bab iv - proses pengendalian mutu
DESCRIPTION
Total Quality Manajemen, proses pengendalian mutu produkTRANSCRIPT
24
BAB IV
PROSES PENGENDALIAN MUTU
4.1. Agenda Kerja Praktek
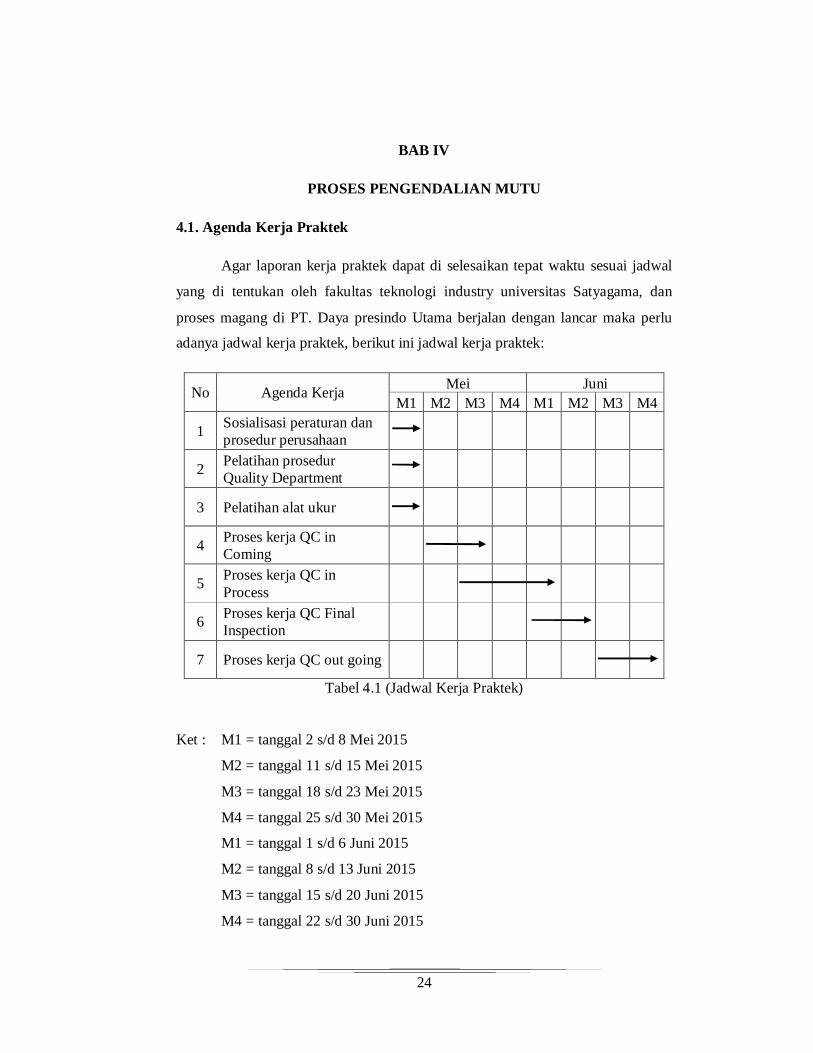
Agar laporan kerja praktek dapat di selesaikan tepat waktu sesuai jadwal
yang di tentukan oleh fakultas teknologi industry universitas Satyagama, dan
proses magang di PT. Daya presindo Utama berjalan dengan lancar maka perlu
adanya jadwal kerja praktek, berikut ini jadwal kerja praktek:
No Agenda Kerja Mei Juni M1 M2 M3 M4 M1 M2 M3 M4
1 Sosialisasi peraturan dan prosedur perusahaan
2 Pelatihan prosedur Quality Department
3 Pelatihan alat ukur
4 Proses kerja QC in Coming
5 Proses kerja QC in Process
6 Proses kerja QC Final Inspection
7 Proses kerja QC out going
Tabel 4.1 (Jadwal Kerja Praktek)
Ket : M1 = tanggal 2 s/d 8 Mei 2015
M2 = tanggal 11 s/d 15 Mei 2015
M3 = tanggal 18 s/d 23 Mei 2015
M4 = tanggal 25 s/d 30 Mei 2015
M1 = tanggal 1 s/d 6 Juni 2015
M2 = tanggal 8 s/d 13 Juni 2015
M3 = tanggal 15 s/d 20 Juni 2015
M4 = tanggal 22 s/d 30 Juni 2015

25
4.2. Struktur Organisasi Quality Assurance
Berikut struktur organisasi dan pekerjaan sesuai bagian yang ada di dalam
internal QA dept.
