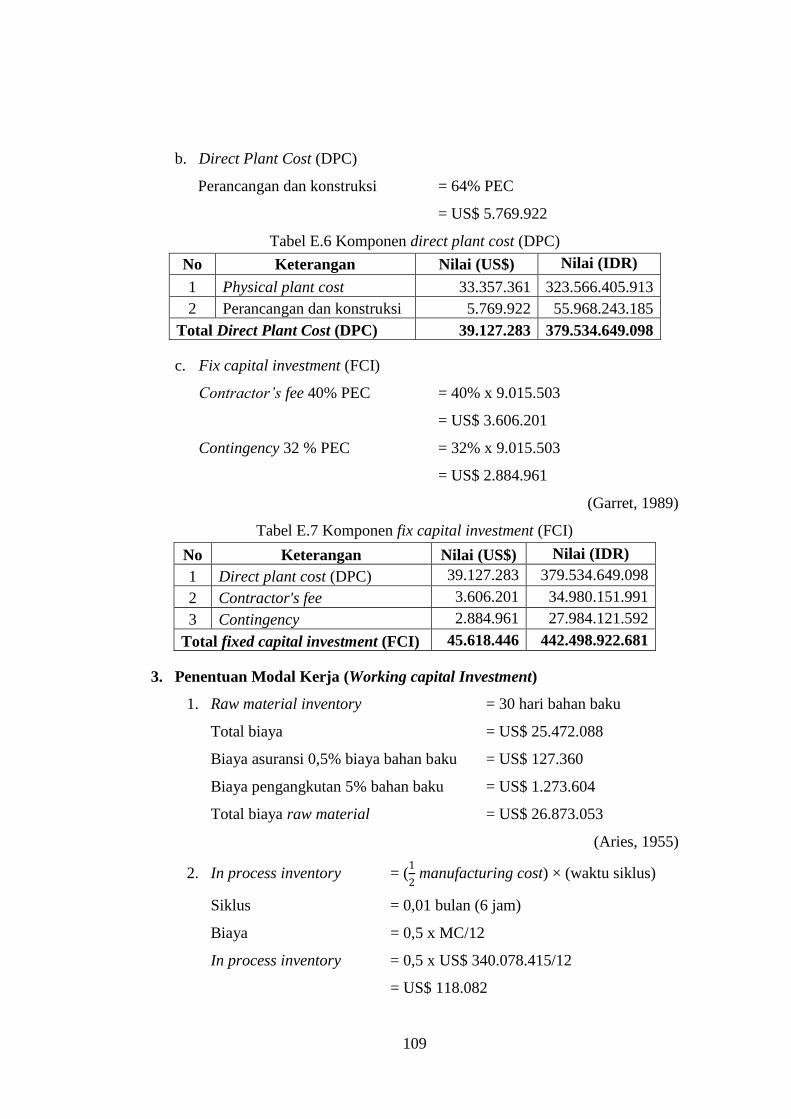
109
b. Direct Plant Cost (DPC)
Perancangan dan konstruksi = 64% PEC
= US$ 5.769.922
Tabel E.6 Komponen direct plant cost (DPC)
No Keterangan Nilai (US$) Nilai (IDR)
1 Physical plant cost 33.357.361 323.566.405.913
2 Perancangan dan konstruksi 5.769.922 55.968.243.185
Total Direct Plant Cost (DPC) 39.127.283 379.534.649.098
c. Fix capital investment (FCI)
Contractor’s fee 40% PEC = 40% x 9.015.503
= US$ 3.606.201
Contingency 32 % PEC = 32% x 9.015.503
= US$ 2.884.961
(Garret, 1989)
Tabel E.7 Komponen fix capital investment (FCI)
No Keterangan Nilai (US$) Nilai (IDR)
1 Direct plant cost (DPC) 39.127.283 379.534.649.098
2 Contractor's fee 3.606.201 34.980.151.991
3 Contingency 2.884.961 27.984.121.592
Total fixed capital investment (FCI) 45.618.446 442.498.922.681
3. Penentuan Modal Kerja (Working capital Investment)
1. Raw material inventory = 30 hari bahan baku
Total biaya = US$ 25.472.088
Biaya asuransi 0,5% biaya bahan baku = US$ 127.360
Biaya pengangkutan 5% bahan baku = US$ 1.273.604
Total biaya raw material = US$ 26.873.053
(Aries, 1955)
