analisis perencanaan bahan baku multi produkdi...
TRANSCRIPT

1
JURNAL TUGAS AKHIR
ANALISIS PERENCANAAN BAHAN BAKU MULTI
PRODUKDI UD. SUMBER AGUNG GRESIK
Oleh :
EKO PURWANTO
NBI : 411306077
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS 17 AGUSTUS 1945 SURABAYA
2018

2
PERENCANAAN BAHAN BAKU MULTI PRODUK
UD. SUMBRR AGUNG GRESIK
Eko Purwanto
Program Studi Teknik Induksti
Universitas 17 Agustus 1945 Surabya
ABSTRACT
ANALYSIS OF MULTI PRODUCT RAW MATERIAL NEEDS
UD. SUMBER AGUNG GERSIK
This research is a quantitative research conducted on UD. Sumber Agung Gresik. The main
production of UD. Sumber Agung Gresik is a multi agricultural product. The uncertainty of
market demand and production planning as well as the raw material inventory of a company
that only undertakes on the basis of estimating resulting in nonconformities in the production
planning process, as well as the procurement of raw materials that are often unbalanced. To
improve the accuracy in producing needs to be done planning of raw materials by using the
appropriate method. In this research, raw material planning on the main factors that affect
the inaccuracy in raw material inventory that mempengaryhi production process schedule
becomes unbalanced. The results of raw material planning analysis can improve the accuracy
in determining the number of products to be made, how many raw materials will be provided,
and when the ordering of raw materials, so that the production process can run smoothly in
accordance with the specified schedule.
Keywords: Production System, raw material planning.

3
1.1 PENDAHULUAN
UD. Sumber Agung Gresik merupakan industri rumahan yang berkantor di Ds.
Jangkungan, Kabupaten Gersik, yang bergerak dalam bidang manufaktur, dimana
produk yang dihasilkan adalah peralatan pertanian modern, diantaranya: alat perontok
padi, alat rajang brambang, alat cabut bulu ayam, alat cacah kompos dan alat pemotong
singkong. UD Sumber Agung melakukan penjualan produk dimana distributor sebagai
penyalur hasil pembuatan produk. Proses pembuatan produk dilakukan secara manual
dengan menggunakan peralatan, antara lain: mesin bubut, mesin bor, mesin gerinda,
mesin las,dll. Suber daya manusia yang dimiliki berjumlah 19 karyawan dengan masing-
masing melakukan pekerjaannya sesuai jobdesknya, diantaranya bagian pemotongan,
bagian pengelasan, bagian bubut, dan bagian akhir atau finishing, dengan jam kerja mulai
jam 07:00 s/d 16:00 selama 9 jam kerja/hari, terhitung 8 jam kerja dan 1 jam istirahat.
Salah satu karyawan dijadikan sebagai kepala divisi, dimana segala aktifitas perusahaan
menjadi tanggung jawab kepala divisi, seperti pemesanan bahan baku, jadwal produksi,
jadwal pengiriman, dan produk yang harus dikerjakan pada waktu tertentu.
UD. Sumber Agung Gresik melakukan sistem pengolahan atau manajemen
persediaan bahan baku dengan cara mengira-ngira tanpa menggunakan metode
perhitungan yang real, sehingga dalam menyediakan bahan baku sering kali tidak sesuai
dengan perkiraan. Menetapkan persediaan yang terlalu banyak mengakibatkan
pemborosan biaya penyimpanan dikarenakan mengalami penimbunan bahan baku dan
produk yang sudah diproduksi sedangkan permintaan lebih sedikit dibandingkan dengan
persediaan, sedangkan menetapkan jumlah persediaan yang terlalu sedikit juga berakibat
hilangnya kesempatan untuk mendapatkan keuntungan apabila permintaan nyata
melebihi permintaan yang diperkirakan. Faktor ini muncul karena permintaan pelanggan
yang sering tidak pasti dalam pemesanan produk, Hal ini dapat dilihat dengan
mengetahui data permintaan produk selama periode tertentu.
Berdasarkan data permintaan selama 12 periode, menunjukan bahwa permintaan
konsumen pada alat perontok padi, alat rajang brambang, alat cabut bulu ayam, alat
cacah kompos dan alat pemotong singkong tidak stabil sehingga dalam memproduksi
produk dan menyediakan bahan baku sering kali tidak sesuai dengan perkiraan, hal ini

4
menyebabkan perusahaan tidak bisa menentukan secara pasti berapa bahan baku yang
harus disediakan dan berapa jumlah produk yang harus diproduksi.
1.2 TINJAUAN PUSTAKA
Menurut Vincen Gasper (1998) Material Requirement Planning (MRP) adalah metode
penjadwalan untuk Purchased planned orders dan Manufactured planned order, planed
manufacturing order Kemudian dilanjut untuk analisis lanjutan berkanaan dengan
ketersediaan kapasitas dan keseimbangan menggunakan perencanaan kebutuhan kapasitas.
