bab iv hasil penelitian dan...
TRANSCRIPT

91
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Tinjauan Umum Objek Penelitian
4.1.1 Sejarah Perusahaan
CV. Bandung Djaya Textile (BADJATEX) berdiri pada tahun 1975,
perusahaan ini bergerak dalam bidang manufaktur yang menghasilkan kain jenis
denim dan grey. Pada awal pendiriannya CV.Badjatex memiliki dua departemen
produksi yaitu departemen pemintalan dan departemen penenunan yang terletak di
Majalaya. Namun, pada tahun 1979 CV. Badjatex pindah ke Dayeuh Kolot
dengan hanya memiliki satu depertemen yaitu depertemen penenunan dengan
menambah unit produksi pencelupan, pencapan dan penyempurnaan, sehingga
produk yang dihasilkan tidak hanya kain mentah tapi juga kain jadi. Sedangkan
departemen pemintalan pindah ke Banjaran dan berubah nama menjadi PT.
Malaka Sari. Untuk daerah pemasarannya CV. Badjatex memasarkan hasil
produksinya ke Jakarta, Surabaya, Medan dan Hongkong.
CV. Badjatex terletak di Jl. Citepus No.5 Moch. Toha Dayeuh Kolot
Bandung, dengan memiliki kantor pemasaran yang terletak di daerah Kuningan
Jakarta Selatan. Pemilihan lokasi perusahaan di Dayeuh Kolot tersebut
berdasarkan beberapa pertimbangan sebagai berikut:
1. Lokasi dekat dengan sumber air yaitu sungai Citarum, karena kebutuhan air
sangat penting dalam proses produksi.
2. Dekat dengan daerah pemukiman penduduk sehingga memudahkan
perusahaan untuk memperoleh tenaga kerja.

92
3. Sarana transportasi daerah yang baik dan lokasi perusahaan yang strategis
sehingga mendukung proses pengangkutan bahan baku maupun hasil
produksi. Lokasi perusahaan berjarak 4 KM dari pintu Tol Moch.Toha dan 6
KM dari pintu Tol Kopo.
Perusahaan ini memiliki luas lahan 12.144 m2 dengan luas bangunan
11.500 m2, yang terdiri dari bangunan unit produksi seluas 10.100 m2, tempat
penyediaan air bersih 750 m2 dan area penampungan limbah seluas 250 m2 dan
bangunan lain seluas 400 m2.
4.1.2 Kegiatan Pemeliharaan Yang Dilakukan CV. Badjatex
Kegiatan pemeliharaan yang dilakukan oleh perusahaan merupakan salah
satu dari beberapa fungsi penting yang harus dilaksanakan dalam menjalankan
operasi perusahaan, sebab kerusakan yang terjadi pada fasilitas produksi yang
berpengaruh terhadap kapasitas produksi, biaya produksi, kualitas produksi yang
dihasilkan, keselamatan karyawan, waktu produksi dan kepuasan pelanggan.
Proses produksi akan berjalan dengan lancar apabila tidak ada hal-hal yang
berkaitan dengan terganggunya fasilitas produksi. Sehingga kegiatan
pemeliharaan harus diarahkan untuk mengurangi frekuensi kerusakan dan
menghindari terjadinya kerusakan berat pada fasilitas produksi.
Kegiatan pemeliharaan yang dilaksanakan oleh CV.Badjatex adalah
sebagai berikut:
A. Perventive Maintenance (Perawatan)
1) Routine Maintenance (Perawatan Rutin)
93
a. Pembersihan, kegiatan ini dilakukan oleh operator mesin yang
bersifat pembersihan ringan yaitu dengan membersihkan bagian
luar mesin, karena banyak terdapat bulu-bulu halus dan benang
sisa-sisa produksi. Kegiatan ini dilakukan tanpa menghentikan
proses operasi mesin, dengan kata lain tidak perlu tenaga khusus
untuk melakukan kegiatan ini dan dapat dilakukan selama proses
produksi berlangsung.
b. Pengecekan kondisi mesin mengenai pergerakan saat mesin
beroperasi, karena mesin yang digunakan di CV. Badjatex sudah
menggunakan teknologi yang canggih, maka untuk kegiatan ini
operator dimudahkan dengan adanya lampu indikator yang
berwarna putih, merah, kuning dan hijau. Lampu indikator ini akan
memberikan sinyal (menyala) bahwa adanya masalah dengan
mesin tersebut, adapun keterangan yang dapat kita peroleh dengan
adanya lampu indikator yang menyala adalah:
• Putih (Menyala): arti dari sinyal ini adalah adanya kelainan
yang terjadi pada mesin dan mesin meminta agar operator
bagian maintenance melakukan maintenance terhadap mesin
tersebut.
• Putih (Menyala Berkedip): arti dari sinyal ini adalah adanya
kelainan yang terjadi pada mesin dan mesin meminta agar
operator melakukan pelumasan.

94
• Merah (Menyala): arti dari sinyal ini adalah adanya kelainan
yang terjadi pada mesin dan mesin meminta agar operator
melakukan penyambungan benang (penambalan benang),
karena adanya benang lusi (Benang Beam/benang penyulam)
yang putus.
• Kuning (Menyala): arti dari sinyal ini adalah adanya kelainan
yang terjadi pada mesin dan mesin meminta agar operator
melakukan penyambungan benang (penambalan benang),,
karena adanya benang pakan (benang sulam) yang putus.
• Hijau (Menyala): arti dari sinyal ini adalah adanya kelainan
yang terjadi pada mesin dan operator dengan sengaja
menghentikan operasi mesin untuk melakukan pemasangan
benang (penggantian gulungan benang pakan).
• Hijau (Menyala Berkedip): arti dari sinyal ini adalah adanya
kelainan yang terjadi pada mesin dan mesin meminta agar
operator melakukan pemotongan kain, karena kain yang
dihasilkan telah mencapai target yang telah di atur sebelumnya
pada mesin tersebut.
2) Periodic Maintenance (Perawatan Periodik)
a. Pelumasan Berkala adalah kegiatan pelumasan yang dilakukan
pada bagian-bagian yang dibutuhkan oleh mesin, biasanya pada
pada komponen bergerak khususnya pada komponen bergerak
khususnya pada seluruh bagian poros yang berputar, misalnya

