pendekatan lean manufacturing untuk...
TRANSCRIPT
PENDEKATAN LEAN MANUFACTURING UNTUK MEMINIMASI
WASTE PADA PROSES PRODUKSI
(Studi Kasus: KSU Brosem)
SKRIPSI
Diajukan Kepada Universitas Muhammadiyah Malang
Untuk Memenuhi Salah Satu Persyaratan Akademik
Dalam Menyelesaikan Program Sarjana Teknik
Disusun Oleh :
GERY PRATAMA PUTRA
201010140311027
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH MALANG
2015
LEMBAR PENGESAHAN SKRIPSI
PENDEKATAN LEAN MANUFACTURING UNTUK MEMINIMASI WASTE
PADA PROSES PRODUKSI
(Studi Kasus: KSU Brosem)
Disusun oleh :
Gery Pratama Putra
201010140311027
Menyetujui dan Mengesahkan :
Malang, 28 September 2015
Dosen Pembimbing I Dosen Pembimbing II
Ilyas Mas'udin,ST.M.Log.Ph.D Dana Marsetiya. S.T.,M.T.
Mengetahui,
Ketua Jurusan Teknik Industri
Ilyas Mas'udin,ST.M.Log.Ph.D
KATA PENGANTAR
Alhamdulillah, puji syukur kehadirat Allah SWT, Karena telah berkenan
memberikan rahmat and hidayah-Nya sehingga penulis dapat menyelesaikan tugas
akhir ini dengan judul :
PENDEKATAN LEAN MANUFACTURING UNTUK
MEMINIMASI WASTE PADA PROSES PRODUKSI
Penyusunan tugas akhir ini guna memenuhi persyaratan dalam memperoleh
gelar Sarjana Teknik Jurusan Teknik Industri pada Universitas Muhammadiyah
Malang.
Penulis menyadari bahwa selama melakukan penelitian dan penyusunan skripsi
ini masih terdapat kekurangan dan kesalahan. Oleh karena itu, penulis sangat
mengharapkan saran dan kritik yang bersifat membangun dari pembaca sangat
diharapkan oleh penulis demi kesempurnaan.
Pada kesempatan ini,penulis berterima kasih yang sebesar-besarnya kepada :
1. Bapak Ilyas Mas'udin,ST.M.Log.Ph.D selaku Ketua Jurusan Teknik Industri
Universitas Muhammadiyah Malang sekaligus selaku Dosen Pembimbing I.
2. Bapak Dana Marsetiya S.T.,M.T. selaku Dosen Pembimbing II.
3. Bapak dan Ibu Staff Dosen Teknik Industri Universitas Muhammadiyah Malang.
4. Ibu Sum selaku pembimbing lapangan dan segenap karyawan KSU Brosem.
5. Ayahanda dan Ibunda tercinta yang telah memberikan bantuan baik moril dan materil
kepada saya selama menyelesaikan skripsi.
6. Kakak kembaran dan adik yang selalu memberi semangat dan pendapat hingga
terselesaikannya skripsi.
7. Keluarga sekaligus teman Yudha, Afrizal, Aji, Ve, Moeso, Rafli, Yofa, Mecko,
Agung terimakasih banyak telah membuat hari-hari yang berkesan.
8. Teman seperjuangan Teknik Industri A 2010 yang menemani selama penulis berada
di Universitas Muhammadiyah Malang.

Semoga Allah SWT, senantiasa memberikan balasan atas amal perbuatan dan
segala kebaikan yang telah diberikan kepada penulis. Akhir kata penulis berharap
semoga penelitian yang tertuang dalam skripsi ini, banyak bermanfaat bagi setiap
pembaca pada umumnya.
Malang, 28 September 2015
Penulis
Gery Pratama Putra
DAFTAR ISI
HALAMAN JUDUL................ ..................................................................................
LEMBAR PENGESAHAN SKRIPSI .....................................................................
LEMBAR ASISTENSI SKRIPSI ............................................................................
