perancangan produk coresampler menggunakan metode …
TRANSCRIPT
PERANCANGAN PRODUK CORESAMPLER
MENGGUNAKAN METODE QFD DI
PERUSAHAAN PTPE
Oleh
Muhammad Aji Nurrohman
NIM: 004201505020
Diajukan untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Sarjana Strata Satu
pada Fakultas Teknik
Program Studi Teknik Industri
2019
i
ii
iii

iv
ABSTRAK
Latar belakang penilitian ini berasal dari masalah yang dialami oleh PT
Perkebunana Indonesia (PTPI) mengenai susahnya meningkatkan jumlah produksi
gula, dari informasi tersebut mengerucut pada ujung permasalahan dimana PTPI
tidak memiliki kemampuan yang baik dalam mengidentifikasi kadar gula atau
rendemen pada tebu yang akan diproses. Identifikasi masalah tersebut kemudian
membentuk kebutuhan yang diserap dan dianalisa oleh pihak PTPE kedalam Voice
of Customer (VOC) yang lebih baik sehingga bisa diterjemahkan kedalam aspek
teknis. Untuk melakukan hal tersebut PTPE menggunakan metode Quality
Functioon Deployment (QFD) dengan tahapan pengumpulan VOC menggunakan
metode wawancara dengan sarana Focus Group Disscusion (FGD), selanjutnya
observasi data lapangan, lalu pembuatan konsep dan proses desain. Adapun inti dari
VOC adalah kebutuhan alat yang dapat berfungsi sebagai analisa nilai rendemen
tebu yang bisa terintegrasi dan real time, dari informasi tersebut PTPE membangun
dan mengembangkan alat berteknologi ARI (analisis rendemen individu) yang
terbagi menjadi alat untuk mengambil sampel tebu yaitu coresampler dan alat yang
bisa menganalisa kadar rendemen tebu yaitu minilab. Dari hasil penelitian diperoleh
tiga konsep coresampler yang bisa dikembangkan lebih lanjut. Dengan metode
analisis alternative desain diperoleh desain 1&3 adalah desain yang terbaik.
Selanjutnya proses desain dilakukan menggunakan software PRO-E sehingga
terbentuklah desain, dan prototype bisa dilaksanakan.
Kata kunci : Jumlah produksi gula, kadar gula, rendemen pada tebu, Voice of
Customer, aspek teknis, Quality Functioon Deployment, proses desain, ARI
(analisis rendemen individu), coresampler, software PRO-E.

v
KATA PENGANTAR
Puji syukur kehadirat Allah Azza wa Jalla atas segala rahmat, karunia dan hidayah-
NYA, Sehingga penulis dapat menyelesaikan laporan hasil intership dengan baik.
Laporan ini disusun untuk memenuhi salah satu persyaratan dalam mata kuliah dan
merupakan syarat untuk memperoleh gelar sarjana teknik industri di Fakultas
Teknik President University. Program internship ini bermanfaat bagi mahasiswa
untuk mengetahui langsung kondisi di lapangan tentang dunia kerja, agar dapat
meningkatkan keterampilan dan keahlian praktek kerja. Dalam penulisan laporan
ini penulis menyampaikan banyak terima kasih atas bantuan semua pihak, sehingga
laporan ini dapat disusun. Dengan ini penulis menyampaikan terima kasih kepada :
1. Bapak Ir.Adi Saptari.M.Sc.,PhD selaku dosen pembimbing yang telah
memberikan bimbingan, saran dan masukan dalam menyelesaikan
skripsi ini. Terimakasih banyak atas bimbingan yang diberikan.
2. Ibu Ir. Andira Taslim MT, selaku Kepala Program Studi Teknik Industri
di Universitas Presiden.
3. Seluruh dosen President University yang telah memberikan ilmu yang
terbaik.
4. Keluarga dan rekan-rekan kerja PT Pandu Engineering yang telah
mendukung penulis dalam menyelesaikan studi S1 di Universitas
Presiden.
Penulis menyadari dalam penulisan laporan ini masih jauh dari sempurna. Oleh
karena itu kritik, pendapat dan saran yang membangun dari pembaca sangat
dinantikan. Semoga laporan ini dapat bermanfaat bagi penulis pada khususnya dan
bagi pembaca pada umumnya, Aamiin.
vi
DAFTAR ISI
LEMBAR PERSETUJUAN PEMBIMBING ........ Error! Bookmark not defined.
LEMBAR PERNYATAAN ORISINALITAS ...... Error! Bookmark not defined.
LEMBAR PENGESAHAN ................................... Error! Bookmark not defined.
ABSTRAK ............................................................................................................. iv
KATA PENGANTAR ............................................................................................ v
DAFTAR ISI .......................................................................................................... vi
DAFTAR TABEL .................................................................................................. ix
DAFTAR GAMBAR .............................................................................................. x
DAFTAR ISTILAH .............................................................................................. xii
BAB I PENDAHULUAN ....................................................................................... 1
1.1 Latar Belakang ......................................................................................... 1
1.2 Rumusan Masalah .................................................................................... 2
1.3 Tujuan Penilitian ...................................................................................... 3
1.4 Batasan Masalah ....................................................................................... 3
1.5 Sistematika Penulisan ............................................................................... 4
BAB II STUDI LITERATUR ................................................................................. 5
2.1 Focus Group Discussion (FGD) .............................................................. 5
2.2 Quality Function Deployment (QFD) ...................................................... 7
2.2.1 Sejarah QFD ........................................................................................... 7
2.2.2 Quality Function Deployment Approach ............................................. 10
2.2.3 Tahapan QFD ....................................................................................... 11
2.3 House of Quality (HOQ) ............................................................................. 13
2.3.1 Suara Konsumen (Voice Of Costomers) .............................................. 14
vii
2.3.2 Planning Matrik ................................................................................... 16
2.3.3 Technical Responses ............................................................................ 19
2.3.4 Matrik Relationship .............................................................................. 19
2.3.5 Technical Correlation .......................................................................... 20
2.3.6 Technical Target .................................................................................. 20
2.3.7 Absolute Importance ............................................................................ 21
2.3.8 Relative Importance ............................................................................. 21
2.4 Diagram Sebab-Akibat (Cause-and-Effect Diagram) ................................. 22
2.5 Multi Criteria Utility Assesment ................................................................. 25
BAB III METODOLOGI PENELITIAN.............................................................. 27
3.1 Kerangka Penilitian ................................................................................ 27
3.2 Identifikasi dan Perumusan Masalah ...................................................... 28
3.3 Studi Literatur ......................................................................................... 29
3.4 Pengumpulan Data ................................................................................. 29
3.4.1 Wawancara dan Focus Group Discussion (FGD) ................................ 29
3.4.2 Observasi .............................................................................................. 30
3.4.3 Pengolahan Data................................................................................... 30
3.5 Analisa dan Pembahasan ........................................................................ 32
3.6 Kesimpulan dan Saran ............................................................................ 32
BAB IV DATA DAN ANALISIS ........................................................................ 33
4.1 Analisis Masalah ......................................................................................... 33
4.2 Pengumpulan Data ...................................................................................... 36
4.2.1 Voice Of Customer (VOC) ................................................................... 36
4.2.2 Pengumpulan Data Teknologi ARI Pesaing ........................................ 41
4.2.3 Kondisi Lapangan ................................................................................ 42
4.2.4 Kelompok Kerja ................................................................................... 42

viii
4.3 Pengolahan Data.......................................................................................... 44
4.3.1 House Of Quality (HOQ) ..................................................................... 44
4.3.2 Product Design .................................................................................... 78
4.3.3 Production Process .............................................................................. 91
4.3.4 Field Test .............................................................................................. 93
4.3.5 Working Step Coresampler .................................................................. 97
BAB V KESIMPULAN DAN SARAN ................................................................ 98
5.1 Kesimpulan ................................................................................................. 98
5.2 Saran ............................................................................................................ 99
DAFTAR PUSTAKA ......................................................................................... 100
LAMPIRAN ........................................................................................................ 102
ix
DAFTAR TABEL
Tabel 4. 1 Data Anggota FGD .............................................................................. 37
Tabel 4.2 Tanggapan konsumen ........................................................................... 38
Tabel 4.3 Kesimpulan FGD .................................................................................. 39
Tabel 4.4 Kebutuhan Konsumen ........................................................................... 40
Tabel 4.5 Kelompok Kerja QFD ........................................................................... 43
Tabel 4.6 Anggota FGD ....................................................................................... 45
Tabel 4.7 Bobot Kriteria ....................................................................................... 46
Tabel 4.8 Hasil Pembobotan VOC ........................................................................ 48
Tabel 4.9 Ranking Priority of VOC ...................................................................... 49
Tabel 4.10 Technical Response............................................................................. 50
Tabel 4.11 Anggota FGD ...................................................................................... 56
Tabel 4.12 konsep Produk Coresampler ............................................................... 58
Tabel 4.13 Kesimpulan Penggunaan Small Rigid Truck ...................................... 62
Tabel 4.14 Spesifikasi Prime Mover with Trailler 20 Feet ................................... 66
Tabel 4.15 Spesifikasi Penggunaan Prime Mover Trailer 40 Feet........................ 70
Tabel 4.16 Tabel Screening................................................................................... 74
Tabel 4.17 Kombinasi Konsep 1 dan Konsep 3 .................................................... 75
Tabel 4.18 Scoring ................................................................................................ 76
Tabel 4.19 Standar Safety Factor .......................................................................... 81
Tabel 4.20 BOM Coresampler .............................................................................. 91
Tabel 4.21 Production Schedule ........................................................................... 92
Tabel 4.22 Analisa Material Stainlees .................................................................. 96
x
DAFTAR GAMBAR
Gambar 2.1 Pendekatan Metode QFD .................................................................. 11
Gambar 2.2 Tahapan QFD .................................................................................... 13
Gambar 2.3 House Of Quality .............................................................................. 13
Gambar 2.4 Planning Matrix and Phase 1 QFD .................................................... 17
Gambar 2.5 Correlation Matric ............................................................................. 20
Gambar 2.6 Struktur Diagram Sebab-Akibat ........................................................ 22
Gambar 3.1 Kerangka Penelitian .......................................................................... 27
Gambar 3.2 Diagram Tulang Ikan ........................................................................ 28
Gambar 3.3 Tahapan – Tahapan QFD .................................................................. 31
Gambar 4.1 Diagram Tulang Ikan ........................................................................ 33
Gambar 4.2 Hasil Diagram Tulang Ikan ............................................................... 34
Gambar 4.3 Diagram Aliran Data ......................................................................... 36
Gambar 4.4 CoreSampler Honiron Amerika ........................................................ 41
Gambar 4.5 Truk Petani Tebu .............................................................................. 42
Gambar 4.6 Alat Pemadam Api Ringan (APAR) ................................................. 52
Gambar 4.7 Emergency Stop Button .................................................................... 52
Gambar 4.8 Standar Ral Cat.................................................................................. 53
Gambar 4.9 Matrix Corelation .............................................................................. 54
Gambar 4.10 Technical Corelation ....................................................................... 55
Gambar 4.11 Small Rigid Truck ........................................................................... 60
Gambar 4.12 Dimensi Truk Isuzu NKR71 ........................................................... 61
Gambar 4.13 Spesifikasi Truk Isuzu NKR71 ....................................................... 61
Gambar 4.14 Mainframe coresampler................................................................... 63
Gambar 4.15 Telescopic Cylinder Hydraulic Double Acting ............................... 63
Gambar 4.16 Product Without Cabin .................................................................... 64
Gambar 4.17 Manual Telescopic Leg ................................................................... 64
Gambar 4.18 Prime Mover with Trailler 20 feet................................................... 65
Gambar 4.19 Dimensi Prime Mover Truck Isuzu GIGA GVR 34H..................... 65
xi
Gambar 4.20 Spesifikasi Prime Mover Truck Isuzu GIGA GVR 34H................. 66
Gambar 4.21 Flat Bed Trailler .............................................................................. 67
Gambar 4.22 Hydraulic Crane .............................................................................. 68
Gambar 4.23 Canopy ............................................................................................ 68
Gambar 4.24 Landing Gear Trailer ....................................................................... 69
Gambar 4.25 Prime Mover Trailer 40 feet ............................................................ 69
Gambar 4.26 Detail Spesifikasi Truk Quester GWE Series ................................. 70
Gambar 4.27 Main Frame Trailer 40 feet ............................................................. 71
Gambar 4.28 Cabin ............................................................................................... 72
Gambar 4.29 Coresampler Honiron ...................................................................... 73
Gambar 4.30 Planning Matrix ............................................................................... 77
Gambar 4.31 HOQ ................................................................................................ 78
Gambar 4.32 Frame Coresampler ......................................................................... 79
Gambar 4.33 Skeleton Deck ................................................................................. 80
Gambar 4.34 Finite Element Analysis .................................................................. 81
Gambar 4.35 Lifting Platform ............................................................................... 82
Gambar 4.36 Dimensi Lifting Platform ................................................................ 82
Gambar 4.37 Probe................................................................................................ 83
Gambar 4.38 Hyva Crane HB60 E3 ...................................................................... 84
Gambar 4.39 Load Capacity HB60 ....................................................................... 84
Gambar 4.40 Probe Holder ................................................................................... 85
Gambar 4.41 Pipe Probe ....................................................................................... 86
Gambar 4.42 Cabin ............................................................................................... 87
Gambar 4.43 Manual Leg Telescopic ................................................................... 88
Gambar 4.44 Subframe ......................................................................................... 88
Gambar 4.45 Full Desain Coresampler ................................................................. 89
Gambar 4.46 Painting Style Coresampler ............................................................. 90
Gambar 4.47 Proses Produksi Coresampler ......................................................... 93
Gambar 4.48 Traveling Test ................................................................................. 94
Gambar 4.49 Distribusi Beban Coresampler ........................................................ 94
Gambar 4.50 Proses kerja Coresampler ................................................................ 95
Gambar 4.51 Pipe Probe Rusak ............................................................................ 96
xii
DAFTAR ISTILAH
Rendemen : Jumlah kuantitas kadar minyak (kadar gula) yang dihasilkan
dari ekstraksi tanaman (tebu) dan biasanya dihitung
menggunakan satuan persen (%).
ARI : Sistem yang memungkinkan sebuah alat bisa menganalisa
Rendemen pada saat yang sama tanpa ada bantuan tambahan
dari alat lain.
Smallholder : Perkebunan kecil milik rakyat.
ASS : After sales service atau layanan warranty yang diberikan
sebuah perusahaan terhadap produk yang sudah terjual.
Safety device : Seperangkat alat yang diletakan pada sebuah produk yang
befungsi sebagai keamanan saat terjadi keadaan emergency
Polyurethane : Yaitu jenis cat dengan bahan campuran atau hasil
pengisolvenan antara karet dan plastik sehingga didapatkan
pelarutan material yang memiliki keunggulan sangat tahan
gesek, tahan aus, tahan terhadap beberapa kimia ringan, stabil
dalam suhu dingin dan panas
Telescopic : Dalam penelitian ini telescopic berarti sistem pada alat yang
bisa melakukan aksi memanjang dan memendek dengan
kompak.
QCDSMC : Quality, Cost, Delivery, Safety, Comfort
MCUA : Multi Criteria Utility Assesment

1
1. BAB I
PENDAHULUAN
1.1 Latar Belakang
Industri manufaktur merupakan salah satu cabang industri yang memiliki pasar
yang luas. Di era industri 4.0 seperti sekarang ini persaingan antara setiap
pengusaha semakin ketat. Pengusaha di tuntut untuk berfikir lebih maju dan kreatif,
pemikirian itu di butuhkan baik dalam membaca kebutuhan pasar maupun dalam
sisi perkembangan teknologi. Dalam dunia manufaktur itu sendiri terdapat beberapa
cabang industri antara lain adalah industri alat berat.
Alat berat merupakan mesin berukuran besar yang dibuat untuk memenuhi
kebutuhan proses kerja seperti dalam sektor konstruksi, pertambangan hingga pada
sektor pertanian. Dalam sebuah proyek alat berat tentu sangat dibutuhkan guna
menunjang keberhasilan proyek. Produk dengan sepesifikasi yang tepat akan
menjadi investasi yang sangat tepat bagi para pemegang proyek dikarenakan
kesalahan pemilihan alat berat akan mengakibatkan masalah, seperti terhentinya
proses produksi yang bisa membuat pengusaha merugi.
Dalam dunia pertambangan, alat berat menjadi salah satu komponen yang tidak bisa
terpisahkan mulai dari sektor pertambangan minyak, emas, dan juga batu bara,
dalam pertambangan batu bara, alat berat digunakan untuk fungsi produksi, fungsi
muat, fungsi bongkar, dan juga fungsi distribusi hasil produksi. PT Pandu
Engineering (PTPE) merupakan salah satu perusahaan di Indonesai yang bergerak
pada bidang manufaktur alat berat. PTPE memiliki prosentase sektor bisnis di
bidang manufaktur alat berat pertambangan batu bara hingga mencapai 80%. Selain
dari sektor batu bara sebagai penunjang 20% sisa revenue perusahaan memiliki
sektor lain seperti konstruksi, oil and gas, dan juga pertanian.

2
Gula merupakan salah satu hasil industri pertanian yang salah satunya berfungsi
sebagai bahan pangan yang sangat di butuhkan oleh masyarakat, selain menjadi
bahan pangan gula juga menjadi kebutuhan industri. Konsumsi gula yang besar
masih belum dapat diimbangi oleh produsen-produsen gula dalam negeri kebutuhan
gula nasional sepanjang 2017 mencapai 6,2 juta ton. Sedangkan produksi gula
dalam negeri pada tahun 2017 hanya mencapai 2,46 juta ton sebanyak 338.534 ton
merupakan hasil produkisi dari BUMN, 1.446.556 adalah hasil dari smallholder
dan sisanya 680.361 ton merupakan hasil produksi swasta, dari data tersebut bisa
disimpulkan bahwa produksi dalam negeri untuk mencukupi kebutuhan gula masih
rendah masih ada kekurangan sekitar 3,8 juta ton untuk menutup kebutuhan
tersebut, solusi yang coba dilakukan oleh pemerintah selain melakukan proses
impor, para pengusaha gula juga dituntut untuk melakukan perbaikan dan
meningkatkan hasil produksi pabrik gula.
PT Perkebunan Indonesia atau PTPI adalah salah satu perusahaan gula yang
dituntut untuk melakukan perbaikan di sektor produksinya sehingga bisa
memberikan output gula yang lebih baik. PTPI memiliki kapasitas produksi 42,200
TCD (Ton Can per Day) dan dari total kapasitas tersebut diketahui bahwa output
gula hanya 8% dari total bahan baku yang diproses. Dari data tersebut PTPI ingin
mengevaluasi rendahnya hasil produksi dikarenakan rendemen (kadar kandungan
gula didalam batang tebu yang dinyatakan dalam prosentase) tebu yang rendah atau
efesiensi pabrik yang belum maksimal.
Dari latar belakang masalah yang dimiliki oleh PTPI, PTPE menawarkan untuk
membuatkan alat yang bisa membantu proses pengukuran rendemen tebu secara
real time, cepat dan juga akurat. Yaitu produk dengan teknologi Analisa Rendemen
Individu (ARI) atau produk yang bisa melakukan analisa rendemen secara
langsung.
1.2 Rumusan Masalah
Berdasarkan masalah yang sudah dijelaskan pada latar belakang, ada beberapa
permasalahan yang perlu dikaji lebih lanjut, yaitu :
3
Bagaimana cara mendesain dan mengembangkan peralatan ARI yang sesuai
dengan kebutuhan konsumen untuk menghitung kadar kandungan gula pada
tebu ?
1.3 Tujuan Penilitian
Beberapa tujuan yang akan dipenuhi dalam penelitian ini adalah :
Memberikan solusi dalam mendesain dan mengembangkan peralatan ARI
yang sesuai dengan kebutuhan konsumen.
1.4 Batasan Masalah
Untuk membatasi ruanglingkup penelitian ini, berikut ini beberapa batasan masalah
yang diberikan
Penelitian ini dilakukan di PT. Pandu Engineering
Peneilitian ini dibatasi hanya pada pembahasan produk coresampler. Yaitu
alat yang digunakan untuk mengambil sampel tebu.
Penelitian ini dibatasi hanya membahas pengembangan struktur desain
beberapa component coresampler antara lain :
a) Main Frame
Komponen ini adalah komponen utama, yang menjadi kerangka produk.
b) Probe
Probe adalah komponen produk yang berbentuk pipa yang berfungsi
sebagai tuas untuk mengambil sampel dan memindahkan ke tempat
yang di inginkan untuk proses selanjutnya.
c) Cabin
Cabin adalah component yang berfungsi sebagai temapat untuk operator
melakukan fungsi operasi dan kontrol.
d) Leg
Leg berfungsi sebagai pijakan dan tumpuan produk coresampler.
Penelitian ini dilakukan pada periode Januari 2018 sampai September 2018.
4
1.5 Sistematika Penulisan
Berikut merupakan sistematika penulisan yang di gunakan dalam penelitian ini
Bab I Pendahuluan
Bab ini terdiri dari latar belakang penelitian, identifikasi penelitian, tujuan, dan
ruang lingkup penelitian.
Baba II Studi Literatur
Bab ini terdiri dari teori – teori yang mendukung sekaligus melatarbelakangi proses
penelitian.
Bab III Metodologi Penelitian
Bab ini berisi tentang penjelasan mengenai metode yang di gunakan pada saat
penelitian seperti pengambilan data, pengolahan data, sampai tahap pengambilan
keputusan.
Bab IV Data dan Analisis
Bab ini terdiri dari proses pengumpulan dan pengolahan data sesuai dengan metode
yang telah di tentukan.
Bab V Kesimpulan dan Saran
Berisi tentang hasil dari penelitian yang telah dilakukan dan saran atau solusi yang
di ajukan untuk menangani masalah yang sedang di teliti.
5
2. BAB II
STUDI LITERATUR
2.1 Focus Group Discussion (FGD)
Secara umum, kelompok fokus adalah diskusi yang direncanakan dengan hati-hati,
yang dirancang untuk memperoleh persepsi anggota kelompok tentang bidang
minat tertentu. Biasanya ada antara lima dan dua belas peserta, diskusi dipandu dan
difasilitasi oleh seorang moderator. Anggota kelompok dipilih berdasarkan
karakteristik masing-masing terkait dengan topik sesi. Sifat diskusi yang berbasis
kelompok memungkinkan para peserta untuk membangun tanggapan dan gagasan
orang lain, sehingga meningkatkan kekayaan informasi yang diperoleh.
Kelompok fokus dapat digunakan sebagai metode penelitian mandiri atau sebagai
bagian dari kumpulan metode penelitian, kuantitatif atau kualitatif. Biasanya,
mereka dilakukan secara seri, dengan setidaknya tiga sesi terpisah untuk
memastikan bahwa setiap pola atau tren yang terdeteksi konsisten. Namun, sering
kali, ada banyak sesi lagi, menjelajahi area subjek menggunakan komposisi grup
yang berbeda (mis. Dengan peserta dari kelompok usia yang berbeda atau dari
lokasi yang berbeda) dan mengembangkan konten dari waktu ke waktu untuk
menjelajahi jalan yang berbeda. Metode ini menawarkan fleksibilitas dan dapat
digunakan untuk berbagai tujuan, termasuk:
• Memperoleh pengetahuan latar belakang umum untuk proyek baru, sehingga
memandu pengembangan lebih banyak penelitian terperinci, misalnya, desain
kuesioner;
• Mengevaluasi atau mendapatkan pemahaman dan wawasan tentang hasil dari
penelitian terkait lainnya;
• Memperoleh kesan dan persepsi tentang layanan, produk, program, atau yang
ada atau yang diusulkan organisasi;
• Merangsang ide atau konsep baru.

6
Wawancara kelompok terfokus pertama kali digunakan pada tahun 1940-an ketika
para ilmuwan sosial menggunakan teknik untuk mengevaluasi respons audiens
terhadap program radio. Penonton diminta untuk menekan tombol merah dan hijau
setiap kali mereka mendengar sesuatu yang memancing respons negatif atau positif
ketika mereka mendengarkan rekaman. Di akhir program, hadirin diminta untuk
fokus pada acara yang telah mereka rekam dan mendiskusikan alasan reaksi
mereka. Teknik serupa kemudian digunakan untuk memeriksa efektivitas
propaganda masa perang dan film pelatihan.
Metode kelompok fokus telah banyak dianut oleh komunitas pemasaran, menjadi
salah satu alat utama yang digunakan oleh peneliti pasar. Kemampuan untuk
mendapatkan pemahaman mendalam tentang reaksi pengguna sangat penting bagi
mereka yang menjual atau menyediakan produk atau layanan. Umpan balik awal
untuk ide konsep baru dapat mencegah bencana komersial yang mahal. Eksplorasi
sikap dan persyaratan konsumen dapat mengarah pada peningkatan produk atau
pengembangan lini produk atau layanan baru yang menguntungkan. Pemantauan
reaksi konsumen terhadap iklan, materi publikasi dan pengemasan membantu
dengan pemilihan pendekatan terbaik dan berkontribusi untuk meningkatkan
efektivitas secara keseluruhan.
Meskipun peningkatan popularitas kelompok terarah sebagian besar disebabkan
oleh penggunaannya dalam riset pasar, para ilmuwan sosial terus menggunakannya.
Aplikasi mereka beragam, misalnya: memahami persepsi publik tentang penyakit
mental; menemukan alasan mengapa individu melakukan kejahatan; memahami
konsepsi peserta tentang apa yang menyebabkan serangan jantung. Informasi yang
diperoleh dari studi tersebut membantu untuk menginformasikan keputusan
kebijakan tingkat tinggi dan alokasi sumber daya publik.
Metode kelompok fokus adalah alat penelitian kualitatif. Tidak seperti percobaan,
eksperimen, dan metode pengukuran fisik, penelitian kualitatif tidak dapat
memberikan data kuantitatif yang keras yang dapat dikenai analisis statistik atau
numerik. Kekuatan utama dari penelitian kualitatif adalah kemampuannya untuk
mendapatkan pemahaman yang lebih mendalam tentang topik yang sedang
dieksplorasi. Ini dapat lebih mudah menangani informasi dan konsep yang tidak

