maka lah
DESCRIPTION
maka lah makalahTRANSCRIPT
BAB I
Pendahuluan
A. Latar Belakang
Pengujian material adalah cara untuk mengetahui karakteristik material,
baik dari sifat fisik, kimiawi, kelistrikan, dan lain sebagainya. Tujuan dilakukan
karakterisasi material ini adalah untuk dapat mengetahui suatu material dapat
diaplikasikan pada bidang yang sesuai dengan sifat-sifat material tersebut.
Misalnya, sebuah baja akan diuji dengan beberapa macam metode pengujian
untuk didapatkan nilai kekerasannya, ultimate tensile strength yang dia punya,
sampai pada nilai kekuatannya untuk dapat menahan aus.
Pengujian material ini dibagi menjadi dua macam, yaitu pengujian dengan
merusak material (destructive test/DT) dan pengujian dengan tidak merusak
material (non-destructive test/NDT). Untuk DT, karena sifatnya merusak, maka
sample yang dipakai hanya sebagian kecil dari benda yang mau kita uji. Uji tarik,
uji impak, uji keras, dan uji aus adalah macam-macam pengujian merusak, yang
sudah cukup lama digunakan dalam bidang industri. Kelemahannya, untuk
dilakukan pengujian tersebut, mesin atau alat yang akan kita uji harus dalam
kondisi sudah tidak terpakai lagi sehingga kita dapat mengambil beberapa bagian
untuk dijadikan sampel.
Sedangkan untuk NDT, tidak perlu seperti itu. Cukup aplikasikan metode
yang akan digunakan dan hasil akan didapatkan sehingga dalam industri sekarang
ini banyak menggunakan NDT. Hasil yang diberikan juga hampir sama seperti
hasil yang diberikan jika menggunakan DT, namun kebanyakan hasilnya adalah
berupa indikasi adanya failure seperti crack. Metode-metode yang dipakai dalam
NDT adalah Liquid Penetrant Testing (LPT), Eddy Current Testing, Radiography
Testing, Visual Testing, Infrared Testing, dan Magnetik Particle Testing (MPT).
MPT sama dengan LPT, gunanya untuk mendapatkan indikasi-indikasi crack yang
ada pada material. Bedanya, MPT cukup praktis digunakan untuk menguji hasil
1
lasan (welding) karena dapat dilakukan dalam waktu yang relatif lebih singkat
dibandingkan dengan LPT.
Dalam makalah ini, akan membahas tentang Magnetik Particle Testing dan
aplikasinya berupa pembahasan ulang (review) sebuah jurnal yang menggunakan
MPT dan metode-metode lain sehingga didapatkan kesimpulan berupa penyebab
terjadinya kegagalan yang dialami oleh benda tersebut.
B. Tujuan Makalah
Tujuan pembuatan makalah ini adalah untuk memenuhi kriteria penilaian
dari dosen mata kuliah Pengujian Material, Teknik Metalurgi dan Material,
Universitas Indonesia. Diharapkan, setelah dilakukan pembuatan makalah ini,
serta merta dapat menambah ilmu bagi penyusun dalam menguji suatu material.
2
BAB II
Landasan Teori
A. Definisi
Secara teori, inspeksi partikel magnetik (MPT) adalah sebuah konsep yang
relatif sederhana. Hal ini dapat dianggap sebagai kombinasi dari dua metode
pengujian non-destruktif: pengujian magnetik dengan kebocoran fluks magnet dan
pengujian visual. Setiap tempat yang garis gaya magnetik keluar atau masuk
magnet disebut tiang. Sebuah tiang di mana garis gaya magnet keluar magnet
disebut kutub utara dan kutub di mana garis gaya magnet masuk ini disebut kutub
selatan.
Ketika magnet tersebut retak tapi tidak rusak sama sekali, kutub utara dan
kutub selatan akan terbentuk di setiap tepi retak. Medan magnet keluar dari kutub
utara dan kembali masuk di kutub selatan. Medan magnet menyebar ketika
bertemu celah udara kecil yang diciptakan oleh retak karena udara tidak dapat
mendukung medan magnet. Ketika celah membesar, sehingga tampak seperti
lubang pada benda tersebut, dengan demikian disebut medan kebocoran fluks
magnet.
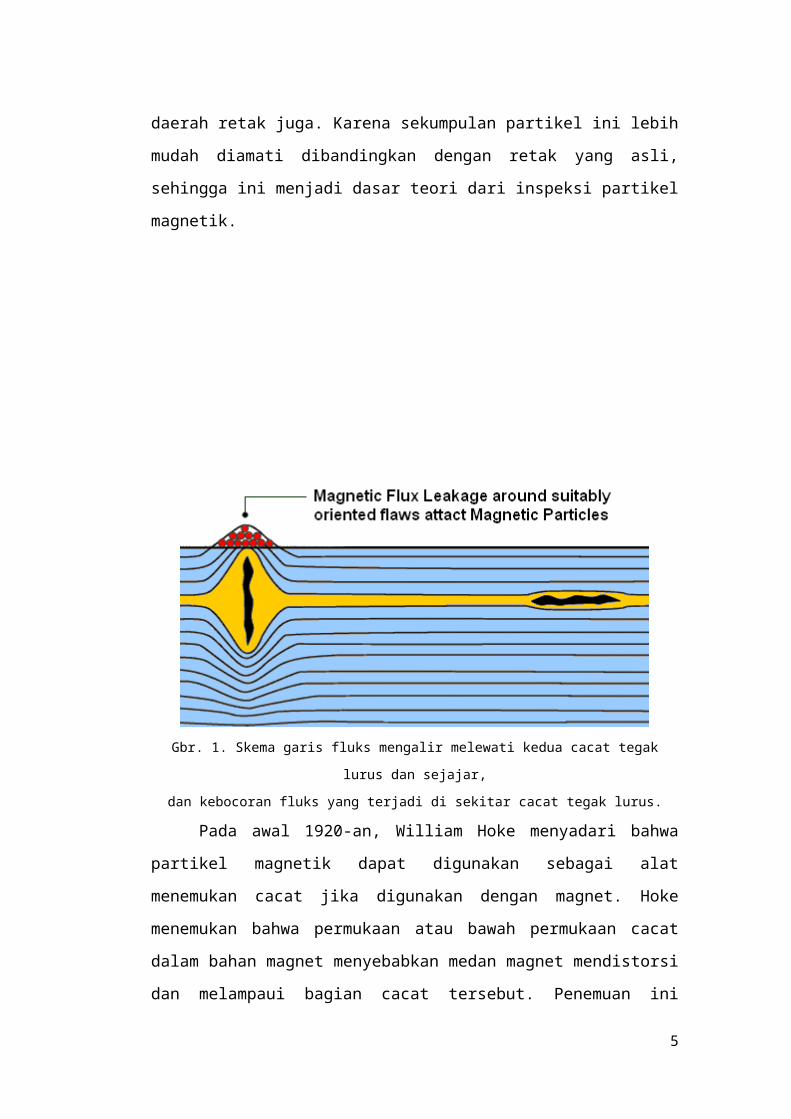
Partikel-partikel besi, yang dapat bereaksi dengan magnet, ditaburkan ke
permukaan magnet sehingga partikel tersebut akan berkumpul bukan hanya di
sekitaran kutub-kutub magnetnya saja, namun pada kutub daerah retak juga.
Karena sekumpulan partikel ini lebih mudah diamati dibandingkan dengan retak
yang asli, sehingga ini menjadi dasar teori dari inspeksi partikel magnetik.
3
Gbr. 1. Skema garis fluks mengalir melewati kedua cacat tegak lurus dan sejajar,
dan kebocoran fluks yang terjadi di sekitar cacat tegak lurus.
Pada awal 1920-an, William Hoke menyadari bahwa partikel magnetik
dapat digunakan sebagai alat menemukan cacat jika digunakan dengan magnet.
Hoke menemukan bahwa permukaan atau bawah permukaan cacat dalam bahan
magnet menyebabkan medan magnet mendistorsi dan melampaui bagian cacat
tersebut. Penemuan ini membawa perhatiannya ke toko mesin. Dia melihat bahwa
grindings metal dari hard steel parts membentuk pola seperti crack pada
permukaannya. Saat bubuk feromagnetik ditaburkan, terjadi pengumpulan serbuk
tersebut pada suatu titik sehingga terbentuk indikasi cacat.
Pada awal 1930-an, inspeksi partikel magnetik menggantikan metode
minyak dan kapur sirih (bentuk awal dari inspeksi penetran cair/LPT) sebagai
metode pilihan oleh industri kereta api untuk memeriksa boiler mesin uap, roda,
as roda, dan trek. Saat ini, metode inspeksi MPT digunakan secara luas untuk
memeriksa kegagalan dalam berbagai macam komponen. Contohnya, MPT
digunakan untuk memeriksa bahan-bahan seperti baja dalam bentuk bar dan
kekurangan lainnya sebelum mengaplikasikannya ke dalam pembuatan
komponen. Komponen otomotif diperiksa setelah fabrikasi untuk memastikan
bahwa bagian-bagian yang rusak tidak ikut masuk ke ruang stok. MPT juga
digunakan untuk memeriksa beberapa komponen yang telah dipakai dalam jangka
waktu yang cukup lama (biasa dilakukan saat service berkala). MPT dapat pula
digunakan untuk mengevaluasi integritas hasil las struktural di jembatan, tangki
penyimpanan, dan infrastruktur lainnya.
