86630763 menekuk dan men yam bung plat
TRANSCRIPT
Teknologi Dan Rekayasa
WORKING PLATE
Teknologi dan Rekayasa
METODE PENYAMBUNGAN
Penyambungan logam adalah suatu proses yang dilakukan untuk menyambung 2 (dua) bagian logam atau lebih. • Penyambungan bagian–bagian logam ini dapat
dilakukan dengan berbagai macam
• metoda sesuai dengan kondisi dan bahan yang digunakan.
• Setiap metoda penyambungan yang digunakan mempunyai keuntungan tersendiri dari metoda lainnya.
• metoda penyambungan yang digunakan pada suatu konstruksi sambungan harus disesuaikan dengan kondisi yang ada

Teknologi dan Rekayasa
METODE PENYAMBUNGAN Sambungan las OAW
sambungan keling
sambungan sekrup
Sambungan lipat
Teknologi dan Rekayasa
KONSTRUKSI SAMBUNGAN Proses Pengerjaan Sambungan
bagaimana pengerjaan konstruksi sambungan itu dilakukan seperti: sambungan untuk konstruksi tangki dari bahan pelat lembaran. Kekuatan Sambungan
kekuatan sambungan disesuakan dengan kegunaan (las untuk tangki). Kerapatan Sambungan
Tangki digunakan untuk tempat penyimpanan cairan maka pemilihan sambungan harus yang tahan terhadap kebocoran( las ). Penggunaan Konstruksi Sambungan
Penggunaan konstruksi sambunganmerupakan pertimbangan yang tidak dapat diabaikan ( misal : las. Keling ) Faktor Ekonomis
Pemilihan untuk konstruksi sambungan ini dipertimbangkan berdasarkan biaya ke-seluruhan dari setiap proses penyambungan.
Teknologi dan Rekayasa
