student center learning -...
TRANSCRIPT
Student Center Learning
1. Buat kelompok sebanyak 4 kelompok.
2. Diskusikan materi mengenai :
Kesehatan, keamanan dan keselamatan kerja (K3).
Alat Ukur dan toleransi
Teknik penyambungan
Operasi pemotongan
3. Masing-masing kelompok membuat Poster ukuran A3
mengenai Materi Tugas.
4. Setiap anggota kelompok akan mempresentasikan materi tugas
(Poster) pada kelompok lain, disesuaikan dengan jumlah
anggota kelompok tersebut.
Perbengkelan Pertanian
Bengkel Pertanian = Tempat (bangunan atau ruangan) untuk
perawatan / pemeliharaan, perbaikan, modifikasi alat dan
mesin, tempat pembuatan bagian mesin dan perakitan alsin.
Fungsinya :
Tempat pemeliharaan /perbaikan alsin, pembuatan komponen dan
perakitan alsin
Penyimpanan suku cadang
Penyimpanan perkakas perbengkelan
Penyimpanan bahan-bahan, logam dan sebagainya, untuk kegiatan
perbengkelan
Penyimpanan bahan untuk perawatan alsin.
(Sumber : Teknik Pertanian Open University : teknoperta.wordpress.com/tulisan-
tercecer/pengantar-kuliah-perbengkelan-pertanian/)

Materi Ajar
Kesehatan dan Keselamatan Kerja1
Alat Ukur &Toleransi2
Oli & Pelumas3
Kerja Bangku4
Operasi Pemotongan Logam5
Teknik Penyambungan Logam6
Diskusi Seluruh Materi7


Pengertian K3
Kesehatan kerja Kondisi di mana para pekerja
terbebas dari berbagai potensi penyakit
fisik dan emosional yang disebabkan oleh
pekerjaan.
Keamanan kerja Kondisi dimana pekerja, aset dan
fasilitas aman dan terlindungi ketika
melakukan pekerjaan
Keselamatan kerja Kondisi di mana para pekerja
terlindungi dari potensi kecelakaan/cedera
yang disebabkan oleh berbagai hal yang
berhubungan dengan pekerjaan.
Pentingnya K3 di Bengkel
Menciptakan kondisi bengkel yang aman mulai dari input,
proses dan output
Mencegah terjadinya kerugian (loss) baik moril ataupun
materil akibat terjadinya kecelakaan di bengkel
Melakukan pengendalian terhadap risiko yang ada di
bengkel seperti cidera, luka bakar dll
Menghindari tuntutan hukum
Menjaga status kesehatan dan kebugaran pekerja pada
kondisi yang optimal
Penyebab umum kecelakaan kerja :
PERILAKU YANG TIDAK AMAN ;
KONDISI LINGKUNGAN YANG TIDAK AMAN
Sistem Manajemen K3 (SMK3)
Bagian dari sistem manajemen secara
keseluruhan yang meliputi struktur organisasi,
perencanaan, tanggung jawab, pelaksanaan,
penerapan, pencapaian, pengkajian dan
pemeliharaan kebijakan keselamatan dan
kesehatan kerja dalam rangka pengendalian
resiko yang berkaitan dengan kegiatan kerja
guna terciptanya tempat kerja yang aman,
efisien dan produktif produktif. (Permenaker
PER.05/MEN/1996).
Sistem Manajemen K3 (SMK3)
5 hal yang perlu diperhatikan :
Komitmen dan Kebijakan K3
Perencanaan
• Menetapkan standar K3
• Menetapkan tata tertip yang harus dipatuhi
• Menetapkan peraturan-peraturan
• Mensosialisasikan peraturan danperundang-undangan K3 ini kepada seluruhtenaga kerja
Penerapan/Implementasi
Pengukuran Dan Evaluasi
Management Review
Alat Pelindung Diri (APD)
Alat pelindung kaki (Sepatu Kerja) Apron
Pakaian pelindung
Alat pelindung badan (Pakaian Kerja)
Alat pelindung mata (Kacamata Kerja)
Alat pelindung tangan (Sarung Tangan)
Sarung tangan kain
Sarung tangan asbes
Sarung tangan kulit
Sarung tangan karet
Alat pelindung kepala (Helm)
Alat pelindung telinga (Ear plug)
APD lanjutan
P3K
Alat Pelindung hidung dan mulut (Masker)
Penahan debu
Saringan Cartridge Sabuk Pengaman (safety belt)
To be Continue ........
Sumber :
http://ppnisardjito.blogspot.com/2012/06/dasar-hukum-k3.html
Modul Alat Pelindung diri SMK Probolinggo
http://ilmuk3.blogspot.com/2010/09/alat-pelindung-diri-apd.html

Alat Ukur Bengkel
Mengukur adalah proses membandingkan ukuran(dimensi) yang tidak diketahui terhadap standarukuran tertentu.
Alat ukur yang biasa dipakai di bengkel:
Mistar Baja
Jangka Sorong /Caliper
Mikrometer
Feeler gauge
Jam Ukur (Dial Indicator)
Tachometer
Sound Level Meter

Mistar Baja
Mistar baja digunakan di bengkel untuk
panjang, lebar atau tebal suatu benda. Mistar
baja juga bisa dipakai menggantikan straight
edge untuk memeriksa kerataan, misalnya
kerataan kepala silindermotor/mobil.
Jangka Sorong
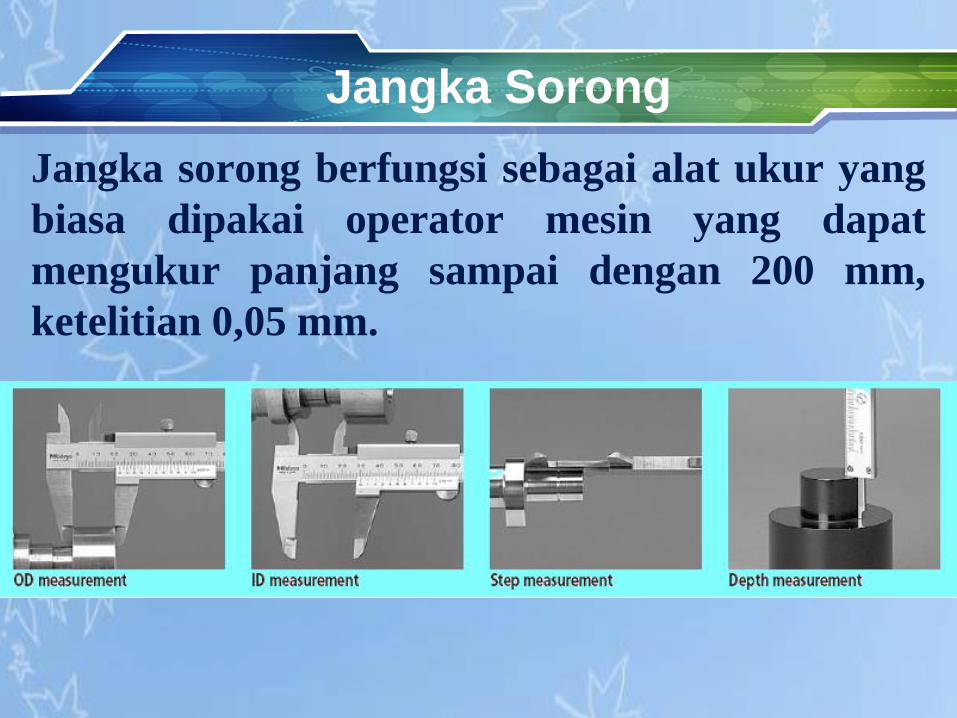
Jangka sorong berfungsi sebagai alat ukur yang
biasa dipakai operator mesin yang dapat
mengukur panjang sampai dengan 200 mm,
ketelitian 0,05 mm.