Menurut Arman Hakin Nasution (2008) MRP adalah prosedur logis, aturan keputusan
dan teknik pencatatan terkomputerisasi yang dirancang untuk menterjemahkan “Jadwal
Induk Produksi“ atau MPS (Master Production Schedulling) menjad “kebutuhan bersih”
atau NR (Net Requirement) untuk semua item. (Nasution 2008)
1.3 METODE PENELITIAN
Penelitian ini dilakukan pada objek penelitian ini adalah UD. Sumber Agung Gresik
dan produk yang akan dianalisis adalah produk yang memiliki jumlah permintaan paling
banyak berdasar data permintaan. Penelitian ini dilakukan untuk menganalisis penerapan
metode Material Requirement Planning (MRP).
A. Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan pada bagian produksi UD.Sumber Agung, yang berada di
DS. Sidoangkung RT.007, RW.003 Gersik selama 6 bulan, mulai awal bulan Agustus 2017
hingga akhir bulan Januari 2018, dengan jadwal penelitian sebagai berikut :
B. Langkah Pengumpulan Data
pengumpulan data-data penelitian ini dilakukan dengan beberapa cara sebagai berikut :
1. Studi Lapangan : Dalam penelitian ini dilakukan wawancara secara langsung dengan
memberikan pertanyaan-pertanyaan kepada responden di perusahaan yang diteliti.
2. Studi Literatur : Dalam studi literatur ini dipelajari literatur-literatur dan tulisan ilmiah
sebagai sumber data teoritis untuk bahan penunjang analisis dengan masalah yang
dihadapi.

5
Input yang dibutuhkan dalam pengolahan dengan menggunakan metode MRP adalah
sebaga berikut :
a. Data Permintaan Aktual
Tabel 1. 1 Data Permintaan Aktual 12 periode (Bulan)
Periode Cacah
Kompos
Potong
Singkong
Potong
Brambang
Cabut Bulu
Ayam
Panen
Padi
Okt-16 40 104 60 24 68
Nov-16 60 100 76 24 56
Des-16 48 84 64 32 72
Jan-17 60 72 64 40 80
Feb-17 40 108 72 44 56
Mar-17 68 88 64 24 56
Apr-17 48 92 96 36 64
Mei-17 52 84 88 28 84
Jun-17 28 104 60 40 76
Jul-17 56 96 76 40 60
Agu-17 64 88 60 44 60
Sep-17 72 84 80 28 52
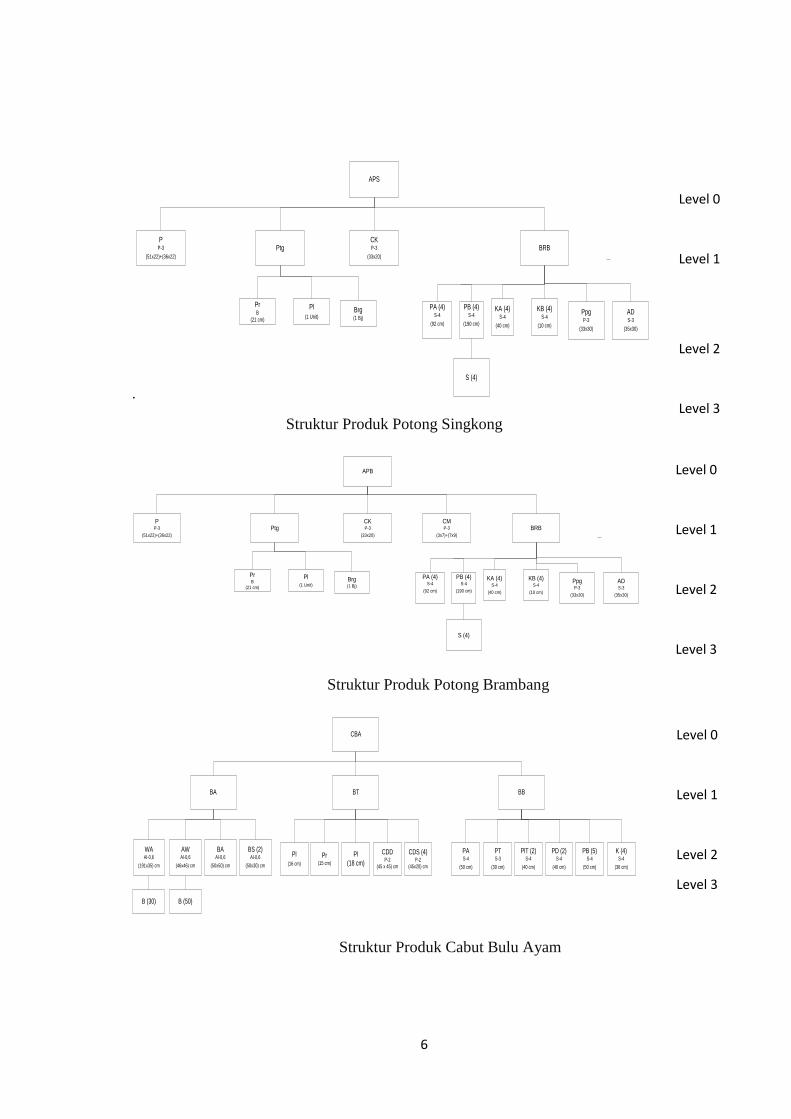
b. Struktur Produk
.
