imdia seminar teknologi die casting bab 1 prosessampai ...ind).pdf · bab 1‐1 prosespeleburan...
TRANSCRIPT
IMDIA Seminar Teknologi Die CastingRabu 18 Maret 2009
Die Casting Trouble‐Shooting Kedua
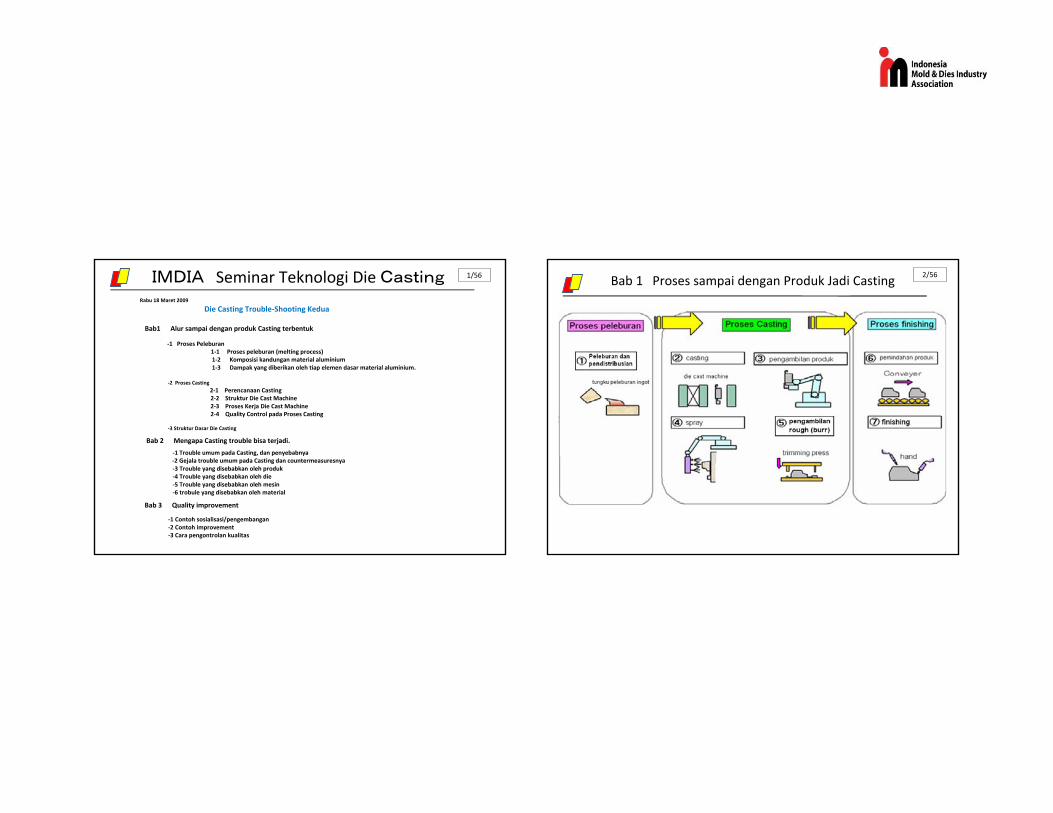
Bab1 Alur sampai dengan produk Casting terbentuk
‐1 Proses Peleburan1‐1 Proses peleburan (melting process)1‐2 Komposisi kandungan material aluminium1‐3 Dampak yang diberikan oleh tiap elemen dasar material aluminium.
‐2 Proses Casting2‐1 Perencanaan Casting2‐2 Struktur Die Cast Machine2‐3 Proses Kerja Die Cast Machine2‐4 Quality Control pada Proses Casting
‐3 Struktur Dasar Die Casting
Bab 2 Mengapa Casting trouble bisa terjadi.
‐1 Trouble umum pada Casting, dan penyebabnya‐2 Gejala trouble umum pada Casting dan countermeasuresnya‐3 Trouble yang disebabkan oleh produk‐4 Trouble yang disebabkan oleh die‐5 Trouble yang disebabkan oleh mesin‐6 trobule yang disebabkan oleh material
Bab 3 Quality improvement
‐1 Contoh sosialisasi/pengembangan‐2 Contoh improvement‐3 Cara pengontrolan kualitas
1/56 Bab 1 Proses sampai dengan Produk Jadi Casting 2/56
Bab 1‐1 Proses Peleburan 3/56
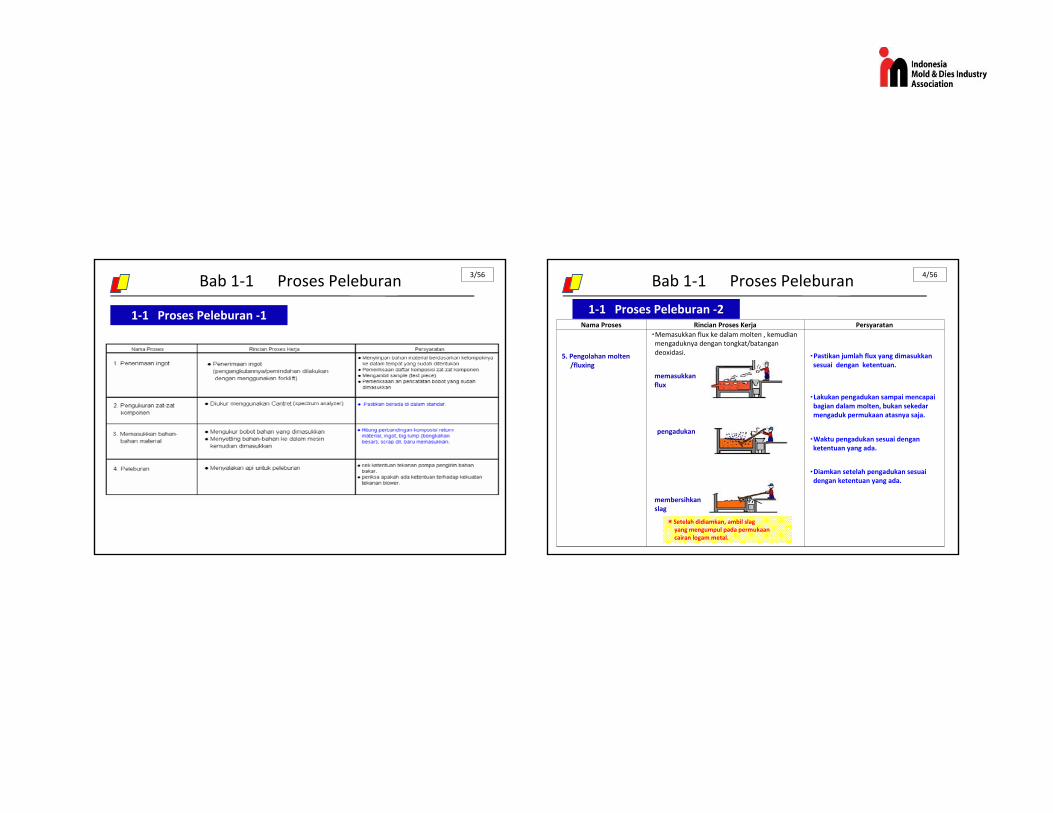
1‐1 Proses Peleburan ‐1Nama Proses Rincian Proses Kerja Persyaratan
5. Pengolahan molten/fluxing
・Memasukkan flux ke dalam molten , kemudianmengaduknya dengan tongkat/batangandeoxidasi. ・Pastikan jumlah flux yang dimasukkan
sesuai dengan ketentuan.
・Lakukan pengadukan sampai mencapaibagian dalam molten, bukan sekedarmengaduk permukaan atasnya saja.
・Waktu pengadukan sesuai denganketentuan yang ada.
・Diamkan setelah pengadukan sesuaidengan ketentuan yang ada.
Bab 1‐1 Proses Peleburan 4/56
1‐1 Proses Peleburan ‐2
memasukkanflux
pengadukan
membersihkanslag
*Setelah didiamkan, ambil slag yang mengumpul pada permukaancairan logam metal.
Bab 1‐1 Proses Peleburan 5/56
1‐1 Proses Peleburan ‐3
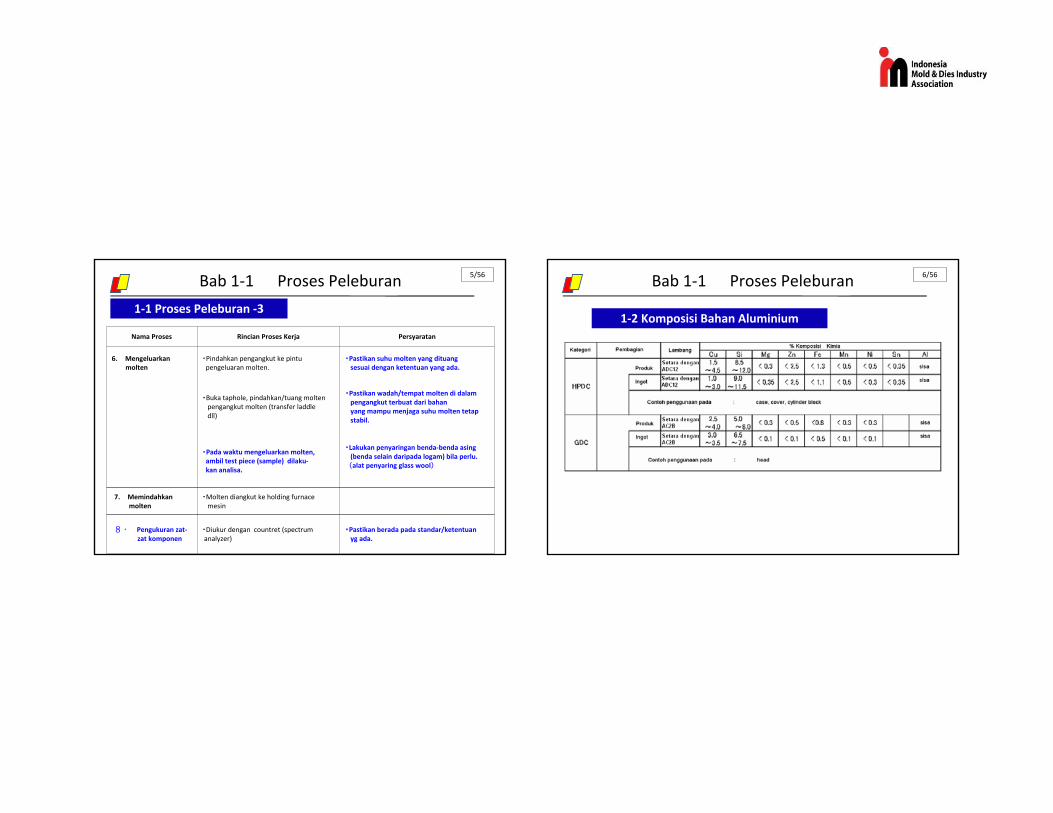
Nama Proses Rincian Proses Kerja Persyaratan
6. Mengeluarkanmolten
・Pindahkan pengangkut ke pintupengeluaran molten.
・Pastikan suhu molten yang dituangsesuai dengan ketentuan yang ada.
・Buka taphole, pindahkan/tuang moltenpengangkut molten (transfer laddledll)
・Pastikan wadah/tempat molten di dalampengangkut terbuat dari bahanyang mampu menjaga suhu molten tetapstabil.
・Pada waktu mengeluarkan molten, ambil test piece (sample) dilaku‐kan analisa.
・Lakukan penyaringan benda‐benda asing(benda selain daripada logam) bila perlu.(alat penyaring glass wool)
7. Memindahkanmolten
・Molten diangkut ke holding furnace mesin
8. Pengukuran zat‐zat komponen
・Diukur dengan countret (spectrum analyzer)
・Pastikan berada pada standar/ketentuanyg ada.
Bab 1‐1 Proses Peleburan 6/56
1‐2 Komposisi Bahan Aluminium
Bab 1‐1 Proses Peleburan 7/56
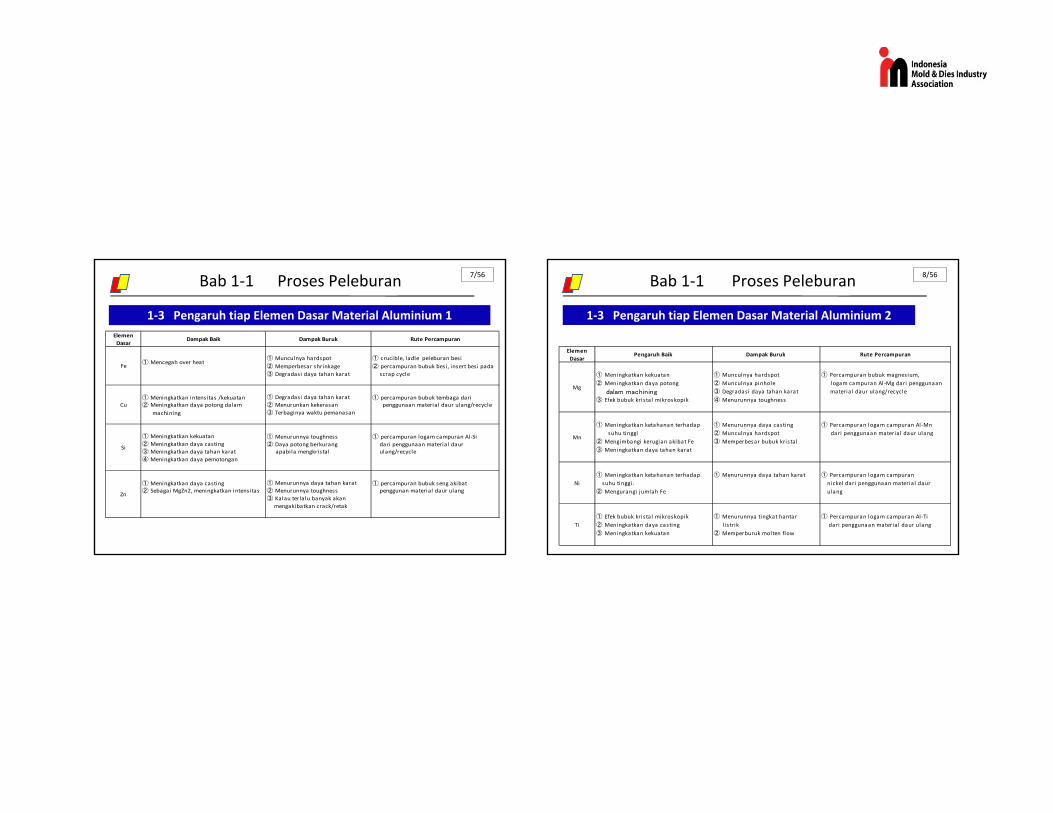
1‐3 Pengaruh tiap Elemen Dasar Material Aluminium 1Elemen Dasar
② Memperbesar shrinkage ② percampuran bubuk besi, insert besi pada ③ Degradasi daya tahan karat scrap cycle
① Meningkatkan intensitas /kekuatan ① percampuran bubuk tembaga dari
machining
① Menurunnya toughness ① percampuran logam campuran Al‐Si② Daya potong berkurang dari penggunaan material daur
① Meningkatkan daya casting ① percampuran bubuk seng akibat
penggunaan material daur ulang/recycle
Dampak Baik Dampak Buruk Rute Percampuran
Fe① Mencegah over heat
① Munculnya hardspot ① crucible, ladle peleburan besi