Micrometer
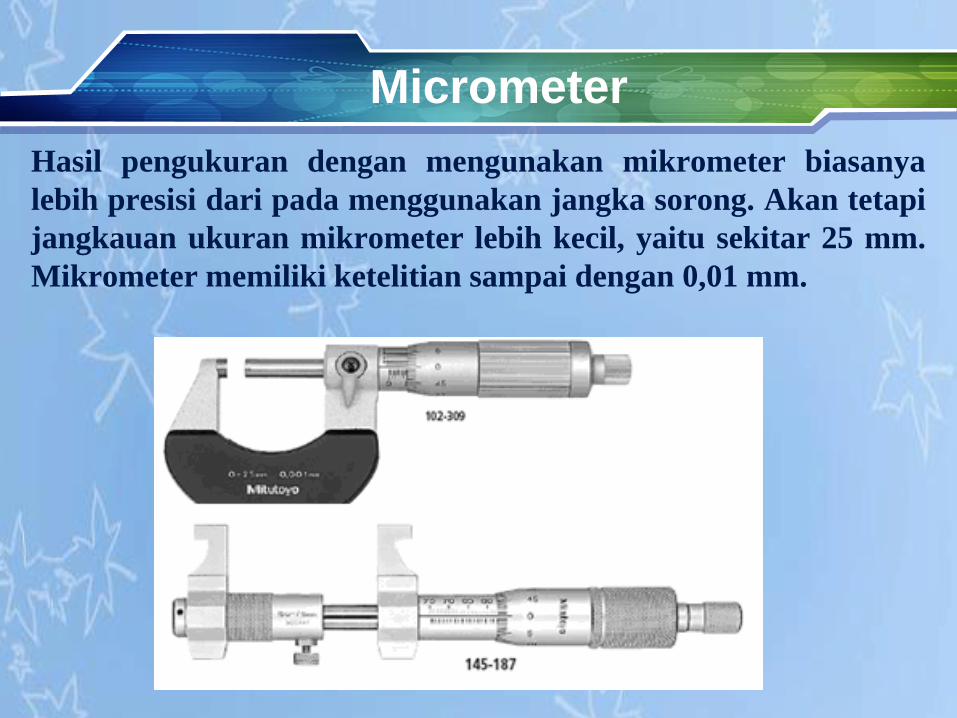
Hasil pengukuran dengan mengunakan mikrometer biasanya
lebih presisi dari pada menggunakan jangka sorong. Akan tetapi
jangkauan ukuran mikrometer lebih kecil, yaitu sekitar 25 mm.
Mikrometer memiliki ketelitian sampai dengan 0,01 mm.
Feeler gauge
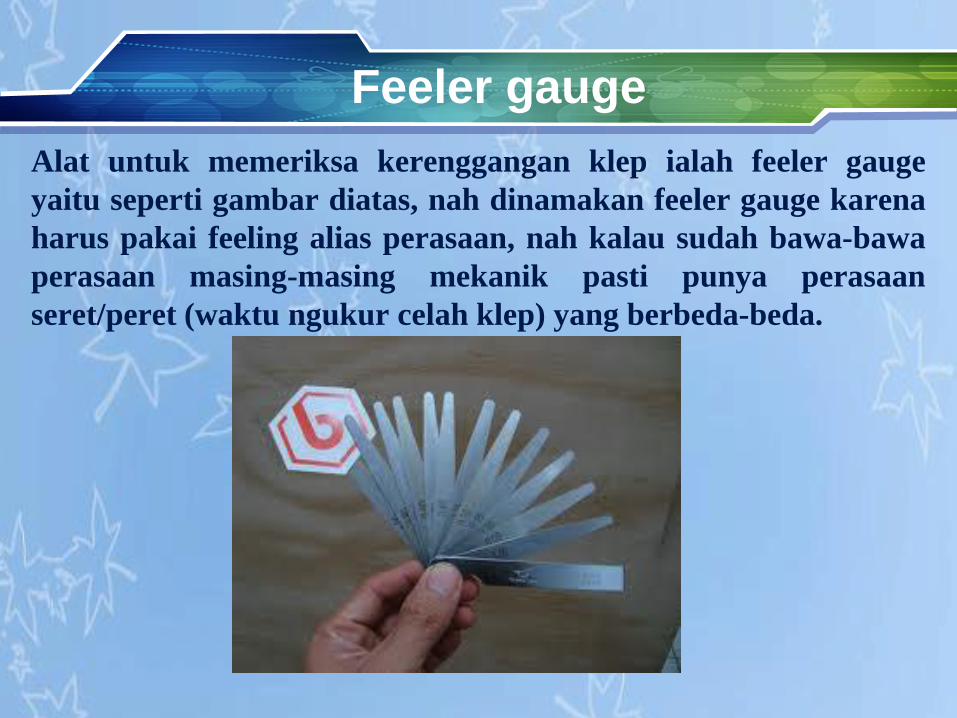
Alat untuk memeriksa kerenggangan klep ialah feeler gauge
yaitu seperti gambar diatas, nah dinamakan feeler gauge karena
harus pakai feeling alias perasaan, nah kalau sudah bawa-bawa
perasaan masing-masing mekanik pasti punya perasaan
seret/peret (waktu ngukur celah klep) yang berbeda-beda.
