pengendalian mutu pada industri susu pasteurisasi di pt. indomilk - jakarta
DESCRIPTION
Susu merupakan suatu bahan makanan yang bernilai gizi tinggi, dimana terdapat berbagai bahan esensial yang diperlukan oleh tubuh, seperti protein, lemak, karbohidrat, itamin, dan mineral. Selain itu susu merupakan sumber protein hewani yang paling baik dibanding dengan bahan makanan lainnya. Susu tidak hanya dapat dikonsumsi dalam keadaan segar tetapi juga dalam bentuk olahan. Ada berbagai alasan atau tujuan yang melatarbelakangi timbulnya keinginan untuk mengolah susu, antara lain: kelebihan produksi susu segar, memperpanjang masa simpan susu dan memperoleh rasa atau aroma lain (Sudarwanto, 2000). Berbagai produk olahan susu yang telah dipasarkan antara lain : susu pasteurisasi, susu kental manis, susu sterilisasi, susu bubuk, metega, keju, es krim, dan lain-lain.Susu pasteurisasi adalah produk olahan susu yang diperoleh dengan proses pasteurisasi pada suhu minimal 62,8ºC selama 30 menit unuk proses LTLT (low temperature long time) atau pada suhu 75ºC selama 15 detik untuk proses HTST (high temperature short time) (Fardiaz,1992). Proses pasteurisasi pada susu dapat membunuh sebagian bakteri yang ada di dalamnya (Geniigeorgis dan Rieman, 1979 yang dikutip Nurliana, 1997). Susu pasteurisasi yang dipanaskan pada suhu 71-75ºC hanya membunuh 90-95% bakteri yang ada dalam susu (Fox dan Cameron, 1989). Penggunaan panas pada pasteurisasi tidak terlalu menimbulkan perubahan pada komposisi gizi dan rasa susu sehingga masih seperti susu segar.TRANSCRIPT

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Susu merupakan suatu bahan makanan yang bernilai gizi tinggi, dimana
terdapat berbagai bahan esensial yang diperlukan oleh tubuh, seperti protein,
lemak, karbohidrat, itamin, dan mineral. Selain itu susu merupakan sumber
protein hewani yang paling baik dibanding dengan bahan makanan lainnya.
Susu tidak hanya dapat dikonsumsi dalam keadaan segar tetapi juga dalam
bentuk olahan. Ada berbagai alasan atau tujuan yang melatarbelakangi
timbulnya keinginan untuk mengolah susu, antara lain: kelebihan produksi
susu segar, memperpanjang masa simpan susu dan memperoleh rasa atau
aroma lain (Sudarwanto, 2000). Berbagai produk olahan susu yang telah
dipasarkan antara lain : susu pasteurisasi, susu kental manis, susu sterilisasi,
susu bubuk, metega, keju, es krim, dan lain-lain.
Susu pasteurisasi adalah produk olahan susu yang diperoleh dengan proses
pasteurisasi pada suhu minimal 62,8ºC selama 30 menit unuk proses LTLT
(low temperature long time) atau pada suhu 75ºC selama 15 detik untuk proses
HTST (high temperature short time) (Fardiaz,1992). Proses pasteurisasi pada
susu dapat membunuh sebagian bakteri yang ada di dalamnya (Geniigeorgis
dan Rieman, 1979 yang dikutip Nurliana, 1997). Susu pasteurisasi yang
dipanaskan pada suhu 71-75ºC hanya membunuh 90-95% bakteri yang ada
dalam susu (Fox dan Cameron, 1989). Penggunaan panas pada pasteurisasi
tidak terlalu menimbulkan perubahan pada komposisi gizi dan rasa susu
sehingga masih seperti susu segar.
Susu pasteurisasi memerlukan pengendalian mutu yang sangat kuat dan
seksama, karena masih mengandung mikroorganisme yang dapat
menimbulkan gangguan kesehatan pada konsumen dan harus menjamin bahwa
komposisi zat gizi susu pasteurisasi tetap bagus. Adanya suatu sistem
pengendalian mutu yang baik dan terkendali akan menghasilkan produk yang
aman dikonsumsi atau sesuai dengan standart yang berlaku dan dapat
memenuhi keinginan konsumen serta meningkatkan kepercayaan konsumen

2
terhadap produk tersebut. Kepercayaan konsumen berkaitan erat dengan
keberhasilan penjualan produk di pasaran, yang menentukan keuntungan bagi
perusahaan.
PT. Indomilk, Jakarta adalah salah satu industri pengolahan susu di
Indonesia yang memproduksi susu pasteurisasi coklat dan plain (tawar) yang
mengandung lemak. Proses pengendalian mutu yang dilakukan PT Indomilk
meliputi pengendalian bahan baku, proses, mesin dan peralatan, kadar bahan
kering, jumlah mikroba dan jumlah koliform. Proses produksi susu
pasteurisasi meliputi tahap pencampuran/standarisasi bahan baku,
penyaringan, regenerasi, homogenisasi, pasteurisasi, pendinginan,
penyimpanan sementara dan pengisian.
Teknik pengendalian mutu yang digunakan adalah diagram sebab-akibat
(fishbone diagram) dan histogram. Diagram sebab-akibat (fishbone diagram)
didefinisikan sebagai diagram yang menunjukkan hubungan antara
karakteristik mutu dan faktor. Kelebihan diagram ini yaitu dapat
mengilustrasikan dengan jelas bermacam-macam penyebab yang
mempengaruhi mutu susu pasteurisasi. Sedangkan histogram efektif
digunakan dalam pengendalian mutu untuk mengetahui data-data yang tidak
normal dan mencari penyebab terjadinya penyimpanganderta dapat digunakan
untuk memperbaiki batas-batas dan mutu produk atau mengetahui hubungan
antara karakteristik produk dengaan spesifikasi produk. (Ishikawa, 1988)
1.2 Tujuan
Secara terperinci tujuan dari pembuatan makalah ini adalah
Memahami karakteristik mutu utama susu pasteurisasi.
Mempelajari faktor-faktor yang berpengaruh pada mutu susu pasteurisasi.
1.3 Manfaat
Dilihat dari tujuan yang ada manfaat yang dapat diambil adalah
Mengetahui karakteristik mutu utama susu pasteurisasi.
Mengetahui faktor-faktor yang berpengaruh pada mutu susu pasteurisasi.

