prosiding abstrak - steman.polman-bandung.ac.id
TRANSCRIPT
STEMAN 2014 ISBN : 978-979-17047-5-5
PROSIDING ABSTRAK
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014)
Tema : Teknologi Manufaktur Sebagai Pendorong Produk
Industri Nasional
Bandung, 19-20 Agustus 2014 RINEKAMAYA
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 Dago
Bandung – 40135
Penyelenggara:
POLITEKNIK MANUFAKTUR NEGERI BANDUNG Jln. Kanayakan 21, Dago-Bandung 40135,
Homepage http : //www.polman-bandung.ac.id Telepon : (022) 250 0241, Fax: (022) 250 2649
E-mail : [email protected]
- Partner in Excellence
STEMAN 2014 ISBN : 978-979-17047-5-5
Seminar Nasional Teknologi Manufaktur 2014 (STEMAN 2014) Tema : Teknologi Manufaktur Sebagai Pendorong Produk Industri Nasional Bandung, 19-20 Agustus 2014, Politeknik Manufaktur Negeri Bandung RINEKAMAYA Editor:
Siti Aminah, S.T., M.T. Nuryanti, S.T., M.Sc. Dewi Idamayanti, S.Sc., M.T.
Desain Sampul:
Pramudiya Tri Hartadi Hak Cipta (C) pada Penulis. Hak Publikasi pada Politeknik Manufaktur Negeri Bandung (POLMAN Bandung). Artikel pada prosiding ini dapat digunakan dan disebarkan secara bebas untuk tujuan bukan komersial, dengan syarat tidak menghapus atau mengubah atribut penulis. Dilarang memperbanyak sebagian atau seluruh isi buku ini dalam bentuk apapun tanpa izin tertulis dari Penerbit dan Penulis. Pemegang Hak Publikasi prosiding ini tidak bertanggung jawab atas tulisan dan opini yang dinyatakan oleh penulis dalam prosiding ini.
STEMAN 2014 ISBN : 978-979-17047-5-5
i
KATA PENGANTAR Prosiding ini berisi makalah-makalah yang dipresentasikan pada STEMAN 2014, yaitu seminar dalam rangka memperingati Dies Natalis ke-37 Politeknik Manufaktur Negeri Bandung (POLMAN Bandung) dalam bidang Rekayasa dan Teknologi Manufaktur di Indonesia. STEMAN 2014 memilih tema Teknologi Manufaktur Sebagai Produk Industri Nasional. Tujuan utama dari seminar ini adalah:
1. Meningkatkan kontribusi akademisi dan profesional dalam pengembangan rekayasa dan teknologi manufaktur.
2. Sebagai media diskusi dan pertukaran informasi dalam kegiatan penelitian dan pengembangan di bidang rekayasa dan teknologi manufaktur.
3. Membangun komunikasi dan jaringan antara perguruan tinggi, industri, lembaga penelitian dan pihak lainnya yang terkait.
Topik-topik yang dibahas di dalam seminar dan prosiding ini meliputi: 1. Rekayasa dan Teknologi Manufaktur untuk Pertanian, Pertambangan,
Otomotif, Elektronika, Lingkungan, Mitigasi Bencana, Energi Alternatif dan Terbarukan, Industri Kecil, dll.
2. Perancangan dan Pengembangan Produk Manufaktur 3. Teknologi Material & Metalurgi 4. Proses dan Teknologi Manufaktur 5. Mesin dan Peralatan Industri Manufaktur 6. Sistem Manufaktur 7. Sistem Kendali dan Mekatronika Industri Manufaktur 8. Sosio-Manufaktur 9. Topik-topik lainnya yang terkait dengan rekayasa dan teknologi manufaktur
Seminar ini merupakan sarana diskusi ilmiah, komunikasi dan pertukaran informasi bagi para akademisi, peneliti, praktisi industri, pemerintah dan stakeholder lainnya dalam pengembangan rekayasa dan teknologi manufaktur. Panitia STEMAN 2014 menerima Extended Abstract sebanyak 75 hasil penelitian dari mahasiswa dan dosen Politeknik Manufaktur Negeri Bandung, Universitas Gajah Mada, Universitas Jenderal Achmad Yani, Institut Teknologi Adhi Tama Surabaya, Universitas Syiah Kuala Aceh, Universitas Trunojoyo Madura, Politeknik Merlimau dan Kolej Komuniti Jasin, Malaysia, dan UPT. Balai Pengolahan Mineral Lampung-LIPI. Setelah melalui seleksi dan evaluasi oleh tim reviewer dan dewan editor, panitia memutuskan sebanyak 70 makalah dapat diterima untuk dipresentasikan dalam STEMAN 2014. Hasil dari seminar nasional ini diharapkan dapat memberikan kontribusi pemikiran untuk mendukung terbentuknya industri manufaktur nasional yang unggul dan meningkatnya daya saing bangsa.