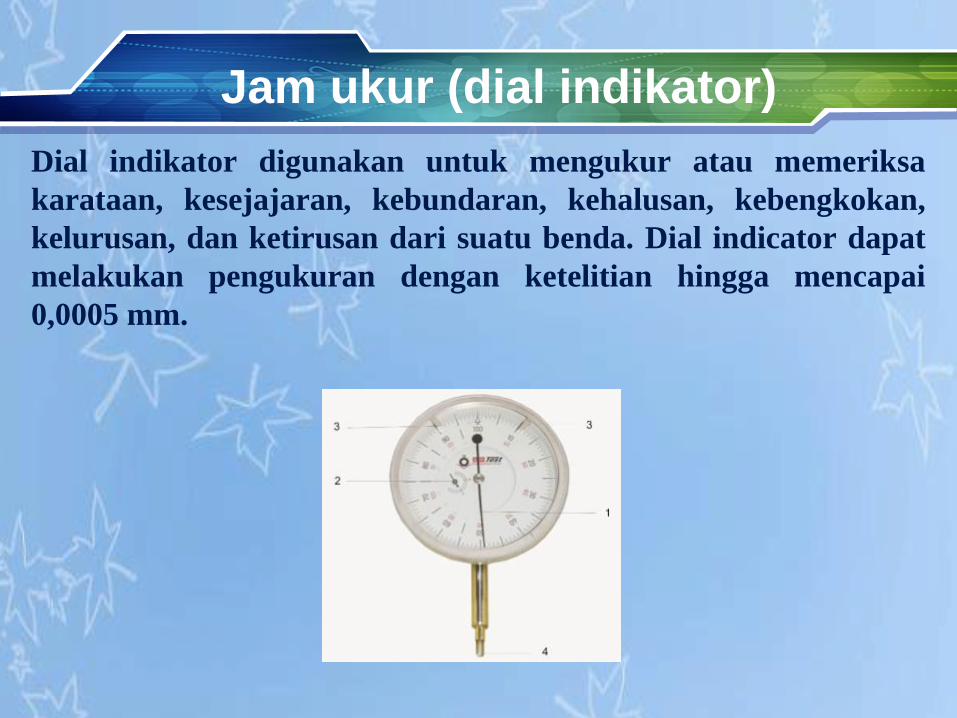
Jam ukur (dial indikator)
Dial indikator digunakan untuk mengukur atau memeriksa
karataan, kesejajaran, kebundaran, kehalusan, kebengkokan,
kelurusan, dan ketirusan dari suatu benda. Dial indicator dapat
melakukan pengukuran dengan ketelitian hingga mencapai
0,0005 mm.
Tachometer & Sound level meter
Tachometer merupakan alat yang digunakan
untuk mengukur banyak putaran / siklus dalam
satu waktu.
Sound level meter merupakan alat yang
digunakan untuk mengukur besarnya / tingginya
kebisingan dari sumber suara (dB)
GALAT (ERROR)
20
Nilai pengukuran berbeda dgn:o nilai sebenarnyao nilai pengukuran lainnya
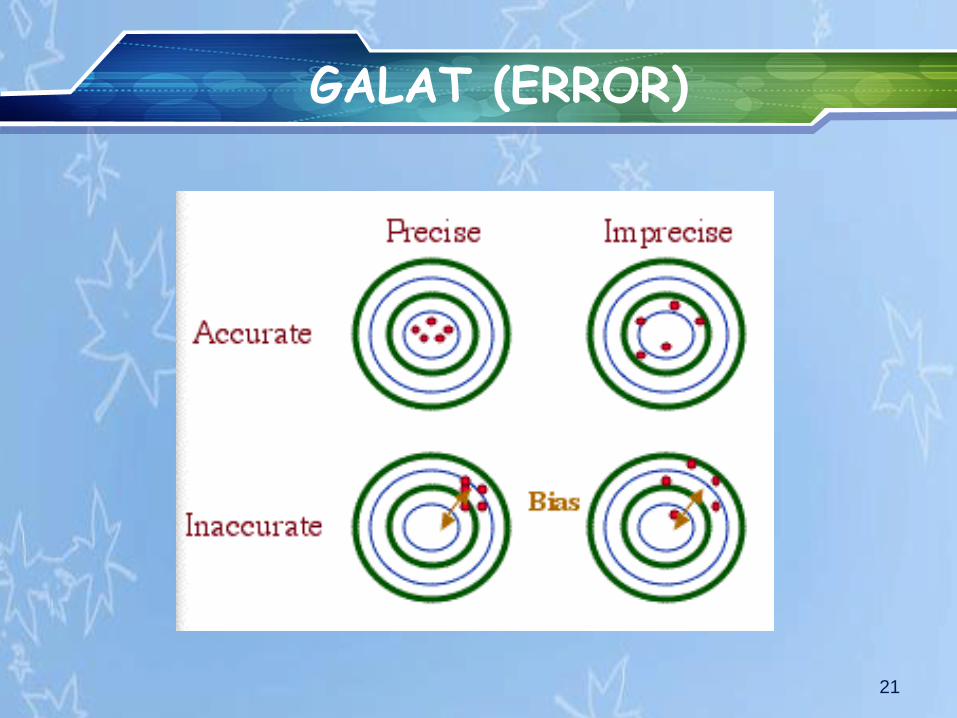
Ketepatan (accuracy) o Kedekatan nilai dgn nilai sebenarnya
Presisi (precision)o Kedekatan nilai-nilai pada pengukuran yang
berulangkali
Ketidaktentuan (Uncertainty)o Ketidaktentuan dari hasil pengukuran
GALAT (ERROR)
21
GALAT (ERROR)
22
Selalu terjadi pada setiappengukuran/observasi
Dibedakan menjadi :o Kesalahan acak (random error)
Disebabkan oleh: Keterbatasan operator Kondisi lingkungan yang tdk stabil Umumnya kecil, independen dan
terdistribusi normal Mudah dideteksi Dapat dihilangkan dgn pengukuran yg
berulangkali Contoh : penentuan angka taksiran (galat
pembacaan)
GALAT (ERROR)
23
o Kesalahan sistematis (systematic error)Disebabkan oleh : Kondisi alat tidak sempurna Adjustment yang buruk Lingkungan Metoda yang kurang tepat Akan terakumulasi Dapat direduksi dgn perbaikan metode
pengukuran Contoh : pengukuran bukan pada suhu standar
24
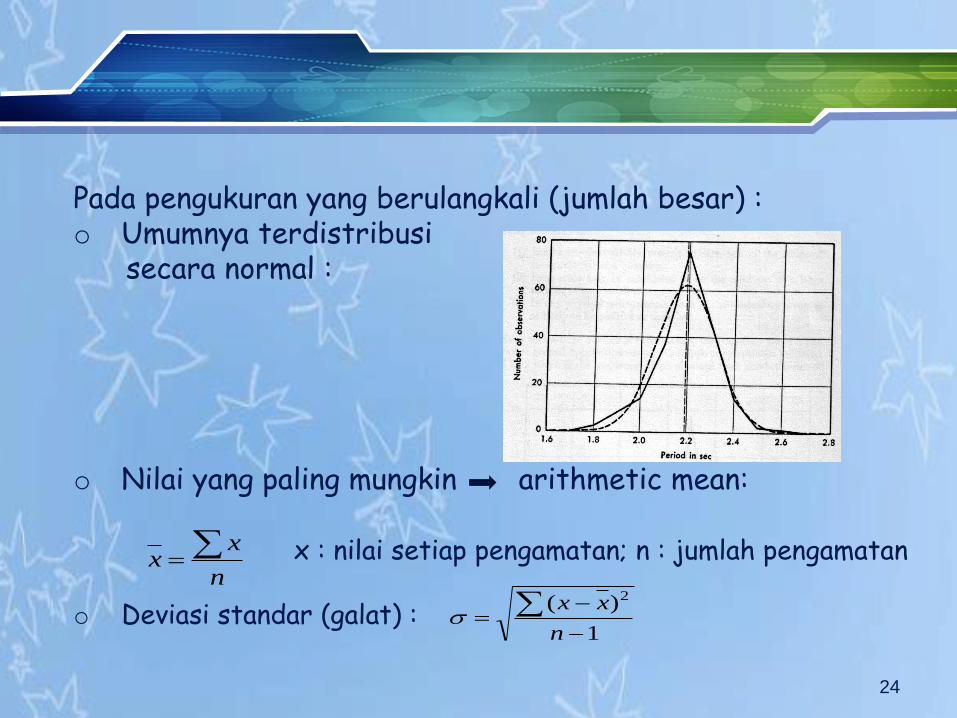
Pada pengukuran yang berulangkali (jumlah besar) :o Umumnya terdistribusi
secara normal :
o Nilai yang paling mungkin arithmetic mean:
x : nilai setiap pengamatan; n : jumlah pengamatan
o Deviasi standar (galat) :
n
xx
1
)( 2
n
xx
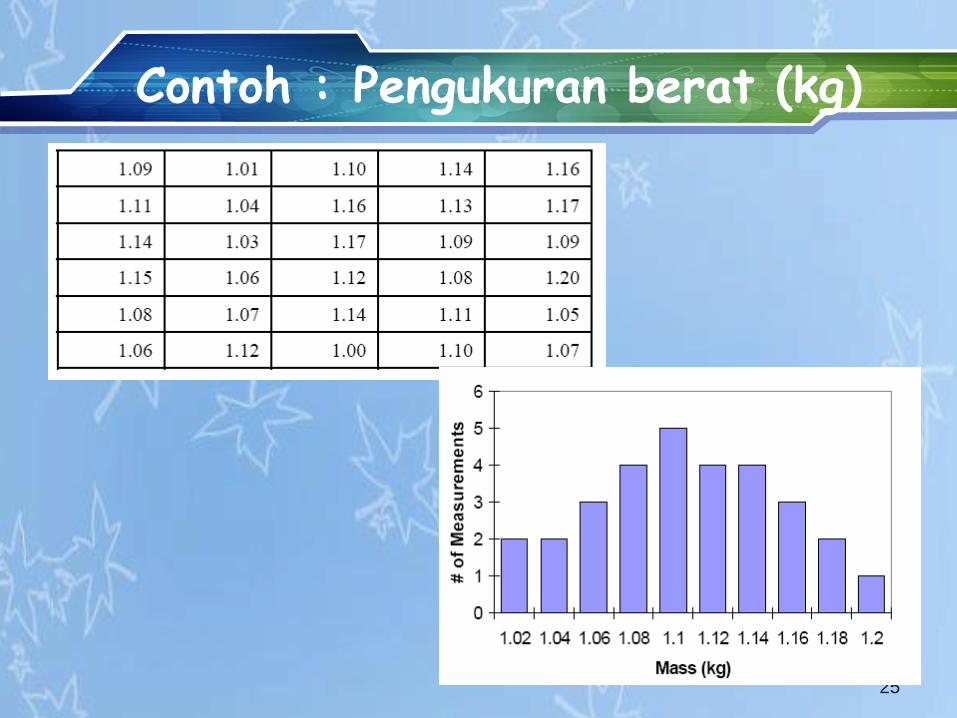
Contoh : Pengukuran berat (kg)
25
Contoh : Pengukuran berat (kg)
Berat rata-rata :
Deviasi standar :
galat pembacaan = 0.01 kg
Maka berat benda tsb =
To be Continue ........

Oli
Sistem pelumasan berguna untuk melumasi
bagian – bagian yang bergeser satu sama
lainnya.
