isi laporan
DESCRIPTION
Materi Laporan MagangTRANSCRIPT
11
BAB III
URAIAN KHUSUS
A. Pekerjaan Yang Dilakukan
Selama melaksanakan kegaitan Prakerin di PT Asia Pacific Fibers tepatnya di
departemen Electric Instrument, pekerjaan yang dilakukan tentunya berhubungan
dengan elektrik, diantaranya adalah :
1. Perawatan Dan Perbaikan Sensor OLT (On Line Tensor)
a. Perawatan
1) Perawatan olt terbagi menjadi 3 yaitu perawatan fisik, kalibrasi, dan
kelistrikan. Perawatan fisik yaitu dengan melakukan pembersihan pada celah
celah keramik yang dilalui benang.
2) Sedangkan perawatan kelistrikannya , biasanya terjadi pada kabel
penghubung yang sering terkelupas bahkan putus karena terkena gesekan
main belt atau roda positorq.
b. Perbaikan
1) Sensor OLT tidak normal (abnormal), cara perbaikannya adalah ialah
dengan mengkalibrasi sensor olt tersebut dengan menggunakan mesin
khusus untuk mengkalibrasi sensor olt. Caranya dengan mengatur terminal
scrup pada sensor OLT sesuai dengan standar ukuran sensor OLT tersebut.
Setelah itu dilakukan pengecatan pada terminal secrup yang telah diatur. Hal
ini dilakukan agar saat sensor olt dipasang pada mesin dan proses produksi
berlangsung, standar ukuran sensor OLT tidak berubah.
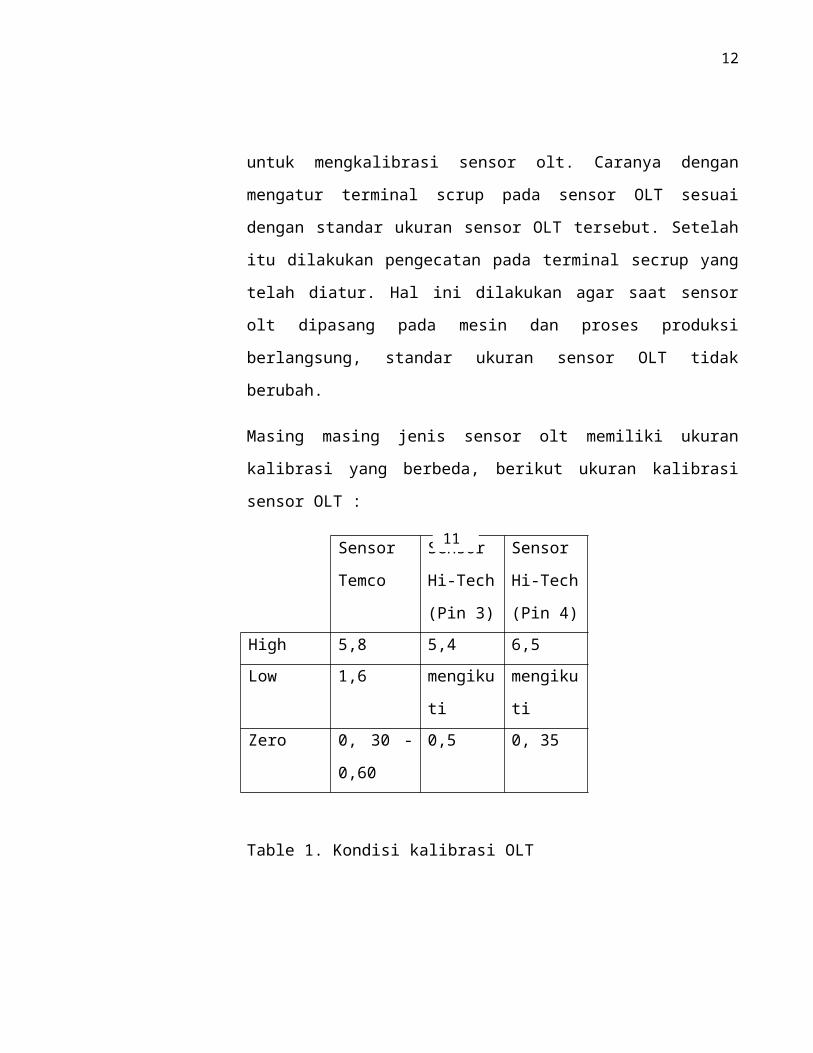
Masing masing jenis sensor olt memiliki ukuran kalibrasi yang berbeda,
berikut ukuran kalibrasi sensor OLT :
11
12
Sensor
Temco
Sensor
Hi-Tech
(Pin 3)
Sensor
Hi-Tech
(Pin 4)
High 5,8 5,4 6,5
Low 1,6 mengikuti mengikuti
Zero 0, 30 - 0,60 0,5 0, 35
Table 1. Kondisi kalibrasi OLT
Gambar 2. Mesin kalibrasi sensor OLT
2) Kabel penghubung putus atau isolasi terkelupas, cara perbaikannya yaitu
dengan disambung atau diisolasi pada bagian yang terkelupas. Tetapi bila
kabel sudah terlalu tua dan terlalu pendek atau sudah tidak dimungkinkan
lagi untuk dipakai lebih baik diganti dengan kabel yang baru.
Gambar 3. Kabel penghubung sensor OLT

13
2. Perawatan Dan Perbaikan Yarn Cutter
a. Perawatan
Sebelum cutter dipasang pada mesin texturizing yang siap operasi, maka
alangkah baiknya diperiksa terlebih dahulu. Alat yang digunakan untuk
memeriksa dan mengecek yarn cutter yaitu power supply (catu daya). Selain itu,
bagian yang harus dipelihara adalah keramik pada yarn cutter. Perawatannya
dengan cara membersihkan pada celah celah keramik yang kotor dengan kain
sebagai penggosok. Dan yarn cutter harus dicek dengan benang, jika benang
putus bila cutter memotong maka yarn cutter siap digunakan. Bila tidak
memotong maka ganti pisau yarn cutternya.
b. Perbaikan
Apabila dalam pemeriksaan telah diketahui kesalahannya maka
langkahselanjutnya adalah perbaikan. Bila pisau pemotong pada cutter bekerja
tetapi benang tidakk terpotong/ terputus, maka perbaikannya adalah dengan
mengganti pisau pemotong yang baru. Kemudian apabila bagian dalam yarn
cutter rusak, maka dilakukan perbaikan pada bagian yang rusak jika masih
dimungkinkan. Mengganti kapasitor apabila yarn cutter bekerja dan tidak
memotong. Tetapi bila tidak dapat diperbaiki , maka lebih baik diganti dengan
yarn cutter yang baru.
3. Perawatan Dan Perbaikan Yarn Detector
a. Perawatan
1) Melakukan pembersihan pada body yarn detector yang kotor karena minyak
dan debu dengan menngunakan kain yang lunak.