Cu① Degradasi daya tahan karat② Menurunkan kekerasan③ Terbaginya waktu pemanasan
① Meningkatkan kekuatan② Meningkatkan daya casting
② Meningkatkan daya potong dalam
③ Meningkatkan daya tahan karat④ Meningkatkan daya pemotongan
apabila mengkristalSi
② Sebagai MgZn2, meningkatkan intensitasZn
ulang/recycle
penggunan material daur ulang① Menurunnya daya tahan karat② Menurunnya toughness③ Kalau terlalu banyak akan mengakibatkan crack/retak
Bab 1‐1 Proses Peleburan 8/56
1‐3 Pengaruh tiap Elemen Dasar Material Aluminium 2
Elemen Dasar
① Percampuran bubuk magnesium, logam campuran Al ‐Mg dari penggunaan
dalam machining
① Percampuran logam campuran Al ‐Mn suhu tinggi
③ Meningkatkan daya tahan karat
① Meningkatkan ketahanan terhadap ① Menurunnya daya tahan karat ① Percampuran logam campuran suhu tinggi . nickel dari penggunaan materia l daur ② Mengurangi jumlah Fe
① Menurunnya tingkat hantar ① Percampuran logam campuran Al ‐Ti
② Memperburuk molten flow
Mg
Mn
Ni
③ Meningkatkan kekuatanTi
② Meningkatkan daya potong
③ Efek bubuk krista l mikroskopik
① Efek bubuk krista l mikroskopik② Meningkatkan daya casting
ulang
③ Memperbesar bubuk kris tal dari penggunaan materia l daur ulang
l i s trik dari penggunaan materia l daur ulang
② Munculnya pinhole③ Degradasi daya tahan karat
① Meningkatkan ketahanan terhadap ① Menurunnya daya casting
② Mengimbangi kerugian akibat Fe② Munculnya hardspot
④ Menurunnya toughness material daur ulang/recycle
① Meningkatkan kekuatan
Pengaruh Baik Dampak Buruk Rute Percampuran
① Munculnya hardspot
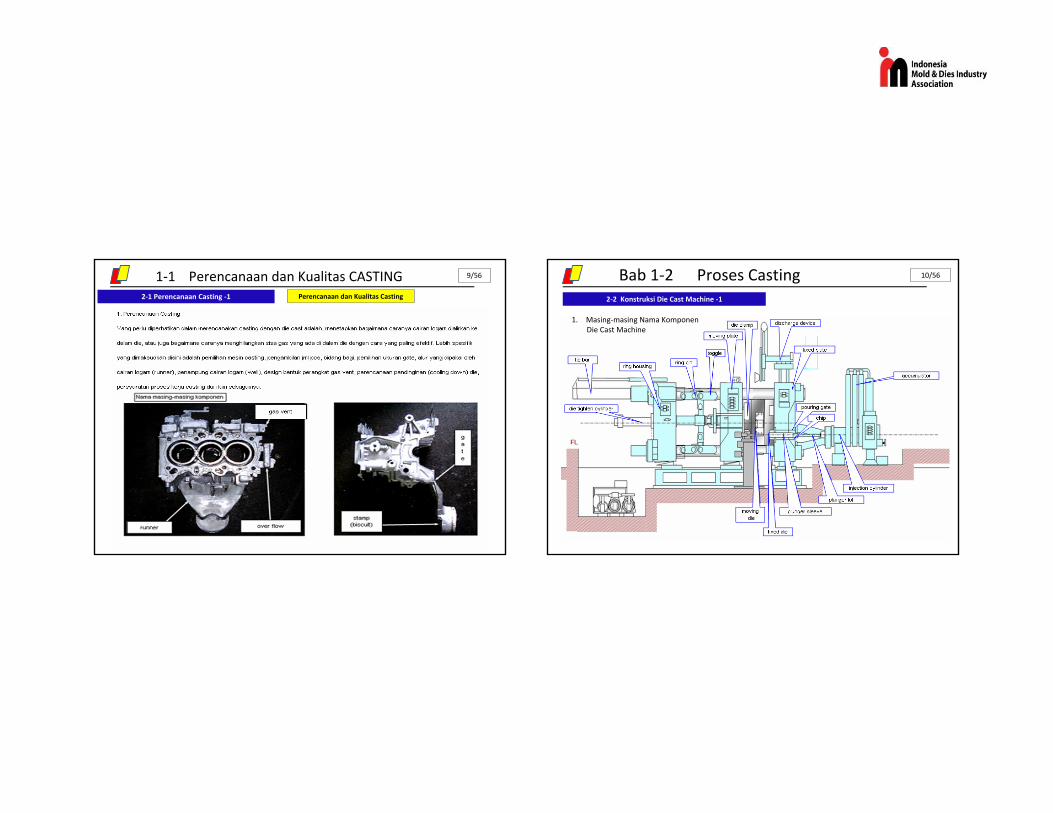
1‐1 Perencanaan dan Kualitas CASTING 9/56
Perencanaan dan Kualitas Casting2‐1 Perencanaan Casting ‐1
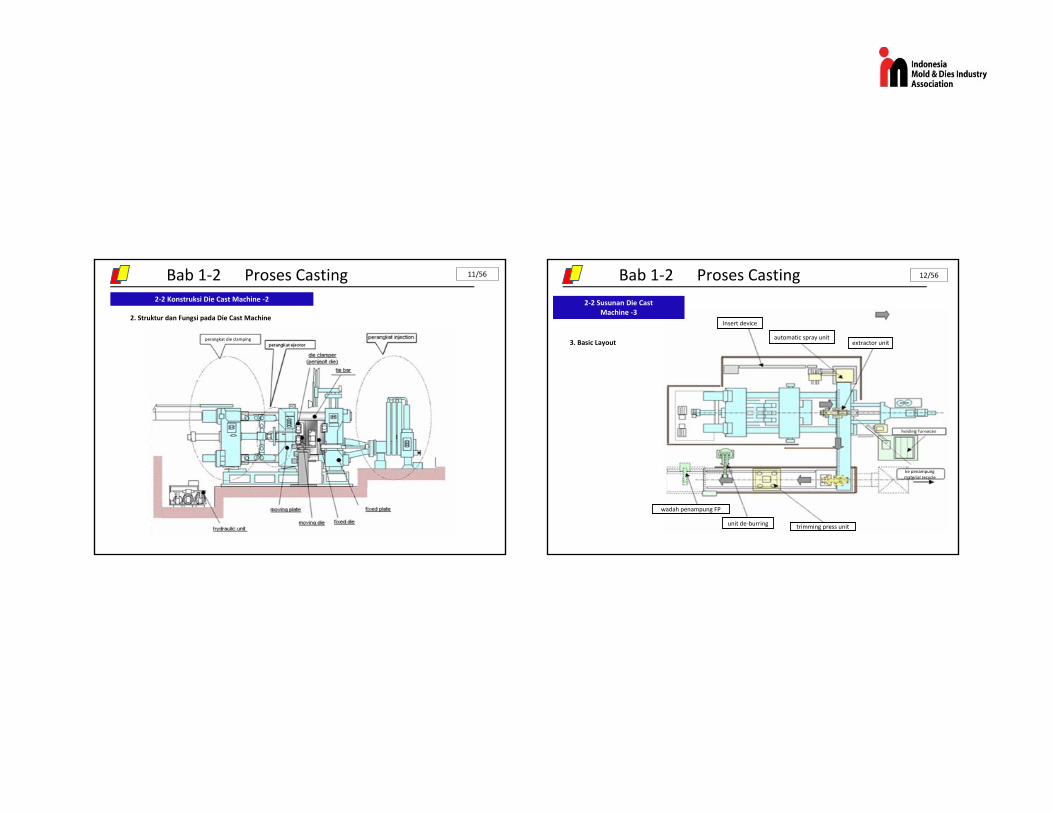
10/56Bab 1‐2 Proses Casting2‐2 Konstruksi Die Cast Machine ‐1
1. Masing‐masing Nama Komponen Die Cast Machine
11/56
2‐2 Konstruksi Die Cast Machine ‐2
Bab 1‐2 Proses Casting
2. Struktur dan Fungsi pada Die Cast Machine
perangkat die clamping
12/56
2‐2 Susunan Die Cast Machine ‐3
3. Basic Layout
Bab 1‐2 Proses Casting
Insert device
automatic spray unitextractor unit
ke penampung material recycle
wadah penampung FP
unit de‐burring trimming press unit
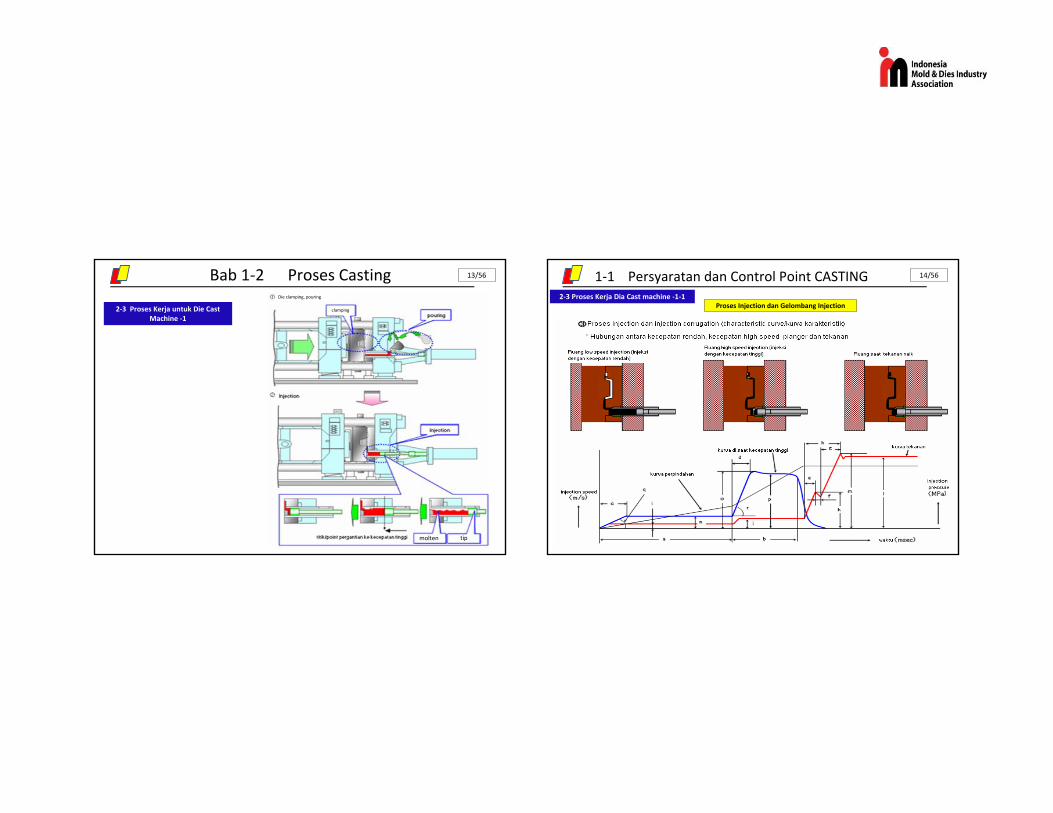
13/56
2‐3 Proses Kerja untuk Die Cast Machine ‐1
Bab 1‐2 Proses CastingDie clamping, pouring
clamping
molten tip
1‐1 Persyaratan dan Control Point CASTING 14/56
Proses Injection dan Gelombang Injection2‐3 Proses Kerja Dia Cast machine ‐1‐1
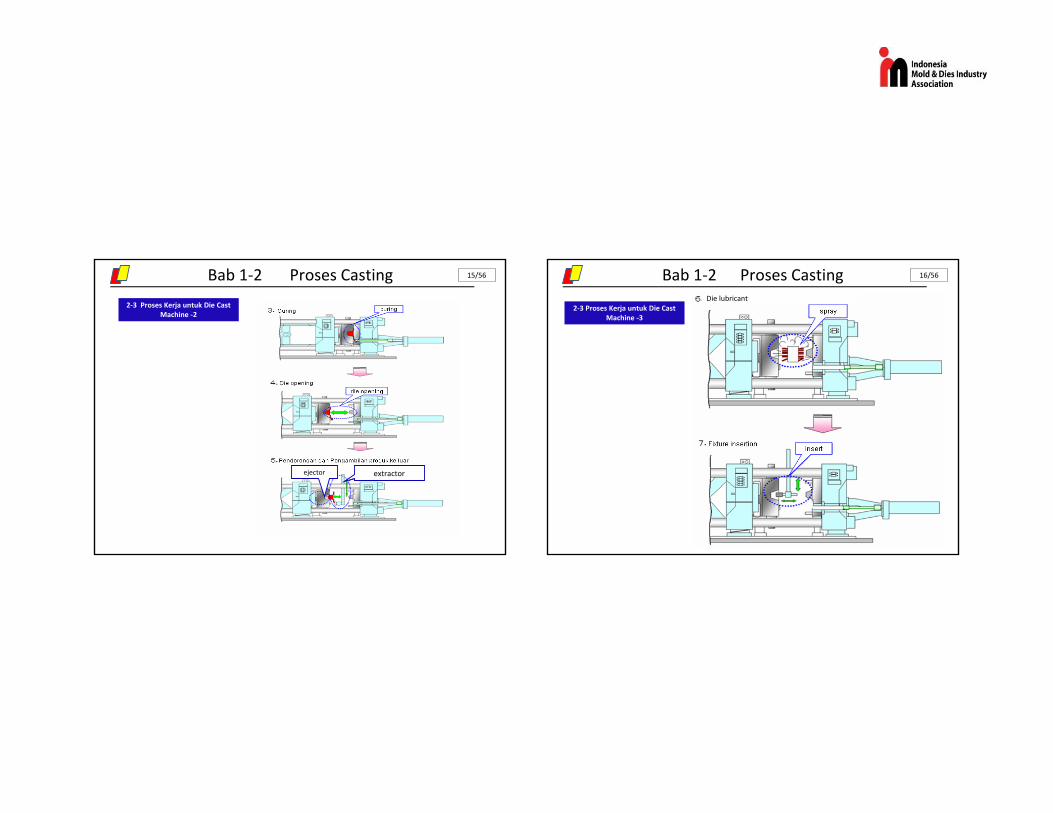
15/56Bab 1‐2 Proses Casting
2‐3 Proses Kerja untuk Die Cast Machine ‐2
ejector extractor
16/56Bab 1‐2 Proses Casting
2‐3 Proses Kerja untuk Die Cast Machine ‐3
Die lubricant
DC
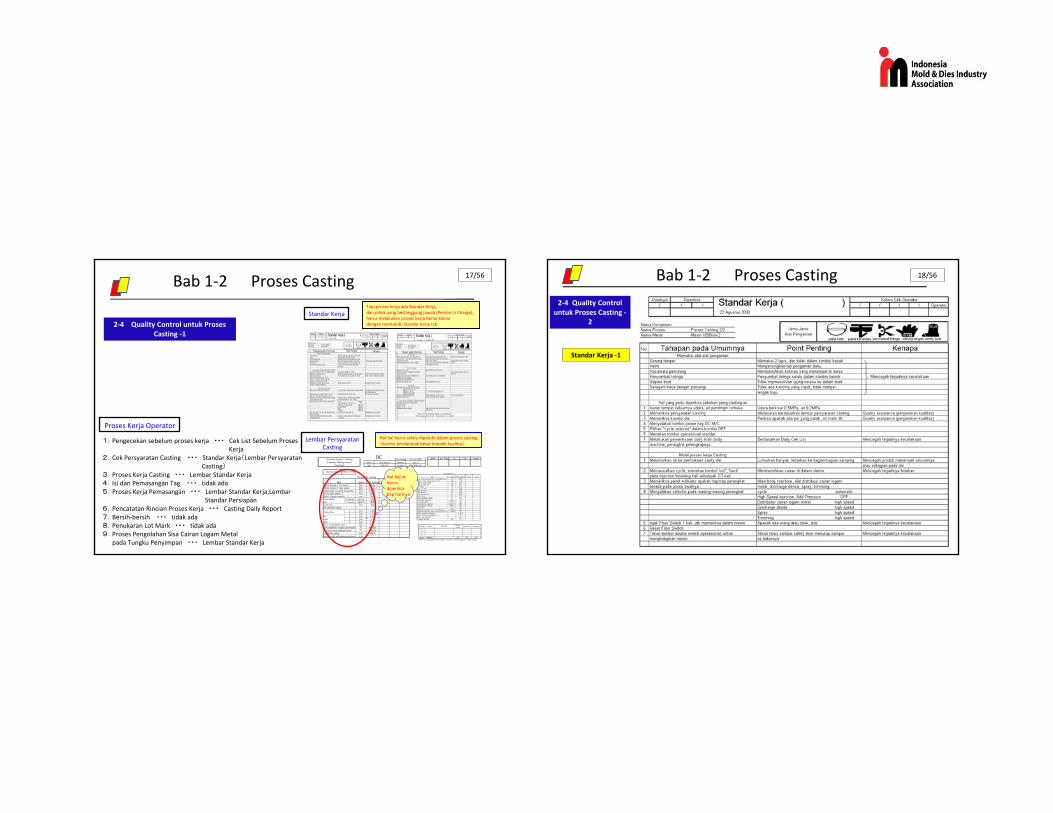
Proses Kerja Operator
1.Pengecekan sebelum proses kerja ・・・ Cek List Sebelum Proses Kerja
2.Cek Persyaratan Casting ・・・ Standar Kerja(Lembar Persyaratan Casting)
3.Proses Kerja Casting ・・・ Lembar Standar Kerja4.Isi dan Pemasangan Tag ・・・ tidak ada5.Proses Kerja Pemasangan ・・・ Lembar Standar Kerja,Lembar
Standar Persiapan6.Pencatatan Rincian Proses Kerja ・・・ Casting Daily Report7.Bersih‐bersih ・・・ tidak ada8.Penukaran Lot Mark ・・・ tidak ada9.Proses Pengolahan Sisa Cairan Logam Metal
pada Tungku Penyimpan ・・・ Lembar Standar Kerja
Standar KerjaTiap proses kerja ada Standar Kerja, dan pihak yang bertanggung jawab (Person In Charge), harus melakukan proses kerja benar‐benar dengan mematuhi Standar Kerja tsb.