Gb. 4.1 (struktur Organisasi QA)
Jobs Desc. :
1. Head Department : Mengawasi seluruh anggota struktur organisasi.
: Membuat laporan perbaikan/Perbaikan berkesinambungan
: Sebagai penanggung jawab keluhan pelanggan
: Menjembatani masalah dengan pelanggan.
2. Staff : Monitoring sasaran mutu.
: Dokumen kontrol Quality & Dokumen ISO 9001-2004
3. Leader : Mengawasi Quality Control In Proces.
: Kontrol dokumen proses.
: Analisa dan perbaikan ketidaksesuaian produk.
: Membuat laporan part bermasalah / abnormal part.
4. QC In Coming : Melakukan pemeriksaan barang masuk.
5. QC In Process : Melakukan pemeriksaan di line in process.
6. QC Final Ins. : Melakukan Pemeriksaan barang jadi (Finish Goods).
7. QC Out Going : Melakukan pemeriksaan barang sebelum di kirim.
8. Operator CMM : Membuat laporan / data Check sheet.
26
4.3. Quality Control in Coming
4.3.1 Standard kerja QC in Coming
QC in Coming merupakan salah satu bagian dari struktur organisasi
QA/QC yang bertanggung jawab atas barang masuk dari supplier atau jasa yang
masuk dari sub kontraktor, beberapa barang dari supplier misalkan material atau
bahan baku yang di pasok dari supplier harus di cek saat kedatangan, berikut
beberap metode cek yang dilakukan:
a. Metode cek dimensi dan spesifikasi berdasarkan check sheet incoming.
b. Metode cek visual dan dokumen sebagai jaminan dari supplier.
c. Metode cek hitung berdasarkan pesanan (purchased order).
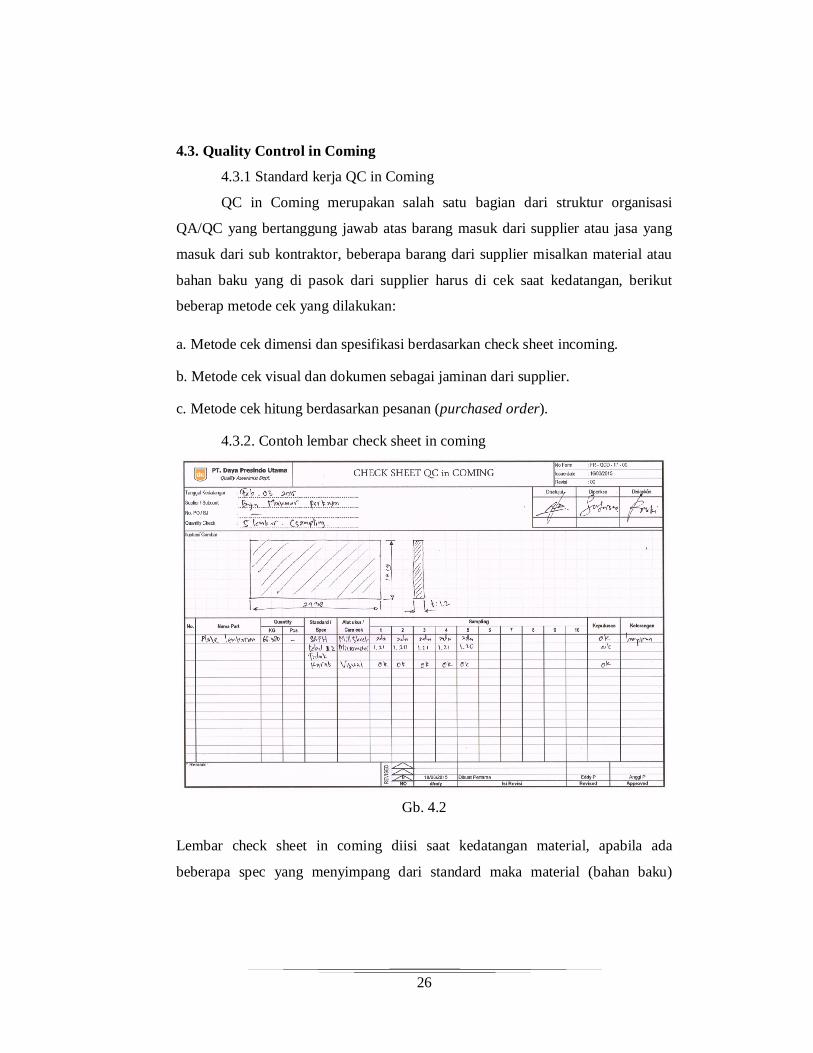
4.3.2. Contoh lembar check sheet in coming
Gb. 4.2
Lembar check sheet in coming diisi saat kedatangan material, apabila ada
beberapa spec yang menyimpang dari standard maka material (bahan baku)
27
tersebut tidak bias diterima, dan lakukan pengembalian ke supplier. Sebaliknya
apabila semua spec sesuai standard material tersebut dapat diterima dan di stampel
OK QC Passed.
Setiap kedatangan material harus dilengkapi dokumen (mill certificate)
sebagai jaminan dari material tersebut.
