02 pertemuan: pengendalian & penjaminan...
TRANSCRIPT

Pengendalian & Penjaminan MutuTotal Quality Control (TQC)Pengendalian Mutu Terpatu
(Basic Mentality, ISO 9001, Kaizen, PDCA, 7 Tools, 5S)
Fakultas
Teknik
Khamaludin, S.T., M.T
Program Studi
Teknik Industri
Pertemuan:
02























“MASALAH ADALAH KUNCI HARTA TERSEMBUNYI”









Setiap kali kita melaksanakan suatu
tindakan, kita lihat bagaimana kerjanya,
periksa hasilnya, cari dan akui
kesalahan kita dari sudut manajemen,
kemudian mencoba untuk berbuat lebih
baik.
KAIZEN adalah istilah Jepang yang berarti
penyempurnaan berkesinambungan
(Continuous Improvement) yang
melibatkan semua orang, baik manajemen
puncak, manajer, maupun karyawan.
Strategi KAIZEN merupakan kunci
keberhasilan Jepang dalam persaingan.
Setiap orang, tidak peduli gelarnya ataupunkedudukannya, mau mengakui secara terusmenerus setiap kesalahan yang diperbuatnyaatau setiap kegagalan yang terdapat dalamtugasnya, dan mencoba untuk berbuat lebihbaik dikemudian hari. Kemajuan tidakmungkin tercapai tanpa kesediaan untukmengakui kesalahan.

1. Over Production / Kelebihan produksi
2. Motion / Gerak
3. Defect / Afkir
4. Waiting / Menunggu
5. Stock / Penyimpanan barang
6. Process / Proses
7. Transportation / Transportasi
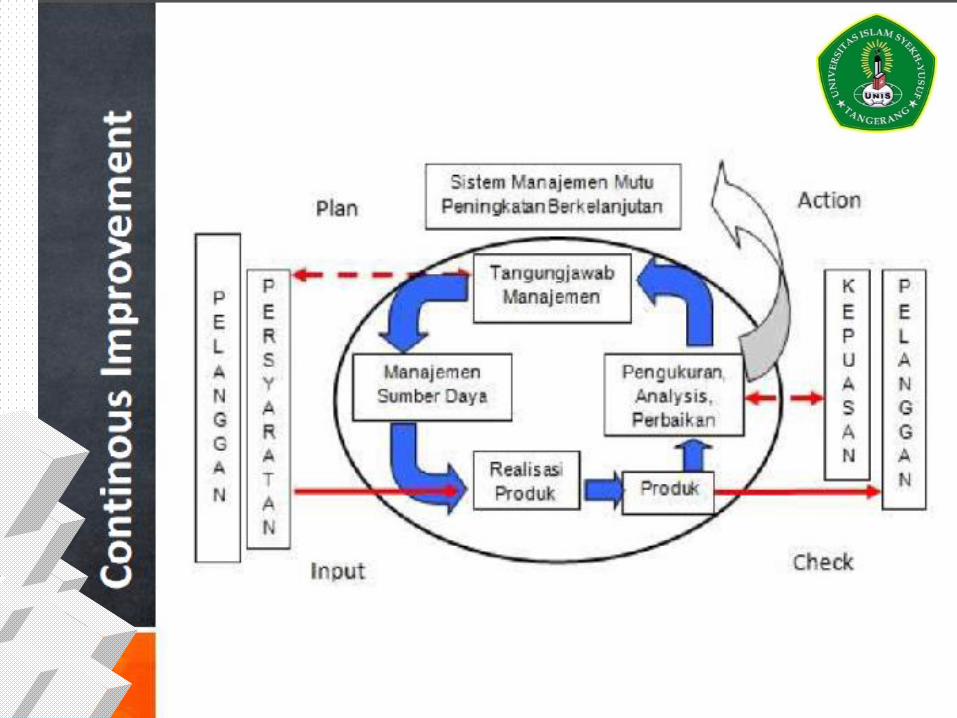
Plan – Do – Check - Action
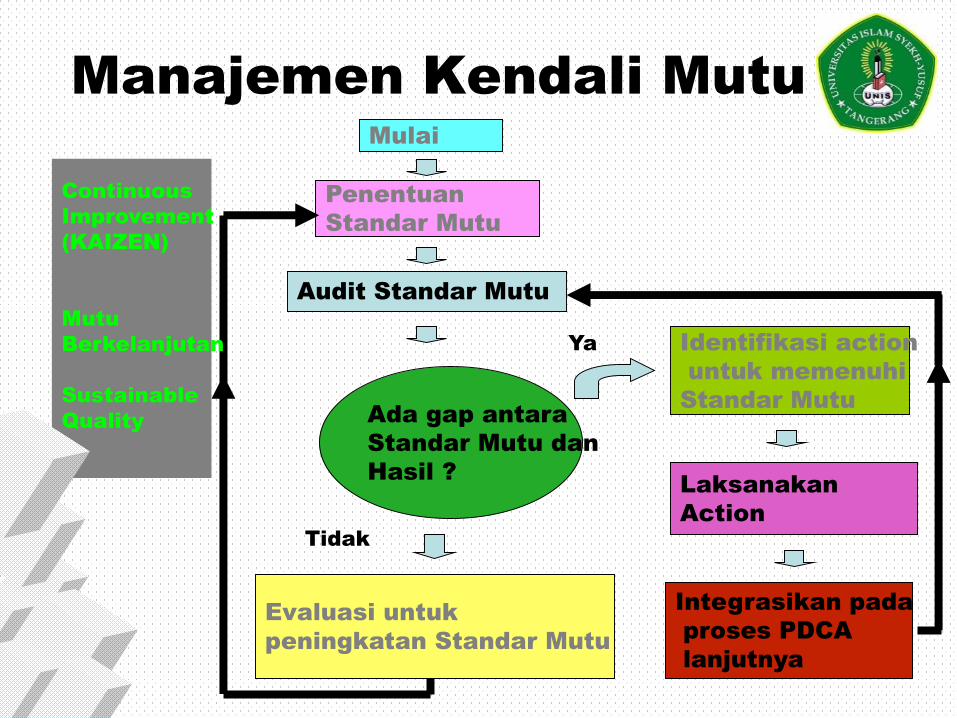
Manajemen Kendali MutuMulai
Penentuan
Standar Mutu
Audit Standar Mutu
Identifikasi action
untuk memenuhi
Standar Mutu
Laksanakan
Action
Integrasikan pada
proses PDCA
lanjutnya
Evaluasi untuk
peningkatan Standar Mutu
Ada gap antara
Standar Mutu dan
Hasil ?
Continuous
Improvement
(KAIZEN)
Mutu
Berkelanjutan
Sustainable
Quality
Tidak
Ya