BERITA ACARA UJIAN ........................................................................................
SURAT PERNYATAAN KEASLIAN ....................................................................
SURAT KETERANGAN PENELITIAN ...............................................................
KATA PENGANTAR ..............................................................................................
ABSTRAK .................................................................................................................
ABSTRACT ................................................................................................................
DAFTAR ISI............................................................................................................... i
DAFTAR TABEL................ ...................................................................................... iv
DAFTAR GAMBAR................ .................................................................................. v
DAFTAR LAMPIRAN .................................................................................... ......... vi
BAB I PENDAHULUAN
1.1. Latar Belakang ...................................................................................................... 1
1.2. Perumusan Masalah ............................................................................................. 2
1.3. Tujuan Penelitian ................................................................................................. 2
1.4. Manfaat Penelitian ................................................................................................ 2
1.5. Batasan Masalah ……………………………………………………………….. 2
1.6. Asumsi-asumsi …………………………………………………………………. 3
1.7. Sistematika Penulisan ………………………………………………………….. 3
BAB II LANDASAN TEORI
2.1. Definisi Lean......................................................................................................... 5
2.1.1. Lima Prinsip Dasar Lean ............................................................................. 5
2.2. Lean Manufacturing ............................................................................................. 6
2.2.1. Tipe Aktifitas Lean Manufacturing ............................................................ 7
2.3. Definisi Waste ....................................................................................................... 8
2.4. Value Stream Analysis Tool (VALSAT) ................................................................ 10
2.4.1. Value Stream Mapping Tools ..................................................................... 14
2.4.2. Tahapan dalam Value Stream Mapping ...................................................... 18
2.5. RCA (Root Cause Analysis) .................................................................................. 20
2.6. Prinsip 5W-1H.................................................................... .................................. 20
BAB III METODOLOGI PENELITIAN
3.1. Metodologi Penelitian ........................................................................................... 22
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Pengumpulan data ..................................................................................... ......... 30
4.1.1 Mesin dan Peralatan yang digunakan .......................................................... 30
4.1.2 Fungsi Mesin ........................................................................................... ... 31
4.1.3 Waktu kerja dan Upah .............................................................................. .. 32
4.1.4 Kalender Kerja dan tenaga kerja ................................................................ 32
4.1.5 Data struktur produk dan bahan baku ......................................................... 35
4.2 Identifikasi Waste ...................................................................................... ........ 36
4.2.1 Pemilihan detail mapping dengan VALSAT .......................................... .... 39
4.2.2 Penggambaran detail mapping terpilih .................................................. ..... 40
4.2.2.1 Process Activity Mapping (PAM) .......................................................... . 40
4.2.2.2 Supply Chain Response Matrix (SCRM).......................................... ... 44
4.2.2.3 Quality Filter Mapping (QFM) ...................................................... ..... 46
BAB V ANALISA PEMBAHASAN
5.1 Analisa identifikasi waste ................................................................................... 48
5.1.1 Analisa Value Stream Analysis Tool (VALSAT) ................................... ... 49
5.2 Identifikasi waste dengan RCA .......................................................................... 51
5.2.1 Analisa penyebab waste ...................................................................... ....... 51
5.2.1.1 Analisa penyebab waste processing ............................................... ..... 52
5.2.1.2 Analisa penyebab waste waiting .................................................... ..... 52
5.2.1.3 Analisa penyebab waste defect ...................................................... ..... 54
5.3 Usulan perbaikan dengan 5W-1H ....................................................................... 54
5.3.1 Usulan perbaikan waste processing ...................................................... ...... 55
5.3.2 Usulan perbaikan waste waiting ........................................................... ...... 56
5.3.3 Usulan perbaikan waste defect ............................................................. ...... 57
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan .......................................................................................................... 58
6.2 Saran ..................................................................................................................... 59
DAFTAR PUSTAKA .................................................................................................
LAMPIRAN ................................................................................................................