Makin besar tekanannya, maka kekentalan
(viskositas) minyak pelumas yang dipakai juga
harus makin besar (minyak pelumas makin
kental). Angka kekentalan minyak pelumas
dinyatakan dalam SAE 10, SAE 20, SAE 40 dan
SAE 70. Pada SAE 10 dan 20, kekentalannya
kecil, SAE 40 agak kental, dan SAE 70 kental.

Guna minyak pelumas
a. Sebagai pendingin tempat – tempat yang
bergeser
b. Mencegah terjadinya benturan antar logam
dengan logam/komponen mesin seminimal
mungkin,
c. Mencegah goresan atau keausan
d. Mengurangi gaya – gaya dalam pergeseran
e. Sebagai bahan pelumas agar mesin berjalan
mulus dan bebas gangguan

Jenis Oli
Oli Mineral
Oli mineral terbuat dari oli dasar (base oil) yang diambil dari
minyak bumi yang telah diolah dan disempurnakan dan ditambah
dengan zat - zat aditif untuk meningkatkan kemampuan dan
fungsinya.
Oli Sintetis
Oli Sintetis biasanya terdiri atas Polyalphaolifins. Senyawa ini
kemudian dicampur dengan oli mineral. Inilah mengapa oli sintetis
bisa dicampur dengan oli mineral dan sebaliknya. Basis yang paling
stabil adalah polyol-ester, yang paling sedikit bereaksi bila
dicampur dengan bahan lain. Oli sintetis cenderung tidak
mengandung bahan karbon reaktif, senyawa yang sangat tidak
bagus untuk oli karena cenderung bergabung dengan oksigen
sehingga menghasilkan acid (asam) mineral terbuat dari oli dasar
(base oil) yang
Kekentalan (Viskositas)
Kekentalan merupakan salah satu unsur kandungan oli paling
rawan karena berkaitan dengan ketebalan oli atau seberapa
besar resistensinya untuk mengalir. Oli harus mengalir ketika
suhu mesin atau temperatur ambient.
Oli harus memiliki kekentalan lebih tepat pada temperatur
tertinggi atau temperatur terendah ketika mesin dioperasikan.
Dengan demikian, oli memiliki grade (derajat) tersendiri yang
diatur oleh Society of Automotive Engineers (SAE). Bila pada
kemasan oli tersebut tertera angka SAE 5W-30 berarti 5W
(Winter) menunjukkan pada suhu dingin oli bekerja pada
kekentalan 30 dan pada suhu terpanas akan bekerja pada
kekentalan 5


Pengertian
Kerja bangku yaitu pekerjaan yang
menggunakan alat yang pengoprasianya
secara manual tanpa menggunakan mesin.