Lembar PersyaratanCasting
Hal‐hal harus selalu dipatuhi dalam proses casting(karena berdampak besar kepada kualitas)
2008/08/22
17/56
2‐4 Quality Control untuk Proses Casting ‐1
Bab 1‐2 Proses Casting
Hal‐hal iniharus diperiksa tiap harinya
18/56
2‐4 Quality Control untuk Proses Casting ‐
2
Standar Kerja ‐1
Bab 1‐2 Proses Casting
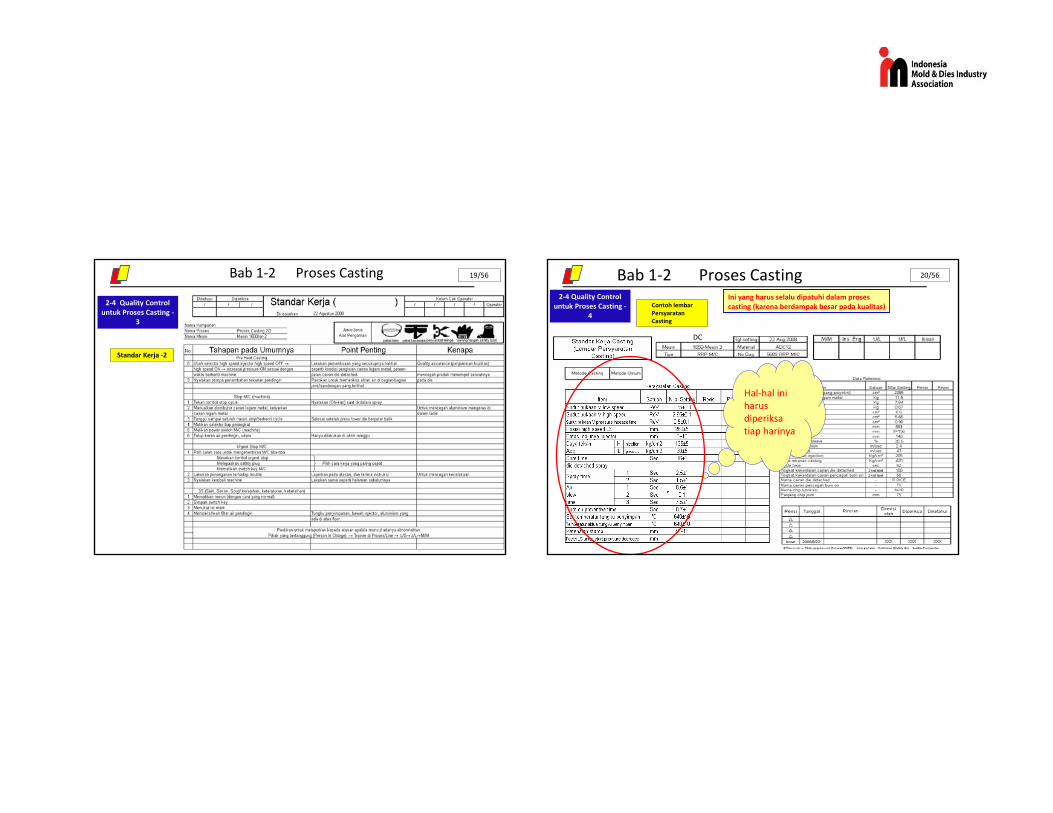
2008/08/222‐4 Quality Control
untuk Proses Casting ‐3
Standar Kerja ‐2
Bab 1‐2 Proses Casting 19/56
Ini yang harus selalu dipatuhi dalam proses casting (karena berdampak besar pada kualitas)
20/56
Contoh lembarPersyaratanCasting
Bab 1‐2 Proses Casting2‐4 Quality Control
untuk Proses Casting ‐4
Hal‐hal iniharus diperiksa tiap harinya
DC
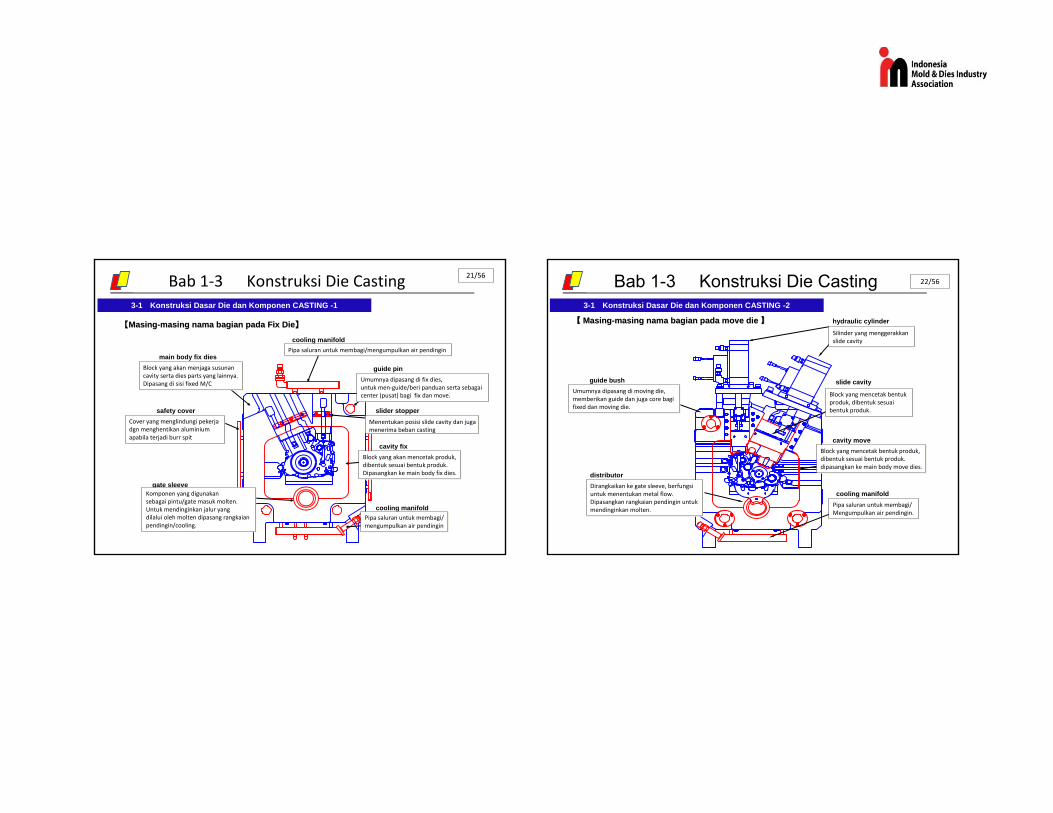
cooling manifoldPipa saluran untuk membagi/mengumpulkan air pendinginPipa saluran untuk membagi/mengumpulkan air pendingin
guide pin
slider stopper
Menentukan posisi slide cavity dan juga menerima beban castingMenentukan posisi slide cavity dan juga menerima beban casting
cavity fix
gate sleeve
safety cover
main body fix dies
cooling manifold
Komponen yang digunakan sebagai pintu/gate masuk molten. Untuk mendinginkan jalur yang dilalui oleh molten dipasang rangkaian pendingin/cooling.
Komponen yang digunakan sebagai pintu/gate masuk molten. Untuk mendinginkan jalur yang dilalui oleh molten dipasang rangkaian pendingin/cooling.
Cover yang menglindungi pekerja dgn menghentikan aluminium apabila terjadi burr spit
Cover yang menglindungi pekerja dgn menghentikan aluminium apabila terjadi burr spit
Block yang akan menjaga susunan cavity serta dies parts yang lainnya.Dipasang di sisi fixed M/C
Block yang akan menjaga susunan cavity serta dies parts yang lainnya.Dipasang di sisi fixed M/C
Block yang akan mencetak produk,dibentuk sesuai bentuk produk.Dipasangkan ke main body fix dies.
Block yang akan mencetak produk,dibentuk sesuai bentuk produk.Dipasangkan ke main body fix dies.
Pipa saluran untuk membagi/mengumpulkan air pendinginPipa saluran untuk membagi/mengumpulkan air pendingin
Umumnya dipasang di fix dies, untuk men‐guide/beri panduan serta sebagai center (pusat) bagi fix dan move.
Umumnya dipasang di fix dies, untuk men‐guide/beri panduan serta sebagai center (pusat) bagi fix dan move.
【【MasingMasing--masing nama bagian pada Fix Diemasing nama bagian pada Fix Die】】
21/56Bab 1‐3 Konstruksi Die Casting3-1 Konstruksi Dasar Die dan Komponen CASTING -1
cavity move
hydraulic cylinder
slide cavityguide bushUmumnya dipasang di moving die, memberikan guide dan juga core bagi fixed dan moving die.
Umumnya dipasang di moving die, memberikan guide dan juga core bagi fixed dan moving die.
distributor
cooling manifold
Silinder yang menggerakkan slide cavitySilinder yang menggerakkan slide cavity
Dirangkaikan ke gate sleeve, berfungsiuntuk menentukan metal flow. Dipasangkan rangkaian pendingin untukmendinginkan molten.
Dirangkaikan ke gate sleeve, berfungsiuntuk menentukan metal flow. Dipasangkan rangkaian pendingin untukmendinginkan molten.
【【 MasingMasing--masing nama bagian pada move diemasing nama bagian pada move die 】】
22/56Bab 1-3 Konstruksi Die Casting3-1 Konstruksi Dasar Die dan Komponen CASTING -2
Block yang mencetak bentuk produk, dibentuk sesuai bentuk produk.
Block yang mencetak bentuk produk, dibentuk sesuai bentuk produk.
Pipa saluran untuk membagi/Mengumpulkan air pendingin.Pipa saluran untuk membagi/Mengumpulkan air pendingin.
Block yang mencetak bentuk produk, dibentuk sesuai bentuk produk.dipasangkan ke main body move dies.
Block yang mencetak bentuk produk, dibentuk sesuai bentuk produk.dipasangkan ke main body move dies.
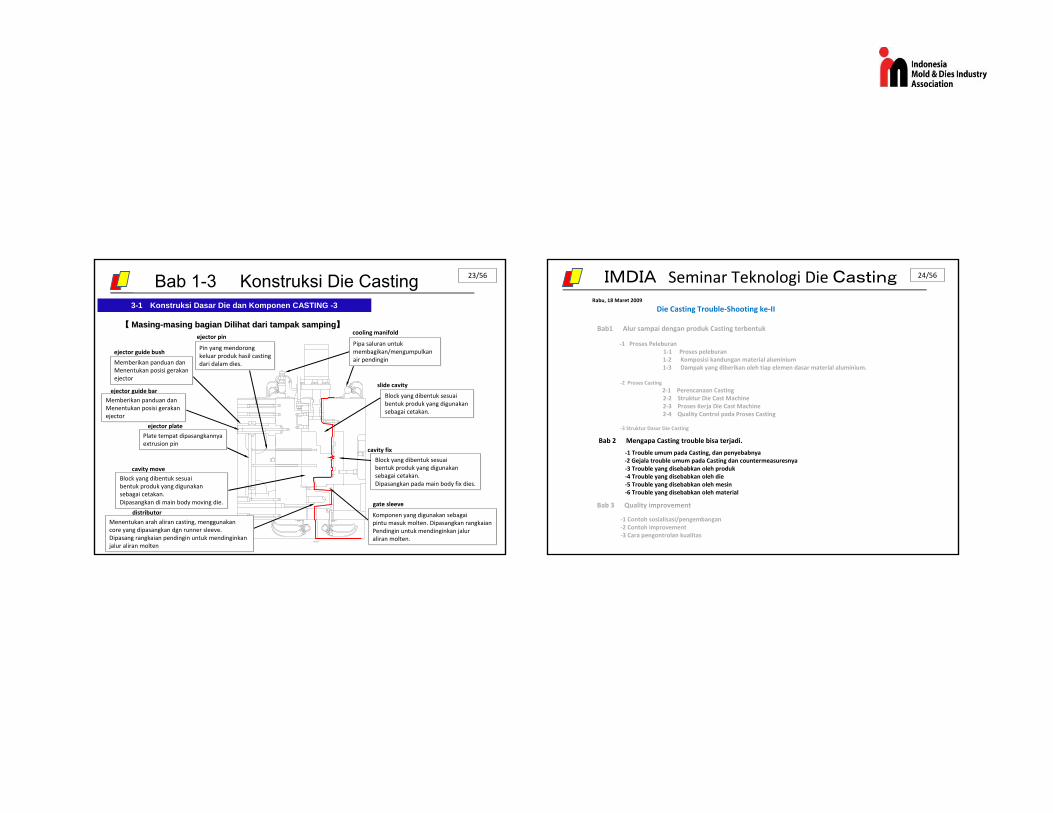
ejector plate
Plate tempat dipasangkannyaextrusion pinPlate tempat dipasangkannyaextrusion pin
Pin yang mendorong keluar produk hasil castingdari dalam dies.
Pin yang mendorong keluar produk hasil castingdari dalam dies.
ejector pin
slide cavity
cavity fix
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.Dipasangkan pada main body fix dies.
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.Dipasangkan pada main body fix dies.
cooling manifold
Pipa saluran untuk membagikan/mengumpulkanair pendingin
Pipa saluran untuk membagikan/mengumpulkanair pendingin
cavity move
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.Dipasangkan di main body moving die.
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.Dipasangkan di main body moving die.
distributor
Menentukan arah aliran casting, menggunakan core yang dipasangkan dgn runner sleeve.Dipasang rangkaian pendingin untuk mendinginkan jalur aliran molten
Menentukan arah aliran casting, menggunakan core yang dipasangkan dgn runner sleeve.Dipasang rangkaian pendingin untuk mendinginkan jalur aliran molten
gate sleeve
Komponen yang digunakan sebagai pintu masuk molten. Dipasangkan rangkaianPendingin untuk mendinginkan jalur aliran molten.
Komponen yang digunakan sebagai pintu masuk molten. Dipasangkan rangkaianPendingin untuk mendinginkan jalur aliran molten.
ejector guide bar
ejector guide bush
Memberikan panduan dan Menentukan posisi gerakan ejector
Memberikan panduan dan Menentukan posisi gerakan ejector
Memberikan panduan dan Menentukan posisi gerakanejector
Memberikan panduan dan Menentukan posisi gerakanejector
【【 MasingMasing--masing bagian Dilihat dari tampak sampingmasing bagian Dilihat dari tampak samping】】
23/56
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.
Block yang dibentuk sesuai bentuk produk yang digunakan sebagai cetakan.
Bab 1-3 Konstruksi Die Casting3-1 Konstruksi Dasar Die dan Komponen CASTING -3
IMDIA Seminar Teknologi Die CastingRabu, 18 Maret 2009
Die Casting Trouble‐Shooting ke‐II
Bab1 Alur sampai dengan produk Casting terbentuk
‐1 Proses Peleburan1‐1 Proses peleburan1‐2 Komposisi kandungan material aluminium1‐3 Dampak yang diberikan oleh tiap elemen dasar material aluminium.
‐2 Proses Casting2‐1 Perencanaan Casting2‐2 Struktur Die Cast Machine2‐3 Proses Kerja Die Cast Machine2‐4 Quality Control pada Proses Casting
‐3 Struktur Dasar Die Casting
Bab 2 Mengapa Casting trouble bisa terjadi.
‐1 Trouble umum pada Casting, dan penyebabnya‐2 Gejala trouble umum pada Casting dan countermeasuresnya‐3 Trouble yang disebabkan oleh produk‐4 Trouble yang disebabkan oleh die‐5 Trouble yang disebabkan oleh mesin‐6 Trouble yang disebabkan oleh material
Bab 3 Quality improvement
‐1 Contoh sosialisasi/pengembangan‐2 Contoh improvement‐3 Cara pengontrolan kualitas
24/56
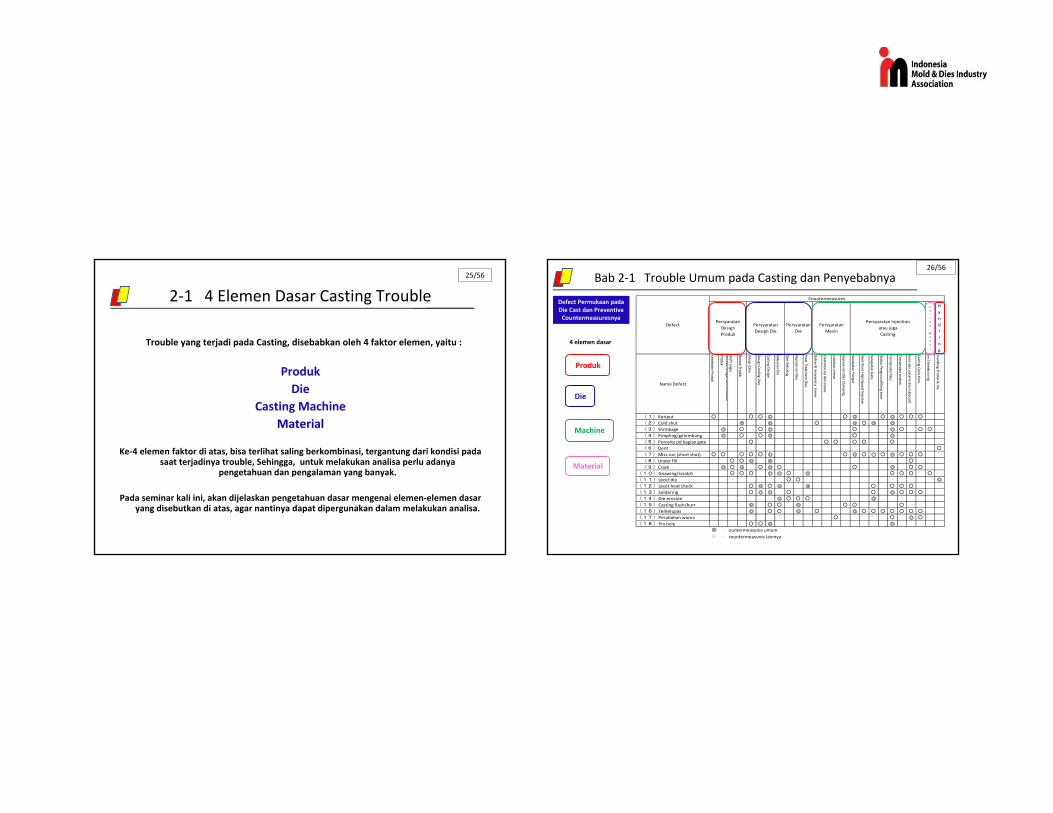
Trouble yang terjadi pada Casting, disebabkan oleh 4 faktor elemen, yaitu :
ProdukDie
Casting MachineMaterial
Ke‐4 elemen faktor di atas, bisa terlihat saling berkombinasi, tergantung dari kondisi pada saat terjadinya trouble, Sehingga, untuk melakukan analisa perlu adanya
pengetahuan dan pengalaman yang banyak.