2) Jika yarn detector mengalami masalah maka gosok gosoklah celah keramik
pada yarn detector dengan menggunakan kertas sebagai penggosok. Jika
yarn detector sudah digosok lampu indikator yarn detector tidak mati mak
yarn detector sudah rusak. Harus diganti dengan spare yang baru.
b. Perbaikan
Socket penghubung pada detector putus.cara perbaikannya yaitu dengan
mengganti penghubung detector dari socket menjadi terminal. Atau dengan
14
menyolder kabel dan diberi isolasi. Bila socket penghubung sudah rusak karena
sering terkena oli maka bisa diganti dengan yan baru dan kabelnya dibersihkan
dengan contact cleaner. Tetapi bila kabel sudah tidak layak pakai maka lebih
baik diganti satu packet (detector dan socket).
4. Perawatan Dan Perbaikan Primary Heater
a. Perawatan
1) Jika keramik pada heater kotor, perawatannya ialah dengan cara
membersihkan celah keramik pada heater dengan menggunakan kain sebagai
penggosok.
2) Melakukan pemeriksaan dan pengecekan heater dengan melalui socket
penghubung heater dengan menggunakan multimeter.
b. Perbaikan
Jika dalam pemeriksaan telah diketahui kesalahannya, maka langkah
berikutnya adalah perbaikan. Cara mengecek kesalahannya yaitu dengan
mengukur resistansi pada elemen heater dan sensor pt100 melalui socket
detector. Resistansi normal elemen heater yaitu 32 ohm, dan resistansi normal
sensor pt100 yaitu 114 ohm. Jika socket pengubung pada heater putus, maka
perbaikannya ialah dengan menyambung kembali pada terminal pada elemen
heater. Tetapi jika sudah terlalu tua dan sudah tidak layak digunakan maka lebih
baik diganti dengan yang baru.
5. Memperbaiki Lampu TL
Di PT Asia Pacific Fibers khususnya di department texturizing penerangan
sangat penting. Oleh sebab itu disetiap mesin texturizing dipasang 18 buah
lampu TL untuk penerangan. Jika lampu TL menyala kedap – kedip biasanya
kerusakan pada starternya yang sudah rusak, jika lampu menyala kedap – kedip
terus lampu TL nya akan hangus dan rusak jadi lampunya perlu diganti juga.
Banyak lampu TL yang tidak menggunakan fitting tetapi menggunakan terminal
untuk penyambungnya, mak terminal itu harus diganti dengan fitting yang baru.
Agar lampu TL terlihat rapi dan standar sesuai ketentuan instalasi listrik.
15
6. Mengerjakan Idle & Break Positions
Mesin texturizing bekerja terus – menerus sehingga kerusakan pasti terjadi
pada posisi spindle. Kerusakan dicatat oleh department produksi untuk segera
dilaporkan kepada department electric dan mekanik, agar bisa diperbaiki
kerusakan tersebut. Kerusakan yang ditangani oleh department electric meliputi
sensor OLT abnormal, Yarn detector & Yarn cutter abnormal, dan Primary
Heater abnormal. Pihak electric harus mengerjakan / memperbaiki kerusakan
pada spindle posisi mesin agar produksi benang meningkat dan mencapai zero
idle & break position.
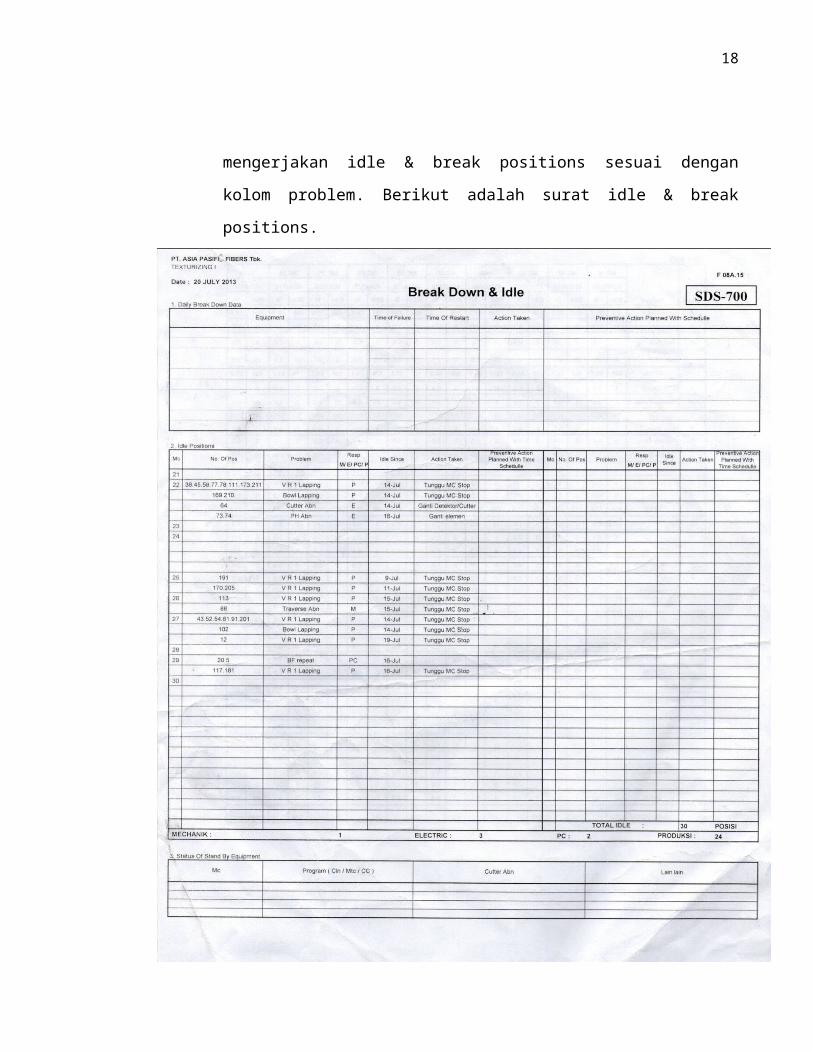
Ada surat idle 7 break positions dari departemen produksi kepada
departemen electric, mekanik, maupun produksi untuk segera dikerjakan. Pada
kolom mc menunjukkan mesin yang break dan idle posisi. Pada kolom receiver ,
kode M adalah mekanik, E adalah electric, dan P adalah produksi. Pada kolom
receiver ini menerangkan bahwa siapa / departement yang harus mengerjakan
idle & break positions sesuai dengan kolom problem. Berikut adalah surat idle
& break positions.