7
dapat dengan mudah diukur atau dikuantifikasi, misalnya, hubungan emosional
antara pengguna, tugas, produk dan sistem. Penelitian kualitatif memungkinkan
para peneliti untuk menemukan beberapa alasan mengapa orang berperilaku seperti
itu, atau masalah yang kurang nyata seperti mengapa orang merasakan cara tertentu
terhadap suatu produk atau tugas. Contoh metode pengumpulan data kualitatif
adalah diskusi informal, wawancara terstruktur dan pertanyaan terbuka sebagai
bagian dari survei kuesioner. Kelompok fokus adalah semacam wawancara, tetapi
alih-alih dilakukan atas dasar satu-ke-satu, ini adalah wawancara kolektif dengan
sekelompok orang.
Manfaat utama kelompok fokus adalah bahwa peneliti berinteraksi langsung
dengan peserta. Pewawancara atau moderator dapat mengeksplorasi tanggapan
yang diberikan pada pertanyaan atau komentar dan dengan demikian menemukan
lebih banyak tentang persepsi dan pandangan individu. Mereka dapat menyelidiki
keakuratan komentar (mungkin sebagai respons terhadap isyarat nonverbal, seperti
isyarat atau ekspresi wajah) dan mengajukan pertanyaan lanjutan untuk
mengklarifikasi atau mengkualifikasi respons yang diberikan. Ada fleksibilitas
yang cukup besar sehingga, jika perlu, pertanyaan dapat ditambahkan atau
dimodifikasi dalam 'waktu nyata' untuk memanfaatkan respons yang tak terduga
secara maksimal. Moderator yang efektif dapat memotivasi peserta untuk
memberikan lebih banyak informasi dan berpartisipasi penuh jika diperlukan. Juga,
interaksi tatap muka memungkinkan moderator untuk memperhitungkan kebutuhan
atau karakteristik individu peserta dan menyesuaikan perilaku mereka sesuai untuk
mendorong aliran informasi.
2.2 Quality Function Deployment (QFD)
2.2.1 Sejarah QFD
QFD atau Quality function deployment memiliki konsep yang sudah dikenal selama
tidak kurang dari 40 tahun. Tulisan pertama yanag menceritakan tentang sejarah
singkat QFD adalah Quality Progress, sebuah majalah yang diterbitkan oleh
American Society for Quality Control (ASQC) (Kogure dan Akao, 1983). Artikel
tersebut pertama kali ditulis menggunakan bahasa jepang pada tahun 1967,
walaupun pada tahun 1970 an beberapa artikel sudah tidak menggunakan bahasa
8
jepang. Artikel yang disebutkan oleh Kogure dan Akao menunjukan bahwa QFD
resmi lahir di tahun 1972, dengan bantuan dari konsultan Mizuno dan insinyur
Furukawa, Nishimura dan Takayanagi. Perkembangan pertama yaitu pada quality
charts yang digunakan pada galangan kapal dari Mitsubishi Heavy Industries Ltd.,
di Kobe, Jepang. Eksperimen yang dilakukan di Kobe melibatkan penggunaan
matriks dimana kebutuhan konsumen di tuliskan pada halaman yang berisikan
kolom yang menunjukan metode untuk mengaplikasikanya.
Meskipun metode QFD bisa dibilang sangat sederhana tapi metode ini diakui
sebagai salah satu langkah maju yang digunakan dalam proses engineering yang
sebelumnya tidak ada. QFD menghasilkan efek yang menekan perusahaan untuk
bisa menyanggupi keinginan konsumen dengan cara kolaborasi antar departemen
yang terlibat.
Dua tahun kemudian, Profesor Yoji Akao (Deming prizewinner on QFD)
mendirikan dan mengepalai komite penelitian Japanese Society for Quality Control
(JSQC) pada QFD. Pada akhir 1970-an sebagai ketua komite Yoji Akao
bertanggung jawab untuk memberi pengumuman bahwa QFD sebagai teknik yang
digunakan untuk meningkatkan transisi dari desain kedalam proses produksi. Lagi-
lagi Akao, dalam sebuah artikel berturut-turut (Akao, 1989), menyatakan dirinya
sebagai penemu dari metodologi ini, dengan menegaskan bahwa dialah orang
pertama di Jepang untuk memperkenalkan (pada tahun 1967) konsep QFD sebagai
pendekatan baru terhadap kualitas jaminan dari desain hingga manufaktur. Artikel
tersebut merupakan yang pertama menyebutkan definisi dari QFD sebagai alat
dimana “tanggung jawab untuk menghasilkan barang berkualitas harus ditugaskan
kesemua bagian perusahaan”.
Meskipun Akao menyatakan bahwa ia memperkenalkan konsep QFD pada tahun
1967, Schubert menganggap Mizuno sebagai ayah dari metodologi QFD (Schubert,
1989). Menurut Clausing dan Pugh (1991), bagaimanapun, ide-ide dasar
dikembangkan di QFD bukan hal baru, karena mereka berakar pada value
analysis/value engineering (VAVE), dikombinasikan dengan teknik pemasaran.
9
Difusi QFD di seluruh Amerika Serikat dimulai tidak lebih awal dari tahun 1986,
hampir 15 tahun setelah percobaan di galangan kapal Kobe, terima kasih atas
komitmennya dari Don Clausing, profesor di Massachusetts Institute of Technology
(MIT), dengan melakukan pekerjaan yaitu penelitian tentang berbagai cara
mengembangkan produk baru. Dia adalah insinyur utama untuk kegiatan
pengembangan lanjutan di Xerox Corp, dan dia juga adalah orang yang pertama
kali diperkenalkan untuk menggunakan QFD selama kunjungan Maret 1984 ke
Pabrik Fuji Xerox Ltd. di Tokyo.
Sekembalinya dari Jepang, Clausing menggunakan pengetahuannya yang baru
diperoleh untuk mengembangkan beberapa proyek di Ford Motor Co. di Dearhorn,
Michigan. Setelah itu, American Supplier Institute (ASI) menyelenggarakan
serangkaian misi studi di Jepang yang bertujuan untuk memusatkan perhatian yang
lebih besar pada potensi dan cara mempekerjakan QFD. Sekarang instrumen ini
telah secara resmi diperkenalkan ke meja kerja para desainer di perusahaan Barat.
Seperti yang telah didefinisikan QFD merupakan alat yang mampu untuk
mengarahkan kebutughan dari konsumen kedalam desain produk yang kenudian
menjadi bentuk nyata. Dalam pengertian ini QFD mewakili suatu alat yang jelas
dan memiliki sifat kuat untuk meletakkan rencana proyek secara terstruktur.
Biasanya, QFD digunakan sebelum memulai kegiatan pembangunan, teknik, dan
produksi produk atau layanan baru (Clausing dan Pugh, 1991)
Menurut Sullivan (1996) QFD dikembangkan sebagai alat yang berkontribusi untuk
pencapaian standar kualitas Jepang di industri. Implementasinya membutuhkan
kolaborasi semua staf perusahaan, dari manajemen puncak hingga pekerja di semua
bidang kegiatan perusahaan. Kontrol kualitas dilaksanakan sedemikian global
disebut company-wide quality control (CWQC).
CWQC Jepang (Akao, 1989) telah berkontribusi untuk memperkaya Amerika
dengan pendekatan total quality control (TQC). Model baru itu kemudian diterima
di dunia barat dengan nama total quality management (TQM).
10
Oleh karena itu QFD merupakan alat bantu TQM yang memungkinkan kita untuk
menghindari atau setidaknya mengurangi kemungkinan aspek penting dari kualitas
yang diabaikan selama proses desain produk atau selama revisi. Konsep-konsep ini
terhubung secara efektif dengan indikasi yang disediakan oleh Garvin (1987), yang
menunjukkan bahwa manajer sering cenderung mengabaikan satu atau lebih
dimensi kualitas yang penting selama sistem Desain. Faktanya, kualitas adalah
suatu multidimensi entitas dan evaluasinya harus harus melibatkan semua
karakteristik yang diperlukan untuk mewakilinya keseluruhan dari (kinerja,
karakteristik tambahan) opsional ), keamanan, keandalan, kepatuhan dengan
spesifikasi, masa pakai, layanan purna jual ( layanan ), estetika, ekologi,
pemeliharaan, ekonomi penggunaan, dll.) (Hauser dan Clausing, 1988).
2.2.2 Quality Function Deployment Approach
Proses QFD dimulai ketika kita berusaha untuk menentukan kebutuhan pelanggan,
yang biasanya dinyatakan dalam karakteristik kualitatif, secara luas didefinisikan
sebagai, misalnya, menyenangkan untuk dilihat, mudah digunakan, berfungsi
dengan baik, aman, panjang, bergaya, nyaman, dll. Selama proses pengembangan
produk, persyaratan pelanggan secara berturut-turut diubah menjadi persyaratan
internal perusahaan, bernama spesifikasi desain (Gambar 3.1).
Spesifikasi ini umumnya merupakan karakteristik umum dari produk yang
diberikan (biasanya karakteristik yang dapat diukur) yang, jika dikembangkan
dengan benar, harus memenuhi persyaratan pelanggan. Kemudian spesifikasi
umum dari sistem tersebut diterjemahkan ke dalam spesifikasi teknis terperinci
untuk subsistem atau kritis bagian (berarti bagian-bagian yang akan memungkinkan
realisasi fungsi-fungsi penting merupakan alasan mengapa produk itu dirancang).
Menentukan spesifikasi produk yang diperlukan untuk proses manufaktur
merupakan langkah selanjutnya, langkah yang sering kali terikat erat dengan
investasi modal. Dalam batas-batas operasional ini maka proses manufaktur produk
akan bisa mencapai karakteristik bagian yang diinginkan.
11
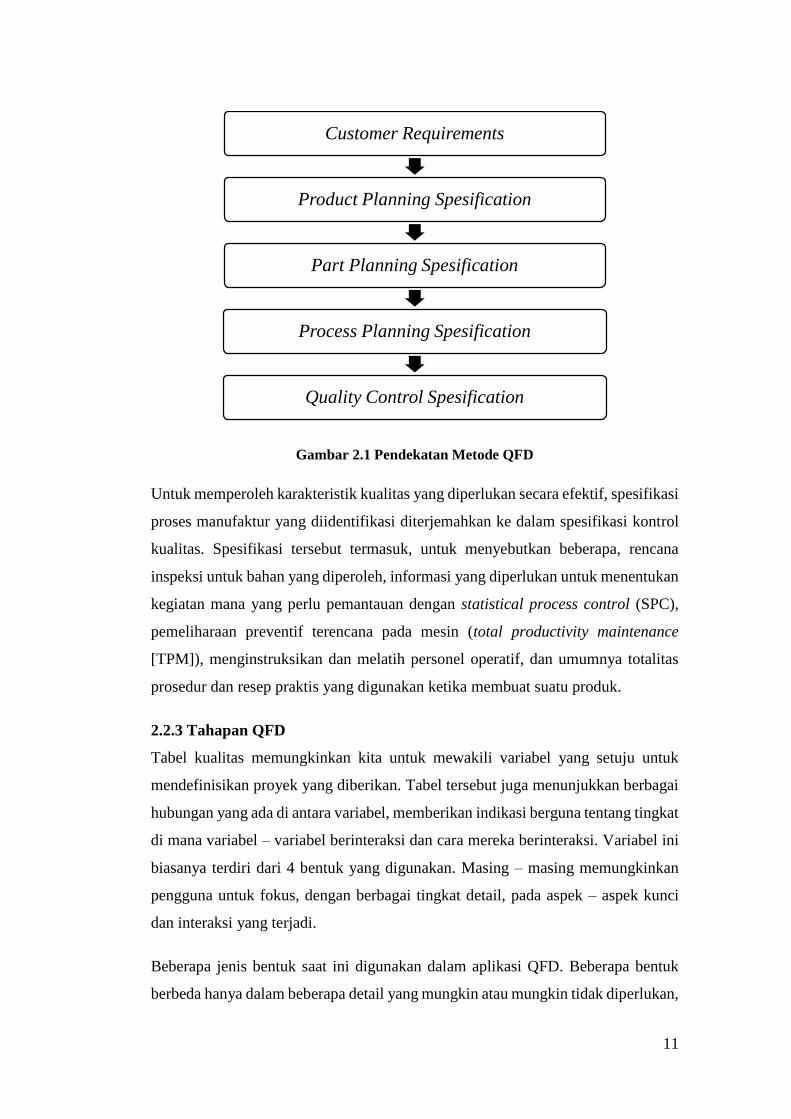
Gambar 2.1 Pendekatan Metode QFD
Untuk memperoleh karakteristik kualitas yang diperlukan secara efektif, spesifikasi
proses manufaktur yang diidentifikasi diterjemahkan ke dalam spesifikasi kontrol
kualitas. Spesifikasi tersebut termasuk, untuk menyebutkan beberapa, rencana
inspeksi untuk bahan yang diperoleh, informasi yang diperlukan untuk menentukan
kegiatan mana yang perlu pemantauan dengan statistical process control (SPC),
pemeliharaan preventif terencana pada mesin (total productivity maintenance
[TPM]), menginstruksikan dan melatih personel operatif, dan umumnya totalitas
prosedur dan resep praktis yang digunakan ketika membuat suatu produk.
2.2.3 Tahapan QFD
Tabel kualitas memungkinkan kita untuk mewakili variabel yang setuju untuk
mendefinisikan proyek yang diberikan. Tabel tersebut juga menunjukkan berbagai
hubungan yang ada di antara variabel, memberikan indikasi berguna tentang tingkat
di mana variabel – variabel berinteraksi dan cara mereka berinteraksi. Variabel ini
biasanya terdiri dari 4 bentuk yang digunakan. Masing – masing memungkinkan
pengguna untuk fokus, dengan berbagai tingkat detail, pada aspek – aspek kunci
dan interaksi yang terjadi.
Beberapa jenis bentuk saat ini digunakan dalam aplikasi QFD. Beberapa bentuk
berbeda hanya dalam beberapa detail yang mungkin atau mungkin tidak diperlukan,
Customer Requirements
Product Planning Spesification
Part Planning Spesification
Process Planning Spesification
Quality Control Spesification
12
tetapi informasi yang dikumpulkan di dalamnya tetap setara secara substansial.
Pentingnya QFD sebagai alat berasal dari kenyataan bahwa baik pelanggan dan
perusahaan terdorong untuk melakukan upaya untuk mengatur proyek sesuai
dengan instruksi yang ditetapkan dalam bentuk yang disodorkan. Sebagai hasilnya,
dokumen-dokumen yang diperoleh merupakan titik acuan umum untuk revisi
desain dan analisis detail yang berurutan.
Tahap 1 (product planning matrix) - Ini membandingkan persyaratan utama
pelanggan (persyaratan pengguna) dengan karakteristik produk (atribut produk),
yang merupakan persyaratan teknis yang diperlukan untuk membuat spesifikasi
produk yang koheren dengan harapan pelanggan.
Tahap 2 (part deployment matrix) - Ini membandingkan karakteristik produk
dengan persyaratan komponen yang lebih penting (subsistem) di mana produk
dapat dipecah (critical part characteristics).
Tahap 3 (process planning matrix) - Ini mengaitkan karakteristik subsistem tunggal
dengan masing-masing proses produksinya (critical process steps).
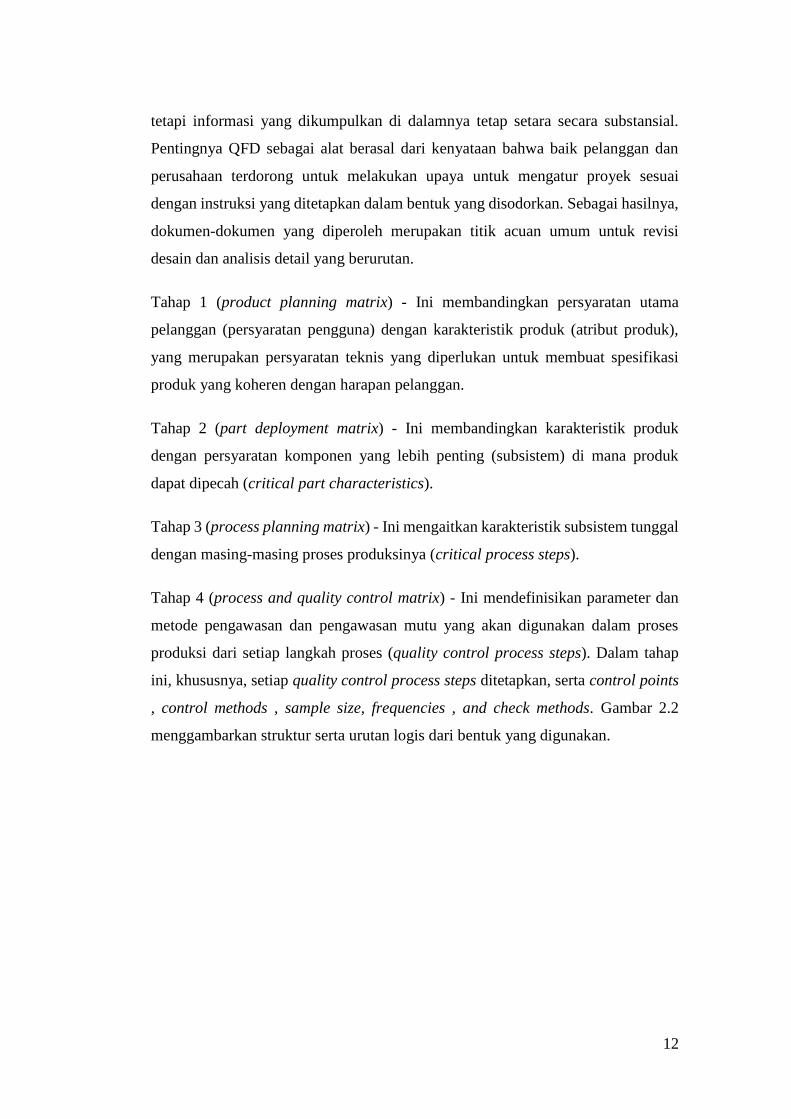
Tahap 4 (process and quality control matrix) - Ini mendefinisikan parameter dan
metode pengawasan dan pengawasan mutu yang akan digunakan dalam proses
produksi dari setiap langkah proses (quality control process steps). Dalam tahap
ini, khususnya, setiap quality control process steps ditetapkan, serta control points
, control methods , sample size, frequencies , and check methods. Gambar 2.2
menggambarkan struktur serta urutan logis dari bentuk yang digunakan.
13
Gambar 2.2 Tahapan QFD
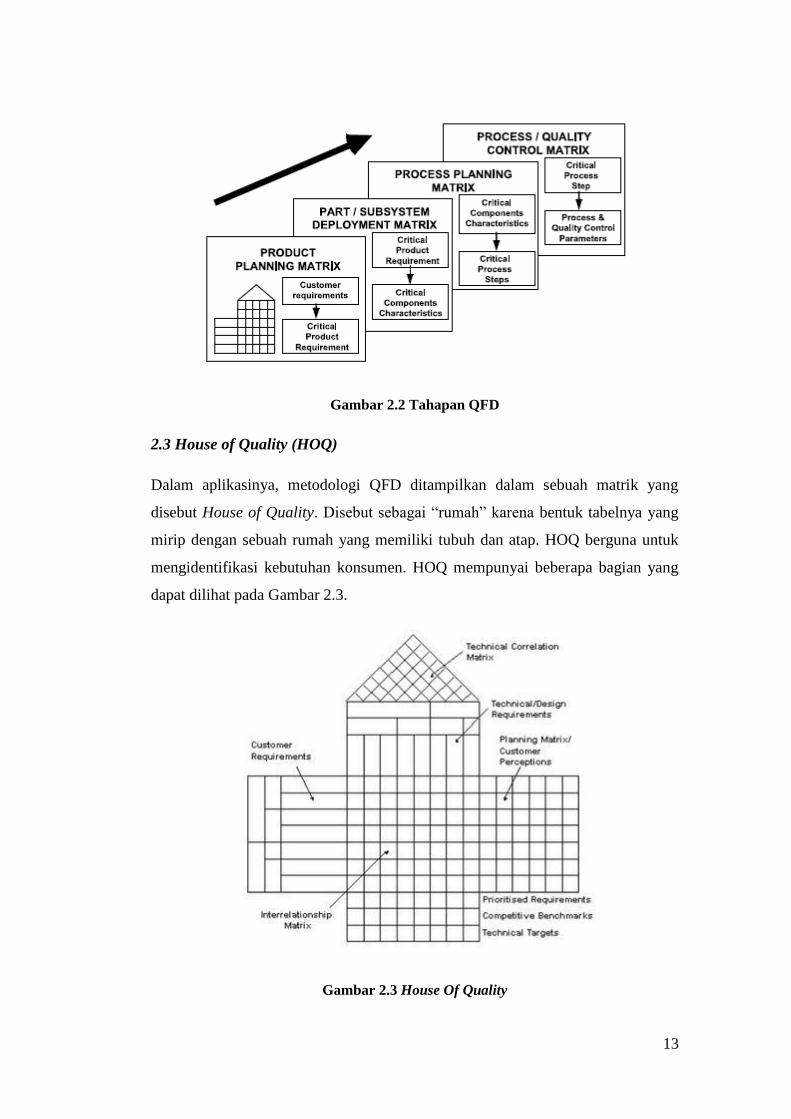
2.3 House of Quality (HOQ)
Dalam aplikasinya, metodologi QFD ditampilkan dalam sebuah matrik yang
disebut House of Quality. Disebut sebagai “rumah” karena bentuk tabelnya yang
mirip dengan sebuah rumah yang memiliki tubuh dan atap. HOQ berguna untuk
mengidentifikasi kebutuhan konsumen. HOQ mempunyai beberapa bagian yang
dapat dilihat pada Gambar 2.3.
Gambar 2.3 House Of Quality
14
2.3.1 Suara Konsumen (Voice Of Costomers)
Adalah ekspresi dari kebutuhan dan keinginan customer. Bisa specifik sebagai
contoh “Saya butuh pengiriman dalam 3 hari” bisa juga ambiguous “Pengiriman
yang lebih cepat”. VOC dapat dibandingkan dengan data internal (“Voice of The
Process”) untuk menilai proses performance atau process capability kita saat ini.
Untuk mengevaluasi tingkat pentingnya sebuah spesifikasi, biasa digunakanan
diagram kano. Diagram ini membagi spesifikasi dari pelanggan menjadi tiga jenis,
harus ada (must be), Kemampuan (performance) dan pemuas (delighter), dan
membandingkan dengan tingkat keberadaan suatu spesifikasi (wignjosoebroto,
2008).
2.3.1.1 Tahap pengumpulan Voice of Customer
Pada tahap ini akan dilakukan survey untuk memperoleh suara pelanggan yang
tentu membutuhkan waktu dan ketrampilan untuk mendengarkan. Proses QFD
membutuhkan data konsumen yang ditulis sebagai atribut-atribut dari suatu produk
atau jasa. Tiap atributmempunyai data numerik yang berkaitan dengan kepentingan
relatif atribut bagi konsumen dan tingkat performansi kepuasan konsumen dari
produk yang dibuat berdasarkan atribut tadi (Nasution, 2003).
Data dari konsumen dapat menunjukkan variasi pola hubungan yang mungkin
tergantung bagaimana performansi kepuasan atribut dikumpulkan. Interpretasi data
ini harus memperhitungkan apakah pelanggan yang di-survey menggunakan satu
atau beberapa produk dan apakah sampel pelanggan terdiri atas seluruh pelanggan
dari berbagai tipe atau segmen. Langkah-langkah pada tahap ini secara ringkas
dapat dijelaskan sebagai berikut (Nasution, 2003) :
Mengklasifikasi kebutuhan pelanggan
Model klien menggunakan revealed importance dan stated importance tiap atribut
untuk mengklasifikasikan kebutuhan pelanggan menjadi 4 katagori :
a. Kebutuhan yang diharapkan (expected needs): High stated importance dan
Low revealed importance.
15
b. Kebutuhan impact rendah (low-impact needs): Low stated importance dan
Low revealed importance
c. Kebutuhan impact tinggi (high-impact needs): High stated importance dan
High revealed importance
d. Kebutuhan yang tersembunyi (hidden needs): Low stated importance dan
High revealed importance.
Mengumpulkan data-data kualitatif
Untuk membuat keputusan perancangan yang sesuai dengan kebutuhan konsumen
maka produsen harus mengerti kebutuhan sesungguhnya dari konsumen. Produsen
harus bisa membedakan kebutuhan konsumen sesungguhnya dengan solusi
teknisnya. Untuk megumpulkan data kualitatif bisa dilakukan dengan:
Wawancara satu persatu,
Contexual Inquiry, dan
Wawancara fokus grup.
3. Analisa data pelanggan
Proses analisa data pelanggan ini akan menghasilkan diagram afinitas, dimana
langkah-langkahnya adalah sebagai berikut:
a) Identifikasi frase yang mewakili kebutuhan konsumen dengan menggunakan
pernyataan dari pengalaman konkrit.
b) Pilih tingkatan untuk mewakili keinginan atau kebutuhan konsumen dalam
rumah kualitas (house of quality).
c) Buat diagram Afinitas. Diagram afinitas merupakan alat yang digunakan untuk
mengidentifikasi informasi yang bersifat kualitatif dan terstruktur secara hierarkis
(bottom up).
d) Mengurutkan frase-frase menjadi kebutuhan konsumen sesungguhnya (true
customer need) menggunakan voice of customer table. Selama proses ini
16
dikembangkan pertanyaan-pertanyaan, hal-hal yang harus dipecahkan dan ide-ide
konsep produk.
4. Kuantifikasi data
Setelah diagram afinitas terbentuk maka langkah selanjutnya adalah
mengkuantifikasi data. Data yang dibutuhkan untuk proses QFD adalah:
Kepentingan relatif dari kebutuhan-kebutuhan tersebut
Tingkat performansi kepuasan konsumen untuk masing-masing
kebutuhan/keinginan
Pada umumnya diwakili dengan penggunaan angka lima untuk tingkat kepentingan
tinggi, dan angka 1 dengan tingkat kepentingan rendah. Proses penntuan
kepentingan relative dapat dilakukan dengan menggunakan metode rata-rata,
standard deviasi, mudge diagram, AHP, dan lain-lain.
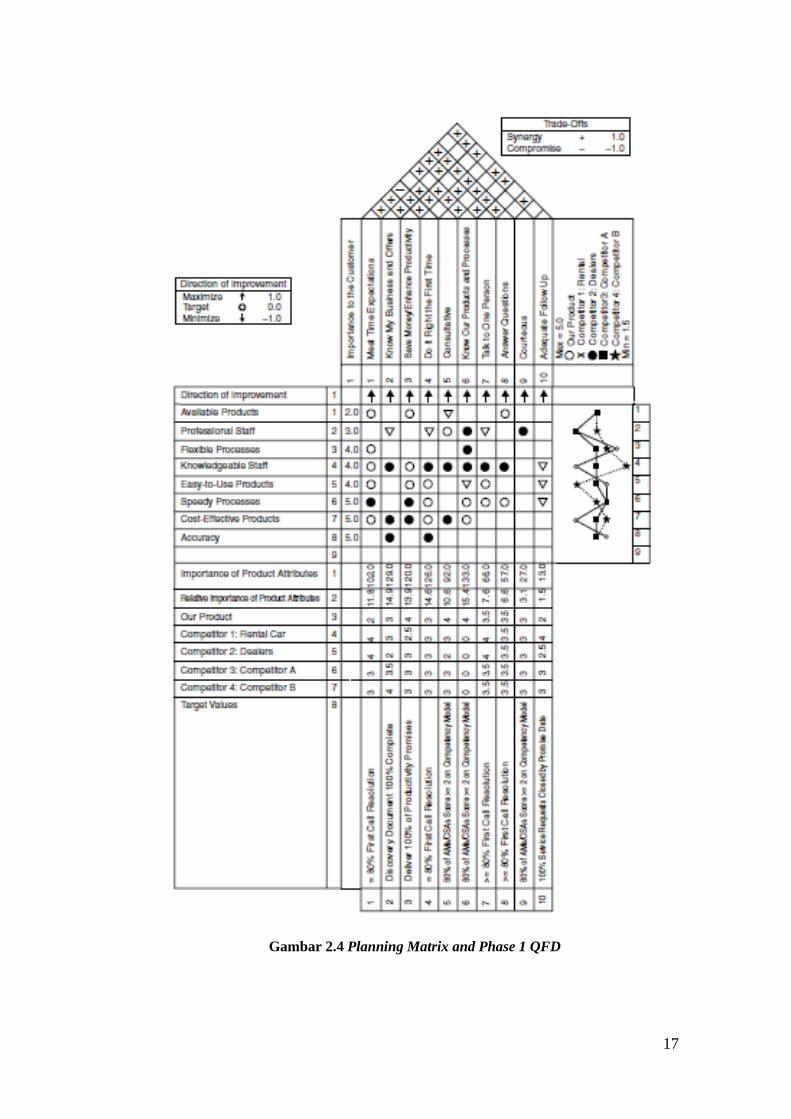
2.3.2 Planning Matrik
Bagian ini berisi informasi penting tentang penilaian desain yang akan dan telah
dikembangkan berdasarkan keinginan dan kebutuhan konsumen saat ini. Bagian
yang penting pada Planning Matrik ini menurut Kai Yang dan Basem El-Haik
(2009):
17
Gambar 2.4 Planning Matrix and Phase 1 QFD
18
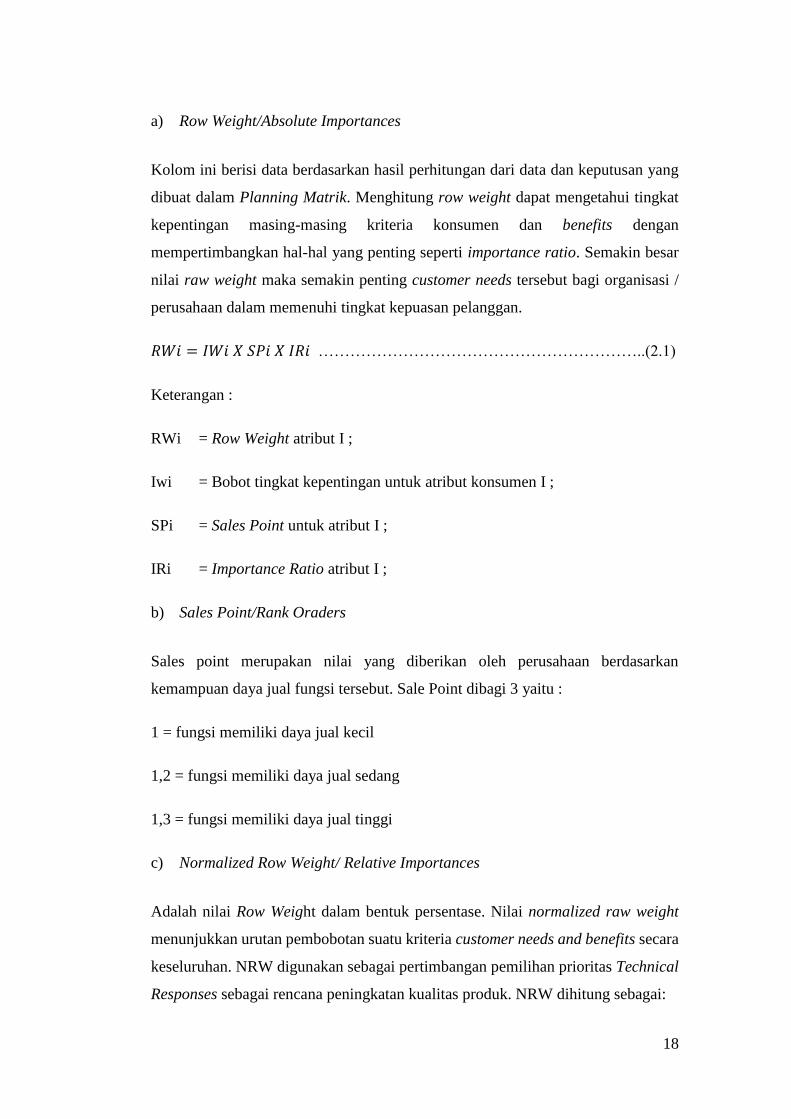
a) Row Weight/Absolute Importances
Kolom ini berisi data berdasarkan hasil perhitungan dari data dan keputusan yang
dibuat dalam Planning Matrik. Menghitung row weight dapat mengetahui tingkat
kepentingan masing-masing kriteria konsumen dan benefits dengan
mempertimbangkan hal-hal yang penting seperti importance ratio. Semakin besar
nilai raw weight maka semakin penting customer needs tersebut bagi organisasi /
perusahaan dalam memenuhi tingkat kepuasan pelanggan.
𝑅𝑊𝑖 = 𝐼𝑊𝑖 𝑋 𝑆𝑃𝑖 𝑋 𝐼𝑅𝑖 ……………………………………………………..(2.1)
Keterangan :
RWi = Row Weight atribut I ;
Iwi = Bobot tingkat kepentingan untuk atribut konsumen I ;
SPi = Sales Point untuk atribut I ;
IRi = Importance Ratio atribut I ;
b) Sales Point/Rank Oraders
Sales point merupakan nilai yang diberikan oleh perusahaan berdasarkan
kemampuan daya jual fungsi tersebut. Sale Point dibagi 3 yaitu :
1 = fungsi memiliki daya jual kecil
1,2 = fungsi memiliki daya jual sedang
1,3 = fungsi memiliki daya jual tinggi
c) Normalized Row Weight/ Relative Importances
Adalah nilai Row Weight dalam bentuk persentase. Nilai normalized raw weight
menunjukkan urutan pembobotan suatu kriteria customer needs and benefits secara
keseluruhan. NRW digunakan sebagai pertimbangan pemilihan prioritas Technical
Responses sebagai rencana peningkatan kualitas produk. NRW dihitung sebagai:

19
𝑁𝑅𝑊 =RWi
Σⁿᵢ=1(𝑅𝑊𝑖)…………………………………………...........……........... (2.2)
Keterangan :
NRW = Normalized Row Weight
RWi = Row Weight atribut i
2.3.3 Technical Responses
Technical response atau disingkat juga dengan matrik How’s berisi data atau
informasi teknis yang digunakan perusahaan untuk mendeskriptifkan kinerja dari
produk atau jasa yang disediakannya. Matrik ini merupakan translasi dari kriteria
kebutuhan pelanggan (voice of customer) ke dalam gambaran bagaimana produk
atau jasa tersebut dikembangkan (voice of developer). Cara yang dapat digunakan
untuk menentukan isi dari matrik ini adalah dengan menentukan dimensi dan cara
mengukurnya, dengan melihat fungsi produk atau jasa tersebut dan subsistemnya.
Sementara itu untuk ukuran kinerja di bidang jasa dapat menggunakan pendekatan
proses atau jalannya proses dari pelayanan jasa tersebut dari awal hingga akhir
sampai ke konsumen.
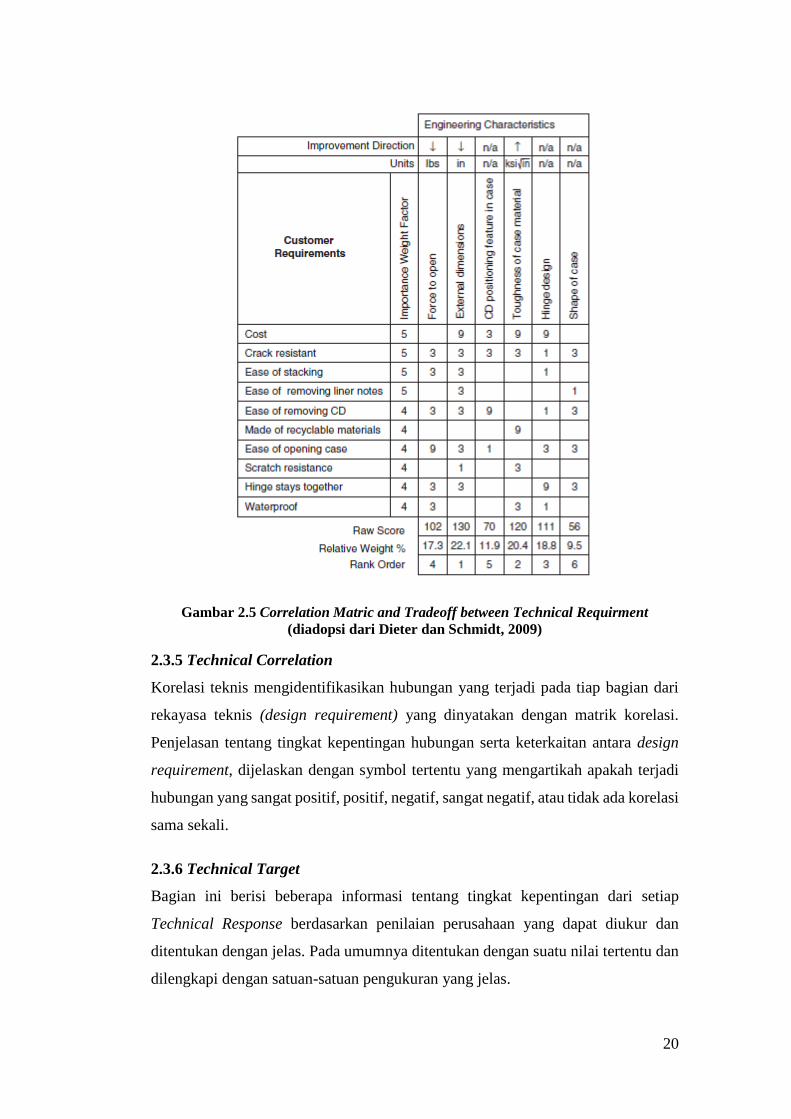
2.3.4 Matrik Relationship
Matrik relationship menyatakan hubungan yang terjadi antara customer need dan
technical response. Setiap hubungan menunjukkan kekuatan hubungan antara satu
technical response dengan satu VOC. Kekuatan hubungan ini disebut pengaruh
(impact) dari technical response terhadap VOC. Kemungkinan dalam relationship
matrik akan digambarkan oleh simbol-simbol untuk memudahkan dalam visualisasi
dengan pembagian atribut respon teknis sangat kuat, kuat, sedang, atau tidak saling
terhubung sama sekali. Kekuatan hubungan tersebut dilambangkan dengan angka
+9, +3, +1, -1, -9.
20
Gambar 2.5 Correlation Matric and Tradeoff between Technical Requirment
(diadopsi dari Dieter dan Schmidt, 2009)
2.3.5 Technical Correlation
Korelasi teknis mengidentifikasikan hubungan yang terjadi pada tiap bagian dari
rekayasa teknis (design requirement) yang dinyatakan dengan matrik korelasi.
Penjelasan tentang tingkat kepentingan hubungan serta keterkaitan antara design
requirement, dijelaskan dengan symbol tertentu yang mengartikah apakah terjadi
hubungan yang sangat positif, positif, negatif, sangat negatif, atau tidak ada korelasi
sama sekali.
2.3.6 Technical Target
Bagian ini berisi beberapa informasi tentang tingkat kepentingan dari setiap
Technical Response berdasarkan penilaian perusahaan yang dapat diukur dan
ditentukan dengan jelas. Pada umumnya ditentukan dengan suatu nilai tertentu dan
dilengkapi dengan satuan-satuan pengukuran yang jelas.
21
2.3.7 Absolute Importance
Absolute importance merupakan suatu ukuran yang menunjukkan prioritas
technical responses yang akan dilaksanakan dengan melihat hubungan antara
technical Responses, customer requirement, dan customer importance. absolute
importance dapat dihitung sebagai berikut :
𝐴𝑏𝑠𝑜𝑙𝑢𝑡𝑒 𝐼𝑚𝑝𝑜𝑟𝑡𝑎𝑛𝑐𝑒 (𝐴𝐼) = Σⁿᵢ‗₁(M(i, j)𝑋𝐼𝑅𝑖) …………… (2.3)
Keterangan :
M = Relationship Matrik
IR = Relative Importance of Customer Requirment
2.3.8 Relative Importance
Relative Importance adalah nilai dari absolute importane yang dinyatakan dengan
persen kumulatif.
𝑅𝑒𝑙𝑎𝑡𝑖𝑣𝑒 𝐼𝑚𝑝𝑜𝑟𝑡𝑎𝑛𝑐𝑒 (𝑅𝐼) =𝐴𝐼
𝛴𝐴𝐼𝑋100% ……………………….………… (2.4)
Keterangan :
AI = Absolute Importance
22
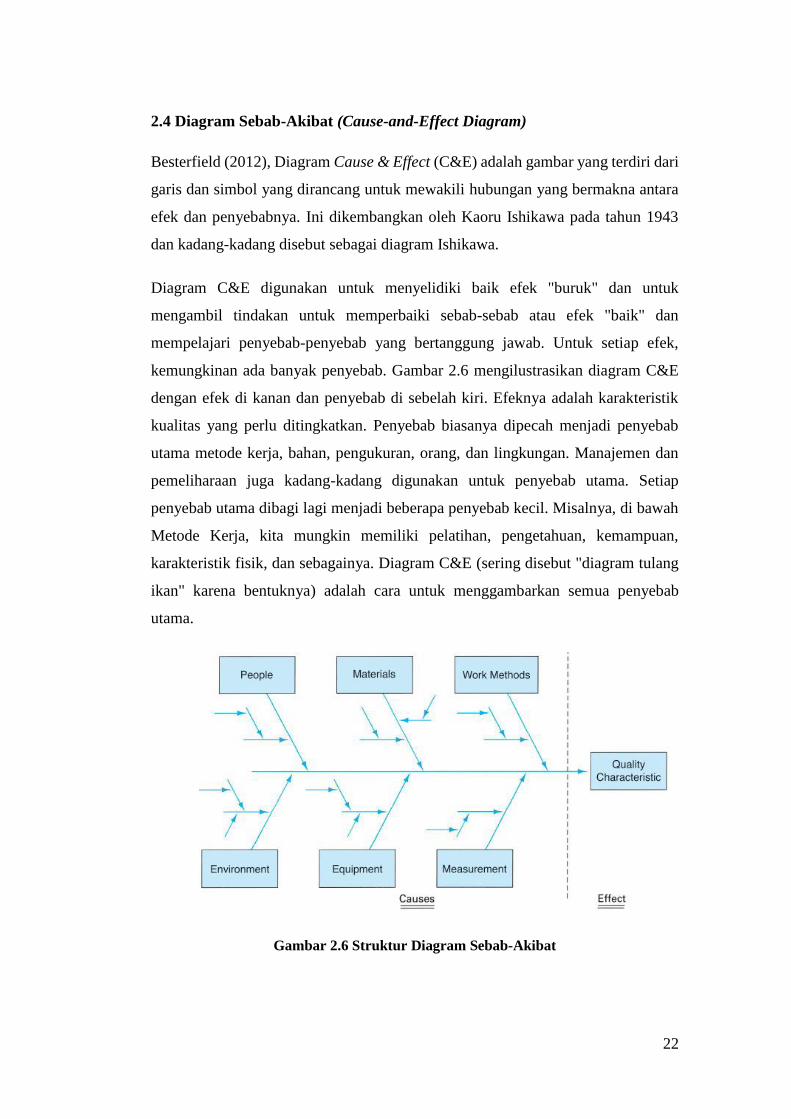
2.4 Diagram Sebab-Akibat (Cause-and-Effect Diagram)
Besterfield (2012), Diagram Cause & Effect (C&E) adalah gambar yang terdiri dari
garis dan simbol yang dirancang untuk mewakili hubungan yang bermakna antara
efek dan penyebabnya. Ini dikembangkan oleh Kaoru Ishikawa pada tahun 1943
dan kadang-kadang disebut sebagai diagram Ishikawa.
Diagram C&E digunakan untuk menyelidiki baik efek "buruk" dan untuk
mengambil tindakan untuk memperbaiki sebab-sebab atau efek "baik" dan
mempelajari penyebab-penyebab yang bertanggung jawab. Untuk setiap efek,
kemungkinan ada banyak penyebab. Gambar 2.6 mengilustrasikan diagram C&E
dengan efek di kanan dan penyebab di sebelah kiri. Efeknya adalah karakteristik
kualitas yang perlu ditingkatkan. Penyebab biasanya dipecah menjadi penyebab
utama metode kerja, bahan, pengukuran, orang, dan lingkungan. Manajemen dan
pemeliharaan juga kadang-kadang digunakan untuk penyebab utama. Setiap
penyebab utama dibagi lagi menjadi beberapa penyebab kecil. Misalnya, di bawah
Metode Kerja, kita mungkin memiliki pelatihan, pengetahuan, kemampuan,
karakteristik fisik, dan sebagainya. Diagram C&E (sering disebut "diagram tulang
ikan" karena bentuknya) adalah cara untuk menggambarkan semua penyebab
utama.
Gambar 2.6 Struktur Diagram Sebab-Akibat
23
Langkah pertama dalam pembuatan diagram C&E adalah bagi tim proyek untuk
mengidentifikasi efek atau masalah kualitas. Itu ditempatkan di sisi kanan selembar
kertas besar oleh pemimpin tim. Selanjutnya, penyebab utama diidentifikasi dan
ditempatkan pada diagram.
Menentukan semua penyebab minor membutuhkan brainstorming oleh tim proyek.
Brainstorming adalah teknik penghasil ide yang cocok untuk diagram C&E. Ini
menggunakan kapasitas berpikir kreatif tim.
Perhatian pada beberapa hal penting akan memberikan hasil yang lebih akurat dan
bermanfaat:
1. Partisipasi oleh setiap anggota tim difasilitasi oleh setiap anggota secara
bergiliran, menyarankan satu gagasan pada satu waktu. Jika seorang anggota tidak
dapat memikirkan penyebab kecil, ia lolos untuk putaran itu. Gagasan lain mungkin
muncul di babak selanjutnya. Dengan mengikuti prosedur ini, satu atau dua orang
tidak mendominasi sesi brainstorming.
2. Jumlah ide, bukan kualitas, dianjurkan. Gagasan satu orang akan memicu
gagasan orang lain, dan reaksi berantai terjadi. Seringkali, ide yang sepele atau
"bodoh" akan menghasilkan solusi terbaik.
3. Kritik terhadap suatu ide tidak diperbolehkan. Harus ada pertukaran informasi
secara bebas yang membebaskan imajinasi. Semua ide ditempatkan pada diagram.
Evaluasi gagasan terjadi di kemudian hari.
4. Visibilitas diagram adalah faktor utama partisipasi. Agar memiliki ruang untuk
semua penyebab minor, disarankan kertas berukuran 2 kaki kali 3 kaki. Itu harus
ditempel ke dinding untuk visibilitas maksimum.
5. Ciptakan suasana yang berorientasi solusi dan bukan sesi keluhan. Berfokuslah
pada pemecahan masalah daripada membahas bagaimana permulaannya. Pemimpin
tim harus mengajukan pertanyaan menggunakan teknik mengapa, apa, di mana,
kapan, siapa, dan bagaimana.

24
6. Biarkan ide-ide mengeram untuk jangka waktu tertentu (setidaknya dalam
semalam), dan kemudian lakukan sesi curah pendapat lainnya. Berikan salinan ide
kepada anggota tim setelah sesi pertama. Ketika tidak ada lagi ide yang dihasilkan,
kegiatan brainstorming dihentikan.
Setelah diagram C&E selesai, harus dievaluasi untuk menentukan penyebab yang
paling mungkin. Kegiatan ini dilakukan dalam sesi terpisah. Prosedurnya adalah
meminta setiap orang memberikan suara untuk sebab-sebab minor. Anggota tim
dapat memberikan suara pada lebih dari satu penyebab, dan mereka tidak perlu
memilih pada penyebab yang mereka sajikan. Penyebab-penyebab dengan suara
terbanyak dilingkari, dan empat atau lima kemungkinan penyebab efek ditentukan.
Solusi dikembangkan untuk memperbaiki penyebab dan meningkatkan proses.
Kriteria untuk menilai solusi yang mungkin termasuk biaya, kelayakan, resistensi
terhadap perubahan, konsekuensi, pelatihan, dan sebagainya. Setelah solusi
disetujui oleh tim, pengujian dan implementasi akan dilanjutkan. Diagram diposting
di lokasi-lokasi utama untuk merangsang referensi lanjutan karena masalah serupa
atau baru muncul. Diagram direvisi sebagai solusi ditemukan dan perbaikan dibuat.
Diagram sebab-dan-efek memiliki aplikasi yang hampir tak terbatas dalam
penelitian, manufaktur, pemasaran, operasi kantor, dan sebagainya. Salah satu aset
terkuatnya adalah partisipasi dan kontribusi setiap orang yang terlibat dalam proses
brainstorming. Diagram berguna dalam
1. Menganalisis kondisi aktual untuk tujuan peningkatan kualitas produk atau
layanan, penggunaan sumber daya yang lebih efisien, dan pengurangan biaya.
2. Penghapusan kondisi yang menyebabkan produk atau layanan tidak sesuai dan
keluhan pelanggan.
3. Standarisasi operasi yang ada dan yang diusulkan.
4. Pendidikan dan pelatihan personil dalam pengambilan keputusan dan kegiatan
tindakan korektif.
25
2.5 Multi Criteria Utility Assesment
Metode MCUA merupakan suatu teknik atau suatu cara yang digunakan untuk
membantu tim dalam mengambil keputusan atas beberapa pilihan atau alternatif.
Alternatif dapat berupa masalah pada langkah penetuan prioritas masalah, atau
pemecahan masalah pada langkah penetapan prioritas pemecahan masalah.
Untuk menyaring alternatif masalah yang sesuai dengan kebutuhan dibutuhkan
suatu batasan atau kriteria. Penggunaan metode MCUA dalam penentuan prioriotas
masalah dilaksanakan apabila pihak perencana belum terlalu siap dalam penyediaan
sumber daya, serta pelaksana program atau kegiatan menginginkan masalah yang
diselesaikan adalah masalah yang ada dimasyarakat.
Tata cara penggunaan Matriks MCUA dalam penentuan prioritas masalah,
dilakukan dengan langkah – langkah sebagai berikut :
a. Menetapkan kriteria
Yang dimaksud dengan kriteria adalah sesuatu hal yang dianggap sebagai akibat
atau pengaruh yang sangat signifikan dan spesifik dari suatu masalah terhadap
subjek (masyarakat) sehingga dapat membedakan masalah. Kriteria yang
digunakan antara lain kegawatan masalah, Besarnya masalah, Trend
(kecenderungan).
b. Melakukan pembobotan kriteria
Merupakan pemberian kisaran bobot (nilai) terhadap masing – masing yang ada.
Kriteria ditentukan berdasarkan kesepakatan tim. Misalnya kisaran pembobotan 1-
10, artinya bobot yang terendah 1 yang tertinggi 10. Atau nilai (bobot) yang
disepakati adalah untuk kegawatan masalah diberi bobot 4, gawat diberi skor 3,
cukup gawat diberi skor 2, kurang atau tidak gawat 1. Kita berikan empat range
atau rentang nilai dengan tujuan agar tidak terjadi kecenderungan pemilihan angka
yang berada di tengah, misalnya kalau rangenya 1 sampai 3, orang cenderung
memlih angka 2 dibanding angka 1 atau angka 3.
c. Memberikan skor masing–masing kriteria terhadap masing–masing masalah