Pada seminar kali ini, akan dijelaskan pengetahuan dasar mengenai elemen‐elemen dasar yang disebutkan di atas, agar nantinya dapat dipergunakan dalam melakukan analisa.
2‐1 4 Elemen Dasar Casting Trouble25/56 Bab 2‐1 Trouble Umum pada Casting dan Penyebabnya
26/56
Nama Defect
Ketebalan Produk
Ketidak seragaman Ketebalan
Produk
Draft angle
Bentuk Produk
Design D
ies
Design Cooling D
ies
Casting Design
Kekuatan Die
Dies Polishing
Kepresisian Dies
Heat Treatm
ent Dies
Bahan &
temperatur sleeve
Clearance tip dan sleeve
Lubrikasi sleeve
Kepresisian Dies Clam
ping
Kecepatan Plunger
Start Point High Speed Injection
Kecepatan Gate
Waktu Pengisian/filling tim
e
Temperatur Dies
Temperatur m
olten
Jenis dan volume dies lubricant
Casting Cycle time
Jm l benda asing
Handling Produk &
Die
(1)Keriput ○ ○ ○ ◎ ○ ◎ ○ ◎ ○ ○ ○
(2)Cold shut ◎ ◎ ○ ◎ ○ ◎ ◎
(3)Shrinkage ◎ ○ ○ ◎ ○ ◎ ○ ○ ○
(4)Pimpling/gelembung ◎ ○ ○ ◎ ○ ◎
(5)Porosity pd bagian gate ○ ○ ○ ○ ○ ○
(6)Dent ○
(7)Miss run (short shot) ○ ○ ○ ○ ○ ◎ ○ ◎ ○ ○ ○ ◎ ○ ○ ○
(8)Under fill ○ ○ ◎ ◎ ○
(9)Crack ◎ ○ ◎ ○ ◎ ○ ○ ◎ ○ ○
(10)Gnawing/scratch ○ ○ ○ ◎ ◎ ○ ◎ ○ ○ ○ ○
(11)Lecet die ○ ○ ◎
(12)Lecet heat check ○ ◎ ○ ◎ ◎ ○ ○ ○ ○
(13)Soldering ○ ◎ ◎ ○ ○ ◎ ○ ○ ○
(14)Die erosion ◎ ○ ○ ○ ◎
(15)Casting flash/burr ◎ ○ ○ ◎ ○ ○ ○
(16)Terkelupas ◎ ○ ○ ◎ ○ ◎ ○ ○ ○ ○ ○ ○ ○
(17)Perubahan warna ○ ○ ◎ ○
(18)Pin hole ○ ○ ◎ ◎
◎ : ountermeasures umum○ : countermeasures lainnya
Countermeasures
Defect
Handling
Cairan Metal
PersyaratanDesign Produk
PersyaratanDesign Die
PersyaratanDie
Persyaratan Mesin
Persyaratan Injectionatau jugaCasting
Defect Permukaan pada Die Cast dan Preventive Countermeasuresnya
4 elemen dasar
Produk
Die
Machine
Material
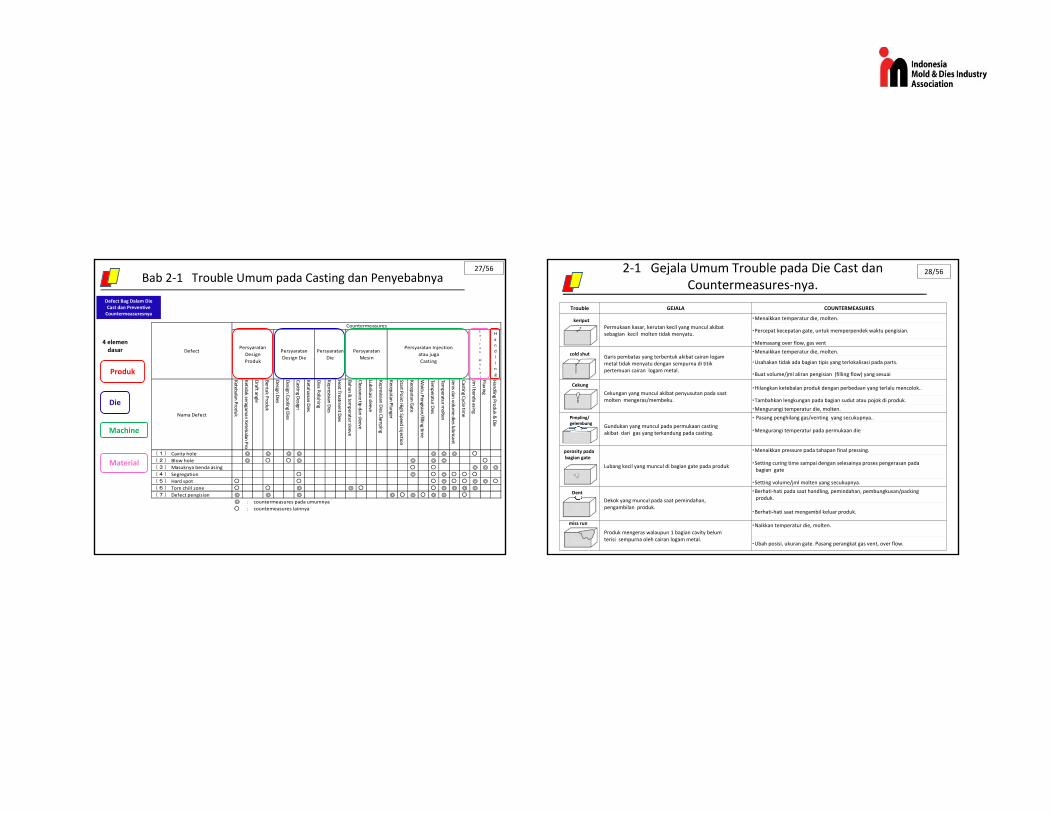
Bab 2‐1 Trouble Umum pada Casting dan Penyebabnya27/56
Nama Defect
Ketebalan Produk
Ketidak seragaman Ketebalan Pro d
Draft angle
Bentuk Produk
Design D
ies
Design Cooling D
ies
Casting Design
Ketahanan Dies
Dies Polishing
Kepresisian Dies
Heat Treatm
ent Dies
Bahan & tem
peratur sleeve
Clearance tip dan sleeve
Lubrikasi sleeve
Kepresisian Dies Clam
ping
Kecepatan Plunger
Start Point High Speed Injection
Kecepatan Gate
Waktu Pengisian/filling tim
e
Temperatur D
ies
Temperatur m
olten
Jenis dan volume dies lubricant
Casting Cycle time
Jm l benda asing
Fluxing
Handling Produk &
Die
(1) Cavity hole ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○
(2) Blow hole ◎ ○ ○ ◎ ◎ ◎ ◎ ○
(3) Masuknya benda asing ○ ○ ◎ ◎ ◎
(4) Segregation ○ ◎ ○ ◎ ○ ○ ○
(5) Hard spot ○ ○ ○ ◎ ○ ○ ◎ ◎ ○
(6) Torn chill zone ○ ○ ◎ ◎ ○ ○ ◎ ◎ ◎ ◎
(7) Defect pengisian ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○
◎ : countermeasures pada umumnya○ : countemeasures lainnya
CountermeasuresCairan Metal
Defect
Handling
PersyaratanDesign Produk
PersyaratanDesign Die
PersyaratanDie
Persyaratan Mesin
Persyaratan Injectionatau jugaCasting
Defect Bag Dalam Die Cast dan Preventive Countermeasuresnya
4 elemen dasar
Produk
Die
Machine
Material
28/56
Trouble GEJALA COUNTERMEASURES
湯じわPermukaan kasar, kerutan kecil yang muncul akibat sebagian kecil molten tidak menyatu.
・Menaikkan temperatur die, molten.
・Percepat kecepatan gate, untuk memperpendek waktu pengisian.
・Memasang over flow, gas vent
湯境
Garis pembatas yang terbentuk akibat cairan logam metal tidak menyatu dengan sempurna di titik pertemuan cairan logam metal.
・Menaikkan temperatur die, molten.
・Usahakan tidak ada bagian tipis yang terlokalisasi pada parts.
・Buat volume/jml aliran pengisian (filling flow) yang sesuai
ひけCekungan yang muncul akibat penyusutan pada saat molten mengeras/membeku.
・Hilangkan ketebalan produk dengan perbedaan yang terlalu mencolok..
・Tambahkan lengkungan pada bagian sudut atau pojok di produk.
・Mengurangi temperatur die, molten.
ふくれGundukan yang muncul pada permukaan casting akibat dari gas yang terkandung pada casting.
・ Pasang penghilang gas/venting yang secukupnya..
・Mengurangi temperatur pada permukaan die
Lubang kecil yang muncul di bagian gate pada produk
・Menaikkan pressure pada tahapan final pressing.
・Setting curing time sampai dengan selesainya proses pengerasan pada bagian gate
・Setting volume/jml molten yang secukupnya.
打こんDekok yang muncul pada saat pemindahan, pengambilan produk.
・Berhati‐hati pada saat handling, pemindahan, pembungkusan/packing produk.
・Berhati‐hati saat mengambil keluar produk.
湯回り 不良Produk mengeras walaupun 1 bagian cavity belum terisi sempurna oleh cairan logam metal.
・Naikkan temperatur die, molten.
・Ubah posisi, ukuran gate. Pasang perangkat gas vent, over flow.
2‐1 Gejala Umum Trouble pada Die Cast dan Countermeasures‐nya.
keriput
cold shut
Cekung
porosity padabagian gate
Pimpling/gelembung
miss run
Dent
29/56
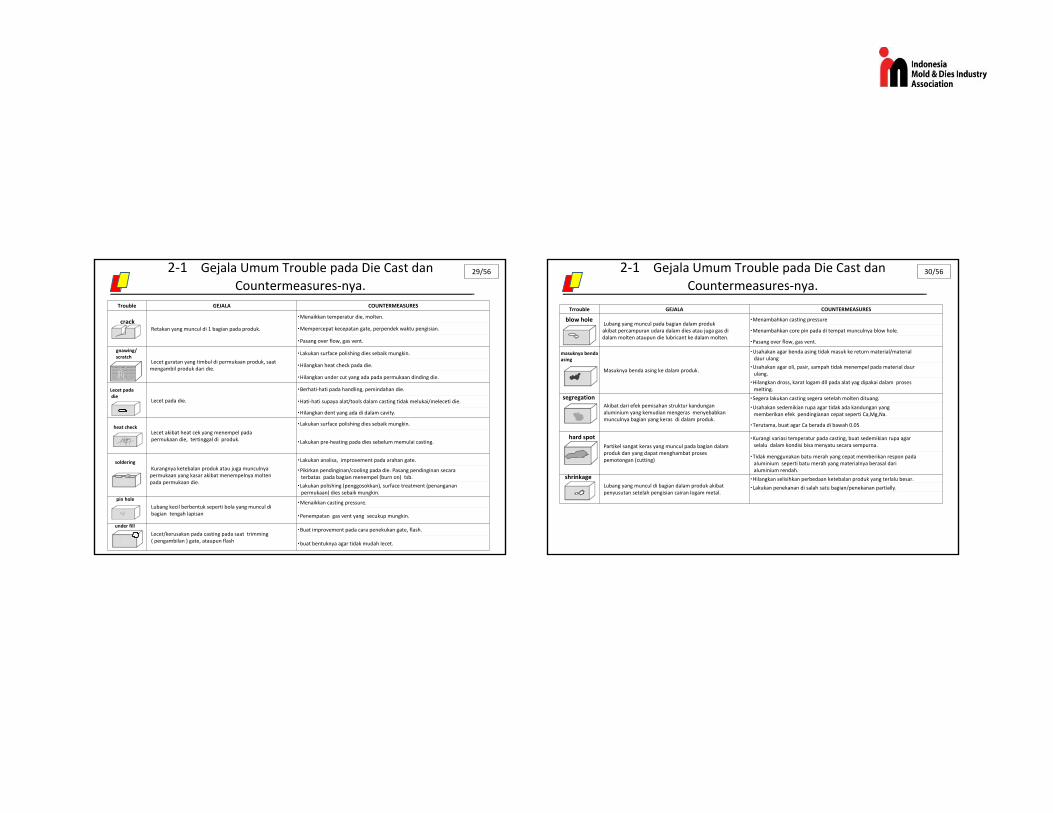
Trouble GEJALA COUNTERMEASURES
割れ Retakan yang muncul di 1 bagian pada produk.
・Menaikkan temperatur die, molten.
・Mempercepat kecepatan gate, perpendek waktu pengisian.
・Pasang over flow, gas vent.
かじりLecet guratan yang timbul di permukaan produk, saat mengambil produk dari die.
・Lakukan surface polishing dies sebaik mungkin.
・Hilangkan heat check pada die.
・Hilangkan under cut yang ada pada permukaan dinding die.
Lecet pada die.
・Berhati‐hati pada handling, pemindahan die.
・Hati‐hati supaya alat/tools dalam casting tidak melukai/meleceti die.
・Hilangkan dent yang ada di dalam cavity.
Lecet akibat heat cek yang menempel pada permukaan die, tertinggal di produk.
・Lakukan surface polishing dies sebaik mungkin.
・Lakukan pre‐heating pada dies sebelum memulai casting.
焼きつき
Kurangnya ketebalan produk atau juga munculnya permukaan yang kasar akibat menempelnya molten pada permukaan die.
・Lakukan analisa, improvement pada arahan gate.
・Pikirkan pendinginan/cooling pada die. Pasang pendinginan secaraterbatas pada bagian menempel (burn on) tsb.
・Lakukan polishing (penggosokkan), surface treatment (penanganan permukaan) dies sebaik mungkin.
ピンホールLubang kecil berbentuk seperti bola yang muncul di bagian tengah lapisan
・Menaikkan casting pressure.
・Penempatan gas vent yang secukup mungkin.
欠け込み Lecet/kerusakan pada casting pada saat trimming( pengambilan ) gate, ataupun flash
・Buat improvement pada cara penekukan gate, flash.
・buat bentuknya agar tidak mudah lecet.
2‐1 Gejala Umum Trouble pada Die Cast dan Countermeasures‐nya.
crack
gnawing/scratch
Lecet padadie
soldering
pin hole
under fill
heat check
30/56
Trrouble GEJALA COUNTERMEASURES
Lubang yang muncul pada bagian dalam produk akibat percampuran udara dalam dies atau juga gas di dalam molten ataupun die lubricant ke dalam molten.
・Menambahkan casting pressure
・Menambahkan core pin pada di tempat munculnya blow hole.
・Pasang over flow, gas vent.
介在物混入 Masuknya benda asing ke dalam produk.
・Usahakan agar benda asing tidak masuk ke return material/material daur ulang
・Usahakan agar oli, pasir, sampah tidak menempel pada material daur ulang.
・Hilangkan dross, karat logam dll pada alat yag dipakai dalam proses melting.
偏析
Akibat dari efek pemisahan struktur kandungan aluminium yang kemudian mengeras menyebabkan munculnya bagian yang keras di dalam produk.
・Segera lakukan casting segera setelah molten dituang.
・Usahakan sedemikian rupa agar tidak ada kandungan yang memberikan efek pendingianan cepat seperti Ca,Mg,Na.
・Terutama, buat agar Ca berada di bawah 0.05
ハードスポット
Partikel sangat keras yang muncul pada bagian dalam produk dan yang dapat menghambat proses pemotongan (cutting)
・Kurangi variasi temperatur pada casting, buat sedemikian rupa agar selalu dalam kondisi bisa menyatu secara sempurna.
・Tidak menggunakan batu merah yang cepat memberikan respon pada aluminium seperti batu merah yang materialnya berasal dari aluminium rendah.
引け巣 Lubang yang muncul di bagian dalam produk akibat penyusutan setelah pengisian cairan logam metal.
・Hilangkan selisihkan perbedaan ketebalan produk yang terlalu besar.
・Lakukan penekanan di salah satu bagian/penekanan partially.
