propal kp maintanance 2
DESCRIPTION
n n bn njjjjjjjjjjjjjjjjjjjjjjjjjTRANSCRIPT
I. Judul Penelitian
Penelitian Kerja Praktik ini mengangkat judul ANALISIS PERHITUNGAN
EFEKTIVITAS MESIN PENGGILING TEBU DENGAN PENDEKATAN TOTAL
PRODUCTIVE MAINTENANCE (TPM).
II. Latar Belakang
Usaha perbaikan pada industri, di lihat dari segi peralatan adalah dengan meningkatkan
efektivitas mesin atau peralatan seoptimal mungkin. Untuk menjaga kondisi mesin tersebut
agar tidak terjadi kerusakan ataupun paling tidak mencegah kerusakan peralatan atau mesin,
sehingga proses produksi tidak terlalu lama berhenti, maka diperlukan sistem perawatan dan
pemeliharaan mesin yang baik dan tepat sehingga hasilnya dapat meningkatkan efektivitas
mesin dan kerugian yang diakibatkan oleh kerusakan mesin dapat dihindarkan. Penelitian
yang dilakukan oleh Sudri dan Melati (2012) mengemukakan bahwa nilai Overall Equipment
Effectiveness menunjukan seberapa besar tingkat produktivitas perusahaan, yang dipengaruhi
oleh availability, performance efficiency, dan rate of quality product.
Permasalahan yang sering terjadi di dalam sebuah perusahaan adalah dengan kerusakan
peralatan atau mesin ketika proses sedang berjalan, hal tersebut dapat mengakibatkan jam
berhenti (downtime) tinggi sehingga kinerja mesin menjadi kurang efektif. Untuk
meningkatkan kinerja PT. Madukismo dalam proses produksi perlu di dukung oleh
manajemen pemeliharaan dan diperlukan langkah-langkah yang efektif dalam pemeliharaan
peralatan untuk dapat menanggulangi dan mencegah masalah tersebut. Pemeliharaan tersebut
ditangani dan diupayakan secara berkesinambungan sehingga mampu meningkatkan
efektivitas mesin. Hapsari, dkk (2012) mengemukakan bahwa sistem manajemen
pemeliharaan mesin produksi adalah corrective maintenance, yaitu melakukan perbaikan
ketika terdapat kerusakan dibantu dengan planned maintenance, dimana dijadwalkan setiap
satu minggu mesin berhenti total untuk dilakukan perbaikan.
Efektivitas merupakan ukuran perbandingan jumlah produk yang di produksi sepanjang
waktu pada periode tertentu terhadap kapasitas. Efektivitas mesin dapat menunjukkan
produktivitas dari mesin. Peningkatan efektivitas dan kualitas dari peralatan untuk mencegah
terjadinya kerusakan saat proses produksi sedang berjalan sangat penting. Oleh karena itu
dibutuhkan analisis efektivitas untuk mengukur apakah penggunaan mesin atau peralatan
sudah efektif atau belum. Pengukuran ini juga dapat digunakan untuk mengetahui
pelaksanaan perawatan peralatan.
Perawatan (maintenance) adalah suatu konsepsi dari semua aktivitas yang diperlukan
untuk menjaga atau mempertahankan kualitas agar tetap dapat berfungsi dengan baik seperti
dalam kondisi sebelumnya. Sukawabdi (2007) menyatakan bahwa terjadi perubahan yang
signifikan dari kinerja-kinerja produksi sebelum diterapkan strategi TPM dengan sesudah
diterapkan strategi TPM. Dalam jangka waktu 2-3 tahun sejak diterapkan TPM, kinerja-
kinerja produksi seperti OEE, man hour, delivery, produktivitas pekerja dan defect dapat
menjadi lebih baik. Total Productive Maintenance (TPM) adalah salah satu metode yang
dikembangkan di Jepang yang dapat digunakan untuk meningkatkan produktivitas dan
efisiensi peralatan guna meningkatkan produktivitas perusahaan.
