laporan metalografi
TRANSCRIPT
BAB I
TUJUAN PRAKTIKUM
1.1 Tujuan
1. Trainee dapat menunjukkan mikro struktur pada paduan logam.
2. Trainee dapat membedakan macam – macam bahan dengan melihat mikro
strukturnya.
3. Trainee dapat membedakan mikro struktur logam dan paduannya yang telah
mendapatkan perlakuan panas atau deformasi.
1
BAB II
LANDASAN TEORI
2.1 Teori
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran
dengan menggunakan mikroskop khusus metalografi.dengan analisa mikro struktur kita
dapat mengamati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi,
proses perlakuan panas dan perbedaan komposisi.
Sifat – sifat logam terutama sifat mekanis dan sifat teknologis sangat mempengaruhi
oleh mikro struktur dari logam dapat dirubah dengan jalan perlakuan panas ataupun dengan
proses perubahan bentuk (deformasi) dari logam yang akan diuji.
Metalografi merupakan disiplin ilmu yang mempelajari karakteristik mikrostruktur
suatu logam, paduan logam dan material lainnya serta hubungannya dengan sifat-sifat
material tersebut. Ada beberapa metode yang dipakai, yaitu : ,mikroskopik (optik maupun
elektron), difraksi (sinar-X, elektron dan neutron), analisis(X-ray fluorense, electron
microprobe) dan juga metalografi stereometri. Pada praktikum metalografi ini digunakan
metode mikroskop. Pengamatan metalografi dengan mikroskop umumnya dibagi menjadi
dua, yaitu :
