review uji tarik-muhammad yaasiin salam-1306368394
DESCRIPTION
Review Uji Tarik-Muhammad Yaasiin Salam-1306368394TRANSCRIPT

PENGUJIAN MATERIAL
REVIEW JAPAN INDUSTRIAL TESTING (JIS) Z 2241
Metallic materials-Tensile testing-Method of test at room
Temperature
MUHAMMAD YAASIIN SALAM
1306368394
Pengujian Material-01
Teknik Metalurgi Dan Material
Fakultas Teknik
Universitas Indonesia
2015
Pengantar
1. Ruang Lingkup
Standar ini berlaku untuk pengujian tarik di suhu 10o C sampai 35o C dan
berafiliasi dari standar ISO 6892-1:2009
2. Referensi
JIS B 7721, JIS B 7741, JIS G 0202, JIS Z 8401
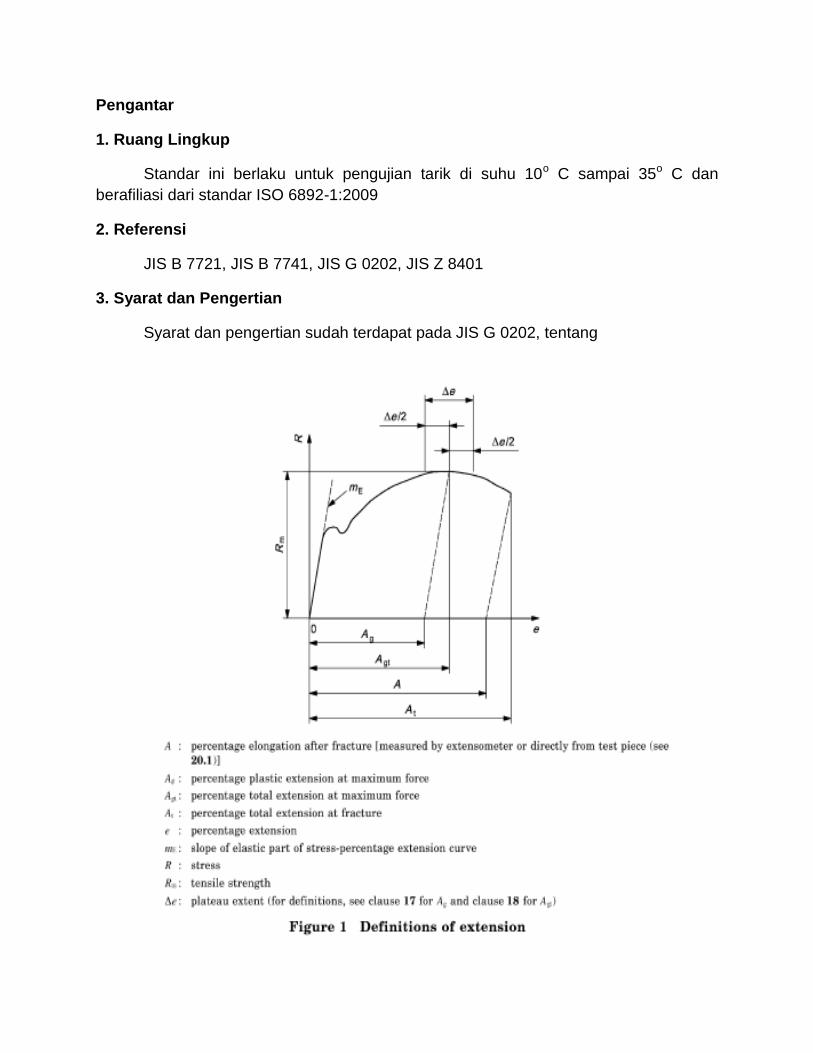
3. Syarat dan Pengertian
Syarat dan pengertian sudah terdapat pada JIS G 0202, tentang
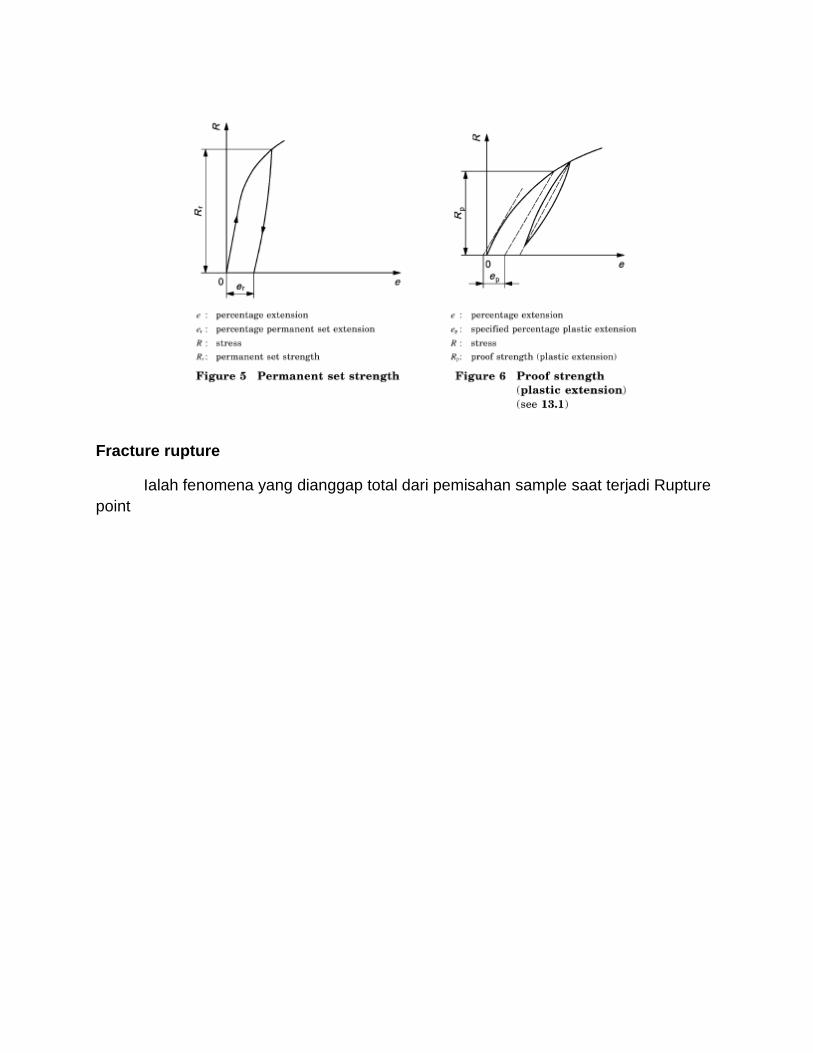
Fracture rupture
Ialah fenomena yang dianggap total dari pemisahan sample saat terjadi Rupture
point

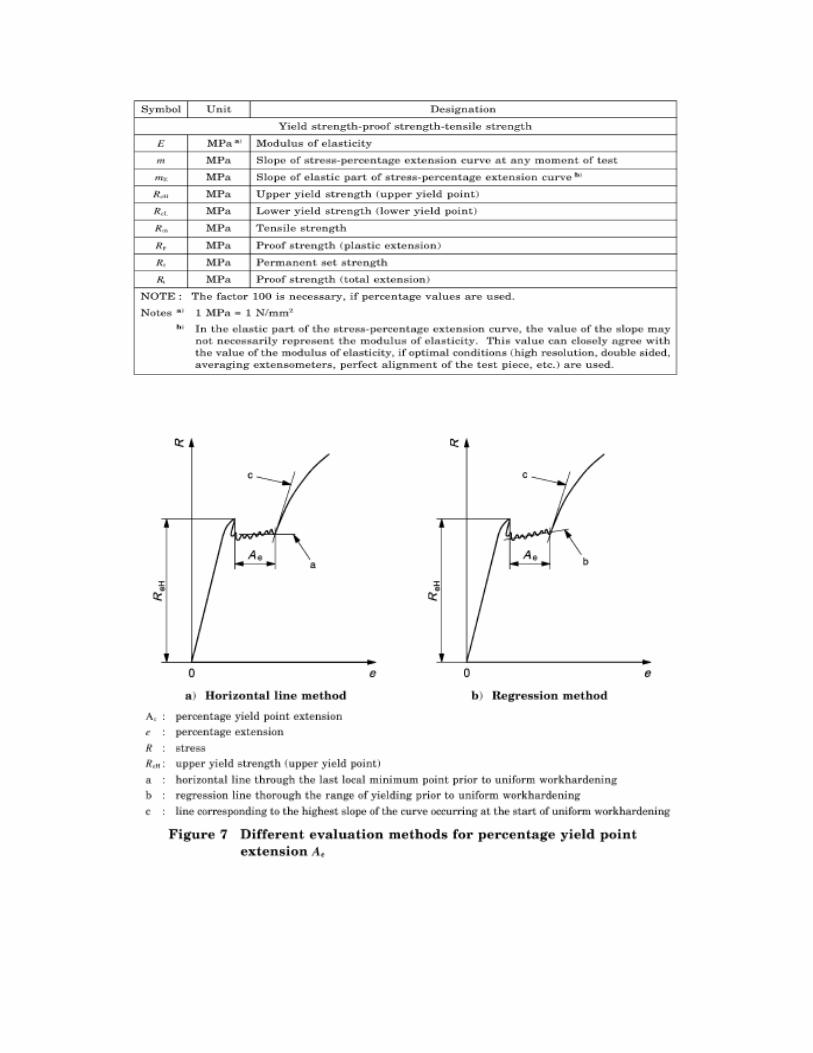
4. Simbol dan Lambang


5. Dasar Umum Pengujian
Test yang diuji juga menguji regangan material dari tegangan tarik, test harus
berada di temperature ruang 10o C sampai 35o Ckecuali material yang spesifik. Test
harus dilakukan di suhu 23o C +/- 5o C
6. Benda Uji
6.1 Bentuk dan Dimensi
6.1.1 Umum
Biasanya digunakan sample hasil machining, casting, meski begitu material lain
yang memiliki luas penampang yang seragam tidak perlu di machining terlebih dahulu.
Penampang benda uji boleh berbentuk bundar, kotak, segi empat atau bentuk yang lain
yang seragam. Tes yang proposrsional harus memiliki hubungan diantara
gausge nya. Dengan Lo panganjang gauge, So luas penampang dan K=5.65 untuk
non proportional tes nilai k yang lebih tinggi boleh dibgunakan. Toleranci dari .benda uji
dijelaskan di Annex B dan Annex E
6.1.2. Machined Benda Uji
Benda uji hasil machining harus sesuairadius transisi antara grip dan parallel
portion. Ukuran dari transition radius sangat penting dan direkomendasikan harus
standard sesuai Annex 6.2. Bentuk grip boleh dalam berbagai bentuk tetapi garis benda
uji harus bertepatan dengan garis gaya beban yang diberikan. Panjang antara grip
harus lebih panjang dari gauge length.