4
Standar yang digunakan untuk pengujian ini:
International Organization for Standardization (ISO)
ISO 3059, Non-destructive testing - Penetrant testing and magnetik
particle testing - Viewing conditions
ISO 9934-1, Non-destructive testing - Magnetik particle testing - Part 1:
General principles
ISO 9934-2, Non-destructive testing - Magnetik particle testing - Part 2:
Detection media
ISO 9934-3, Non-destructive testing - Magnetik particle testing - Part 3:
Equipment
ISO 17638, Non-destructive testing of welds - Magnetik particle testing
ISO 23279, Non-destructive testing of welds - Magnetik particle testing of
welds - Acceptance levels
European Committee for Standardization (CEN)
EN 1290, Surface Crack Testing
EN 1330-7, Non-destructive testing - Terminology - Part 7: Terms used in
magnetik particle testing
EN 1369, Founding - Magnetik particle inspection
N 10228-1, Non-destructive testing of steel forgings - Part 1: Magnetik
particle inspection
EN 10246-12, Non-destructive testing of steel tubes - Part 12: Magnetik
particle inspection of seamless and welded ferromagnetik steel tubes for
the detection of surface imperfections
EN 10246-18, Non-destructive testing of steel tubes - Part 18: Magnetik
particle inspection of the tube ends of seamless and welded ferromagnetik
steel tubes for the detection of laminar imperfections
American Society of Testing and Materials (ASTM)
ASTM E1444-05
ASTM A 275/A 275M Test Method for Magnetik Particle Examination of
Steel Forgings
ASTM A456 Specification for Magnetik Particle Inspection of Large
Crankshaft Forgings
5

ASTM E543 Practice Standard Specification for Evaluating Agencies that
Performing Nondestructive Testing
ASTM E 709 Guide for Magnetik Particle Testing Examination
ASTM E 1316 Terminology for Nondestructive Examinations
ASTM E 2297 Standard Guide for Use of UV-A and Visible Light
Sources and Meters used in the Liquid Penetrant and Magnetik Particle
Methods
Keuntungan menggunakan inspeksi partikel magnetik:
Dapat menemukan cacat di permukaan yang saling berdekatan, bahkan
cacat pada sub-permukaan
Praktis dan murah
Pemeriksaan cepat dengan hasil langsung
Indikasi yang terlihat langsung pada permukaan spesimen
Dapat memeriksa bagian dengan bentuk yang tidak beraturan
Keterbatasan menggunakan inspeksi partikel magnetik:
Spesimen harus feromagnetik (misalnya baja, besi cor)
Pembersihan post-demagnetisasi dan pasca-demagnetisasi sering
diperlukan
Sensitivitas kedalaman maksimum biasanya 0.100 inch sehingga mungkin
memerlukan penghapusan lapisan atau plating untuk mencapai sensitivitas
yang diinginkan.
Keselarasan antara fluks magnetik dan cacat sangat mempengaruhi proses
inspeksi
B. Magnet dan Arus Listrik
Magnet adalah faktor penting dalam pengujian ini. Hanya material yang
dapat ditarik oleh magnet yang dapat digunakan dalam pengujian ini. Jenis
material dibagi menjadi tiga macam berdasarkan sifat kemagnetannya, yaitu
diamagnetik, paramagnetik atau feromagnetik. Material diamagnetik memiliki
sifat kemagnetan yang lemah. Saat diberi medan eksternalpun, setelah medan
6
dihilangkan, material diamagnetik tidak mempertahankan sifat magnetiknya sebab
electron pada material ini semuanya berpasangan sehingga tidak ada momen
magnetik permanen per atom. Contoh dari material diamagnetik, yaitu tembaga,
perak, dan emas. Material paramagnetik memiliki sifat kemagnetan yang lebih
besar dibandingkan diamagnetik sehingga dapat sedikit tertarik oleh medan
magnet. Walaupun begitu, material ini tetap tidak bisa mempertahankan sifat
magnetiknya ketika medan eksternal dihapus. Sifat paramagnetik disebabkan
adanya beberapa elektron yang tidak berpasangan dan dari penataan kembali jalur
elektron yang disebabkan oleh medan magnet eksternal. Contoh material
paramagnetik, yaitu magnesium, molibdenum, lithium, dan tantalum.
Sedangkan material feromagnetik memiliki sifat magnetik yang besar.
Mereka menunjukkan daya tarik yang kuat untuk medan magnet dan mampu
mempertahankan sifat magnetik mereka setelah bidang eksternal telah dihapus.
Material feromagnetik memiliki cukup banyak elektron tidak berpasangan
sehingga atom mereka memiliki momen magnetik bersih. Mereka mendapatkan
sifat magnetik yang kuat karena kehadiran domain magnetik. Dalam domain ini,
atom dalam jumlah besar yang selaras menyebabkan gaya magnet dalam domain
yang kuat. Ketika material feromagnetik dalam keadaan unmagnitized, domain
yang hampir secara acak terorganisir dan medan magnet bersih menjadi nol.
Ketika kekuatan magnetizing diterapkan, domain menjadi selaras untuk
menghasilkan medan magnet yang kuat. Besi, nikel, dan kobalt adalah contoh
material feromagnetik.
Arus listrik sering digunakan untuk membentuk medan magnet dalam
komponen selama inspeksi partikel magnetik. Arus bolak-balik (AC) dan arus
searah (DC) adalah yang umum digunakan saat ini. Jenis arus yang digunakan
dapat memiliki efek pada hasil pemeriksaan. Arus searah (DC) mengalir terus
menerus dalam satu arah pada tegangan konstan. Baterai adalah sumber yang
paling umum dari arus searah. Arus DC digunakan ketika memeriksa cacat sub-
permukaan karena arus DC menghasilkan medan magnet yang menembus lebih
dalam ke dalam bahan. Dalam bahan feromagnetik, medan magnet yang
dihasilkan oleh arus DC umumnya menembus seluruh penampang komponen.
Sedangkan alternating current/arus bolak-balik (AC) membalikkan arah pada
7
tingkat 50 atau 60 siklus per detik. Sejak arus AC sudah semakin banyak tersedia,
maka lebih mudah untuk inspeksi partikel magnetik. Namun, ketika arus AC
digunakan untuk menginduksi medan magnet dalam bahan feromagnetik, medan
magnet akan terbatas pada wilayah yang sempit pada permukaan komponen.
Fenomena ini dikenal sebagai "efek kulit" dan terjadi karena perubahan medan
magnet menghasilkan eddy current di benda uji. Eddy current menghasilkan
medan magnet yang menentang bidang utama, sehingga mengurangi fluks
magnetik net di bawah permukaan. Oleh karena itu, arus AC hanya digunakan
ketika pemeriksaan cacat terbatas pada permukaan benda saja. Seiring
perkembangan zaman, arus AC dapat dikonversi menjadi arus DC melalui proses
perbaikan dengan menggunakan rectifier.
C. Peralatan untuk MPT
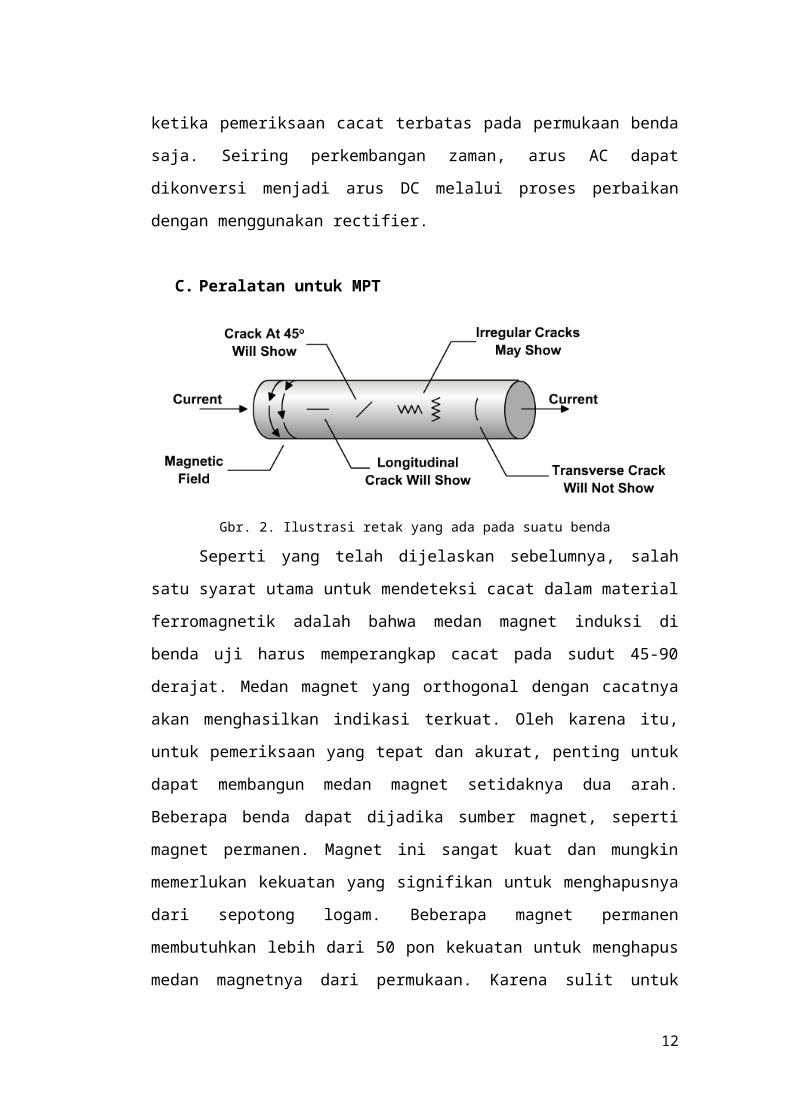
Gbr. 2. Ilustrasi retak yang ada pada suatu benda
Seperti yang telah dijelaskan sebelumnya, salah satu syarat utama untuk
mendeteksi cacat dalam material ferromagnetik adalah bahwa medan magnet
induksi di benda uji harus memperangkap cacat pada sudut 45-90 derajat. Medan
magnet yang orthogonal dengan cacatnya akan menghasilkan indikasi terkuat.
Oleh karena itu, untuk pemeriksaan yang tepat dan akurat, penting untuk dapat
membangun medan magnet setidaknya dua arah. Beberapa benda dapat dijadika
sumber magnet, seperti magnet permanen. Magnet ini sangat kuat dan mungkin
memerlukan kekuatan yang signifikan untuk menghapusnya dari sepotong logam.
Beberapa magnet permanen membutuhkan lebih dari 50 pon kekuatan untuk
menghapus medan magnetnya dari permukaan. Karena sulit untuk menghapus
magnet dari komponen yang diperiksa, dan kadang-kadang sulit untuk
8

menempatkan magnet, sehingga jarang sekali digunakan dalam MPT. Namun,
magnet permanen kadang-kadang digunakan oleh para penyelam untuk inspeksi di
lingkungan bawah laut. Magnet permanen juga bisa dibuat cukup kecil untuk
masuk ke daerah sempit di mana elektromagnet mungkin tidak cocok.