4.4. Quality Control in Process
4.4.1. Tugas dan Tanggung Jawab QC in Process
QC in Process merupakan bagian yang bertanggung jawab atas mutu dari
produk yang sedang berjalan dari proses awal sampai proses akhir, interval
pengecekan adalah 3 kali dalam satu shift dengan jumlah sampling 3 sampai 5pcs.
QC in Process mempunyai otoritas penuh terhadap produk yang sedang berjalan,
menentukan produk dapat berjalan atau tidak berdasarkan standard yang ada.
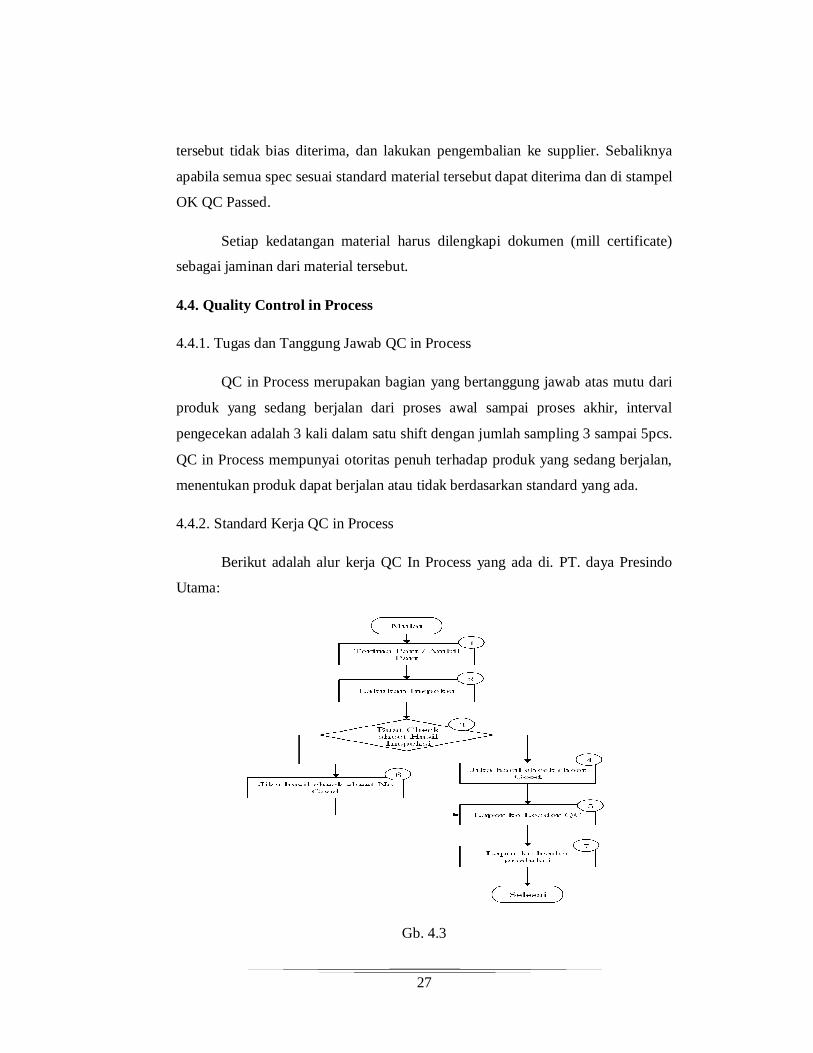
4.4.2. Standard Kerja QC in Process
Berikut adalah alur kerja QC In Process yang ada di. PT. daya Presindo
Utama:
Gb. 4.3
28
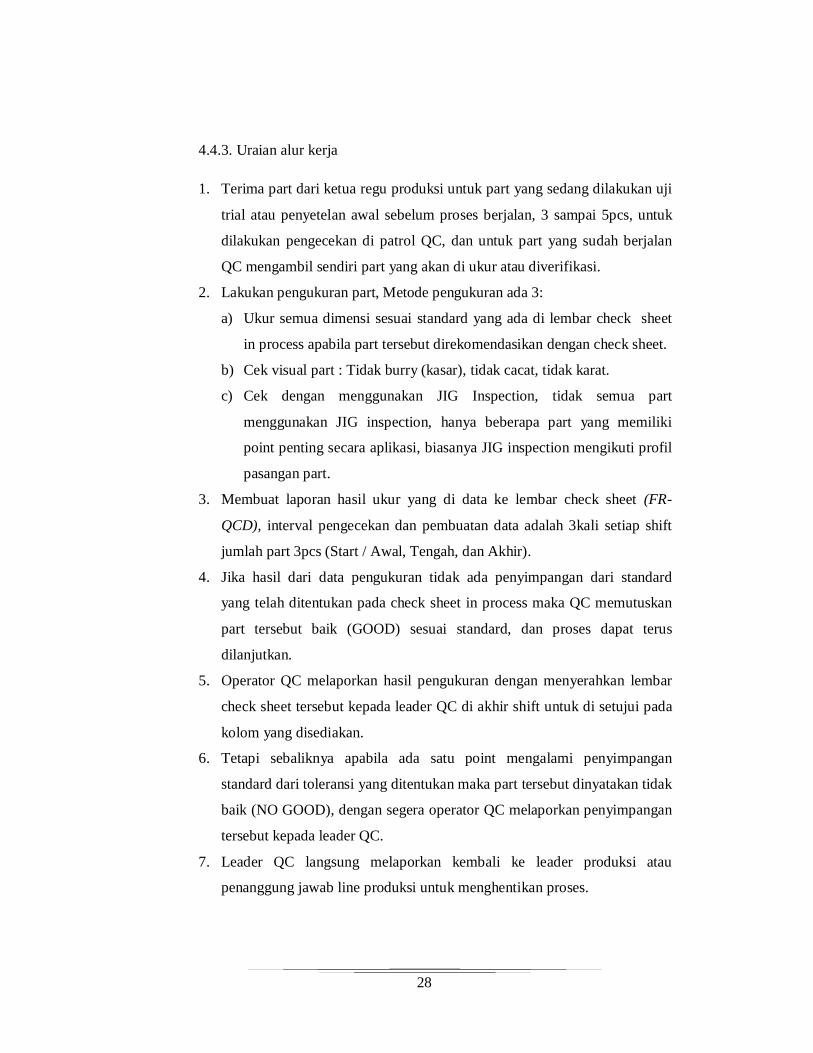
4.4.3. Uraian alur kerja
1. Terima part dari ketua regu produksi untuk part yang sedang dilakukan uji
trial atau penyetelan awal sebelum proses berjalan, 3 sampai 5pcs, untuk
dilakukan pengecekan di patrol QC, dan untuk part yang sudah berjalan
QC mengambil sendiri part yang akan di ukur atau diverifikasi.