APA DEFINISI MASALAH
PLAN/
RENCANAKAN
DO/LAKSANAKAN
CHECK/PERIKSA
ACT/TINDAKAN
MENGAPA
ANALISIS MASALAH
ANALISIS PENYEBAB
MERENCANAKAN
TINDAKAN
IMPLEMENTASI
PEMASTIAN HASIL
STANDARDISASI
BAGAIMANA

0
500
1000
1500
2000
2500
3000
3500
4000
4500
. 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
UCL
LCL
CL
y
x

Apa itu 7 Tools ?

7 Tools atau 7 alat pengendaian kualitas
adalah 7 macam alat dan teknik yangberbentuk grafik untuk mengidentifikasi danmenganalisa persoalan/permasalahan yangberkaitan dengan kualitas daam produksi

Apa saja yang termasuk
7 TOOLS ?

1. CHECK SHEET
2. GRAFIK
3. PARETO DIAGRAM
4. FISHBONE
5. HISTOGRAM
6. SCATTER
7. CONTROL CHART
7 TOOLS :

7-TOOLS

Formulir kertas dengan item-item yang sudah distratifikasi dandisusun sedemikian rupa sehingga memudahkan pengisian dan pekerjaan berikutnya
Jenis Cacat
Busuk
HS rendah
Nglothok
Appearance
Lain-lain
Total
1 2 3 4 5 Total
17
7
3
2
3
Tanggal : 1 ~ 5 Mei 2004
Code item : MK-018.0
Part name : Engine Mounting
Proses : Mould
Jumlah yang diperiksa : 500
Inspektor : Rudi De
9 5 9 4 5 32
Check sheet ( Lembar Pemeriksaan )
Kapan kita menggunakan check sheet ?
1. Saat kita melakukan observasi suatu proses secara berulang-ulang
pada orang yang sama atau tempat yang sama.
2. Saat kita ingin mengetahui seberapa sering (frekuensi) suatu
proses, permasalahan, cacat (defect), penyebab permasalahan
(causes), lokasi cacat (defect location)

7-TOOLS
0
500
1000
1500
2000
2500
3000
3500
4000
4500
. 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
Grafik ( Graph )Data yang dinyatakan dalam bentuk gambar
Dengan grafik :
1. Data lebih cepat , mudah , jelas dan enak dilihat .
2. Hubungan data yang satu dengan data yang lain
dapat dipaparkan sekaligus .
3. Perbandingan dengan data lain yang berhubungan
dapat dilihat dengan jelas .

• Digunakan untuk menunjukkan trend
Grafik Garis ( Line Graph )
• Sumber : Toyota Motor Corporation, Toyota in the world 2001
X 1000 UNIT
0
500
1000
1500
2000
2500
3000
3500
4000
4500
. 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
3976
42124085 3931
3562 35083171
3410 35023166 3119
3429
PRODUKSI MOBIL TOYOTA DI JEPANGTahun 1989 - 2001

X 1000 UNIT
0
500
1000
1500
2000
2500
3000
3500
4000
4500
. 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
3976
421
2 4085 3931
3562 35083171
3410 35023166 3119
3429
PRODUKSI MOBIL TOYOTA DI JEPANGTAHUN 1989 - 2001
• Point Penting :
Grafik Garis ( Line Graph )
Nama Data
Periode Tahun
Satuan
Penunjuk Skala
Nol Harus DitulisPeriode waktu
Garis Skala Ada di dalam
Catatan :
-Diberi Keterangan Simbol Jika Perlu
-dan sumbernya