3
BAB II
TINJAUAN PUSTAKA
2.1 Susu Pasteurisasi
Pada dasarnya susu yang berasal dari sapi yang sehat mengandung sedikit
mikroorganisme (Soejoedono, 1995). Setelah meninggalkan ambing, maka
susu akan terkontaminasi oleh mikroorganisme yang berasal dari tubuh sapi,
lingkungan, peralatan pemerahan dan pekerja (Kay, 1962 yang dikutip
Dwijayanti 1996). Suhu penyimpanan yang tidak sesuai dan penyimpanan
yang terlalu lama sejak diperah sampai dikonsumsi atau diolah akan
menyebabkan susu mudah rusak dan tidak layak dikonsumsi (Frazier dan
Westhoff, 1988).
Metode pengawetan bahan pangan dengan menggunakan panas sudah
lama dikenal. Salah satu cara yang sering dilakukan untuk mengawetkan
bahan pangan adalah dengan pasteurisasi (Sofos, 1993). Tujuan pasteurisasi
adalah untuk menginaktifkan sel-sel vegetatif bakteri patogen, bakteri
pembusuk dan bakteri pembentuk toksin pada pemanasan minimum sehingga
tidak terjadi kerusakan gizi susu serta faktor-faktor yang mempengaruhi mutu
bahan pangan seperti warna, tekstur, dan cita rasa (Hoobs dan Robert, 1987;
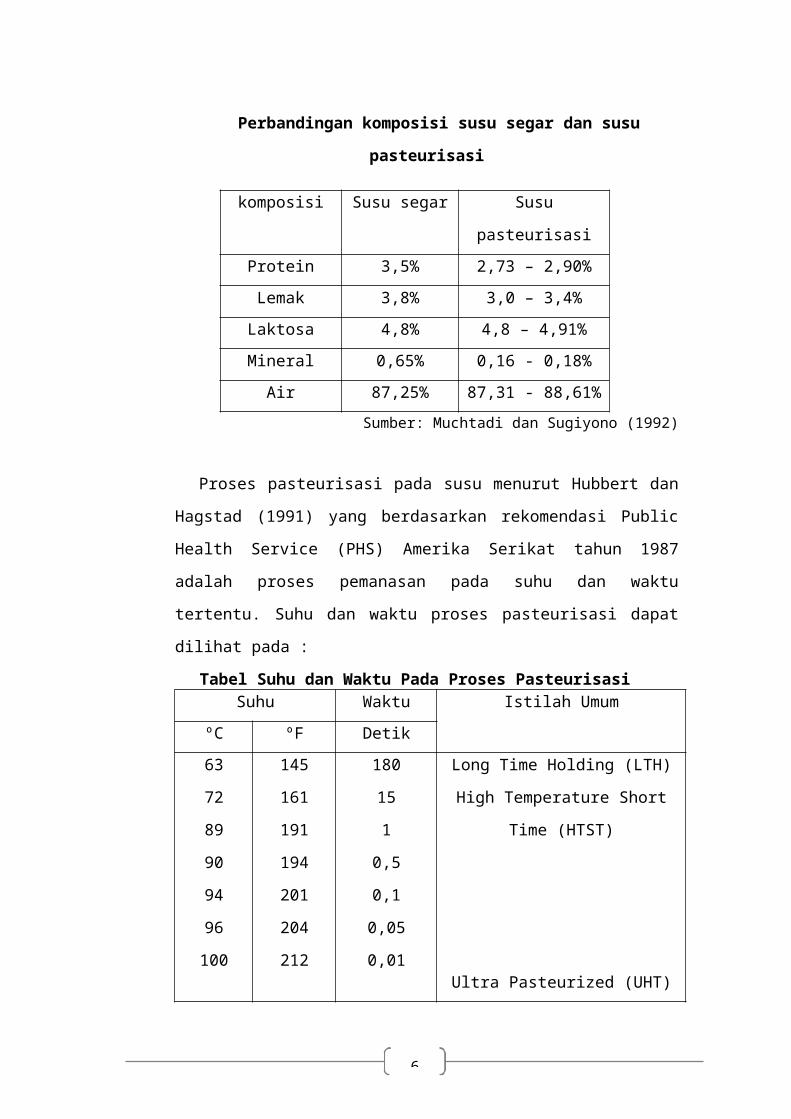
Fardiaz, 1992). Berikut adalah perbandingan komposisi susu segar dan susu
pasteurisasi dapat dilihat pada tabel:
Perbandingan komposisi susu segar dan susu pasteurisasi
komposisi Susu segar Susu pasteurisasi
Protein 3,5% 2,73 – 2,90%
Lemak 3,8% 3,0 – 3,4%
Laktosa 4,8% 4,8 – 4,91%
Mineral 0,65% 0,16 - 0,18%
Air 87,25% 87,31 - 88,61%
Sumber: Muchtadi dan Sugiyono (1992)
Proses pasteurisasi pada susu menurut Hubbert dan Hagstad (1991) yang
berdasarkan rekomendasi Public Health Service (PHS) Amerika Serikat tahun

4
1987 adalah proses pemanasan pada suhu dan waktu tertentu. Suhu dan waktu
proses pasteurisasi dapat dilihat pada :
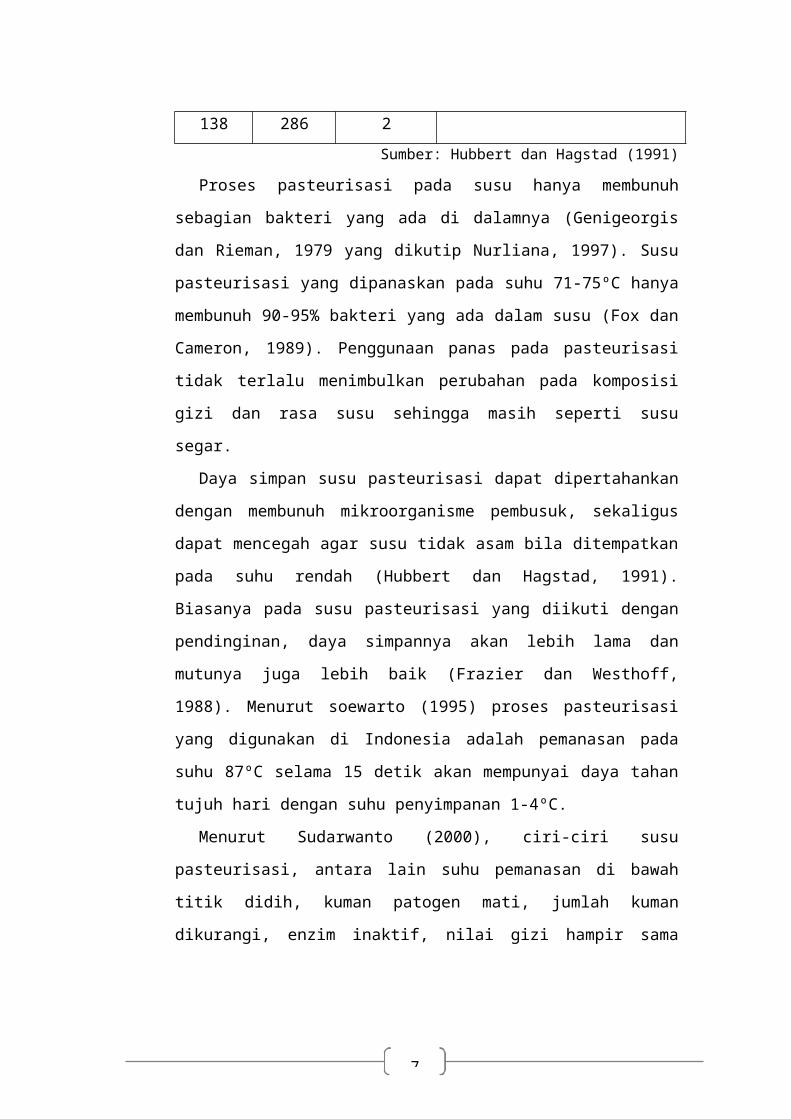
Tabel Suhu dan Waktu Pada Proses PasteurisasiSuhu Waktu Istilah Umum
ºC ºF Detik
63
72
89
90
94
96
100
138
145
161
191
194
201
204
212
286
180
15
1
0,5
0,1
0,05
0,01
2
Long Time Holding (LTH)
High Temperature Short Time
(HTST)
Ultra Pasteurized (UHT)
Sumber: Hubbert dan Hagstad (1991)
Proses pasteurisasi pada susu hanya membunuh sebagian bakteri yang ada
di dalamnya (Genigeorgis dan Rieman, 1979 yang dikutip Nurliana, 1997).
Susu pasteurisasi yang dipanaskan pada suhu 71-75ºC hanya membunuh 90-
95% bakteri yang ada dalam susu (Fox dan Cameron, 1989). Penggunaan
panas pada pasteurisasi tidak terlalu menimbulkan perubahan pada komposisi
gizi dan rasa susu sehingga masih seperti susu segar.
Daya simpan susu pasteurisasi dapat dipertahankan dengan membunuh
mikroorganisme pembusuk, sekaligus dapat mencegah agar susu tidak asam
bila ditempatkan pada suhu rendah (Hubbert dan Hagstad, 1991). Biasanya
pada susu pasteurisasi yang diikuti dengan pendinginan, daya simpannya akan
lebih lama dan mutunya juga lebih baik (Frazier dan Westhoff, 1988).
Menurut soewarto (1995) proses pasteurisasi yang digunakan di Indonesia
adalah pemanasan pada suhu 87ºC selama 15 detik akan mempunyai daya
tahan tujuh hari dengan suhu penyimpanan 1-4ºC.
Menurut Sudarwanto (2000), ciri-ciri susu pasteurisasi, antara lain suhu
pemanasan di bawah titik didih, kuman patogen mati, jumlah kuman
dikurangi, enzim inaktif, nilai gizi hampir sama dengan susu segar, spora tetap
hidup dan daya simpan dalam suhu dingin maksimum tujuh hari.