CKM
CMP-2
(30x37)
SB (2)S-4
(30 cm)
K (4)S-5
(80 cm)
Bt (48)PPc (3)
P-3
(47x17)
Pl
(1 unit)
BPB-32
(86 cm)
PGB-4
(66 cm)
TMP (24)P-10
(6x5) cm
CKP-2
(20x20)+(50x50)
+(40x40)
TBB
P-2
(32x32)+(61x57)
TBAP-2
(32x32)+(61x57)
AK (2)
P-3
(25 cm)
SA (4)
S-4
(35 cm)
TMDK
(229)
PAK
(260 cm)
KA KT KB
Bt (48) PPp (2)S-4
(35 cm)
UNP (3)P-3
(17x14) cmP-10
(20x2) cm
Struktur Produk Cacah Kompos
Level 0
Level 1
Level 2
Level 3
6
.
APS
PP-3
(51x22)+(36x22)
PtgCKP-3
(33x20)
BRB
Brg(1 Bj)
Pl
(1 Unit)
PrB
(21 cm)
KA (4)S-4
(40 cm)
PpgP-3
(33x30)
KB (4)S-4
(10 cm)
ADS-3
(35x30)
S (4)
PA (4)S-4
(92 cm)
PB (4)S-4
(190 cm)
Struktur Produk Potong Singkong
APB
PP-3
(51x22)+(36x22)
PtgCKP-3
(33x20)
BRB
Brg(1 Bj)
Pl
(1 Unit)
PrB
(21 cm)
KA (4)S-4
(40 cm)
PpgP-3
(33x30)
KB (4)S-4
(10 cm)
ADS-3
(35x30)
S (4)
PA (4)S-4
(92 cm)
CMP-3
(3x7)+(7x9)
PB (4)S-4
(190 cm)
Struktur Produk Potong Brambang
CBA
BTBA BB
WAAl-0,6
(191x35) cm
BS (2)Al-0,6
(50x30) cm
BAAl-0,6
(50x50) cm
AWAl-0,6
(46x46) cm
Pl
(16 cm)
CDDP-2
(45 x 45) cm
Pl
(18 cm)Pr
(15 cm)
CDS (4)P-2
(45x20) cm
PAS-4
(50 cm)
PD (2)S-4
(40 cm)
PlT (2)S-4
(40 cm)
PTS-3
(30 cm)
PB (5)S-4
(50 cm)
K (4)S-4
(36 cm)
B (30) B (50)
Struktur Produk Cabut Bulu Ayam
Level 0
Level 1
Level 2
Level 3
Level 0
Level 1
Level 2
Level 3
Level 0
Level 1
Level 2
Level 3
7
PM
PT BP
TAP-0,6
(191X35) cm
TPP-0,6
(50X30) cm
TS (2)P-0,6
(50X50) cm
TLP-0,6
(46X46) cm
PlB-18"
(1) M
ASB-32
(66 cm)
GPBT-5
(80 Unit)
PPP3
(15X10)CM
St (8)St
(59 cm)
SDP-0,6
(57x62)cm
SBP-0,6
(82x86)cm
SkRP-0,6
(84x80)cm
SkP-0,6
(82x40)cm
KiS-4
(80cm)
PPP-3
(6x6)cm
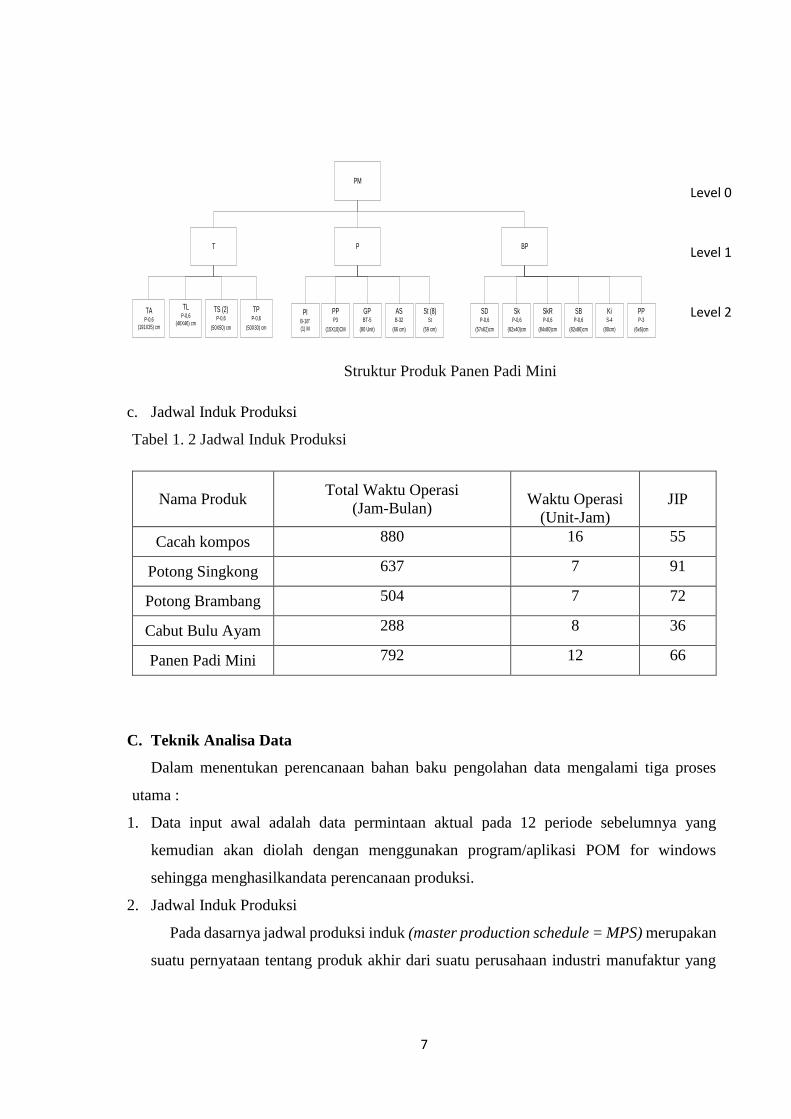
Struktur Produk Panen Padi Mini
c. Jadwal Induk Produksi
Tabel 1. 2 Jadwal Induk Produksi
Nama Produk Total Waktu Operasi
(Jam-Bulan)
Waktu Operasi
(Unit-Jam)
JIP
Cacah kompos 880 16 55
Potong Singkong 637 7 91
Potong Brambang 504 7 72
Cabut Bulu Ayam 288 8 36
Panen Padi Mini 792 12 66
C. Teknik Analisa Data
Dalam menentukan perencanaan bahan baku pengolahan data mengalami tiga proses
utama :
