rabu.doc
TRANSCRIPT
Rabu, 19 September 2012
Mencari Putaran Spindle
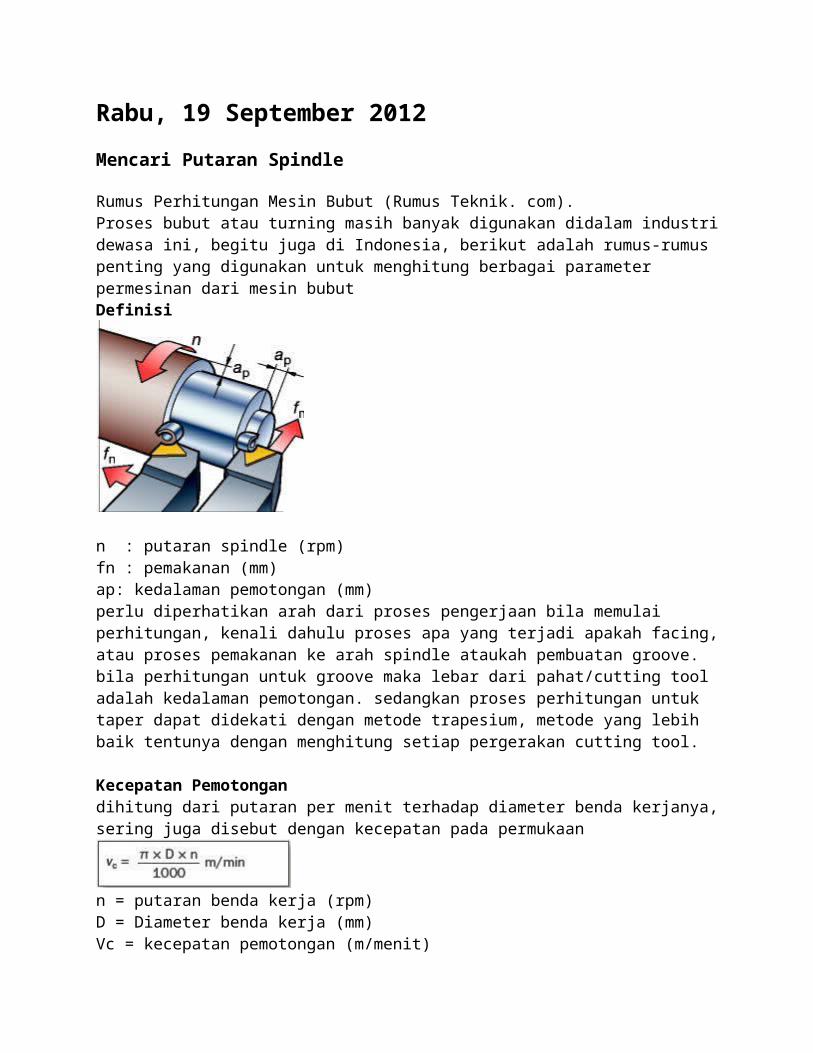
Rumus Perhitungan Mesin Bubut (Rumus Teknik. com).Proses bubut atau turning masih banyak digunakan didalam industri dewasa ini, begitu juga di Indonesia, berikut adalah rumus-rumus penting yang digunakan untuk menghitung berbagai parameter permesinan dari mesin bubutDefinisi
n : putaran spindle (rpm)fn : pemakanan (mm)ap: kedalaman pemotongan (mm)perlu diperhatikan arah dari proses pengerjaan bila memulai perhitungan, kenali dahulu proses apa yang terjadi apakah facing, atau proses pemakanan ke arah spindle ataukah pembuatan groove.bila perhitungan untuk groove maka lebar dari pahat/cutting tool adalah kedalaman pemotongan. sedangkan proses perhitungan untuk taper dapat didekati dengan metode trapesium, metode yang lebih baik tentunya dengan menghitung setiap pergerakan cutting tool.
Kecepatan Pemotongandihitung dari putaran per menit terhadap diameter benda kerjanya, sering juga disebut dengan kecepatan pada permukaan
n = putaran benda kerja (rpm)D = Diameter benda kerja (mm)Vc = kecepatan pemotongan (m/menit)Kecepatan Putaran Benda Kerja (RPM)dihitung dari jumlah putaran setiap menitnya, konstanta 1000 adalah perubahan dari mm ke meter
Metal removal rate
dihutng dari kecepatan pemotongan, dikalikan dengan kedalaman pemotongan dan pemakanannya,Vc = Kecepatan pemotongan (m/menit), sedangkan simbol lainya sama artinya dengan sebelumnya.
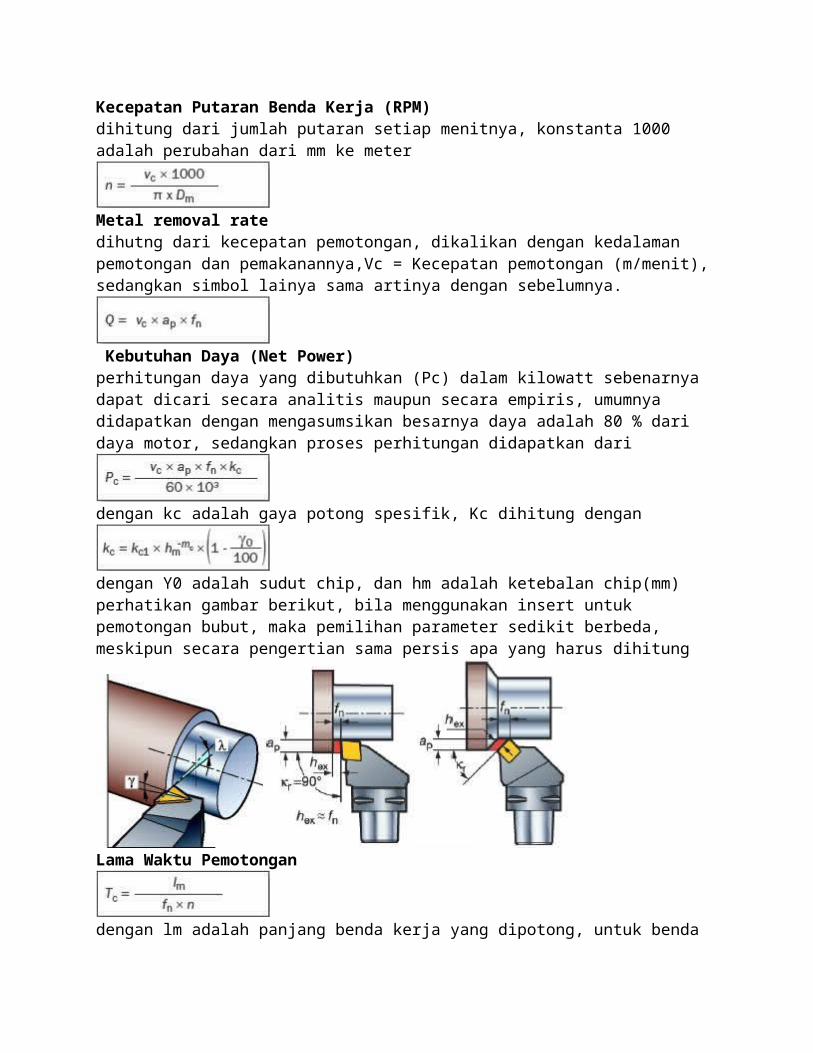
Kebutuhan Daya (Net Power)perhitungan daya yang dibutuhkan (Pc) dalam kilowatt sebenarnya dapat dicari secara analitis maupun secara empiris, umumnya didapatkan dengan mengasumsikan besarnya daya adalah 80 % dari daya motor, sedangkan proses perhitungan didapatkan dari
dengan kc adalah gaya potong spesifik, Kc dihitung dengan
dengan Y0 adalah sudut chip, dan hm adalah ketebalan chip(mm) perhatikan gambar berikut, bila menggunakan insert untuk pemotongan bubut, maka pemilihan parameter sedikit berbeda, meskipun secara pengertian sama persis apa yang harus dihitung
Lama Waktu Pemotongan
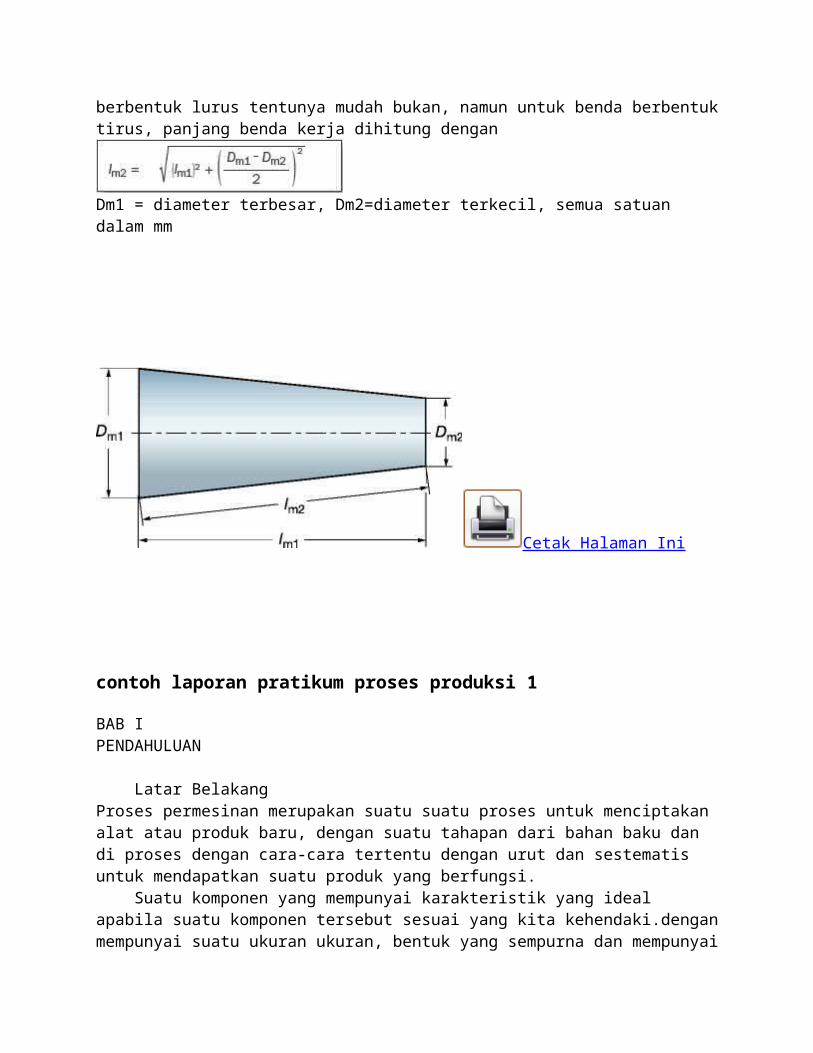
dengan lm adalah panjang benda kerja yang dipotong, untuk benda berbentuk lurus tentunya mudah bukan, namun untuk benda berbentuk tirus, panjang benda kerja dihitung dengan
Dm1 = diameter terbesar, Dm2=diameter terkecil, semua satuan dalam mm
Cetak Halaman Ini
contoh laporan pratikum proses produksi 1
BAB IPENDAHULUAN
Latar BelakangProses permesinan merupakan suatu suatu proses untuk menciptakan alat atau produk baru, dengan suatu tahapan dari bahan baku dan di proses dengan cara-cara tertentu dengan urut dan sestematis untuk mendapatkan suatu produk yang berfungsi. Suatu komponen yang mempunyai karakteristik yang ideal apabila suatu komponen tersebut sesuai yang kita kehendaki.dengan mempunyai suatu ukuran ukuran, bentuk yang sempurna dan mempunyai permukaan yang halus. Sebelum mendapatkan hasil yang demikian maka kita harus membuat alat tersebut membutuhkan suatu proses. Proses dalam permesinan angatlah banyak, di antaranya proses menggunakan mesin bubut. Mesin bubut dapat di artikan sebagai alat yang terbuat dari logam, yang berguna untuk membentuk benda kerja dengan menyayat.Gerakan utama dari mesin bubut adalah berputar. Dalam bidang industri mesin bubut sangat dibutuhkan, terutama pada bidang industri pemesinan..sebagai contoh dalam bidang otomotif mesin bubut di gunakan sebagai pembuat berbagai alat alat yang di butuhkan pada alat kendaraan. Seperti hal nya pada pembuatan roda gigi, mur, baut, poros, piston, dan lain sebagainya. Sebab itu dalam proses permesinan slalu di kaitkan dalam pembuatan suatu alat, yang pada umumnya pada bidang perindustrian. Dalam penggunaan mesin bubut juga dapat di kaitkan dengan mesin mesin lain, contohnya mesin gerinda (grinding machine), mesin frais (milling machine), mesin sekrap (sawing machine) dan mesin mesin lainya.
Tujuan praktikum