6.1.3 Benda Uji yang tidak di Machining
Jika Benda uji tidak di machining maka panjang diantara grip harus cukup untuk
gauge marks dan masuk akal sesuai dengan Annex B to Annex E. Benda uji hasil cor
harus menggabungkan jarak antara akhir grip dan parallel portion. Ukuran Jarak ini
sangat penting dan disarankan memakai yang standard. Bentuk grip boleh dalam
berbagai bentuk dan Panajng parallel harus lebih besar dari original gauge length
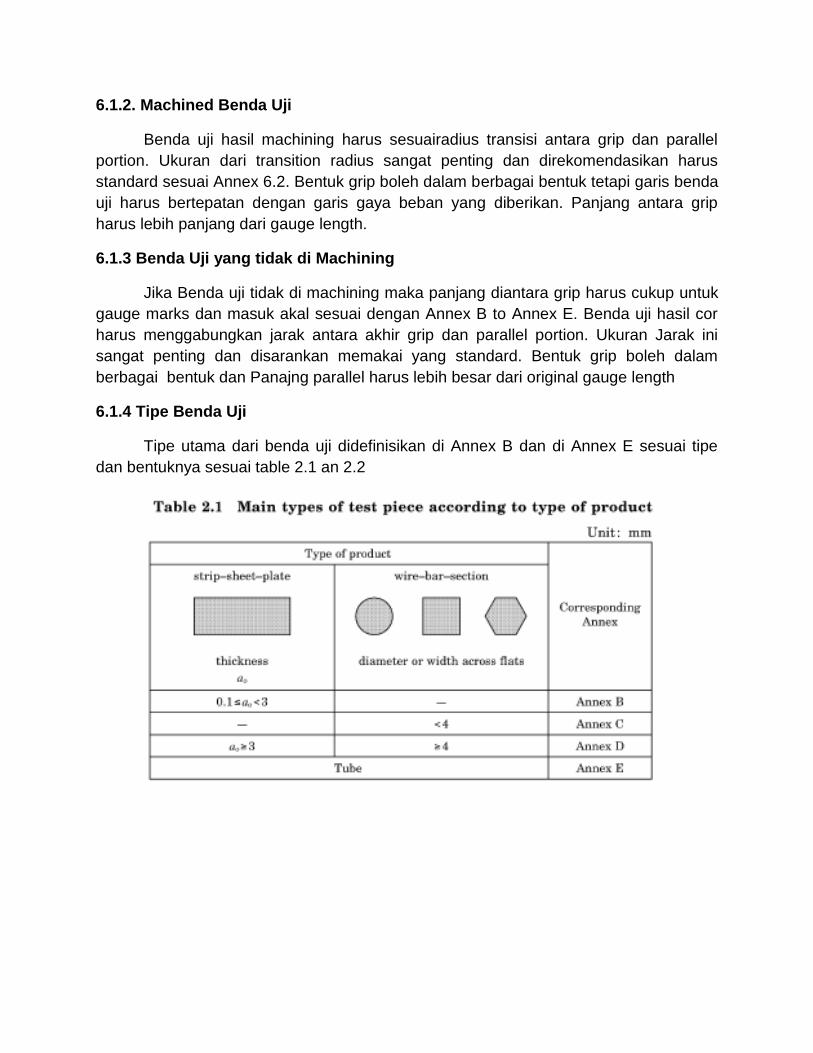
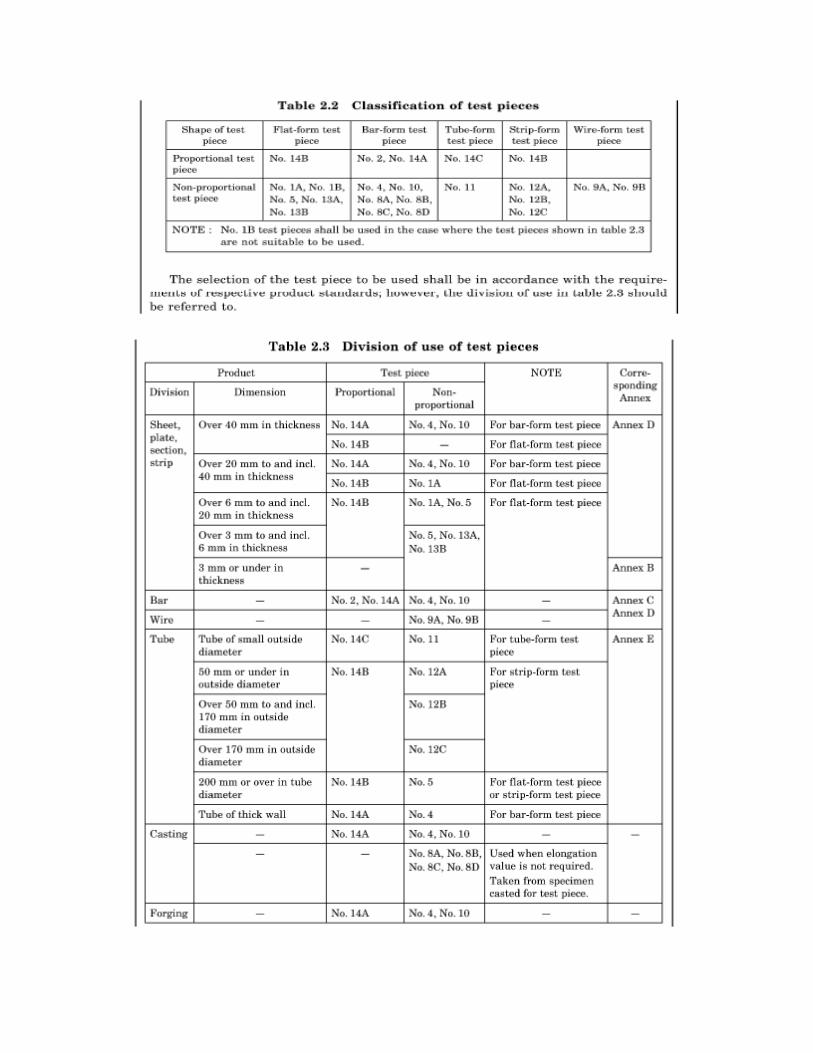
6.1.4 Tipe Benda Uji
Tipe utama dari benda uji didefinisikan di Annex B dan di Annex E sesuai tipe
dan bentuknya sesuai table 2.1 an 2.2

6.3 Persiapan Benda Uji
Benda uji harus disiapkan sesuai spesifikasi yang diinginkan dan standard yang
relevan ( contoh JIS G 0416)
7. Menghitung luas Penampang
Dimensi dari benda uji harus dihitung titik yang cukup diantara gauge marks,
masing-masing dimensi benda uji harus dihitung mendekati 0.5% numerical values, dan
boleh ukuran 2 mm ke bawah mendekati 0.01 mm. Original cross section ialah rata-rata
cross sectional area, selain ituunbtuk alasan keamanan original cross section ialah
cross section yang paling kecil. Akurasi dari perhitungan bentuk tipe dan cara
penggunaan cross section dicantumkan di Annex B dan Annex E.
8. Menandai panjang Gauge
Setiap ujung dari original gauge length harus ditandai dengan tanda yang
terlihatbaik dan jelas, tetapi tidak di bagian perpatahan.Untuk Uji yang proporsional
perhitungan gauge length mendekati 5 mm dengan beda perhitungan tidak lebih dari
10% Lo dan panjang tanda tidak lebih dari akurasi +/- 1%. Original gauge length harus
dihitung mendekati ketelitian 0.1 mm dan dihtung dengan extensiometer dengan
kesalahan tidak lebih dari 1.0%
9. Ketepatan Mesin
Mesin untuk Uji Tarik harus kelas 1 dan memenuhi kriteria JIS B 7721
9.2 Extensiometer
Untuk menghitung proof strength (plastic extension atau total extension),
extensiometer yang digunakan harus kelas 2 atau lebih baik sesuai spesifikasi
JIS B 7741 dengan jarak aplikasi penggunaannya juga.
10. Kondisi Tes
10.1 Setting gaya nol
Menghitung gaya harus di set pada keadaan nol setelah gaya diberikan
telah digunakan tetapi sebelum benda uji dijepit. Setelah setting nol ditetapkan maka
tidak boleh berubah selama tes berlangsung.
10.2 Metode Pencekam
Benda uji harus dijepit dengan berbagai cara seperti wedges, ulir, parallel
jaw face atau pegangan bahu. Grip ini menahan benda uji saat beban diaplikasikan
untuk meminimalisir lengkungan. Untuk mendapatkan grip uji yang kuat maka tidak
boleh terjadi yield lebih dari 5 % di grip dan dikuatkan dengan perhitungan
Extensiometer efek dari gaya yang diberikan.
10.3 Laju Tes
Laju tes ini di atur di ISO 6892-1 dan digunakan cara A sebagai Annex JB
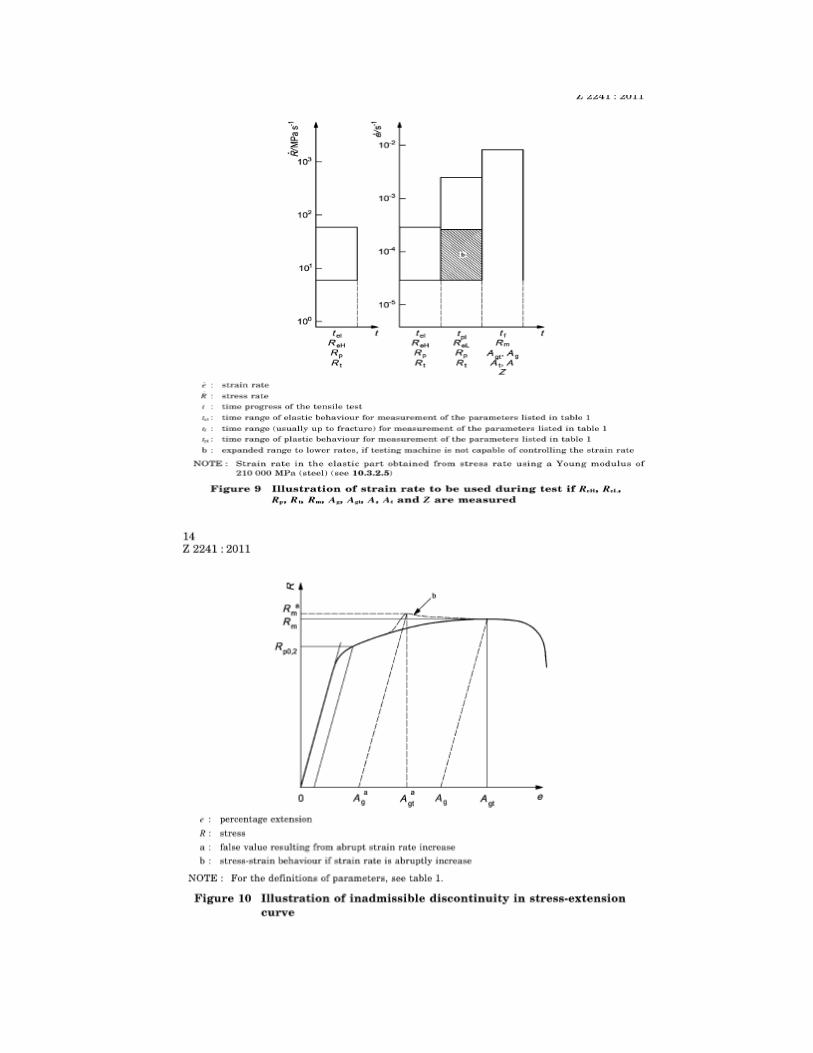
10.3.1 Laju tes Secara Umum
Laju tes harus disesuaikan dengan permintaan sesuai dengan
material yang digunakan, maka bisa dilihat di (figure 9)
10.3.2 Yield Strength dan Proof Strength
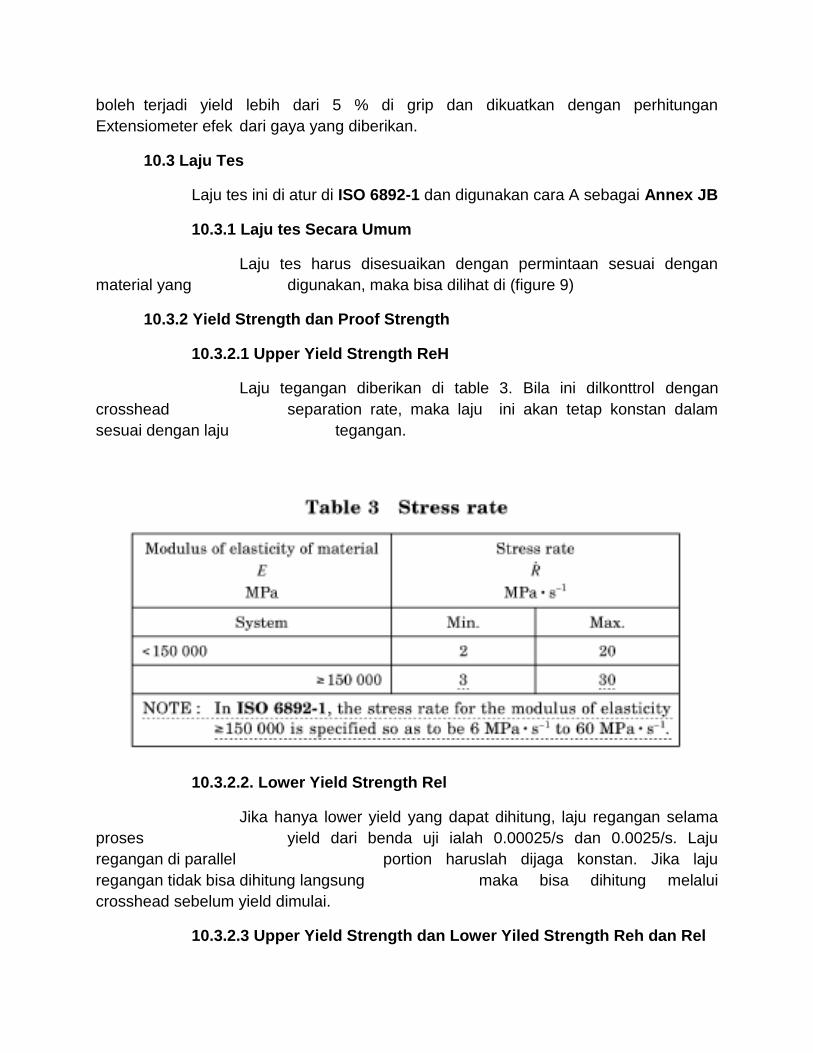
10.3.2.1 Upper Yield Strength ReH
Laju tegangan diberikan di table 3. Bila ini dilkonttrol dengan
crosshead separation rate, maka laju ini akan tetap konstan dalam
sesuai dengan laju tegangan.