95
bearing, cutter drivers, rotary leno, dsb. Biasanya dikerjakan
sesuai dengan kebutuhan mesin ada yang satu minggu sekali (108
jam kerja), dua minggu sekali (216 jam kerja), satu bulan sekali
(720 jam kerja) dan dua bulan sekali (1440 jam kerja).
b. Penggantian oli adalah kegiatan penggantian oli sesuai jam kerja
mesin, misalnya pada bagian roll gears, harness DRC yang juga
dilakukan dua minggu sekali (360 jam kerja), satu bulan sekali
(720 jam kerja), dan dua bulan sekali (1440 jam kerja).
B. Corrective / Breakdown Maintenance (Penggantian Komponen Mesin atau
Parawatan Tambahan)
1) Minor
Perbaikan kerusakan kecil pada mesin yang dapat dilakukan
ditempat mesin berada, diantaranya service press roll, service relay
valve, setting camp untuk corak gray, setting driving disk,
penggantian balde cutter.
2) Major
Perbaikan terhadap kerusakan yang cukup besar sehingga
memerlukan tenaga, waktu dan biaya yang cukup besar.
Pelaksanaan perbaikan mesin ini dilakukan di tempat terjadi
kerusakan, misalnya penggantian mesin motor, penggantian pulling
untuk merubah rpm ke speed, penggantian printed.

96
C. Overhoul (Perawatan Total)
Kegiatan overhoul dilakukan setiap satu tahun sekali atau 8.640 jam kerja
mesin, meliputi kegiatan pembersihan secara menyeluruh, pelumasan,
pemeriksaan, penggantian spare part dan penyetelan ulang mesin.
Kegiatan ini dilakukan di bengkel maintenance.
4.1.3 Maksud dan Tujuan Pemeliharaan Pada CV. Badjatex
Maksud dari pemeliharaan yang dilakukan oleh CV. Badjatex adalah
untuk menjaga agar mesin produksi selalu dalam keadaan baik dan siap untuk
digunakan sesuai dengan kebutuhan produksi sehingga kegiatan produksi dapat
berjalan dengan baik.
Sedangkan tujuan pemeliharaan yang dilakukan oleh CV. Badjatex adalah
sebagai berikut:
1. Menghindari kerusakan-kerusakan dini pada mesin.
2. Menjaga mesin-mesin agar dapat bekerja dengan optimal sehingga
kontinuitas produksi dapat berjalan dengan lancar.
3. Menjaga mutu produk yang dihasilkan agar tetap memenuhi
standar.
4. Menjaga kondisi mesin sehingga dapat memperpenjang usia mesin.
5. Menambah kuantitas produksi mesin.
6. Menjaga ketepatan waktu produksi agar produk dapat selesai tepat
pada waktunya.

97
Proses pemeliharaan yang sifatnya corrective maintenance yang dilakukan
oleh CV. Badjatex terhadap mesin-mesin yang rusak tidak tentu waktunya.
Karena tidak dapat diketahui kapan mesin akan mengalami kerusakan. Hal ini
dapat terjadi oleh karena, sebagai berikut:
a. Kelalaian pegawai dalam menjalankan tugas.
b. Pemasangan spare part yang kurang pas sehingga mengakibatkan
kerusakan pada komponen lain.
c. Pemakaian spare part yang melebihi batas waktu penggunaan.
4.1.4 Aktivitas Perusahaan
4.1.4.1 Bahan Baku Yang Digunakan
Bahan baku yang sering digunakan oleh CV. Badjatex adalah benang
katun, rayon, dan polyster. Bahan baku benang ini diperoleh dari pemasok lokal
yaitu PT. Sunrise dan PT Indorama. Berikut adalah Tabel 4.1 penggunaan bahan
baku selama satu bulan di CV. Badjatex:
Tabel 4. 1 Total Bahan Baku
(per-Bulan) Bahan Baku Jumlah
Benang Katun 2500 ton
Benang Polyster 2500 ton
Benang Rayon 2500 ton
Benang Lycra 1000 ton
Benang Ramin 1000 ton
Benang Linen 1000 ton
Benang Sutera 1000 ton
Sumber : CV Badjatex. 2009.

98
4.1.4.2 Mesin Yang Digunakan
Dalam melakukan kegiatan proses produksi CV. Badjatex menggunakan
beberapa jenis mesin yang dapat dilihat pada Tabel 4.2 dibawah ini.
Tabel 4. 2 Total Mesin
No JENIS JUMLAH
1. Mesin Warping 2 Unit
2. Mesin Sizing 1Unit
3. Mesin Tenun 110 Unit
4. Mesin Inspect 8 Unit
5. Mesin Padroll 1 Unit
6. Mesin Moisturize 1 Unit
7. Mesin Scouring/Bleaching 1 Unit
8. Mesin Span 2 Unit
9. Mesin Printing 3 Unit
10. Mesin Washing 2 Unit
11. Mesin Inspect Warna 12 Unit
12. Mesin Obras 2 Unit
Total 145
Sumber : CV Badjatex. 2009.
4.1.4.3 Proses Produksi Perusahaan
Proses produksi kain di CV. Badjatex dilakukan dalam beberapa tahap :
a. Departemen Warping, merupakan departemen yang tugasnya
memproses penggulungan benang dari 300-700 cones benang
menjadi 1 beam benang.
b. Departemen Sizing, merupakan departemen yang tugasnya
memproses melapisi benang dengan larutan kanji agar benang
tersebut tahan terhadap gesekan selama proses weaving
99
(penenunan), dan pengkanjian membuat benang tidak mudah
putus.
c. Loom/Weaving (Pentenunan), Sebuah departemen produksi
yang tugasnya mengubah benang menjadi lembaran kain-kain
denim dan gray bermutu tinggi.
d. Inspecting, merupakan departemen yang tugasnya memproses
pemeriksaan pada lembaran kain.
e. Pemartaian, merupakan departemen yang tugasnya memproses
pemilahan berdasarkan pesanan konsumen.
f. Protraitment, merupakan departemen yang tugasnya terdiri dari
beberapa tahap, diantaranya:
a) Bakar bulu merupakan proses pembakaran pada tepian kain
agar kain lebih rapih dan tidak berbulu.
b) Dezising, merupakan proses pembuangan kanji agar kain tidak
tegang.
c) Scouring dan Bleaching, merupakan proses pembersihan dan
pemutihan pada kain.
d) Moisturize, dilakukan dengan tujuan nagar kainmenjadi lebih
lembut.
e) Span, merupakan proses pengeringan kain.
g. Printing Motif, merupakan departemen yang tugasnya memproses
pencapan motif pada permukaan kain.