2. Lakukan pengukuran part, Metode pengukuran ada 3:
a) Ukur semua dimensi sesuai standard yang ada di lembar check sheet
in process apabila part tersebut direkomendasikan dengan check sheet.
b) Cek visual part : Tidak burry (kasar), tidak cacat, tidak karat.
c) Cek dengan menggunakan JIG Inspection, tidak semua part
menggunakan JIG inspection, hanya beberapa part yang memiliki
point penting secara aplikasi, biasanya JIG inspection mengikuti profil
pasangan part.
3. Membuat laporan hasil ukur yang di data ke lembar check sheet (FR-
QCD), interval pengecekan dan pembuatan data adalah 3kali setiap shift
jumlah part 3pcs (Start / Awal, Tengah, dan Akhir).
4. Jika hasil dari data pengukuran tidak ada penyimpangan dari standard
yang telah ditentukan pada check sheet in process maka QC memutuskan
part tersebut baik (GOOD) sesuai standard, dan proses dapat terus
dilanjutkan.
5. Operator QC melaporkan hasil pengukuran dengan menyerahkan lembar
check sheet tersebut kepada leader QC di akhir shift untuk di setujui pada
kolom yang disediakan.
6. Tetapi sebaliknya apabila ada satu point mengalami penyimpangan
standard dari toleransi yang ditentukan maka part tersebut dinyatakan tidak
baik (NO GOOD), dengan segera operator QC melaporkan penyimpangan
tersebut kepada leader QC.
7. Leader QC langsung melaporkan kembali ke leader produksi atau
