bab 9
DESCRIPTION
bab9TRANSCRIPT
Bab 9. PROSES PEMESINAN NON TRADISIONAL
BAB IX PROSES PEMESINAN NONTRADISIONAL
Pada bab ini akan dibahas mengenai proses-proses pemesinan
nontradisional yang digunakan dalam industri manufaktur, seperti: pemesinan
secara kimia, elektrokimia, pelepasan listrik, sinar berenergi tinggi, dan
pemesinan bahan-bahan nonlogam.
Adapun tujuan yang ingin dicapai dalam bab ini adalah setelah mempelajari
materi perkuliahan ini, mahasiswa akan memiliki kompetensi dalam menjelaskan
secara umum tentang proses-proses pemesinan nontradisional yang digunakan
dalam industri manufaktur, seperti: pemesinan secara kimia, elektrokimia,
plepasan listrik, sinar berenergi tinggi, dan pemesinan bahan-bahan nonlogam.
9.1 Klasifikasi
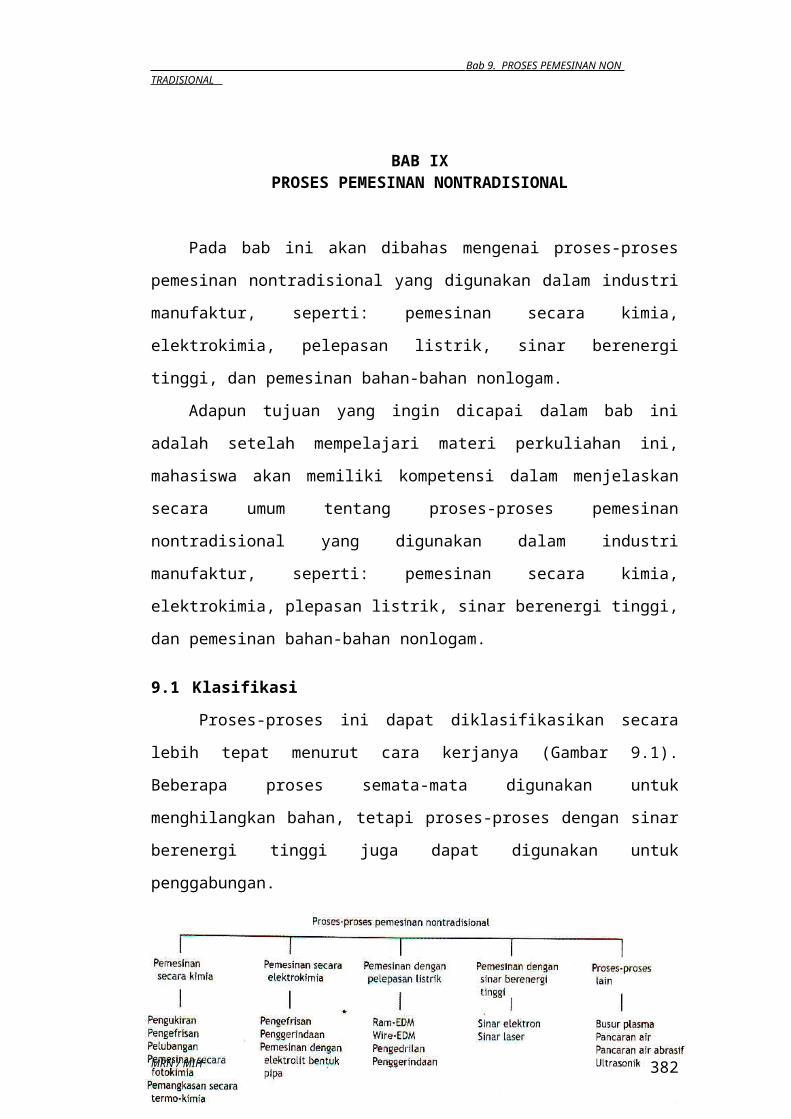
Proses-proses ini dapat diklasifikasikan secara lebih tepat menurut cara
kerjanya (Gambar 9.1). Beberapa proses semata-mata digunakan untuk
menghilangkan bahan, tetapi proses-proses dengan sinar berenergi tinggi juga
dapat digunakan untuk penggabungan.
Gambar 9.1 Klasifikasi proses penghilangan logam nontradisional.(Sumber : Schey, 2000)
9.2 Pemesinan Secara Kimia (Chemical Machining / CM atau CHM)
Telah diketahui bertahun-tahun bahwa sebagian besar logam (dan juga
beberapa jenis keramik) dapat rusak oleh bahan-bahan kimia tertentu, khususnya
asam atau alkali. Logam diuraikan atom per atom dan diubah menjadi sebuah
MRN / MIH 382
Bab 9. PROSES PEMESINAN NON TRADISIONAL
senyawa yang dapat larut pada seluruh permukaan yang terkena. Dalam aplikasi-
aplikasi penghilangan logam, hanya bagian permukaan tertentu yang teretsa
(terkikis) dan bagian yang tersisa harus dilindungi dengan memakai bahan-bahan
seperti selaput lilin, cat, atau polimer (sebagai bahan pelindung atau sebagai
bahan yang tahan terhadap bahan kimia yang digunakan). Selaput-selaput tebal
ini ditempatkan dengan cara dioleskan atau disemprotkan ke seluruh permukaan;
pola-pola yang akan dietsa dibuat secara manual dengan memakai pisau di
sepanjang mal pola atau dengan sinar laser, dan selanjutnya bahan pelindungnya
dikelupas. [Proses ini dapat dilakukan berulang-ulang jika etsa bertingkat perlu
diterapkan untuk menghasilkan komponen-komponen dengan ketebalan
bervariasi.] Akurasi yang lebih tinggi dapat diperoleh dengan mengaplikasikan
bahan pelindung melewati saringan dari sutra atau baja tahan karat, dengan
menggunakan sebuah alat stensil. Akurasi terbaik (lebih baik daripada 1 µm)
dapat diperoleh dengan menggunakan bahan pelindung yang dikenal dengan
sebutan photoresist, yang digunakan dalam teknologi semikonduktor. Ada
beberapa aplikasi:
1. Pengukiran (engraving) lelah dipraktekkan selama ratusan tahun oleh para
seniman dan ahli cetak, dan sekarang digunakan untuk membuat papan-
papan nama dan panel-panel instrument.
