lapran akhir freis 12
DESCRIPTION
12007136682TRANSCRIPT
LAPORAN AKHIRPROSES PRODUKSI I
MESIN FREIS DAN MESIN BUBUT
Disusun OlehNama : Muhammad Alhafiz Hrp NIM :1207136682
LABORATORIUM TEKNOLOGI PRODUKSIPROGRAM STUDI S1 TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS RIAU
2013

KATA PENGANTAR
Puji syukur kehadirat Allah SWT, atas berkat dan rahmat-Nya penulis dapat
menyelesaikan laporan praktikum ini . laporan praktikum ini merupakan salah
satu pelaksanaan praktikum Proses Produksi I yang dimana laporan ini berisikan
tentang teori-teori dasar yang telah dipelajari dan hasil praktikum yang telah
dilaksanakan. Dalam kesempatan ini juga praktikan mengucapkan terima kasih
kepada :
1. Orang tua praktikan yang telah memberikan dorongan moril dan maupun
materil.
2. Dosen pengampu yang telah memberikan meteri kepada praktikan
sehingga praktikan dapat melaksanakan praktikum.
3. Asisten pembimbng yang telah memberikan arahan dan masukkan dalam
saat pelaksanaan praktikum.
4. Teman-teman yang telah membantu dalam pambuatan laporan ini.
Dalam kesempatan ini juga praktikan mengharapkan kritikan dan saran yang
bersifat membamgun dalam pembuatan laoran ini karena praktikan menyadari
bahwa laporan ini belum sempurna atau masih terdapat kesalahan-kesalahan
dalam laporan ini. Maka dari itu praktikan mengharapkan kritik dan saran untuk
penyempurnaan laporan ini.
Pekanbaru, November 2013
Penulis
i
DAFTAR ISI
KATA PENGANTAR..............................................................................................i
DAFTAR ISI............................................................................................................ii
DAFTAR GAMBAR...............................................................................................v
DAFTAR TABEL..................................................................................................vii
DAFTAR NOTASI...............................................................................................viii
BAB I.......................................................................................................................1
PENDAHULUAN...................................................................................................1
1.1 Latar Belakang...............................................................................................1
1.2 Tujuan Praktikum...........................................................................................1
1.3 Manfaat..........................................................................................................2
1.4 Sistematika Penulisan....................................................................................2
BAB II......................................................................................................................3
TEORI DASAR.......................................................................................................3
2.1 Pengertian Mesin Freis...................................................................................3
2.2 Prinsip dan Cara Kerja Mesin Freis...............................................................3
2.2.1 Freis Naik (Up Milling)..........................................................................4
2.2.2 Freis Turun (Down Milling)....................................................................4
2.3 Jenis-Jenis Mesin Freis..................................................................................4
2.3.1 Column and Knee Milling Machines......................................................4
2.3.2 Mesin freis Tipe Bed...............................................................................5
2.3.3 Mesin Freis Khusus.................................................................................6
2.3.4 Mesin Freis Universal.............................................................................7
2.4 Bagian Utama Mesin Freis.............................................................................7
2.4.1 Spindel Utama.........................................................................................7
ii
2.4.2 Meja/Table..............................................................................................7
2.4.3 Motor.......................................................................................................8
2.4.4 Transmisi.................................................................................................8
2.4.5 Knee........................................................................................................8
2.4.6 Column....................................................................................................8
2.4.7 Base/Dasar..............................................................................................8
2.4.8 Kontrol....................................................................................................9
2.5 Alat kelengkapan Mesin Freis........................................................................9
2.5.1 Arbor (Poros Tempat Pahat Freis)..........................................................9
2.5.2 Ragum.....................................................................................................9
2.5.3 Kepala Pembagi....................................................................................10
2.5.4 Kepala Lepas.........................................................................................10
2.5.5 Meja Putar.............................................................................................11
2.5.6 Cutter (Pisau Freis)...............................................................................11
2.6 Jenis-Jenis Pisau Freis..................................................................................11
2.6.1 Pisau Matel............................................................................................11
2.6.2 Pisau Matel............................................................................................12
2.6.3 Pisau Freis Gigi (Gear Cutter)..............................................................12
2.6.4 Pisau Freis Radius Cekung (Convex Cutter).........................................13
2.6.5 Pisau Freis Radius Cembung (Concarve Cutter)..................................13
2.6.6 Pisau Freis Alur T (T Slot Cutter).........................................................13
2.6.7 Pisau Freis Sudut...................................................................................14
2.6.8 Pisau Freis Jari (Endmill Cutter)...........................................................14
2.6.9 Pisau Freis Muka dan Sisi (Shell Endmill Cutter)................................14
2.6.10 Pisau Freis Pengasaran (Heavy Duty Cutter)......................................15
iii
2.6.11 Pisau Freis Gergaji (Slitting Saw )......................................................15
2.7 Elemen Dasar...............................................................................................16
2.7 Coolant dan Toleransi..................................................................................18
2.7.1 Coolant (Pendingin)..............................................................................18
2.7.2 Toleransi................................................................................................19
BAB III..................................................................................................................22
ALAT DAN BAHAN............................................................................................22
3.1 Alat...............................................................................................................22
3.2 Bahan...........................................................................................................25
BAB IV..................................................................................................................26
PROSEDUR KERJA.............................................................................................26
4.1 Prosedur Umum...........................................................................................26
4.2 Prosedur Benda Kerja..................................................................................27
4.2.1 Pengerjaan Perataan..............................................................................27
4.2.1.1 Roughing........................................................................................27
4.2.1.2 Finishing.........................................................................................28
BAB V....................................................................................................................30
PEMBAHASAN....................................................................................................30
5.1 Perhitungan..................................................................................................30
5.1.1 Perhitungan Praktikum..........................................................................30
5.2 Analisa.........................................................................................................33
BAB VI..................................................................................................................34
KESIMPULAN DAN SARAN..............................................................................34
6.1 Kesimpulan..................................................................................................34
6.2 Saran.............................................................................................................34
iv
DAFTAR PUSTAKA............................................................................................35
Kesimpulan........................................................................................................41
DAFTAR GAMBAR
Gambar 1 Mesin Freis..............................................................................................3
Gambar 2 Gerakkan Pahat Pada Proses Freis, Kiri Up Milling dan Kanan Down
Milling......................................................................................................................4
Gambar 3 Mesin Freis Column and knee.................................................................5
Gambar 4 Mesin Freis Tipe Bed..............................................................................6
v
Gambar 5 Salah Satu Mesi Freis Khusus, Mesin Freis Planner..............................6
Gambar 6 Mesin Freis Universal.............................................................................7
Gambar 7 Arbor.......................................................................................................9
Gambar 8 Ragum...................................................................................................10
Gambar 9 Kepala Pembagi....................................................................................10
Gambar 10 Kepala Lepas.......................................................................................10
Gambar 11 Meja Putar...........................................................................................11
Gambar 12 Pisau Mantel........................................................................................12
Gambar 13 Jenis-Jenis Pisau Alur.........................................................................12
Gambar 14 Pisau Freis Gigi...................................................................................12
Gambar 15 Pisau Freis Radius Cekung..................................................................13
Gambar 16 Pisau Freis Radius Cembung..............................................................13
Gambar 17 Pisau Freis Alur T...............................................................................13
Gambar 18 Pisau Freis Sudut.................................................................................14
Gambar 19 Pisau Freis Jari....................................................................................14
Gambar 20 Pisau Freis Muka dan Sisi...................................................................15
Gambar 21 Pisau Freis Pengasaran........................................................................15
Gambar 22 Pisau Freis Gergaji..............................................................................15
Gambar 23 Skematis proses Freis..........................................................................16
Gambar 24 Cara Penulisan Toleransi.....................................................................20
Gambar 25 Toleransi Pada Poros dan Lubang.......................................................20
Gambar 26 Mesin Freis Universal.........................................................................22
Gambar 27 Endmill Cutter.....................................................................................22
Gambar 28 Collet..................................................................................................23
Gambar 29 Kunci Collet........................................................................................23
Gambar 30 Ragum.................................................................................................23
Gambar 31 Kunci Pas............................................................................................24
Gambar 32 Kunci Pipa...........................................................................................24
Gambar 33 Kuas.....................................................................................................24
Gambar 34 Kunci L................................................................................................25
Gambar 35 Jangka Sorong.....................................................................................25
vi
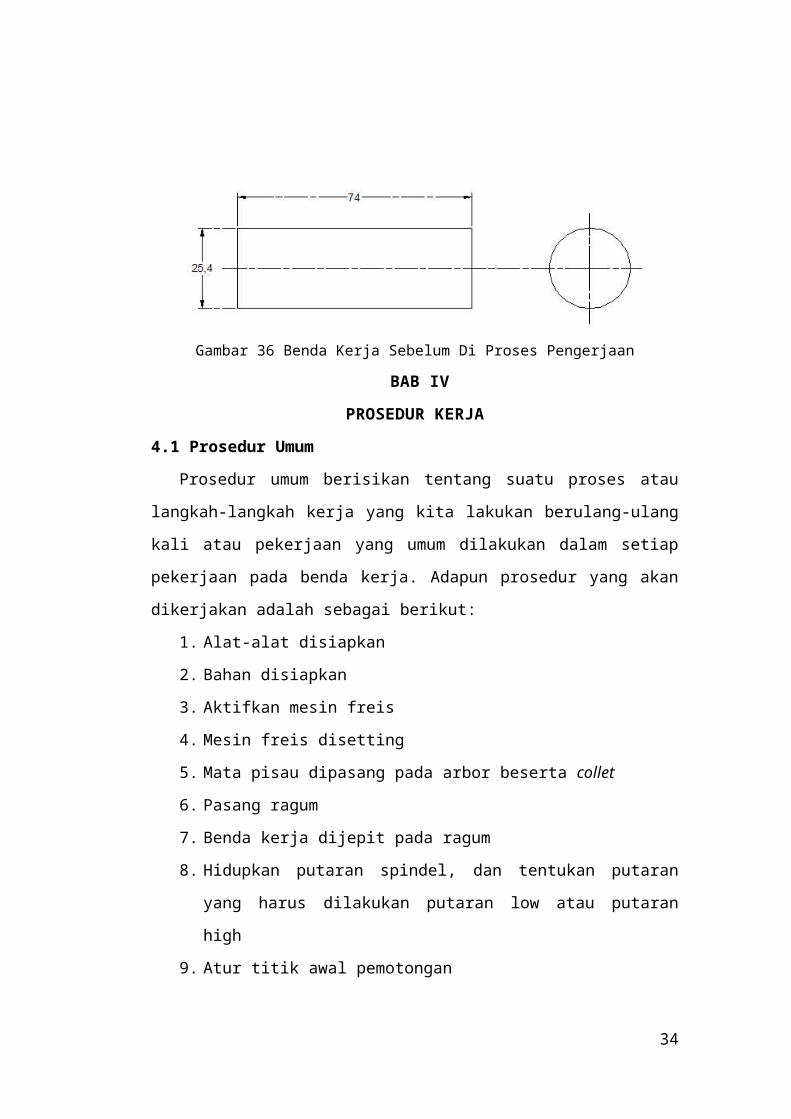
Gambar 36 Benda Kerja Sebelum Di Proses Pengerjaan......................................25
Gambar 37 Benda Kerja Yang Ingin Difreis.........................................................27
DAFTAR TABEL
Tabel 1 Kecepatan Potong Untuk Beberapa Jenis Bahan......................................18
Tabel 2 Kecepatan Feeding Untuk Pahat HSS.......................................................18
Tabel 3 Nilai Toleransi Standart Untuk Kwalitas IT 5 Sampai Dengan IT 16......20
Tabel 4 Lambang Untuk Sifat Yang Diberi Toleransi...........................................21
vii
DAFTAR NOTASI
LAMBANG SATUAN KETERANGAN
W mm Lebar pemotongan
lw mm Panjang pemotongan
lt mm Panjang total
viii

a mm Kedalaman potong
d mm Diameter luar
z - Jumlah gigi/mata potong
Xr 0 Sudut potong utama
n rpm Putaran spindel
Vf mm/putaran Kecepatan makan
Vc mm/menit Kecepatan potong
fz mm/menit Gerak makan
tc menit Waktu pemotongan
z cm3/menit Kecepatan penghasil beram
ix
BAB I
PENDAHULUAN
1.1 Latar Belakang
Seiringnya berkembangnya teknologi pada zaman sekarang yang terus
meningkat dengan pesat terutama di bidang industri banyak perusahaan dari
dalam negeri banyak mempergunakan alat dan bahan dari luar negeri yang
diyakini mutu dan kwalitasnya lebih baik dari pada pruduk dalam negeri. Ini
dikarenakan pruduk luar negeri menggunnakan alat-alat dengan teknologi yang
canggih dan dapat memproduksi suatu barang denga cepat sehingga dunia
industri/perusahaaan dalam negeri membeli pruduk dari luar negeri yang dapat
membutuhkan kebutuhan perusahaan tersebut.
Perusahaan tidak menggunakan pruduk dalam negeri karena prudusen dalam
negeri tidak sanggup memenuhi kebutuhan konsumennya, ini di karenakan
terbatas sumber daya manusia yang kurang mengetahui penggunaan alat-alat yang
canggih tersebut. Dengan praktikum ini sumber daya manusia yang kurang
tersebut dapat berkurang sehingga dapat memenuhi kebutuhan perusahaan yang
ada didalma negeri khususnya dan luar negeri umumnya.