Tujuan TPM adalah untuk mengetahui six big losses yang terdapat pada mesin
produksi. Overall Equipment Effectiveness (OEE) digunakan sebagai alat ukur dalam
penerapan Total Productive Maintenance (TPM) di PT. Madukismo. Analisa mesin
penggiling tebu ini diukur melalui availability, performance efficiency dan rate of quality
product serta menentukan komponen-komponen kritis mesin penggiling tebu.
III. Rumusan Masalah
Berdasarkan latar belakang tersebut di atas maka dapat ditarik suatu rumusan masalah
sebagai berikut:
1. Bagaimana perhitungan efektivitas mesin dengan metode Overall Equipment
Effectiviness (OEE)?
2. Bagaimana penerapan Total Productive Maintenance (TPM) pada PT. Madukismo?
3. Bagaimana perencanaan perawatan mesin pada PT. Madukismo dengan pendekatan
metode Total Productive Maintenance TPM?
IV. Batasan Masalah
Untuk memudahkan dalam pemecahan masalah, maka perlu dilakukan batasan masalah
yaitu:
1. Metode yang digunakan adalah Overall Equipment Effectiveness (OEE) dan Total
Productive Maintenance (TPM) untuk dapat mengetahui efektivitas mesin dan
kerusakan pada mesin.
2. Pengukuran efektivitas berfokus hanya pada mesin penggiling tebu.
3. Penelitian yang dilakukan tidak sampai ke perhitungan biaya.
4. Pemeliharaan terhadap mesin dan peralatan yang di teliti baik itu cara pembongkaran,
perbaikan, penggantian dan pemasangan peralatan tidak dibahas.
V. Tujuan Penelitian
Tujuan yang hendak dicapai dalam penelitian ini adalah sebagai berikut:
1. Untuk menghitung efektivitas mesin dengan metode Overall Equipment Effectiviness
(OEE).
2. Untuk mengetahui penerapan Total Productive Maintenance (TPM).
3. Untuk membuat rencana perawatan mesin.
VI. Manfaat Penelitian
Manfaat yang diperoleh dari pelaksanaan penelitian ini adalah:
1. Bagi Penulis
Penelitian ini dapat memberikan manfaat dan menambah pengetahuan dengan
membandingkan antara yang diperoleh di bangku kuliah dengan kenyataan di
lapangan yang ada di perusahaan.
2. Bagi Akademik
Buat Program Studi Teknik Industri Universitas Teknologi Yogyakarta, sebagai
tambahan referensi bagi mahasiswa dalam mengerjakan tugas-tugas mata kuliah
maupun sebagai acuan dalam melakukan penelitian tugas akhir.
3. Bagi Perusahaan
Sebagai tambahan informasi kepada pihak manajemen perusahaan dalam
menyusun rencana peningkatan produktivitas dan efisiensi mesin atau peralatan
dengan memaksimalkan efektifitas penggunaan mesin.
VII. Landasan Teori
7.1 Definisi Perawatan
Perawatan adalah kegiatan pendukung utama yang bertujuan untuk menjamin
kelangsungan peranan (fungsional) suatu sistem produksi (peralatan, mesin) sehingga pada
saat dibutuhkan dapat di pakai sesuai kondisi yang diharapkan.
Peranan perawatan baru akan sangat terasa apabila sistem mulai mengalami gangguan
atau tidak dapat dioperasikan lagi. Masalah perawatan ini sering diabaikan karena suatu
alasan mahal atau banyaknya ongkos yang dikeluarkan dalam pelaksanaannya, padahal
apabila dibandingkan dengan kerugian waktu menganggur akibat adanya suatu kerusakan
mesin jauh lebih besar dari pada ongkos perawatan dan baru akan dirasakan apabila sistem
mulai mengalami gangguan dalam pengoperasiannya, sehingga kelancaran dan
kesinambungan produksi akan terganggu.