2. Pengefrisan secara kimia (chemical milling) digunakan untuk menghilangkan
kantong-kantong bahan, seperti dalam proses penipisan kulit sayap yang
telah diperkaku menyatu atau komponen-komponen pesawat terbang yang
lain, yang sering kali memiliki dimensi yang sangat besar. Zat pengetsa akan
mengurai bahan dalam semua arah; oleh karena itu. zat tersebut akan
menghilangkan atau memotong bahan dengan lebar yang kira-kira sama
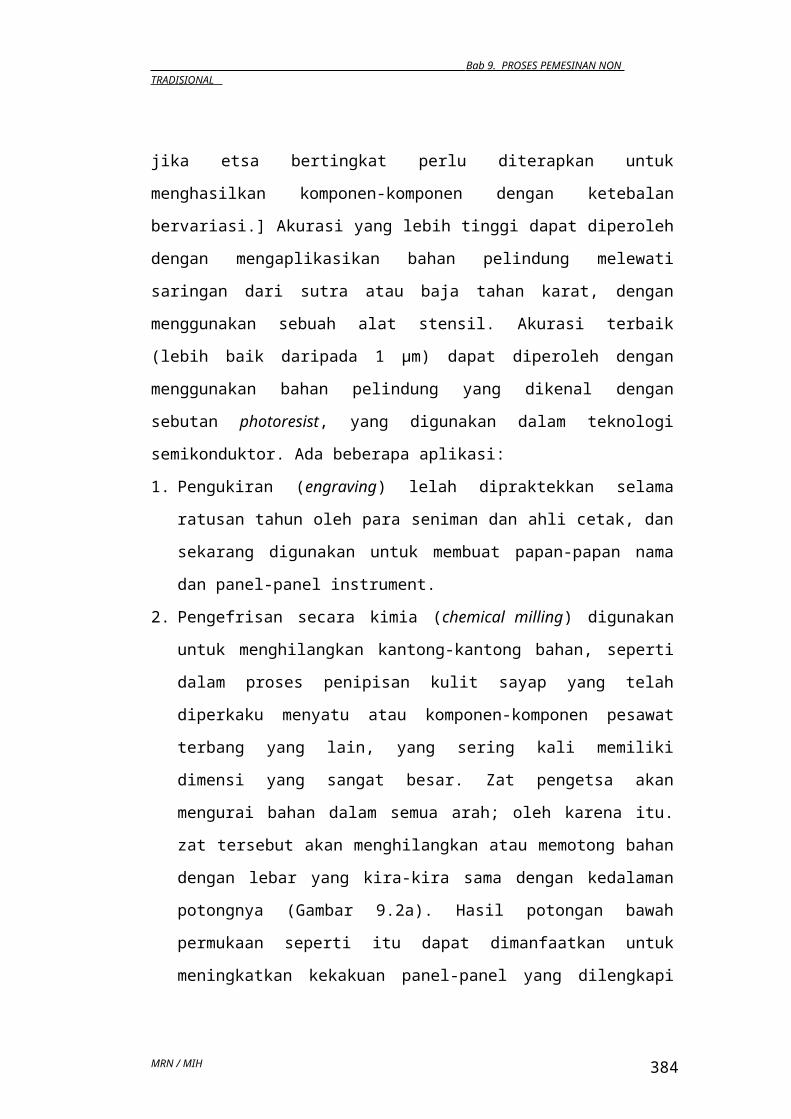
dengan kedalaman potongnya (Gambar 9.2a). Hasil potongan bawah
permukaan seperti itu dapat dimanfaatkan untuk meningkatkan kekakuan
panel-panel yang dilengkapi dengan rusuk-rusuk bersungkup (Gambar 9.2b).
Kekasaran permukaan yang dihasilkan bergantung pada struktur metalurgi
bahannya; partikel-partikel fasa kedua mungkin akan teretsa dengan
kecepatan yang berbeda.
MRN / MIH 383
Bab 9. PROSES PEMESINAN NON TRADISIONAL
3. Pelubangan secara kimia (chemical blanking) digunakan untuk memotong
tembus suatu pelat yang tipis. Jika suatu pelindung atau penutup dibuat
dengan teknik-teknik fotokimia, prosesnya disebut pemesina secara
fotokimia (photochemical machining). Papan-papan sirkuit kawat cetakan
dan komponen-komponen yang dibuat dari pelat tipis dibuat di pabrik dengan
cara ini.
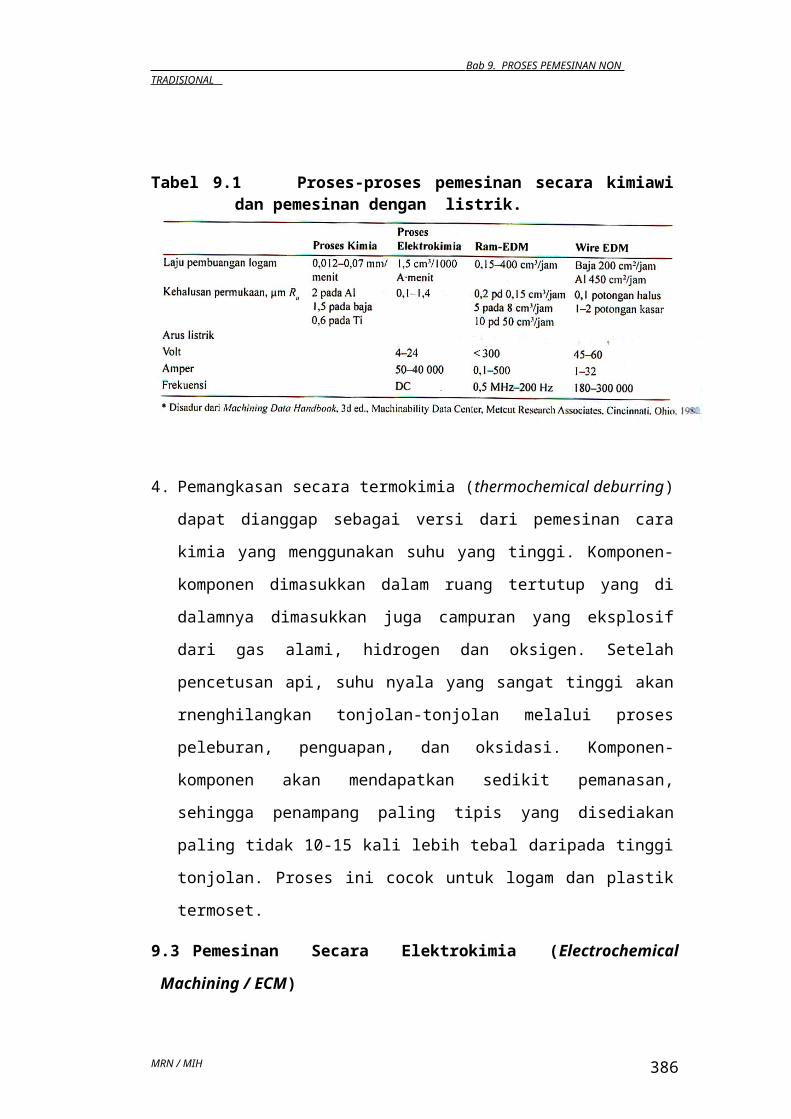
Laju penghilangan atau pembuangan logam ditunjukkan dalam tabel 9.1.