• Digunakan untuk perbandingan data sejenis
Grafik Balok ( Bar Graph )
• Sumber : Toyota Motor Corporation, Toyota in the world 2001
0
500
1000
1500
2000
2500
3000
3500
4000
1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
3055
33463180 3171
2883 2769
25572797
29102670 2699
2993
PRODUKSI MOBIL TOYOTA DI JEPANG
921 866 905760
679739
614 613 592 496 420 436
Passsanger Car Truck & bus
X 1000 UNIT
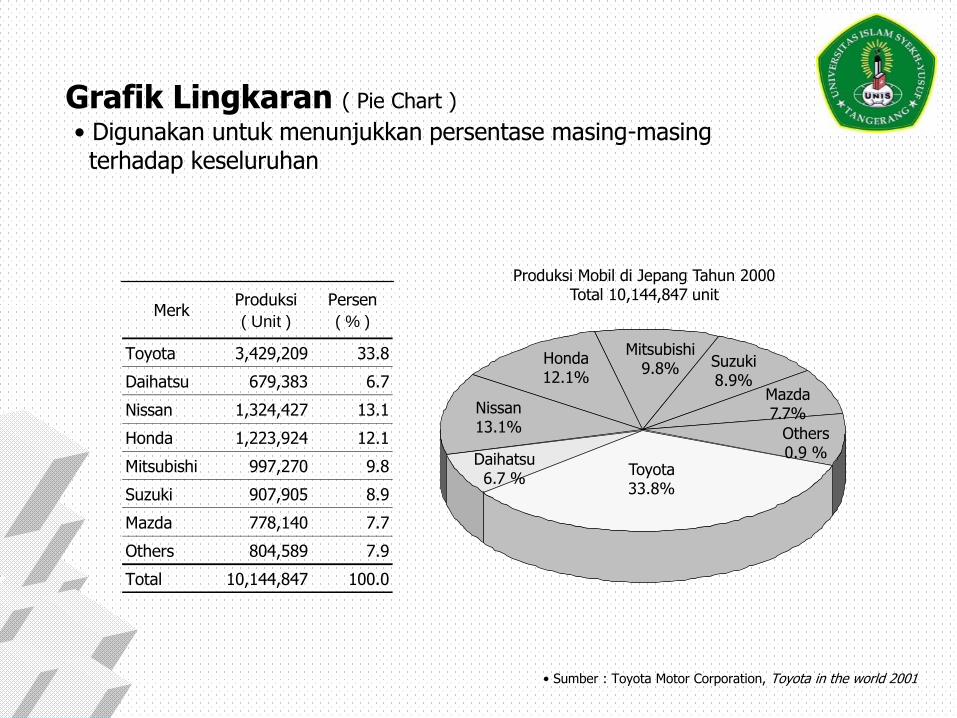
• Digunakan untuk menunjukkan persentase masing-masingterhadap keseluruhan
Grafik Lingkaran ( Pie Chart )
Produksi Mobil di Jepang Tahun 2000Total 10,144,847 unit
Toyota33.8%
Daihatsu6.7 %
Nissan13.1%
Honda12.1%
Mitsubishi9.8% Suzuki
8.9%Mazda7.7%
Others0.9 %
Produksi Persen
( Unit ) ( % )
Toyota 3,429,209 33.8
Daihatsu 679,383 6.7
Nissan 1,324,427 13.1
Honda 1,223,924 12.1
Mitsubishi 997,270 9.8
Suzuki 907,905 8.9
Mazda 778,140 7.7
Others 804,589 7.9
Total 10,144,847 100.0
Merk
• Sumber : Toyota Motor Corporation, Toyota in the world 2001

