rpp smaw pert. 1
DESCRIPTION
RPPTRANSCRIPT

SMK PGRI 3 MALANG
Program Keahlian : Mekanik Otomotif Sepeda Motor - Mekanik Otomotif Mobil - Bodi Otomotif - Teknik
Elektronika Industri - Teknik Pembangkit Tenaga Listrik - Rekayasa Perangkat Lunak - Multimedia -
Teknik Las - Teknik Pemesinan - Penjualan/Retail
Alamat : Jl. Raya Tlogomas Gg. IX No. 29 Telp (0341) 554383 Fax. (0341) 574755 Malang 65144
RENCANA PELAKSANAAN PEMBELAJARAN
(RPP)
Satuan Pendidikan : SMK PGRI 3 MALANGKelas/Semester : X / 2 (Genap) Mata Pelajaran : Teknik Las Busur Manual (SMAW)Tema : Teori Pengelasan Busur Manual (SMAW)Pertemuan Ke : 1 Alokasi Waktu : 9 x 45 menitTahun Pelajaran : 2014/2015
A. Kompetensi Inti
1. Menghayati dan mengamalkan ajaran agama yang dianutnya.
2. Menghayati dan mengamalkan perilaku jujur, disiplin, tanggung jawab, peduli
(gotong royong, kerjasama, toleran, damai), santun, responsif dan pro-aktif dan
menunjukkan sikap sebagai bagian dari solusi atas berbagai permasalahan dalam
berinteraksi secara efektif dengan lingkungan sosial dan alam serta dalam
menempatkan diri sebagai cerminan bangsa dalam pergaulan dunia.
3. Memahami, menerapkan, dan menganalisis pengetahuan faktual, konseptual,
prosedural, dan metakognitif berdasarkan rasa ingin tahunya tentang ilmu
pengetahuan, teknologi, seni, budaya, dan humaniora dalam wawasan
kemanusiaan, kebangsaan, kenegaraan, dan peradaban terkait penyebab
fenomena dan kejadian dalam bidang kerja yang spesifik untuk memecahkan
masalah.
4. Mengolah, menyaji, dan menalar dalam ranah konkret dan ranah abstrak terkait
dengan pengembangan dari yang dipelajarinya di sekolah secara mandiri,
bertindak secara efektif dan kreatif, dan mampu melaksanakan tugas spesifik di
bawah pengawasan langsung

B. Kompetensi Dasar
1.1. Menyadari sempurnanya ciptaan Tuhan tentang alam dan fenomenanya dalam
mengaplikasikan las busur manual (SMAW) pada kehidupan sehari-hari.
1.2. Mengamalkan nilai-nilai ajaran agama sebagai tuntunan dalam
mengaplikasikan las busur manual (SMAW) pada kehidupan sehari hari.
2.1. Mengamalkan perilaku jujur, disiplin, teliti, kritis, rasa ingin tahu, inovatif dan
tanggung jawab dalam dalam mengaplikasikan busur manual (SMAW) pada
kehidupan sehari-hari.
2.2. Menghargai kerjasama, toleransi, damai, santun, demokratis, dalam
menyelesaikan masalah perbedaan konsep berpikir dalam mengaplikasikan las
busur manual (SMAW) pada kehidupan sehari-hari.
2.3. Menunjukkan sikap responsif, proaktif, konsisten, dan berinteraksi secara
efektif dengan lingkungan sosial sebagai bagian dari solusi atas berbagai
permasalahan dalam melakukan tugas mengaplikasikan las busur manual
(SMAW).
3.1 Menerapkan teori pengelasan pelat dengan pelat berbagai posisi menggunakan
las busur manual (SMAW).
4.1 Melakukan pengelasan pelat dengan pelat pada sambungan tumpul posisi di
bawah tangan posisi mendatar dan posisi vertikal dengan las busur manual
(SMAW).
C. Indikator Pencapaian Kompetensi
Kognitif:
1. Mengetahui pengertian pengelasan pelat berbagai posisi menggunakan las busur
manual (SMAW).
2. Mengetahui jenis-jenis perangkat keselamatan kerja las busur manual (SMAW).
3. Menyebutkan peralatan las dan peralatan bantu las busur manual (SMAW).
4. Menjelaskan bagian-bagian utama mesin las busur manual (SMAW) beserta
fungsinya
5. Menjelaskan prosedur pengelasan pelat dengan posisi bawah tangan (1G) meng-
gunakan las busur manual (SMAW).
6. Menjelaskan pengelasan pelat pada sambungan tumpul posisi di bawah tangan
(1G) dengan las busur manual (SMAW).
7. Mengidentifikasi bahaya pekerjaan dengan menggunakan las busur manual
(SMAW).
Psikomotorik:
1. Menerapkan teknik pengelasan pelat dengan posisi bawah tangan (1G)
menggunakan las busur manual (SMAW).
2. Menerapkan prosedur pengelasan pelat dengan posisi bawah tangan (1G) meng-
gunakan las busur manual (SMAW).
3. Melakukan pengelasan pelat pada posisi di bawah tangan (1G) dengan las busur
manual (SMAW).
Afektif:
1. Menggunakan APD yang sesuai dengan pekerjaan pengelasan busur manual
(SMAW).
2. Menggunakan peralatan pengelasan (SMAW) sesuai dengan fungsinya.
3. Mengikuti SOP yang sesuai dengan pekerjaan pengelasan (SMAW).
D. Tujuan Pembelajaran
1. Disediakan gambar, peserta didik dapat menjelaskan pengertian pengelasan pelat
dengan posisi bawah tangan (1G) menggunakan las busur manual (SMAW)
secara tepat.
2. Disediakan benda nyata, peserta didik dapat menjelaskan prosedur pengelasan
pelat dengan pelat dengan posisi bawah tangan (1G) menggunakan las busur
manual (SMAW) dengan benar.
3. Melalui kegiatan diskusi, peserta didik dapat menerapkan prosedur pengelasan
pelat dengan pelat berbagai posisi menggunakan las busur manual (SMAW)
sesuai dengan fungsi peralatan pengelasan.
4. Disediakan APD, peserta didik dapat menggunakan APD dengan benar.
5. Disediakan alat, peserta didik dapat menggunakan peralatan sesuai dengan
fungsinya.
6. Disediakan alat dan benda nyata, peserta didik dapat menggunakan las busur
manual (SMAW) sesuai dengan SOP.