100
h. Inspecting motif, merupakan departemen yang tugasnya
memproses pemeriksaan, apabila terdapat motif yang cacat atau
rusak.
i. Finishing, merupakan departemen yang tugasnya memproses
pemeriksaan penyusutan kain dan pemeriksaan pada permukaan
kain atau dikenal dengan istilah hand feel.
j. Packing, merupakan departemen yang tugasnya memproses
penggulungan kain, sablon merk, dan pengemasan ke dalam plastic
agar kain tidak rusak dan kotor.
Pada Gambar 4.1 berikut digambarkan flow cart proses produksi kain gray
yang dilakukan CV. Badjatex:
Sumber : CV Badjatex. 2009.
Gambar 4. 1 Flow Cart Proses Produksi Kain Gray
Warping (Penggulungan Benang)
Sizing (Pengkanjian Benang
Pakan)
Weaving/Loom (Penenunan)
Inspecting (Pemeriksaan)
Pemartaian/Pemilahan
Protraiment
Bakar Bulu & desizing
Bakar Bulu & desizing
Scouring& Bleaching
Moisturize
Span
Pirinting Motif
Inspecting Motif
Finishing
Packing

101
Tabel 4. 3 Flow Cart Proses Produksi Kain Gray
No. Kegiatan 1. Dari gedung benang 2. Menunggu untuk warping 3. Warping (penggulungan benang) 4. Dibawa ke sizing 5. Menunggu untuk di sizing 6. Sizing (pengkanjian) 7. Dibawa ke penenunan 8. Menunggu untuk di loom (penenunan) 9. Penenunan
10. Dibawa ke inspecting 11. Menunggu untuk di inspecting 12. Inspecting 13. Dibawa ke pemartaian 14. Menunggu untuk di partai 15. Pemartaian/Pemilahan obras 16. Dibawa ke protraiment 17. Menunggu untuk protraiment 18. Protraiment: bakar bulu; desizing;
scouring; bleaching; moisturize; span.
19. Bakar bulu & desizing (buang kanji) 20. Scouring (menghilangkan kotoran) &
Bleaching (pemutihan)
21. Moisturize (Melembutkan) 22. Span (pengeringan kain) 23. Dibawa ke pencelupan/printing 24. Menunggu untuk pencelupan/printing 25. Printing 26. Dibawa ke inspecting warna 27. Menunggu untuk inspecting warna 28. Inspecting warna 29. Dibawa ke finishing 30. Menunggu untuk finishing 31. Finishing: handfeel & penyusutan kain 32. Dibawa ke packing 33. Menunggu untuk packing 34. Packing : rolling (penggulungan) &
sablon merk
35. Dibawa ke gudang penyimpanan 36. Disimpan di gudang untuk kemudian
dikirim ke customer

102
Keterangan:
:Operasi (suatu tugas atau kegiatan kerja).
:Transportasi (pemindahan barang dari suatu tampat ke tempat lain).
:Periksa (pemeriksaan kuantitas atau kualitas produk)
:Penundaan atau delay (penundaan dalam urutan operasi)
:Penyimpanan atau storage
Sumber : CV Badjatex. 2009.
Berikut adalah hasil produksi CV. Badjatex periode Juli 2007 sampai
dengan Juni 2008:
Tabel 4. 4 Jumlah Produksi Periode
Juli 2007-Juni 2008 Bulan Target Produksi (yard) Hasil Produksi (yard)
Juli 1.400.000 1485000
Agustus 1.400.000 1500000
September 1.400.000 1470000
Oktober 1.400.000 1425000
November 1.400.000 1380000
Desember 1.400.000 1365000
Januari 1.400.000 1350000
Februari 1.400.000 1320000
Maret 1.400.000 1350000
April 1.400.000 1305000
Mei 1.400.000 1320000
Juni 1.400.000 1290000
Total 16.800.000 16.560.000
Sumber : CV Badjatex. 2009. Keterangan : 1 yard = 0.9 m
4.2 Deskripsi Variabel Yang Diteliti
Variabel yang diteliti dalam penelitian ini adalah Pelaksanaan
Pemeliharaan (Variabel Bebas) dan Kelancaran Proses Produksi (Variabel
Terikat) Pada Departemen Weaving di CV. Badjatex. Berikut adalah
pendeskripsian untuk masing-masing variabel tersebut:

103
4.2.1 Gambaran Pelaksanaan Pemeliharaan Pada Departemen Weaving di
CV. Badjatex.
Pemeliharaan meliputi segala aktivitas yang terlibat dalam penjagaan
peralatan sistem dalam aturan kerja (Sumber; Render dan Heizer 2001:622).
Departemen Weaving untuk Pelaksanaan Pemeliharaannya cukup mempengaruhi
produksi dari Departemen Weaving itu sendiri maupun Departemen produksi yang
lain. Terdapat 2 indikator untuk mengetahui efisiensi dari sebuah pelaksanaan
pemeliharaan yaitu preventive maintenance dan breakdown maintenance.
4.2.1.1 Analisis Probabilitas Kerusakan Mesin
Untuk melakukan analisa selanjutnya dapat dilihat jumlah kerusakan
mesin perbulan selama setahun (Juli ’07-Juni ’08) di CV. Badjatex sebagai
berikut:
Tabel 4. 5 Data Total Kerusakan Perbulan Periode
Juli 2007-Juni 2008 No. Bulan Kerusakan
Perbulam 1. Juli 11 2. Agustus 10 3. September 12 4. Oktober 15 5. November 18 6. Desember 19 7. Januari 20 8. Februari 22 9. Maret 20 10. April 23 11. Mei 22 12. Juni 24 Jumlah 216
Sumber : CV Badjatex. 2009.
104
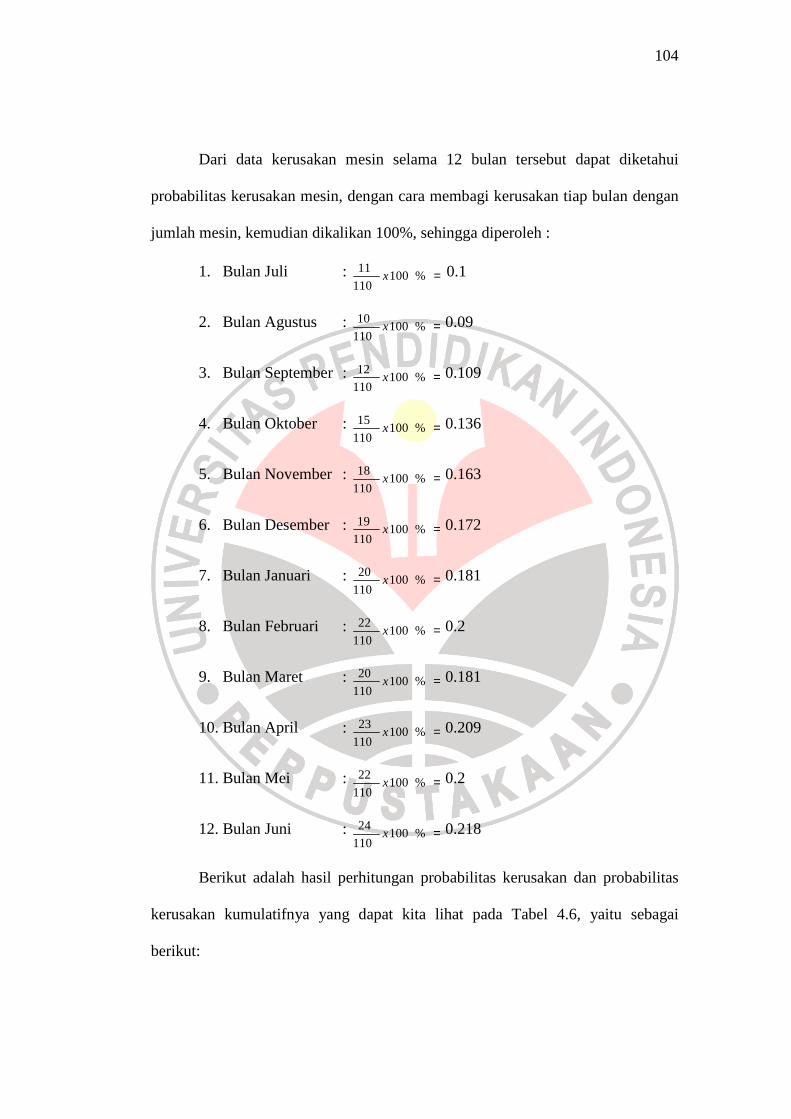
Dari data kerusakan mesin selama 12 bulan tersebut dapat diketahui
probabilitas kerusakan mesin, dengan cara membagi kerusakan tiap bulan dengan
jumlah mesin, kemudian dikalikan 100%, sehingga diperoleh :
1. Bulan Juli : =%100110
11x 0.1
2. Bulan Agustus : =%100110
10x 0.09
3. Bulan September : =%100110
12x 0.109
4. Bulan Oktober : =%100110
15x 0.136
5. Bulan November : =%100110
18x 0.163
6. Bulan Desember : =%100110
19x 0.172
7. Bulan Januari : =%100110
20x 0.181
8. Bulan Februari : =%100110
22x 0.2
9. Bulan Maret : =%100110
20x 0.181
10. Bulan April : =%100110
23x 0.209
11. Bulan Mei : =%100110
22x 0.2
12. Bulan Juni : =%100110
24x 0.218
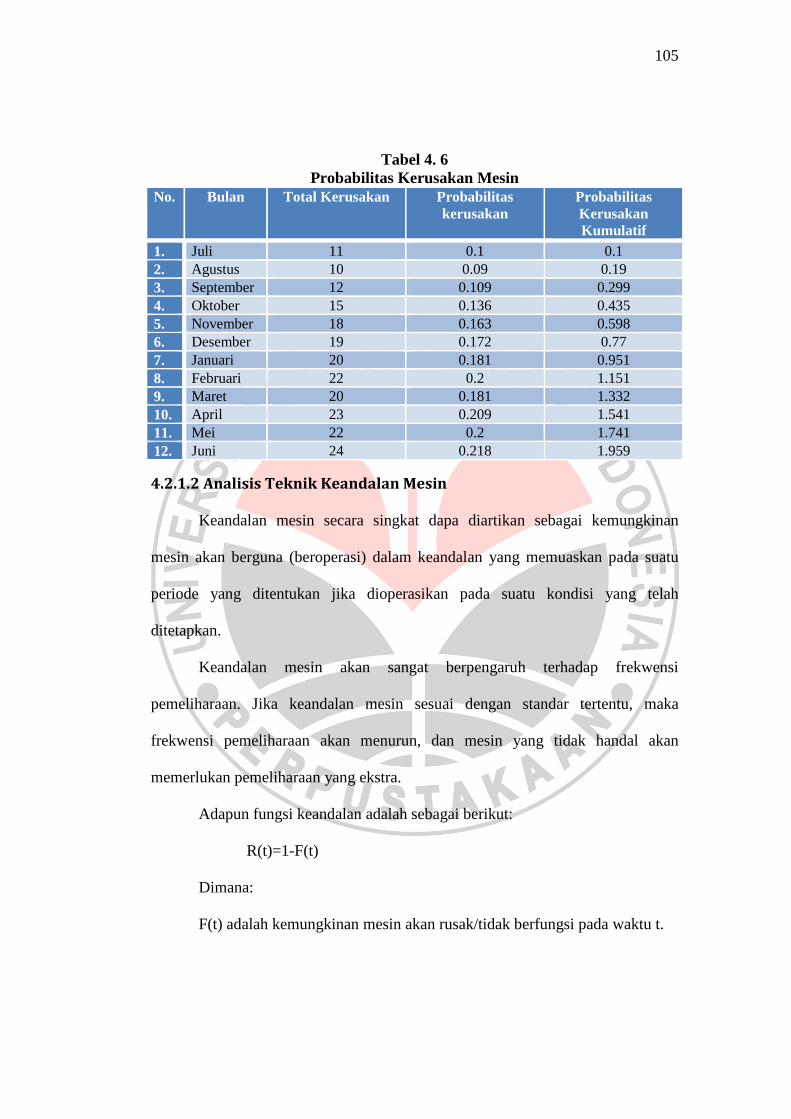
Berikut adalah hasil perhitungan probabilitas kerusakan dan probabilitas
kerusakan kumulatifnya yang dapat kita lihat pada Tabel 4.6, yaitu sebagai
berikut:
105
Tabel 4. 6 Probabilitas Kerusakan Mesin
No. Bulan Total Kerusakan Probabilitas kerusakan
Probabilitas Kerusakan Kumulatif
1. Juli 11 0.1 0.1 2. Agustus 10 0.09 0.19 3. September 12 0.109 0.299 4. Oktober 15 0.136 0.435 5. November 18 0.163 0.598 6. Desember 19 0.172 0.77 7. Januari 20 0.181 0.951 8. Februari 22 0.2 1.151 9. Maret 20 0.181 1.332 10. April 23 0.209 1.541 11. Mei 22 0.2 1.741 12. Juni 24 0.218 1.959
4.2.1.2 Analisis Teknik Keandalan Mesin
Keandalan mesin secara singkat dapa diartikan sebagai kemungkinan
mesin akan berguna (beroperasi) dalam keandalan yang memuaskan pada suatu
periode yang ditentukan jika dioperasikan pada suatu kondisi yang telah
ditetapkan.
Keandalan mesin akan sangat berpengaruh terhadap frekwensi
pemeliharaan. Jika keandalan mesin sesuai dengan standar tertentu, maka
frekwensi pemeliharaan akan menurun, dan mesin yang tidak handal akan
memerlukan pemeliharaan yang ekstra.
Adapun fungsi keandalan adalah sebagai berikut:
R(t)=1-F(t)
Dimana:
F(t) adalah kemungkinan mesin akan rusak/tidak berfungsi pada waktu t.