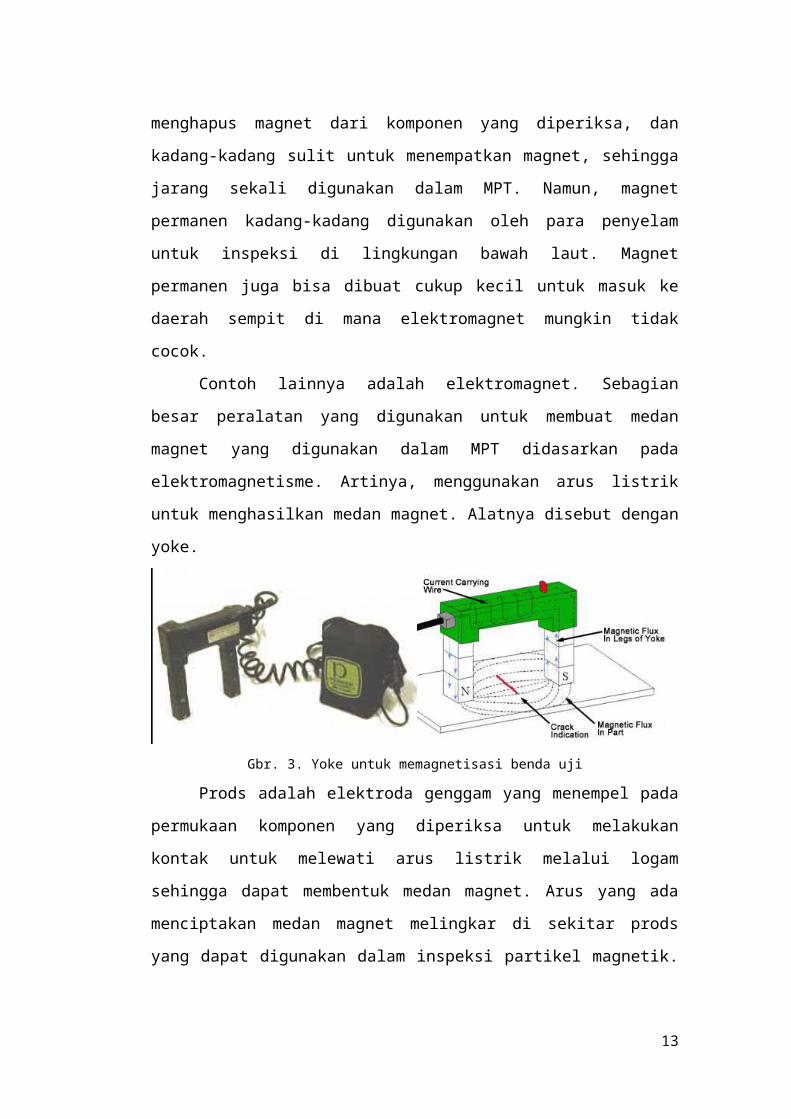
Contoh lainnya adalah elektromagnet. Sebagian besar peralatan yang
digunakan untuk membuat medan magnet yang digunakan dalam MPT didasarkan
pada elektromagnetisme. Artinya, menggunakan arus listrik untuk menghasilkan
medan magnet. Alatnya disebut dengan yoke.
Gbr. 3. Yoke untuk memagnetisasi benda uji
Prods adalah elektroda genggam yang menempel pada permukaan
komponen yang diperiksa untuk melakukan kontak untuk melewati arus listrik
melalui logam sehingga dapat membentuk medan magnet. Arus yang ada
menciptakan medan magnet melingkar di sekitar prods yang dapat digunakan
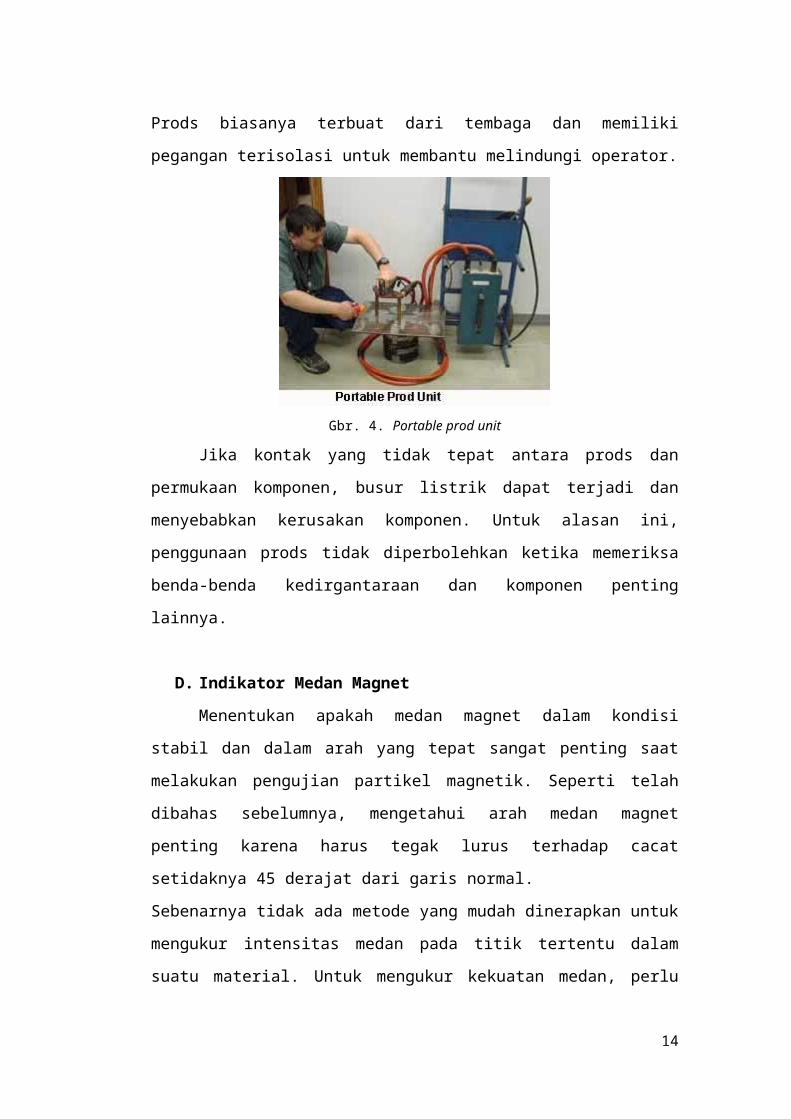
dalam inspeksi partikel magnetik. Prods biasanya terbuat dari tembaga dan
memiliki pegangan terisolasi untuk membantu melindungi operator.
Gbr. 4. Portable prod unit
9
Jika kontak yang tidak tepat antara prods dan permukaan komponen, busur
listrik dapat terjadi dan menyebabkan kerusakan komponen. Untuk alasan ini,
penggunaan prods tidak diperbolehkan ketika memeriksa benda-benda
kedirgantaraan dan komponen penting lainnya.
D. Indikator Medan Magnet
Menentukan apakah medan magnet dalam kondisi stabil dan dalam arah
yang tepat sangat penting saat melakukan pengujian partikel magnetik. Seperti
telah dibahas sebelumnya, mengetahui arah medan magnet penting karena harus
tegak lurus terhadap cacat setidaknya 45 derajat dari garis normal.
Sebenarnya tidak ada metode yang mudah dinerapkan untuk mengukur intensitas
medan pada titik tertentu dalam suatu material. Untuk mengukur kekuatan medan,
perlu mencegat garis fluks. Ini tidak mungkin jika tidak memotong benda uji.
Namun demikian, ada sejumlah alat dan metode yang tersedia yang digunakan
untuk menentukan keberadaan dan arah medan sekitar komponen. Salah satunya
adalah menggunakan pie gage.
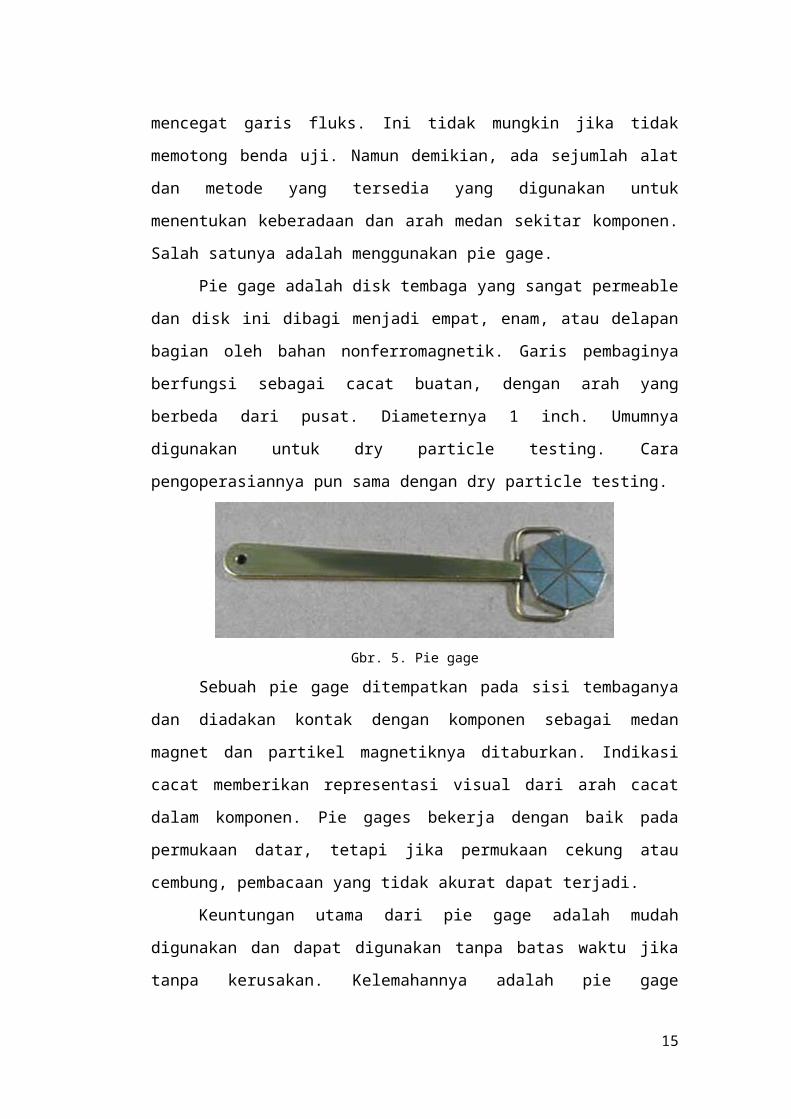
Pie gage adalah disk tembaga yang sangat permeable dan disk ini dibagi
menjadi empat, enam, atau delapan bagian oleh bahan nonferromagnetik. Garis
pembaginya berfungsi sebagai cacat buatan, dengan arah yang berbeda dari pusat.
