prinsip haccp - revisi.ppt
TRANSCRIPT

PRINSIP DASAR PRINSIP DASAR APLIKASI HACCPAPLIKASI HACCP
Anwar Mallongi, SKM.,MSc, PhD
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SISTEM HACCPSISTEM HACCPHACCP:
Hazard Analysis Critical Control Point (Analisa Bahaya dan Pengendalian Titik Kritis)
Sistem pencegahan untuk keamanan pangan
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
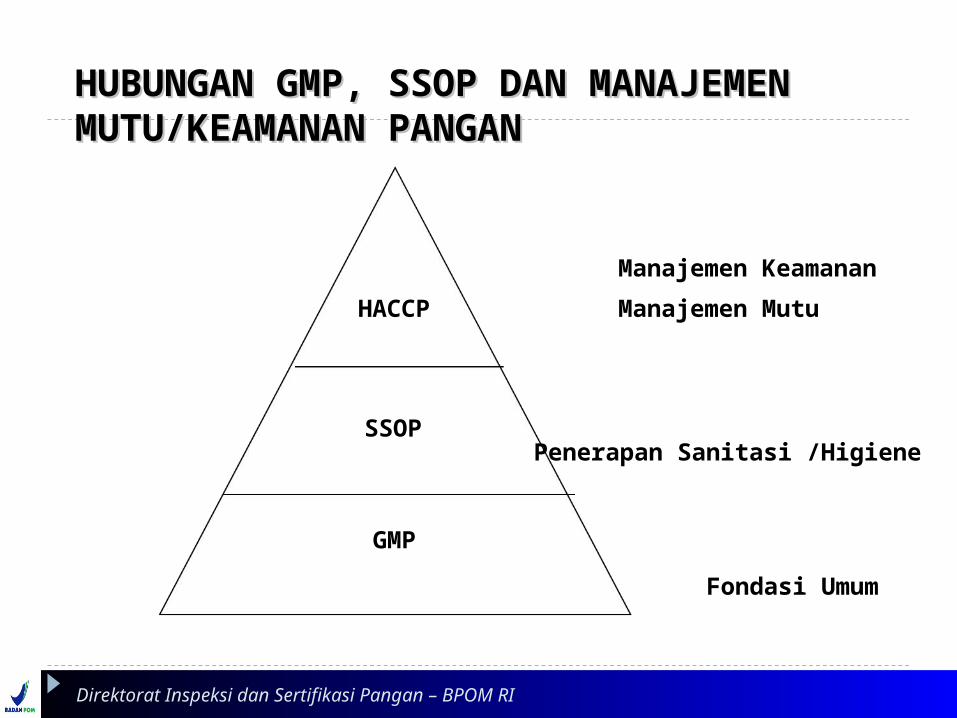
GMP
SSOP
HACCPManajemen KeamananManajemen Mutu
HUBUNGAN GMP, SSOP DAN HUBUNGAN GMP, SSOP DAN MANAJEMEN MUTU/KEAMANAN MANAJEMEN MUTU/KEAMANAN PANGANPANGAN
Penerapan Sanitasi /Higiene
Fondasi Umum

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SISTEM HACCPSISTEM HACCP
• Bukan sistem zero-risk atau tanpa resiko• Dirancang untuk meminimumkan resiko
bahaya kemanan pangan• Suatu alat manajemen untuk memproteksi
rantai suplai pangan dan proses produksi dari kontaminasi bahaya mikrobiologis, kimia dan fisik

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SISTEM HACCPSISTEM HACCP• HACCP merupakan:
Pendekatan sistematik Proaktif Usaha dari suatu tim Teknik common sense Sistem hidup dan dinamik
• HACCP bukan merupakan:Pekerjaan diatas kertasTanggung jawab perseorangan
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SEJARAH SISTEM HACCPSEJARAH SISTEM HACCP
• 1960: Pillsbury Co., NASA dan US Army Lab. Natick: tujuan utama mengembangkan makanan yang aman bagi astronot
• 1971: Pemaparan pertama pada masyarakat USA
• 1973: Peraturan Federal US: HACCP untuk makanan kaleng berasam rendah
• 1970 - 1980: diadopsi secara luas oleh industri makanan

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SEJARAH SISTEM HACCPSEJARAH SISTEM HACCP• Rekomendasi US National Academy of
Sceinces: 1985 : HACCP dalam industri pangan diperluas 1986-1987: HACCP dalam inspeksi daging dan
ternak 1987: membentuk NACMCF (Nat. Advisory
Committee on Microbiological Crietria for Foods): pengembangan 3 prinsip menjadi 7 prinsip
1991 : Konsep Bahaya Biologi, Kimia, Fisik

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
MENGAPA HACCP DIGUNAKAN???MENGAPA HACCP DIGUNAKAN???• Manajemen keamanan pangan• Terjadi insiden keracunan melalui makanan• Keterbatasan inspeksi dan pengujian:
Inspeksi di jalur akhir tidak dapat memberi jaminan Terdapat penundaan antara sampling dan hasil uji Uji kimia dan mikrobiologi bersifat merusak produk
dan tergantung dari metode analitik dan sampling Petugas inspeksi fisik dapat terganggu
konsentrasinya Cacat karena bakteri patogen tidak terlihat
• Tuntutan dari luar: pemerintah, pelanggan, media, standard international
• Prioritas

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
STANDARD SISTEM HACCPSTANDARD SISTEM HACCP• Codex Alimentarius• SQF 2000: Safe Quality Food 2000• EQCI: European Quality Certification Institute
• SNI 01-4852-1998
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENERAPAN SISTEM HACCPPENERAPAN SISTEM HACCP
• Codex Guidelines:12 langkah; 7 prinsip

TAHAP-TAHAP APLIKASI HACCP (PEDOMAN TAHAP-TAHAP APLIKASI HACCP (PEDOMAN CODEX)CODEX)
1. Menyusun TIM HACCP
2. Deskripsikan produk
3. Identifikasi Penggunaan
yang ditujukan
4. Buat Diagram Alir
5. Verifikasi Diagram Alir di tempat
6. Daftarkan semua Bahaya Potensial
Lakukan Analisis BahayaTentukan Tindakan
Pengendalian
7. Tentukan CCPs
8. Tetapkan Batas Kritis Untuk Setiap CCP
9. Tetapkan Sistem Monitoring untuk setiap
CCP
10 . Tetapkan tindakan koreksi untuk
penyimpangan yang mungkin terjadi
11. Tetapkan produser Verifikasi
12. Tetapkan Penyimpanan Cacatan dan
Dokumentasi
Prinsip 2
Prinsip 3
Prinsip 4
Prinsip 5
Prinsip 6
Prinsip 7Prinsip 1

MultidisiplinMelibatkan personalia dari bagian produksi, sanitasi, QA, laboratorium dan teknik; personalia yang terlibat sehari-hari dalam aktivitas produksiIdealnya Tim tidak lebih banyak dari 6
MENYUSUN TIM HACCPMENYUSUN TIM HACCPHACCP Langkah 1HACCP Langkah 1
Personalia yang akan terlibat/bertanggung jawab dalam:
Identifikasi bahayaPenentuan TKKMemonitor TKKMemverifikasi operasi pada TKKMelakukan pengujian sampel dan
melakukan prosedur verifikasi
Komposisi Tim

Keahlian yang diperlukan:Keahlian yang diperlukan:Personalia yang terlibat harus memiliki pengetahuan:
Teknologi dan peralatan yang digunakan
Aspek praktis dalam pengolahan panganAliran proses produksiAspek terapan dari ilmu mikrobiologiPrinsip-prinsip dan aplikasi HACCPAhli Mikrobiologi
Supervisor ProsesAhli Teknik/RekayasaManajer Quality AssuranceManajer ProduksiBagian Bahan Baku
Contoh Susunan Tim

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
DESKRIPSI PRODUK DESKRIPSI PRODUK Nama produk Komposisi Karakteristik produk jadi Metode pengolahan Metode pengawetan Pengemas primer Pengemas untuk transportasi Kondisi penyimpanan Metode distribusi Umur Simpan Pelabelan khusus Petunjuk penggunaan
HACCP Langkah 2HACCP Langkah 2

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Bahan Baku
Urutkan semua bahan yang digunakan: Bahan baku ingredien, Bahan penolong/BTM pengemas
Deskripsi produk dan bahan baku yang terpisah harus dibuat untuk setiap produk pangan
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
IDENTIFIKASI PENGGUNA PRODUKIDENTIFIKASI PENGGUNA PRODUKHACCP Langkah 3HACCP Langkah 3
Lima kelompok populasi yang peka Manula Bayi Wanita Hamil Orang sakit Orang dengan daya tahan terbatas
(immunocompromised)
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
MENYUSUN DIAGRAM ALIRMENYUSUN DIAGRAM ALIRHACCP Langkah 4HACCP Langkah 4
Diagram alir harus menggambarkan: Semua bahan-bahan yang digunakan termasuk
bahan mentah, pengemas, air dan bahan kimia Urutan proses (termasuk penambahan bahan baku) Waktu/suhu semua bahan baku, produk intermediat
dan produk akhir termasuk potensi penundaan Rincian seluruh kegiatan proses termasuk inspeksi,
transportasi, penyimpanan dan penundaan proses Kondisi aliran likuid dan solid Keluaran dari proses seperti limbah pengemasan,
bahan baku, product-in-progress, produk rework dan produk ditolak
Disain peralatan

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
VERIFIKASI DIAGRAM ALIR DI TEMPATVERIFIKASI DIAGRAM ALIR DI TEMPATHACCP Langkah 5HACCP Langkah 5
Validasi diagram alir proses: Mengamati aliran proses Kegiatan sampel Wawancara Operasi rutin/non-rutin
Semua tim HACCP harus terlibat dalam verifikasi diagram alir

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Mengevaluasi secara spesifik bahaya pada produk, bahan mentah/ inggridien/bahan tambahan dan langkah proses untuk menentukan kategori risiko atau signifikansi bahaya-bahaya tersebut.Persiapkan• Daftar bahan mentah/inggridien/bahan
tambahan makanan yang digunakan• Diagram alir produk yang teliti dan telah
diverifikasi• Deskripsi produk yang menyangkut kelompok
konsumen, cara konsumsi, cara penyiapan dll
ANALISIS BAHAYA DAN PENETAPAN RESIKOANALISIS BAHAYA DAN PENETAPAN RESIKOHACCP Langkah 6 Prinsip 1HACCP Langkah 6 Prinsip 1