STEMAN 2014 ISBN : 978-979-17047-5-5
ii
SUSUNAN PANITIA STEMAN 2014 Komite Program :
Ketua : Direktur POLMAN Anggota : Para Wadir POLMAN Tim Pengarah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (Direktur POLMAN Bandung) Prof. Dr. Ir. Yatna Yuwana M. (Dekan FTMD - ITB) Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S. (Universitas Indonesia) Dr. Zainal Arief, S.T., M.T. (Direktur PENS Surabaya) Tim Penelaah :
Prof. Dr. Ir. Isa Setiasyah Toha, M.Sc. (POLMAN Bandung/ITB) Prof. Dr. Ir. Yatna Yuwana M. (FTMD ITB) Engr. Dr. Md Saidin Wahab (UTHM - Malaysia) Ir. Dadet Pramadihanto, M.Eng., Ph.D. (PENS - Surabaya) Dr. Ismet P. Ilyas, BSMET, M.Eng.Sc. (POLMAN Bandung) Dr. Carolus Bintoro, MT. (Politeknik Negeri Bandung) Dr. Ing. Yuliadi Erdani, M.Sc. (POLMAN Bandung) Dr. Beny Bandanadjaya, ST., MT. (POLMAN Bandung) Dr. Noval Lilansa, MT. (POLMAN Bandung) Dr. Amang Sudarsono (PENS - Surabaya) Dr. Ali Ridho (PENS - Surabaya) Dr. Dipl. Ing. Ahmad Taqwa, MT. (POLSRI-Palembang) Pelaksana : Ketua : Emma Dwi Ariyani, S.Psi., M.Si. Anggota : Adies Rahman Hakim, ST., MT.
Agus Surjana Saefudin, ST., MT. Dewi Idamayanti, ST., MT. Nuryanti, S.T, M.Sc.
Reza Yadi Hidayat, ST., MT. Roni Kusnowo, ST., MT. Supriyadi Sadikin, S.IP., M.Si. Siti Aminah, ST., MT. Wiwik Purwadi, ST., MT. Yoyok Setiyo Pamuji, ST. Kiki Sri Nur Endah, ST.
Ratih Suhartini, S.Pd. Yati Yulia, S.AP Elis Siti Munawaroh, S.AP Idan Sukmara Pramudiya Tri Hartadi Engkos Koswara
Alamat Sekretariat : Politeknik Manufaktur Negeri Bandung Sdri. Ratih Suhartini Jl. Kanayakan No. 21 Dago Bandung – 40135 Tel. 022 – 250 02 41 ; Fax. 022 – 250 2649 Email: [email protected] Homepage: steman.polman-bandung.ac.id
STEMAN 2014 ISBN : 978-979-17047-5-5
iii
JADWAL ACARA
STEMAN 2014 SEMINAR NASIONAL TEKNOLOGI MANUFAKTUR
RINEKAMAYA, 19-20 Agustus 2014

STEMAN 2014 ISBN : 978-979-17047-5-5
iv
SUSUNAN ACARA SEMINAR TEKNOLOGI MANUFAKTUR Selasa, 19 Agustus 2014
Waktu Materi/Acara/
Kegiatan Sub Materi Pengisi Acara/ Pemakalah Tempat
07.30 – 08.30 Registrasi Peserta dan Pemakalah Panitia (Jadwal Acara, Nametag, Prosiding, CD Prosiding, TAS)
Rinekamaya
08.30 – 09.00 SEREMONIAL PEMBUKAAN STEMAN 2014
Pembukaan Sambutan Direktur Polman Sekaligus membuka STEMAN 2014 secara resmi
MC Prof.Dr.Ir.Isa Setiasyah Toha, M.Sc
Rinekamaya
Doa Umen Rumendi Rinekamaya 09.00 – 10.00 Pembacaan Curriculum Vitae
Keynote Speaker I : Moderator : Dr. Beny Bandanadjaja, ST.,MT.
Auditorium
Keynote Speaker I Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S. (Universitas Indonesia)
Auditorium
10.00 – 11.00 Pembacaan Curriculum Vitae Keynote Speaker 2 :
Moderator : Ismet P. Ilyas, M.Eng.Sc., Ph.D.