Tujuan praktikum secara umum Mengetahui cara dan proses pembubutan. Mengetahui parameter pemotongan dan fungsi komponen mesin bubut. Terampil menggunakan mesin bubut dan membuat bentuk yang diinginkan pada benda kerja. Mengetahui jumlah waktu proses yang dibutuhkan untuk membuat sebuah produk. Tujuan praktikum secara khusus Dapat mengoperasikan mesin bubut sesuai prosedur. Menerapkan teori yang didapat selama kuiah kedalam praktikum. Menganalisa data dari spesimen yang diberikan setelah melakukan praktikum. Menganalisa kendala yang berpengaruh pada proses pembuatan praktikum. menganalisa kendala yang berpengaruh pada proses pembuatan spesimen. Manfaat praktikum Selama berjalananya pratikum proses produksi I manfaat yang dapat kami ambil adalah: Mengetahui proses pemesinan dengan menggunakan mesin bubut. Mengerti tentang gambar kerja yang akandi buat. Lebih teliti dalam pembuatan spesimen pada setiap proses pembuatan.
BAB IILANDASAN TEORI
2.1 Teori Proses ProduksiProses produksi merupakan suatu usaha untuk menciptakan suatu alat baru atau menambah nilai ekonomi suatu benda. Tujuan dari proses produksi ini untuk memenuhi kebutuhan manusia. Di dalam proses produksi trejadi perubahan bentuk (Tranformasi) dari input yang di masukan baik secara fisik maupun non fisik.Proses produksi bisa juga di katakana sebagai proses perubahan bentuk yang tidak dapat di lakukan sendirian karena hal tersebut akan mengakibatkan proses perubahan produksi yang tidak terkendali. Agar proses produksi dapat di kendalikan secara efektif, maka harus di kaitkan dengan suatu proses lain yang akan mampu memberi arah, mengevaluasi tranformasi dan membuat penyesuaian dengan lingkungan industry yang selalu berubah-ubah. Sedangkan orang, badan usaha, atau organisasi yang mengahasilkan suatu barang atau jasa di sebut produsen.Sedangkan teori produksi adalah terori yang menjelaskan hubungan antara tingkat prouksi dengan jumlah factor- factor produksi dan hasil penjualan outputnya.Teori produksi terbagi menjadi dua macam, yaitu produksi jangka pendek dan teori jangka panjang. Teori jangka pendek adalah jika sebagian produksi jumlahnya tepat dan yang lain berubah. Misalnya jumlah modal tetap tetapi jumlah tenaga kerja berubah. Sedangkan teori jangka panjang adalah factor produksi dapat berubah dan di tambah sesuai kebutuhanTujuan dari produksi adalah untuk memenuhi kebutuhan manusia dalam usaha mencari kemakmuran. Kemakmuran akan tercapai bila konsumen memiliki daya beli yang cukup tinggi, dan barang atau jasa yang di perlukan tersedia untuk memenuhi kebutuhan.
2.2 Teori Proses PermesinanProses permesinan atau machining (Diktat Lab Sistem Manufaktur, 2005) adalah terminologi umum yang digunakan untuk mendeskripsikan sebuah proses penghilangan material. Proses permesinan dibagi menjadi dua yakni : 1. Traditional Machining : turning, milling, drilling, grinding, dll. 2. Non-traditional machining: chemical machining, ECM, EDM, EBM, LBM, machining dari material non-metallic.Proses machining merupakan proses yang banyak digunakan untuk proses pembentukan produk, hal ini dikarenakan proses permesinan memiliki keunggulan-keunggulan dibanding proses pembentukan lainnya (casting, powder metallurgy,bulk deformation) yaitu:1. Keragaman material kerja yang dapat diproses * Hampir semua logam dapat dipotong * Plastik dan plastik komposit juga dapat dipotong * Ceramic sulit untuk dipotong (keras & getas)2. Keragaman geometri potong * Fitur standar: lubang, slot, step dll * Fitur non-standar: tap hole, T slot2.2.1 Jenis- Jenis Proses Permesinan beserta prinsip kerjanyaProses permesinan (Diktat Lab Sistem Manufaktur, 2005) merupakan proses manufaktur dimana objek dibentuk dengan cara membuang atau meghilangkan sebagian material dari benda kerjanya. Tujuan digunakan proses permesinan ialah untuk mendapatkan akurasi dibandingkan proses-proses yang lain seperti proses pengecoran, pembentukan dan juga untuk memberikan bentuk bagian dalam dari suatu objek tertentu. Adapun jenis-jenis proses permesinan yang banyak dilakukan adalah: Proses bubut (turning), proses menyekrap (shaping dan planing), proses pembuatan lubang (drilling), proses mengefreis (milling), proses menggerinda (grinding), proses menggergaji (sawing), dan proses memperbesar lubang (boring).