2. In process inventory = (1
2 manufacturing cost) × (waktu siklus)
Siklus = 0,01 bulan (6 jam)
Biaya = 0,5 x MC/12
In process inventory = 0,5 x US$ 340.078.415/12
= US$ 118.082
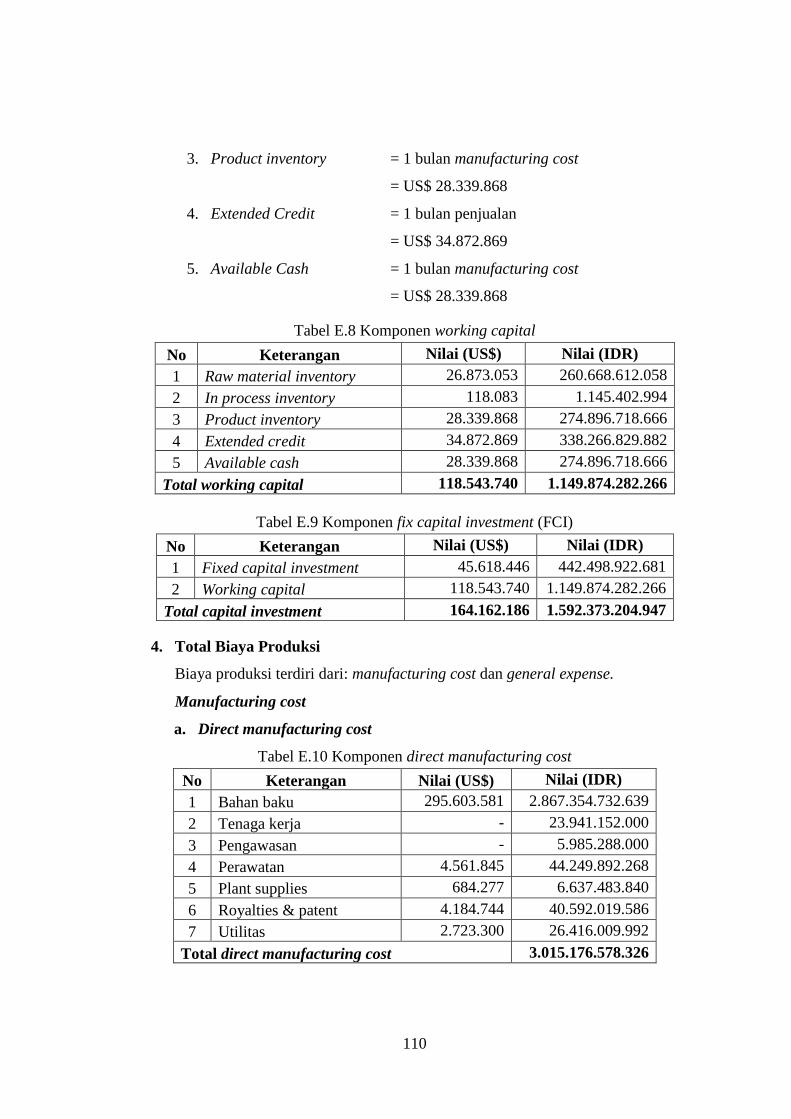
110
3. Product inventory = 1 bulan manufacturing cost
= US$ 28.339.868
4. Extended Credit = 1 bulan penjualan
= US$ 34.872.869
5. Available Cash = 1 bulan manufacturing cost
= US$ 28.339.868
Tabel E.8 Komponen working capital
No Keterangan Nilai (US$) Nilai (IDR)
1 Raw material inventory 26.873.053 260.668.612.058
2 In process inventory 118.083 1.145.402.994
3 Product inventory 28.339.868 274.896.718.666
4 Extended credit 34.872.869 338.266.829.882
5 Available cash 28.339.868 274.896.718.666
Total working capital 118.543.740 1.149.874.282.266
Tabel E.9 Komponen fix capital investment (FCI)
No Keterangan Nilai (US$) Nilai (IDR)
1 Fixed capital investment 45.618.446 442.498.922.681
2 Working capital 118.543.740 1.149.874.282.266
Total capital investment 164.162.186 1.592.373.204.947
4. Total Biaya Produksi
Biaya produksi terdiri dari: manufacturing cost dan general expense.