26
Artinya estimasi berapa besarnya pengaruh masalah terhadap masing – masing
kriteria. Dalam pemberian skor setiap anggota tim memberikan skor secara
subjektif dan selanjutnya jumlah semua skor dibagi banyaknya jumlah anggota
dalam kelompok. Jika pengaruh kriteria besar maka skornya juga diberikan besar,
dan jika kriteria kecil maka diberi skor kecil, misalnya kisaran angka pemberian
skor 1-10, 1-7, 1-5 dan lain-lain. Hasil skor yang telah dibagi dengan jumlah
anggota tiap bagian.
d. Mengalikan nilai skor dengan bobot
Masing–masing masalah yang dikalikan dengan bobot untuk tiap–tiap kriteria
kemudian dijumlahkan dengan hasil perkalian tersebut. Masalah dengan jumlah
perkalian tertinggi akan dipilih menjadi prioritas masalah yang akan dipecahkan.
Penggunaan metode Multiple Criteria Utility Assessment (MCUA) adalah berupa
sebuah tabel yang berisi (pada baris atau horizontal) berisi kriteria dan jumlah total
untuk memprioritaskan masalah. Sedangkan kolom atau vertikal berisi nilai, bobot,
jenis variable serta kolom dikalikan bobot. Keputusan mendapatkan prioritas utama
permasalahan.
27
3. BAB III
METODOLOGI PENELITIAN
Metodologi penelitian adalah langkah – langkah dan kerangka berfikir sistematis
yang digunakan dalam sebuah penelitian untuk mencapai tujuan penelitian, yang
bersifat memudahkan proses identifikasi, perumusan, analisa, memcahkan dan
proses penyimpulan permasalahan.
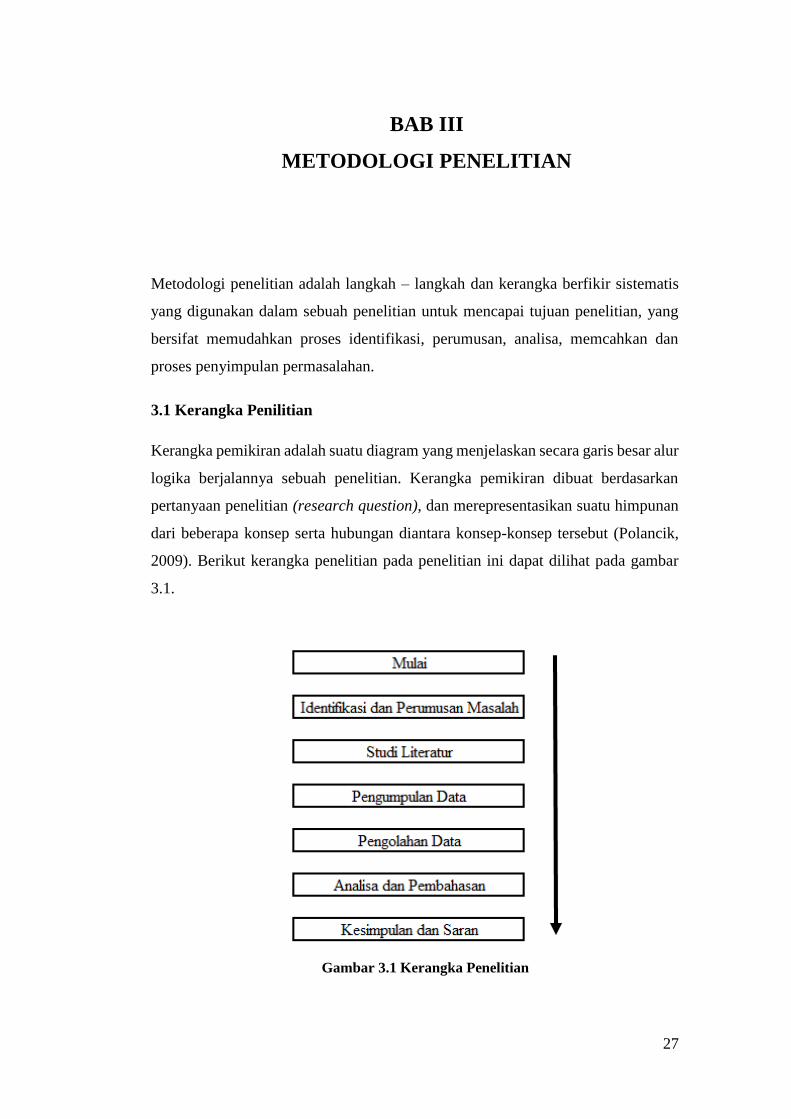
3.1 Kerangka Penilitian
Kerangka pemikiran adalah suatu diagram yang menjelaskan secara garis besar alur
logika berjalannya sebuah penelitian. Kerangka pemikiran dibuat berdasarkan
pertanyaan penelitian (research question), dan merepresentasikan suatu himpunan
dari beberapa konsep serta hubungan diantara konsep-konsep tersebut (Polancik,
2009). Berikut kerangka penelitian pada penelitian ini dapat dilihat pada gambar
3.1.
Gambar 3.1 Kerangka Penelitian Gambar 3.1 Kerangka Penelitian
28
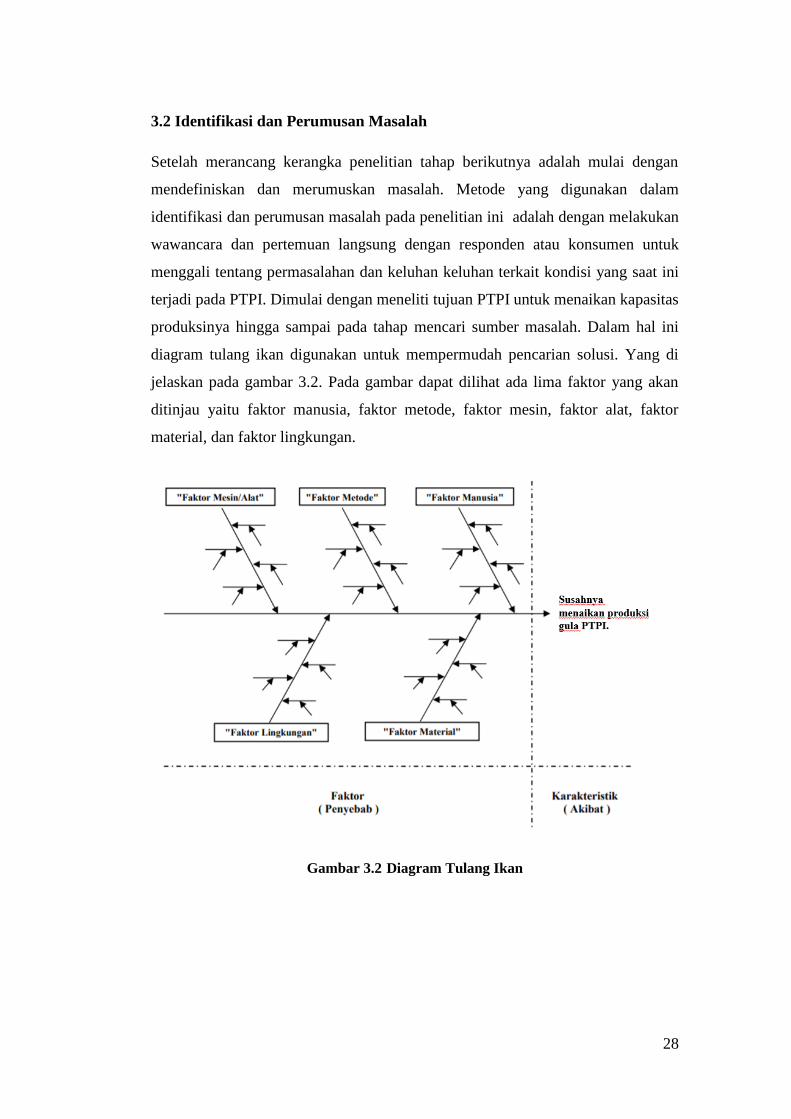
3.2 Identifikasi dan Perumusan Masalah
Setelah merancang kerangka penelitian tahap berikutnya adalah mulai dengan
mendefiniskan dan merumuskan masalah. Metode yang digunakan dalam
identifikasi dan perumusan masalah pada penelitian ini adalah dengan melakukan
wawancara dan pertemuan langsung dengan responden atau konsumen untuk
menggali tentang permasalahan dan keluhan keluhan terkait kondisi yang saat ini
terjadi pada PTPI. Dimulai dengan meneliti tujuan PTPI untuk menaikan kapasitas
produksinya hingga sampai pada tahap mencari sumber masalah. Dalam hal ini
diagram tulang ikan digunakan untuk mempermudah pencarian solusi. Yang di
jelaskan pada gambar 3.2. Pada gambar dapat dilihat ada lima faktor yang akan
ditinjau yaitu faktor manusia, faktor metode, faktor mesin, faktor alat, faktor
material, dan faktor lingkungan.
Gambar 3.2 Diagram Tulang Ikan
29
3.3 Studi Literatur
Pada tahapan ini masalah yang telah diidentifikasi terkait bagaimana cara
perancangan alat berteknologi ARI mulai diteliti dan dianalisa lebih dalam. Pada
proses tersebut di butuhkan literatur – literatur yang di gunakan sebagai dasar atau
landasan untuk melakukan analisa masalah tersebut. Literatur antara lain terdiri dari
teori – teori dan hasil karangan pra ahli seperti buku, jurnal ataupun sumber online.
Dalam penelitian ini adapun literatur yang di pelajari adalah mengenai :
1) Teori pengumpulan data menggunakan metode wawancara dan focus group
discussion (FGD) antara pihak PTPE dan PTPI untuk mendapatkan
informasi customer requirements.
2) Teori untuk analisa data menggunakan metode Quality Function
Deployment (QFD) dengan matriks House Of Quality (HOQ)
3) Metode pendukung lain yang digunakan antara lain seperti Fish Bone
Diagram.
3.4 Pengumpulan Data
3.4.1 Wawancara dan Focus Group Discussion (FGD)
Tahapan ini bertujuan untuk mengumpulkan data terkait masalah yang sedang di
teliti, wawancara dan Focus Group Discussion digunakan dalam penilitian ini,
proses wawancara dan FGD dilakukan antara kedua belah pihak yang antara lain
dari pihak produsen terdiri dari :
1) Team Research and Development (RND)
RND bertujuan untuk melakukan proses observasi kemungkinan solusi dan
juga terkait mekanisme terbaik yang nanti akan di gunakan di dalam produk,
yang sudah di sesuaikan kebutuhan dan keinginan konsumen.
2) Marketing
Marketing bertujuan untuk mengkomunikasikan keinginan konsumen
terkait lead time (jangka waktu antara pesanan pelanggan dan pengiriman
produk akhir) yang di butuhkan oleh konsumen.
3) Team Engineering
30
Bergabungnya tim ini adalah bertujuan untuk melakukan tugas proses
penggambaran desain juga model yang sudah di terjemahkan oleh team
RnD.
Untuk dari pihak konsumen dalam hal ini PTPI, tim yang tergabung dalam FGD
adalah :
1) Purchasing
Bagian pembelian ada dalam pihak konsumen terkait untuk melakukan
proses negosiasi harga dan juga untuk melakukan kesepakatan terkait lead
time produksi yang di butuhkan.
2) Engineering
Bagian engineering pada FGD di pihak konsumen di tujukan untuk
menerjemahkan kebutuhan dan keinginan yang terkait dengan fungsi dan
juga penampilan. Juga untuk menjelaskan kondisi lapangan atau informasi
terkait kondisi produksi PTPI yang di butuhkan dalam proses perancangan
dan pengembangan.
Proses wawancara dan focus group discussion yang dilakukan bertujuan untuk
mendapatkan informasi lebih lanjut mengenai data voice of customers.
3.4.2 Observasi
Setelah dilakukan proses komunikasi dua arah, dalam penelitian ini dibutuhkan
proses observasi untuk mencari data produk ARI yang sudah ada dan pernah
diproduksi dimana yang nantinya akan dikembangkan oleh tim PTPI. Setelah
dilakukan proses observasi didapatkan contoh model produk ARI yaitu
Coresampler Honiron produksi Amerika.
3.4.3 Pengolahan Data
Pengolahan data yang dilakukan mengikuti metode QFD dengan tahapan – tahapan
yang dapat dilihat pada gambar 3.3.
31
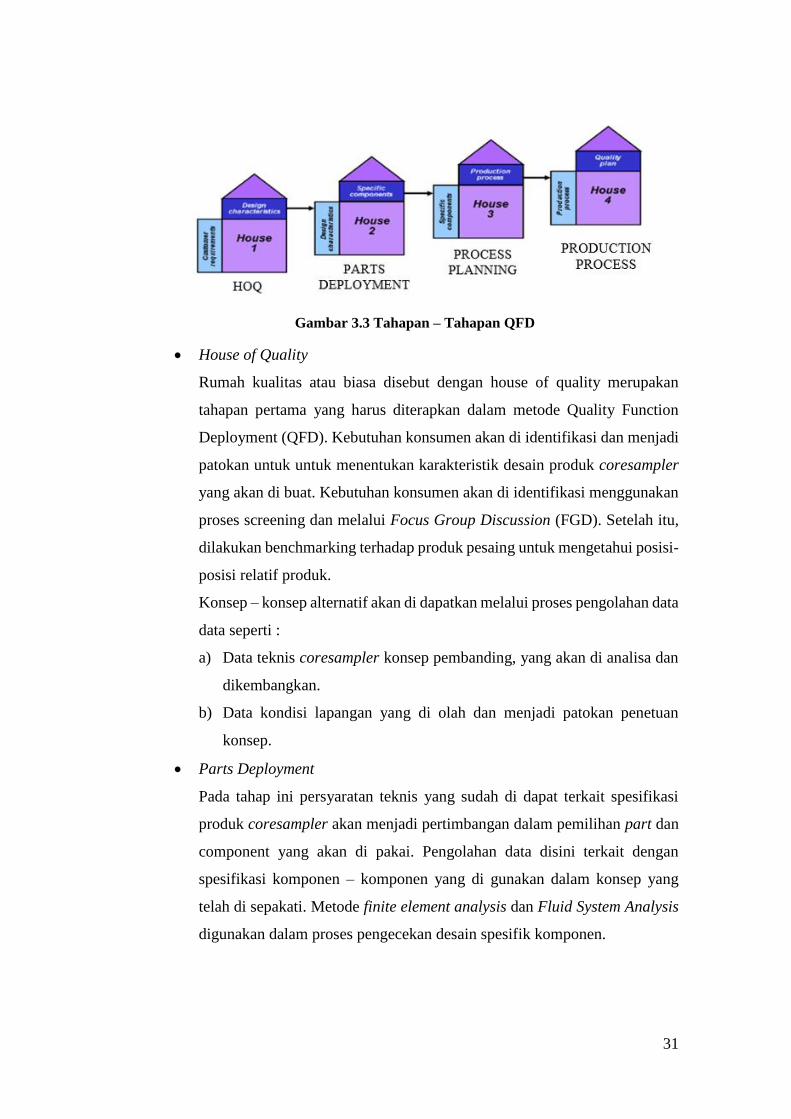
Gambar 3.3 Tahapan – Tahapan QFD
House of Quality
Rumah kualitas atau biasa disebut dengan house of quality merupakan
tahapan pertama yang harus diterapkan dalam metode Quality Function
Deployment (QFD). Kebutuhan konsumen akan di identifikasi dan menjadi
patokan untuk untuk menentukan karakteristik desain produk coresampler
yang akan di buat. Kebutuhan konsumen akan di identifikasi menggunakan
proses screening dan melalui Focus Group Discussion (FGD). Setelah itu,
dilakukan benchmarking terhadap produk pesaing untuk mengetahui posisi-
posisi relatif produk.
Konsep – konsep alternatif akan di dapatkan melalui proses pengolahan data
data seperti :
a) Data teknis coresampler konsep pembanding, yang akan di analisa dan
dikembangkan.
b) Data kondisi lapangan yang di olah dan menjadi patokan penetuan
konsep.
Parts Deployment
Pada tahap ini persyaratan teknis yang sudah di dapat terkait spesifikasi
produk coresampler akan menjadi pertimbangan dalam pemilihan part dan
component yang akan di pakai. Pengolahan data disini terkait dengan
spesifikasi komponen – komponen yang di gunakan dalam konsep yang
telah di sepakati. Metode finite element analysis dan Fluid System Analysis
digunakan dalam proses pengecekan desain spesifik komponen.
32
Process Planning
Process planning merupakan tahapan ketiga dalam QFD. Tahapan ini
membuat perencanaan terkait proses produksi dengan cara
mengsinkronisasikan antara part yang akan di gunakan dengan kondisi di
tempat produksi.
Production Process
Tahapan ini mendefinisikan inspeksi dan parameter kontrol kualitas dan
metode yang akan digunakan dalam proses produksi setiap langkah proses
(langkah-langkah proses kontrol kualitas).
3.5 Analisa dan Pembahasan
Dalam tahap ini setelah pengolahan data hasil tersebut dianalisa dan dievaluasi
apakah hasil sudah sesuai dengan kebutuhan yang sudah ditentukan, dalam kasus
ini berarti produk ARI yang sudah sampai pada tahap prototype dan sudah
dilakukan proses pengetesan. Jika hasil analisa dan evaluasi hasil sudah sesuai
maka produk sudah siap untuk di gunakan dalam kondisi nyata.
3.6 Kesimpulan dan Saran
Pada tahap kesimpulan akan berisi pernyataan singkat, jelas, dan sistematis dari
keseluruhan hasil analisis, dan pembahasan pada penelitian mengenai
pengembangan produk coresampler. Saran akan berisi usul atau pendapat yang
berkaitan dengan pemecahan masalah yang terjadi selama proses pengembangan
produk coresampler ataupun kemungkinan penelitian lanjutan.
33
4. BAB IV
DATA DAN ANALISIS
Pada bab ini, proses penelitian mulai masuk kedalam pengumpulan dan pengolahan
data, pengumpulan data yang dilakukan menggunakan metode wawancara, Focus
Group Discussion dan juga observasi. Sedangkan untuk proses pengolahan data
penelitian ini menggunakan metode Quality Function Deployment, dengan matrik
House Of Quality.
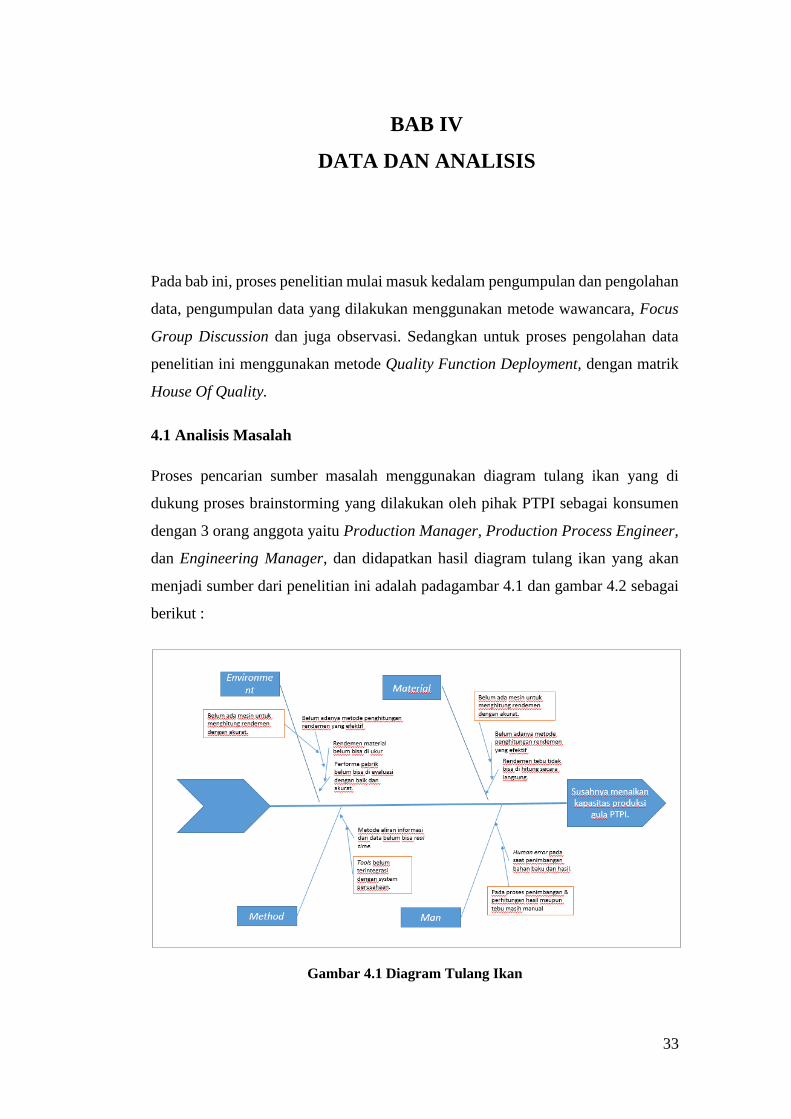
4.1 Analisis Masalah
Proses pencarian sumber masalah menggunakan diagram tulang ikan yang di
dukung proses brainstorming yang dilakukan oleh pihak PTPI sebagai konsumen
dengan 3 orang anggota yaitu Production Manager, Production Process Engineer,
dan Engineering Manager, dan didapatkan hasil diagram tulang ikan yang akan
menjadi sumber dari penelitian ini adalah padagambar 4.1 dan gambar 4.2 sebagai
berikut :
Gambar 4.1 Diagram Tulang Ikan
34
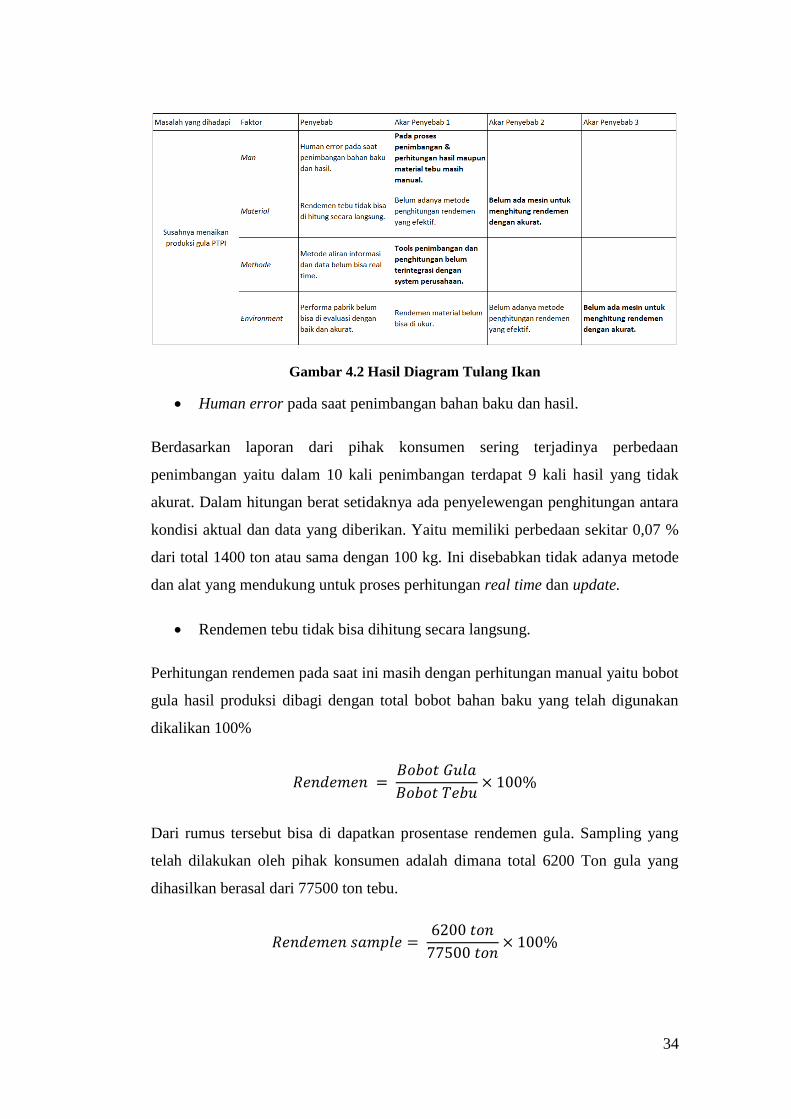
Gambar 4.2 Hasil Diagram Tulang Ikan
Human error pada saat penimbangan bahan baku dan hasil.
Berdasarkan laporan dari pihak konsumen sering terjadinya perbedaan
penimbangan yaitu dalam 10 kali penimbangan terdapat 9 kali hasil yang tidak
akurat. Dalam hitungan berat setidaknya ada penyelewengan penghitungan antara
kondisi aktual dan data yang diberikan. Yaitu memiliki perbedaan sekitar 0,07 %
dari total 1400 ton atau sama dengan 100 kg. Ini disebabkan tidak adanya metode
dan alat yang mendukung untuk proses perhitungan real time dan update.
Rendemen tebu tidak bisa dihitung secara langsung.
Perhitungan rendemen pada saat ini masih dengan perhitungan manual yaitu bobot
gula hasil produksi dibagi dengan total bobot bahan baku yang telah digunakan
dikalikan 100%
𝑅𝑒𝑛𝑑𝑒𝑚𝑒𝑛 = 𝐵𝑜𝑏𝑜𝑡 𝐺𝑢𝑙𝑎
𝐵𝑜𝑏𝑜𝑡 𝑇𝑒𝑏𝑢× 100%
Dari rumus tersebut bisa di dapatkan prosentase rendemen gula. Sampling yang
telah dilakukan oleh pihak konsumen adalah dimana total 6200 Ton gula yang
dihasilkan berasal dari 77500 ton tebu.
𝑅𝑒𝑛𝑑𝑒𝑚𝑒𝑛 𝑠𝑎𝑚𝑝𝑙𝑒 = 6200 𝑡𝑜𝑛
77500 𝑡𝑜𝑛× 100%