Auditorium
Keynote Speaker 2 Ir. Agus Tjahajana, SE., M.Sc. (Dirjen Kerjasama Industri Internasional Kementerian Perindustrian)
Auditorium
11.00 – 11.15 Coffee Break Panitia Rinekamaya 11.15 – 11.45 Presentasi Industri 1 PT. EBSCO
Akhmad Nouval Auditorium
11.45 – 12.15 Presentasi Industri 2 PT. GERFA Ir. Rahmi Rammon
Auditorium
12.15 – 13.00 ISOMA - Istirahat, Sholat Dzuhur, Makan Siang
Panitia Rinekamaya
13.00 – 15.30
Sesi Pararel Peserta Pemakalah Ruang A Auditorium
Sesi Pararel Peserta Pemakalah Ruang B Lab Bahasa
Sesi Pararel Peserta Pemakalah Ruang C Lab Komputer 1
Sesi Pararel Peserta Pemakalah Ruang D Lab Komputer 2
STEMAN 2014 ISBN : 978-979-17047-5-5
v
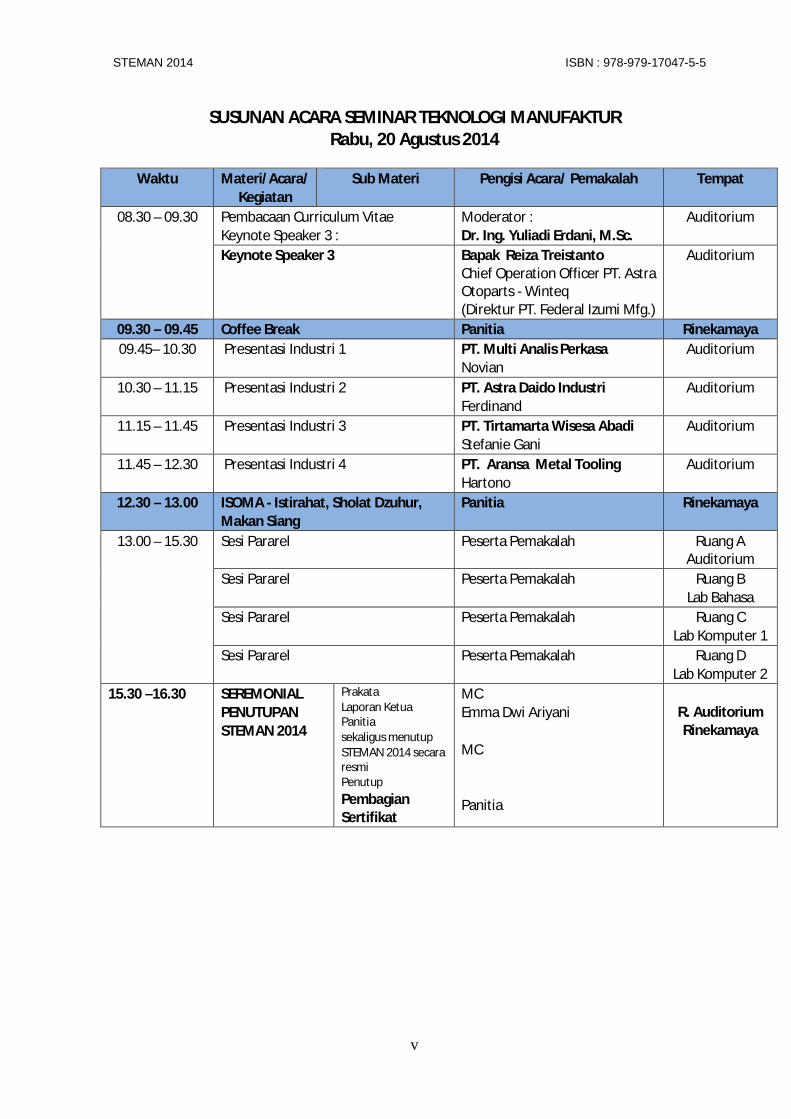
SUSUNAN ACARA SEMINAR TEKNOLOGI MANUFAKTUR Rabu, 20 Agustus 2014
Waktu Materi/Acara/
Kegiatan Sub Materi Pengisi Acara/ Pemakalah Tempat
08.30 – 09.30 Pembacaan Curriculum Vitae Keynote Speaker 3 :
Moderator : Dr. Ing. Yuliadi Erdani, M.Sc.