1. Data input awal adalah data permintaan aktual pada 12 periode sebelumnya yang
kemudian akan diolah dengan menggunakan program/aplikasi POM for windows
sehingga menghasilkandata perencanaan produksi.
2. Jadwal Induk Produksi
Pada dasarnya jadwal produksi induk (master production schedule = MPS) merupakan
suatu pernyataan tentang produk akhir dari suatu perusahaan industri manufaktur yang
Level 0
Level 1
Level 2

8
merencanakn memproduksi output berkaitan dengan kuantitas dan periode waktu. Untuk
mendapatkan nilai Jadwal Induk Produk dilakukan dulu proses perencanaan agregat yang
kemudian hasilnya akan didisagregasikan kembali sehingga mendapatka nilai jadwal
induk produksi. (Nasution 2008)
3. Material Requirement Planning (MRP)
MRP adalah prosedur logis, aturan keputusan dan teknik pencatatan terkomputerisasi
yang dirancang untuk menterjemahkan “Jadwal Induk Produksi“ atau MPS (Master
Production Schedulling) menjad “kebutuhan bersih” atau NR (Net Requirement) untuk
semua item. (Nasution 2008)
4. Lot Saizing
Dalam Analisin ini Lot Sizing yang digunakan adalah
- Lot For Lot
- Economic Order Quantiti
Dari hasil analisis tersebut nantinya akan dibuat perbandingan, dan dipilih metode yang
sesui dengan kebutuhan perusahaan, yang meminimalisir biaya persediaan bahan baku
menjadi lebi kecil
1.4 HASIL DAN PEMBAHASAN
1. Peramalan
Karena data perminyaan aktual adalah bersifat random maka metode yang digunakan
untuk pengolahan data adalah metodemetode Moving Average (4 bergerak), Moving
Average (5 bergerak), Exponential smooting (a=0,5), Exponential smooting (a=0,9).
Tabel 1. 3 Nilai hasil peramalan selama 6 periode kedepan.
Periode
Rencana Produksi
Cacah
Kompos
Potong
Singkong
Potong
Brambang
Cabut Bulu
Ayam Panen Padi
Des-2017 55 91 68 36 66
Jan-2018 55 91 68 36 66
Feb-2018 55 91 68 36 66
Mart-2018 55 91 68 36 66
Apr-2018 55 91 68 36 66
Mei-2018 55 91 68 36 66

9
Sumber : Hasil Pengolahan Dat
2. Jadwal Induk Produksi
Jadwal Induk produk diperoleh dengan mendisagregasikan hasil dari Agregasi.