35
Jadi total rendemen dengan perhitungan kasar tersebut di hasilkan total 8% kadar
kandungan gula dalam tebu yang telah di ambil menjadi sampel.
Metode aliran informasi belum bisa real time.
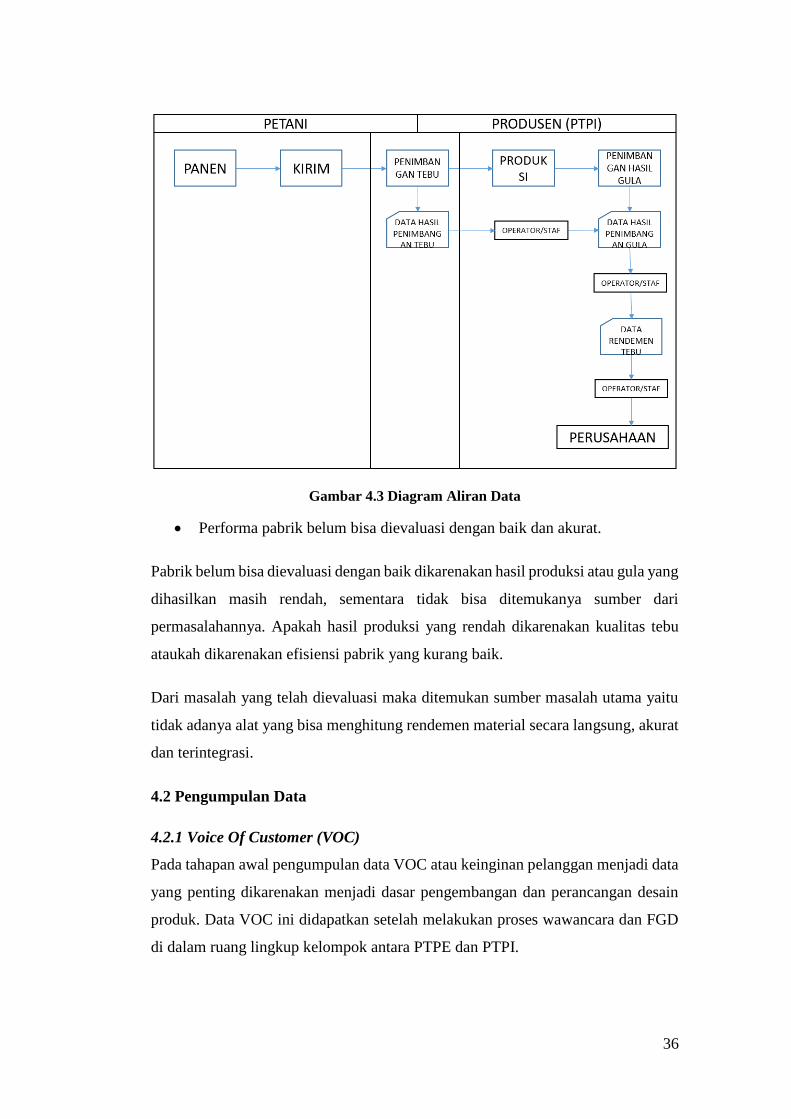
Pada gambar 4.3 dijelaskan mengenai diagram aliran barang (tebu) dan informasi
hasil proses yang dilakukan. Aliran barang dan informasi dimulai pada saat proses
panen tebu oleh petani setelah dilakukan panen maka tebu akan dikirim kepada
pengepul atau dalam kasus ini adalah perusahaan PTPI, pada saat proses serah
terima tebu dilakukan proses penimbangan oleh PTPI untuk mengetahui bobot tebu
yang dibawa oleh petani, setelah tebu ditimbang kemudian tebu masuk kedalam
proses produksi dalam batch tertentu dan mengahsilkan sejumlah kilogram gula,
informasi hasil penimbangan yang diambil secara manual kemudian informasi
tersebut dilakukan proses input kedalam informasi digital dan dikirim ke staf yang
melakukan proses penimbangan gula yang nantinya akan dibandingkan antara
bahan baku yang diapakai dengan gula yang sudah selesai produksi yang disebut
data rendemen tebu. Setelah itu informasi tersebut dikirimkan kebagian tertentu
yang akan melakukan proses evaluasi dan diarsipkan. Dari langkah – langkah
tersebut dapat diketahui bahwa aliran data dan informasi harus selalu melewati
entitas (Setiap unit atau organisasi yang dapat dipandang atau diperlakukan
sebagaimana layaknya individu) dan tidak dapat langsung terkoneksi dengan sistem
pusat perusahaan sehingga memungkinkan terjadi miss informations. Berikut
adallah keterangan untuk symbol yang ada pada diagram aliran barang dan
informasi dengan simbol berarti proses simbol berarti entitas dan
simbol berate informasi.
36
Gambar 4.3 Diagram Aliran Data
Performa pabrik belum bisa dievaluasi dengan baik dan akurat.
Pabrik belum bisa dievaluasi dengan baik dikarenakan hasil produksi atau gula yang
dihasilkan masih rendah, sementara tidak bisa ditemukanya sumber dari
permasalahannya. Apakah hasil produksi yang rendah dikarenakan kualitas tebu
ataukah dikarenakan efisiensi pabrik yang kurang baik.
Dari masalah yang telah dievaluasi maka ditemukan sumber masalah utama yaitu
tidak adanya alat yang bisa menghitung rendemen material secara langsung, akurat
dan terintegrasi.
4.2 Pengumpulan Data
4.2.1 Voice Of Customer (VOC)
Pada tahapan awal pengumpulan data VOC atau keinginan pelanggan menjadi data
yang penting dikarenakan menjadi dasar pengembangan dan perancangan desain
produk. Data VOC ini didapatkan setelah melakukan proses wawancara dan FGD
di dalam ruang lingkup kelompok antara PTPE dan PTPI.
37
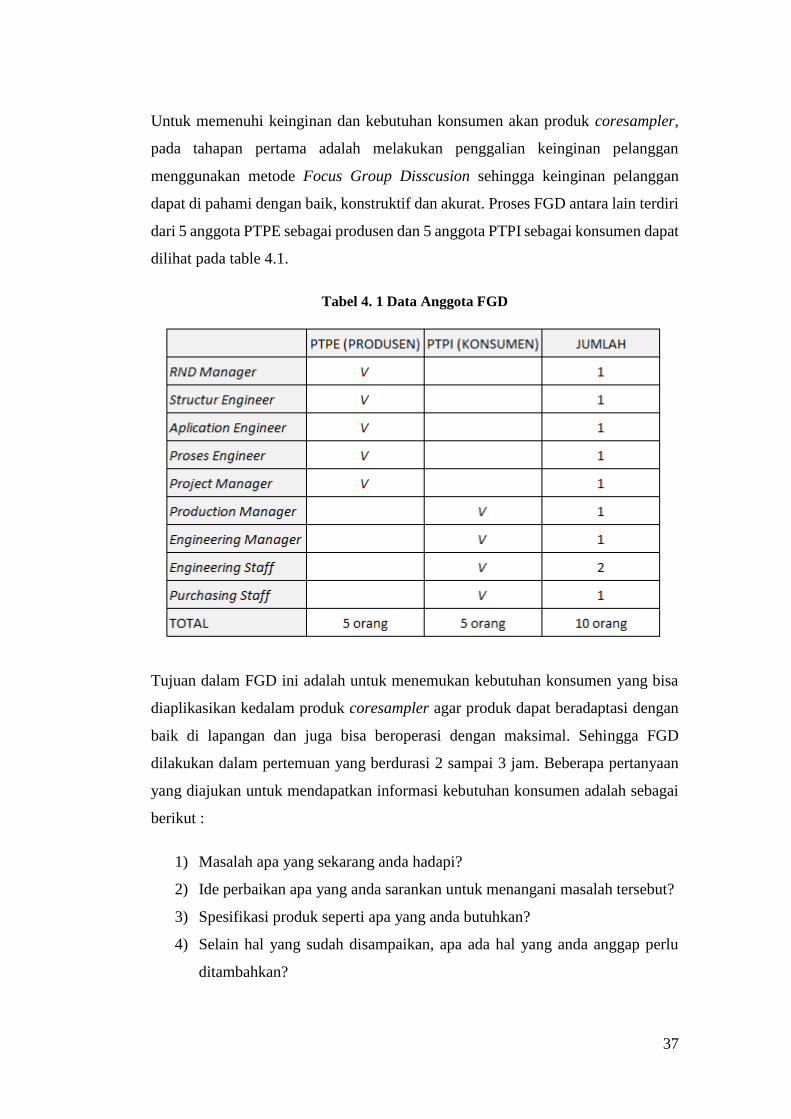
Untuk memenuhi keinginan dan kebutuhan konsumen akan produk coresampler,
pada tahapan pertama adalah melakukan penggalian keinginan pelanggan
menggunakan metode Focus Group Disscusion sehingga keinginan pelanggan
dapat di pahami dengan baik, konstruktif dan akurat. Proses FGD antara lain terdiri
dari 5 anggota PTPE sebagai produsen dan 5 anggota PTPI sebagai konsumen dapat
dilihat pada table 4.1.
Tabel 4. 1 Data Anggota FGD
Tujuan dalam FGD ini adalah untuk menemukan kebutuhan konsumen yang bisa
diaplikasikan kedalam produk coresampler agar produk dapat beradaptasi dengan
baik di lapangan dan juga bisa beroperasi dengan maksimal. Sehingga FGD
dilakukan dalam pertemuan yang berdurasi 2 sampai 3 jam. Beberapa pertanyaan
yang diajukan untuk mendapatkan informasi kebutuhan konsumen adalah sebagai
berikut :
1) Masalah apa yang sekarang anda hadapi?
2) Ide perbaikan apa yang anda sarankan untuk menangani masalah tersebut?
3) Spesifikasi produk seperti apa yang anda butuhkan?
4) Selain hal yang sudah disampaikan, apa ada hal yang anda anggap perlu
ditambahkan?
38
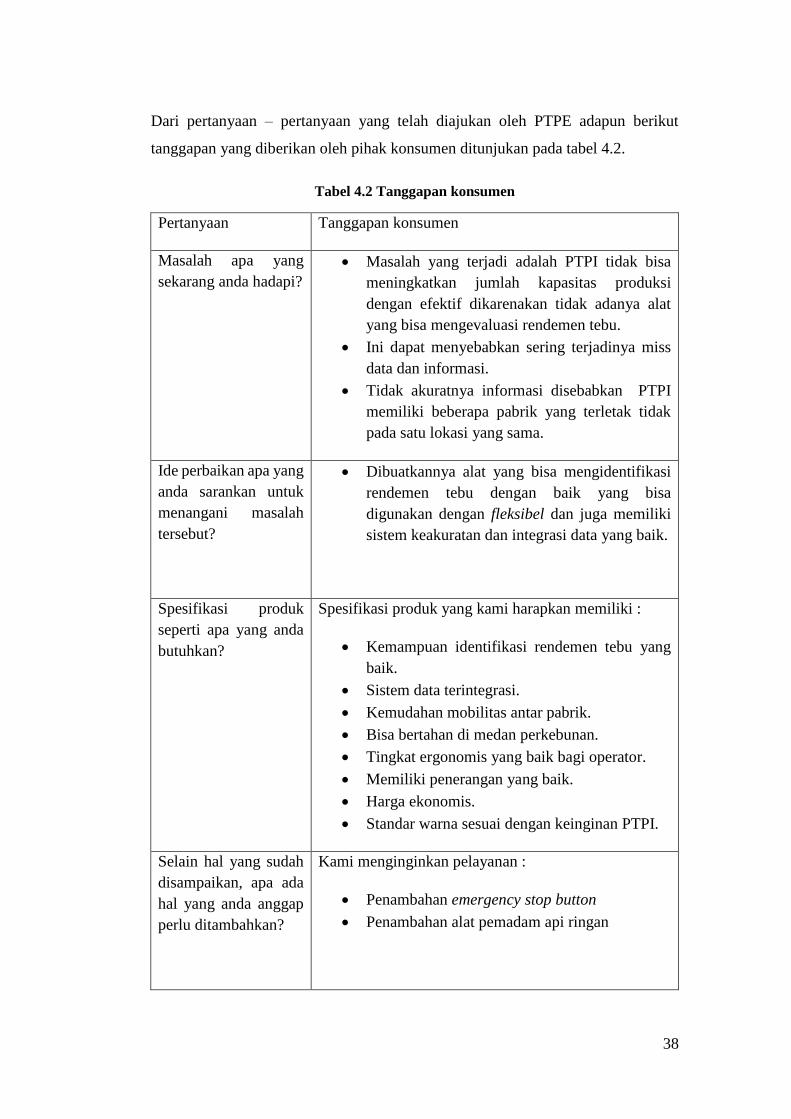
Dari pertanyaan – pertanyaan yang telah diajukan oleh PTPE adapun berikut
tanggapan yang diberikan oleh pihak konsumen ditunjukan pada tabel 4.2.
Tabel 4.2 Tanggapan konsumen
Pertanyaan Tanggapan konsumen
Masalah apa yang
sekarang anda hadapi?
Masalah yang terjadi adalah PTPI tidak bisa
meningkatkan jumlah kapasitas produksi
dengan efektif dikarenakan tidak adanya alat
yang bisa mengevaluasi rendemen tebu.
Ini dapat menyebabkan sering terjadinya miss
data dan informasi.
Tidak akuratnya informasi disebabkan PTPI
memiliki beberapa pabrik yang terletak tidak
pada satu lokasi yang sama.
Ide perbaikan apa yang
anda sarankan untuk
menangani masalah
tersebut?
Dibuatkannya alat yang bisa mengidentifikasi
rendemen tebu dengan baik yang bisa
digunakan dengan fleksibel dan juga memiliki
sistem keakuratan dan integrasi data yang baik.
Spesifikasi produk
seperti apa yang anda
butuhkan?
Spesifikasi produk yang kami harapkan memiliki :
Kemampuan identifikasi rendemen tebu yang
baik.
Sistem data terintegrasi.
Kemudahan mobilitas antar pabrik.
Bisa bertahan di medan perkebunan.
Tingkat ergonomis yang baik bagi operator.
Memiliki penerangan yang baik.
Harga ekonomis.
Standar warna sesuai dengan keinginan PTPI.
Selain hal yang sudah
disampaikan, apa ada
hal yang anda anggap
perlu ditambahkan?
Kami menginginkan pelayanan :
Penambahan emergency stop button
Penambahan alat pemadam api ringan
39
Setelah didapatkan tanggapan atas pertanyaan yang telah diajukan pada pertemuan
pertama dan pertemuan kedua dalam FGD maka berikut kesimpulan kebutuhan
konsumen atas produk coresampler ditunjukan pada tabel 4.3.
Tabel 4.3 Kesimpulan FGD
Tanggapan konsumen Kesimpulan
Masalah yang terjadi adalah PTPI
tidak bisa meningkatkan jumlah
kapasitas produksi dengan efektif
dikarenakan tidak adanya alat
yang bisa mengevaluasi rendemen
tebu.
Ini dapat menyebabkan sering
terjadinya miss data dan informasi.
Tidak akuratnya informasi
disebabkan PTPI memiliki
beberapa pabrik yang terletak
tidak pada satu lokasi yang sama.
Identifikasi rendemen tebu ;
Integrasi data.
Dibuatkannya alat yang bisa
mengidentifikasi rendemen tebu
dengan baik yang bisa digunakan
dengan fleksibel dan juga memiliki
sistem keakuratan dan integrasi
data yang baik.
Alat yang bisa
mengidentifikasi rendemen
tebu ;
Integrasi data.
Spesifikasi produk yang kami harapkan
memiliki :
Kemampuan identifikasi
rendemen tebu yang baik.
Sistem data terintegrasi.
Kemudahan mobilitas antar
pabrik.
Bisa bertahan di medan
perkebunan.
Tingkat ergonomis yang baik bagi
operator.
Memiliki penerangan yang baik.
Identifikasi rendemen tebu ;
Data terintegrasi & real time
;
Kemampuan mobilitas ;
Tempat operator tidak
panas.
Memiliki penerangan yang
baik
Harga kompetitif ;
Warna sesuai keinginan
konsumen.
40
Harga ekonomis.
Standar warna sesuai dengan
keinginan PTPI.
Kami menginginkan pelayanan :
Penambahan emergency Switch
button
Penambahan alat pemadam api
ringan
Penambahan emergency
stop button
Penambahan alat pemadam
api ringan
Berdasarkan hasil FGD dengan tanggapan konsumen dan hal – hal yang sudah
disimpulkan maka didapatlah data berupa list Voice of Customer yang harus
dipenuhi oleh PTPE, total poin Voice Of Customer yang sudah didapatkan dari
proses FGD yang telah dilakukan adalah sepuluh kriteria yang antara lain dijelaskan
pada table 4.4.
Tabel 4.4 Kebutuhan Konsumen
No Kebutuhan Konsumen
1 Dapat mengidentifikasi rendemen tebu
2 Memiliki kemampuan mobilitas
3 Data hasil identifikasi bisa terintegrasi dan realtime.
4 Produk kuat dan tidak mudah rusak
5 Memiliki sistem penerangan yang baik
6 Penambahan alat pemadam api ringan.
7 Tempat untuk operator terlindung dari panas
8 Penambahan emergency stop button.
9 Warna customized
10 Harga Kompetitif
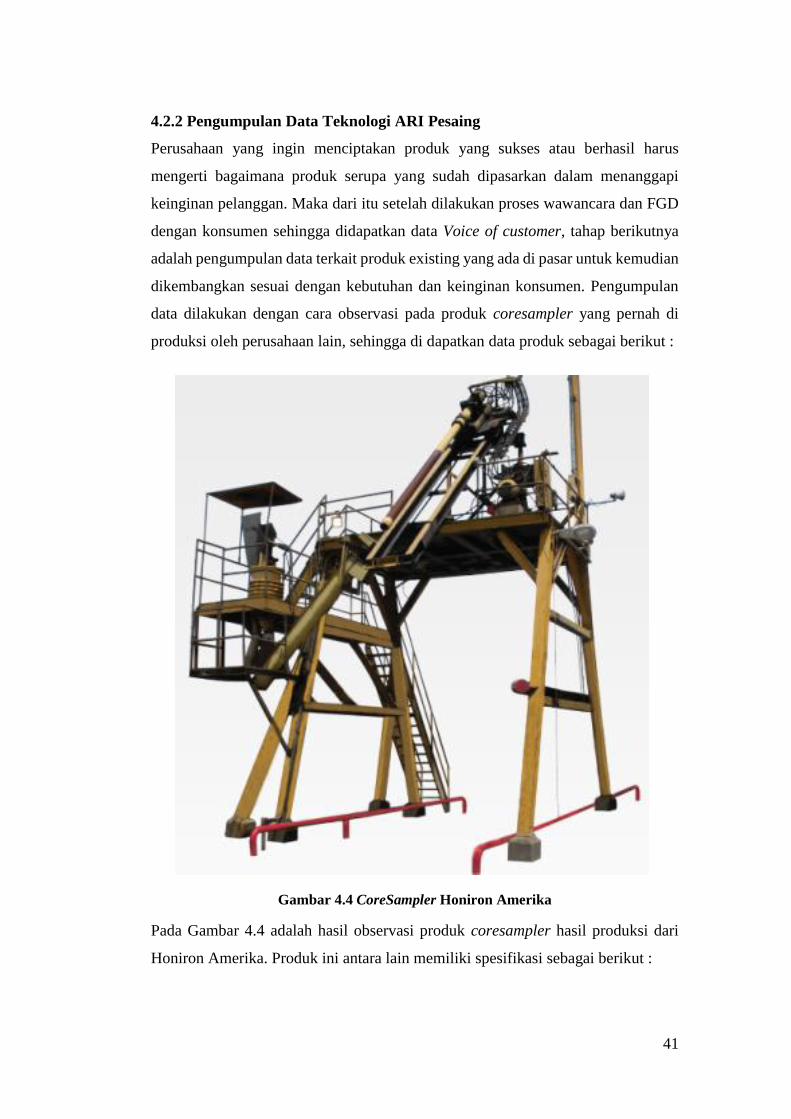
41
4.2.2 Pengumpulan Data Teknologi ARI Pesaing
Perusahaan yang ingin menciptakan produk yang sukses atau berhasil harus
mengerti bagaimana produk serupa yang sudah dipasarkan dalam menanggapi
keinginan pelanggan. Maka dari itu setelah dilakukan proses wawancara dan FGD
dengan konsumen sehingga didapatkan data Voice of customer, tahap berikutnya
adalah pengumpulan data terkait produk existing yang ada di pasar untuk kemudian
dikembangkan sesuai dengan kebutuhan dan keinginan konsumen. Pengumpulan
data dilakukan dengan cara observasi pada produk coresampler yang pernah di
produksi oleh perusahaan lain, sehingga di dapatkan data produk sebagai berikut :
Gambar 4.4 CoreSampler Honiron Amerika
Pada Gambar 4.4 adalah hasil observasi produk coresampler hasil produksi dari
Honiron Amerika. Produk ini antara lain memiliki spesifikasi sebagai berikut :
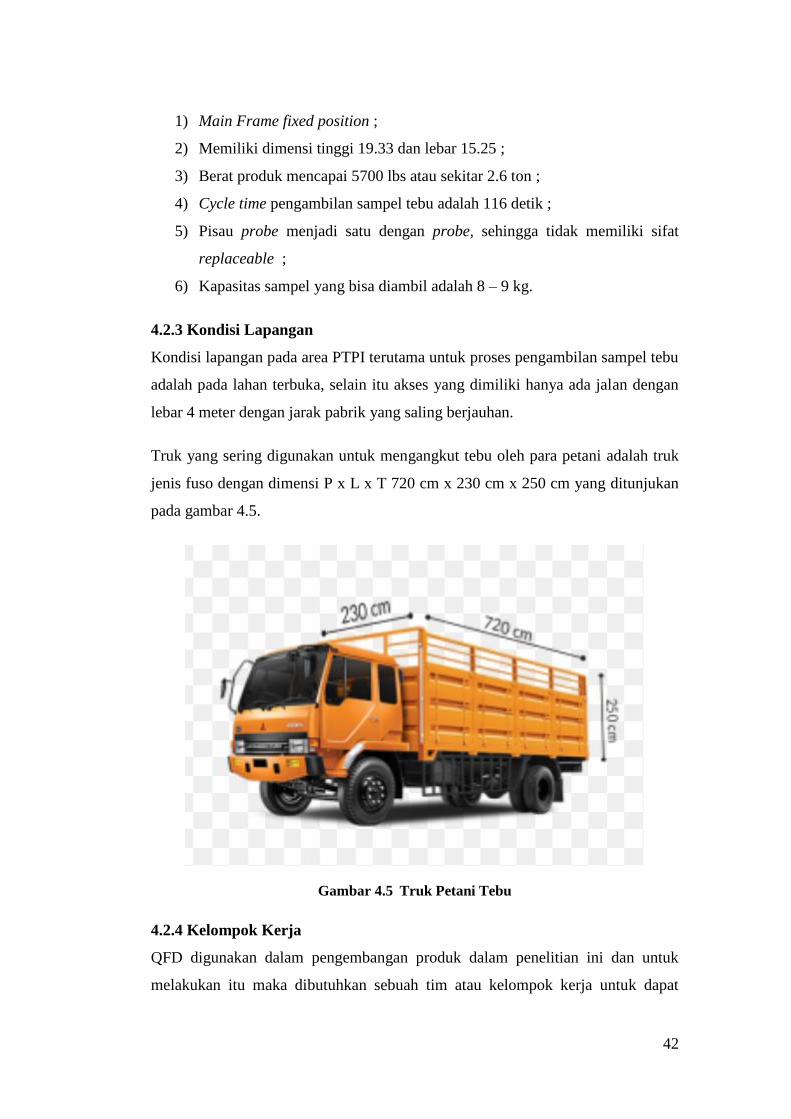
42
1) Main Frame fixed position ;
2) Memiliki dimensi tinggi 19.33 dan lebar 15.25 ;
3) Berat produk mencapai 5700 lbs atau sekitar 2.6 ton ;
4) Cycle time pengambilan sampel tebu adalah 116 detik ;
5) Pisau probe menjadi satu dengan probe, sehingga tidak memiliki sifat
replaceable ;
6) Kapasitas sampel yang bisa diambil adalah 8 – 9 kg.
4.2.3 Kondisi Lapangan
Kondisi lapangan pada area PTPI terutama untuk proses pengambilan sampel tebu
adalah pada lahan terbuka, selain itu akses yang dimiliki hanya ada jalan dengan
lebar 4 meter dengan jarak pabrik yang saling berjauhan.
Truk yang sering digunakan untuk mengangkut tebu oleh para petani adalah truk
jenis fuso dengan dimensi P x L x T 720 cm x 230 cm x 250 cm yang ditunjukan
pada gambar 4.5.
Gambar 4.5 Truk Petani Tebu
4.2.4 Kelompok Kerja
QFD digunakan dalam pengembangan produk dalam penelitian ini dan untuk
melakukan itu maka dibutuhkan sebuah tim atau kelompok kerja untuk dapat
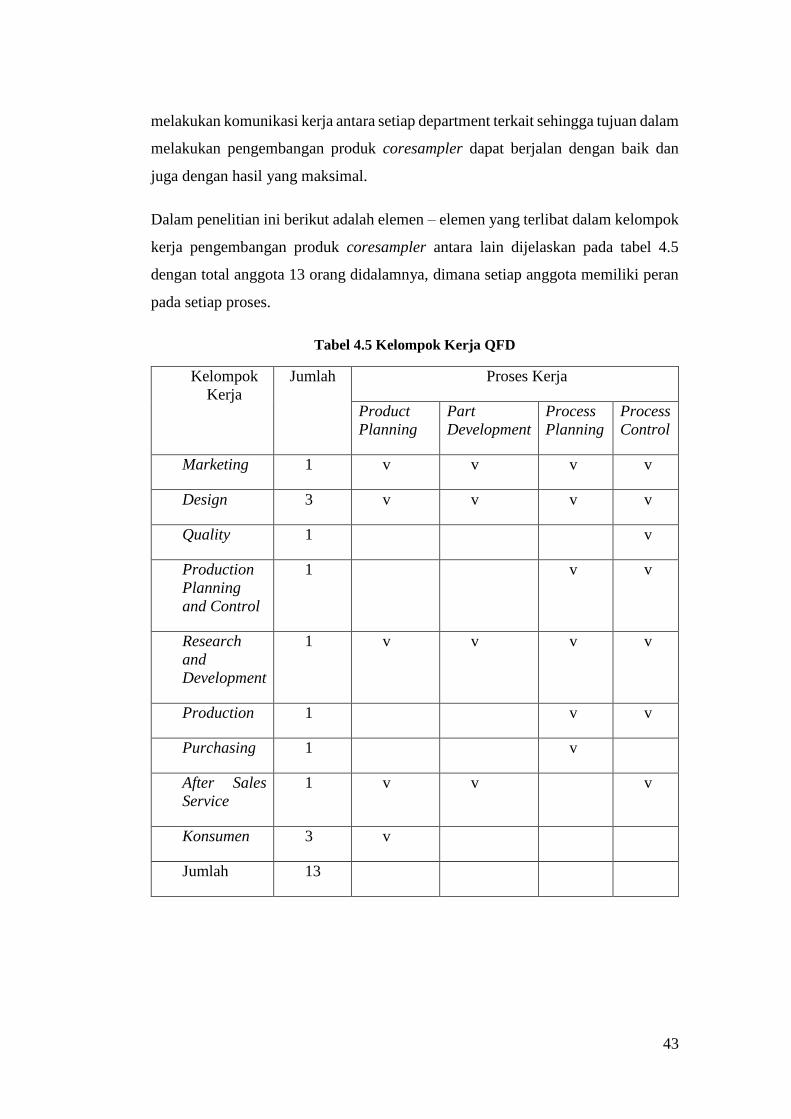
43
melakukan komunikasi kerja antara setiap department terkait sehingga tujuan dalam
melakukan pengembangan produk coresampler dapat berjalan dengan baik dan
juga dengan hasil yang maksimal.
Dalam penelitian ini berikut adalah elemen – elemen yang terlibat dalam kelompok
kerja pengembangan produk coresampler antara lain dijelaskan pada tabel 4.5
dengan total anggota 13 orang didalamnya, dimana setiap anggota memiliki peran
pada setiap proses.
Tabel 4.5 Kelompok Kerja QFD
Kelompok
Kerja
Jumlah Proses Kerja
Product
Planning
Part
Development
Process
Planning
Process
Control
Marketing 1 v v v v
Design 3 v v v v
Quality 1 v
Production
Planning
and Control
1 v v
Research
and
Development
1 v v v v
Production 1 v v
Purchasing 1 v
After Sales
Service
1 v v v
Konsumen 3 v
Jumlah 13
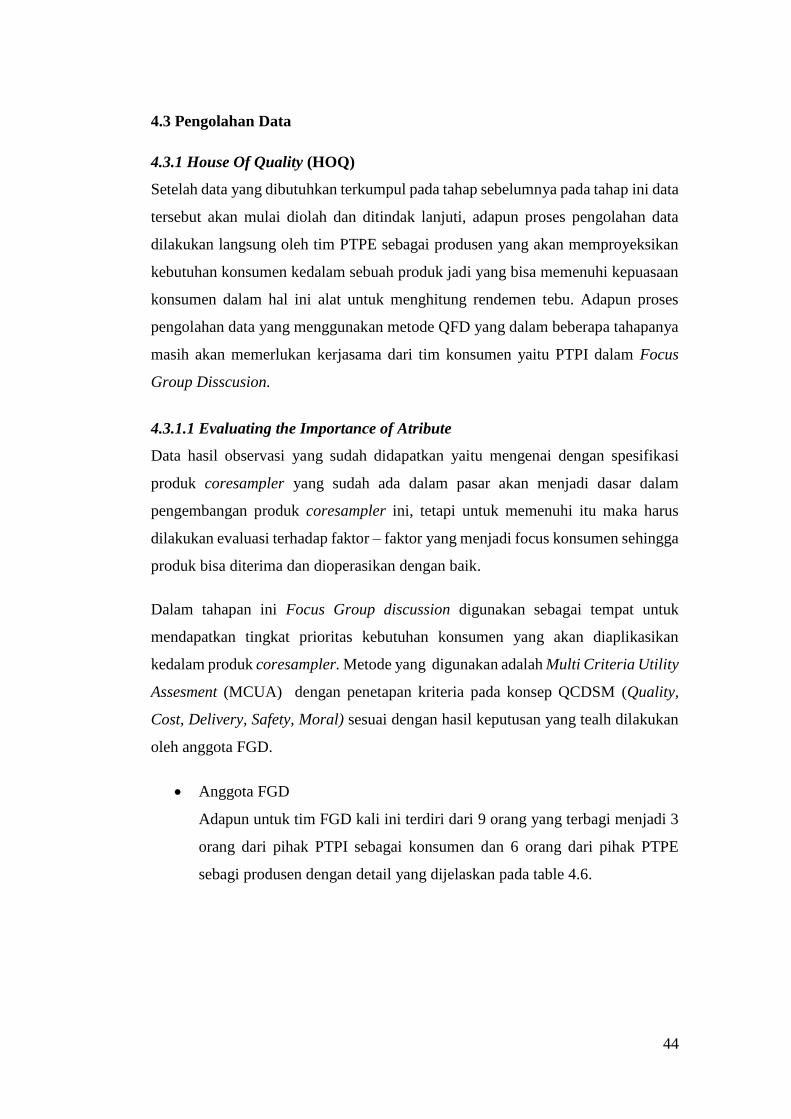
44
4.3 Pengolahan Data
4.3.1 House Of Quality (HOQ)
Setelah data yang dibutuhkan terkumpul pada tahap sebelumnya pada tahap ini data
tersebut akan mulai diolah dan ditindak lanjuti, adapun proses pengolahan data
dilakukan langsung oleh tim PTPE sebagai produsen yang akan memproyeksikan
kebutuhan konsumen kedalam sebuah produk jadi yang bisa memenuhi kepuasaan
konsumen dalam hal ini alat untuk menghitung rendemen tebu. Adapun proses
pengolahan data yang menggunakan metode QFD yang dalam beberapa tahapanya
masih akan memerlukan kerjasama dari tim konsumen yaitu PTPI dalam Focus
Group Disscusion.
4.3.1.1 Evaluating the Importance of Atribute
Data hasil observasi yang sudah didapatkan yaitu mengenai dengan spesifikasi
produk coresampler yang sudah ada dalam pasar akan menjadi dasar dalam
pengembangan produk coresampler ini, tetapi untuk memenuhi itu maka harus
dilakukan evaluasi terhadap faktor – faktor yang menjadi focus konsumen sehingga
produk bisa diterima dan dioperasikan dengan baik.
Dalam tahapan ini Focus Group discussion digunakan sebagai tempat untuk
mendapatkan tingkat prioritas kebutuhan konsumen yang akan diaplikasikan
kedalam produk coresampler. Metode yang digunakan adalah Multi Criteria Utility
Assesment (MCUA) dengan penetapan kriteria pada konsep QCDSM (Quality,
Cost, Delivery, Safety, Moral) sesuai dengan hasil keputusan yang tealh dilakukan
oleh anggota FGD.
Anggota FGD
Adapun untuk tim FGD kali ini terdiri dari 9 orang yang terbagi menjadi 3
orang dari pihak PTPI sebagai konsumen dan 6 orang dari pihak PTPE
sebagi produsen dengan detail yang dijelaskan pada table 4.6.
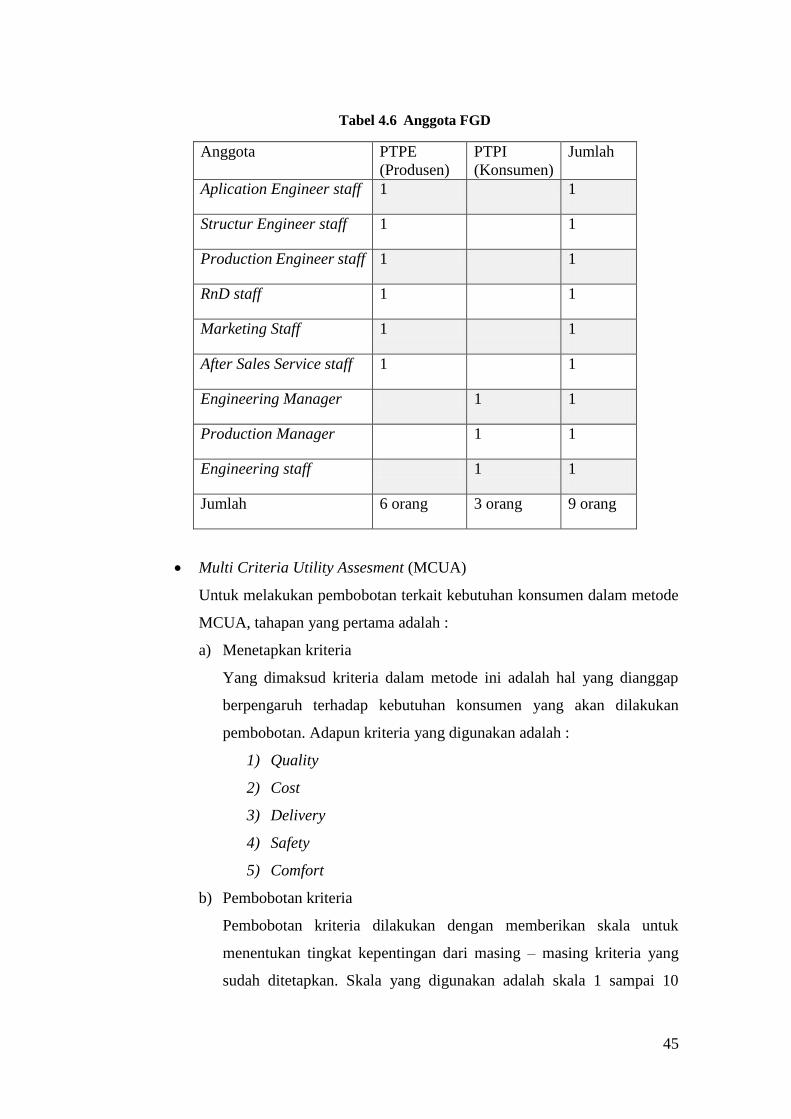
45
Tabel 4.6 Anggota FGD
Anggota PTPE
(Produsen)
PTPI
(Konsumen)
Jumlah
Aplication Engineer staff 1 1
Structur Engineer staff 1 1
Production Engineer staff 1 1
RnD staff 1 1
Marketing Staff 1 1
After Sales Service staff 1 1
Engineering Manager 1 1
Production Manager 1 1
Engineering staff 1 1
Jumlah 6 orang 3 orang 9 orang
Multi Criteria Utility Assesment (MCUA)
Untuk melakukan pembobotan terkait kebutuhan konsumen dalam metode
MCUA, tahapan yang pertama adalah :
a) Menetapkan kriteria
Yang dimaksud kriteria dalam metode ini adalah hal yang dianggap
berpengaruh terhadap kebutuhan konsumen yang akan dilakukan
pembobotan. Adapun kriteria yang digunakan adalah :
1) Quality
2) Cost
3) Delivery
4) Safety
5) Comfort
b) Pembobotan kriteria
Pembobotan kriteria dilakukan dengan memberikan skala untuk
menentukan tingkat kepentingan dari masing – masing kriteria yang
sudah ditetapkan. Skala yang digunakan adalah skala 1 sampai 10
46
dengan keterangan semakin tinggi nilai semakin tinggi tingkat urgensi
dari kriteria tersebut. Adapun nilai yang ditentukan atas persetujuan tim
dalam FGD. Berikut hasil pembobotan kriteria dapat dilihat pada table
4.7.
Tabel 4.7 Bobot Kriteria
Kriteria Bobot
Quality 10
Cost 6
Dilevery 8
Safety 10
Comfort 7
c) Nilai VOC dan Hasil
Proses pembobotan prioritas VOC dilakukan dengan cara menganalisa
atau mengestimasikan berapa besarnya pengaruh VOC yang ada
terhadap masing – masing kriteria. Besarnya pengaruh VOC
direpresentasikan kedalam skala 1 – 10 dengan semakin besar nilai
berarti memiliki pengaruh yang semakin besar. Pemberian nilai
dilakukan oleh setiap anggota FGD dalam penelitian ini 3 orang dari
pihak konsumen dan 6 orang dari pihak produsen secara subjektif dan
selanjutnya semua nilai dari anggota dijumlahkan dan dibagi total
anggota sehingga didapatkan nilai rata – ratanya. Setelah dilakukan
pemberian nilai terhadap VOC langkah selanjutnya adalah mengalikan
nilai dari VOC dengan bobot kriteria yang telah didapatkan sehingga
skor didapatkan dan menjadi hasil tingkat kepentingan VOC, dengan
keterangan hasil terbesar menjadi prioritas pertama yaitu dapat
mengidentifikasi rendemen tebu pada rangking pertama dengan nilai
288,2 dan data bisa terintegrasi dan real time adapada rangking kedua

47
dengan nilai 284,8 dan seterusnya dijelaskan pada table 4.8 dan hasil
terkecil menjadi prioritas terakhir dari VOC.
Pada tabel 4.8 dijelaskan pada baris pertama berisi informasi voice of
customer sebagaimana yang didapatkan dari tabel 4.4 yang memiliki
total 10 elemen VOC. Sementara pada bagian kolom pertama dari tabel
4.8 berisi informasi mengenai kriteria yang akan menjadi poin penilaian
untuk menetukan prioritas dari VOC, yang didapatkan dari kesepakatan
anggota QFD pada proses FGD.
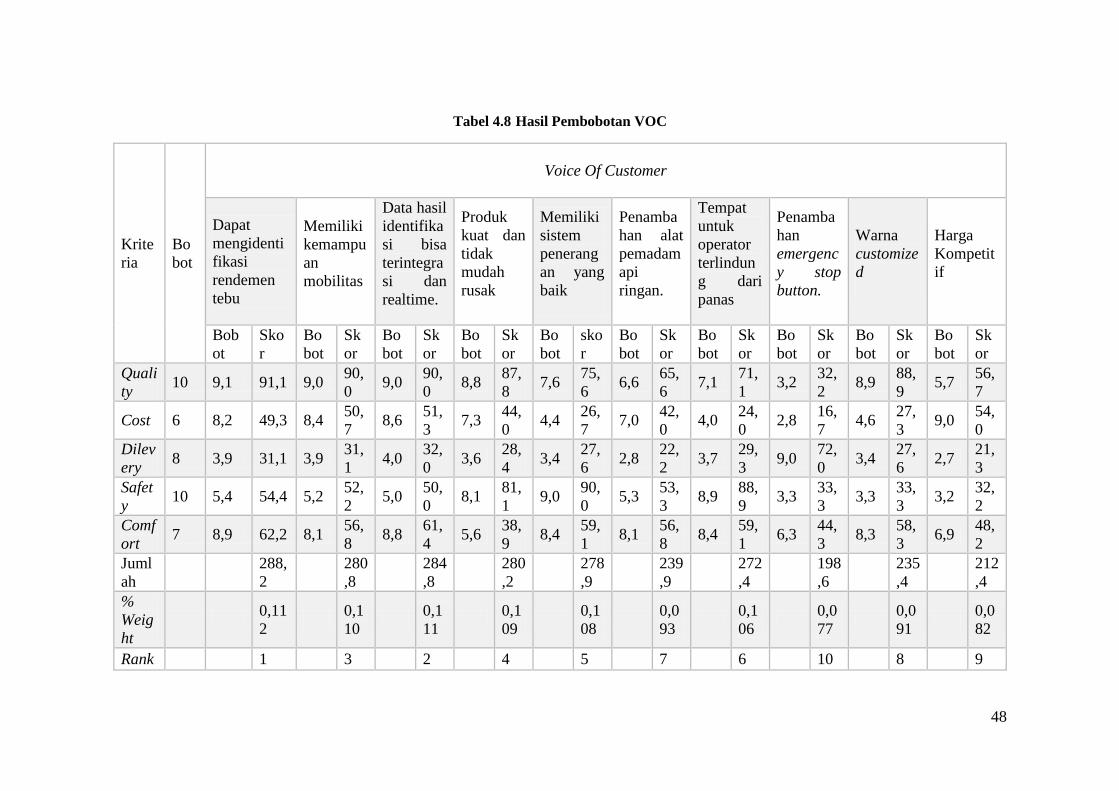
48
Tabel 4.8 Hasil Pembobotan VOC
Krite
ria
Bo
bot
Voice Of Customer
Dapat
mengidenti
fikasi
rendemen
tebu
Memiliki
kemampu
an
mobilitas
Data hasil
identifika
si bisa
terintegra
si dan
realtime.
Produk
kuat dan
tidak
mudah
rusak
Memiliki
sistem
penerang
an yang
baik
Penamba
han alat
pemadam
api
ringan.
Tempat
untuk
operator
terlindun
g dari
panas
Penamba
han
emergenc
y stop
button.
Warna
customize
d
Harga
Kompetit
if
Bob
ot
Sko
r
Bo
bot
Sk
or
Bo
bot
Sk
or
Bo
bot
Sk
or
Bo
bot
sko
r
Bo
bot
Sk
or
Bo
bot
Sk
or
Bo
bot
Sk
or
Bo
bot
Sk
or
Bo
bot
Sk
or
Quali
ty 10 9,1 91,1 9,0
90,
0 9,0
90,
0 8,8
87,
8 7,6
75,
6 6,6
65,
6 7,1
71,
1 3,2
32,
2 8,9
88,
9 5,7
56,
7
Cost 6 8,2 49,3 8,4 50,
7 8,6
51,
3 7,3
44,
0 4,4
26,
7 7,0
42,
0 4,0
24,
0 2,8
16,
7 4,6
27,
3 9,0
54,
0
Dilev
ery 8 3,9 31,1 3,9
31,
1 4,0
32,
0 3,6
28,
4 3,4
27,
6 2,8
22,
2 3,7
29,
3 9,0
72,
0 3,4
27,
6 2,7
21,
3
Safet
y 10 5,4 54,4 5,2
52,
2 5,0
50,
0 8,1
81,
1 9,0
90,
0 5,3
53,
3 8,9
88,
9 3,3
33,
3 3,3
33,
3 3,2
32,
2
Comf
ort 7 8,9 62,2 8,1
56,
8 8,8
61,
4 5,6
38,
9 8,4
59,
1 8,1
56,
8 8,4
59,
1 6,3
44,
3 8,3
58,
3 6,9
48,
2
Juml
ah
288,
2
280
,8
284
,8
280
,2
278
,9
239
,9
272
,4
198
,6
235
,4
212
,4
%
Weig
ht
0,11
2
0,1
10
0,1
11
0,1
09
0,1
08
0,0
93
0,1
06
0,0
77
0,0
91
0,0
82
Rank 1 3 2 4 5 7 6 10 8 9
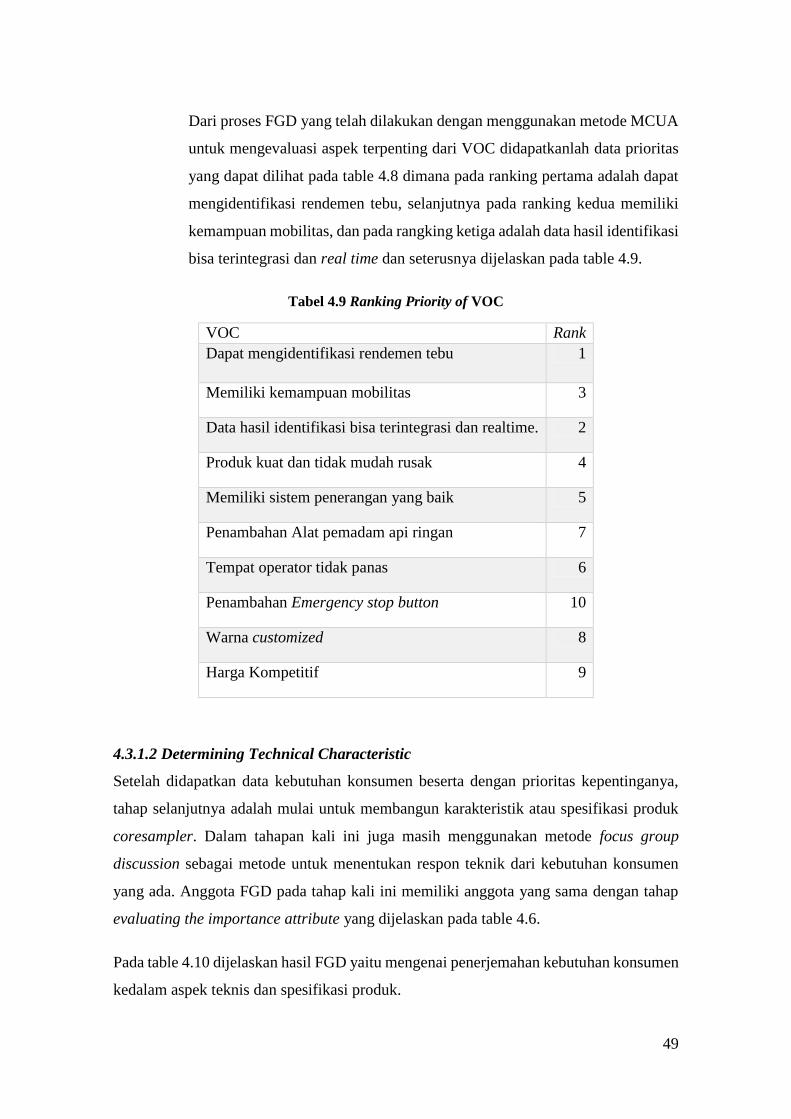
49
Dari proses FGD yang telah dilakukan dengan menggunakan metode MCUA
untuk mengevaluasi aspek terpenting dari VOC didapatkanlah data prioritas
yang dapat dilihat pada table 4.8 dimana pada ranking pertama adalah dapat
mengidentifikasi rendemen tebu, selanjutnya pada ranking kedua memiliki
kemampuan mobilitas, dan pada rangking ketiga adalah data hasil identifikasi
bisa terintegrasi dan real time dan seterusnya dijelaskan pada table 4.9.
Tabel 4.9 Ranking Priority of VOC
VOC Rank
Dapat mengidentifikasi rendemen tebu 1
Memiliki kemampuan mobilitas 3
Data hasil identifikasi bisa terintegrasi dan realtime. 2
Produk kuat dan tidak mudah rusak 4
Memiliki sistem penerangan yang baik 5
Penambahan Alat pemadam api ringan 7
Tempat operator tidak panas 6
Penambahan Emergency stop button 10
Warna customized 8
Harga Kompetitif 9
4.3.1.2 Determining Technical Characteristic
Setelah didapatkan data kebutuhan konsumen beserta dengan prioritas kepentinganya,
tahap selanjutnya adalah mulai untuk membangun karakteristik atau spesifikasi produk
coresampler. Dalam tahapan kali ini juga masih menggunakan metode focus group
discussion sebagai metode untuk menentukan respon teknik dari kebutuhan konsumen
yang ada. Anggota FGD pada tahap kali ini memiliki anggota yang sama dengan tahap
evaluating the importance attribute yang dijelaskan pada table 4.6.
Pada table 4.10 dijelaskan hasil FGD yaitu mengenai penerjemahan kebutuhan konsumen
kedalam aspek teknis dan spesifikasi produk.
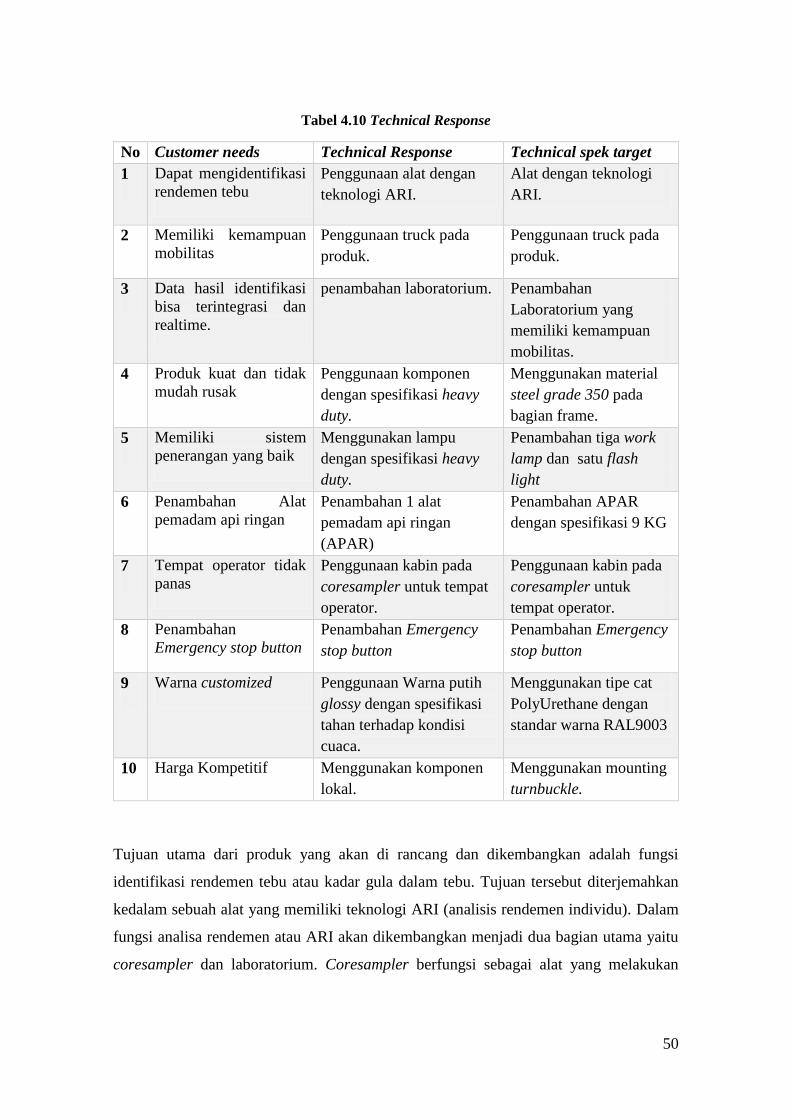
50
Tabel 4.10 Technical Response
No Customer needs Technical Response Technical spek target
1 Dapat mengidentifikasi
rendemen tebu
Penggunaan alat dengan
teknologi ARI.
Alat dengan teknologi
ARI.
2 Memiliki kemampuan
mobilitas
Penggunaan truck pada
produk.
Penggunaan truck pada
produk.
3 Data hasil identifikasi
bisa terintegrasi dan
realtime.
penambahan laboratorium. Penambahan
Laboratorium yang
memiliki kemampuan
mobilitas.
4 Produk kuat dan tidak
mudah rusak
Penggunaan komponen
dengan spesifikasi heavy
duty.
Menggunakan material
steel grade 350 pada
bagian frame.
5 Memiliki sistem
penerangan yang baik
Menggunakan lampu
dengan spesifikasi heavy
duty.
Penambahan tiga work
lamp dan satu flash
light
6 Penambahan Alat
pemadam api ringan
Penambahan 1 alat
pemadam api ringan
(APAR)
Penambahan APAR
dengan spesifikasi 9 KG
7 Tempat operator tidak
panas
Penggunaan kabin pada
coresampler untuk tempat
operator.
Penggunaan kabin pada
coresampler untuk
tempat operator.
8 Penambahan
Emergency stop button
Penambahan Emergency
stop button
Penambahan Emergency
stop button
9 Warna customized Penggunaan Warna putih
glossy dengan spesifikasi
tahan terhadap kondisi
cuaca.
Menggunakan tipe cat
PolyUrethane dengan
standar warna RAL9003
10 Harga Kompetitif Menggunakan komponen
lokal.
Menggunakan mounting
turnbuckle.
Tujuan utama dari produk yang akan di rancang dan dikembangkan adalah fungsi
identifikasi rendemen tebu atau kadar gula dalam tebu. Tujuan tersebut diterjemahkan
kedalam sebuah alat yang memiliki teknologi ARI (analisis rendemen individu). Dalam
fungsi analisa rendemen atau ARI akan dikembangkan menjadi dua bagian utama yaitu
coresampler dan laboratorium. Coresampler berfungsi sebagai alat yang melakukan
51
kinerja untuk pengambilan sampel tebu, dan laboratorium sebagai bagian yang akan
melakukan proses kerja analisa dan juga proses transfer data hasil analisa.
Coresampler nantinya akan dioperasikan pada beberapa pabrik gula milik PTPI dimana
lokasi antar pabrik yang tidak berdekatan atau tidak pada satu lokasi tertentu ini
menimbulkan kebutuhan untuk adanya kemampuan mobilitas pada alat tersebut untuk
penghematan biaya yang dikeluarkan PTPI. Coresampler akan diaplikasikan memiliki
kemampuan mobilitas dengan option penambahan truck pada alat tersebut.
Coresampler yang mobilitas mengakibatkan kebutuhan laboratorium yang bisa mobilitas
juga untuk mempermudah proses evaluasi rendemen. Pada kebutuhan konsemen
mengenai integrasi dan real time data akan aplikasikan kedalam laboratorium yang ada,
sehingga ini mengambil pilihan untuk membuat laboratorium dengan dimensi kecil yang
bisa berfungsi dengan baik dan mendukung kebutuhan mobilitas yang disebut minilab.
Sesuai dengan kebutuhan produk memiliki sifat kuat dan tidak mudah rusak, setelah
dilakukan komunikasi dengan pihak konsumen bahwa diartikan dalam fungsi kekuatan
rangka dan bahan yang digunakan. Dari keterangan tersebut produk coresampler akan
menggunakan raw material dengan tipe steel grade 350 dengan mempertimbangkan
beban dan Yield Strength 325 N/mm².
Dikarenakan kebutuhan yang mengahruskan produk bisa beroperasi pada kondisi malam
hari maka dibutuhkan sokongan penerangan yang baik maka dari situ akan ditambahkan
sistem penerangan dengan tiga work lamp atau lampu kerja dan satu flash light.
Satu unit APAR (alat pemadam api ringan) dengan kapasitas 9KG ditambahkan untuk
mengantisipasi adanya kejadian kebakaran atau hal – hal yang bisa menimbulkan
kebakaran sehingga menjadi kerugian bagi konsumen yang dapat dilihat pada gambar
4.6.