106
Berdasarkan probabilitas kerusakan dan probabilitas kerusakan kumulatif,
selanjutnya dilakukan perhitungan tingkat keandalan mesin sebagai berikut:
Tabel 4. 7 Tingkat Keandalan Mesin
Bulan Jumlah Kerusakan Probabilitas kerusakan F(t)
Keandalan Mesin 1-F(t)
1. 11 0.1 0.9 2. 10 0.09 0.91 3. 12 0.109 0.891 4. 15 0.136 0.864 5. 18 0.163 0.837 6. 19 0.172 0.828 7. 20 0.181 0.819 8. 22 0.2 0.8 9. 20 0.181 0.819 10. 23 0.209 0.791 11. 22 0.2 0.8 12. 24 0.218 0.782 Total 216 1.959 10.041
Dari Tabel 4.7 diatas dapat diketahui bahwa semakin besar tingkat
kerusakan mesin yang terjadi, maka semakin kecil tingkat keandalannya.
Untuk menghitung waktu rata-rata beroperasinya mesin tanpa adanya
kerusakan dipergunakan rumus:
%100xn
RtM =
Dimana :
M= Waktu rata-rata mesin beroperasi tanpa ada kerusakan
Rt= Total keandalan mesin
Pada Tabel 4.7 terlihat bahwa jumlah / besarnya keandalan mesin adalah
11 dan n = 12, maka:

107
%10012
041.10xM =
= 0.8367 x 100%
= 83.67%
Jadi waktu rata-rata mesin beroperasi tanpa adanya kerusakan adalah
0.8367 atau 83.67% dalam satu bulan.
Dari perhitungan diatas dapat dilihat bahwa keandalan mesin masih cukup
tinggi sehingga dalam waktu dekat untuk sementara waktu tidak harus mengganti
mesin lama dengan yang baru.
4.2.1.3 Analisis Biaya
Preventive Maintenance (perawatan)
Untuk menganalisis biaya pemeliharaan pencegahan, maka terlebih dahulu
dihitung ekspektasi jumlah kerusakan mesin dengan rumus sebagai berikut:
PBPBPBPB xxxx
n
i
PnNBn)1(13)3(2)2(1)1(
... −−−− ++++= ∑
Keterangan:
Bn = Ekspektasi jumlah kerusakan mesin dalam n bulan.
N = Jumlah mesin.
Pn = Probabilitas mesin rusak dalam periode n.
Ekspektasi Jumlah Kerusakan
1) B1 = 110 (0.1) = 11
2) B2 = 110 (0.19) + 11 (0.1)
= 20.9 + 1.1 = 22

108
3) B3 = 110 (0.299) + 22 (0.1) + 11 (0.9)
= 32.89 + 2.2 + 0.99 = 36.08
4) B4 = 110 (0.435) + 36.08 (0.1) + 22 (0.09) + 11(0.109)
= 47.85 + 3.6 + 1.98 + 1.19 = 54.62
5) B5 = 110 (0.598) + 54.62 (0.1) + 36.08 (0.09) + 22 (0.109) + 11 (0.136)
= 65.78 + 5.46 + 3.24 + 2.39 + 1.49 = 78.36
6) B6 = 110 (0.77) + 78.36 (0.1) + 54.62 (0.09) + 36.08 (0.109) + 22 (0.136) +
11 (0.163)
= 84.7 + 7.83 + 4.91 + 3.93 + 2.99 + 1.79 = 106.15
7) B7 = 110 (0.951) + 106.15 (0.1) + 78.36 (0.09) + 54.62 (0.109) + 36.08
(0.136) + 22 (0.163) + 11 (0.172)
= 104.61 + 10.61 + 7.05 + 5.95 + 4.9 + 3.58 + 1.89 = 138.59
8) B8 = 110 (1.151) + 138.59 (0.1) +106.15 (0.09) + 78.38 (0.109) + 54.62
(0.136) + 36.08 (0.163) + 22 (0.172) + 11 (0.181)
= 126.61 + 13.85 + 9.55 + 8.54 + 7.42 + 5.88 + 3.78 + 1.99 = 177.62
9) B9 = 110 ( 1.332) + 1772.62 (0.1) + 138.59 (0.09) + 109.15 (0.109) + 78.36
(0.136) + 54.62 (0.163) + 36.08 (0.172) + 22 (0.181) + 11 (0.2)
= 146.52 + 17.76 + 12.47 + 11.57 + 10.65 + 8.9 + 3.98 + 2.2 = 214.05
10) B10 = 110 (1.541) + 104.05 (0.1) + 177.62 (0.09) + 138.59 (0.109) + 106.15
(0.136) + 78.36 (0.163) + 54.62 (0.172) + 36.08 (0.181) + 22 (0.2) + 11
(0.181)
= 169.51 + 10.4 + 15.98 + 15.1 + 14.43 + 12.77 + 9.39 + 6.53 + 4.4 + 1.99 =
260.5