Pelaksanaan praktikum ini ialah mesin freis
1.2 Tujuan Praktikum
Adapun tujuan praktikun ini ialah :
1. Mengetahui prinsip dasar pada mesin freis
2. Dapat mengoperasikan mesin freis
3. Dapat mengetahui proses dan langkah-langkah pengerjaan benda kerja dengan
menggunakan mesin freis
4. Praktikan dapat mengetahui jenis-jenis pekerjaan apa saja yang dapat
dikerjakan pada mesin fries
1

1.3 Manfaat
Manfaat praktikum ini ialah:
1. Dapat mengoperasikan mesin freis dengam baik dan benar sehingga dapat
menghasilkan suatu produk
2. Mengetahui cara kerja dan teknik pengerjaan dari mesin freis
3. Dapat mengaplikasikam ilmu ini di dunia industri maupun masyarakat
4. Dapat merencanakan pekerjaan apa yang cocok untuk suatu benda kerja
1.4 Sistematika Penulisan
Sistematika penulisan laporan ini ialah :
1. BAB I, Pendahuluan yang berisikan tentang latar belakang, tujuan, manfaat
praktikum ini dilakukan serta sistematika penulisan laporan ini
2. BAB II, Teori Dasar yang berisiskan tentang teori-teori yang menyangkut pada
praktikum ini
3. BAB III, Alat dan Bahan yang berisikan tentang alat-alat yang digunakan pada
saat praktikum serta benda kerja yang digunakan pada saat praktikum dari
bahan benda kerjar serta dimensi benda kerja tersebut
4. BAB IV, Prosedur Kerja yang berisikan langkah-langkah pengerjaan pada saat
praktikum secara umum dan yang dilakukan pada benda kerja
5. BAB V, Pembahasan yang berisikan tentang perhitunga secar teoritis maupun
secara perhitungan praktikum dan juga berisikan tentang analisa hasil
praktikum dari perhitungan, bentuk benda kerja, serta pengerjaanya
6. BAB VI, Kesimpulan dan Saran yang berisikan tentang kesimpulan dari
praktikum dan saran praktikum yang bersifat membangun
7. DAFTAR PUSTAKA, yang berisikan tentang refrensi dari teori-teori laporan
ini
8. Lampiran, yang berisikan laporan sementara pada laporan ini
2

BAB II
TEORI DASAR
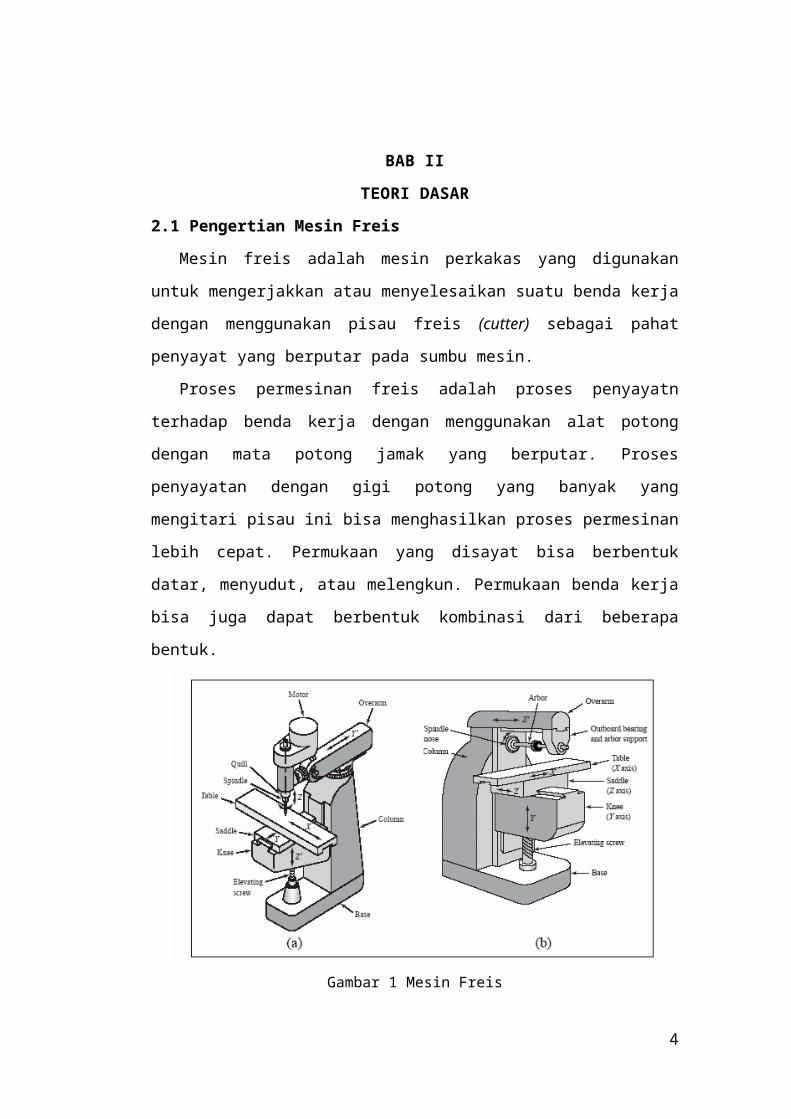
2.1 Pengertian Mesin Freis
Mesin freis adalah mesin perkakas yang digunakan untuk mengerjakkan atau
menyelesaikan suatu benda kerja dengan menggunakan pisau freis (cutter) sebagai
pahat penyayat yang berputar pada sumbu mesin.
Proses permesinan freis adalah proses penyayatn terhadap benda kerja dengan
menggunakan alat potong dengan mata potong jamak yang berputar. Proses
penyayatan dengan gigi potong yang banyak yang mengitari pisau ini bisa
menghasilkan proses permesinan lebih cepat. Permukaan yang disayat bisa
berbentuk datar, menyudut, atau melengkun. Permukaan benda kerja bisa juga
dapat berbentuk kombinasi dari beberapa bentuk.
Gambar 1 Mesin Freis
2.2 Prinsip dan Cara Kerja Mesin Freis
Prinsip dasar mesin freis adalah terlepasnya logam (geram) oleh gerakkan
pahat dapat melakukan berbagai macam pekerjaan seperti : memotong, membuat
roda gigi, menghaluskan permukaan dan lai-lain. Gerakkan paha ditentukan
berdasarkan arah gerakkan makan meja mesin freis terhadap putaran pisau. Ada
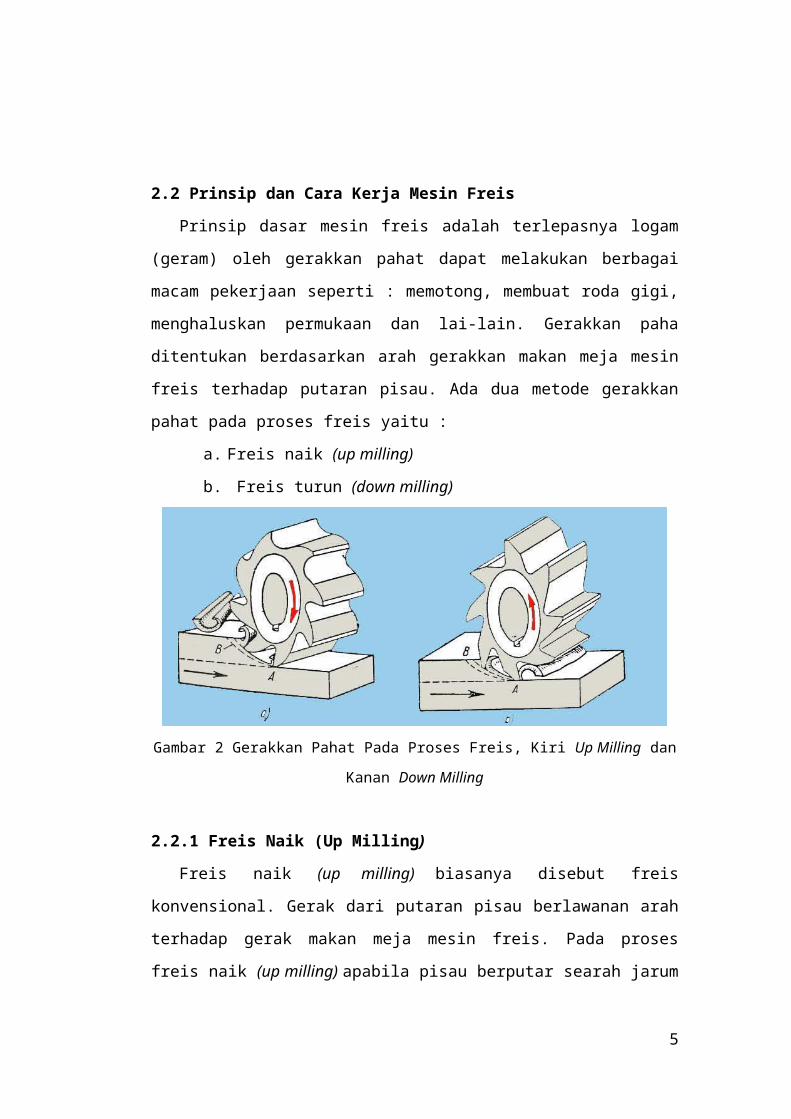
dua metode gerakkan pahat pada proses freis yaitu :
3
a. Freis naik (up milling)
b. Freis turun (down milling)
Gambar 2 Gerakkan Pahat Pada Proses Freis, Kiri Up Milling dan Kanan Down Milling
2.2.1 Freis Naik (Up Milling)
Freis naik (up milling) biasanya disebut freis konvensional. Gerak dari
putaran pisau berlawanan arah terhadap gerak makan meja mesin freis. Pada
proses freis naik (up milling) apabila pisau berputar searah jarum jam, benda kerja
disayat ke arah kanan. Bentuk geram pada proses freis naik adalah seperti koma
diawaali dengan ketebalan minimal kemudian menebal. Proses freis ini sesuai
untuk mesin konvensional/manual dikarenakan pada mesin konvensional ulir
transportinya relatif besar dan tidak dilengkapi backlash compensation.
2.2.2 Freis Turun (Down Milling)
Proses turun dinamakan juga climb milling. Arah dari putaran pisau sama
dengan arah gerak makan meja mesin freis. Pada proses freis turun apabila pisau
berputar berlawanan arah jarum jam, benda kerja disayat ke kanan.
2.3 Jenis-Jenis Mesin Freis
Ada 4 jenis mesin freis secara umum yang diunakan pada proses permesinan,
yaitu:
2.3.1 Column and Knee Milling Machines
Mesin ini digunakan untuk menngerjakkan benda kerja berukuran kecil
hingga menengah, karena bentuknya mesin ini kekakuanya terbatas (mesin akan
4
bergetar bila feed dan dept of cut yang dipakai besar) dan meja melentur. Mesin
jenis column and knee dibuat dalam bentuk mesin freis horzontal dan vertikal.
Column dari mesin ini merupakan tulang punggung dari mesin tersebut, kadang-
kadang dituang menjadi satu base dan sebagai penyangganya ialah over ram. Knee
merupakan bagian yang paling berat dari mesin ini yang mendukung saddle dan
meja, yang dapat di naikkan dan diturunkan dengan poros berulir guna
mendekatkan benda kerja ke pahat potong dan menyetel kedalaman potong. Gerak
makan dapat dilakukan baik secara manual ataupun otomatis pada berbagai arah
atau kombinasi dari kedua arah tersebut.
Gambar 3 Mesin Freis Column and knee
2.3.2 Mesin freis Tipe Bed
Mesin jenis ini kadang-kadang disebut juga sebagai production type milling
machine yang diperuntukkan guna mengisi kebutuhan pengerjaan benda kerja
yang berat dan besar.
Ciri-ciri mesin tipe ini ialah :
a. Tanpa saddle, gerak makan hanya horizontal.
b. Spindle casries, dapat digerakkan naik turun.
c. Pisau dipasang pada arbor, dapat dilepas-lepas dengan menyetel
spancer.
Keuntungan dari mesin ini ialah :
a. Lebih kaku sehingga dapat melakukan pemotongan berat dan benda kerja
lebih besar
5
b. Meja selalu pada posisi ketinggian yang sama, sehingga memudahkan
penyayatan benda kerja yang berat
c. Dengan cycle automatis, akan diperoleh kecepatan produksi yang tinggi.