Diameternya 1 inch. Umumnya digunakan untuk dry particle testing. Cara
pengoperasiannya pun sama dengan dry particle testing.
Gbr. 5. Pie gage
Sebuah pie gage ditempatkan pada sisi tembaganya dan diadakan kontak
dengan komponen sebagai medan magnet dan partikel magnetiknya ditaburkan.
Indikasi cacat memberikan representasi visual dari arah cacat dalam komponen.
Pie gages bekerja dengan baik pada permukaan datar, tetapi jika permukaan
cekung atau cembung, pembacaan yang tidak akurat dapat terjadi.
10
Keuntungan utama dari pie gage adalah mudah digunakan dan dapat
digunakan tanpa batas waktu jika tanpa kerusakan. Kelemahannya adalah pie gage
mempertahankan beberapa medan magnet sisa, hanya dapat digunakan di daerah-
daerah yang relatif datar, dan tidak dapat dipercaya jika digunakan untuk
penentuan bidang cacat di multiarah magnetisasi.
E. Jenis Partikel Magnetik
Seperti disebutkan sebelumnya, partikel magnetik digunakan sebagai
indikasi cacat. Partikel tersebut akan berkumpul di sekitar bidang cacat. Pigmen
dalam bentuk cat, diaplikasikan dan terikat pada permukaan benda uji untuk
memberikan warna partikel. Logam yang digunakan untuk partikel magnetik
memiliki permeabilitas magnet yang tinggi dan retentivity rendah. Permeabilitas
magnet yang tinggi adalah penting karena membuat partikel mudah tertarik ke
medan magnet dari diskontinuitas. Retentivity rendah adalah penting karena
partikel harus kuat terhadap gaya magnet yang ada sehingga mereka tidak
menempel satu sama lain. Partikel tersedia dalam campuran kering atau solusi
basah.
Partikel magnetik kering
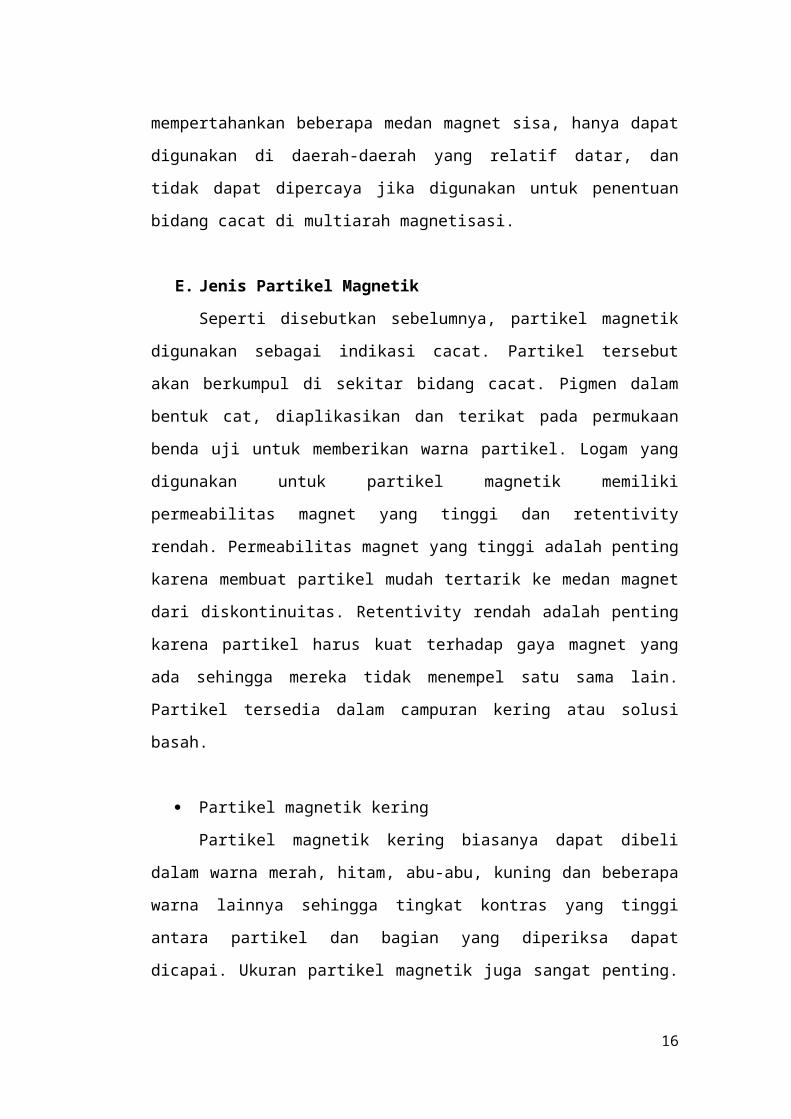
Partikel magnetik kering biasanya dapat dibeli dalam warna merah, hitam,
abu-abu, kuning dan beberapa warna lainnya sehingga tingkat kontras yang tinggi
antara partikel dan bagian yang diperiksa dapat dicapai. Ukuran partikel magnetik
juga sangat penting. Partikel halus sekitar 50 mm (0,002 inch) dan partikel kasar
sekitar 150 mm (0,006 inci). Partikel halus lebih sensitif terhadap bidang cacat
dari diskontinuitas yang sangat kecil. Namun, karena terlalu kecil sehingga terlalu
beresiko dalam penggunaannya, partikel magnetik kering yang kasar lebih banyak
dipakai. Pemakaian partikel magnetik kering ini harus dalam ruangan karena
mudah sekali terbawa angin sehingga dapat mengurangi sensitivitas pemeriksaan.
11
Gbr. 6. Partikel magnetik dengan berbagai warna
Bentuk partikel ini juga penting. Partikel yang ramping dan panjang cenderung
mudah menyesuaikan diri sepanjang garis gaya magnet. Namun, penelitian telah
menunjukkan bahwa bubuk partikel kering ini proses aplikasi akan kurang dari
yang diinginkan. Partikel ini tidak memiliki kemampuan untuk mengalir bebas
dan membentuk "awan elektron" yang mengambang di komponen. Oleh karena
itu, partikel bulat dan pendek ditambahkan. Campuran partikel bulat-pendek dan
ramping-panjang menghasilkan bubuk kering yang mengalir dengan baik dan
mempertahankan sensitivitasnya dengan baik.
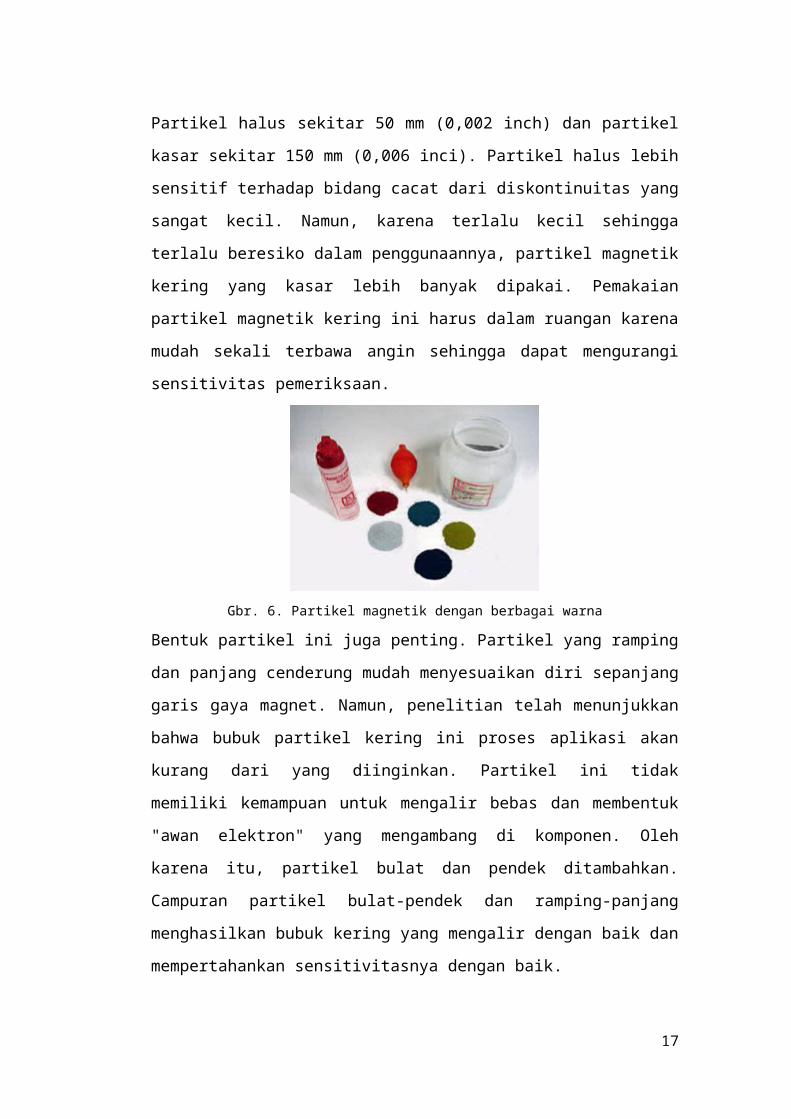
Partikel magnetik basah
Partikel magnetik juga ada dalam suspensi basah seperti air yang
mengandung aditif atau distilat minyak bumi. Penggunaan suspensi minyak lebih
jarang digunakan karena lebih mudah menguap dibandingkan air. Di sisi lain,
minyak itu sendiri memiliki sifat yang baik dalam pembasahan benda uji sehingga
kapilaritasnya tinggi. Aditif yang ditambahkan ke air seperti inhibitor korosi dan
agen pembasahan untuk meningkatkan kapilaritasnya. Metode pengujian partikel
magnetik basah umumnya lebih sensitif daripada kering karena suspensi
memberikan partikel mobilitas lebih dan memungkinkan partikel yang lebih kecil
untuk dapat dimanfaatkan. Kondisi basah juga membuatnya mudah untuk
menerapkan partikel seragam untuk daerah yang relatif besar.