Fungsi perawatan harus dijalankan dengan baik, karena fasilitas-fasilitas yang
diperlukan dalam organisasi dapat terjaga kondisinya (Mustofa, 1997:7). Perawatan adalah
suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan
kualitas agar tetap dapat berfungsi dengan baik seperti dalam kondisi sebelumnya (Supandi,
990:5).
7.2 Total Productive Maintanance (TPM)
Seiichi Nakajima, Vice Chairman of The Japan Institute of Plan Maintenance
mendefinisikan Total Productive Maintenance (TPM) sebagai suatu pendekatan yang inovatif
dalam maintenance dengan cara mengoptimasi keefektifan peralatan, mengurangi atau
menghilangkan kerusakan mendadak (breakdown) dan melakukan perawatan mandiri oleh
operator (Autonomous Maintenance by Operator).
Total Productive Maintenance (TPM) merupakan suatu filosofi yang bertujuan
memaksimalkan efektifitas dari fasilitas yang digunakan di dalam industri, yang tidak hanya
dialamatkan pada perawatan saja tapi pada semua aspek dari operasi dan instalasi dari
fasilitas produksi termasuk juga di dalamnya peningkatan motivasi dari orang-orang yang
bekerja dalam perusahaan itu.
Komponen dari TPM secara umum terdiri atas 3 bagian, yaitu:
1. Total Approach adalah semua orang ikut terlibat, bertanggung jawab dan menjaga
semua fasilitas yang ada dalam pelaksanaan TPM.
2. Productive Action adalah sikap proaktif dari seluruh karyawan terhadap kondisi dan
operasi dari fasilitas produksi.
3. Maintenance adalah pelaksanaan perawatan dan peningkatan efektivitas dari fasilitas
dan kesatuan operasi produksi.
Pada awal masa perkembangan TPM berfokus pada perawatan (pendukung proses
produksi suatu perusahaan), sehingga japan institute plant maintenance (JIPM) memberikan
definisi yang komplit ke dalam lima elemen: (Nakajima, 1988 : 10)
1. TPM, berusaha memaksimasi efektifitas peralatan keseluruhan (Overall Equipment
Effectiveness).
2. TPM merupakan sistem dari Preventive Maintenance (PM) dalam rentang waktu umur
suatu perusahaan.
3. TPM melibatkan seluruh departemen perusahaan (perancangan, pengoperasian dan
penawaran).
4. TPM melibatkan seluruh personil, mulai dari manajemen puncak hingga pekerja di
lantai produksi.
5. TPM sebagai landasan mempromosikan Preventive Maintenance (PM) melalui
manajemen motivasi, dalam bentuk kegiatan kelompok kecil mandiri.
Kata “Total” dalam Total Productive Maintenance mengandung tiga arti, yaitu:
(Nakajima, 1988 : 11)
1. Total Effectiveness, menunjukkan bahwa TPM bertujuan untuk efisiensi ekonomi atau
mencapai keuntungan (berdasarkan point 1).
2. Total Maintenance System, meliputi maintenance prevention, maintainability
improvement dan preventive maintenance (berdasarkan point 2).
3. Total Participation of All Employees, meliputi autonomous maintenance operator
melalui kegiatan suatu grup kecil (small group activities) (berdasarkan point 3,4 dan 5).
7.3 Overall Equipment Evektifiness (OEE)
Overall Equipment Effectiveness (OEE) merupakan efektivitas peralatan secara
keseluruhan untuk mengevaluasi seberapa performance peralatan. OEE juga digunakan
sebagai kesempatan untuk memperbaiki produktivitas sebuah perusahaan yang pada akhirnya
digunakan sebagai langkah pengambilan keputusan. OEE merupakan metode yang digunakan
sebagai alat ukur dalam penerapan program TPM guna menjaga peralatan pada kondisi ideal
dengan menghapuskan six big losses peralatan (Hasriyono, 2009). Six big losses dapat di
kategorikan menjadi tiga macam, yaitu availability rate, performance rate, dan total yield
(Wahjudi, 2005).