Gambar 4 Mesin Freis Tipe Bed
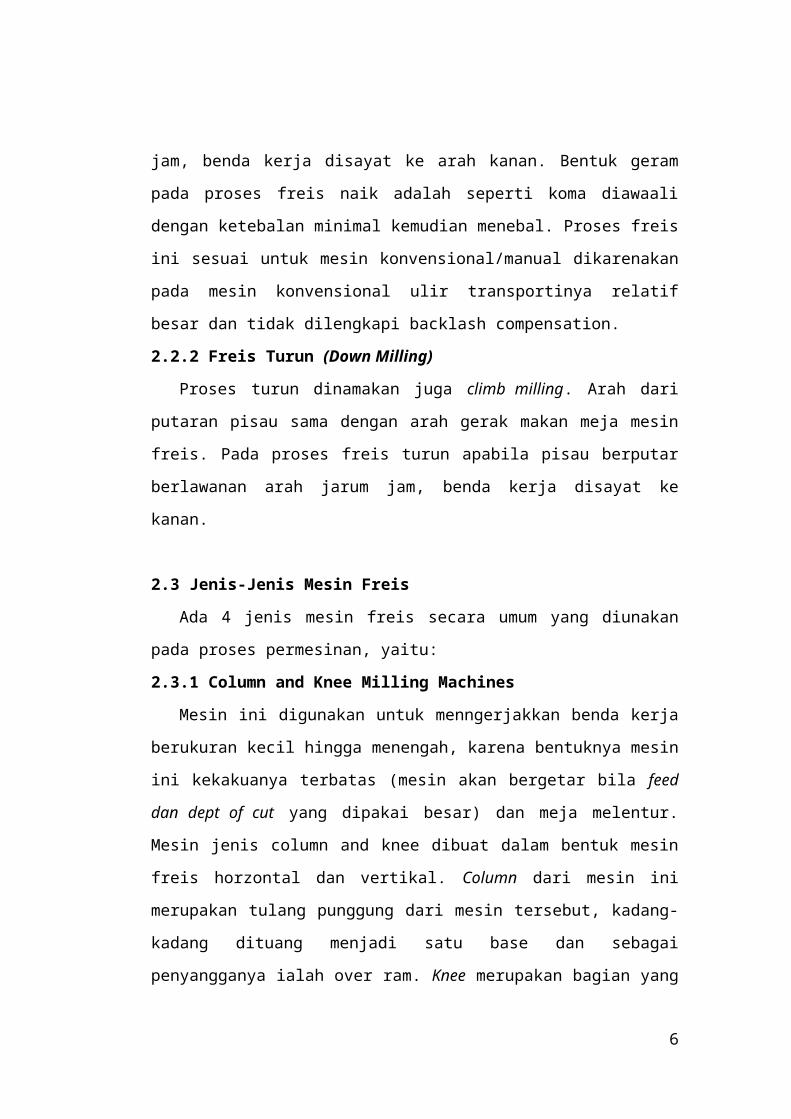
2.3.3 Mesin Freis Khusus
Digunakan untuk keperluan mengerjakkan satu jenis penyayatan dengan
produktuvitas/duplikasi yang sangat tinggi. Mesin tersebutnya misanya mesin
freis profil, mesin freis dengan spindel ganda (dua, tiga, sampai lima spindel), dan
mesin freis planner. Dengan menggunakan mesin freis khusus ini maka
produktivitas mesin sangat tinggi, sehingga ongkos produksi menjadi rendah,
karena mesin ini tidak memerlukan pengaturan yang rumit.
Gambar 5 Salah Satu Mesi Freis Khusus, Mesin Freis Planner
6
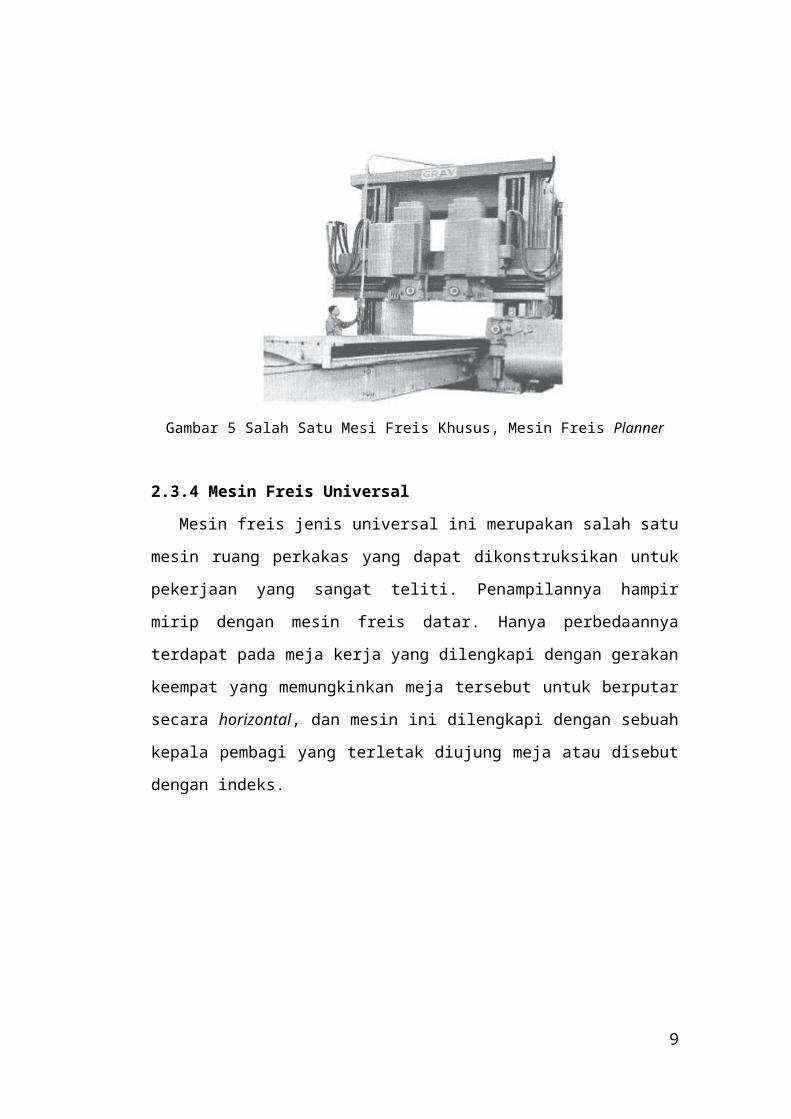
2.3.4 Mesin Freis Universal
Mesin freis jenis universal ini merupakan salah satu mesin ruang perkakas
yang dapat dikonstruksikan untuk pekerjaan yang sangat teliti. Penampilannya
hampir mirip dengan mesin freis datar. Hanya perbedaannya terdapat pada meja
kerja yang dilengkapi dengan gerakan keempat yang memungkinkan meja
tersebut untuk berputar secara horizontal, dan mesin ini dilengkapi dengan sebuah
kepala pembagi yang terletak diujung meja atau disebut dengan indeks.
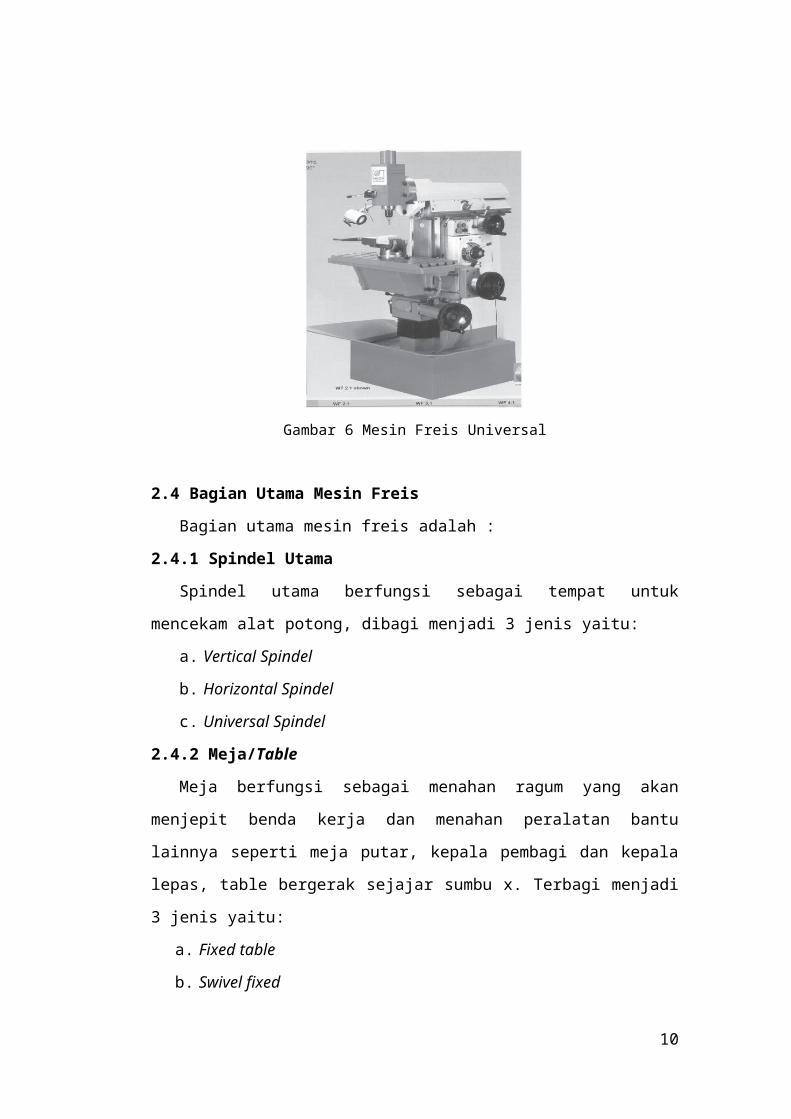
Gambar 6 Mesin Freis Universal
2.4 Bagian Utama Mesin Freis
Bagian utama mesin freis adalah :
2.4.1 Spindel Utama
Spindel utama berfungsi sebagai tempat untuk mencekam alat potong, dibagi
menjadi 3 jenis yaitu:
a. Vertical Spindel
b. Horizontal Spindel
c. Universal Spindel
2.4.2 Meja/Table
Meja berfungsi sebagai menahan ragum yang akan menjepit benda kerja dan
menahan peralatan bantu lainnya seperti meja putar, kepala pembagi dan kepala
lepas, table bergerak sejajar sumbu x. Terbagi menjadi 3 jenis yaitu:
7
a. Fixed table
b. Swivel fixed
c. Compound table
2.4.3 Motor
Motor berfungsi sebagai penggerak yang menggerakkan bagian-bagian mesin
yang lain seperti spindel utama, meja, dan pendingin. Pada mesin milling
sedikitnya terdapat 3 buah motor yaitu:
a. Motor spindel utama
b. Motor gerakkan makan (feeding)
c. Motor pendingin
2.4.4 Transmisi
Bagian mesin yang menghubungkan motor enggerak dengan yang
digerakkan. Berdasarkan bagian yang digerakkan dibedakkan menjadi 2 bagian
yaitu:
a. Transmisi spindel utama
b. Transmisi feeding
Berdasarkan sistim transmisinya dibedakkan menjadi 2 macam yaitu:
a. Transmisi gear box
b. Transmisi v-belt
2.4.5 Knee
Bagian mesin yang berfungsi sebagai penompang/penahan meja mesin. Pada
bagian ini terdapat transmisi gerakkan pemakanan (feeding).
2.4.6 Column
Merupakan badan dari mesin dan tempatnya menempel bagian-bagian mesin
lain.
2.4.7 Base/Dasar
Bagian mesin ini berfungsi sebagai penompang badan/tiang dan juga tempat
cairan pendinginan.
8

2.4.8 Kontrol
Bagiam mesin ini berfungsi sebagai pengatur dari bagian-bagian bergerak.
Ada 2 sistem kontrol yaitu:
a. Mekanik
b. Elektrik
2.5 Alat kelengkapan Mesin Freis
Alat-alat kelengkapan mesin freis yaitu:
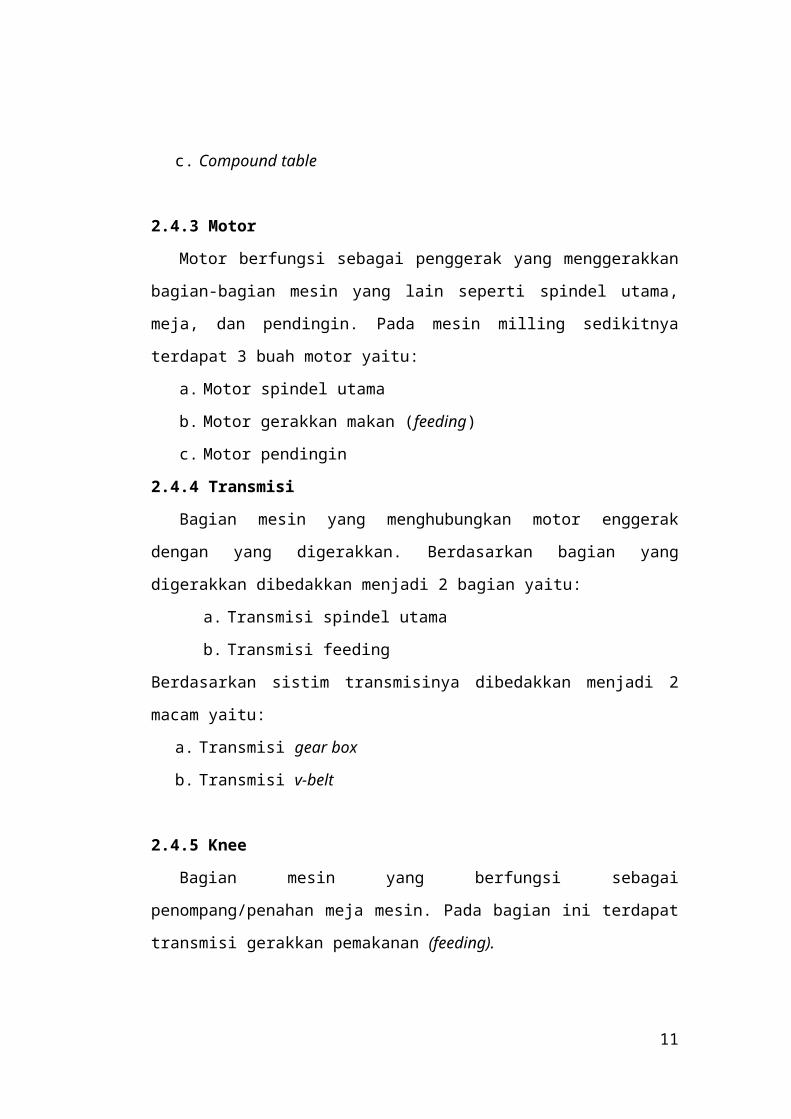
2.5.1 Arbor (Poros Tempat Pahat Freis)
Arbor berfungsi sebagai tempat memasang/memegang mata pisau freis pada
setiap mesin dan ditempatkan pada sumbu mesin, bentuk alat ini bulat panjang
dan sepanjang badanya diberikan alur pasak. Arbor juga dilengkapi dengan cincin
(ring penekan) yang dinamakan collet.