1. Proses Bubut (Turning)Proses bubut (turning) merupakan proses produksi yang melibatkan bermacam-macam mesin yang pada prinsipnya adalah pengurangan diameter dari benda kerja. Proses-proses pengerjaan pada mesin bubut secara umum dikelompokkan menjadi dua yaitu: proses pemotongan kasar dan pemotongan halus atau semi halus. Jenis mesin ini bermacam-macam dan merupakan mesin perkakas yang paling banyak digunakan di dunia serta paling banyak menghasilkan berbagai bentuk komponen-komponen sesuai peralatan.Pada mesin ini, gerakan potong dilakukan oleh benda kerja dimana benda ini dijepit dan Diputar oleh spindel sedangkan gerak makan dilakukan oleh pahat dengan gerakan lurus.Pahat hanya bergerak pada sumbu XY.
2. Proses Menyekrap (Shaping dan Planning)Pada proses permesinan ini hanya dapat memotong menurut garis lurus dengan jenis/tipe pemotongan yang sama dan selalu memotong hanya dalam satu arah, sehingga langkah balik merupakan langkah terbuang (waktu terbuang). Proses menyekrap menggunakan tool yang lebih keras dari benda kerja.a. Shaper
Shaper adalah mesin yang digunakan untuk memproduksi benda yang memilki dimensi relatif lebih kecil jika dibandingkan dengan planer. Gerak potang pada mesin shaper dilakukan oleh pahat yang melekat pada ram, sedangkan gerak makan dilakukan oleh benda kerja (meja).b. PlanerPlaner adalah mesin yang digunakan untuk memproduksi benda yang besar dan berat.Gerak potong dilakukan oleh benda kerja, sedangkan gerak makan dilakukan oleh pahat.
3. Mesin Gurdi (Drilling Machine)Pada mesin Gurdi pahat potong yang digunakan berupa twist drill yang terdiri dari dua atau lebih pahat potong tunggal, sehingga dikelompokkan sebagai pahat bermata potong banyak.Gerakan memotong dan memahat dilakukan oleh pahat.
4. Mesin Freis (Milling Machine)Pada proses Freis, prinsip dasar yang digunakan adalah terlepasnya logam (geram) oleh gerakan pahat yang berputar. Mesin ini dapat melakukan pekerjaan seperti memotong, membuat roda gigi, menghaluskan permukaan, dan lain-lain. Prinsip kerja dari proses milling adalah pemotongan benda kerja dengan menggunakan pahat bermata majemuk yang dapat menghasilkan sejumlah geram. Benda kerja diletakkan di meja kerja kemudian, dipasang pahat potong dan disetel kedalaman potongnya.Setelah itu, benda kerja didekatkan ke pahat potong dengan pompa berulir, untuk melakukan gerak memakan sampai dihasilkan benda kerja yang diinginkan.
5. Mesin Gerinda (Grinding Machine)Prinsip kerja dari menggerinda adalah menggosok, menghaluskan dengan gesekan atau mengasah, biasanya proses grinding digunakan untuk proses finishing pada proses pengecoran. Mesin gerinda dibedakan menjadi beberapa macam antara lain:a. Face Grinding jenis serut (Reciprocating Table), biasanya digunakan untuk design sindle vertikal, untuk roda gigi, dan untuk pengerjaan permukaan datar.b. Face Grinding jenis meja kerja putar (Rotating Table) yang digunakan untuk pengerjaan luar seperti memperbaiki cetakan dan permukaan panjang.c. Gerinda silindris (CylindricalGrinding),gerinda ini digunakan untuk mengerinda permukaan silindris, meskipun demikian pekerjaan tirus yang sederhana dapat juga dikerjakan. Gerakan silindris dapat dikelompokkan menurut metode penyangga meja kerja, yaitu gerinda dengan pusat dan gerinda tanpa pusat.
6. Gergaji (Sawing)Mesin gergaji adalah suatu mesin yang sangat sederhana dan banyak digunakan untuk memotong logam atau non logam.
7. Mesin pembesar lubang (Broaching)Proses Broaching pada dasarnya hampir sama dengan proses gergaji, hanya berbeda pada bentuk pahat potongnya. Jika pada mesin gergaji pemakan atau pemotong benda kerja oleh satu sisi pahat, tetapi pada mesin broaching pada keseluruhan dari sisi pahat potong
2.3 Teori Mesin BubutMesin bubut adalah suatu mesin perkakas yang digunakan untuk memotong benda yang diputar.Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir.Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan pembuatan ulir.Jumlah gigi pada masing-masing roda gigi penukar bervariasi besarnya mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127.Roda gigi penukar dengan jumlah 127 mempunyai kekhususan karena digunakan untuk konversi dari ulir metrik ke ulir inci.
2.3.1Prinsip Kerja Mesin BubutPrinsip kerja mesin bubut adalah benda kerja yang berputar, sedangkan pisau bubut bergerak memanjang dan melintang. Dari kerja ini, dihasilkan sayatan dan bentuk benda kerja yang umumnya simetris.Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.Pekerjaan pekerjaan yang umumnya dikerjakan oleh mesin bubut, antara lain : Membubut Luar Membubut Dalam Membubut Tirus Membubut Permukaan Memotong Membuat Ulir
Gambar 2.1 Bentuk pengerjaan mesin bubut2.3.2 Komponen Mesin BubutMesin bubut terdiri dari meja dan kepala tetap. Di dalam kepala tetap terdapat roda-roda gigi transmisi penukar putaran yang akan memutar poros spindel. Poros spindel akan memutar benda kerja melalui cekal. Eretan utama akan bergerak sepanjang meja sambil membawa eretan lintang dan eretan atas dan dudukan pahat. Sumber utama dari semua gerakkan tersebut berasal dari motor listrik untuk memutar pulley melalui sabuk.
Gambar 2.2 Komponen mesin bubut Kepala tetap ( head stock ) Spindel (spindle ) Eretan ( carriage ) Kepala lepas ( tail stock ) Alas ( bed ) Ulir pembawa ( lead screw )
Poros penjualan ( feed rod ) Tempat pahat ( tool post ) Alas putar (swivel base ) Lemari roda gigi ( Gear box )2.3.3 Cara MembubutDasar-dasar membubut adalah sebagai berikut : Pasang benda kerja pada cekam ( chuck ) cukup kuat, artinya tidak lepas pada waktu mesin dihidupkan dan sedang melakukan penyayatan. Periksa kedudukan benda kerja tersebut pada saat cekan diputar dengan tangan, apakah posisinya sudah benar, artinya putaran benda tidak oleng/ simetris dan periksa apakah ada bagian yang tertabrak yang membahayakan dan merusak mesin. Pasang/ setel kedudukan pahat bubut agar posisi ujung potong pahat tepat pada titik center dari kepala lepas. Untuk mengatur possisi tersebut dapat menggunakan ganjal dari plat tipis atau dengan menggunakan tempat pahat model perahu (american tool post ), kemudian lanjutkan membubut benda kerja sesuai dengan ukuran yang telah ditentukan.
Parameter pada proses bubut ada 5, yaitu : Kecepatan potong, berhubungan dengan kecepatan putar dan diameter awal. Persamaan kecepatan potong :
D = Diameter N = Kecepatan Putar (rpm) Gerak makan, diatur dengan tuas pemilih gerak makan. Arah gerak makan bisa aksial (pada reduksi diameter dan pembuatan ulir) atau radial (pada facing). Kedalaman potong, tidak boleh terlalu dalam karena pemotongan yang terlalu dalam akan menyebabkan pahat cepat rusak. Waktu potong berhubungan dengan panjang pemesinan. Panjang pemesinan menentukan waktu potong dengan persamaan.