TOTAL PRODUKSI
Grafik Gabungan
X 1000 UNIT
PRODUKSI MOBIL TOYOTA DI JEPANG
0
5 0 0
1 0 0 0
1 5 0 0
2 0 0 0
2 5 0 0
3 0 0 0
3 5 0 0
4 0 0 0
4 5 0 0
1 9 8 9 1 9 9 0 1 9 9 1 1 9 9 2 1 9 9 3 1 9 9 4 1 9 9 5 1 9 9 6 1 9 9 7 1 9 9 8 1 9 9 9 2 0 0 0T a h u n 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
Passanger 3055 3346 3180 3171 2883 2769 2557 2797 2910 2670 2699 2993
Truk & Bus 921 866 905 760 679 739 614 613 592 496 420 436
T o t a l 3976 4212 4085 3931 3562 3508 3171 3410 3502 3166 3119 3429
• Sumber : Toyota Motor Corporation, Toyota in the world 2001
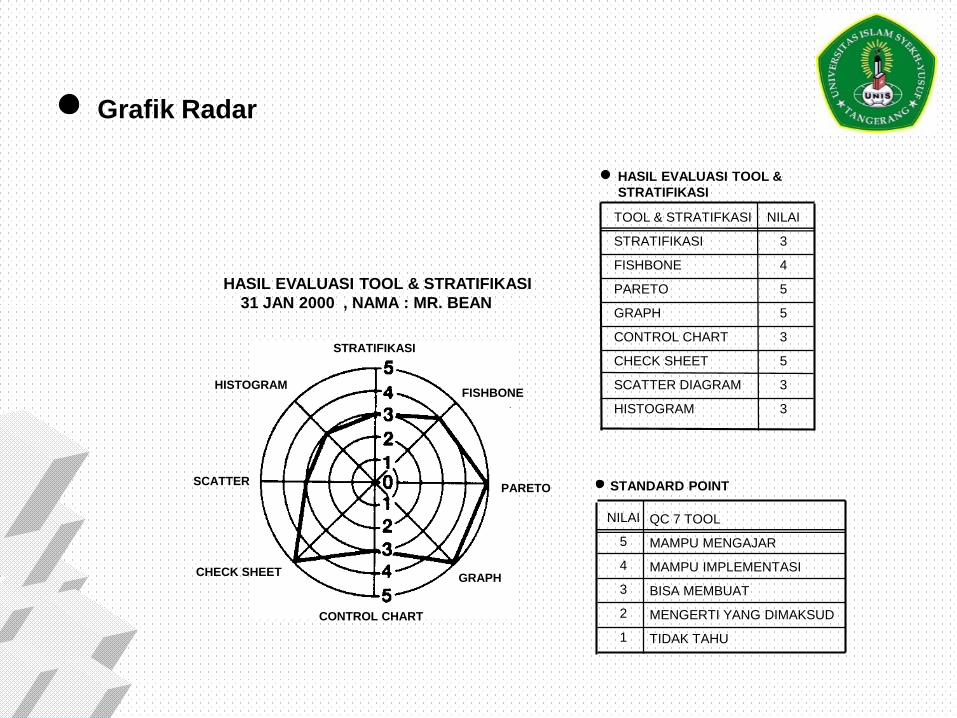
TOOL & STRATIFKASI
STRATIFIKASI
FISHBONE
PARETO
GRAPH
CONTROL CHART
CHECK SHEET
SCATTER DIAGRAM
HISTOGRAM
NILAI
3
4
5
5
3
5
3
3
HASIL EVALUASI TOOL &
STRATIFIKASI
QC 7 TOOL
MAMPU MENGAJAR
MAMPU IMPLEMENTASI
BISA MEMBUAT
MENGERTI YANG DIMAKSUD
TIDAK TAHU
NILAI
5
4
3
2
1
STANDARD POINT
Grafik Radar
FISHBONE
PARETO
GRAPH
CONTROL CHART
CHECK SHEET
SCATTER
HISTOGRAM
STRATIFIKASI
HASIL EVALUASI TOOL & STRATIFIKASI
31 JAN 2000 , NAMA : MR. BEAN
7-TOOLS
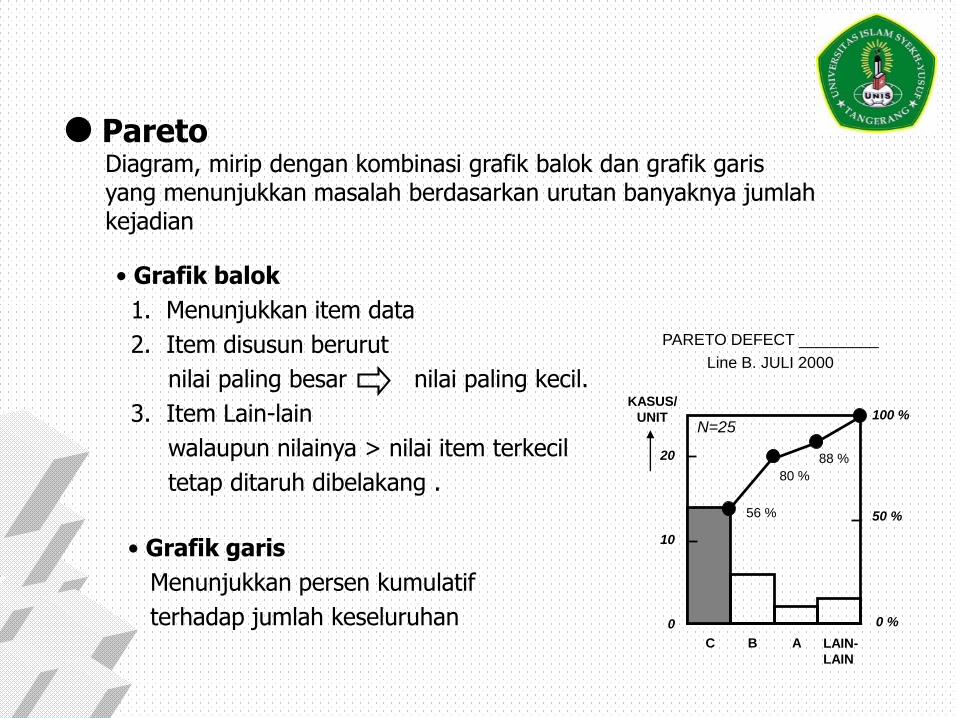
• Grafik balok
1. Menunjukkan item data
2. Item disusun berurut
nilai paling besar nilai paling kecil.
3. Item Lain-lain
walaupun nilainya > nilai item terkecil
tetap ditaruh dibelakang .
Diagram, mirip dengan kombinasi grafik balok dan grafik garis yang menunjukkan masalah berdasarkan urutan banyaknya jumlah kejadian
• Grafik garis
Menunjukkan persen kumulatif
terhadap jumlah keseluruhan
PARETO DEFECT _________
Line B. JULI 2000
0
10
20
C B A LAIN-
LAIN
0 %
50 %
100 %KASUS/
UNIT
56 %
80 %
88 %
N=25
Pareto

• Kegunaan diagram Pareto
1. Menunjukkan prioritas
0
10
20
30
40
50
A B C D LAIN
LAIN
100 %
50 %
0 0
10
20
30
B A C D LAIN
LAIN
100 %
50 %
0
40 %
SEBELUM PENANGGULANGAN SESUDAH PENANGGULANGAN
90 %
82 %
70 %
50 %
N = 50
N = 30
33.33 %
56.57 %
73.33 %
83.33 %
4. Menujukkan perbandingan
masing-masing sebelum dan
sesudah perbaikan
2. Menyatakan perbandingan
masing-masing terhadap
keseluruhan
3. Menunjukkan tingkat perbaikan
setelah ada tindakan

7-TOOLS

Fishbone ( Diagram Sebab-Akibat )
Diagram yang menggambarkan hubungan antara akibat dengan faktor penyebabnya
E-NVIRONMENT M-ACHINE
M-ANM-ATERIALM-ETHODE
MASALAH
Faktor ( Penyebab )
Karakteristik Mutu( Akibat)
Faktor tidak harus 4M - 1E, tergantung masalahnya
7-TOOLS