12
Gbr. 7. Suspensi partikel magnetik
Partikel magnetik basah berbeda dari produk bubuk kering. Salah satunya
adalah bahwa partikel dapat terlihat dengan menggunakan sinar ultraviolet dengan
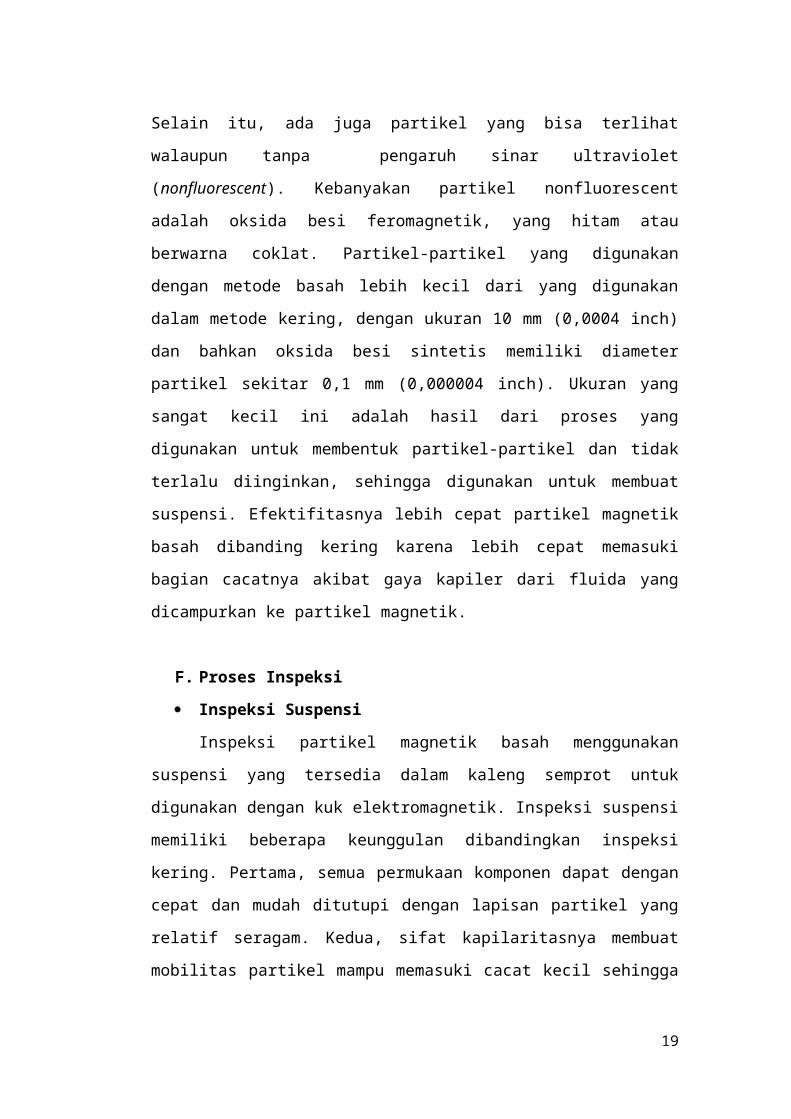
memancarkan warna neon yang mudah sekali diamati. Selain itu, ada juga partikel
yang bisa terlihat walaupun tanpa pengaruh sinar ultraviolet (nonfluorescent).
Kebanyakan partikel nonfluorescent adalah oksida besi feromagnetik, yang hitam
atau berwarna coklat. Partikel-partikel yang digunakan dengan metode basah lebih
kecil dari yang digunakan dalam metode kering, dengan ukuran 10 mm (0,0004
inch) dan bahkan oksida besi sintetis memiliki diameter partikel sekitar 0,1 mm
(0,000004 inch). Ukuran yang sangat kecil ini adalah hasil dari proses yang
digunakan untuk membentuk partikel-partikel dan tidak terlalu diinginkan,
sehingga digunakan untuk membuat suspensi. Efektifitasnya lebih cepat partikel
magnetik basah dibanding kering karena lebih cepat memasuki bagian cacatnya
akibat gaya kapiler dari fluida yang dicampurkan ke partikel magnetik.
F. Proses Inspeksi
Inspeksi Suspensi
Inspeksi partikel magnetik basah menggunakan suspensi yang tersedia
dalam kaleng semprot untuk digunakan dengan kuk elektromagnetik. Inspeksi
suspensi memiliki beberapa keunggulan dibandingkan inspeksi kering. Pertama,
semua permukaan komponen dapat dengan cepat dan mudah ditutupi dengan
lapisan partikel yang relatif seragam. Kedua, sifat kapilaritasnya membuat
mobilitas partikel mampu memasuki cacat kecil sehingga cacat tersebut dapat
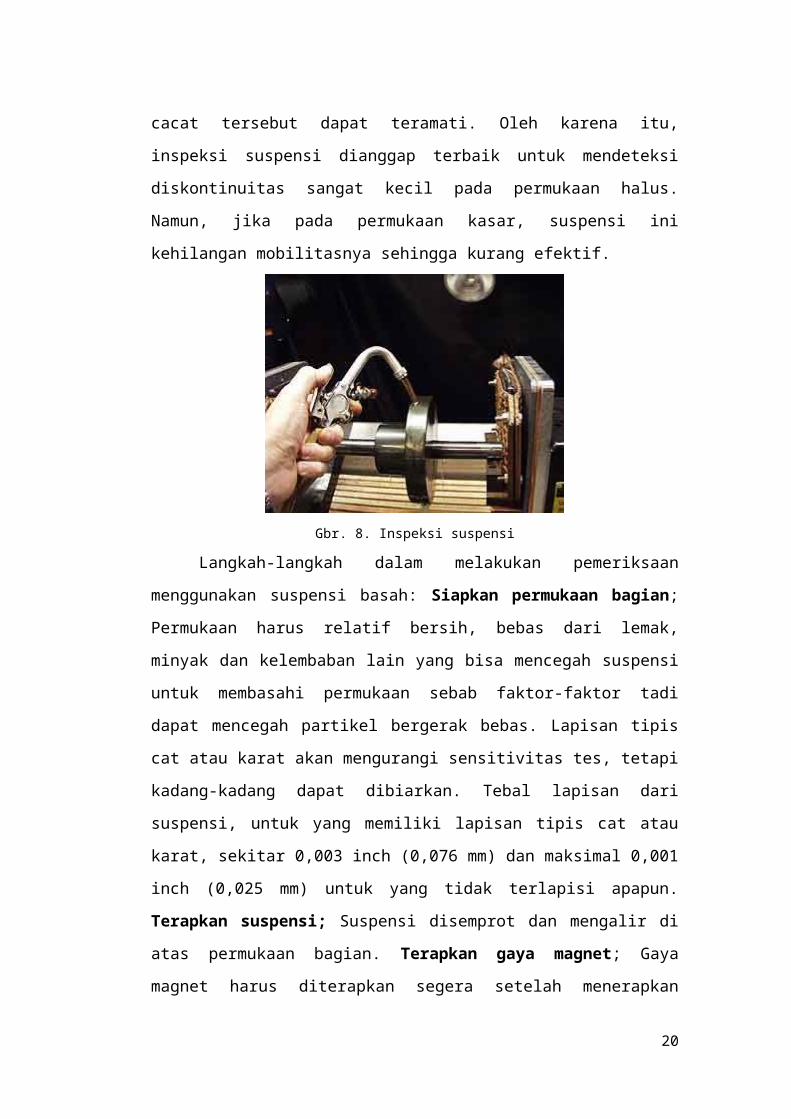
teramati. Oleh karena itu, inspeksi suspensi dianggap terbaik untuk mendeteksi
13
diskontinuitas sangat kecil pada permukaan halus. Namun, jika pada permukaan
kasar, suspensi ini kehilangan mobilitasnya sehingga kurang efektif.
Gbr. 8. Inspeksi suspensi
Langkah-langkah dalam melakukan pemeriksaan menggunakan suspensi
basah: Siapkan permukaan bagian; Permukaan harus relatif bersih, bebas dari
lemak, minyak dan kelembaban lain yang bisa mencegah suspensi untuk
membasahi permukaan sebab faktor-faktor tadi dapat mencegah partikel bergerak
bebas. Lapisan tipis cat atau karat akan mengurangi sensitivitas tes, tetapi kadang-
kadang dapat dibiarkan. Tebal lapisan dari suspensi, untuk yang memiliki lapisan
tipis cat atau karat, sekitar 0,003 inch (0,076 mm) dan maksimal 0,001 inch (0,025
mm) untuk yang tidak terlapisi apapun. Terapkan suspensi; Suspensi disemprot
dan mengalir di atas permukaan bagian. Terapkan gaya magnet; Gaya magnet
harus diterapkan segera setelah menerapkan suspensi partikel magnetik. Periksa
indikasi; Carilah area di mana partikel-partikel magnetik berkerumun.
Diskontinuitas permukaan akan menghasilkan indikasi tajam. Gaya magnet perlu
dihilangkan setelah inspeksi selesai.