52
Gambar 4.6 Alat Pemadam Api Ringan (APAR)
Untuk memenuhi kebutuhan konsumen yang berhubungan dengan perlindungan tempat
operator untuk menjalankan produk sehingga terhindar dari panas matahari, maka akan
dibuatkan kabin pada produk tersebut.
Penambahan tombol emergency stop yang berfungsi sebagai tombol darurat untuk
menghentikan operasi coresampler ketika terjadi situasi darurat yang dapat dilihat pada
gambar 4.7.
Gambar 4.7 Emergency Stop Button
Untuk memberikan identitas kepemilikan coresampler maka penyesuaian visual
ditekankan oleh pihak konsumen dengan memberikan standar cat dan warna yang harus
digunakan pada coresampler. Tipe cat yang diapakai adalah jenis polyurethane yang
termasuk jenis cat untuk coating dengan sifat pelindung dan tingkat kilau yang baik.
53
Untuk warna yang digunakan adalah warna putih dengan RAL9003 yang dijelaskan pada
gambar 4.8.
Gambar 4.8 Standar Ral Cat
Untuk memenuhi standar harga yang kompetitif dimana hal ini bukan hanya menjadi
syarat yang diberikan oleh konsumen melainkan juga merupakan menjadi salah satu
tujuan perusahaan untuk menekan ongkos produksi. Salah satu pilihan yang akan diambil
oleh PTPE sebagai produsen adalah melakukan penggunaan mounting turnbuckle yang
memiliki harga yang ekonomis.
4.3.1.3 Matrix Corelation
Matrix Corelation merupakan hubungan antara customer needs dengan technical
response, dengan nilai weight importance yang didapatkan dari hasil FGD pada tabel 4.8.
Berikut adalah matrik korelasi yang merepresentasikan hasil diskusi FGD sebelumnya
dapat dilihat pada gambar 4.9, dengan rangking pertama yaitu dapat mengidentifikasi
rendemen tebu dengan nilai importance weight 10. Rangking kedua adalah data hasil
identifikasi dapat terintegrasi dan real time dengan nilai weight importance 9. dan
seterusnya sampai rangking terakhir yaitu produk bisa siap di September 2018 dengan
nilai importance weight 1.
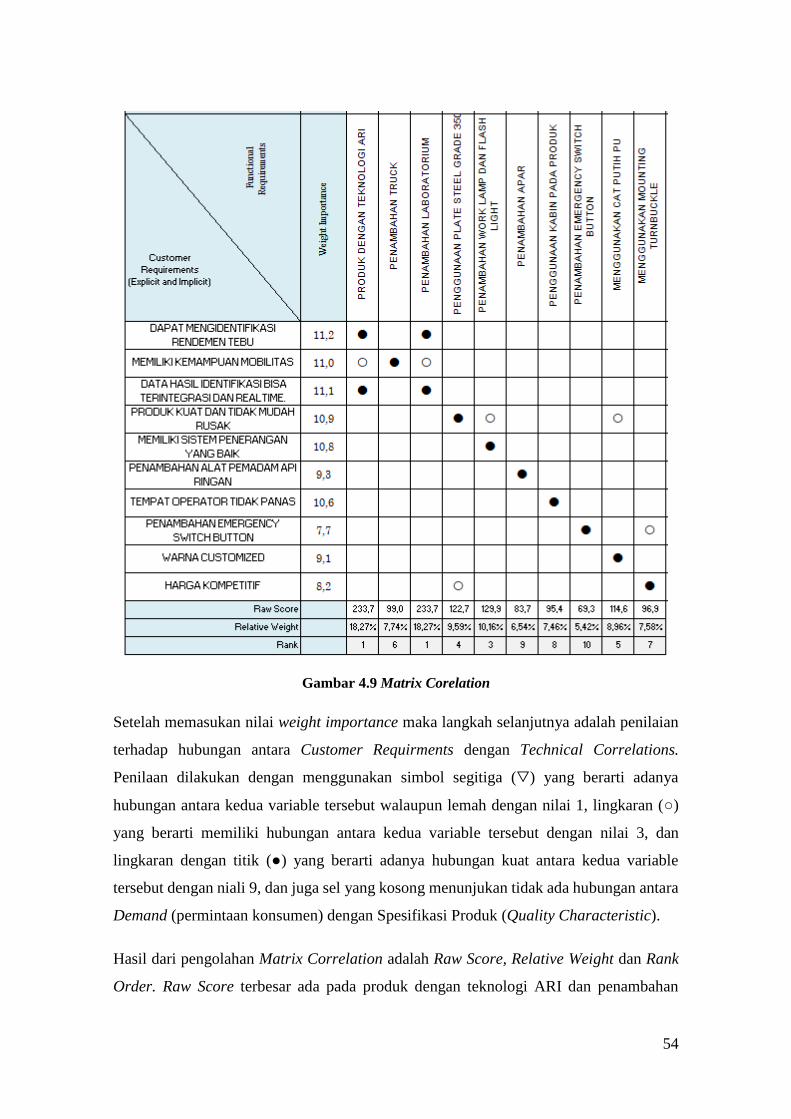
54
Gambar 4.9 Matrix Corelation
Setelah memasukan nilai weight importance maka langkah selanjutnya adalah penilaian
terhadap hubungan antara Customer Requirments dengan Technical Correlations.
Penilaan dilakukan dengan menggunakan simbol segitiga (▽) yang berarti adanya
hubungan antara kedua variable tersebut walaupun lemah dengan nilai 1, lingkaran (○)
yang berarti memiliki hubungan antara kedua variable tersebut dengan nilai 3, dan
lingkaran dengan titik (●) yang berarti adanya hubungan kuat antara kedua variable
tersebut dengan niali 9, dan juga sel yang kosong menunjukan tidak ada hubungan antara
Demand (permintaan konsumen) dengan Spesifikasi Produk (Quality Characteristic).
Hasil dari pengolahan Matrix Correlation adalah Raw Score, Relative Weight dan Rank
Order. Raw Score terbesar ada pada produk dengan teknologi ARI dan penambahan
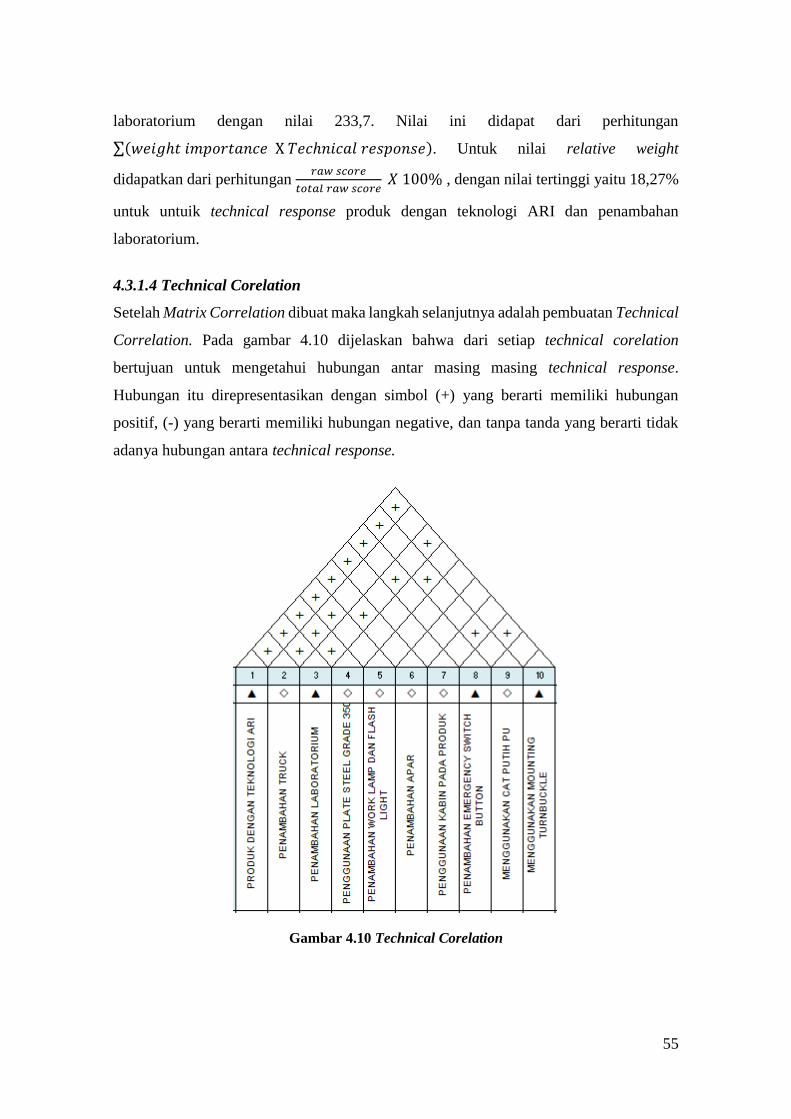
55
laboratorium dengan nilai 233,7. Nilai ini didapat dari perhitungan
∑(𝑤𝑒𝑖𝑔ℎ𝑡 𝑖𝑚𝑝𝑜𝑟𝑡𝑎𝑛𝑐𝑒 X 𝑇𝑒𝑐ℎ𝑛𝑖𝑐𝑎𝑙 𝑟𝑒𝑠𝑝𝑜𝑛𝑠𝑒). Untuk nilai relative weight
didapatkan dari perhitungan 𝑟𝑎𝑤 𝑠𝑐𝑜𝑟𝑒
𝑡𝑜𝑡𝑎𝑙 𝑟𝑎𝑤 𝑠𝑐𝑜𝑟𝑒 𝑋 100% , dengan nilai tertinggi yaitu 18,27%
untuk untuik technical response produk dengan teknologi ARI dan penambahan
laboratorium.
4.3.1.4 Technical Corelation
Setelah Matrix Correlation dibuat maka langkah selanjutnya adalah pembuatan Technical
Correlation. Pada gambar 4.10 dijelaskan bahwa dari setiap technical corelation
bertujuan untuk mengetahui hubungan antar masing masing technical response.
Hubungan itu direpresentasikan dengan simbol (+) yang berarti memiliki hubungan
positif, (-) yang berarti memiliki hubungan negative, dan tanpa tanda yang berarti tidak
adanya hubungan antara technical response.
Gambar 4.10 Technical Corelation
56
Pada gambar 4.10 juga dijelaskan adanya kolom direction of improvement yaitu berada
tepat diatas baris technical response yang direpresentasikan dengan simbol (▲) yang
berarti perlunya dilakukan improvement yang lebih baik lagi, dan simbol (◇) yang
berarti technical response sudah sesuai dan relevan.
4.3.1.5 Concept Generation
Setelah technical characteristic untuk produk didapatkan sesuai dengan hasil FGD yang
telah disepakati, tahapan selanjutnya adalah membangun konsep produk yang akan
dirancang dan dikembangkan. Pembuatan konsep kali ini juga dilakukan dengan
menggunakan focus group discussion. Untuk proses FGD kali ini tim yang bergabung
merupakan anggota dari pihak produsen yaitu PTPE yang dijelaskan pada tabel 4.11.
Tabel 4.11 Anggota FGD
Anggota PTPE (Produsen)
Aplication Engineer staff 1
Structur Engineer staff 1
Production Engineer staff 1
RnD staff 1
Marketing Staff 1
After Sales Service staff 1
Untuk melakukan perancangan konsep dan pengembangan berdasarkan hasil observasi
yang sudah di dapatkan dan dari hasil VOC komponen utama dari unit coresampler
memiliki 5 bagian adalah sebagai berikut :
1. Truck : Berfungsi sebagai bagian yang melakukan fungsi mobilitas sesuai dengan
suara konsumen yang sudah didapatkan.
2. Mainframe : bagian ini berfungsi sebagai rangka utama untuk menopang
coresampler itu sendiri
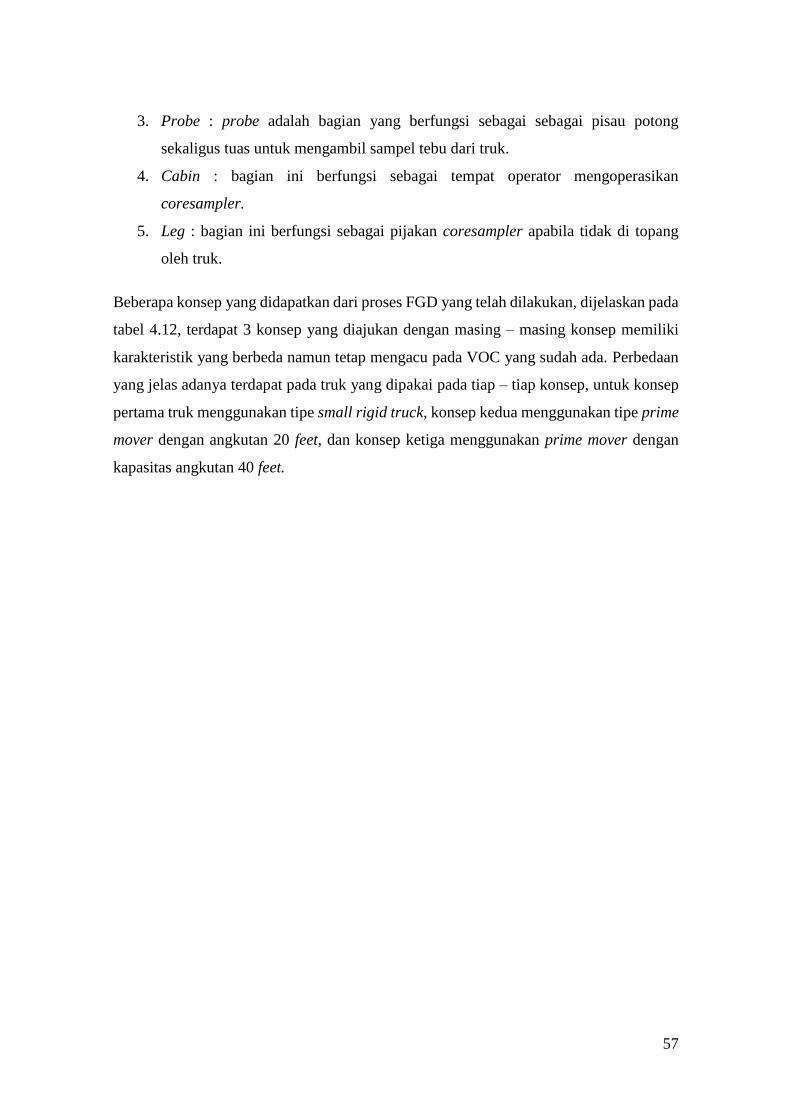
57
3. Probe : probe adalah bagian yang berfungsi sebagai sebagai pisau potong
sekaligus tuas untuk mengambil sampel tebu dari truk.
4. Cabin : bagian ini berfungsi sebagai tempat operator mengoperasikan
coresampler.
5. Leg : bagian ini berfungsi sebagai pijakan coresampler apabila tidak di topang
oleh truk.
Beberapa konsep yang didapatkan dari proses FGD yang telah dilakukan, dijelaskan pada
tabel 4.12, terdapat 3 konsep yang diajukan dengan masing – masing konsep memiliki
karakteristik yang berbeda namun tetap mengacu pada VOC yang sudah ada. Perbedaan
yang jelas adanya terdapat pada truk yang dipakai pada tiap – tiap konsep, untuk konsep
pertama truk menggunakan tipe small rigid truck, konsep kedua menggunakan tipe prime
mover dengan angkutan 20 feet, dan konsep ketiga menggunakan prime mover dengan
kapasitas angkutan 40 feet.
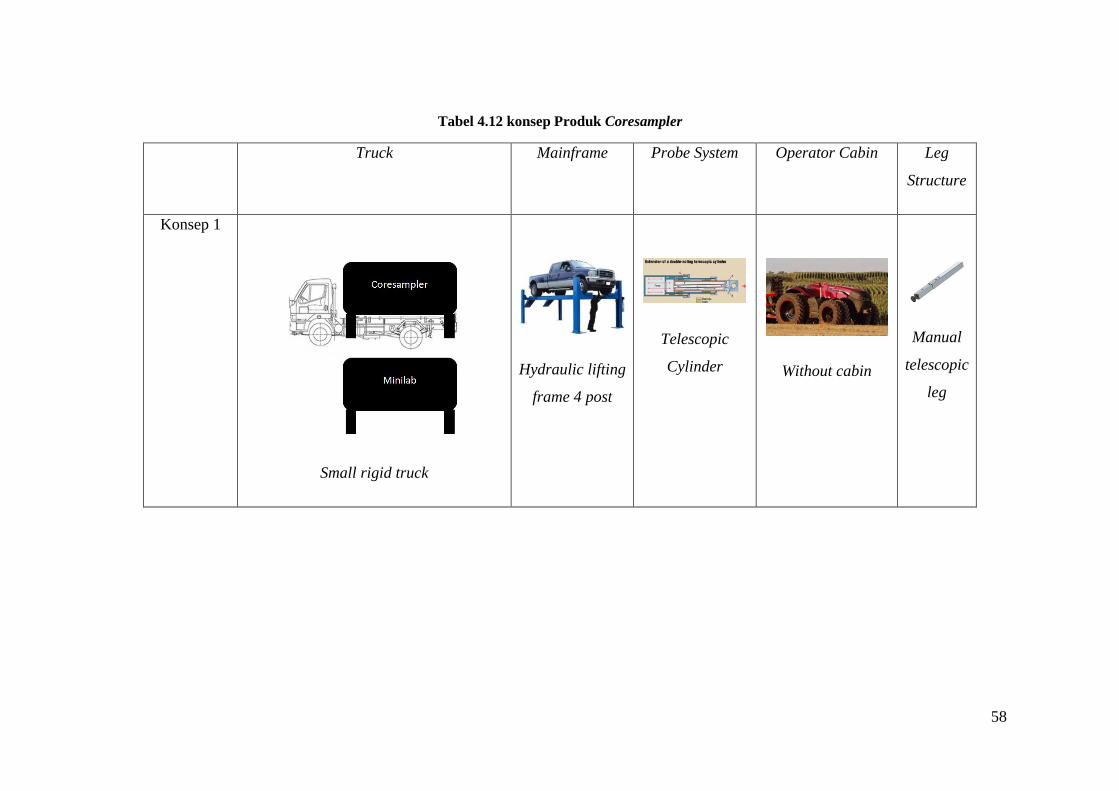
58
Tabel 4.12 konsep Produk Coresampler
Truck Mainframe Probe System Operator Cabin Leg
Structure
Konsep 1
Small rigid truck
Hydraulic lifting
frame 4 post
Telescopic
Cylinder
Without cabin
Manual
telescopic
leg
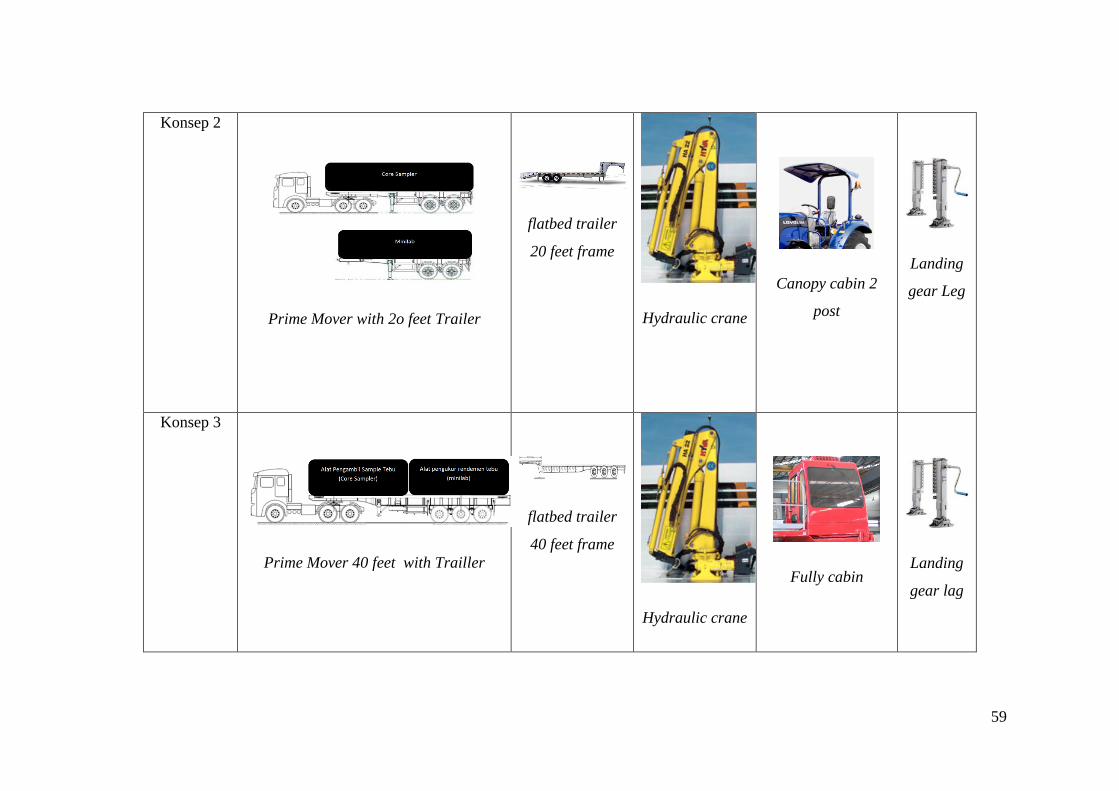
59
Konsep 2
Prime Mover with 2o feet Trailer
flatbed trailer
20 feet frame
Hydraulic crane
Canopy cabin 2
post
Landing
gear Leg
Konsep 3
Prime Mover 40 feet with Trailler
flatbed trailer
40 feet frame
Hydraulic crane
Fully cabin
Landing
gear lag
60
4.3.1.6 Concept Selection
Dalam tahap seleksi konsep dari produk coresampler dilakukan dengan brainstorming
dalam FGD.
Konsep 1
Dalam konsep 1 ini adapun mekanisme yang digunakan adalah menggunakan small rigid
truck dengan sistem pemisahan antara unit coresampler & minilab, dijelaskan pada
gambar 4.11.
Gambar 4.11 Small Rigid Truck
Pada seleksi konsep untuk jenis small rigid truck penelitian ini menggunakan truck
dengan tipe Isuzu NKR71 dengan spesifikasi yang dijelaskan pada gambar 4.12 yang
menunjukan ukuran dan dimensi truk yang dari NKR71 dan gambar 4.13 menjelaskan
spesifikasi mengenai mesin yang digunakan pada truk NKR71.
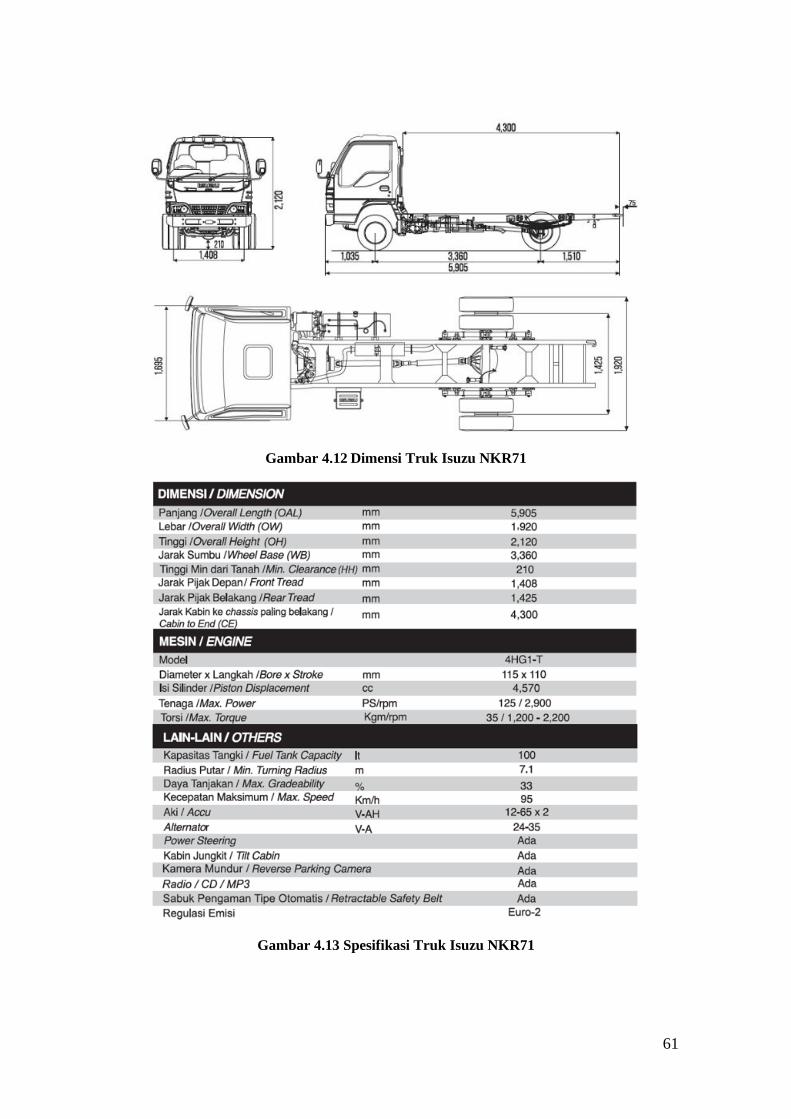
61
Gambar 4.12 Dimensi Truk Isuzu NKR71
Gambar 4.13 Spesifikasi Truk Isuzu NKR71
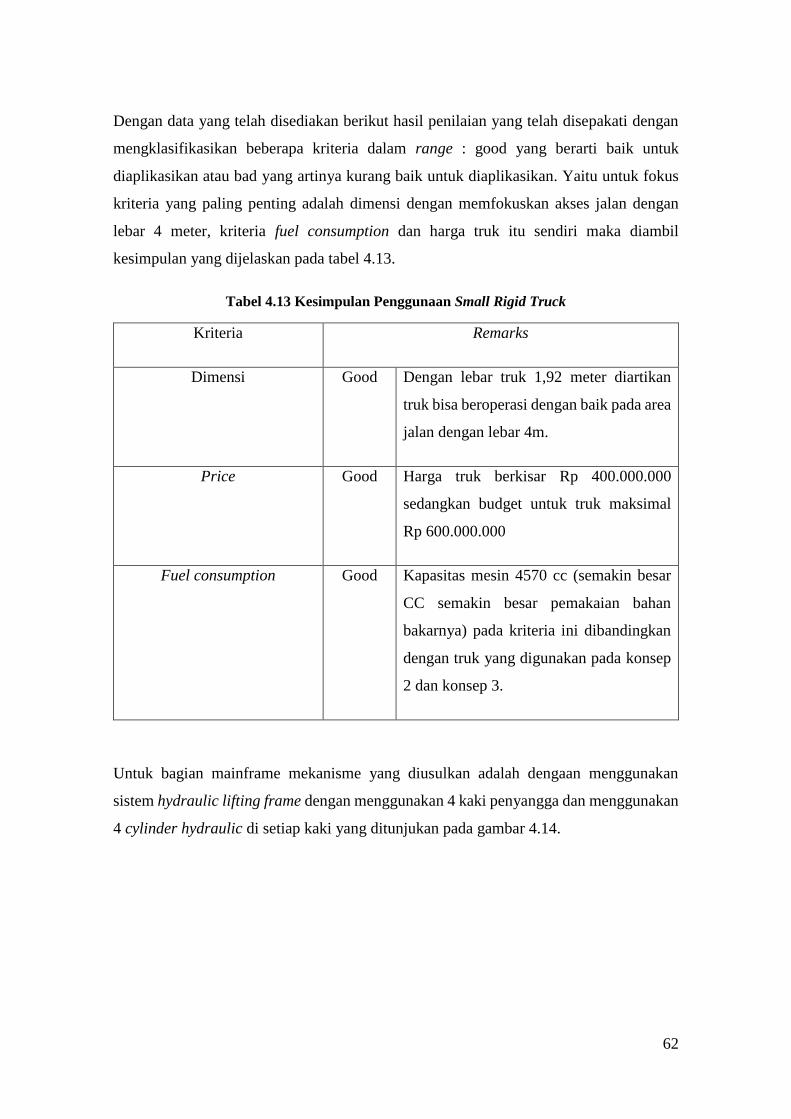
62
Dengan data yang telah disediakan berikut hasil penilaian yang telah disepakati dengan
mengklasifikasikan beberapa kriteria dalam range : good yang berarti baik untuk
diaplikasikan atau bad yang artinya kurang baik untuk diaplikasikan. Yaitu untuk fokus
kriteria yang paling penting adalah dimensi dengan memfokuskan akses jalan dengan
lebar 4 meter, kriteria fuel consumption dan harga truk itu sendiri maka diambil
kesimpulan yang dijelaskan pada tabel 4.13.
Tabel 4.13 Kesimpulan Penggunaan Small Rigid Truck
Kriteria Remarks
Dimensi Good Dengan lebar truk 1,92 meter diartikan
truk bisa beroperasi dengan baik pada area
jalan dengan lebar 4m.
Price Good Harga truk berkisar Rp 400.000.000
sedangkan budget untuk truk maksimal
Rp 600.000.000
Fuel consumption Good Kapasitas mesin 4570 cc (semakin besar
CC semakin besar pemakaian bahan
bakarnya) pada kriteria ini dibandingkan
dengan truk yang digunakan pada konsep
2 dan konsep 3.
Untuk bagian mainframe mekanisme yang diusulkan adalah dengaan menggunakan
sistem hydraulic lifting frame dengan menggunakan 4 kaki penyangga dan menggunakan
4 cylinder hydraulic di setiap kaki yang ditunjukan pada gambar 4.14.
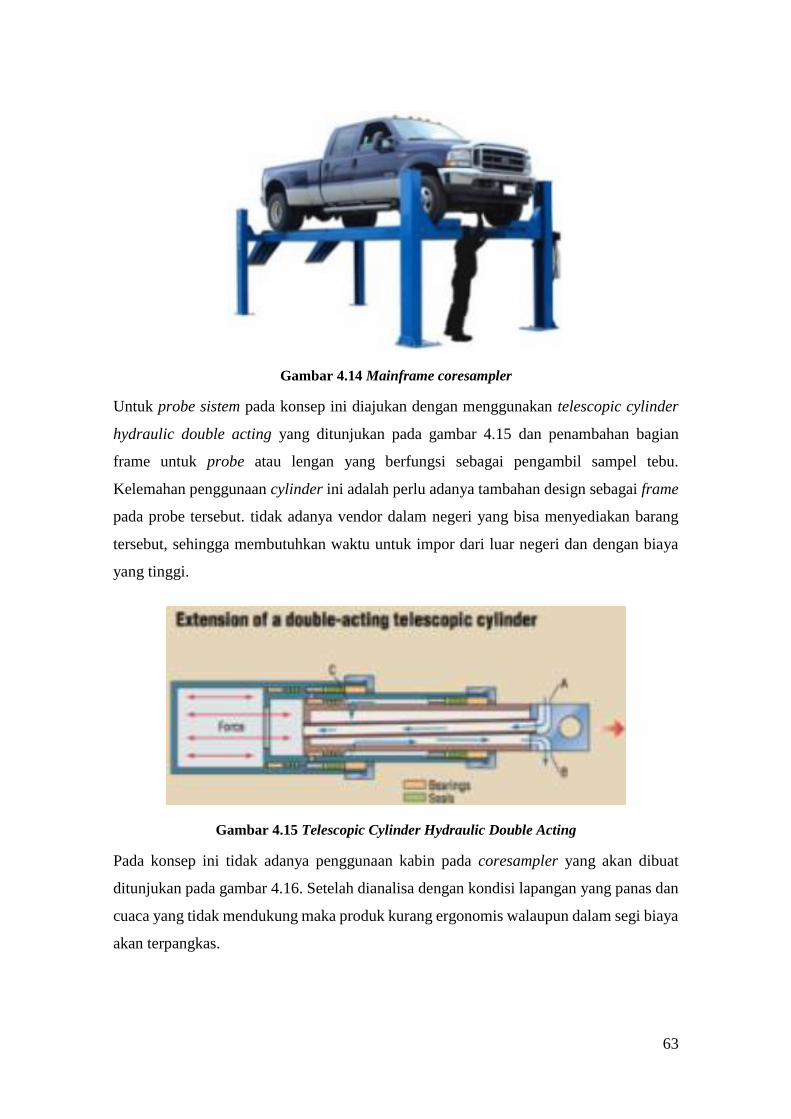
63
Gambar 4.14 Mainframe coresampler
Untuk probe sistem pada konsep ini diajukan dengan menggunakan telescopic cylinder
hydraulic double acting yang ditunjukan pada gambar 4.15 dan penambahan bagian
frame untuk probe atau lengan yang berfungsi sebagai pengambil sampel tebu.
Kelemahan penggunaan cylinder ini adalah perlu adanya tambahan design sebagai frame
pada probe tersebut. tidak adanya vendor dalam negeri yang bisa menyediakan barang
tersebut, sehingga membutuhkan waktu untuk impor dari luar negeri dan dengan biaya
yang tinggi.
Gambar 4.15 Telescopic Cylinder Hydraulic Double Acting
Pada konsep ini tidak adanya penggunaan kabin pada coresampler yang akan dibuat
ditunjukan pada gambar 4.16. Setelah dianalisa dengan kondisi lapangan yang panas dan
cuaca yang tidak mendukung maka produk kurang ergonomis walaupun dalam segi biaya
akan terpangkas.
64
Gambar 4.16 Product Without Cabin
Pada bagian leg mekanisme yang digunakan adalah manual telescopic leg, dimana
dengan sistem seperti cylinder hydraulic tetapi menggunakan usaha manual atau usaha
langsung dari manusia. Dimana nanti untuk ketinggian bisa di atur sesuai keinginan dan
dapat dikunci menggunakan pin lock. Detail konsep bisa dilihat pada gambar 4.17
Gambar 4.17 Manual Telescopic Leg
Konsep 2
Dalam konsep 2 penggunaan truck menggunakan sistem truk prime mover dengan
tambahan trailer 20 feet. Dengan sistem antara coresampler dan minilab terpisah tetapi
memiliki kapasitas yang lebih besar dibandingkan dengan menggunakan small rigid truck
ditunjukan pada gambar 4.18.
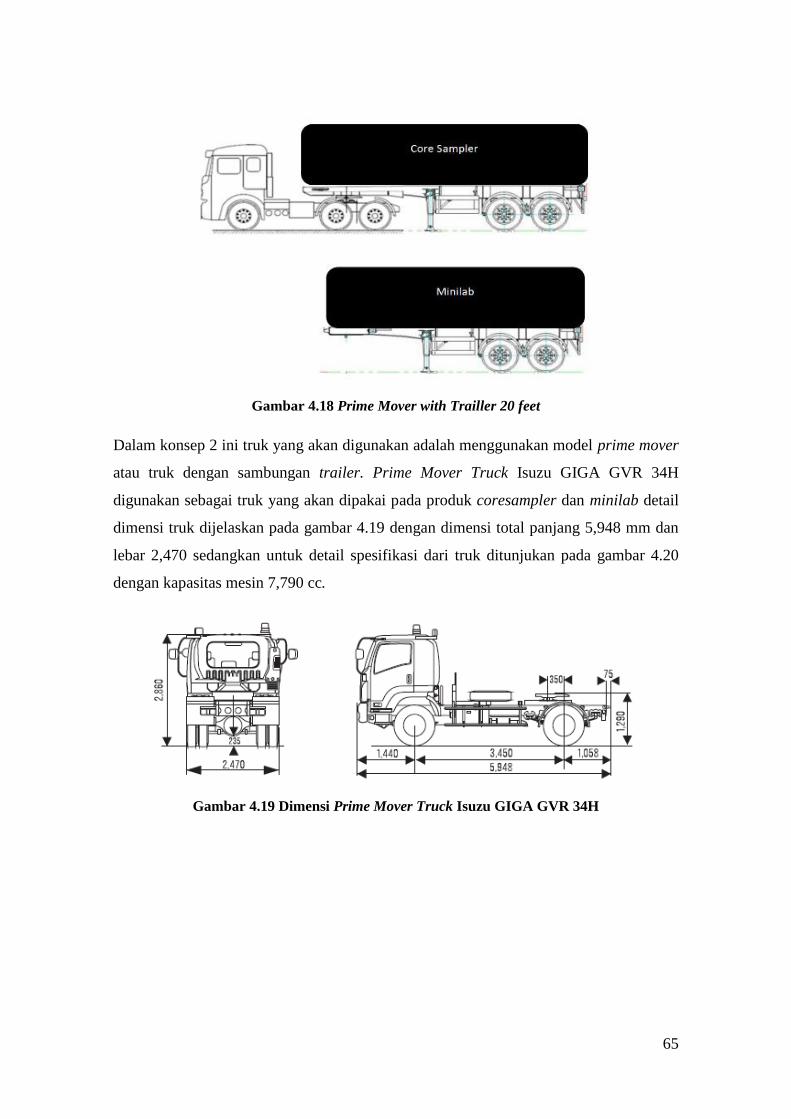
65
Gambar 4.18 Prime Mover with Trailler 20 feet
Dalam konsep 2 ini truk yang akan digunakan adalah menggunakan model prime mover
atau truk dengan sambungan trailer. Prime Mover Truck Isuzu GIGA GVR 34H
digunakan sebagai truk yang akan dipakai pada produk coresampler dan minilab detail
dimensi truk dijelaskan pada gambar 4.19 dengan dimensi total panjang 5,948 mm dan
lebar 2,470 sedangkan untuk detail spesifikasi dari truk ditunjukan pada gambar 4.20
dengan kapasitas mesin 7,790 cc.
Gambar 4.19 Dimensi Prime Mover Truck Isuzu GIGA GVR 34H
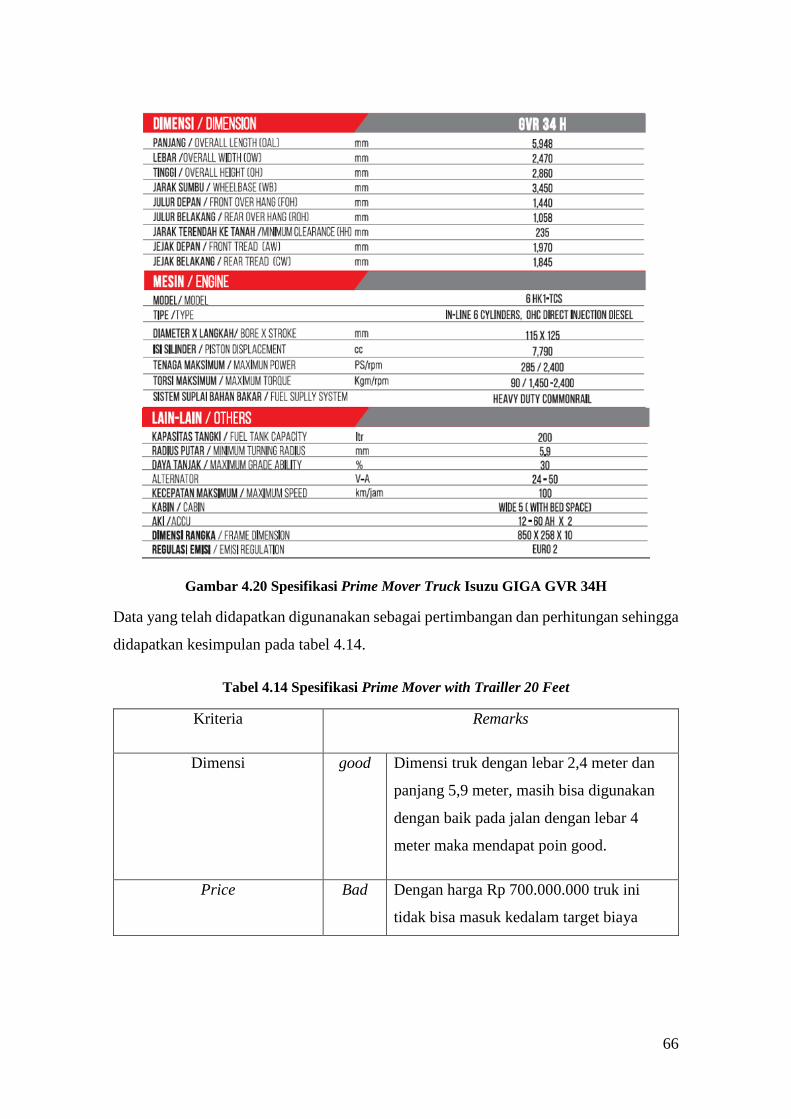
66
Gambar 4.20 Spesifikasi Prime Mover Truck Isuzu GIGA GVR 34H
Data yang telah didapatkan digunanakan sebagai pertimbangan dan perhitungan sehingga
didapatkan kesimpulan pada tabel 4.14.
Tabel 4.14 Spesifikasi Prime Mover with Trailler 20 Feet
Kriteria Remarks
Dimensi good Dimensi truk dengan lebar 2,4 meter dan
panjang 5,9 meter, masih bisa digunakan
dengan baik pada jalan dengan lebar 4
meter maka mendapat poin good.
Price Bad Dengan harga Rp 700.000.000 truk ini
tidak bisa masuk kedalam target biaya
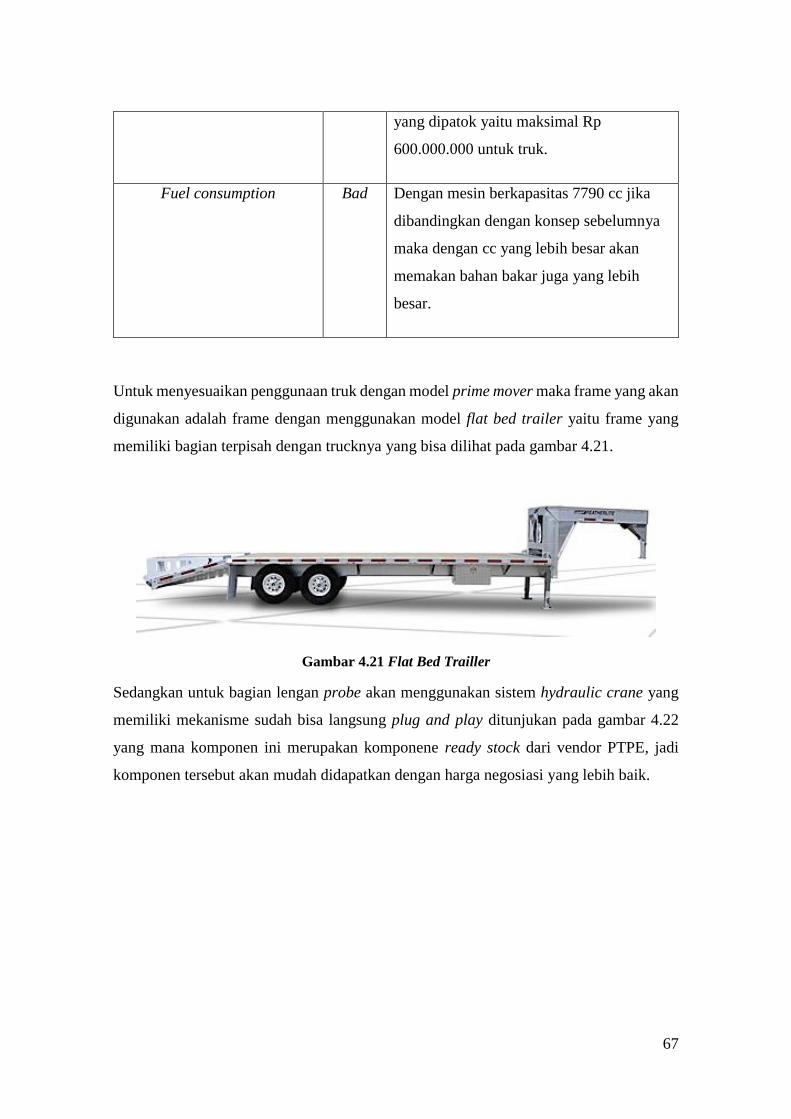
67
yang dipatok yaitu maksimal Rp
600.000.000 untuk truk.
Fuel consumption Bad Dengan mesin berkapasitas 7790 cc jika
dibandingkan dengan konsep sebelumnya
maka dengan cc yang lebih besar akan
memakan bahan bakar juga yang lebih
besar.
Untuk menyesuaikan penggunaan truk dengan model prime mover maka frame yang akan
digunakan adalah frame dengan menggunakan model flat bed trailer yaitu frame yang
memiliki bagian terpisah dengan trucknya yang bisa dilihat pada gambar 4.21.
Gambar 4.21 Flat Bed Trailler
Sedangkan untuk bagian lengan probe akan menggunakan sistem hydraulic crane yang
memiliki mekanisme sudah bisa langsung plug and play ditunjukan pada gambar 4.22
yang mana komponen ini merupakan komponene ready stock dari vendor PTPE, jadi
komponen tersebut akan mudah didapatkan dengan harga negosiasi yang lebih baik.
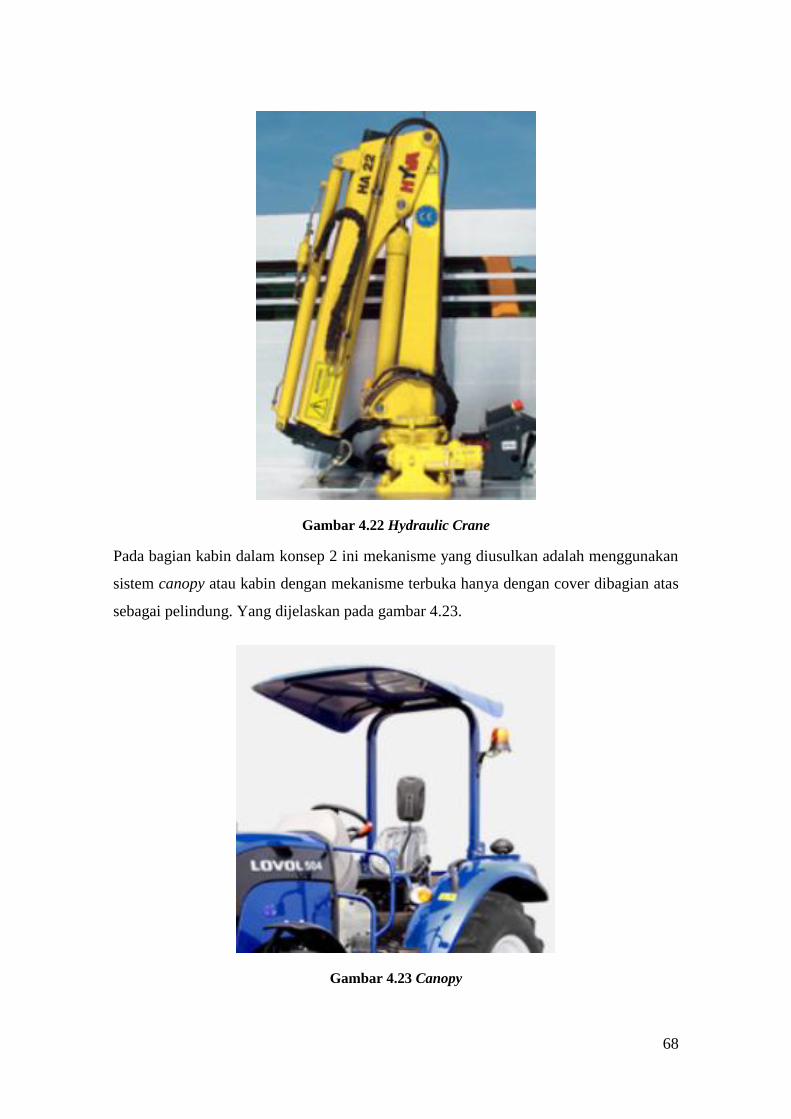
68
Gambar 4.22 Hydraulic Crane
Pada bagian kabin dalam konsep 2 ini mekanisme yang diusulkan adalah menggunakan
sistem canopy atau kabin dengan mekanisme terbuka hanya dengan cover dibagian atas
sebagai pelindung. Yang dijelaskan pada gambar 4.23.
Gambar 4.23 Canopy
69
Untuk bagian leg sebagai penyangga frame pada saat coresampler tidak terpasang pada
truk, pada konsep ini menggunakan landing gear leg ditunjukan pada gambar 4.24 konsep
ini memiliki mekanisme lifting atau proses naik turun dengan manual atau menggunakan
tenaga manusia dengan cara memutar tuas yang ada pada bagian sisi leg tersebut.
Gambar 4.24 Landing Gear Trailer
Konsep 3
Dalam Konsep tiga penggunaan truck menggunakan model prime mover dengan konsep
penggabungan antara coresampler dan minilab, truk yang digunakan adalah model truk
prime mover dengan kapasitas 40 feet, ditunjukan pada gambar 4.25, perbedaan dengan
konsep sebelumnya adalah pada konsep ketiga ini coresampler dan minilab digabungkan
menjadi satu kesatuan unit.
Gambar 4.25 Prime Mover Trailer 40 feet
Truk yang akan digunakan adalah model quester GWE series dengan detail spesifikasi
truk menggunakan mesin dengan kapasitas 7700 cc untuk GWE 280 dan GWE 330
sedangkan 1080 cc untuk tipe GWE 370, detail tersebut dijelaskan pada gambar 4.26.
70
Gambar 4.26 Detail Spesifikasi Truk Quester GWE Series
Dari data spesifikasi truk quester serie GWE maka didapatkan kesimpulan yang
dijelaskan pada tabel 4.15. bahwa dalam segi dimensi truk masih dapat dioperasikan
dengan baik, tetapi dari segi cost truk ini tidak direkomendasikan untuk dikembangkan.
Tabel 4.15 Spesifikasi Penggunaan Prime Mover Trailer 40 Feet
Kriteria Remarks
Dimensi Good Dengan lebar truk 2,5 meter dan panjang 7 meter,
truk masih bisa melakukan mobilisasi dengan baik.
Price Bad Rp 800.000.000 untuk GWE 280, Rp 900.000.000
untuk GWE 330 dan Rp 1000.000.000 untuk tipe
GWE 380, dengan itu target biaya yang ditentukan
tidak akan bisa memenuhi harga yang ditawarkan.
Fuel consumption Bad Kapasitas mesin 7,7 liter atau 7700 cc untuk serie
280 dan 330 dan 1080 cc untuk serie 380. Jika
deibandungkan dengan konsep – konsep sebelumnya
konsep ini adalah konsep yang memiliki konsumsi
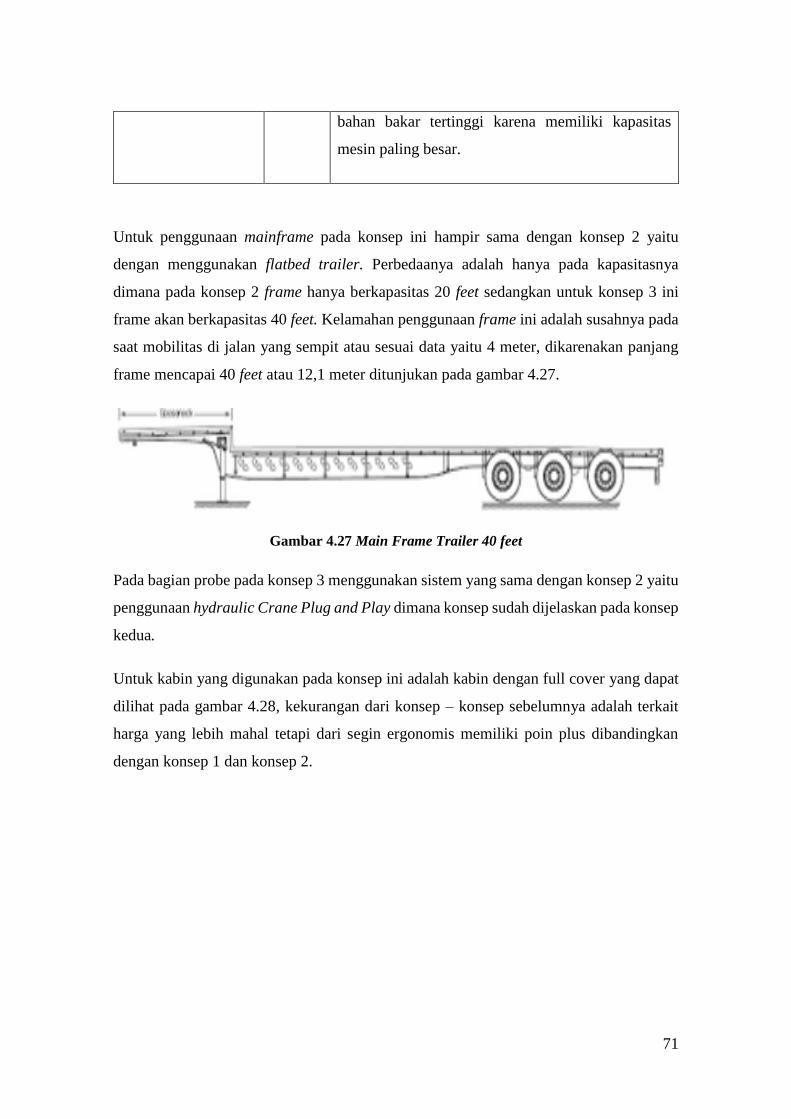
71
bahan bakar tertinggi karena memiliki kapasitas
mesin paling besar.
Untuk penggunaan mainframe pada konsep ini hampir sama dengan konsep 2 yaitu
dengan menggunakan flatbed trailer. Perbedaanya adalah hanya pada kapasitasnya
dimana pada konsep 2 frame hanya berkapasitas 20 feet sedangkan untuk konsep 3 ini
frame akan berkapasitas 40 feet. Kelamahan penggunaan frame ini adalah susahnya pada
saat mobilitas di jalan yang sempit atau sesuai data yaitu 4 meter, dikarenakan panjang
frame mencapai 40 feet atau 12,1 meter ditunjukan pada gambar 4.27.
Gambar 4.27 Main Frame Trailer 40 feet
Pada bagian probe pada konsep 3 menggunakan sistem yang sama dengan konsep 2 yaitu
penggunaan hydraulic Crane Plug and Play dimana konsep sudah dijelaskan pada konsep
kedua.
Untuk kabin yang digunakan pada konsep ini adalah kabin dengan full cover yang dapat
dilihat pada gambar 4.28, kekurangan dari konsep – konsep sebelumnya adalah terkait
harga yang lebih mahal tetapi dari segin ergonomis memiliki poin plus dibandingkan
dengan konsep 1 dan konsep 2.