DAFTAR TABEL
Tabel 2.1. Value Stream Mapping Tools ................................................................. .. 19
Tabel 2.2. Primsip 5W-1H untuk penetapan tindakan .............................................. 21
Tabel 3.1. Perhitungan Metode Borda ...................................................... ................ 26
Tabel 3.2. Perkalian bobot dalam mapping tool................................................... ..... 27
Tabel 4.1. Mesin dan peralatan ................................................................................. 30
Tabel 4.2 Waktu kerja KSU Brosem ........................................................................ 32
Tabel 4.3 Kalender kerja ........................................................................................... 33
Tabel 4.4 Jumlah tenaga kerja .................................................................................. 34
Tabel 4.5 Bill of Material sari apel kemasan (dus) .................................................. 36
Tabel 4.6 Rekapitulasi hasil kuesioner ..................................................................... 37
Tabel 4.7 Hasil perhitungan pembobotan ................................................................ 38
Tabel 4.8 Pembobotan dengan Valsat ...................................................................... 39
Tabel 4.9 PAM proses produksi sari apel ................................................................. 41
Tabel 4.10 Ringkasan perhitungan PAM ................................................................... 42
Tabel 4.11 Prosentase PAM ...................................................................................... . 43
Tabel 4.12 Perhitungan SCRM .......................................................................... ........ 45
Tabel 4.13 Data Reject .............................................................................................. . 46
Tabel 5.1 Ringkasan aktifitas PAM .......................................................................... 50
Tabel 5.2 RCA waste processing ............................................................................. 52
Tabel 5.3 RCA waste waiting ................................................................................... 53
Tabel 5.4 RCA waste defect ..................................................................................... 54
Tabel 5.5 5W-1H wasre processing .......................................................................... 55
Tabel 5.6 5W-1H waste waiting ............................................................................... 56
Tabel 5.7 5W-1H waste defect ................................................................................. 57
DAFTAR GAMBAR
Gambar 2.1. Lean Manufacturing ........................................................................... . 7
Gambar 3.1. Flowchart Metodologi Penelitian ................................................... ..... 22
Gambar 4.1. Struktur produk sari apel(dus) ............................................................. 35
Gambar 4.2. Supply Chain Response Matrix ...................................................... ..... 45
Gambar 4.3. QFM proses produksi sari apel ............................................................ 46
Gambar 5.1. Bobot waste proses produksi sari apel ................................................ 48
Gambar 5.2. Grafik proses tiap aktifitas .................................................................. 50
DAFTAR LAMPIRAN
Lampiran 1. Kuesioner ............................................................................................

Lampiran 1 : Kuesioner
Identifikasi Waste (Pemborosan) yang terjadi pada Proses Produksi Sari Apel
Saya, Gery Pratama P, Mahasiswa Teknik Industri-UMM, sedang menyusun Skripsi
berjudul“Pendekatan Lean Manufacturing Untuk Meminimasi Waste Pada Proses Produksi”.
Untuk penelitan tersebut, maka saya mengharapkan kesediaan bantuan Bapak / Ibu untuk
mengisi kuesioner yang berkenaan dengan waste produksi sari apel. Kuesioner tersebut
bersifat ilmiah murni, hanya digunakan untuk penyusunan laporan Skripsi.
Petunjuk Pengisian
1. Jawablah pertanyaan berikut ini sesuai dengan kenyataan diproduksi teh hitam. Pada
kolom tingkat keseringan pada data atribut, berilah tanda silang (x) pada kolom yang
tersedia, untuk pernyataan dibawah ini yang menunjukkan angka :
1 = Sangat Sering
2 = Sering
3 = Kadang – Kadang
4 = Jarang
5 = Sangat Jarang
Adapun waste yang dimaksud adalah sebagai berikut :
1. Over Production
Memproduksi lebih dari yang dibutuhkan dan stok yang berlebih merupakan waste
kategori ini. Pada waste ini, bahan mentah dan sumber daya lain telah dipergunakan,
tetapi tidak ada permintaan yang harus dipenuhi (Gaspersz, 2007).
