makalah susu kental manis
TRANSCRIPT
TEKNOLOGI PENGOLAHAN SUSU
“SUSU KENTAL MANIS”
Disusun Oleh :
Kelompok 4
1. Alif Laila Inayati A. H0910006
2. Bawani Hindami M. H0910020
3. Nurila Ciptaning S. H0910054
4. Restio Rahadyan M.P. H0910061
5. Sarah Giovani H0910067
6. Tri Wigati H0910071
ILMU DAN TEKNOLOGI PANGAN
FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET
SURAKARTA
2013
SUSU KENTAL MANIS
A. SEJARAH SUSU KENTAL MANIS
Sweetened condensed milk atau lebih dikenal dalam bahasa Indonesia
susu kental manis adalah produk hasil olahan susu yang sudah dikenal cukup
lama setelah keju dan yoghurt. Susu Kental Manis (SKM) pertama kali
diproduksi di Amerika pada abad ke-18, dan karena sifatnya yang tahan lama,
pada saat itu banyak dipakai untuk konsumsi tentara Amerika yang sedang
terlibat perang saudara. Pada saat itu SKM diproduksi dengan cara
mengevaporasi air dari susu segar secara vakum sebanyak 50% dari total
kandungan air di dalam susu segar, kemudian ditambahkan gula sebanyak 45-
50% sebagai pengawet.
Kandungan gula (sukrosa) yang tinggi di dalam SKM (rasio sukrosa
dalam air, 62,5-64%) menjadikan SKM memiliki umur simpan yang lama,
yaitu 12 bulan dalam kemasan tertutup. Karena umur simpan yang lama
tersebut, dan penyimpanannya cukup di suhu ruang, SKM menjadi solusi
produk olahan susu yang mudah didistribusikan di negara-negara tropis seperti
Indonesia.
Industri SKM modern pertama di Indonesia didirikan pada tahun 1967
yang memproduksi SKM dengan teknologi rekombinasi (bukan dari susu
segar). Teknologi rekombinasi sendiri secara pionir dikembangkan oleh
peneliti-peneliti CSIRO (Commonwealth Scientific and Industrial Research
Organization) di Australia sebagai solusi mengatasi produksi susu segar yang
melimpah di negaranya, sementara di belahan dunia tropis terjadi kelangkaan
bahan baku susu segar. Sejak tahun 1970-an, teknologi rekombinasi menjadi
sangat populer di negara-negara Asia Tenggara seperti Indonesia, Malaysia,
Filipina, Thailand, Srilangka, dan sebagainya untuk memproduksi segala
macam jenis produk susu seperti susu kental manis, susu evaporasi, susu cair
steril, bahkan susu bubuk. Selanjutnya teknologi rekombinasi merambah ke
Timur Tengah dan sekarang ke daratan Cina.
Di negara asalnya, yaitu Amerika dan juga negara-negara maju lainnya,
life cycle SKM sudah dianggap pada tahap declining, artinya potensi pasarnya
tidak berkembang bahkan cenderung turun. Sebagian kecil masyarakat masih
mengkonsumsi susu kental manis sebagai dessert, tea sweetener atau coffee
whitener. Hal ini karena susu kental manis dianggap rendah gizi dan terlalu
banyak mengandung gula. Kondisi ini sangat berbeda dengan di Indonesia
atau negara-negara berkembang lainnya yang sebagian besar masih
mengkonsumsi SKM sebagai minuman susu.
Pada tahun 1990-an pernah diprediksi bahwa pasar SKM di Indonesia
akan declining. Tapi sampai saat ini ternyata pasarnya terus tumbuh. Menurut
survei yang dilakukan oleh Euromonitor pada Maret 2006, pasar susu di
Indonesia masih menunjukkan kecenderungan meningkat sampai dengan
tahun 2010, termasuk SKM yang menunjukkan pertumbuhan 8-10% setiap
tahun. Pertumbuhan pasar SKM yang relatif stabil ini diduga karena masih
rendahnya daya beli konsumen masyarakat Indonesia akan produk-produk
susu. Sampai saat ini SKM masih dianggap sebagai produk susu yang murah
(Oktaviani, 2011).
B. SUSU KENTAL MANIS
Menurut Standar nasional Indonesia (SNI) susu kental manis
didefinisikan sebagai produk susu berbentuk cairan kental yang diperoleh
dengan menghilangkan air dari campuran susu segar dan gula atau dengan
rekonstitusi (pelarutan/pencampuran) susu bubuk dengan penambahan gula
dengan atau tanpa penambahan bahan pangan lain dan bahan tambahan
pangan yang diijinkan. Standar Susu Kental Manis berdasarkan Codex STAN
282-1971 dan SNI 2971 : 2011 menguraikan syarat mutu dan cara uji susu
kental manis. Syarat mutu susu kental manis : air (20-30%), bahan kering (70-
80%), abu (1,5-2,2%), lemak (8-10%), protein (7-10%), laktosa (10-14%),
sakarosa (42-48%), bahan pengawet (negatif), logam berbahaya (negatif),
bakteri (negatif).
Susu Kental Manis (SKM) merupakan susu segar atau susu evaporasi
yang telah dipekatkan dengan menguapkan sebagian airnya dan ditambahkan
sukrosa sebagai pengawet. Akibat penambahan gula, susu kental manis
memiliki aw sekitar 0,83 (Oliveira et al. 2009) atau aw < 0,86 (0,80-0,85)
(Beutler dan Groux, 2008) sehingga menghambat pertumbuhan kebanyakan
jenis kapang (Penicillium mikotoksigenik) dan kebanyakan Saccharomyces
spp. (S. bailii, Derbayomyces) (Taoukis dan Richardson, 2007).
Berbagai teknik pengolahan dilakukan untuk memperpanjang umur
simpan susu. Salah satu teknik pengolahan yang digunakan adalah
mengurangi kadar air dan aktivitas air (aw) melalui pemekatan susu (Oliveira
et al. 2009). Produk hasil pemekatan susu disebut susu kental. Menurut
Oliveira et al. (2009), susu kental terdiri atas dua tipe, yaitu susu kental tidak
manis (unsweetened condensed milk) dan susu kental manis (sweetened
condensed milk). Susu kental tidak manis sering disebut juga double
concentrated milk atau evaporated milk. Susu kental tidak manis merupakan
produk susu sterilisasi yang memiliki warna cerah dan terlihat seperti krim.
Dalam Industri dikenal pembagian Susu Kental Manis sebagai berikut :
1. Susu Kental Manis (Full Cream)
Susu kental manis jenis ini dibuat dari susu segar dengan penambahan
gula dan dihilangkan sebagian airnya atau dapat juga dibuat dari campuran
susu bubuk dengan gula dan bahan tambahan pangan lain yang diijinkan.
Kadar lemaknya minimal 8% tanpa ada penambahan lemak atau minyak
nabati. Kadar proteinnya yang lebih tinggi dari jenis yang lain (standar
protein menurut SNI SKM, minimal 6,5%) membuat produk ini cocok
dikonsumsi sebagai minuman susu. Varian rasa yang biasa ditemukan
pada susu kental manis adalah plain (putih) dan cokelat.
2. Susu Kental Manis Lemak Nabati
Kini telah banyak tersedia dipasaran produk susu jenis ini. Susu kental
manis lemak nabati dibuat dari susu segar yang ditambahkan gula, diganti
sebagian lemaknya dengan lemak nabati yang kemudian dihilangkan
sebagian airnya. Atau dapat juga dibuat dari campuran susu bubuk dengan
gula dan diganti sebagian lemaknya dengan lemak nabati. Penggantian
sebagian lemaknya dengan lemak nabati memungkinkan konsumen
mendapat asupan lemak tidak jenuh dari lemak nabati yang baik bagi
kesehatan.
3. Susu Skim Kental Manis
Produk susu jenis ini masih jarang beredar di pasar di Indonesia. Susu
skim kental manis merupakan cairan kental yang dibuat dengan
menghilangkan sebagian air dari susu skim yang telah ditambah gula
hingga kepekatan tertentu. Kadar lemaknya sangat rendah. Kadar lemak
yang diperbolehkan untuk produk susu yang satu ini maksimal 1%, sangat
rendah bila dibandingkan dengan jenis susu kental manis lainnya. Bagi
konsumen yang ingin membatasi asupan lemak hariannya, produk ini
dapat menjadi salah satu pilihan namun masih jarang di Indonesia.
4. Krimer Kental Manis
Produk lainnya yang serupa dengan SKM adalah Krimer Kental Manis
(KKM). Berdasarkan kategori Pangan BPOM No.HK.00.05.52.4040
krimer kental manis merupakan cairan kental yang diperoleh dengan
menghilangkan sebagian air dari campuran susu segar, gula dan lemak
nabati/minyak nabati atau dari hasil pelarutan campuran susu bubuk
dengan penambahan gula dan lemak nabati. Tidak ada standar minimal
protein dan lemak untuk krimer kental manis sehingga masih banyak
kemungkinan inovasi yang dapat dimunculkan dari produk ini. Rasa
krimer kental manis lebih beragam ketimbang produk susu kental manis.
Kini dapat ditemukan di pasaran krimer kental manis dengan rasa keju
(Saragih, 2012).
C. BAHAN PEMBUATAN SUSU KENTAL MANIS
Susu kental manis dan krimer kental manis terlihat seperti produk yang
sama, walau sebenarnya berbeda dari segi komposisi. Bahan baku susu kental
manis biasanya terdiri dari gula, susu bubuk/susu segar, susu skim bubuk,
lemak susu, laktosa, dan dapat juga difortifikasi dengan vitamin dan mineral.
Sedangkan susu kental manis lemak nabati terdiri dari bahan baku yang
berupa gula, susu bubuk/susu segar, lemak nabati, penstabil, perisa, vitamin
dan mineral. Penambahan lemak nabati pada susu kental manis lemak nabati
berfungsi sebagai pengganti sebagian lemak dari susu kental manis, sedangkan
produk krimer kental manis menggunakan lemak nabati sebagai sumber lemak
produk tersebut karena krimer kental manis lebih ditujukan sebagai topping
atau pelengkap makanan lain. Fungsi penambahan gula pada Susu kental
Manis selain sebagai pemberi rasa manis juga sebagai pengawet untuk
mencegah terjadinya pembusukan dengan menurunkan ketersediaan air bebas
yang menjadi penunjang kehidupan mikroba pembusuk. Biasanya kadar gula
dalam SKM dan KKM sekitar 43-47%. Hampir setengah dari komposisi
sekaleng SKM atau KKM merupakan gula. Kandungan gula yang tinggi di
dalam SKM menjadikan SKM memiliki umur simpan yang panjang, hingga
12 bulan dalam kemasan tertutup pada suhu ruang.
Bahan-bahan yang digunakan dalam pembuatan susu kental manis
rekonstitusi antara lain susu segar, susu bubuk skim, gula pasir, lemak susu
(anhidrous milk fat), vitamin A, vitamin B1, vitamin D3, serta laktosa. Bahan
baku utama yang digunakan memiliki persyaratan kandungan air dan total
solid dimana secara umum sama dengan persyaratan susu bubuk.