5
2.2 Mutu dan Keamanan Susu Pasteurisasi
Pengolahan susu dengan cara pasteurisasi bertujuan untuk mencegah
penularan penyakit dan mencegah kerusakan atau kehilangan zat gizi yang
terdapat dalam susu. Tetapi bila tidak ditangani dengan baik, seperti tidak
ditempatkan pada suhu rendah, maka produk tersebut akan mudah rusak
sebelum sampai ke tangan konsumen atau bahkan bisa menyebabkan
keracunan akibat mengkonsumsi susu yang mengandung bakteri patogen
(Frazier dan Westhoff, 1988).
Mutu susu pasteurisasi sangat tergantung pada kehadiran mikroorganisme.
Susu pasteurisasi yang bermutu baik adalah yang memiliki jumlah
mikroorganisme sesuai standart dan tidak terdapat mikroorganisme patogen.
Jumlah mikroorganisme pada susu pasteurisasi dipengaruhi oleh pemanasan.
Pemanasan yang terlalu tinggi, apalagi jika berlangsung lama, akan
membunuh seluruh mikroorganisme, tetapi akan menyebabkan terjadinya
kerusakan / kehilangan zat-zat gizi tertentu yang terdapat pada susu.
Sedangkan pemanasan yang terlalu rendah atau pemanasan di bawah
pemanasan minimum yang dibutuhkan unuk membunuh mikroorganisme
patogen akan membuat zat-zat gizi susu tetap utuh, tetapi tidak aman untuk
dikonsumsi karena mikrooraganisme tetap terdapat dalam susu dalam jumlah
yang tinggi.
Jumlah mikroorganisme susu pasteurisasi berada diantara 2.450-15.000
CFU/ml pada pemanasan minimum dan dapat terus meningkat karena
kontaminasi selama pasteurisasi baik secara langsung maupun tidak langsung
(Abubakar dan Noor, 1995). Diperkirakan lebih dari 30 genus bakteri terdapat
dala susu atau yang dapat mengkontaminasi susu. Jenis bakteri yang sering
ditemukan dalam susu antara lain Campylobacter jejuni, Salmonella sp,
Shigella sp, Listeria monocytogenes, Yersinia enterocolitica, Escherichia coli,
Vibrio sp, Aeromonas hydrophila, Mycobacterium bovis, Brucella sp,
Staphylococcus aureus, Clostridium botulinum, Clostridium perfringens,
Bacillus aureus dan lain-lain (Garbutt, 1997).
6
El Marrakchi et al. (1993) mengemukakan bahwa hanya susu mentah dan
produk susu dengan penanganan secara tradisional yang mengandung Listeria
monocytogenes. Oleh sebab itu, Sofos (1993) menyatakan bahwa proses
pasteurisasi dengan pemanasan 72°C selama 15 detik sangat efektif untuk
membunuh bakteri tersebut. Proses pasteurisasi juga mampu membunuh
Mycobacterium bovis dan Brucella abortus. ((Frazier dan Westhoff, 1988;
Hubbert dan Hagstad, 1991)
Penelitian yang dilakukan di Addis Ababa oleh Mahari dan Gashe (1990)
menemukan beberapa genus bakteri dalam susu pasteurisasi seperti Bacillus,
Streptococcus, Lactobacillus, Arthrobacter, Alkaligenes, Aeromonas dan
Pseudomonas. Menurut laporan Kirov, Hui dan Hayward (1993) kira-kira 4%
susu pasteurisasi terkontaminasi oleh Aeromonas karena kesalahan saat
penanganan.
Mutu susu pasteurisasi dipengaruhi oleh jumlah dan jenis mikroorganisme,
suhu dan waktu pasteurisasi (Frazier dan Westhoff, 1988), juga dipengaruhi
oleh jumlah awal mikroorganismee dalam susu mentah, kondisi saat diproses
dan kontaminasi setelah pasteurisasi (Richter et al, 1992). Untuk menjamin
mutu dan keamanan susu pasteurisasi, serta untuk mengoptimalkan daya
simpan, maka Richter et al. (1992) mengemukakan bahwa standart susu
pasteurisasi berdasarkan standart pasteurisasi Grade A, adalah sebagai berikut:
susu pasteurisasi harus didinginkan secepatnya pada suhu kurang dari 7ºC
dengan batas maksimal jumlah bakteri 20.000 CFU/ml susu, dan jumlah
koliform kurang dari 10/ml susu, serta pengujian fosfat harus negatif.
Di Indonesia peraturan yang ditetapkan untuk persyaratan mutu susu
pasteurisasi disesuaikan dengan surat keputusan direktorat jendral peternakan
nomor 17/1983, yaitu negative terhadap uji fosfat dan storch, jumlah mikroba
kurang dari 25.000 CFU/ml susu dan koliform tidak lebih dari 1 CFU/ml susu
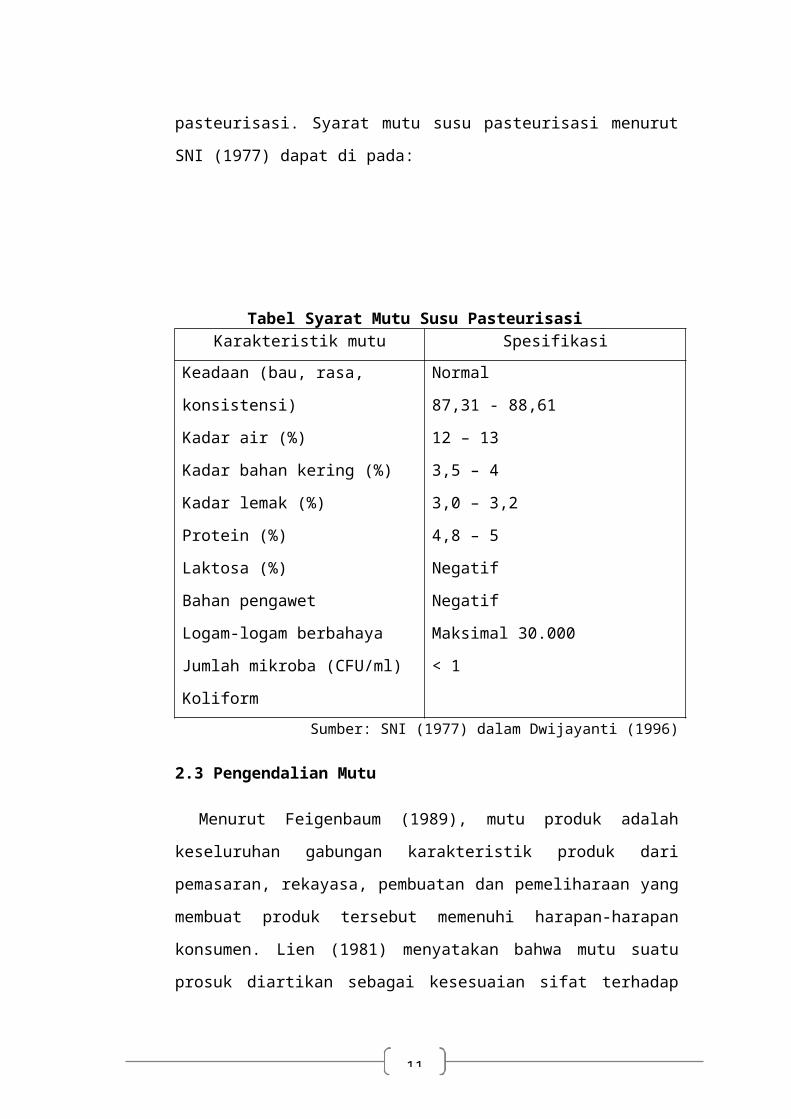
pasteurisasi. Syarat mutu susu pasteurisasi menurut SNI (1977) dapat di pada:
7
Tabel Syarat Mutu Susu PasteurisasiKarakteristik mutu Spesifikasi
Keadaan (bau, rasa, konsistensi)
Kadar air (%)
Kadar bahan kering (%)
Kadar lemak (%)
Protein (%)
Laktosa (%)
Bahan pengawet
Logam-logam berbahaya
Jumlah mikroba (CFU/ml)
Koliform
Normal
87,31 - 88,61
12 – 13
3,5 – 4
3,0 – 3,2
4,8 – 5
Negatif
Negatif
Maksimal 30.000
< 1
Sumber: SNI (1977) dalam Dwijayanti (1996)
2.3 Pengendalian Mutu
Menurut Feigenbaum (1989), mutu produk adalah keseluruhan gabungan
karakteristik produk dari pemasaran, rekayasa, pembuatan dan pemeliharaan
yang membuat produk tersebut memenuhi harapan-harapan konsumen. Lien
(1981) menyatakan bahwa mutu suatu prosuk diartikan sebagai kesesuaian
sifat terhadap derajat keunggulan yang dirumuskan dalam bentuk standart atau
spesifikasi yang jelas. Selain itu, mutu bahan berarti kumpulan beberapa sifat
yang berpengaruh nyata terhadap derajat penerimaan.
Tindakan pengendalian mutu dapat diklasifikasikan menjadi empat
macam, yaitu pengendalian rancangan baru, pengendalian bahan yang masuk,
pengendalian produk dan kajian proses khusus. Pengendalian rancangan baru
meliputi pembentukan dan spesifikasi mutu dari segi biaya, keamanan dan
keterandalan yang diperlukan untuk memenuhi kepuasan konsumen, serta
mencari kemungkinan sumber-sumber gangguan mutu sebelum dilakukan
produksi. Pengendalian produk adalah pengendalian dari sumber produksi
hingga pemasaran, sehingga penyimpangan-penyimpangan mutu dapat
dikoreksi sebelum produk-produk yang cacat atau tidak sesuai dihasilkan.
Kajian proses khusus melibatkan penyelidikan dan pengujian untuk
menetapkan tempat penyebab terjadinya produk-produk yang tidak sesuai