2. Waiting
Waiting dan waktuidle termasuk waste. Hal tersebut dikarenakan tidak memberi nilai
tambah kepada produk. Produk yang harus menunggu dalam proses produksi telah
mengkonsumsi bahan dan menambah biaya. Work in process (WIP) merupakan
penyebab utama dari waste ini (Gaspersz, 2007). Pada proses produksi sari apel yang
dimaksud waiting ada dua macam, yaitu waktu tunggu karena proses yang sangat lama
dan menunggu perbaikan mesin.
3. Transportation
Waste kategori ini, meliputi pemindahan material yang terlalu sering dan penundaan
pergerakan material. Penyebab utama dari transport yang berlebih adalah layout pabrik
(Gaspersz, 2007). Pada proses produksi sari apel layout pabriknya memang sudah di-
setting sedemikian sehingga bisa memperlancar produksi. Sehingga untuk waste kategori
transportasi adalah selain waktu yang dibutuhkan untuk perpindahan bahan baku hingga
produk jadi dan disimpan digudang.
4. Inventory
Waste kategori ini meliputi persediaan. Persediaan termasuk waste dalam proses
produksi. Hal tersebut dikarenakan material yang tidak dibutuhkan harus disimpan.
Banyak perusahaan akan memesan bahan baku dalam jumlah besar dari pada jumlah yang
dibutuhkan, untuk mengatisipasi waste yang mungkin terjadi dalam proses produksi.
Selain itu, memesan dalam jumlah besar seringkali dianggap akan lebih hemat.
Persediaan berlebih sejumlah 20 % material selama sebulan tidak akan menghemat uang
tetapi menahan cash in stock (Gaspersz, 2007).Persediaan produk jadi di gudangpun juga
dapat dikategorikan sebagai inventory.
5. Motion
Pergerakan merupakan waste. Hal tersebut dikarenakan perpindahan material atau orang
tidak menambah nilai kepada produk. Solusi untuk mengurangi waste kategori ini adalah
me-relayout pabrik untuk mengurangi pergerakan dan jarak yang harus ditempuh.
6. Processing
Waste kategori ini meliputi proses atau prosedur yang tidak perlu, pengerjaan produk
tetapi tidak menambah nilai dari produk itu sendiri. Pengerjaan ulang (rework)
merupakan penyebab terbesar dari terjadinya over-processing. Penyetelan operasi mesin
yang buruk dan tingkat efektifitas mesin yang rendah akan memeperbesar waktu siklus
produk dan mengurangi output.
7. Defects
Produk yang cacat setelah melalui suatu proses. Berhubungan dengan masalah kualitas
produk atau rendahnya performansi pengiriman.
8. EHS
Merupakan ketidakamanan (unsafe) area kerja. Danger berkaitan dengan resiko
kecelakaan kerja akibat hazard. Setiap pekerjaan pasti memiliki resiko bahaya dan resiko
tersebut harus diminimalkan.
9. SDM
Merupakan waste karena pekerja yang tidak mengeluarkan seluruh kemampuan yang
dimilikinya baik mental, kreativitas, ketrampilan, dan kemampuan fisik.