Gambar 7 Arbor
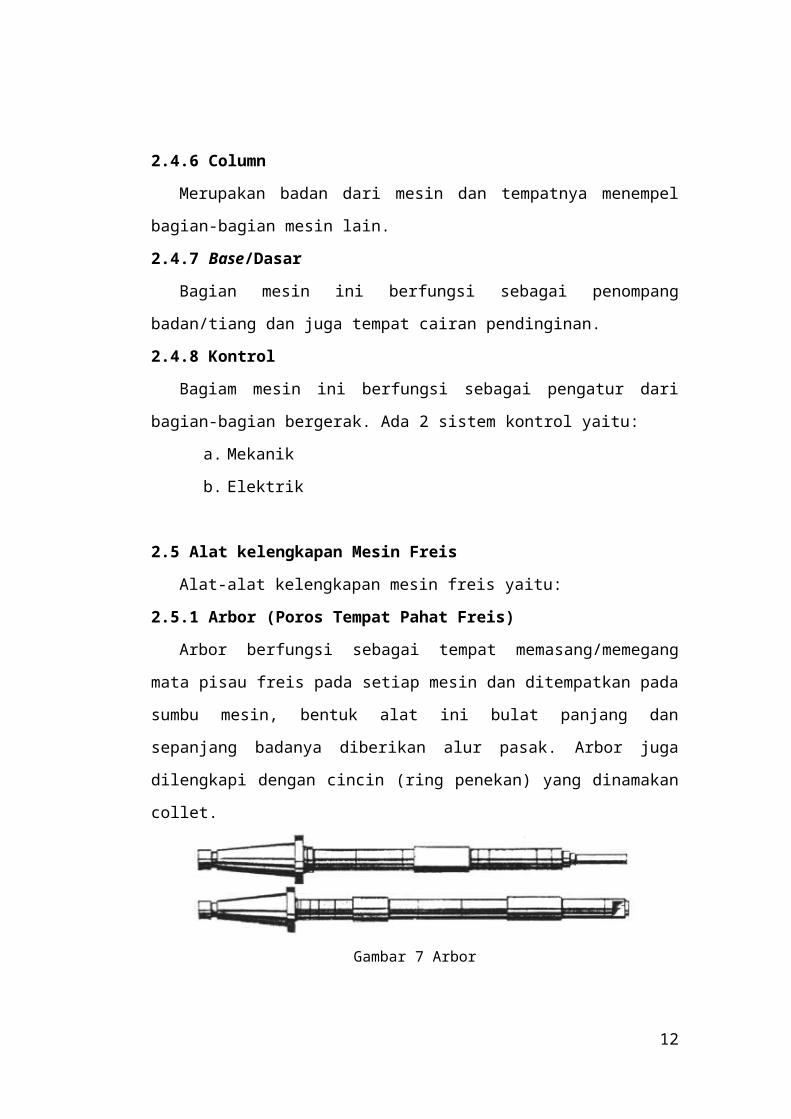
2.5.2 Ragum
Ragum berfungsi sebagai tempat pengunci benda kerja agar benda kerja tida
berubah waktu di freis, berdasarkan gerakkan, ragum terbagi menjadi 3 bagian
yaitu:
1. Ragum biasa
2. Ragum berputar
3. Ragum universal
9

Gambar 8 Ragum
2.5.3 Kepala Pembagi
Kepala pembagi berfungsi untuk membentuk segi beraturan pada poros yang
panjang. Pada peralatan ini biasanya dilengkapi dengan plat pembagi yang
berfungsi untuk membantu pembagian yang tidak dapat dilakukan dengan
pembagian langsung.
Gambar 9 Kepala Pembagi
2.5.4 Kepala Lepas
Kepala lepas berfungsi untuk menyangga benda kerja yang dikerjakkan
dengan deviding deviding head (kepala pembagi), sehingga waktu disayat beda
kerja tidak terangkat atau tertekan.
Gambar 10 Kepala Lepas
10
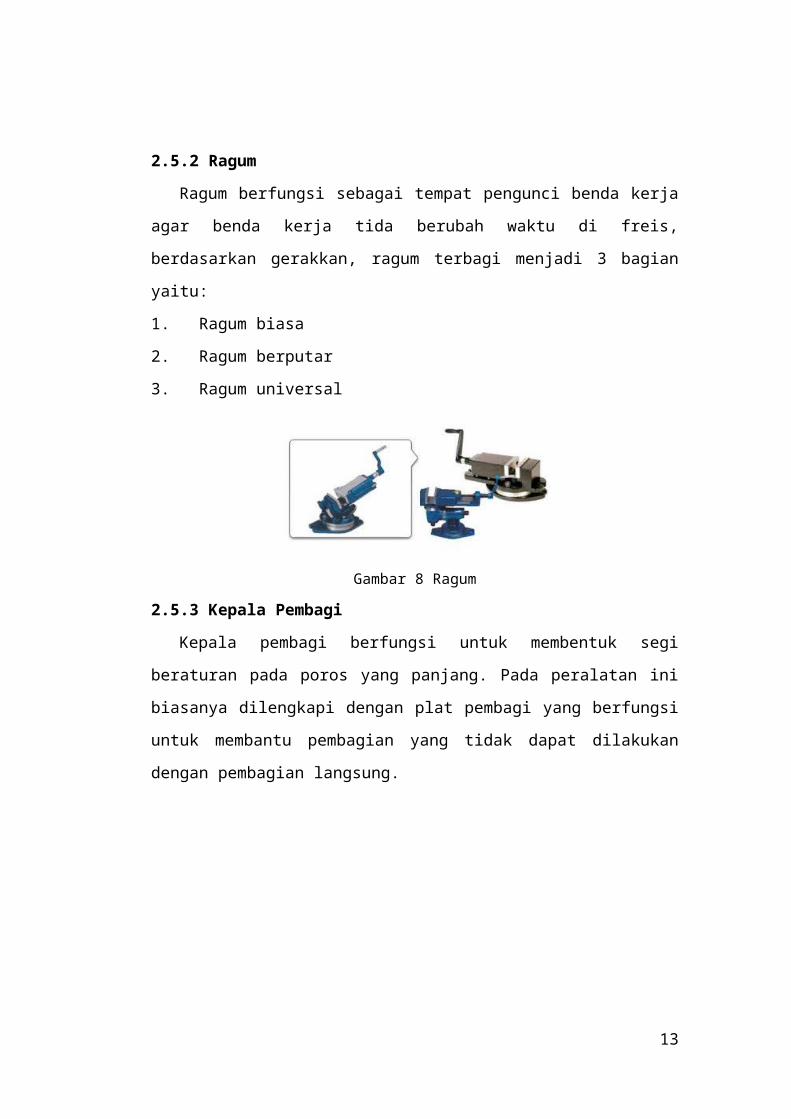
2.5.5 Meja Putar
Rotary table digunakan untuk membagi segi-segi beraturan misalnya kepala
baut. Di samping itu juga dapat digunakan untuk membagi jarak-jarak lubang
yang berpusat pada satu titik misalnya membagi lubang baut pengikat pada
flendes.
Gambar 11 Meja Putar
2.5.6 Cutter (Pisau Freis)
Proses permesinan dengan mesin freis merupakan proses penyayatan benda
kerja yang sangat efektif, karena pisau freis memiliki sisi potong jamak. Apabila
dibandingkan dengan pisau bubut, pisau freis hampir sama dengan pisau bubut
yang membedakanya hanyalah pisau freis bermata jamak. Pisau freis dapat
melakukan penyayatan berbagai bentuk benda kerja.
2.6 Jenis-Jenis Pisau Freis
Pisau mesin frais/cutter mesin frais baik horizontal maupun vertikal memiliki
banyak sekali jenis dan bentuknya. Pemilihan pisau freis berdasarkan pada bentuk
benda kerja, serta mudah atau kompleksnya benda kerja yang akan dibuat.
Adapun jenis-jenis pisau freis, yaitu:
2.6.1 Pisau Matel
Pisau jenis ini dipakai pada mesin freis horizontal. Biasanya digunakan untuk
pemakanan permukaan kasar (Roughing) dan lebar.
11
Gambar 12 Pisau Mantel
2.6.2 Pisau Matel
Pisau alur berfungsi untuk membuat alur pada bidang permukaan benda kerja.
Jenis pisau ini ada beberapa macam penggunaanya disesuaikan dengan kebutuhan.
Gambar 13 Jenis-Jenis Pisau Alur
2.6.3 Pisau Freis Gigi (Gear Cutter)
Pisau ini digunakan untuk membuat roda gigi sesuai jenis dan jumlah gigi
yang digunakan.
Gambar 14 Pisau Freis Gigi
12
2.6.4 Pisau Freis Radius Cekung (Convex Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya
memiliki radius dalam (cekung).
Gambar 15 Pisau Freis Radius Cekung
2.6.5 Pisau Freis Radius Cembung (Concarve Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya
memiliki radius dalam (cembung).
Gambar 16 Pisau Freis Radius Cembung
2.6.6 Pisau Freis Alur T (T Slot Cutter)
Pisau ini digunakan untuk membuat alur yang berbentuk T seperti halnya
pada meja mesin freis.
Gambar 17 Pisau Freis Alur T
13
2.6.7 Pisau Freis Sudut
Pisau jenis ini digunakan untuk membuat alur berbentuk sudut yang hasilnya
sesuai dengan sudut pisau yang digunakan. Pisau jenis ini memiliki sudut-sudut
yang berbeda di antaranya: 30°, 45°, 50°, 60°, 70°, dan 80°.
Gambar 18 Pisau Freis Sudut
2.6.8 Pisau Freis Jari (Endmill Cutter)
Ukuran pisau jenis ini sangat bervariasi mulai ukuran kecil sampai ukuran
besar. Cutter ini biasanya dipakai untuk membuat alur pada bidang datar atau
pasak dan jenis pisau ini pada umumnya dipasang pada posisi tegak (mesin freis
vertikal), namun pada kondisi tertentu dapat juga dipasang posisi horizontal yaitu
langsung dipasang pada spindle mesin freis.
Gambar 19 Pisau Freis Jari
2.6.9 Pisau Freis Muka dan Sisi (Shell Endmill Cutter)
Jenis pisau ini memiliki mata sayat di muka dan di sisi, dapat digunakan
untuk mengefreis bidang rata dan bertingkat.
14
Gambar 20 Pisau Freis Muka dan Sisi
2.6.10 Pisau Freis Pengasaran (Heavy Duty Cutter)
Pisau jenis ini mempunyai satu ciri khas yang berbeda dengan cutter yang
lain. Pada sisinya berbentuk alur helik yang dapat digunakan untuk menyayat
benda kerja dari sisi potong cutter, sehingga cutter ini mampu melakukan
penyayatan yang cukup besar.
Gambar 21 Pisau Freis Pengasaran
2.6.11 Pisau Freis Gergaji (Slitting Saw )
Pisau freis jenis ini digunakan untuk memotong atau membelah benda kerja.
Selain itu, juga dapat digunakan untuk membuat alur yang memiliki ukuran lebar
kecil.