16
Gambar 4. Surat Idle & Break Positions
17
7. Maintenance Mesin
Mesin texturizing harus bekerja optimal, maka dilakukan maintenance /
perawatan mesin agar menjaga kehandalan mesin. Maintenance mesin dilakukan
oleh pegawai department mekanik dan department electric. Pekerjaan
maintenance yang dilakukan oleh pihak electric meliputi cleaning yarn detector
& yarn detector, mengganti filter dan cleaning fan, memperbaiki sensor OLT
yang abnormal, melepas dan memasang kabel OLT karena department mekanik
ingin mengganti belt yang baru. Pemasangan kabel OLT harus benar dan harus
tersambung dengan sensor OLT. Jika kabel OLT tidak tersambung
memungkinkan terjadinya short circuit (hubung singkat) yang dapat
mengakibatkan card rusak. Pekerjaan lain yang dilakukan department electric
yaitu memperbaiki kerusakan pada mesin yang sedang dimaintenace agar mesin
bekerja optimal saat distart. Maintenance mesin dilakukan sesuai jadwal dan
perintah dari department produksi.
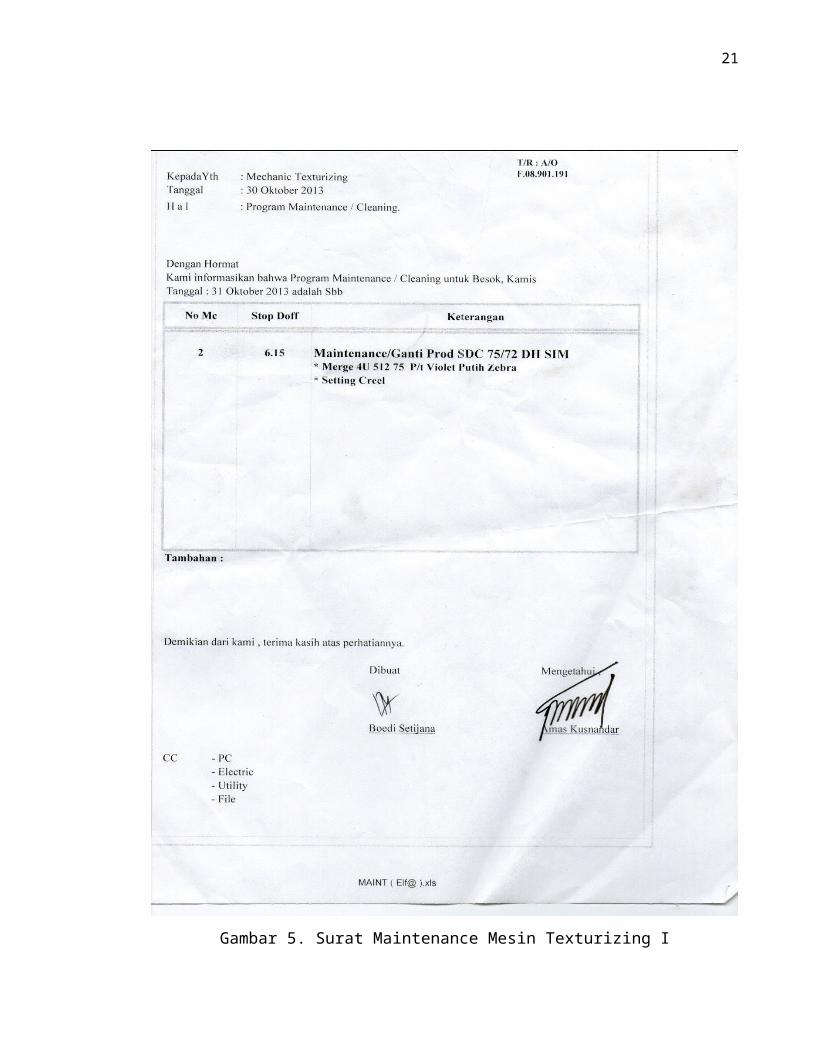
Berikut adalah surat tugas maintenance mesin texturizing di gedung TX I
dan TX II dari departemen produksi kepada departemen electric untuk
dikerjakan.
18
Gambar 5. Surat Maintenance Mesin Texturizing I

19
Gambar 6. Surat Maintenance Mesin Texturizing II

20
B. Mesin Texturizing
1. Proses Pembentukan Benang Polyster
Mesin SDS (Super Draw Set) 700 merupakan mesin draw texturizing atau
pembuat texture/pola yang mempunyai 216 poros / spindle. Bahan yang digunakan
untuk pembuatan texture benang yaitu jenis polyster atau polymide. Dalam pembatan
benang jenis polyster dengan mesin sds 700 harus melalui beberapa proses yaitu :
a. Unit Polymerisasi
Pada unit ini bertugas sebagai proses pencampuran PTA (Pure Terepalic
Acid) dan EG (Ethylin Glycol) dari polyster PET. Polyster PET ini mempunyai
sifat yang berkebalikan yaitu PET akan menjadi lunak bila dipanaskan dan akan
menjadi keras apabila didinginkan. Karena chips plyster bersifat keras, maka
polyster PET ini kemudian didinginkan lalu dipotong potong menjadi sebuah
chip.
b. Unit spinning
Pada unit ini berlangsung kegiatan filament benang setengah jadi yaitu dari
chip polyster menjadi benang POY (partially oriented yarn). Unit ini terbagi
menjadi tiga tahapan proses produksi yaitu :
1) Proses Pengeringan Chip (Drying)
2) Proses Pelelehan Chip (Melting)
3) Proses Penanggulangan Chip (Winding)
c. Unit Draw Twisting
Pada unit ini dilaksanakan proses pengubahan benang POY dari
unitspinning menjdi benang FOY (Full Oriented Yarn).
d. Unit Texturizing
21
Pada unit ini bertugas untuk mengubah benang POY menjadi benang siap
pakai yang disebut dengan benang DTY (Draw Textured Yarn) yang mempunyai
suhu lebih tinggi karena sifatnya lebih baik.
e. Unit Staple Fiber
Pada unit ini dilakukan proses pembuatan serat- serat pendek yang
menyerupai kapas (Polyster Staple).
Selanjutnya dalam proses texturizing memiliki tiga dasar dimana dua prinsip
dasar yang awal sama dengan prinsip draw twisting, sedangkan yang terakhir
tidak dimiliki oleh draw twisting, prinsip itu adalah :
1) Drawing
Drawing merupakan proses perenggangan benang. Hal ini dilakukan
agar diperoleh benang yang tidak mudah berubah bentuknya.
2) Twisting
Twisting merupakan proses pemelintiran benang. Hal ini
dimaksudkan agar filament-filament penyusun benang terikat dan tergabung
menjadi satu sehingga diperoleh benang yang lebih kuat.
3) Heating
Heating merupakan pemanasan benang. Hal ini bertujuan untuk
mempermudah pembentukan fisik benang. Proses ini dibagi menjadi dua
bagian yaitu :
a) Pre-Heating, yaitu pemanasan awal sebelum benang masuk ke twisting
zone sehingga texture benang mudah terbentuk.
b) Final-Heating, yaitu pemanasan akhir setelah benang dilakukan twist
sehingga texture benang tidak berubah.