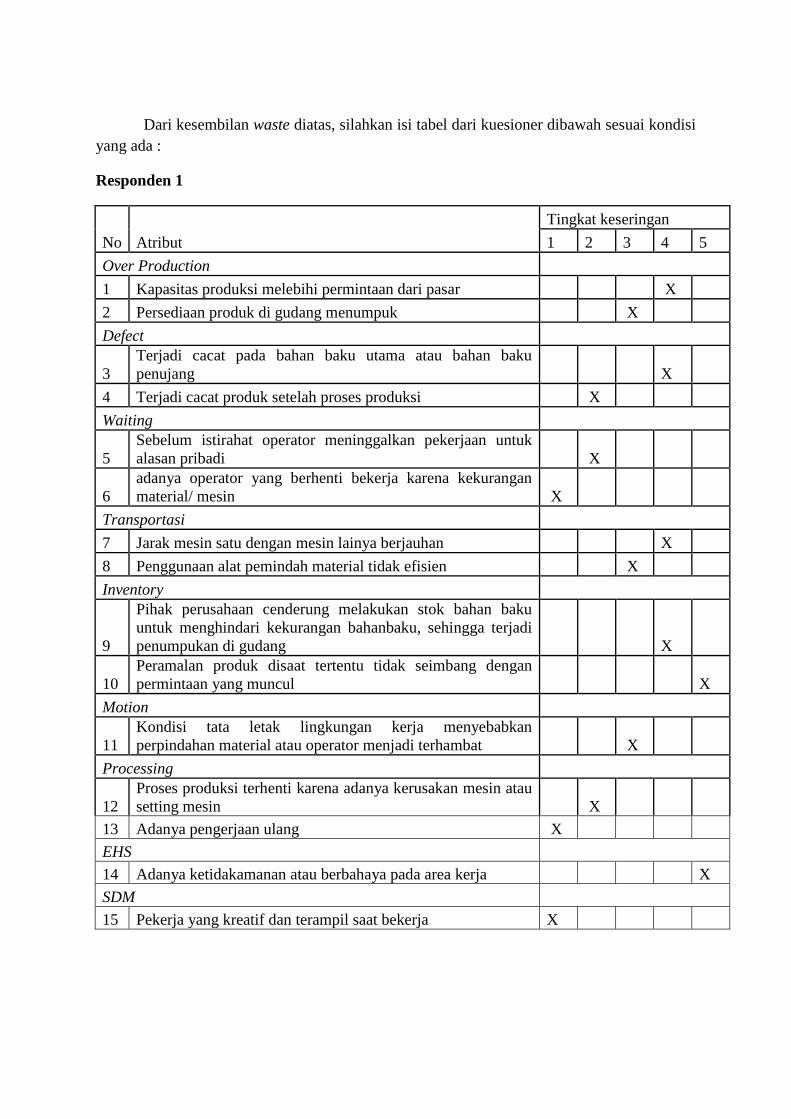
Dari kesembilan waste diatas, silahkan isi tabel dari kuesioner dibawah sesuai kondisi
yang ada :
Responden 1
No Atribut
Tingkat keseringan
1 2 3 4 5
Over Production
1 Kapasitas produksi melebihi permintaan dari pasar X
2 Persediaan produk di gudang menumpuk X
Defect
3
Terjadi cacat pada bahan baku utama atau bahan baku
penujang X
4 Terjadi cacat produk setelah proses produksi X
Waiting
5
Sebelum istirahat operator meninggalkan pekerjaan untuk
alasan pribadi X
6
adanya operator yang berhenti bekerja karena kekurangan
material/ mesin X
Transportasi
7 Jarak mesin satu dengan mesin lainya berjauhan X
8 Penggunaan alat pemindah material tidak efisien X
Inventory
9
Pihak perusahaan cenderung melakukan stok bahan baku
untuk menghindari kekurangan bahanbaku, sehingga terjadi
penumpukan di gudang X
10
Peramalan produk disaat tertentu tidak seimbang dengan
permintaan yang muncul X
Motion
11
Kondisi tata letak lingkungan kerja menyebabkan
perpindahan material atau operator menjadi terhambat X
Processing
12
Proses produksi terhenti karena adanya kerusakan mesin atau
setting mesin X
13 Adanya pengerjaan ulang X
EHS
14 Adanya ketidakamanan atau berbahaya pada area kerja X
SDM
15 Pekerja yang kreatif dan terampil saat bekerja X

Responden 2
No Atribut
Tingkat keseringan
1 2 3 4 5
Over Production
1 Kapasitas produksi melebihi permintaan dari pasar X
2 Persediaan produk di gudang menumpuk X
Defect
3
Terjadi cacat pada bahan baku utama atau bahan baku
penujang X
4 Terjadi cacat produk setelah proses produksi X
Waiting
5