LOT SAMPLE No.
No. 1 2 3 4 5 6 7 8 9 10
1. 30 29 32 30 20 31 29 25 27 28
2. 29 30 36 24 28 28 27 30 30 27
3. 36 32 22 29 30 33 25 28 28 21
4. 29 23 27 29 29 28 31 27 33 28
5. 37 26 32 30 27 31 24 31 32 27
6. 22 24 25 29 28 38 32 29 30 31
7. 30 30 29 31 34 26 32 28 30 31
8. 33 29 28 32 33 26 31 30 26 26
9. 29 25 26 31 34 26 28 30 32 26
10. 31 29 27 31 24 27 30 29 28 27
NILAI
TENGAH
19.5 - 21.5 20.5 2
21.5 - 23.5 22.5 3
23.5 - 25.5 24.5 8
25.5 - 27.5 26.5 18
27.5 - 29.5 28.5 26
29.5 - 31.5 30.5 25
31.5 - 33.5 32.5 12
33.5 - 35.5 34.5 2
35.5 - 37.5 36.5 3
37.5 - 39.5 38.5 1
KELAS
KELOMPOKFREK.
Data tidak dikelompokkan
Mudah dipahami
Histogram
0
4
8
12
16
20
24
28
18.5
20.5
22.5
24.5
26.5
28.5
30.5
32.5
34.5
36.5
38.5
40.5
Fre
kw
en
si
Nilai Tengah
Batas Atas
Kelas-1
Interval
Susah dipahami
Data dikelompokkan
Sangat mudah dipahami
HistogramDiagram , mirip grafik balok digunakan untuk
menggambarkan penyebaran data

a ) Type umum b ) Type sarang tawon c ) Type miring positif / negatif
d ) type tanjakan kiri / kanan e ) Type bukit f ) Type puncak terisolasif ) Type dua puncak
• Bentuk yang sering terjadi • Jumlah unit data dalam kelas variasi
• Ad kecenderungan pembulatan data
• Batas kelas dikendalikan secara teoritis
• Nilai lebih rendah / tinggi tidak terjadi
• Terjadi penyaringan 100 % • Pencampuran data
• Beberapa distribusi
• Pencampuran data dalam jumlah
relatif kecil dari distribusi lain
• Pencampuran data
• Dua distribisi data yang dengan
nilai rata-rata jauh berbeda
7-TOOLS
y
x
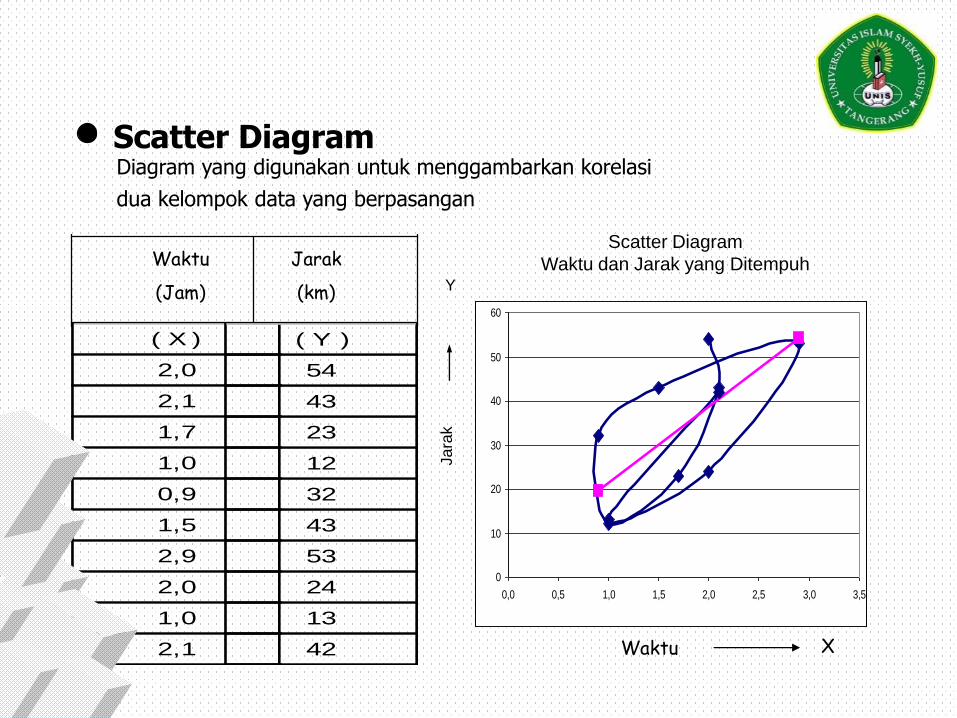
Scatter Diagram Diagram yang digunakan untuk menggambarkan korelasi
dua kelompok data yang berpasangan
10
15
20
25
30
Y
Ja
rak
Scatter Diagram
Waktu dan Jarak yang Ditempuh
( X )
2,0
2,1
1,7
1,0
0,9
1,5
2,9
2,0
1,0
2,1
( Y )
54
43
23
12
32
43
53
24
13
42
Waktu
(Jam)
Jarak
(km)
Waktu X
0
10
20
30
40
50
60
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5

Pemakaian listrik
Jumlah jam lembur
Jumlah jam produksi
Temperatur Furnace
Tekanan Udara Cushion
Tekanan udara spray gun
Heat control spot
Kekerasan Eng. Blok
X
Rekening yang harus dibayar
Pendapatan yang didapat
Jumlah produk yang dihasilkan
Kekerasan E/G Block
Lebar Flange
Persen cacat painting
Momen Nut Weld
Life time cutter
Y
Apakah ada hubungan antara . .

nilai x makin besar
korelasi positip
nilai y makin besar
nilai x makin besar
nilai y makin kecil
korelasi negatip
y
x
y
x

Gbr 1. Korelasi Positip
Gbr. 2. Korelasi Negatip. Gbr 6. ___________
Gbr 3. Korelasi Nositipmungkin ada
Gbr 4. Korelasi Negatipmungkin ada
Gbr 5. Tidak ada korelasi
y
x
y
x
y
x
y
x
y
x
y
x
7-TOOLS
UCL
LCL
CL