8
untuk memperbaiki karakteristik mutu dan untuk menjamin bahwa perbaikan
atau tindakan korektif sudah permanen (Feigenbaum, 1989)
2.4 Teknik-Teknik Pengendalian Mutu
Menurut perhimpunan manajemen mutu Indonesia (1986), teknik-teknik
yang umum digunakan pada program pengendalian mutu ada tujuh piranti
(steven tools), yaitu:
1. Lembar pemeriksaan (check sheet)
2. Pengelompokan atau stratifikasi
3. Diagram pareto
4. Histogram
5. Diagram pencar (scalter diagram)
6. Diagram sebab – akibat (fishbone diagram)
7. Bagan kendali (control chart)
Lembar pemeriksaan (check sheet) terutama digunakan unuk
memindahkan pengumpulan data dan mengatur data secara otomatis sehingga
memudahkan penggunaan selanjutkan (Kume, 1989).
Barra (1986) menyatakan bahwa diagram pareto digunakan untuk
mewujudkan analisis data menjadi angka-angka dan persentsenya sehingga
memperjelas masalah-masalah yang penting (utama) dan masalah-masala yang
tidak penting, selanjutnya dengan diagram pareto akan dihasikan gagasan
untuk pemecahan masalah tersebut.
Menurut Ishikawa (1988), diagram pencar (scatter diagram) digunakan
untuk mengumpulkan beberapa grup data yang berhubungan, kemudian
digambarkan dalam bentuk grafik. Sedangkan diagram sebab-akibat (fishbone
diagram) didefinisikan sebagai diagram yang menunjukan hubungan antara
karakteristik mutu dan faktor. Diagram sebab-akibat mampu mengilustrasikan
dengan jelas bermacam-macam penyebab yang mempengaruhi mutu suatu
produk.
Ishikawa (1988) menyatakan bahwa histogram efektif digunakan dala
pengendalian mutu untuk mengetahui data-data yang tidak normal dan
mencari penyebab terjadinya penyimpangan serta dapat digunakan untuk
9
memperbaiki batas-batas dan mutu produk.Selain itu dengan histogram dapat
dilihat hubungan antara karakteristik produk dengan spesifikasi produk.
Bagan kendali (control chart) merupakan grafik kronologis (jam ke jam
atau hari ke hari, dan lain-lain) yang membandingkan karakteristik mutu nyata
produk dengan batas kemampuan mutu produksi produk tersebut yang
ditunjukan dengan pengalaman dan pengamatan dimasa lalu (Feigenbaum,
1989). Menurut Lawrence (1986), bagan kendali adalah perangkat statistika
yang memungkinkan suatu organisasi untuk mengetahui dan memantau
konsistensi suatu proses atau produk yang dihasilkan melalui pengamatan
proses yang sedang berlangsung dan proses yan lalu, dengan menggunakan
prinsip-prinsip statistika dalam penyelesaiannya.
Diagram Sebab-Akibat
Diagram sebab-akibat (fishbone diagram) digunakan untuk menemukan
faktor-faktor yang berpengaruh pada mutu susu pasteurisasi. Diagram sebab-
akibat dapat menunjukkan hubungan antara karakteristik mutu dan faktor.
Diagram sebab-akibat mampu mengilustrasikan dengan jelas bermacam-
macam penyebab yang mempengaruhi mutu suatu produk. Langkah
pembuatan diagram sebab-akibat adalah sebagai berikut:
a. Menentukan masalah atau sesuatu yang akan diperbaiki. Masalah
tersebut digambarkan dalam sebuah kotak di sebelah kanan dari garis
panah utama.
b. Mencari faktor-faktor utama yang berpengaruh dan diberi garis panah
cabang yang mengarah ke panah utama.
c. Mencari lebih lanjut faktor-faktor yang lebih terperinci dan
berpengaruh pada faktor utama tersebut, dituliskan di sebelah kanan
dan kiri dari panah cabang serta dihubungkan dengan garis panah
yang mengarah ke panah cabang.
d. Mencari penyebab-penyebab utama dari diagram yang sudah lengkap
dengan menganalisa data yang ada. Jika tidak ada, dipilih faktor-
faktor yang diduga sangat berpengaruh untuk menentukan ukuran
penyebab.
10
Struktur diagram sebab-akibat yang akan digunakan dapat dilihat pada
gambar dibawah (Ishikawa, 1998) :
Histogram
Histogram digunakan untuk melihat hubungan antara karakteristik produk
dengan spesifikasi produk atau untuk mengetahui apakah produk berada di
dalam atau di luar spesifikasi. Histogram efektif digunakan dalam
pengendalian mutu untuk mengetahui data-data yang tidak normal dan
mencari penyebab terjadinya penyimpangan serta dapat digunakan untuk
memperbaiki batas-batas dan mutu produk. Selain itu dengan histogram dapat
dilihat hubungan antara karakteristik produk dengan spesifikasi produk.
Langkah-langkah pembuatan histogram (Kume, 1989) adalah sebagai berikut:
a. Penentuan parameter mutu
b. Pengumpulan data
c. Perhitungan kisaran (R), penentuan batas interval kelas (h), batas
kelas dan titik tengah kelas
d. Pembuatan tabel frekuensi (f)
e. Pembuatan histogram : sumbu horizontal ditandai dengan nilai batas
kelas dan sumbu vertikal ditandai dengan skala frekuensi
f. Penggambaran garis rata-rata dan batas spesifikasi
g. Penulisan keterangan yang diperlukan
h. Analisis histogram
11
BAB III
PEMBAHASAN
Secara garis besar, proses produksi susu pasteurisasi yang dilakukan oleh
PT. Indomilk meliputi tahap pencampuran/standarisasi bahan baku,
penyaringan, regenerasi, homogenisasi, pasteurisasi, pendinginan,
penyimpangan sementara dan pengisian (filling).
Bahan baku, terutama susu segar (fresh milk) harus distandardisasi terlebih
dahulu, yang bertujuan untuk menyesuaikan kadar lemak dan total bahan
kering minimal yang harus dipenuhi untuk memproduksi susu pasteurisasi
yang di PT. indomilk disebut dengan pasteurized liquid milk (PLM).
Umumnya susu segar yang digunakan masih dicampur dengan susu bubuk
skim di dalam tangki pencampur agar tercapai kadar lemak dan total bahan
kering sesuai dengan jenis susu pasteurisasi yang dibuat. Pencampuran diawali
dengan pemanasan susu segar dengan air hingga mencapai suhu kurang lebih
50ºC untuk plain dan kurang lebih 60ºC untuk susu pasteurisasi rasa coklat.
Tujuan pemanasan ini adalah untuk membantu mempermudah pelarutan
bahan-bahan yang ditambahkan. Untuk pembuatan susu pasteurisasi rasa
coklat, bahan-bahan tambahan seperti coklat, gula, vitamin dan zat penstabil
dimasukkan ke dalam tangki pencampuran kedua. Campuran susu kemudian
di pompa ke dalam balance tank.
Tahap selanjutnya dilakukan penyaringan dengan menggunakan nylon
filter berukuran lubang 200 μm dan steel berukuran 300 μm untuk
memisahkan/menyaring kotoran atau bahan-bahan yang tidak larut.
Selanjutnya susu segar yang masih mentah akan dipanaskan dengan
penggunaan medium pemanas yaitu berupa plat-plat regenerator, suhu susu
yang keluar berkisar 60ºC.
Proses homogenisasi dilakukan di dalam homogenizer. Di dalam
homogenizer campuaran susu ditekan oleh piston berkekuatan 500 psi. Tujuan
homogenisasi adalah untuk memecahkan butiran lemak sehingga tercapai
ukuran kurang dari dua micron sehingga lemak tambahan dapat bercampur
rata dengan bahan susu lain dan tidak terjadi pemisahan lemak ke bagian atas.