Manufacturing cost
a. Direct manufacturing cost
Tabel E.10 Komponen direct manufacturing cost
No Keterangan Nilai (US$) Nilai (IDR)
1 Bahan baku 295.603.581 2.867.354.732.639
2 Tenaga kerja - 23.941.152.000
3 Pengawasan - 5.985.288.000
4 Perawatan 4.561.845 44.249.892.268
5 Plant supplies 684.277 6.637.483.840
6 Royalties & patent 4.184.744 40.592.019.586
7 Utilitas 2.723.300 26.416.009.992
Total direct manufacturing cost 3.015.176.578.326
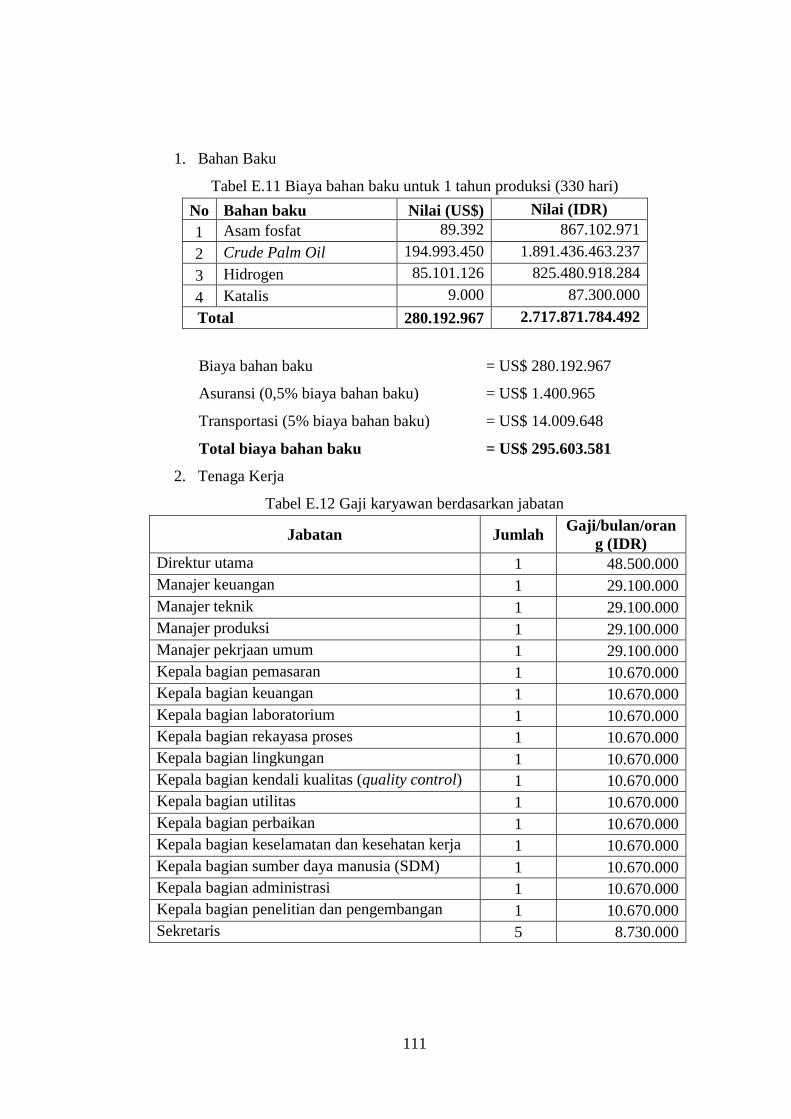
111
1. Bahan Baku
Tabel E.11 Biaya bahan baku untuk 1 tahun produksi (330 hari)
No Bahan baku Nilai (US$) Nilai (IDR)
1 Asam fosfat 89.392 867.102.971
2 Crude Palm Oil 194.993.450 1.891.436.463.237
3 Hidrogen 85.101.126 825.480.918.284
4 Katalis 9.000 87.300.000
Total 280.192.967 2.717.871.784.492
Biaya bahan baku = US$ 280.192.967
Asuransi (0,5% biaya bahan baku) = US$ 1.400.965
Transportasi (5% biaya bahan baku) = US$ 14.009.648
Total biaya bahan baku = US$ 295.603.581
2. Tenaga Kerja
Tabel E.12 Gaji karyawan berdasarkan jabatan
Jabatan Jumlah Gaji/bulan/oran
g (IDR)
Direktur utama 1 48.500.000
Manajer keuangan 1 29.100.000
Manajer teknik 1 29.100.000
Manajer produksi 1 29.100.000
Manajer pekrjaan umum 1 29.100.000
Kepala bagian pemasaran 1 10.670.000
Kepala bagian keuangan 1 10.670.000
Kepala bagian laboratorium 1 10.670.000
Kepala bagian rekayasa proses 1 10.670.000
Kepala bagian lingkungan 1 10.670.000