72
Gambar 4.28 Cabin
Untuk penggunaan leg sendiri pada konsep 3 memiliki spesifikasi dan jenis yang hamper
sama dengan konsep 2 yaitu penggunaan landing Gear Trailer. Dengan perbedaan hanya
pada segi kapasitas bobot yang bisa topang oleh landing gear tersebut.
Produk Pembanding
Agar produk coresampler yang sedang dikembangkan oleh perusahaan PTPE dapat
bersaing dengan produk dari perusahaan lain yang telah dipasarkan maka harus adanya
produk pembanding sebagai perbandingan konsep yang sedang dikembangkan.
Produk yang akan dijadikan sebagai produk pembanding adalah produk coresampler hasil
produk dari Amerika dengan brand Honiron yang bisa dilihat pada gambar 4.29.
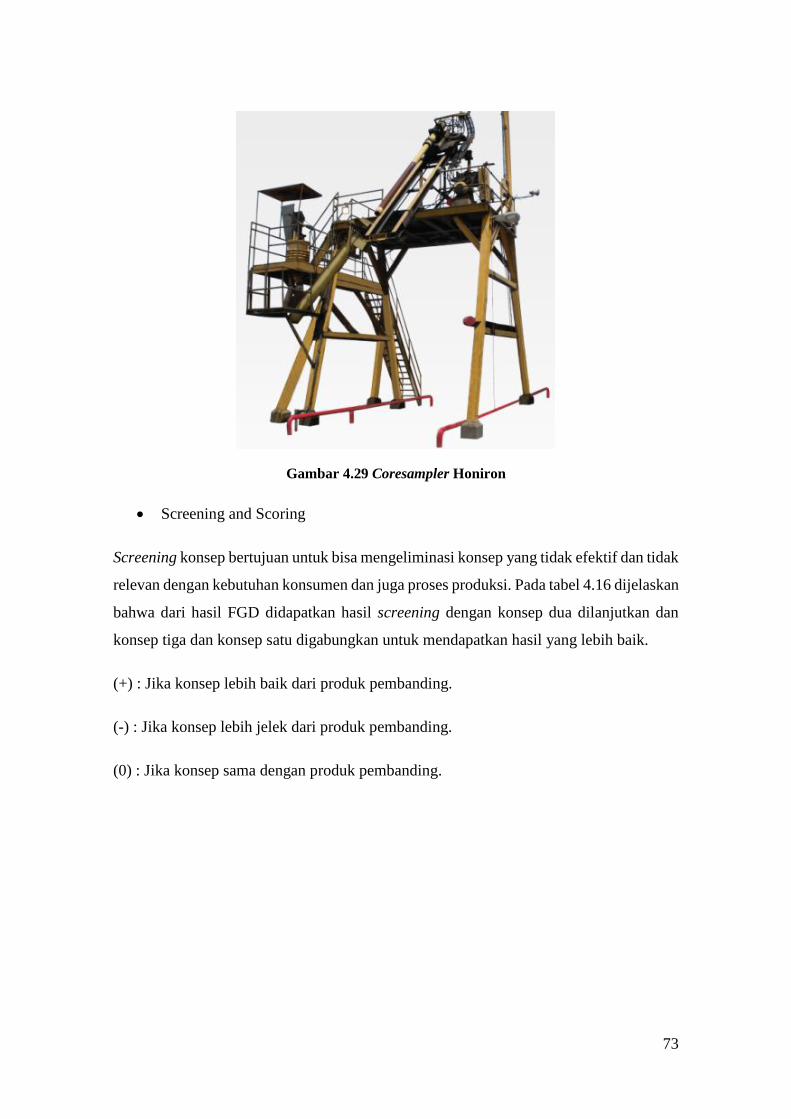
73
Gambar 4.29 Coresampler Honiron
Screening and Scoring
Screening konsep bertujuan untuk bisa mengeliminasi konsep yang tidak efektif dan tidak
relevan dengan kebutuhan konsumen dan juga proses produksi. Pada tabel 4.16 dijelaskan
bahwa dari hasil FGD didapatkan hasil screening dengan konsep dua dilanjutkan dan
konsep tiga dan konsep satu digabungkan untuk mendapatkan hasil yang lebih baik.
(+) : Jika konsep lebih baik dari produk pembanding.
(-) : Jika konsep lebih jelek dari produk pembanding.
(0) : Jika konsep sama dengan produk pembanding.
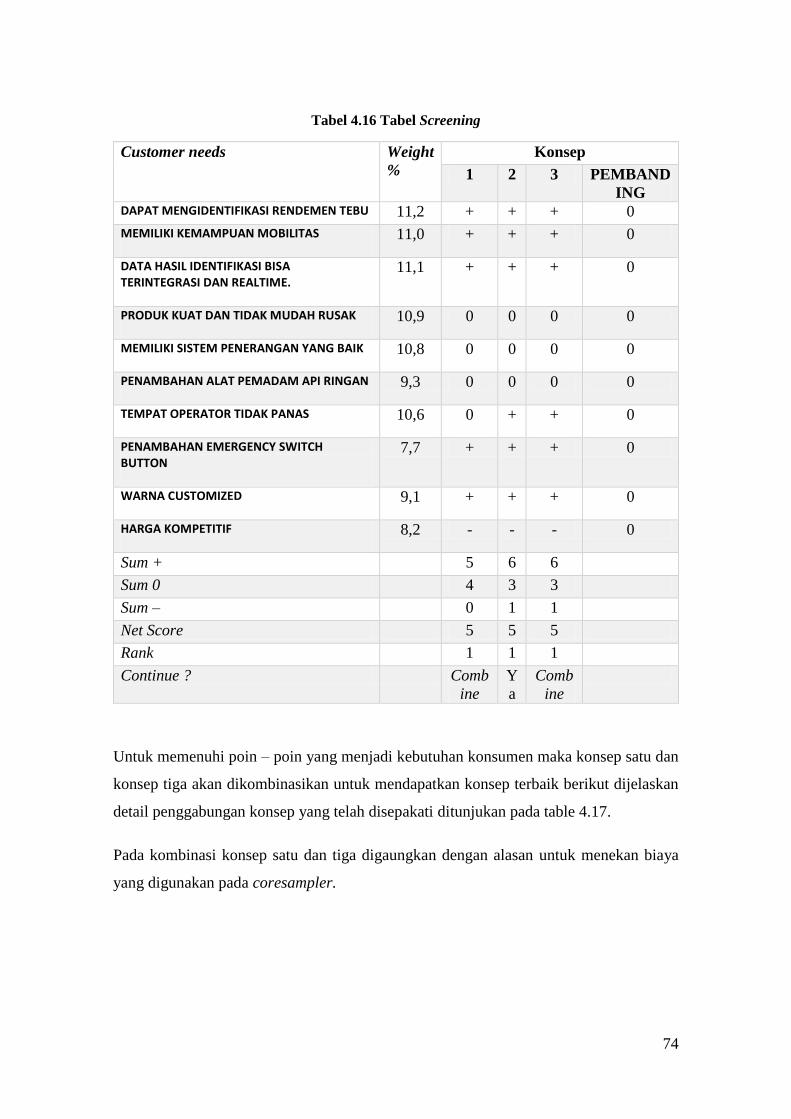
74
Tabel 4.16 Tabel Screening
Customer needs Weight
%
Konsep
1 2 3 PEMBAND
ING DAPAT MENGIDENTIFIKASI RENDEMEN TEBU 11,2 + + + 0
MEMILIKI KEMAMPUAN MOBILITAS 11,0 + + + 0
DATA HASIL IDENTIFIKASI BISA TERINTEGRASI DAN REALTIME.
11,1 + + + 0
PRODUK KUAT DAN TIDAK MUDAH RUSAK 10,9 0 0 0 0
MEMILIKI SISTEM PENERANGAN YANG BAIK 10,8 0 0 0 0
PENAMBAHAN ALAT PEMADAM API RINGAN 9,3 0 0 0 0
TEMPAT OPERATOR TIDAK PANAS 10,6 0 + + 0
PENAMBAHAN EMERGENCY SWITCH BUTTON
7,7 + + + 0
WARNA CUSTOMIZED 9,1 + + + 0
HARGA KOMPETITIF 8,2 - - - 0
Sum + 5 6 6
Sum 0 4 3 3
Sum – 0 1 1
Net Score 5 5 5
Rank 1 1 1
Continue ? Comb
ine
Y
a
Comb
ine
Untuk memenuhi poin – poin yang menjadi kebutuhan konsumen maka konsep satu dan
konsep tiga akan dikombinasikan untuk mendapatkan konsep terbaik berikut dijelaskan
detail penggabungan konsep yang telah disepakati ditunjukan pada table 4.17.
Pada kombinasi konsep satu dan tiga digaungkan dengan alasan untuk menekan biaya
yang digunakan pada coresampler.
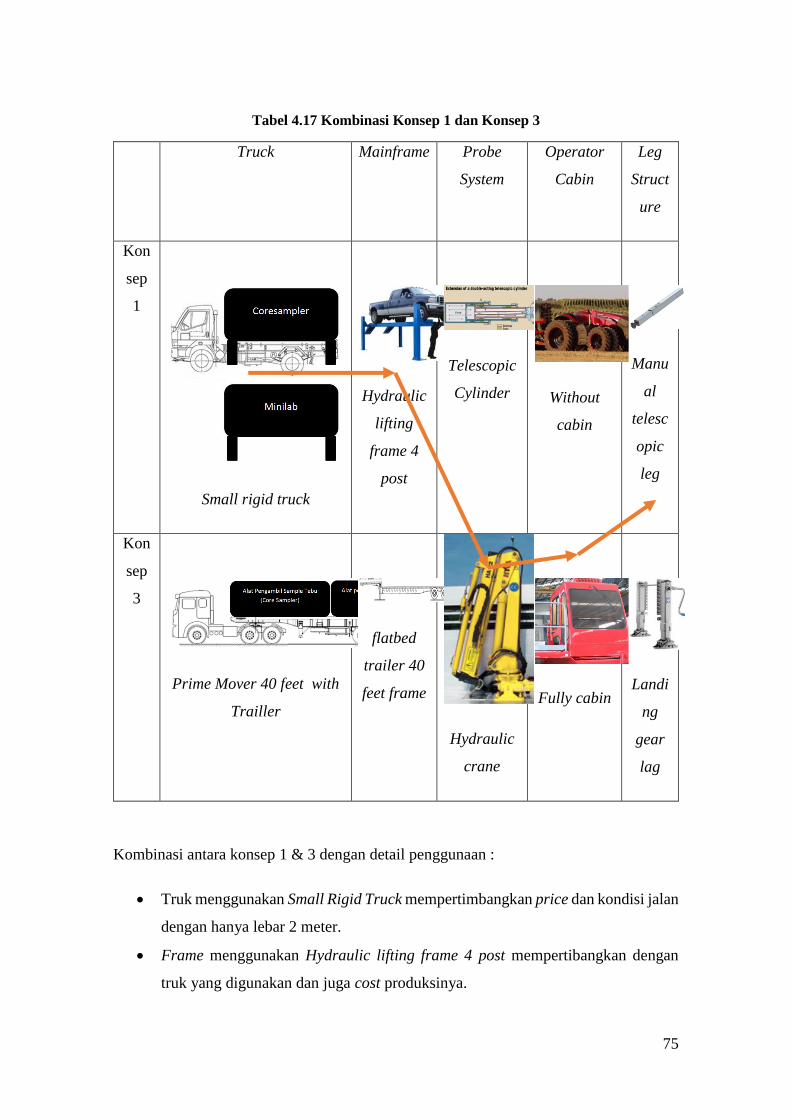
75
Tabel 4.17 Kombinasi Konsep 1 dan Konsep 3
Truck Mainframe Probe
System
Operator
Cabin
Leg
Struct
ure
Kon
sep
1
Small rigid truck
Hydraulic
lifting
frame 4
post
Telescopic
Cylinder
Without
cabin
Manu
al
telesc
opic
leg
Kon
sep
3
Prime Mover 40 feet with
Trailler
flatbed
trailer 40
feet frame
Hydraulic
crane
Fully cabin
Landi
ng
gear
lag
Kombinasi antara konsep 1 & 3 dengan detail penggunaan :
Truk menggunakan Small Rigid Truck mempertimbangkan price dan kondisi jalan
dengan hanya lebar 2 meter.
Frame menggunakan Hydraulic lifting frame 4 post mempertibangkan dengan
truk yang digunakan dan juga cost produksinya.
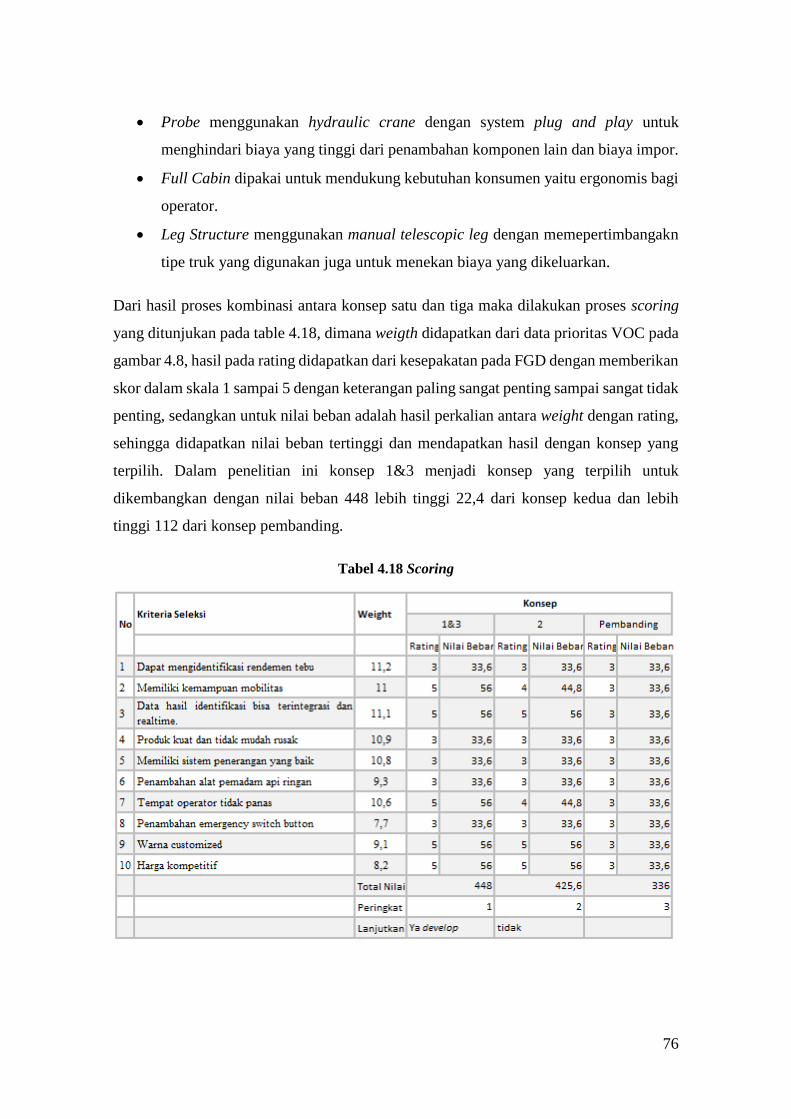
76
Probe menggunakan hydraulic crane dengan system plug and play untuk
menghindari biaya yang tinggi dari penambahan komponen lain dan biaya impor.
Full Cabin dipakai untuk mendukung kebutuhan konsumen yaitu ergonomis bagi
operator.
Leg Structure menggunakan manual telescopic leg dengan memepertimbangakn
tipe truk yang digunakan juga untuk menekan biaya yang dikeluarkan.
Dari hasil proses kombinasi antara konsep satu dan tiga maka dilakukan proses scoring
yang ditunjukan pada table 4.18, dimana weigth didapatkan dari data prioritas VOC pada
gambar 4.8, hasil pada rating didapatkan dari kesepakatan pada FGD dengan memberikan
skor dalam skala 1 sampai 5 dengan keterangan paling sangat penting sampai sangat tidak
penting, sedangkan untuk nilai beban adalah hasil perkalian antara weight dengan rating,
sehingga didapatkan nilai beban tertinggi dan mendapatkan hasil dengan konsep yang
terpilih. Dalam penelitian ini konsep 1&3 menjadi konsep yang terpilih untuk
dikembangkan dengan nilai beban 448 lebih tinggi 22,4 dari konsep kedua dan lebih
tinggi 112 dari konsep pembanding.
Tabel 4.18 Scoring
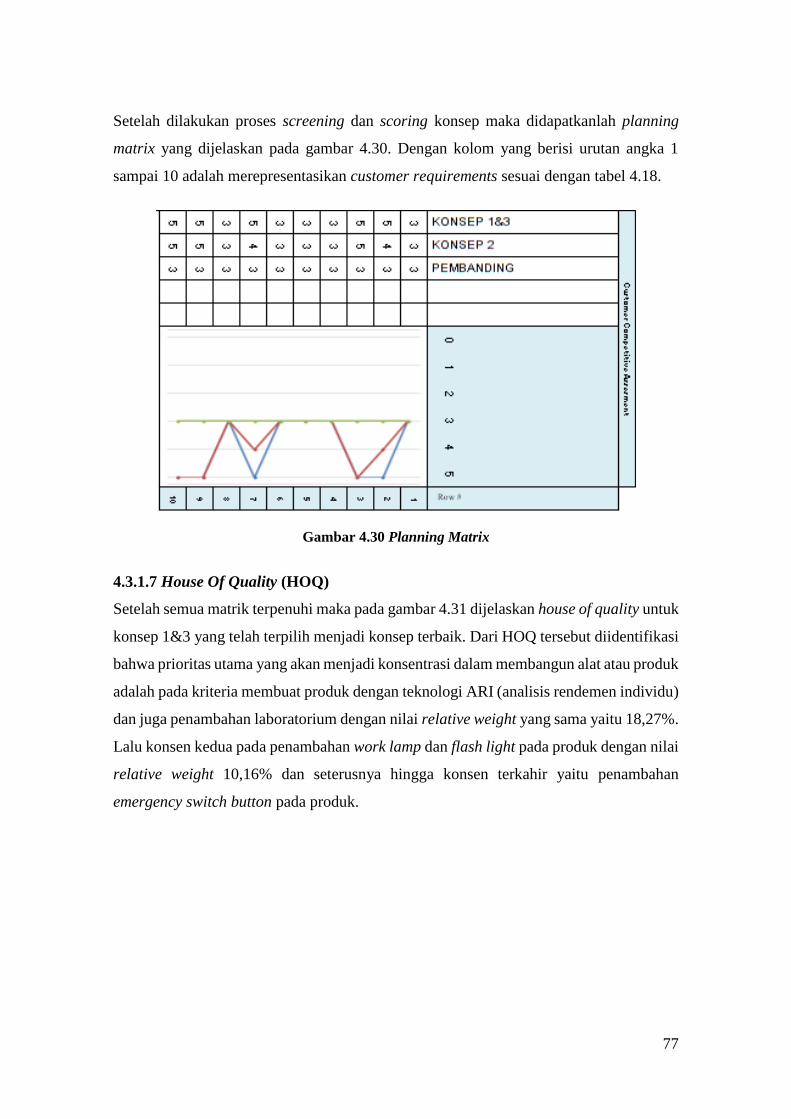
77
Setelah dilakukan proses screening dan scoring konsep maka didapatkanlah planning
matrix yang dijelaskan pada gambar 4.30. Dengan kolom yang berisi urutan angka 1
sampai 10 adalah merepresentasikan customer requirements sesuai dengan tabel 4.18.
Gambar 4.30 Planning Matrix
4.3.1.7 House Of Quality (HOQ)
Setelah semua matrik terpenuhi maka pada gambar 4.31 dijelaskan house of quality untuk
konsep 1&3 yang telah terpilih menjadi konsep terbaik. Dari HOQ tersebut diidentifikasi
bahwa prioritas utama yang akan menjadi konsentrasi dalam membangun alat atau produk
adalah pada kriteria membuat produk dengan teknologi ARI (analisis rendemen individu)
dan juga penambahan laboratorium dengan nilai relative weight yang sama yaitu 18,27%.
Lalu konsen kedua pada penambahan work lamp dan flash light pada produk dengan nilai
relative weight 10,16% dan seterusnya hingga konsen terkahir yaitu penambahan
emergency switch button pada produk.
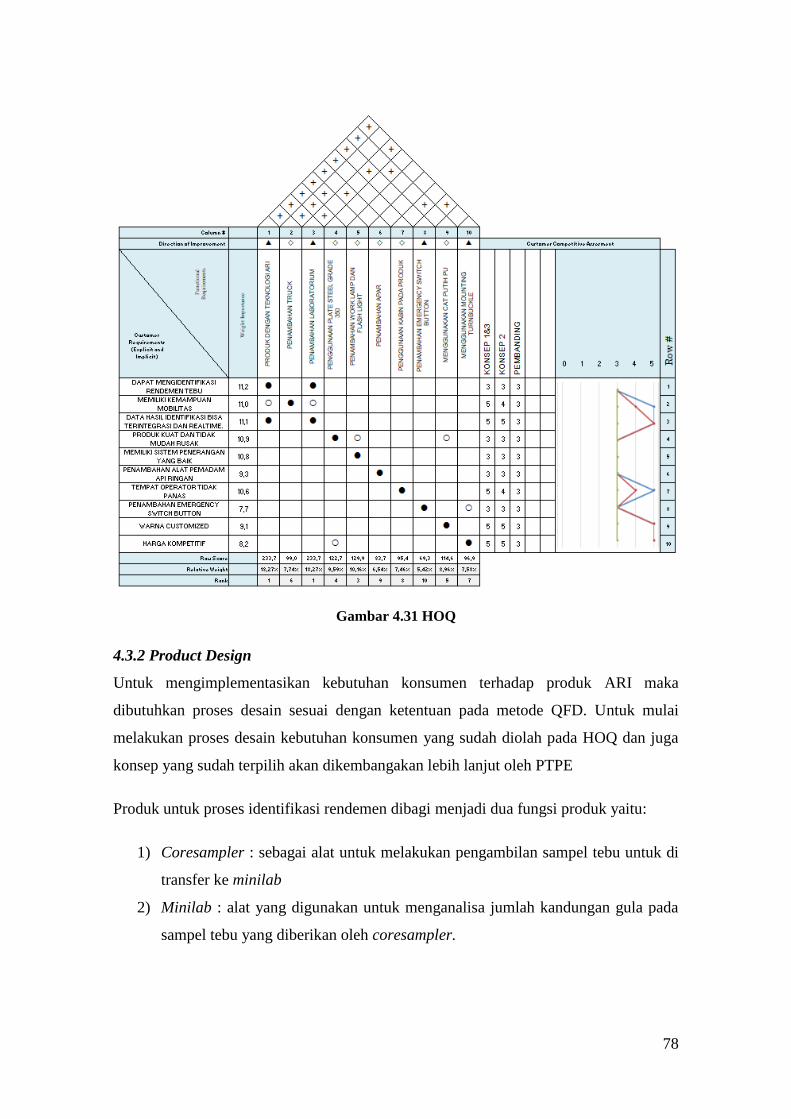
78
Gambar 4.31 HOQ
4.3.2 Product Design
Untuk mengimplementasikan kebutuhan konsumen terhadap produk ARI maka
dibutuhkan proses desain sesuai dengan ketentuan pada metode QFD. Untuk mulai
melakukan proses desain kebutuhan konsumen yang sudah diolah pada HOQ dan juga
konsep yang sudah terpilih akan dikembangakan lebih lanjut oleh PTPE
Produk untuk proses identifikasi rendemen dibagi menjadi dua fungsi produk yaitu:
1) Coresampler : sebagai alat untuk melakukan pengambilan sampel tebu untuk di
transfer ke minilab
2) Minilab : alat yang digunakan untuk menganalisa jumlah kandungan gula pada
sampel tebu yang diberikan oleh coresampler.
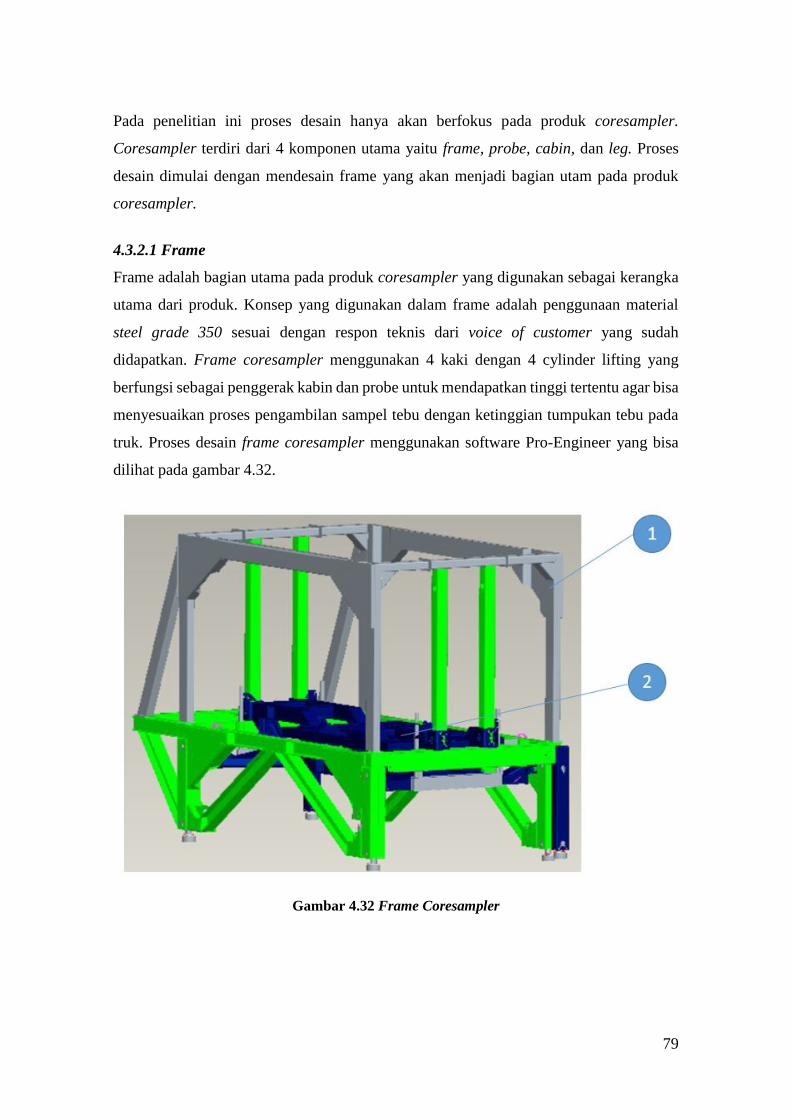
79
Pada penelitian ini proses desain hanya akan berfokus pada produk coresampler.
Coresampler terdiri dari 4 komponen utama yaitu frame, probe, cabin, dan leg. Proses
desain dimulai dengan mendesain frame yang akan menjadi bagian utam pada produk
coresampler.
4.3.2.1 Frame
Frame adalah bagian utama pada produk coresampler yang digunakan sebagai kerangka
utama dari produk. Konsep yang digunakan dalam frame adalah penggunaan material
steel grade 350 sesuai dengan respon teknis dari voice of customer yang sudah
didapatkan. Frame coresampler menggunakan 4 kaki dengan 4 cylinder lifting yang
berfungsi sebagai penggerak kabin dan probe untuk mendapatkan tinggi tertentu agar bisa
menyesuaikan proses pengambilan sampel tebu dengan ketinggian tumpukan tebu pada
truk. Proses desain frame coresampler menggunakan software Pro-Engineer yang bisa
dilihat pada gambar 4.32.
Gambar 4.32 Frame Coresampler
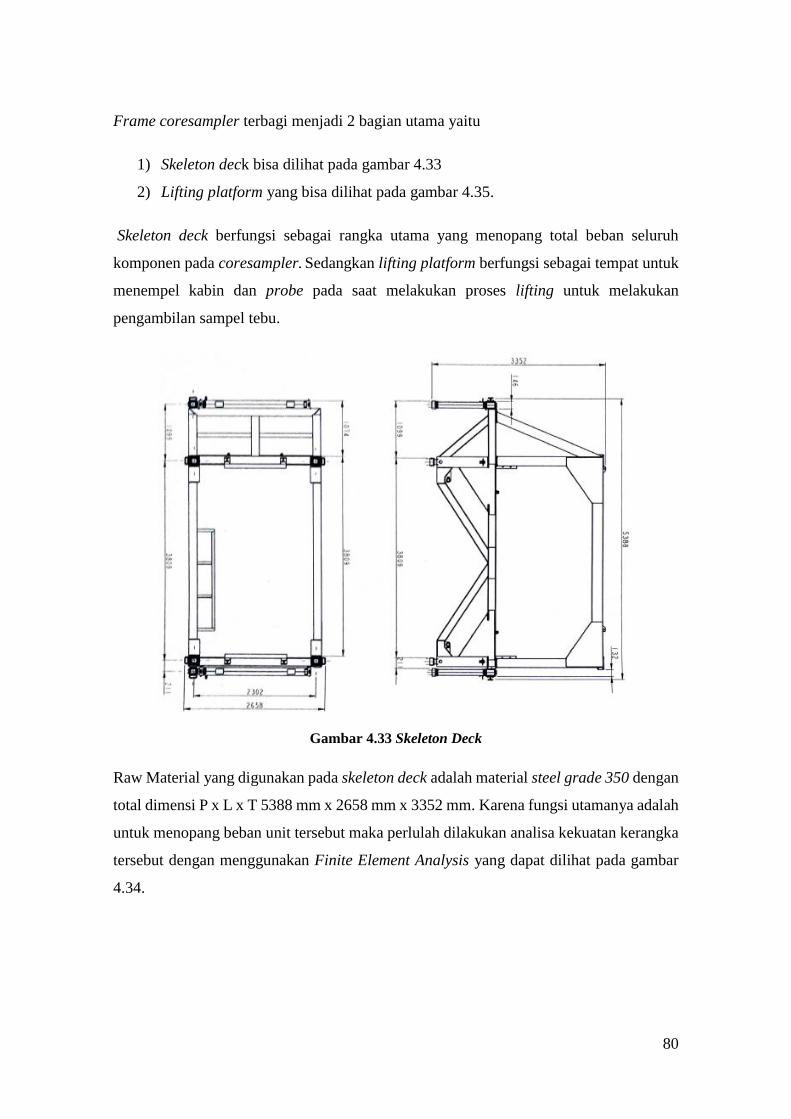
80
Frame coresampler terbagi menjadi 2 bagian utama yaitu
1) Skeleton deck bisa dilihat pada gambar 4.33
2) Lifting platform yang bisa dilihat pada gambar 4.35.
Skeleton deck berfungsi sebagai rangka utama yang menopang total beban seluruh
komponen pada coresampler. Sedangkan lifting platform berfungsi sebagai tempat untuk
menempel kabin dan probe pada saat melakukan proses lifting untuk melakukan
pengambilan sampel tebu.
Gambar 4.33 Skeleton Deck
Raw Material yang digunakan pada skeleton deck adalah material steel grade 350 dengan
total dimensi P x L x T 5388 mm x 2658 mm x 3352 mm. Karena fungsi utamanya adalah
untuk menopang beban unit tersebut maka perlulah dilakukan analisa kekuatan kerangka
tersebut dengan menggunakan Finite Element Analysis yang dapat dilihat pada gambar
4.34.
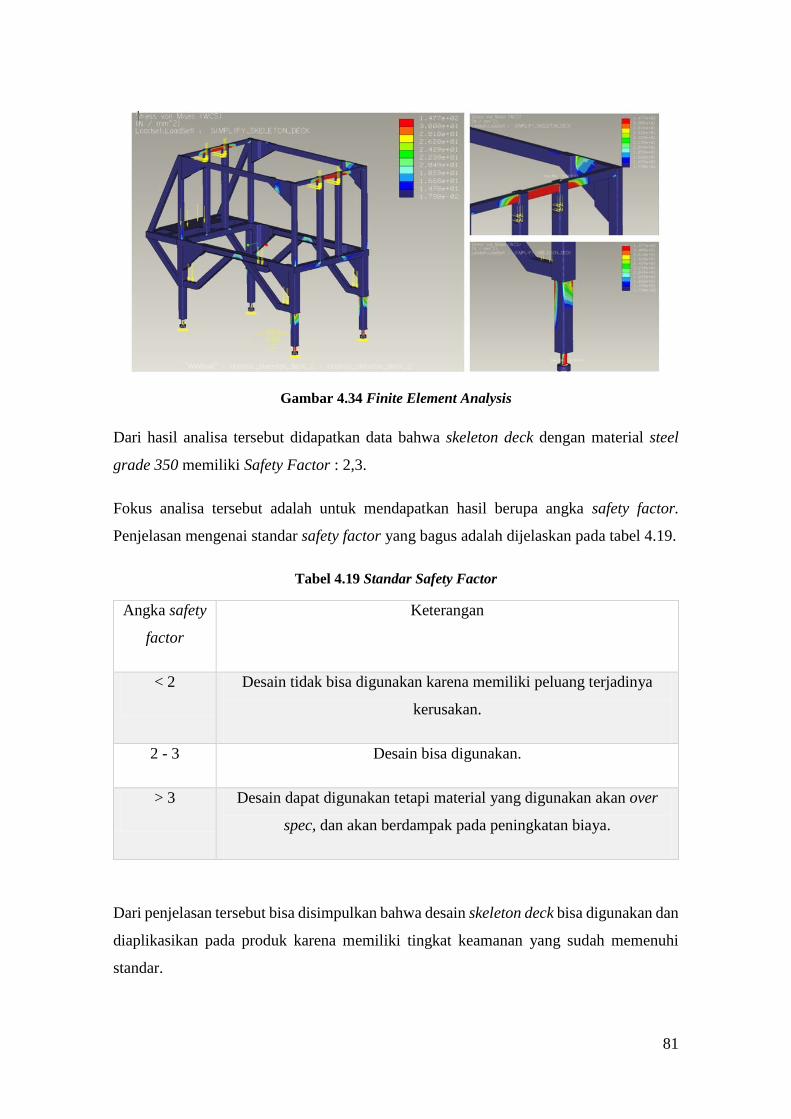
81
Gambar 4.34 Finite Element Analysis
Dari hasil analisa tersebut didapatkan data bahwa skeleton deck dengan material steel
grade 350 memiliki Safety Factor : 2,3.
Fokus analisa tersebut adalah untuk mendapatkan hasil berupa angka safety factor.
Penjelasan mengenai standar safety factor yang bagus adalah dijelaskan pada tabel 4.19.
Tabel 4.19 Standar Safety Factor
Angka safety
factor
Keterangan
< 2 Desain tidak bisa digunakan karena memiliki peluang terjadinya
kerusakan.
2 - 3 Desain bisa digunakan.
> 3 Desain dapat digunakan tetapi material yang digunakan akan over
spec, dan akan berdampak pada peningkatan biaya.
Dari penjelasan tersebut bisa disimpulkan bahwa desain skeleton deck bisa digunakan dan
diaplikasikan pada produk karena memiliki tingkat keamanan yang sudah memenuhi
standar.
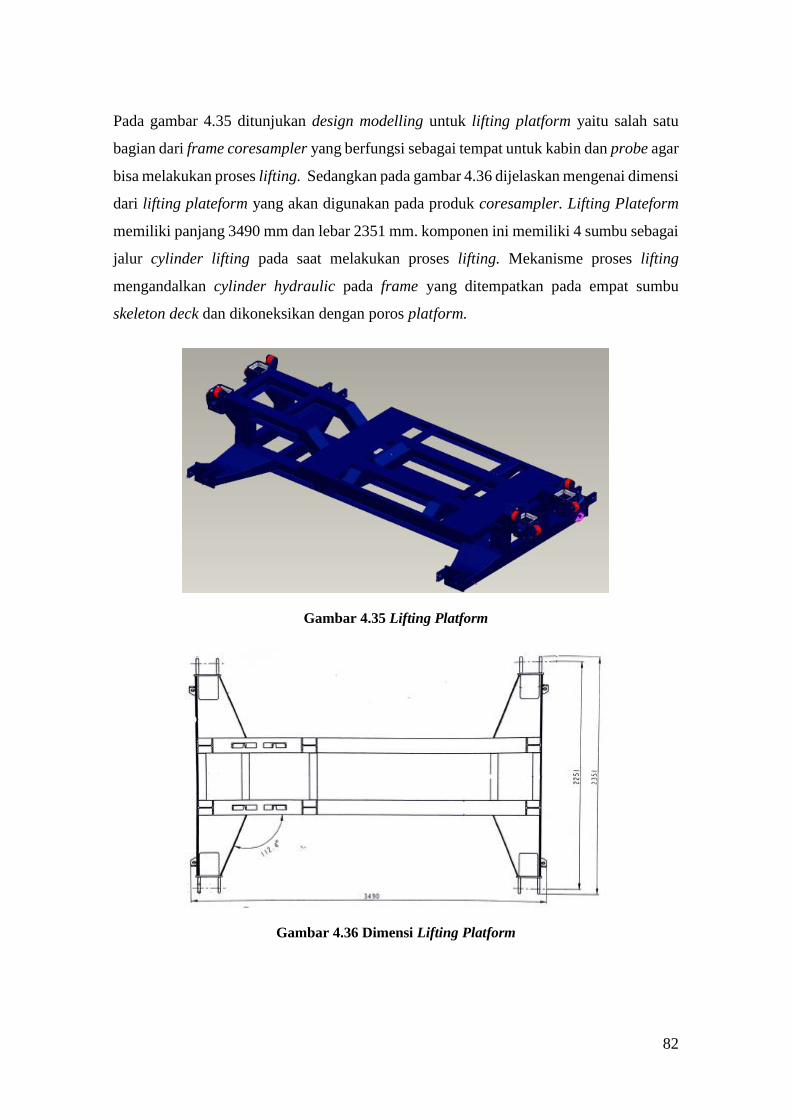
82
Pada gambar 4.35 ditunjukan design modelling untuk lifting platform yaitu salah satu
bagian dari frame coresampler yang berfungsi sebagai tempat untuk kabin dan probe agar
bisa melakukan proses lifting. Sedangkan pada gambar 4.36 dijelaskan mengenai dimensi
dari lifting plateform yang akan digunakan pada produk coresampler. Lifting Plateform
memiliki panjang 3490 mm dan lebar 2351 mm. komponen ini memiliki 4 sumbu sebagai
jalur cylinder lifting pada saat melakukan proses lifting. Mekanisme proses lifting
mengandalkan cylinder hydraulic pada frame yang ditempatkan pada empat sumbu
skeleton deck dan dikoneksikan dengan poros platform.
Gambar 4.35 Lifting Platform
Gambar 4.36 Dimensi Lifting Platform
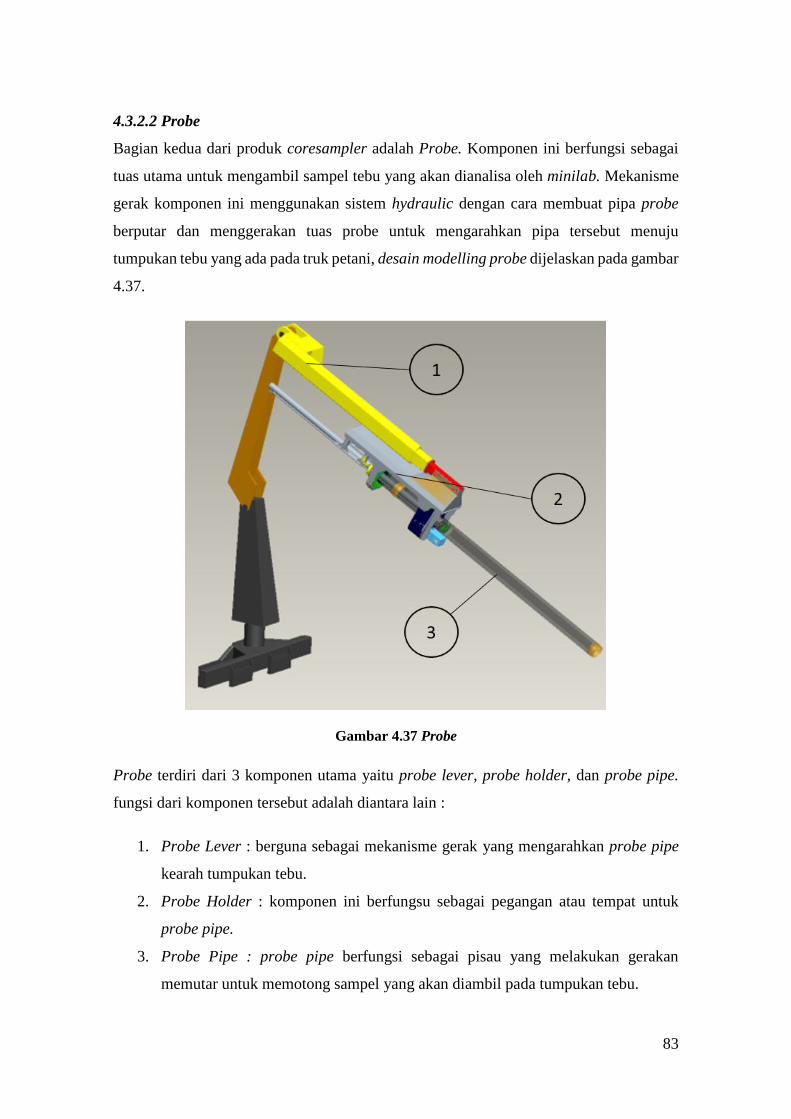
83
4.3.2.2 Probe
Bagian kedua dari produk coresampler adalah Probe. Komponen ini berfungsi sebagai
tuas utama untuk mengambil sampel tebu yang akan dianalisa oleh minilab. Mekanisme
gerak komponen ini menggunakan sistem hydraulic dengan cara membuat pipa probe
berputar dan menggerakan tuas probe untuk mengarahkan pipa tersebut menuju
tumpukan tebu yang ada pada truk petani, desain modelling probe dijelaskan pada gambar
4.37.
Gambar 4.37 Probe
Probe terdiri dari 3 komponen utama yaitu probe lever, probe holder, dan probe pipe.
fungsi dari komponen tersebut adalah diantara lain :
1. Probe Lever : berguna sebagai mekanisme gerak yang mengarahkan probe pipe
kearah tumpukan tebu.
2. Probe Holder : komponen ini berfungsu sebagai pegangan atau tempat untuk
probe pipe.
3. Probe Pipe : probe pipe berfungsi sebagai pisau yang melakukan gerakan
memutar untuk memotong sampel yang akan diambil pada tumpukan tebu.
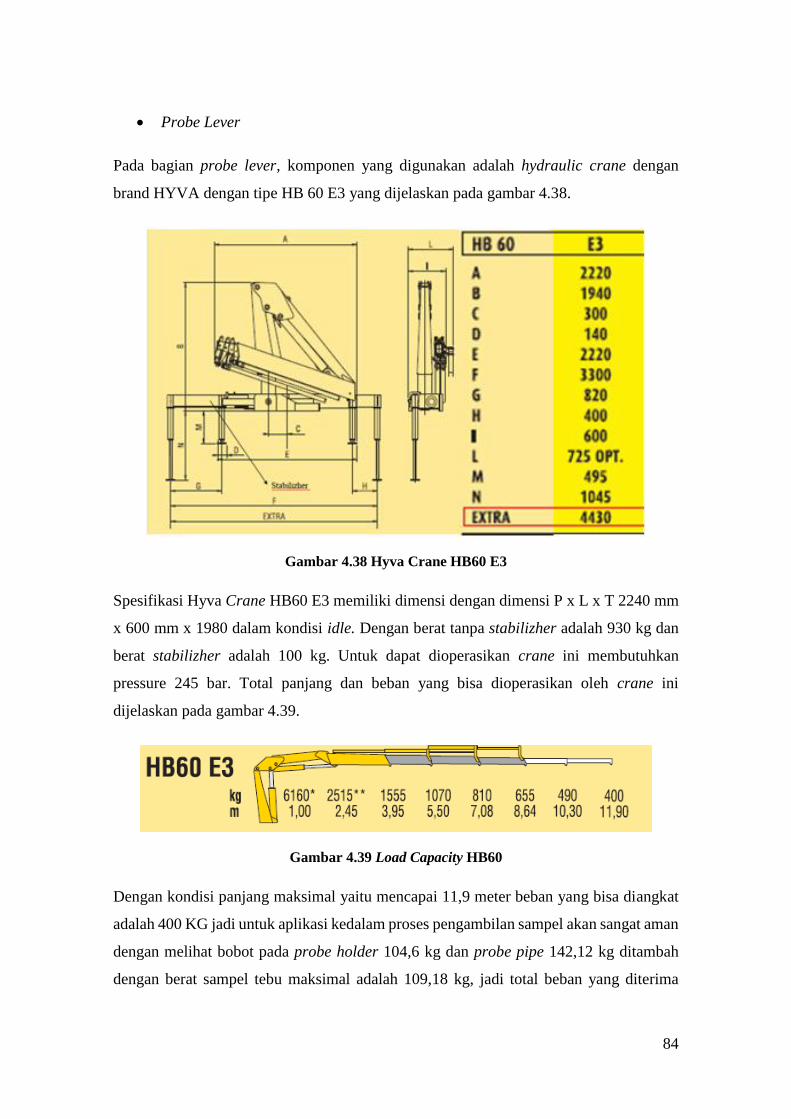
84
Probe Lever
Pada bagian probe lever, komponen yang digunakan adalah hydraulic crane dengan
brand HYVA dengan tipe HB 60 E3 yang dijelaskan pada gambar 4.38.
Gambar 4.38 Hyva Crane HB60 E3
Spesifikasi Hyva Crane HB60 E3 memiliki dimensi dengan dimensi P x L x T 2240 mm
x 600 mm x 1980 dalam kondisi idle. Dengan berat tanpa stabilizher adalah 930 kg dan
berat stabilizher adalah 100 kg. Untuk dapat dioperasikan crane ini membutuhkan
pressure 245 bar. Total panjang dan beban yang bisa dioperasikan oleh crane ini
dijelaskan pada gambar 4.39.
Gambar 4.39 Load Capacity HB60
Dengan kondisi panjang maksimal yaitu mencapai 11,9 meter beban yang bisa diangkat
adalah 400 KG jadi untuk aplikasi kedalam proses pengambilan sampel akan sangat aman
dengan melihat bobot pada probe holder 104,6 kg dan probe pipe 142,12 kg ditambah
dengan berat sampel tebu maksimal adalah 109,18 kg, jadi total beban yang diterima
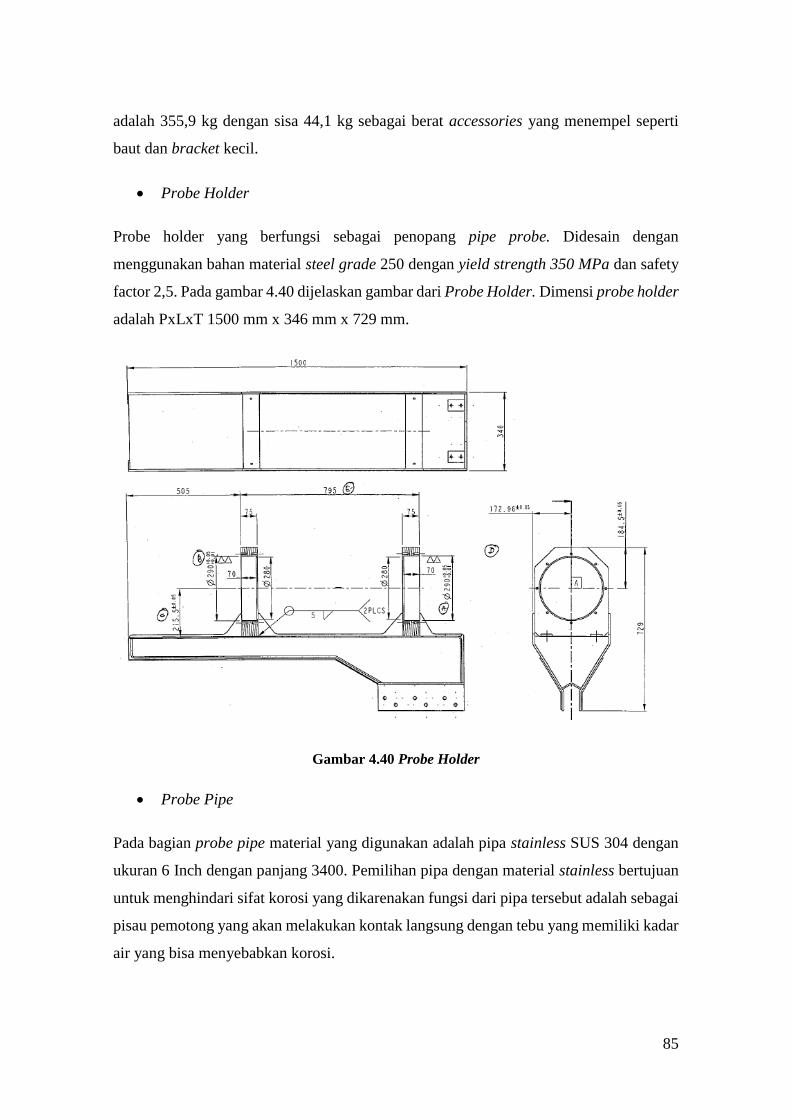
85
adalah 355,9 kg dengan sisa 44,1 kg sebagai berat accessories yang menempel seperti
baut dan bracket kecil.
Probe Holder
Probe holder yang berfungsi sebagai penopang pipe probe. Didesain dengan
menggunakan bahan material steel grade 250 dengan yield strength 350 MPa dan safety
factor 2,5. Pada gambar 4.40 dijelaskan gambar dari Probe Holder. Dimensi probe holder
adalah PxLxT 1500 mm x 346 mm x 729 mm.
Gambar 4.40 Probe Holder
Probe Pipe
Pada bagian probe pipe material yang digunakan adalah pipa stainless SUS 304 dengan
ukuran 6 Inch dengan panjang 3400. Pemilihan pipa dengan material stainless bertujuan
untuk menghindari sifat korosi yang dikarenakan fungsi dari pipa tersebut adalah sebagai
pisau pemotong yang akan melakukan kontak langsung dengan tebu yang memiliki kadar
air yang bisa menyebabkan korosi.
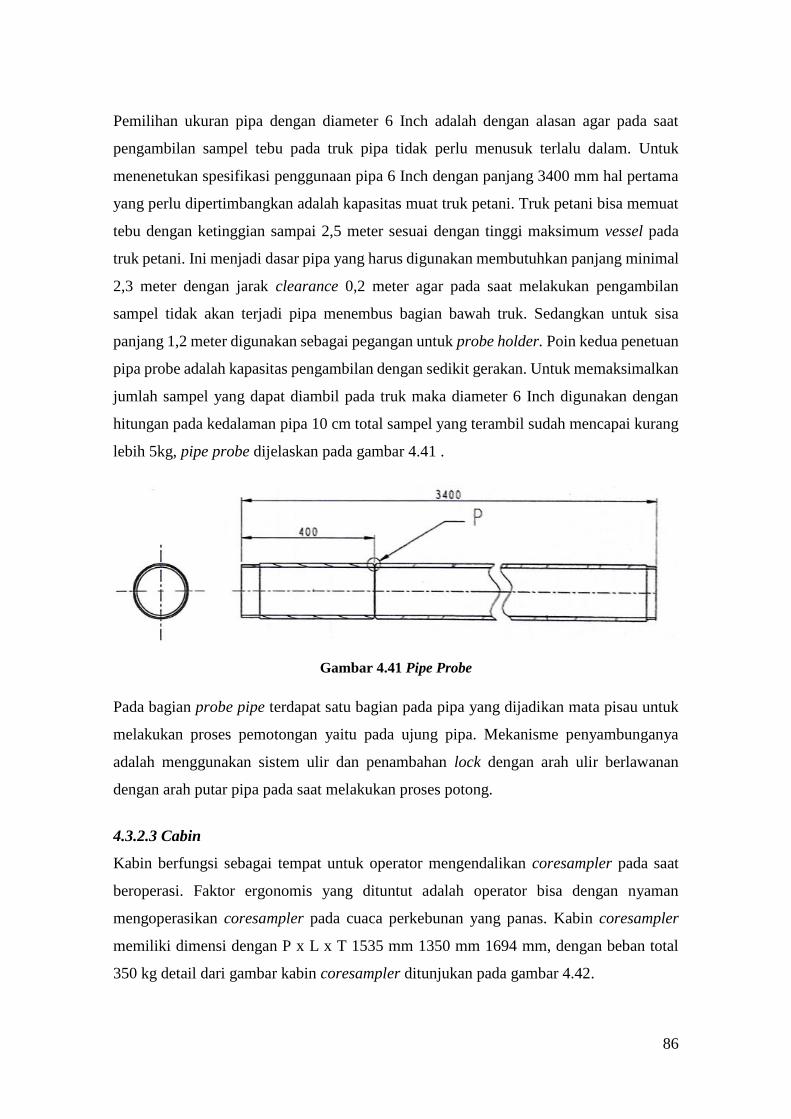
86
Pemilihan ukuran pipa dengan diameter 6 Inch adalah dengan alasan agar pada saat
pengambilan sampel tebu pada truk pipa tidak perlu menusuk terlalu dalam. Untuk
menenetukan spesifikasi penggunaan pipa 6 Inch dengan panjang 3400 mm hal pertama
yang perlu dipertimbangkan adalah kapasitas muat truk petani. Truk petani bisa memuat
tebu dengan ketinggian sampai 2,5 meter sesuai dengan tinggi maksimum vessel pada
truk petani. Ini menjadi dasar pipa yang harus digunakan membutuhkan panjang minimal
2,3 meter dengan jarak clearance 0,2 meter agar pada saat melakukan pengambilan
sampel tidak akan terjadi pipa menembus bagian bawah truk. Sedangkan untuk sisa
panjang 1,2 meter digunakan sebagai pegangan untuk probe holder. Poin kedua penetuan
pipa probe adalah kapasitas pengambilan dengan sedikit gerakan. Untuk memaksimalkan
jumlah sampel yang dapat diambil pada truk maka diameter 6 Inch digunakan dengan
hitungan pada kedalaman pipa 10 cm total sampel yang terambil sudah mencapai kurang
lebih 5kg, pipe probe dijelaskan pada gambar 4.41 .
Gambar 4.41 Pipe Probe
Pada bagian probe pipe terdapat satu bagian pada pipa yang dijadikan mata pisau untuk
melakukan proses pemotongan yaitu pada ujung pipa. Mekanisme penyambunganya
adalah menggunakan sistem ulir dan penambahan lock dengan arah ulir berlawanan
dengan arah putar pipa pada saat melakukan proses potong.
4.3.2.3 Cabin
Kabin berfungsi sebagai tempat untuk operator mengendalikan coresampler pada saat
beroperasi. Faktor ergonomis yang dituntut adalah operator bisa dengan nyaman
mengoperasikan coresampler pada cuaca perkebunan yang panas. Kabin coresampler
memiliki dimensi dengan P x L x T 1535 mm 1350 mm 1694 mm, dengan beban total
350 kg detail dari gambar kabin coresampler ditunjukan pada gambar 4.42.
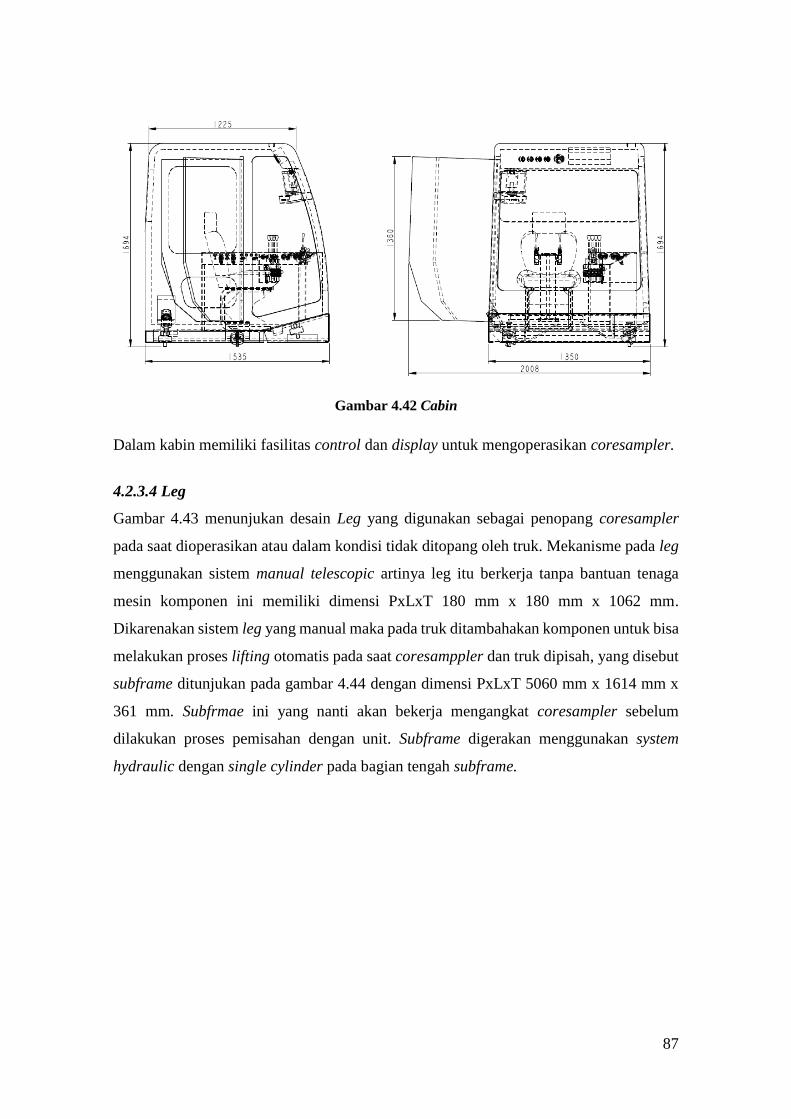
87
Gambar 4.42 Cabin
Dalam kabin memiliki fasilitas control dan display untuk mengoperasikan coresampler.
4.2.3.4 Leg
Gambar 4.43 menunjukan desain Leg yang digunakan sebagai penopang coresampler
pada saat dioperasikan atau dalam kondisi tidak ditopang oleh truk. Mekanisme pada leg
menggunakan sistem manual telescopic artinya leg itu berkerja tanpa bantuan tenaga
mesin komponen ini memiliki dimensi PxLxT 180 mm x 180 mm x 1062 mm.
Dikarenakan sistem leg yang manual maka pada truk ditambahakan komponen untuk bisa
melakukan proses lifting otomatis pada saat coresamppler dan truk dipisah, yang disebut
subframe ditunjukan pada gambar 4.44 dengan dimensi PxLxT 5060 mm x 1614 mm x
361 mm. Subfrmae ini yang nanti akan bekerja mengangkat coresampler sebelum
dilakukan proses pemisahan dengan unit. Subframe digerakan menggunakan system
hydraulic dengan single cylinder pada bagian tengah subframe.
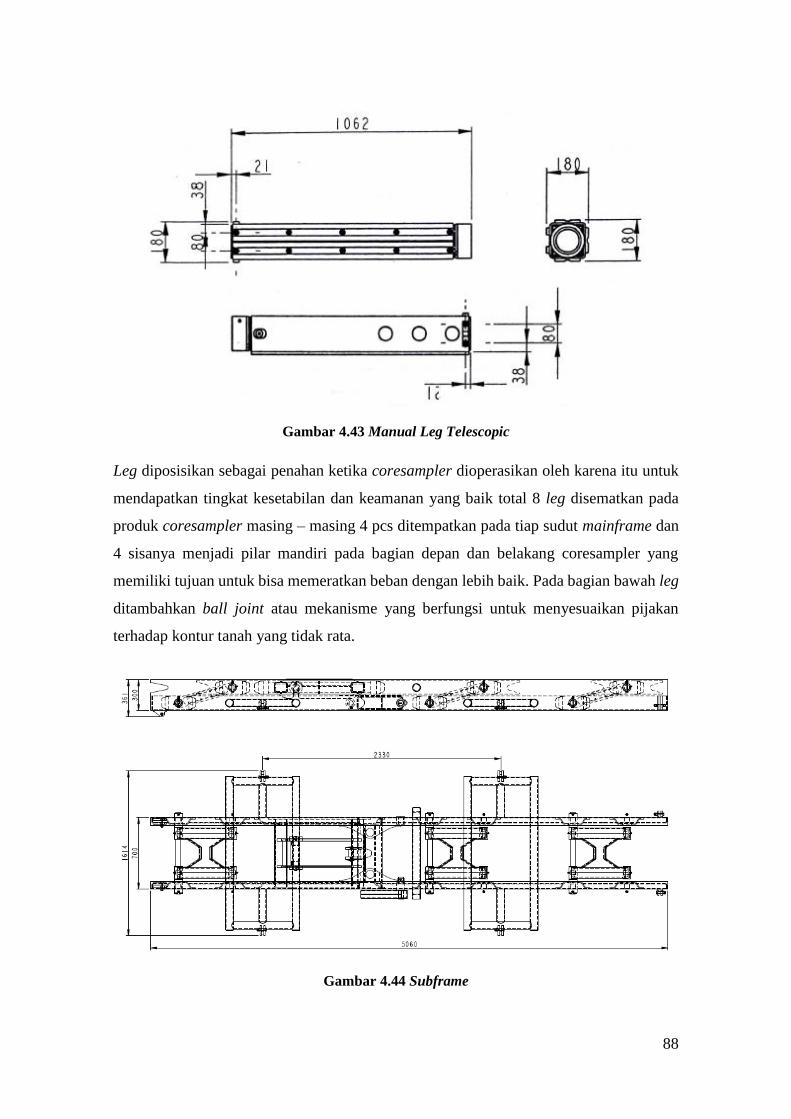
88
Gambar 4.43 Manual Leg Telescopic
Leg diposisikan sebagai penahan ketika coresampler dioperasikan oleh karena itu untuk
mendapatkan tingkat kesetabilan dan keamanan yang baik total 8 leg disematkan pada
produk coresampler masing – masing 4 pcs ditempatkan pada tiap sudut mainframe dan
4 sisanya menjadi pilar mandiri pada bagian depan dan belakang coresampler yang
memiliki tujuan untuk bisa memeratkan beban dengan lebih baik. Pada bagian bawah leg
ditambahkan ball joint atau mekanisme yang berfungsi untuk menyesuaikan pijakan
terhadap kontur tanah yang tidak rata.
Gambar 4.44 Subframe
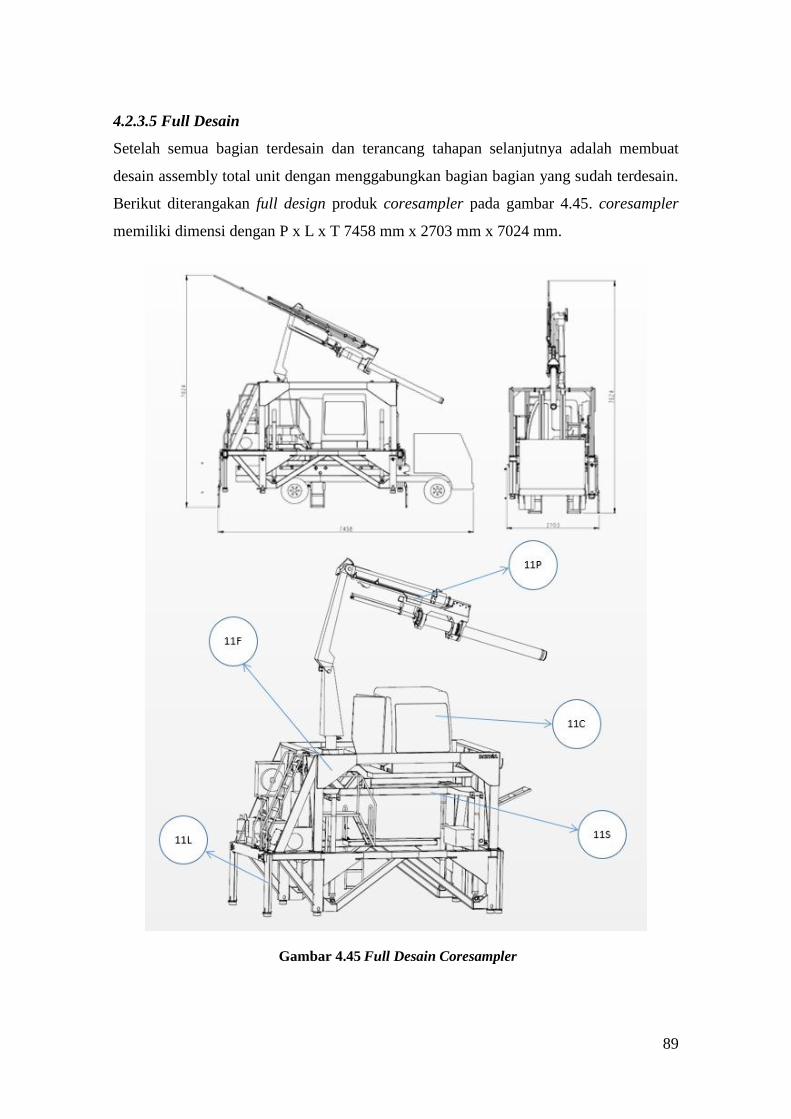
89
4.2.3.5 Full Desain
Setelah semua bagian terdesain dan terancang tahapan selanjutnya adalah membuat
desain assembly total unit dengan menggabungkan bagian bagian yang sudah terdesain.
Berikut diterangakan full design produk coresampler pada gambar 4.45. coresampler
memiliki dimensi dengan P x L x T 7458 mm x 2703 mm x 7024 mm.
Gambar 4.45 Full Desain Coresampler