22
2. Komponen Texturizing Mesin SDS 700
Proses texturizing dengan menggunakan mesin SDS 700 melibatkan
beberapa komponen, yaitu :
a. Komponen-komponen mesin :
1) Creel
Berfungsi untuk menyalurkan benang POY (Partially Oriented Yarn)
kecutter.
2) Sledge
Sledge berfungsi untuk memasukan benang dari Primary Heater Track.
3) Positorq
Positorq berfungsi sebagai pemelintir benang dengan menggunakan 3 set
roda berkecepatan tinggi.
4) Working Carriage
Working Carriage bertugas sebagai alat, tempat perawatan dan perbaikan
mesin texturizing pada bagian atas.
5) Maintenance Wakway
Maintenance Wakway bertugas sebagai temapt perawatan dan perbaikan
mesin texturizing pada bagian atas.
6) Colling Plat
Bertugas untuk mendinginkan benang setelah dipanaskan melalui Primary
UnitHeater, yang selanjutnya akan masuk ke Unit Texturizing.
7) Suction Tubes
Ialah tabung penghisap dimana pipa – pipanya dihubungkan pada pipa
blower motor. Fungsinya sselain untuk membuang benang yang tidak
terpakai juga mempermudahkan operator dalam pemasangan benang pada
jalur benang. Tabung ini terletak pada bagian atas mesin.
8) Fume Extract Ducting
23
Berfungsi untuk menghisap uap panas dari pemanasan yang dilakukan
oleh primary heater yang kemudian dibuang keluar area texturizing
melalui cerobong pipa yang ditempatkan diatas mesin.
9) Yarn Oiling
Bertugas untuk melumasi benang dengan minyak agar menjadi licin.
Setelah benang keluar dari heater kedua (Secondary Heater). Pelumas
minyak ini bertugas untuk melemaskan benang, menyatukan filament-
filament dalam benang agar menjadi satu kesatuan dengn lainnya serta
mudah untuk dipisahkan/ tidak menempel.
10) Feed Roller
Feed Roller terbagi menjadi tiga bagian, yaitu :
a) Input Feed Roller
Feed Roller ini berfungsi untuk menjaga kesamaan twist
(pemelintiran benang) sebelum melakukan proses primary heater.
b) Intermediet Feed Roller
Feed Roller ini berfungsi untuk menjaga kesamaan twist benang
dengan cara menjepit benang dengan roller.
c) Output Feed Roller
Feed Roller ini bertugas untuk menarik benang dari final heater
sebelum benang melalui yarn oiling.
11) Yarn Monitoring
Yarn Monitoring ini terbagi atas terbagi atas 4 macam, yaitu :
a) Yarn OLT
b) Yarn Cutter
c) Yarn Detector
d) Yarn Heater
24
b. Yarn OLT
Sensor OLT (Online Tensor) menyediakan nformasi tentang kualitas benang
bertekstur, tetapi juga tentang benang pasokan (POY), Pemantauan produksi dan
berkontribusi untuk mengurangi biaya dalam proses texturizing.
Sebuah kesalahan khas dalam proses texturizing ditunjukkan oleh frekuensi
besar dalam ketegangan benang. Hal ini dapat berupa terlalu tinggi atau terlalu
rendah dengan puncak ketegangan atau jejak ketegangan tidak stabil. Karena
kesalahan memiliki penyebab yang berbeda, system menyediakan beberapa
kriteria untuk mengklarifikasikan kesalahan dalam berbaai kategori. Tingkat
kualitas dari kumparan dapat didefinisikan sesuai dengan jumlah kesalahan
dalam setiap kategori. Evaluasi data OLT dapat diperpanjang sampai 75 doff.
Dengan cara ini posisi yang salah dalam setiap mesin menjadi jelas.
Pabrik texturizing sekarang kemungkinan memproduksi benang dengan
sempurna dan mampu menemukan dan melayani bidang opersai baru untuk
mengurangi kualitas pengujian kontrol mahal.
1) Komponen OL terdiri dari :
a) Tension Sensor
b) Sensor Cables
c) Cable Protective Tube
d) Cable Duct
e) Section Switch
f) Machine Cables
g) OLT Cabinet
h) Doff Switch And Lamp
i) Alarm Lamp
25
2) Sensor Range
a. Range 0-20 cN
Sensor OLT dengan jangkauan / range 0-20 Cn di PT Asia Pacific Fibers
Sekarang sudah tidak digunakan lagi untuk keperluan proses proses
produksi, karena jangkauannya yang relative kecil.
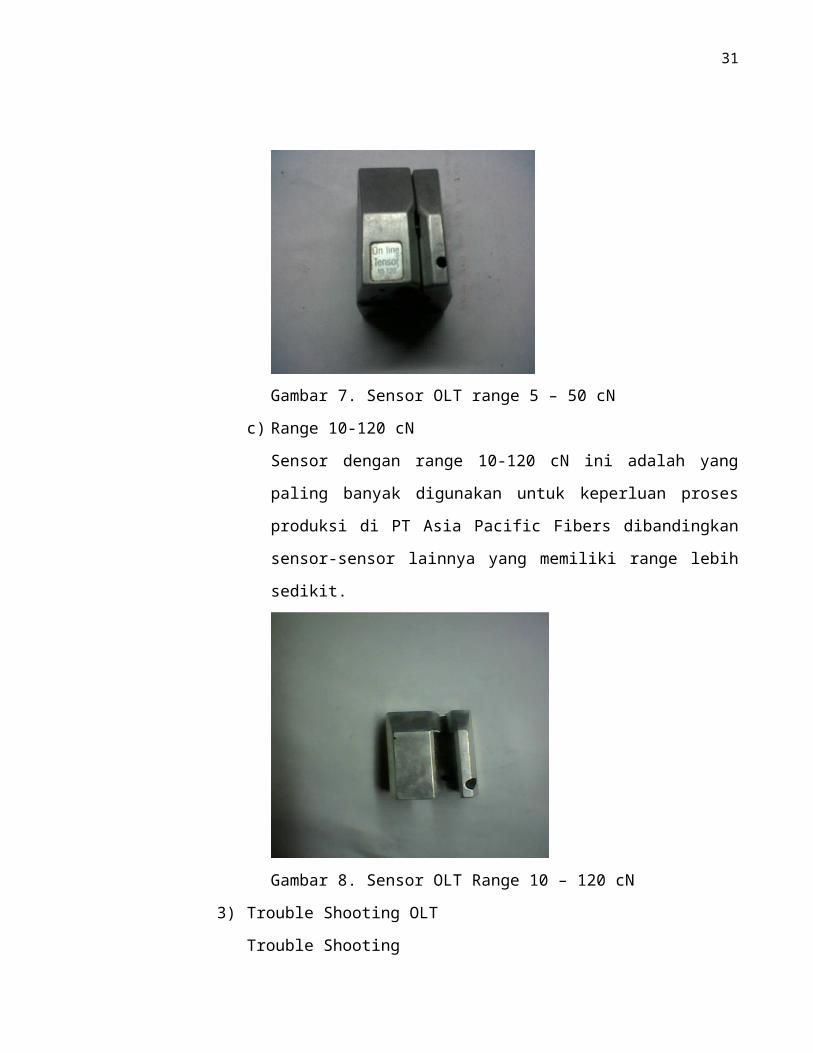
b) Range 5-50 cN
Sensor OLT dengan range 5-50 cN sekarang jarang ditemui di PT Asia
Pacific Fibers karena sebagian besar telah diganti dengan sensor OLT
yang memiliki jangkauan lebih besar lagi yaitu sensor OLT dengan
range 10-120 cN.