10.3.2.2. Lower Yield Strength Rel
Jika hanya lower yield yang dapat dihitung, laju regangan selama
proses yield dari benda uji ialah 0.00025/s dan 0.0025/s. Laju
regangan di parallel portion haruslah dijaga konstan. Jika laju
regangan tidak bisa dihitung langsung maka bisa dihitung melalui
crosshead sebelum yield dimulai.
10.3.2.3 Upper Yield Strength dan Lower Yiled Strength Reh dan Rel

Jika upper dan yield dapa tdihitung maka kondisi perhirungan
loweryield strength dapat dilihat di (10.3.2.2.2)
NOTE 3 : Jika celah ada di tengah-tengah luasnya (figure 17),ketika bagian perpatahan
dari perpotongan benda uji berbentuk datar dipasang kembali, perpanjangan yang
terjadi dapat diperoleh dengan perpanjangan antara gauge marks O1O2 termasuk jarak
CP dari celah.
20.2 Jika pengukuran perpanjangan dengan menggunakan extensometer tidak perlu
memberi gauge marks (panjang ukur) lagi. Persentasi elongasi setelah fracture harus
diperoleh dengan elastic elongation dikurangi oleh elongasi perpatahan.
Extensometer yang digunakan harus memiliki panjang ukur sama dengan
panjang ukur asli pada benda uji dan dapat mengukur perpanjanngan dengan akurasi
0,5 % dari gauge length.
20.3 Jika elongasi dari benda uji non-proposional diukur dengan panjang ukuran
asli,dapat dikonversikan menjadi elongasi poroposional dengan rumus atau table sesuai
ISO 2566-1 dan ISO 2566-2.
21. Mengukur persentase reduksi luas pada Z
Persentase reduksi luas dapat dihitung menurut
3.8. Peresentase reduksi luas pada z dapat dihitung dengan persamaan berikut
Z = 𝑆𝑂−𝑆𝑈
𝑆𝑂
So : original luas penampang dari bagian paralel
Su : minimum luas penampang setelah perpatahan
NOTE : ISO 6892-1 menjelaskan minimum luas penampang setelah perpatahan dapat
diukur dengan akurasi kurang lebih 2%.
22. Laporan Pengujian
Laporan pengujian sekurang-kurangnya memuat item berikut kecuali disepakati
antara pihak-pihak yang bersangkutan. Item tersebut antara lain :
a) Referensi standar JIZ Z 2241
b) Identifikasi specimen
c) Tipe material
d) Bentuk specimen
e) Posisi specimen dan arah specimen
f) Hasil pengujian
Hasil pengujian menurut JIZ Z 8401 mnegandung nilai-nilaia antaran lain :
- Nilai kekuatan : dala MPa
- Nilai yield point : 0,1%
- Persentase elongasi perpatahan : 1%
- Persentase perpanjangan dan elongasi lainnya: 0,5%
- Persentase reduksi luas : 1%
23. Ketidakpastian Mengukur
23.1 Umum
Menganalisis ketidakpastian dalam mengukur bertujuan untuk mengidetifikasi
sumber utama dalam inkonsitensi dalam hasil pengukuran.Produk standar dan sifat
material menjadi bagian yang berkonstribusi dari ketidaktpastian dalam mengukur.
23.2 Kondisi Pengujian
Ketidakpastian pengukuran diperkirakan tidak akan digunakan untuk menilai
kepatuhan terhadap standar produk, kecuali dinyatakan secara khusus diinstruksikan
oleh penguji.
ANNEX B ( NORMATIF)
JENIS BENDA UJI YANG DIGUNAKA UNTUK PRODUK TIPIS 0.1 mm atau LEBIH
dan MENGECUALIKAN KETEBALAN 3mm
NOTE : untuk produk yang ketebalannaya kurang dari 0.5 mm, tindakan pencegahan
khusus mungkin diperlukan
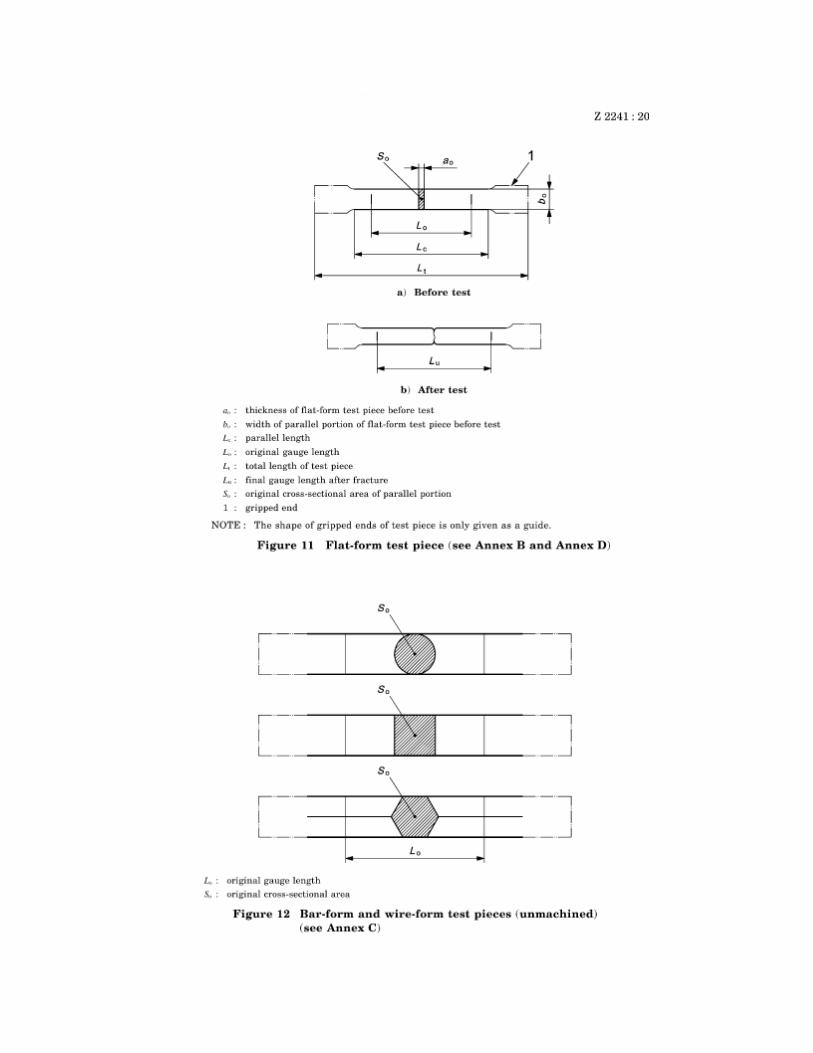
B.1.Bentuk Benda Uji
Umumnya,ketebalan dari benda uji dapat dari ketebalan asli pada produknya,dan
daerah gauge ends harus lebih lebar dari panjan paralelnya.Panjang parallel Lc harus
terhubung ke gauge ends dengan trasisi jari-jari yang ditunjukkan table B.1 . Lebar
ujung gauge ends harus 1,2 kali atau lebih lebar dari bagian parallel bo.Pada produk
dengan lebar sama atau kurang dari 20 mm,ukuran lebar mungkin bisa sama dengan
lebar asli produk.