Pengerjaannya membutuhkan:
Ketelitian
Keterampilan
Keuletan
Alat-alat Kerja Bangku
Alat Penanda
Penggores
Penitik
Jangka
Alat Pemotong
Gergaji
Kikir
Pahat
Tap & Sney (pemotong
ulir luar)
Gunting tangan
Alat bantu
Ragum
Palu
Plat siku
Mistar dan Jangka
Sorong
Tang
Kunci
Meja
Obeng
Alat Penanda
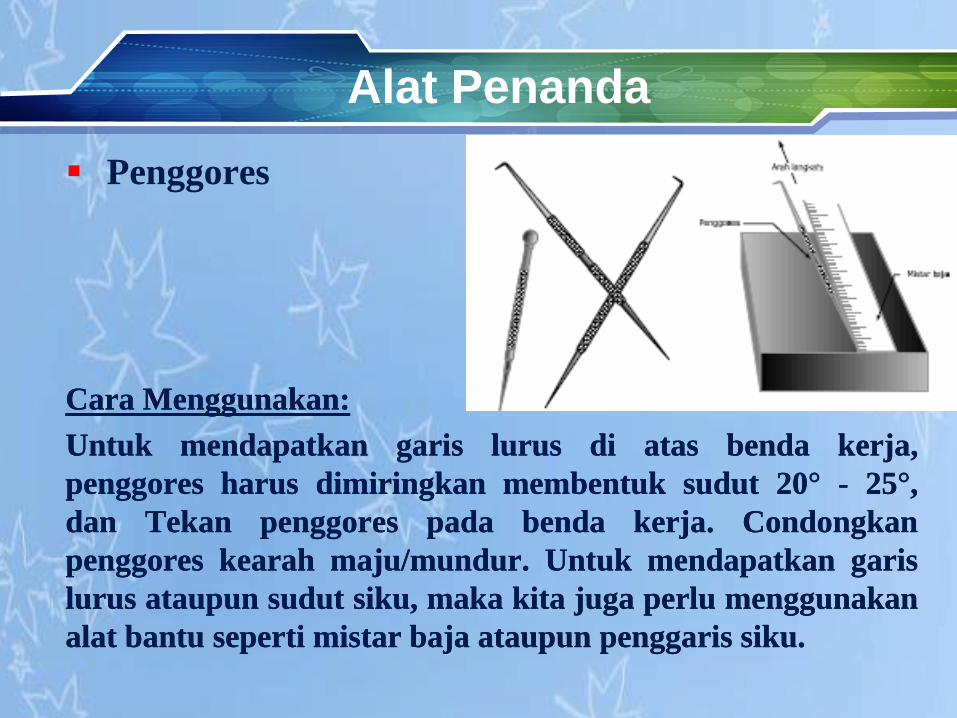
Penggores
Cara Menggunakan:
Untuk mendapatkan garis lurus di atas benda kerja,
penggores harus dimiringkan membentuk sudut 20° - 25°,
dan Tekan penggores pada benda kerja. Condongkan
penggores kearah maju/mundur. Untuk mendapatkan garis
lurus ataupun sudut siku, maka kita juga perlu menggunakan
alat bantu seperti mistar baja ataupun penggaris siku.
Cara Menggunakan:
Untuk mendapatkan garis lurus di atas benda kerja,
penggores harus dimiringkan membentuk sudut 20° - 25°,
dan Tekan penggores pada benda kerja. Condongkan
penggores kearah maju/mundur. Untuk mendapatkan garis
lurus ataupun sudut siku, maka kita juga perlu menggunakan
alat bantu seperti mistar baja ataupun penggaris siku.

Alat Penanda
Penitik
Cara Menggunakan:
Tempatkan penitik pada benda kerja dengan menggunakan
tangan kiri (harus tegak lurus) kemudian Penitik dipukul
ringan dengan menggunakan palu satu kali, selanjutnya
periksa posisinya jika sudah tepat baru dipukul dengan kuat
agar didapatkan titik yang jelas.