14
Gbr. 9. Hasil inspeksi suspensi yang bersifat fluorescent
15
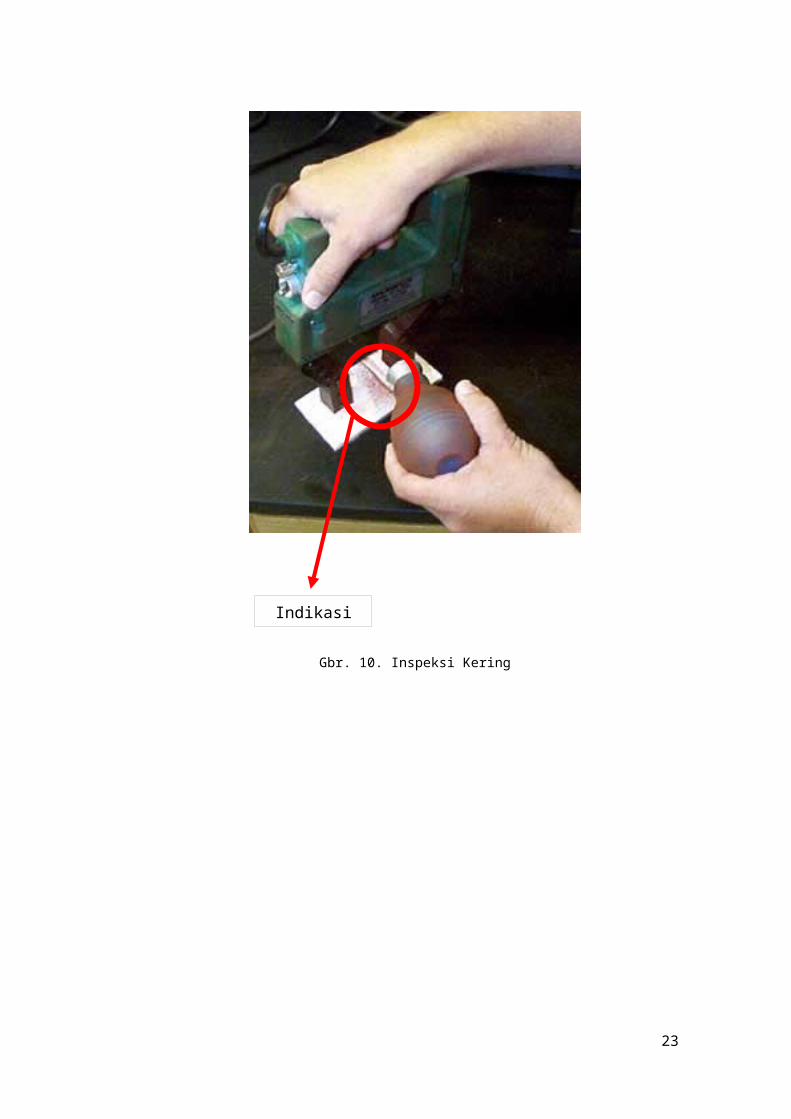
Inspeksi Kering
Dalam teknik pengujian partikel magnetik ini, partikel kering ditaburi ke
permukaan benda uji sebagai item magnet. Inspeksi partikel kering cocok untuk
dilakukan pada permukaan yang kasar. Ketika sebuah kuk elektromagnetik
digunakan, arus AC atau setengah gelombang arus DC menciptakan medan
magnet yang menyediakan mobilitas untuk partikel magnetik kering. Aplikasi
utama untuk inspeksi ini pada bagian las pada permukaan pipa dan sebagainya.
Kering inspeksi partikel juga digunakan untuk mendeteksi retak bawah
permukaan dangkal.
Gbr. 10. Inspeksi Kering
16
Indikasi cacat
Gbr. 11. Proses inspeksi kering
Langkah-langkah dalam melakukan pemeriksaan menggunakan partikel
kering: Siapkan permukaan bagian; Permukaan harus relatif bersih, bebas dari
lemak, minyak atau uap air lain. Sama seperti yang telah dijelaskan pada inspeksi
suspensi, lapisan tipis cat atau karat akan mengurangi sensitivitas tes sehingga
lapisan ini harus dihilangkan dari permukaan karena partikel kering akan
terhambat masuk ke bagian cacat yang akan diamati. Terapkan gaya magnet;
Gunakan magnet permanen, sebuah kuk elektromagnetik, prods, kumparan atau
cara lain untuk membangun fluks magnetik yang diperlukan. Terapkan partikel
magnetik kering; Terapkan secukupnya saja pada permukaan benda uji. Jika
berlebih, tiup partikel dengan sangat lembut. Hentikan gaya magnet; Jika fluks
magnetik yang dihasilkan dengan elektromagnet atau medan elektromagnetik,
gaya magnet harus dihentikan. Jika menggunakan magnet permanen, gaya
magnetnya akan menghilang dengan sendirinya sehingga dapat dibiarkan di
tempat. Periksa indikasi; Carilah area di mana partikel-partikel magnetik
berkerumun.
17
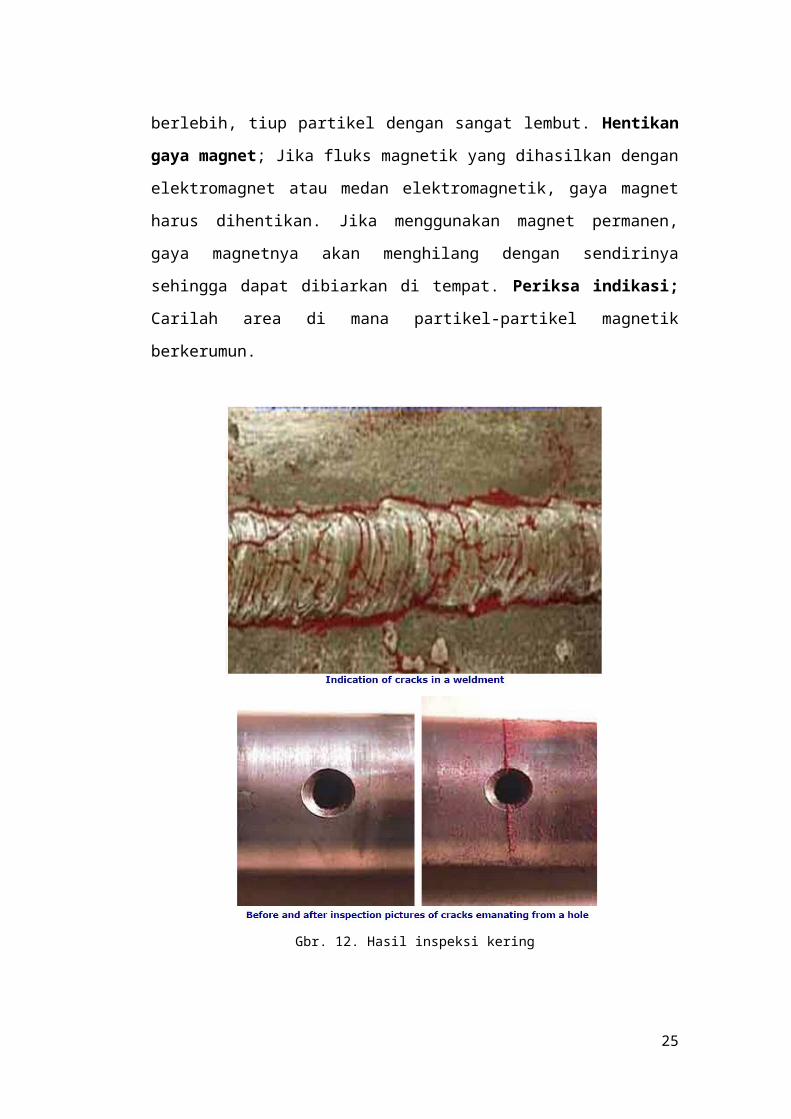
Gbr. 12. Hasil inspeksi kering
Continuous and Residual Magnetization Techniques
Dalam inspeksi partikel magnetik, partikel magnetik diterapkan pada
komponen yang telah memiliki gaya magnet setelah dimagnetisasi. Magnetisasi
kontinu menjelaskan teknik di mana kekuatan magnetisasi diterapkan dan
dipelihara, sedangkan partikel magnetik mengalir ke permukaan komponen
menuju tempat cacat. Di sisi lain, magnetisasi sisa, menggambarkan teknik di
mana gaya magnet diterapkan untuk menarik komponen dan kemudian berhenti
sebelum menerapkan partikel magnetik. Hanya bidang sisa komponen magnet
yang dapat menarik partikel magnetik dan menghasilkan indikasi.
18
Teknik kontinu umumnya dipilih bila sensitivitas maksimum diperlukan
karena memiliki dua keuntungan. Pertama, fluks magnetik akan tinggi ketika arus
mengalir sehingga bidang kebocoran juga akan kuat terindikasi. Kekuatan medan
di komponen tergantung pada dua variabel: kekuatan medan magnet saat
diterapkan dan permeabilitas benda uji. Kekuatan medan magnet mempengaruhi
kerapatan fluks magnetik di mana saat dilakukan magnetisasi, kerapatannya
tinggi. Setalah magnetisasi selesai, kerapatannya menurun lagi.
Bahan dengan permeabilitas tinggi tidak mempertahankan medan magnet
dengan kuat sehingga bidang kebocoran fluks akan sangat lemah atau tidak ada
ketika kekuatan magnetizing dihapus. Oleh karena itu, bahan dengan
permeabilitas magnet yang tinggi tidak cocok untuk pemeriksaan menggunakan
teknik residual. Ketika teknik residual digunakan untuk memeriksa bahan dengan
permeabilitas yang rendah, perawatan harus dilakukan untuk memastikan bahwa
bidang sisa memiliki gaya magnet yang cukup untuk menghasilkan indikasi.
Keuntungan kedua dari teknik kontinu adalah ketika digunakan untuk
menghasilkan gaya magnet, dapat memberikan tambahan mobilitas partikel. Arus
AC atau DC akan menyebabkan partikel bergetar dan bergerak sedikit demi
sedikit pada permukaan bagian. Gerakan ini memungkinkan partikel untuk
melakukan perjalanan ke situs kebocoran yang lebih kecil dan sulit terjangkau
sekalipun. Salah satu kelemahan dari metode kontinu adalah terjadi pemanasan
komponen akibat adanya arus listrik yang kontinu mengalir. Sebagai contoh,
ketika prods digunakan, mereka dapat membuat area pemanasan lokal. Hal ini
mungkin dapat diterima pada komponen yang akan diproses lebih lanjut sehingga
efek ini akan dapat dihilangkan. Akan tetapi pada mesin yang masih beroperasi
atau kompenen in-service lainnya dapat terpengaruh oleh kondisi ini. Oleh karena
itu, teknik residual banyak digunakan untuk inspeksi partikel magnetik.