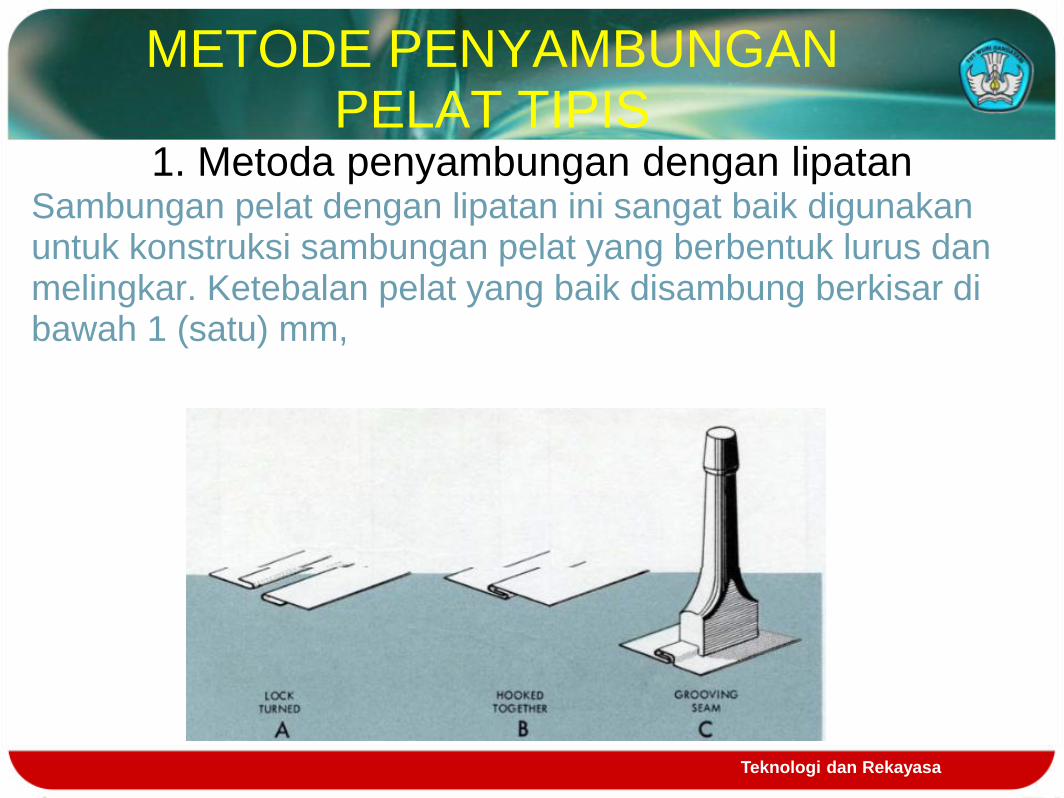
METODE PENYAMBUNGAN PELAT TIPIS
1. Metoda penyambungan dengan lipatan
2. Metoda penyambumgan dengan keling
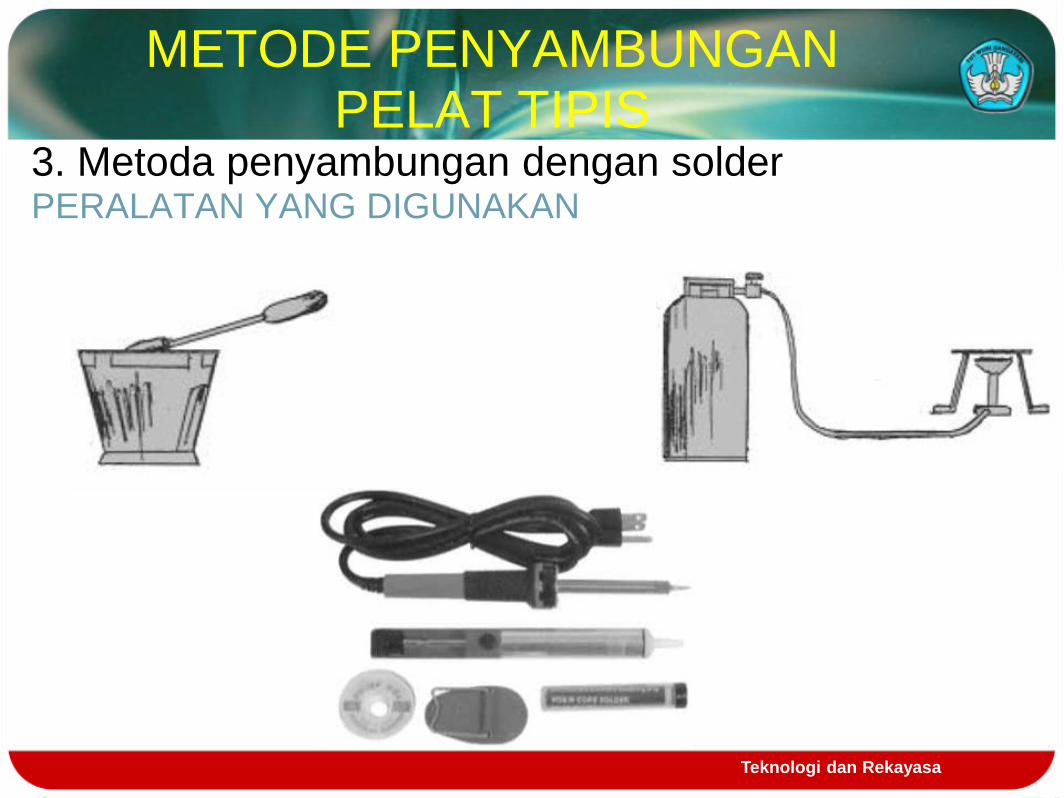
3. Metoda penyambungan dengan solder
4. Metoda penyanmbungan dengan las titik
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
1. Metoda penyambungan dengan lipatan Sambungan pelat dengan lipatan ini sangat baik digunakan untuk konstruksi sambungan pelat yang berbentuk lurus dan melingkar. Ketebalan pelat yang baik disambung berkisar di bawah 1 (satu) mm,
Teknologi dan Rekayasa
PROSES PENGERJAAN
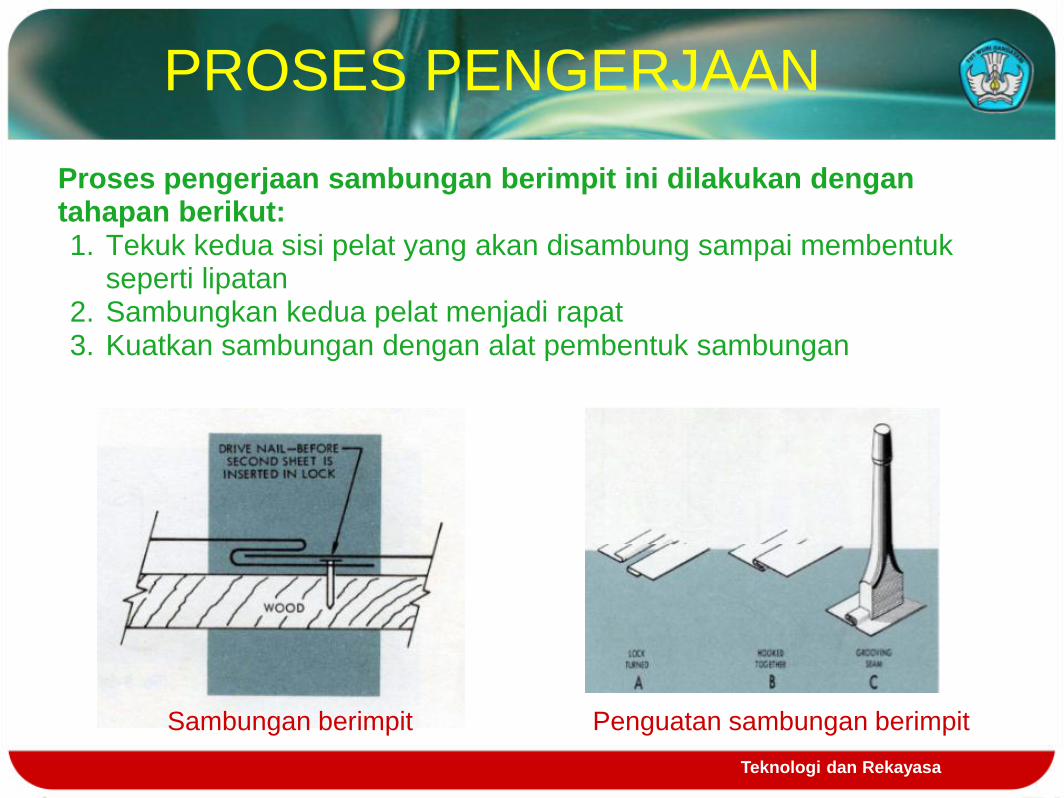
Proses pengerjaan sambungan berimpit ini dilakukan dengan tahapan berikut: 1. Tekuk kedua sisi pelat yang akan disambung sampai membentuk
seperti lipatan
2. Sambungkan kedua pelat menjadi rapat 3. Kuatkan sambungan dengan alat pembentuk sambungan
Sambungan berimpit Penguatan sambungan berimpit
Teknologi dan Rekayasa
PROSES PENGERJAAN
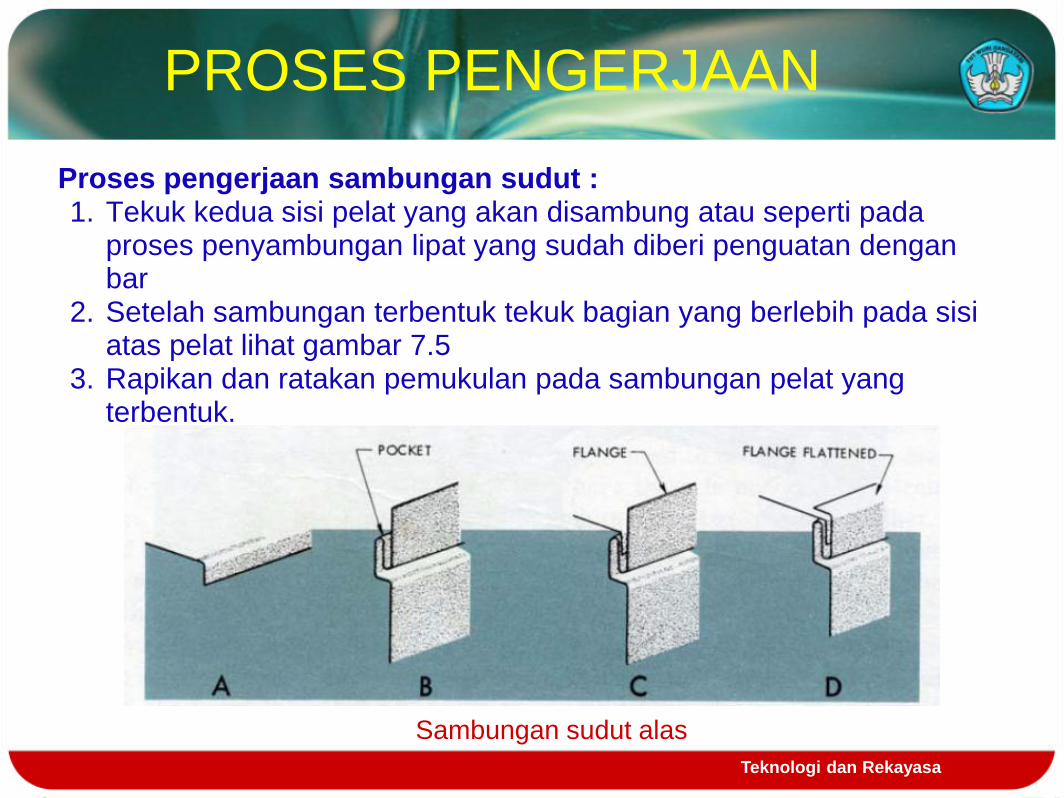
Proses pengerjaan sambungan sudut : 1. Tekuk kedua sisi pelat yang akan disambung atau seperti pada
proses penyambungan lipat yang sudah diberi penguatan dengan bar
2. Setelah sambungan terbentuk tekuk bagian yang berlebih pada sisi atas pelat lihat gambar 7.5
3. Rapikan dan ratakan pemukulan pada sambungan pelat yang terbentuk.
Sambungan sudut alas
Teknologi dan Rekayasa
PROSES PENGERJAAN