T = waktu potong (menit) L = panjang pemesinan (mm) Fr = feed rate (mm/menit)
Cara membubut ada beberapa macam antara lain: Cara Membubut TirusPada bagian-bagian mesin, selain poros dengan bentuk rata memanjang atau bertingkat, ada juga poros berbentuk tirus.Untuk membubut tirus dapat dilakukan dengan dua cara. Cara pertama, dengan menggeser kepala lepas, dengan menggunakan rumus sebagai berikut : Gambar 2.3 Membuat tirus dengan menggeser kepala lepas.X=(D-d)/2 X L/l
Dimana : x = Jarak geser kepala lepas dari garis sumbu spindle D = Diameter terbesar d = Diameter terkecil L = Panjang benda kerja l = Panjang yang ditiruskanCara kedua, dengan menggeserkan alas putar (swifel base) dengan menentukan besarnya sudut.
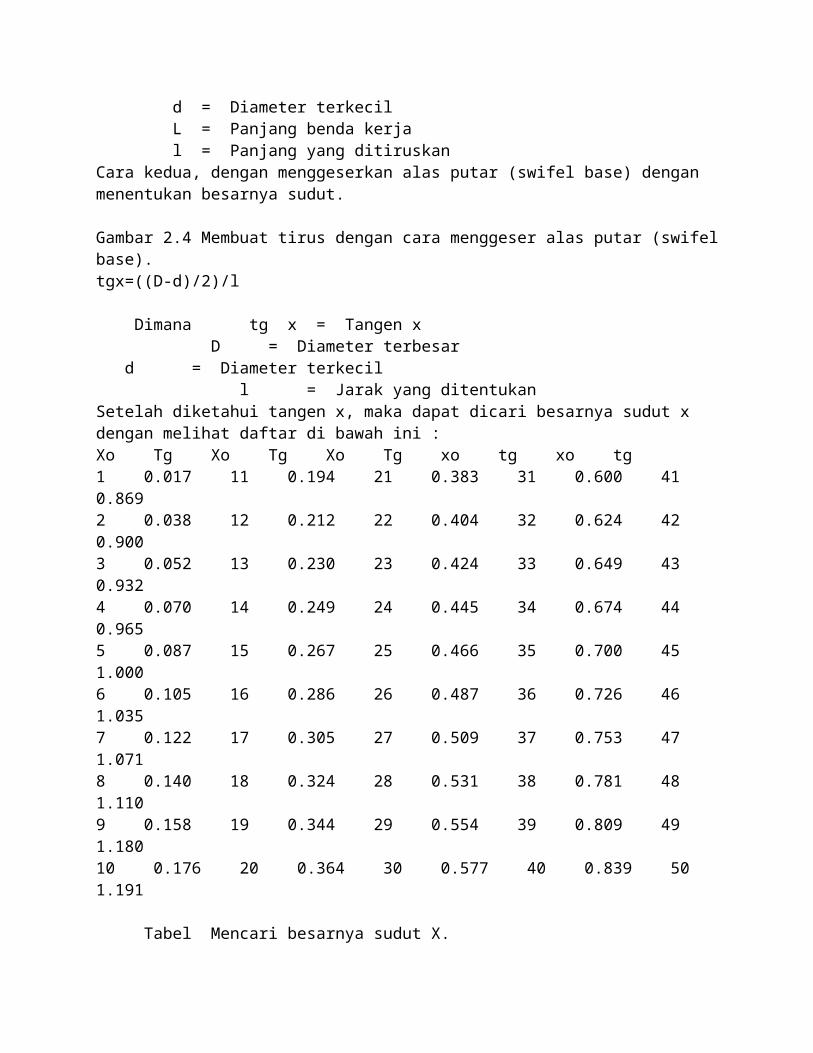
Gambar 2.4 Membuat tirus dengan cara menggeser alas putar (swifel base).tgx=((D-d)/2)/l
Dimana tg x = Tangen x D = Diameter terbesar d = Diameter terkecil l = Jarak yang ditentukanSetelah diketahui tangen x, maka dapat dicari besarnya sudut x dengan melihat daftar di bawah ini :Xo Tg Xo Tg Xo Tg xo tg xo tg1 0.017 11 0.194 21 0.383 31 0.600 41 0.8692 0.038 12 0.212 22 0.404 32 0.624 42 0.9003 0.052 13 0.230 23 0.424 33 0.649 43 0.9324 0.070 14 0.249 24 0.445 34 0.674 44 0.9655 0.087 15 0.267 25 0.466 35 0.700 45 1.0006 0.105 16 0.286 26 0.487 36 0.726 46 1.0357 0.122 17 0.305 27 0.509 37 0.753 47 1.0718 0.140 18 0.324 28 0.531 38 0.781 48 1.1109 0.158 19 0.344 29 0.554 39 0.809 49 1.18010 0.176 20 0.364 30 0.577 40 0.839 50 1.191
Tabel Mencari besarnya sudut X.
Cara Membubut Ulir Cara membubut ulir segitiga adalah sebagai berikut : Ulir segitiga ada 2 macam, yaitu : + Ulir metrik dengan sudut 60o + Ulirwhit worth ( WW ) dengan sudut 55 o Maka pasanglah pahat bubut dengan sudut yang sesuai.Apabila pahatnya belum tersedia, bentuklah pahat tersebut sesuai dengan sudut yang dibutuhkan. Pasang pahat bubut pada tempat pahat. Atur kedudukan alas putar sehingga membentuk sudut 90 o dengan garis sumbu spindel. Setiap memulai pembubutan harus menggunakan lonceng,yaitu pada saat akan memulai
pembubutan, jarum dengan angka yang ditentukan harus tepat bertemu, langsung handle otomatis dijalankan, bila sampai pada akhir ulir, handle otomatis dilepas. Hal ini dikerjakan berulang-ulang. Gambar 2.5 Cara membuat ulir
2.3.4 Bentuk-bentuk PahatAgar sesuai dengan penggunaannya, seperti kekerasan bahan, bentuk, dan jenis benda kerja, maka pahat bubut dibuat sedemikian rupa sehingga masing-masing memiliki spesifikasi tersendiri, antara lain : Pahat Kasar Kiri Pahat Kasar Kanan Pahat Halus Pahat Permukaan Kiri Pahat Permukaan Kanan Pahat Potong/Alur Gambar 2.6 Bentuk pahat
Agar menghasilkan kemampuan penatalan yang baik, maka pahat bubut memiliki sudut-sudut geometris. Sudut-sudut geometris tersebut terdiri dari : Gambar 2.7 Sudut geometris Sudut potong sisi ( 45o – 60o ) sudut jalan bebas ( 8o – 15o ) sudut baji ( 30o – 82o ) sudut siduk ( 10o – 52o )
Bentuk pahat untuk benda kerja dengan bahan yang lebih keras akan berlainan dengan bentuk pahat untuk benda kerja dengan bahan yang lebih lunak.Di bawah ini adalah daftar sudut-sudut pahat bubut untuk beberapa logam :
Tabel 2.2 Sudut- sudut pisau bubut untuk beberapa logamBahan V W SAlumunium 8 o 30 o - 50 o 32 o – 52 oPerunggu 10 o – 15 o 40 o 15 o – 40 oKuningan 12 o – 15 o 50 o 25 o – 28 oBaja sampai 60 kg / mm2 8 o 62 o 20 oBaja 60 kg / mm2 ke atas 8 o 68 o 14 oBesi tuang 6 o 74 o 10 o
Pahat ulir 8 o 82 o -
2.3.5 Kecepatan Spindel Kecepatan spindel harus disesuaikan dengan kekerasan dari benda kerja yang akan dibubut. Yaitu, makin keras benda kerja atau makin besar diameternya, kecepatan spindle makin rendah. Dan makin lunak benda kerja atau makin kecil diameternya, kecepatan spindle makin tinggi. Untuk menghitung kecepatan spindel dapat menggunakan rumus sebagai berikut : N=(1000 x s)/(π .D) Dimana : N = kecepatan spindle dalam rpm s = kecepatan potong D = diameter benda kerja
Daftar kecepatan potong untuk masing-masing bahan, dapat dilihat di bawah ini :
Tabel 2.3 Kecepatan potong pada masing-masing bahan.Bahan Pengerjaan kasar MenghaluskanBaja (mild steel) 30 40Baja tuang 20 30Baja paduan 15 25Kuningan perunggu 50 70Tembaga 30 40Alumunium 70 100Plastik 80 120
Jenis-jenis Mesin BubutAda beberapa jenis-jenis mesin bubut antara lain: Mesin Bubut Universal Mesin Bubut Khusus Mesin Bubut Konvensional Mesin Bubut dengan Komputer (CNC)
BAB IIIMETODOLOGI
3.1 Alat dan bahan3.1.1 AlatAlat-alat yang di gunakan pada praktimum proses produksi pembuatan spesimen uji tarik adalah :
Mesin bubut
Gambar 3.1 Mesin Bubut Gerinda potong
Gambar 3.2 gerinda potong
Gerinda duduk
Gambar 3.3 Gerinda duduk Mata pahat
Gambar 3.4 Mata pahat Jangka sorong (vernier caliper)
Gambar 3.5 Jangka sorong Mistar ukur
Gambar 3.6 mistar ukur Ragum
Gambar 3.7 Ragum Kikir
Gambar 3.8 Kikir
i. Amplas Gambar 3.9 Amplas j. Mata bor Gambar 3.10 Mata bor k. Ulir dalam Gambar 3.11 Ulir dalam
l. Hand tap Gambar 3.12 hand tap M. Mesin bor Gambar 3.13 Mesin bor3.1.2 BahanBahan yang di dunakan dalam pembuatan palu instrument adalah dua baja karbon dalam bentuk silinder dengan diameter 22 mm dan panjang 150 cm dan diameter 25 mm dan panjang 50 cm.