Gambar 7. Sensor OLT range 5 – 50 cN
c) Range 10-120 cN
Sensor dengan range 10-120 cN ini adalah yang paling banyak
digunakan untuk keperluan proses produksi di PT Asia Pacific Fibers
dibandingkan sensor-sensor lainnya yang memiliki range lebih sedikit.

26
Gambar 8. Sensor OLT Range 10 – 120 cN
3) Trouble Shooting OLT
Trouble Shooting
a) Satu posisi terlihat maximum tension :
Check sensor, cable sensor, cable duct.
b) Satu posisi terihat negative (-) tension :
Check sensor, sensor cable kemesin central.
c) All pos (2 blocks) tensions terlihat negative (-) :
Check fuse (sekering) dipos ADR.
d) All posisi tension terlihat negative (-) :
Check power supply voltage 15v, ganti power supply.
e) Sensor tanpa benang tidak menunjukkan 0 cN :
Check sensor/ calibration.
f) Monitor terlihat Timeout – Checksum Error :
Check ADR Switch di up card bagian depan.
g) Satu posisi terlihat low tension kemudian normal :
Check letak benang (kemungkinan berada dibelakang keramik).

27
Gambar 9. Cable Sensor OLT Mesin SDS 900,1200
Gambar 10. Cable Sensor OLT Mesin SDS 700
28
4) Macam – Macam Merk Sensor OLT
Berikut macam – macam sensor OLT :
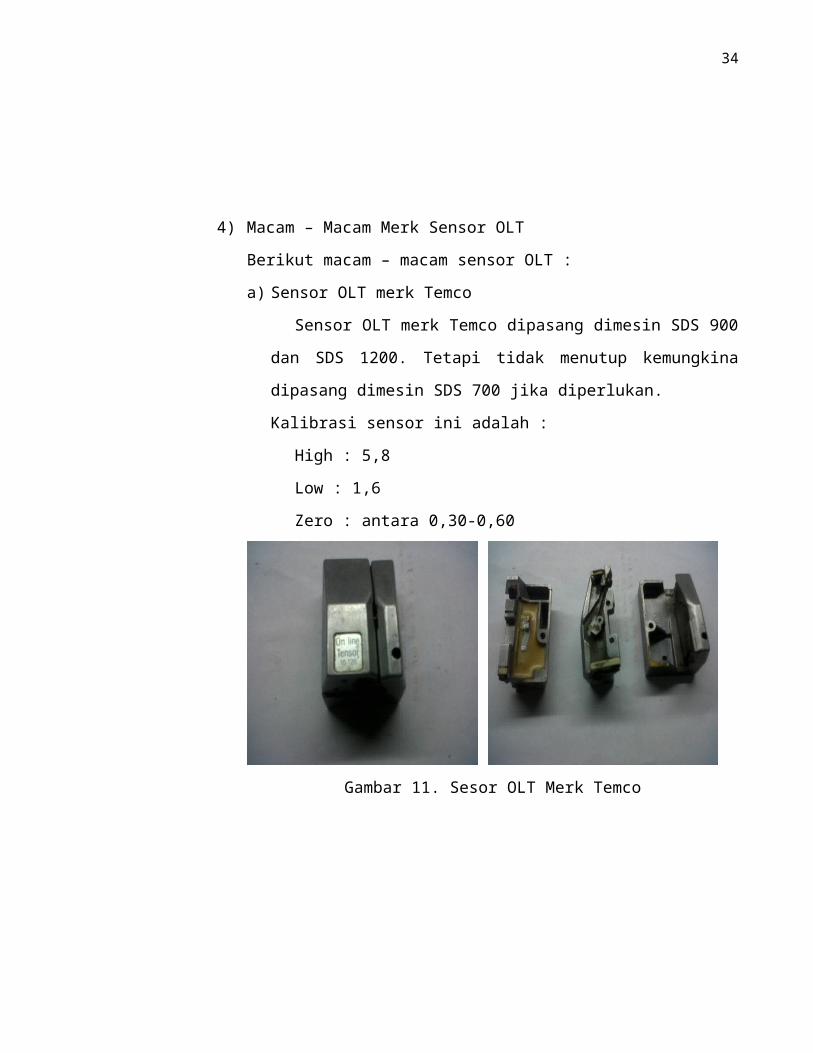
a) Sensor OLT merk Temco
Sensor OLT merk Temco dipasang dimesin SDS 900 dan SDS 1200.
Tetapi tidak menutup kemungkina dipasang dimesin SDS 700 jika
diperlukan.
Kalibrasi sensor ini adalah :
High : 5,8
Low : 1,6
Zero : antara 0,30-0,60
Gambar 11. Sesor OLT Merk Temco

29
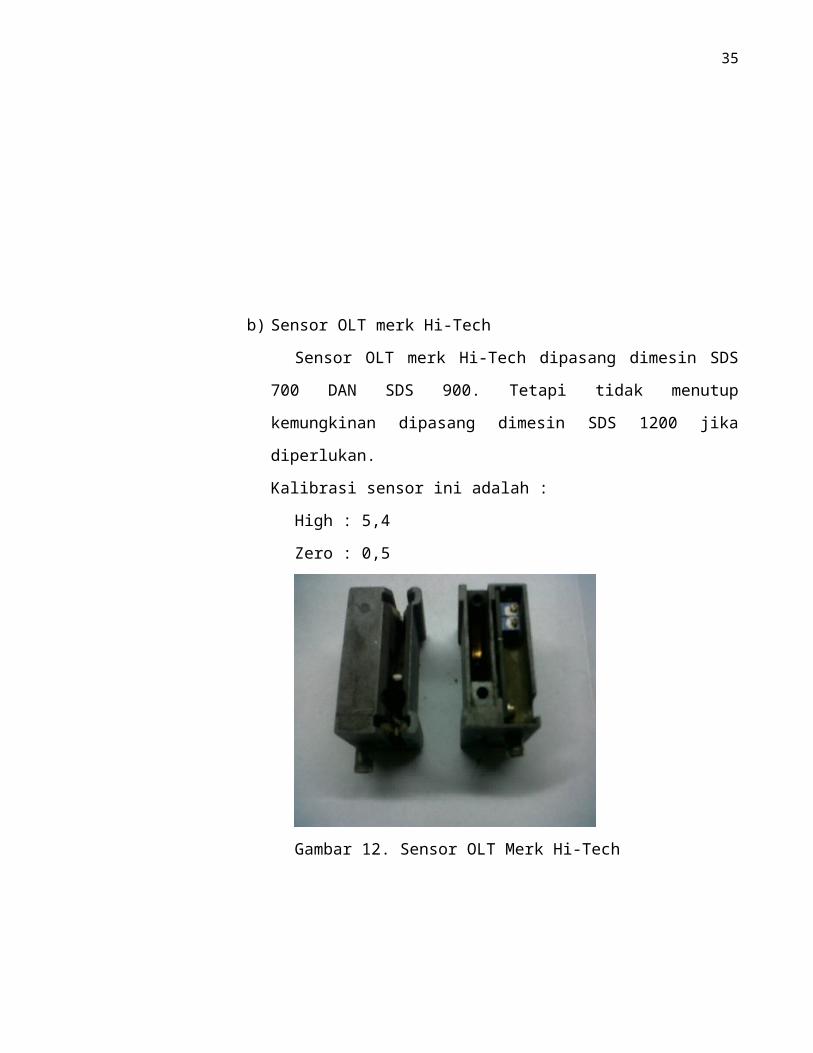
b) Sensor OLT merk Hi-Tech
Sensor OLT merk Hi-Tech dipasang dimesin SDS 700 DAN SDS
900. Tetapi tidak menutup kemungkinan dipasang dimesin SDS 1200
jika diperlukan.