HAL-HAL YANG PERLU DIPERHATIKAN
Untuk mendapatkan hasil sambungan lipatan yang baik
dibutuhkan ketelitian dan ketekunan serta memperhitungkan radius lipatan. Permukaan pelat pada daerah sambungan juga sangat berpengaruh terhadap kualitas sambungan. Apabila sambungan lipatan pelat dipukul tidak merata atau
menimbulkan cacat bekas pukulan maka kualitas sambungan akan buruk.
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
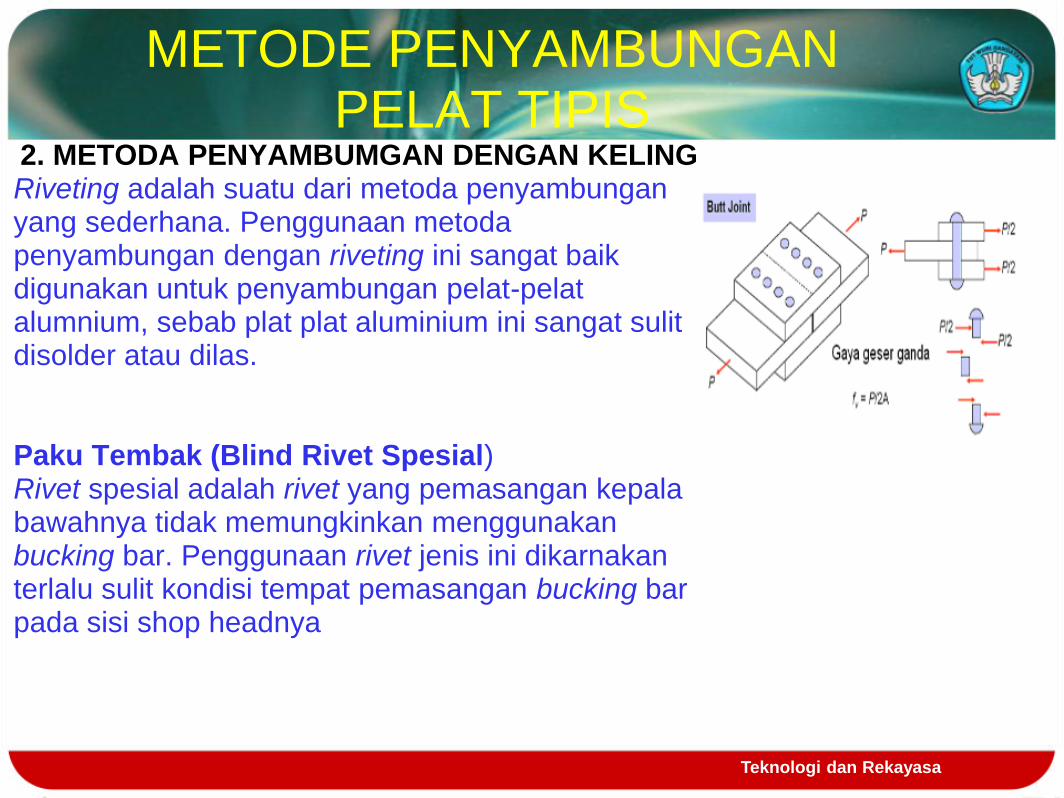
2. METODA PENYAMBUMGAN DENGAN KELING
Riveting adalah suatu dari metoda penyambungan yang sederhana. Penggunaan metoda penyambungan dengan riveting ini sangat baik digunakan untuk penyambungan pelat-pelat alumnium, sebab plat plat aluminium ini sangat sulit disolder atau dilas. Paku Tembak (Blind Rivet Spesial) Rivet spesial adalah rivet yang pemasangan kepala bawahnya tidak memungkinkan menggunakan bucking bar. Penggunaan rivet jenis ini dikarnakan terlalu sulit kondisi tempat pemasangan bucking bar pada sisi shop headnya

Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
2. METODA PENYAMBUMGAN DENGAN KELING Bentuk Paku Tembak (blind rivet) Gun Blind Rivet
Teknologi dan Rekayasa
PROSES PENGERJAAN
1. Rivet atau dalam istilah sehari-hari sering disebut paku keling adalah suatu metal pin yang mempunyai kepala dan tangkai rivet. Bentuk dan ukuran dari rivet ini telah dinormalisasikan menurut standar dan kodenya.