Gambar 3.14 Bahan 3.2 Prosedur praktikum Persiapkan alat-alat dan bahan yang akan digunakan.
Pemotongan bahan.
Gambar 3.15 pemotongan bahan Persiapkan pahat
Gambar 3.16 persiapkan pahat Pembubutan kepala palu.
Gambar 3.17 pembubutan kepala palu
Pembubutan tirus pada kepala palu.
Gambar 3.18 pembubutan tirus pada kepala palu Proses mengikir kepala palu yang sudah di bubut.
Gambar 3.19 proses mengkikir kepala palu yang sudah di bubut Proses mengampelas kepala palu setelah di kikir.
Gambar 3.20 proses mengaplas kepala palu setelah di kikir
Proses membuat lubang (drilling) pada kepala palu.
Gambar 3.21 proses drilling pada kepala palu Proses memperbesar lubang (borring) pada kepala palu.
Gambar 3.22 proses borring pada kepala palu Kepala palu yang sudah di lubangi.
Gambar 3.23 kepala palu yang sudah di lubangi
Proses membuat ulir dalam menggunakan hand tap.
Gambar 3.23 proses membuat ulir dalam menggunakan hand tap Proses pembubutan gagang palu.
Gambar 3.24 Proses pembubutan gagang palu Hasil Pengerjaan
Gambar 3.25 hasil pengerjaan
BAB IVHASIL DAN PEMBAHASAN
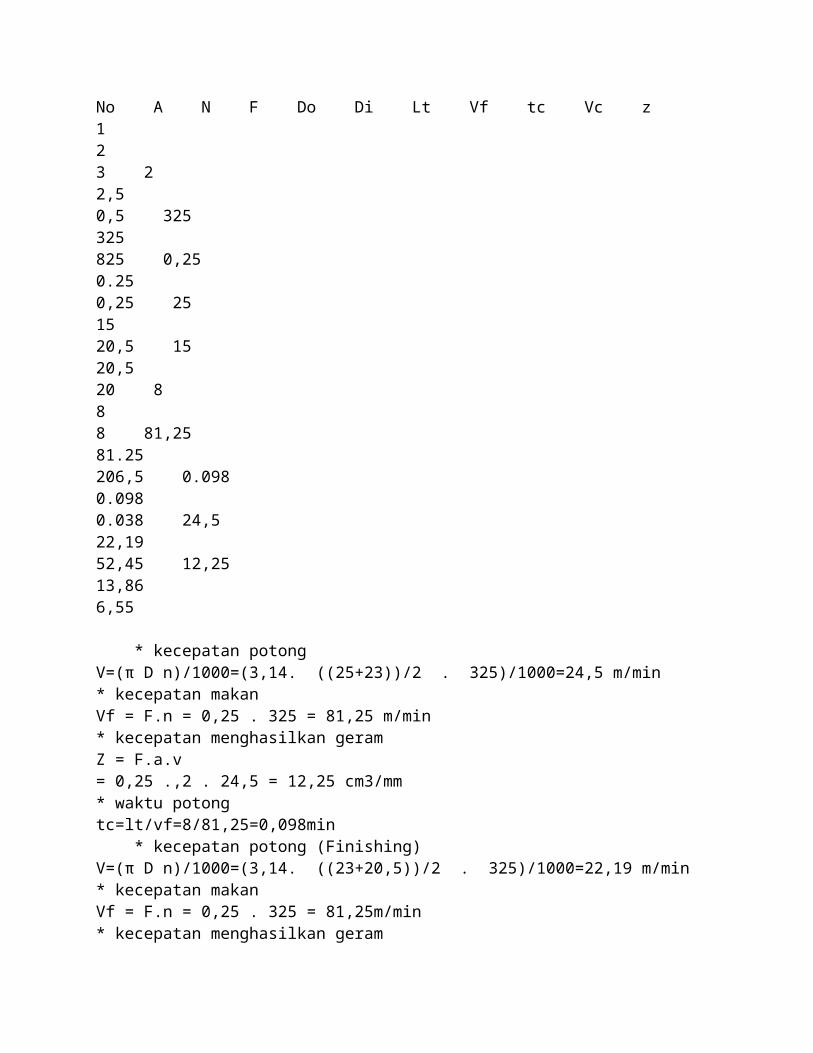
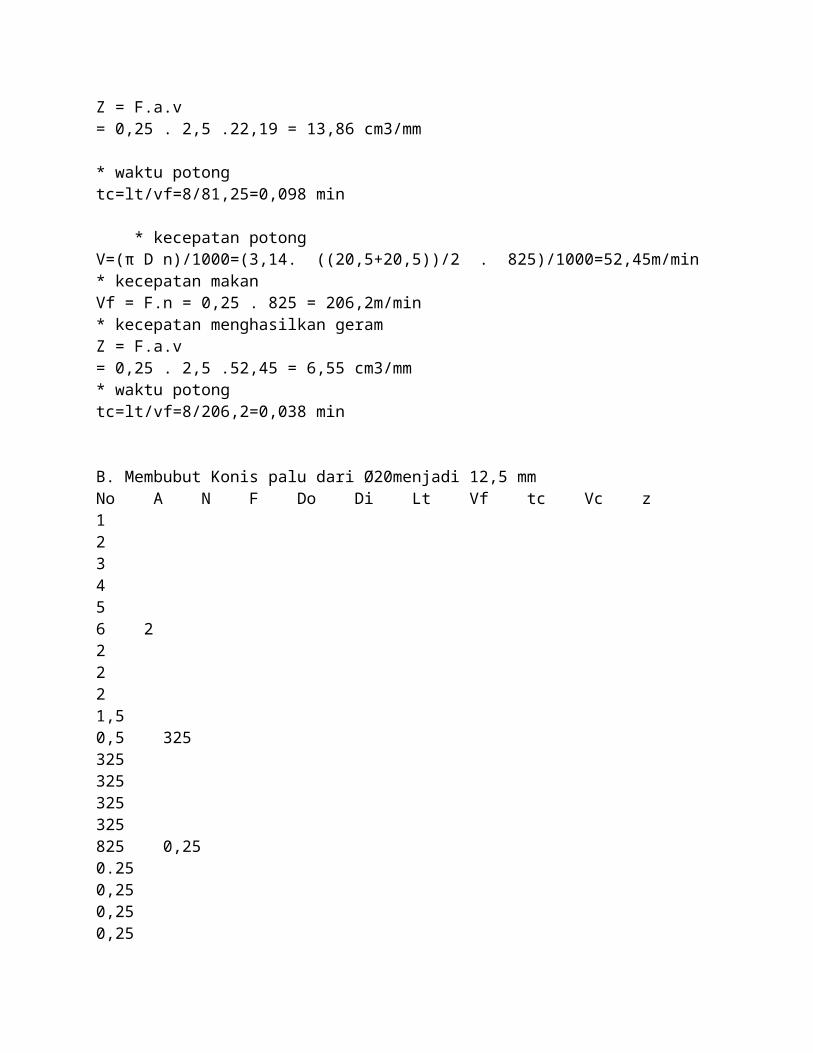
4.1 HASIL DAN PERITUNGAN Kepala PaluA. Perubahan diameter specimenpalu instrumen dariØ25 mm menjadi Ø20 mmNo A N F Do Di Lt Vf tc Vc z123 22,50,5 325325825 0,250.250,25 251520,5 1520,520 888 81,2581.25206,5 0.0980.0980.038 24,522,1952,45 12,2513,866,55
* kecepatan potongV=(π D n)/1000=(3,14. ((25+23))/2 . 325)/1000=24,5 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 .,2 . 24,5 = 12,25 cm3/mm* waktu potongtc=lt/vf=8/81,25=0,098min * kecepatan potong (Finishing)V=(π D n)/1000=(3,14. ((23+20,5))/2 . 325)/1000=22,19 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min
* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2,5 .22,19 = 13,86 cm3/mm
* waktu potongtc=lt/vf=8/81,25=0,098 min
* kecepatan potongV=(π D n)/1000=(3,14. ((20,5+20,5))/2 . 825)/1000=52,45m/min* kecepatan makanVf = F.n = 0,25 . 825 = 206,2m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2,5 .52,45 = 6,55 cm3/mm* waktu potongtc=lt/vf=8/206,2=0,038 min
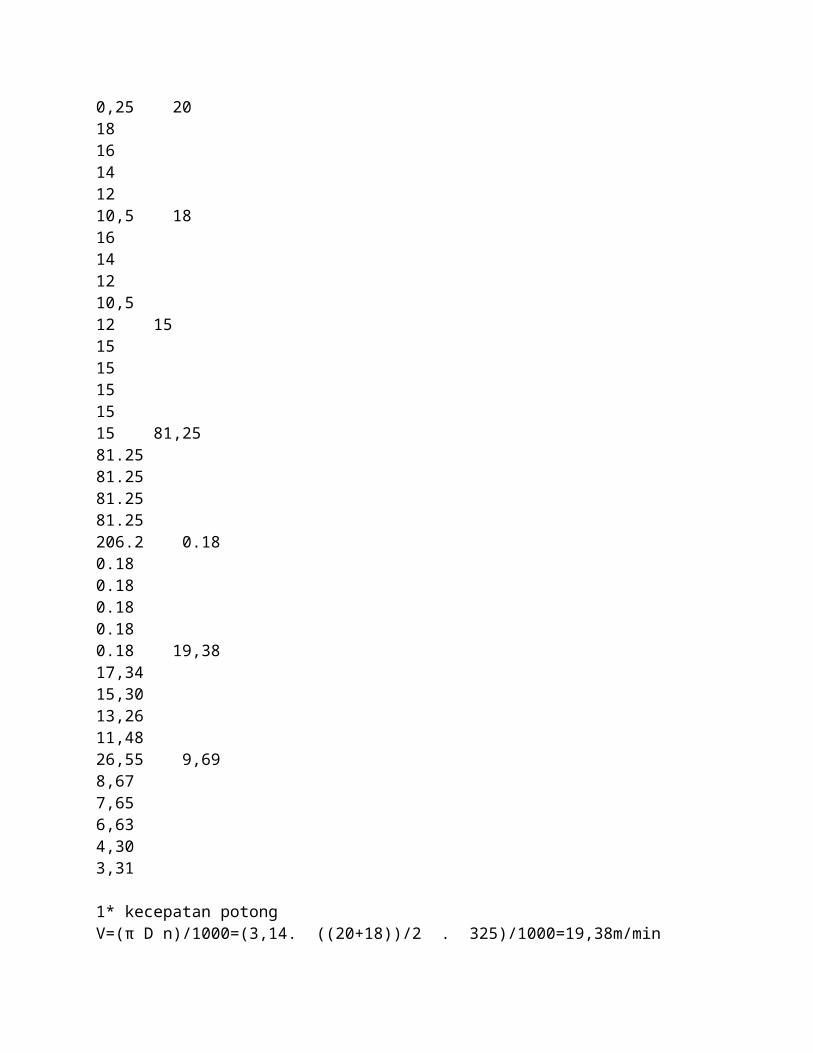
B. Membubut Konis palu dari Ø20menjadi 12,5 mmNo A N F Do Di Lt Vf tc Vc z123456 22221,50,5 325325325325325825 0,250.250,250,250,250,25 201816141210,5 18
16141210,512 151515151515 81,2581.2581.2581.2581.25206.2 0.180.180.180.180.180.18 19,3817,3415,3013,2611,4826,55 9,698,677,656,634,303,31
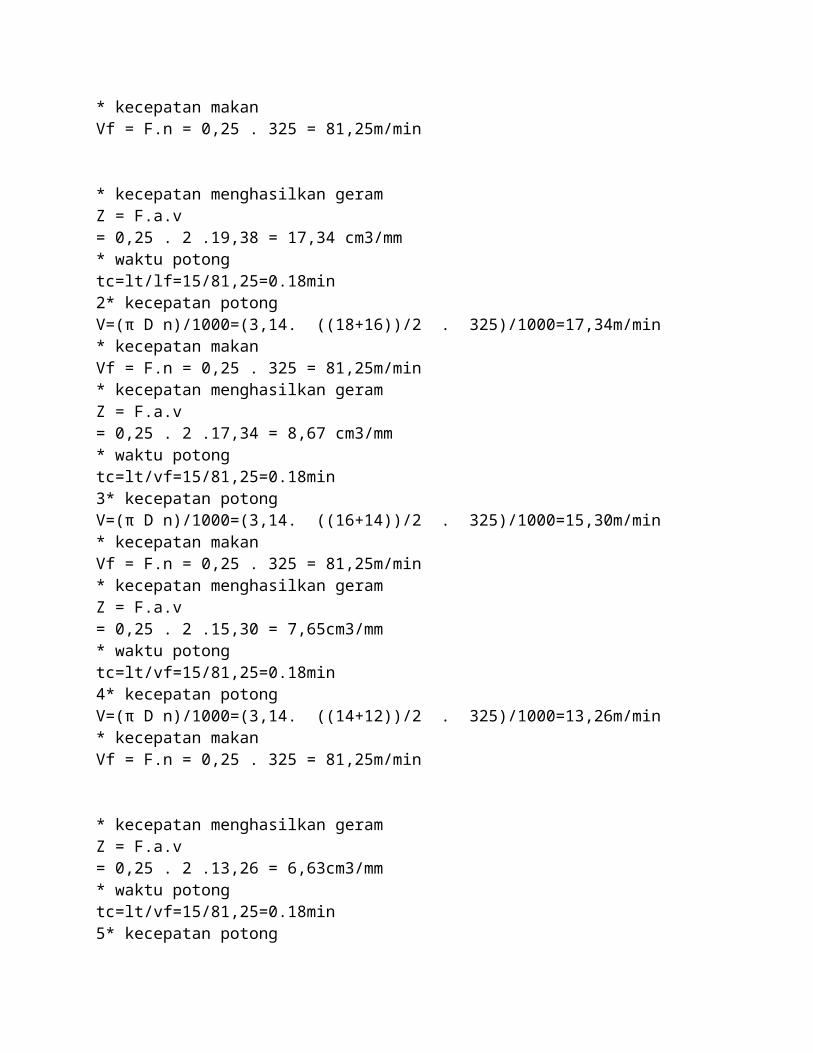
1* kecepatan potongV=(π D n)/1000=(3,14. ((20+18))/2 . 325)/1000=19,38m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min
* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .19,38 = 17,34 cm3/mm* waktu potongtc=lt/lf=15/81,25=0.18min2* kecepatan potongV=(π D n)/1000=(3,14. ((18+16))/2 . 325)/1000=17,34m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min
* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .17,34 = 8,67 cm3/mm* waktu potongtc=lt/vf=15/81,25=0.18min3* kecepatan potongV=(π D n)/1000=(3,14. ((16+14))/2 . 325)/1000=15,30m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .15,30 = 7,65cm3/mm* waktu potongtc=lt/vf=15/81,25=0.18min4* kecepatan potongV=(π D n)/1000=(3,14. ((14+12))/2 . 325)/1000=13,26m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min