1. Metalografi makro
Yaitu pengamatan struktur dengan perbesaran 10 – 100 kali
2. Metalografi mikro
Yaitu pengamatan struktur dengan perbesaran di atas 100 kali
Sebelum dilakukan pengamatan mikrostruktur dengan mikroskop maka diperlukan
preparasi sampel.
2
BAB III
ALAT DAN BAHAN YANG DIGUNAKAN
3.1. Alat dan bahan :
a. sampel
b. amplas
c. mikroskop optik
d. zat etsa
e. alkohol
f. autosol
g. abrasive
h. resin
3.2. Prosedur Percobaan :
a.penentuan wilayah kerja sampel
b. pemotongan sampel
c. mounting
d. pengamplasan
e. pemolesan
f. ecthing
g. pengamatan dengan mikroskopoptik
h. selesai
3
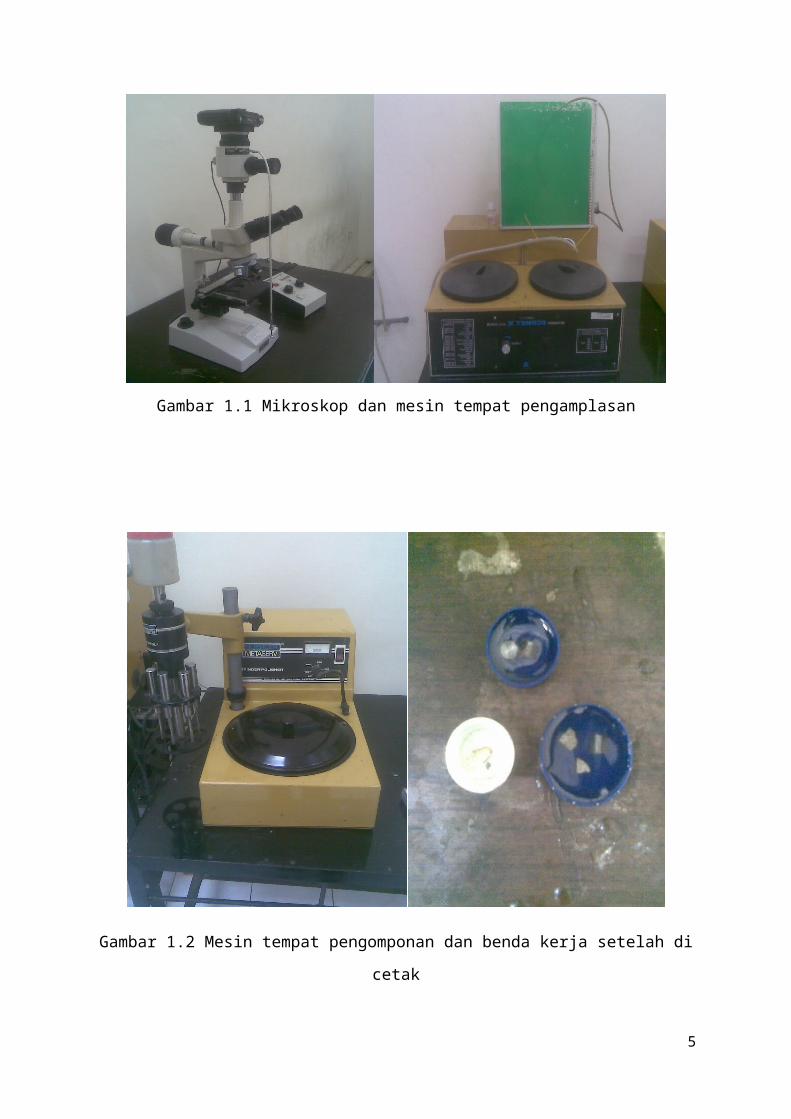
Gambar
1.1 Mikroskop dan mesin tempat pengamplasan
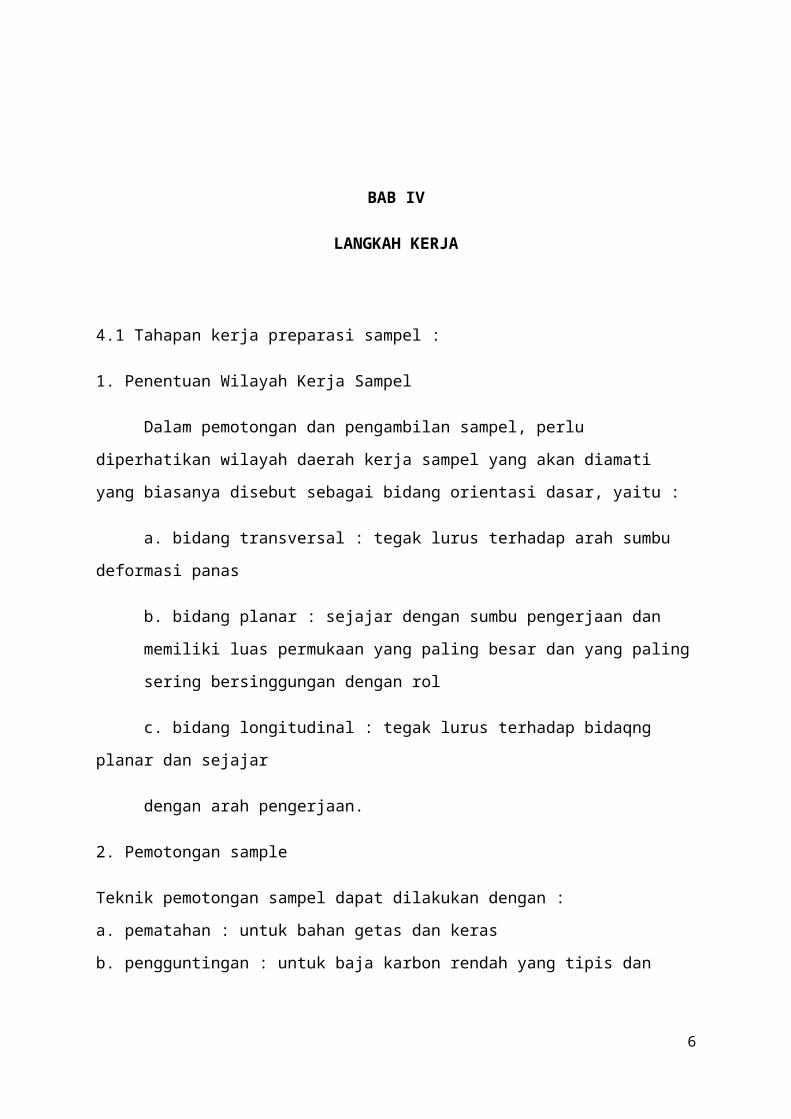
Gambar 1.2 Mesin tempat pengomponan dan benda kerja setelah di cetak
4
BAB IV
LANGKAH KERJA
4.1 Tahapan kerja preparasi sampel :
1. Penentuan Wilayah Kerja Sampel
Dalam pemotongan dan pengambilan sampel, perlu diperhatikan wilayah daerah kerja
sampel yang akan diamati yang biasanya disebut sebagai bidang orientasi dasar, yaitu :
a. bidang transversal : tegak lurus terhadap arah sumbu deformasi panas
b. bidang planar : sejajar dengan sumbu pengerjaan dan memiliki luas permukaan
yang paling besar dan yang paling sering bersinggungan dengan rol
c. bidang longitudinal : tegak lurus terhadap bidaqng planar dan sejajar
dengan arah pengerjaan.