2‐1 Gejala Umum Trouble pada Die Cast dan Countermeasures‐nya.
blow hole
masuknya benda asing
segregation
hard spot
shrinkage
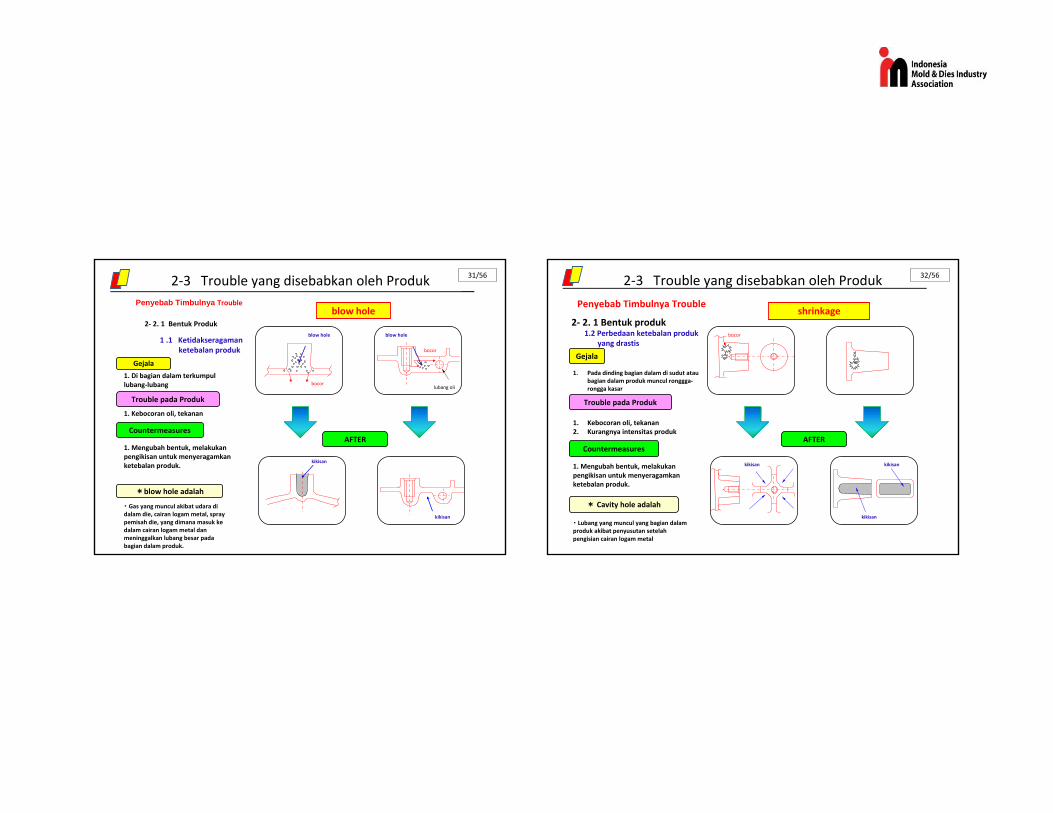
2‐3 Trouble yang disebabkan oleh Produk 31/56
Penyebab Timbulnya Trouble
2‐ 2. 1 Bentuk Produk
bocor
1 .1 Ketidakseragaman ketebalan produk
Gejala
1. Di bagian dalam terkumpul lubang‐lubang
1. Kebocoran oli, tekanan
Trouble pada Produk
Countermeasures
1. Mengubah bentuk, melakukan pengikisan untuk menyeragamkan ketebalan produk.
lubang oli
bocor
*blow hole adalah
・ Gas yang muncul akibat udara di dalam die, cairan logam metal, spray pemisah die, yang dimana masuk ke dalam cairan logam metal dan meninggalkan lubang besar pada bagian dalam produk.
blow hole
blow hole blow hole
kikisan
kikisan
AFTER
32/56
Penyebab Timbulnya Trouble
2‐ 2. 1 Bentuk produkbocor
Gejala
1.2 Perbedaan ketebalan produk yang drastis
1. Pada dinding bagian dalam di sudut atau bagian dalam produk muncul ronggga‐rongga kasar
Trouble pada Produk
1. Kebocoran oli, tekanan2. Kurangnya intensitas produk
Countermeasures
1. Mengubah bentuk, melakukan pengikisan untuk menyeragamkan ketebalan produk.
shrinkage
AFTER
* Cavity hole adalah
・ Lubang yang muncul yang bagian dalam produk akibat penyusutan setelah pengisian cairan logam metal
kikisan kikisan
kikisan
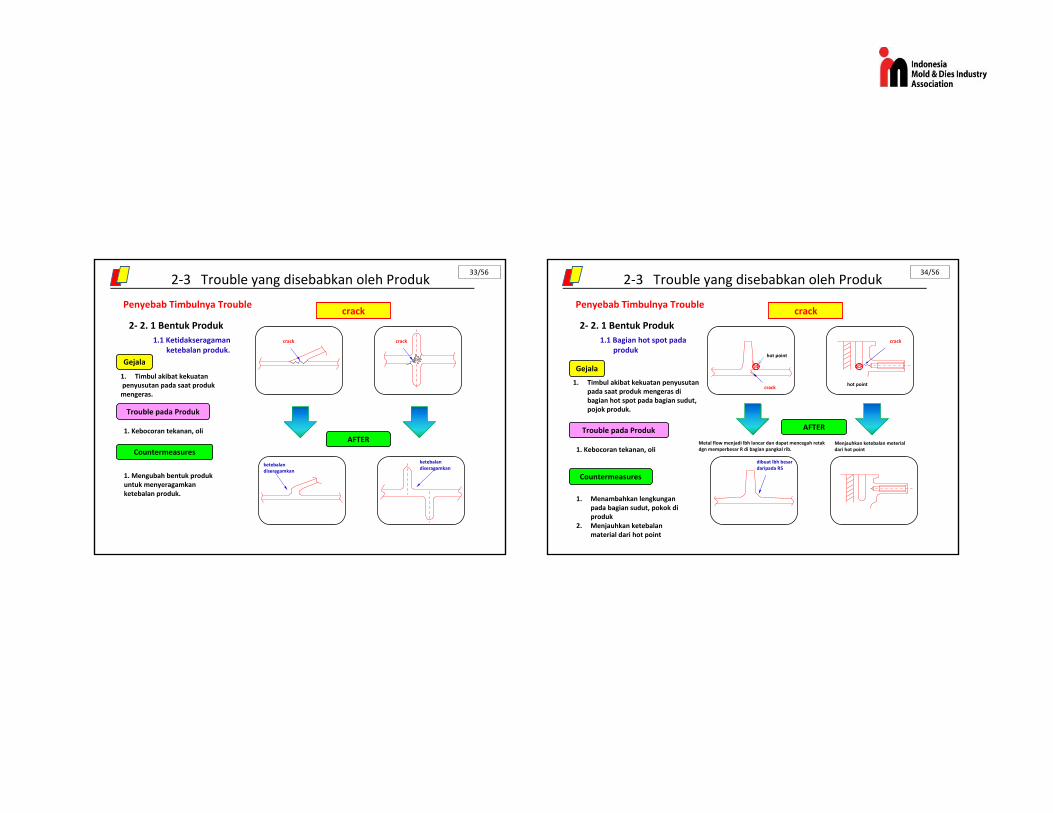
2‐3 Trouble yang disebabkan oleh Produk
33/56
Penyebab Timbulnya Trouble
2‐ 2. 1 Bentuk Produk1.1 Ketidakseragaman
ketebalan produk.Gejala
1. Timbul akibat kekuatan penyusutan pada saat produkmengeras.
Trouble pada Produk
1. Kebocoran tekanan, oli
Countermeasures
1. Mengubah bentuk produk untuk menyeragamkan ketebalan produk.
crack
ketebalan diseragamkan
crack
AFTER
crack
ketebalan diseragamkan
2‐3 Trouble yang disebabkan oleh Produk
dibuat lbh besar daripada R5
34/56
crackPenyebab Timbulnya Trouble
2‐ 2. 1 Bentuk Produk1.1 Bagian hot spot pada
produk
Gejala
1. Timbul akibat kekuatan penyusutan pada saat produk mengeras di bagian hot spot pada bagian sudut, pojok produk.
Trouble pada Produk
1. Kebocoran tekanan, oli
Countermeasures
1. Menambahkan lengkungan pada bagian sudut, pokok di produk
2. Menjauhkan ketebalan material dari hot point
Menjauhkan ketebalan meterialdari hot point
crack
hot pointcrack
Metal flow menjadi lbh lancar dan dapat mencegah retak dgn memperbesar R di bagian pangkal rib.
AFTER
hot point
2‐3 Trouble yang disebabkan oleh Produk
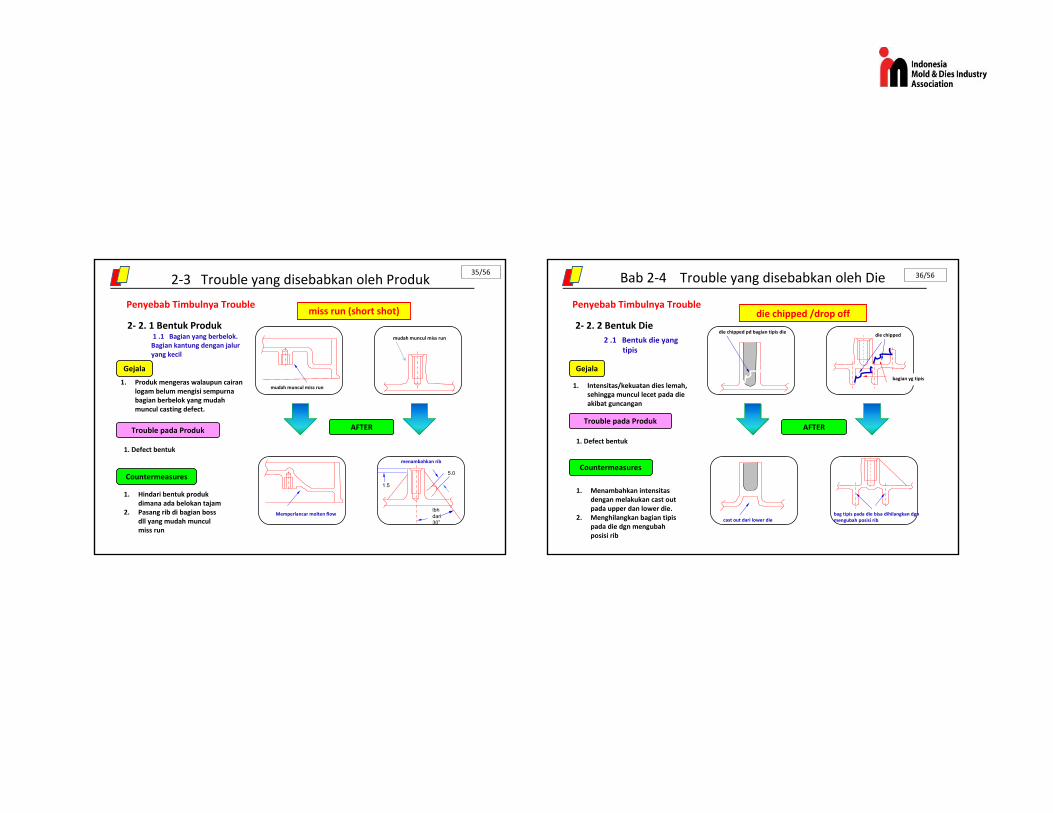
35/56
miss run (short shot)Penyebab Timbulnya Trouble
2‐ 2. 1 Bentuk Produk1 .1 Bagian yang berbelok. Bagian kantung dengan jalur yang kecil
Gejala
1. Produk mengeras walaupun cairan logam belum mengisi sempurna bagian berbelok yang mudah muncul casting defect.
Trouble pada Produk
1. Defect bentuk
Countermeasures
1. Hindari bentuk produk dimana ada belokan tajam
2. Pasang rib di bagian boss dll yang mudah muncul miss run
AFTER
mudah muncul miss run
Memperlancar molten flow
mudah muncul miss run
lbh dari 30°
1.5
5.0
menambahkan rib
2‐3 Trouble yang disebabkan oleh Produk Bab 2‐4 Trouble yang disebabkan oleh Die 36/56
die chipped /drop offPenyebab Timbulnya Trouble
2‐ 2. 2 Bentuk Die2 .1 Bentuk die yang
tipis
Gejala
1. Intensitas/kekuatan dies lemah, sehingga muncul lecet pada die akibat guncangan
Trouble pada Produk
1. Defect bentuk
Countermeasures
1. Menambahkan intensitas dengan melakukan cast out pada upper dan lower die.
2. Menghilangkan bagian tipis pada die dgn mengubah posisi rib
AFTER
die chipped pd bagian tipis die
cast out dari lower die
bagian yg tipis
bag tipis pada die bisa dihilangkan dgn mengubah posisi rib
die chipped
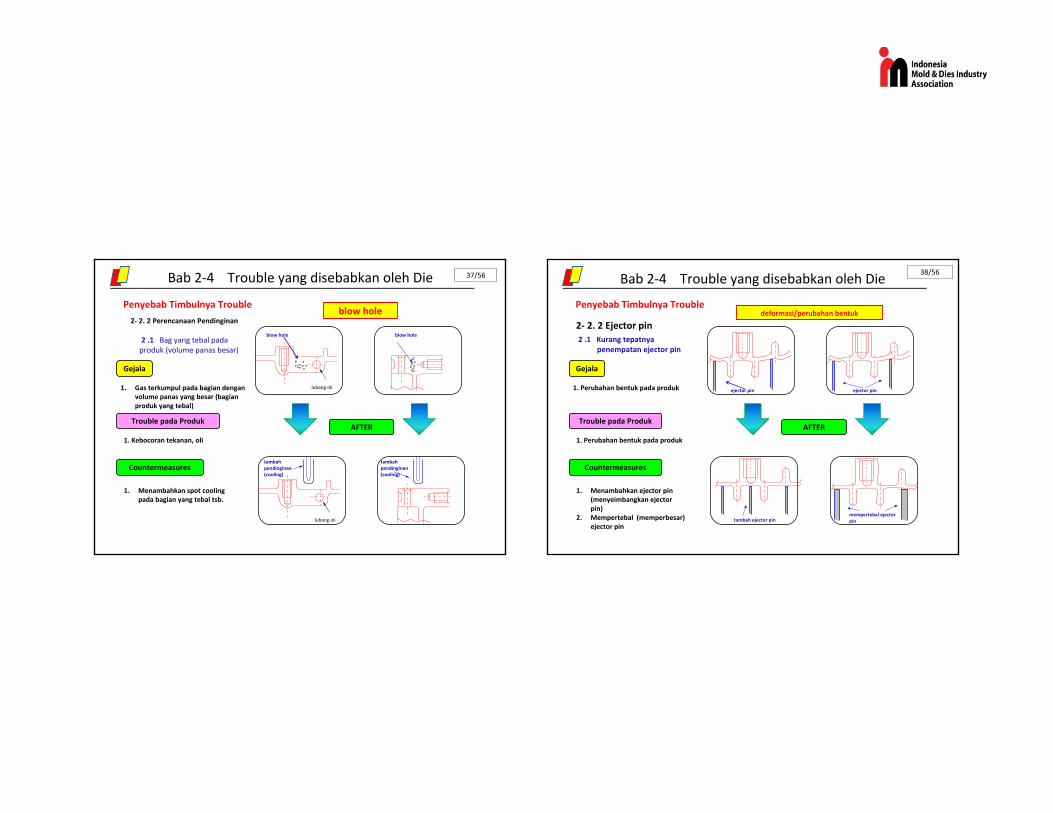
37/56
Penyebab Timbulnya Trouble
2‐ 2. 2 Perencanaan Pendinginan
2 .1 Bag yang tebal pada produk (volume panas besar)