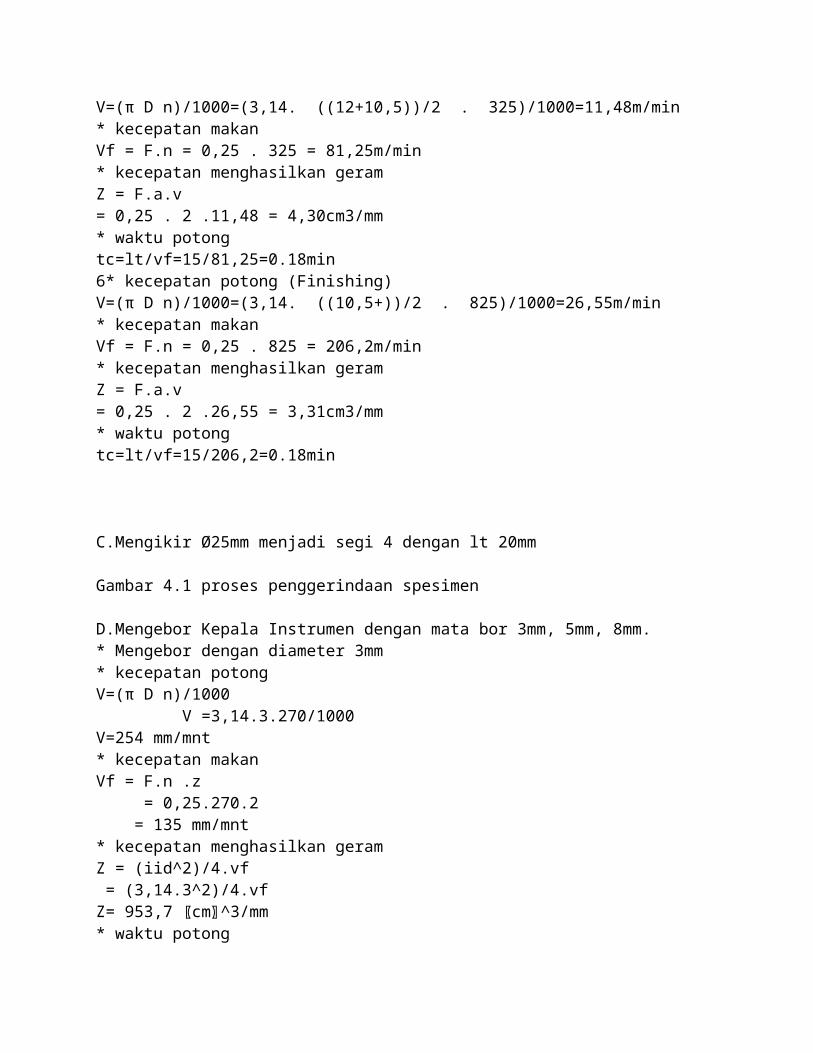
* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .13,26 = 6,63cm3/mm* waktu potongtc=lt/vf=15/81,25=0.18min5* kecepatan potongV=(π D n)/1000=(3,14. ((12+10,5))/2 . 325)/1000=11,48m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .11,48 = 4,30cm3/mm* waktu potongtc=lt/vf=15/81,25=0.18min6* kecepatan potong (Finishing)V=(π D n)/1000=(3,14. ((10,5+))/2 . 825)/1000=26,55m/min* kecepatan makanVf = F.n = 0,25 . 825 = 206,2m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .26,55 = 3,31cm3/mm* waktu potongtc=lt/vf=15/206,2=0.18min
C.Mengikir Ø25mm menjadi segi 4 dengan lt 20mm
Gambar 4.1 proses penggerindaan spesimen
D.Mengebor Kepala Instrumen dengan mata bor 3mm, 5mm, 8mm.* Mengebor dengan diameter 3mm* kecepatan potongV=(π D n)/1000 V =3,14.3.270/1000V=254 mm/mnt* kecepatan makanVf = F.n .z = 0,25.270.2 = 135 mm/mnt* kecepatan menghasilkan geramZ = (iid^2)/4.vf = (3,14.3^2)/4.vfZ= 953,7 〖cm〗^3/mm* waktu potongtc=lt/lf Tc= 12/135 = 0.089 menit
* Mengebor dengan diameter 5mm* kecepatan potongV=(π D n)/1000 V=3,14.5.270/1000V=135 mm/mnt* kecepatan makanVf = F.n .z = 0,25.270.2 = 135 mm/mnt* kecepatan menghasilkan geramZ = (iid^2)/4.vf = (3,14.5^2)/4.135Z= 265〖cm〗^3/mm* waktu potongtc=lt/lf Tc= 12/135 = 0.089 mnt
* Mengebor dengan diameter 8mm* kecepatan potongV=(π D n)/1000 V=3,14.8.270/1000V=6,67 mm/mnt
* kecepatan makanVf = F.n .z = 0,25.270.2 = 135 mm/mnt
* kecepatan menghasilkan geramZ = (iid^2)/4.vf = (3,14.5^2)/4.135Z= 6782 〖cm〗^3/mm* waktu potongtc=lt/lf Tc= 12/135 = 0.089 mntJadi, Tc total= 0,089+0,089+0,089 = 0,2 menit
E.Mengetap kepala palu Instrumen dengan tap M 8x1,25mm
Gambar 4.2 Proses mengetap kepala palu Gagang Palu InstumenA.Membubut Rata Benda/spesimen dari Ø22mm-Ø18mmNo A N F Do Di Lt Vf Tc Vc z123 21,70,3 325325825 0,250.250,25 222018,3 2018,318 100100100 81,2581.25206,5 1,231,233,52 21,4319,5447,01 10,718,301,40
1* kecepatan potong
V=(π D n)/1000=(3,14. ((22+20))/2 . 325)/1000=21,43m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min
* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .21,43 = 10,71cm3/mm* waktu potongtc=lt/vf=100/81,25=1,23min
2* kecepatan potongV=(π D n)/1000=(3,14. ((20+18,3))/2 . 325)/1000=21,43m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 1,7 .21,43 =8,,30cm3/mm* waktu potongtc=lt/vf=100/81,25=1,23min3* kecepatan potong (Finishing)V=(π D n)/1000=(3,14. ((18,3+18))/2 . 8 25)/1000=47,01m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 0,3 .47,01 =3,52cm3/mm* waktu potong tc=lt/vf=100/206,2=0,48min
B. Membubut rata spesimen dari Ø 22mm-Ø12mmNo A N F Do Di Lt Vf Tc Vc z123456 22221,50,5 325325
325325325825 0,250.250,250,250,250,25 222018161412,5 2018161412,512 757575757575 81,2581.2581.2581.2581.25206.2 0.920.920.920.920.920.92 32,6519,3817,3415,313,5231,73 16,309,698,677,6510,143,96
1* kecepatan potong