VIII. Metodologi Penelitian
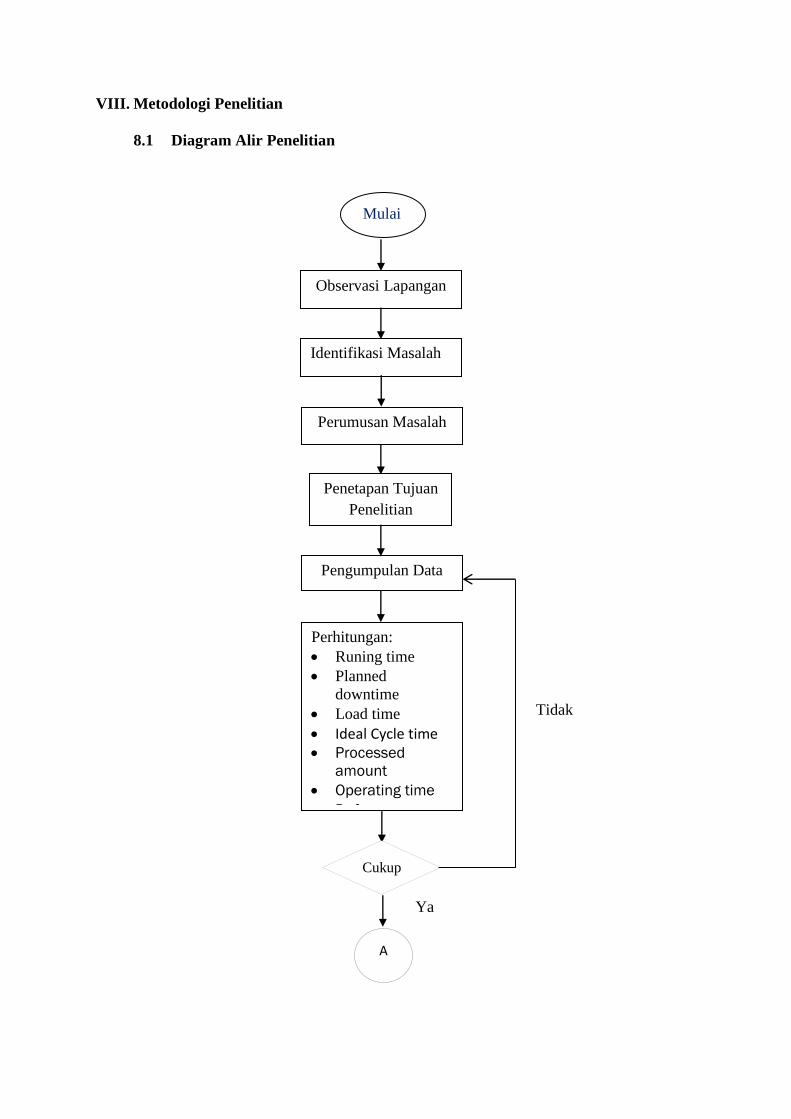
8.1 Diagram Alir Penelitian
Observasi Lapangan
Identifikasi Masalah
Penetapan Tujuan
Penelitian
Mulai
Mulai
Perumusan Masalah
Pengumpulan Data
Perhitungan:
Runing time
Planned
downtime
Load time
Ideal Cycle time Processed
amount
Operating time
Defect amount
Cukup
A
Tidak
Ya
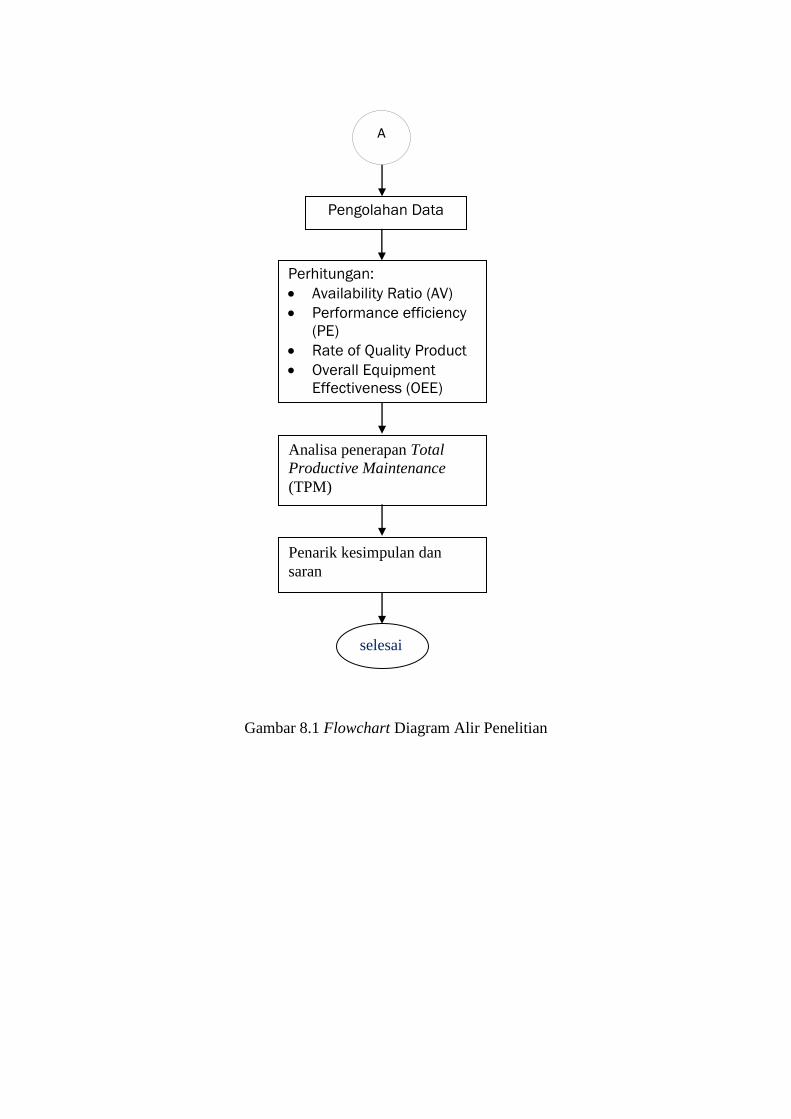
Gambar 8.1 Flowchart Diagram Alir Penelitian
Pengolahan Data
Perhitungan:
Availability Ratio (AV)
Performance efficiency
(PE)
Rate of Quality Product
Overall Equipment
Effectiveness (OEE)
A
Analisa penerapan Total
Productive Maintenance
(TPM)
Penarik kesimpulan dan
saran
selesai
i
8.2 Tahap Pendahuluan
Tahap pendahuluan meliputi langkah-langkah sebagai berikut:
8.2.1 Observasi Lapangan
Observasi lapangan dilakukan untuk mencari informasi tentang permasalahan
yang ada di perusahaan yaitu dengan cara melakukan diskusi kepada staf
manajemen perusahaan khususnya di bidang maintenance. Pada tahapan ini
juga dilakukan studi literatur terkait dengan tema penelitian yang akan diamati
serta mencari teori-teori yang akan digunakan sebagai landasan dalam
menyelesaikan penelitian ini.
8.2.2 Identifikasi Masalah
Tahap identifikasi masalah dilakukan untuk mengetahui faktor-faktor
penyebab terjadinya permasalahan dan kemudian mencari solusi untuk
mengatasi masalah tersebut. Identifikasi masalah dibuat berdasarkan study
literatur yang telah dilakukan.
8.2.3 Perumusan Masalah
Perumusan masalah dilakukan untuk melakukan pokok permasalahn yang
akan dianalisa dan mencari solusi untuk memecahkan persalahan tersebut.
8.2.4 Penetapan Tujuan
Penetapan tujuan penelitian dilakukan untuk memberi arah agar penelitian
berfokus pada pokok permasalahan yang akan diamati.
