bab 04
DESCRIPTION
isiTRANSCRIPT

BAB IV
PEMBAHASAN
4.1 Sistem Aliran Uap Pabrik Ammonia
PT Pupuk Sriwidjaja Palembang adalah pabrik pupuk urea pertama yang
didirikan di Indonesia tepatnya pada tanggal 24 Desember 1959. Sekarang ini PT
Pupuk Sriwidjaja Palembang memiliki 4 pabrik urea yaitu, Pusri II, Pusri III,
Pusri IV dan Pusri IB. Setiap pabrik tersebut di samping mempunyai unit Urea
dan Utilitas juga mempunyai pabrik Ammonia.
Pabrik Ammonia Pusri II, Pusri III dan Pusri IV menggunakan proses
Kellogg dan pabrik Ammonia Pusri IB menggunakan proses Kellogg Low Energi.
Produksi pabrik Ammonia di PT Pupuk Sriwidjaja adalah sebagai berikut,
Tabel 4.1 Pabrik Ammonia PT Pupuk Sriwidjaja PalembangPusri II Pusri III Pusri IV Pusri IB
Mulai dibangun Des-1972 Mei-1975 Okt-1975 Mei-1990
Produksi pertama Agt-1974 Des-1976 Okt-1977 Sep-1994
Kapasitas Ammonia
terpasang per hari (ton)660 1000 1000 1350
Unit Ammonia memiliki unit pembangkit steam sendiri dibantu dengan
steam yang dikirim dari unit Utilitas. Steam system unit Ammonia menghasilkan
berbagai jenis steam untuk keperluan yang berbeda-beda, yang diklasifikasikan
dalam 3 jenis steam, yaitu High Pressure Steam (HS), Medium Pressure Steam
(MS) dan Low Pressure Steam (LS). Tekanan HS pada Pusri II, Pusri II dan Pusri
IV sebesar 105 kg/cm2, sedangkan pada Pusri IB sebesar 126 kg/cm2. Tekanan
MS disetiap pabrik sebesar 42 kg/cm2 dan tekanan LS disetiap pabrik sebesar 3,5
kg/cm2. Khusus di Pusri II ada steam S dengan tekanan 7,0 kg/cm2.
Air yang digunakan dalam proses pembuatan steam harus bebas dari O2
karena dapat menyebabkan korosi pada alat-alat proses dan sitem perpipaan.
17