109
11) B11 = 110 (1.741) + 260,5 (0.1) + 104.05 (0.09) + 177.62 (0.109) +138.59
(0.136) + 106.15 (0.163) + 78.36 (0.172) + 54.62 (0.181) + 36.08 (0.2) + 22
(0.181) + 11 (0.209)
= 191.51 + 26.05 + 9.36 + 19.36 + 18.84 + 17.3 + 13.47 + 9.88 + 7.21 + 3.98
+ 2.29 = 319.25
12) B12 = 110 (1.959) + 319.25 (0.1) + 260.5 (0.09) + 104.05 (0.109) + 177.62
(0.136) + 138.59 (0.163) + 106.15 (0.172) + 78.36 (0.181) + 54.62 (0.2) +
36.08 (0.181) + 22 (0.209) + 11 (0.2)
= 215.49 + 31.92 + 23.44 + 11.34 + 24.15 + 22.59 + 18.25 + 14.18 + 10.92 +
6.53 + 4.59 + 2.2 = 385.6
Dari data diatas dapat kita simpulkan bahwa nilai pelaksanaan
pemeliharaan pada Departemen Weaving setiap bulannya semakin meningkat. Hal
ini selain disebabkan oleh banyaknya pesanan yang membutuhkan optimalisasi
mesin yang handal memaksa mesin untuk beroperasi lebih berat dari biasanya
juga disebabkan pada bulan November CV. Badjatex telah melakukan perubahan
pada Departemen Weaving sehingga waktu yang dibutuhkan dalam proses
produksi menjadi tidak efisien. Departemen weaving mendapatkan beban produksi
yang lebih besar dan target produksi yang dipaksakan diatas target normal yang
hanya 1.200.000 yard/bulan. Nilai terendah dalam tabel tersebut maksudnya
adalah nilai yang memiliki efisiensi paling tinggi karena hanya mesin masih
dalam kondisi yang baik dan siap untuk melakukan produksi.

110
4.2.2 Gambaran Kelancaran Proses Produksi Pada Departemen Weaving di
CV Badjatex.
Proses produksi adalah suatu cara, metode ataupun teknik menambah
keguanaan suatu barang dan jasa dengan menggunakan faktor produksi yang ada.
Kelancaran proses produksi merupakan jumlah produk yang dihasilkan (Output
dibagi Target), kualitas produk (Output dibagi produk yang memenuhi standar
kualitas perusahaan), ketepatan waktu (Output dibagi Target) dalam proses
produksi merupakan tingkat kegiatan yang diselesaikan sesuai dengan target
perusahaan sehingga dapat menunjang kelancaran proses produksi (Agus Ahyari,
2002: 88). Kelancaran proses produksi secara tidak langsung menyatakan
kemajuan dari perubahan tersebut. Kelancaran proses produksi dapat dikatakan
meningkat apabila waktu produksi yang dibutuhkan tidak naik dan kuantitas
produk yang dihasilkan naik. Oleh karena itu perusahaan yang baik adalah apabila
perusahaan tersebut dapat memanajemen waktu produksi yang dibutuhkan agar
dapat meningkatkan kelancaran proses produksinya. Dengan adanya peningkatan
dari kelancaran proses produksi maka perusahaan akan mendapatkan profit yang
signifikan.
Berikut ini adalah data kelancaran proses produksi pada Departemen
Weaving pada kurun waktu dari bulan Juli 2007-Juni 2008 dilihat dari output yang
dihasilkan dibagi dengan target yang dihasilkan.