Auditorium
Keynote Speaker 3 Bapak Reiza Treistanto Chief Operation Officer PT. Astra Otoparts - Winteq (Direktur PT. Federal Izumi Mfg.)
Auditorium
09.30 – 09.45 Coffee Break Panitia Rinekamaya 09.45– 10.30 Presentasi Industri 1 PT. Multi Analis Perkasa
Novian Auditorium
10.30 – 11.15 Presentasi Industri 2 PT. Astra Daido Industri Ferdinand
Auditorium
11.15 – 11.45 Presentasi Industri 3 PT. Tirtamarta Wisesa Abadi Stefanie Gani
Auditorium
11.45 – 12.30 Presentasi Industri 4 PT. Aransa Metal Tooling Hartono
Auditorium
12.30 – 13.00 ISOMA - Istirahat, Sholat Dzuhur, Makan Siang
Panitia Rinekamaya
13.00 – 15.30
Sesi Pararel Peserta Pemakalah Ruang A Auditorium
Sesi Pararel Peserta Pemakalah Ruang B Lab Bahasa
Sesi Pararel Peserta Pemakalah Ruang C Lab Komputer 1
Sesi Pararel Peserta Pemakalah Ruang D Lab Komputer 2
15.30 –16.30 SEREMONIAL PENUTUPAN STEMAN 2014
Prakata Laporan Ketua Panitia sekaligus menutup STEMAN 2014 secara resmi Penutup Pembagian Sertifikat
MC Emma Dwi Ariyani MC Panitia
R. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
vi
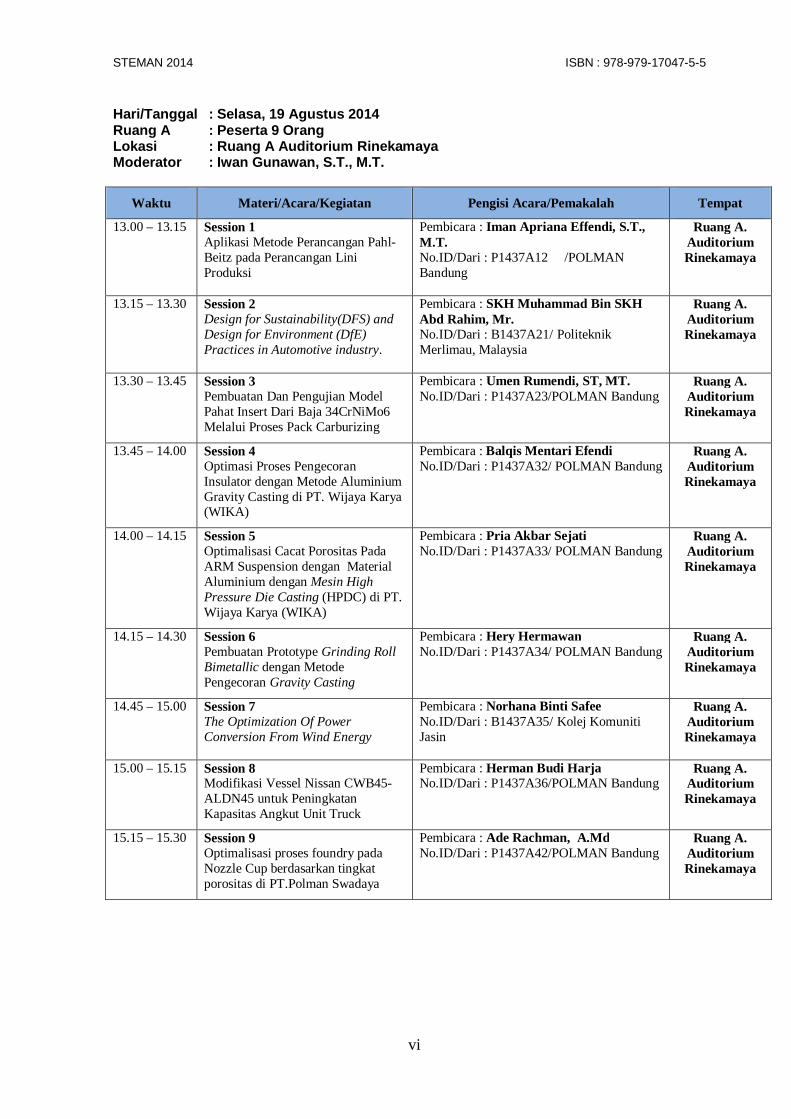
Hari/Tanggal : Selasa, 19 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang A Auditorium Rinekamaya Moderator : Iwan Gunawan, S.T., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Aplikasi Metode Perancangan Pahl-Beitz pada Perancangan Lini Produksi
Pembicara : Iman Apriana Effendi, S.T., M.T. No.ID/Dari : P1437A12 /POLMAN Bandung
Ruang A. Auditorium Rinekamaya
13.15 – 13.30 Session 2 Design for Sustainability(DFS) and Design for Environment (DfE) Practices in Automotive industry.