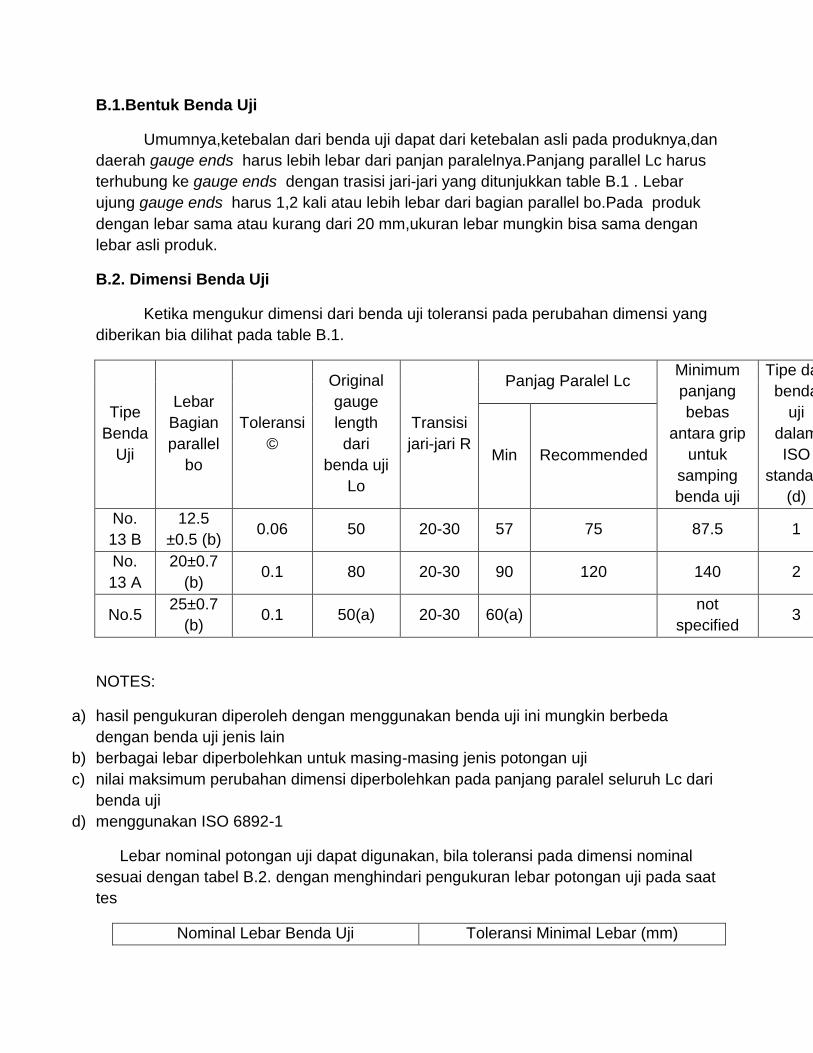
B.2. Dimensi Benda Uji
Ketika mengukur dimensi dari benda uji toleransi pada perubahan dimensi yang
diberikan bia dilihat pada table B.1.
Tipe
Benda
Uji
Lebar
Bagian
parallel
bo
Toleransi
©
Original
gauge
length
dari
benda uji
Lo
Transisi
jari-jari R
Panjag Paralel Lc Minimum
panjang
bebas
antara grip
untuk
samping
benda uji
Tipe dari
benda
uji
dalam
ISO
standard
(d)
Min Recommended
No.
13 B
12.5
±0.5 (b) 0.06 50 20-30 57 75 87.5 1
No.
13 A
20±0.7
(b) 0.1 80 20-30 90 120 140 2
No.5 25±0.7
(b) 0.1 50(a) 20-30 60(a)
not
specified 3
NOTES:
a) hasil pengukuran diperoleh dengan menggunakan benda uji ini mungkin berbeda
dengan benda uji jenis lain
b) berbagai lebar diperbolehkan untuk masing-masing jenis potongan uji
c) nilai maksimum perubahan dimensi diperbolehkan pada panjang paralel seluruh Lc dari
benda uji
d) menggunakan ISO 6892-1
Lebar nominal potongan uji dapat digunakan, bila toleransi pada dimensi nominal
sesuai dengan tabel B.2. dengan menghindari pengukuran lebar potongan uji pada saat
tes
Nominal Lebar Benda Uji Toleransi Minimal Lebar (mm)
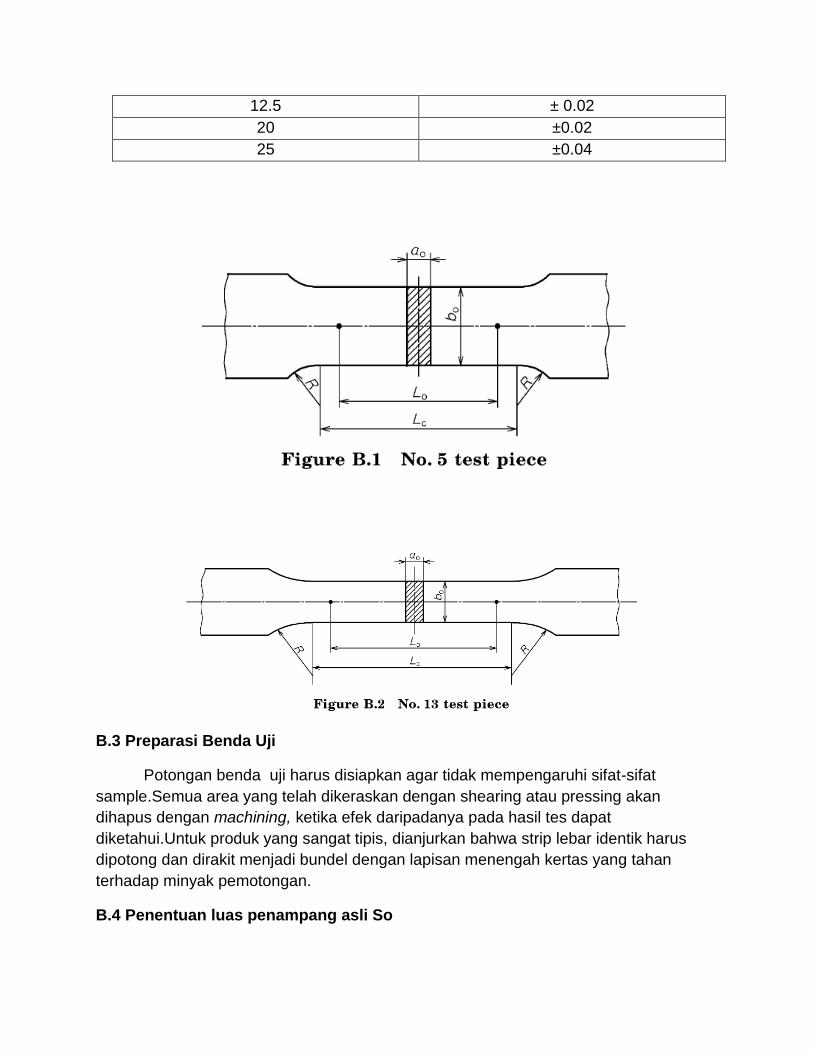
12.5 ± 0.02
20 ±0.02
25 ±0.04
B.3 Preparasi Benda Uji
Potongan benda uji harus disiapkan agar tidak mempengaruhi sifat-sifat
sample.Semua area yang telah dikeraskan dengan shearing atau pressing akan
dihapus dengan machining, ketika efek daripadanya pada hasil tes dapat
diketahui.Untuk produk yang sangat tipis, dianjurkan bahwa strip lebar identik harus
dipotong dan dirakit menjadi bundel dengan lapisan menengah kertas yang tahan
terhadap minyak pemotongan.
B.4 Penentuan luas penampang asli So

Penentuan luas penampang asli So dapat dihitung dengan pengukuran dimensi
benda uji.
ANNEX C (NORMATIF)
TIPE BENDA UJI YANG DIGUNAKAN UNTUK KAWAT dan BATANG DENGAN
DIAMETER KURANG DARI 4mm
C.1 Bentuk Benda Uji
Umumnya bentuk benda ujinya bagian unmachined dari produk (figure 12 )
C.2 Dimensi Benda Uji
Dimensinya bisa dilihar dari figure C.1
Tipe BendaUji Original gauge length pada
benda uji Lo
Jarak antara grips (a)
NO.9A 100±1 150min
NO.9B 200±2 250min
Notes : a) saat pengukuran perpanjangan setelah patah tidak diperlukan, minimum 50
mm dapat diterapkan untuk jarak antara pegangan
C.3 Preparasi Benda Uji
Jika produk dikirimkan melingkar, perawatan harus diambil dalam meluruskan itu
C.4 Penentuan luas penampang asli So
Dimana : m : massa benda uji (g)
: Densitas dari benda uji (g/cm3)
Lt : Total panjang benda uji (mm)
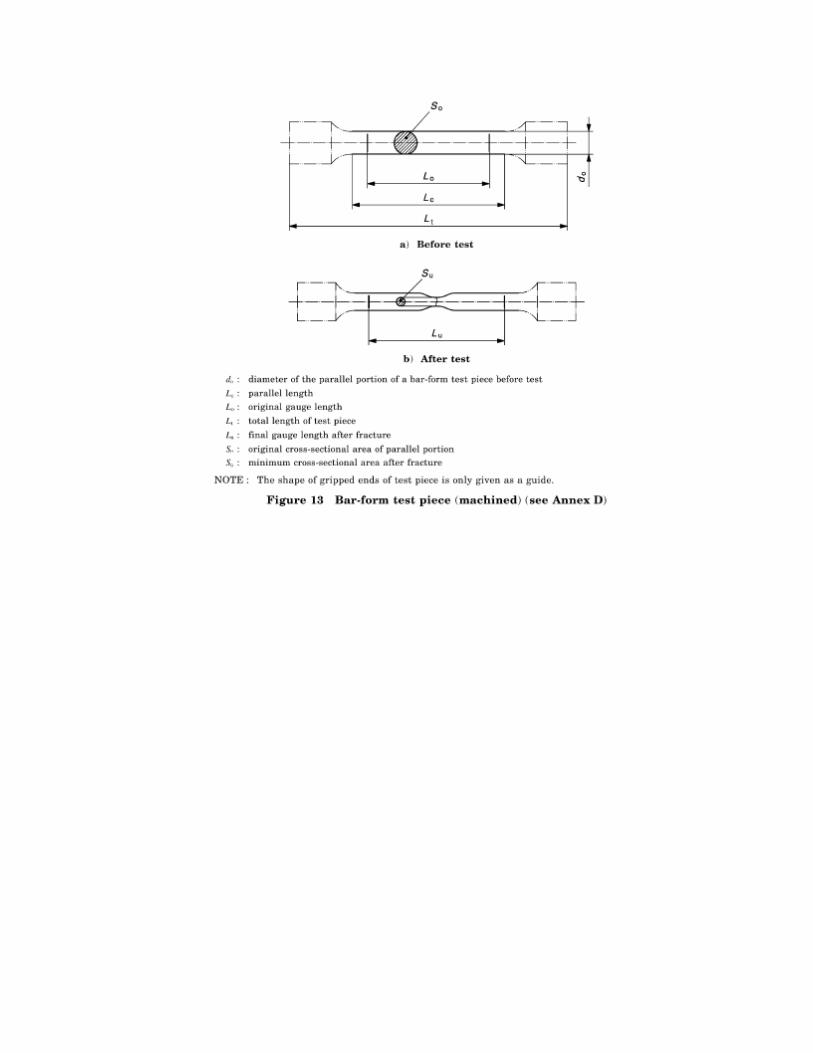
ANNEX D (NORMATIF)
TIPE BENDA UJI LEMBARAN DENGAN KETEBALAN 3 mm ATAU LEBIH, dan
KAWAT SERTA BATANG DENGAN DIAMETER 4mm ATAU LEBIH
D.1 Bentuk Benda Uji
Dalam kasus di mana benda uji di machined, bagian paralel harus dihubungkan
dengan rata-rata transisi memiliki radius tertentu untuk grip yang mungkin dari setiap
bentuk yang sesuai untuk mengatasi dari mesin uji.Minimum transisi radius antara
gripped ends dan parallel portion harus mengikuti :
a) Do =0.75 (do : diameter dari porsi parallel)
b) 12mm; benda uji yang lain
Secara umum , benda uji berbentuk kawat dan batang dengan penampang
melingkar setelah di machining tidak harus kurang dari 3mm.