12
Setelah homogen, susu dipompa ke dalam pasteurizer untuk dipasteurisasi.
Proses pasteurisasi dilakukan pada suhu 87ºC selama 32 detik dengan
memakai system high temperature short time (HTST). Alat untuk pasteurisasi
ini disebut plate heat exchanger.Proses pasteurisasi bertujuan untuk
membunuh Bakteri patogen, karena pemanasan di bawah titik didih, tidak
semua bakteri mati sehingga susu pasteurisasi belum bebas dari bakteri.
Karena masih terdapat bakteri, susu pasteurisasi mempunyai daya tahan yang
relative singkat.
Selanjutnya susu mengalir melalui flow diversion valve ke cooler dan
terjadi penurunan suhu susu sampai ke kisaran 64ºC. pada cooler suhu
didinginkan dengan menggunakan medium air dingin biasa dengan suhu
berkisar 17-18ºC. tahapan selanjutnya susu dialirkan ke chiller dan
didinginkan hingga suhunya berkisar 4-6ºC. selanjutnya susu dimasukkan ke
angki penyimpanan (storage vat) yang suhunya kurang dari 10ºC untuk
selanjutnya dilakukan analisis mutu, seperti mutu kadar bahan kering, pH,
kadar lemak oleh laboratorium pengendalian mutu. Pada tangki ini, susu dapat
bertahan sampai enam jam, pada suhu dibawah 9ºC.
Susu pasteurisasi yang telah memenuhi standart mutu dialirkan ke ruang
pengisian. Susu pasteurisasi diisikan ke kemasan karton dalam berbagai
ukuran, pengisian dan pelabelan dilakukan oleh mesin Hercules. Setelah
selesai diisi susu pasteurisasi disimpan di cold room dengan suhu 2-4ºC
selama dua hari untuk menunggu hasildari laboratorium mikrobiologi terhadap
jumlah mikroba dan jumlah koliform. Apabila hasil pengujian dari
laboratorium telah memenuhi standar maka produk tersebut boleh dipasarkan.
Lama susu pasteurisasi berada di pasaran sekitar 6-7 hari setelah itu ditarik
kembali. Untuk susu pasteurisasi yang kondisinya masih baik diolah kembali
menjadi produk susu olahan lainnya dan jika susu pasteurisasi sudah rusak
akan dibuang.
Diagram alir proses pembuatan susu pateurisasi yang dilakukan oleh PT.
Indomilk, Jakarta dapat dilihat pada gambar.

13
Diagram alir proses pembuatan susu pateurisasi di PT. Indomilk, Jakarta.
Analisis Faktor-Faktor Yang Mempengaruhi Mutu
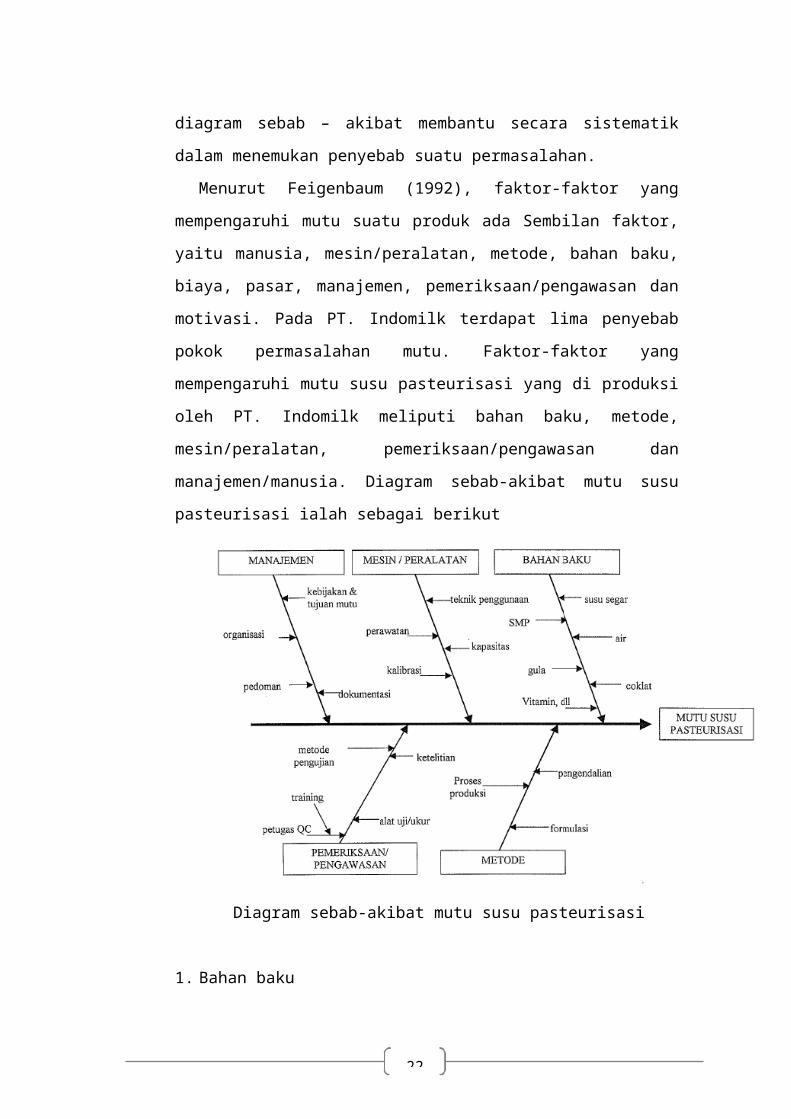
Diagram sebab – akibat digunakan untuk menemukan faktor-faktor yang
berpengaruh pada mutu susu pasteurisasi. Menurut ISO dan UNCTAD/GATT
(1933), diagram sebab – akibat membantu secara sistematik dalam
menemukan penyebab suatu permasalahan.
Menurut Feigenbaum (1992), faktor-faktor yang mempengaruhi mutu
suatu produk ada Sembilan faktor, yaitu manusia, mesin/peralatan, metode,
bahan baku, biaya, pasar, manajemen, pemeriksaan/pengawasan dan motivasi.
Pada PT. Indomilk terdapat lima penyebab pokok permasalahan mutu. Faktor-
faktor yang mempengaruhi mutu susu pasteurisasi yang di produksi oleh PT.
Indomilk meliputi bahan baku, metode, mesin/peralatan,
pemeriksaan/pengawasan dan manajemen/manusia. Diagram sebab-akibat
mutu susu pasteurisasi ialah sebagai berikut
14
Diagram sebab-akibat mutu susu pasteurisasi
1. Bahan baku
Bahan baku yang digunakan oleh PT. Indomilk untuk pembuatan susu
pasteurisasi terdiri dari bahan baku utama yaitu susu segar dan bahan baku
tambahan seperti susu bubuk skim/skim milk powder (SMP), krim susu, gula
pasir, penstabil, bubuk coklat dan flavor. Bahan baku tersebut diperoleh baik
dari pemasok local maupun import. Susu segar dan gula diperoleh dari
pemasok local, sedangkan susu bubuk skim dan krim susu diimport dari
Eropa, Australia dan Selandia Baru.
Mutu bahan baku merupakan faktor utama dalam menghasilkan produk
yang berkualitas. Menurut Herschdoerfer (1986) yang dikutip Nuriliana
(1997) menyatakan bahwa mutu susu pasteurisasi sangat dipengaruhi oleh
mutu susu segar.
Pengendalian mutu bahan baku di PT. Indomilk dilakukan dengan cara
menetapkan batas spesifikasi untuk setiap jenis bahan baku yang masuk. Susu
segar, misalnya, ditetapkan standart kadar lemak 3,0%, pH ± 6,5 dan hasil uji
alcohol 70% harus negative. Sedangkan untuk gula, harus mempunyai tingkat
kemurnian 99,8% dan kadar air maksimum 6%.