V=(π D n)/1000=(3,14. ((22+20))/2 . 325)/1000=32.65m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .32,65 =16,3cm3/mm* waktu potongtc=lt/vf=75/81,25=0,92min2* kecepatan potongV=(π D n)/1000=(3,14. ((20+18))/2 . 325)/1000=19,38m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 .2 .19,38 =9,69cm3/mm* waktu potongtc=lt/vf=75/81,25=0,92min
3* kecepatan potongV=(π D n)/1000=(3,14. ((18+16))/2 . 325)/1000=17,34m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .17,34 =8,67cm3/mm* waktu potongtc=lt/vf=75/81,25=0,92min4* kecepatan potongV=(π D n)/1000=(3,14. ((16+14))/2 . 325)/1000=15,3m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 .15,30 =7,65cm3/mm* waktu potongtc=lt/vf=75/81,25=0,92min5* kecepatan potongV=(π D n)/1000=(3,14. ((14+12,5))/2 . 325)/1000=13,52m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 1,5. 13,52 =10,14cm3/mm
* waktu potong
tc=lt/vf=75/81,25=0,92min
6* kecepatan potong (finishing)V=(π D n)/1000=(3,14. ((12,5+12))/2 . 825)/1000=31,73m/min* kecepatan makanVf = F.n = 0,25 . 825 = 206,2m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 0,5. 31,73 =3,96cm3/mm* waktu potongtc=lt/vf=75/206,2=0,36min
C. Membubut konis diameter 18-12 mm dengan sudut 7˚NO A N F Do Di Lt Vf Tc Vc Z1 2 325 0,25 18 16 25 81,25 0,30 17,34 8,672 2 325 0,25 16 14 25 81,25 0,30 15,30 7,653 1,7 325 0,25 14 12,3 25 81,25 0,30 13,41 6,704 0,3 825 0,25 12 12 25 81,25 0,13 31,47 15,73
1* kecepatan potongV=(π D n)/1000=(3,14. ((18+16))/2 .325)/1000=17,34 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 . 17,34 = 8,67 cm3/mm* waktu potongtc=lt/vf=25/81,25=0,30 min
2* kecepatan potongV=(π D n)/1000=(3,14. ((16+14))/2 .325)/1000=15,30 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 . 15,30 = 7,65 cm3/mm* waktu potongtc=lt/vf=25/81,25=0,03 min3* kecepatan potongV=(π D n)/1000=(3,14. ((12+12,3))/2 .325)/1000=13,41 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 2 . 1,7 = 6,70 cm3/mm
* waktu potongtc=lt/vf=25/81,25=0,30 min4* kecepatan potongV=(π D n)/1000=(3,14. ((12,3+12))/2 .825)/1000=31,47 m/min* kecepatan makanVf = F.n = 0,25 . 825 = 206,2 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 0,3 . 31,47 = 15,73 cm3/mm
* waktu potongtc=lt/lf=25/206,2=0,12 min
D. Membubut rata gagang palu diameter 12-10 mmNO A N F Do Di Lt Vf Tc Vc Z1 1,7 325 0,25 12 10,3 12 81,25 0,14 11,34 4,812 0,3 325 0,25 10,3 10 25 206,2 0,05 26,29 1,97
* kecepatan potongV=(π D n)/1000=(3,14. ((12+10,3))/2 .325)/1000=11,34 m/min* kecepatan makanVf = F.n = 0,25 . 325 = 81,25 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 1,7. 11,34 = 4,81 cm3/mm* waktu potongtc=lt/lf=12/81,25=1 min
* kecepatan potongV=(π D n)/1000=(3,14. ((10,3+10))/2 .825)/1000=26,29 m/min* kecepatan makanVf = F.n = 0,25 . 825 = 206,2 m/min* kecepatan menghasilkan geramZ = F.a.v= 0,25 . 0,3 . 26,29 = 1,97 cm3/mm* waktu potongtc=lt/lf=12/206,2=0,005 min
* kecepatan potongV=(π D n)/1000=(3,14. ((15+14))/2 .800)/1000=32,02 m/min* kecepatan makanVf = F.n = 0,25 . 800 = 200 m/min* kecepatan menghasilkan geramZ = F.a.v
= 0,25 . 0,25 . 32,02 = 2 cm3/mm* waktu potongtc=lt/lf=7,5/200=0,25 min
Dari perhitungann di atas maka di peroleh waktu yang di butuhkan untuk membuat spesimen palu instrumen menggunakan proses permesinan dengan mesin bubut adalah 10,3 menit.