18
Penghilangan O2 dari air dilakukan dengan proses mekanis dan kimiawi. Air
Demin masuk melalui bagian atas Daerator 101-U dan di stripping oleh Low
Pressure Steam untuk melepas O2 yang ada di dalam air, uapnya kemudian
dilepas ke atmosfir. Dengan proses mekanis tersebut sisa O2 dalam air tinggal di
bawah 0,007 ppm. Selanjutnya trace O2 yang tersisa dihilangkan melalui proses
kimiawi dengan injeksi Hidrazin (N2H4), yang akan bereaksi dengan O2 menurut
reaksi,
N2H4 + 2O2 → N2 + 2H2O
Gambar 4.1 Bagan aliran di Daerator 101-U
Air umpan boiler (BFW) dari daerator dipompa dengan pompa Boiler
Feed Water 104-J, selanjutnya air umpan boiler dipanaskan oleh Heat Exchanger
123-C, BFW Coil dan 114-C kemudian dikirim ke Steam Drum 101-F.
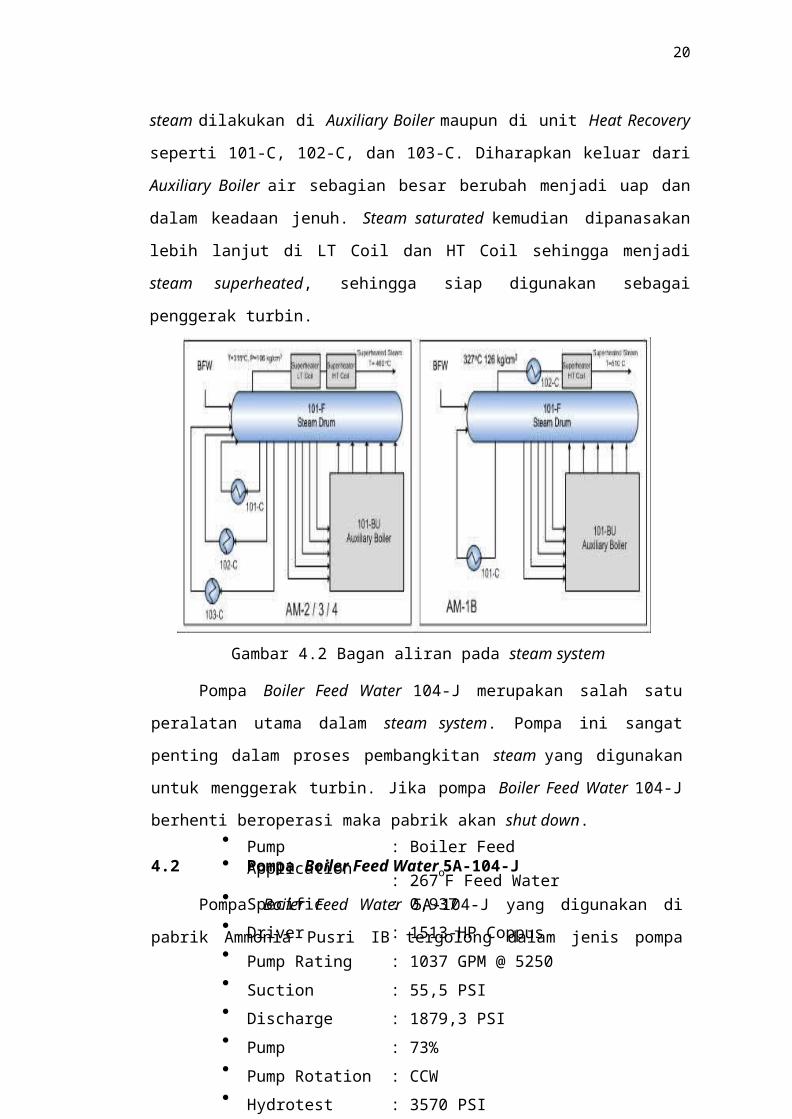
Pembangkitan steam dilakukan di Auxiliary Boiler maupun di unit Heat Recovery
seperti 101-C, 102-C, dan 103-C. Diharapkan keluar dari Auxiliary Boiler air
sebagian besar berubah menjadi uap dan dalam keadaan jenuh. Steam saturated
kemudian dipanasakan lebih lanjut di LT Coil dan HT Coil sehingga menjadi
steam superheated, sehingga siap digunakan sebagai penggerak turbin.

Pump Application
Liquid Pumped
: Boiler Feed
: 267oF Feed Water
Specific Gravity : 0,937
Driver : 1513-HP Coppus Turbine
Pump Rating : 1037 GPM @ 5250 RPM
Suction Pressure : 55,5 PSI
Discharge Pressure : 1879,3 PSI
Pump Efficiency : 73%
Pump Rotation : CCW
Hydrotest Pressure : 3570 PSI
19
Gambar 4.2 Bagan aliran pada steam system
Pompa Boiler Feed Water 104-J merupakan salah satu peralatan utama
dalam steam system. Pompa ini sangat penting dalam proses pembangkitan steam
yang digunakan untuk menggerak turbin. Jika pompa Boiler Feed Water 104-J
berhenti beroperasi maka pabrik akan shut down.
4.2 Pompa Boiler Feed Water 5A-104-J
Pompa Boiler Feed Water 5A-104-J yang digunakan di pabrik Ammonia
Pusri IB tergolong dalam jenis pompa sentrifugal bertekanan tinggi, multi stage
dengan posisi poros mendatar. Spesifikasi dari pompa Boiler Feed Water 5A-104-
J adalah sebagai berikut,
20
Gambar 4.3 Pompa Boiler Feed Water 5A-104-J
Pompa Boiler Feed Water 5A-104-J juga dilengkapi dengan strainer yang
terletak pada sisi suction dari pompa tersebut. Strainer tersebut berfungsi untuk
menyaring kotoran padat yang mungkin masuk ke dalam sitem perpipaan dan
dapat menurunkan atau merusak kinerja dari pompa. Strainer yang digunakan
pada pompa Boiler Feed Water 5A-104-J berbentuk conical dengan perforasi
sebesar 1/8”.
Gambar 4.4 Cone Type Strainer