Gambar 9.2 Pemotongan bawah permukaan yang dikembangkan dalam proses etsa atau pengikisan secara kimia (a) dapat dimanfaatkan untuk membuat rusuk-rusuk bersungkup (b). Penghilangan bahan dapat dipercepat pada bahan-bahan yang memiliki sifat konduktor listrik melalui proses pemesinan secara elektrokimia (c).
(Sumber : Schey, 2000)
Tabel 9.1 Proses-proses pemesinan secara kimiawi dan pemesinan dengan listrik.
4. Pemangkasan secara termokimia (thermochemical deburring) dapat dianggap
sebagai versi dari pemesinan cara kimia yang menggunakan suhu yang
tinggi. Komponen-komponen dimasukkan dalam ruang tertutup yang di
dalamnya dimasukkan juga campuran yang eksplosif dari gas alami, hidrogen
MRN / MIH 384
Bab 9. PROSES PEMESINAN NON TRADISIONAL
dan oksigen. Setelah pencetusan api, suhu nyala yang sangat tinggi akan
rnenghilangkan tonjolan-tonjolan melalui proses peleburan, penguapan, dan
oksidasi. Komponen-komponen akan mendapatkan sedikit pemanasan,
sehingga penampang paling tipis yang disediakan paling tidak 10-15 kali
lebih tebal daripada tinggi tonjolan. Proses ini cocok untuk logam dan plastik
termoset.
9.3 Pemesinan Secara Elektrokimia (Electrochemical Machining / ECM)
Laju penguraian bahan akan meningkat tajam jika arus yang digunakan
adalah arus listrik searah. Proses ini kebalikan dari proses electroforming). Benda
kerja, yang harus bersifat konduktif, direndam bersama-sama dengan katoda
dalam bahan elektrolit (larutan Na-klorida, Na-nitrat; asam sulfur, atau larutan
sejenisnya) sehingga dibuat menjadi anoda.
Pada beberapa jenis logam, selaput isolator oksida bisa terbentuk dan ini
dapat dihancurkan dengan percikan bunga api terputus-putus yang dihasilkan oleh
sirkuit arus bolak-balik ataupun searah. Beberapa versi proses yang digunakan
adalah:
1. Pengefrisan secara elektrokimia (electrochemical milling) digunakan untuk
menghilangkan bahan dari permukaan-permukaan yang luas; katodanya
berbentuk pelat datar yang dipasang agak jauh.
2. Pemesinan secara elektrokimia (electrochemical machining / ECM)
menggunakan katoda logam atau grafit, yang merupakan bagian negatif dari
bentuk yang akan dihasilkan. Katoda diumpankan ke dalam benda kerja
dengan kecepatan terkontrol (Gambar 9.2c). Bahan elektrolit disirkulasikan,
sering kali melewati katoda untuk membersihkan endapan hidroksida logam
dan untuk mengeluarkan hidrogen yang terbentuk dalam proses elektrolisis.
Mesin perkakas yang digunakan haruslah memiliki konstruksi yang kaku
untuk mcncegah getaran yang dapat menimbulkan ketidakakuratan. Secara
garis besar, petunjuk mengenai variabel proses diberikan dalam Tabel 9.1
3. Pemesinan dengan elektrolit berbentuk pipa (shaped tube electrolite
machining / STEM) menggunakan pipa titanium yang diisolasi, sebagai
katoda, yang akan dilalui oleh elektrolit asam yang dipompakan untuk
MRN / MIH 385
Bab 9. PROSES PEMESINAN NON TRADISIONAL
membuat lubang-lubang berdianteter 0,25-6 mm dengan rasio aspek (rasio
antara kedalaman dengan diameter) hingga 300:1. Toleransi yang dapat
dicapai sebesar 0,08, dengan tingkat kehalusan 0,4-3,2 m Ra. Proses ini
memang berlangsung lambat (0.75-3 mm/menit), namun banyak lubang
dengan diameter yang berbeda-beda dapat dibuat secara serempak.
Pengedrilan dengan arus listrik (electrostream drilling) dan pengedrilan
kapiler (capillary drilling) menggunakan pipa dari kaca untuk mengarahkan
elektrolit dan membuat lubang-lubang kecil pada sudu-sudu turbin yang
didinginkan di bagian dalam serta komponen-komponen yang serupa dengan
itu.
4. Penggerindaan secara elektrokimia (electrochemical grinding) menggunakan
roda gerinda yang bersifat konduktif (Al2O3, berbahan pengikat tembaga atau
intan berbahan pengikat logam) sebagai katoda. Sebagian besar bahan
dihilangkan dengan cara elektrolisis, sementara itu partikel abrasif
menghilangkan oksida-oksida dan menghalangi terbentuknya selaput-selaput.
Berkebalikan dengan pcnggerindaan konvensional, benda kerjanya dalam
kondisi tetap dingin dan bertekanan rendah. Proses ini cocok untuk
menajamkan alat-alat potong yang terbuat dari karbida dan penggerindaan
sudu-sudu dan baling-baling turbin serta komponen-komponen rumit yang
sangat kecil seperti jarum-jarum suntik dan struktur-struktur sarang lebah.
Karena penghilangan logam terjadi dalam skala ion, maka kekerasan
bahan tidak akan terpengaruh dalam proses-proses CHM ataupun ECM;
kesempurnaan permukaan sangat baik; tidak ada kerusakan akibat panas;
tegangan-tegangan sisa yang ditimbulkan minimum atau tidak ada sama sekali;
kehalusan permukaan yang dihasilkan tidak mengarah. Paduan-paduan super,
baja-baja yang telah menerima perlakuan panas menyeluruh, dan paduan-paduan
aluminium sering kali dikerjakan dengan metode ini. Paduan-paduan yang rentan
terhadap kegetasan hidrogen harus dipanaskan pada suhu 200 °C sclama beberapa
jam setelah CM.
MRN / MIH 386
Bab 9. PROSES PEMESINAN NON TRADISIONAL
9.4 Pemesinan dengan Pelepasan Listrik (Electrical Discharge Machining /
EDM)
Dalam proses ini, tidak ada pemrosesan kimia dan logam dihilangkan
dengan pemberian panas yang dihasilkan dari bunga api listrik secara terus-
menerus. Terdapat sejumlah proses yang semuanya menggunakan mekanisme
yang sama.
Benda kerja dan katoda (alat pembentuk) yang terbuat dari logam atau
grafit dicelupkan ke dalam fluida dielektrik. Potensial arus searah hingga 300 V
diaplikasikan pada sistem; jika menggunakan pemasok daya non-solid state, maka
kapasitor harus dimasukkan sejajar dengan celah bunga api listrik (Gambar 9.3).
Pada saat tegangan listrik rendah. fluida berperan sebagai isolator, pada saat
tegangan listrik naik, fluida menderita kehilangan sifat dielektriknya (sejumlah
besar elektron muncul dalam bentuk pita konduksi) dan bunga api melewati celah.