E. Materi Pembelajaran
1. Pengertian Las
2. Skema Pengelasan
3. Perlengkapan keselamatan kerja las
4. Posisi Pengelasan
F. Metode Pembelajaran
1. Pendekatan : Saintific Aproach
2. Metode : Ceramah, Observasi, Tanya Jawab,
Demonstrasi
G. Media, Alat dan Sumber Belajar
1. Media : LCD Proyektor, Komputer/Laptop
2. Alat : Mesin las dan kelengkapannya.
3. Sumber Belajar : Buku Teknik las SMAW jilid 1 untuk SMK
Buku Teknik las SMAW jilid 2 untuk SMK
Buku dan artikel yang sesuai
H. Kegiatan Pembelajaran
Kegiatan Deskripsi KegiatanAlokasi Waktu
Pertemuan ke 1Pendahuluan 1. Menyiapkan peserta didik secara psikis dan fisik
untuk mengikuti proses pembelajaran (salam
pembuka, berdoa, melakukan presensi untuk
memeriksa kehadiran).
5’
2. Apersepsi; mengingatkan kembali tentang materi
yang sudah dipelajari terkait dengan materi yang
akan dipelajari
5’
2. Orientasi tujuan; mengantarkan peserta didik
kepada materi pembelajaran yang akan dipelajari
dan menjelaskan tujuan pembelajaran serta langkah-5’
Kegiatan Deskripsi KegiatanAlokasi Waktu
langkah pembelajaran yang akan dilakukan.
3. Guru memberi gambaran garis besar materi yang
akan dipelajari.
5’
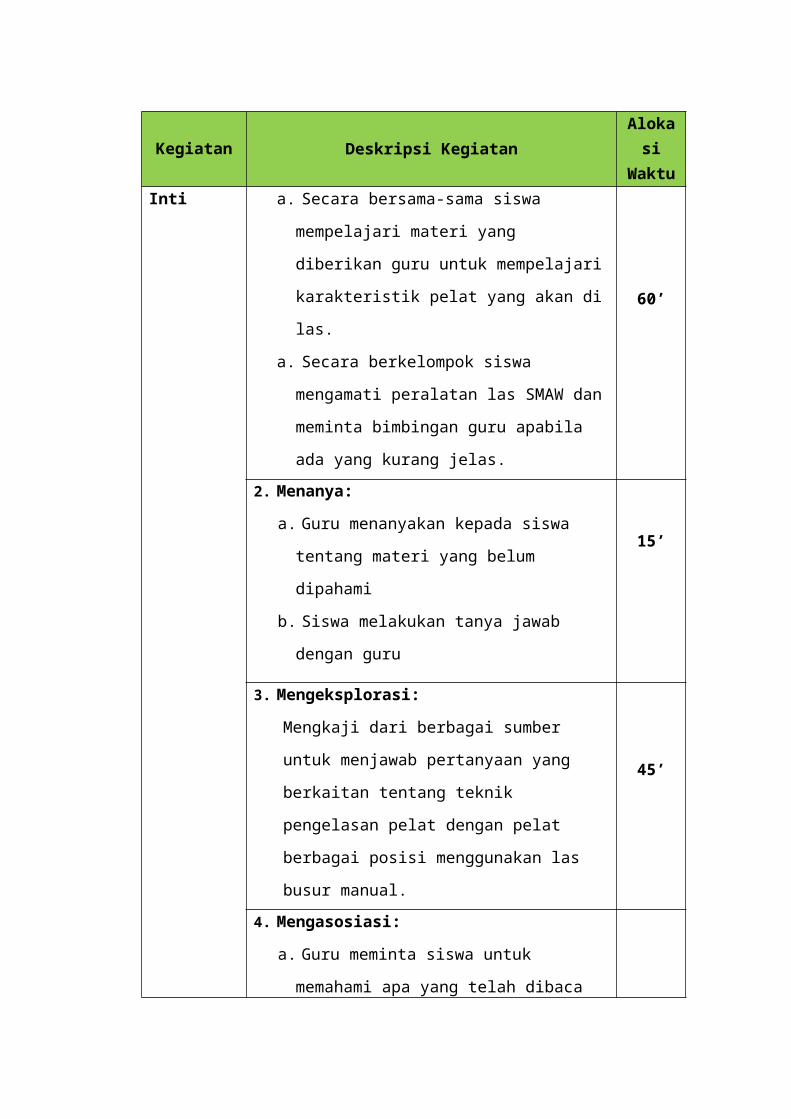
Kegiatan Inti
1. Mengamati:
a. Secara bersama-sama siswa mempelajari materi
yang diberikan guru untuk mempelajari
karakteristik pelat yang akan di las.
a. Secara berkelompok siswa mengamati peralatan
las SMAW dan meminta bimbingan guru apabila
ada yang kurang jelas.
60’
2. Menanya:
a. Guru menanyakan kepada siswa tentang materi
yang belum dipahami
b. Siswa melakukan tanya jawab dengan guru
15’
3. Mengeksplorasi:
Mengkaji dari berbagai sumber untuk menjawab
pertanyaan yang berkaitan tentang teknik
pengelasan pelat dengan pelat berbagai posisi
menggunakan las busur manual.
45’
4. Mengasosiasi:
a. Guru meminta siswa untuk memahami apa yang
telah dibaca dan diamati oleh siswa
b. Siswa memahami apa yang telah dibaca dan
diamati tentang materi teori pengelasan SMAW
c. Menggunakan lembar observasi, guru
melakukan pengamatan terhadap diskusi siswa
dan pengamatan terhadap pelaksanaan pekerjaan
siswa.
30’
5. Mengkomunikasikan:
Kegiatan Deskripsi KegiatanAlokasi Waktu
a. Menyampaikan hasil tentang teknik pengelasan
pelat dengan pelat berbagai posisi menggunakan
las busur manual.
b. Guru memberikan demonstrasi tentang prosedur
pengelasan yang benar.
c. Secara bergantian, siswa mempraktekkan
prosedur pengelasan sesuai dengan penjelasan.
110’
Penutup Kegiatan ini berupa membuat simpulan pelajaran,
refleksi terhadap kegiatan yang sudah dilaksanakan,
serta merencanakan kegiatan tindak lanjut dalam
bentuk tugas kelompok atau individu. Kegiatan
tersebut meliputi:
1. Peserta didik menanyakan hal-hal yang masih ragu
dan melaksanakan evaluasi
2. Guru membantu peserta didik untuk menjelaskan
hal-hal yang diragukan sehingga informasi menjadi
benar dan tidak terjadi kesalahpahaman terhadap
materi.
3. Peserta didik menyimpulkan materi di bawah
bimbingan guru.
4. Guru memberi topik pembelajaran untuk pertemuan
selanjutnya
5. Guru mengakhiri kegiatan belajar dengan
memberikan motivasi untuk belajar bersungguh-
sungguh.
15’
I. Penilaian Proses dan Hasil Belajar1. Jenis/teknik penilaian
Jenis penilaian yang digunakan dalam pembelajaran yaitu tes tulis dan
pengamatan
2. Bentuk penilaian dan instrumen
Bentuk penilaian dan instrumen yang digunakan dalam pembelajaran
yaitu tes tulis/uraian dan lembar pengamatan siswa
3. Teknik Penilaian
No
Aspek yang dinilaiTeknik Penilaian
Waktu Penilaian
1
Sikap /Afektif:
a. Aktif b. Disiplinc. Jujurd. Tanggung Jawabe. Toleranf. Bekerjasamag. Persiapanh. Pelaaksanaani. Hasilj. Pelaporan
Observe (Pengamatan)
Selama pembelajaran
2
Pengetahuan /Kognitif:
a. Mampu memecahkan permasalahan dilihat dari hasil pengerjaan diskusi kelompok
b. Mampu menjawab pertanyaan dilihat dari hasil pengerjaan tugas diskusi
Tes Tertulis
Penyelesaian tugas diskusi kelompok
3
Ket e rampilan /Psikomotorik:
a. Hasil Praktikum
Psikomotorik
Selama kegiatan praktikum
Tugas Praktikum Lampiran 2