Kalibrasi sensor ini adalah :
High : 5,4
Zero : 0,5
Gambar 12. Sensor OLT Merk Hi-Tech
30
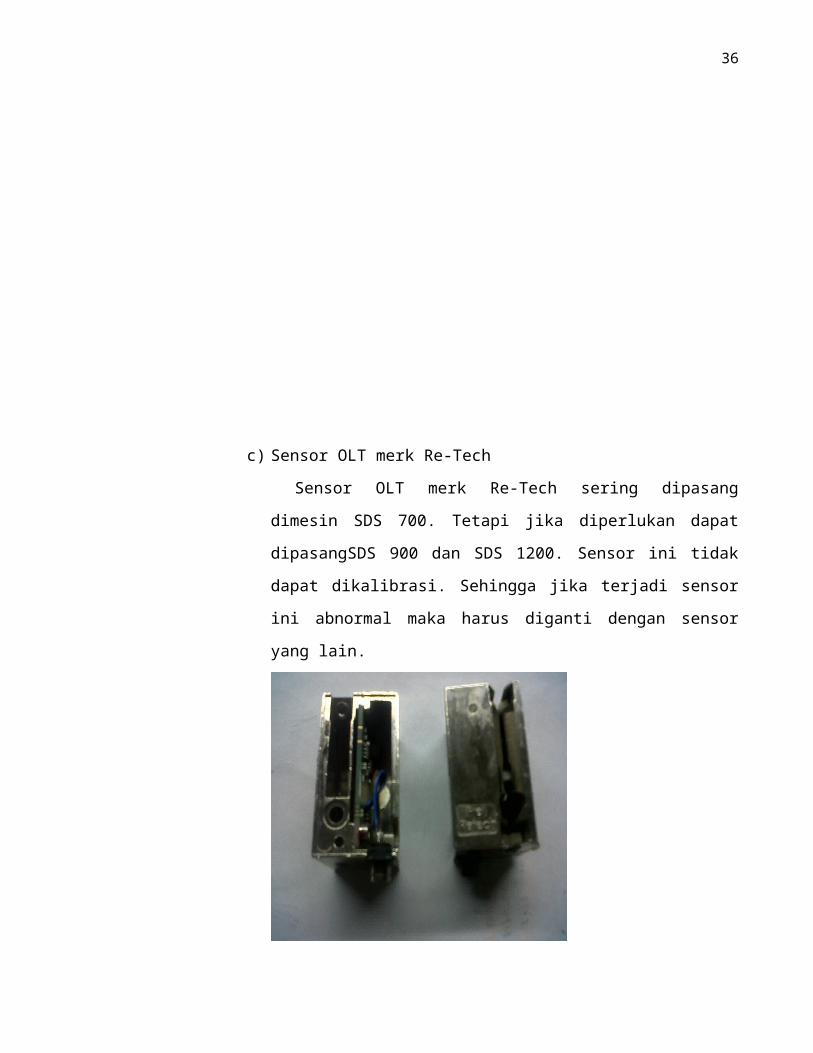
c) Sensor OLT merk Re-Tech
Sensor OLT merk Re-Tech sering dipasang dimesin SDS 700. Tetapi
jika diperlukan dapat dipasangSDS 900 dan SDS 1200. Sensor ini tidak
dapat dikalibrasi. Sehingga jika terjadi sensor ini abnormal maka harus
diganti dengan sensor yang lain.
Gambar 13. Sensor OLT Merk Re-Tech
31
c. Yarn Cutter
Yarn Cutter berfungsi untuk memotong benang secara otomatis. Apabila
ditemukan benang dalam kondisi rusak atau putus melalui Yarn Detector.
Selain itu berfungsi untuk memotong benang secara otomatis apabila Bobbin
sudah terpenuhi gulungan benang. Hal ini dilakukan untuk menghindari
Lapping (lilitan) benang pada tempat-tempa yang tidak diinginkan.
Sekaligus untuk menghindari benang terbuang percuma. Pada Yarn Cutter
terdapat kabel penghubung socket ditandai dengan kode warna. Berikut ini
akan dijelasankan kebel socket Yarn Cutter dan gambar dari Yarn Cutter.
Gambar 14. Yarn cutter
32
Berikut ini adalah susunan kabel berdasarkan warna pada socket cutter
2 6 10 - + 11 7 3
4 8 12 + - 9 5 1
Gambar 15. Susunan kabel pada socket cutter
Keterangan :
Urutan wana kabel pada socket cutter :
0 = 10 = hitam 7 = ungu
1 = 11 = coklat 8 = abu-abu
2 = 12 = merah 9 = putih
3 = orange (+) = coklat dan hitam
4 = kuning (- ) = coklat dan biru
5 = hijau a = terminal tanpa kode
6 = biru k = tidak ada kode
Gambar 16. Socket Yarn Cutter

33
d. Yarn Detector
Yarn Detector bertugas untuk mendeteksi pergerakan benang. Apabila
pergerakan benang tidak terdeteksi maka detector akan mengaktifkan cutter
pemotong benang. Dan pada bagian detector terdapat lampu indikator yang
menandakan detector tersebut bekerja atau tidak. Biasanya pada saat lampu
menyala kemudian ada pergerakan benang yang menggesek bagian tengah
Yarn Detector lampu akan mati dan langsung mengaktifkan Yarn Cutter
yang secara otomatis akan memotong benang.