Gambar 22 Pisau Freis Gergaji
15

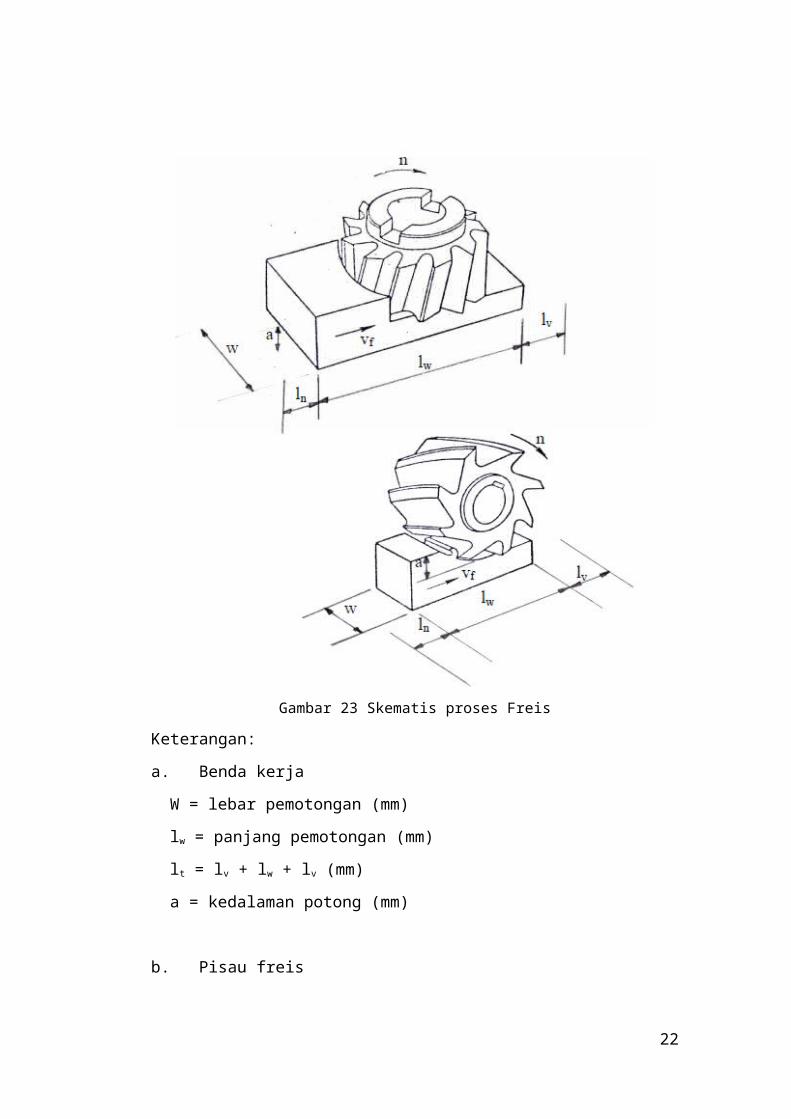
2.7 Elemen Dasar
Elemen dasar proses freis hampir sama dengan elemen dasar proses bubut.
Elemen diturunkan berdasarkan rumus dan gambar berikut:
Gambar 23 Skematis proses Freis
Keterangan:
a. Benda kerja
W = lebar pemotongan (mm)
lw = panjang pemotongan (mm)
lt = lv + lw + lv (mm)
a = kedalaman potong (mm)
16
b. Pisau freis
d = diameter luar (mm)
z = jumlah gigi/mata potong
xr = sudut potongutama (900) untuk pisau freis selubung
c. Mesin freis
n = putaran poros utama (rpm)
vf = kecepatan makan (mm/putaran)
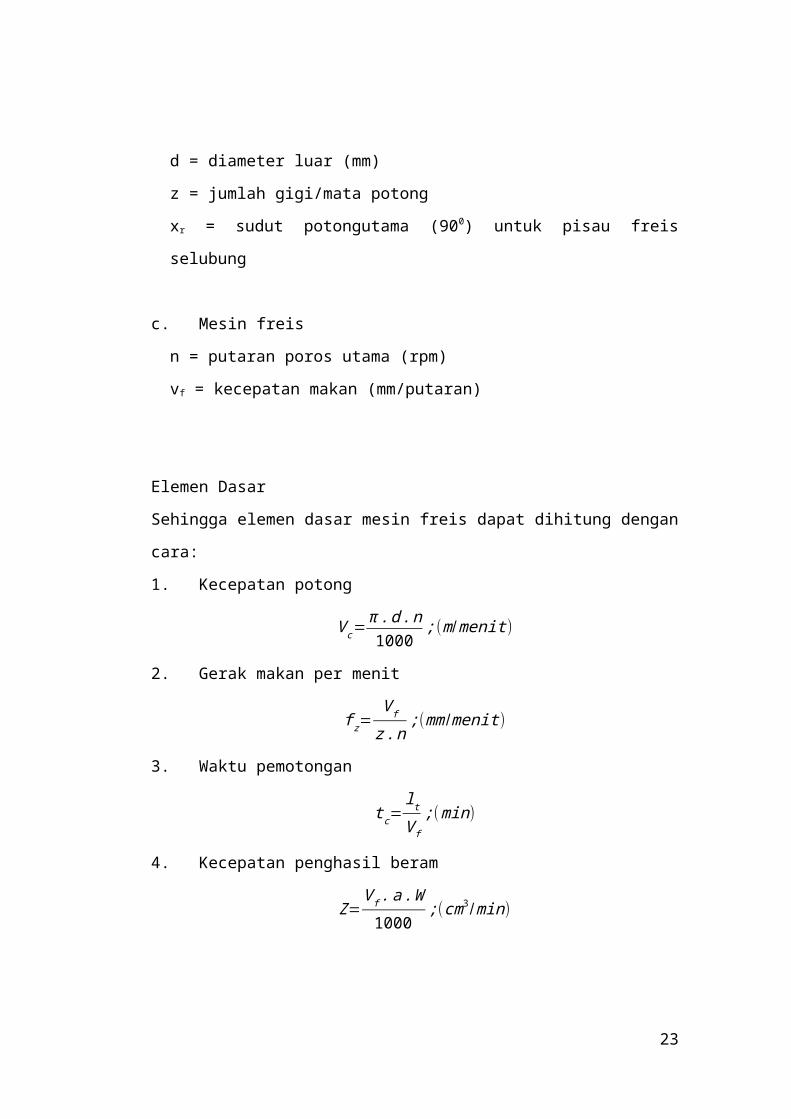
Elemen Dasar
Sehingga elemen dasar mesin freis dapat dihitung dengan cara:
1. Kecepatan potong
V c=π .d .n1000
; (m /menit)
2. Gerak makan per menit
f z=V f
z . n;(mm/menit )
3. Waktu pemotongan
t c=lt
V f
; (min)
4. Kecepatan penghasil beram
Z=V f . a .W
1000;(cm3/min)
17

Tabel 1 kecepatan potong untuk beberapa jenis bahan
Tabel 2 kecepatan feeding untuk pahat HSS
2.7 Coolant dan Toleransi
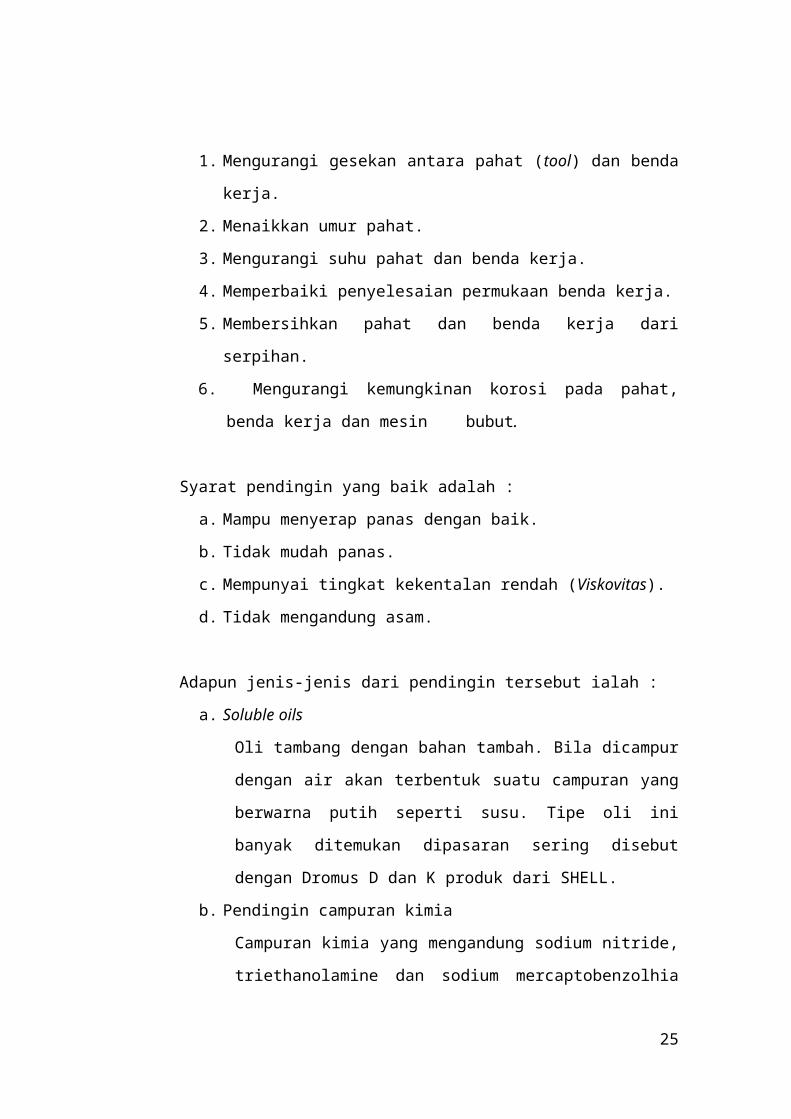
2.7.1 Coolant (Pendingin)
Sistem pendingin (Air Coolant) pada mesin bubut adalah system yang
digunakan untuk mendinginkan benda kerja pada saat melakukan penyayatan
benda kerja agar benda kerja tidak terjadi keausan.Pada setiap pekerjaan
pemesinan akan menggunakan bahan pendingin (coolant) yang digunakan pada
saat pengerjaan benda kerja. Adapun fungsi dari cairan pendingin ini adalah
sebagai berikut :
1. Mengurangi gesekan antara pahat (tool) dan benda kerja.
2. Menaikkan umur pahat.
3. Mengurangi suhu pahat dan benda kerja.
4. Memperbaiki penyelesaian permukaan benda kerja.
18
5. Membersihkan pahat dan benda kerja dari serpihan.
6. Mengurangi kemungkinan korosi pada pahat, benda kerja dan mesin
bubut.
Syarat pendingin yang baik adalah :
a. Mampu menyerap panas dengan baik.
b. Tidak mudah panas.
c. Mempunyai tingkat kekentalan rendah (Viskovitas).
d. Tidak mengandung asam.
Adapun jenis-jenis dari pendingin tersebut ialah :
a. Soluble oils
Oli tambang dengan bahan tambah. Bila dicampur dengan air akan
terbentuk suatu campuran yang berwarna putih seperti susu. Tipe oli
ini banyak ditemukan dipasaran sering disebut dengan Dromus D
dan K produk dari SHELL.
b. Pendingin campuran kimia
Campuran kimia yang mengandung sodium nitride, triethanolamine
dan sodium mercaptobenzolhia zole. Pendingin ini mempunyai
keseimbangan yang baik, pelindung karat yang baik dan mempunyai
sifat tembus pandang.
2.7.2 Toleransi
Toleransi adalah ukuran atau takaran yang diizinkan pada suatu pembuatan
benda kerja , benda kerja yang dibuat tidak harus pas dengan yang ditentukan
tetapi boleh ±dari ukuran yang ditentukan , toleransi terbagi dua yaitu tanda ( + )
dan toleransi bawah dengan tanda ( - ).
Toleransi adalah nilai penyimpangan ( perbedaan penyimpangan ) yang
diizinkan dan sesuai fungsional , dalam pengerjaan suatu benda kerja dan toleransi
yang diizinkan dalam pembuatan benda kerja yaitu ± 0,1 mm. Pada umumnya
toleransi terbagi tiga (3) yaitu :
19
1. Toleransi linier
2. Toleransi sudut
3. Toleransi geometri
Pada pekerjaan dengan menggunakan mesin TNC milling digunakan toleransi
geometri dan toleransi sudut. Sekelompok toleransi yang dianggap mempunyai
ketelitian yang setaraf untuk semua ukuran dasar, telah ditentukan 18 kwalitas
yang disebut toleransi standar yaitu: IT 01. IT 0, IT sampai dengan IT 16. IT 01
sampai dengan IT 4 diperuntukkan pekerjaan yang sangat teliti seperti alat ukur,
instrument-instrument optic.Tingkat IT 5 sampai dengan IT 11 dipakai dalam
bidang pemesinan umum untuk bagian-bagian mampu tukar , yang dapat
digolongan pula dalam pekerjaan yang sangat teliti dan pekerjaan yang biasa.
Tingkat IT 12 sampai dengan IT 16 dipakai untuk pekerjaan kasar.