Control Chart ( Peta Kendali )
Sejenis grafik garis yang
dilengkapi dengan satu atau
dua garis batas kendali
Digunakan untuk mempelajari
suatu proses dalam keadaan
terkendali atau tidak .
UCL
LCL
CL
20.0
18.0
16.0
14.0
12.04 5 6 7 8 11 12 13 14 15321
Nila
i
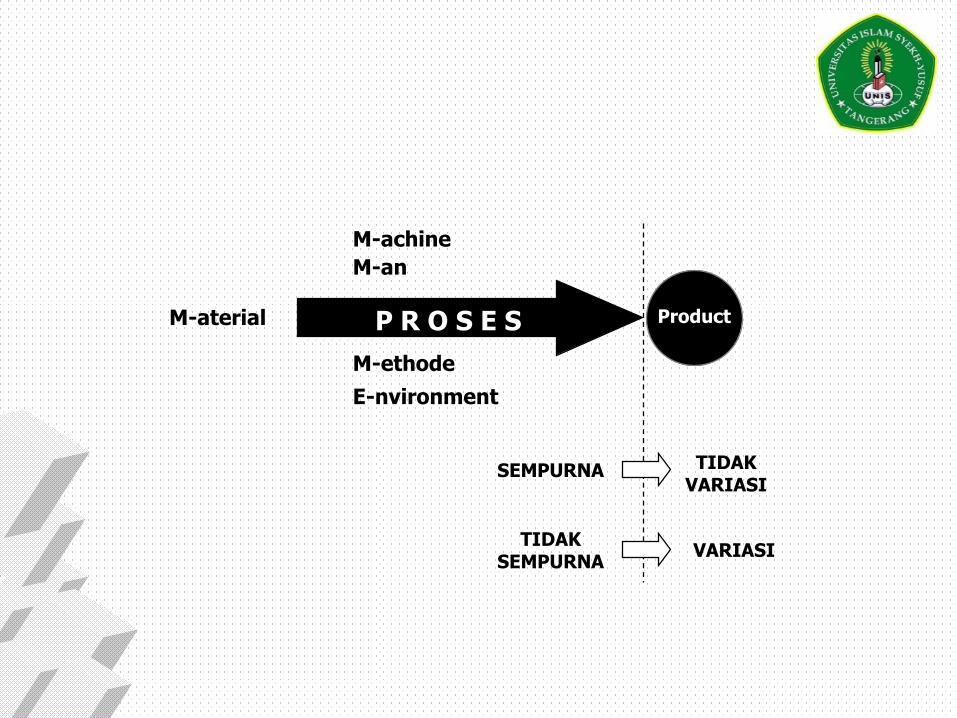
M-ethode
E-nvironment
M-achine
M-an
M-aterial P R O S E S Product
TIDAK VARIASI
SEMPURNA
TIDAK SEMPURNA
VARIASI

Seiri – Seiton – Seiso – Seiketsu - Shitsuke
Jika kita mencoba membersihkan dan menata salah
satu ruangan, mungkin bingung harus mulai dari mana
dan apa yang pertama kali harus kita kerjakan. Apalagi
jika banyak barang yang rusak dan tergeletak dan tidak
tahu kapan akan diperbaiki, belum lagi barang yang
bisa langsung dipakai tetapi tidak tahu kapan akan
dipakainya, apakah besok, bulan depan, atau mungkin
satu tahun lagi.
Apa itu 5S?

Akhirnya habis waktu hanya untuk
mempertimbangkan mau diapakan barang tersebut.
Dan bagaimana kita menata sebuah ruangan atau
kantor agar terlihat bersih, enak dilihat dan
mempermudah kita mencari barang atau alat yang
akan kita gunakan dan agar barang atau alat tersebut
selalu dalam kondisi terawat. Hal ini tidak mudah.
Apa itu 5S?

5S memberi jawaban untuk kita, karena 5S merupakan
teknik penanganan yang tepat untuk rumah, pabrik dan
dimana saja. 5S berpengaruh langsung terhadap
produktivitas.
DiIndonesia 5S mulai diperkenalkan pada bulan Mei 1991
dengan diundangnya Mr. Yashusi Fukuda oleh Pusat
Produktivitas Nasional yang diikuti peserta dari beberapa
perusahaan.
Apa itu 5S?

Mengapa Anda Perlu 5S ?
l Untuk meningkatkan kinerja keuntungan
l Mudah ditemukan dan mudah didapat
l Tidak ada yang berlebihan dan ada tempat yangluas
l Waste mudah dikenali
l Sistem standar mudah dipahami dan terlihat jelas
l Tanpa penundaan, tanpa kecelakaan dan tempatyang aman untuk bekerja
l Meningkatkan produktivitas dan efisiensi
l Meningkatkan image organisasi
• 5S adalah istilah Jepang untuk menggambarkan secara
sistematik praktek housekeeping yang baik
• Berasal dari Jepang dan terbukti efektif dibeberapa
negara
• 5S Housekeeping dikenal sebagai awal dan merupakan
pendekatan paling efektif dalam membangun suatu
bangunan dalam beberapa usaha peningkatan
produktivitas
• Dapat diterapkan secara kombinasi dengan alat lain
• 5S merupakan akronim dari 5 kata Jepang yaitu Seiri,
Seiton, Seiso, Seiketsu dan Shitsuke
Apa itu 5S?
Kendala Penerapan 5S
• Tidak paham arti pentingnya 5S.
• 5S merupakan perubahan perilakubukan sistem.
• Tidak ada semangat kerja keras.
• Melupakan yang mudah.
• Terlalu berorientasi hasil
• Tidak ada kerja team
• Kurangnya dukungan manajemen.