Sebelum istirahat operator meninggalkan pekerjaan untuk
alasan pribadi X
6
adanya operator yang berhenti bekerja karena kekurangan
material/ mesin X
Transportasi
7 Jarak mesin satu dengan mesin lainya berjauhan X
8 Penggunaan alat pemindah material tidak efisien X
Inventory
9
Pihak perusahaan cenderung melakukan stok bahan baku
untuk menghindari kekurangan bahanbaku, sehingga terjadi
penumpukan di gudang X
10
Peramalan produk disaat tertentu tidak seimbang dengan
permintaan yang muncul X
Motion
11
Kondisi tata letak lingkungan kerja menyebabkan
perpindahan material atau operator menjadi terhambat X
Processing
12
Proses produksi terhenti karena adanya kerusakan mesin atau
setting mesin X
13 Adanya pengerjaan ulang X
EHS
14 Adanya ketidakamanan atau berbahaya pada area kerja X
SDM
15 Pekerja yang kreatif dan terampil saat bekerja X
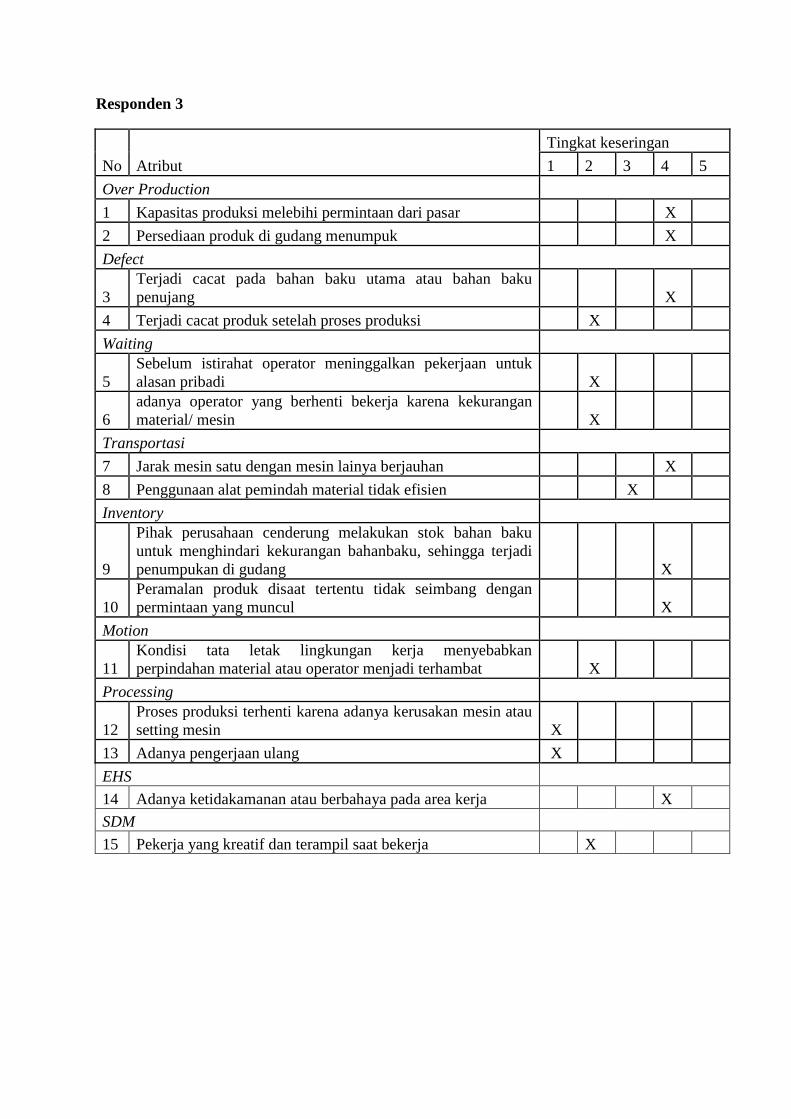
Responden 3
No Atribut
Tingkat keseringan
1 2 3 4 5
Over Production
1 Kapasitas produksi melebihi permintaan dari pasar X
2 Persediaan produk di gudang menumpuk X
Defect
3
Terjadi cacat pada bahan baku utama atau bahan baku
penujang X
4 Terjadi cacat produk setelah proses produksi X
Waiting
5
Sebelum istirahat operator meninggalkan pekerjaan untuk
alasan pribadi X
6
adanya operator yang berhenti bekerja karena kekurangan
material/ mesin X
Transportasi
7 Jarak mesin satu dengan mesin lainya berjauhan X
8 Penggunaan alat pemindah material tidak efisien X
Inventory
9
Pihak perusahaan cenderung melakukan stok bahan baku
untuk menghindari kekurangan bahanbaku, sehingga terjadi
penumpukan di gudang X
10