90
Selain untuk desain produk juga di desain painting style untuk coresampler di tunjukan
pada gambar 4.46. Painting style dibuat berdasarkan VOC yaitu dengan penggunaan
warna putih yang diterapkan pada sebagian besar produk, adapun penambahan sticker
identitas pada sudut bagian atas produk. Jenis cat yang digunakan adalah PU
(Polyurethane) yang memiliki kekutan yang baik dalam medan terbuka sehingga tidak
mudah rusak.
Gambar 4.46 Painting Style Coresampler
Setelah didapatkan total desain unit berikut adalah Bill Of Maaterial (BOM) dari
coresampler yang akan digunakan sebagai acuan untuk component preparation untuk
memulai proses produksi yang dijelaskan pada tabel 4.20.
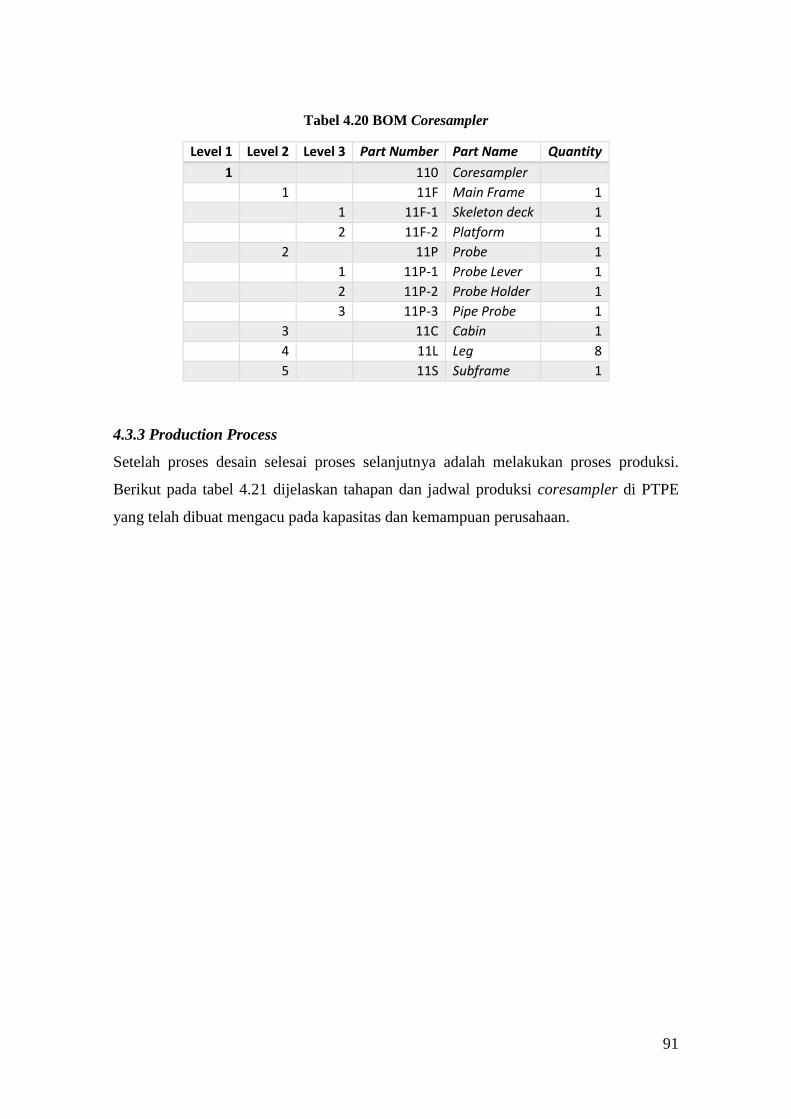
91
Tabel 4.20 BOM Coresampler
Level 1 Level 2 Level 3 Part Number Part Name Quantity
1 110 Coresampler 1 11F Main Frame 1
1 11F-1 Skeleton deck 1
2 11F-2 Platform 1
2 11P Probe 1
1 11P-1 Probe Lever 1
2 11P-2 Probe Holder 1
3 11P-3 Pipe Probe 1
3 11C Cabin 1
4 11L Leg 8
5 11S Subframe 1
4.3.3 Production Process
Setelah proses desain selesai proses selanjutnya adalah melakukan proses produksi.
Berikut pada tabel 4.21 dijelaskan tahapan dan jadwal produksi coresampler di PTPE
yang telah dibuat mengacu pada kapasitas dan kemampuan perusahaan.
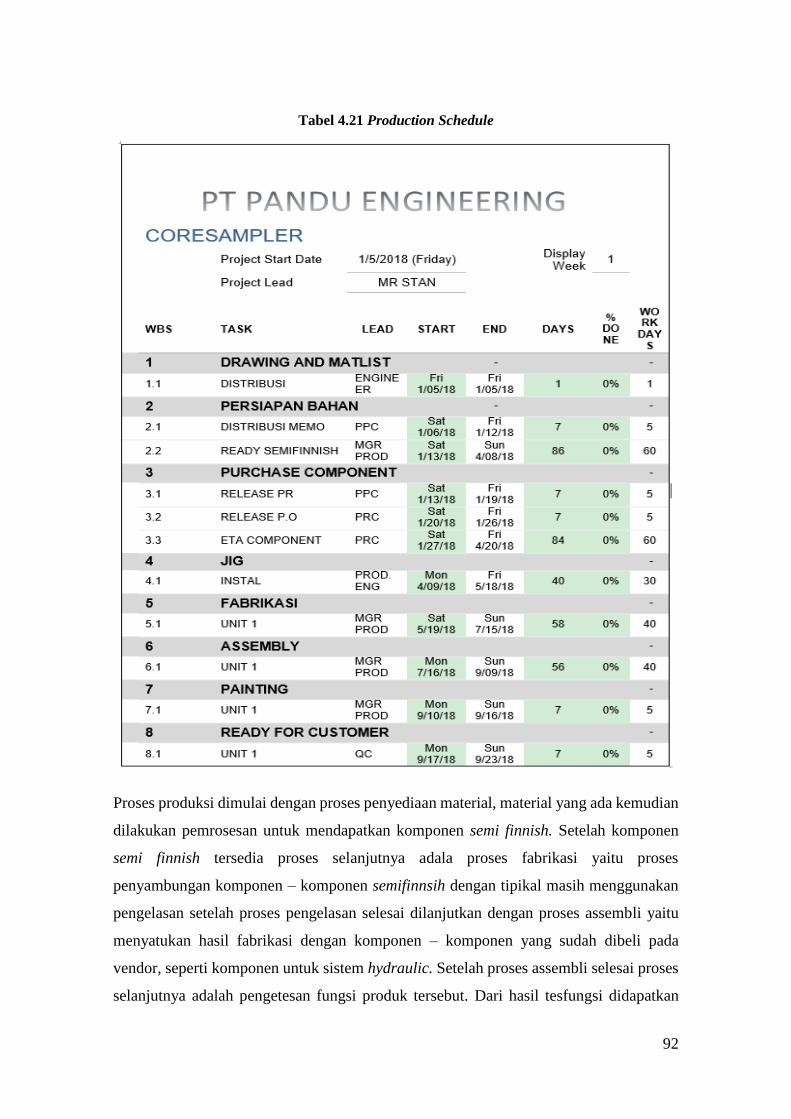
92
Tabel 4.21 Production Schedule
Proses produksi dimulai dengan proses penyediaan material, material yang ada kemudian
dilakukan pemrosesan untuk mendapatkan komponen semi finnish. Setelah komponen
semi finnish tersedia proses selanjutnya adala proses fabrikasi yaitu proses
penyambungan komponen – komponen semifinnsih dengan tipikal masih menggunakan
pengelasan setelah proses pengelasan selesai dilanjutkan dengan proses assembli yaitu
menyatukan hasil fabrikasi dengan komponen – komponen yang sudah dibeli pada
vendor, seperti komponen untuk sistem hydraulic. Setelah proses assembli selesai proses
selanjutnya adalah pengetesan fungsi produk tersebut. Dari hasil tesfungsi didapatkan
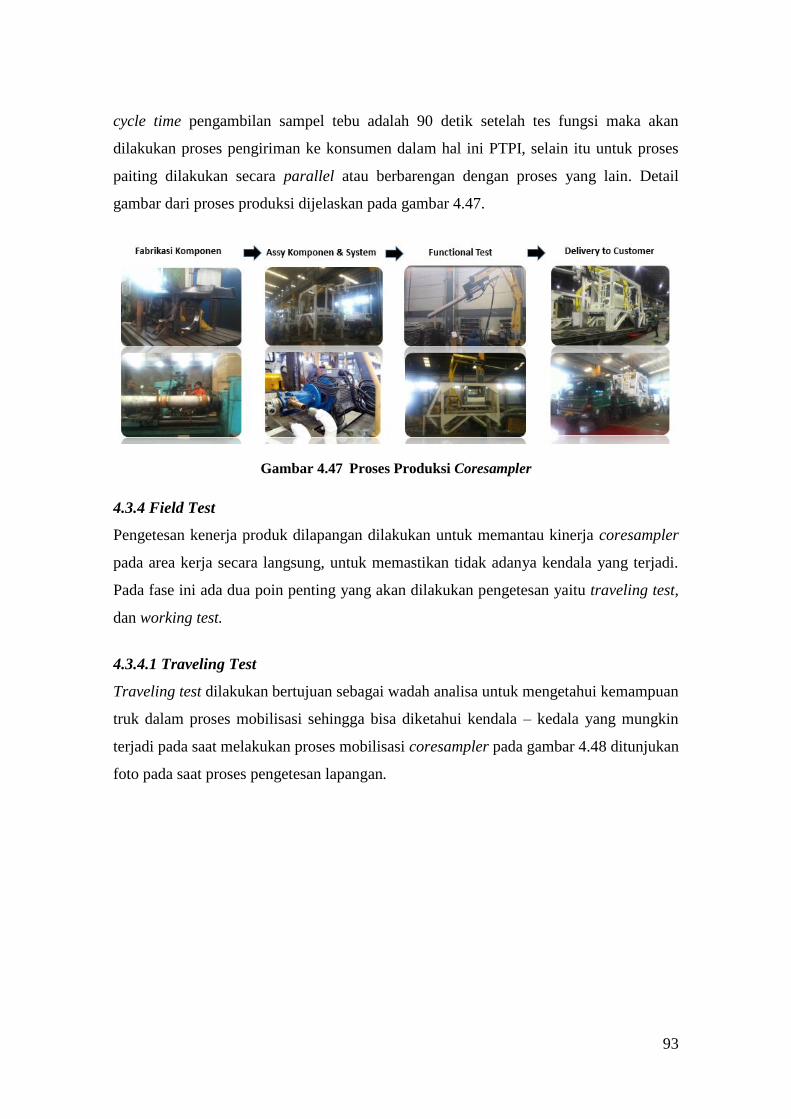
93
cycle time pengambilan sampel tebu adalah 90 detik setelah tes fungsi maka akan
dilakukan proses pengiriman ke konsumen dalam hal ini PTPI, selain itu untuk proses
paiting dilakukan secara parallel atau berbarengan dengan proses yang lain. Detail
gambar dari proses produksi dijelaskan pada gambar 4.47.
Gambar 4.47 Proses Produksi Coresampler
4.3.4 Field Test
Pengetesan kenerja produk dilapangan dilakukan untuk memantau kinerja coresampler
pada area kerja secara langsung, untuk memastikan tidak adanya kendala yang terjadi.
Pada fase ini ada dua poin penting yang akan dilakukan pengetesan yaitu traveling test,
dan working test.
4.3.4.1 Traveling Test
Traveling test dilakukan bertujuan sebagai wadah analisa untuk mengetahui kemampuan
truk dalam proses mobilisasi sehingga bisa diketahui kendala – kedala yang mungkin
terjadi pada saat melakukan proses mobilisasi coresampler pada gambar 4.48 ditunjukan
foto pada saat proses pengetesan lapangan.
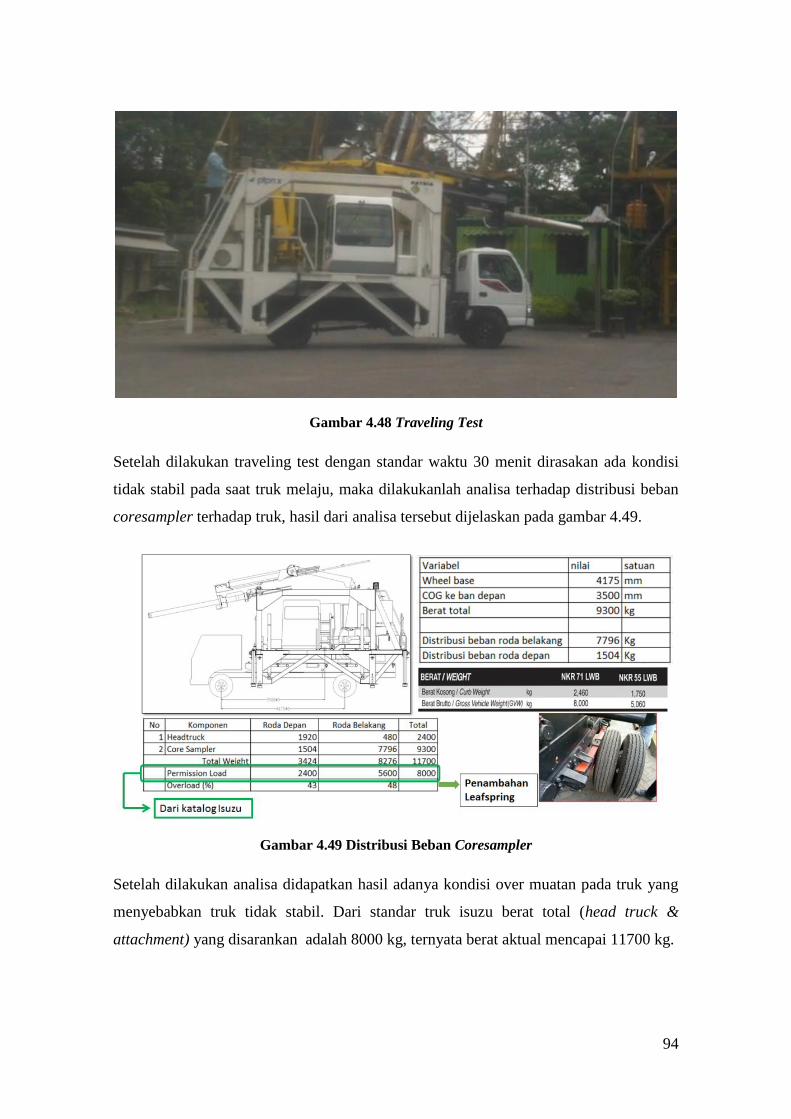
94
Gambar 4.48 Traveling Test
Setelah dilakukan traveling test dengan standar waktu 30 menit dirasakan ada kondisi
tidak stabil pada saat truk melaju, maka dilakukanlah analisa terhadap distribusi beban
coresampler terhadap truk, hasil dari analisa tersebut dijelaskan pada gambar 4.49.
Gambar 4.49 Distribusi Beban Coresampler
Setelah dilakukan analisa didapatkan hasil adanya kondisi over muatan pada truk yang
menyebabkan truk tidak stabil. Dari standar truk isuzu berat total (head truck &
attachment) yang disarankan adalah 8000 kg, ternyata berat aktual mencapai 11700 kg.