2. Pengembangan penggunaan rivet dewasa ini umumnya digunakan untuk pelat-pelat yang sukar dilas dan dipatri dengan ukuran yang relatif kecil.
3. Setiap bentuk kepala rivet ini mempunyai kegunaan tersendiri, masing-masing jenis mempunyai kekhususan dalam penggunaannya.

Teknologi dan Rekayasa
PROSES PENGERJAAN
Pemasangan rivet spesial Prosedur awal pemasangan rivet spesial ini sama halnya dengan pemasangan rivet lainya. Tetapi pada pemasangan rivet spesial ini menggunakan alat yakni tang penembak rivet (gun rivet). Pada gambar di bawah berikut dapat dilihat pemasangan rivet ini.
Gun Blind Rivet
Pemasangan Paku Tembak
Teknologi dan Rekayasa
PROSES PENGERJAAN
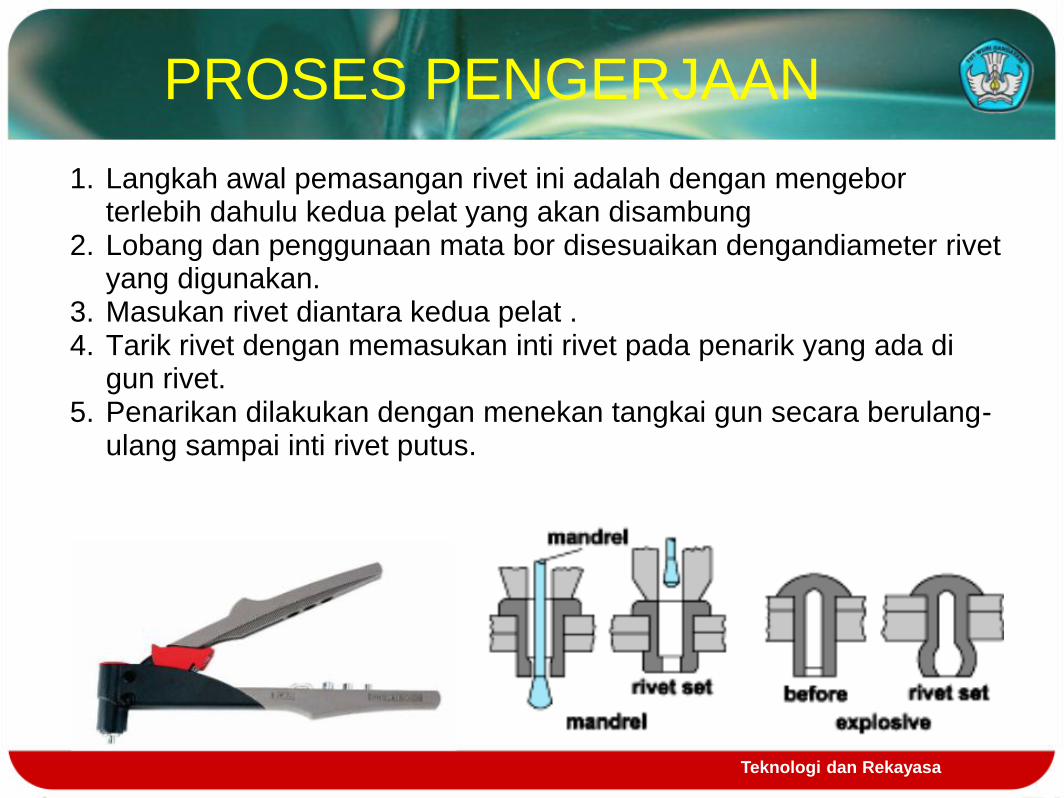
1. Langkah awal pemasangan rivet ini adalah dengan mengebor terlebih dahulu kedua pelat yang akan disambung
2. Lobang dan penggunaan mata bor disesuaikan dengandiameter rivet yang digunakan.
3. Masukan rivet diantara kedua pelat . 4. Tarik rivet dengan memasukan inti rivet pada penarik yang ada di
gun rivet. 5. Penarikan dilakukan dengan menekan tangkai gun secara berulang-
ulang sampai inti rivet putus.
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
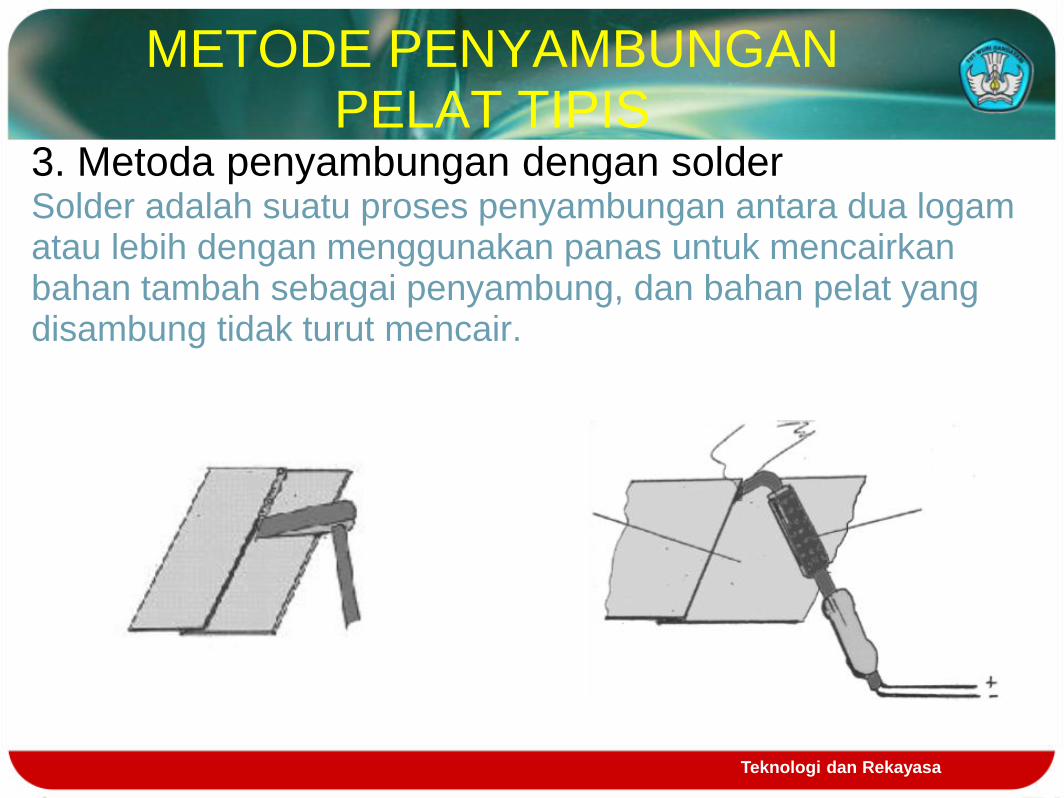
3. Metoda penyambungan dengan solder Solder adalah suatu proses penyambungan antara dua logam atau lebih dengan menggunakan panas untuk mencairkan bahan tambah sebagai penyambung, dan bahan pelat yang disambung tidak turut mencair.