Gejala
1. Gas terkumpul pada bagian dengan volume panas yang besar (bagian produk yang tebal)
Trouble pada Produk
Countermeasures
1. Menambahkan spot cooling pada bagian yang tebal tsb.
AFTER
tambah pendinginan (cooling)
lubang oli
blow hole
lubang oli
blow hole
blow hole
tambah pendinginan (cooling)
1. Kebocoran tekanan, oli
Bab 2‐4 Trouble yang disebabkan oleh Die 38/56
Penyebab Timbulnya Trouble
2‐ 2. 2 Ejector pin2 .1 Kurang tepatnya
penempatan ejector pin
Gejala
1. Perubahan bentuk pada produk
Trouble pada Produk
Countermeasures
1. Menambahkan ejector pin (menyeimbangkan ejector pin)
2. Mempertebal (memperbesar) ejector pin
AFTER
ejector pin
deformasi/perubahan bentuk
1. Perubahan bentuk pada produk
tambah ejector pin
ejector pin
mempertebal ejector pin
Bab 2‐4 Trouble yang disebabkan oleh Die
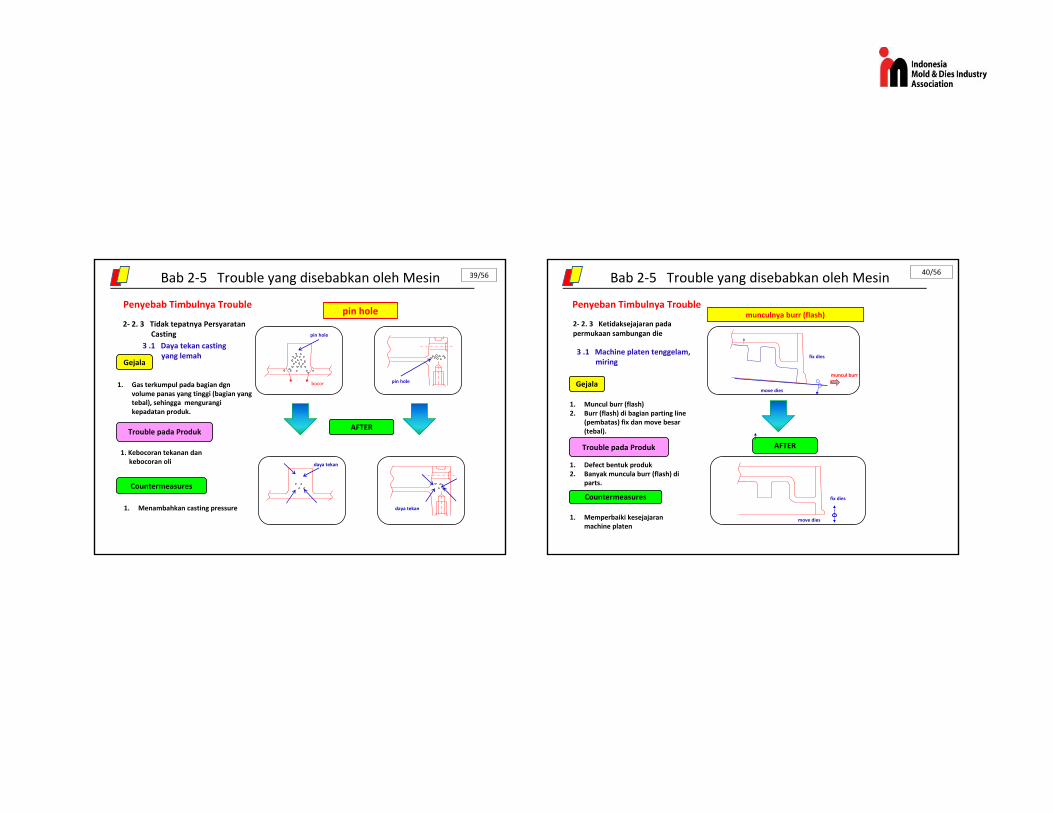
Bab 2‐5 Trouble yang disebabkan oleh Mesin 39/56
Penyebab Timbulnya Trouble
2‐ 2. 3 Tidak tepatnya Persyaratan Casting
3 .1 Daya tekan casting yang lemah
Gejala
Trouble pada Produk
Countermeasures
1. Menambahkan casting pressure
AFTER
pin hole
1. Gas terkumpul pada bagian dgn volume panas yang tinggi (bagian yang tebal), sehingga mengurangi kepadatan produk.
pin hole
bocor
daya tekan
1. Kebocoran tekanan dan kebocoran oli
pin hole
daya tekan
40/56
Penyeban Timbulnya Trouble
2‐ 2. 3 Ketidaksejajaran pada permukaan sambungan die
3 .1 Machine platen tenggelam, miring
Gejala
Trouble pada Produk
Countermeasures
1. Memperbaiki kesejajaran machine platen
AFTER
munculnya burr (flash)
1. Muncul burr (flash)2. Burr (flash) di bagian parting line
(pembatas) fix dan move besar (tebal).
1. Defect bentuk produk2. Banyak muncula burr (flash) di
parts.
move dies
fix dies
fix dies
move dies
muncul burr
Bab 2‐5 Trouble yang disebabkan oleh Mesin
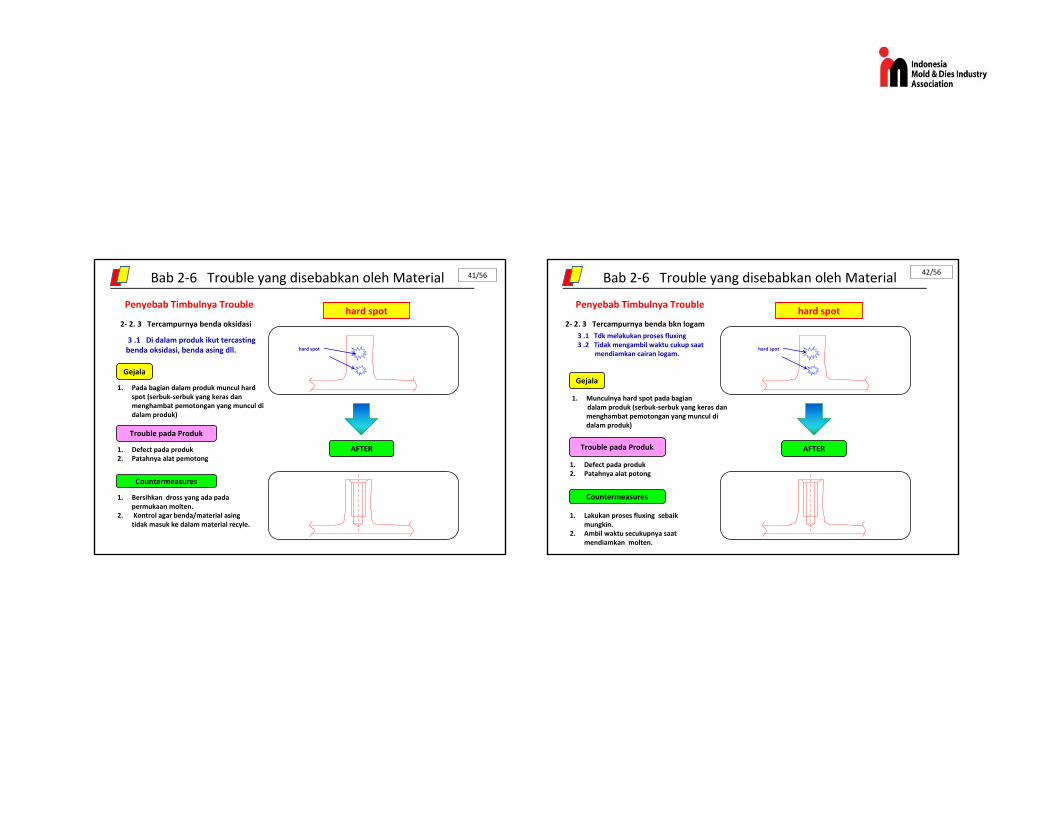
Bab 2‐6 Trouble yang disebabkan oleh Material 41/56
Penyebab Timbulnya Trouble
2‐ 2. 3 Tercampurnya benda oksidasi
3 .1 Di dalam produk ikut tercasting benda oksidasi, benda asing dll.
Gejala
Trouble pada Produk
Countermeasures
1. Bersihkan dross yang ada pada permukaan molten.
2. Kontrol agar benda/material asing tidak masuk ke dalam material recyle.
AFTER
hard spot
1. Pada bagian dalam produk muncul hardspot (serbuk‐serbuk yang keras dan menghambat pemotongan yang muncul di dalam produk)
hard spot
1. Defect pada produk2. Patahnya alat pemotong
42/56
Penyebab Timbulnya Trouble
2‐ 2. 3 Tercampurnya benda bkn logam3 .1 Tdk melakukan proses fluxing3 .2 Tidak mengambil waktu cukup saat
mendiamkan cairan logam.
Gejala
Trouble pada Produk
Countermeasures
1. Lakukan proses fluxing sebaik mungkin.
2. Ambil waktu secukupnya saat mendiamkan molten.
AFTER
hard spot
1. Munculnya hard spot pada bagiandalam produk (serbuk‐serbuk yang keras dan menghambat pemotongan yang muncul di dalam produk)
hard spot
1. Defect pada produk2. Patahnya alat potong
Bab 2‐6 Trouble yang disebabkan oleh Material
IMDIA Seminar Teknologi Die CastingRabu, 18 Maret 2009
Die Casting Trouble‐Shooting ke‐II
Bab1 Alur sampai dengan produk Casting terbentuk
‐1 Proses Peleburan1‐1 Proses peleburan1‐2 Komposisi kandungan material aluminium1‐3 Dampak yang diberikan oleh tiap elemen dasar material aluminium.
‐2 Proses Casting2‐1 Perencanaan Casting2‐2 Struktur Die Cast Machine2‐3 Proses Kerja Die Cast Machine2‐4 Quality Control pada Proses Casting
‐3 Struktur Dasar Die Casting
Bab 2 Mengapa Casting trouble bisa terjadi.
‐1 Trouble umum pada Casting, dan penyebabnya‐2 Gejala trouble umum pada Casting dan countermeasuresnya‐3 Trouble yang disebabkan oleh produk‐4 Trouble yang disebabkan oleh die‐5 Trouble yang disebabkan oleh mesin‐6 Trouble yang disebabkan oleh material
Bab 3 Quality improvement
‐1 Contoh sosialisasi/pengembangan‐2 Contoh improvement‐3 Cara pengontrolan kualitas
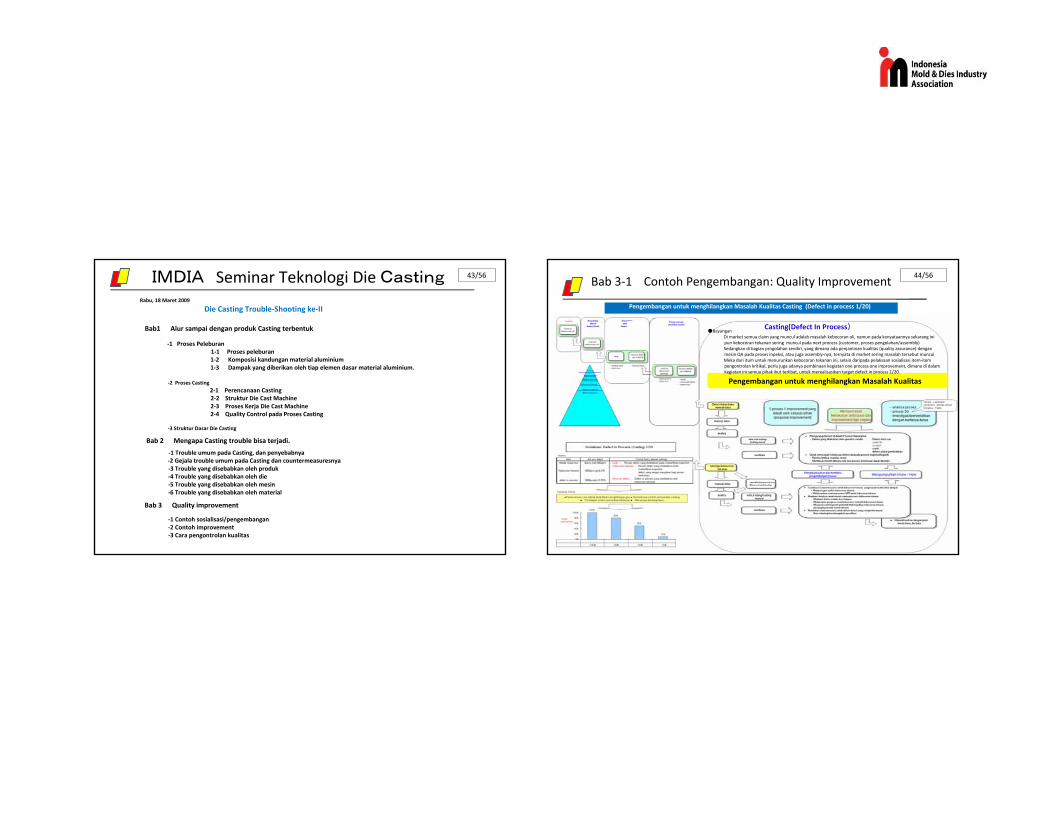
43/56Bab 3‐1 Contoh Pengembangan: Quality Improvement
44/56
Pengembangan untuk menghilangkan Masalah Kualitas Casting (Defect in process 1/20)
Pengembangan untuk menghilangkan Masalah Kualitas
Casting(Defect In Process)●Bayangan
Di market semua claim yang muncul adalah masalah kebocoran oli, namun pada kenyataannya sekarang inipun kebocoran tekanan sering muncul pada next process (customer, proses pengolahan/assembly)Sedangkan di bagian prngolahan sendiri, yang dimana ada penjaminan kualitas (quality assurance) denganmesin QA pada proses inpeksi, atau juga assembly‐nya, ternyata di market sering masalah tersebut munculMeka dari itum untuk menurunkan kebocoran tekanan ini, selain daripada pelaksaan sosialisasi item‐item pengontrolan kritikal, perlu juga adanya pembinaan kegiatan one process one improvement, dimana di dalamkegiatan ini semua pihak ikut terlibat, untuk merealisasikan target defect in process 1/20.
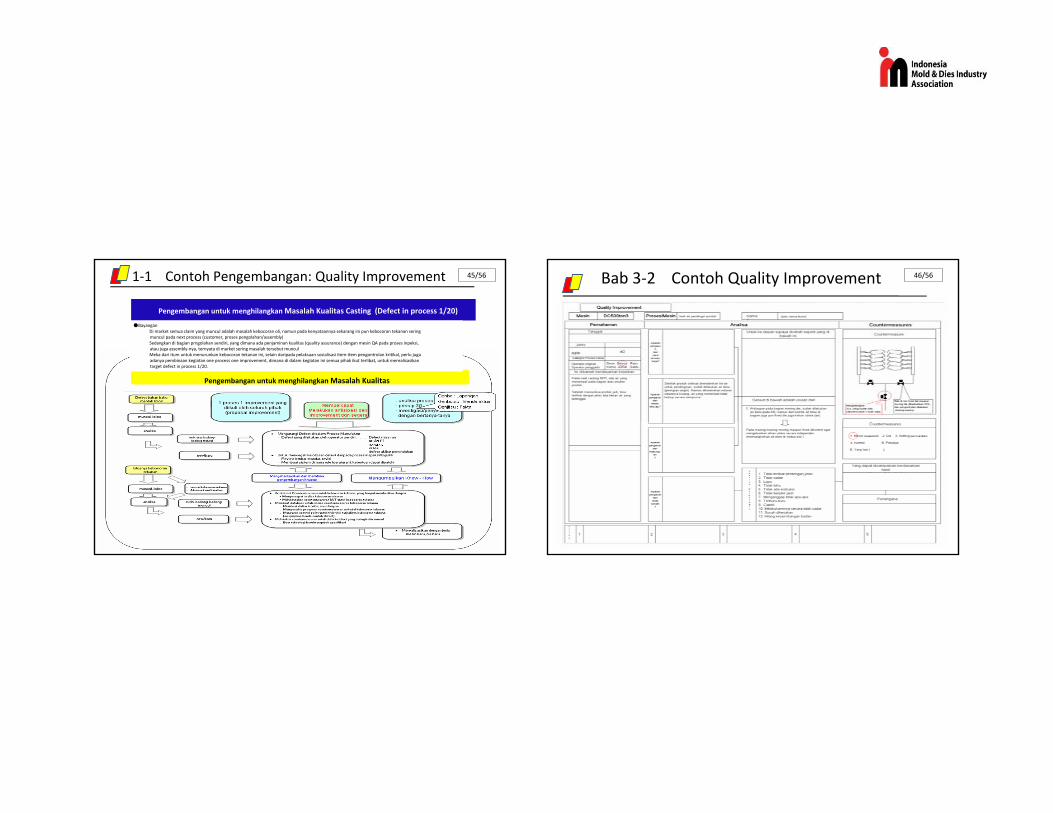
1‐1 Contoh Pengembangan: Quality Improvement 45/56
Pengembangan untuk menghilangkan Masalah Kualitas Casting (Defect in process 1/20)
Pengembangan untuk menghilangkan Masalah Kualitas
Casting(工程内不良)●BayanganDi market semua claim yang muncul adalah masalah kebocoran oli, namun pada kenyataannya sekarang ini pun kebocoran tekanan seringmuncul pada next process (customer, proses pengolahan/assembly)Sedangkan di bagian prngolahan sendiri, yang dimana ada penjaminan kualitas (quality assurance) dengan mesin QA pada proses inpeksi, atau juga assembly‐nya, ternyata di market sering masalah tersebut munculMeka dari itum untuk menurunkan kebocoran tekanan ini, selain daripada pelaksaan sosialisasi item‐item pengontrolan kritikal, perlu jugaadanya pembinaan kegiatan one process one improvement, dimana di dalam kegiatan ini semua pihak ikut terlibat, untuk merealisasikantarget defect in process 1/20.