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
ANALISIS BAHAYA DAN PENETAPAN RESIKOANALISIS BAHAYA DAN PENETAPAN RESIKOHACCP Langkah 6 Prinsip 1HACCP Langkah 6 Prinsip 1
Analisis bahaya terdiri dari: Identifikasi bahayaPenentuan kepentingan
bahaya (kategori resiko atau signifikansi bahaya)
Identifikasi tindakan pencegahan

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Bahaya untuk setiap pabrik dapat berbeda walapun produknya sama karena terdapat perbedaan pada: Sumber bahan baku dan ingredien Formulasi Peralatan yang digunakan Proses dan metode persiapan Lama proses Kondisi penyimpanan
Setiap pabrik harus melakukan analisis bahaya yang terpisah
ANALISIS BAHAYA DAN PENETAPAN RESIKOANALISIS BAHAYA DAN PENETAPAN RESIKOHACCP Langkah 6 Prinsip 1HACCP Langkah 6 Prinsip 1
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Identifikasi bahaya pada bahan mentah Dapatkah mikroba patogen, toksin, bahaya kimia atau fisik
berada pada bahan mentah? Apakah pengawet digunakan ? Apakah berbahaya? Apakah ingredien berbahaya digunakan berlebihan? Adakah ingredien yang dihilangkan yang dapat
menyebabkan pertumbuhan mikroorganisme patogen? Apakah asam yang digunakan atau pH produk akhir
berpengaruh terhadap pertumbuhan mikroorganisme Apakah aw produk akhir mempengaruhi pertumbuhan
mikroorganisme Apakah pendinginan diperlukan untuk menjaga kualitas
produk selama penyimpanan atau distribusi
Prinsip 1. ANALISIS BAHAYA DAN PENETAPAN RISIKO
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Identifikasi bahaya pada tahapan proses• Dapatkah kontaminan masuk ke dalam
produk selama proses?Pertimbangkan : higiene personal, kontaminasi pada peralatan atau bahan, kontaminasi silang dll
• Dapatkah mikroorganisme yang dicurigai tumbuh dan berkembang biak selama proses pengolahan?Pertrimbangkan : suhu dan waktu
Prinsip 1. ANALISIS BAHAYA DAN PENETAPAN RISIKO
Identifikasi Tindakan Pencegahan Identifikasi Tindakan Pencegahan • Faktor-faktor, tindakan dan kegiatan yang
dapat digunakan untuk mengendalikan bahaya keamanan pangan yang teridentifikasi
• Tindakan pencegahan dapat menghilangkan atau mengurangi bahaya sampai tingkat yang dapat diterima
• Lebih dari satu tindakan pencegahan mungkin diperlukan untuk satu bahaya tetapi satu tindakan pencegahan mungkin dapat mengurangi atau menghilangkan lebih dari satu bahaya
PRINSIP 1. ANALISIS BAHAYA DAN PENETAPAN RISIKO
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
IDENTIFIKASI BAHAYAIDENTIFIKASI BAHAYA
Bahaya terdiri dari: Biologis/Mikrobiologis Kimia Fisik

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
BAHAYA BIOLOGISBAHAYA BIOLOGIS Bakteri Kapang
•Virus•Parasit
•Alga
– Aspergillus
– Fusarium
– Penicillum
Mikotoksin

BAHAYA KIMIABAHAYA KIMIA• Residu desinfektan dan detergen• Pestisida• Allergen• Logam berat• Nitrit, nitrat dan n-nitroso compounds
•Pollychlorinated biphenyls (pcbs)•Bahan pengemas•Residu antibiotik hormon•Bahan additives•Filotoksin dan toksin mikroba•Zootoksin

BAHAYA FISIK BAHAYA FISIK
• Pecahan gelas• Potongan kayu• Kerikil• Logam• Serangga• Bahan insulasi• Potongan tulang• Plastik• Perhiasan

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Menentukan Kategori Risiko atau Signifikansi Bahaya
PRINSIP 1. ANALISIS BAHAYA DAN PENETAPAN RISIKO
• Dilakukan untuk menetapkan apakah suatu bahaya benar-benar berisiko sehingga berpotensi menjadi CCP
• Berbagai pendekatan telah diformulasikan, misalnya dengan menggunakan
Tabel Kategori Risiko : umumnya untuk bahan baku, bahan tambahan, kemasan, produkTabel Signifikansi Bahaya : untuk bahan baku, bahan tambahan, kemasan, produk dan tahapan proses

PENENTUAN KEPENTINGAN BAHAYA PENENTUAN KEPENTINGAN BAHAYA
• Risiko: peluang kemungkinan suatu bahaya akan terjadi• Risiko: tinggi, sedang dan rendah
• Tingkat keseriusan atau beratnya (severity) efek bahaya• Berat bahaya: tinggi, sedang dan
rendah
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
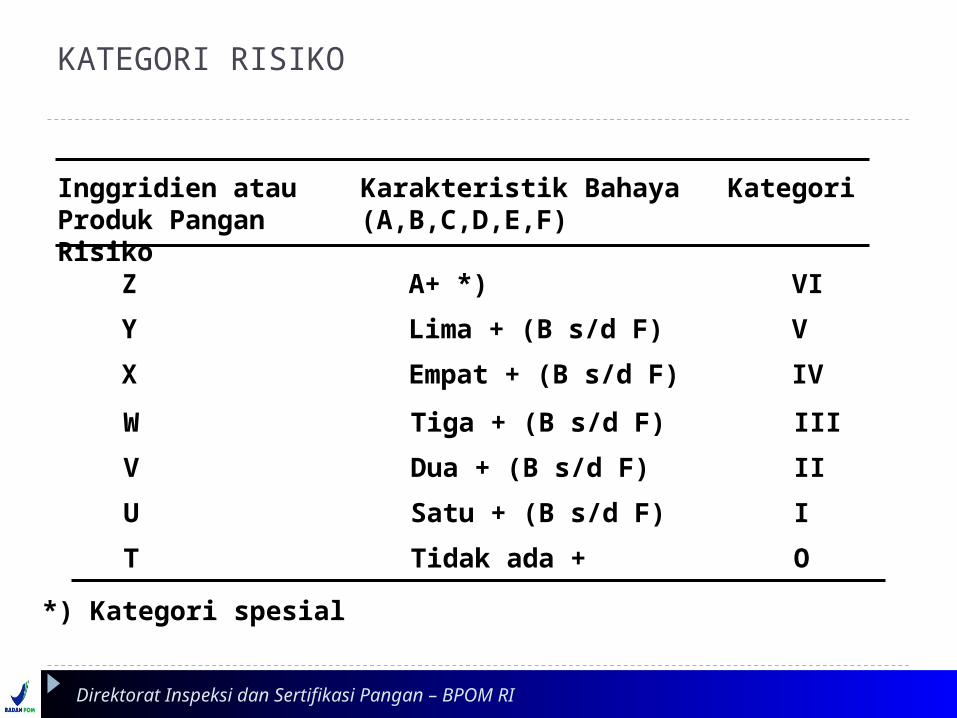
KATEGORI RISIKO
Inggridien atau Karakteristik Bahaya Kategori Produk Pangan (A,B,C,D,E,F) Risiko
Z A+ *) VIY Lima + (B s/d F) VX Empat + (B s/d F) IV
*) Kategori spesial
W Tiga + (B s/d F) IIIV Dua + (B s/d F) IIU Satu + (B s/d F) IT Tidak ada + O

Bahaya A: Produk-produk pangan yang tidak steril dan dibuat untuk konsumsi kelompok beresiko (bayi, lansia, immunocompromised)
Bahaya B: Produk mengandung inggridien yang “sensitif”
Bahaya C: Proses tidak memiliki tahap pengolahan yang terkendali yang secara efektif membunuh mikroba berbahaya
Bahaya D: Produk mungkin mengalami rekontaminasi setelah pengolahan sebelum pengemasan
Bahaya E: Ada potensi terjadinya kesalahan penanganan selama distribusi atau oleh konsumen yang menyebabkan produk berbahaya
Bahaya F: Tidak ada tahap pemanasan akhir setelah pengemasan atau di tangan konsumen atau tidak ada tahap pemanasan akhir atau tahap pemusnahan mikroba setelah pengemasan (untuk bahan baku) sebelum memasuki pabrik pengolahan pangan
Karakteristik Bahaya Mikrobiologi