D.2 Dimensi Benda Uji
D.2.1 Bagian Paralel dari Benda Uji Yang Machined
Harus mengikuti kaidah-kaidah
a) Lo+do/2 atau lebih untuk kawat dan batang berbentuk silinder pada benda uji
b) Lo+1,5 𝑆𝑜 atau lebih untuk benda uji lain
D.2.2 Panjang Benda Uji Yang unmachined
Panjang bebas antara cengkeraman mesin pengujian harus cukup untuk tanda
pengukur setidaknya jarak 𝑆𝑜 dari genggaman.
D.2.3 Original Gauge Length Pada Benda Uji Lo
D.2.3.1 Proposional Benda Uji
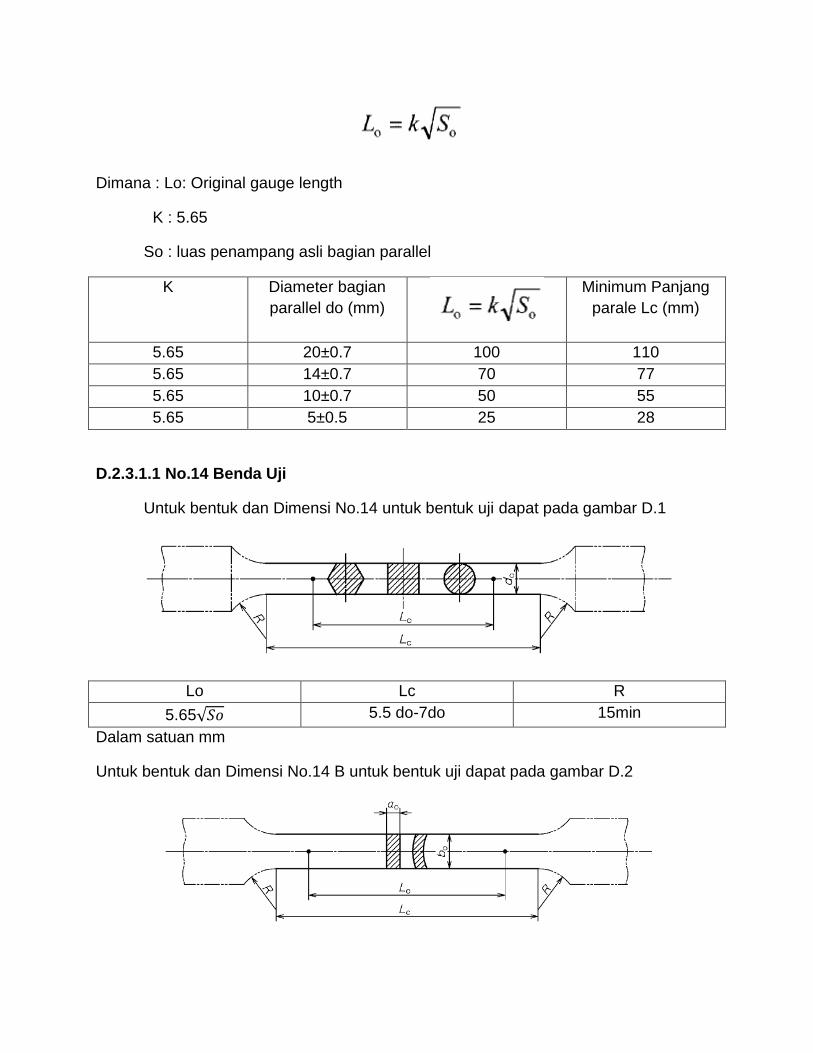
Dimana : Lo: Original gauge length
K : 5.65
So : luas penampang asli bagian parallel
K Diameter bagian
parallel do (mm)
Minimum Panjang
parale Lc (mm)
5.65 20±0.7 100 110
5.65 14±0.7 70 77
5.65 10±0.7 50 55
5.65 5±0.5 25 28
D.2.3.1.1 No.14 Benda Uji
Untuk bentuk dan Dimensi No.14 untuk bentuk uji dapat pada gambar D.1
Lo Lc R
5.65 𝑆𝑜 5.5 do-7do 15min
Dalam satuan mm
Untuk bentuk dan Dimensi No.14 B untuk bentuk uji dapat pada gambar D.2

bo Lo Lc R ao
8ao max 5.65 𝑆𝑜 Lo+ 1.5 𝑆𝑜- Lo
+2.5 𝑆𝑜
15min Ketebalan asli
dariproduk
Dalam satuan mm
D.2.3.1.2. No.2 Benda Uji ( specific to JIS)
Untuk bentuk dan Dimensi No.2 untuk bentuk uji dapat pada gambar D.3
Diameter atau lebar plat Lo Lc
Original Diameter atau
lebar plat pada produk
8do Lo+2do min
Dalam satuan mm
D.2.3.2 Non-proposional Benda Uji
Lc harus Lo+bo/2 atau lebih.Dalam kasus lain Lc=Lo+2bo harus digunakan
kecuali a panjang sampel tidak mencukupi.
D.2.3.2.1 No.4 Benda Uji (specific to JIS)
Untuk bentuk dan Dimensi No.4 untuk bentuk uji dapat pada gambar D.4
do Lo Lc R
14±0.5 50 60min 15min
Dalam satuan mm
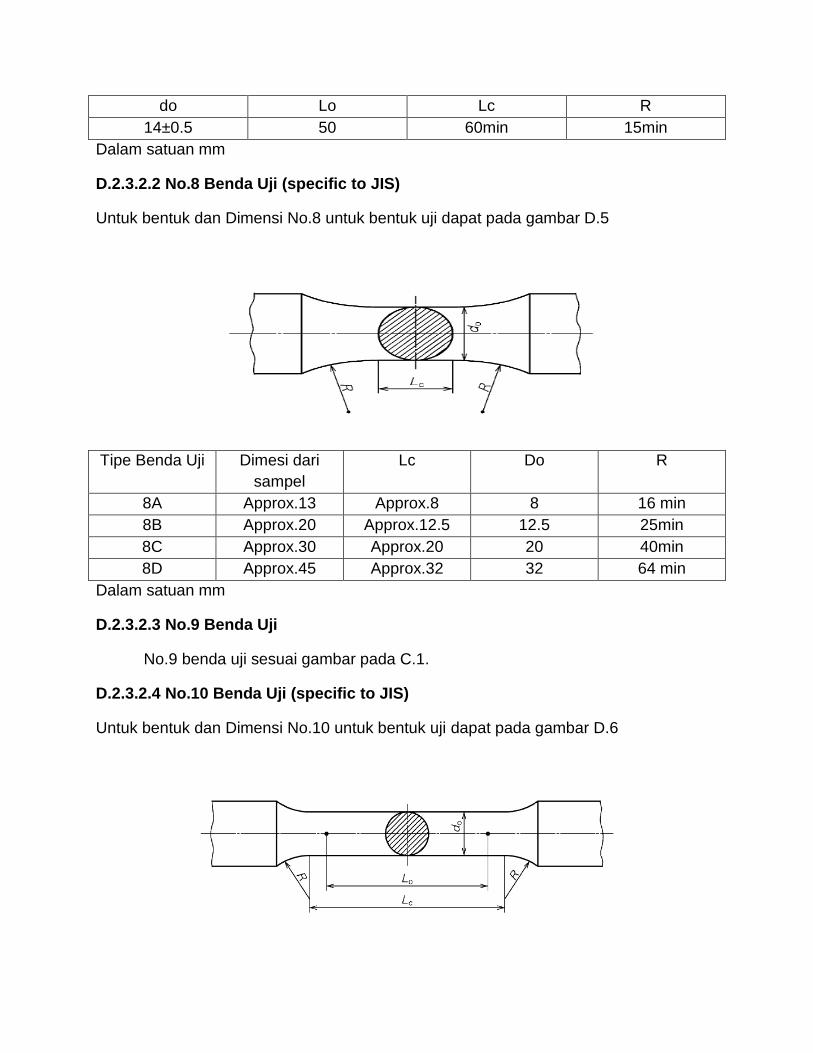
D.2.3.2.2 No.8 Benda Uji (specific to JIS)
Untuk bentuk dan Dimensi No.8 untuk bentuk uji dapat pada gambar D.5
Tipe Benda Uji Dimesi dari
sampel
Lc Do R
8A Approx.13 Approx.8 8 16 min
8B Approx.20 Approx.12.5 12.5 25min
8C Approx.30 Approx.20 20 40min
8D Approx.45 Approx.32 32 64 min
Dalam satuan mm
D.2.3.2.3 No.9 Benda Uji
No.9 benda uji sesuai gambar pada C.1.
D.2.3.2.4 No.10 Benda Uji (specific to JIS)
Untuk bentuk dan Dimensi No.10 untuk bentuk uji dapat pada gambar D.6

do Lo Lc R
12.5±0.5 50 60min 15min
D.2.3.2.5 No.1 Benda Uji
Untuk bentuk dan Dimensi No.1 untuk bentuk uji dapat pada gambar D.7
Tipe Benda Uji bo Lo Lc R
1A 40±0.7 200 220 min 25min
1B 25±0.7 200 215 min 25min
Dalama skala mm
D.2.3.2.6 No.5 Benda Uji
Benda uji No.5 sesuai degan table B.2 .Bagaimanapun transisi radius dapat
15mm atau lebih.