19
BAB III
Isi
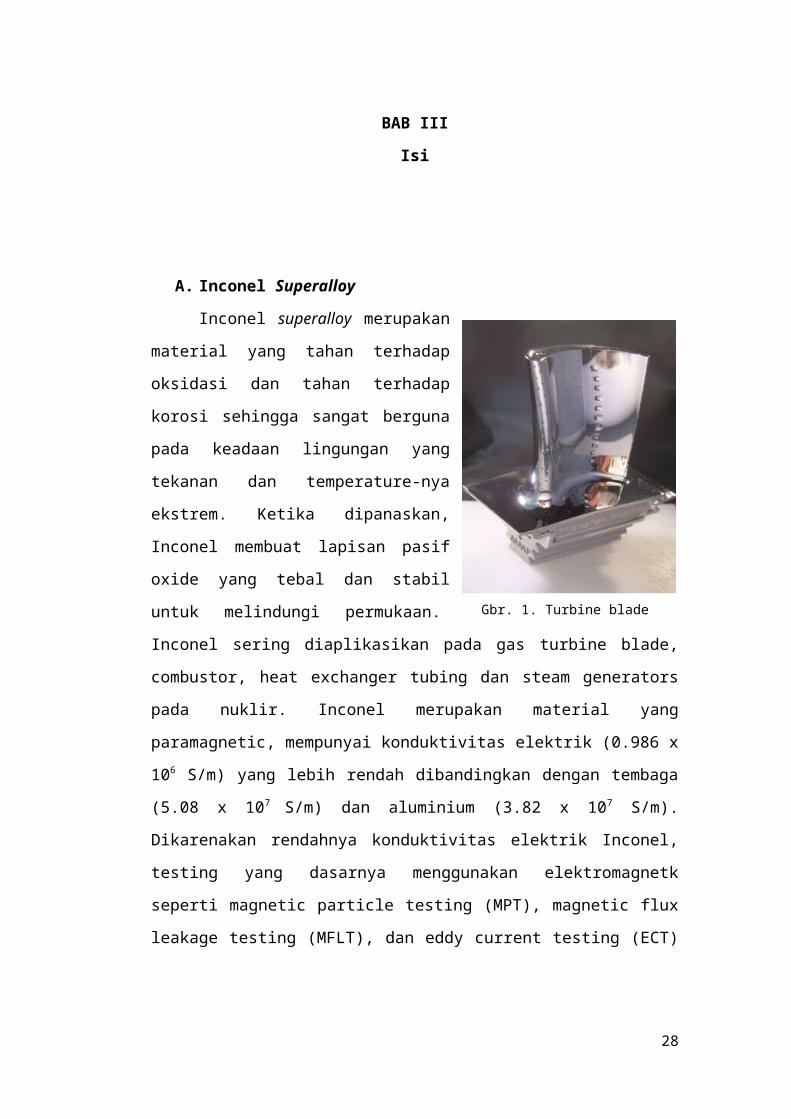
A. Inconel Superalloy
Inconel superalloy merupakan material
yang tahan terhadap oksidasi dan tahan
terhadap korosi sehingga sangat berguna pada
keadaan lingungan yang tekanan dan
temperature-nya ekstrem. Ketika dipanaskan,
Inconel membuat lapisan pasif oxide yang
tebal dan stabil untuk melindungi permukaan.
Inconel sering diaplikasikan pada gas turbine
blade, combustor, heat exchanger tubing dan
steam generators pada nuklir. Inconel
merupakan material yang paramagnetic,
mempunyai konduktivitas elektrik (0.986 x
106 S/m) yang lebih rendah dibandingkan dengan tembaga (5.08 x 107 S/m) dan
aluminium (3.82 x 107 S/m). Dikarenakan rendahnya konduktivitas elektrik
Inconel, testing yang dasarnya menggunakan elektromagnetk seperti magnetic
particle testing (MPT), magnetic flux leakage testing (MFLT), dan eddy current
testing (ECT) mendapatkan kesulitan terhadap mengindentifikasikan dan
mengevaluasi crack yang kecil pada specimen Inconel.
Pengaplikasian Inconel pada pesawat selain dari turbine blade ialah
peralatan landing dari pesawat tersebut. Inconel pada peralatan landing berada
pada baut roda pesawat. Umumnya, pada perekayasaan material pada peralatan
landing dilakukan 5 kali ketahanan uji impak dikarenakan stress yang didapat
pada baut sangatlah besar. Baut yang gagal sangat sering dijumpai pada akar dari
ulir baut yang mengalami crack atau pada kepala baut yang masuk ke pengunci
baut. Inspeksi pada baut Inconel ini dilakukan dengan empat non-destructive
20
Gbr. 1. Turbine blade Inconel

material testing yaitu liquid penetrant (PT), magnetic particle testing (MPT),
ultrasonic (UT), eddy current (ET).
Pada magnetic particle testing
(MPT) memperlihatkan surface defect
dari partikel ferromagnetic halus yang
telah dilakukan untuk memagnetisasi
baut. Karena defects pada permukaan
baut mengganggu magnetic field flux
dan wilayah polarnya bersinggungan,
menyebabkan sebuah bentuk partikel
yang tidak jelas pada wilayah defect.
Magnetic particle testing memerlukan
inspeksi visual yang membuat
kuantifikasi dan pendataan kurang efisien dibandingkan yang otomatis. Karena
magnetic particle testing menunjukkan panjang dan lebar cacat, tetapi tidak
kedalaman, magnetic particle testing cenderung menunjukkan cacat dangkal yang
mungkin tidak berpengaruh terhadap integritas baut.
Terdapat ketidakpastian pada magnetic particle testing terhadap material
Inconel, tentu dikarenakan material Inconel merupakan material paramagnetic
yang konduktivitasnya jauh dibawah tembaga (Cu). Diperlukan penelelitian yang
lebih akurat mengenai magnetic particle testing terhadap Inconel. Tidak hanya
MPT, tetapi MFLT dan ECT juga diperlukan penelitian yang lebih mendalam
akan pendataan terhadap mengidentifikasi crack pada Inconel.
B. Pendahuluan
Secara umum, umur penggunaan dari alat-alat dan struktur-struktur besar,
contohnya pembangkit listrik tenaga nuklir, dapat diperpanjang saat keamanan
dan efisiensi pada sisi ekonomis ditingkatkan. Oleh karena itu, toleransi terhadap
kerusakan pada pembangkit listrik tenaga nuklir tersebut menjadi sangat penting
karena untuk membangun dan mengoperasikan fasilitas tersebut dibutuhkan
sumber daya yang tidak sedikit. Namun, banyak sekali komponen pada alat-alat
dalam pembangkit listrik tenaga nuklir tersebut yang tidak digunakan meskipun
21
Gbr. 2. Cacat pada baut Inconel
margin keamanannya tergolong besar. Hal tersebut disebabkan oleh terjadinya
proses aging yang muncul akibat temperatur tinggi, lingkungan yang korosif, dan
pembebanan besar yang berulang. Lebih lanjut lagi, prediksi terhadap proses
aging tersebut tergolong sulit, dan jika terdapat kerusakan yang besar dan meluas,
dimana sulit untuk diprediksi, dapat menimbulkan sebuah kecelakaan yang besar.
Penyebabnya adalah karena analisis mekanisme kerusakan yang kurang memadai,
atau evaluasi kuantitatif dari kerusakan yang memiliki nilai kesalahan/error yang
besar. Oleh karena itu, sebuah metode nondestructive testing yang telah diperbarui
dapat digunakan sebagai pertimbangan untuk mendeteksi dan mengevaluasi
kerusakan yang ada pada skala yang kecil.
Sebagai sampel tujuan analisis, seri material Inconel ® umum digunakan
sebagai material struktural pada pembangkit listrik tenaga nuklir karena memiliki
sifat tahan korosi dan tahan panas. Sebagai material paramagnetik dengan
konduktivitas elektrik sebesar 0,986 x 106 S/m, metode uji berbasis elektromagnet
seperti magnetic particle testing (MPT), magnetic flux leakage testing (MFLT),
dan eddy current testing (ECT) memiliki kesulitan untuk mendeteksi crack kecil
pada spesimen material Inconel®. Selain itu, metode pengujian lain yaitu dye
penetrant testing (PT) atau liquid penetrant testing dapat juga digunakan pada
material ini, tetapi masih terdapat kesulitan dalam mendapatkan hasil evaluasi
kuantitatif dari crack menggunakan metode ini.
Oleh karena itu, pada paper ini diajukan metode nondestructive testing
(NDT) untuk mendeteksi dan mengevaluasi cacat open surface crack pada
material paramagnetik menggunakan penetrating magnetic fluid. Beberapa
partikel magnetik dengan diameter dalam skala nanometer digabungkan dengan
surfactant, dan didispersikan dalam pelarut berupa air atau kerosin dalam larutan
magnetik. Kemudian, larutan magnetik tersebut dapat mempenetrasi sebuah crack
dengan cara capillary action. Cara tersebut yang kemudian digunakan pada
penelitian dalam paper ini. Sebuah kamera magnetik digunakan untuk mendeteksi
dan mengevaluasi larutan magnetik yang telah berpenetrasi, yang selanjutnya
dapat menentukan bentuk dan ukuran dari sebuah crack. Metode tersebut
digunakan untuk spesimen material Inconel® 600.
22
C. Prinsip Dasar
a. Larutan Magnetic
Partikel feromagnetik dalam skala nanometer dapat larut dalam pelarut
seperti hidrokarbon, ester, eter, kerosin, atau air, setelah berikatan dengan
surfaktan, menjadikan larutan tersebut tergolong material super-paramagnetik,
yang memiliki sifat feromagnetik dan paramagnetik dengan atau tanpa medan
magnet eksternal. Oleh karena itu, material tersebut menunjukkan histeresis yang
kecil pada kurva magnetisasinya dan memiliki sedikit residu magnetisasi.