2. Pemotongan sample
Teknik pemotongan sampel dapat dilakukan dengan :
a. pematahan : untuk bahan getas dan keras
b. pengguntingan : untuk baja karbon rendah yang tipis dan lunak
c. penggergajian : untuk bahan yang lebih lunak dari 350 HB
d. pemotongan abrasi
e. electric discharge machining : untuk bahan dengan konduktivitas baik di mana sampel
direndam dalam fluida dielektrik lebih dahulu sebelum dipotong dengan memasang catu
listrik antara elektroda dan sampel
3.Pemasangan sampel (monting)
Prosedur mounting dilakukan apabila sampel terlalu kecil, bentuk tak beraturan,
sangat lunak, mudah pecah dan berongga. Caranya adalah dengan meletakkan sampel ke
dalam cetakan mounting, lalu memasukkan resin yang telah dicampur dengan hardener.
5
Larutan mounting harus memiliki sifat :
a. Tak bereaksi dengan sampel
b. Kekentalannnya sedang dalam bentuk cair dan bebas udara pada bentuk padatnya
c. Adhesi yang baik dengan sampel
d. Kekuatan dan tahanan yang sama besar dengan sampel
e. Kemampuan susut yang rendah
Permukaan sampel yang akan diuji harus ada di bagian bawah. Setelah dibiarkan selama
25 menit maka bahan mounting telah siap dan sampel telah siap dipreparasi dengan langkah
berikutnya.
4. Pengamplasan
Pengamplasan bertujuan untuk meratakan dan menghjluskan permukaan sampel yang akan
diamati. Pengamplasan ini dilakukan secara berurutan yaitu denga memakai amplas kasar
hingga amplas halus (no # tinggi). Pengamplasan kasar dilakukan dengan menggunakan
amplas dengan nomor di bawah 180 #, sedangkan pengamplasan halus menggunakan amplas
dengan nomor lebih tinggi dari 180 #. Pengamplasan dimulai dengan meletakkan sampel
pada kertas amplas dengan permukaan yang akan diamati bersentuhan langsung dengan
bagian kertas amplas yang kasar, kemudian sampel ditekan dengan gerakan searah. Selama
pengamplasan terjadi gesekan antara permukaan sampel dan kertas amplas yang
memungkinkan terjadinya kenaikan suhu yang dapat mempengaruhi mikrostruktur sampel
sehingga diperlukan pendinginan dengan cara mengaliri air. Apabila ingin mengganti arah
pengamplasan, sampel diusahakan berada pada kedudukan tegak lurus terhadap arah mula-
mula. Pengamplasan selesai apabila tidak teramati lagi adanya goresan-goresan pada
permukaan sampel, selanjutnya sampel siap dipoles.
5. Pemolesan
Pemolesan bertujuan untuk lebih menghaluskan dan melicinkan permukaan
sampel yang akan diamati setelah pengamplasan. Seperti halnya
pengamplasan, pemolesan dibagi dua yaitu pemolesan kasar dan halus. Pemolesan kasar
menggunakan abrasive dalam range sekitar 30 - 3µm, sedangkan pemolesan halus
menggunakan abrasive sekitar 1µm atau di bawahnya. Sebelum pemolesan dilakukan, sampel
6
terlebih dulu dibersihkan dengan air. Pemolesan dimulai dengan menyalakan mesin poles
pada kecepatan sedang. Bagian permukaan sampel yang akan diuji ditekan ke mesin poles
sambil dialiri air. Sampel digerakkan secara radial dengan bagian permukaan sampel yang
telah dipoles harus dilihatb secara berkala. Berikutnya dilakukan pemolesan halus denga cara
yang sama seperti di atas tetapi dengan mengganti air dengan autosol.