D.2.3.2.7 No.13 Benda Uji
Benda uji No.13 sesuai degan table B.2
D.3 Preparasi BendaUji
Toleransi lebar,diameter pada bendauji harus seperrti yang diberikan table
D.3 dan D.4Contoh penerapan toleransi ini adalah sebagai berikut ;
a) Toleransi Pada Machining ketika Menggunaka Dimensi Yang Nominal Untuk
Perhitungan
Ketika menggunakan dimensi nominal selain daripada nila ukur untuk mengukur So
ada benda uji harus memiliki dimensi luar dengan dua nilai yang diberikan dalam table
D.4
Sebagai contoh ±0.02 mm diameter nominal untuk 10mm
10mm + 0.02 mm = 10.02 mm

10mm - 0.02 mm = 9.98 mm
b) Toleransi Perubahan Dimensi
Tabel D.3 akan menunjukka tolerasi perubahan dimensi pada lebar,diameter atau
traverse pada benda uji
Penunjukan Nominal diameter,lebar dan
traverse
Toleransi Perubahan Dimensi
diameter
benda uji
lebar
lingkaran
penampang
dan empat
melintang
potongan uji
dengan
penampang
persegi
≥ 3
≤ 6
0.03
≥ 6
≤ 10
0.04
≥ 10
≤ 18
0.04
≥ 18
≤ 30
0.05
lebar datar
bentuk mesin
benda uji
hanya pada
lebar kedua
arah sisi
≥ 3
≤ 6
0.03
≥ 6
≤ 10
0.04
≥ 10
≤ 18
0.06
≥ 18
≤ 30
0.10
≥ 30
≤ 50
0.10
Tabel D.4 akan menunjukkan tolerasi nominal dimensi untuk perhitungan original
cross-sectional
Penunjukan Nominal diameter,lebar dan
traverse
Toleransi Perubahan Dimensi
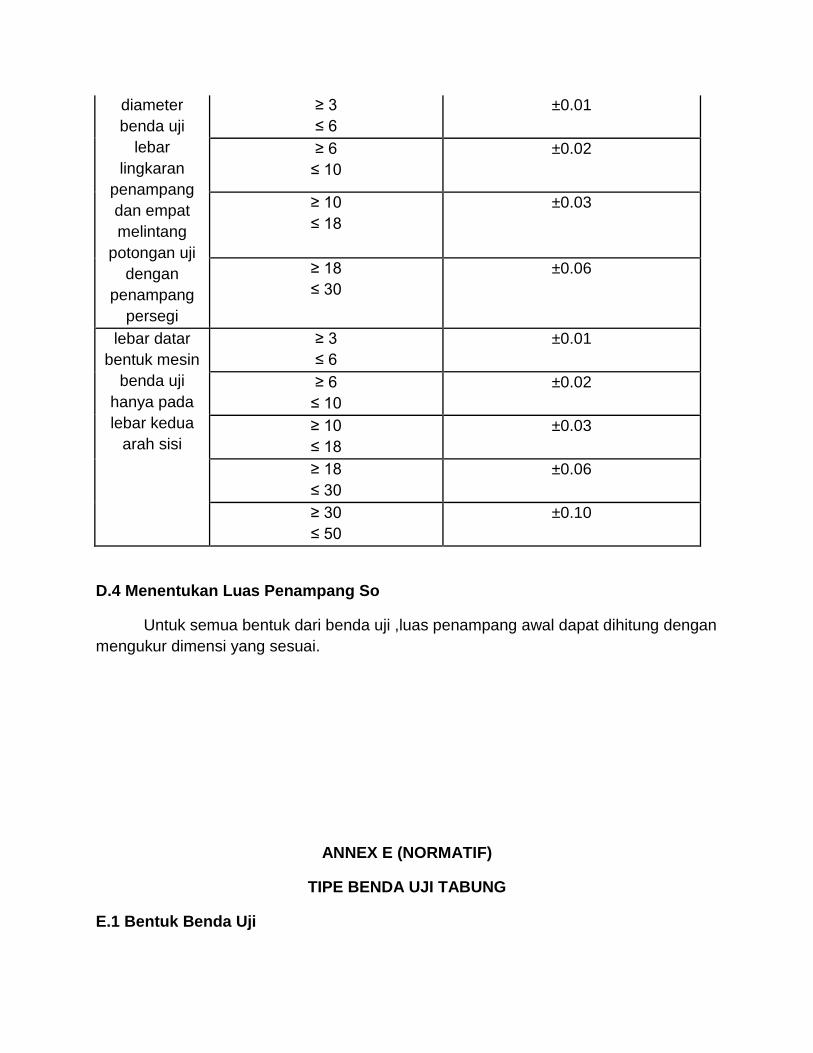
diameter
benda uji
lebar
lingkaran
penampang
dan empat
melintang
potongan uji
dengan
penampang
persegi
≥ 3
≤ 6
±0.01
≥ 6
≤ 10
±0.02
≥ 10
≤ 18
±0.03
≥ 18
≤ 30
±0.06
lebar datar
bentuk mesin
benda uji
hanya pada
lebar kedua
arah sisi
≥ 3
≤ 6
±0.01
≥ 6
≤ 10
±0.02
≥ 10
≤ 18
±0.03
≥ 18
≤ 30
±0.06
≥ 30
≤ 50
±0.10
D.4 Menentukan Luas Penampang So
Untuk semua bentuk dari benda uji ,luas penampang awal dapat dihitung dengan
mengukur dimensi yang sesuai.
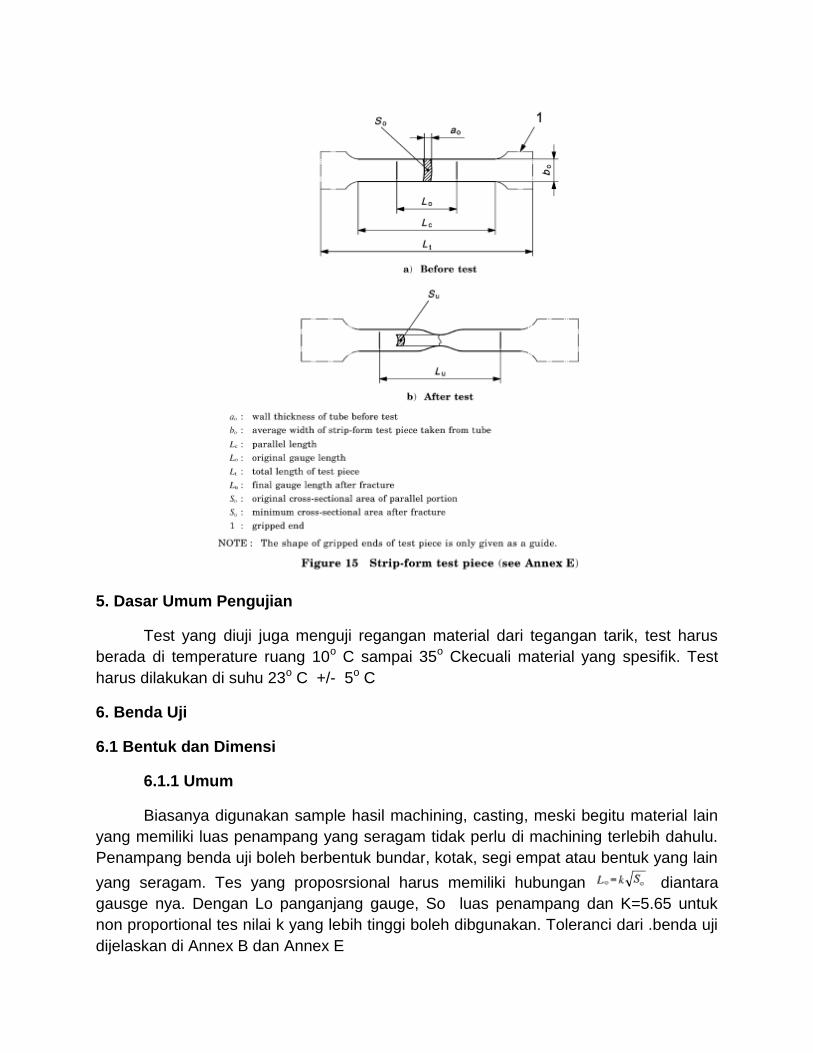
ANNEX E (NORMATIF)
TIPE BENDA UJI TABUNG
E.1 Bentuk Benda Uji
Bentuk potongan benda uji harus berbentuk tabung, memanjang benda uji
berbentuk potongan yang memiliki ketebalan dinding asli tabung atau melintang
berbentuk benda uji datar(gambar 14 dan gambar 15). Juga, ada potongan uji
berbentuk batang yang diambil dari penampang tabung.
E.2 Dimensi Benda Uji
E.2.1 Benda Uji Berbentuk Tabung
Benda uji berbentuj tabung mungkin dihubungkan pada kedua ujungnya. Interval
antara setiap penghubung dan tanda ukur terdekat harus lebih besar dari Do/4. Dalam
kasus berlawanan, interval akan besar dari Do/4 kecuali ada sampel cuku panjang.
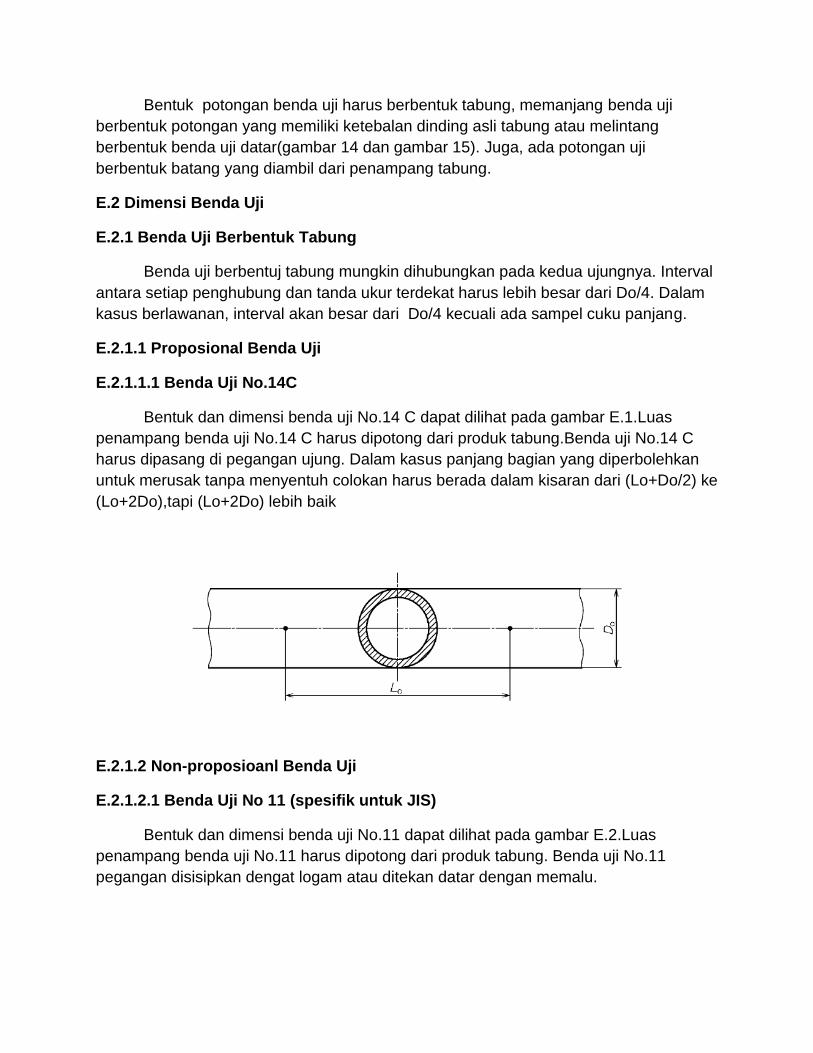
E.2.1.1 Proposional Benda Uji
E.2.1.1.1 Benda Uji No.14C
Bentuk dan dimensi benda uji No.14 C dapat dilihat pada gambar E.1.Luas
penampang benda uji No.14 C harus dipotong dari produk tabung.Benda uji No.14 C
harus dipasang di pegangan ujung. Dalam kasus panjang bagian yang diperbolehkan
untuk merusak tanpa menyentuh colokan harus berada dalam kisaran dari (Lo+Do/2) ke
(Lo+2Do),tapi (Lo+2Do) lebih baik
E.2.1.2 Non-proposioanl Benda Uji
E.2.1.2.1 Benda Uji No 11 (spesifik untuk JIS)
Bentuk dan dimensi benda uji No.11 dapat dilihat pada gambar E.2.Luas
penampang benda uji No.11 harus dipotong dari produk tabung. Benda uji No.11
pegangan disisipkan dengat logam atau ditekan datar dengan memalu.
E.2.2 , Longitudinal benda uji berbentuk potongan atau melintang berbentuk
benda uji datar
Panjang paralel Lc longitudinal benda uji berbentuk memanjang tidak akan
diratakan, ujung mencengkeram dari potongan uji dapat diratakan.