Bahaya A: Produk-produk pangan yang tidak steril dan dibuat untuk konsumsi kelompok beresiko (bayi, lansia, immuno-compromised)
Bahaya B: Produk mengandung inggridien yang “sensitif”
Bahaya C: Proses tidak memiliki tahap pengolahan yang terkendali yang secara efektif mencegah, memusnahkan, atau menghilangkan bahan kimia atau fisik yang berbahaya
Bahaya D: Produk mungkin mengalami rekontaminasi setelah pengolahan sebelum pengemasan
Bahaya E: Ada potensi terjadinya kontaminasi oleh bahaya kimia atau fisik selama distribusi
Bahaya F: Tidak ada cara apapun yang dapat dilakukan oleh konsumen untuk mengetahui, menghilangkan atau memusnahkan bahaya tersebut
Karakteristik Bahaya Kimia dan Fisik
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Ting
kat
Resi
ko b
ahay
a
Tingkat Keakutan bahaya
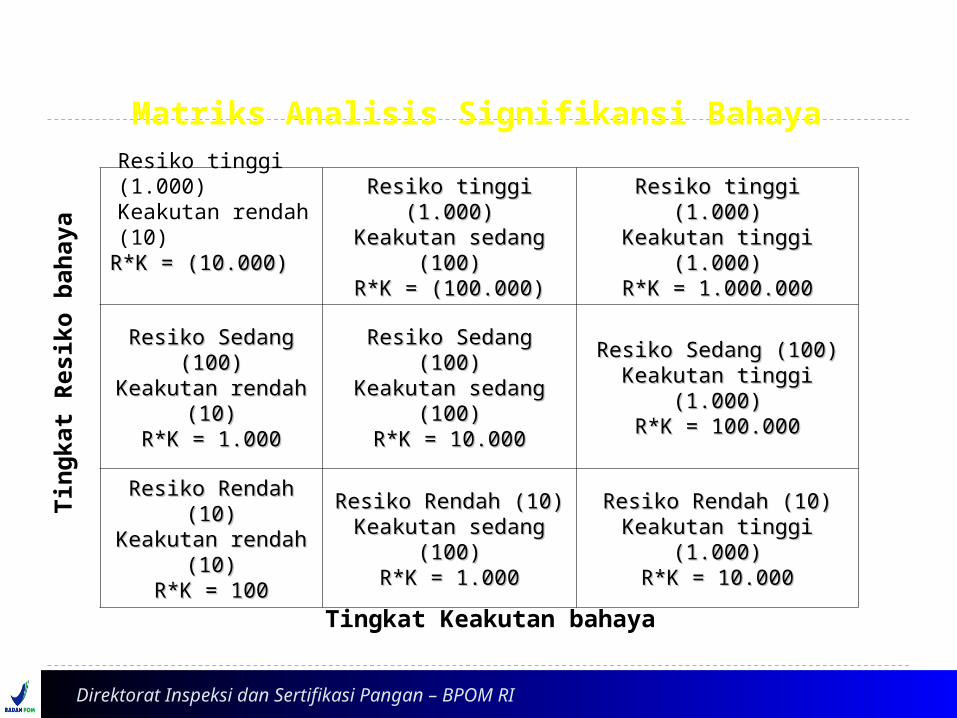
Resiko tinggi (1.000)Keakutan rendah (10)
R*K = (10.000)R*K = (10.000)
Resiko tinggi (1.000)Resiko tinggi (1.000)Keakutan sedang Keakutan sedang
(100)(100)R*K = (100.000)R*K = (100.000)
Resiko tinggi (1.000)Resiko tinggi (1.000)Keakutan tinggi (1.000)Keakutan tinggi (1.000)
R*K = 1.000.000R*K = 1.000.000
Resiko Sedang Resiko Sedang (100)(100)
Keakutan rendah Keakutan rendah (10)(10)
R*K = 1.000R*K = 1.000
Resiko Sedang (100)Resiko Sedang (100)Keakutan sedang Keakutan sedang
(100)(100)R*K = 10.000R*K = 10.000
Resiko Sedang (100)Resiko Sedang (100)Keakutan tinggi (1.000)Keakutan tinggi (1.000)
R*K = 100.000R*K = 100.000
Resiko Rendah Resiko Rendah (10)(10)
Keakutan rendah Keakutan rendah (10)(10)
R*K = 100R*K = 100
Resiko Rendah (10)Resiko Rendah (10)Keakutan sedang Keakutan sedang
(100)(100)R*K = 1.000R*K = 1.000
Resiko Rendah (10)Resiko Rendah (10)Keakutan tinggi (1.000)Keakutan tinggi (1.000)
R*K = 10.000R*K = 10.000
Matriks Analisis Signifikansi Bahaya

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SIGNIFIKANSI BAHAYA
Keparahan/Severity :
Kemungkinan Terjadi/ Reasonably likely to occur
Ll Ml Hl
Lm
Mm
Hm*
Lh
Mh*
Hh*
l
m
h
L M H
*Bahaya signifikan L= LowM= MediumH = High

Penggolongan Mikroba Patogen Berdasarkan Tingkat Bahayanya
Penggolongan OrganismeSangat berbahaya Clostridium botulinum tipe A, B, E dan F;
Shigella dysenteriae; Salmonella typhi, paratyphi A, B;
Virus hepatitis; Brucella abortus, B. suis; Vibrio cholerae O1; Vibrio vulnificus; Tacnia solium; Trichinella spiralis
Bahaya sedang, Listeria monocytogenes; Salmonella sp.; Shigella sp.;penyebaran cepat Escherichia coli enterovirulen; Streptococcus pyogenes;
Rotavirus; Grup virus Norwalk; Entamoeba histolytica;
Diphyllobothrium latum; Ascaris lumbricoides ; Cryptosporidium parvum
Bahaya sedang, Bacillus cereus; Campylobacter jejuni; Clostridiumpenyebaran terbatas perfringens; Staphylococcus aureus; Vibrio cholerae
non-O1; Vibrio parahaemolyticus; Yersinia enterocolitica; Giardia lamblia; Taenia saginata

Produk-produk kategori I (Resiko Tinggi)I Produk-produk yang mengandung ikan, telur, sayur, serelia dan/atau
berkomposisi susu yang perlu direfrigrasiII Daging segar, ikan mentah dan produk-produk olahan susuIII Produk-produk dengan nilai pH 4,6 atau lebih yang disterilisasi
dalam wadah yang ditutup secara hermetisProduk-produk kategori II (resiko sedang)
I Produk-produk kering atau beku yang mengandung ikan, daging, telur, sayuran atau serelia atau yang berkomposisi/penggantinya dan produk lain yang tidak termasuk dalam regulasi hygiene pangan.
II Sandwich dan kue pie daging untuk konsumsi segar.III Produk-produk berbasis lemak misalnya coklat, margarin, spreads,
mayones dan dressing.Produk-produk kategori III (resiko rendah)
I Produk asam (nilai pH<4,6) seperti acar, buah-buahan, konsentrat buah, sari buah dan minuman asam.
II Sayuran mentah yang tidak diolah dan tidak dikemas.III Selai, marinade, dan conserves.IV Produk-produk konfeksionari berbasis gulaV Minyak dan lemak makan.
Kategori Resiko Produk Pangan

IDENTIFIKASI TINDAKAN PENCEGAHAN IDENTIFIKASI TINDAKAN PENCEGAHAN
•Faktor-faktor, tindakan dan kegiatan yang dapat digunakan untuk mengontrol bahaya keamanan pangan yang teridentifikasi
•Tindakan pencegahan dapat menghilangkan atau mengurangi bahaya sampai tingkat yang dapat diterima
•Lebih dari satu tindakan pencegahan mungkin diperlukan untuk satu bahaya atau satu tindakan pencegahan dapat mengurangi atau menghilangkan lebih dari satu bahaya

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Contoh prosedur pengendalian bahaya mikrobiologis
Pemanasan: sterilisasi/pasteurisasi
Pengeringan/penurunan aw Pengasaman Pendinginan Penambahan bahan pengawet Fermentasi Pengemasan: MAP, CAS
PRINSIP 1. ANALISIS BAHAYA DAN PENETAPAN RISIKO

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Prosedur pengendalian bahaya kimiaBahan kimia alami Garansi dari supplair
Bahan kimia yang sengaja ditambahkan
Spesifikasi bahan mentah dan ingredien yang rinci, garansi dari supplaierBahan kimia yang
tidak diperkenankanIdentifikasi semua bahan tambahan pangan, cek apakah bahan tambahan tersebut diperbolehkan
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
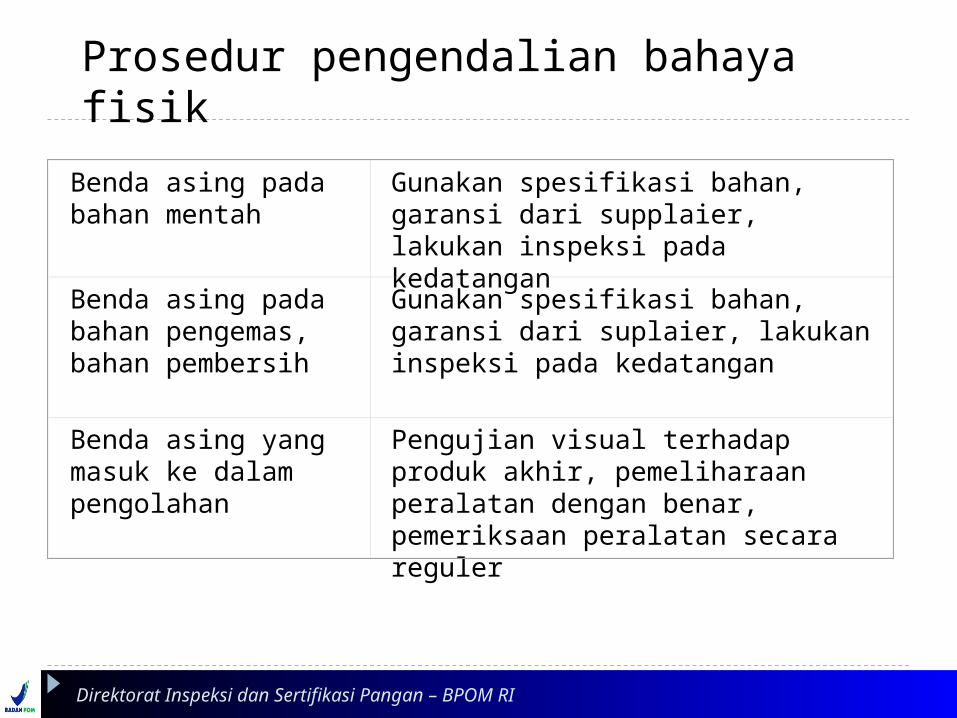
Prosedur pengendalian bahaya fisikBenda asing pada bahan mentah
Gunakan spesifikasi bahan, garansi dari supplaier, lakukan inspeksi pada kedatangan
Benda asing pada bahan pengemas, bahan pembersih
Gunakan spesifikasi bahan, garansi dari suplaier, lakukan inspeksi pada kedatangan
Benda asing yang masuk ke dalam pengolahan
Pengujian visual terhadap produk akhir, pemeliharaan peralatan dengan benar, pemeriksaan peralatan secara reguler
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN TITIK KENDALI KRITIS PENETAPAN TITIK KENDALI KRITIS (TKK/CCP) (TKK/CCP)
HACCP Langkah 7 Prinsip 2HACCP Langkah 7 Prinsip 2
CCP/TKK: Critical Control Point = Titik Kendali kritis Suatu titik, tahap atau prosedur dimana
pengendalian dapat diterapkan dan bahaya keamanan pangan dapat dicegah, dihilangkan atau dikurangi sampai tingkat yang dapat diterima
Dapat berupa: bahan mentah (produksi dan penanganan), lokasi/kondisi/lingkungan, praktek kerja dan prosedur/tahap proses