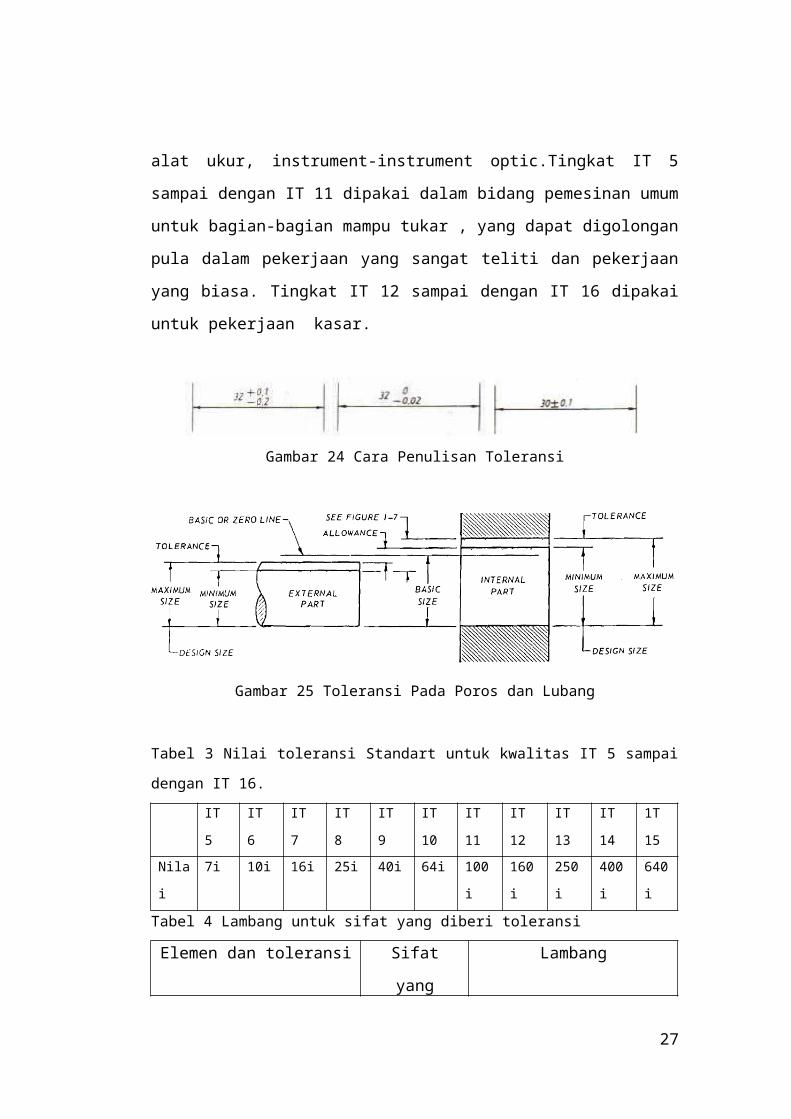
Gambar 24 Cara Penulisan Toleransi
Gambar 25 Toleransi Pada Poros dan Lubang
Tabel 3 Nilai toleransi Standart untuk kwalitas IT 5 sampai dengan IT 16.
IT
5
IT
6
IT
7
IT
8
IT
9
IT
10
IT
11
IT
12
IT
13
IT
14
1T
15
Nilai 7i 10i 16i 25i 40i 64i 100i 160i 250i 400i 640i
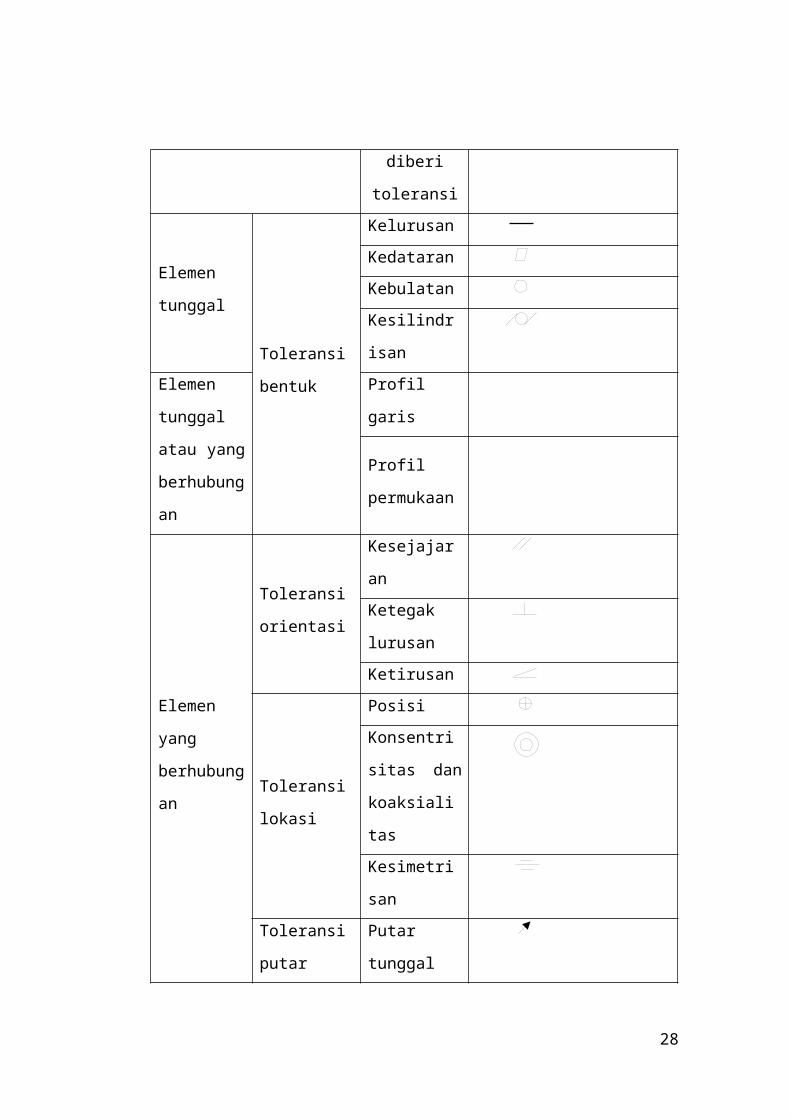
Tabel 4 Lambang untuk sifat yang diberi toleransi
Elemen dan toleransi Sifat yang Lambang
20
diberi
toleransi
Elemen
tunggal
Toleransi
bentuk
Kelurusan
Kedataran
Kebulatan
Kesilindrisan
Elemen
tunggal atau
yang
berhubungan
Profil garis
Profil
permukaan
Elemen yang
berhubungan
Toleransi
orientasi
Kesejajaran
Ketegak
lurusan
Ketirusan
Toleransi
lokasi
Posisi
Konsentrisitas
dan
koaksialitas
Kesimetrisan
Toleransi
putar
Putar tunggal
Putar total
BAB III
ALAT DAN BAHAN
21
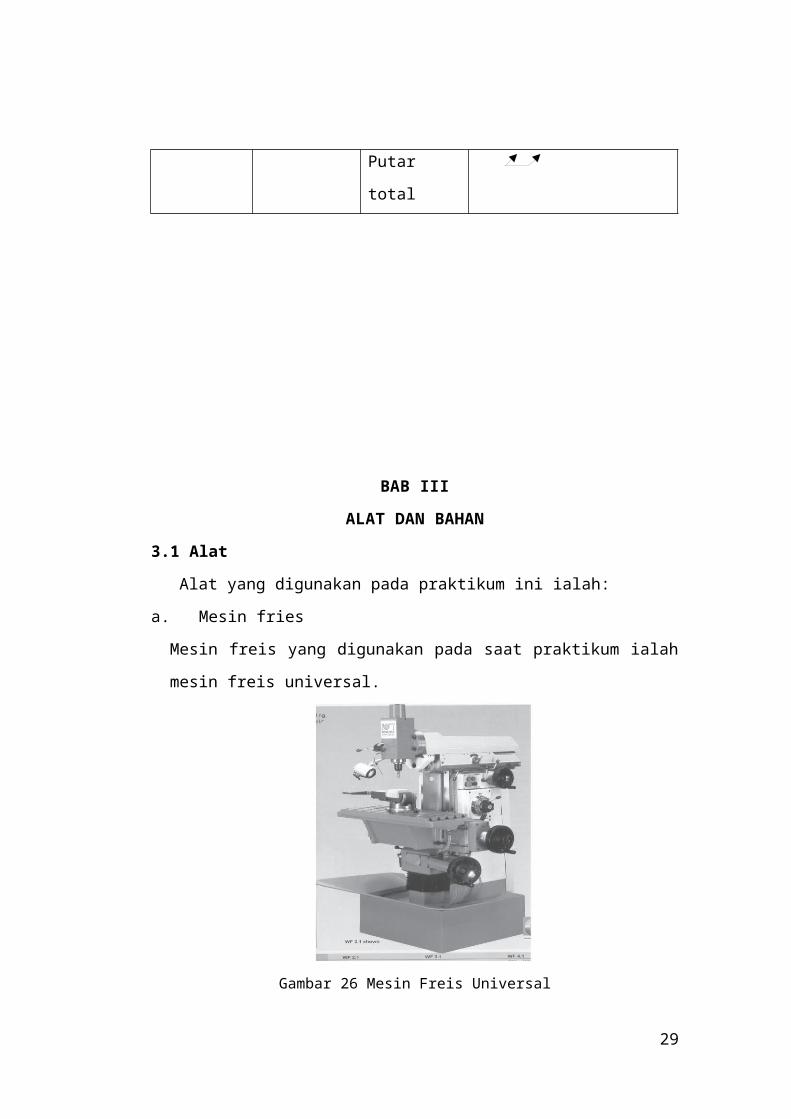
3.1 Alat
Alat yang digunakan pada praktikum ini ialah:
a. Mesin fries
Mesin freis yang digunakan pada saat praktikum ialah mesin freis universal.
Gambar 26 Mesin Freis Universal
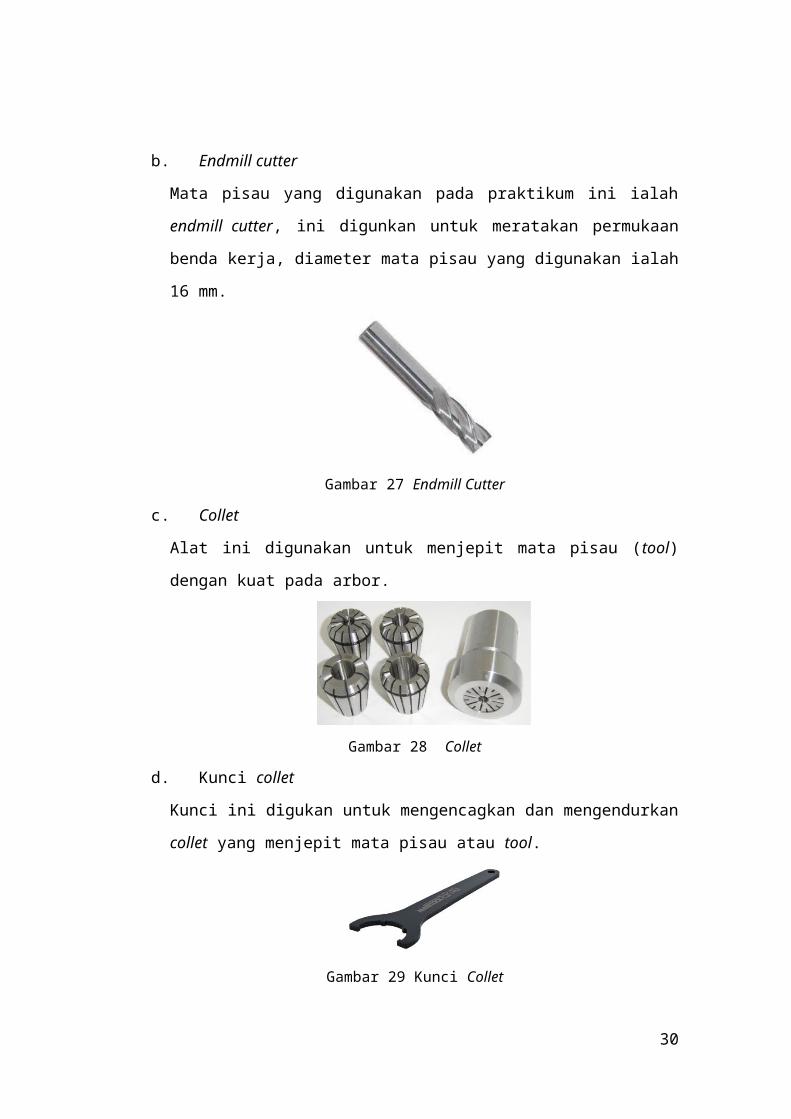
b. Endmill cutter
Mata pisau yang digunakan pada praktikum ini ialah endmill cutter, ini
digunkan untuk meratakan permukaan benda kerja, diameter mata pisau yang
digunakan ialah 16 mm.