Malang, ………2015Ketua Kompetensi Keahlian Guru Mata PelajaranTeknik Pemesinan
(...........................................) (Anthoni Rahman, S.T)
Mengetahui,Kepala SMK PGRI 3 Malang
(Moch. Lukman Hakim, S.T)

LAMPIRAN

Lampiran 1 Lembar pengamatan sikap
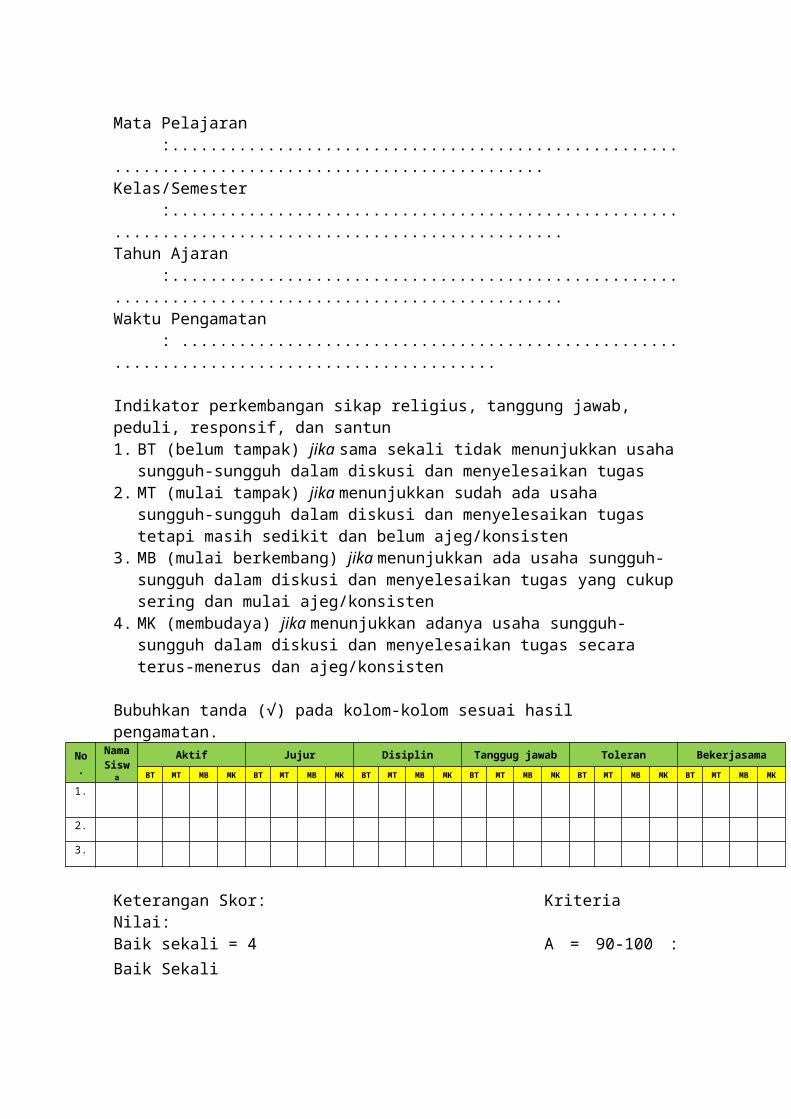
LEMBAR PENGAMATAN SIKAP
Mata Pelajaran :..................................................................................................Kelas/Semester :....................................................................................................Tahun Ajaran :....................................................................................................Waktu Pengamatan : ............................................................................................
Indikator perkembangan sikap religius, tanggung jawab, peduli, responsif, dan santun1. BT (belum tampak) jika sama sekali tidak menunjukkan usaha sungguh-sungguh
dalam diskusi dan menyelesaikan tugas2. MT (mulai tampak) jika menunjukkan sudah ada usaha sungguh-sungguh dalam
diskusi dan menyelesaikan tugas tetapi masih sedikit dan belum ajeg/konsisten 3. MB (mulai berkembang) jika menunjukkan ada usaha sungguh-sungguh dalam
diskusi dan menyelesaikan tugas yang cukup sering dan mulai ajeg/konsisten4. MK (membudaya) jika menunjukkan adanya usaha sungguh-sungguh dalam diskusi
dan menyelesaikan tugas secara terus-menerus dan ajeg/konsisten
Bubuhkan tanda (√) pada kolom-kolom sesuai hasil pengamatan.
No.Nama Siswa
Aktif Jujur Disiplin Tanggug jawab Toleran Bekerjasama
BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK
1.
2.
3.
Keterangan Skor: Kriteria Nilai:Baik sekali = 4 A = 90-100 : Baik SekaliBaik = 3 B = 70-89 : BaikCukup = 2 C = 50-69 : CukupKurang = 1 D = <50 : Kurang