Kepala bagian kendali kualitas (quality control) 1 10.670.000
Kepala bagian utilitas 1 10.670.000
Kepala bagian perbaikan 1 10.670.000
Kepala bagian keselamatan dan kesehatan kerja 1 10.670.000
Kepala bagian sumber daya manusia (SDM) 1 10.670.000
Kepala bagian administrasi 1 10.670.000
Kepala bagian penelitian dan pengembangan 1 10.670.000
Sekretaris 5 8.730.000
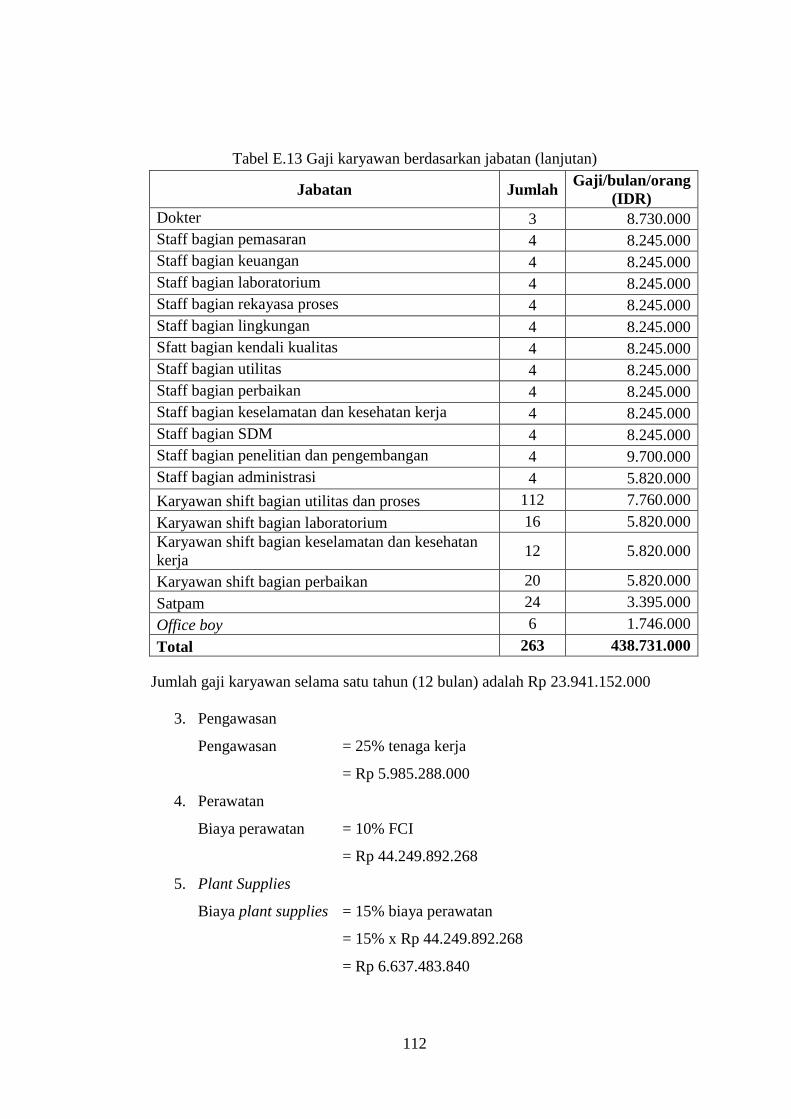
112
Tabel E.13 Gaji karyawan berdasarkan jabatan (lanjutan)
Jabatan Jumlah Gaji/bulan/orang
(IDR)
Dokter 3 8.730.000
Staff bagian pemasaran 4 8.245.000
Staff bagian keuangan 4 8.245.000
Staff bagian laboratorium 4 8.245.000
Staff bagian rekayasa proses 4 8.245.000
Staff bagian lingkungan 4 8.245.000
Sfatt bagian kendali kualitas 4 8.245.000
Staff bagian utilitas 4 8.245.000
Staff bagian perbaikan 4 8.245.000
Staff bagian keselamatan dan kesehatan kerja 4 8.245.000
Staff bagian SDM 4 8.245.000
Staff bagian penelitian dan pengembangan 4 9.700.000
Staff bagian administrasi 4 5.820.000
Karyawan shift bagian utilitas dan proses 112 7.760.000
Karyawan shift bagian laboratorium 16 5.820.000
Karyawan shift bagian keselamatan dan kesehatan
kerja 12 5.820.000
Karyawan shift bagian perbaikan 20 5.820.000
Satpam 24 3.395.000
Office boy 6 1.746.000
Total 263 438.731.000
Jumlah gaji karyawan selama satu tahun (12 bulan) adalah Rp 23.941.152.000
3. Pengawasan
Pengawasan = 25% tenaga kerja