Gambar 27 Endmill Cutter
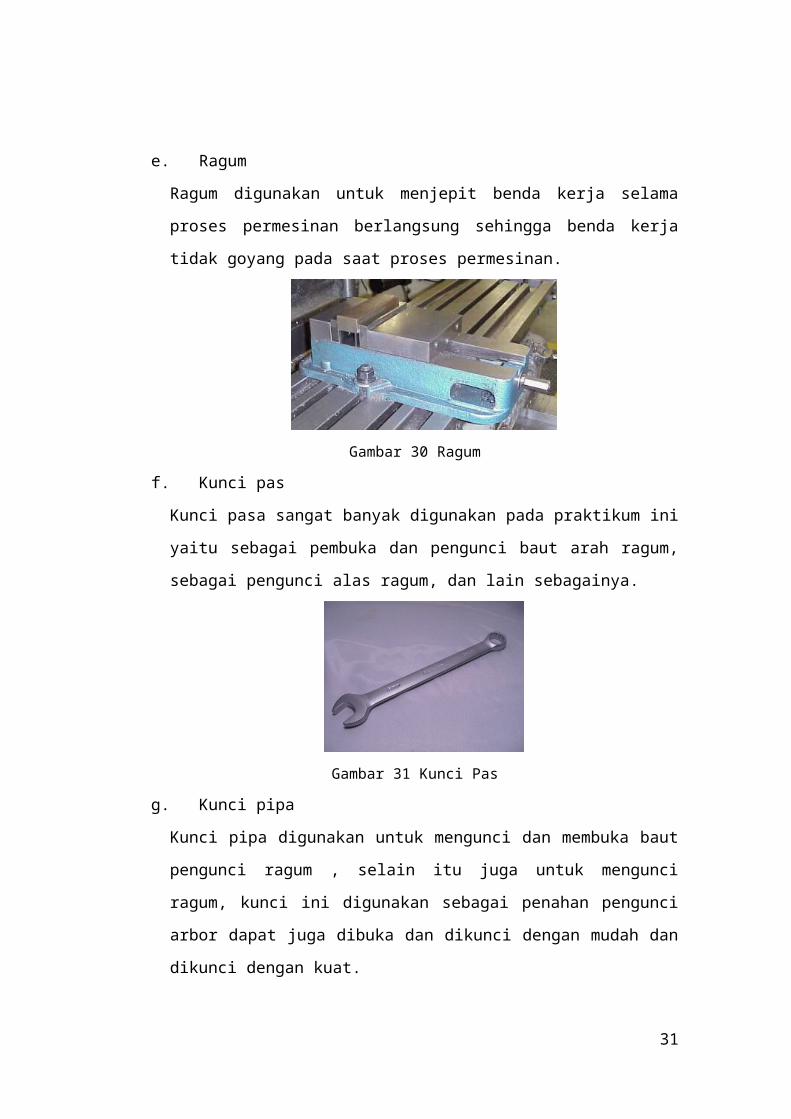
c. Collet
Alat ini digunakan untuk menjepit mata pisau (tool) dengan kuat pada arbor.
22
Gambar 28 Collet
d. Kunci collet
Kunci ini digukan untuk mengencagkan dan mengendurkan collet yang
menjepit mata pisau atau tool.
Gambar 29 Kunci Collet
e. Ragum
Ragum digunakan untuk menjepit benda kerja selama proses permesinan
berlangsung sehingga benda kerja tidak goyang pada saat proses permesinan.
Gambar 30 Ragum
f. Kunci pas
Kunci pasa sangat banyak digunakan pada praktikum ini yaitu sebagai
pembuka dan pengunci baut arah ragum, sebagai pengunci alas ragum, dan lain
sebagainya.
23
Gambar 31 Kunci Pas
g. Kunci pipa
Kunci pipa digunakan untuk mengunci dan membuka baut pengunci ragum ,
selain itu juga untuk mengunci ragum, kunci ini digunakan sebagai penahan
pengunci arbor dapat juga dibuka dan dikunci dengan mudah dan dikunci
dengan kuat.
Gambar 32 Kunci Pipa
h. Kuas
Alat ini digunakan untuk pembersih sisa beram dan coolant pada meja mesin
freis, benda kerja, maupun pada ragum sehingga mata pisau freis tidak
terhambat oleh beram.
Gambar 33 Kuas
24
i. Kunci L
Kunci L diguakan untuk mengencangkan dan mengendurkankan baut pengunci
head pada saat menyetel head, baik miring maupun tegak lurus terhada benda.
Gambar 34 Kunci L
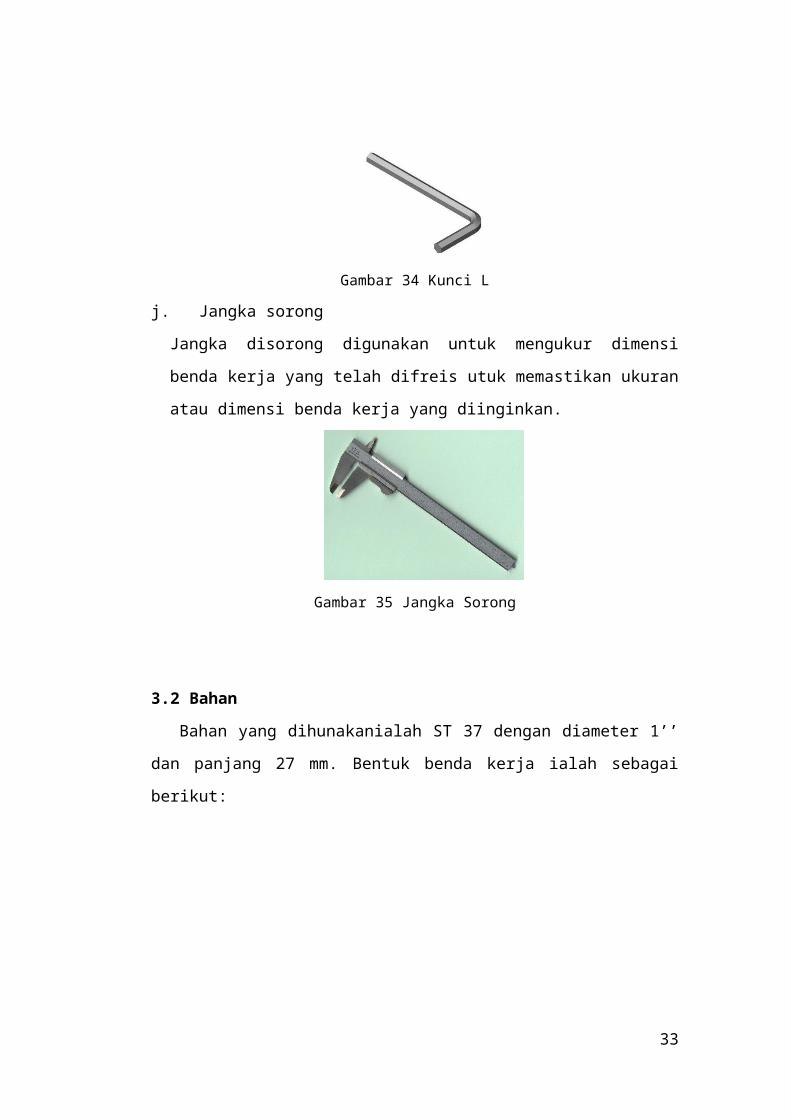
j. Jangka sorong
Jangka disorong digunakan untuk mengukur dimensi benda kerja yang telah
difreis utuk memastikan ukuran atau dimensi benda kerja yang diinginkan.
Gambar 35 Jangka Sorong
3.2 Bahan
Bahan yang dihunakanialah ST 37 dengan diameter 1’’ dan panjang 27 mm.
Bentuk benda kerja ialah sebagai berikut:
Gambar 36 Benda Kerja Sebelum Di Proses Pengerjaan
25

BAB IV
PROSEDUR KERJA
4.1 Prosedur Umum
Prosedur umum berisikan tentang suatu proses atau langkah-langkah kerja
yang kita lakukan berulang-ulang kali atau pekerjaan yang umum dilakukan
dalam setiap pekerjaan pada benda kerja. Adapun prosedur yang akan dikerjakan
adalah sebagai berikut:
1. Alat-alat disiapkan
2. Bahan disiapkan
3. Aktifkan mesin freis
4. Mesin freis disetting
5. Mata pisau dipasang pada arbor beserta collet
6. Pasang ragum
7. Benda kerja dijepit pada ragum
8. Hidupkan putaran spindel, dan tentukan putaran yang harus dilakukan
putaran low atau putaran high
9. Atur titik awal pemotongan
10. Hidupkan air coolant
11. Lakukan pengerjaan freis
12. Jika telah selesai dari pengerjaan matikan putaran spindel dan air coolant
13. Buka benda kerja dari ragum
14. Ukur benda kerja jika ukuran sudah sesuai keinginan matiakn mesin freis
15. Bersihkan mesin freis
16. Kembalikan alat yang digunakan pada tempatnya
26
4.2 Prosedur Benda Kerja
4.2.1 Pengerjaan Perataan
4.2.1.1 Roughing
1. Alat-alat disiapkan
2. Bahan disiapkan
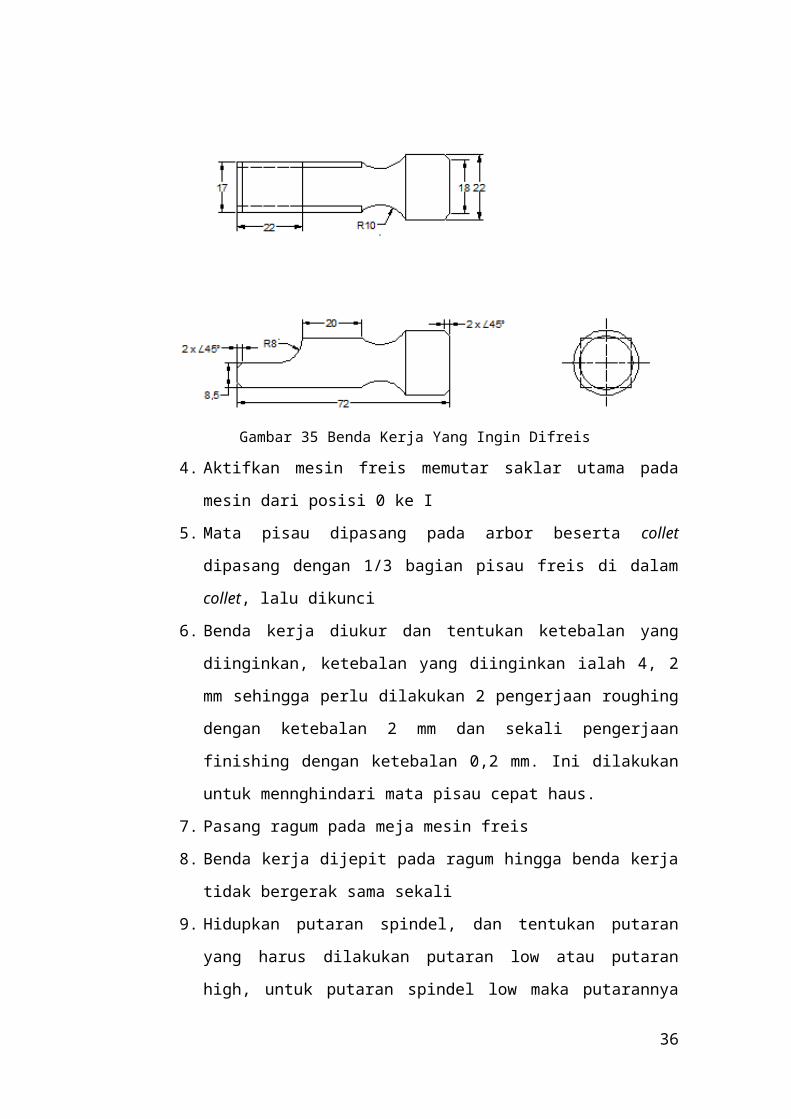
3. Gambar kerja dipahami
Gambar 35 Benda Kerja Yang Ingin Difreis
4. Aktifkan mesin freis memutar saklar utama pada mesin dari posisi 0 ke I
5. Mata pisau dipasang pada arbor beserta collet dipasang dengan 1/3 bagian
pisau freis di dalam collet, lalu dikunci
6. Benda kerja diukur dan tentukan ketebalan yang diinginkan, ketebalan
yang diinginkan ialah 4, 2 mm sehingga perlu dilakukan 2 pengerjaan
roughing dengan ketebalan 2 mm dan sekali pengerjaan finishing dengan
ketebalan 0,2 mm. Ini dilakukan untuk mennghindari mata pisau cepat
haus.
7. Pasang ragum pada meja mesin freis
8. Benda kerja dijepit pada ragum hingga benda kerja tidak bergerak sama
sekali
9. Hidupkan putaran spindel, dan tentukan putaran yang harus dilakukan
putaran low atau putaran high, untuk putaran spindel low maka
putarannya sebesar 175 rpm, dan jika putaran spindel high maka
27
putarannya sebesar 700 rpm, ini sesuai dengan keadaan tali belt transmisi
motor dengan pada spindel pada posisi kedua yang dimana putaranya low
175 dan high 700. Untuk pengerjaan roughing digunakan putaran low
yaitu 175 rpm
10. Atur titik awal pemotongan, pada langkah ini atur ketebalan yang
diinginkan pengerjaan roughing tebal pemakanan 2 mm, cara menetukan
tebal pemakanan ialah dengan cara mengatur kontrol manual y disetel
pada posisi nol sebagai awal pengerjaan lalu kontrol manual y diputar
sebanyak satu kalikarena satu kali putaran kontrol manual sama dengan 2
mm
11. Hidupkan air coolant, dan arah putaran spindel
12. Lakukan pengerjaan freis rata , permukaan diratakan dengan cara
menggerakkan konrol manual x kekiri dan kekanan
13. Jika telah selesai dari pengerjaan roughing lakukan roughing selanjutnya
hingga batas yang telah diinginkan yaitu 4 mm. Caranya sama dengan
roughing sebelumnya dan lakukan pada keempat sisi.