Tabel 1. 4 Jadwal Induk Produksi
Nama Produk
Waktu Permintaan
Total
(Bulan)
Presentase
Operasi
Waktu
Operasi
(Bulan)
Waktu
Operasi
(unit-jam)
JIP
Cacah kompos
3101
28,38 % 880 16 55
Potong
Singkong 20,541 637 7 91
Potong
Brambang 16,252 504 7 72
Cabut Bulu
Ayam 9,287 288 8 36
Panen Padi
Mini 25,540 792 12 66
3. Material Requirement Planning
Metode yang digunakan dalam pengolahan data adalah lot for lot, pengolahan data
dilakukan dengan program/aplikasi POM for windows yang kemudian hasilnya akan
direport sehingga perusahaan dapat mengetahui kapan dan material apa saja yang akan
dipesan dalam periode tertentu.
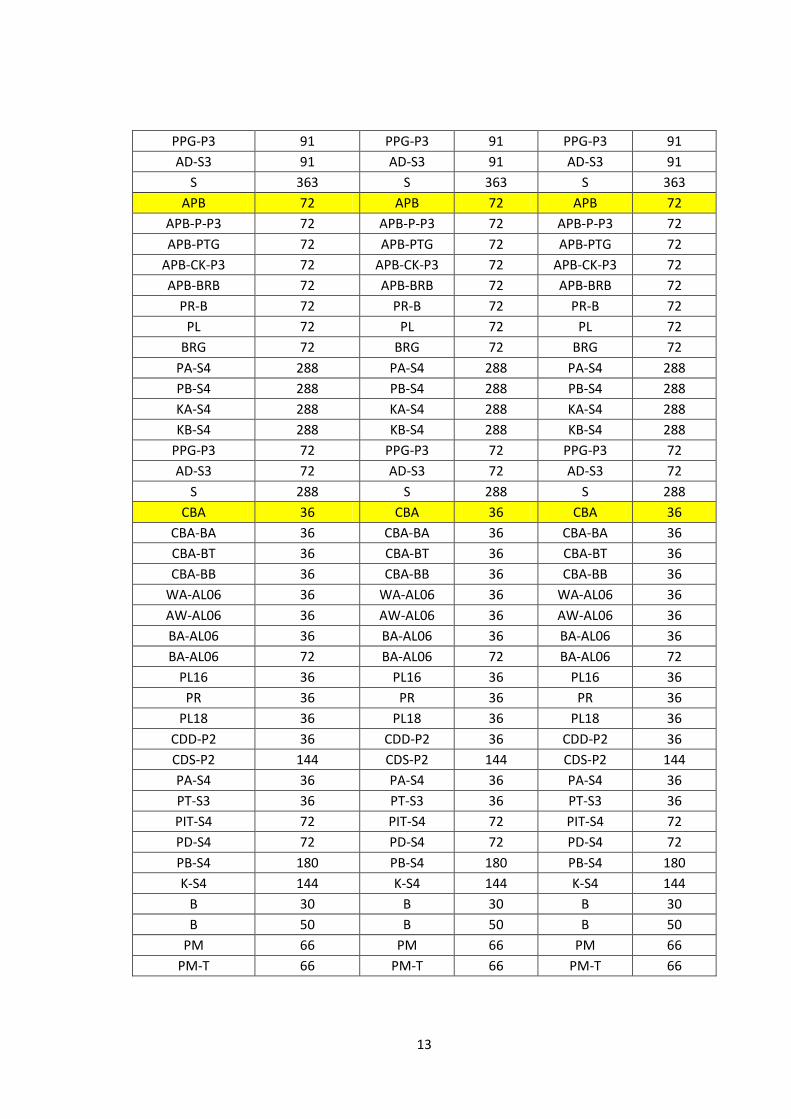
Tabel 1. 5 Hasil Report Data
Periode 11 Periode 12 Periode 13
Komponen Kuantitas Komponen Kuantitas Komponen Kuantitas
CKM-KA 55 CKM 55 CKM 55
CKM-KT 55 CKM-KA 55 CKM-KA 55
CKM-KB 55 CKM-KT 55 CKM-KT 55
CM-P2 55 CKM-KB 55 CKM-KB 55
TBA-P2 55 CM-P2 55 CM-P2 55
TBB-P2 55 TBA-P2 55 TBA-P2 55
CK-P2 55 TBB-P2 55 TBB-P2 55
TMP-P10 1320 CK-P2 55 CK-P2 55
PG-B4 55 TMP-P10 1320 TMP-P10 1320
BP-B32 55 PG-B4 55 PG-B4 55

10
PL 55 BP-B32 55 BP-B32 55
PPC-P3 165 PL 55 PL 55
K-S5 220 PPC-P3 165 PPC-P3 165
PA-K 55 K-S5 220 K-S5 220
TMD-K 55 PA-K 55 PA-K 55
SA-S4 220 TMD-K 55 TMD-K 55
AK-P3 110 SA-S4 220 SA-S4 220
TBA-S4 55 AK-P3 110 AK-P3 110
P-P10 55 TBA-S4 55 TBA-S4 55
BT 48 P-P10 55 P-P10 55
SB-S4 110 BT 48 BT 48
UNP-P3 165 SB-S4 110 SB-S4 110
APS-P-P3 91 UNP-P3 165 UNP-P3 165
APS-PTG 91 APS 91 APS 91
APS-CK-P3 91 APS-P-P3 91 APS-P-P3 91
APS-BRB 91 APS-PTG 91 APS-PTG 91
PR-B 91 APS-CK-P3 91 APS-CK-P3 91
PL 91 APS-BRB 91 APS-BRB 91
BRG 91 PR-B 91 PR-B 91
PA-S4 363 PL 91 PL 91
PB-S4 363 BRG 91 BRG 91
KA-S4 363 PA-S4 363 PA-S4 363
KB-S4 363 PB-S4 363 PB-S4 363
PPG-P3 91 KA-S4 363 KA-S4 363
AD-S3 91 KB-S4 363 KB-S4 363
S 363 PPG-P3 91 PPG-P3 91
APB-P-P3 72 AD-S3 91 AD-S3 91