Lampiran 2 Lembar Penilaian Praktikum
I. TUJUAN PENGAJARAN
a. Siswa dapat mensetting las SMAW
b. Siswa dapat membuat sambungan tumpul dengan posisi 1F dengan benar
c. Siswa dapat melakukan pekerjaan dengan mesin las sesuai dengan SOP
d. Siswa dapat menggunakan peralatan bantu sesuai dengan fungsinya
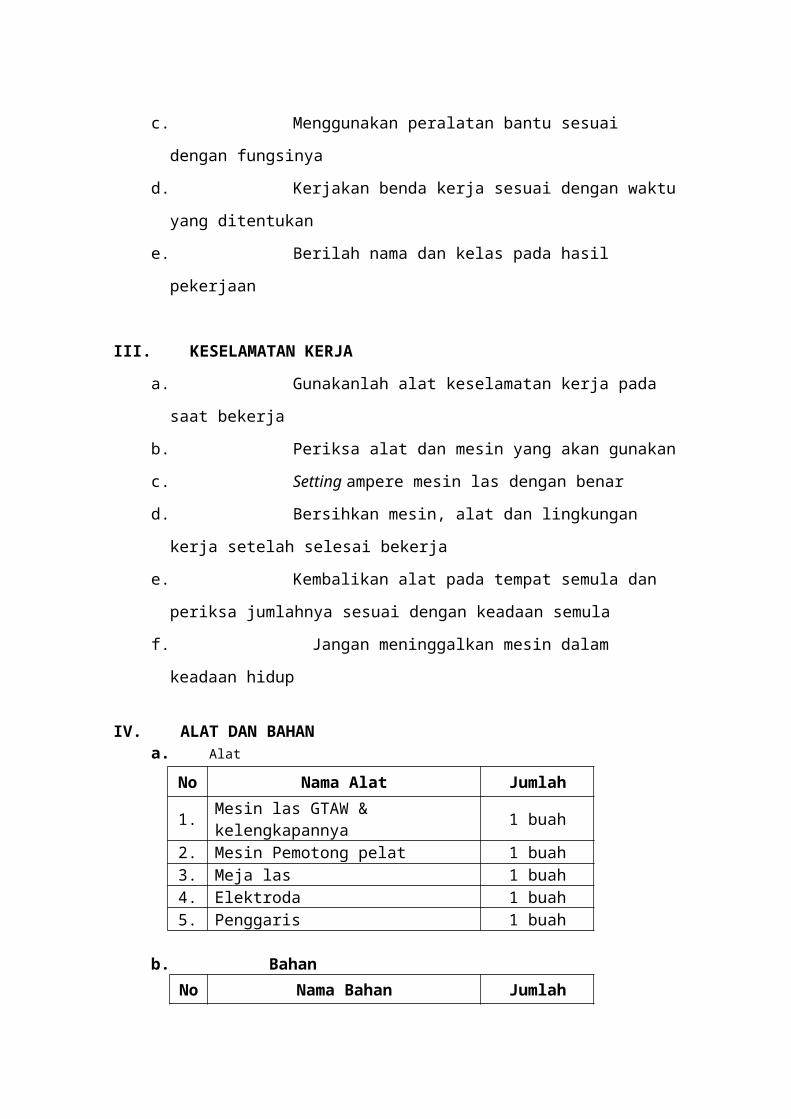
II. PETUNJUK PENGERJAAN
a. Tugas bersifat individu
b. Mensetting mesin las SMAW
c. Menggunakan peralatan bantu sesuai dengan fungsinya
d. Kerjakan benda kerja sesuai dengan waktu yang ditentukan
e. Berilah nama dan kelas pada hasil pekerjaan
III. KESELAMATAN KERJA
a. Gunakanlah alat keselamatan kerja pada saat bekerja
b. Periksa alat dan mesin yang akan gunakan
c. Setting ampere mesin las dengan benar
d. Bersihkan mesin, alat dan lingkungan kerja setelah selesai
bekerja
e. Kembalikan alat pada tempat semula dan periksa jumlahnya
sesuai dengan keadaan semula
f. Jangan meninggalkan mesin dalam keadaan hidup
IV. ALAT DAN BAHANa. Alat
No Nama Alat Jumlah
1. Mesin las GTAW & kelengkapannya 1 buah2. Mesin Pemotong pelat 1 buah3. Meja las 1 buah4. Elektroda 1 buah