Gambar 17. Yarn Detector
34
e. Yarn Heater
Heater merupakan elemen pemanas electric yang diletakkan didalam
system tertutup (heate box), didesain untuk memanaskan / mematangkan
benang sekaligus menguapkan minyak benang dari prose pematangan
benang. Heater dirancang sedemikian rupa sehingga bilamana dperlukan
penggantian komponen ketika perawatan dan perbaikan (maintenance) dapat
dilakukan dengan mudah . hal ini dimaksudkan karena efisiensi sangatlah
pentiang dalam proses produksi sebuah industry.
Pada heater permukaan jalur benang dilapisi oleh keramik yang
terletak pada bagian ujung atas dan ujung bagian bawah. Jika dalam proses
perakitan tidak terlalu ditangani secara professional mungkin dapat retak,
sehingga mengakibatkan kerusakan pada benang yang diproses. Heater pada
mesin ini dilengkapi dengan sebuah PT 100 (Platinum Resistance
Sensoryang diguanakan untuk mengontrol dan memonitoring heater pada
suhu acuan. Didalam pencapaian sushu acuan kesuhu terkendali, elemen
pada heater memerlukan beberapa bagian penunjang yang mana satu sama
lain saling berhubungan dan menunjang satu system control umpan balik.
Pada prinsipnya diagram blok diatas menggambarkan kinerja dari
contro suhu mesin SDS 700. Komparator berfungsi sebagai perbandingan
antara suhu acuan (set point) dengan sinyal dari PT 100. Sebagai
pembanding komparator hanya membandngka besaran yang sama, jika
pembanding pertama (set point) berupa sinyal tegangan maka data dari
pembanding kedua (PT 100) haruslah diubah terlebih dahulu dari besaran
resistansi kebesaran tegangan.
Bilaman tidak terjadi ketidaksesuaian antara suhu aacuan dengan
suhu terkendali maka output dari komparator akan mengumpan sinyal
kepada SSR (Solid State Relay) melalui sebuah penguat. Pengumpan
disesuaikan dengan suhu keluaran, jika suhu terlalu tinggi maka SSR akan
terlepas (cuu off) dan sebaliknya bila suhu lebih rendah dari set poin maka
35
SSR akan terhubung. Secara umum fungsi SSR adalah seperti saklar
elektronik yang terkendali oleh sebuah control.
Heater ini terbagi menjadi dua bagian, yaitu :
1) Primary Heater
Primary Heater bertugas untuk memanaskan benang pada tahap
pertama. Pemanasan ini dilakukan guna untuk menyempurnakan proses
perenggangan. Primary heater ini berjumlah 108 buah dengan masing-
masing heater memiliki jalur gandasehingga praktis untuk melewatkan
216 benang dalam sekali produksi. Benang yang melewati primary
heater akan dipadu oleh bagian atas dan bagian heater yang terbuat dari
keramik. Selama proses heating dilakukan, pemasangan pintu dari heater
pertama haruslah ditutup agar pemanasan lebih efektif.
Saat berlangsung proses pemanasan, benang yang mengandung
minyak harus direnggangkan agar minyak yang ada didalam benang
dapat menguap. Uap panas yang timbul akan dihisap oleh fume
extraction yang berhubungan dengan blower pada fume motor. Uap
tersebut langsung dialirkan melalui pipa dan dibuang keluar area
produksi melalui cerobong atas. Pada proses produksi, benang yang telah
melalui primary heater kemudian dilewatkan ke cooling plate untuk
didinginkan.
Suhu dalam proses pemanasan dapat diatur dan dijaga kestabilannya
melalui system control elektronik yang ditempatkan pada sisi depan
mesin (control end). Suhu yang dapat diatur yaitu berkisar antara 1600
sampai dengan 2450.
36
Gambar 18. Yarn Primary Heater
2) Secondary Heater
Secondary Heater berfungsi untuk memanaskan benang pada tahap
kedua. Pemanasan ini dilakukan untuk mendapatkan jenis benang yang
berbentuk spiral atau bergelombang. Suhu yang diinginkan dapat diatur
melalui control elektronik yang ditempatkan disisi depan bagian pada
mesin. Untuk bentuk secondary heate menyerupai seperti prisma segi
empat yang memanjang pada bagian tengah mesin. Tempat secondary
heater ini terbagi menjadi 9 blok yang masing-masing blok terdapat 24
tabung yang berdiameter 4 mm. jadi dapat disimpulkan bahwa pada
secondary heater dapat melayani 216 benang.
Berbeda dengan primary heater yang selalu aktif dalam proses
produksi. Secondary heater ini diaktifkan sesuai sesuai produksi yang
akan dicapai, jadi tidak selalu diaktifkan berlangsung.
37
Gambar 19 . Mesin Texturizing
38
3. Unit Teke Up
Int ini terdiri dari 5 komponen yaitu :
a. Take Off Shaft
Take Off Shaft berfungsi untuk memutar bobbin (paket gulungan benang).
Antara satu dengan lainnya terhubung menjadi satu dan kan bersama-sama oleh
motor sehingga semuanya bergerak dengan kecepatan yang sama.
b. Bobbin Lever
Bobbin Lever merupakan sepasang pengungkit yang berfungsi untuk memegang
bobbin agar tidak terlepas pada saat berputar.
c. Traverse Montion Device
Traverce Montion Device berfungsi untuk membentuk sudut gulungan benang
dengan cara bergerak bolak-balik dari ujung satu keujung yang lain dari
gulungan.
d. Stroke Modification
Stroke Modification berfungsi untuk melakukan pengaturan tepi gulungan
dengan cara meletakkan benang kedua ujung bobbin.
4. Proses Texturizing Mesin SDS 700
Benang POY yang terletak di Creel ditarik oleh input feed roller dengan
terlebih dahulu melalui yarn cutter. Cutter disini akan memotong dan menahan
benang apabila terjadi disturbance atau error. Yarn cutter diaktifkan oleh yarn
detector apabila terjadi benang putus yang dialami mesin, sensor OLT apabila
kualitas benang yang dihasilkan dibawah batas minimum. Setelah melalui input
feed roller kemudian benang dinaikkan kedaerah primary heater.
Pada primary heater benang mengalami proses per-heating sekaligus
drawing. Proses pelumasan benang POY (Partially Oriented Yarn) dengan
menggunakan minyak atau disebut jiga proses yarn oiling, akan menguap akibat
dari proses pre-heating yang akan disedot oleh fume extract ducting. Sedangkan
proses drawing dilakukan ooleh input feed roller dan intermediet feed roller. Hal
itu dapat terjadi karena kedua kecepatan feed roller telah distting berbeda.

39
Selanjutnya benang akan melalui cooling plate untuk sedikit didinginkan
sebelum memasuki texturizing unit, benang akan melalui sensor OLT untuk
diperiksa kualitas berdasarkan tension masing-masing benang. Benang dengan
kualitas rendah dapat disebabkan oleh dua hal, yang pertama terjadi kesalahan
dalam salah satu atau lebih baik proses per-heating, drawing maupun twisting
dan kedua adalah kualitas bahan baku POY yang buruk.