RPP #2
46/56
RPP
名 前
品 質 改 善 シート
Bab 3‐2 Contoh Quality Improvement
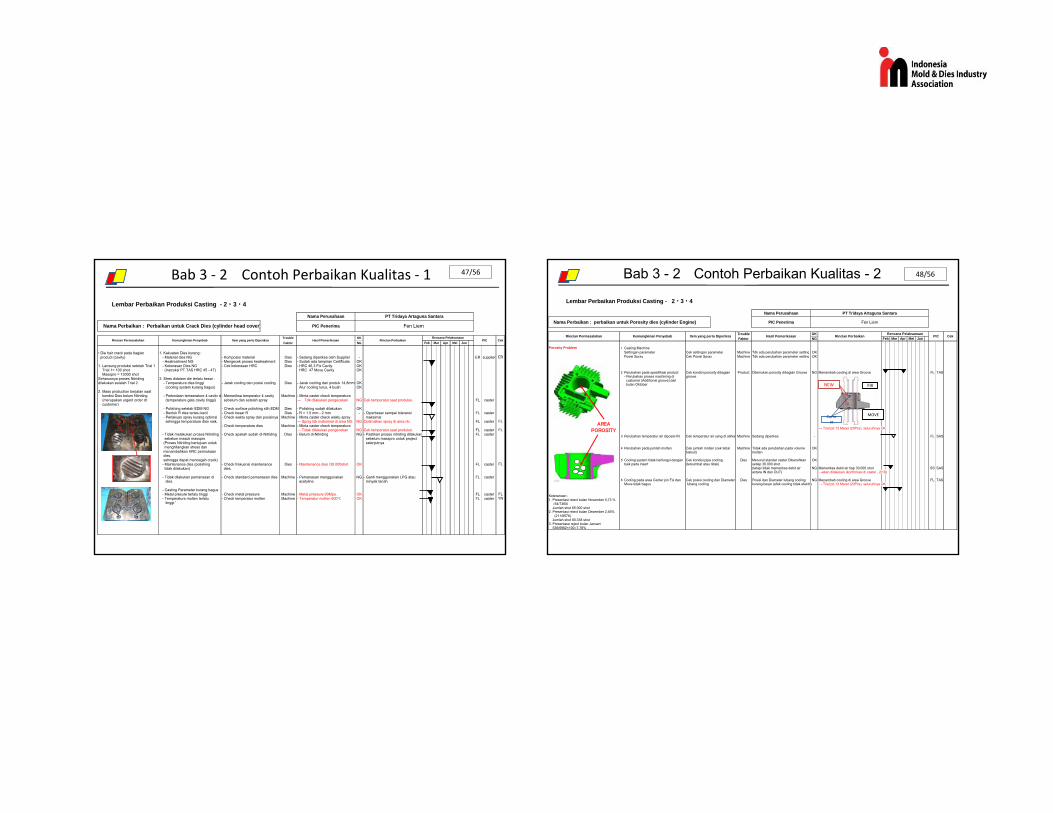
Bab 3 ‐ 2 Contoh Perbaikan Kualitas ‐ 1 47/56
Trouble OKFaktor NG
• Die hair crack pada bagian 1. Kekuatan Dies kurang : product (cavity) - Material dies NG - Komposisi material Dies - Sedang diperiksa oleh Supplier - ER supplier
- Heatreatment NG - Mengecek proses heatreatment Dies - Sudah ada lampiran Certificate OK1. Lansung produksi setelah Trial 1 - Kekerasan Dies NG - Cek kekerasan HRC Dies - HRC 46,3 Fix Cavity OK Trial 1= 100 shot (Instruksi PT.TAS HRC 45 - 47) HRC 47 Move Cavity OK Masspro = 13000 shotSeharusnya proses Nitriding 2. Stres didalam die terlalu besar :dilakukan setelah Trial 2. - Temperature dies tinggi - Jarak cooling dan posisi cooling Dies - Jarak cooling dari produk 14,8mm OK
(cooling system kurang bagus) Alur cooling lurus, 4 buah OK2. Mass production berjalan saat kondisi Dies belum Nitriding - Perbedaan temperature 4 cavity d - Memeriksa temperatur 4 cavity Machine - Minta caster check temperature (merupakan urgent order dr (temperature gate cavity tinggi) sebelum dan setelah spray → Tdk dilakukan pengecekan NG Cek temperatur saat produksi. FL caster customer)
- Polishing setelah EDM NG - Check surface polishing stlh EDM Dies - Polishing sudah dilakukan OK - Bentuk R dies terlalu kecil - Check besar R Dies - R = 1.5 mm - 2 mm - - Diperbesar sampai toleransi FL caster - Perlakuan spray kurang optimal - Check waktu spray dan posisinya Machine - Minta caster check waktu spray maksimal sehingga temperature dies naik, → Spray tdk maksimal di area NG NG Optimalkan spray di area rib. FL caster
- Check temperature dies Machine - Minta caster check temperature→ Tidak dilakukan pengecekan NG Cek temperatur saat produksi. FL caster
- Tidak melakukan proses Nitriding - Check apakah sudah di-Nitriding DIes - Belum di-Nitriding NG - Pastikan proses nitriding dilakukan FL caster sebelum masuk masspro sebelum masspro untuk project (Proses Nitriding bertujuan untuk selanjutnya menghilangkan stress dan menambahkan HRC permukaan dies. sehingga dapat mencegah crack) - Maintenance dies (polishing - Check frekuensi maintenance Dies - Maintenance dies /30.000shot OK FL caster tidak dilakukan) dies.
- Tidak dilakukan pemanasan di - Check standard pemanasan dies Machine - Pemanasan menggunakan NG - Ganti menggunakan LPG atau FL caster dies. acetyline minyak tanah
- Casting Parameter kurang bagus - Metal presure terlalu tinggi - Check metal pressure Machine - Metal pressure 90Mpa. OK FL caster - Temperature molten terlalu - Check temperatur molten Machine - Temperatur molten 600 OK FL caster tinggi.'
ER
FL
FL
YNFL
FL
Lembar Perbaikan Produksi Casting - 2・3・4
CekPICRencana Pelaksanaan
Feb Mar Apr Mei Jun
PT Tridaya Artaguna SantaraNama Perusahaan
Kemungkinan Penyebab Item yang perlu Diperiksa
Fen Liem
Rincian Permasalahan Hasil Pemeriksaan Rincian Perbaikan
Nama Perbaikan : Perbaikan untuk Crack Dies (cylinder head cover) PIC Penerima
Bab 3 - 2 Contoh Perbaikan Kualitas - 2 48/56
Trouble OKFaktor NG
Porosity Problem 1 Casting MachineSettingan parameter Cek settingan parameter Machine Tdk ada perubahan parameter setting OKPosisi Spray Cek Posisi Spray Machine Tdk ada perubahan parameter setting OK
2 Perubahan pada spesifikasi product Cek kondisi porosity dibagian Product Ditemukan porosity dibagian Groove NG Menambah cooling di area Groove FL TAS- Perubahan proses machining di groove customer (Additional groove) dari bulan Oktober
→ Trial pd 13 Maret (20Pcs), seluruhnya OK
3 Perubahan temperatur air diposisi IN Cek temperatur air yang di alirka Machine Sedang diperiksa - FL SAS
4 Perubahan pada jumlah molten Cek jumlah molten (cek tebal Machine Tidak ada perubahan pada volume OKbiskuit) molten
5 Cooling system tidak berfungsi dengan Cek kondisi pipa cooling Dies Menurut standar caster Dibersihkan OKbaik pada insert (tersumbat atau tidak) setiap 30.000 shot
(tetapi tidak memeriksa debit air NG Memeriksa debit air tiap 30.000 shot SS SASantara IN dan OUT) →akan dilakukan (konfirmasi di caster , 2/19)
6 Cooling pada area Center pin Fix dan Cek posisi cooling dan Diameter Dies Posisi dan Diameter lubang cooling NG Menambah cooling di area Groove FL TASMove tidak bagus lubang cooling kurang besar (efek cooling tidak efektif) → Trial pd 13 Maret (20Pcs), seluruhnya OK
Keterangan :1. Presentasi reject bulan November 0,73 % (54/7360) Jumlah shot 65.000 shot
2. Presentasi reject bulan Desember 2,46% (211/8576) Jumlah shot 80.338 shot3. Presentase reject bulan Januari 536/6982×100=7.78%
Lembar Perbaikan Produksi Casting - 2・3・4
Rincian Perbaikan Rencana PelaksanaanRincian Permasalahan Kemungkinan Penyebab Item yang perlu Diperiksa Hasil Pemeriksaan CekFeb Mar Apr Mei Jun
Nama Perusahaan PT Tridaya Artaguna Santara
Nama Perbaikan : perbaikan untuk Porosity dies (cylinder Engine) PIC Penerima Fen Liem
PIC
AREA POROSITY
FIX
MOVECurrent
NEW
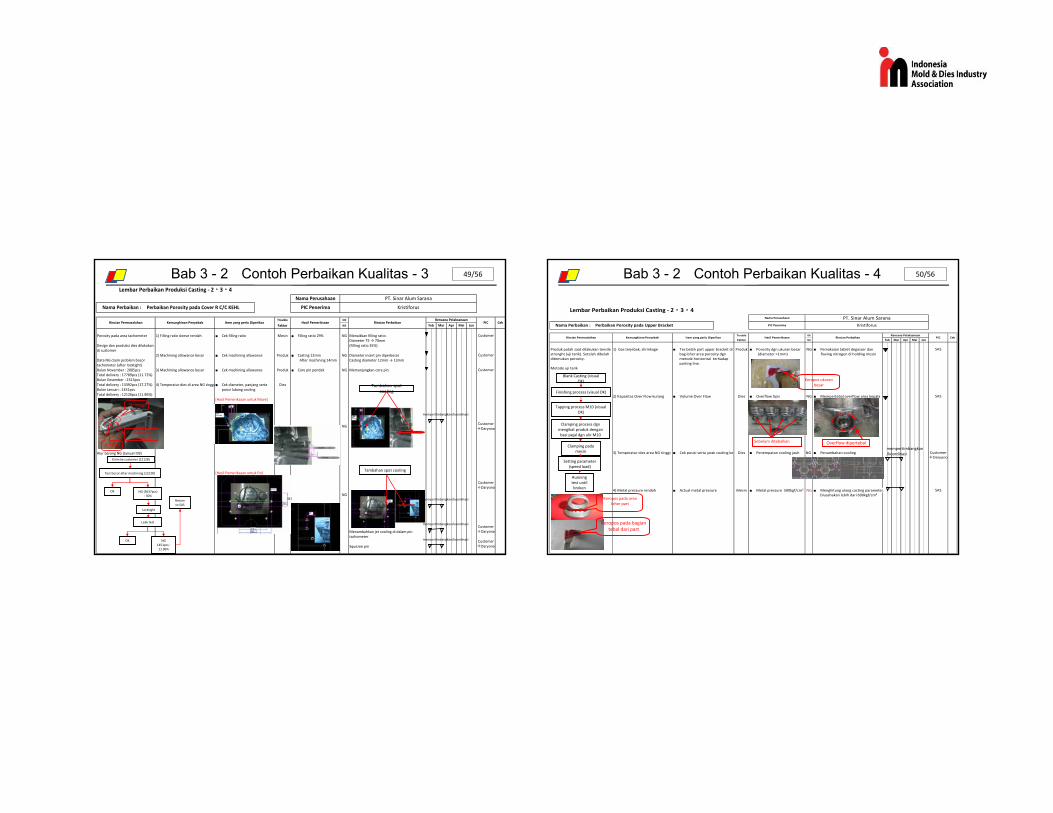
Bab 3 - 2 Contoh Perbaikan Kualitas - 3 49/56
Trouble OK
Faktor NG
Porosity pada area tachometer 1) Filling ratio sleeve rendah ■ Cek filling ratio Mesin ■ Filling ratio 29% NG Menaikkan filling ratio.Diameter 75 → 70mm
Design dan produksi dies dilakukan (Filling ratio 35%)di customer
2) Machining allowance besar ■ Cek machining allowance Produk ■ Casting 12mm NG Diameter insert pin diperbesarData NG claim problem bocor After machining 14mm Casting diameter 12mm → 13mmtachometer (after locktight)Bulan November : 2085pcs 3) Machining allowance besar ■ Cek machining allowance Produk ■ Core pin pendek NG Memanjangkan core pin Total delivery : 17789pcs (11.72%)Bulan Desember : 2313pcsTotal delivery : 13392pcs (17.27%) 4) Temperatur dies di area NG tinggi■ Cek diameter, panjang serta DiesBulan Januari : 1451pcs posisi lubang coolingTotal delivery : 12126pcs (11.96%)
[Hasil Pemeriksaan untuk Move]
Alur barang NG (Januari 09)
[Hasil Pemeriksaan untuk Fix]
Menambahkan jet cooling di dalam pintachometer
Squezee pin
CekPIC
Customer
Customer
Customer
+Daryono
Jun
Rencana Pelaksanaan
Feb Mar Apr
+Daryono
Rincian Perbaikan
PIC Penerima
Nama Perusahaan
NG
Customer
Customer
Customer
Customer
PT. Sinar Alum Sarana
Kristiforus
Lembar Perbaikan Produksi Casting ‐ 2・3・4
Nama Perbaikan : Perbaikan Porosity pada Cover R C/C KEHL
+Daryono
Mei
+Daryono
Item yang perlu Diperiksa
NG
Rincian Permasalahan Kemungkinan Penyebab Hasil Pemeriksaan
Bocor darilubang oil
Shrinkage
Porosity
Kirim ke customer (12128)
Test bocor after machining (12128)
OK NG (3637pcs) : 30%
Locktight
Leak test
OK NG 1451pcs : 11.96%
Return to SAS
Tambahan spot cooling
Tambahan spot cooling
mempertimbangkan/koordinasi
mempertimbangkan/koordinasi
mempertimbangkan/koordinasi
mempertimbangkan/koordinasi
Bab 3 - 2 Contoh Perbaikan Kualitas - 4 50/56
Trouble OK
Faktor NG
Produk patah saat dilakukan tensile 1) Gas terjebak, shrinkage ■ Tes belah part upper bracket di Produk ■ Porosity dgn ukuran besar NG ■ Pemakaian tablet degasser danstrenght (uji tarik). Setelah dibelah bag leher area porosity dgn (diameter >1mm) fluxing nitrogen di holding mesinditemukan porosity. metode horizontal terhadap
parting line.Metode uji tarik
2) Kapasitas Over Flow kurang ■ Volume Over Flow Dies ■ Overflow tipis NG ■ Mempertebal overflow area kepala
3) Temperatur dies area NG tinggi ■ Cek posisi serta jarak cooling ke Dies ■ Penempatan cooling jauh NG ■ Penambahan cooling
4) Metal pressure rendah ■ Actual metal pressure Mesin ■ Metal pressure 500kgf/cm² NG ■ Menghitung ulang casting parameter. Diusahakan lebih dari 600kgf/cm²
+Daryono
SAS
SAS
SAS
Customer
PIC CekFeb Mar Apr Mei Jun
Rincian Permasalahan Kemungkinan Penyebab Item yang perlu Diperiksa Hasil Pemeriksaan Rincian PerbaikanRencana Pelaksanaan
Lembar Perbaikan Produksi Casting ‐ 2・3・4Nama Perusahaan PT. Sinar Alum Sarana
Nama Perbaikan : Perbaikan Porosity pada Upper Bracket PIC Penerima Kristiforus
Blank Casting (visual OK)
Finishing process (visual OK)
Tapping process M10 (visual OK)
Clamping process dgnmengikat produk denganbesi pejal dgn ulir M10
Clamping padamesin
Setting parameter (speed load)
Running test until broken
Keropos pada area leher part
Keropos pada bagiantebal dari part
Keropos ukuranbesar
Sebelum ditebalkan Overflow dipertebalmempertimbangkan/koordinasi
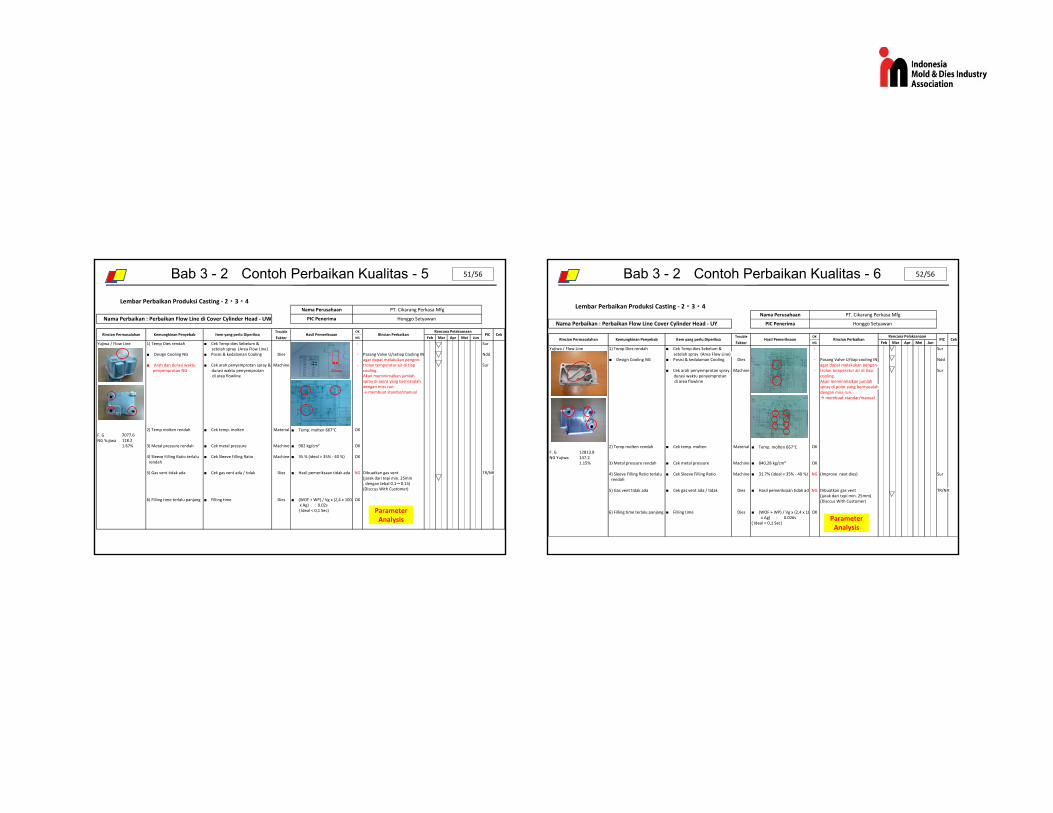
Bab 3 - 2 Contoh Perbaikan Kualitas - 5 51/56
20mm
ParameterAnalysis
Trouble OK
Faktor NG
Yujiwa / Flow Line 1) Temp Dies rendah ■ Cek Temp dies Sebelum & ‐ Sur setelah spray (Area Flow Line)
■ Design Cooling NG ■ Posisi & kedalaman Cooling Dies ‐ Pasang Valve U/setiap Cooling IN Nddagar dapat melakukan pengon‐
■ Arah dan durasi waktu ■ Cek arah penyemprotan spray & Machine ‐ trolan temperatur air di tiap Sur penyemprotan NG durasi waktu penyemprotan cooling.