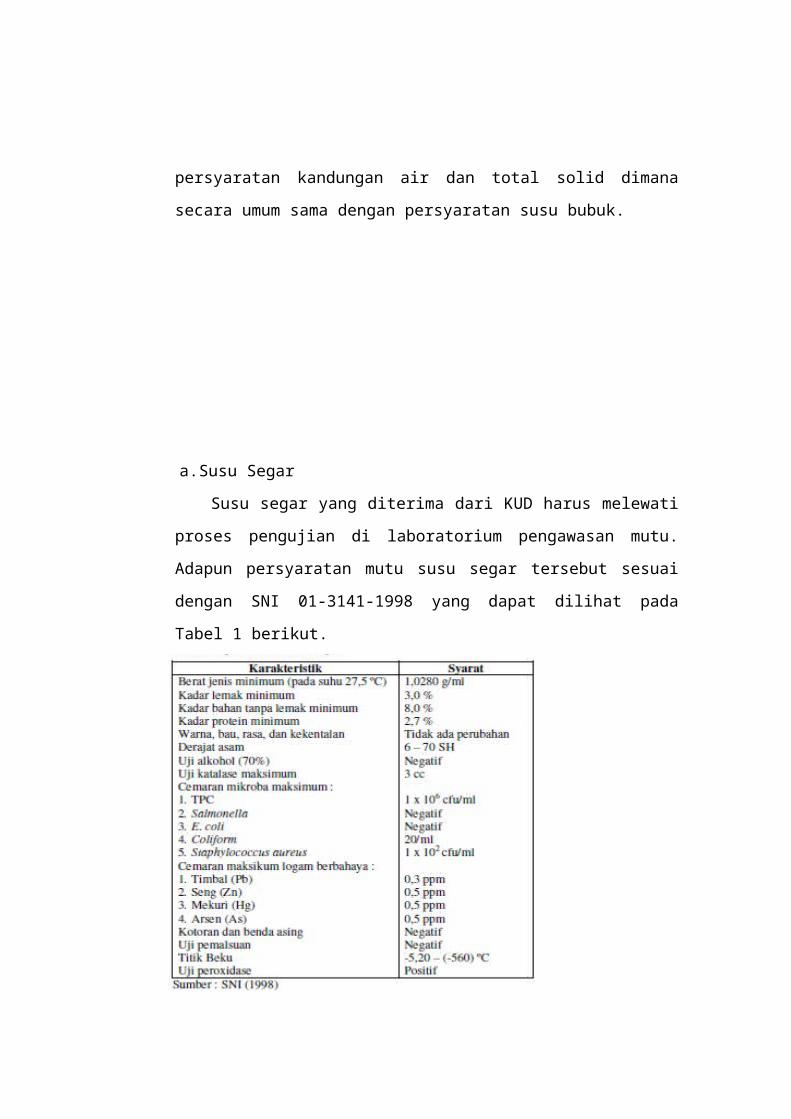
a. Susu Segar
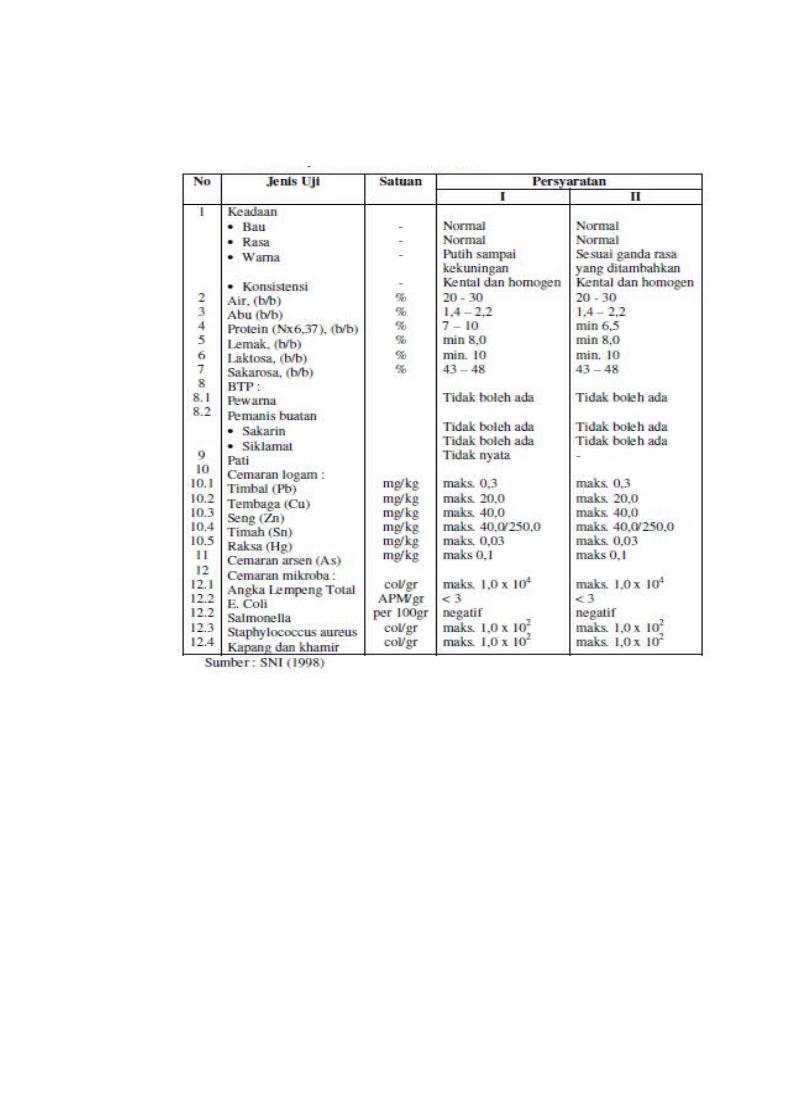
Susu segar yang diterima dari KUD harus melewati proses pengujian di
laboratorium pengawasan mutu. Adapun persyaratan mutu susu segar tersebut
sesuai dengan SNI 01-3141-1998 yang dapat dilihat pada Tabel 1 berikut.
Apabila hasil pemeriksaan menyatakan susu segar telah memenuhi
syarat maka susu tersebut dialirkan melalui pipa ke dalam tanki penyimpanan
bersuhu sekitar 4 C. Tujuan penyimpanan dalam tanki pendingin ini adalah
untuk menurunkan suhu susu menjadi di bawah 10 C sehingga dapat
menghambat pertumbuhan bakteri. Susu segar yang berasal dari peternak
umumnya mempunyai mutu yang tidak seragam sehingga perlu dilakukan
pemeriksaan kandungan lemak dan total padatan. Berdasarkan hasil
pemeriksaan tersebut, dilakukan standardisasi bahan baku agar dapat
menghasilkan produk SKM dengan mutu yang seragam. Standardisasi susu
segar dilakukan dengan cara menambahkan BMP (Butter Milk Powder) dan
Palm Oil untuk meningkatkan kandungan lemak, dan menambahkan SMP
(Skim Milk Powder) untuk meningkatkan total padatan. Departemen Produk
Powder & Fresh Milk Receiving mengolah susu segar yang diperoleh dari
berbagai KUD menjadi susu pasteurisasi, susu evaporasi, dan susu skim Skim
susu digunakan dalam pembuatan susu kental manis, sedangkan krim susu
digunakan dalam pembuatan produk butter. Bahan baku pembuatan SKM
tidak harus menggunakan susu segar, karena SKM dapat dibuat dengan
menggunakan susu pasteurisasi, susu evaporasi, atau air tergantung pada
persediaan yang ada.
SMP atau susu bubuk skim yang digunakan dalam pembuatan SKM
berasal dari susu skim yang dikeringkan dengan spray drier. Susu skim ini
diperoleh melalui pemisahan skim dan krim dari susu segar menggunakan
cream separator. Susu bubuk skim ini digunakan untuk menambah total
padatan dalam produk SKM yang dihasilkan. Berdasarkan tingkat mutunya,
SMP dibagi menjadi 3 yaitu grade A untuk SMP yang paling baik karena
memiliki ketahanan panas tinggi dan viskositas rendah, grade B untuk mutu
SMP sedang, dan grade C untuk mutu SMP yang paling rendah dengan
viskositas tinggi. Viskositas bahan baku yang tinggi tidak diinginkan dalam
pembuatan 16 SKM karena dapat menyebabkan produk SKM yang dihasilkan
menjadi keras. Adanya perbedaan viskositas pada SMP tersebut disebabkan
oleh ada tidaknya perlakuan pemanasan pendahuluan pada bahan baku SMP
(yaitu susu segar). Karena pembuatan SMP melibatkan panas pada proses
pengeringannya, maka hal ini berkaitan dengan perbedaan kestabilan panas
SMP tersebut. Pada SMP yang berasal dari susu yang mengalami pemanasan
pendahuluan, serum protein telah mengalami denaturasi terlebih dahulu ketika
dilakukan pemanasan pendahuluan dan bergabung dengan misel kasein
sehingga tidak terbentuk ”gel” pada akhir prosesnya. Hal ini menyebabkan
viskositas SMP tidak meningkat ketika diberi perlakuan panas pada proses
selanjutnya. Sebaliknya, SMP yang tebuat dari susu tanpa pemanasan
pendahuluan akan memiliki viskositas yang lebih tinggi ketika diberi
perlakuan panas pada proses selanjutnya. Pada penyimpanannya, SMP dijaga
agar tidak menggumpal. Penggumpalan tersebut disebabkan oleh sifat SMP
yang higroskopis (mudah menyerap air). Bahan pengemas SMP berupa kertas
sack sebagai kemasan sekunder dan plastik sebagai kemasan primernya.
Fungsi plastik ini adalah untuk mencegah masuknya air ke dalam SMP.
Produk SMP yang menggumpal tidak dapat digunakan dalam proses
pengolahan SKM. Oleh karena itu, SMP harus disimpan dalam gudang yang
kering pada suhu kamar.
b. Whey Powder
WP adalah produk yang diperoleh dari hasil samping pembuatan
keju. Setelah rennet (enzim yang dihasilkan oleh lambung anak sapi)
ditambahkan pada susu (bahan baku pembuatan keju), maka kasein pada
susu akan terkoagulasi dan membentuk churd yang terpisah dari fase
cairnya. Lapisan churd digunakan selanjutnya untuk proses pembuatan
keju, sedangkan hasil samping berupa fase cair inilah yang disebut dengan
whey yang mengandung beberapa komponen susu, antara lain air, laktosa,
albumin, dan abu. Whey yang digunakan pada proses pembuatan SKM
berbentuk bubuk (powder) setelah melewati proses pengeringan dengan
menggunakan vaccum oven atau spray dryer. Whey powder (WP)
digunakan untuk menambah kandungan protein pada produk SKM yang
dihasilkan.
c. Lemak
Lemak digunakan untuk menambah jumlah total lemak di dalam
SKM. Jumlah lemak yang ditambahkan dalam pembuatan SKM
menentukan kualitas produk akhir yang dihasilkan. Lemak yang digunakan
dalam pembuatan SKM antara lain lemak nabati (Palm Oil) dan lemak
hewani (Butter Milk Powder). Lemak hewani (Butter Milk Powder) dan
lemak nabati (Palm Oil) ini digunakan untuk menambah kandungan lemak
dalam produk SKM. Butter Milk Powder adalah hasil separasi dari krim
evaporasi atau hasil samping pembuatan mentega yang dikeringkan
menggunakan spray drier. Palm oil merupakan minyak goreng yang telah
mengalami proses netralisasi, penghilangan warna dan bau. Alasan
penggunaan minyak nabati dalam pembuatan SKM yaitu harga yang lebih
murah dan lebih disukai oleh masyarakat Indonesia dibandingkan lemak
hewani. Palm oil juga digunakan untuk melarutkan vitamin A dan D3 yang
ditambahkan ke dalam produk SKM. Butter Milk Powder (BMP)
merupakan hasil pemisahan dari krim evaporasi atau hasil samping
pembuatan mentega yang dikeringkan menggunakan spray drying. Fungsi
BMP adalah untuk menambah kadar lemak dan total padatan pada proses
pembuatan produk susu olahan. BMP mengandung fosfolipid dalam
jumlah yang tinggi dan merupakan sumber lemak hewani pada proses
pembuatan SKM (Deeth dan Hartanto, 2009).