E.2.2.1 Proposional Benda Uji
E.2.2.1 .1 Benda Uji No.14 B
Benda uji No.14 B dapat dilihat gambar D.2
E.2.2.2 Non- proposional Benda Uji
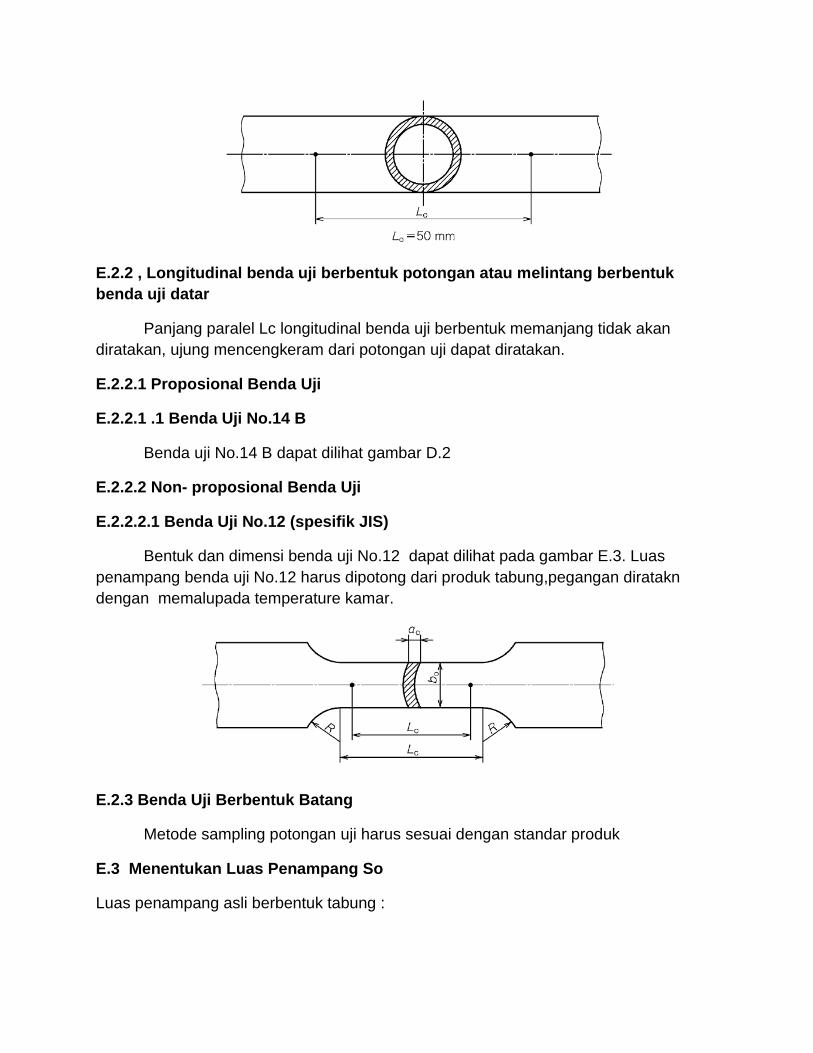
E.2.2.2.1 Benda Uji No.12 (spesifik JIS)
Bentuk dan dimensi benda uji No.12 dapat dilihat pada gambar E.3. Luas
penampang benda uji No.12 harus dipotong dari produk tabung,pegangan diratakn
dengan memalupada temperature kamar.
E.2.3 Benda Uji Berbentuk Batang
Metode sampling potongan uji harus sesuai dengan standar produk
E.3 Menentukan Luas Penampang So
Luas penampang asli berbentuk tabung :
Keterangan :
m = massa benda uji (gr)
: Densitas dari benda uji (g/cm3)
Lt : Total panjang benda uji (mm)
Luas penampang asli longitudinal bebbentuk potongan:
Keterangan :
ao = Tebal tabung
bo = rata-rata lebar benda uji
Do= diameter luar tabung
ANNEX F (NORMATIF)
ESTIMANSI TINGKAT PEMISAHAN CROSSHEAD DALAM PERTIMBANGAN
KEKAKUAN MESIN UJI
Deformasi dapat dipisahkan menjadi deformasi elastic dari peralatan pengujian
dan deformasi elastis benda uji. Hanya sebagian dari tingkat pemisahan crosshead
ditransfer ke benda uji. Laju regangan yang dihasilkan pada potongan uji per detik
diberikan oleh persamaan
Keterangan :
Cm : Kekakuan mesin Uji (N/mm)
Lc : Panjang parallel benda uji (mm)
m :slope stress – persentase perpanjangan (Mpa)
So:Luas Penampang awal
Vc :Kecepatan pemisahan crosshead (mm/s)
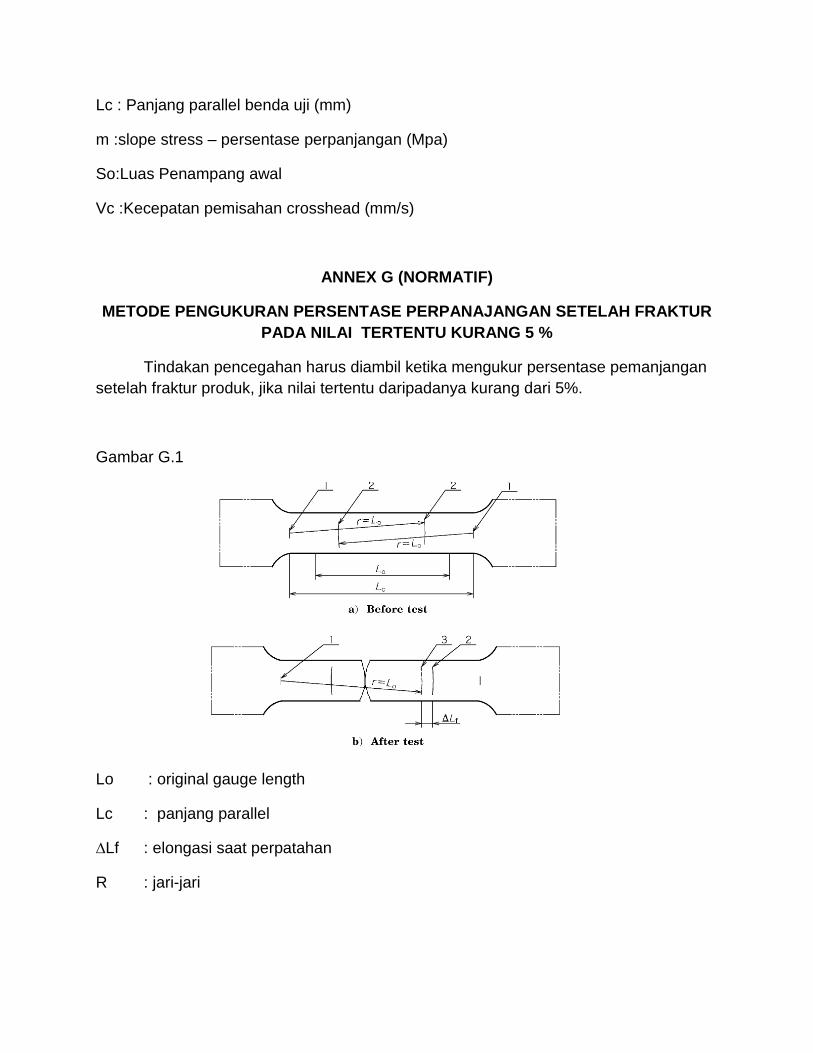
ANNEX G (NORMATIF)
METODE PENGUKURAN PERSENTASE PERPANAJANGAN SETELAH FRAKTUR
PADA NILAI TERTENTU KURANG 5 %
Tindakan pencegahan harus diambil ketika mengukur persentase pemanjangan
setelah fraktur produk, jika nilai tertentu daripadanya kurang dari 5%.
Gambar G.1
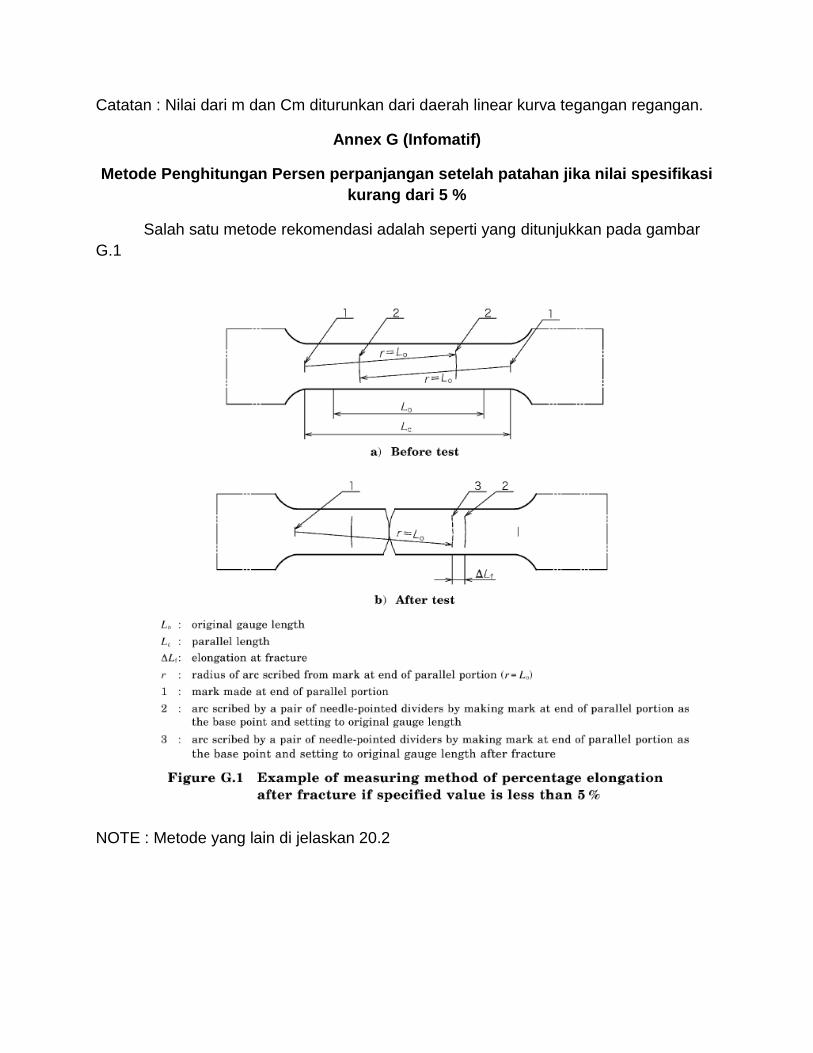
Lo : original gauge length
Lc : panjang parallel
∆Lf : elongasi saat perpatahan
R : jari-jari
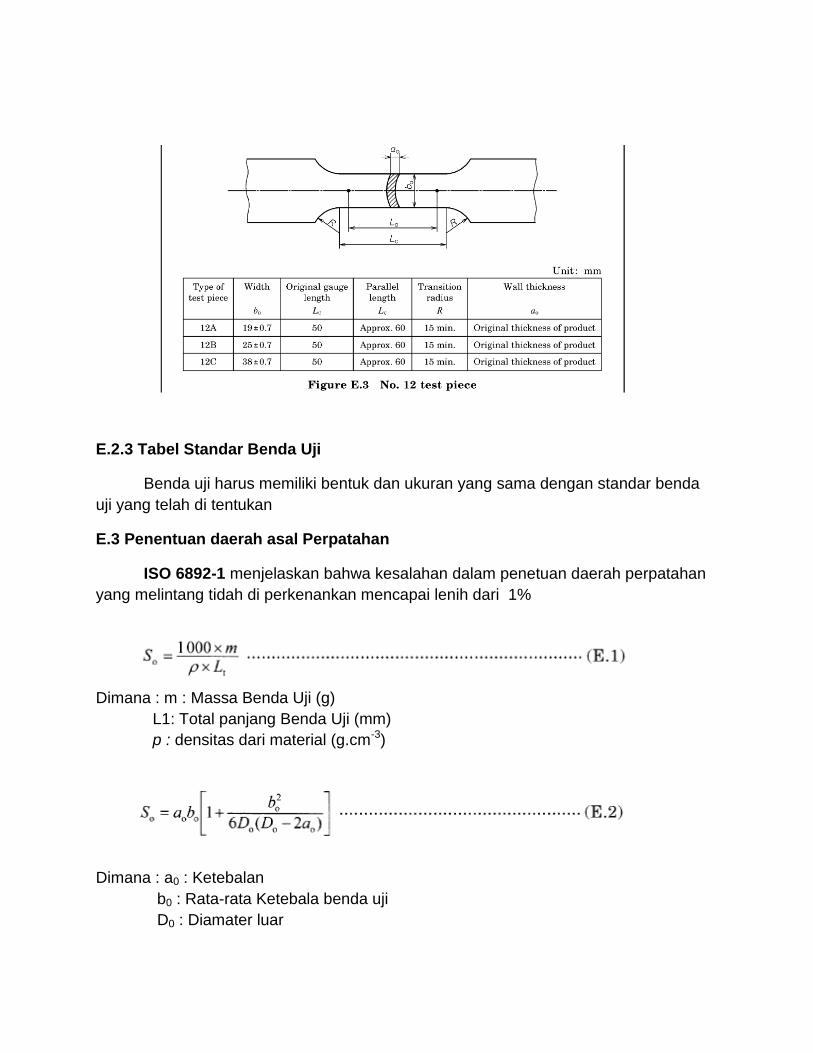
E.2.3 Tabel Standar Benda Uji
Benda uji harus memiliki bentuk dan ukuran yang sama dengan standar benda
uji yang telah di tentukan
E.3 Penentuan daerah asal Perpatahan
ISO 6892-1 menjelaskan bahwa kesalahan dalam penetuan daerah perpatahan
yang melintang tidah di perkenankan mencapai lenih dari 1%
Dimana : m : Massa Benda Uji (g)
L1: Total panjang Benda Uji (mm)
p : densitas dari material (g.cm-3)
Dimana : a0 : Ketebalan
b0 : Rata-rata Ketebala benda uji
D0 : Diamater luar
Atau persamaan E.3 bisa digunakan
NOTE 1 : ISO 6892-1 Perhitungan secara specific bisa dengan menggunakan
persamaaan
NOTE 2 ISO 6892-1 mengizinkan menggunakan persamaan
Dari specimen uji, daerah asal cross section sebaiknya berdasakan persamaan
E.4
Annex F (Informatif)
Memprediksi Daerah Perpatahan Berdasarkan Kekakuan Melalui Mesin Uji
Persamaan JB.1 tidak cocok untuk beberapa deformasi elastis. Sehingga dapat
kita simpulkan bahwa deformasi bisa di bagi menjadi deformasi oleh perlatan uji tesnya
dan deformasi oleh specimen ujinya sendiri. berikut persamaan untuk mencari strain
rate dari specimen uji
Dimana : Cm : kekakuan dari peralatan uji (N/m)
L : Panjang Paralel (mm)
m : kemirinagan kurva persen stress (MPa)
So : original cross sectional areal (mm2)
Ve: cross head separation rate (mm/s)
Catatan : Nilai dari m dan Cm diturunkan dari daerah linear kurva tegangan regangan.