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
3. Metoda penyambungan dengan solder PERALATAN YANG DIGUNAKAN
Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
Solder Lunak
Penggolongan solder lunak berdasarkan temperatur yang digunakan untuk proses penyolderan. Temperatur yang digunakan solder lunak ini berkisar di bawah 4500. Penggunaan
Penggunaan solder lunak biasanya untuk konstruksi sambungan yang tidak membutuhkan kekuatan tarik yang tinggi, tetapi dititik beratkan pada kerapatan sambungan. Fluks
Fluks yang digunakan dari berbagai macam jenis sesuai dengan bahan atau material yang disambung.

Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
Panas pembakaran
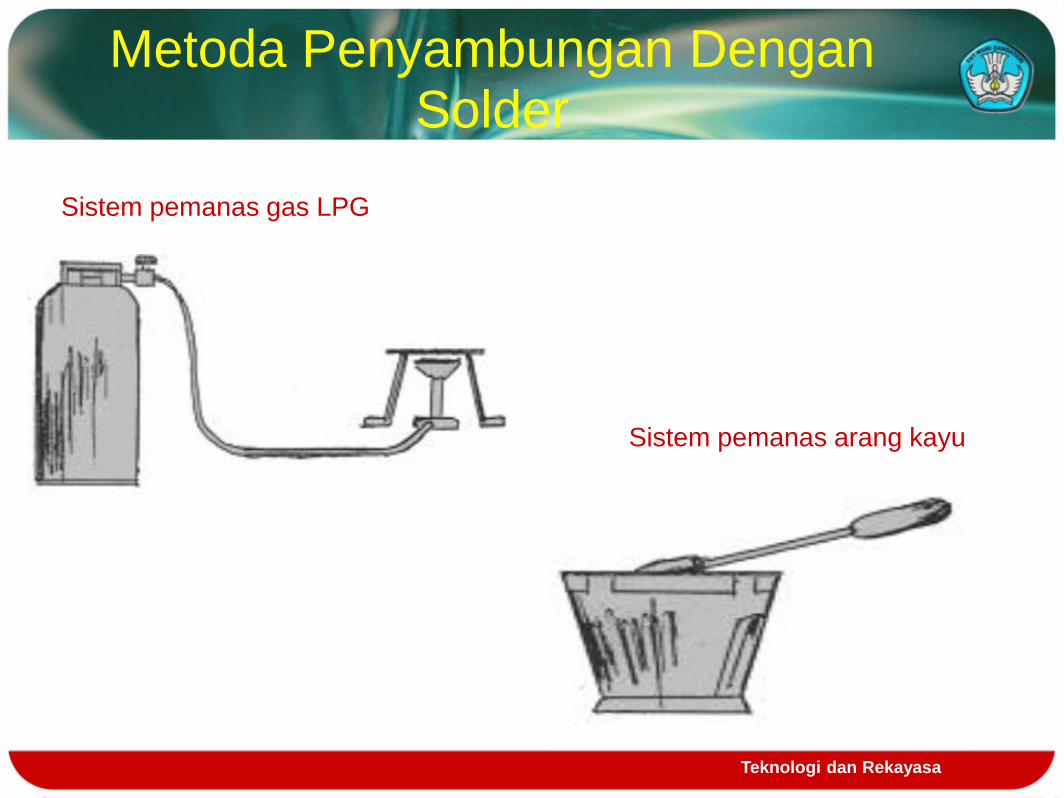
Panas yang dibutuhkan untuk penyolderan dengan temperatur rendah ini dapat diperoleh dari beberapa sistem pemanasan diantaranya : Sistem pemanasan menggunakan arus listrik sebagai sumber panas penyolderan.
Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
Sistem pemanas gas LPG
Sistem pemanas arang kayu
Teknologi dan Rekayasa
PROSES PENYOLDERAN
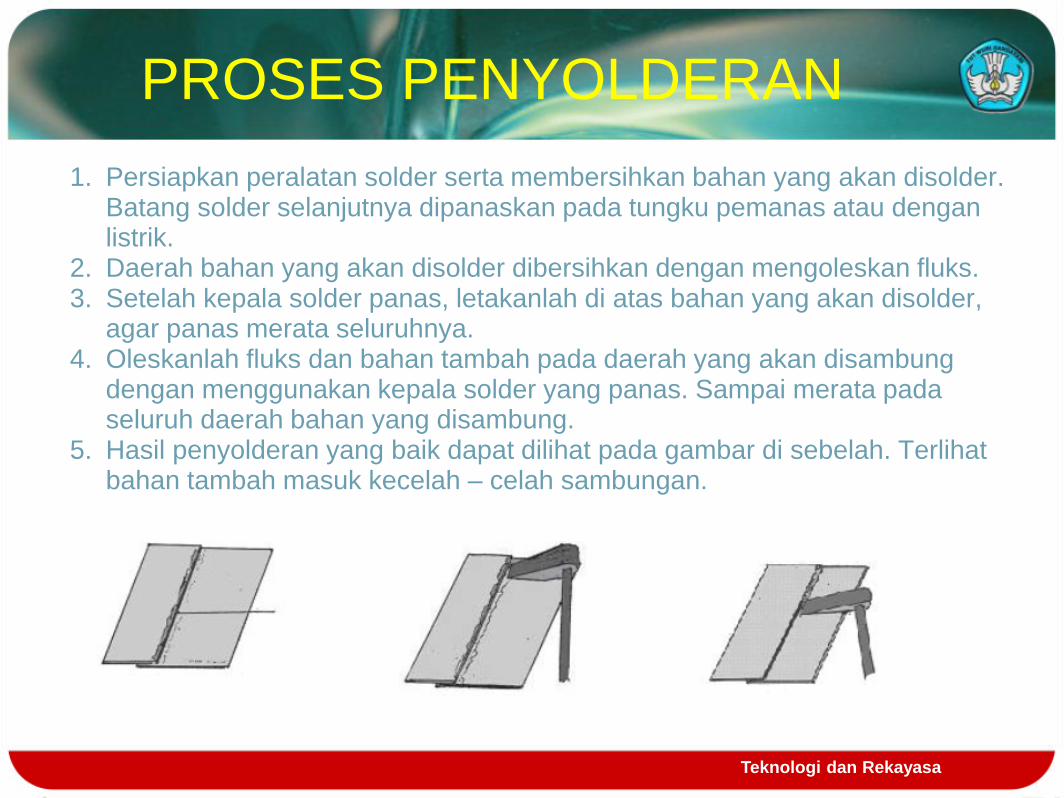
1. Persiapkan peralatan solder serta membersihkan bahan yang akan disolder. Batang solder selanjutnya dipanaskan pada tungku pemanas atau dengan listrik.
2. Daerah bahan yang akan disolder dibersihkan dengan mengoleskan fluks. 3. Setelah kepala solder panas, letakanlah di atas bahan yang akan disolder,
agar panas merata seluruhnya. 4. Oleskanlah fluks dan bahan tambah pada daerah yang akan disambung
dengan menggunakan kepala solder yang panas. Sampai merata pada seluruh daerah bahan yang disambung.
5. Hasil penyolderan yang baik dapat dilihat pada gambar di sebelah. Terlihat bahan tambah masuk kecelah – celah sambungan.
Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
Solder keras/brazing
Solder keras dibagi dalam dua kelompok yakni : Brazing dan silver. Pembagian kelompok ini berdasarkan komposisi penyolderan, titik cair dan fluks yang digunakan. Brazing mempunyai komposisi kandungan tembaga dan seng. Fluks yang digunakan dalam proses penyolderan adalah boraks dengan menggunakan pemanas antara bbo 880* - 890* C. Silver mempunyai komposisi kandungan perak. Tembaga dan seng. Fluks yang dipakai dalam proses penyolderan silvering ini ada dua yakni tenacity dan easy flo. Temperatur yang digunakan untuk penyolderan berkisar 7500 C.
Brazing
Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
Penggunaan
Proses penyambungan dengan solder keras ini mempunyai konstruksi sambungan yang kuat dan rapat serta tahan terhadap panas. Penggunaan konstruksi sambungan ini umumnya untuk menyambung pipa-pipa bahan bakar dan konstruksi sambungan lainnya. Kelebihan solder keras ini sangat baik digunakan untuk penyambungan dua buah bahan yang berlainan jenis. Panas pembakaran
Panas pembakaran untuk proses penyolderan ini sekitar di bawah 900* C. dan alat pemanas yang digunakan adalah brander pemanas dengan menggunakan gas pembakar.
Brazing
Teknologi dan Rekayasa
Metoda Penyambungan Dengan Solder
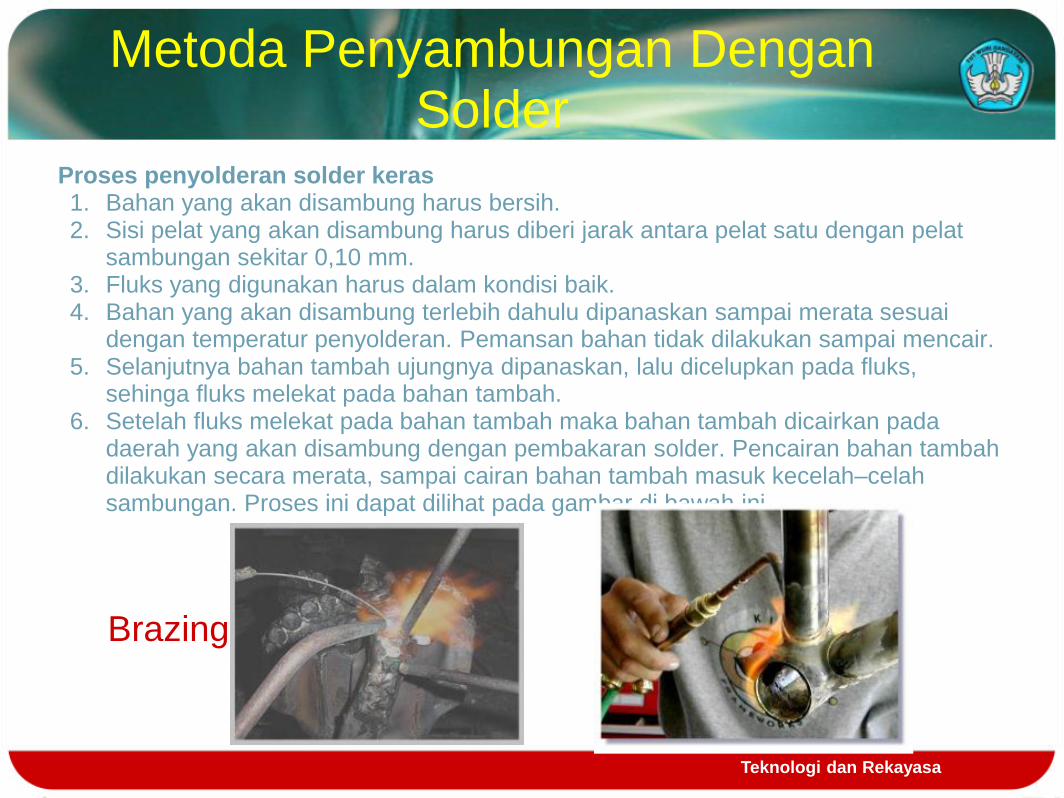
Proses penyolderan solder keras
1. Bahan yang akan disambung harus bersih. 2. Sisi pelat yang akan disambung harus diberi jarak antara pelat satu dengan pelat
sambungan sekitar 0,10 mm. 3. Fluks yang digunakan harus dalam kondisi baik. 4. Bahan yang akan disambung terlebih dahulu dipanaskan sampai merata sesuai
dengan temperatur penyolderan. Pemansan bahan tidak dilakukan sampai mencair. 5. Selanjutnya bahan tambah ujungnya dipanaskan, lalu dicelupkan pada fluks,
sehinga fluks melekat pada bahan tambah. 6. Setelah fluks melekat pada bahan tambah maka bahan tambah dicairkan pada
daerah yang akan disambung dengan pembakaran solder. Pencairan bahan tambah dilakukan secara merata, sampai cairan bahan tambah masuk kecelah–celah sambungan. Proses ini dapat dilihat pada gambar di bawah ini.