Minyak sawit (palm oil) merupakan sumber lemak pada susu kental
manis yang berasal dari tumbuhan. Minyak sawit ditambahkan dalam
pembuatan SKM untuk mencapai kadar lemak yang diinginkan. Jenis
lemak ini dipilih sebagai pengganti lemak susu karena lebih ekonomis,
memiliki sifat yang serupa dengan lemak susu, dan lebih disukai oleh
masyarakat Indonesia. Selain itu, minyak sawit juga berfungsi sebagai
pelarut vitamin A dan D3 yang ditambahkan dalam pembuatan susu kental
manis. Anhydrous Milk Fat (AMF) merupakan produk lemak susu murni
yang diperoleh dari susu segar, krim, atau mentega tanpa tambahan
penetral (Bylund, 2003). AMF berfungsi sebagai sumber lemak dalam
pembuatan SKM (Bylund, 2003).
d. Gula Pasir
Gula yang digunakan dalam pembuatan SKM adalah gula pasir atau
sukrosa. Fungsi gula dalam pembuatan SKM adalah memberikan rasa
manis, meningkatkan viskositas, dan meningkatkan umur simpan. Gula
mempunyai sifat higroskopis sehingga mampu menyerap kandungan air
pada produk SKM. Sifat higroskopis yang dimiliki oleh gula mampu
menghasilkan tekanan osmosis yang tinggi, sehingga menyebabkan
terjadinya dehidrasi pada sel mikroorganisme. Sifat tersebut dapat
menghambat tumbuhnya bakteri dan fermentasi pada produk SKM.
e. Air
Air merupakan bahan baku yang dapat digunakan sebagai pengganti
susu segar dalam pembuatan SKM apabila persediaan susu segar baik susu
pasteurisasi atau susu evaporasi tidak ada. SKM yang dibuat dengan
menggunakan bahan baku air disebut sebagai produk “fully recombined”,
sedangkan produk yang dibuat dari bahan baku susu segar disebut sebagai
“semi recombined”. Air tersebut sebelum digunakan harus melewati
beberapa rangkaian proses yang disebut “water treatment”. Tahap
pertama, air dari sumur dipompa ke bak penampungan air sumur dengan
kapasitas 100 m3, kemudian air tersebut dipompa ke dalam tanki sand
filter yang berisi pasir dan koral. Tanki sand filter ini dibersihkan
seminggu sekali dengan cara back wash yaitu mengalirkan air pencuci
dengan arah berlawanan dari bawah ke atas. Tahap kedua, air dari filter
tank dipompakan ke tanki softener yang berisi kation resin yang berfungsi
untuk mengangkap logam-logam Ca dan Mg yang terdapat dalam air sadah
melalui pertukaran ion Na pada resin. Selanjutnya air dimasukkan ke
dalam bak penampungan air bersih dan siap untuk digunakan.
Bahan Baku Penunjang
Fungsi dari bahan penunjang ini adalah untuk menghasilkan produk
SKM bermutu baik, kandungan gizi yang cukup tinggi, dan lebih tahan
lama.
a. VitaminVitamin A dan D3 merupakan vitamin yang larut dalam lemak.
Vitamin A yang digunakan berada dalam bentuk vitamin A palmitat
(trans-retinyl palmitate). Hal ini disebabkan bentuk ester vitamin A
palmitat tersebut memiliki kestabilan dan kelarutan yang tinggi dalam
lemak. Vitamin A dan vitamin D3 disimpan dalam botol yang
ditambahkan α-tocopherol untuk menstabilkan vitamin tersebut selama
penyimpanan. Selain vitamin larut lemak, produk SKM juga
ditambahkan vitamin B1 yang larut air. Vitamin B1 yang digunakan
berada dalam bentuk vitamin B1 Hydrochloride berupa bubuk berwarna
putih.
b. Antioksidan
Produk SKM dan KKM merupakan produk yang banyak
mengandung lemak, sehingga perlu ditambahkan antioksidan untuk
mencegah ketengikan produk. Jenis antioksidan yang digunakan adalah
tocopherol. Tocopherol (vitamin E) memiliki aktivitas antioksidan
karena dapat mendonorkan protonnya (H+) untuk berikatan dengan
radikal bebas sehingga oksidasi dapat terhambat.
c. LaktosaLaktosa atau gula susu adalah karbohidrat utama yang terdapat
dalam susu. Laktosa tidak semanis gula tebu dan mempunyai daya larut
hanya sekitar 20 persen pada suhu kamar (Buckle et al., 1987).
Pembentukan kristal laktosa yang berukuran besar (kasar) pada
beberapa produk susu dikenal dengan istilah sandiness (berpasir).
Laktosa ditambahkan pada awal dan akhir proses pembuatan SKM.
Laktosa jenis edible lactose ditambahkan pada tahap awal proses
pembuatan SKM. Laktosa jenis ini berfungsi untuk mengurangi atau
menstandarisasi kadar protein. Laktosa jenis seeding lactose
ditambahkan pada akhir proses pembuatan SKM. Laktosa jenis seeding
lactose berfungsi untuk mencegah kristalisasi susu yang tidak beraturan
dengan cara mengkristalisasi susu dalam kristal-kristal kecil sehingga
rasanya tidak berpasir (sandiness) (Oktaviani, 2011).
Penambahan laktosa dilakukan pada tahap akhir proses yaitu saat
produk berada di dalam Vacuum Cooler. Fungsi penambahan laktosa
adalah untuk menghilangkan kesan berpasir pada produk SKM yang
disebabkan oleh kristalisasi laktosa. Laktosa yang digunakan pada
pembuatan SKM terlebih dahulu melewati proses lactose grinding,
yaitu penggilingan laktosa, kemudian disterilisasi untuk mencegah
kontaminasi produk SKM oleh laktosa.
d. FlavorFlavor adalah bahan yang digunakan untuk mempertegas cita rasa
produk. Flavor yang digunakan dalam pembuatan SKM yaitu flavor
krim dan flavor condensed milk.
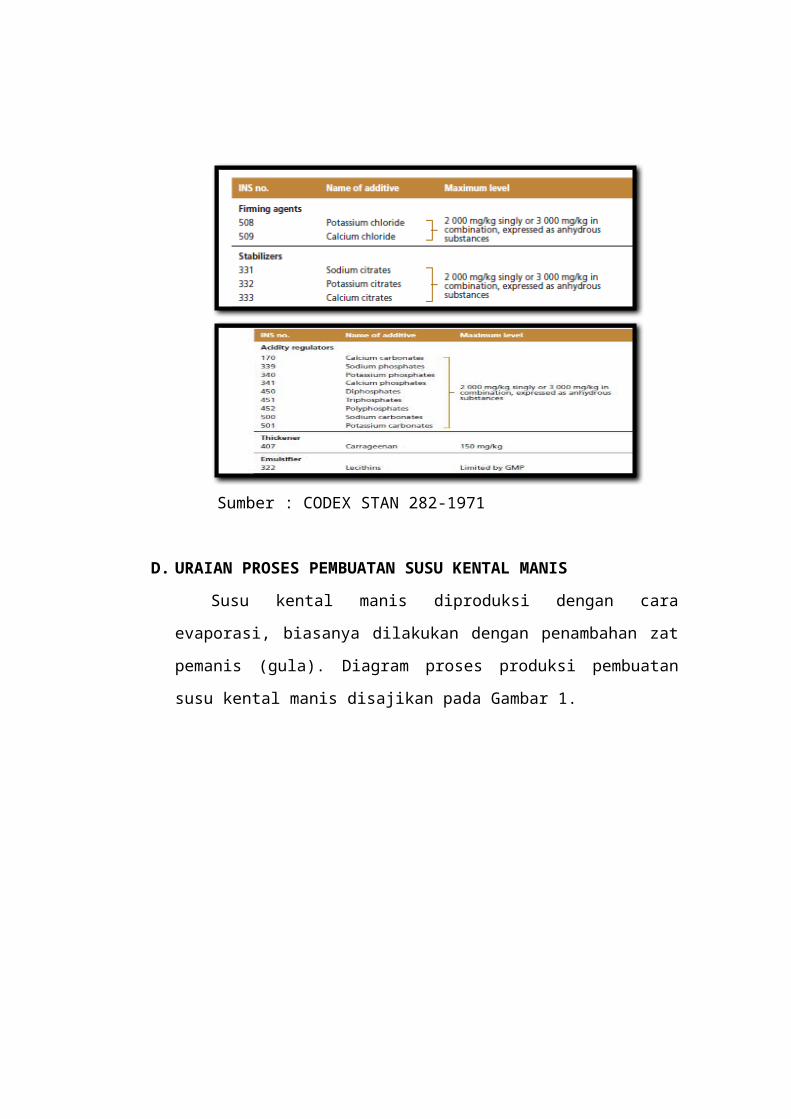
e. Food Additive
Sumber : CODEX STAN 282-1971
D. URAIAN PROSES PEMBUATAN SUSU KENTAL MANIS
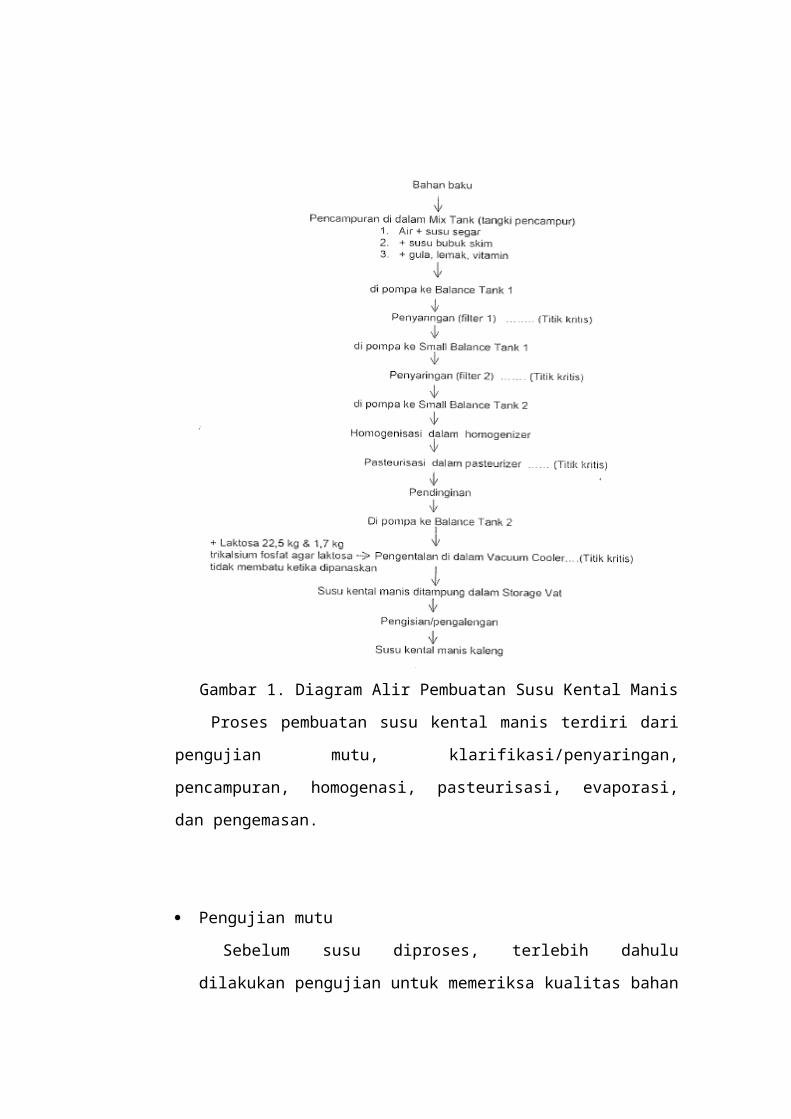
Susu kental manis diproduksi dengan cara evaporasi, biasanya dilakukan
dengan penambahan zat pemanis (gula). Diagram proses produksi pembuatan
susu kental manis disajikan pada Gambar 1.
Gambar 1. Diagram Alir Pembuatan Susu Kental Manis
Proses pembuatan susu kental manis terdiri dari pengujian mutu,
klarifikasi/penyaringan, pencampuran, homogenasi, pasteurisasi, evaporasi,
dan pengemasan.
Pengujian mutu
Sebelum susu diproses, terlebih dahulu dilakukan pengujian untuk
memeriksa kualitas bahan baku meliputi rasa, kandungan bakteri dan
komposisi protein dan lemak. Setelah susu dinyatakan memenuhi kualitas
yang disyaratkan, proses selanjutnya adalah penyaringan.
Penyaringan (penjernihan)
Proses penyaringan bertujuan memisahkan benda-benda pengotor susu
serta menghilangkan sebagian lekosit dan bakteri yang dapat
menyebabkan kerusakan susu selama penyimpanan.