4.2 PEMBAHASAN Proses permesinan merupakan suatu proses untuk menciptakan produk dengan tahapan-tahapan dari mulai bahan baku dan di ubah bentuk melalui proses secara sistematis untuk menghasilkan suatu produk yang memiliki nilai jual. Pada praktikum yang telah d lakukan dengan pembuatan spesimen palu instrumen menggunakan mesin perkakas dengan jenis mesin bubut. Mesin bubut dapat di artikan sebagai alat yang terbuat dari logam yang berguna untuk membentuk suatu benda baru dengan cara menyayayat. Gerakan utama dari mesin bubut adalah dengan berputar.Adapun elemen-elemen yang terdapat pada mesin bubut adalah rumus-rumus yang dapat membantu memprediksi lama pengerjaan dalam membuat benda. Elemen dasar dari mesin bubut adalah* kecepatan potongV=(π D n)/1000* kecepatan makanVf = F.n * kecepatan menghasilkan geramZ = F.a.v* waktu potongtc=lt/vf
Di dalam proses pembuatan palu instrument kita jua menggunakan proses boring/drilling,pengetapan dan proses pengikiran.mesin drill adalah suatu mesin dalam proses pemesinan berfungsi untuk proses pengerjaan pemotongan menggunakan mata bor(twist drill)untuk menghasilkan lubang yang bulat pada material logam dan non logam yang pijal atau yang telah berlubangElemen Dasar Proses Drilling* kecepatan potongV=(π D n)/1000
* kecepatan makanVf = F.n .z*Ketebalan Potonga=d/2* kecepatan menghasilkan geramZ = (iid^2)/4.vf* waktu potongtc=lt/vf
Dengan rumus di atas kita dapat menentukan waktu yang dibutuhkan dalam pembuatan suatu spesimen, mengetahui kecepatan makan,kecepatan potong dan kecepatan menghasilkan geram. Pada pembuatan spesimen palu instrumen yang telah dilakukan waktu yang diperoleh dari hasil perhitungan menggunakan rumus dengan waktu yang di catat dalam setiap tahap tidak sama,dimana waktu yang didapat dari hasil rumus membutuhkan waktu 10,3 menit untuk membubut palu instrumen,sedangkan waktu yang dibutuhkan untuk menyelesaikan spesimen palu instrumen pada saat praktikum dilakukan jauh lebih lama dari hasil perhitungan yang ada.Perbedaan yang terjadi dari saat praktikum langsung dengan hasil perhitungan waktu dengan rumus mungkin karena adanya faktor penghambat. jika tidak ada factor penghambat,waktu perhitungan bisa mendekati dalam proses praktikum. Perbedaan yang lain yaitu hasil pengerjaan yang berbeda ukuran dari yang diinginkan karena alat dan kurangnya keahlian.
Tabel perbandinganNo Data awal perencanaan Hasil akhir 1
2 Gagang palu Ukuran panjang 200 mm Diameter mayor 18 mm Diameter minor 12 mm Kedalamn ulir 12 mm Panjang tirus 25 mm Sudut ketirusan 7ᵒ Kepala palu Ukuran panjang 60 mm Diameter mayor 20 mm Diameter minor 10 mm Persegi empat 20 mm Panjang tirus 15 mm Kedalaman ulir 12 mm Sudut ketirusan 18 ᵒ Gagang palu Ukuran panjang 200 mm Diameter mayor 18 mm Diameter minor 12 mm Kedalamn ulir 12,3 mm Panjang tirus 25 mm Sudut ketirusan 7ᵒ Kepala palu Ukuran panjang 60 mm Diameter mayor 20 mm Diameter minor 10 mm
Persegi empat 19,5 mm Panjang tirus 15 mm Kedalaman ulir 12,3 mm Sudut ketirusan 18 ᵒ
4.2.1 Faktor Penghambat Pembuatan SpesimenFaktor yang mempengaruhi dalam kegiatan praktikum antara lain: Kurang pengetahuan tentang prosedur pratikum dalam pembuatan spesimen. Alat-alat pendukung kegiatan pratikum yang tersedia kurang memadai dan tidak lengkap Pahat yang sering aus atau sering tumpul. Proses persiapan pahat didalam penyenteran yang lama mempengaruhi
4.2.2 SolusiDari faktor penghambat pada saat pratikum solusi yang dapat diberikan untuk menyelesaikan persoalantersebut antara lain: Sebelum pratikum dilaksanakan,pratikan harus memahami prosedur kegiatan pratikum,jika tidak mengerti atau tidak paham sebaiknya bertanya pada asisten dosen yang mendampingi. Melengkapi alat-alat yang tidak tersedia dan memperbaiki/mengganti alat-alat yang telah rusak sehingga tidak lagi menggangu dalam kegiatan pratikum nantinya. Sebelum melakukan pratikum asah dahulu mata pahat hingga benar-benar tajam. Pada proses penyenteran terjadi lama itu karena operator belum terbiasa dalam menyenter pahat
BAB VPENUTUP
5.1 Kesimpulan Kesimpulan yang di dapat dari pratikum yang telah dilakukan dalam pembuatan spesimen palu instrumen adalah:1. Pengerjaan proses permesinan membutuhkan ketelitian yang tinggi.2. Kondisi mata pahat dan kecepatan yang digunakan sangat mempengaruhi bentuk hasilnya.3. Jenis-jenis mata pahat yang digunakan tergantung terhadap kekerasan bahan yang akan di proses.4. Sudut dalam pengasahan mata pahat harus di perhatikan agar pahat tajam dan mendapatkan
hasil yang baik.
5.2 SaranAdapun saran –saran pada pratikum yang telah dilakukan,yaitu:1. Pratikan harus mengetahui tentang tata tertib dan keselamatan proses pembubutan.2.Sebelumpratikum dilaksanakan pratikan harus memahami prosedur dalam kegiatan pratikum yang akan dilaksanakan.3.Jangan segan untuk bertanya sesuatu ke asisten dosen.4. Asisten mengawasi dan menjelaskan hal-hal yang tidak diketahui oleh pratikan.5.Lebih memperhatikan keadaan mesin bubut yang adadan menerapkan ilmu perawatan mesin.
DAFTAR PUSTAKATim penyusun,”modul pratikum proses produksi 1”program studi teknik mesin fakultas teknik unib 2011.Anonym,2011 industri09 dodi,bdg.mercubuana.ac.id/bab II mesin bubut8 maret 2011.Anonym 2012,”pengertian manufaktur “http=//rick wordpress.com /20 januari 2010.Mata kuliah proses produksi 1,universitas ponorogo padi\aun pratikum proses produksi univesitas Muhammad ponorogo.