5. Penggaris 1 buah
b. Bahan
No Nama Bahan Jumlah
1. Besi pelat ukuran 120 mm x 70 mm 1 buahV. LANGKAH-LANGKAH PENGELASAN
1. Mengeset mesin las
2. Menyetel arus pengelasan sampai 80 - 160A, tebal plat 9 mm
3. Membersihkan permukaan logam dasar.
4. Mengatur logam induk secara mendatar pada meja kerja.
2. Lakukan pengelasan awal dengan membuat kepala, posisi elektroda tegak
lurus (90°) dengan benda kerja ditahan selama 2 detik.
3. Setelah membuat kepala las, buat kemiringan elektroda yang semula tegak
lurus menjadi kemiringan elektroda antara 10 derajat-20 derajat terhadap
garis vertikal kearah jalan elektroda dan 70 derajat- 80 derajat terhadap benda
kerja.
4. Selanjutnya lakukan jalan pengelasan untuk membuat badan las dengan
mengeser lelehan elektroda secara perlahan.
5. Setelah badan las terbentuk, buatlah ekor las dengan cara menahan elektroda
selama 2 detik, kemudian dorong elektroda kembali ke bagian badan las, lalu
angkat elektroda.
6. Setelah elektroda ukurannya mencapai 2 cm, buang sisa elektroda ke tempat
yang sudah disediakan.
7. Bersihkan kerak dari hasil pengelasan dengan cara dipukul dengan palu.
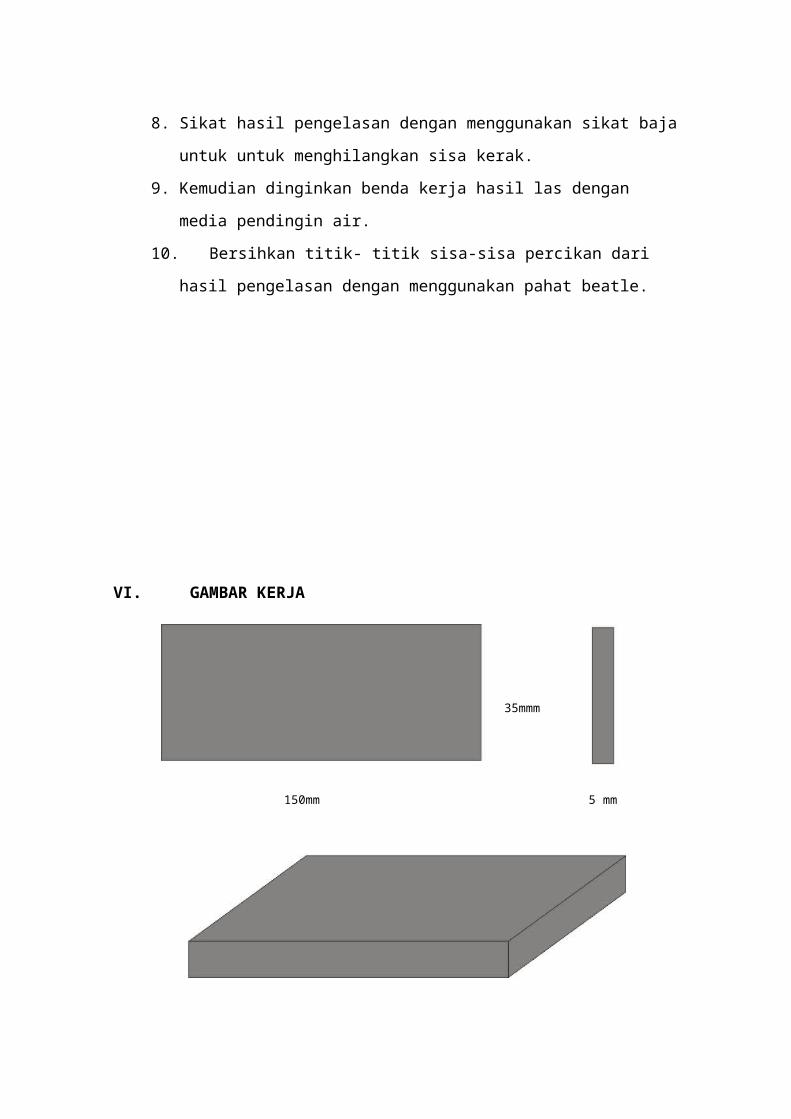
8. Sikat hasil pengelasan dengan menggunakan sikat baja untuk untuk
menghilangkan sisa kerak.
9. Kemudian dinginkan benda kerja hasil las dengan media pendingin air.
10. Bersihkan titik- titik sisa-sisa percikan dari hasil pengelasan dengan
menggunakan pahat beatle.

VI. GAMBAR KERJA
SMAW 1F
150mm
35mmmm
5 mm mmmm
VII. LEMBAR PENILAIAN BENDA KERJANO. ASPEK PENILAIAN KRITERIA PENILAIAN SKOR
1. Sikap Kerja
Memenuhi keselamatan kerja
Kurang memenuhi keselamatan kerja
Tidak memenuhi keselamatan kerja
5
2
0
1. Keselamatan Kerja
2. Penggunaan Alat Penggunaan alat sesuai prosedur
Kurang sesuai prosedur
Penggunaan alat tidak sesuai prosedur
5
2
0
3. Langkah Kerja Langkah kerja sesuai prosedur
Langkah kerja kurang prosedur
Langkah kerja tidak prosedur
5
2
0
2. Hasil Kerja
Lebar lasan ± 2 x Ø elektroda
Tidak sesuai lebar lasan
15
8
1. Lebar lasan
2. Beda Permukaan Rata toleransi ± 0,3 mm
Diluar toleransi
15
8
3. Kerapian Rigi las Rigi las rapi
Rigi las kurang rapi
Rigi las tidak rapi
15
8
0
4. Overlapping Pengelasan lurus tidak overlapp
Pengelasan kurang lurus
Pengelasan tidak lurus sama sekali
15
8
0
5. Kebersihan Bersih dari kotoran
Terdapat kotoran
15
8
3. Waktu Penyelesaian
Lebih cepat/tepat waktu
Terlambat ≤ 10 menit
Terlambat ≥ 10 menit
10
5
0
1. Tepat/Cepat