Alat Penanda
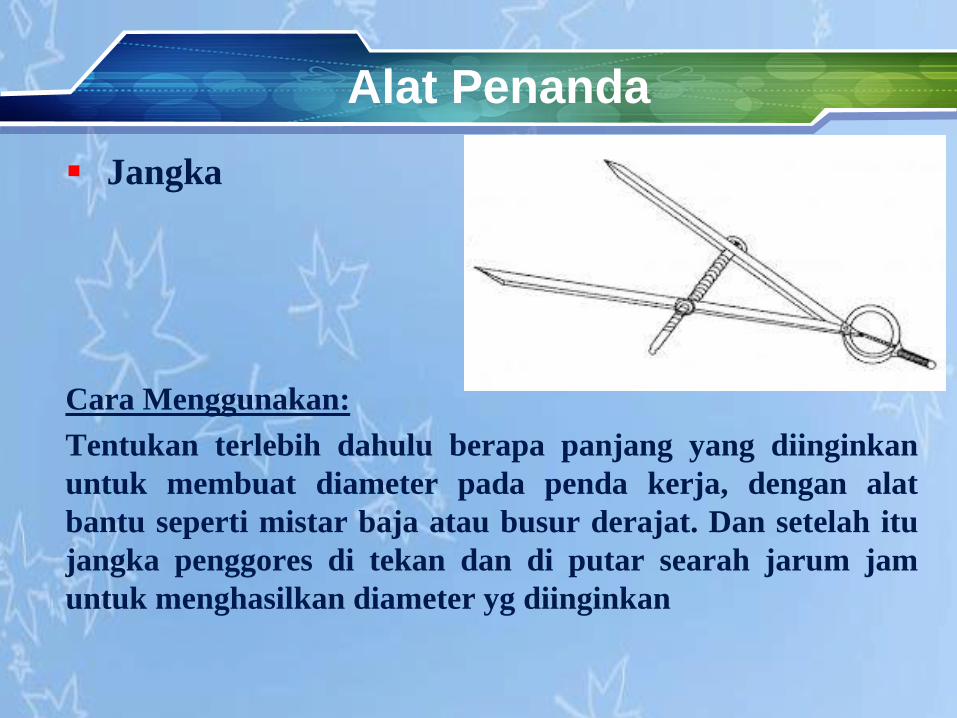
Jangka
Cara Menggunakan:
Tentukan terlebih dahulu berapa panjang yang diinginkan
untuk membuat diameter pada penda kerja, dengan alat
bantu seperti mistar baja atau busur derajat. Dan setelah itu
jangka penggores di tekan dan di putar searah jarum jam
untuk menghasilkan diameter yg diinginkan
Alat Pemotong
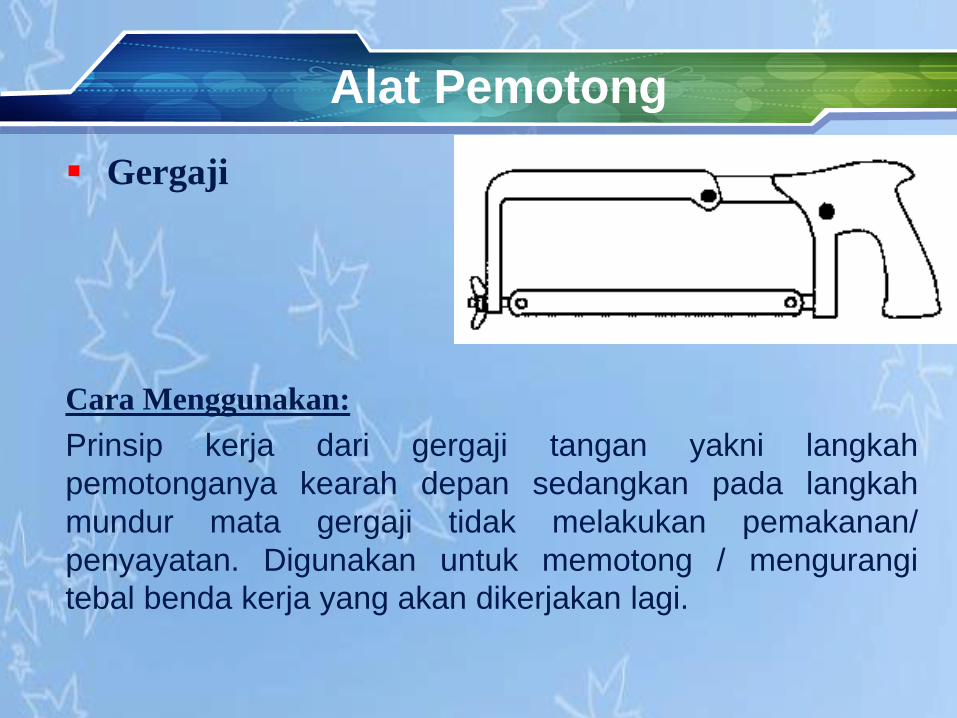
Gergaji
Cara Menggunakan:
Prinsip kerja dari gergaji tangan yakni langkah
pemotonganya kearah depan sedangkan pada langkah
mundur mata gergaji tidak melakukan pemakanan/
penyayatan. Digunakan untuk memotong / mengurangi
tebal benda kerja yang akan dikerjakan lagi.

Alat Pemotong
Kikir
Macam-macam kikir:
a. Kikir Rata
b. Kikir Segi empat
c. Kikir Bulat
d. Kikir Segitiga
e. Kikir Pilar
f. Kikir Pisau
g. Kikir Silang
Alat Pemotong
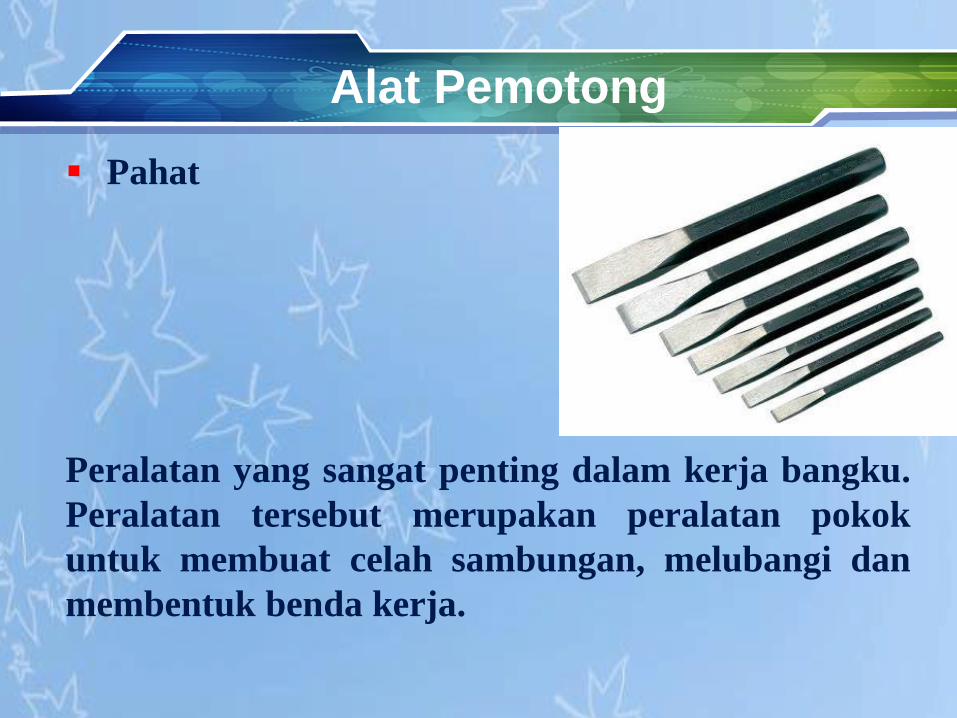
Pahat
Peralatan yang sangat penting dalam kerja bangku.
Peralatan tersebut merupakan peralatan pokok
untuk membuat celah sambungan, melubangi dan
membentuk benda kerja.
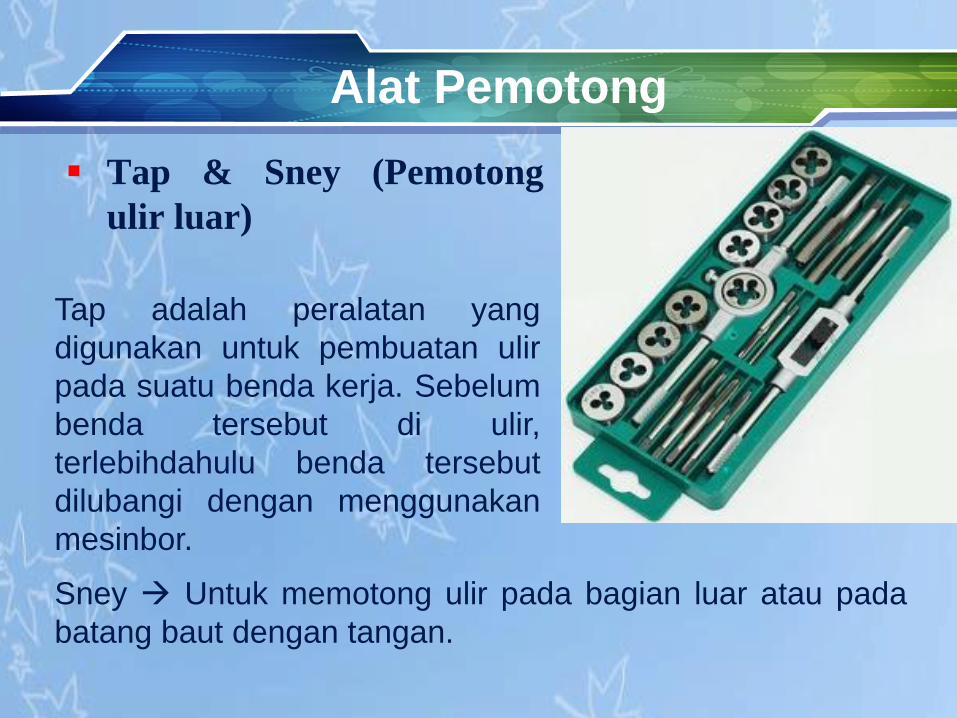
Alat Pemotong
Tap & Sney (Pemotong
ulir luar)
Tap adalah peralatan yang
digunakan untuk pembuatan ulir
pada suatu benda kerja. Sebelum
benda tersebut di ulir,
terlebihdahulu benda tersebut
dilubangi dengan menggunakan
mesinbor.