111
Tabel 4. 8 Kelancaran Proses Produksi Periode
Juli 2007-Juni 2008 Bulan Target Produksi (yard) Hasil Produksi (yard) Kelancaran Proses Produksi
Juli 1.400.000 31.821 1.0607
Agustus 1.400.000 32.142 1.0714
September 1.400.000 31.5 1.0500
Oktober 1.400.000 30.534 1.0178
November 1.400.000 29.571 0.9857
Desember 1.400.000 29.25 0.9750
Januari 1.400.000 28.926 0.9642
Februari 1.400.000 28.284 0.9428
Maret 1.400.000 28.926 0.9642
April 1.400.000 27.963 0.9321
Mei 1.400.000 28.284 0.9428
Juni 1.400.000 27.642 0.9214
Total 16.800.000 354.843 11.8281
Sumber : CV Badjatex. 2009.
Berdasarkan Tabel 4.8 dapat dilihat kelancaran proses produksi pada
Departemen Weaving rata-rata mengalami penurunan untuk setiap bulannya yang
diawali pada bulan November pada tahun 2007. Tingkat kelancaran proses
produksi tertinggi dicapai pada bulan Juli dan Juni 2007 sebesar 106.07% dan
107.14 % dan kelancaran proses produksi terendah terjadi pada bulan Juni 2008
sebesar 92.14%. Sebagaian besar penurunan kelancaran proses produksi terjadi
pada bulan November 2007 – Juni 2008. Hal tersebut disebabkan oleh beberapa
faktor yang mempengaruhi dalam proses produksi, yaitu dari sisi bahan baku, dan
sisi operasionalnya dalam memenuhi target produksi untuk memenuhi pesanan
pelanggan.
112
4.3 Pengujian Hipotesis Penelitian
Pengujian hipotesis dalam penelitian ini dilakukan dengan menggunakan
uji korelasi pearson untuk menguji hubungan yang berupa pengaruh dari dua
variabel penelitian ini yaitu pengaruh Pelaksanaan Pemeliharaan (X) terhadap
Kelancaran Proses Produksi (Y). Uji statistik Korelasi Pearson dan Regresi Linier
Sederhana akan digunakan untuk menguji hipotesis yang telah ditetapkan tersebut.
Hipotesis yang diajukan dalam penelitian ini adalah “terdapat pengaruh
antara Pelaksanaan Pemeliharaan dengan Kelancaran Proses Produksi pada
Departemen Weaving di CV. Badjatex”.
Jika hipotesis tersebut diubah kedalam bentuk kalimat adalah sebagai
berikut :
Ho : ρ = 0 : Tidak terdapat pengaruh antara Pelaksanaan Pemeliharaan dengan Kelancaran Proses Produksi pada Departemen Weaving di CV. Badjatex.
Ha : ρ ≠ 0 : Terdapat pengaruh antara Pelaksanaan Pemeliharaan dengan Kelancaran Proses Produksi pada Departemen Weaving di CV. Badjatex.
4.3.1 Analisis Korelasi
Pada penelitian ini uji korelasi dilakukan dengan menggunakan uji
korelasi Pearson Product Moment dengan menggunakan proses komputerisasi
aplikasi software SPSS 15.0 for windows. Berdasarkan uji korelasi yang
dilakukan, didapat harga koefisien korelasi pearson antara variabel X dengan
variabel Y sebesar -0.880 seperti terlihat pada tabel berikut ini:

113
Tabel 4. 9 Hasil Uji Korelasi Variabel X dan Y
Correlations
Kelancaran Maintenance Pearson Correlation Kelancaran 1.000 .880
Maintenance .880 1.000 Sig. (1-tailed) Kelancaran . .000
Maintenance .000 . N Kelancaran 12 12
Maintenance 12 12
* Correlation is significant at the 0.05 level (1-tailed).
Berdasarkan Tabel 4.9 diketahui bahwa harga koefisien -0.880 terletak
diantara 0,80 – 1,000 sesuai dengan derajat hubungan antara variabel X
(Pelaksanaan Pemeliharaan) dengan variabel Y (Kelancaran Proses Produksi)
pada batas-batas nilai r pada Tabel 3.2 yang menunjukan bahwa terdapat pengaruh
antara Pelaksanaan Pemeliharaan (X) terhadap Kelancaran Proses Produksi (Y)
termasuk kedalam kategori sangat kuat. Hal ini juga menunjukan bahwa
Pelaksanaan Pemeliharaan mempunyai pengaruh yang sangat kuat dalam
menentukan besar kecilnya kelancaran proses produksi, namun terdapat variabel
lain yang dapat mempengaruhi perusahaan dalam mencapai efisiensi produksi.
Sedangkan untuk arah hubungan adalah negatif karena nilai korelasi negatif,
semakin tinggi nilai pelaksanaan pemeliharaan maka semakin menurun nilai
kelancaran proses produksi.
4.3.2 Analisis Regresi Sederhana
Pada penelitian ini analisis regresi sederhana dilakukan dengan
menggunakan proses komputerisasi aplikasi software SPSS 15.0 for windows.

114
Secara rinci hasil penelitian ini menghasilkan analisis regresi yang bisa dilihat
pada Tabel 4.10 berikut ini:
Tabel 4. 10 Analisis Regresi Linier Sederhana
Coefficients(a)
Model
Unstandardized Coefficients
Standardized Coefficients t Sig.
B Std. Error Beta B Std. Error 1 (Constant) 10417.202 121.756 85.558 .000
Maintenance 3.729 .638 .880 5.846 .000
a Dependent Variable: Kelancaran
Berdasarkan pengolahan data secara regresi linear sederhana, diperoleh
persamaaan Y = a + bX adalah Y = 10417.202+ -3.729X. Konstanta sebesar
10417.202 menyatakan bahwa jika tidak ada kenaikan nilai dari variabel
pelaksanaan pemeliharaan (X) maka nilai kelancaran proses produksi (Y) akan
bertambah sebesar 10417.202. Koefisien regresi sebesar -3.729 menyatakan
bahwa setiap penurunan satu skor atau nilai pada pelaksanaan pemeliharaan akan
memberikan peningkatan kelancaraan proses produksi (karena tanda -) sebesar
sebesar -3.729.
4.3.3 Koefisien Determinasi
Untuk mengetahui besarnya kontribusi dari pelaksanaan pemeliharaan (X)
terhadap naik turunnya kelancaraan proses produksi (Y) dihitung dengan suatu
koefisien yang disebut koefisien determinasi atau coefficient of determination
(KD).
KD = r2x100% = (-0,880)2 x 100% = 77,44 %

115
Berdasarkan pengolahan data diatas menunjukkan bahwa, besarnya
pengaruh pelaksanaan pemeliharaan (X) terhadap kelancaran proses produksi
adalah sebesar 77.44%, sedangkan sisanya sebesar 22.56% dipengaruhi oleh
faktor-faktor lain .
Berdasarkan hasil uji korelasi yang menunjukan nilai sebesar -0,880 yang
berarti pelaksanaan pemeliharaan memiliki pengaruh yang kuat terhadap
kelancaraan proses produksi pada departemen weaving, sehingga Ho ditolak.
Berdasarkan hasil perhitungan diperoleh thitung = 5.846. Dikarenakan thitung
> ttabel, yakni 5.846 > 1,812 maka dapat disimpulkan tolak H0, artinya
pelaksanaan pemeliharaan berpengaruh terhadap kelancaraan proses produksi.
4.4 Pembahasan
Hasil pengujian hipotesis menunjukkan bahwa pelaksanaan pemeliharaan
mempunyai hubungan yang signifikan dengan kelancaran proses produksi dengan
nilai korelasi sebesar -0.880 yang artinya menunjukkan tingkat korelasi yang
sangat kuat. Berdasarkan persamaan regresi di atas menunjukkan bahwa dengan
menurunnya nilai overall evaluation dari pelaksanaan pemeliharaan akan
meningkatkan kelancaran proses produksi pada Departemen Weaving di CV.
badjatex. Oleh karena itu perubahan kebijakan pada pelaksanaan pemeliharaan
yang baru dapat membawa pengaruh yang sangat kuat terhadap kelancaran proses
produksi.
Pelaksanaan pemeliharaan yang digunakan oleh CV. Badjatex merupakan
salah satu metode untuk meningkatkan kelancaran proses produksi di CV.
Badjatex pada umumnya dan khususnya pada Departemen Weaving dalam jangka