= Rp 5.985.288.000
4. Perawatan
Biaya perawatan = 10% FCI
= Rp 44.249.892.268
5. Plant Supplies
Biaya plant supplies = 15% biaya perawatan
= 15% x Rp 44.249.892.268
= Rp 6.637.483.840
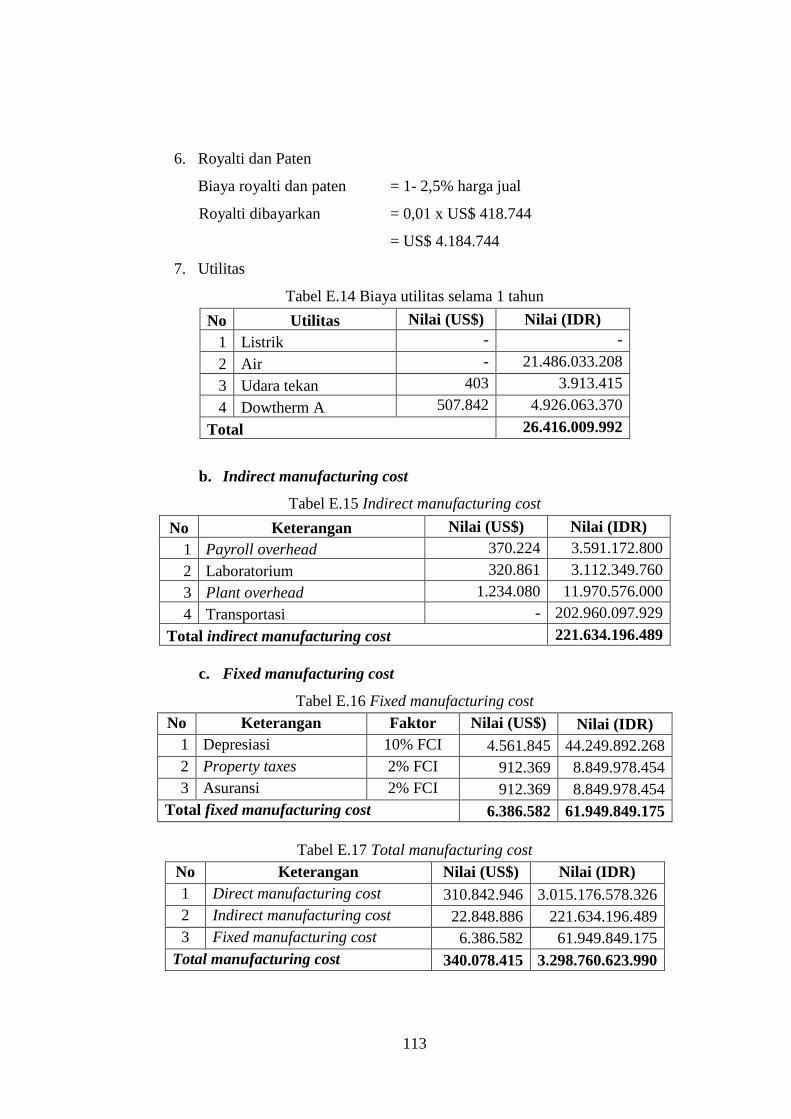
113
6. Royalti dan Paten
Biaya royalti dan paten = 1- 2,5% harga jual
Royalti dibayarkan = 0,01 x US$ 418.744
= US$ 4.184.744
7. Utilitas
Tabel E.14 Biaya utilitas selama 1 tahun
No Utilitas Nilai (US$) Nilai (IDR)
1 Listrik - -
2 Air - 21.486.033.208
3 Udara tekan 403 3.913.415
4 Dowtherm A 507.842 4.926.063.370
Total 26.416.009.992
b. Indirect manufacturing cost
Tabel E.15 Indirect manufacturing cost
No Keterangan Nilai (US$) Nilai (IDR)
1 Payroll overhead 370.224 3.591.172.800
2 Laboratorium 320.861 3.112.349.760
3 Plant overhead 1.234.080 11.970.576.000
4 Transportasi - 202.960.097.929
Total indirect manufacturing cost 221.634.196.489
c. Fixed manufacturing cost
Tabel E.16 Fixed manufacturing cost
No Keterangan Faktor Nilai (US$) Nilai (IDR)
1 Depresiasi 10% FCI 4.561.845 44.249.892.268
2 Property taxes 2% FCI 912.369 8.849.978.454
3 Asuransi 2% FCI 912.369 8.849.978.454
Total fixed manufacturing cost 6.386.582 61.949.849.175
Tabel E.17 Total manufacturing cost
No Keterangan Nilai (US$) Nilai (IDR)
1 Direct manufacturing cost 310.842.946 3.015.176.578.326
2 Indirect manufacturing cost 22.848.886 221.634.196.489
3 Fixed manufacturing cost 6.386.582 61.949.849.175