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN TITIK KENDALI KRITISPENETAPAN TITIK KENDALI KRITIS(CCP) (CCP)
Untuk setiap bahaya signifikan yang diidentifikasi harus ada satu atau lebih CCP untuk mengendalikan bahaya
Suatu CCP dapat digunakan untuk mengendalikan lebih dari satu bahaya atau lebih dari satu CCP mungkin diperlukan untuk mengendalikan satu bahaya
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN TITIK KENDALI KRITISPENETAPAN TITIK KENDALI KRITIS(CCP) (CCP)
CCP Decision Tree: Urutan pertanyaan yang logis untuk ditanyakan pada
setiap bahaya pada setiap tahap proses Raw Material Decision Tree:
Mengidentifikasi: Bahan mentah sensitif yang memerlukan
pengendalian seperti segregasi, penanganan, penyimpanan dan pengolahan khusus
Risiko kontaminasi silang Formulation/Composition Decision Tree:
Identifikasi jika formulasi/komposisi adonan penting untuk mencegah terjadinya peningkatan bahaya
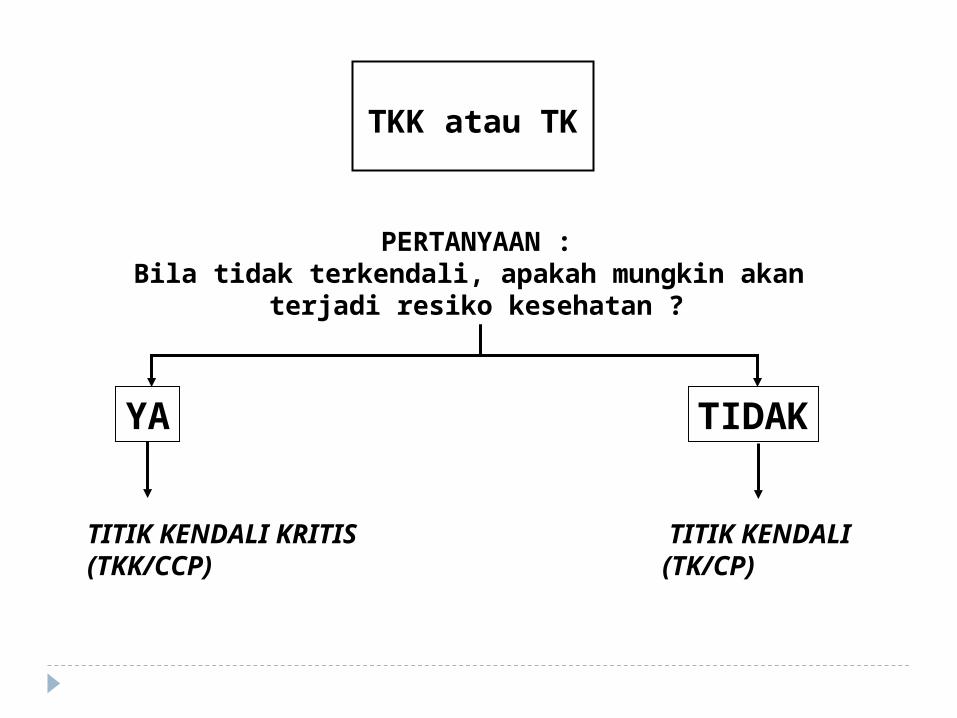
TKK atau TK
PERTANYAAN :Bila tidak terkendali, apakah mungkin akan
terjadi resiko kesehatan ?
YA TIDAK
TITIK KENDALI KRITIS(TKK/CCP)
TITIK KENDALI(TK/CP)
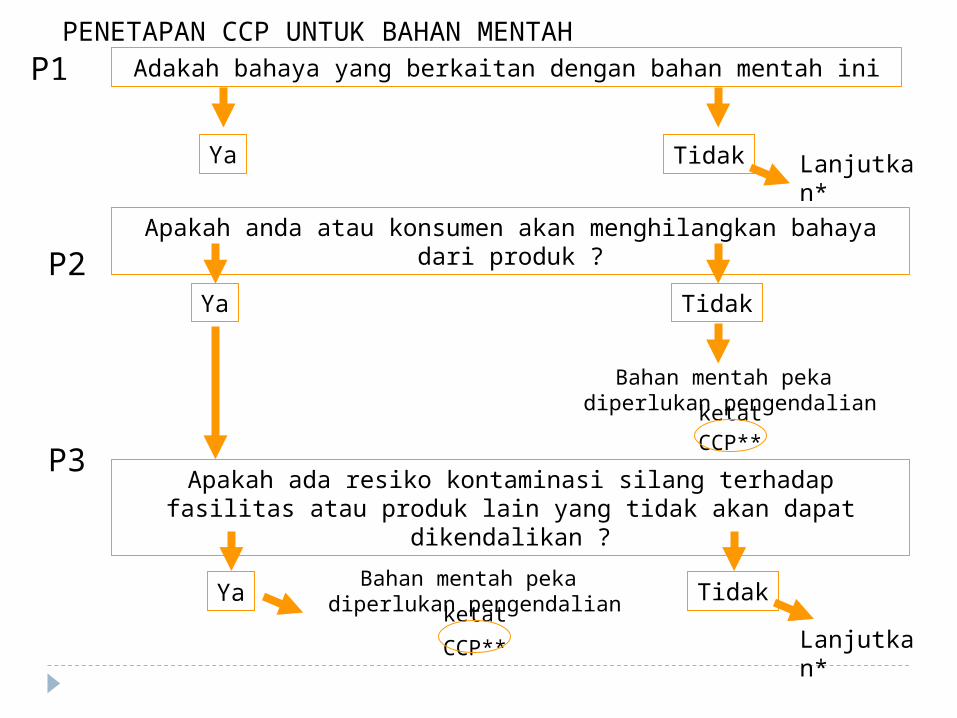
P1 Adakah bahaya yang berkaitan dengan bahan mentah ini
Apakah anda atau konsumen akan menghilangkan bahaya dari produk ?
Apakah ada resiko kontaminasi silang terhadap fasilitas atau produk lain yang tidak akan dapat dikendalikan ?
P2
P3
Ya Tidak
Ya Tidak
Ya Tidak
Lanjutkan*
Bahan mentah peka diperlukan pengendalian ketat
CCP**
Bahan mentah peka diperlukan pengendalian ketat
CCP** Lanjutkan*
PENETAPAN CCP UNTUK BAHAN MENTAH

PROSEDUR/TAHAP PROSESPROSEDUR/TAHAP PROSES• Penerimaan/Penanganan bahan• Formulasi/komposisi• Pengolahan• Pengemasan • Distribusi/transportasi• Penjualan• Konsumsi
Apakah formulasi/komposisi adonan/campuran penting untuk mencegah
terjadinya peningkatan bahaya ?
YA TIDAK
CCP BUKAN CCPCONTOH :Jika pH adonan dapat menghambat mikroorganisme
Formulasi (pH adonan) CCPJika aw adonan dapat menghambat mikroorganisme
Formulasi (aw adonan) CCP
TKK Proses

Prinsip 2. Menetapkan CCP pada Tahapan proses Untuk setiap tahapan proses :
P1 : Apakah proses ini mengandung bahaya yang signifikan?
YA TIDAKP2: apakah ada tindakan pencegahan untuk bahaya yang diidentifikasi?
P4: Apakah mungkin terjadi bahaya atau kontaminasi sehingga bahaya meningkat sampai tingkat yang tidak aman?
YA
TIDAK
YA TIDAK
YA
P3: apakah tahapan proses ini dimaksudkan untuk mengurangi bahaya
TIDAK
CCP
Modifikasi tahapan
P5: Apakah terdapat tahapan proses berikutnya yang dapat menghilangkan bahaya?
YA TIDAK CCP
Apakah pengendalianpada tahap ini penting untukkeamanan pangan
YA
TIDAKBukan CCP
Bukan CCP
Bukan CCP
Bukan CCP
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN BATAS KRITISPENETAPAN BATAS KRITISHACCP Langkah 8 Prinsip 3HACCP Langkah 8 Prinsip 3
Batas kritis: Menunjukkan perbedaan antara produk
yang aman dan tidak aman Toleransi absolut untuk keamanan pangan Lingkup pengendalian untuk menjamin CCP
efektif mengendalikan bahaya
Dilakukan terhadap seluruh CCPDilakukan terhadap seluruh CCP Harus dapat dijustifikasiHarus dapat dijustifikasi Harus divalidasiHarus divalidasi Harus dapat diukurHarus dapat diukur

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN BATAS KRITISPENETAPAN BATAS KRITIS Tiga jenis batas kritisTiga jenis batas kritis
Batas Fisik: suhu, waktu, ukuran Batas Fisik: suhu, waktu, ukuran ayakan, tidak ada logamayakan, tidak ada logam
Batas Kimia: pH, garam, aw, Batas Kimia: pH, garam, aw, tidak ada mikotoksintidak ada mikotoksin
Batas Mikrobiologis:Batas Mikrobiologis: tidak digunakantidak digunakan
perlu waktuperlu waktu biaya mahalbiaya mahal pengukuran fisik dan kimia bisa pengukuran fisik dan kimia bisa
digunakan sebagai pengukuran digunakan sebagai pengukuran kontrol mikrobiologiskontrol mikrobiologis

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
SUMBER INFORMASI UNTUK BATAS KRITISSUMBER INFORMASI UNTUK BATAS KRITIS Data yang dipublikasi Saran ahli Data Percobaan Petunjuk peraturan Model matematika

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Contoh Batas KritisBahayaBahaya CCPCCP Batas KritisBatas Kritis
Bakteri patogen tidak Bakteri patogen tidak bersporaberspora
PasteurisasiPasteurisasi 72 C min. 15 mnt72 C min. 15 mnt
Potongan metalPotongan metal Metal detektorMetal detektor Potongan metal > 0.5 Potongan metal > 0.5 mmmm
Bakteri patogenBakteri patogen Pengeringan dengan Pengeringan dengan ovenoven
AwAw<<0.85 untuk 0.85 untuk mengontrol mengontrol pertumbuhanpertumbuhan
Nitrit berlebihanNitrit berlebihan Ruang kuringRuang kuring Maks. 200 ppm sodium Maks. 200 ppm sodium nitrit pada produk akhirnitrit pada produk akhir
Bakteri patogenBakteri patogen Tahap pengasamanTahap pengasaman Maks. pH 4.6 untuk Maks. pH 4.6 untuk mengontrol mengontrol pertumbuhan C. pertumbuhan C. botulinum dalam botulinum dalam makanan asammakanan asam
AllergenAllergen PelabelanPelabelan Label harus ada dan Label harus ada dan menyebut ingredien menyebut ingredien yang benaryang benar
HistaminHistamin PenerimaanPenerimaan Maks. 25 ppm mis. Maks. 25 ppm mis. Dalam tunaDalam tuna