Annex G (Infomatif)
Metode Penghitungan Persen perpanjangan setelah patahan jika nilai spesifikasi
kurang dari 5 %
Salah satu metode rekomendasi adalah seperti yang ditunjukkan pada gambar
G.1
NOTE : Metode yang lain di jelaskan 20.2
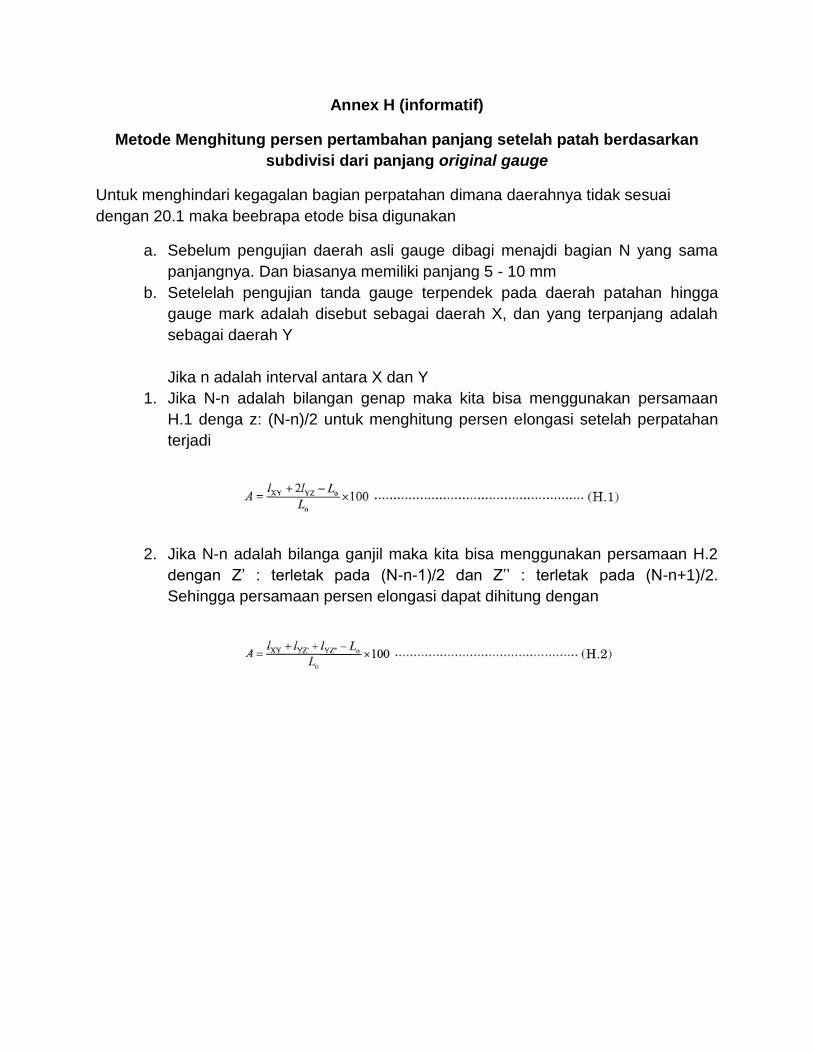
Annex H (informatif)
Metode Menghitung persen pertambahan panjang setelah patah berdasarkan
subdivisi dari panjang original gauge
Untuk menghindari kegagalan bagian perpatahan dimana daerahnya tidak sesuai
dengan 20.1 maka beebrapa etode bisa digunakan
a. Sebelum pengujian daerah asli gauge dibagi menajdi bagian N yang sama
panjangnya. Dan biasanya memiliki panjang 5 - 10 mm
b. Setelelah pengujian tanda gauge terpendek pada daerah patahan hingga
gauge mark adalah disebut sebagai daerah X, dan yang terpanjang adalah
sebagai daerah Y
Jika n adalah interval antara X dan Y
1. Jika N-n adalah bilangan genap maka kita bisa menggunakan persamaan
H.1 denga z: (N-n)/2 untuk menghitung persen elongasi setelah perpatahan
terjadi
2. Jika N-n adalah bilanga ganjil maka kita bisa menggunakan persamaan H.2
dengan Z’ : terletak pada (N-n-1)/2 dan Z’’ : terletak pada (N-n+1)/2.
Sehingga persamaan persen elongasi dapat dihitung dengan

GAMBAR H.1
NOTE : Ukuran akhir dari grip adalah sebuah penanda saja
Annex I (Informatif)
Menghitung persen elongasi dari deformasi plastis tanpa necking pada
batangan, kawat batangan, dan kawat biasa
Metode ini bisa digunakan untuk material yang memiliki bagian perpatahan yang lebih
panjang, untuk penghitungan yang lebih akurat sebaiknya menggunakan dua metode
perhitungan
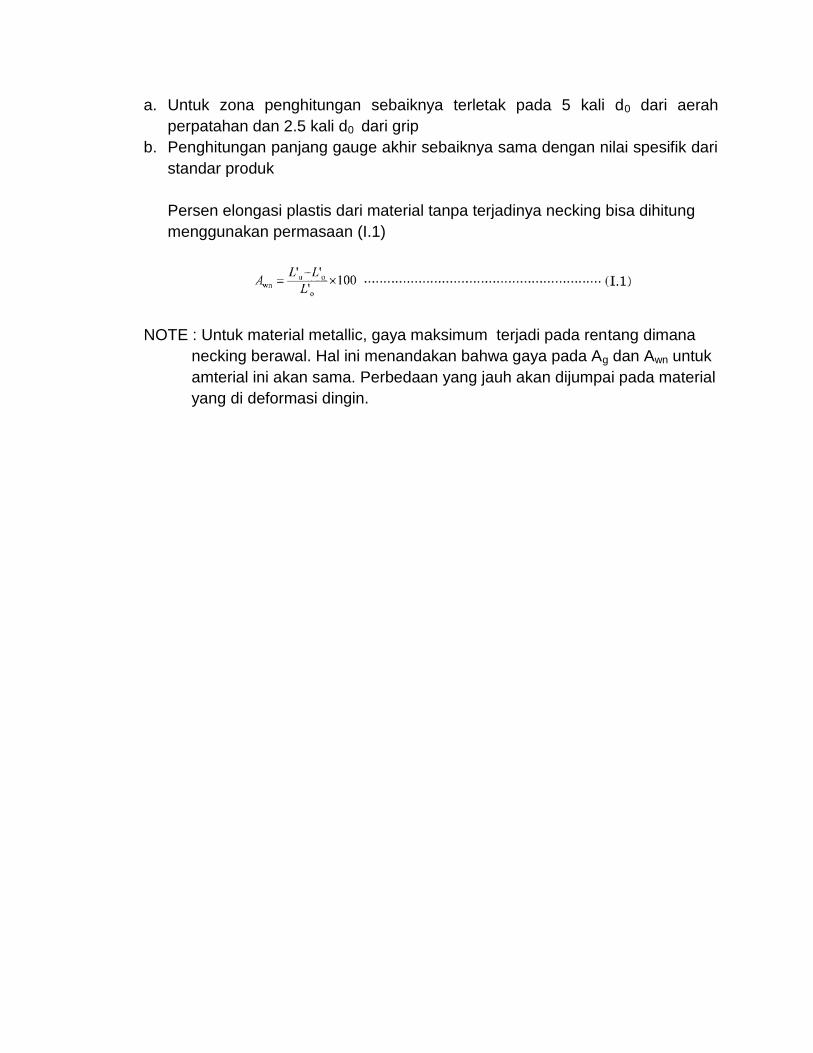
a. Untuk zona penghitungan sebaiknya terletak pada 5 kali d0 dari aerah
perpatahan dan 2.5 kali d0 dari grip
b. Penghitungan panjang gauge akhir sebaiknya sama dengan nilai spesifik dari
standar produk
Persen elongasi plastis dari material tanpa terjadinya necking bisa dihitung
menggunakan permasaan (I.1)
NOTE : Untuk material metallic, gaya maksimum terjadi pada rentang dimana
necking berawal. Hal ini menandakan bahwa gaya pada Ag dan Awn untuk
amterial ini akan sama. Perbedaan yang jauh akan dijumpai pada material
yang di deformasi dingin.