8.3 Tahap Pengumpulan Data
Tahap pengumpulan data adalah suatu cara pengadaan data primer maupun sekunder
untuk keperluan penelitian.
8.3.1 Kriteria pemilihan mesin
Kriteria pemilihan mesin berdasarkan standarisasi operasional mesin penggiling.
Desifindiana, dkk (2013) mengatakan bahwa standarisasi operasi mesin penggiling
adalah sebagai berikut:
1. Kapasitas Giling Exclusive 50.000 kw/hari.
2. Kapasitas Giling Inclusive 45.000 kw/hari.
3. Jam berhenti dalam pabrik 6%.
4. Monitoring operasional peralatan secara intensive, pelumasan, cooling system.
5. Penekanan kepada para operator mesin/alat untuk tidak terlalu lama meninggalkan
tempat.
8.3.2 Teknik pengumpulan data
Teknik-teknik pengumpulan data dalam penelitian ini adalah sebagai berikut:
1. Observasi
Observasi dilakukan dengan cara pengamatan secara langsung diperusahaan
untuk melihat permasalahan yang ada dalam perusahaan.
2. Wawancara
Wawancara dilakukan dengan cara melakukan tanya jawab kepada staf
perusahaan dibagian maintenance dan teknik umum.
3. Studi literatur
Studi literatur dilakukan dengan cara mencari jurnal penelitian terdahulu yang
berkaitan dengan tema yang akan di teliti. Hal ini dilakukan untuk mengetahui
faktor-faktor yang mempengaruhi efektivitas mesin.
8.3.3 Data yang dibutuhkan
Data yang dibutuhkan dibagi menjadi dua bagian yaitu:
1. Data primer adalah data yang diperoleh dari pengamatan dan penelitian secara
langsung dilapangan. pengumpulan data primer dilakukan dengan mengamati
secara langsung di pabrik. Data yang di perlukan untuk penelitian antara lain
adalah data mengenai uraian proses produksi dan cara kerja mesin.
a. Data Produksi Perusahaan, data produksi perusahaan merupakan hasil
rekapitulasi dari laporan produksi.
b. Downtime, yaitu lamanya peralatan mengalami kerusakan dan berhenti
giling.
c. Planned Downtime, yaitu waktu jam berhenti yang direncanakan.
d. Loading Time, yaitu waktu yang tersedia dikurangi waktu downtime
peralatan yang di rencanakan.
e. Operation Time, yaitu lama dari waktu downtime peralatan yang benar-
benar beroperasi (loading-dwontime).
f. Process Time, yaitu jumlah atau total yang diproses.
g. Defect Amount, yaitu jumlah cacat yang dihasilkan.
h. Running Time, yaitu waktu yang tersedia untuk beroperasi (available time).
i. Jenis mesin yang dipakai dan berapa lama waktu kerusakaan
2. Data sekunder merupakan data yang tidak langsung diamati oleh peneliti.
Data sekunder yang dibutuhkan dalam penelitian ini adalah:
a. penelitian terdahulu.
b. Jadwal perawatan mesin.
c. Data-data historis kerusakan komponen peralatan mesin penggiling.
8.4 Tahap Pengolahan
Tahapan pengolahan data yang dilakukan dalam penelitian ini adalah:
Penentuan data mengenai uraian proses produksi dan cara kerja mesin.
1. Penentuan Availability Ratio
Availability Ratio adalah suatu nilai yang menjelaskan tentang pemanfaatan
waktu yang tersedia untuk kegiatan operasi peralatan. Perhitungan availability di
peroleh dari perbandingan waktu operasi dengan waktu loading, waktu operasi dapat di
peroleh dari pengurangan waktu loading dengan downtime peralatan. Waktu loading
dapat diperoleh dari pengurangan available time atau running time dengan planned
downtime.
Availability Ratio di hitung menggunakan rumus:
( )
Keterangan:
Operating Time : lama dari waktu downtime peralatan yang benar-benar
beroperasi (loading-downtime).