penanggung jawab line produksi untuk menghentikan proses.
29
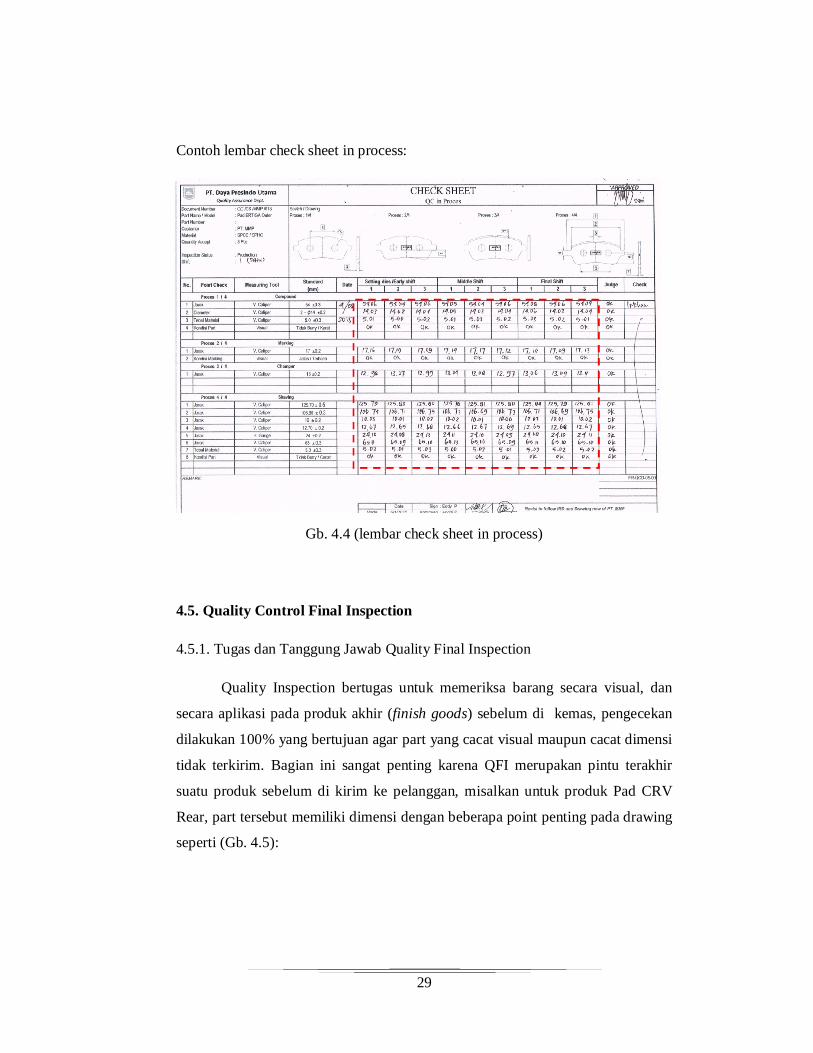
Contoh lembar check sheet in process:
Gb. 4.4 (lembar check sheet in process)
4.5. Quality Control Final Inspection
4.5.1. Tugas dan Tanggung Jawab Quality Final Inspection
Quality Inspection bertugas untuk memeriksa barang secara visual, dan
secara aplikasi pada produk akhir (finish goods) sebelum di kemas, pengecekan
dilakukan 100% yang bertujuan agar part yang cacat visual maupun cacat dimensi
tidak terkirim. Bagian ini sangat penting karena QFI merupakan pintu terakhir
suatu produk sebelum di kirim ke pelanggan, misalkan untuk produk Pad CRV
Rear, part tersebut memiliki dimensi dengan beberapa point penting pada drawing
seperti (Gb. 4.5):

30
Gb. 4.5 (Drawing Pad CRV Rr)
Pada gambar (Gb. 4.4) diterangkan
bahwa jarak sebelum coating 89 dengan toleransi -0.25 / -0.33 berarti range yang
dibolehkan adalah 88.67 s/d 88.75, akan tetapi aktual pada part memiliki ketidak
pastian ukur dan ketidakstabilan dimensi, misalkan hasil yang diukur adalah
sebagai berikut:
NO POINT CHECK TOOLS STANDARD
SAMPLE JDG
1 2 3 4 5
1 Jarak Caliper 89 -0.25/-0.33 88.67 88.72 88.73 88.77 88.71 NG
Tabel 4.2 (Hasil Ukur)
Dari tabel di atas diketahui bahwa sampel nomor 4 melebihi batas
maksimum, dalam hal ini QFI menentukan bahwa sampel no 4 NG (No Good).