21
4.3 Proses Pelepasan Pompa Boiler Feed Water 5A-104-J
Dilakukan start up pompa Boiler Feed Water 5A-104-J pasca Turn
Around Pusri IB. Start up yang dilakukan gagal karena pompa berhenti
berputar (jammed). Pompa Boiler Feed Water 5A-104-J kemudian di
overhaul untuk melihat kerusakan yang terjadi. Proses breakdown pompa dilakukan
dengan melepas rotor bundle di lapangan terlebih dahulu, untuk melepas rotor
bundle perlu dilepas bagian-bagian berikut,
a. Auxiliary Piping/Monitors
b. Lubrication System
c. Coupling
Gambar 4.5 Coupling pompa Boiler Feed Water 5A-104-J
d. Thrust Bearing
Gambar 4.6 Active Thrust Pad
e. Stuffing Box Area
f. Balancing Drum
Untuk melepas balancing drum digunakan puller plate dan studs.

22
Gambar 4.7 Puller plate dan studs
g. Discharge Head
Gambar 4.8 Discharge head
h. Bundle
Pada pelepasan bundle digunakan sling cradle agar rotor bundle
tetap berada pada posisi horizontal.
Gambar 4.9 Cradle digunakan untuk melepas rotor bundle

23
Gambar 4.10 Rotor bundle pompa Boiler Feed Water 5A-104-J
Setelah rotor bundle terlepas, maka dilakukan pelepasan channel ring dan
impeller dari pompa tersebut. Suction head dilepas terlebih dahulu agar rotor
bundle dapat di disassembly.
Gambar 4.11 Suction head
Rotor bundle tersebut digantung di overhead crane menggunakan tackle.
Channel ring dilepas dengan menggantungkan tackle pada eyebolt yang dipasang
pada chaneel ring tersebut, kemudian diturunkan perlahan agar tidak merusak
shaft pompa.

24
Gambar 4.12 Rotor bundle digantung pada overhead crane menggunakan tackle
Sedangkan untuk pelepasan impeller dilakukan dengan cara memanasi
impeller tersebut hingga memuai agar inner diameter impeller tersebut lebih besar
daripada diameter shaft.

25
Gambar 4.13 Pemanasan impeller
Setelah channel ring dan impeller terlepas dari shaft, terlihat bahwa ada
kerusakan pada bagian wear ring impeller tingkat 5 dan wear ring channel ring.
Diketahui bahwa penyebab kerusakan pompa Boiler Feed Water 5A-104-J
disebabkan oleh gesekan antara wear ring impeller dan wear ring channel ring
(casing).

26
Gambar 4.14 Bekas gesekan pada wear ring impeller
Gambar 4.15 Bekas gesekan pada wear ring channel ring
4.4 Analisis Kerusakan Pompa Boiler Feed Water 5A-104-J
Setelah rotor bundle dilepas, channel ring dan impeller telah lepas dari
shaft pompa, dilakukan pengujian run-out pada shaft pompa tersebut. Run-out test
bertujuan untuk mengetahui nilai elips (oval) dari shaft.
Run-out test dilakukan dengan cara meletakkan dial pada titik-titik
pengukuran dari shaft pompa tersebut. Titik acuan yang menjadi nilai 0 pada dial
indicator adalah pada 0o, sedangkan titik yang diukur adalah 90o, 180o dan 270o.