6. Etsa / Ecthing
Dilakukan dengan mengkikis daerah batas butir sehingga struktur bahan dapat diamati
dengan jelas dengan bantuan mikroskop optik. Zat etsa bereaksi dengan sampel secara kimia
pada laju reaksi yang berbeda tergantung pada batas butir, kedalaman butir dan komposisi
dari sampel. Sampel yang akan dietsa haruslah bersih dan kering. Slema etsa, permukaan
sampel diusahakan harus selalu terendam dalam etsa. Waktu etsa harus diperkirakan
sedemikian sehingga permukaan sampel yang dietsa tidak menjadi gosong karena pengikisan
yang terlalu lama. Oleh karena itu sebelum dietsa, sampel sebaiknya diolesi alkohol untuk
memperlambat reaksi. Pada pengetsaan masing-masing zat etsa yang digunakan memiliki
karakteristik tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan diamati.
Zat etsa yang umum digunakan untuk baja ialah nital dan picral. Setelah reaksi etsa selesai,
zat etsa dihilangkan dengan cara mencelupkan sampel ke dalam aliran air panas. Seandainya
tidak memungkinkan dapat digunakan air bersuhu ruang dan dilanjutkan dengan pengeringan
dengan alat pengering. Permukaan sampel yang telah dietsa tidak boleh disentuh untuk
mencegah permukaan menjadi kusam. Stelah dietsa, sampel siap untuk diperiksa di bawah
mikroskop.
7
BAB V
DATA HASILPERCOBAAN
5.1 Gambar data hasil percobaan
a.Bahan ST 37
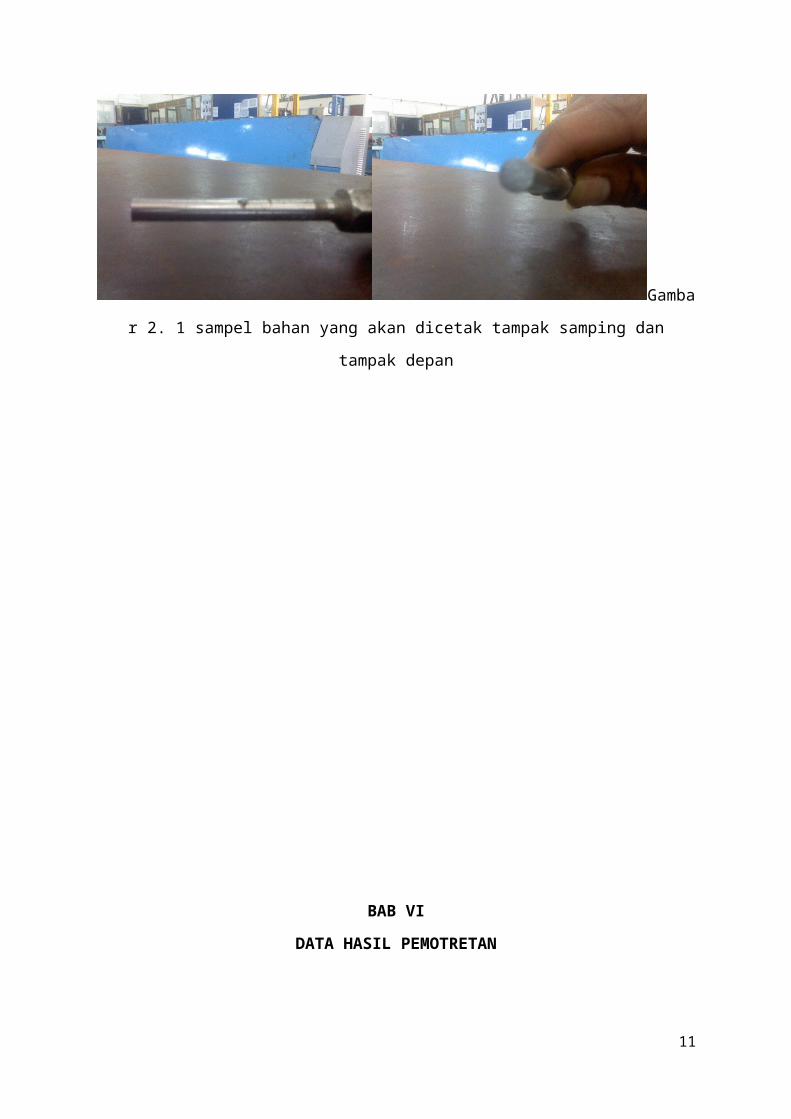
Gambar 2. 1 sampel bahan yang akan dicetak tampak samping dan tampak depan
8
BAB VI
DATA HASIL PEMOTRETAN
6.1 Gambar hasil pemotretran sebelum dan sesudah dietsa
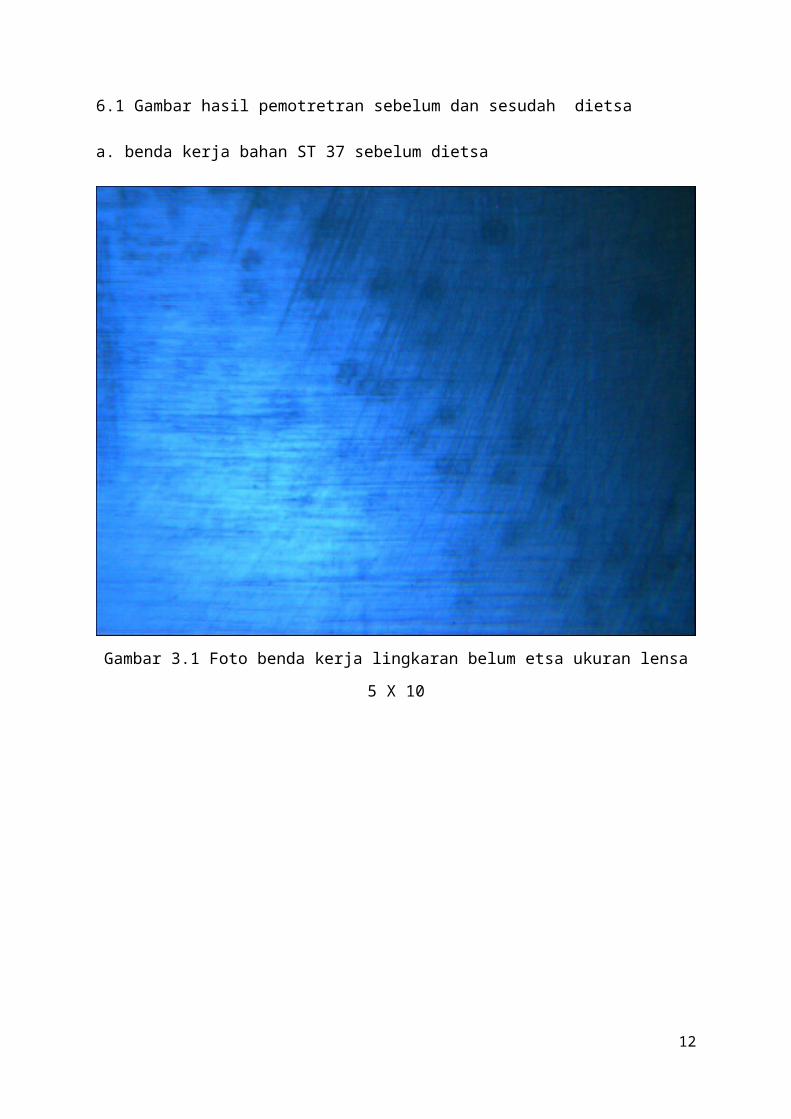
a. benda kerja bahan ST 37 sebelum dietsa
Gambar 3.1 Foto benda kerja lingkaran belum etsa ukuran lensa 5 X 10
9
Gambar 3.2 Foto benda kerja lingkaran belum etsa ukuran lensa 10 X 10
10
Gambar 3.3 Foto benda kerja lingkaran belum etsa ukuran lensa 40 X 10