Lampiran 3 Materi Pembelajaran
A. Pengertian Las
Definisi las adalah suatu proses penyambungan pelat atau logam menjadi
satu akibat panas dengan atau tanpa tekanan. Yaitu dengan cara logam yang akan
disambung dipanaskan terlebih dahulu sehingga meleleh, kemudian baru
disambung dengan bantuan perekat (filler). Selain itu las juga bisa didefinisikan
sebagai ikatan metalurgi yang timbul akibat adanya gaya tarik antara atom.
Las Busur Manual
Proses pengelasan merupakan ikatan metalurgi antara bahan dasar yang
dilas dengan elektroda las yang digunakan, melalui energi panas. Energi masukan
panas ini bersumber dari beberapa alternatif diantaranya energi dari panas
pembakaran gas, atau energi listrik. Panas yang ditimbulkan dari hasil proses
pengelasan ini melebihi dari titik lebur bahan dasar dan elektroda yang di las.
Kisaran temperatur yang dapat dicapai pada proses pengelasan ini mencapai 2000-
3000º C. Pada temperatur ini daerah yang mengalami pengelasan melebur secara
bersamaan menjadi suatu ikatan metalurgi logam lasan.
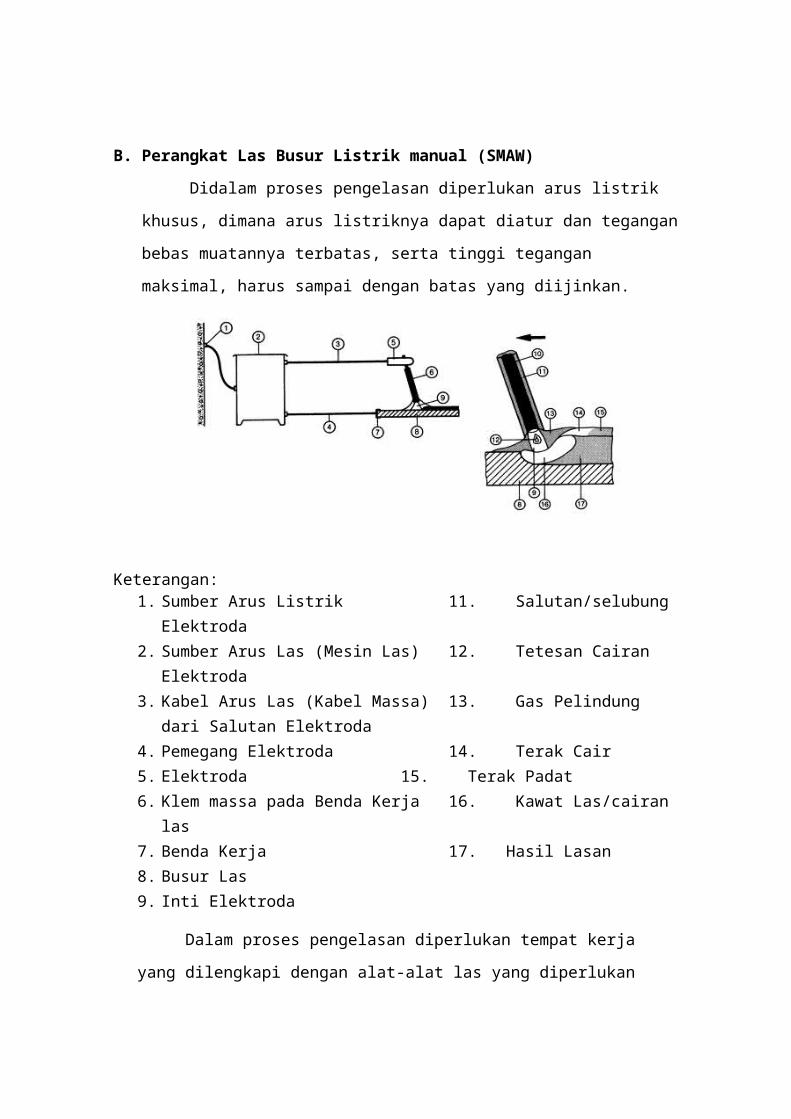
B. Perangkat Las Busur Listrik manual (SMAW)
Didalam proses pengelasan diperlukan arus listrik khusus, dimana arus
listriknya dapat diatur dan tegangan bebas muatannya terbatas, serta tinggi
tegangan maksimal, harus sampai dengan batas yang diijinkan.
Keterangan:1. Sumber Arus Listrik 11. Salutan/selubung Elektroda
2. Sumber Arus Las (Mesin Las) 12. Tetesan Cairan Elektroda3. Kabel Arus Las (Kabel Massa) 13. Gas Pelindung dari Salutan Elektroda4. Pemegang Elektroda 14. Terak Cair5. Elektroda 15. Terak Padat6. Klem massa pada Benda Kerja 16. Kawat Las/cairan las7. Benda Kerja 17. Hasil Lasan8. Busur Las9. Inti Elektroda
Dalam proses pengelasan diperlukan tempat kerja yang dilengkapi dengan
alat-alat las yang diperlukan serta kelengkapannya. Perlengkapan tempat kerja
didalam pengelasan berupa:
1. Meja las yang terbuat dari baja dan tempat duduk berupa kursi kerja. Tempat
kerja ini dilengkapi pelindung ruang dengan memakai gordin pemisah, agar
lingkungan kerja yang lain tidak terganggu oleh adanya cahaya busur listrik.
Tempat kerja sebaiknya dilengkapi dengan penghisap asap untuk menghisap
uap, gas-gas dan asap dari atas meja kerja.
Gambar 1. Stan Las
2. Pesawat mesin las yang digunakan pada pengelasan busur listrik manual
bermacam-macam, tetapi bila ditinjau dari jenis arus yang keluar (output) dari
mesin las dapat digolongkan sebagai berikut:
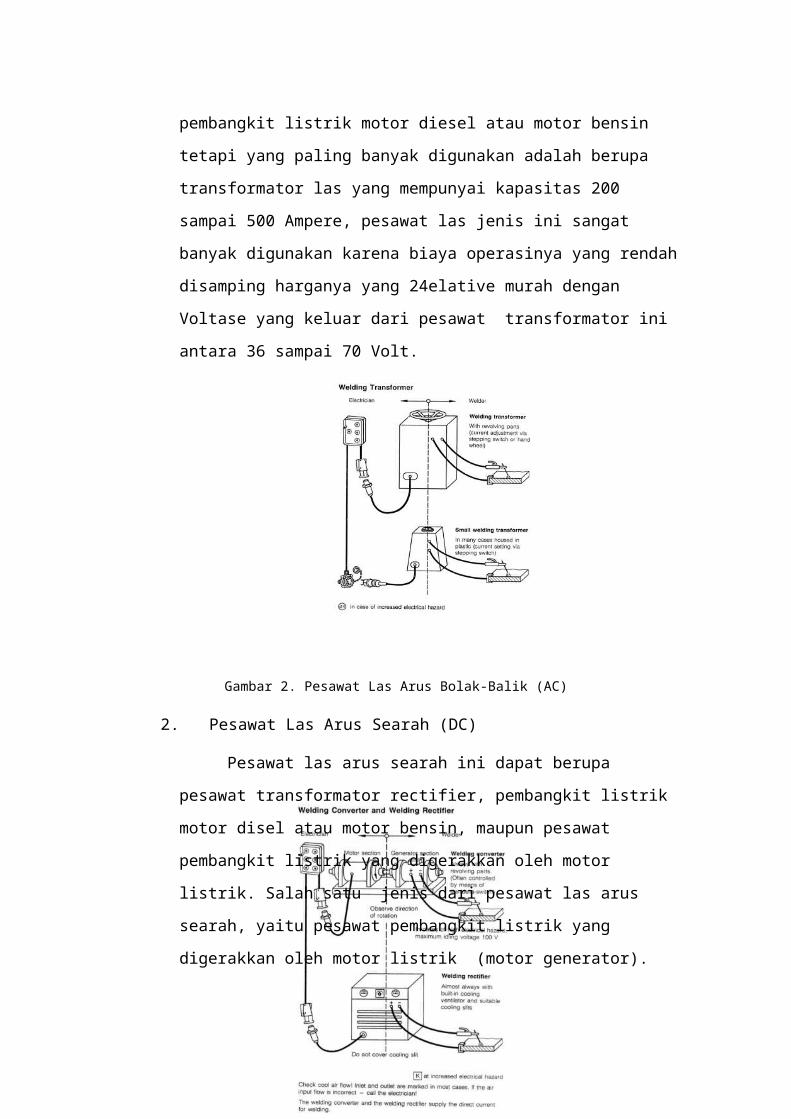
1. Pesawat Las Arus Bolak-Balik (AC)
Macam-macam pesawat las dari jenis pesawat las arus bolak balik ini
dapat berupa transformator las, pembangkit listrik motor diesel atau motor