Brazing
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
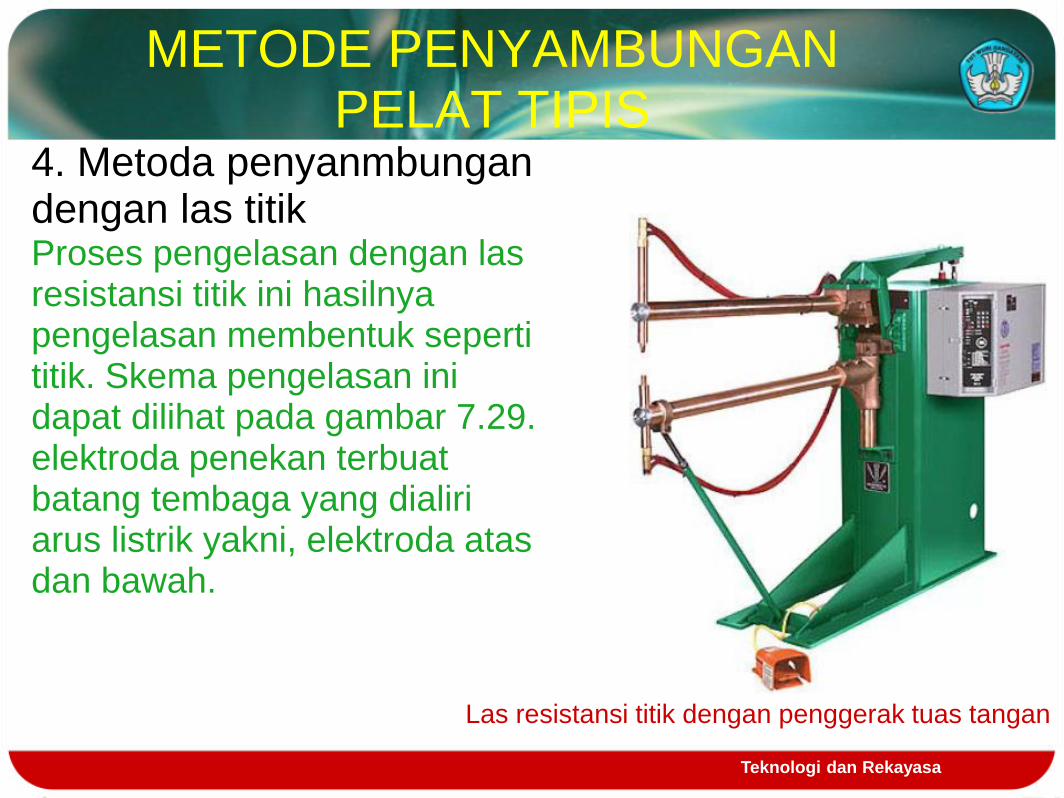
4. Metoda penyanmbungan dengan las titik Proses pengelasan dengan las resistansi titik ini hasilnya pengelasan membentuk seperti titik. Skema pengelasan ini dapat dilihat pada gambar 7.29. elektroda penekan terbuat batang tembaga yang dialiri arus listrik yakni, elektroda atas dan bawah.