Total manufacturing cost 340.078.415 3.298.760.623.990
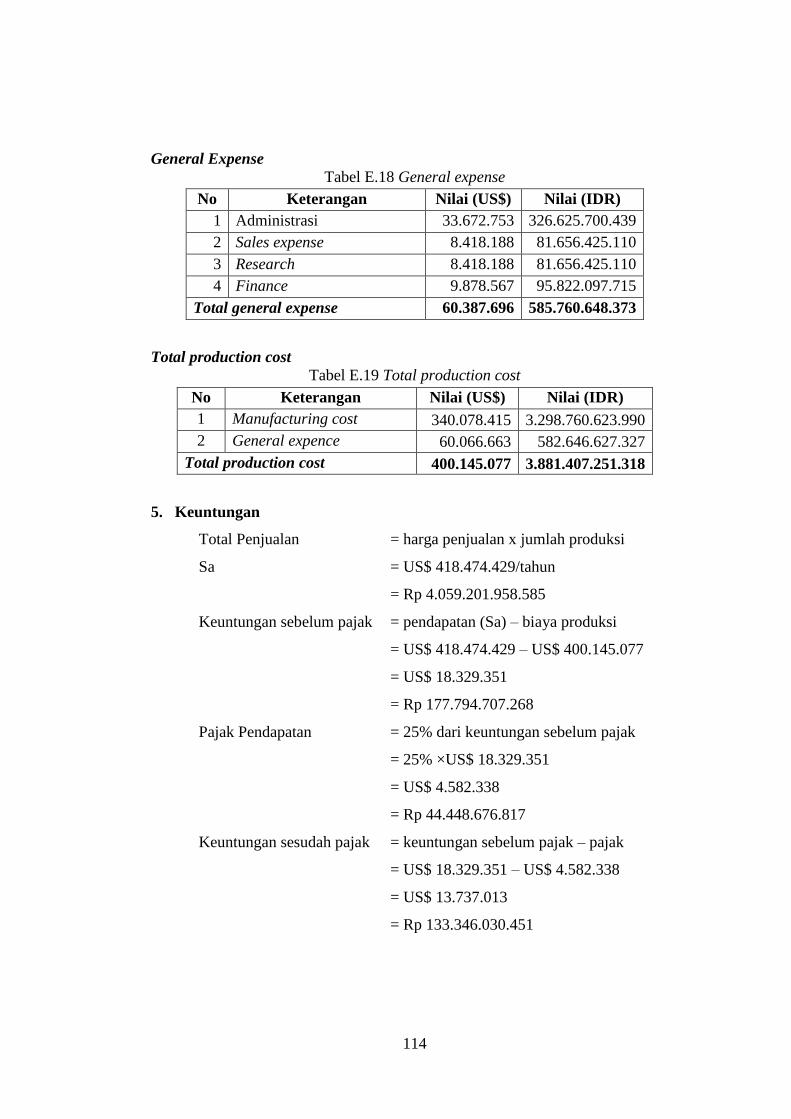
114
General Expense
Tabel E.18 General expense
No Keterangan Nilai (US$) Nilai (IDR)
1 Administrasi 33.672.753 326.625.700.439
2 Sales expense 8.418.188 81.656.425.110
3 Research 8.418.188 81.656.425.110
4 Finance 9.878.567 95.822.097.715
Total general expense 60.387.696 585.760.648.373
Total production cost
Tabel E.19 Total production cost
No Keterangan Nilai (US$) Nilai (IDR)
1 Manufacturing cost 340.078.415 3.298.760.623.990
2 General expence 60.066.663 582.646.627.327
Total production cost 400.145.077 3.881.407.251.318
5. Keuntungan
Total Penjualan = harga penjualan x jumlah produksi
Sa = US$ 418.474.429/tahun
= Rp 4.059.201.958.585
Keuntungan sebelum pajak = pendapatan (Sa) – biaya produksi
= US$ 418.474.429 – US$ 400.145.077
= US$ 18.329.351
= Rp 177.794.707.268
Pajak Pendapatan = 25% dari keuntungan sebelum pajak
= 25% ×US$ 18.329.351
= US$ 4.582.338
= Rp 44.448.676.817
Keuntungan sesudah pajak = keuntungan sebelum pajak – pajak
= US$ 18.329.351 – US$ 4.582.338
= US$ 13.737.013
= Rp 133.346.030.451
115
6. Analisa Kelayakan
a. Percent Return on Investment (ROI)
Return on Investment adalah kecepatan tahunan pengembalian
investasi (modal) dari keuntungan. Persamaan perhitungan ROI sebelum
pajak dituliskan pada persamaan E.1 dan ROI setelah pajak pada persamaan
E.2 (Aries-Newton, 1954).