Loading Time : waktu yang tersedia dikurangi waktu downtime peralatan
yang di rencanakan
2. Perhitungan Performance Efficiency
Performance efficiency adalah suatu nilai yang menunjukkan kemampuan dari
peralatan dalam menghasilkan output. Perhitungan performance efficiency di peroleh
dari jumlah yang di proses dikalikan dengan waktu siklus teoritis (ideal cycle time)
terhadap waktu yang tersedia untuk melakukan proses produksi (operation time).
Waktu siklus teoritis (ideal cycle time) diperoleh dari perhitungan waktu siklus (cycle
time) dikalikan dengan persentase jam kerja, untuk waktu siklus (cycle time) di
dapatkan dari perbandingan loading time dengan jumlah yang telah diproses.
Performance Efficiency di hitung menggunakan rumus:
( )
Keterangan:
Processed amount : jumlah atau total yang diproses
Operating Time : lama dari waktu downtime peralatan yang benar-benar
beroperasi
Ideal Cycle time : waktu siklus ideal/teoritis
3. Perhitungan Rate of Quality product
Rate of quality product adalah suatu nilai yang menjelaskan kemampuan
peralatan dalam menghasilkan produk yang sesuai dengan standart (tidak cacat).
Perhitungan rate of quality product diperoleh dari perbandingan produk yang sesuai
(pengurangan dari jumlah yang diproses dengan jumlah cacat) dengan jumlah yang
diproses. Jumlah cacat yang digunakan pada perhitungan rate of quality product adalah
jumlah gula yang cacat (losses).
Rate of quality product di hitung menggunakan rumus:
( )
Keterangan:
Processed amount : jumlah atau total yang diproses
Defect amount : jumlah cacat yang dihasilkan
4. Perhitungan Overall Equipment Effectiveness
Overall Equipment Effectiveness (OEE) merupakan pengukuran kritis yang
digunakan dalam penerapan TPM untuk mengevaluasi kapabilitas sebuah peralatan
dalam sebuah sistem produksi pada kondisi ideal dengan menghapuskan six big losses.
Perhitungan Overall Equipment Effectiveness (OEE) untuk mengetahui besarnya
efektivitas mesin atau peralatan secara keseluruhan.
Overall Equipment Effectiveness (OEE) di hitung menggunakan rumus:
Ratio of Quality Produc ...........................(8.4)