di area flowline Akan meminimalkan jumlah spray di point yang bermasalahdengan miss run.→ membuat standar/manual
2) Temp molten rendah ■ Cek temp. molten Material ■ Temp. molten 667°C OKF. G 7077.6NG Yujiwa 118.2
1.67% 3) Metal pressure rendah ■ Cek metal pressure Machine ■ 902 kg/cm² OK
4) Sleeve Filling Ratio terlalu ■ Cek Sleeve Filling Ratio Machine ■ 35 % (ideal > 35% ‐ 40 %) OK rendah
5) Gas vent tidak ada ■ Cek gas vent ada / tidak Dies ■ Hasil pemeriksaan tidak ada NG Dibuatkan gas vent TR/NR(jarak dari tepi min. 25mm, dengan tebal 0.1~0.15)(Disccus With Customer)
6) Filling time terlalu panjang ■ Filling time Dies ■ (WOF + WP) / Vg x (2,4 x 100 OK x Ag) :0.02s ( Ideal < 0,1 Sec)
Item yang perlu Diperiksa CekPICRencana Pelaksanaan
Feb Mar Apr Mei Jun
Lembar Perbaikan Produksi Casting ‐ 2・3・4PT. Cikarang Perkasa Mfg
Honggo Setyawan
Rincian Permasalahan Kemungkinan Penyebab Hasil Pemeriksaan Rincian Perbaikan
Nama Perbaikan : Perbaikan Flow Line di Cover Cylinder Head ‐ UW PIC Penerima
Nama Perusahaan
Bab 3 - 2 Contoh Perbaikan Kualitas - 6 52/56
ParameterAnalysis
Trouble OK
Faktor NG
Yujiwa / Flow Line 1) Temp Dies rendah ■ Cek Temp dies Sebelum & ‐ Sur setelah spray (Area Flow Line)
■ Design Cooling NG ■ Posisi & kedalaman Cooling Dies ‐ Pasang Valve U/tiap cooling IN Nddagar dapat melakukan pengon‐
■ Cek arah penyemprotan spray &Machine ‐ trolan temperatur air di tiap Sur durasi waktu penyemprotan cooling. di area flowline Akan meminimalkan jumlah
spray di point yang bermasalahdengan miss run.→ membuat standar/manual
2) Temp molten rendah ■ Cek temp. molten Material ■ Temp. molten 667°C OKF. G 12813.8NG Yujiwa 147.2
1.15% 3) Metal pressure rendah ■ Cek metal pressure Machine ■ 840,28 kg/cm² OK
4) Sleeve Filling Ratio terlalu ■ Cek Sleeve Filling Ratio Machine ■ 31.7% (ideal < 35% ‐ 40 %) NG (Improve next dies) Sur rendah
5) Gas vent tidak ada ■ Cek gas vent ada / tidak Dies ■ Hasil pemeriksaan tidak adaNG Dibuatkan gas vent TR/NR(jarak dari tepi min. 25mm)(Disccus With Customer)
6) Filling time terlalu panjang ■ Filling time Dies ■ (WOF + WP) / Vg x (2,4 x 10 OK x Ag) : 0.026s( Ideal < 0,1 Sec)
Lembar Perbaikan Produksi Casting ‐ 2・3・4Nama Perusahaan PT. Cikarang Perkasa Mfg
Nama Perbaikan : Perbaikan Flow Line Cover Cylinder Head ‐ UY PIC Penerima Honggo Setyawan
Rincian Permasalahan Kemungkinan Penyebab Item yang perlu Diperiksa Hasil Pemeriksaan Rincian PerbaikanRencana Pelaksanaan
PIC CekFeb Mar Apr Mei Jun
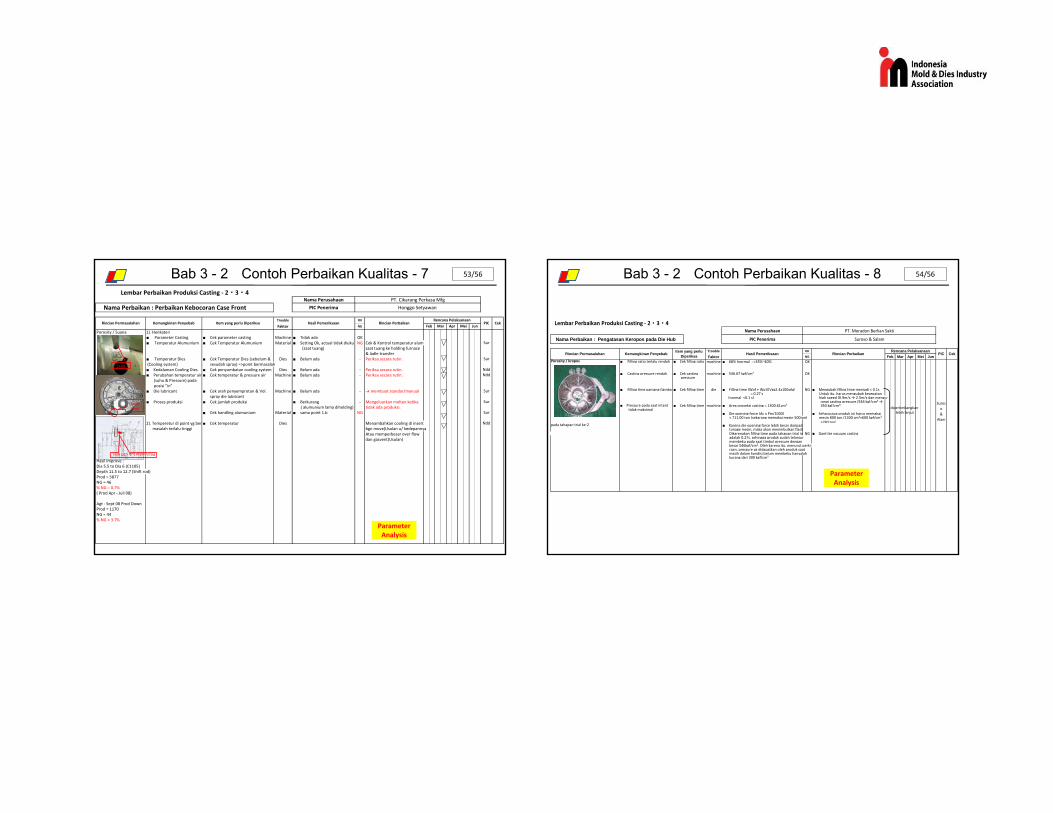
Trouble OK
Faktor NG
Porosity / Suana 1). Henkaten ■ Parameter Casting ■ Cek parameter casting Machine ■ Tidak ada OK■ Temperatur Alumunium ■ Cek Temperatur Alumunium Material ■ Setting Ok, actual tidak diukur NG Cek & Kontrol temperatur alum
(saat tuang) saat tuang ke holding furnace& ladle transfer
■ Temperatur Dies ■ Cek Temperatur Dies (sebelum & Dies ■ Belum ada ‐ Periksa secara rutin. (Cooling system) sesudah spray) =>point bermasalah■ Kedalaman Cooling Dies ■ Cek penyumbatan cooling system Dies ■ Belum ada ‐ Periksa secara rutin.■ Perubahan temperatur air ■ Cek temperatur & pressure air Machine ■ Belum ada ‐ Periksa secara rutin. (suhu & Pressure) pada posisi "in"■ Die lubricant ■ Cek arah penyemprotan & Vol. Machine ■ Belum ada ‐ → membuat standar/manual
spray die lubricant■ Proses produksi ■ Cek jumlah produksi ■ Berkurang ‐ Mengeluarkan molten ketika
( alumunium lama diholding) tidak ada produksi.■ Cek handling alumunium Material ■ sama point 1.b NG
2). Temperetur di point yg ber ■ Cek temperatur Dies Menambahkan cooling di insert masalah terlalu tinggi bgn move(Usulan u/ kedepannya
Atau memperbesar over flowdan gasvent(Usulan)
Hasil improve :Dia 5.5 to Dia 6 (C1105)Depth 11.5 to 12.7 (Shift rod)Prod = 5877NG = 46% NG = 0.7%( Prod Apr ‐ Juli 08)
Agt ‐ Sept 08 Prod DownProd = 1170NG = 44% NG = 3.7%
PIC CekFeb Mar Apr Mei Jun
Kemungkinan Penyebab Item yang perlu Diperiksa Hasil Pemeriksaan
Nama Perusahaan PT. Cikarang Perkasa Mfg
Nama Perbaikan : Perbaikan Kebocoran Case Front PIC Penerima Honggo Setyawan
Rincian PerbaikanRencana Pelaksanaan
Sur
Sur
Ndd
Lembar Perbaikan Produksi Casting ‐ 2・3・4
Sur
Sur
NddNdd
Sur
Rincian Permasalahan
Bab 3 - 2 Contoh Perbaikan Kualitas - 7 53/56
Leak Area
Pitch antar lub <10 mm
LEAK
ParameterAnalysis
Bab 3 - 2 Contoh Perbaikan Kualitas - 8 54/56
Trouble OK
Faktor NGPorosity / kropos machine ■ 68% (normal : >35%~40%) OK
■ Casting pressure rendah ■ Cek casting machine ■ 546.67 kgf/cm² OK pressure
■ Filling time panjang (lambat■ Cek filling time die ■ Filling time (Wof + Wp)/(Vgx2.4x100xAg) NG ■ Mengubah filling time menjadi < 0.1s = 0.27 s Untuk itu, harus mengubah kecepatan (normal <0.1 s) high speed (0.9m/s → 2.5m/s dan mengu‐
rangi casting pressure (546 kgf/cm² → ■ Cek filling time machine ■ Area proyeksi casting = 1300.61cm² 350 kgf/cm²)
tidak maksimal■ Die opening force (Ac x Pm/1000) ■ Seharusnya produk ini harus memakai
= 711.00 ton (sekarang memakai mesin 500ton) mesin 800 ton (1300 cm²×600 kgf/cm²
pada tahapan trial ke‐2
Dikarenakan filling time pada tahapan trial in NG ■ Ganti ke vacuum casting adalah 0.27s, sehingga produk sudah telanjur membeku pada saat timbul pressure dengan besar 546kgf/cm². Oleh karena itu, menurut perki‐ raan, pressure yg didapatkan oleh produk saat masih dalam kondisi belum membeku hanyalah kurang dari 300 kgf/cm²
■ Filling ratio terlalu rendah ■ Cek filling ratio
■ Pressure pada saat intent Suroso&
Alam=780 ton)
■ Karena die opening force lebih besar daripada tonage mesin, maka akan menimbulkan flash
Item yang perlu Diperiksa CekPIC
Rencana PelaksanaanFeb Mar Apr Mei Jun
Lembar Perbaikan Produksi Casting ‐ 2・3・4PT. Moradon Berlian Sakti
Suroso & Salam
Rincian Permasalahan Kemungkinan Penyebab Hasil Pemeriksaan Rincian Perbaikan
Nama Perbaikan : Pengatasan Keropos pada Die Hub PIC Penerima
Nama Perusahaan
dipertimbangkanlebih lanjut
ParameterAnalysis
Mencari permasalahan‐nya
Mencari penyebab‐nya
Melakukan countermea‐sures
Memperbaiki standar/ketentuan(membuat standar/ketentuan
baru)
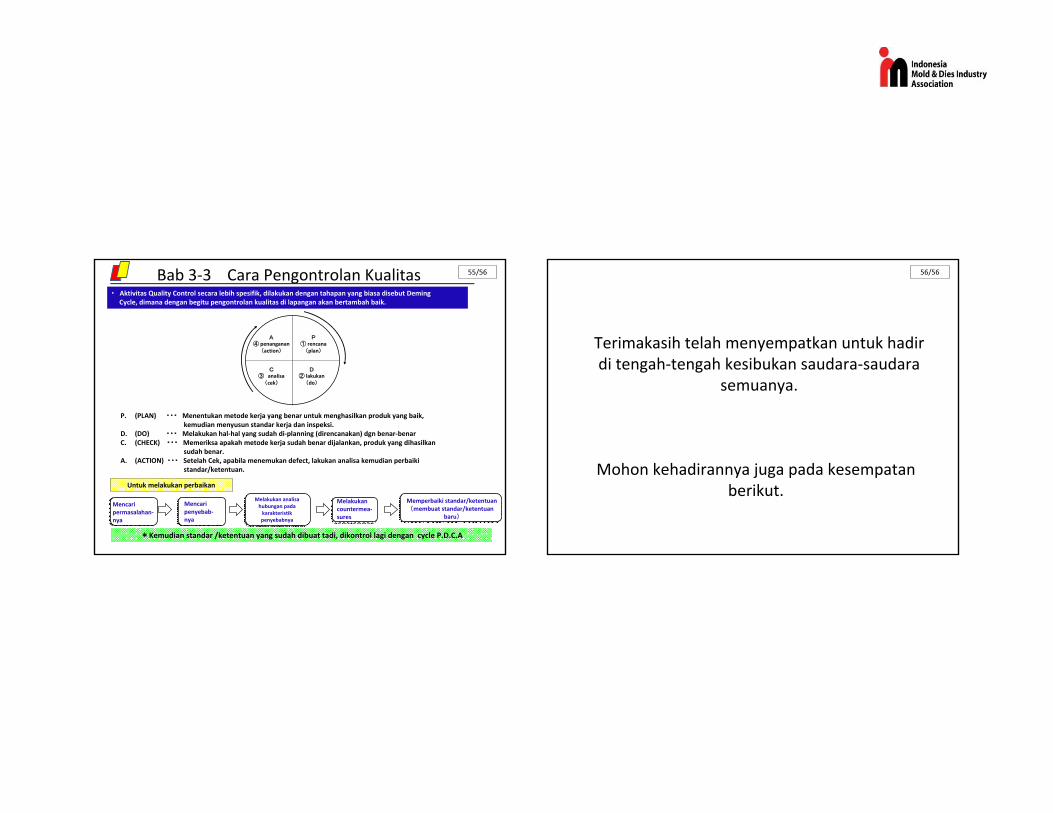
Bab 3‐3 Cara Pengontrolan Kualitas 55/56
・ Aktivitas Quality Control secara lebih spesifik, dilakukan dengan tahapan yang biasa disebut Deming Cycle, dimana dengan begitu pengontrolan kualitas di lapangan akan bertambah baik.
P① rencana
(plan)
D② lakukan
(do)
A④ penanganan
(action)
C③ analisa
(cek)
P. (PLAN) ・・・ Menentukan metode kerja yang benar untuk menghasilkan produk yang baik, kemudian menyusun standar kerja dan inspeksi.
D. (DO) ・・・ Melakukan hal‐hal yang sudah di‐planning (direncanakan) dgn benar‐benarC. (CHECK) ・・・ Memeriksa apakah metode kerja sudah benar dijalankan, produk yang dihasilkan
sudah benar.A. (ACTION) ・・・ Setelah Cek, apabila menemukan defect, lakukan analisa kemudian perbaiki
standar/ketentuan.
Untuk melakukan perbaikan
Melakukan analisa hubungan pada karakteristik penyebabnya
*Kemudian standar /ketentuan yang sudah dibuat tadi, dikontrol lagi dengan cycle P.D.C.A
Terimakasih telah menyempatkan untuk hadir di tengah‐tengah kesibukan saudara‐saudara
semuanya.
Mohon kehadirannya juga pada kesempatan berikut.
56/56