bensin tetapi yang paling banyak digunakan adalah berupa transformator las
yang mempunyai kapasitas 200 sampai 500 Ampere, pesawat las jenis ini
sangat banyak digunakan karena biaya operasinya yang rendah disamping
harganya yang 17elative murah dengan Voltase yang keluar dari pesawat
transformator ini antara 36 sampai 70 Volt.
Gambar 2. Pesawat Las Arus Bolak-Balik (AC)
2. Pesawat Las Arus Searah (DC)
Pesawat las arus searah ini dapat berupa pesawat transformator
rectifier, pembangkit listrik motor disel atau motor bensin, maupun pesawat
pembangkit listrik yang digerakkan oleh motor listrik. Salah satu jenis dari
pesawat las arus searah, yaitu pesawat pembangkit listrik yang digerakkan
oleh motor listrik (motor generator).
Gambar 3. Pesawat Las Arus Searah (DC)C. Perlengkapan Keselamatan Kerja
1. Helm Las
Helm Ias maupun tabir las digunakan untuk melindungi kulit muka dan
mata dari sinar las (sinar ultra violet dan ultra merah) yang dapat merusak kulit
maupun mata, Sinar Ias yang sangat terang/kuat itu tidak boleh dilihat dangan
mata langsung sampai jarak 16 meter. Helm las ini dilengkapi dengan kaca
khusus yang dapat mengurangi sinar ultraviolet dan ultra merah tersebut. Ukuran
kaca Ias yang dipakai tergantung pada pelaksanaan pengelasan. Umumnya
penggunaan kaca las adalah sebagai berikut:
1. No. 6. dipakai untuk Ias titik
2. No. 6 dan 7 untuk pengelasan sampai 30 amper.
3. No. 6 untuk pengelasan dari 30 sampai 75 amper.
4. No. 10 untuk pengelasan dari 75 sampai 200 amper.
5. No. 12. untuk pengelasan dari 200 sampai 400 amper.
6. No. 14 untuk pangelasan diatas 400 amper.
Untuk melindungi kaca penyaring ini biasanya pada bagian luar maupun dalam
dilapisi dengan kaca putih.
Gambar 4. Helm Las
2. Sarung Tangan

Sarung tangan dibuat dari kulit atau asbes lunak untuk memudahkan
memegang pemegang elektroda. Pada waktu mengelas harus selalu di pakai
sepasang sarung tangan.
Gambar 5. Sarung Tangan Las
3. Baju Las/Apron
Baju las/Apron dibuat dari kulit atau dari asbes. Baju las yang lengkap
dapat melindungi badan dan sebagian kaki. Bila mengelas pada posisi diatas
kepala, harus memakai baju las yang lengkap. Pada pengelasan posisi lainnya
dapat dipakai apron.
Gambar 6. Apron
4. Sepatu Las
Sepatu las berguna untuk melindungi kaki dari semburan bunga api, Bila
tidak ada sepatu las, sepatu biasa yang tertutup seluruhnya dapat juga dipakai.