11
Gambar 3.4 Foto benda kerja lingkaran belum etsa ukuran lensa 60 X 10
12
Gambar 3.5 Foto benda kerja persegi belum etsa ukuran lensa 5 X 10
13
Gambar 3.6 Foto benda kerja persegi belum etsa ukuran lensa 10 X 10
14
Gambar 3.7 Foto benda kerja persegi belum etsa ukuran lensa 40 X 10
15
Gambar 3.8 Foto benda kerja persegi belum etsa ukuran lensa 60 X 10
16
b. benda kerja bahan ST 37 sesudah dietsa
Gambar 4.1 Foto benda kerja lingkaran sesudah etsa ukuran lensa 5 X 10
17
Gambar 4.2 Foto benda kerja lingkaran sesudah etsa ukuran lensa 10 X 10
18
Gambar 4.3 Foto benda kerja lingkaran sesudah etsa ukuran lensa 40 X 10
19
Gambar 4.4 Foto benda kerja lingkaran sesudah etsa ukuran lensa 60 X 10
20
Gambar 4.5 Foto benda kerja persegi sesudah etsa ukuran lensa 5 X 10
21

Gambar 4.6 Foto benda kerja persegi sesudah etsa ukuran lensa 10 X 10
22
Gambar 4.7 Foto benda kerja persegi sesudah etsa ukuran lensa 40 X 10
23
Gambar 4.8 Foto benda kerja persegi sesudah etsa ukuran lensa 60 X 10
24
6.2 Gambar hasil pemotretran sebelum dan sesudah dietsa
a. benda kerja bahan kuningan sebelum dietsa
Gambar 5.1 Foto benda kerja lingkaran belum etsa ukuran lensa 5 X 10
25
Gambar 5.2 Foto benda kerja lingkaran belum etsa ukuran lensa 10 X 10
26
Gambar 5.3 Foto benda kerja lingkaran belum etsa ukuran lensa 40 X 10
27
Gambar 5.4 Foto benda kerja lingkaran belum etsa ukuran lensa 60 X 10
28
Gambar 5.5 Foto benda kerja persegi belum etsa ukuran lensa 5 X 10
29
Gambar 5.6 Foto benda kerja persegi belum etsa ukuran lensa 10 X 10
30
Gambar 5.7 Foto benda kerja persegi belum etsa ukuran lensa 40 X 10
31
Gambar 5.8 Foto benda kerja persegi belum etsa ukuran lensa 60 X 10
32
b. benda kerja bahan kuningan sesudah dietsa
Gambar 6.1 Foto benda kerja lingkaran sesudah etsa ukuran lensa 5 X 10
33