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
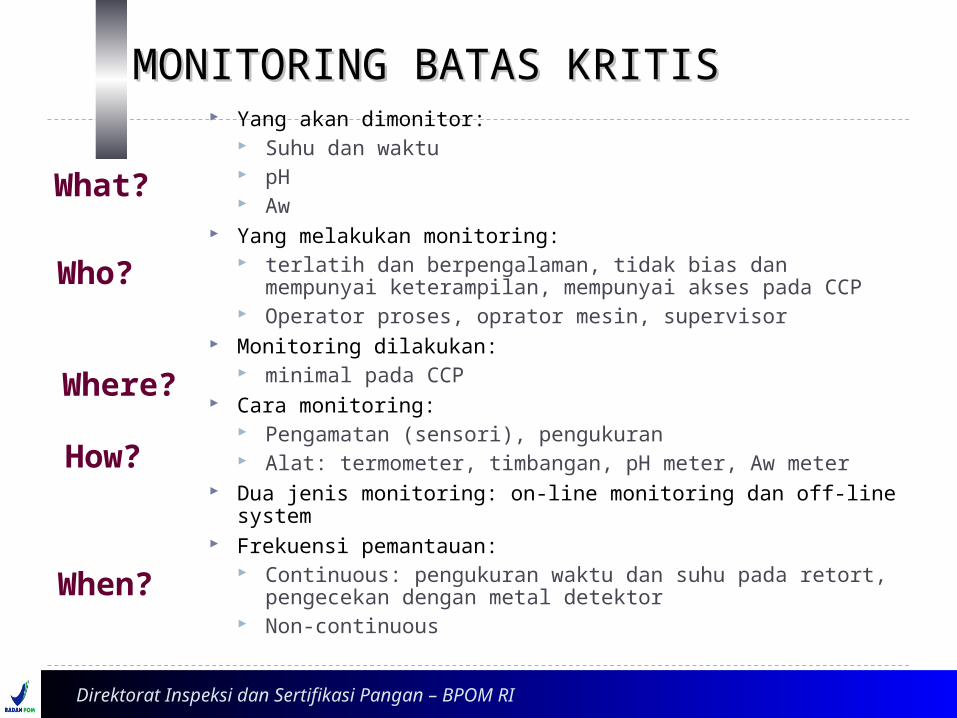
MONITORING BATAS KRITISMONITORING BATAS KRITIS
Monitoring: urutan pengamatan dan pengukuran yang direncanakan untuk mengkaji apakah titik kritis terkendali
Tujuan pemantauan: Mengukur kinerja operasi sistem pada CCP Menentukan kapan kinerja kehilangan
pengendalian Menetapkan rekaman yang mencerminkan
kinerja sistem Mencakup:
What, Where, How, When,Who
HACCP Langkah 9 Prinsip 4HACCP Langkah 9 Prinsip 4
Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
MONITORING BATAS KRITISMONITORING BATAS KRITIS Yang akan dimonitor:
Suhu dan waktu pH Aw
Yang melakukan monitoring: terlatih dan berpengalaman, tidak bias dan mempunyai
keterampilan, mempunyai akses pada CCP Operator proses, oprator mesin, supervisor
Monitoring dilakukan: minimal pada CCP
Cara monitoring: Pengamatan (sensori), pengukuran Alat: termometer, timbangan, pH meter, Aw meter
Dua jenis monitoring: on-line monitoring dan off-line system Frekuensi pemantauan:
Continuous: pengukuran waktu dan suhu pada retort, pengecekan dengan metal detektor
Non-continuous
What?
Who?
How?
When?
Where?

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
PENETAPAN TINDAKAN KOREKSIPENETAPAN TINDAKAN KOREKSI Tindakan yang dilakukan jika hasil pemantauan
terhadap titik kritis menunjukkan terjadi penyimpangan
Tindakan koreksi harus memuat: Tindakan segera Penyelesaian produk yang diproduksi saat
kendali hilang Investigasi penyebab kehilangan kendali Penanggungjawab untuk membuat keputusan
Prosedur pengontrolan penyimpangan: Identifikasi penyebab penyimpangan Isolasi produk yang dicurigai Evaluasi terhadap produk yang dicurigai.
HACCP Langkah 10 Prinsip 5HACCP Langkah 10 Prinsip 5

Verifikasi:Metode, prosedur dan pengujian-pengujian untuk menilai apakah “Rencana HACCP” pada suatu unit usaha sudah valid dan sesuai dengan persyaratan
PENETAPAN PROSEDUR VERIFIKASI PENETAPAN PROSEDUR VERIFIKASI HACCP Langkah 11 Prinsip 6HACCP Langkah 11 Prinsip 6
Verifikasi harus menjelaskan apa yang akan diverifikasi dan siapa yang bertanggung jawab untuk pekerjaan itu
• Kegiatan verifikasi:• Validasi Rencana
HACCP• Review Hasil
Pemantauan• Pengujian Produk• Audit
PENETAPAN PENYIMPANAN CATATANPENETAPAN PENYIMPANAN CATATANDAN DOKUMENTASIDAN DOKUMENTASI
HACCP Langkah 12 Prinsip 7HACCP Langkah 12 Prinsip 7
CATATAN HACCP:• Bukti keamanan produk• Jaminan pemenuhan
peraturan• Dokumentasi data-data
pengukuran• Sumber data jika ada audit
HACCP
CATATAN/REKAMAN HACCPCATATAN/REKAMAN HACCP
• Rencana HACCP dan Semua Rekaman Penunjang
• Rekaman Monitoring • Rekaman Tindakan Koreksi• Rekaman Verifikasi
HACCP/LN-2004HACCP/LN-2004
CONTOH APLIKASI HACCP:CONTOH APLIKASI HACCP:Asinan Dalam KemasanAsinan Dalam Kemasan
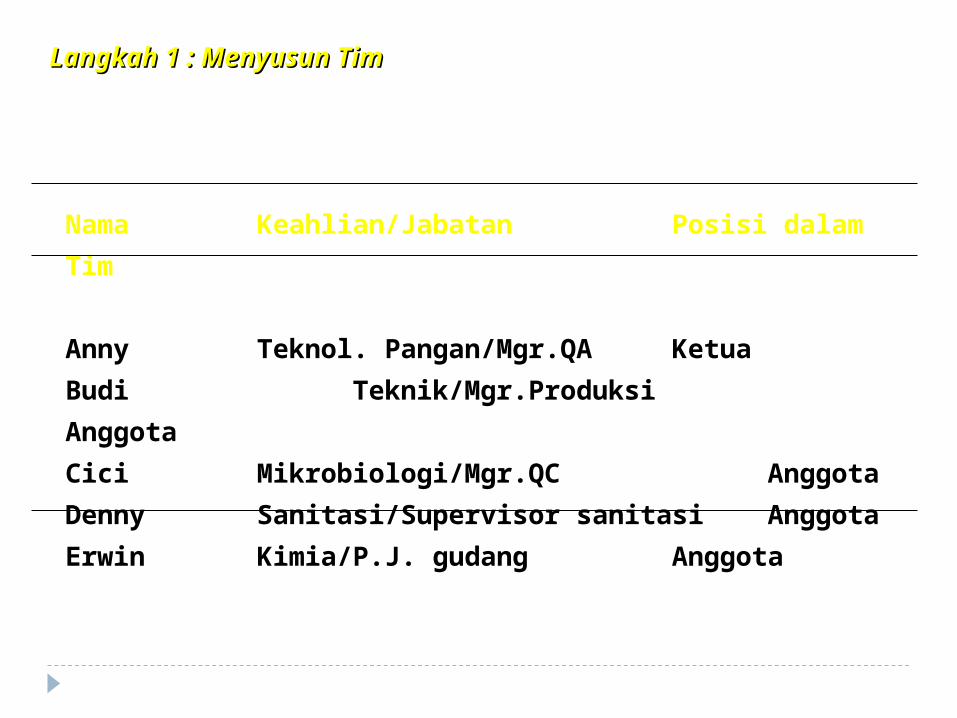
Langkah 1 : Menyusun TimLangkah 1 : Menyusun Tim
Nama Keahlian/Jabatan Posisi dalam Tim
Anny Teknol. Pangan/Mgr.QA KetuaBudi Teknik/Mgr.Produksi AnggotaCici Mikrobiologi/Mgr.QC AnggotaDenny Sanitasi/Supervisor sanitasi AnggotaErwin Kimia/P.J. gudang Anggota

Langkah 2 : Identifikasi ProdukLangkah 2 : Identifikasi Produk• Nama produk• Komposisi• Karakteristik produk jadi
• Metode pengolahan• Metode pengawetan• Pengemas primer• Pengemas untuk
transportasi• Kondisi penyimpanan• Metode distribusi• Umur Simpan
• Pelabelan khusus• Petunjuk penggunaan
: Asinan Bogor Dalam Kemasan
: Buah, larutan gula berbumbu: Potongan buah dalam
larutan asam, pH 4.2: pasteurisasi, : pasteurisasi: cup Polyethylene: karton
: Suhu kamar atau 4oC: Dalam truk biasa: 3 minggu pada suhu kamar,
6 bulan pada suhu 4 C:-:-

Langkah 3 : Identifikasi Penggunaan ProdukLangkah 3 : Identifikasi Penggunaan Produk
• Nama produk
• Cara konsumsi
• Konsumen
: Asinan Bogor
: Langsung dikonsumsi
: Remaja dan dewasa

Direktorat Inspeksi dan Sertifikasi Pangan – BPOM RI
Buah-Buahan
Dikupas
Diiris
Masukkan ke Cup
Penutupan
Pemanasan
Air Gula merah
Garam, cabe, Bumbu
Asam asetat/cuka
Cairkan/dipanaskan
Dihancurkan
Pengaturan keasamanpH 3.7
PendinginanLangkah 4. Penyusunan Diagram Alir

Bahan Baku Bahaya Jenis B/K/F Bahaya
Nama Produk : Asinan Bogor
Buah segar B Salmonella dan patogenenterik lainnyaKapang (mikotoksin)
K Residu pestisida
Gula merah F potongan lidi
Air B Salmonella dan patogenenterik lainnya
K Residu sanitaiser
Wadah PET K Bahan kimia yang lepas
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1A1 : Identifikasi Bahaya pada Bahan Baku