Peramalan produk disaat tertentu tidak seimbang dengan
permintaan yang muncul X
Motion
11
Kondisi tata letak lingkungan kerja menyebabkan
perpindahan material atau operator menjadi terhambat X
Processing
12
Proses produksi terhenti karena adanya kerusakan mesin atau
setting mesin X
13 Adanya pengerjaan ulang X
EHS
14 Adanya ketidakamanan atau berbahaya pada area kerja X
SDM
15 Pekerja yang kreatif dan terampil saat bekerja X
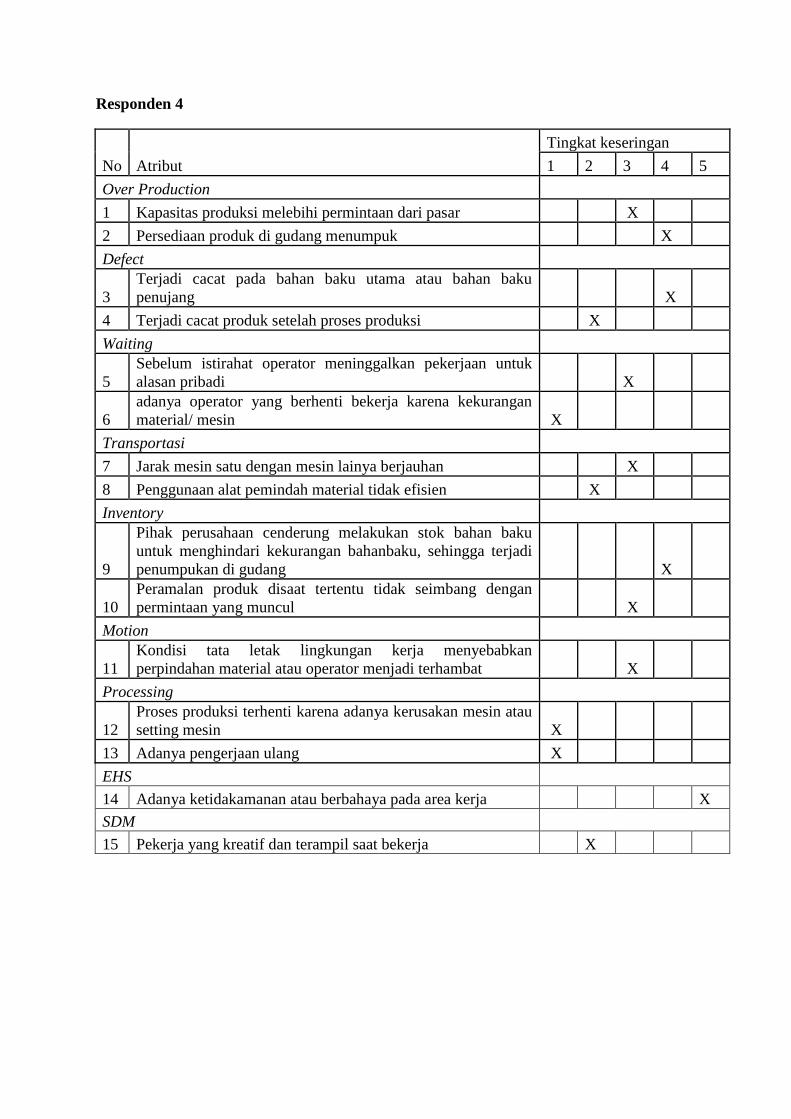
Responden 4
No Atribut
Tingkat keseringan
1 2 3 4 5
Over Production
1 Kapasitas produksi melebihi permintaan dari pasar X
2 Persediaan produk di gudang menumpuk X
Defect
3
Terjadi cacat pada bahan baku utama atau bahan baku
penujang X
4 Terjadi cacat produk setelah proses produksi X
Waiting
5
Sebelum istirahat operator meninggalkan pekerjaan untuk
alasan pribadi X
6
adanya operator yang berhenti bekerja karena kekurangan
material/ mesin X
Transportasi
7 Jarak mesin satu dengan mesin lainya berjauhan X
8 Penggunaan alat pemindah material tidak efisien X
Inventory
9
Pihak perusahaan cenderung melakukan stok bahan baku
untuk menghindari kekurangan bahanbaku, sehingga terjadi
penumpukan di gudang X
10
Peramalan produk disaat tertentu tidak seimbang dengan
permintaan yang muncul X
Motion
11
Kondisi tata letak lingkungan kerja menyebabkan
perpindahan material atau operator menjadi terhambat X
Processing
12
Proses produksi terhenti karena adanya kerusakan mesin atau
setting mesin X
13 Adanya pengerjaan ulang X
EHS
14 Adanya ketidakamanan atau berbahaya pada area kerja X
SDM
15 Pekerja yang kreatif dan terampil saat bekerja X