15
Mutu susu segar tergantung pada beberapa faktor, seperti sapi perah,
manusia, lingkungan dan kebijakan perusahaan. Hal-hal yang berpengaruh
pada sapi perah antara lain faktor genetika, umur sapi, pakan dan
pemeliharaan ternak. Faktor manusia melibatkan sikap mental dan tanggung
jawab peternak dalam hal pemeliharaan ternak maupun kebersihan peralatan
memerah dan lingkungannya, sehingga susu segar yang diperoleh semaksimal
mungkin terhindar dari kontaminasi.
Faktor lingkungan seperti lokasi peternakan yang jauh letaknya dari unit
pengumpulan susu menyebabkan selang waktu yang cukup lama sebelum susu
dapat disimpan dalam cooling uint, sehingga mutu susu segar sudah menurun.
Kebijaksanaan perusahaan dengan menetapkan system denda dan bonus juga
dapat memacu peternakan guna meningkatkan mutu susu segar yang
dihasilkan.
Kadar lemak merupakan salah satu dasar penerimaan dan penolakaan serta
harga susu yang dipasok oleh produsen susu segar. Susu segar yang dipasok
oleh koperasi-koperasi susu ke PT. Indomilk mempunyai kadar lemak berkisar
2,8 – 3,9%. Susu segar dengan kadar lemak < 2,8 tidak diterima (ditolak).
Mutu gula juga berperan penting dalam menghasilkan produk susu
pasteurisasi yang berkualitas baik. Agar mutu gula terkendali, perusahaan
melakukan seleksi pemaso, secara umum, mutu bahan, mutu bahan baku
dipengaruhi oleh sifat fisik bahan baku, seperti keragaman dan kemurnian,
serta sifat kimiawi bahan baku (komposisi).
Untuk menjain mutu bahan baku yang diterima berkualitas baik,
diperlukan pengendalian yang tepat erhadap berbagai karakteristik mutu yang
ditetapkan. Hal ini merupakan tahapan yang paling penting untuk
menghasilkan produk susu pasteurisasi seperti yang diharapkan yaitu susu
pasteurisasi yang berkualitas tinggi. Tanpa bahan baku yang bermutu baik,
sangat tidak mungkin menghasilkan produk susu pasteurisasi yang berkualias,
sehingga hal ini harus benar-benar dikendalikan.
Syarat mutu bahan baku utama susu segar yang ditetapkan PT. Indomilk
dapat dilihat pada tabel.