27
Gambar 4.16 Run-out shaft menggunakan dial indicator
Titik-titik pengukuran run-out pada shaft ditunjukkan pada gambar
berikut,
Gambar 4.17 Titik-titik pengukuran run-out shaft
Tabel 4.2 Hasil pengukuran run-out shaftTitik 0o(mm) 90o(mm) 180o(mm) 270o(mm)
1 0 0 +0.02 +0.07
2 0 -0.01 +0.03 +0.03
3 0 +0.05 +0.01 0
4 0 +0.01 +0.03 +0.04
5 0 0 -0.01 +0.01
6 0 -0.01 -0.02 -0.01
7 0 +0.01 0 -0.01
8 0 +0.01 -0.015 -0.03
9 0 +0.04 +0.03 0
10 0 +0.03 +0.01 -0.02
11 0 -0.01 0 +0.01

28
12 0 +0.02 0 -0.01
13 0 -0.02 -0.01 +0.01
14 0 -0.01 0 0
15 0 0 0 +0.01
16 0 -0.03 -0.02 0
17 0 -0.01 0 +0.01
18 0 0 -0.01 0
Dari hasil pengukuran run-out pada tabel di atas dapat dikatakan bahwa
shaft masih bagus dan layak digunakan. Terutama pada titik 5 dan titik 15 dimana
radial bearing terletak pada titik tersebut, nilai pada titik tersebut harus mendekati
0 dengan toleransi ±0.02 karena jika nilai run-out terlalu tinggi pada radial
bearing akan terjadi gesekan yang tidak merata mengakibatkan kenaikan suhu
pada bearing tersebut menjadi tinggi. Dapat dilihat pada tabel di atas nilai pada
titik 5 pada 0o, 90o, 180o dan 270o secara berurutan adalah 0, 0, -0.01 dan +0.01,
sedangkan nilai pada titik 15 adalah 0, 0, 0 dan +0.01.
Selanjutnya dilakukan pengukuran pada bagian wear ring impeller suction
side, wear ring impeller discharge side, wear ring channel ring suction side, dan
wear ring channel ring discharge side, hal ini dilakukan untuk melihat nilai
clearance antara wear ring impeller dan wear ring channel ring.
Gambar 4.18 Wear ring impeller dan wear ring channel ring

29
Nilai yang didapat dari hasil run-out wear ring impeller adalah,
Tabel 4.3 Hasil pengukuran run-out wear ring impeller
StageSuction Discharge
0o 180o 0o 180o
1 0 0.12 0 0
2 0 0.08 0 0.05
3 0 0.08 0 0.06
4 0 0.11 0 0.07
5 0 0.15 0 0.04
Hasil pengukuran run-out pada wear ring impeller yang didapat pada
impeller stage 2 dan stage 3 tergolong bagus dan dapat digunakan, sedangkan
pada impeller stage 1, 4 dan 5 nilai run-out tinggi. Hal ini berarti wear ring
impeller stage 1, 4 dan 5 berbentuk elips (oval).
Pompa Boiler Feed Water beroperasi pada fluida bersuhu 267oF atau
130oC, hal ini berarti suhu pada ruang clearance antara wear ring impeller dan
wear ring channel lebih tinggi. Karena suhu yang tinggi ini, wear ring impeller
akan mengalami pemuaian, pemuaian yang terjadi akan mengisi ruang pada
clearance.
Pada kondisi benda bulat sempurna pemuaian yang terjadi akan merata ke
segala arah, sedangkan pada kondisi benda elips pemuaian yang terjadi tidak
merata akibat luas permukaan yang berbeda. Suatu benda akan mengalami muai
panjang apabila benda itu hanya memiliki (dominan dengan) ukuran panjangnya
saja (ht t p://id.wikip e dia . or g ). Pemuaian terjadi akibat gaya tarik menarik yang
terjadi pada permukaan (surface tension). Pada benda elips besarnya perubahan
panjang yang terjadi pada sisi yang mempunyai diameter lebih besar akan lebih
tinggi dibandingkan sisi yang mempunyai nilai diameter lebih rendah.