Sney Untuk memotong ulir pada bagian luar atau pada
batang baut dengan tangan.
Alat Pemotong
Gunting tangan
Gunting digunakan untuk
memotong plat besi / kawat
dan lainnya.

Alat Bantu
Meja
Ragum
Palu
Plat siku
Mistar
Jangka Sorong
Tang
Kunci
Obeng
Sumber
http://ilmu-machinery.blogspot.com/2012/12/penggores-
penitik.html
Daryanto. 2002. Keselamatan dan Kesehatan Kerja Bengkel.
Malang: Bina Adiaksara.
http://januarsutrisnoyayan.wordpress.com/2008/11/29/kerja-
bangku/

Pengertian
Operasi pemotongan dilakukan untuk mendapatkan
ukuran, bentuk, pola sesuai dengan yang di
rencanakan.
Ada tiga cara pemotongan logam :
1. Prinsip Geseran/tekan paksa (shear).
2. Prinsip Gerusan/kikis/gesekan
3. Prinsip Pemanasan/pelelehan
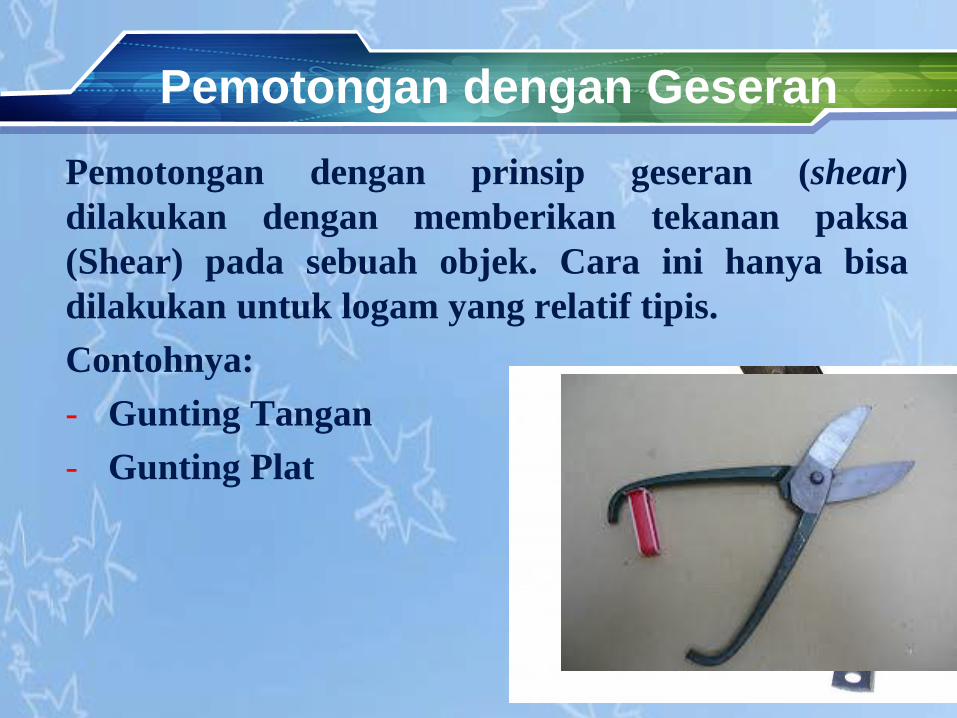
Pemotongan dengan Geseran
Pemotongan dengan prinsip geseran (shear)
dilakukan dengan memberikan tekanan paksa
(Shear) pada sebuah objek. Cara ini hanya bisa
dilakukan untuk logam yang relatif tipis.
Contohnya:
- Gunting Tangan
- Gunting Plat
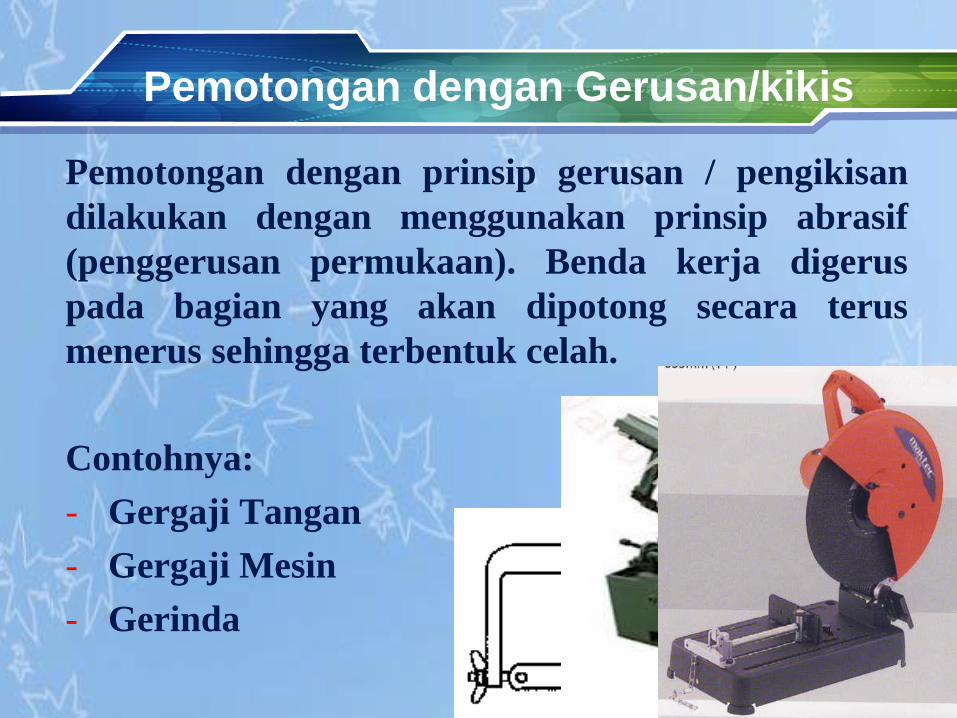
Pemotongan dengan Gerusan/kikis
Pemotongan dengan prinsip gerusan / pengikisan
dilakukan dengan menggunakan prinsip abrasif
(penggerusan permukaan). Benda kerja digerus
pada bagian yang akan dipotong secara terus
menerus sehingga terbentuk celah.