DAFTAR PUSTAKA
Brassard, Michael. 2000. The sig sixma memory jogger II. GOAL /QPC.
Fanani, Zaenal; Singgih, Moses Laksono. 2011. Implementasi lean manufacturing untuk
peningkatan produktifitas. Surabaya: MMT – ITS Surabaya.
Gaspersz, Vincent. 2002. Pedoman Implementasi Program Six Sigma Terintegrasi Dengan
ISO 9001:2000, MBNQA, dan HACCP. Jakarta. PT. Gramedia Pustaka Utama.
Gaspersz, Vincent. 2003. Metode Analisis Untuk Peningkatan Kualitas. Jakarta: PT.
Gramedia Pustaka Utama.
Gaspersz, Vincent. 2007. Lean Six Sigma For Manufacturing and Service Industries. Jakarta.
PT. Gramedia Pustaka Utama.
Gaspersz, Vincent. 2008. The Wxecutive Guide To Implementing Lean Six Sigma. Jakarta:
PT. Gramedia Pustaka Utama.
George, Michael L. 2003. Lean Six Sigma, United States Of America: McGrawHill.
Hartini, sri; Saptadi Singgih. 2003. Analisa pemborosan perusahaan mebel dengan
pendekatan lean manufacturing. Semarang: TI-UNDIP Semarang
Hines, Peter; Rich, Nick. 2000. Value Stream Management. Great Britain. Prentice Hall.
Hines, Peter; Rich, Nick. 2002. Value Stream Management. Great Britain. Prentice Hall.
Pujawan, I nyoman. 2005. Supply chain management. Surabaya : Guna widya
Sholikhah, Lilis Lianatus. 2010. Pengurangan waste pada proses produksi pupuk phonska
dengan pendekatan lean six sigma . Malang : TI-UMM
Nuruddin, A.W. 2013. Implementasi Konsep Lean Manufacturing Untuk Meminimalkan
Waktu Keterlambatan Penyelesaian Produk “A” sebagai Value Pelanggan. Jurnal
Rekayasa Mesin Vol.4, No 2, 147-156
Rakhmawati. 2011. Identifikasi Waste pada Whole Stream. Jurnal Agrointek Vol.5, No 1