Pencampuran
Bahan baku yang dipakai adalah air atau susu segar (jika semi
rekombinasi) kemudian bahan-bahan bubuk seperti susu bubuk skim,
tepung whey (untuk KKM banyak menggunakan tepung whey karena lebih
murah), gula dan coklat bubuk (untuk yang rasa coklat), terakhir adalah
lemak (baik lemak susu maupun lemak nabati). Semua bahan ini harus
dicampurkan pada suhu 50-55oC dalam mixer berkecepatan tinggi (turbo
mixer) karena total padatan pada tahap mixing ini sudah mencapai 68-70%.
Homogenisasi
Proses homogenisasi dilakukan dalam mesin single stage homogenizer
untuk memecah globula lemak menjadi berukuran maksimal 2 mikron.
Tekanan yang diaplikasikan dalam proses homogenisasi ini berbeda-beda
sesuai dengan formulasi dan kandungan lemak tetapi pada umumnya
berkisar antara 700-1.100 psi (lbs/inch2). Tujuan homogenisasi untuk
menyeragamkan ukuran lemak dan mencegah berkumpulnya partikel
lemak yang berukuran besar.
Pasteurisasi
Setelah dihomogenisasi, dilanjutkan pasteurisasi pada suhu 85-90oC
selama 30 detik. Pasteurisasi dilakukan dengan melewatkan produk pada
Plate Heat Exchanger untuk membunuh mikroba pembusuk sehingga
produk aman dikonsumsi. Proses pasteurisasi bertujuan membunuh bakteri
patogen. Teknis pasteurisasi dapat dilakukan melalui 2 (dua) cara yaitu
High Temperature Short Time (HTST) yaitu pasteurisasi dilakukan pada
suhu tinggi dengan waktu yang sangat pendek dan Low Temperature Long
Time (LTLT) pasteurisasi dilakukan pada suhu rendah dengan waktu yang
cukup lama.
Evaporasi
Evaporasi bertujuan untuk mengurangi kandungan air dengan failing
film yaitu alat evaporasi yang memungkinkan penguapan terjadi secara
tepat sehingga waktu kontak dengan media pemanas menjadi singkat. Alat
pemanas yang digunakan adalah steam yang bekerja pada tekanan vakum,
sehingga penguapan air dalam susu dapat berlangsung pada temperatur
yang tidak terlalu tinggi agar tidak merusak susu (Deputi MENLH, 2006).
Proses evaporasi dilakukan pada kondisi vakum, pada saat ini
ditambahkan butiran laktosa untuk seeding. Proses seeding laktosa ini
harus pada suhu yang tepat, yaitu suhu pada saat terjadinya kristalisasi
laktosa karena lewat jenuh (supersaturated). Dalam proses ini juga
dilakukan seeding lactose, yaitu penambahan laktosa bubuk dengan
spesifikasi tertentu yang bertujuan untuk mempercepat pembentukan
kristal laktosa yang berpengaruh terhadap tekstur produk akhir.
Pembentukan kristal laktosa berperan dalam pemberian tekstur berpasir
(sandiness) yang ada pada susu kental manis. Bila kristal laktosa yang
terbentuk terlalu besar maka produk yang dihasilkan bertekstur kasar,
sedangkan bila berukuran kecil (kurang dari 10 mikron), tidak ada sensasi
berpasir yang dirasakan dan produk yang dihasilkan memiliki citarasa
yang smooth. Butiran laktosa yang dipakai harus berukuran maksimal 10
mikron, sehingga laktosa yang terkristalisasi dalam susu tidak membentuk
cluster (bergerombol) tetapi tersebar merata ke seluruh produk, dibawa
oleh butir-butir laktosa yang halus tadi. Untuk mendapatkan ukuran
butiran laktosa maksimal 10 mikron tersebut, biasanya produsen SKM
melakukan grinding laktosa sebelum dipakai. Tetapi sekarang sudah ada
micronised lactose dengan ukuran yang dikehendaki tanpa harus
digrinding dahulu. Evaporasi dilakukan sampai total padatan akhir di
dalam produk mencapai 72-74%. Proses aging adalah proses
penyempurnaan kristalisasi laktosa dan penyebarannya, yaitu proses
menunggu sambil diaduk selama 2-3 jam sehingga seluruh kristal laktosa
tersebar merata ke seluruh produk.
Evaporasi dapat dilakukan dengan prinsip evaporasi pendingin vakum
dengan menggunakan kombinasi suhu rendah dan kondisi vakum untuk
menguapkan air dalam produk dan meminimalisir kerusakan produk.
Poduk panas (50-60oC) dialirkan melalui flash cooler memasuki proses
vakum dan pendinginan secara bertahap sehingga konsentrasi akan
meningkat. Lama dan suhu flash cooler disetting sedemikian rupa agar
menghasilkan produk akhir dengan kadar air yang diinginkan.
Proses pengemasan SKM kaleng merupakan proses pengalengan
aseptis karena kemasan dan produk SKM dipanaskan secara terpisah
kemudian diisikan dalam kaleng secara steril. Proses pengalengan secara
aseptis ini dapat memperkecil perubahan flavor dan warna, pengurangan
gizi, dan dapat mencegah overcooked karena kandungan yang terlalu
tinggi pada produk SKM sangat rentan dengan terjadinya karamelisasi
yang dapat mengubah warna produk. Susu kental manis harus disimpan
dalam kondisi kaleng tetap tertutup rapat. Pembasahan kaleng akibat
embun, hujan, atau semburan garam pada waktu penyimpanan akan
menyebabkan korosi internal. Kaleng yang tetap kering selama
penyimpanan atau transportasi dapat mencegah kerusakan karena karat
sehingga mutu SKM tidak berubah dan dapat bersaing dengan produk lain
di pasaran. Sebelum dilakuan pengisian (filling), kemasan kaleng harus
disterilisasi terlebih dahulu. Sterilisasi ini dimaksudkan agar kaleng benar-
benar steril dan bersih sehingga tidak ada mikroba yang akan
mengkontaminasi produk. Sterilisasi kaleng dilakukan dengan proses
flame sterilization dan UV (Ultraviolet). Pada flame sterilization, kaleng
dibakar dengan menggunakan api bersuhu tertentu ketika kaleng bergerak
melewati
trek. Api pembakaran akan menyala hanya jika ada kaleng yang melewati trektempat pembakaran. Bila terjadi kemacetan atau kaleng berhenti di tempat
pembakaran dalam waktu yang cukup lama, maka api akan mati secara
otomatis karena adanya sensor sehingga kaleng tidak terbakar hangus.
Setelah flame sterilization, akan dilakukan penyinaran dengan sinar UV
(Ultra Violet)
menggunakan lampu. Sterilisasi ini dilakukan ketika pengangkutan kaleng
dengan conveyor bertipe kabel (yaitu tali yang dilaminasi bahan plastik)
dari UCC menuju ruang filling. Sebelum memasuki tuang filling kaleng
akan melewati can record yang mencatat jumlah kaleng yang akan
digunakan untukproduksi. Tutup kaleng (lid) juga disterilkan dengan
induksi panas dari listrik dan sinar UV, tetapi dilakukan terpisah dengan
sterilisasi badan kaleng (opened top can). Pengisian susu kental manis ke
dalam kaleng (filling) dilakukan di dalam ruangan yang steril. Parameter
standard yang harus diperhatikan dan dijaga di ruang pengisian (filling
room) yaitu suhu, tekanan, dan kelembaban. Suhu dalam filling room
dijaga agar berada pada suhu tertentu. Jika suhu lebih dari suhu tersebut,
kondisi ini tidak boleh berlangsung lebih dari 2 jam, dan biasanya hal ini
terjadi ketika dilakukannya pembersihan ruang. Tekanan di dalam filling
room harus dijaga agar selalu positif atau lebih besar dari tekanan udara di
luar ruangan. Hal ini dimaksudkan agar tidak adanya udara yang mengalir
dari luar ruangan ke dalam ruangan. RH ruangan dijaga pada 40-50%.
Selain parameter standard tersebut, hal lain yang harus diperhatikan adalah
operator yang memasuki filing room. Para operator yang masuk ke dalam
ruangan ini harus mengenakan perangkat-perangkat seperti lab coat,
sepatu boot, penutup kepala, masker, dan penutup telinga. Sebelum
memasuki ruangan operator juga diwajibkan merendam sepatu bootnya ke
dalam larutan klorin 200 ppm. Hal ini dilakukan agar filling room terbebas
dari mikroba yang masuk dari luar ruangan.
Proses Pengisian (filling)
Kaleng-kaleng yang telah disterilisasi akan menuju ruang
pengisian
dengan menggunakan conveyor bertipe kabel (yaitu tali yang dilapisi
bahan kabel). Mesin filler terdiri atas beberapa bagian, yaitu filler bowl,
piston, filler head, roller, dan sensor. Filler bowl pada mesin filler bekerja
secara otomatis dan dilengkapi dengan piston, klep, dan roller. Proses
filling ini bekerja dengan sistem NCNF (No Can No Fill), yaitu suatu
sistem elektronik dan pneumatik yang dapat mencegah keluarnya produk
saat tidak ada suplai kaleng yang siap diisi. Jenis sensor yang digunakan
pada mesin ini adalah proximity sensor yang dapat mendeteksi material
berbahan metal, termasuk kaleng. Jika kaleng telahmelewati sensor, maka
sensor tersebut akan langsung mendeteksi adanya kaleng yang berbahan
dasar metal tersebut. Ketika kaleng memasuki filler bowl pada mesin filler,
piston yang ada di dalam mesin akan turun dan masuk ke dalam kaleng.
Jika sensor membaca ada kaleng yang terbuka ke atas, maka klep di bagian
bawah piston akan terbuka sehingga terjadi pengisian susu ke dalam
kaleng. Perputaran proses pengisian akan berhenti ketika kaleng
menyentuh sensor yang menyebabkan klep piston tertutup dan piston naik
kembali. Pengisian tidak dilakukan sampai kaleng terisi penuh karena
berguna untuk memberi ruang kosong (head space) sebesar 3-10 ml.
Piston akan disemprot dengan steam agar SKM yang menempel pada
poros piston tidak lengket. Kaleng yang telah berisi susu ini akan menuju
mesin penutup (closer) menggunakan conveyor rantai. Mesin closer
bekerja dengan sistem NCNL (No Can No Lid), yaitu suatu sistem
elektronik yang dapat mencegah turunnya lid saat tidak ada suplai kaleng
yang siap ditutup. Sebelum penutupan kaleng secara sempurna, dilakukan
injeksi nitrogen ke dalam kaleng. Hal ini berguna untuk mendesak oksigen
keluar dari dalam kaleng sehingga dapat memperkecil kemungkinan
kontaminasi oleh bakteri. Pada saat kaleng yang berasal dari mesin
pengisian menyentuh sensor maka sensor akan memberikan sinyal kepada
alat pemberi tutup untuk menurunkan tutup yang membuka secara
otomatis. Setelah tutup turun dilakukan proses double seaming oleh dua
buah roller yaitu roller untuk membentuk lipatan ganda antar tutup dan
badan kaleng dan roller kedua untuk merapatkan lipatan. Proses pengisian
dan penutupan kaleng berlangsung kontinyu.
Proses Pelabelan
Setelah pengkodean, kaleng akan menuju ruang labeller untuk
dilakukan pelabelan. Terdapat dua jenis conveyor yang berfungsi
membawa kaleng dari ruang filling menuju ruang labeller, yaitu conveyor
tipe rantai dan magnetic conveyor. Perbedaan utama kedua jenis conveyor
tersebut adalah adanya komponen magnet di bawah belt pada magnetic
conveyor. Komponen magnet tersebut berfungsi mengendalikan jarak antar
kaleng yang sedang bergerak di atas conveyor sehingga kaleng-kaleng
tidak saling berdesakan. Setelah melewati magnetic conveyor dan trek,
kaleng digelindingkan masuk ke dalam labeller dan menyentuh area lem.
Dalam pemasangan label ini, digunakan dua jenis lem perekat, yaitu hot
glue (lem panas) yang berwarna coklat kekuningan dan dan paste glue
(lem dingin) berwarna putih. Hot glue berfungsi untuk merekatkan label
dengan dinding kaleng, sedangkan paste glue berfungsi untuk merekatkan
antar ujung label. Lem panas akan dioleskan oleh mesin pada kaleng saat
memasuki mesin labeller. Label telah disiapkan secara membujur panjang
dan saat bagian kaleng menyentuh label maka label akan ikut tergulung
bersama kaleng. Perekatan label dengan kaleng ini juga dibantu oleh
pengepress yang berada di bagian atas sepanjang jalur kaleng di dalam
mesin. Tahap akhir adalah pengeleman bagian ujung label oleh lem dingin
sehingga label terlihat rapi.