Pembicara : SKH Muhammad Bin SKH Abd Rahim, Mr. No.ID/Dari : B1437A21/ Politeknik Merlimau, Malaysia
Ruang A. Auditorium Rinekamaya
13.30 – 13.45 Session 3 Pembuatan Dan Pengujian Model Pahat Insert Dari Baja 34CrNiMo6 Melalui Proses Pack Carburizing
Pembicara : Umen Rumendi, ST, MT. No.ID/Dari : P1437A23/POLMAN Bandung
Ruang A. Auditorium Rinekamaya
13.45 – 14.00 Session 4 Optimasi Proses Pengecoran Insulator dengan Metode Aluminium Gravity Casting di PT. Wijaya Karya (WIKA)
Pembicara : Balqis Mentari Efendi No.ID/Dari : P1437A32/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
14.00 – 14.15 Session 5 Optimalisasi Cacat Porositas Pada ARM Suspension dengan Material Aluminium dengan Mesin High Pressure Die Casting (HPDC) di PT. Wijaya Karya (WIKA)
Pembicara : Pria Akbar Sejati No.ID/Dari : P1437A33/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
14.15 – 14.30 Session 6 Pembuatan Prototype Grinding Roll Bimetallic dengan Metode Pengecoran Gravity Casting
Pembicara : Hery Hermawan No.ID/Dari : P1437A34/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
14.45 – 15.00 Session 7 The Optimization Of Power Conversion From Wind Energy
Pembicara : Norhana Binti Safee No.ID/Dari : B1437A35/ Kolej Komuniti Jasin
Ruang A. Auditorium Rinekamaya
15.00 – 15.15 Session 8 Modifikasi Vessel Nissan CWB45-ALDN45 untuk Peningkatan Kapasitas Angkut Unit Truck
Pembicara : Herman Budi Harja No.ID/Dari : P1437A36/POLMAN Bandung
Ruang A. Auditorium Rinekamaya
15.15 – 15.30 Session 9 Optimalisasi proses foundry pada Nozzle Cup berdasarkan tingkat porositas di PT.Polman Swadaya
Pembicara : Ade Rachman, A.Md No.ID/Dari : P1437A42/POLMAN Bandung
Ruang A. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
vii
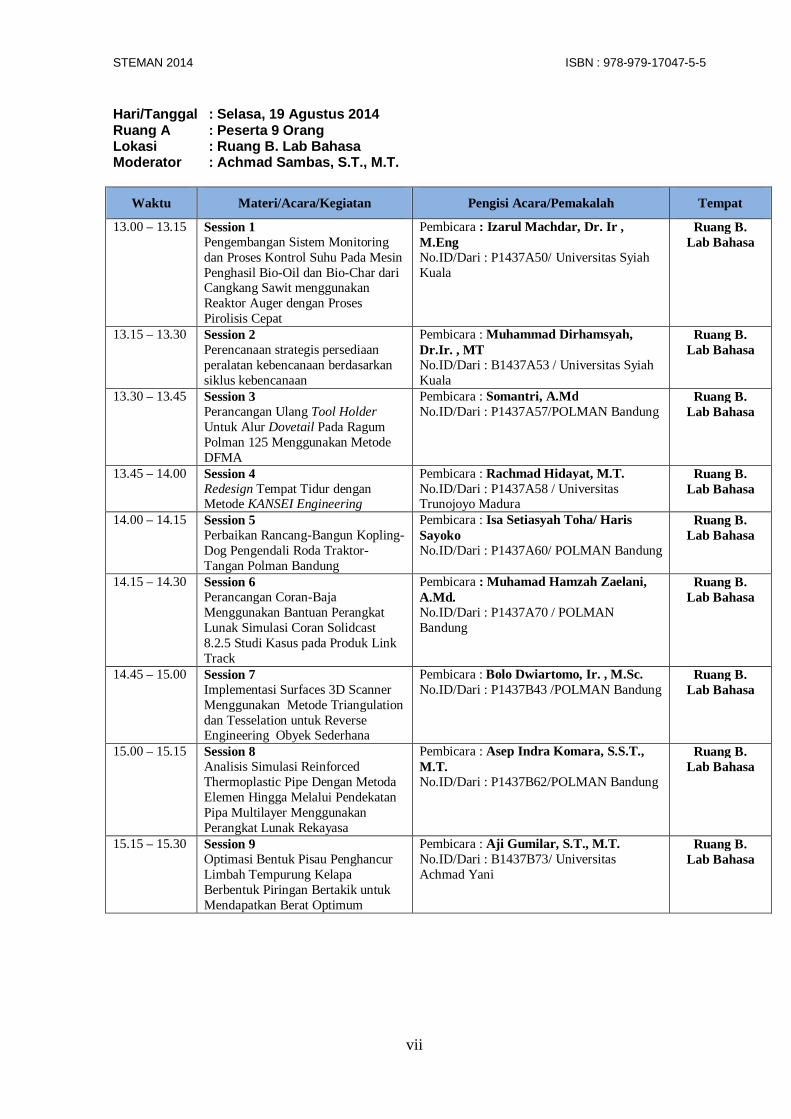
Hari/Tanggal : Selasa, 19 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang B. Lab Bahasa Moderator : Achmad Sambas, S.T., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Pengembangan Sistem Monitoring dan Proses Kontrol Suhu Pada Mesin Penghasil Bio-Oil dan Bio-Char dari Cangkang Sawit menggunakan Reaktor Auger dengan Proses Pirolisis Cepat