Suhu meningkat hanya sampai pada batas yang akan mengakibatkan terjadinya
penguapan lokal dari sebagian bahan benda kerja. Setelah pelepasan bunga api
selama waktu yang dikontrol, tegangan listrik diturunkan hingga nilai yang rendah
untuk waktu yang singkat (waktu tunggu), untuk mendapatkan kembali selaput
isolator melalui deionisasi dielektrik. Pembangkit pulsa akan mengulang-ulang
siklus yang terkontrol pada frekuensi 200-500.000 Hz. Bahan dielektrik harus
pula memenuhi fungsi tambahan yakni dapat menjadi antarmuka alat pembentuk
dan benda kerja untuk memberikan pendinginan dan menyingkirkan sisa-sisa
yang tertinggal. Penyaringan harus dilakukan terus-menerus untuk menghilangkan
sisa-sisa yang dapat menyebabkan hubungan pendek. Pelepasan bunga api listrik
selalu terjadi pada celah yang paling rapat; oleh karena itu, elektroda harus terus-
menerus diumpankan untuk mengerjakan bentuk yang diinginkan. Kondisi dan
celah bunga api yang optimum dipertahankan dengan memakai alat kontrol servo.
Kontrol proses secara menyeluruh saat ini sering kali dilakukan dengan
menggunakan CNC.
MRN / MIH 387
Bab 9. PROSES PEMESINAN NON TRADISIONAL
Gambar 9.3 Pemesinan dengan pelepasan listrik diterapkan bersama dengan (a) alat-alat pembentuk pada ram-EDM dan (b) kawat berjalan pada wire-EDM
(Sumber : Schey, 2000)
Kehalusan permukaan yang dihasilkan dipengaruhi oleh sejumlah faktor,
dan akan semakin kasar bila: kerapatan arus yang digunakan semakin tinggi
(karena akan memberikan energi pelepasan bunga api listrik semakin tinggi),
bahan dielektrik semakin viskos, dan frekuensi semakin rendah. Faktor-faktor ini
pulalah yang menyebabkan semakin besarnya pemotongan lebih (biasanya 0,005-
0,5 mm untuk setiap sisinya) dan dengan kawasan terpengaruh panas (rusak) yang
semakin dalam (biasanya 2-400 µm). Beberapa jenis logam jika dilebur akan
mengendap kembali (lapisan tersambung kembali) dan pelunakan mungkin juga
terjadi. Oleh karena itu, sudah menjadi kebiasaan untuk mengakhiri proses
pemotongan dengan memakai kerapatan arus listrik yang rendah atau
menghaluskan permukaan dengan memakai teknik-teknik lain. Hal ini terutama
penting untuk benda kerja yang menerima beban lelah.
Bahan yang terkikis tidak hanya terjadi pada benda kerja: alat pembentuk
juga ikut terkikis. Dalam kondisi optimum, rasio keausan (perbandingan antara
volume benda kerja yang terkikis dengan volume alat pembentuk yang terkikis)
adalah 3:1 jika menggunakan elektroda logam dan berkisar antara 3:1 sampai
100:1 jika menggunakan elektroda grafit. Proses-proses ini tidak rentan terhadap
kekerasan bahan, karena itu dapat diterapkan secara luas dalam pembuatan
landasan-landasan bentuk untuk penempaan, ekstrusi, pengerjaan logam pelat,
pengecoran cetak tekan, dan cetak injeksi ke dalam blok-blok baja yang
dikeraskan, melalui berbagai teknik:
MRN / MIH 388
Bab 9. PROSES PEMESINAN NON TRADISIONAL
1. Ram-EDM. Rongga-rongga yang kompleks akan terbentuk melalui penetrasi
terkontrol dari elektroda yang telah dibentuk ke dalam benda kerja (Gambar
9.3a). Bahan elektrolit yang digunakan berupa minyak yang memiliki
viskositas rendah. Penggunaan elektroda akan menjadi lebih baik dengan
mcmbatasi elektroda baru hanya untuk pengerjaan akhir, dan kemudian
menggunakannya untuk pengerjaan kasar pada benda kerja berikutnya.
Pengerjaan kasar kadang-kadang dilakukan dengan proses EDM tanpa-
keausan, di mana polaritasnya dibalik sehingga anoda grafit tidak mengalami
kehilangan berat. Dengan bantuan CNC, benda kerja dapat diberi gerakan
lateral yang terkontrol (gerakan planet dengan amplitudo 10-100 µm) untuk
memperbaiki akurasi dan kehalusan permukaan dan meningkatkan laju
pembuangan logam. Dimungkinkan juga untuk membuat bentuk-bentuk yang
kompleks dengan elektroda-elektroda sederhana yang digerakkan dalam
lintasan yang kompleks, hampir seperti proses pengefrisan dengan kontur
rnultisumbu, dengan demikian laju pembuangan yang diberikan tetap cukup
cepat. Meskipun proses ini tergolong agak lambat, tetapi kontrol CNC dengan
umpan balik biasanya digunakan dan penukar-penukar elektroda dan meja
kerja otomatis dapat ditambahkan: jadi, proses dapat berlangsung tanpa
diawasi. Elektroda-elektrodanya dapat dibuat dengan memakai mesin fris
penyalin atau CNC. Proses-proses abrasif yang khusus juga telah
dikembangkan untuk pembuatan elektroda-elektroda grafit
2. Pemotongan dengan kawat dan pelepasan listrik (electrical discharge wire
cutting / EDWC). EDWC atau lebih sering disebut wire-EDM, telah menjadi
sebuah proses produksi yang penting. Elektrodanya sekarang berupa kawat
kuningan, tembaga, tungsten, atau molibden berdiameter 0,08-0,3 mm
(Gambar 9.3b). Kawat bertindak seperti gergaji pita, tetapi dengan bunga api
listrik sebagai pengganti gigi-gigi gergaji untuk memotong. Alur yang
terbentuk agak lebih besar daripada kawat (dengan selisih kira-kira 25 m).
Kawat diumpankan secara terus-menerus dari kumparan awal bukaannya
dengan tarikan yang terkontrol (kira-kira 60% dari kekuatan tariknya) dengan
kecepatan 2,5-150 mm/detik. Untuk membantu pengusiran bahan dari dalam
MRN / MIH 389
Bab 9. PROSES PEMESINAN NON TRADISIONAL
alur, maka perlu digunakan kawat yang bertingkat-tingkat; kawat kuningan
dilapisi dengan Zn atau kuningan dengan kadar Zn tinggi, yang akan meleleh
sebelum kawat inti kehilangan kekuatannya. Dengan demikian, kerapatan arus
listrik yang lebih tinggi dapat digunakan. Tekanan gas dapat menyebabkan
kawat melengkung, sehingga kecepatan perjalanan kawat harus dikurangi,
terutama pada sudut-sudut, dan ketebalannya menjadi penting jika dilakukan
pemotongan tembus. Pemotongan berlangsung lebih cepat pada logam yang
memiliki titik lebur lebih rendah (Tabel 9.1). Bahan elektrolitnya berupa
minyak atau air dengan bahan tambahan; pertumbuhan bakteri harus dicegah
dengan perlakuan ozon karena bakterisida akan merusak sifat-sifat dielektrik.