Pengepakan
Dari labeller, kaleng masuk ke tahap pengemasan dalam carton
box dengan menggunakan mesin case packer. Mesin tersebut dilengkapi
dengan conveyor chain plastik guna mentransformasikan kaleng-kaleng
susu. Mesin ini berfungsi untuk memasukkan kaleng-kaleng ke dalam
carton box dengan jumlah 48 kaleng (2 layer). Banyaknya kaleng yang
akan masuk ke dalam case packer berhubungan dengan jalannya proses
pengemasan. Pada tahap awal, kaleng melewati sensor yang bekerja secara
mekanis. Jika conveyor plastik penuh dengan kaleng hingga kaleng
menyentuh sensor, maka proses dapat terus berjalan. Namun sebaliknya,
jika jumlah kaleng sedikit, maka mesin akan mati secara otomatis dan
proses terhenti. Kaleng akan dibagi menjadi 6 jalur oleh 5 lempengan
logam datar yang disusun tegak dan sejajar dengan jarak yang pas untuk
satu kaleng masuk pada setiap lempengan tersebut. Kaleng bergerak
sepanjang jalur-jalur tersebut hingga melewati case chuck assembly, yaitu
lempenganlempengan logam tegak yang berfungsi mengatur jumlah dan
posisi kaleng yang akan masuk ke dalam carton box. Jumlah kaleng tiap
carton adalah 48 kaleng yang dibagi menjadi 2 layer. Case chuck assembly
mengatur posisi kaleng dengan susunan 6 kaleng ke samping dan 4 kaleng
ke depan agar dapat masuk ke dalam carton. Jika susunan tersebut telah
dipenuhi, maka kaleng-kaleng secara bersamaan dimasukkan ke dalam
carton. Setelah layer pertama pada carton terisi, carton akan bergerak
turun dengan jarak tertentu untuk pengisian layer kedua yang berada tepat
di atas layer pertama dalam carton. Jika layer kedua telah terpenuhi, maka
mesin akan menggerakkan carton untuk menutup. Kemudian carton
disemprot dengan lem kuning untuk merekatkan lidah-lidah carton dan di-
press agar tertutup rapat.
Pengkodean Carton box
Setelah keluar dari case packer, carton box yang telah berisi
produk SKM kaleng mengalami pencetakan kode pada bagian sampingnya
dengan menggunakan ink jet print. Tahap pengkodean (coding) pada 34
carton box ini bertujuan untuk memberi identitas produk yang
mengkodekan carton box sesuai dengan kode yang terdapat pada kaleng.
Kemudian, carton box bergerak dengan conveyor menuju check weighter
untuk diukur berat per carton. Apabila berat carton kurang dari batas
minimal yang telah di-setting pada mesin, maka secara otomatis carton
tersebut bergerak menuju conveyor pemisah. Hal ini mengindikasikan
bahwa jumlah kaleng dalam carton tersebut kurang dari 48 kaleng.
Namun, apabila berat carton sesuai dengan setting-an, carton akan lolos
dan menuju palletizer dengan conveyor tipe roller.
Palletizing
Tahap terakhir adalah palletizing atau penyusunan carton box yang
telah berisi produk SKM kaleng di atas pallet sebelum ditransfer ke
warehouse. Mesin yang digunakan pada proses ini adalah palletizer. Mesin
ini dilengkapi dengan conveyor untuk membawa carton box yang telah
melewati check weighter untuk disusun secara teratur di atas pallet dan
ditransfer ke warehouse. Pada umumnya, proses yang terjadi di palletizer
ini berlangsung secara otomatis sehingga dilengkapi dengan banyak
sensor. Fungsi sensor-sensor tersebut antara lain untuk menghitung jumlah
carton box yang masuk, menggerakkan conveyor, menghitung layer yang
telah disusun di atas pallet, dan sebagainya. Carton box disusun
sedemikian rupa agar tidak mudah terjatuh dengan jumlah 8 layer di atas
pallet dengan 8 carton setiap layer-nya. Setelah carton box tersusun
seperti gambar di atas, meja transfer akan membawa susunan tersebut ke
atas pallet dan di-press agar susunannya rapi. Kemudian meja transfer
kembali lagi untuk membawa susunan carton box berikutnya hingga
tersusun 8 layer di atas pallet. Jumlah layer yang disusun di atas pallet
tersebut berkaitan dengan kekuatan beban tumpu carton box (bursting
strength) yaitu sebesar 10 kgf/cm2. Jika susunan sudah lengkap, secara
otomatis pallet akan bergerak menuju tempat penampungan sementara
untuk menunggu diangkut oleh forklift dan ditransfer ke warehouse.
Bahan Baku Pengemas
Bahan-bahan yang diperlukan selama proses pengemasan adalah
kaleng (opened top can dan lid), kertas label, karton pengemas, pallet, dan
lem.
a. Kaleng
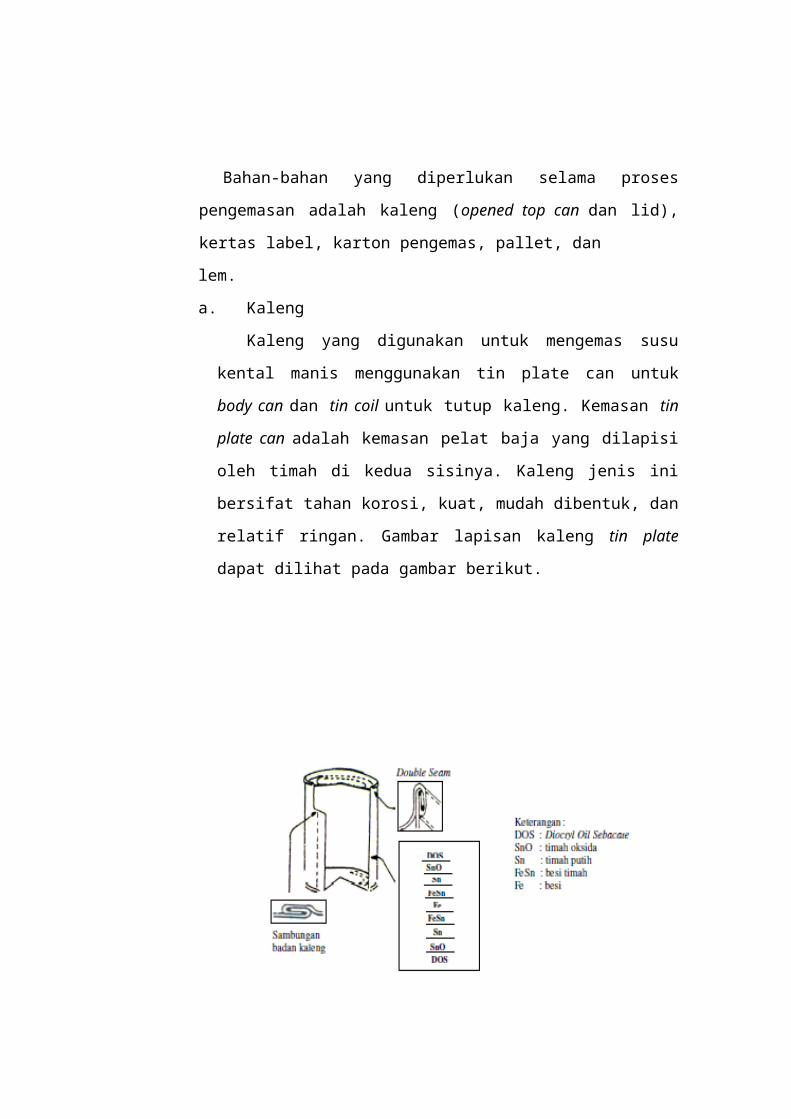
Kaleng yang digunakan untuk mengemas susu kental manis
menggunakan tin plate can untuk body can dan tin coil untuk tutup
kaleng. Kemasan tin plate can adalah kemasan pelat baja yang dilapisi
oleh timah di kedua sisinya. Kaleng jenis ini bersifat tahan korosi, kuat,
mudah dibentuk, dan relatif ringan. Gambar lapisan kaleng tin plate
dapat dilihat pada gambar berikut.
b. Kemasan kaleng
Bentuk dari kemasan kaleng pada produk susu kental manis
adalah silinder. Ukurannya menurut standard yaitu 202x214.
Maksud dari kode standard ini adalah diameternya 54mm dan
tinginya 73mm. Bentuk seperti ini sudah lazim di pasaran untuk
kemasan kaleng. Jarang tedapat kemasan kaleng dengan bentuk
persegi. Padahal bentuk ini dapat memaksimalkan kapasitas ruang
simpan. Namun, untuk mmbuat kemasan kaleng dengan bentuk
seprti itu tentunya memerlukan biaya besar karena harus
melakukan tambahan proses pembentukan kaleng menjadi bentuk
persegi. Fungsi :
Penggunaan kemasan kaleng untuk produ susu kental manis
sangat penting. Hal ini berkaitan dengan nilai ekonomis produk
tersebut yang relatif tinggi sehingga diperlukan kemasan yang
dapat memproteknya secara bagus. Ada beberapa fungsi dari
penggunaan kemasan kaleng pada produk susu kental manis. Di
antaranya adalah : Melindungi produk dari kerusakan fisik dan
mekanis. Sifat ini terutama didapatkan dari bahan baja sebagai
penyusunnya. Baja yang digunakan merupakan baja rendah
karbon(biasanya diproduksi sebagai plat hitam). Kemudian,
dikonversikan menjadi tinplate atau tin-free steel (TFS) untuk
wadah dan manufaktur penutup.Tinplate dibuat dengan coating
elektrolic plat hitam black platedengan lapisan tipis timah. Timah
dilapiskan pada kedua sisi plat dengan ketebalan yang tepat
internal untuk produk dikemas dan lingkungan eksternal.
Melindungi produk dari kontaminasi udara luar. Kontaminasi ini
dapat menyebabkan kerusakan pada produk. Kondisi seperti ini
sangat penting dalam perlindungan produk susu kental manis
karena beberapa alasan. Di antaranya yaitu : Produk susu kental
manis bernutrisi tinggi sehingga mudah ditumbuhi mikrobia
perusak. Ketika kontak dengan udara luar terjadi maka hal pertama
yang dapat ditebak adalah terserapnya uap air sehngga Ka dalam
bahan meningkat. Penigkatan Ka ini sangat merugikan karena Ka
semula yang rendah(akibat dari tinginya kadar gula sukrosa yang
ada) meningkat dan memudahkan pertumbuhan mikrobia perusak.
Produk susu dituntut memiliki higienitas yang tinggi.
Kemasan kaleng mampu memenuhinyakarena (salah satunya)
dapat tahan terhadap suhu sterilisasi. Susu kental manis yang telah
mengalami fortifikasi membutuhkan proteksi ekstra karena adanya
beberapa bahan fortifikan yang sensitif terhadap cahaya, panas, dan
O2. Kemasan kaleng diharapkan dapat berfungsi sebagai protektor
dari beberapa ahl di atas.
Pengisian (filling) produk susu kental manis ke dalam
kemasan kaleng harus dilakukan di dalam ruang aseptis. Kondisi
aseptis dibutuhkan untuk mencegah adanya kontaminasi dari luar.
Di dalam pengisian, penting untuk menyediakan headspace yang
cukup karena dapat mempengaruhi tingkat vacuum akhir (oksigen
sisa mempengaruhi korosi internal dan kualitas produk), dan juga
meminimalisasikan tekanan internal pada tutup kaleng selama
pengolahan panas dan pendinginan. Penutupan kemasan kaleng
susu kental manis menggunakan tipe penutupan double
seam. Seam dibentuk dalam dua operasi, dari pembengkokan
ujung/bibir kaleng dan pinggiran badan kaleng.
c. Label
Label berfungsi sebagai pemberi identitas pada produk sehingga
mudah dikenali. Label produk SKM terdiri atas nama produk, berat
bersih, nama produsen, komposisi, dan informasi nilai gizi produk.