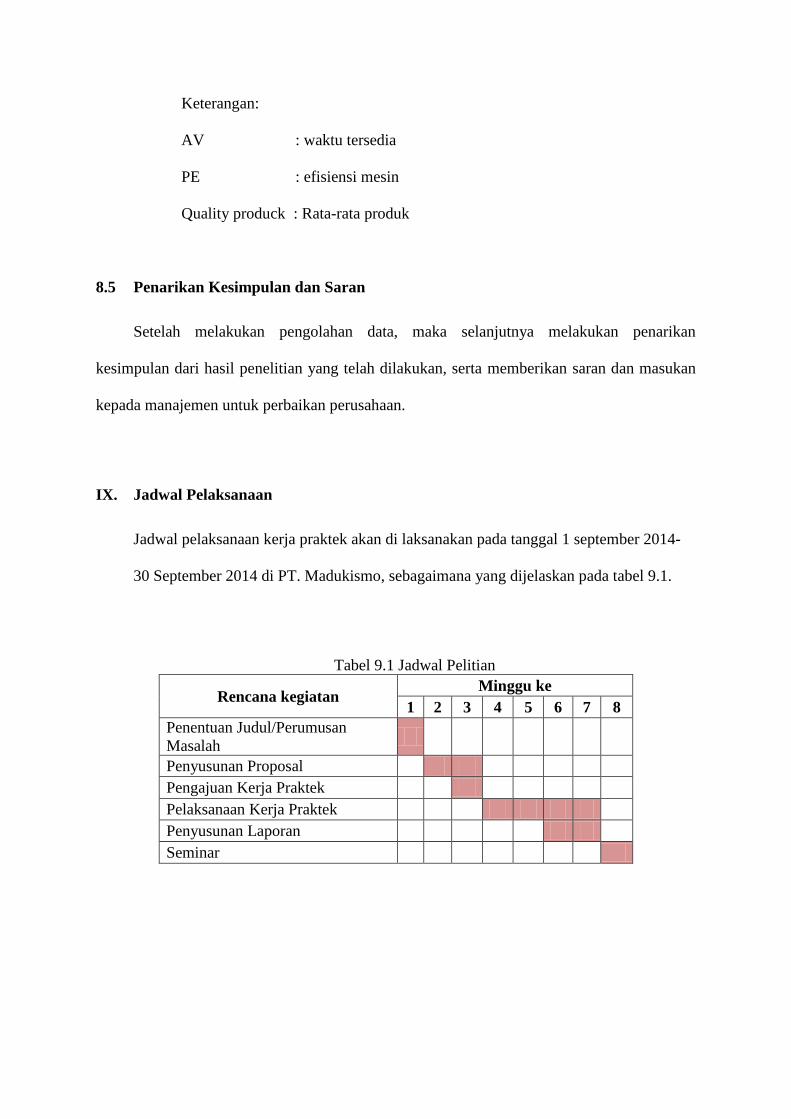
Keterangan:
AV : waktu tersedia
PE : efisiensi mesin
Quality produck : Rata-rata produk
8.5 Penarikan Kesimpulan dan Saran
Setelah melakukan pengolahan data, maka selanjutnya melakukan penarikan
kesimpulan dari hasil penelitian yang telah dilakukan, serta memberikan saran dan masukan
kepada manajemen untuk perbaikan perusahaan.
IX. Jadwal Pelaksanaan
Jadwal pelaksanaan kerja praktek akan di laksanakan pada tanggal 1 september 2014-
30 September 2014 di PT. Madukismo, sebagaimana yang dijelaskan pada tabel 9.1.
Tabel 9.1 Jadwal Pelitian
Rencana kegiatan Minggu ke
1 2 3 4 5 6 7 8
Penentuan Judul/Perumusan
Masalah
Penyusunan Proposal
Pengajuan Kerja Praktek
Pelaksanaan Kerja Praktek
Penyusunan Laporan
Seminar

X. Penutup
Demikian proposal kerja praktik ini saya ajukan, besar harapan harapan saya bisa
diterima sebagai salah satu syarat melakukan kerja praktik untuk memperoleh gelar sarjana
teknik industri (S-1).
XI. Daftar Pusataka
Anthara, Made Aryantha, 2013, Analisa Usulan Penerapan Total Productive Maintanance
(TPM) Studi Kasus di Divisi Mekanik Perum Damri, Universitas Komputer Indonesia,
Bandung.
Hapsari, Nindita dkk, 2012, Pengukuran Efektivitas Mesin Dengan Menggunakan Metode
Overal Equipment Effectiveness (OEE) di PT. Setiaji Mandiri, Universitas Islam Negri,
Yogyakarta.
Hasriyono, Miko, 2009, Evaluasi Efektivitas Mesin Dengan Penerapan Total Productive
Maintenance di PT. Hadi Baru, Universitas Sumatera Utara, Medan.
Reinaldo, Jr.F.B.B dkk, 2013 Analisa dan Penerapan Model Quality Function Deployment
MQFD untuk Meningkatkan Kualitas Sistem Pemeliharaan Mesin Gilingan,
Universitas Brawijaya, Malang.
Sudri, Ni Made dan Amelia Mareti, 2012, Analisa Produktivitas Menggunakan Metode
Overal Equipment Effectiveness (OEE), Institut Teknologi Industri, Jakarta.
Sukwadi, R. 2007, Analisis Perbedaan Antara Faktor–Faktor Kinerja Perusahaan Sebelum
Dan Sesudah Menerapkan Strategi Total Productive Maintenance (TPM), Program
Studi Magister Manajemen Program Pasca Sarjana Universitas Diponegoro, Semarang.