Gambar 7. Sepatu Las
5. Kamar Las
Kamar Ias dibuat dari bahan tahan.api. Kamar las penting agar orang
yang ada disekitarnya tidak terganggu oleh cahaya las. Untuk mengeluarkan gas,
sebaiknya kamar las dileng kapi dangan 20ystem ventilasi: Didalam kamar las
ditempatkan meja Ias. Meja las harus bersih dari bahan-bahan yang mudah
terbakar agar terhindar dari kemungkinan terjadinya kebakaran oleh percikan
terak las dan bunga api.
Gambar. Kamar las
Gambar 8. Kamar Las
6. Masker Las
Jika tidak memungkinkan adanya kamar las dan ventilasi yang baik,
maka gunakanlah masker las, agar terhindar dari asap dan debu las yang
beracun.
Gambar 9. Masker Las

D. Skema Pengelasan
Gambar 10. Posisi Pengelasan
Skema pengelasan ini terdiri dari :
1) Inti elektroda (electrode wire)
2) Fluks (electrode coating)
3) Percikan logam lasan (metal droplets)
4) Busur nyala (arc)
5) Gas pelindung (protective gas from electrode coating)
6) Logam Lasan (mixten weld metal)
7) Slag (terak)
8) Jalur las yang terbentuk (soldered weld metal)
Mengelas adalah salah satu bidang keterampilan teknik penyambungan
logam yang sangat banyak dibutuhkan. Kebutuhan ini dapat dilihat pada
berbagai macam keperluan seperti pada pembuatan: Konstruksi rangka baja,
konstruksi bangunan kapal, konstruksi kereta api dan sebagainya. Contoh
sederhana dapat dilihat pada proses pembuatan kapal dengan bobot mati 20.000
DWT diperkirakan panjang jalur pengelasan mencapai 40 km. Kebutuhan akan
juru las di masa mendatang juga akan mengalami peningkatan yang signifikan.
Keterampilan teknik mengelas dapat diperoleh dengan latihan terstruktur
mulai dari grade dasar sampai mencapai grade yang lebih tinggi. Beberapa
pendekatan penelitian juga merekomendasikan bahwa seorang juru las akan
dapat terampil melakukan proses pengelasan dengan melakukan latihan yang
terprogram, disamping itu faktor bakat dari dalam diri juru las juga sangat
berpengaruh terhadap hasil yang dicapai. Keberhasilan seorang juru las dapat
dicapai apabila juru las sudah dapat mensinergikan apa yang ada dalam pikiran
dengan apa yang harus digerakan oleh tangan sewaktu proses pengelasan
berlangsung.
Pada prinsipnya beberapa teknik yang harus diketahui dan dilakukan
seorang juru las dalam melakukan proses pengelasan adalah:
1. Teknik Menghidupkan Busur Nyala
2. Teknik Ayunan Elektroda
3. Posisi-posisi Pengelasan
4. Teknik dan Prosedur Pengelasan pada berbagai Konstruksi sambungan.
E. Posisi Pengelasan
1. Posisi datar (1G)
Untuk jenis sambungan ini dapat dilakukan penetrasi pada kedua sisi,
tetapi dapat juga dilakukan penetrasi pada satu sisi saja. Tipe posisi datar (1G)
didalam pelaksanaannya sangat mudah. Dapat diapplikasikan pada material pipa
dengan jalan pipa diputar.
2. Posisi horisontal (2G)
Pengelasan pipa 2G adalah pengelasan posisi horisontal, yaitu pipa
pada posisi tegak dan pengelasan dilakukan secara horisontal mengelilingi
pipa. Kesukaran pengelasan posisi horisontal adalah karena beratnya
sendiri maka cairan las akan selalu kebawah. Adapun posisi sudut
elektroda pengelasan pipa 2G yaitu 90º.
Panjang gerakan elektroda antara 1-2 kali diameter elektroda. Bila
terlalu panjang dapat mengakibatkan kurang baiknya mutu las. Panjang

busur di usahakan sependek mungkin yaitu ½ kali diameter elektroda las.
Untuk pengelasan pengisian dilakukan dengan gerakan melingkar dan
diusahakan dapat membakar dengan baik pada kedua sisi kampuh agar
tidak terjadi cacat. Gerakan seperti ini diulangi untuk pengisian
berikutnya.
3. Posisi vertikal (3G)
Pengelasan posisi 3G dilakukan pada material plat. Posisi 3G ini
dilaksanakan pada plat dan elektroda vertikal. Kesukaran pengelasan ini hampir
sama dengan posisi 2G akibat gaya gravitasi dari cairan elektroda las.
4. Posisi horisontal pipa (5G)
Pengelasan pipa pada posisi 5G dapat dibedakan menjadi pengelasan
naik dan pengelasan turun.
a. Pengelasan naik
Biasanya dilakukan pada pipa yang mempunyai dinding tebal karena
membutuhkan panas yang tinggi. Pengelasan arah naik kecepatannya lebih
rendah dibandingkan pengelasan dengan arah turun, sehingga panas masukan
tiap satuan luas lebih tinggi dibanding dengan pengelasan turun. Posisi
pengelasan 5G pipa diletakkan pada posisi horisontal tetap dan pengelasan
dilakukan mengelilingi pipa tersebut. Supaya hasil pengelasan baik, maka
diperlukan las kancing (tack weld). Gerakan elektrode untuk posisi root pass
(las akar) adalah berbentuk segitiga teratur dengan jarak busur ½ kali
diameter elektroda.
b. Pengelasan turun
Biasanya dilakukan pada pipa yang tipis dan pipa saluran minyak
serta gas bumi. Alasan penggunaan las turun lebih menguntungkan
dikarenakan lebih cepat dan lebih ekonomis.