Sebelum digunakan, label harus disimpan di ruangan sejuk karena label
dapat melengkung apabila disimpan di ruangan panas. Label yang
melengkung tidak dapat digunakan pada proses labelling.
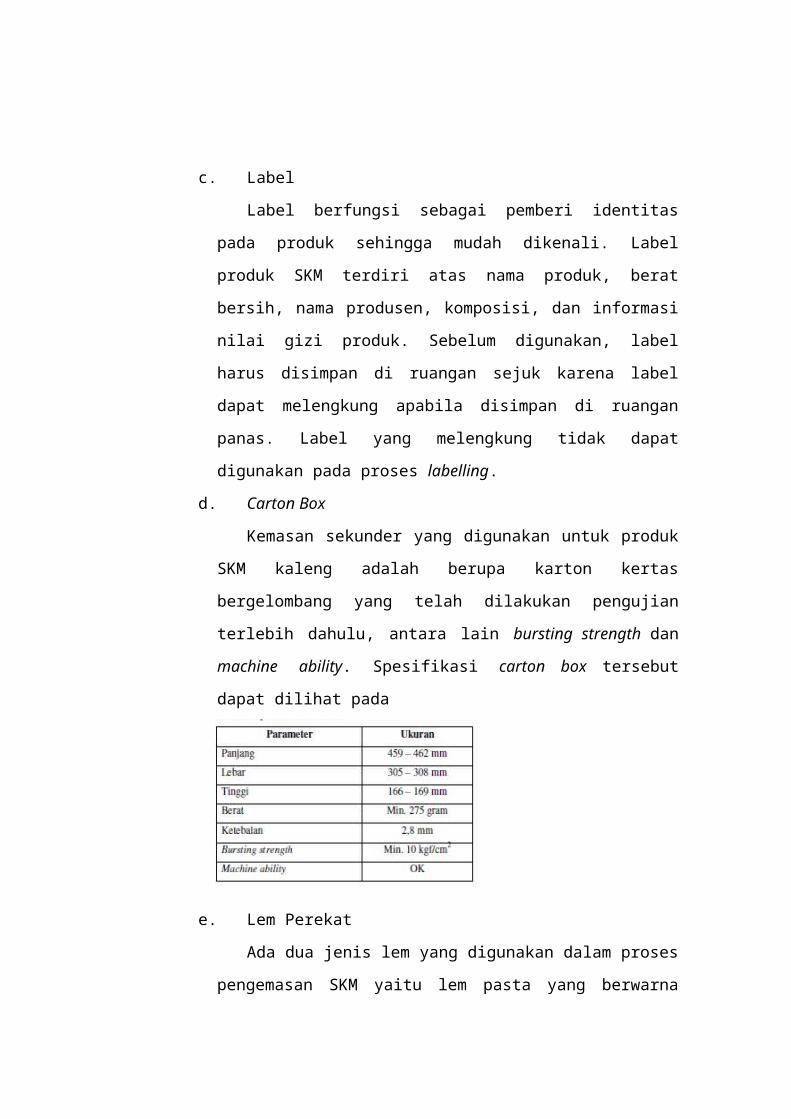
d. Carton Box
Kemasan sekunder yang digunakan untuk produk SKM kaleng
adalah berupa karton kertas bergelombang yang telah dilakukan
pengujian terlebih dahulu, antara lain bursting strength dan machine
ability. Spesifikasi carton box tersebut dapat dilihat pada
e. Lem Perekat
Ada dua jenis lem yang digunakan dalam proses pengemasan SKM
yaitu lem pasta yang berwarna putih dan hot melt yang berwarna
kuning. Fungsi kedua jenis lem ini berbeda dalam aplikasinya. Lem
pasta dengan tipe water base adhesive yang berwarna putih digunakan
untuk melekatkan kedua ujung label pada proses pelabelan. Lem
tersebut berbahan dasar ethylene vinyl acetate copolymer. Umur simpan
lem jenis ini hanya selama 6 bulan (jika disimpan dalam tempat tertutup
serta dalam keadaan sejuk dan kering). Hot melt merupakan jenis lem
yang harus dipanaskan terlebih dahulu hingga mencair sebelum
digunakan karena lem jenis ini berwujud padat pada suhu kamar. Hot
melt untuk kaleng berbahan dasar modified rosin ester dan harus
dipanaskan dahulu pada suhu sekitar 110 + 10 °C. Sedangkan hot melt
untuk carton box berbahan dasar ethylene vinyl acetate copolymer dan
dipanaskan pada suhu sekitar 170±10 °C dengan bonding strength
minimal sebesar 11,39 kg/cm2.
E. SYARAT MUTU SUSU KENTAL MANIS
Susu kental manis menurut SNI 01-2971-1998 diklasifikasikan atas susu
kental manis tanpa ganda rasa dan susu kental manis dengan ganda rasa.
Perbedaan keduanya dapat dilihat pada Tabel 1.
(Kurniawan, 2008).
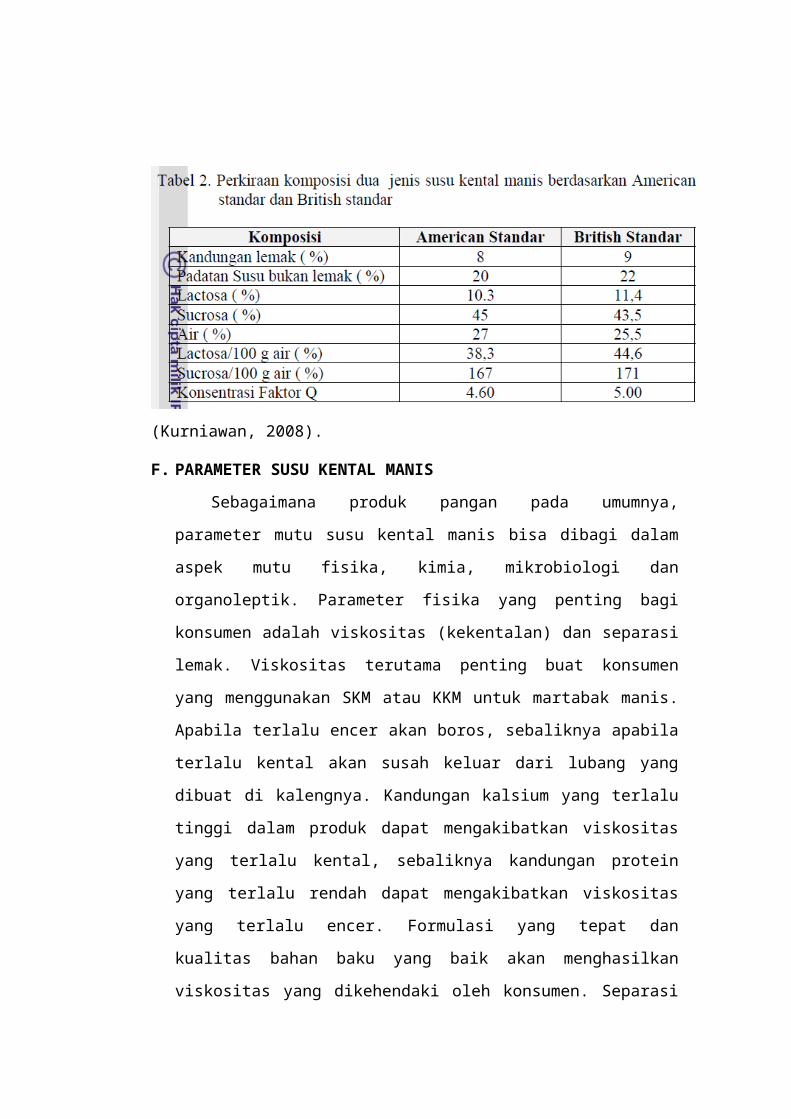
F. PARAMETER SUSU KENTAL MANIS
Sebagaimana produk pangan pada umumnya, parameter mutu susu
kental manis bisa dibagi dalam aspek mutu fisika, kimia, mikrobiologi dan
organoleptik. Parameter fisika yang penting bagi konsumen adalah viskositas
(kekentalan) dan separasi lemak. Viskositas terutama penting buat konsumen
yang menggunakan SKM atau KKM untuk martabak manis. Apabila terlalu
encer akan boros, sebaliknya apabila terlalu kental akan susah keluar dari
lubang yang dibuat di kalengnya. Kandungan kalsium yang terlalu tinggi
dalam produk dapat mengakibatkan viskositas yang terlalu kental, sebaliknya
kandungan protein yang terlalu rendah dapat mengakibatkan viskositas yang
terlalu encer. Formulasi yang tepat dan kualitas bahan baku yang baik akan
menghasilkan viskositas yang dikehendaki oleh konsumen. Separasi lemak
pada umumnya terjadi apabila proses homogenisasi tidak efektif dan atau rasio
lemak terhadap protein kasein di dalam formula lebih besar dari 5:1. Produk
KKM sangat rentan terhadap separasi lemak karena produk tersebut
mengandung lemak tinggi dan rendah protein (kasein). Separasi lemak
mengakibatkan penumpukan lemak di bagian atas kaleng sehingga pada waktu
kaleng dibuka seolah-olah susu menggumpal. Penambahan emulsifier yang
tepat dapat membantu mencegah terjadinya separasi lemak.
Parameter kimia adalah menyangkut kandungan zat-zat gizi di dalam
produk seperti lemak, protein, gula (sukrosa) dan lainnya. Hal penting untuk
daya simpan, keamanan dan organoleptik produk SKM dan KKM adalah
kandungan gula (sukrosa) yang dinyatakan dalam persentase SWR (sucrose
water ratio). Nilai SWR yang ideal adalah 62.5-64%. Apabila nilai SWR di
bawah 62.5% maka produk SKM/KKM tersebut akan rentan terhadap
kerusakan mikrobiologi selama penyimpanan, karena kandungan sukrosanya
belum memadai untuk membentuk tekanan osmotik di dalam produk sebesar
140 atmosfir yang bisa menghambat pertumbuhan bakteri. Sebaliknya apabila
nilai SWR di atas 64% maka akan rentan terhadap kristalisasi gula yang
membuat tekstur SKM tersebut menjadi kasar.
Parameter mikrobiologi menyangkut kandungan mikroba yang
berhubungan dengan keamanan pangan tidak berbeda dengan produk pangan
lainnya seperti Coliform, E. coli, Salmonella, Staphylococcus. Selain itu
kandungan mould dan yeast juga penting untuk dikendalikan. Apabila
kandungan mould/yeast melebihi spesifikasi maksimum yang diperbolehkan
atau apabila gula yang dipakai mengandung gula pereduksi (gula tunggal),
maka akan terjadi fermentasi selama penyimpanan yang menyebabkan
terbentuknya gas (kaleng gembung). Selain itu gula pereduksi juga
menyebabkan terjadinya reaksi Maillard sehingga warna SKM menjadi cepat
tua (kecoklatan).
Parameter organoleptik yang penting adalah sandiness (tekstur kasar
seperti berpasir). Sandiness terjadi apabila seeding laktosa tidak sempurna
yang disebabkan oleh jumlah laktosa tidak tepat, butiran laktosa terlalu besar
atau suhu seeding tidak tepat, bisa juga karena SWR yang terlalu tinggi
(melebihi 64%) sehingga gula mengkristal.