Las resistansi titik dengan penggerak tuas tangan
Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
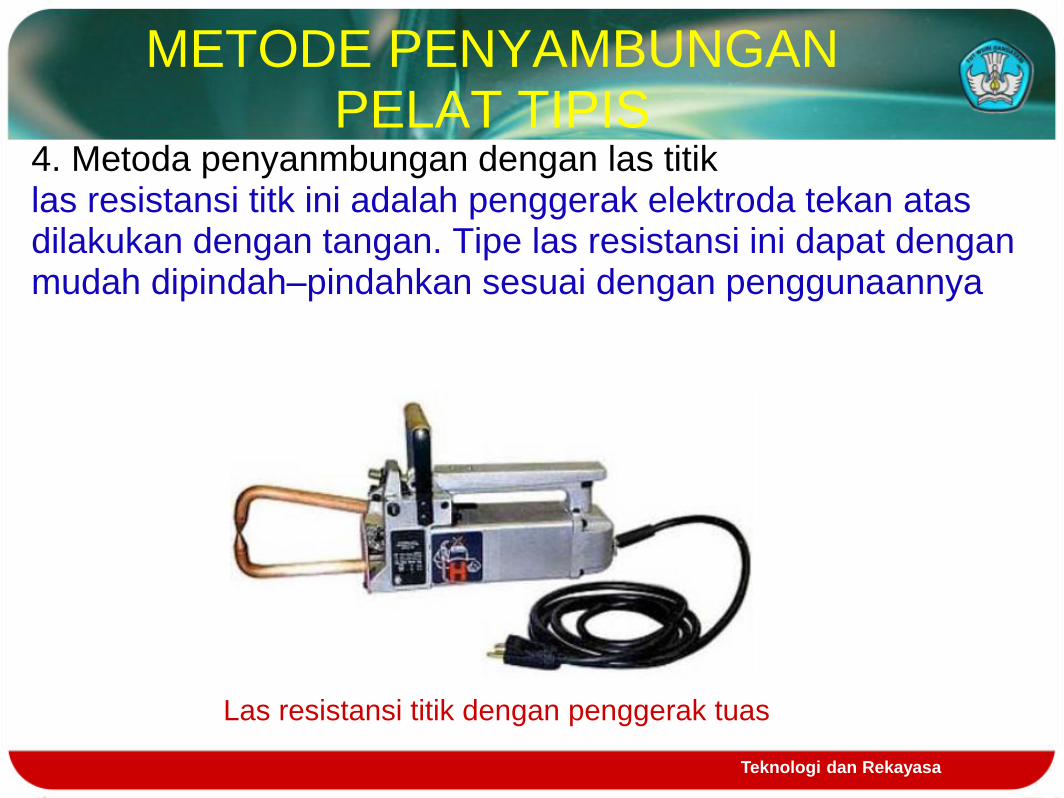
4. Metoda penyanmbungan dengan las titik
las resistansi titk ini adalah penggerak elektroda tekan atas dilakukan dengan tangan. Tipe las resistansi ini dapat dengan mudah dipindah–pindahkan sesuai dengan penggunaannya
Las resistansi titik dengan penggerak tuas

Teknologi dan Rekayasa
METODE PENYAMBUNGAN PELAT TIPIS
4. Metoda penyanmbungan dengan las titik
Las Resistansi Rol (Rolled Resistance Welding) Proses pengelasan resistansi tumpang ini dasarnya sama dengan las resistansi titik, tetapi dalam pengelasan tumpang ini kedua batang elektroda diganti dengan roda yang dapat berputar sesuai dengan alur/garis pengelasan yang dikehendaki. Elektroda roda
Teknologi dan Rekayasa
Proses Las Resistansi
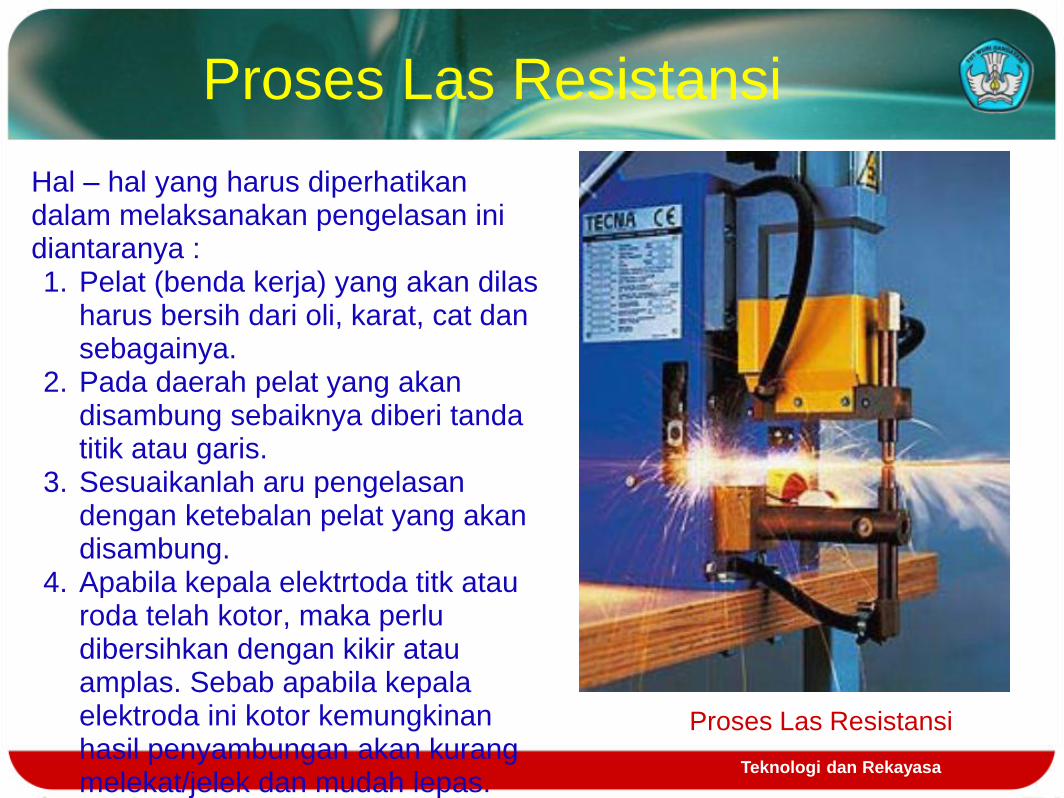
Hal – hal yang harus diperhatikan dalam melaksanakan pengelasan ini diantaranya : 1. Pelat (benda kerja) yang akan dilas
harus bersih dari oli, karat, cat dan sebagainya.
2. Pada daerah pelat yang akan disambung sebaiknya diberi tanda titik atau garis.
3. Sesuaikanlah aru pengelasan dengan ketebalan pelat yang akan disambung.
4. Apabila kepala elektrtoda titk atau roda telah kotor, maka perlu dibersihkan dengan kikir atau amplas. Sebab apabila kepala elektroda ini kotor kemungkinan hasil penyambungan akan kurang melekat/jelek dan mudah lepas.
Proses Las Resistansi
Teknologi dan Rekayasa
REVIEW
1. Sebutkan macam-macam sambungan plat ! 2. Jelaskan proses penyambungan plat dengan cara
lipat ! 3. Jelaskan cara penyambungan plat dengan spot
welding ! 4. Jelaskan perbedan sambungan plat menggunakan
patri/solder dengan brazing !
Teknologi dan Rekayasa
LIBRARIES
• Buku Teknik Pemeliharaan Mekanik Industri (TPMI) – BSE
• Buku Teknik Pembentukan Plat (BSE)