30
A B
Gambar 4.19 Surface tension pada benda bulat (A) dan pada benda elips (B)
Hasil dari run-out wear ring impeller mengindikasi bahwa wear ring
impeller tersebut tidak lagi bulat sempurna, sehingga terjadi pemuaian berlebihan
pada titik 0o dan 180o. Hal ini yang menyebabkan ternjadinya gesekan antara wear
ring impeller dan wear ring channel ring sehingga pompa Boiler Feed Water 5A-
104-J berhenti berputar (jammed).
4.5 Perbaikan Pompa Boiler Feed Water 5A-104-J
Hasil dari pengukuran run-out pada wear ring impeller mengindikasikan
bahwa wear ring impeller tersebut tidak bulat lagi, sehingga perlu dilakukan
perbaikan (repair). Proses perbaikan dilakukan untuk mengurangi tingkat elips
dari wear ring impeller tersebut agar mendekati bulat.
Perbaikan dilakukan menggunakan mesin bubut (turning machine) yang
berada di bengkel mesin (machine shop). Bagian wear ring impeller yang dibubut
adalah bagian suction (front) karena dari hasil run-out test tingkat elips pada
bagian ini tergolong tinggi.
Proses bubut yang dilakukan mengurangi outer diameter pada wear ring
impeller suction side sebesar,
Stage 1 : 0.05 mm
Stage 2 : 0.03 mm
Stage 3 : 0.03 mm
Stage 4 : 0.03 mm
Stage 5 : 0.15 mm

31
Setelah melakukan proses pembubutan pada wear ring impeller, kembali
diukur nilai run-out dari wear ring impeller tersebut,
Tabel 4.6 Hasil run-out test pada wear ring impeller setelah proses perbaikan
StageSuction Discharge
0o 180o 0o 180o
1 0 0.07 0 0
2 0 0.05 0 0.05
3 0 0.05 0 0.06
4 0 0.08 0 0.07
5 0 0.05 0 0.04
Hasil pengukuran run-out test yang dilakukan pada wear ring impeller
tergolong baik dan dapat digunakan, khususnya pada stage 5 hasil run-out wear ring
impeller setelah dilakukan perbaikan menjadi 0.05 jika dibandingkan dengan nilai
run-out sebelum perbaikan yaitu 0.12.
Sedangkan untuk wear ring channel ring dilakukan pembersihan untuk
mengurangi bekas gesekan yang masih kasar di permukaan wear ring channel
ring tersebut. Pembersihan dilakukan dengan menggunakan amplas (kertas pasir).
Axial float shaft pompa di set agar sesuai dengan design yang dianjurkan
OEM. Axial float yang dianjurkan adalah antara 0.45 mm – 0.63 mm, sedangkan
hasil axial float yang didapat adalah 0.55 mm yang berarti masuk dalam nilai
yang dianjurkan OEM.

32
Gambar 4.20 Dial indicator digunakan untuk mengukur axial floating
Setelah pengukuran axial float, dilakukan alignment antara shaft pompa
dan shaft turbin. Alignment penting dilakukan agar tidak terjadi excessive wear,
premature failure meski tidak ada indikasi vibrasi, atau vibrasi meski tidak terjadi
keausan.
Alignment yang dilakukan adalah angular alignment (face) dan offset
alignment (rim). Untuk angular alignment dial indicator diletakkan pada
permukaan coupling hub yang sejajar sengan permukaan shaft pompa, sedangkan
untuk offset alignment dial indicator diletakkan pada permukaan OD shaft pompa.
Gambar 4.21 Tipe misalignment
Gambar 4.22 Alignment menggunakan dial indicator

33
Shim ditambahkan pada kaki pompa maupun turbin untuk mengatur
ketinggian dari pompa maupun turbin, shim yang digunakan berbentuk seperti
gambar beritkut,
Gambar 4.23 Shim digunakan untuk mengatur ketinggian
Hasil alignment yang didapat adalah,
Gambar 4.24 Hasil angular dan offset alignment
Hasil dari alignment pompa berhasil didapat dengan nilai relatif kecil, ini
berarti antara sumbu shaft pompa dan sumbu shaft turbin sebagai driver
mendekati lurus dan sejajar. Pompa diuji dengan menjalankan pompa secara slow
roll, pompa Boiler Feed Water 5A-104-J dapat berjalan dengan normal.