Selanjutnya, sifat capillary yang dimilikinya dapat berpenetrasi kedalam open
surface crack berdasarkan persamaan berikut:
h=2T × cosθr ρ g
dimana h adalah kedalaman penetrasi, θ adalah sudut kontak, T adalah tegangan
permukaan, r adalah diameter kapiler, ρ adalah massa jenis larutan, dan g adalah
percepatan gravitasi. Larutan yang digunakan akan mudah berpenetrasi jika
diameter kapilernya berukuran kecil.
b. Scan-type Magnetic Camera
Untuk memvisualisasikan distribusi dari medan magnet dan memberikan
data kuantitatif untuk mengevaluasi crack yang ada, digunakan alat yang disebut
kamera magnetik. Alat tersebut menggunakan sumber magnetic seperti magnetic
coil, induced current (IC), magnetisasi residu, Helmholtz coil, dan magnetism
terrestrial untuk mendeteksi crack pada specimen logam. Lebih lanjut lagi, untuk
mendapatkan visualisasi distribusi medan magnet dengan resolusi tinggi dapat
digunakan linearly integrated Hall sensor array (LIHaS) pada kamera magnetik
scan-type.
Pada Gbr. 3. di bawah, dapat dilihat bahwa pada kamera magnetik
digunakan yoke magnetizer di bagian bawah LIHaS. Pada Gbr. 3.(a), dapat dilihat
model sebenarnya dari yoke magnetizer tersebut dan pada Gbr. 3.(b) dapat dilihat
model analisis dari magnetizer tersebut. Arah pada sumbu x- menunjukkan arah
scanning, arah pada sumbu y- menunjukkan arah sensor array pada LIHaS, dan
arah pada sumbu z- menunjukkan arah vertikal dari spesimen.
23

Gbr. 3. Yoke-type magnetizer berukuran kecil; (a) foto dan (b) model analisis
Spesifikasi dari magnetizer tersebut adalah: panjang core = 40mm, lebar
arah sumbu-x= 16mm, tinggi arah sumbu-z= 27mm, ketebalan core= 3,5mm,
permeabilitas magnetik relatif (MURX)= 250, dan resistivitas elektrik (RSVX)=
1,6x10-7 Ωm.
Magnetizer kemudian diletakan pada spesimen Inconel® (spesifikasi
dimensi 60mm 60mm x 0,8mm, MURX = 1,01, RSVX = 1,014 x 10-6 Ωm)
dengan jarak pengangkatan 2 mm dari spesimen. Kemudian, sebuah crack yang
dibuat terdapat pada spesimen (lebar 1mm, panjang 10mm dan kedalaman
0,8mm) diisi dengan magnetic fluid (MURX = 20). Saat arus DC 0,28A dialirkan
pada tiap coil (MURX = 1), sebuah medan magnet akan terbentuk seperti terlihat
pada Gbr.4.
Gbr.4. Analisis distribusi medan magnet pada spesimen Inconel® menggunakan arus DC; (a)
crack pada sumbu-x dan (b) crack pada sumbu-y.
24
Metode magnetisasi yang digunakan disebut dengan direct current-
magnetic flux leakage (DC-MFL). Berdasarkan Gbr.4., dapat dilihat bahwa
leakage dari medan magnet akan maksimal saat arahnya tegak lurus dengan arah
crack, dan crack akan sulit terdeteksi saat arah medan magnet sejajar dengan arah
panjang crack.
Selanjutnya, selain menggunakan arus DC, crack pada Gbr.4.(a) dapat
dianalisis dengan memberikan input arus AC pada coil, yang kemudian hasilnya
dapat dilihat pada Gbr.5. Hasil yang didapatkan berupa analisis distribusi medan
magnet [Gbr.5.(a) dan (c)] dan analisis medan listrik [Gbr.5.(b) dan (d)]. Besar
arus AC yang diberikan sebesar 0,28 A dengan frekuensi sebesar 1kHz. Pada
penggunaan arus AC, didapatkan untuk distorsi medan listrik akan maksimal jika
arahnya sejajar dengan arah panjang dari crack [Gbr.5.(b)]. Selain itu, dapat
ditemukan juga medan magnet pada sumbu-z akibat distorsi medan listrik yang
dapat diukur menggunakan LIHaS, sehingga crack tersebut akan lebih mudah
untuk dianalisis. Selain itu, sama dengan sebelumnya, crack juga dapat terdeteksi
secara efektif saat medan magnet/arah magnetisasi tegak lurus dengan arah
panjang crack. Karena pada metode ini terdapat dua cara untuk mendeteksi crack,
yaitu medan listrik atau induced current (IC) dan medan magnet atau leakage
magnetic field (LMF), metode ini dapat disebut juga metode combined induced
current and magnetic field leakage method (CIC-MFL).
25
Gbr.5. Analisis distribusi spesimen Inconel® menggunakan arus AC; (a) medan magnet pada
sumbu-x, (b) medan listrik pada sumbu-x, (c) medan magnet pada sumbu-y, dan (d) medan listrik
pada sumbu-y.
D. Eksperimen dan Diskusi
a. Spesimen
Gbr.6. Sampel yang digunakan.
26
Sampel yang digunakan berupa material Inconel® 600 dengan dimensi
185mm x 146mm x 2mm. Crack dibuat dengan menggunakan metode electro-
discharge-machining. Ukuran masing-masing crack adalah sebagai berikut:
Tabel 1. Ukuran setiap retak yang diteliti
Kemudian, larutan magnetik yang digunakan adalah larutan magnetik
water-based (Ferrotec Co., exp. 92017). Larutan tersebut diteteskan ke tiap crack,
dan setelah 6 menit spesimen dibersihkan. Larutan magnetik yang telah
berpenetrasi diisolasi dari udara dengan cara menutup sampel menggunakan tape.
Lalu untuk menghilangkan larutan magnetik yang telah berpenetrasi dapat
menggunakan neodymium magnetizer di dalam air selama 10 menit. Lebih lanjut
lagi, dimasukkan impurities feromagnetik dari AISI 1018 dan AISI 4340 di posisi
D2, D3, E2 dan E3 pada spesimen dan ditempelkan dua partikel dari AISI 4340
pada posisi D5 dan E5.
27
b. Alat Eksperimen
Gbr.7. Alat eksperimen.
Alat yang digunakan berupa 64 sensor Hall InSb yang disusun pada
interval 0,52mm dalam ferrite wafer NiZn pada LIHaS. LIHaS dengan magnetizer
yoke kecil berada di bagian bawah dari sistem high-precision scanning. Jarak
pengangkatan sebesar 0,9mm, dan resolusi spasial dari arah scanning sebesar
0,5mm. Arus yang digunakan adalah arus DC sebesar 200 mA dan AC 200 mA
dengan frekuensi 1 kHz untuk metode DC-MFL dan CIC-MFL. Kemudian, gain
untuk voltase Hall adalah sebesar 63,5 dB untuk metode DC-MFL, dan 52 dB
untuk metode CIC-MFL. Data hasil scanning pada sumbu-y didapatkan dengan
metode DC-MFL, dan data hasil scanning pada sumbu-x didapatkan dengan
metode CIC-MFL.
c. Hasil dan Diskusi
Gbr.8. Hasil scanning pada sumbu-x menggunakan metode CIC-MFL.
28

Berdasarkan hasil pada Gbr.8., terdapat distorsi besar dari arus yang
diberikan pada ujung-ujung dari crack. Tetapi, pada crack D4 dan E4 tidak
terdapat distorsi yang signifikan dikarenakan ukurannya yang kecil dan arah arus
yang sejajar dengan arah crack.
Gbr.9. Hasil scanning pada sumbu-y menggunakan metode DC-MFL.
Pada Gbr.9., yaitu hasil scanning menggunakan metode DC-MFL, dapat
dilihat bahwa panjang dari crack terlihat dengan lebih jelas. Selain itu, visualisasi
dari crack yang ada lebih proporsional pada panjang dan kedalaman dari crack
tersebut dibandingkan dengan pada Gbr.8..
Selanjutnya, pada Gbr.10. dan Gbr.11. dapat dilihat gambaran tampak
samping dari tiap-tiap crack. Pada Gbr.10. adalah tampak samping dari crack
pada Gbr.8. dan pada Gbr.11. adalah tampak samping dari crack pada Gbr.9.
Berdasarkan kedua gambar tersebut (Gbr.10. dan Gbr.11.), panjang
sebenarnya dari masing-masing crack bisa didapatkan dari kedua metode, baik
DC-MFL maupun CIC-MFL.
29
Gbr.10. Tampak samping dari masing-masing crack pada Gbr.6.
Gbr.11. Tampak samping dari masing-masing crack pada Gbr.7.
E. Kesimpulan
Berdasarkan hasil penelitian, metode DC-MFL dan CIC-MFL yang
merupakan metode nondestructive test ini dapat digunakan untuk mendeteksi dan
mengevaluasi crack pada material non-ferrous dan non-metallic seperti contohnya
keramik, komposit, dan resin sintetis.
30
BAB IV
Penutup
A. Kesimpulan
Terdapat berbagai macam pengujian tidak merusak untuk suatu benda
sehingga dapat diketahui penyebab kegagalan, salah satunya dengan Magnetic
Particle Testing (MPT). MPT ini prinsipnya dengan memagnetisasi benda uji lalu
memberikan partikel-pertikel magnetik sehingga partikel tersebut akan masuk
atau membentuk cacat yang ada pada permukaan benda uji. Tempat
berkerumunnya partikel tersebut adalah tempat di mana cacat itu ada dan dari
situlah kita dapat mengamati dan menyimpulkan penyebab dari kegagalan benda
tersebut.
Terdapat dua macam metode MPT, yaitu inspeksi suspensi dan inspeksi
kering. Perbedaannya terdapat pada jenis partikel magnetik yang digunakan.
Untuk inspeksi kering, partikel magnetik tidak diberi perlakuan atau penambahan
zat tertentu. Setelah dilakukan magnetisasi, partikel dapat langsung diaplikasikan
ke benda uji. Sedangkan untuk inspeksi suspensi, partikel magnetik dilarutkan
atau dicampurkan dengan air yang telah diberi aditif atau distilat minyak bumi.
Penambahan ini ternyata menambah mobilitas dari partikel magnetik sehingga
dapat mengindikasikan cacat pada sub-permukaan.
Dari jurnal yang telah kami review, dengan dilakukan MPT, metode DC-
MFL dan CIC-MFL yang merupakan metode nondestructive test ini dapat
digunakan untuk mendeteksi dan mengevaluasi crack pada material non-ferrous
dan non-metallic seperti contohnya keramik, komposit, dan resin sintetis.
31