Satu atau lebih pemotongan luncur yang dangkal (biasanya 0,04 mm)
mungkin perlu dilakukan dengan memakai arus listrik bolak-balik
berfrekuensi tinggi untuk menghilangkan kerusakan pada permukaan.
Pengontrolan multisumbu mcmungkinkan untuk mengerjakan bentuk 3-D,
sebagai contoh, landasan-bentuk ekstrusi dengan lubang masuk mengerucut.
Kontrol CNC dengan umpan balik digunakan untuk mengawasi kondisi celah,
mengatur kecepatan pemotongan, dan memasang kembali kawat jika kawat
terputus. Banyak komponen berlubang-lubang sehingga harus dibuat sebuah
lubang penuntun melalui beberapa proses: kawat kemudian dipasang dan
remah-remah logam dihilangkan secara manual atau secara otomatis. Sudut
yang sangat sempit dapat dikerjakan dan kualitas hasilnya cukup memadai
untuk dipakai dalam pembuatan landasan-landasan bentuk dalam pengerjaan
logam pelat dan aplikasi-aplikasi lain termasuk landasan-landasan bentuk dari
bahan WC. Kctebalan pemotongan yang telah dapat dicapai adalah 400 mm.
3. Pengedrilan dengan pelepasan listrik (electrical discharge drilling). Kawat
tungsten digunakan sebagai elektroda dalam rangkaian dengan bahan
dielektrik encer untuk membuat lubang-lubang yang dalam dengan diameter
kecil (antara 0,05-1 mm), seperti pada lubang-lubang pendinginan pada sudu-
sudu turbin yang terbuat dari paduan super. Pemompaan elektrolit melalui
elektroda yang berputar akan meningkatkan laju pembuangan bahan, tetapi
dengan mengorbankan toleransi.
MRN / MIH 390

Bab 9. PROSES PEMESINAN NON TRADISIONAL
4. Penggerindaan dengan pelepasan listrik (electrical discharge grinding).
Penghilangan bahan terjadi melalui pelepasan listrik di antara roda grafit yang
berputar dan benda kerja.
9.5 Pemesinan dengan Sinar Berenergi Tinggi (High-Energy Beam
Machining)
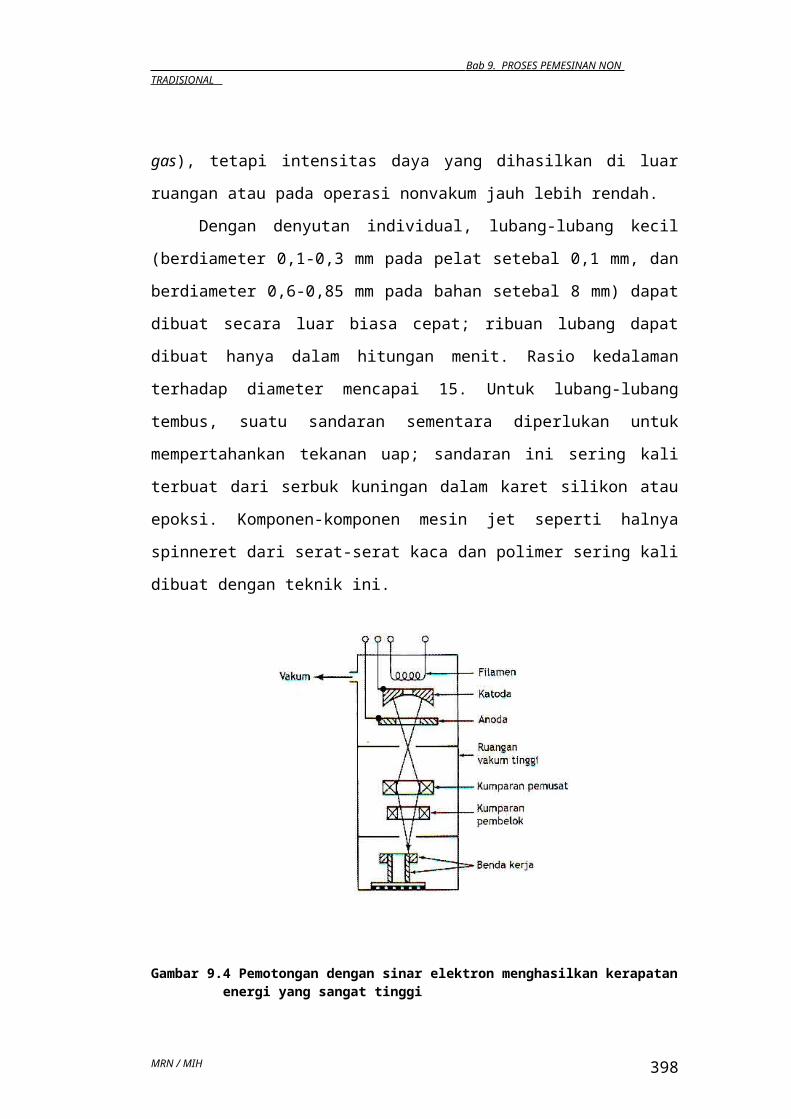
9.5.1 Pemesinan dengan Sinar Elektron (Electron Beam Machining / EBM)
Sumber energi untuk EBM adalah pistol elektron (Gambar 9.4) yang mirip
dengan pipa vakum. Katoda W atau Ta, yang dipanaskan hingga 2500°C,
memancarkan massa elektron yang dipercepat dan difokuskan pada sinar
berdiameter 0,25-1 mm dengan kerapatan energi tinggi (lebih dari 200 kW/mm2).
Akibat terjadinya tumbukan, energi kinetik elektron diubah menjadi energi panas,
yang cukup digunakan untuk meleburkan dan menguapkan sebagian dari bahan
benda kerja; uap yang muncul tersebut akan mengeluarkan leburan. Durasi
denyutan yang digunakan adalah 0,05-100 milidetik. Lubang yang dihasilkan
berdiameter kecil dan dalam (karenanya disebut dengan istilah keyhole), kawasan
yang dipangaruhi oleh panas sangat sempit, dan efisiensi konversi energinya
tinggi, sekitar 65%. Karena sinar elektron dapat dibelokkan dengan kumparan
elektromagnetik, maka hasil pemotongan berkualitas tinggi dapat dibuat dalam
pola yang kompleks, hampir-hampir pada sembarang bahan.
Pistol elektron harus selalu berada dalam kondisi vakum tinggi. Penetrasi
yang paling dalam diperoleh bilamana benda kerja juga terbungkus dalam kondisi
vakum tinggi (10-4 hingga 10-1 Pa), tetapi pengisapan ruangannya membutuhkan
waktu beberapa menit. Kondisi vakum sedang (0,1-3 kPa) masih memungkinkan
operasi terhadap banyak jenis logam dengan waktu isap kurang dari 1 menit.