16
Syarat mutu susu segar PT.Indomilk, Jakarta
Pengujian Syarat Kualitas
Berat jenis 1,0270 – 1,0350
Uji alcohol 70% Negatif
Kadar lemak 3,3%
Resazurin test 4 jam (maksimum)
Titik beku -0,526 sampai -0,560
Keasaman 0,18% (maksimum)
pH 6,6 – 6,7
Kadar bahan kering 11,00 – 12,08%
Kadar bahan kering tanpa lemak 7,7 – 8,0%
Kadar air 87,2%
Bakteri pathogen Negatif
Jumlah koloni bakteri per ml 1x106 (maksimum)
Organoleptik (bau, rasa, dan
warna)
Standart
Sumber: Quality Control PT. Indomilk, Jakarta
2. Metode
Faktor lain yang mempengaruhi mutu susu pasteurisasi adalah metode,
seperti formulasi, proses produksi dan pengendalian. Formulasi bahan baku
merupakan tahap awal yang penting sebelum memasuki tahap proses
produksi. Perhitungan rasio bahan baku yang tepat akan mendukung
tercapainya komposisi produk akhir yang tepat. Proses produksi meliputi
tahap-tahap proses yang dilakukan dan kondisi proses yang digunakan.
Sedangkan pengendalian mencakup pengendalian mutu bahan baku,
pengendalian mutu proses dan pengendalian mutu produk akhir.
3. Mesin / Peralatan
Mesin/peralatan menentukan mutu produk susu pasteurisasi yang
dihasilkan oleh PT. Indomilk. Faktor-faktor yang menunjang diantaranya
17
adalah teknik penggunaan, perawatan, kalibrasi, dan kapasitas
mesin/peralatan.
Teknik penggunaan melibatkan cara pengoperasian mesin/peralatan
produksi. Kesalahan dalam teknik penggunaan dapat menyebabkan
penyimpangan/ keragaman mutu produk yang dihasilkan. Sehubungan dengan
hal tersebut, perlu adanya prosedur operasional standar (standard operational
procedurs / SOP) ataupun deskripsi kerja untuk setiap tahap proses produksi.
Berdasarkan pedoman tersebut, maka pekerja / operator semaksimal mungkin
dapat terhindar dari kesalahan pengoperasian mesin/peralatan.
Agar mesin/peralatan tidak cepat rusak, perlu adanya perawatan berkala,
dan untuk menjamin bahwa mesin/peralatan tetap menghasilkan output sesuai
standar, perlu dilakukan kalibrasi secara teratur.Dengan demikian penggunaan
mesin/peralatan dapat efektif dan efesien.
Kapasitas mesin/peralatan secara tidak langsung ikut menunjang mutu
produk yang dihasilkan. Kapasitas berhubungan dengan jumlah dan
kemampuan atau efesiensi mesin/peralatan yang digunakan.
4. Pemeriksaan / Pengawasan
Pada tahapan tertentu dalam proses produksi perlu dilakukan
pemeriksaan / pengawasan terutama pada tahap-tahap yang menjadi critical
control point. Faktor-faktor yang termasuk di dalamnya adalah petugas
pengendalian mutu (quality control), alat uji / ukur, metode pengujian dan
ketelitian.
Petugas-petugas pengendalian mutu yang benar-benar ahli di bidangnya
sangat diperlukan agar mutu produk terkendali dengan baik. Guna
meningkatkan keahlian tersebut dapat dilakukan pelatihan-pelatihan dalam hal
pengendalian mutu, khususnya pengendalian mutu produk susu pasteurisasi.
Peralatan uji / ukur yang terpelihara dengan baik ikut menunjang
tercapainya mutu produk yang diinginkan. Ketelitian melibatkan faktor
manusia dan alat yang digunakan. Agar ketelitian / ketepatan hasil
pengukuran dapat dipertahankan, maka perlu dilakukan kalibrasi alat secara
berkala.
18
Faktor lain yang termasuk dalam pemeriksaan / pengawasan adalah
metode pengujian. Untuk itu diperlukan deskripsi kerja secara tertulis dan
jelas mengenai prosedur/metode yang digunakan untuk setiap karakteristik
mutu yang diukur.Dengan demikian petugas-petugas penendalian mutu dapat
bekerja sesuai acuan yang telah ditetapkan.
5. Manajemen
Faktor-faktor manajemen meliputi organisasi, kebijakan dan tujuan mutu,
pedoman mutu serta dokumentasi. ISO dan UNCTAD / GATT (1993),
menyatakan bahwa perusahaan harus mengorganisasikan dirinya, sehingga
faktor teknis, administratif dan manusia yang mempengaruhi mutu dapat
dikendalikan.
Kebijakan mutu adalah keseluruhan maksud dan tujuan perusahaan yang
berkaitan dengan mutu, yang secara formal ditetapkan oleh pempinan
puncak.Sedangkan pedoman mutu mencakup tindakan-tindakan yang harus
dilakukan dan system yang harus dikembangkan guna mengendalikan faktor-
faktor yang berhubungan dengan mutu. Pedoman tersebut antara lain meliputi
tujuan mutu yang akan dicapai, prosedur-prosedur khusus dalam instruksi
kerja, pengawasan / pengujian mutu serta hal-hal penting lainnya yang
berhubungan dengan mutu.
Faktor manajemen selanjutnya adalah dokumentasi.Pedoman mutu, uraian
prosedur, laporan audit mutu dan catatan mutu lainnya harus tertulis dan
didokumentasikan secara sistematis.Dengan demikian keseluruhan unsur mutu
dapat terlihat dan terdefinisikan secara jelas.
Analisis Mutu
1. Kadar bahan kering
Untuk mengetahui keadaan kadar bahan kering susu pasteurisasi coklat
dan susu pasteurisasi plain yang diproduksi oleh PT. Indomilk, Jakarta
dilakukan analisis terhadap kadar bahan kering dengan menggunakan analisis
histogram. Distribusi frekuensi kadar bahan kering dapat dilihat pada table:
19
Distribusi frekuensi kadar bahan kering susu pasteurisasi coklat
Distribusi frekuensi kadar bahan kering susu pasteurisasi plain
Nilai rata-rata bahan kering untuk susu pasteurisasi coklat adalah 19,23%
dengan standar deviasi 0,71 dan produk susu pasteurisasi plain diperoleh rata-
rata kadar bahan kering sebesar 12,52% dengan standar deviasi 0,31. Jika
dibandingkan dengan standar perusahaan, maka nilai rata-rata bahan kering
produk susu pasteurisasi coklat dan plain berada dalam batas spesifikasi
perusahaan. Batas spesifikasi perusahaan untuk kadar bahan kering produk

20
susu pasteurisasi coklat adalah 19,2% - 19,8% dan susu pasteurisasi plain
adalah 12,4% - 13,0%.
Untuk mengetahui keadaan bahan kering susu pasteurisasi yang diproduksi
oleh PT. Indomilk dilakukan analisis terhadap kadar bahan kering dengan
menggunakan analisis histogram. Keseluruhan histogram dapat dilihat pada
gambar
Histogram kadar bahan kering susu pasteurisasi coklat
Histogram kadar bahan kering susu pasteurisasi plain
Analisis histogram menunjukan adanya disperse nilai-nilai hasil
pengukuran yang lebih besar dan lebih kecil dari batas spesifikasi, baik untuk
produk susu pasteurisasi coklat maupun plain.

21
Selanjutnya dilakukan evaluasi proses terhadap kemampuan pemenuhan
batas spesifikasi dengan menghitung indeks kemampuan proses (CP). Hasil
perhitungan indeks kemampuan proses (CP) untuk kadar bahan kering susu
pasteurisasi coklat adalah 0,15 dan susu pasteurisasi plain adalah 0,32.
Indeks kemampuan proses menunjukan < 1,00 baik untuk produk susu
pasteurisasi coklat maupun plain. Hasil ini menunjukan adanya produk-
produk dengan kadar bahan kering di luar batas spesifikasi yang telah
ditentukan.
Persentase produk yang berada di luar batas spesifikasi untuk susu
pasteurisasi coklat sebesar 45% - 67% dan susu pasteurisasi plain sebesar 59%
– 79%. Hasil ini menunjukan kadar bahan kering produk susu pasteurisasi
plain lebih banyak berada di dalam batas spesifikasi dibandingkan kadar
bahan kering produk susu pateurisasi coklat. Oleh karena itu perlu dilakukan
tindakan koreftif agar mutu produk dapat terkendali dengan keragaman yang
minimum.
Menurut Walstra dan Jennes (1984), kandungan bahan kering dari susu
dan produk-produk susu termasuk susu pasteurisasi menjadi penting karena
mempengaruhi mutu produk dan termasuk syarat mutu yang ditetapkan untuk
susu pasteurisasi. Pengaruh kadar bahan kering terhadap mutu susu
pasteurisasi adalah susu menjadi tidak tahan lama atau mudah rusak jika kadar
bahan keringnya rendah dan akan terjadi endapan pada dasar susu jika kadar
bahan keringnya terlalu tinggi.
Adanya produk dengan kadar bahan kering yang terlalu rendah atau terlalu
tinggi dapa disebabkan oleh kesalahan formulasi atau perhitungan rasio bahan
baku. Misalnya, kekurangan jumlah gula dari yang seharusnya ditambahkan,
akan menghasilkan produk dengan kadar bahan kering yang rendah. Penyebab
lain dari kadar bahan kering adalah kesalahan dalam menambahkan bahan
baku tambahan lainnya, seperti susu bubuk skim, dimana bila susu bubuk
skim yang dicampurkan kurang akan menyebabkan kadar bahan kering rendah
dan sebaliknya.
Kadar bahan kering susu segar juga sangat mempengaruhi kadar bahan
kering produk susu akhir, untuk itu kadar bahan kering susu segar harus
22
diketahui, sehingga dapat menyiapkan formulasi yang tepat agar produk yang
dihasilkan memenuhi spesifikasi.
Akhirnya untuk mendapatkan susu pasteurisasi dengan standar mutu kadar
bahan kering sesuai spesifikasi perlu dilakukan pengendalian formulasi, yaitu
dengan cara melakukan perhitungan rasio bahan baku secara cermat dan tepat,
pengendalian proses dilakukan dengan pengukuran kadar bahan kering secara
kontinyu, baik pada tahap penyiapan susu segar, tahap pencampuran susu
bubuk skim, tahap penambahan gula dan material lainnya sampai pada tahap
akhir proses produksi. Tindakan lain yang dapat dilakukan adalah
pengendalian kadar bahan kering susu segar, yaitu dengan meningkatkan
standar penerimaan kadar bahan kering dari pemasok.
2. Jumlah mikroba (Total Plate Count)
Distribusi frekuensi jumlah mikroba susu pasteurisasi coklat dan susu
pasteurisasi plain yang diproduksi PT. Indomilk, Jakarta dapat dilihat pada
tabel.
Distribusi frekuensi jumlah mikroba susu pasteurisasi coklat
Distribusi frekuensi jumlah mikroba susu pasteurisasi plain
23
Nilai rata-rata jumlah mikroba susu pasteurisasi coklat adalah 654,7
CFU/ml dengan standar deviasi 1016,3 dan susu pasteurisasi plain adalah
1185,7 CFU/ml dengan standar deviasi 1488,1. Jika dibandingkan dengan
standar perusahaan, maka nilai rata-rata jumlah mikroba susu pasteurisasi
coklat dan plain berada dalam batas spesifikasi perusahaan. Batas spesifikasi
perusahaan untuk jumlah mikroba kedua jenis susu pasteurisasi adalah 0 –
20.000 CFU/ml.
Untuk mengetahui keadaan jumlah mikroba susu pasteurisasi coklat dan
susu pasteurisasi plain yang diproduksi oleh PT. Indomilk dilakukan analisis
terhadap jumlah mikroba dengan menggunakan histogram. Histogram
selengkapnya dapat dilihat pada gambar.
Histogram jumlah mikroba susu pasteurisasi coklat.
Histogram jumlah mikroba susu pasteurisasi plain