14. Jika telah selesai semua pekerjaan roughing matikan putaran spindel dan
air coolant
15. Lakukan pekerjaan selanjunya yaitu finishing
4.2.1.2 Finishing
1. Setelah pegerjaan roughing dilakukan, lakukan pengerjaan selanjutnya
ialah finishig.
2. Atur ketebalan pemotongan yaitu sebesar 0,2 mm dengan cara memutar
kontrol y kekiri sebanyak 0,2 mm dengan melihat skala pad kotrol manual
y.
3. Hidupkan sputaran spindel dengan putaran high dan air coolant
4. Lakukan proses pengerjaan dengan menggerakan kontrol manual x ke kiri
dan ke kanan
5. Lakukan pengerjaan ini pada keempat sisi
6. Jika selesai matikan putaran spindel dan air coollant
28
7. Buka benda kerja dan dibersihkan
8. Mesin dibersihkan dari beram yang dihasilkan pada proses pengerjaan
9. Lakukan pengerjaan selanjutnya.
29
BAB V
PEMBAHASAN
5.1 Perhitungan
5.1.1 Perhitungan Praktikum
a. Roughing I
Diket :
n = 175 rpm
a = 0,07 mm
ln = 47 mm
d = 16 mm
lt = lv + ln + lw
= 1+ 47 + 1
= 49 mm
W = 25,4 mm
Dit : elemen dasar ?
1. Kecepatan potong (V)
Roughing ( n=175rpm)
V= π×d×n1000
V=3 , 14×16 mm×175 rpm1000
V= 8,79 m/min
Finishing ( n=700rpm )
Vc=π×d×n1000
Vc=3 ,14×16×7001000
Vc= 35,168 m/min
30
2. Gerak makam pergigi (fz)
Roughing
fz= Vfz×n
fz=39 ,32 m /min4×125 rpm
fz= 6,056 mm / gigi
Finishing
fz= Vfz×n
fz=37 ,226 m /min4×700 rpm
fz= 0,0133 mm / gigi
3. Waktu pemotongan (tc)
tc= ltVf
Dimana;
Lt = lv + lw + ln
= 2 + 47+0
= 49 mm
Roughing
tc= ltVf
tc=4939 , 92
tc=1,227 min
Finishing
tc= ltVf
31
tc=4937 ,226 =1,316 min
4. Kecepatan penghasilan geram (Z)
Roughing
Z= Vf ×a×w1000
Z= 39 ,32×0 , 37×181000
Z= 0 , 261cm3/min
Finishing
Z= Vf ×a×w1000
Z= 37 ,226×0 , 07×181000
Z= 0 , 046 cm3/min
32
5.2 Analisa
Dari benda kerja dapat dilihat permukaan benda kerja miring dan terdapat
bagian-bagian pengefreisan yang terlewat, ini dikarenakan alas ragum yang
miring dan juga penguncian ragum yang tidak kuat sehingga benda kerja miring
dan pemakanan pisau freis pun mengikuti permukaan benda yang miring sehingga
hasilnya permukaan benda kerja ikut miring karena permukaan benda kerja yang
miring.
Permukaan benda yang terlewat atau bagian-bagian pengefreisan terlewat ini
dikarenakan pada saat pengefreisan mata pisau freis terlewat batas akhir
pemakanan benda kerja ini dikarenakanpenglihatan praktikan terhalang oleh
beram yang dihasilkan selama pemakanan dan air coolant yang terlalu banyak
keluar sehingga penglihatan praktikan terhalang.
Dari benda kerja juga dapat dilihat bahwa permukaan benda kerja ada yang
kasar dan ada yang halus ini dikarenakan oleh kecepatan makan dan kecepatan
potong, kecepatan makan yang trelalu cepat ini akan mengakibatkan mata piasau
freis cepat haus sehingga pemakanan mata pisau freis kurang bagus sehingga
permukaan benda kerja tidak halus, untuk kecepatan potong apabila kecepatan
potong terlalu cepat dan tebel pemotongan terlalu dalam ini mengakibatkan mata
pisau cepat haus sehingga mata pisau pemakanan kurang bagus dan hasilnya
permukaan benda kerja kurang bagus. Sehingga pada saat melakukan
pengefreisan diperlukan kecepatan makan yang tidak terlalu lambat dengan
kecepatan potong yang tidak terlalu cepat dan kedalaman yang tidak terlalu
dalam. Selain itu juga pada saat praktikum kecepatan makan pada proses
pengerjaan tidak konstan sehingga permukaan ada yang rata dan ada yang juga
tidak rata.
33
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Adapun kesimpulan dari praktikum ini ialah :
a. Kecepatan makan, kecepatan potong, tebal pemakanan sangat
berpengaruh pada hasil benda kerja sehingga diperlukan perencanaan
terhadap kecepatan makan, kecepatan potong, dan tebal pemakanan pada
saat sebelum proses pengerjaan karena setiap jenis benda kerja memiliki
kecepatan dan kecepaatn potong yang berbeda-beda karena nilai
kekerasan suatu benda kerja berbeda-beda sehingga diperlukan
perencanaan yang matang.
b. Ketajaman pada mata pisau freis sangat berpengaruh pada benda kerja
sehingga ketajaman mata pisau haruslah dijaga agar tidak cepat haus.
c. Mesin freis dapat melaksanakan segala jenis bentuk benda kerja kecuali
bentuk benda kerja yang selindris karena mesin freis hanya dapat
melakukan pemakanan pada benda kerja yang tida berputar. salah satu
contoh jenis pengerjaaan yang dapat dilakukan pada mesin freis ialah :
pembuatan alur, pembuatan chamfer, pembuatan, radius dan sebagainya.
6.2 Saran
Adapun saran praktikan pada praktikum ini ialah :
a. Sebelum melakukan pengerjaan lihat mata pisau freis
b. Pastikan benda kerja rata pada ragum dan terkunci kuat untuk
menghindari pemakanan yang tidak rata
c. Sebelum melakukan pengerjaan tentukan awal pemotongan dan akhir
pemotongan pada benda kerja
d. Pada saat melakukan gerak makan secara manual seebaiknya gerak makan
digerakkan secar perlahan-lahan dan dijaga konstan.
34
DAFTAR PUSTAKA
Windarto.2008.”Teknik Permesinan Untuk Smk”. Direktorat Pendidikan
Menengah Kejuruaan: Departemen Pendidikan Nasional
Draft Proses Produksi I, Yohanes ST,MT
Muin. A Syamsir, Ir. Dasar-dasar Perancangan perkakas dan mesin-mesin
perkakas.
Amstead, BH Teknologi mekanik, edisi ketujuh, versi S1, erlangga
35
LAMPIRAN
1. Laporan Harian
Prosedur kerja
a) Alat dan bahan disiapkan
b) Pahami benda kerja
c) Ukur benda kerja menggunakan jangka sorong
d) Tekan MF3 warna hijau pada panel utama, kemudian putar saklar utama
pada mesin freis dari posisi off ke on.
e) Pasang pisau freis (tool) pada collet dengan 1/3 pahat berada dalam
collet. Kemudian pasangkan pada arbor dan kunci menggunakan kunci
collet yang telah disediakan.
f) Pilih arah putaran CW (searah jarum jam)
g) Putaran spindle pilih pada puli ke 2 untuk low 175rpm dan high 700rpm.
h) Benda kerja di cekam atau dijepit pada ragum yang telah terpasang pada
meja freis. Kunci ragum hingga kuat.
i) Aktifkan putaran spindle dengan menekan tombol warna hijau.
j) Aktifkan juga coolant dengan menekan tombol warna hijau pada sebelah
kanan.
k) Benda kerja di freis sesuai dengan perencanaan kerja. Pada praktikum ini
benda kerja yang berpenampang bulat dibentuk hingga penampang
persegi dengan ukuran sisi 17mm sepanjang 72mm. total pemakanan
4mm tiap sisinya.
l) Putaran D dicari titik datumnya, kemudian di roughing dengan putaran
spindle 175rpm, putaran searah jarum jam sebanyak 4 kali pemakanan
dengan kedalaman potong 4 kali, yaitu yang pertama 1mm, kedua 1mm,
ketiga 1mm, dan keempat 0,7mm.
36
Keterangan: pada saat kita melakukan pengerjaan freis kita melakukan gerak
makan pada benda kerja sebanyak 4 kali, dengan gerak makan
pertama sedalam 1mm, kedua 1mm, ketiga 1mm dan terakhir
0,7mm.
Keterangan: setelah pengerjaan pertama kita lakukan, pengerjaan berikutnya
denga cara kerja sama dengan keterangan gambar pada no l. begitu
juga dengan pengerjaan berikutnya.
Keterangan: hasil pengefreisan setelah dilakukan beberapa tahap pengefreisan.
37
m) Permukaan yang telah rata di finishing dengan putaran spindle 700rpm,
putaran searah jarum jam sebanyak 1 kali pemakanan.
n) Setelah selesai matikan mesin dengan menekan tombol berwarna merah.
o) Lepaskan pisau freis (tool) dari collet pada mesin freis.
p) Lepaskan benda kerja dari ragum.
q) Bersihkan mesin freis dari geram (chip).
Elemen Dasar
5. Kecepatan potong (V)
Roughing ( n=175rpm)
V= π×d×n1000
V=3 , 14×16 mm×175 rpm1000
V= 8,79 m/min
Finishing ( n=700rpm )
Vc=π×d×n1000
Vc=3 ,14×16×7001000
Vc= 35,168 m/min
6. Gerak makam pergigi (fz)
Roughing
fz= Vfz×n
fz=39 ,32 m /min4×125 rpm
fz= 6,056 mm / gigi
Finishing
38
fz= Vfz×n
fz=37 ,226 m /min4×700 rpm
fz= 0,0133 mm / gigi
7. Waktu pemotongan (tc)
tc= ltVf
Dimana;
Lt = lv + lw + ln
= 2 + 47+0
= 49 mm
Roughing
tc= ltVf
tc=4939 , 92
tc=1,227 min
Finishing
tc= ltVf
tc=4937 ,226
tc=1,316 min
8. Kecepatan penghasilan geram (Z)
Roughing
Z= Vf ×a×w1000
39
Z= 39 ,32×0 , 37×181000
Z= 0 , 261cm3/min
Finishing
Z= Vf ×a×w1000
Z= 37 ,226×0 , 07×181000
Z= 0 , 046 cm3/min
Analisa
Selesai melaksanakan praktikum mesin freis banyak fenomena yang
terjadi pada alat ataupun benda kerja. Hal ini dapat disebabkan oleh alat yang
digunakan ataupun dari praktikum sendiri. Adapun fenomena-fenomena yang
terjadi yaitu pada saat tool menyayat benda kerja, perputaran tool tidak seimbang
sehingga mengakibatkan permukaan benda kerja yang disayat oleh tool tidak
sempurna,. Hal ini disebabkan oleh coller atau tool yang sudah rusak. Pada
praktikum ini kami mengalami kesulitan dalam menjepit benda kerja sampai
permukaan benda kerja tersebut benar-benar rata. Untuk itu pada saat menjepit
benda kerja hendaknya di periksa kerataannya menggunakan spirit level, dijepit
pada ragum.
Ketika tool menyayat benda kerja permukaan yang dihasilkan kasar, ini
disebabkan karena kurangnya pendinginan pada tool atau tool sudah rusak.
Kurangnya pendinginan juga menyebabkan tool dan benda kerja panas dan
mengeluarkan asap. Apabila tidak diberi pendingin (coolant) maka dapat
mengakibatkan tool dan benda kerja tidak rusak.
Dalam melakukan praktikum ini, kami melakukan pemakanan pada
benda kerja sedalam 0,2 mm, setiap kali menyayat dengan perputaran spindle
low. Menentukan kedalaman potong dengan cara memutar knee. Sebelumnya kita
atur terlebih dahulu knee pada posisi 0 dengan cara melakukan sayatan tipis pada
40
benda kerja. Setelah itu kita lakukan penyayatan jangan terlalu tebal , karena
dapat menyebabkan tool patah.
Kesimpulan
Setelah pratikum selesai dilaksanakan benda kerja berupa hummer ukuran dan
bentuknya tidak sesuai dengan yang telah ditetapkan, kerena banyaknya kendala-
kendala yang dihadapi saat melakukan pratikum frais ini. Salah satu kendalanya pada
mesin frais itu sendiri.
Untuk hasil yang lebih akurat banyak hal-hal yang harus diperhatikan dalam
pengerjaan frias itu sendriri. Contohnya yaitu perlunya kedudukan yang rata untuk
benda kerja, pembersihan gram pada benda kerja harus selalu dilakukan, dan yang
terakhir pada benda kerja tu sendiri. Selain itu untuk penyayatan benda kerja,
tentukanlah ukuran yang sesuai, dan tepat. Karena ukuran yang sesuai dapat
menghasilkan benda kerja yang akurat dan sempurna.
Saran
Saat menjepit benda kerja menggunakan ragum, sebaiknya dijepit dengan
kuat.
Coolant harus tetap dihidupkan agar benda kerja dan pisau penyayat tetap
dingin.
sebaiknya gerakan pemotongan dilakukan perlahan agar tidak merusak
pisau.
bersihkan gram pada benda kerja agar batas penyayatan tidak terbatasi
oleh gram.
41