Dengan perangkap-perangkap vakum berkonstruksi khusus, sinar elektron yang
keluar dari pistol dapat berubah menjadi gas pelindung (shielding gas), tetapi
intensitas daya yang dihasilkan di luar ruangan atau pada operasi nonvakum jauh
lebih rendah.
Dengan denyutan individual, lubang-lubang kecil (berdiameter 0,1-0,3 mm
pada pelat setebal 0,1 mm, dan berdiameter 0,6-0,85 mm pada bahan setebal 8
MRN / MIH 391

Bab 9. PROSES PEMESINAN NON TRADISIONAL
mm) dapat dibuat secara luar biasa cepat; ribuan lubang dapat dibuat hanya dalam
hitungan menit. Rasio kedalaman terhadap diameter mencapai 15. Untuk lubang-
lubang tembus, suatu sandaran sementara diperlukan untuk mempertahankan
tekanan uap; sandaran ini sering kali terbuat dari serbuk kuningan dalam karet
silikon atau epoksi. Komponen-komponen mesin jet seperti halnya spinneret dari
serat-serat kaca dan polimer sering kali dibuat dengan teknik ini.
Gambar 9.4 Pemotongan dengan sinar elektron menghasilkan kerapatan energi yang sangat tinggi
(Sumber : Schey, 2000)
9.5.2 Pemesinan dengan Sinar Laser (Laser Beam Machining / LBM)
Kata laser berarti pelipatgandaan cahaya dengan merangsang pancaran
radiasi. Sejumlah bahan (media pencetus laser) akan memancarkan sinar
monokromatik, koheren, dan sangat segaris ketika dicetuskan (dipompa) oleh
beberapa sumber energi yang sesuai. Aplikasi-aplikasinya telah menjamur karena
kerapatan energi yang sangat tinggi dapat dicapai, tanpa memerlukan kondisi
vakum, dan jenis sinar ini dapat dengan mudah dan cepat diarahkan dengan alat
optik yang sesuai.
Laser mula-mula menggunakan rubi (kristal Al2O3 dengan ion-ion Cr)
sebagai media pencetus sinar laser dan las seperti ini masih bermanfaat untuk
banyak hal, seperti penjajaran dan pengukuran. Untuk tujuan manufaktur, tiga
macam laser telah menemukan aplikasinya, masing-masing memberikan sinar
MRN / MIH 392

Bab 9. PROSES PEMESINAN NON TRADISIONAL
dengan panjang gelombang berbeda. Ukuran spot (noktah sinar) merupakan
fungsi dari panjang gelombang dan sifat optik, tetapi biasanya menurun seiring
dengan panjang gelombang. Jadi, lebar potongan (alur) juga menurun dengan
menurunnya panjang gelombang.
1. Laser-laser gas. Yang paling banyak digunakan adalah laser-laser CO2,: laser-
laser ini berisi campuran gas dimana CO2 merupakan media pencetus laser,
dibangkitkan melalui pelepasan listrik di antara elektroda-elektroda yang
ditempatkan di dalam pipa pelepasan. Sinar yang dipancarkan memiliki
panjang gelombang 10,6 µm, jauh dari kisaran inframerah dan dapat
diarahkan dengan cermin. Unit-unit besar dapat menghasilkan lebih dari 40
kW, dengan menggunakan jenis kontinu, dengan tingkat efisiensi 15%; jika
menggunakan jenis berdenyut, energi yang dihasilkan 1 J/denyut.
2. Laser status padatan. Laser Nd:YAG, yang paling penting dalam industri,
mengandung ion-ion neodymium dalam konsentrasi kecil di dalam batu
delima yttrium aluminium (YAG). Sinar putih dipompakan dengan intensitas
tinggi dari lampu xenon atau kripton (Gambar 9.5a), sinar itu memancarkan
radiasi dengan panjang gelombang 1,06 m (mendekati inframerah), yang
dengan alat-alat optik dari serat dapat diarahkan sampai pada jarak yang
sangat jauh tanpa menimbulkan rugi-rugi yang berlebihan. Pancaran sinar
dapat dibagi-bagi di antara beberapa pemancar, tetapi memerlukan investasi
lebih tinggi. Dapat dioperasikan dengan denyutan atau secara kontinu; laser
bergerak hingga 500 J/denyut dengan durasi 0,1-20 milidetik, atau beberapa
kW jika secara kontinu. Dalam semuanya itu, efisiensi konversi energinya
tergolong rendah, sekitar 2%.
3. Laser excimer. Peralatan ini memiliki hasil yang jauh lebih rendah dan
digunakan paling banyak untuk pemesinan berskala mikro dan pemrosesan
semikonduktor (dan juga dalam pembedahan mata). Dalam pelepasan arus
listrik, atom gas mulia (Ar, Kr, Xe) dan gas halogen (Cl2 atau F2) membentuk
dimer (karena itu disebut excited dimmer atau dimer yang dibangkitkan).
Ketika pelepasan arus listrik berlalu, dimer-dimer akan terbelah dan
memancarkan sinar UV. Energi yang diserap oleh bahan target cukup besar
MRN / MIH 393

Bab 9. PROSES PEMESINAN NON TRADISIONAL
untuk menghancurkan ikatan kimia dan mengeluarkan atau menyingkirkan
molekul-molekul kecil tanpa melalui peleburan. Sebuah pelindung harus
digunakan unluk menentukan suatu pola (pengetsa tanpa panas).
Gambar 9.5 Kerapatan energi yang tinggi yang dihasilkan oleh (a) sinar laser dapat digunakan untuk pemotongan, dan pemotongan dapat sangat dipercepat bila (b) oksigen diikutkan ke kawasan pemotongan.
(Sumber : Schey, 2000)
Sinar laser dapat difokuskan dengan lensa yang terbuat dari bahan-bahan
transparan pada panjang gelombang khusus (seng selenida atau germanium untuk
CO2, dan alat-alat optik kaca konvensional untuk laser YAG). Karena pancaran
sinarnya sangat segaris, maka untuk ukuran spot 0,2-0,3 mm, kerapatan energi
puncak sebesar 5-200 kW/mm2 dapat tercapai. Bergantung pada kerapatan energi
yang digunakan, beberapa bahan akan melebur (terkikis); beberapa menguap,
membentuk lubang-lubang berdiameter kecil dan dalam, seperti pada pemotongan
dengan EB. Proses pemesinan hingga kedalaman yang terkontrol dimungkinkan
untuk beberapa tingkatan. Sering kali, oksigen dialirkan ke permukaan untuk
meningkatkan serapan energi (Gambar 9.5b). Reaksi oksidasi eksotermik juga
menghasilkan panas dan mempercepat peleburan; selanjutnya oksida melebur
pada suhu yang lebih rendah dan dihembuskan keluar. Baja-baja yang telah
menerima perlakuan panas dapat juga dipotong; kualitas tepi dapat sangat baik
bahkan untuk pendesak dan landasan bentuk yang digunakan dalam pengerjaan
logam pelat.