APB-PTG 72 S 363 S 363
APB-CK-P3 72 APB 72 APB 72
APB-BRB 72 APB-P-P3 72 APB-P-P3 72
PR-B 72 APB-PTG 72 APB-PTG 72
PL 72 APB-CK-P3 72 APB-CK-P3 72
BRG 72 APB-BRB 72 APB-BRB 72
PA-S4 288 PR-B 72 PR-B 72
PB-S4 288 PL 72 PL 72
KA-S4 288 BRG 72 BRG 72
KB-S4 288 PA-S4 288 PA-S4 288
PPG-P3 72 PB-S4 288 PB-S4 288
AD-S3 72 KA-S4 288 KA-S4 288
S 288 KB-S4 288 KB-S4 288
CBA-BA 36 PPG-P3 72 PPG-P3 72

11
CBA-BT 36 AD-S3 72 AD-S3 72
CBA-BB 36 S 288 S 288
WA-AL06 36 CBA 36 CBA 36
AW-AL06 36 CBA-BA 36 CBA-BA 36
BA-AL06 36 CBA-BT 36 CBA-BT 36
BA-AL06 72 CBA-BB 36 CBA-BB 36
PL16 36 WA-AL06 36 WA-AL06 36
PR 36 AW-AL06 36 AW-AL06 36
PL18 36 BA-AL06 36 BA-AL06 36
CDD-P2 36 BA-AL06 72 BA-AL06 72
CDS-P2 144 PL16 36 PL16 36
PA-S4 36 PR 36 PR 36
PT-S3 36 PL18 36 PL18 36
PIT-S4 72 CDD-P2 36 CDD-P2 36
PD-S4 72 CDS-P2 144 CDS-P2 144
PB-S4 180 PA-S4 36 PA-S4 36
K-S4 144 PT-S3 36 PT-S3 36
B 30 PIT-S4 72 PIT-S4 72
B 50 PD-S4 72 PD-S4 72
PM-T 66 PB-S4 180 PB-S4 180
PM-P 66 K-S4 144 K-S4 144
PM-BP 66 B 30 B 30
TA-P06 66 B 50 B 50
TL-P06 66 PM 66 PM 66
TS-P06 132 PM-T 66 PM-T 66
TP-P06 66 PM-P 66 PM-P 66
PT-B18 66 PM-BP 66 PM-BP 66
PP-P3 66 TA-P06 66 TA-P06 66
GP-BT5 66 TL-P06 66 TL-P06 66
AS-B32 66 TS-P06 132 TS-P06 132
ST-St 528 TP-P06 66 TP-P06 66
SD-P06 66 PT-B18 66 PT-B18 66
SK-P06 66 PP-P3 66 PP-P3 66
SKR-P06 66 GP-BT5 66 GP-BT5 66
SB-P06 66 AS-B32 66 AS-B32 66
KI-S4 66 ST-St 528 ST-St 528
PP-P3 66 SD-P06 66 SD-P06 66
SK-P06 66 SK-P06 66
SKR-P06 66 SKR-P06 66
SB-P06 66 SB-P06 66
KI-S4 66 KI-S4 66

12
PP-P3 66 PP-P3 66
Periode 14 Periode 15 Periode 16
Komponen Kuantitas Komponen Kuantitas Komponen Kuantitas
CKM 55 CKM 55 CKM 55
CKM-KA 55 CKM-KA 55 CKM-KA 55
CKM-KT 55 CKM-KT 55 CKM-KT 55
CKM-KB 55 CKM-KB 55 CKM-KB 55
CM-P2 55 CM-P2 55 CM-P2 55
TBA-P2 55 TBA-P2 55 TBA-P2 55
TBB-P2 55 TBB-P2 55 TBB-P2 55
CK-P2 55 CK-P2 55 CK-P2 55