Tujuan 5S
• Menciptakan kepedulian danpemahaman dasar-dasar 5S
• Meningkatkan pengetahuan tentangkonsep dan teknik 5S
• Mengambil danmengimplementasikan secarabertahap prinsip dan teknik 5Sdilingkungan kerja
• Meningkatkan produktivitas danefisiensi di tempat kerja anda
• Mengidentifikasi waste dan mencaripeningkatan berkelanjutan
PSG-01 NOV 01 REV : 00 PAGE 99Apa yang anda rasakan jika suasana kerja seperti ini ?

PENGENALAN 5S
SEIRI / RINGKAS( Pemilahan )
SEITON / RAPI( Penataan )
SEISO / RESIK( Pembersihan )
SEIKETSU / RAWAT( Pemantapan )
SHITSUKE / RAJIN( Pembiasaan )

1. SEIRIR I N G K A S

SEIRI berarti memisahkan barang-barang yang diperlukan dan tidak diperlukan,dan singkirkan yang tidak diperlukan di area kerja.
Membuang yang tidak perlu dan menyimpan yang diperlukan

Sebagian alat-alat di atas dapat dipertimbangkan menjadi alat-alat yang tidak perlu, tidak penting atau berlebih.
Hilangkan dan / buang alat-alat tersebut.
TEMPAT
PERALATAN
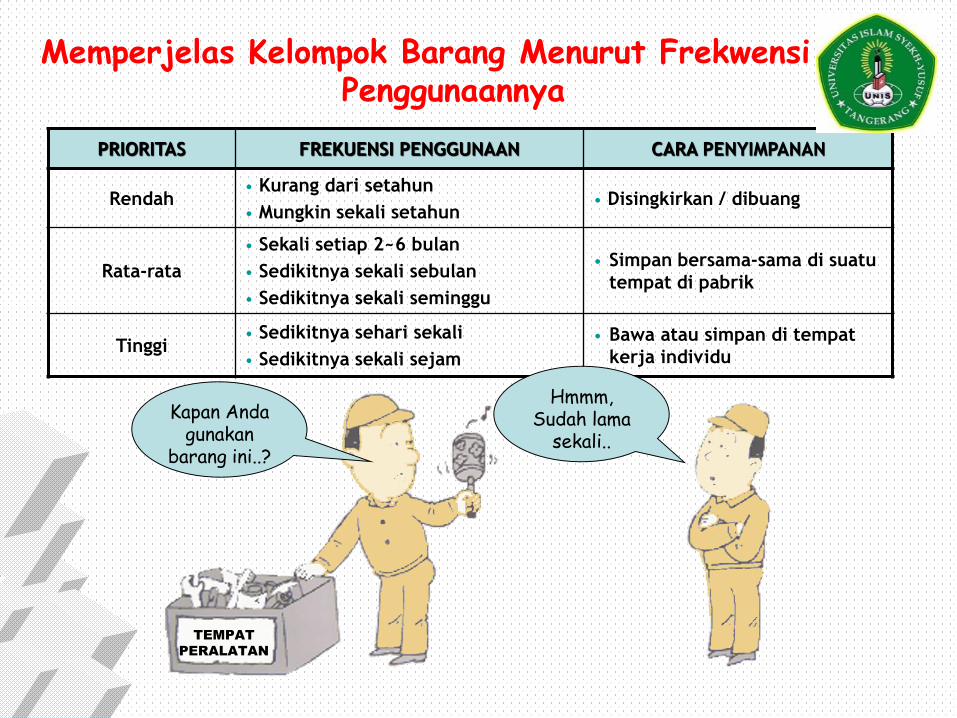
PRIORITAS FREKUENSI PENGGUNAAN CARA PENYIMPANAN
Rendah• Kurang dari setahun
• Mungkin sekali setahun• Disingkirkan / dibuang
Rata-rata
• Sekali setiap 2~6 bulan
• Sedikitnya sekali sebulan
• Sedikitnya sekali seminggu
• Simpan bersama-sama di suatu
tempat di pabrik
Tinggi• Sedikitnya sehari sekali
• Sedikitnya sekali sejam
• Bawa atau simpan di tempat
kerja individu
Memperjelas Kelompok Barang Menurut Frekwensi Penggunaannya
Kapan Anda gunakan
barang ini..?
Hmmm,Sudah lama
sekali..

Keuntungan dari gerakan SEIRI adalah :
✓ Area kerja menjadi rapi, lebih luas, operator bekerja lebih nyaman sehingga dapat meningkatkan effisiensi.
Nah ini baru
nyaman

Akibat yang akan dirasakan apabila gerakan SEIRI tidak dilakukan :
✓Area kerja dirasakan acak-acakan ( tidak rapi ), terasa sempit ( sumpek ), operator tidak nyaman, tidak aman ( safety ) dll.
✓Pemborosan dan kerugian yang berkaitan dengan unsur –unsur yang tidak perlu dan berlebihan.
Tapi saya telah membeli yang baru…..!
Lihat…!Akhirnya saya menemukannya !
✓Pemilahan apa yang benar-benar diperlukan dan yang tidak.
✓Menentukan cara-cara mengklasifikasikan atau mengambil tindakan.
✓Memutuskan apa yang harus dilakukan terhadap barang-barang yang rusak / sudah tidak dipakai yang masih ada di dalam area kerja.
Jadi SEIRI ( Ringkas ) meliputi :