MRN / MIH 394
Bab 9. PROSES PEMESINAN NON TRADISIONAL
Laser memberikan satu solusi untuk masalah-masalah yang sulit dalam
pengedrilan lubang-lubang pada bahan-bahan keras. Pada pengedrilan ketuk
(percussion drilling) dengan ketukan yang terus-menerus, lubang yang dihasilkan
tergantung pada ukuran sinar, yang bervariasi menurut fokus; toleransi yang
diberikan sekitar 0.03 mm. Pada proses pembuatan lubang yang dangkal
(trepanning), lingkaran dibentuk dengan toleransi 0,013 mm. Ukuran minimum
lubang biasanya 0,5 mm untuk laser CO2, 0,08 mm untuk laser Nd:YAG, dan 1 µm
untuk laser excimer. Lubang-lubang buntu tidak dapat dibuat dengan kedalaman
yang pasti.
9.6 Pemesinan Bahan-bahan Non-Logam
9.6.1 Pemesinan Keramik
Sebagian besar keramik bersifat keras dan berlaku sebagai bahan abrasif
bagi mereka sendiri. Ole karena itu, pemesinannya sering kali terbatas pada
proses pengikisan oleh keramik lain yang lebih keras. Dalam hal ini, intan dapat
digunakan untuk membentuk roda gerinda, atau untuk menghaluskan ujung-u .jung
alat potong atau komponen-komponen keramik (misal Al2O3). Semua proses
pemesinan ini adalah abrasif termasuk penggerindaan, pemolesan (polishing),
lapping, pemesinan ultrasonik, hydrohoning, penghancuran butiran (grit blasting),
dan pemotongan dengan pancaran air abrasif (abrasive water jet cutting)
digunakan baik untuk proses pcnyelesaian menyeluruh maupun untuk
pembentukan terbatas pada komponen-komponen keramik (termasuk kaca).
Keramik-keramik yang rentan terhadap serangan bahan-bahan kimia (seperti kaca
terhadap asam HF) dapat dimesin secara kimia (dietsa). Proses abrasif mekanis
sebagaimana pula dengan proses abrasif secara kimia-mekanis telah
dikembangkan untuk penyelesaian bahan-bahan getas sehingga memiliki tingkat
kualitas permukaan yang sangat tinggi.
Melalui penggerindaan umpan mulur (creep-feed), pengembangan bentuk
dari prabentuknya yang sederhana dapat menjadi ekonomis. Dibanding logam,
kecepatan pemesinannya tergolong rendah (45 m/detik); kedalaman
pemotongannya sekitar 2,5-6 mm, dan laju pengumpanannya 250-600 mm/menit.
Panas yang timbul dilepaskan dalam partikel-partikel sehingga tegangan-
MRN / MIH 395
Bab 9. PROSES PEMESINAN NON TRADISIONAL
tegangan, daya, dan suhu lebih rendah daripada dalam proses penggerindaan
permukaan
Banyak proses nontradisional menemukan aplikasinya. EDM dapat
dikerjakan dengan mudah jika hambatan listrik yang digunakan di bawah 300
cm. Penguapan dengan sinar laser cocok digunakan dalam pengedrilan
keramik serta kristal silikon dan secara luas digunakan untuk menandai substrat-
substrat elektronik: pelubangan sebagian tersebut akan menciptakan garis
lompatan sepanjang komponen dapat dipisahkan sccara aman.
9.6.2 Pemesinan Plastik
Meskipun plastik memiliki struktur yang lebih molekuler daripada ionik,
proses pembentukan yang menghasilkan tatal dapat diterapkan asalkan
kelonggaran harus diberikan untuk membedakan sifat-sifatnya.
1. Dibanding logam, plastik memiliki modulus elastisitas rendah dan mudah
disimpangkan oleh gaya-gaya pemotongan, karena itu plastik harus ditopang
secara hati-hati.
2. Karena perilaku viskoelastis dari termoplastik, sejumlah deformasi elastis
lokal yang disebabkan oleh pemotongan tepi akan memulih ketika beban
dihilangkan. Oleh karena itu, alat-alat potongnya harus dibuat dengan sudut-
sudut relief yang besar dan alat-alat potong tersebut harus diatur lebih rapat
dari ukuran akhir komponen.
3. Pada umumnya plastik memiliki konduktivitas termal rendah; karena itu,
panas yang timbul pada kawasan pemotongan tidak tersebar ke seluruh bagian
benda plastik tersebut dan permukaan potongan mungkin menerima panas
berlebihan. Pada resin termoplastik, suhu kaca transisi Tg mungkin tercapai
dan permukaan hasil potongan menjadi hangus atau rusak, sedangkan pada
resin termoplastik dapat terjadi kegagalan dan keretakan akibat panas. Karena
itulah gesekan harus diturunkan dengan cara menghaluskan muka-muka alat
potong yang aktif dengan polishing dan honning dan dengan memberikan
hembusan udara atau zat pendingin cair (lebih disukai yang berbasis air,
kecuali jika merusak plastik). Kehalusan permukaan terbaik dihasilkan pada
MRN / MIH 396
Bab 9. PROSES PEMESINAN NON TRADISIONAL
kecepatan tinggi dan umpan rendah. Gigi-gigi gergaji harus berjarak lebar
untuk menghindari pemanasan yang berlebihan.
4. Karena kawasan geser memendek dan energi pemotongan berkurang dengan
sudut tatal yang besar, maka alat-alat potong harus dibuat dengan sudut tatal
positif dan besar. Ini dimungkinkan karena kekuatan plastik yang rendah jika
dibandingkan dengan logam. Akan tetapi, pada sudut tatal yang berlebihan,
mekanis pemotongan berubah menjadi pembelahan yang memberikan aksi
pengangkatan pecahan-pecahan kasar dan terpotong-potong sehingga
permukaan yang dihasilkan sangat buruk.
5. Alat potong pengedrilan jenis twist drill harus menggunakan alur yang luas
dan telah dihaluskan dengan polishing sudut kemiringan alunrnya harus
rendah (< 30) atau bahkan nol, dan sudut keruncingan ujungnya sekitar 60°-
90°, terutama untuk plastik-plastik yang lebih lunak, meskipun beberapa jenis
plastik seperti PP dapat didril dengan metode pengedrilan standar.
6. Plastik terkadang dapat sulit dimesin bila diperkuat dengan bahan-bahan
pengisi. Serat-serat kaca khususnya tergolong keras bagi alat potong, dan
biasanya hanya alat-alat potong dari karbida atau intan yang dapat digunakan
untuk itu.