TMP-P10 1320 TMP-P10 1320 TMP-P10 1320
PG-B4 55 PG-B4 55 PG-B4 55
BP-B32 55 BP-B32 55 BP-B32 55
PL 55 PL 55 PL 55
PPC-P3 165 PPC-P3 165 PPC-P3 165
K-S5 220 K-S5 220 K-S5 220
PA-K 55 PA-K 55 PA-K 55
TMD-K 55 TMD-K 55 TMD-K 55
SA-S4 220 SA-S4 220 SA-S4 220
AK-P3 110 AK-P3 110 AK-P3 110
TBA-S4 55 TBA-S4 55 TBA-S4 55
P-P10 55 P-P10 55 P-P10 55
BT 48 BT 48 BT 48
SB-S4 110 SB-S4 110 SB-S4 110
UNP-P3 165 UNP-P3 165 UNP-P3 165
APS 91 APS 91 APS 91
APS-P-P3 91 APS-P-P3 91 APS-P-P3 91
APS-PTG 91 APS-PTG 91 APS-PTG 91
APS-CK-P3 91 APS-CK-P3 91 APS-CK-P3 91
APS-BRB 91 APS-BRB 91 APS-BRB 91
PR-B 91 PR-B 91 PR-B 91
PL 91 PL 91 PL 91
BRG 91 BRG 91 BRG 91
PA-S4 363 PA-S4 363 PA-S4 363
PB-S4 363 PB-S4 363 PB-S4 363
KA-S4 363 KA-S4 363 KA-S4 363
KB-S4 363 KB-S4 363 KB-S4 363
13
PPG-P3 91 PPG-P3 91 PPG-P3 91
AD-S3 91 AD-S3 91 AD-S3 91
S 363 S 363 S 363
APB 72 APB 72 APB 72
APB-P-P3 72 APB-P-P3 72 APB-P-P3 72
APB-PTG 72 APB-PTG 72 APB-PTG 72
APB-CK-P3 72 APB-CK-P3 72 APB-CK-P3 72
APB-BRB 72 APB-BRB 72 APB-BRB 72
PR-B 72 PR-B 72 PR-B 72
PL 72 PL 72 PL 72
BRG 72 BRG 72 BRG 72
PA-S4 288 PA-S4 288 PA-S4 288
PB-S4 288 PB-S4 288 PB-S4 288
KA-S4 288 KA-S4 288 KA-S4 288
KB-S4 288 KB-S4 288 KB-S4 288
PPG-P3 72 PPG-P3 72 PPG-P3 72
AD-S3 72 AD-S3 72 AD-S3 72
S 288 S 288 S 288
CBA 36 CBA 36 CBA 36
CBA-BA 36 CBA-BA 36 CBA-BA 36
CBA-BT 36 CBA-BT 36 CBA-BT 36
CBA-BB 36 CBA-BB 36 CBA-BB 36
WA-AL06 36 WA-AL06 36 WA-AL06 36
AW-AL06 36 AW-AL06 36 AW-AL06 36
BA-AL06 36 BA-AL06 36 BA-AL06 36
BA-AL06 72 BA-AL06 72 BA-AL06 72
PL16 36 PL16 36 PL16 36
PR 36 PR 36 PR 36
PL18 36 PL18 36 PL18 36
CDD-P2 36 CDD-P2 36 CDD-P2 36
CDS-P2 144 CDS-P2 144 CDS-P2 144
PA-S4 36 PA-S4 36 PA-S4 36
PT-S3 36 PT-S3 36 PT-S3 36
PIT-S4 72 PIT-S4 72 PIT-S4 72
PD-S4 72 PD-S4 72 PD-S4 72
PB-S4 180 PB-S4 180 PB-S4 180
K-S4 144 K-S4 144 K-S4 144
B 30 B 30 B 30
B 50 B 50 B 50