Bahan Baku Bahaya Jenis Cara PencegahanB/K/F Bahaya
Nama Produk : Asinan Bogor
Buah-buahan B Salmonella dan patogen Cara pemanenan dan enterik lainnya penanganan yang baikKapang (mikotoksin)
K Residu pestisida Cara penanaman yang baik
Gula F Potongan lidi Penyaringan larutan gula
Air B Salmonella dan patogen SSOPenterik lainnya
K Residu sanitaiser SSOP
Wadah PET K Bahan kimia yang lepas Penggunaan pengemas yang food grade
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis Bahaya
Lembar Kerja HACCP 1B1: Identifikasi Cara Pencegahan pada Bahan Baku
Nama Produk : Asinan Bogor
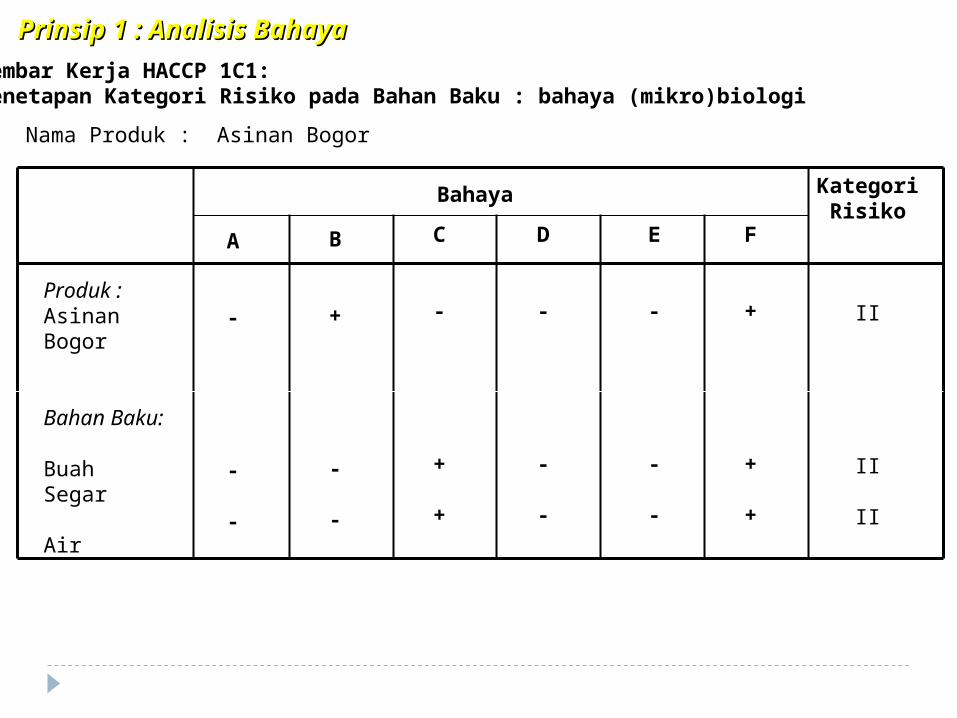
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1C1: Penetapan Kategori Risiko pada Bahan Baku : bahaya (mikro)biologi
KategoriRisiko
II
II
II
Produk :Asinan Bogor
Bahan Baku:
Buah Segar
Air
Bahaya
A
-
-
-
B
+
-
-
C
-
+
+
D
-
-
-
E
-
-
-
F
+
+
+
Nama Produk : Asinan Bogor
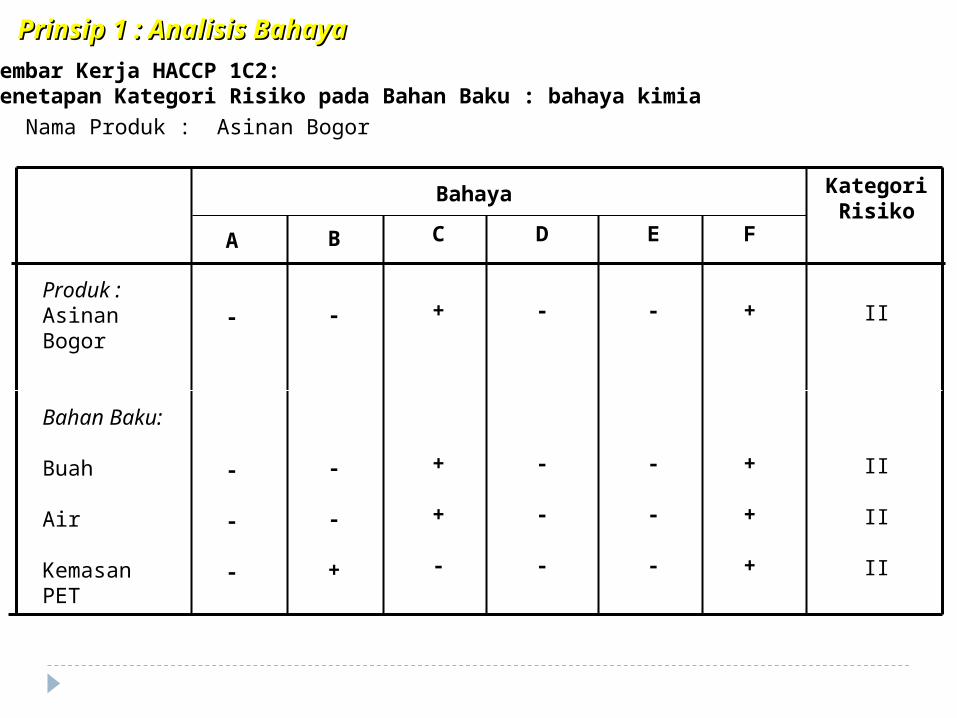
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1C2: Penetapan Kategori Risiko pada Bahan Baku : bahaya kimia
Produk :Asinan Bogor
Bahan Baku:
Buah
Air
Kemasan PET
Bahaya KategoriRisiko
II
II
II
II
A
-
-
-
-
B
-
-
-
+
C
+
+
+
-
D
-
-
-
-
E
-
-
-
-
F
+
+
+
+

Nama Produk : Asinan Bogor
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1C3: Penetapan Kategori Risiko pada Bahan Baku : bahaya fisik
Produk :Asinan Bogor
Bahan Baku:
Buah
Gula
Kemasan PET
Bahaya KategoriRisiko
II
II
II
II
A
-
-
-
-
B
-
-
-
-
C
+
+
+
+
D
-
-
-
-
E
-
-
-
-
F
+
+
+
+

Bahan Baku Bahaya Penyebab Peluang Keparahan Signifikansi/ Cara PencegahanB/K/F Bahaya Pertimbangan
Nama Produk : Asinan Bogor
Buah-buahan B Kontaminasi bakteri patogenKapang (mikotoksin)
K Residu pestisida Gula F Potongan lidi
Air B Kontaminasi bakteri patogen
K Residu sanitaiser
Bumbu segar B Kontaminsai bakteri patogenKapang (mikototksin)
K residu pestisida
Wadah PET K Senyawa kimia yang leaching
L h TS Cara pemanenan dan
penanganan yg baik
M h S Jaminan suplaier
M h S Jaminan suplaier
M h S SSOP
M h S SSOP
L h TS Cara pemanenan dan
penanganan yg baik
M h S Jaminan suplaier
L h TS PET food grade
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1D: Penetapan Signifikansi Bahaya pada Bahan Baku

Tahap Proses Bahaya Penyebab B/K/F Bahaya
Nama Produk : Asinan Bogor
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1A2: Identifikasi Bahaya pada Tahap Proses
Penerimaan BuahB Kontaminasi bakteri patogen
Pengupasan B Kontaminasi bakteri dari dan pengirisan pekerja
Irisan yang terlalu besar menyebabkan kurang pemanasan dan pH
buah tidak mencapai 4.5
Penghancuran B Kontaminasi bakteri dariBumbu pekerja
Penyaringan F Saringan berkarat lartutan gula bumbu

Tahap Proses Bahaya Penyebab B/K/F Bahaya
Nama Produk : Asinan Bogor
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1A2: Identifikasi Bahaya pada Tahap Proses
Pengaturan pH B Pengasaman yg kurang menyebabkan pH
produk akhir di atas 4.7 dan bakteri pembentuk spora tumbuhPengisian B Isi yang terlalu penuh dapat menyebabkan kurang pemanasan dan menyebabkan pertumbuhan bakteriPenutupan B Penutupan yang tidak benar dapat
menyebabkan kebocoran
Pemanasan B Bakteri patogen bertahan
Tahap Proses Bahaya Penyebab Cara PencegahanB/K/F Bahaya
Nama Produk : Asinan Bogor
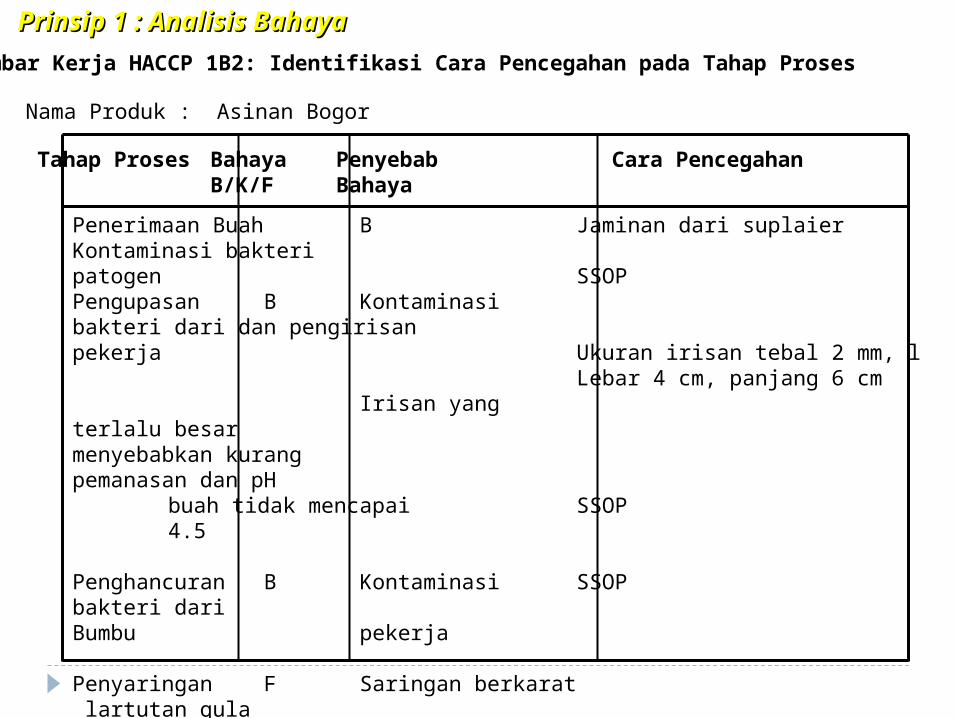
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1B2: Identifikasi Cara Pencegahan pada Tahap Proses
Jaminan dari suplaier
SSOP
Ukuran irisan tebal 2 mm, lLebar 4 cm, panjang 6 cm
SSOP
SSOP
Penerimaan BuahB Kontaminasi bakteri patogen
Pengupasan B Kontaminasi bakteri dari dan pengirisan pekerja
Irisan yang terlalu besar menyebabkan kurang pemanasan dan pH
buah tidak mencapai 4.5
Penghancuran B Kontaminasi bakteri dariBumbu pekerja
Penyaringan F Saringan berkarat lartutan gula bumbu
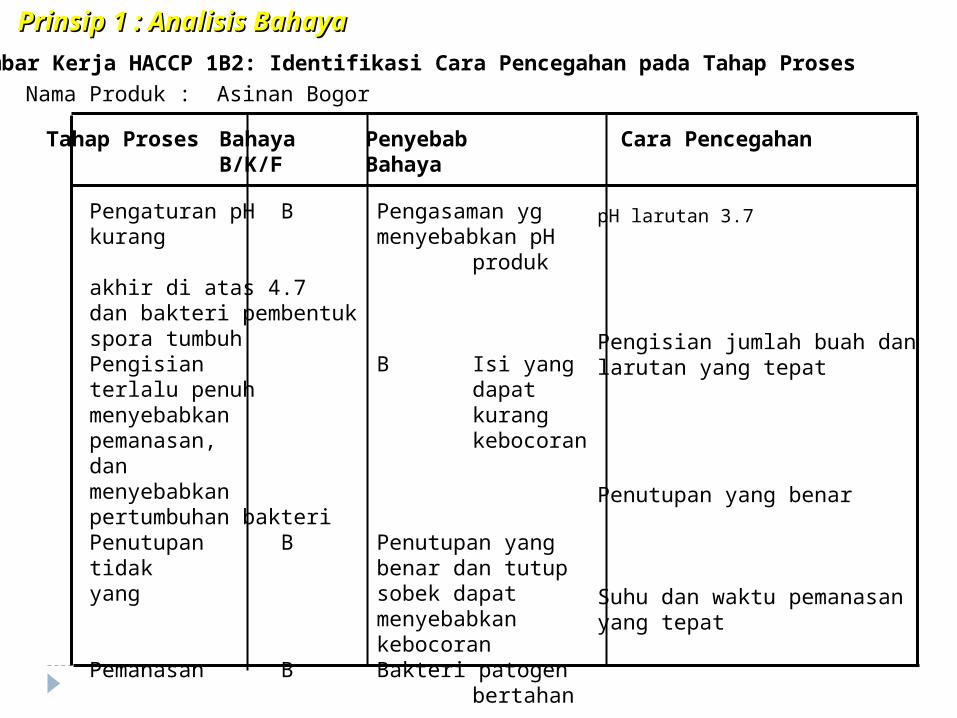
Tahap Proses Bahaya Penyebab Cara PencegahanB/K/F Bahaya
Nama Produk : Asinan Bogor
Prinsip 1 : Analisis BahayaPrinsip 1 : Analisis BahayaLembar Kerja HACCP 1B2: Identifikasi Cara Pencegahan pada Tahap Proses
pH larutan 3.7
Pengisian jumlah buah dan larutan yang tepat
Penutupan yang benar
Suhu dan waktu pemanasanyang tepat
Pengaturan pH B Pengasaman yg kurang menyebabkan pH
produk akhir di atas 4.7 dan bakteri pembentuk spora tumbuhPengisian B Isi yang terlalu penuh dapat menyebabkan kurang pemanasan, kebocoran dan menyebabkan pertumbuhan bakteriPenutupan B Penutupan yang tidak benar dan tutup yang sobek dapat
menyebabkan kebocoran
Pemanasan B Bakteri patogen bertahan