7. Proses pemangkasan komponen-komponen plastik sering dikerjakan melalui
proses-proses nonkonvensional. Metode pancaran air sudah mcncukupi untuk
pemangkasan plastik tanpa bahan pengisi, tetapi untuk plastik yang
mengandung bahan pengisi pemangkasannya harus dilakukan dengan
memakai metode pancaran air abrasif; proses-proses ini tidak dapat digunakan
untuk plastik-plastik yang bersifat mcnyerap air (seperti aramid). Pada
pemotongan dengan memakai sinar berenergi tinggi, rantai polimer akan
terputus, polimer-polimer termoplastik akan melebur, dan termoset akan
terurai (hangus). Pinggiran-pinggiran yang bersih dihasilkan.
9.6.3 Pemesinan Komposit
Masalah umum dalam pemotongan komposit adalah lepasnya lapisan, tepi
yang kasar, dan tertarik keluarnya serat atau resin. Karena itulah proses-proses
nontradisional secara luas digunakan untuk pembuatan lubang-lubang,
MRN / MIH 397
Bab 9. PROSES PEMESINAN NON TRADISIONAL
pemangkasan. Komponen-komponen yang baru selesai dikerjakan dan pembuatan
blank-blank (bakalan) untuk pembentukan berikutnya. Keuntungan besarnya
adalah tidak terjadi aksi penggosokan sehingga tepi-tepinya tertutup rapat. Robot-
robot dengan kontrol multiaksis diperlukan untuk menangani komponen yang
memiliki konfigurasi 3D.
Metode pancaran air abrasif dapat digunakan untuk semua komposit
matriks plastik; tetapi harus sangat dihindari untuk komposit-komposit serat
aramid. Plastik dapat dipotong menggunakan laser, meskipun beberapa di
antaranya akan mengalami penguraian atau menjadi hangus. Laser digunakan
untuk komposit kaca/epoksi atau Kevlar/epoksi, tetapi tidak boleh digunakan
untuk plastik yang diperkuat dengan karbon-serat karena karbon tidak menguap
pada suhu yang cukup rendah. Komposit-komposit kaca/epoksi dapat pula hangus
dan bagian-bagian tepinya menjadi konduktif; karena itu. jika sifat isolalornya
dianggap penting, maka tepi yang rusak harus dihilangkan
Kayu merupakan polimer alami dengan struktur yang sangat teratur.
Kekuatannya yang relalif rendah memungkinkan pengerjaannya dilakukan dengan
sudut tatal positif. Tetapi, aksi pembelahan akan terjadi di depan alat potong bila
arah butir mendukung terjadinya pembelahan pada sudut tertentu yang akan
memperbesar ketebalan tatal yang belum terdeformasi. Potongan berkualitas
tinggi dihasilkan dengan laser jika kerapatan energinya cukup tinggi untuk
memungkinkan terjadinya penguapan.
Komposit bermatriks logam; seperti ujung-ujung alat potong dari karbida,
dapat digerinda atau diasah secara konvensional menggunakan roda gerinda yang
menganduung intan, atau konduktivitas listrik matriks dapat pula dimanfaatkan
dengan menerapkan proses pemesinan dan penggerindaan dengan pelepasan
listrik atau secara elektrokimia.
MRN / MIH 398
Bab 9. PROSES PEMESINAN NON TRADISIONAL
9.7 Penutup
9.7.1 Kesimpulan
Dari uraian kuliah di atas, hal-hal penting yang perlu diketahui yaitu bahwa:
1. Karakteristik umum dari proses pemesinan nontradisional adalah
penghilangan bahan terjadi bukan dengan pembentukan tatal, melainkan
melalui penguraian secara kimia, peleburan, penguapan, atau pemutusan
ikatan. Oleh karena itu, proses-proses ini tidak rentan terhadap kekerasan
bahan benda kerja dan menempati posisi khusus dalam proses pemesinan
baja-baja perkakas (alat pembentuk atau alat potong) yang telah menerima
perlakuan panas menyeluruh, paduan-paduan super, keramik, dan komposit.
2. Pemesinan secara kimia tergolong berjalan lambat, namun dapat diterapkan
untuk permukaan yang luas, karena produktivitasnya dapat diterima, terutama
jika pekerjaan pemberian lapisan pelindung dipercepat.
3. ECM menawarkan lebih banyak peningkatan laju pembuangan bahan pada
bahan-bahan yang memiliki konduktivitas listrik. Penggerindaan secara EC
bermanfaat dalam pembentukan alat-alat pembentuk atau alat-alat potong dari
karbida semen.
4. EDM menduduki tempat yang berarti dalam pembuatan alat potong dan
landasan-bentuk. Ram-EDM untuk menghasilkan lubang-lubang atau rongga-
rongga dengan bentuk yang kompleks dan wire-EDM telah menjadi proses
pilihan untuk membuat berbagai bentuk landasan-bentuk dua dimensi.
5. Pemotongan dengan sinar elektron dan, lebih sering pemotongan dengan sinar
laser sesuai diterapkan untuk pembuatan komponen-komponen dengan skala
produksi kecil dan menengah. Karena sinar-sinar laser membutuhkan
pengondisian vakum maka sinar-sinar laser tersebut dapat disatukan ke dalam
pusat-pusat pemotongan yang dilengkapi dengan pendesak-pendesak mekanis
dan meja x-y. Laser juga dapat digunakan untuk membuat tulisan atau gambar
dan menandai semua bahan.
6. Proses-proses nontradisional sering kali menawarkan satu-satunya cara untuk
membuat lubang-lubang yang kecil dan dalam pada bahan-bahan yang sangat
keras.
MRN / MIH 399
Bab 9. PROSES PEMESINAN NON TRADISIONAL
7. Banyak proses dapat menimbulkan bahaya bagi kesehatan. Bahan-bahan
kimia yang digunakan dalam CM dan ECM; bersifat korosif dan
penanganannya membutuhkan tempat pembuangan gas dan pakaian
pelindung. Banyak fluida yang digunakan dalam EDM bersifat mudah
terbakar dan alat pemadam kebakaran otomatis harus dipasang. Instalasi
pembangkit sinar berenergi tinggi harus tertutup dan pelindung mata harus
digunakan.
9.7.2 Soal Latihan
1. Sebutkan klasifikasi proses pemesinan nontradisional menurut cara kerjanya!
2. Sebutkan dan jelaskan aplikasi-aplikasi yang dapat dilakukan dengan proses
pemesinan secara kimia (chemical machining) !
3. Sebutkan dan jelaskan jenis/versi proses yang digunakan dalam pemesinan
secara elektrokimia (electrochemical machining)!
4. Jelaskan prinsip kerja dari:
a. Ram-EDM
b. Wire-EDM
5. Sebutkan dan Jelaskan prinsip kerja dari tiga jenis laser yang banyak
digunakan dalam proses pemesinan dengan sinar laser !
6. Jelaskan hal-hal yang harus diperhatikan dalam pemesinan plastik !
MRN / MIH 400