Untuk menghindari produk NG terkirim Departemen Quality membuatkan JIG
Inspection dengan metode GO atau part masuk, pembuatan JIG inspection dengan
metode GO menggunakan toleransi maksimum standard yang ada pada drawing,
itu artinya JIG dibuat dengan jarak 88.75, sehingga apabila sampel no 4 di
31
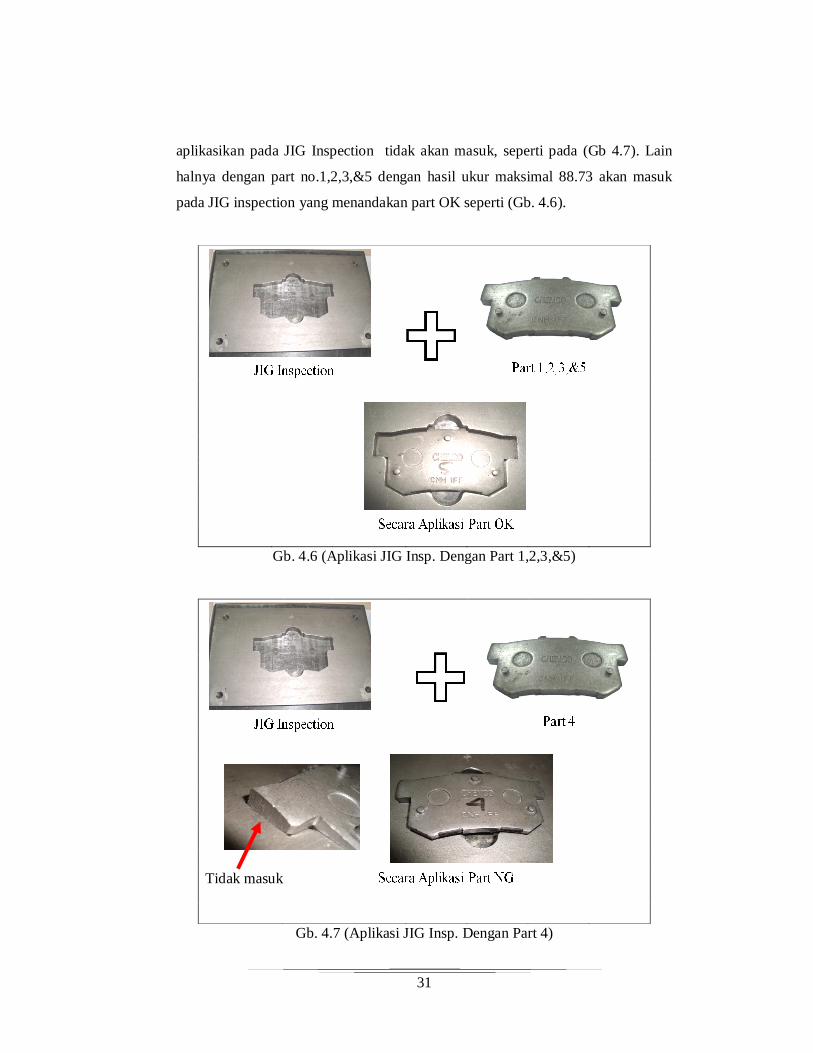
aplikasikan pada JIG Inspection tidak akan masuk, seperti pada (Gb 4.7). Lain
halnya dengan part no.1,2,3,&5 dengan hasil ukur maksimal 88.73 akan masuk
pada JIG inspection yang menandakan part OK seperti (Gb. 4.6).
Gb. 4.6 (Aplikasi JIG Insp. Dengan Part 1,2,3,&5)
Tidak masuk
Gb. 4.7 (Aplikasi JIG Insp. Dengan Part 4)

32
4.6. Quality Control Out Going
4.6.1. Tugas dan Tanggung Jawab QC Out Going
QC out Going bertanggung jawab atas mutu part yang siap dikirim yang
berada di warehouse, pengecekan hanya sampling berdasarkan AQL (Acceptance
Quality Level) yang mana jumlah part yang akan di cek berdasarkan jumlah part
yang akan dikirim, standard berdasarkan AQL (MIL-STD-105d) pada General
Level G-2 – 0.25 seperti pada tabel 4.3
Tabel 4.3 (Standard AQL).
Sebagai contoh jumlah barang yang akan di kirim adalah 1000pcs, jadi
jumlah barang yang harus di cek adalah 80 pcs dan yang di bolehkan reject
maksimal 2pcs.