Nama Produk : Asinan Bogor
Prinsip 2 : Penetapan CCP Prinsip 2 : Penetapan CCP Lembar Kerja HACCP 2A : Penetapan CCP pada Bahan Baku
Bahan Baku Bahaya P1 P2 P3 CCP?
Buah segar
Gula
B
K
F
Y
Y
Y
Y
T
Y
T
-
T
Bukan CCP
CCP
Bukan CCP

Nama Produk : Asinan Bogor
Prinsip 2 : Penetapan CCP Prinsip 2 : Penetapan CCP Lembar Kerja HACCP 2A : Penetapan CCP pada Bahan Baku
Bahan Baku Bahaya P1 P2 P3 CCP?
Bumbu segar
Air
B
K
B
Y
Y
Y
Y
T
Y
T
-
T
Bukan CCP
CCP
Bukan CCP

Nama Produk : Asinan Bogor
Prinsip 2 : Penetapan CCP Prinsip 2 : Penetapan CCP Lembar Kerja HACCP 2B : Penetapan CCP pada Tahap Proses
Tahap Proses Bahaya P1 P2 P3 P4 P5 CCP?
Penerimaan BuahSegar
Pengirisan
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
B
K
B
B
B
B
B
Y
Y
Y
Y
Y
Y
Y
T
Y
T
Y
Y
Y
Y
Y
-
Y
-
-
-
-
Bukan CCP
CCP
Bukan CCP
CCP
CCP
CCP
CCP
Y
Y
Y
Y
Y
Y
Y
Y
-
Y
-
-
-
-
Nama Produk : Asinan Bogor
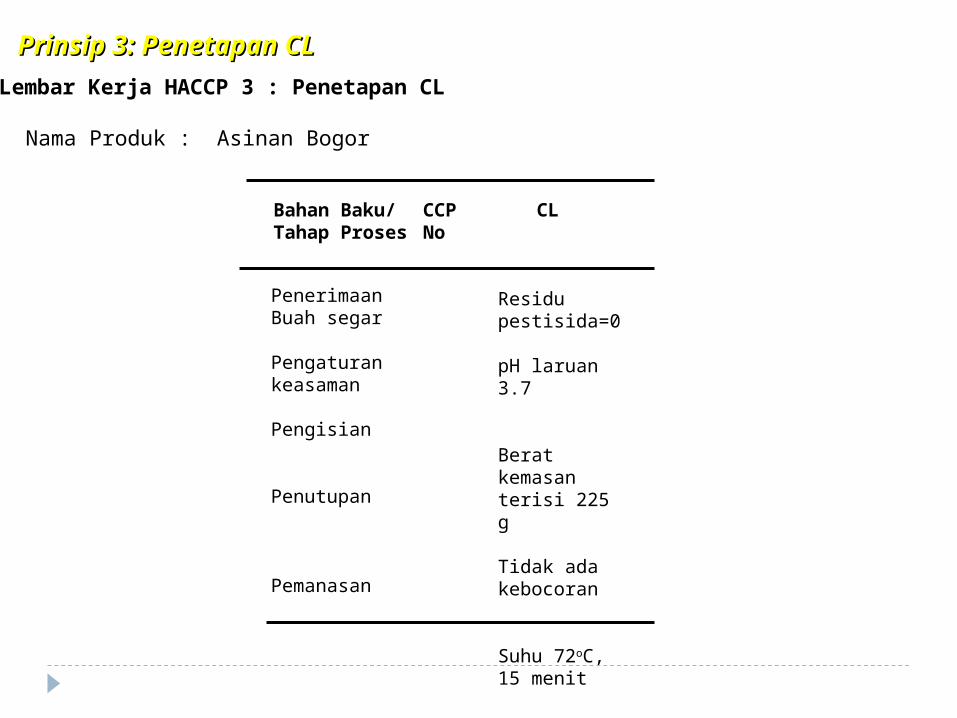
Prinsip 3: Penetapan CLPrinsip 3: Penetapan CLLembar Kerja HACCP 3 : Penetapan CL
Bahan Baku/ CCP CLTahap Proses No
Penerimaan Buah segar
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
1 (K)
2 (B)
3 (B)
4 (B)
5 (B)
Residu pestisida=0
pH laruan 3.7
Berat kemasan terisi 225 g
Tidak ada kebocoran
Suhu 72oC, 15 menit
Nama Produk : Asinan Bogor
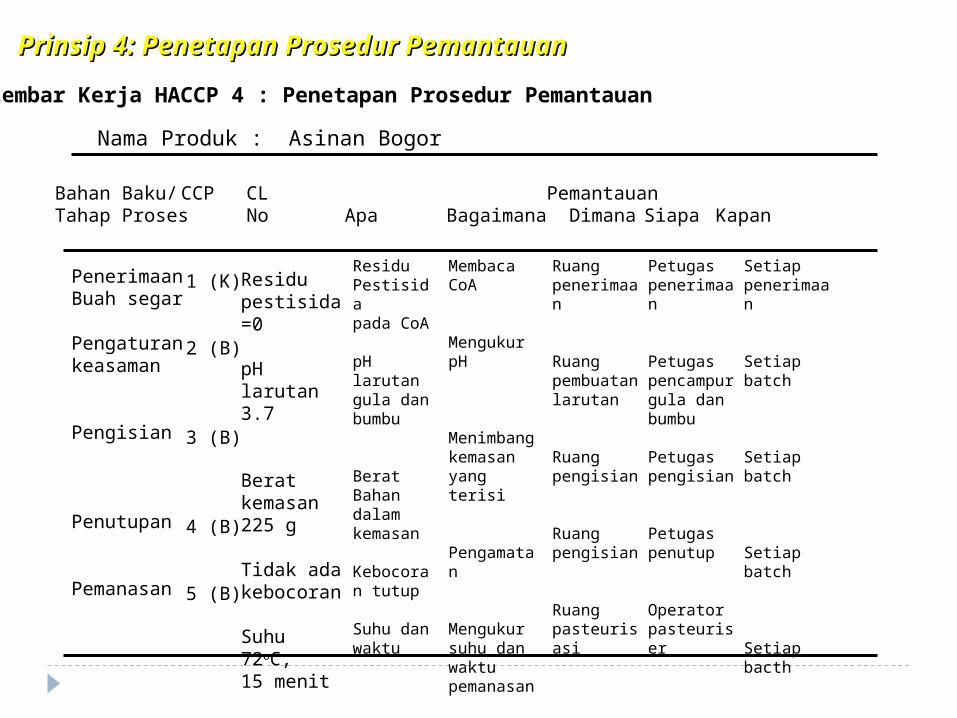
Prinsip 4: Penetapan Prosedur PemantauanPrinsip 4: Penetapan Prosedur PemantauanLembar Kerja HACCP 4 : Penetapan Prosedur Pemantauan
PemantauanApa Bagaimana Dimana Siapa Kapan
ResiduPestisida pada CoA
pH larutan gula dan bumbu
Berat Bahan dalam kemasan
Kebocoran tutup
Suhu dan waktu
Bahan Baku/ CCP CLTahap ProsesNo
Membaca CoA
Mengukur pH
Menimbang kemasan yang terisi
Pengamatan
Mengukur suhu dan waktu pemanasan
Ruang penerimaan
Ruang pembuatan larutan
Ruang pengisian
Ruang pengisian
Ruang pasteurisasi
Petugas penerimaan
Petugas pencampur gula dan bumbu
Petugas pengisian
Petugas penutup
Operator pasteuriser
Setiap penerimaan
Setiap batch
Setiap batch
Setiap batch
Setiapbacth
Penerimaan Buah segar
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
1 (K)
2 (B)
3 (B)
4 (B)
5 (B)
Residu pestisida=0
pH larutan 3.7
Berat kemasan 225 g
Tidak ada kebocoran
Suhu 72oC, 15 menit
Nama Produk : Asinan Bogor
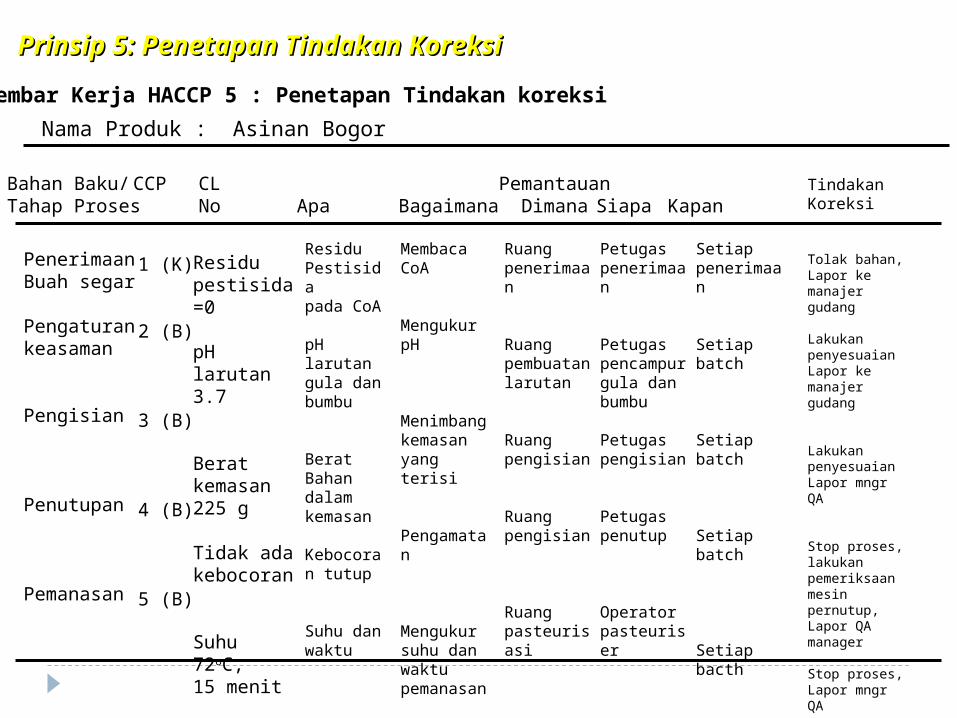
Prinsip 5: Penetapan Tindakan KoreksiPrinsip 5: Penetapan Tindakan KoreksiLembar Kerja HACCP 5 : Penetapan Tindakan koreksi
PemantauanApa Bagaimana Dimana Siapa Kapan
ResiduPestisida pada CoA
pH larutan gula dan bumbu
Berat Bahan dalam kemasan
Kebocoran tutup
Suhu dan waktu
Bahan Baku/ CCP CLTahap ProsesNo
Membaca CoA
Mengukur pH
Menimbang kemasan yang terisi
Pengamatan
Mengukur suhu dan waktu pemanasan
Ruang penerimaan
Ruang pembuatan larutan
Ruang pengisian
Ruang pengisian
Ruang pasteurisasi
Petugas penerimaan
Petugas pencampur gula dan bumbu
Petugas pengisian
Petugas penutup
Operator pasteuriser
Setiap penerimaan
Setiap batch
Setiap batch
Setiap batch
Setiapbacth
Penerimaan Buah segar
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
1 (K)
2 (B)
3 (B)
4 (B)
5 (B)
Residu pestisida=0
pH larutan 3.7
Berat kemasan 225 g
Tidak ada kebocoran