(E.1)
(E.2)
dengan :
Prb = Return on Investment sebelum pajak.
Pra = Return on Investment sesudah pajak.
Untuk industri petroleum risiko tinggi ROI = min. 39%
ROI sebelum pajak (ROIb)
ROIb = Rp 177.794.707.268
Rp 442.498.922.681 % = 40,18%
ROI sesudah pajak (ROIa)
ROIa = Rp 133.346.030.451
Rp 442.498.922.681 % = 30,13%
b. Pay Out Time (POT)
Pay Out Time merupakan jangka waktu pengembalian investasi
(modal) berdasarkan keuntungan perusahaan dengan mempertimbangkan
depresiasi. Perhitungan POT sebelum pajak dituliskan pada persamaan E.3
dan POT sesudah pajak pada persamaan E.4.
POT sebelum pajak = 𝐹𝑖𝑥𝑒𝑑 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑖𝑛𝑣𝑒𝑠𝑡𝑚𝑒𝑛𝑡
𝑃𝑟𝑜𝑓𝑖𝑡 𝑏𝑒𝑓𝑜𝑟𝑒 𝑡𝑎𝑥𝑒𝑠 +𝑑𝑒𝑝𝑟𝑒𝑠𝑖𝑎𝑠𝑖 (E.3)
% 100x InvestmentCapitalFixed
taxesbeforeprofitPrb
% 100x InvestmentCapitalFixed
taxesafterprofitPra

116
POT sesudah pajak = 𝐹𝑖𝑥𝑒𝑑 𝑐𝑎𝑝𝑖𝑡𝑎𝑙 𝑖𝑛𝑣𝑒𝑠𝑡𝑚𝑒𝑛𝑡
𝑃𝑟𝑜𝑓𝑖𝑡 𝑎𝑓𝑡𝑒𝑟 𝑡𝑎𝑥𝑒𝑠 +𝑑𝑒𝑝𝑟𝑒𝑠𝑖𝑎𝑠𝑖 (E.4)
POT sebelum pajak =
Rp 442.498.922.681
Rp 177.794.707.268 + Rp 44.249.892.268
= 1,99 tahun
POT sesudah pajak =
Rp 442.498.922.681
Rp 136.508.910.729 + Rp 44.249.892.268
= 2,49 tahun
c. Break Even Point (BEP)
Break Even Point merupakan titik perpotongan antara garis sales
dengan total cost, yang menunjukkan tingkat produksi dimana sales akan
sama dengan total cost. Pengoperasian pabrik di bawah kapasitas tersebut
akan mengakibatkan kerugian dan pengoperasian pabrik diatas kapasitas
produksi tersebut, maka pabrik akan untung. Persamaan untuk menghitung
BEP dinyatakan dengan persamaan E.5.
(E.5)
dengan :
Fa = Fixed expense tahunan pada produksi maksimum
Ra = Regulated expense tahunan pada produksi maksimum
Sa = Sales pada produksi maksimum
Va = Variable expense tahunan pada produksi maksimum.
% 100x 0,7.Ra-Va-Sa
0,3.Ra Fa BEP
117
Perhitungan BEP :
1. Fixed manufacturing cost (Fa)
Depreciation = Rp 44.249.892.268
Property taxes = Rp 8.849.978.454
Insurance = Rp 8.849.978.454
Total Fa = Rp 61.946.849.175
2. Variable cost (Va)
Raw material = Rp 2.867.354.732.639
Packaging + transport = Rp 202.960.097.929
Utilitas = Rp 26.416.009.992
Royalti = Rp 40.592.019.586
Total Va: = Rp 3.137.322.860.147
3. Regulated Cost (Ra)
Labor = Rp 23.941.152.000
Payroll overhead = Rp 3.591.172.800
Supervisi = Rp 5.985.288.000
Laboratorium = Rp 3.112.349.760
General expense = Rp 582.646.627.327
Perawatan = Rp 44.249.892.268
Plant supplies = Rp 6.637.483.840
Plant overhead = Rp 11.970.576.000
Total Ra: = Rp 682.134.541.995
4. Penjualan (Sa) = Rp 4.059.201.958.585/tahun
= 59,99%
% 100x 0,7.Ra-Va-Sa
0,3.Ra Fa BEP
118
d. Shut Down Point (SDP)
Shut down point adalah suatu tingkat produksi di mana pada
kondisi ini, menutup pabrik lebih menguntungkan daripada
mengoperasikannya. Keadaan ini terjadi bila produksi turun sampai di
bawah BEP dan pada kondisi di mana fixed expense dengan selisih antara
total cost dan total sales. Persamaan untuk menghitung SDP dinyatakan
dengan persamaan E.6.