Gambar 6.2 Foto benda kerja lingkaran sesudah etsa ukuran lensa 10 X 10
34
Gambar 6.3 Foto benda kerja lingkaran sesudah etsa ukuran lensa 40 X 10
35
Gambar 6.4 Foto benda kerja lingkaran sesudah etsa ukuran lensa 60 X 10
36
Gambar 6.5 Foto benda kerja persegi sesudah etsa ukuran lensa 5 X 10
37
Gambar 6.6 Foto benda kerja persegi sesudah etsa ukuran lensa 10 X 10
38
Gambar 6.7 Foto benda kerja persegi sesudah etsa ukuran lensa 40 X 10
39
Gambar 6.8 Foto benda kerja persegi sesudah etsa ukuran lensa 60 X 10
40
6.3 Gambar hasil pemotretran sebelum dan sesudah dietsa
a. benda kerja bahan ST 60 sebelum dietsa
Gambar 7.1 Foto benda kerja lingkaran belum etsa ukuran lensa 5 X 10
41
Gambar 7.2 Foto benda kerja lingkaran belum etsa ukuran lensa 10 X 10
42
Gambar 7.3 Foto benda kerja lingkaran belum etsa ukuran lensa 40 X 10
43
Gambar 7.4 Foto benda kerja lingkaran belum etsa ukuran lensa 60 X 10
44
Gambar 7.5 Foto benda kerja persegi belum etsa ukuran lensa 5 X 10
45
Gambar 7.6 Foto benda kerja persegi belum etsa ukuran lensa 10 X 10
46
Gambar 7.7 Foto benda kerja persegi belum etsa ukuran lensa 40 X 10
47
Gambar 7.8 Foto benda kerja persegi belum etsa ukuran lensa 60 X 10
48
b. benda kerja bahan ST 60 sesudah dietsa
Gambar 8.1 Foto benda kerja lingkaran sesudah etsa ukuran lensa 5 X 10
49
Gambar 8.2 Foto benda kerja lingkaran sesudah etsa ukuran lensa 10 X 10
50
Gambar 8.3 Foto benda kerja lingkaran sesudah etsa ukuran lensa 40 X 10
51
Gambar 8.4 Foto benda kerja lingkaran sesudah etsa ukuran lensa 60 X 10
52
Gambar 8.5 Foto benda kerja persegi sesudah etsa ukuran lensa 5 X 10
53
Gambar 8.6 Foto benda kerja persegi sesudah etsa ukuran lensa 10 X 10
54
Gambar 8.7 Foto benda kerja persegi sesudah etsa ukuran lensa 40 X 10
55
Gambar 8.8 Foto benda kerja persegi sesudah etsa ukuran lensa 60 X 10
56