Setelah itu benang akan masuk ke intermediet feed roller. Disini intermediet
feed roller memiliki fungsi penting karena kecepatan rol intermediet feed roller
merupakan referensi dari feed roller yang lain dan berhubungan langsung
dengan kecepatan proses produksi. Kemudian benang masuk secondary heater
untuk dilakukan proses final-heating. Selanjutnya benang akan masuk ke output
feed roller. Disini output feed roller bersama-sama dengan intermediet feed
roller menentukan tension benang pada secondary heater. Keluar dari output
feed roller, benang akan melalui yarn detector yang akan langsung mendeteksi
pergerakan benang. Apabila terjadi break atau benang putus, maka pergerakan
benang tidak akan terdeteksi oleh yarn detector, dan yarn detector akan
mengaktifkan yarn cutter untuk memotong benang.
Setelah melalui yarn detector benang akan melalui unit take up, dimana
benang akan digulung menjadi paket-paket gulungan (bobbin). Selang waktu
tertentu yang ditentukan, gulungan benang akan mencapai berat yang
dikehendaki, maka dilakukan doffing, yaitu proes pengambilan gulungan
benang. Setelah proses doffing selesai, maka dapat dilakukan pengulangan
proses produksi dari awal untuk mendapatkan gulungan benang yang baru.

40
Proses Pembuatan Benang Di Department Texturizing
Gambar 20. Proses Pembuatan Benang Di Department Texturizing
BENANG POY
(Partially Oriented Yarn)
MESIN TEXTURIZING
BENANG DTY
(Draw Textured Yarn)
41
5. Mengganti Lampu TL
Biasanya lampu –lampu TL mati dikarenakan banyak hal, salah satunya
adalah dikarenakan starter yang rusak ataupun lampunya sudah putus.
Terkadang kap-kap lampu yang terbuat dari bahan plastic juga mudah rusak
(pecah, retak-retak) itu disebabkan pengaruh keadaan sekitar yang mempunyai
suhu udara cukup tinggi dan sering terkana oli. Atau terkadang fitting lampu
yang sudah hangus atau rusak.
Keadaan itu menjadika para pekerja was-was dalam bekerja dalam bekerja
sehingga lampu – lampu yang sudah mati dan kap – kap yang sudah rusak perlu
diganti dengan yang baru (kap – kap terbuat dari seng / alumunium). Selain itu
trafo (ballast) juga terkadang menjadi penyebab lampu mati, yaitu karena sudah
rusak jadi perlu diganti dengan yang baru.
Berikut ini merupakan rangkaian yang terdapat dalam lampu TL.
Gambar 21. Rangkain lampu TL
42
BAB IV
PENUTUP
A. Kesimpulan
Dari tahun ke tahun duniang semakin berkembang terutama dibidang teknologi dan
komunikasi. Pekembangan teknologi dan komunikasi itu membuat kegiatan / pekerjaan
yang kita lakukan menjadi lebih mudah. Tak terkecuali kegiatan di dunia industri.
Seiring dengan perkembangan zaman perusahaan / industri dituntut untuk menggunakn
system otomatisasi dalam suatu proses produksi demi tercapainya produksi yang efisien
dan maksimal.
Banyak industri / perusahaan yang kini sangat maju dan berkembang karena
mereka berani mengubah system manual menjadi system otomatisasi dengan
menggunakan teknologi – teknologi terbaru meskipun mengeluarkan biaya yang
banyak, namun itu dilakukan karena untuk mencapai kualitas produk yang diinginkan.
Seperti halnya di PT Asia Pacific Fibers yang bererak dibidang industri tekstil.
Dalam proses produksinyasebagian besar mesin – mesin di perusahaan ini sudah
menggunakn system pengontrolan otomatis, yaitu dengan programmable logic control
(PLC), inverter, sensor, pneumatic, dan sebagainya. Hal itu dilakukan agar
pengoperasiannya lebih mudah dan dapat mudah mencari kesalahan jika terjadi
problem/masalah.
Dalam proses produksi benang, terutama di departemen texturizing di PT Asia
Pacific Fibers ini, sensor dan inverter dan sebagainya kerap digunakan sbagai system
kendali karena aplikasinya yang fleksibel serta pengoperasiannya yang lebih mudah dan
efisien. Hal ini akan mempermudah operator dalam mengedalikan dan mengontrol
mesin – mesin yang besar dan banyak.
Selain itu pengontrrolan kesalahannya pun juga mudah dilakukan dengan memakai
error indikator pada mesin – mesin. Dengan begitu proses produksi dapat semakin
mudah, cepat serta lebih efisien.
42
43
B. Saran
Dalam melakanakan kegiatan praktik kerja industri penulis menyarankan kepada :
1. Perusahaan
a. Kesejahteraan karyawan lebih ditingkatkan karena karyawan adalah asset
perusahaan yang sangat penting.
b. Sering melakukan training dan motivasi kepada karyawan yang terpilih.
c. Kebersihan lingkugan peusahaan khususnya dibagian toilet.
d. Untuk bagian indoor sebaiknya diberi fentilasi dibagian langit langit supaya pada
siang hari suhu diruangan tidak terlalu panas.
e. Proses maintenance dan cleaning ada baiknya jika dilakukan secara rutin.
f. Sebaiknya pihak pembimbing industry jangan sungkan – sungkan menegur bila
anak prakrin melakukan suatu kesalahan.
g. Kerjasama dan komunikasi antar pegawai hendaknya harus selalu dijalin, agar
jika terjadi kesalahan dapat dengan cepat diatasi.
h. Untuk memperkecil terjadinya kerusakan mesin, hendaknya dilakukan
pemantauan terhadap mesin secara rutin.
2. Sekolah
a. Pokja prakerin SMK N Kendal seharusnya lebih banyak mencarikan tempat
prakerin yang bermutu, berskala besar dan mempunyai kelayakan bagi peserta
prakerin.
b. Pembimbing peserta prakerin lebih bisa mengawasi agar para peserta prakerin
lebih disiplin dan bertangung jawab.
c. Alangkah baiknya pihak sekolah berkunjung ke perusahaan guna mengetahui
teknologi yang digunakan didunia industri saat ini.
d. Meningkatkan SDS dan pendidikan.
e. Menjalin kerjasama dengan perusahaan yang ada.
f. Semoga sran – saran yang telah disampaikan penulas dapat membangun dan
mengembangkan sekolah dan perusahaan ini.
44
DAFTAR PUSTAKA
Taqwa, Muhammad Zadit.2012. Laporan Praktik Kerja Industri Mesin Texturizing Di PT
ASIA PACIFIC FIBERS. Kendal : BKK SMK N 2 Kendal.
Sumber : http://st305594.sitekno.com/
.