(E.6)
= 46,05%
e. Discounted Cash Flow (DCF)
DCF didapat dengan trial and error dengan persamaan :
(E.7)
dengan :
FCI = Fixed capital investment
WC = Working capital
C = Annual cash flow
= profit after taxes + finance + depreciation
SV = Salvage value ( dianggap = 0% x FCI)
diperkirakan umur pabrik (n) = 10 tahun
Dengan trial and error diperoleh i = DCF = 15,84%
% 100x 0,7.Ra-Va-Sa
0,3.Ra SDP
nn32i 1
SV WC
i 1
1 ...
i 1
1
i 1
1
i 1
1 . C WC FCI
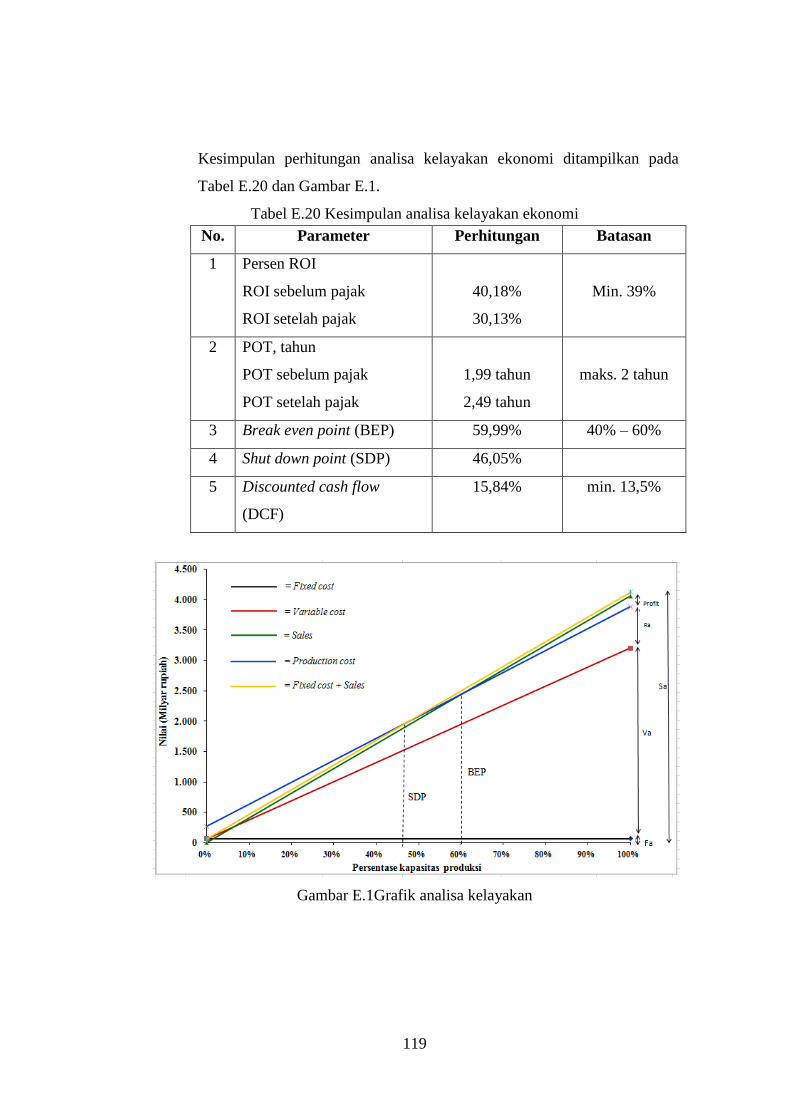
119
Kesimpulan perhitungan analisa kelayakan ekonomi ditampilkan pada
Tabel E.20 dan Gambar E.1.
Tabel E.20 Kesimpulan analisa kelayakan ekonomi
No. Parameter Perhitungan Batasan
1 Persen ROI
ROI sebelum pajak
ROI setelah pajak
40,18%
30,13%
Min. 39%
2 POT, tahun
POT sebelum pajak
POT setelah pajak
1,99 tahun
2,49 tahun
maks. 2 tahun
3 Break even point (BEP) 59,99% 40% – 60%
4 Shut down point (SDP) 46,05%
5 Discounted cash flow
(DCF)
15,84% min. 13,5%
Gambar E.1Grafik analisa kelayakan