24
Analisis histogram menunjukan tidak ada nilai-nilai pengukuran yang
berada di luar spesifikasi baik untuk produk susu pasteurisasi coklat maupun
plain.Sehingga persentase produk yang berada di dalam spesifikasi perusahaan
adalah 100%.
Susu pasteurisasi yang dipanaskan pada suhu 75ºC selama 15 detik dikenal
dengan sistem HTST (high temperature short time), sistem yang umum
digunakan di industry pangan, hanya membunuh 90-95% bakteri yang ada
dalam susu (Fox dan Cameron, 1989). Menurut Abubakar dan Noor (1995),
jumlah kuman susu pasteurisasi dengan pemanasan minimum yang dapat
membunuh seluruh mikroorganisme patogen berada diantara 2.450 – 15.000
CFU/ml. data hasil perhitungan nilai rata-rata produk susu pasteurisasi coklat
dan plain berada di bawah angka tersebut.
Keadaan ini menunjukkan bahwa pemanasan yang dilakukan untuk
memproduksi produk-produk tersebut lebih dari pemanasan minimum yang
diperlukan. Hal ini mengakibatkan zat-zat gizi yang ada dalam susu berkurang
dan perubahan rasa susu. Pemanasan yang berlebihan ini mengakibatkan rasa
dan keadaan gizi susu pasteurisasi mirip dengan susu sterilisasi. Pemanasan
yang terlalu tinggi dapat mengurangi kandungan lemak dalam susu, karena
rusaknya butir-butir lemak susu. Timbulnya flavor masak dan kemungkinan
rusaknya lapisan tipis di atas sekitar butir lemak dapat terjadi pada suhu 66°C. i
(Purnomo dan Adiono, 1987 dalam Abubakar dan Noor, 1995)
3. Jumlah Koliform
Hasil perhitungan jumlah koliform dengan metode hitung cawan
menggunakan media VRB yang dilakukan Nando (2001) di PT. Indomilk,
Jakarta untuk semua produk susu pasteurisasi coklat dan plain adalah nol/tidak
ada. Hal ini menunjukkan bahwa susu pasteurisasi memenuhi standar
spesifikasi yang ditetapkan perusahaan dan Surat Keputusan Direktur Jenderal
Peternakan Nomor 17 Tahun 1983 yang berarti layak dikonsumsi.
Ketidakhadiran bakteri koliform pada susu pasteurisasi terjadi karena sifatnya
yang tidak tahan panas. Menurut Frazier dan Westhoff (1988), bakteri
koliform hanya dapat bertahan sampai suhu 44.5 - 45°C. Sementara itu, susu
pasteurisasi ini dihasilkan dengan pemanasan 87°C sehingga melebihi daya

25
tahan bakteri koliform terhadap panas, maka bakteri ini akan mati/musnah.
Alasan dari pentingnya memusnahkan bakteri koliform ialah karena perannya
dalam proses terjadinya kerusakan makanan yakni menggunakan karbohidrat
dan bahan organik lain untuk energi dan nitrogen sederhana sebagai sumber
nitrogen, kemampuan koliform untuk mensintesa vitamin-vitamin penting dan
kemampuan untuk memproduksi gas dan asam dari gula sehingga dapat
mengubah rasa makanan. (Frazier dan Westhoff, 1988)
Hasil ini sekaligus menunjukkan bahwa sanitasi dalam pengolahan susu
pasteurisasi sangat baik. Menurut Hitchins et al. (1992) bakteri koliform
merupakan indikator sanitasi dalam pengolahan pangan artinya kehadiran
bakteri ini dalam suatu makanan menunjukkan terjadinya polusi kotoran dan
kondisi sanitasi yang tidak baik selama proses pengolahan makanan tersebut.
Menurut Buckle et al. (1987), bakteri koliform dapat mengkontaminasi
makanan melalui bahan baku, tangan, peralatan produksi.

26
BAB IV
PENUTUP
Kesimpulan
Dari hasil analisis diagram sebab-akibat dan histogram menunjukkan
bahwa mutu susu pasteurisasi secara umum dipengaruhi oleh faktor bahan
baku, metode, mesin atau peralatan, pemeriksaan atau pengawasan dan
manajemen; dan secara khusus atau karakteristik mutu produk susu
pasteurisasi yang paling utama adalah jumlah mikroba, jumlah koliform dan
kadar bahan kering.
Dari hasil analisis mutu pada produk susu pasteurisasi didapat bahwa nilai
rata-rata kadar bahan kering susu rasa coklat sebesar 19,23% dan rasa plain
sebesar 12,52%. Nilai rata-rata kadar bahan kering ini berada dalam batas
spesifikasi perusahaan karena nilai rata-rata untuk rasa coklat sebesar 19,2% -
19,8% dan rasa plain adalah 12,4% - 13%. Namun pada hasil perhitungan
Indeks Kemampuan Proses (Cp) untuk kadar bahan kering susu pasteurisasi
coklat adalah 0,15 dan plain adalah 0,32 dimana nilai menunjukkan < 1,00
sehingga kadar bahan kering kedua produk ini berada diluar batas spesifikasi
yang telah ditentukan sehingga perlu dilakukan tindakan korektif agar mutu
produk dapat terkendali dengan keragaman yang minimum.
Pada hasil analisis jumlah mikroba, nilai rata-rata susu pasteurisasi coklat
adalah 654,7 CFU/ml dan rasa plain sebesar 1185,7 CFU/ml sedangkan batas
spesifikasi jumlah mikroba kedua jenis susu pasteurisasi sebesar 0 – 20.000
CFU/ml sehingga nilai rata-rata jumlah mikroba susu pasteurisasi berada di
dalam batas spesifikasi perusahaan. Namun pada hasil analisis histogram
didapat bahwa nilai pengukuranjumlah mikroba yang berada diluar spesifikasi
tidak ada artinya persentase produk yang berada di dalam spesifikasi
perusahaan sebesar 100%. Hal ini menandakan bahwa produk dikenai
pemanasan yang melebihi pemanasan minimum karena nilai rata-rata yang
didapat kurang dari 2450 CFU/ml. Jumlah tersebut adalah nilai rata-rata
27
jumlah bakteri yang dikenai sistem HTST sehingga jenis susu ini mendekati
susu sterilisasi.
Untuk analisis mutu jumlah koliform sebesar nol/tidak ada. Hal ini
menunjukkan bahwa produk ini layak dikonsumsi karena bakteri koliform
merupakan indikator sanitasi dan bakteri ini hanya dapat bertahan sampai suhu
44,5 – 45°C.

i