Contohnya:
- Gergaji Tangan
- Gergaji Mesin
- Gerinda
Pemotongan dengan Pemanasan
Pemotongan dengan prinsip pemanasan dilakukan
dengan melelehkan besi sehingga menjadi bagian
yang sesuai dengan yang diinginkan. Biasanya
dilakukan dengan menggunakan las. Cara ini
bisanya dilakukan untuk logam yang relatif tebal.
Contohnya:
- Pemotongan las

Pengertian
Menyatukan, atau menyambungkan dua bagian
komponen, sehingga menjadi satu kesatuan.
Ada beberapa cara penyambungan logam, yang
dapat dikelompokkan :
- Permanen
- Semi permanen, dan
- Non permanen
Sambungan Permanen
Sambungan digolongkan sebagai permanen, jika
sambungannya tidak bisa dilepas kembali kecuali
dengan merusakkan. Cara penyambungannya ialah
dengan las.
Penyambungan dengan las dipakai jika ingin
diperoleh sambungan yang permanen. Cara
penyambungannya yaitu dengan melelehkan logam
dan menyambungnya menjadi satu. Oleh karena
kedua bagian telah menyatu, pelepasan sambungan
hanya bisa dilakukan dengan memotong sambungan
tersebut (bisa dilakukan dengan berbagai cara
pemotongan).
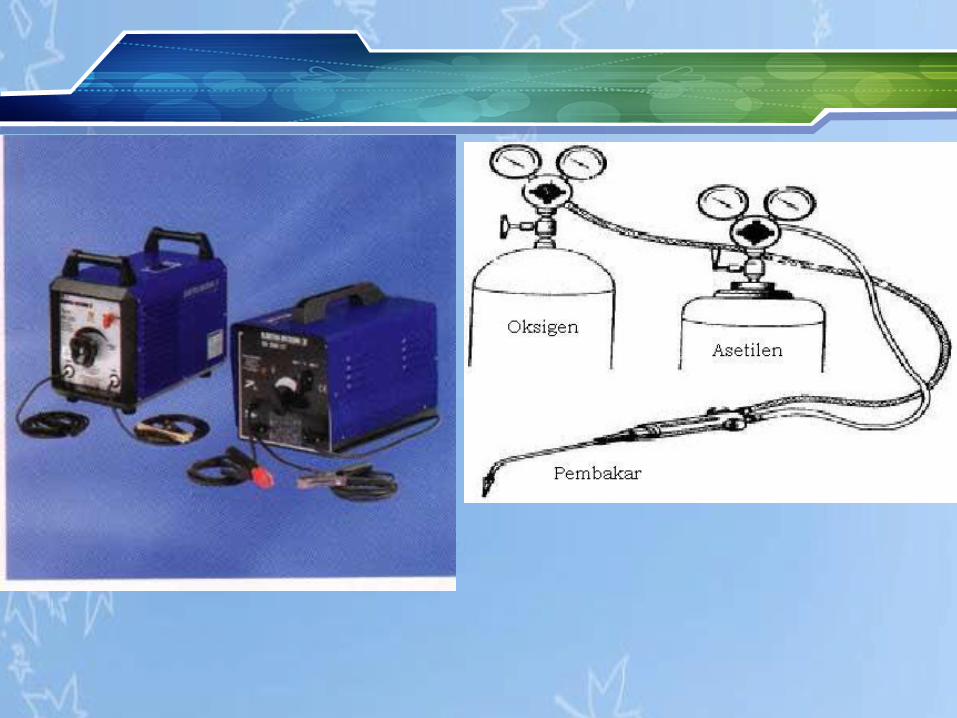
Contoh Sambungan Permanen
Las listrik
Kabel las
Penjepit elektroda dan masa (benda kerja)
Elektroda las
Perlengkapan kerja
Las karbit
• Tabung (botol) oksigen
• Tabung atau botol (generator) gas asetilen
• Regulator tekanan gas oksigen dan asetilen
• Brander dan Nozzle
• Selang oksigen dan asetilen
• Pematik api (korek api) las.
• Perlengkapan keselamatan kerja
Sambungan Semi permanen
Sambungan dinamakan semi permanen, jika
sambungannya sulit dilepas kembali. Cara
melepaskan biasanya dengan merusakkan
penyambungnya, namun bagian yang disambung
tidak rusak. Ada beberapa cara penyambungan
yang tergolong semi permanen:
- Keling
Cara keling, ialah penyambungan menggunakan
bahan penyambung yang ujungnya dibuat besar
dengan pukulan atau tekanan. Tersedia berbagai
ukuran keling, disesuaikan dengan kebutuhan.
Sambungan Semi permanen
- Lem, dipakai untuk menempel plat yang tipis.
Digunakan untuk melekatkan lembaran yang tipis.
Biasanya bagian yang ditempel adalah bagian yang ringan
dan tidak menyangga beban berat. Contoh penempelan
plat nama, dan sebagainya.
- Pemuaian
Penyambungan ini dengan memanfaatkan pemuaian
logam, untuk memperoleh sambungan yang
kedudukannya mantap jika bagian yang disambung dapat
salah satu berada di dalam yang lain. Dipakai cara
pemanasan. Bagian yang di sebelah luar dipanasi, sehingga
memuai, kemudian bagian yang di dalam ditempatkan
pada kedudukan tepatnya, setelah mendingin, akan
didapat sambungan yang kokoh dan kuat.
Non Permanen
Sambungan non permanen ialah sambungan yang bisa
dilepas kembali tanpa merusakkan: Cara yang dipakai ialah
dengan mur-baut dan klem.
Klem : Dipakai untuk penyambungan yang memerlukan
kerapatan, misal saluran gas atau cairan. Juga dipakai
untuk menyambung bagian yang sering perlu dibongkar
pasang. Ada 2 macam klem, ialah dengan pengerat pegas
dan ulir.
• Mur & Baut : Sambungan dengan mur-baut dipakai
untuk bagian yang kadangkala perlu dilepas untuk
berbagai sebab namun melepasnya tidak terlalu sering.
Tersedia beragam ukuran mur-baut, mulai yang sangat
kecil sampai yang sangat besar.