Tabel 4.4 (Detail AQL pada 501~1200pcs)
33
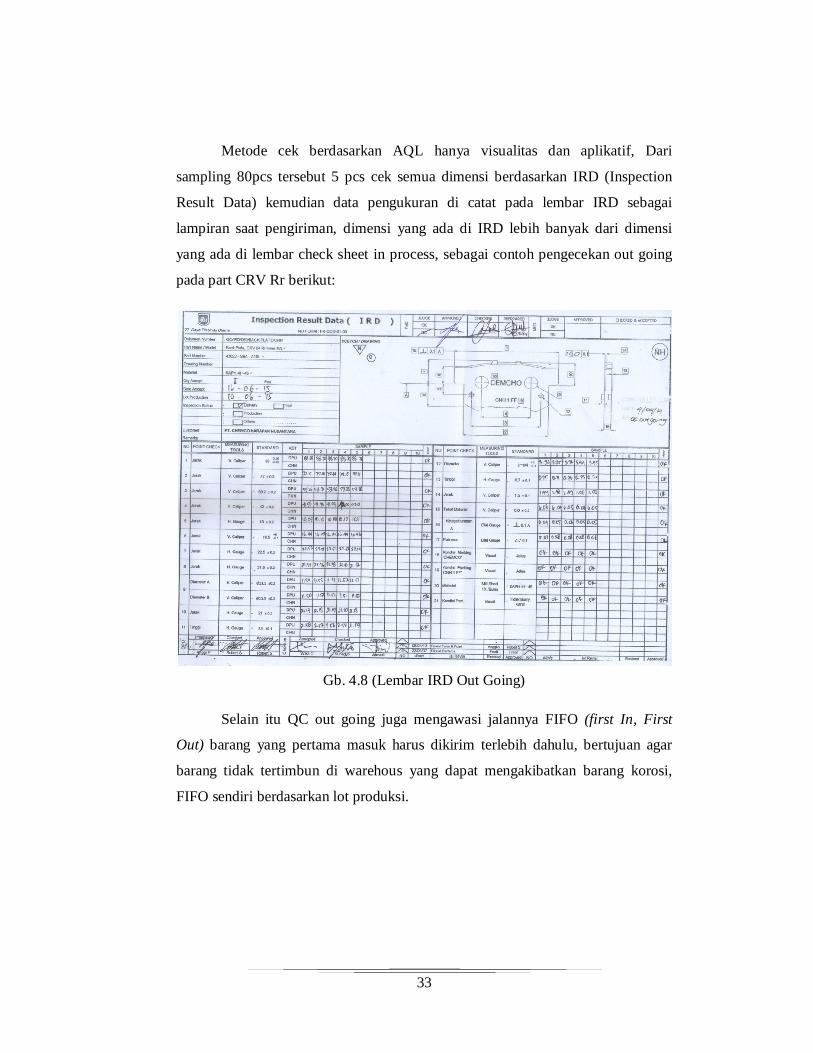
Metode cek berdasarkan AQL hanya visualitas dan aplikatif, Dari
sampling 80pcs tersebut 5 pcs cek semua dimensi berdasarkan IRD (Inspection
Result Data) kemudian data pengukuran di catat pada lembar IRD sebagai
lampiran saat pengiriman, dimensi yang ada di IRD lebih banyak dari dimensi
yang ada di lembar check sheet in process, sebagai contoh pengecekan out going
pada part CRV Rr berikut:
Gb. 4.8 (Lembar IRD Out Going)
Selain itu QC out going juga mengawasi jalannya FIFO (first In, First
Out) barang yang pertama masuk harus dikirim terlebih dahulu, bertujuan agar
barang tidak tertimbun di warehous yang dapat mengakibatkan barang korosi,
FIFO sendiri berdasarkan lot produksi.