95
Setelah didapatkan analisa tersebut dilakukanlah proses komunikasi dengan pihak isuzu
dan mendapatkan hasil untuk disarankan menambahkan per daun pada roda bagian
belakang dan dengan memberikan syarat coresampler tidak boleh melakukan proses
mobilisasi dengan kecepatan diatas 30km/jam.
4.3.4.2 Working Test
Tes ini dilakukan untuk mengetahui dan memantau kinerja coresampler selama
dilapangan. Walaupun tes fungsi sudah pernah dilakukan pada saat proses produksi
namun itu belum bisa dengan penuh merepresentasikan kemampuan coresampler.
Working test dilakukan dalam kurun waktu 1 bulan di area kerja langsung PTPI
ditunjukan pada gambar 4.50.
Gambar 4.50 Proses kerja Coresampler
Setelah dilakukan tes fungsi atau tes kerja selama 1 bulan didapatkan kondisi bahwa pipe
probe mengalami kerusakan yaitu terjadi penyok diarea ujung pipa yang digunakan
sebagai pisau potong tebu yang ditunjukan pada gambar 4.51.
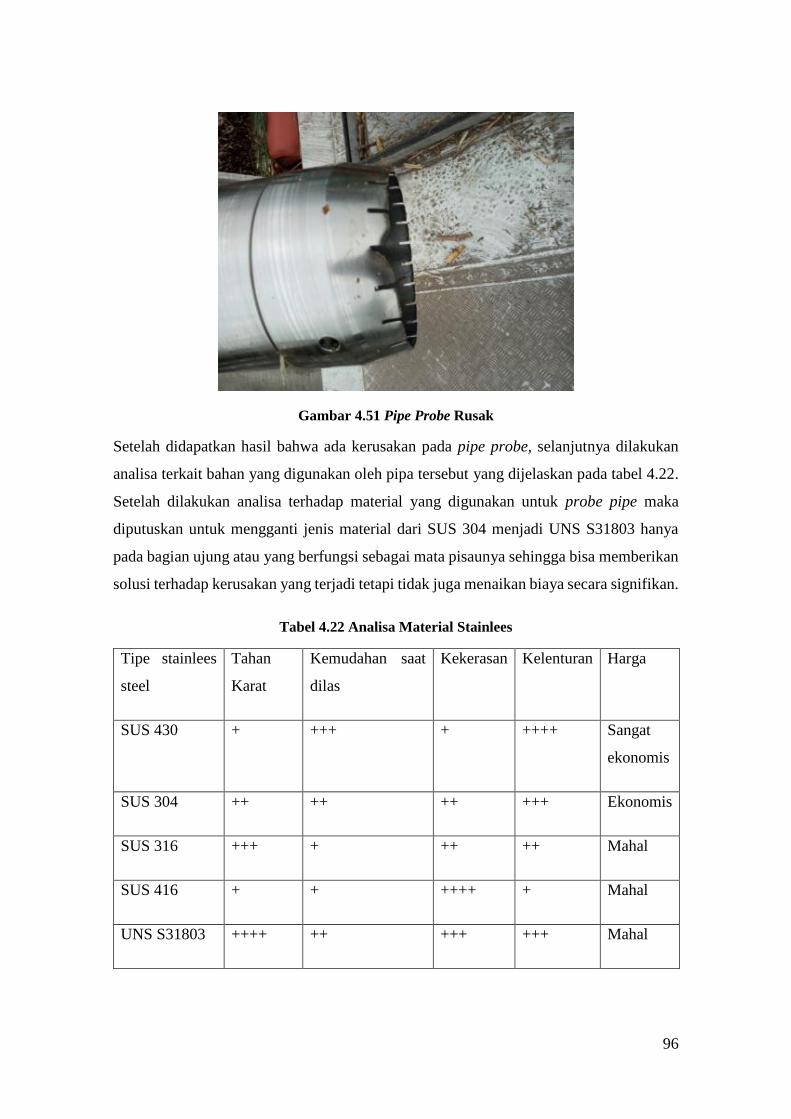
96
Gambar 4.51 Pipe Probe Rusak
Setelah didapatkan hasil bahwa ada kerusakan pada pipe probe, selanjutnya dilakukan
analisa terkait bahan yang digunakan oleh pipa tersebut yang dijelaskan pada tabel 4.22.
Setelah dilakukan analisa terhadap material yang digunakan untuk probe pipe maka
diputuskan untuk mengganti jenis material dari SUS 304 menjadi UNS S31803 hanya
pada bagian ujung atau yang berfungsi sebagai mata pisaunya sehingga bisa memberikan
solusi terhadap kerusakan yang terjadi tetapi tidak juga menaikan biaya secara signifikan.
Tabel 4.22 Analisa Material Stainlees
Tipe stainlees
steel
Tahan
Karat
Kemudahan saat
dilas
Kekerasan Kelenturan Harga
SUS 430 + +++ + ++++ Sangat
ekonomis
SUS 304 ++ ++ ++ +++ Ekonomis
SUS 316 +++ + ++ ++ Mahal
SUS 416 + + ++++ + Mahal
UNS S31803 ++++ ++ +++ +++ Mahal
97
4.3.5 Working Step Coresampler
Berikut dejalaskan proses kerja produk Coresampler dan Minilab dalam mengevaluasi
jumlah rendemen gula pada tebu.
1. Coresampler dan minilab diturunkan dari truk dan ditempatkan dalam keadaan
sejajar atau bersebelahan.
2. Tunggu truk petani yang berisi tebu diposisikan pada sebelah coresampler.
3. Coresampler melakukan proses lifting dengan mengangkat platform.
4. Coresampler melakukan pengambilan sampel tebu pada truk yang berisi tebu
dengan mekanisme memutarkan ujung probe pipe atau mata pisau sehingga tebu
bisa terpotong.
5. Coresampler memberikan sampel tebu ke minilab melalui sample hole yang ada
pada bagian atap minilab.
6. Sampel yang masuk kemudian akan dihancurkan dan dihaluskan dalam minilab.
7. Setelah sampel halus maka akan dilakukan analisa rendemen oleh minilab.
8. Setelah didapatkan angka prosentase rendemen gula, data tersebut secara otomatis
terupload kedalam jaringan perusahaan.

98
5. BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Permasalahan yang terjadi pada PT Perkebunan Indonesia yaitu kebutuhan alat yang
berfungsi untuk mengidentifikasi nilai rendemen gula pada tebu dengan cepat dan akurat.
Kebutuhan ini dapat diterjemahkan melalui metode Quality Function Deployment (QFD)
kedalam voice of customer (VOC).
Penentuan VOC sangat kritikal dalam menentukan produk yang akan didesain, oleh
karena itu tim Focus Group Disscusion (FGD) dibentuk untuk menyerap dan
menterjemahkan VOC kedalam aspek teknis produk menggunakan House Of Quality
(HOQ). Kebutuhan konsumen dapat diterjemahkan kedalam aspek teknis sehingga
terbentuklah produk dengan teknologi Analisis Rendemen Individu (ARI) yang terbagi
menajadi dua produk yaitu coresampler dan minilab. Coresampler berfungsi sebagai alat
untuk mengambil sampel tebu, dan minilab berfungsi sebagai teknologi yang
mengevaluasi kadar rendemen pada tebu, dan mengirimkan informasi tersebut secara real
time dan terintegrasi. Tiga konsep desain dikembangkan untuk mendapatkan desain yang
terbaik. Berdasarkan analisa yang telah dilakukan diperoleh desain 1&3 merupakan
pilihan desain terbaik. Pengembangan diteruskan dengan proses desain dimana penelitian
ini berfokus pada coresampler, proses desain dilakukan menggunakan software PRO-E.
Setelah desain terancang maka dilakukan proses produksi dan tes lapangan langsung pada
area kerja PTPI. Dan hasil produk tersebut bisa menjadi solusi atas permasalahan yang
dihadapi PTPI.

99
5.2 Saran
Pada penelitian ini hanya terbatas pada menganalisis coresampler yang merupakan
bagian terintegrasi dari ARI. Untuk melanjutkan analisis perlu dilakukuan penelitian
serupa untuk desain dan pengembangan minilab yang merupakan bagian penting dari
ARI.
100
DAFTAR PUSTAKA
Akao, Y. (1989), Foreword in Better Designs in Half the Tixme, King, B., Ed., Methuen,
GOAL/QPC, Methuen, MA.
Besterfield, Dale H. (2012), Quality Improvement. 9 th edition. New Jersey: Pearson
Prentice Hall.
Clausing, D. and Pugh, S. (1991), Enhanced Quality Function Deployment, Design and
Productivity International Conference, Honolulu, HI.
Dieter, G.E, & Schmidt L.C., (2009), Engineering Design, 4th edition, international
edition, McGraw-Hill, New York.
Frey, JH & Fontana, A. (1993), The Group Interview in Social Research, international
edition, DL Morgan: Succesfull Focus Group
Garvin, D.A. (1987), Competing on the eight dimensions of quality, Harv. Bus. Rev.,
65(6), 101–109.
Gregor Polancik. (2009), Empirical Research Method Poster. Jakarta
Hauser, J.R. and Clausing, D. (1988), The House of Quality, Harv. Bus. Rev.,66(3), 63–
73.
K. Yang, dan B. S. El-Haik. (2003), Design for Six Sigma. McGraw-Hill
Knodel, J. (1993), The Design and Analysis of Focus Group Studies. in Ed. DL Morgan:
Successfull Focus Group.
Kogure, M. and Akao, Y. (1983), Quality function deployment and CWQC, Japan, Qual.
Prog., 16, 25–29.
Nasution, (2003), Metode Research, Jakarta : PT. Bumi Aksara.

101
Prastowo, A. (2008), Menguasai Teknik-teknik Data Penelitian Kualitatif. Jogya: DIVA
Press
Schubert, M.A. (1989), Quality Function Deployment — A Comprehensive Tool for
Planningand Development, NAECON 89, pp. 1498–1503.
Sullivan, L. (1986), Quality function deployment, Qual. Prog., 19(6), 39–50.
Wignjosoebroto, Sritomo. (2008), Ergonomi, Studi Gerak dan Waktu. Guna Widya.
Jakarta.
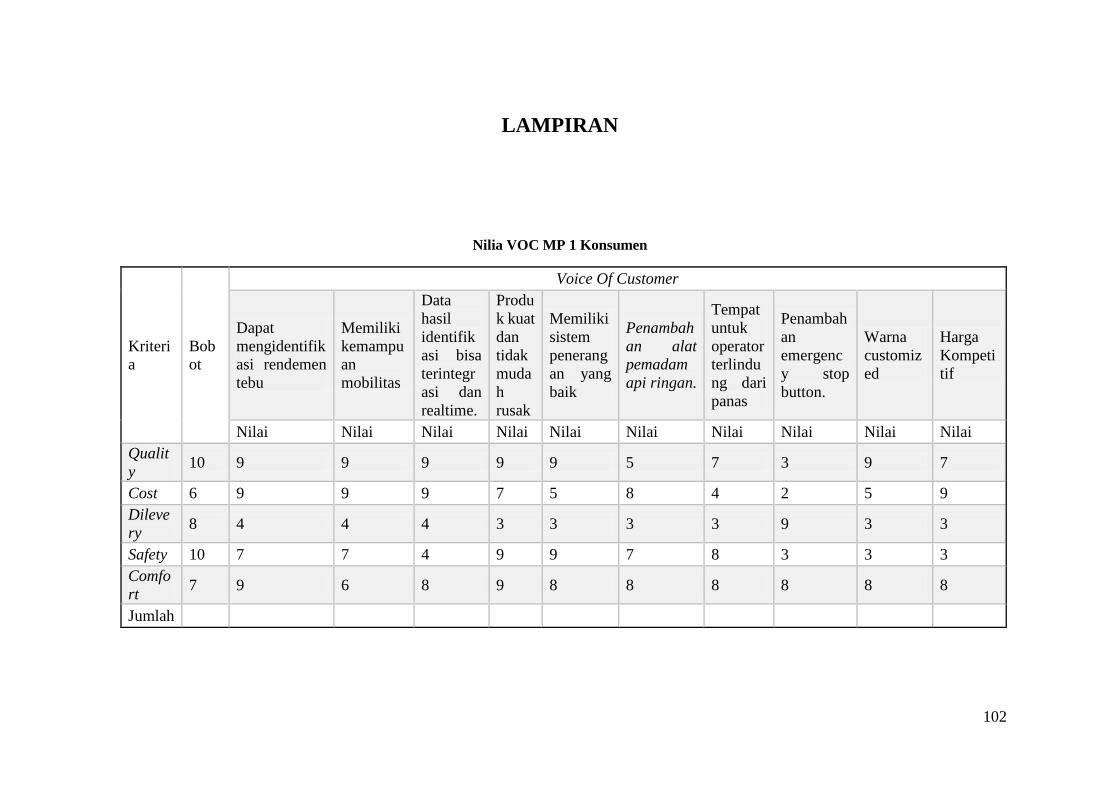
102
LAMPIRAN
Nilia VOC MP 1 Konsumen
Kriteri
a
Bob
ot
Voice Of Customer
Dapat
mengidentifik
asi rendemen
tebu
Memiliki
kemampu
an
mobilitas
Data
hasil
identifik
asi bisa
terintegr
asi dan
realtime.
Produ
k kuat
dan
tidak
muda
h
rusak
Memiliki
sistem
penerang
an yang
baik
Penambah
an alat
pemadam
api ringan.
Tempat
untuk
operator
terlindu
ng dari
panas
Penambah
an
emergenc
y stop
button.
Warna
customiz
ed
Harga
Kompeti
tif
Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai
Qualit
y 10 9 9 9 9 9 5 7 3 9 7
Cost 6 9 9 9 7 5 8 4 2 5 9
Dileve
ry 8 4 4 4 3 3 3 3 9 3 3
Safety 10 7 7 4 9 9 7 8 3 3 3
Comfo
rt 7 9 6 8 9 8 8 8 8 8 8
Jumlah
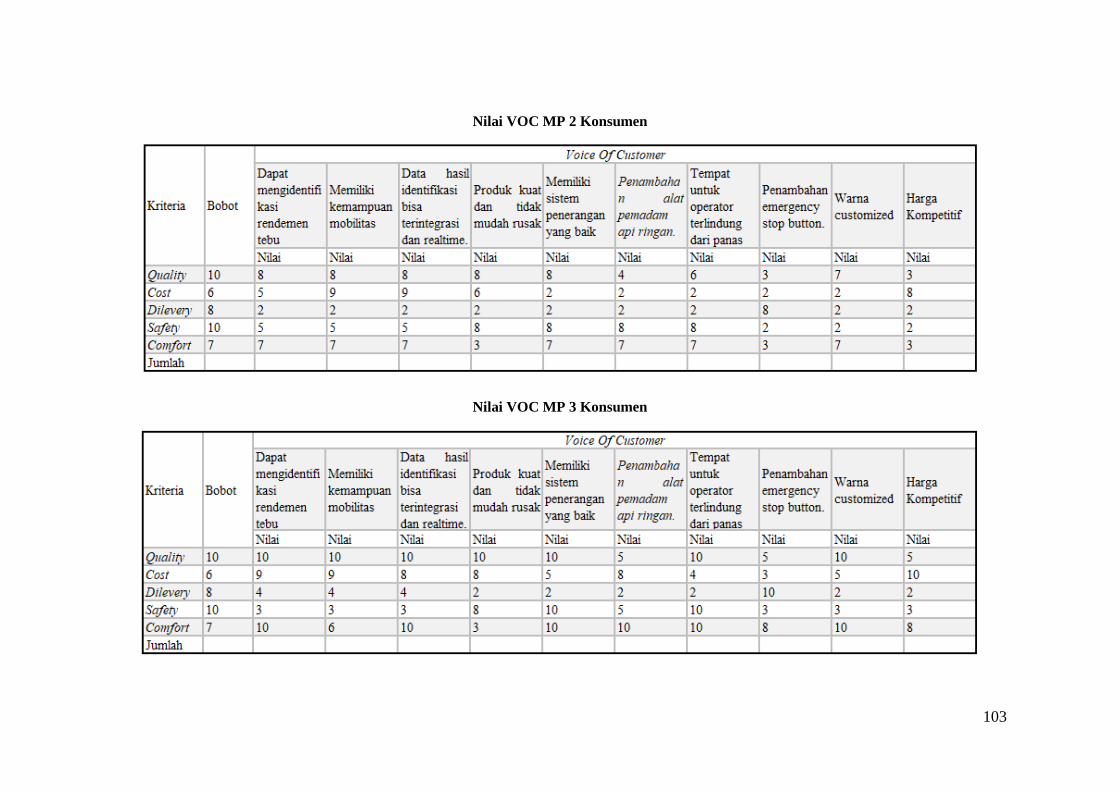
103
Nilai VOC MP 2 Konsumen
Nilai VOC MP 3 Konsumen
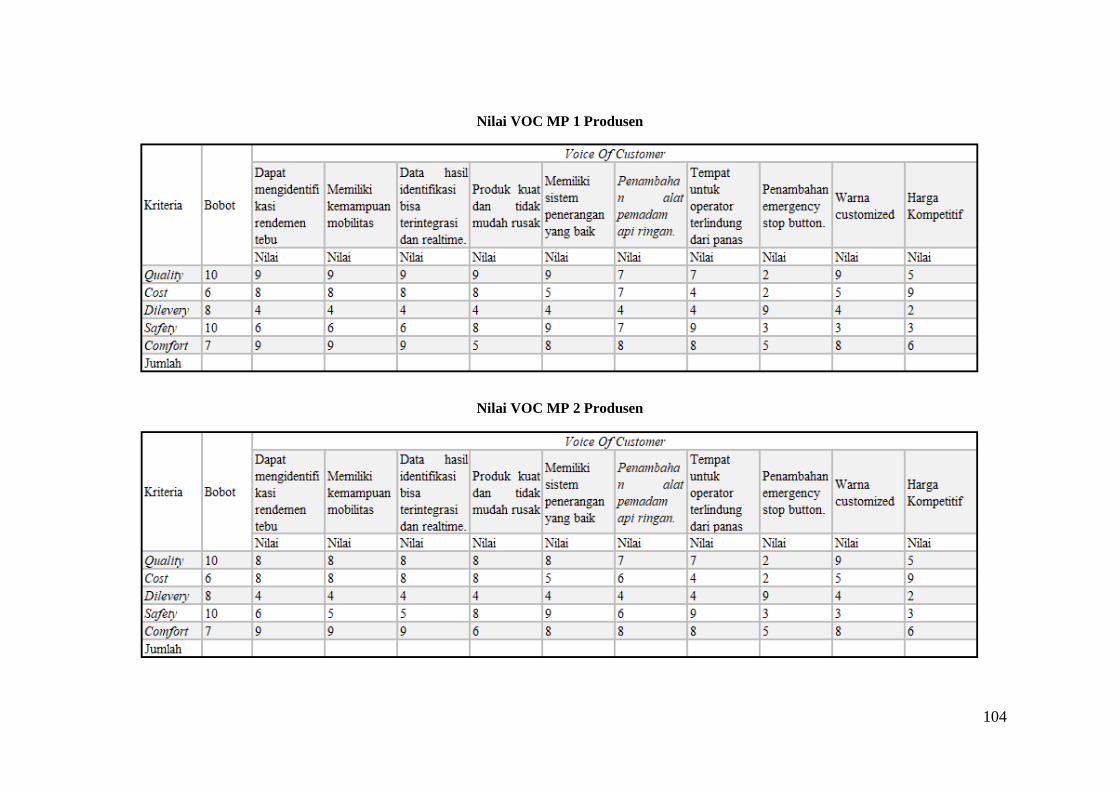
104
Nilai VOC MP 1 Produsen
Nilai VOC MP 2 Produsen
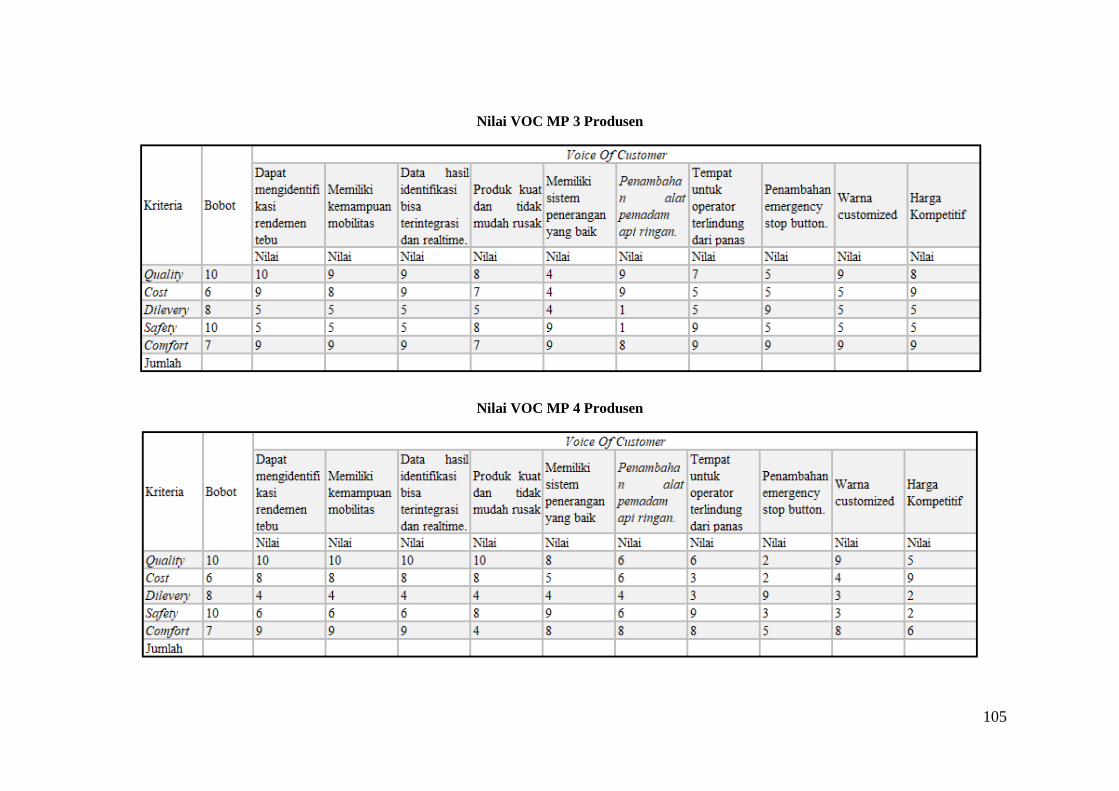
105
Nilai VOC MP 3 Produsen
Nilai VOC MP 4 Produsen
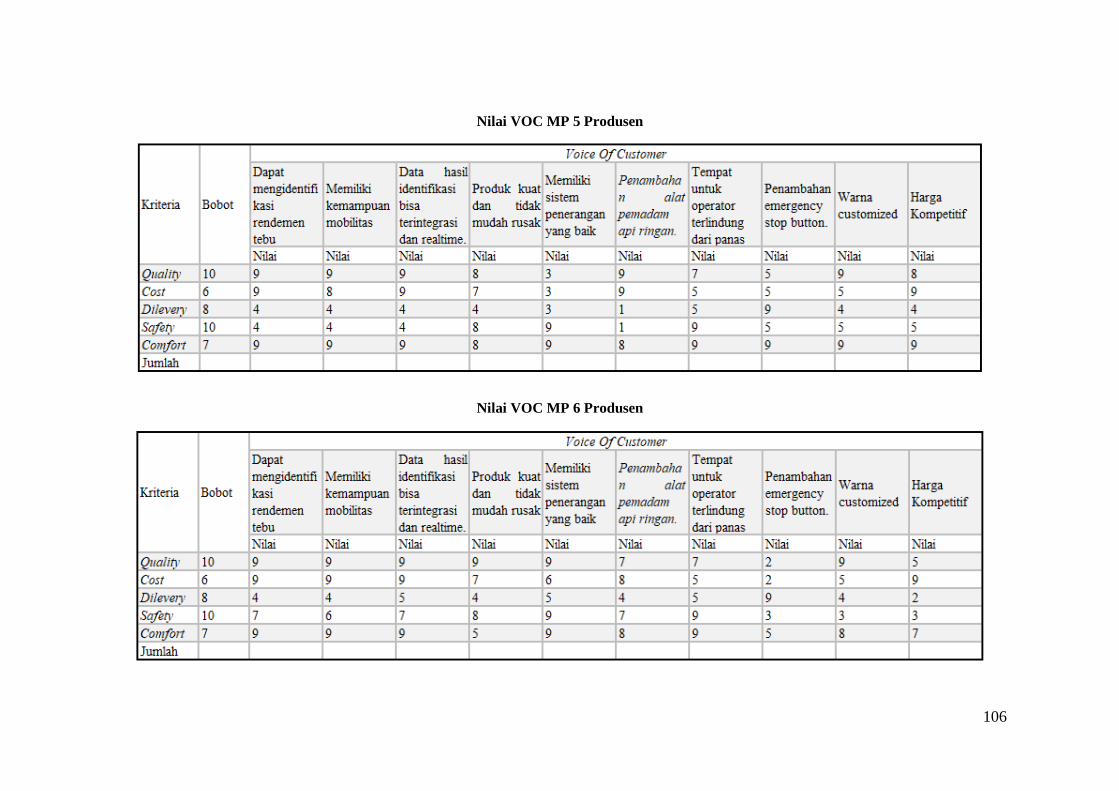
106
Nilai VOC MP 5 Produsen
Nilai VOC MP 6 Produsen
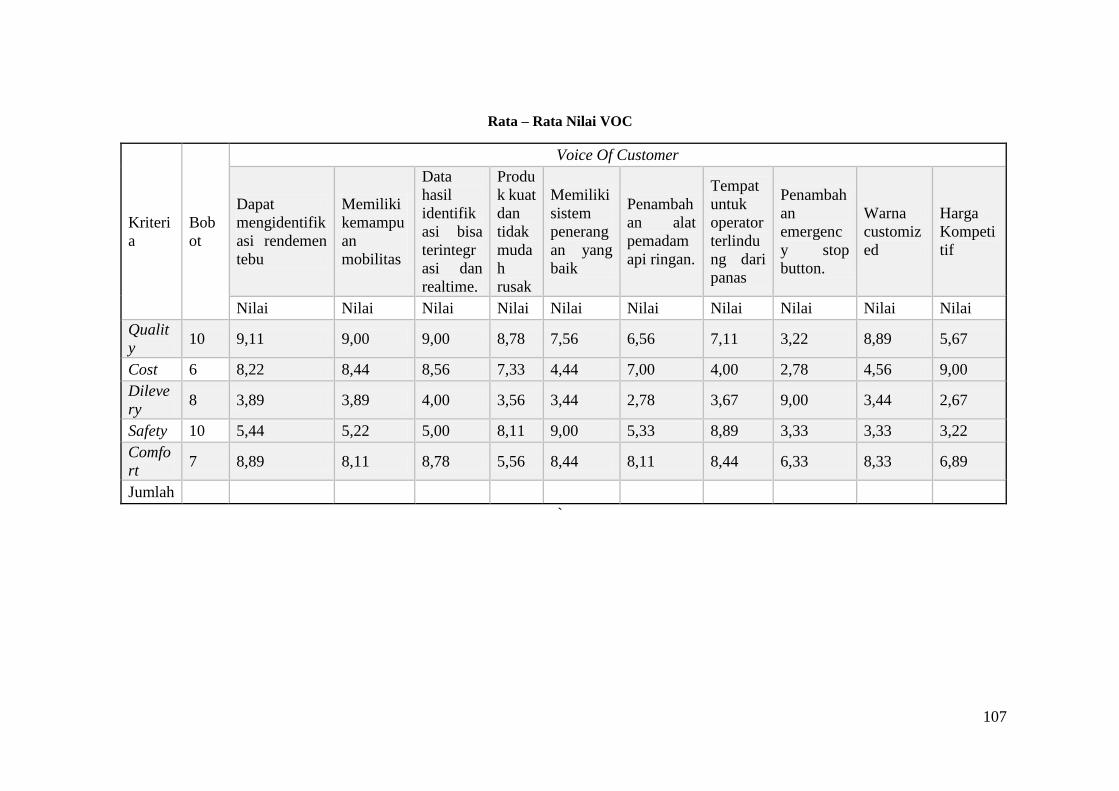
107
Rata – Rata Nilai VOC
Kriteri
a
Bob
ot
Voice Of Customer
Dapat
mengidentifik
asi rendemen
tebu
Memiliki
kemampu
an
mobilitas
Data
hasil
identifik
asi bisa
terintegr
asi dan
realtime.
Produ
k kuat
dan
tidak
muda
h
rusak
Memiliki
sistem
penerang
an yang
baik
Penambah
an alat
pemadam
api ringan.
Tempat
untuk
operator
terlindu
ng dari
panas
Penambah
an
emergenc
y stop
button.
Warna
customiz
ed
Harga
Kompeti
tif
Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai Nilai
Qualit
y 10 9,11 9,00 9,00 8,78 7,56 6,56 7,11 3,22 8,89 5,67
Cost 6 8,22 8,44 8,56 7,33 4,44 7,00 4,00 2,78 4,56 9,00
Dileve
ry 8 3,89 3,89 4,00 3,56 3,44 2,78 3,67 9,00 3,44 2,67
Safety 10 5,44 5,22 5,00 8,11 9,00 5,33 8,89 3,33 3,33 3,22
Comfo
rt 7 8,89 8,11 8,78 5,56 8,44 8,11 8,44 6,33 8,33 6,89
Jumlah
`

108