2. SEITONR A P I

SEITON. Berarti menyusun dan mengatur semua barang yang diperlukan sesudah seiri, dengan cara yang rapih
Sehingga barang-barang tersusun rapi, mudah dilihat, mudah diketahui, mudah di ambil dan semuanya siap tersedia begitu barang tersebut diperlukan.
Akibat tidak dilakukannya gerakan SEITON :
✓Operator bingung dimana letak barang yang diinginkan sehingga operator harus mencari-cari.
✓Bisa terjadi salah menggunakan jig, tool dll. Karena tidak ada identifikasi / pelabelan.
✓Susah dalam pengontrolannya, karena barang tidak kelihatan jelas.
Keuntungan yang didapat dari gerakan SEITON adalah :
✓Barang tersedia dan mudah diambil ketika diperlukan ( tidak perlu mencari-cari ).
✓Dapat menghemat banyak waktu dan tenaga
✓Pengontrolannya mudah, karena sudah tersusun rapi.

Saya tahuKemarin sayaMenggunakanBarang ini Mestinya ada di
sekitar sini
Seseorang lupaMengem-balikannyake tempat
semula
Tak ada tempatPenyimpanan tertentu
Tak ada label Tidak dikembalikan padatempatnya yang benar
Mengapa pekerjaan mencari makan waktu ??

3. SEISOR E S I K

SEISO berarti mempertahankan kebersihan mesin, peralatan kerja dan tempat kerja dari segala kotoran

d. Keuntungan yang didapat dari gerakan SEISOadalah :
✓Area kerja menjadi bersih, sehingga orang yang ada di area tersebut menjadi betah dan nyaman.
✓Terhindar dari kecelakaan yang diakibatkan karena licin oleh oli dll.
d. Akibat tidak dilakukannya gerakan SEISO :
✓Area kerja kotor sehingga besar pengaruhnya terhadap kualitas barang yang dihasilkan.
✓Bisa terjadi kecelakaan dikarenakan area licin dan kotor.
Takaneh,Kalaurusak !!!

4. SEIKETSUR A W A T
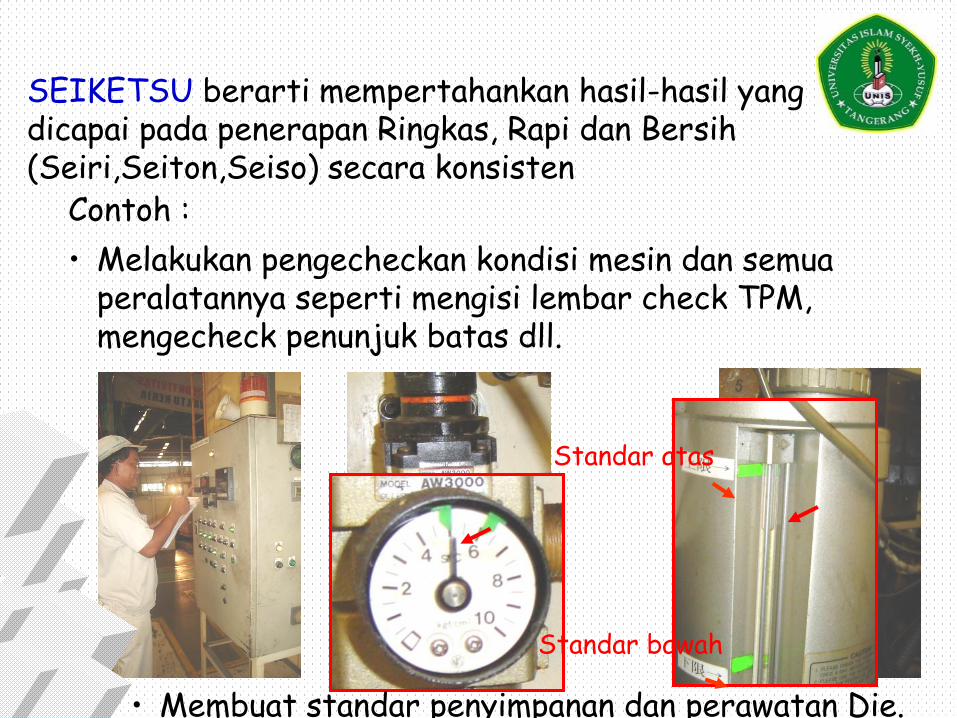
SEIKETSU berarti mempertahankan hasil-hasil yang dicapai pada penerapan Ringkas, Rapi dan Bersih (Seiri,Seiton,Seiso) secara konsisten
Contoh :
• Melakukan pengecheckan kondisi mesin dan semua peralatannya seperti mengisi lembar check TPM, mengecheck penunjuk batas dll.
Standar atas
Standar bawah
• Membuat standar penyimpanan dan perawatan Die.

Keuntungan kegiatan SEIKETSU adalah :
✓Setiap kerusakan dapat segera diketahui dan dilakukan penanggulangan secara cepat.
Setiap orangmemelihara
peralatan kerjamasing-masing
Tanpakerusakan
kecil
PemeriksaanDan perbaikan
Menjadigampang
Mencegahdegradasi
secara cepat
Timbul pera-Saan menyatuDengan pera-Latan kerja
5. SHITSUKER A J I N
SHITSUKE berarti membentuk disiplin diri dan membiasakan menjalankan 5S dengan cara menentukan standard.
Contoh :
• Selalu berusaha menjaga kebersihan dan kerapian area kerjanya.
• Tidak membuang sampah sembarangan.
• Selalu tepat waktu baik pada waktu awal kerja maupun akhir kerja.

Bekerja sesuai dengan standar kerja


Thanks!!!