Suhu 72oC, 15 menit
TindakanKoreksi
Tolak bahan,Lapor ke manajer gudang
Lakukan penyesuaianLapor ke manajer gudang
Lakukan penyesuaianLapor mngr QA
Stop proses, lakukan pemeriksaan mesin pernutup,Lapor QA manager
Stop proses,Lapor mngr QA
Nama Produk : Asinan Bogor
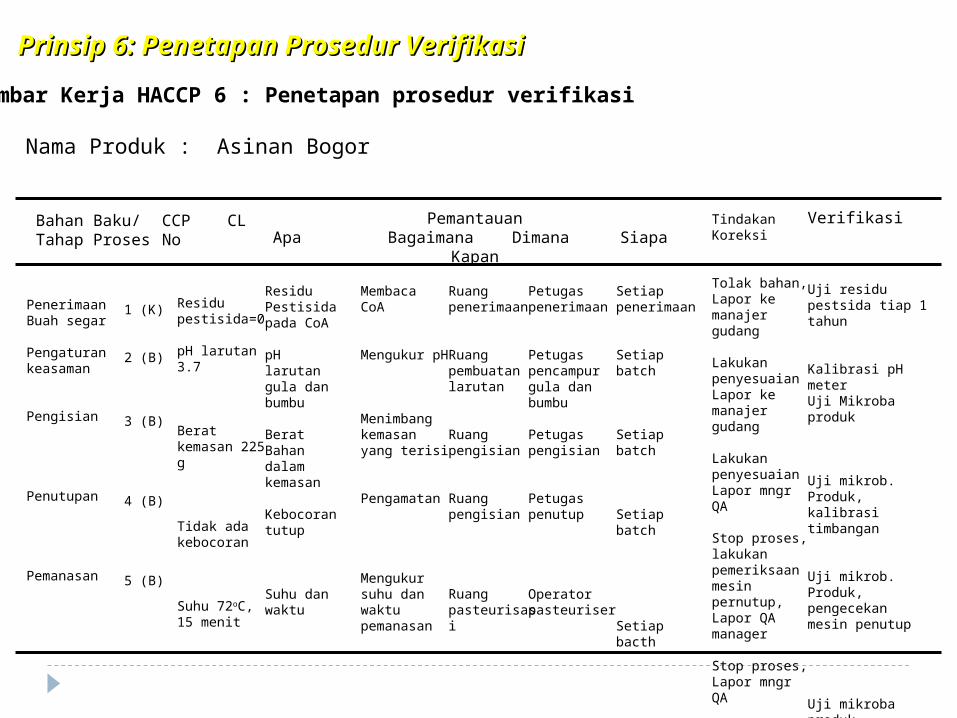
Prinsip 6: Penetapan Prosedur VerifikasiPrinsip 6: Penetapan Prosedur VerifikasiLembar Kerja HACCP 6 : Penetapan prosedur verifikasi
PemantauanApa Bagaimana Dimana Siapa
KapanResiduPestisida pada CoA
pH larutan gula dan bumbu
Berat Bahan dalam kemasan
Kebocoran tutup
Suhu dan waktu
Bahan Baku/ CCP CLTahap Proses No
Membaca CoA
Mengukur pH
Menimbang kemasan yang terisi
Pengamatan
Mengukur suhu dan waktu pemanasan
Ruang penerimaan
Ruang pembuatan larutan
Ruang pengisian
Ruang pengisian
Ruang pasteurisasi
Petugas penerimaan
Petugas pencampur gula dan bumbu
Petugas pengisian
Petugas penutup
Operator pasteuriser
Setiap penerimaan
Setiap batch
Setiap batch
Setiap batch
Setiapbacth
Penerimaan Buah segar
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
1 (K)
2 (B)
3 (B)
4 (B)
5 (B)
Residu pestisida=0
pH larutan 3.7
Berat kemasan 225 g
Tidak ada kebocoran
Suhu 72oC, 15 menit
TindakanKoreksi
Tolak bahan,Lapor ke manajer gudang
Lakukan penyesuaianLapor ke manajer gudang
Lakukan penyesuaianLapor mngr QA
Stop proses, lakukan pemeriksaan mesin pernutup,Lapor QA manager
Stop proses,Lapor mngr QA
Verifikasi
Uji residu pestsida tiap 1 tahun
Kalibrasi pH meterUji Mikroba produk
Uji mikrob. Produk, kalibrasi timbangan
Uji mikrob. Produk, pengecekan mesin penutup
Uji mikroba produk,Kalibrasi pasteuriser

Nama Produk : Asinan Bogor
Prinsip 7: Penetapan Dokumentasi dan Prinsip 7: Penetapan Dokumentasi dan RekamanRekaman
Lembar Kerja HACCP 7 : Penetapan Dokumentasi dan rekaman
PemantauanApa Bagaimana Dimana Siapa
KapanResiduPestisida pada CoA
pH larutan gula dan bumbu
Berat Bahan dalam kemasan
Kebocoran tutup
Suhu dan waktu
Bahan Baku/ CCP CLTahap Proses No
Membaca CoA
Mengukur pH
Menimbang kemasan yang terisi
Pengamatan
Mengukur suhu dan waktu pemanasan
Ruang penerimaan
Ruang pembuatan larutan
Ruang pengisian
Ruang pengisian
Ruang pasteurisasi
Petugas penerimaan
Petugas pencampur gula dan bumbu
Petugas pengisian
Petugas penutup
Operator pasteuriser
Setiap penerimaan
Setiap batch
Setiap batch
Setiap batch
Setiapbacth
Penerimaan Buah segar
Pengaturan keasaman
Pengisian
Penutupan
Pemanasan
1 (K)
2 (B)
3 (B)
4 (B)
5 (B)
Residu pestisida=0
pH larutan 3.7
Berat kemasan 225 g
Tidak ada kebocoran
Suhu 72oC, 15 menit
TindakanKoreksi
Tolak bahan,Lapor ke manajer gudang
Lakukan penyesuaianLapor ke manajer gudang
Lakukan penyesuaianLapor mngr QA
Stop proses, lakukan pemeriksaan mesin pernutup,Lapor QA manager
Stop proses,Lapor mngr QA
Verifikasi
Uji residu pestsida tiap 1 tahun
Kalibrasi pH meterUji Mikroba produk
Uji mikrob. Produk, kalibrasi timbangan
Uji mikrob. Produk, pengecekan mesin penutup
Uji mikroba produk,Kalibrasi pasteuriser
Dokumen-tasi
Buku log penerimaan,
Buku log pengukuran pHDok kalibarsi pH meter
Buku log pengukuran berat
Buku log penutupan
Buku log suhu dan waktu

Thank You