Teknologi proses SKM sebenarnya tidak berubah secara signifikan sejak
pertama kali ditemukan, sehingga termasuk teknologi yang cukup lama. Justru
yang banyak mengalami perubahan adalah formulasi SKM karena tuntutan
akan produk yang affordable (terjangkau oleh daya beli masyarakat). Sejak
tahun 1996 telah diproduksi sejenis produk SKM tetapi dengan protein yang
lebih rendah sehingga lebih murah. Produk tersebut dinamakan Krimer Kental
Manis (KKM). Pada umumnya formulasi KKM menggunakan sweet whey
powder (SWP) sebagai pengganti skim milk powder. Harga SWP jauh lebih
murah dibandingkan SWP, tetapi kandungan proteinnya lebih rendah dan
kalsiumnya lebih tinggi. Perbedaan komposisi ini akan mempengaruhi
viskositas produk akhir sehingga di dalam formula perlu ditambahkan
sequestran untuk mengikat kalsium bebas, starch untuk menambah total
padatan dan karagenan untuk mengatur kekentalan. Total padatan di produk
akhir harus minimal 72% untuk menjaga SWR tidak terlalu rendah. Dengan
adanya penambahan SWP, starch, dan karagenan harus diperhatikan proses
mixing karena ketiga bahan tersebut memerlukan kondisi tertentu agar larut
dengan sempurna. Lemak di dalam KKM pada umumnya adalah lemak nabati
(palm oil atau coconut oil) dan kandungan lemaknya biasanya lebih tinggi
daripada SKM untuk menambah total padatan. Oleh karena itu, KKM lebih
rentan terhadap terjadinya separasi lemak, sehingga harus dicari kondisi
proses homogenisasi yang paling efektif yang meliputi suhu dan tekanan di
homogenizer.
Penambahan emulsifier pada umumnya efektif mencegah separasi
lemak, hanya perlu dicari emulsifier yang tepat sehingga tidak memberi
dampak terhadap organoleptik. Pelarutan emulsifier juga perlu diperhatikan
karena emulsifier yang tidak larut sempurna tidak akan efektif. Biasanya
dilarutkan di dalam lemak terlebih dahulu pada suhu tertentu, sebelum
bercampur dengan bahan-bahan yang lainnya. Pemakaian butter milk powder
(BMP) biasanya cukup membantu mencegah separasi lemak karena BMP kaya
dengan phospholipid dari susu yang berfungsi sebagai emulsifier yang efektif.
Menurut SNI :
1 Ruang lingkup
Standar ini meliputi acuan, definisi, syarat mutu, cara pengambilan contoh, cara
uji, syarat lulus uji, syarat penandaan dan cara pengemasan susu kental manis.
2 Acuan
SNI 01-0222-1995, Bahan tambahan makanan.
SNI 19-2897-1992, Cara uji cemaran mikroba.
SNI 19-2896-1992, Cara uji cemaran logam.
SNI 01-2895-1992, Cara uji pewarna tambahan.
SNI 01-2894-1992, Cara uji bahan pengawet makanan dan bahan tambahan
yang dilarang untuk makanan.
SNI 01-2893-1992, Cara uji pemanis buatan.
SNI 01-2891-1992, Cara uji makanan dan minuman.
SNI 01-0428-1989, Petunjuk pengambilan contoh padatan.
Undang-undang RI No. 23 Tahun 1992 tentang Kesehatan.
Kumpulan peraturan perundang-undangan di bidang makanan Jilid I Edisi III,
Depkes RI,
1993-1994
Cara Uji :
1. Keadaan
Cara uji keadaan (bau, rasa, warna dan konsistensi) sesuai dengan SNI 01-2891-
1992, Cara uji makanan dan minuman, butir 1. 2.
2. Persiapan contoh untuk uji kimia
Persiapan contoh untuk uji kimia sesuai dengan SNI 01-2891-1992, Cara uji
makanan dan minuman, butir 4.
3. Air
Cara uji air sesuai dengan SNI 01-2891-1992, Cara uji makanan dan minuman,
butir 5. 1.
4. Abu
Cara uji abu sesuai dengan SNI 01-2891-1992, Cara uji makanan dan minuman,
butir 6. 1.
5. Protein
Cara uji protein sesuai dengan SNI 01-2891-1992, Cara uji makanan dan
minuman,
butir 7.1.
6. Lemak
Cara uji protein sesuai dengan SNI 01-2891-1992, Cara uji makanan dan
minuman, butir 8.2.
7. Laktosa dan sakarosa
8. Pati
9. Pewarna
Cara uji pewarna sesuai dengan SNI 01-2895-1992, Cara uji pewarna makanan.
10. Pemanis buatan
Cara uji pemanis buatan sesuai dengan SNI 01-2893-1992, Cara uji pemanis
buatan.
11. Cemaran logam
Timbal : Cara uji timbal sesuai dengan SNI 19-2896-1992, Cara uji cemaran
logam, Tembaga : Cara uji tembaga sesuai dengan SNI 19-2896-1992, Cara uji
cemaran logam, Seng : Cara uji seng sesuai dengan SNI 19-2896-1992, Cara uji
cemaran logam, Timah : Cara uji timah sesuai dengan SNI 19-2896-1992, Cara
uji cemaran logam, Raksa : Cara uji raksa sesuai dengan SNI 19-2896-1992, Cara
uji cemaran logam, Cemaran arsen : Cara uji cemaran arsen sesuai dengan SNI
19-2896-1992, Cara uji cemaran logam
12. Cemaran mikroba
Angka lempeng total ; Cara uji angka lempeng total sesuai dengan SNI 19-2897-
1992, Cara uji cemaran mikroba, Bakteri coliform: Cara uji bakteri coliform
sesuai dengan SNI 19-2897-1992, Cara uji cemaran mikroba, E. Coli : Cara uji E.
Coli sesuai dengan SNI 19-2897-1992, Cara uji cemaran mikroba, Salmonella :
Cara uji salmonella sesuai dengan SNI 19-2897-1992, Cara uji cemaran mikroba,
Staphylococcus aureus : Cara uji Staphylococcus aureus sesuai dengan SNI 19-
2897-1992, Cara uji cemaran
13. Syarat lulus uji
Produk dinyatakan lulus uji apabila memenuhi spesifikasi persyaratan mutu.
14. Cara pengemasan
Produk dikemas dalam wadah yang tertutup rapat, tidak dipengaruhi dan
Mempengaruhi isi, aman selama penyimpanan dan pengangkutan.
Syarat Mutu SKM
Menguraikan syarat mutu dan cara uji susu kental manis . Syarat mutu susu kental
manis : air (20-30%), bahan kering (70-80%) abu (115-2,2%), lemak (8-10%),
proteina (7-10%), laktosa (10-14%), sakarosa ( 42-48%), bahan pengawet
(negatif), logam berbahaya (negatif), bakteri ( negatif). SNI 01-2971-1998
Tabel 9. Parameter Mutu Sweetened Condensed Milk
Pada produk susu yang mengalami proses pemekatan, salah satu sifatnya
adalah adanya kecenderungan untuk mengalami pengentalan (age thickening) dan
pembentukan gel. Hal ini biasanya merupakan permasalahan yang cukup serius,
terutama pada susu kalengan, susu sterilisasi, dan susu evaporasi. Tingkat
pengentalan dan pembentukan gel didukung juga oleh transformasi fisikokimia
dari miselium kasein. Tingkat pengentalan terjadi pada dua tahapan. Tahapan
pertama yaitu terjadinya pengingkatan nilai viskositas, tetapi produk susu masih
berbentuk cairan setelah pengadukan. Tahapan selanjutnya yaitu pembentukan gel
(secara irreversible) yang disertai dengan sineresis dan penggumpalan setelah
pengadukan. Tingkat pengentalan juga merupakan masalah yang serius pada
produk susu kental manis. Pemanasan whey protein tidak sepenuhnya terlibat,
tetapi dapat menunjang perkembanganjaringan yang berfungsi sebagai
penghubung antar miselium. Whey protein juga terlibat pada pembentukan
kompleks dengan lemak pada produk susu kental manis yang menggunakan krim
susu. Pada masa pengentalan, terjadi penurunan nilai pH yang dapat
meningkatkan interaksi kasein dan mengurangi proses ionisasi dari sisa seryl
phosphate. Interaksi kasein dan proses ionisasi dapat menunjang proses
pembentukan gel, meskipun hal ini dapat direduksi, tetapi dapat dihilangkan
sepenuhnya dengan adanya penambahan polifosfat yang segolongan dengan
kasein.
Total Solid
Total solid adalah semua komponen dalam susu kecuali air termasuk
lemak susu, komponen-komponen lain selain lemak susu yang ada dalam susu.
Total solid berkaitan dengan mutu produk. Produk dengan total solid rendah akan
memiliki nilai viskositas rendah. Produk dengan viskositas rendah dianggap
memiliki nilai gizi rendah, menimbulkan kesulitan dalam proses pengisian, mudah
terkontaminasi, mengakibatkan pembentukan kristal laktosa yang besar. Produk
yang terlalu kental dapat menimbulkan kesulitan dalam pengisian dan
mengakibatkan peningkatan kekentalan produk selama proses penyimpanan (age
thickening). Total solid dapat diukur salah satunya menggunakan refraktometer
dengan satuan derajat briks. Derajat briks suatu larutan didefinisikan sebagai
konsentrasi larutan dalam air yang kepekatannya sama dengan larutan sukrosa
murni pada suhu yang sama. Pada dasarnya derajat briks merupakan ukuran dari
semua zat yang larut dalam larutan gula murni.
Uji Mikrobiologis
Produk susu kental manis merupakan salah satu media yang
menguntungkan bagi pertumbuhan khamir osmotoleran, terutama Torulopsis.
Organisme ini masuk kedalam produk susu setelah proses pemanasan awal dan
sebagai akibat perlakuan proses higienis yang kurang baik. Pertumbuhannya
sendiri cukup lambat, terutama pada suhu ayng relatif rendah, tetapi dapat
menghasilkan gas yang cukup untuk membuat kaleng menggelembung.
Pertumbuhan kapang biasanya spesies Aspergillus dan Penicillium pada bagian
atas permukaan susu membentuk formasi yang menyerupai kancin, pembentukan
jaringan miselium kecil, dan koagulasi kasein. Keberadaan kapang disertai bau
yang menyimpang akibat proteolisis. Hal ini berhubungan dengan proses higien
yang buruk dan terlalu besarnya head space pada kaleng yang menyediakan cukup
oksigen bagi pertumbuhan mikroba.
Kebanyakan mikroba tidak dapat tumbuh pada produk susu kental manis,
tetapia danya pertumbuhan bakteri masih dapat terjadi, terutama pada kondisi
kandungan gula yang relatif rendah. Beberapa genus bakteri sudah dapat
diidentifikasikan, tetapi yang relatif osmotoleran dan paling sering ditemukan
adalah golongan Micrococcus dan Bacillus. Akibat pertumbuhan mikroba yang
dapat diamati meliputi pengentalan, produksi asam, proteolisis, serta lipolisis pada
produk full cream. Salah satu anggota kelompok Enterobacteriaceae juga
merupakan salah satu penyebabnya, disertai dengan pembentukan asam dan gas.
Sanitasi udara
Udara di dalam suatu ruangan dapat merupakan sumber kontaminasi
dalam pengolahan pagan. Udara tidak mengandung mikroflora secara alami tetapi
kontaminas dari lingkungan sekitarnya mengakibatkan udara mengandung
berbagai mikroorganisme, misalnya dari debu, air, proses aerasi, dari penderita
yang mengalami infeksi saluran pencernaan, dari ruangan yang digunakan dalam
proses fermentasi dan sebagainya. Mikroorganisme yang banyak terdapat di udara
terutama adalah mikroorganisme yang tahan terhadap keadaan kering sehingga
dapat hidup lebih lama di udara (Jenie & Fardiaz, 1989).
Menurut Damayanthi dan Setiawan (1993), udara mengandung debu,
tetesan/uap air yang membawa mikroba, dicegah dengan penyaringan udara.
Udara dapat terkontaminasi dari orang-orang yang berbicara dan yag lalu-lalang.
Untuk ini dapat dicegah dengan pemberian zat kimia formaldehida, hipoklorit atau
benzilphenol. Udara dapat pula terkontaminasi dari ventilasi untuk memberi udara
segar. Pencegahan dapat dengan perlakuan sinar ultraviolet 200-380nm
Sanitasi Pada Pabrik Susu
Peralatan pengolahan, wadah atau peralatan lain yang kontak langsung
dengan makanan biasaya menjadi sumber pencemaran, karenanya harus dipilih
yang mudah dibersihkan dan terbuat dari bahan yang tahan karat. Tata letak
peralatan disamping harus memenuhi urutan proses juga perlu memenuhi
persyaratan sanitasi yaitu mudah dibersihka, mudah dibongkar-pasang dan mudah
operasinya (Soekarto, 1990).