PM 66 PM 66 PM 66
PM-T 66 PM-T 66 PM-T 66

14
PM-P 66 PM-P 66 PM-P 66
PM-BP 66 PM-BP 66 PM-BP 66
TA-P06 66 TA-P06 66 TA-P06 66
TL-P06 66 TL-P06 66 TL-P06 66
TS-P06 132 TS-P06 132 TS-P06 132
TP-P06 66 TP-P06 66 TP-P06 66
PT-B18 66 PT-B18 66 PT-B18 66
PP-P3 66 PP-P3 66 PP-P3 66
GP-BT5 66 GP-BT5 66 GP-BT5 66
AS-B32 66 AS-B32 66 AS-B32 66
ST-St 528 ST-St 528 ST-St 528
SD-P06 66 SD-P06 66 SD-P06 66
SK-P06 66 SK-P06 66 SK-P06 66
SKR-P06 66 SKR-P06 66 SKR-P06 66
SB-P06 66 SB-P06 66 SB-P06 66
KI-S4 66 KI-S4 66 KI-S4 66
PP-P3 66 PP-P3 66 PP-P3 66
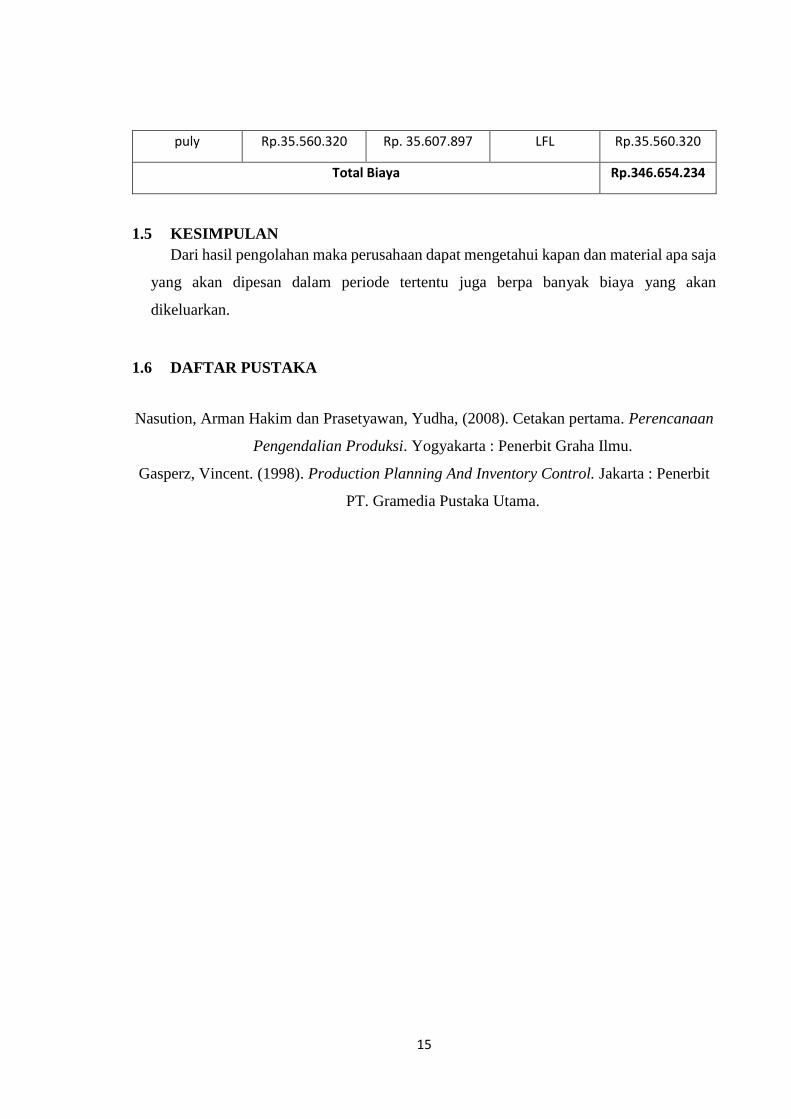
Tabel 1. 6 Data Hasil Perhitungan Lot Sizing
Item Part Perbadingan Metode Metode yang
dipilih Biaya
LFL EOQ
Plat 2ml Rp. 24.525.720 Rp.24.431.548 EOQ Rp.24.431.548
Plat 3ml Rp.44.533.265 Rp. 44.564.790 LFL Rp.44.533.265
Plat 1cm Rp. 20.402.081 Rp. 21.616.166 LFL Rp. 20.402.081
Siku 3x3 Rp. 41.092.100 Rp.41.379.325 LFL Rp. 41.092.100
Siku 4x4 Rp.37.341.440 Rp.37.585.365 LFL Rp.37.341.440
Siku 5x5 Rp. 2.983.760 Rp.2.905.144 EOQ Rp.2.905.144
kanal Rp.54.768.828 Rp.55.166.468 LFL Rp.54.768.828
pipa gas 4" Rp.22.385.231 Rp.22.741.864 LFL Rp.22.385.231
As 32ml Rp.52.975.040 Rp. 53.196.695 LFL Rp.52.975.040
bearing Rp.2.961.887 Rp.3.139.448 LFL Rp.2.961.887
Sekrup Rp. 7.466.000 Rp.7.297.350 EOQ Rp.7.297.350
15
puly Rp.35.560.320 Rp. 35.607.897 LFL Rp.35.560.320
Total Biaya Rp.346.654.234
1.5 KESIMPULAN
Dari hasil pengolahan maka perusahaan dapat mengetahui kapan dan material apa saja
yang akan dipesan dalam periode tertentu juga berpa banyak biaya yang akan
dikeluarkan.
1.6 DAFTAR PUSTAKA
Nasution, Arman Hakim dan Prasetyawan, Yudha, (2008). Cetakan pertama. Perencanaan
Pengendalian Produksi. Yogyakarta : Penerbit Graha Ilmu.
Gasperz, Vincent. (1998). Production Planning And Inventory Control. Jakarta : Penerbit
PT. Gramedia Pustaka Utama.