116
panjang. Hal tersebut dilakukan karena kurangnya kesadaran dalam pelaksanaan
pemeliharaan yang dibutuhkan dalam proses produksi sehingga menyebabkan
penurunan kelancaran proses produksi sesuai yang dikatakan oleh Joseph G.
Monks (1987:631) “We typically associate maintenance activities with building
upkeep, servicing equipment replacing worn-out parts, or doing emergency
repair. These are central concerns to any organization, for poorly maintained
facilities can be unsafe to operate and can create high cost in the form of delays
and idle (lost) time. (Kita menghubungkan pemeliharaan dengan memperbaiki
peralatan dan mengganti bagian yang rusak, atau melakukan perbaikan darurat.
Hal ini merupakan masalah yang utama bagi setiap perusahaan, untuk
pemeliharaan fasilitas yang buruk akan beresiko pada saat perusahaan akan
beroperasi dan akan menimbulkan biaya yang besar pada saat penundaan dan
waktu (hilang) menganggur”. Pendapat tersebut dijelaskan lebih detail lagi oleh
Sofyan Assauri (2004:95), yang mengatakan bahwa pemeliharaan adalah kegiatan
untuk memelihara atau menjaga fasilitas atau peralatan pabrik dan mengadakan
perbaikan atau penyesuaian/penggantian yang diperlukan agar supaya terdapat
suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang
direncanakan.
Faktor yang paling berpengaruh dan sering menjadi tujuan untuk
menggunakan pelaksanaan pemeliharaan yang benar adalah agar mesin siap
digunakan kapan saja dibutuhkan sehingga waktu yang dibutuhkan dalam proses
produksi dan kualitas hasil produksi menjadi efisien. Dengan tidak digunakannya
pelaksanaan pemeliharaan yang baik dapat menyebabkan waktu menunggu untuk
117
produksi menjadi tidak efisien dan adanya penambahan waktu produksi karena
terdapat waktu tunggu yang banyak. Hal ini terbukti berdampak negatif bagi CV
Badjatex yang telah merubah pelaksanaan pemeliharaan pada Departemen
Weaving pada bulan November 2007. Pada saat menggunakan sistem pelaksanaan
pemeliharaan yang lama, CV Badjatex merasakan efektifnya penggunaan mesin
yang ada. Departemen Weaving yang memiliki kapasitas mesin paling besar
sangat dibutuhkan dalam proses memproduksi sebuah produk mendapatkan target
dengan kuantitas yang lebih besar dibandingkan dengan kapasitasnya. Dengan
menambah beban kapasitas mesin tanpa perawatan yang sesuai, dengan lebih
mementingkan produksi akan menyebabkan waktu produksi atau waktu
penanganan produk lebih lama sehingga proses produksi pun akan terganggu dan
secara otomatis produktivitaspun akan menurun.
Jika dibandingkan dengan Departemen Produksi yang lainnya target antara
Departemen Weaving dengan departemen produksi lainnya mendapatkan beban
yang lebih berat dengan target yang melebihi kapasitas produksi maksimal mesin
ketika menggunakan kebijakan pelaksanaan pemeliharaan yang lama, akan tetapi
dengan menggunakan kebijakan pelaksanaan yang baru terjadi inefisiensi
produktifitas sebesar 7.86%. Dengan pertimbangan tersebut maka waktu
penanganan bahan baku menjadi tidak efisien juga, sehingga produksipun menjadi
terhambat dengan adanya waktu tunggu untuk pelaksanaan pemeliharaan dan
berdampak terhadap produktivitasnya yang menurun.
Melalui pelaksanaan pemeliharaan yang baru pada Departemen Weaving
yang dirasakan tidak perlu, Departemen Weaving dengan terpaksa tidak bisa
118
menolak akibat berupa menurunnya produktivitas. Berdasarkan hasil penelitian
didapat hasil uji korelasi sebesar -0.880 memiliki arti bahwa pelaksanaan
pemeliharaan memiliki pengaruh yang sangat kuat terhadap kelancaran proses
produksi. Koefisien determinasi diperoleh 77.44%, yang artinya 77.44% dari total
kelancaran proses produksi Departemen Weaving dipengaruhi oleh pelaksanaan
pemeliharaan dan sisanya sebesar 22,56% dipengaruhi oleh faktor-faktor yang
lainnya.
Hasil uji hipotesis pada penelitian ini sejalan dengan teori dari Joseph G.
Monks (1987:631) yang menyatakan bahwa “ We typically associate maintenance
activities with building upkeep, servicing equipment replacing worn-out parts, or
doing emergency repair. These are central concerns to any organization, for
poorly maintained facilities can be unsafe to operate and can create high cost in
the form of delays and idle (lost) time. (Kita menghubungkan pemeliharaan
dengan memperbaiki peralatan dan mengganti bagian yang rusak, atau melakukan
perbaikan darurat. Hal ini merupakan masalah yang utama bagi setiap perusahaan,
untuk pemeliharaan fasilitas yang buruk akan beresiko pada saat perusahaan akan
beroperasi dan akan menimbulkan biaya yang besar pada saat penundaan dan
waktu (hilang) menganggur”. Dijelaskan lebih detail lagi oleh Sofjan Assauri
(2004:95), yang mengatakan bahwa pemeliharaan adalah kegiatan untuk
memelihara atau menjaga fasilitas atau peralatan pabrik dan mengadakan
perbaikan atau penyesuaian/penggantian yang diperlukan agar supaya terdapat
suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang
direncanakan.