Menurut Frazier dan Westhoff (1981), meskipun peralatan yang
bersentuhan dengan makanan cukup bersih, mungkin juga dapat menjadi sumber
kontaminasi mikroba yag penting pada pangan tersebut. Mikroba tersebut tidak
hanya bertahan di peralatan tetapi dapat berkembang dalam jumlah besar apabila
perlakuan tidak memadai.
Salah satu sumber kontaminasi utama dalam pengolahan pangan berasal
dari penggunaan wadah dan alat-alat pengolahan yang kotor dan mengandung
mikroba dalam jumlah cukup tinggi. Perlakuan sanitasi terhadap wadah dan alat-
alat tersebut harus efektif sehingga bebas dri mikroorganisme pembusuk maupun
pathogen yag dapat membahayakan kesehatan. Sanitasi yang dilakukan terhadap
wadah dan alat-alat pengolahan pangan meliputi pencucian untuk menghilangkan
kotoran dan sisa-sisa makanan diikuti dengan perlakuan sanitasi menggunakan
germisidal
Dalam pencucian menggunakan air, biasanya digunakan detergen untuk
membantu proses pembersihan. Penggunaan detergen mempunyai beberapa
keuntungan karena detergen dapat melunakka air, mengemulsifikasi lemak,
melarutkan mineral dan komponen-komponen larut lainnya sebanyak mungkin.
Detergen yang digunakan untuk mencuci wadah dan alat-alat pengolahan tidak
boleh bersifat korosif dan mudah dicuci (dibilas) dari permukaan.
Menurut Frazier dan Westhoff (1981), beberapa industry, khususnya
industry pengolah susu, membiarkan pipa-pipa saluran yang permanen tersusun
dari dan mencuci serta membersihkan ditempatnya. Menurut Marriott (1985),
system CIP (Cleaning In Place) digunakan optimal untuk membersihkan saluran-
saluran pipa, tangki-tangki, penukar panas, mesin sentrifugal dan homogenizer.
Penggunaan system CIP kemungkinan dapat mencuci da membershkan dengan
meminimalkan kontak antara pekerja dengan bahan kimia yang potensial
berbahaya. Sistem CIP akan efektif jika ada interaksi antara aktivitas bahan kimia
dari senyawa pembersih dan pengaruh fisik dari pembersihan kotoran melalui
kontak permukaan yang dibersihkan dengan larutan pembersih dan kombinasi
bahan kimia dan faktor fisik ini dengan waktu, suhu, detergen dan
kekuatan/tenaga.
Mariott (1985) juga mengungkapkan bahwa system CIP membersihkan
peralatan tertentu dalam pabrik pengolahan makanan dengan hasil sebaik metode
Dismantling atau pencucian dengan tangan. Dalam beberapa pabrik makanan,
metode CIP digunakan secara lengkap untuk membersihkan peralatan atau
sebagian diganti dengan pencucian manual. Otomatisasi metode CIP dalam
pencucian peralata seharusnya didasarkan pada biaya tenaga kerja, peralatan yang
akan dibersihkan dan jenis kotoran. Menurut Hygienic Design and Operation of
Food Plant, tata ruang pabrik untuk system CIP sangat penting sedangkan pada
system Dismantling tidak diperlukan.
1. Sanitasi terhadap Bahan Baku/Produk Jadi
Bahan baku untuk produksi susu kental manis sebelum masuk ke
dalam gudang diperiksa terlebih dahulu dibagian penerimaa. Pemeriksaan
meliputi keadaan fisik bahan baku, kemasan dan kandungan mikrobanya.
Bahan baku yang kurang baik akan dipisahkan/dikembalika, sedangkan
bahan baku yang sesuai standar akan disimpan di dalam gudang.
Penyimpanan bahan baku menggunakan system pergudangan yang sama
dengan peyimpanan produk jadi yaitu system FIFO (First In First Out).
2. Sanitasi terhadap Karyawan
Karyawan diwajibkan memakai pakaian kerja. Karyawan yang
bekerja di bagian proses pengolahan memakai seragam kerja berwarna
putih, sepatu lars karet, dan penutup kepala yang berfungsi untuk
mencegah adanya kontaminasi yang berasal dari rambut.
Untuk karyawan yang bekerja di ruang filling (pengisian) disediakan
sarung tangan yang terbuat dari karet dan masker dari kain yang steril.
Setiap orang yag akan masuk ke ruang pengisian harus mencelupkan
sepatunya ke dalam laurtan klorin 125 ppm yang disediakan di depan pintu
masuk. Selain itu, sebelum menyentuh alat-alat, bahan pengemas atau
benda yag kontak dengan produk, tangan karyawan harus dicelupkan
terlebih dahulu ke dalam laruta klorin. Sarung tangan karyawan setiap 2
jam sekali juga harus dicelupkan ke dalam larutan klorin 125 ppm.
Sanitasi terhadap karyawan juga dilakukan melalui pemeriksaan kesehatan
(check up) secara periodic 6-12 bulan sekali. Pekerja yang sakit tidak
diperkenankan untuk bekerja karena dapat berpotensi sebagai sumber
kontaminan
3. Sanitasi Ruangan
Sanitasi ruang produksi meliputi kebersihan lantai, dinding dan
system sirkulasi udara. Sanitasi lantai dilakukan setiap pagi sebelum
proses produksi berlangsung dengan menyiram seluruh permukaan lantai
menggunakan campuran air hangat dan divoluc dengan perbandingan 20:1
atau sesuai kebutuhan. Setelah lantai disikat dengan mesin polisher atau
dengan sikat nylon, kemudian dibilas dengan air hangat.
Di dalam ruang penglahan terdapat exhaust fan yang berfungsi
mensirkulasikan udara dalam ruangan. Tiap akhir pekan ruangan di
semprot dengan formalin 40% untuk mencegah terkontaminasinya udara
dari orang-orang yang berbicara dan lalu lalang. Di ruang pengisian juga
dipasang lampu ultraviolet untuk mencegah kontaminasi mikroba yang
berasal dari ventilasi.
4. Sanitasi/Pencucian Peralatan
Pencucian peralatan dilakukan dengan beberapa tahap
a. Tahap pertama :
Sisa-sisa susu yang terdapat dalam pipa atau alat dibilas dengan
air sampai bersih. Setelah bersih air diganti dengan asam fosfat
konsentrasi 1% dan disirkulasikan selama 1 jam, kemudian
dibuang. Untuk menghilangkan sisa-sisa asam disirkulasikan
kembali air bersh yang disusul dengan pemberian larutan tembrite
1% untuk mentralisir asam selama 1 jam pada suhu 200 F
kemudian diganti lagi dengan air bersih.
b. Tahap Kedua :
Dilakukan secara manual yaitu dengan menggunakan sikat.
Sambungan pipa, kran, dan alat-alat yang bisa dlepas dicuci
tersendiri dalam ember yang berisi larutan pembersih. Seluruh
tangki dikosongkan dan dibershkan baik bagian dalam maupun
bagian luarnya dengan cara disemprot air dan disikat sampai
bersih dengan larutan pembersih. Setelah selesai dibersihkan ,
seluruhnya dibilas dengan air panas dengan suhu 80-90 C
sehingga sisa-sisa air mudah mengalir dan tangki cepat kering
kembail. Tangki dibiarkan terbuka beberapa saat (dianginkan)
sebelum bagian-bagiannya dipasang kembail.
c. Tahap Ketiga :
Tahap ketiga merupakan sterilisasi alat. Seluruh pipa dan alat-alat
dipasang kembali seperti semula tetapi pemasangannya dilakukan
dengan longgar agar celah-celah pada sambungannya dapat
disterilisasi seluruhnya. Bagian tertentu seperti tangki pencampur,
tangki pengisian dan tangki penyimpanan susu disterilisas dengan
larutan klorin 125 ppm selama 15 menit. Penggunaan laruta klorin
yang terlalu kuat misalnya lebih dari 200 ppm dan perendaman
yang terlalu lama dapat merusak logam aluminium dan logam-
logam lain. Tangki tempat susu yang telah dipasteurisasi ,
disterilisasi dengan uap panas sampai suhu 100 C selama 1 jam.
Sedangkan pasteurizer disterilisas selama 5 menit.
G. KESIMPULAN
1. Syarat mutu susu kental manis : air (20-30%), bahan kering (70-80%), abu
(1,5-2,2%), lemak (8-10%), protein (7-10%), laktosa (10-14%), sakarosa
(42-48%), bahan pengawet (negatif), logam berbahaya (negatif), bakteri
(negatif).
2. Menurut Oliveira et al. (2009), susu kental terdiri atas dua tipe, yaitu susu
kental tidak manis (unsweetened condensed milk) dan susu kental manis
(sweetened condensed milk)
3. Dalam Industri dikenal pembagian Susu Kental Manis sebagai berikut :
Susu Kental Manis (Full Cream), Susu Kental Manis Lemak Nabati, Susu
Skim Kental Manis, dan Krimer Kental Manis.
4. Bahan-bahan yang digunakan dalam pembuatan susu kental manis
rekonstitusi antara lain susu segar, susu bubuk skim, gula pasir, lemak
susu (anhidrous milk fat), vitamin A, vitamin B1, vitamin D3, serta laktosa
5. Proses pembuatan susu kental manis terdiri dari pengujian mutu,
klarifikasi/penyaringan, pencampuran, homogenasi, pasteurisasi,
evaporasi, pengisian, dan pengemasan.
6. Bahan-bahan yang diperlukan selama proses pengemasan adalah kaleng
(opened top can dan lid), kertas label, karton pengemas, pallet, dan lem.
7. Parameter fisika yang penting bagi konsumen adalah viskositas
(kekentalan) dan separasi lemak.
8. Parameter kimia adalah menyangkut kandungan zat-zat gizi di dalam
produk seperti lemak, protein, gula (sukrosa) dan lainnya. Apabila nilai
SWR di bawah 62.5% maka produk SKM/KKM tersebut akan rentan
terhadap kerusakan mikrobiologi selama penyimpanan.
9. Parameter mikrobiologi menyangkut kandungan mikroba yang
berhubungan dengan keamanan pangan tidak berbeda dengan produk
pangan lainnya seperti Coliform, E. coli, Salmonella, Staphylococcus.
10. Parameter organoleptik yang penting adalah sandiness (tekstur kasar
seperti berpasir).
DAFTAR PUSTAKA
Buckle, K.A., R.A. Edwards, G.H. Fleed dan M. Wooton. 1987. Ilmu Pangan
(Terjemahan). Universitas Indonesia Press. Jakarta.
Bylund, Gosta. 1995. Dairy Hand Processing Handbook. Tetra Pak Processing
Systems AB S-221 86 Lund, Sweden.
Deputi MENLH. 2006. Panduan Inspeksi Penaatan Pengelolaan Lingkungan
Industri Pengolahan Susu. Asisten Deputi Urusan Pengendalian
Pencemaran Agroindustri. Jakarta Timur.
Deviyanti, Citra. 2008. Penerapan Teknik Perbaikan Mutu Dalam Mengatasi
Defect Pada Pengemasan Susu Kental Manis dan Kremer Kental Manis
Kaleng di PT. Indolakto, Jakarta. Skripsi Departemen Ilmu dan Teknologi
Pangan Fakultas Teknologi Pertanian Institut Pertanian Bogor. Bogor
Oktaviani, Lira. 2013. Perkembangan Industri Susu Kental Manis
Indonesia. http://foodreview.biz/. Diakses pada tanggal 28 Mei 2013,
pukul 16.06 WIB.
Saragih, Farida. 2012. Susu Kental Manis dan Krimer Kental Manis. Foodreview
Indonesia Vol. 7, No. 6, Juni 2012.
Standar Nasional Indonesia (SNI). 1998. SNI 01-2971-1998 tentang Susu Kental
Manis. Badan Standarisasi Nasional.
Susanti, Yuni. 1999. Studi Pencucian Peralatan dan Sterilisasi Alat Produksi
Susu Kental Manis di PT. Indomilk, Jakarta. Skripsi Jurusan Gizi
Masyarakat dan Sumberdaya Keluarga Fakultas Pertanian Institut
Pertanian Bogor. Bogor.