Pembicara : Izarul Machdar, Dr. Ir , M.Eng No.ID/Dari : P1437A50/ Universitas Syiah Kuala
Ruang B. Lab Bahasa
13.15 – 13.30 Session 2 Perencanaan strategis persediaan peralatan kebencanaan berdasarkan siklus kebencanaan
Pembicara : Muhammad Dirhamsyah, Dr.Ir. , MT No.ID/Dari : B1437A53 / Universitas Syiah Kuala
Ruang B. Lab Bahasa
13.30 – 13.45 Session 3 Perancangan Ulang Tool Holder Untuk Alur Dovetail Pada Ragum Polman 125 Menggunakan Metode DFMA
Pembicara : Somantri, A.Md No.ID/Dari : P1437A57/POLMAN Bandung
Ruang B. Lab Bahasa
13.45 – 14.00 Session 4 Redesign Tempat Tidur dengan Metode KANSEI Engineering
Pembicara : Rachmad Hidayat, M.T. No.ID/Dari : P1437A58 / Universitas Trunojoyo Madura
Ruang B. Lab Bahasa
14.00 – 14.15 Session 5 Perbaikan Rancang-Bangun Kopling-Dog Pengendali Roda Traktor-Tangan Polman Bandung
Pembicara : Isa Setiasyah Toha/ Haris Sayoko No.ID/Dari : P1437A60/ POLMAN Bandung
Ruang B. Lab Bahasa
14.15 – 14.30 Session 6 Perancangan Coran-Baja Menggunakan Bantuan Perangkat Lunak Simulasi Coran Solidcast 8.2.5 Studi Kasus pada Produk Link Track
Pembicara : Muhamad Hamzah Zaelani, A.Md. No.ID/Dari : P1437A70 / POLMAN Bandung
Ruang B. Lab Bahasa
14.45 – 15.00 Session 7 Implementasi Surfaces 3D Scanner Menggunakan Metode Triangulation dan Tesselation untuk Reverse Engineering Obyek Sederhana
Pembicara : Bolo Dwiartomo, Ir. , M.Sc. No.ID/Dari : P1437B43 /POLMAN Bandung
Ruang B. Lab Bahasa
15.00 – 15.15 Session 8 Analisis Simulasi Reinforced Thermoplastic Pipe Dengan Metoda Elemen Hingga Melalui Pendekatan Pipa Multilayer Menggunakan Perangkat Lunak Rekayasa
Pembicara : Asep Indra Komara, S.S.T., M.T. No.ID/Dari : P1437B62/POLMAN Bandung
Ruang B. Lab Bahasa
15.15 – 15.30 Session 9 Optimasi Bentuk Pisau Penghancur Limbah Tempurung Kelapa Berbentuk Piringan Bertakik untuk Mendapatkan Berat Optimum
Pembicara : Aji Gumilar, S.T., M.T. No.ID/Dari : B1437B73/ Universitas Achmad Yani
Ruang B. Lab Bahasa
STEMAN 2014 ISBN : 978-979-17047-5-5
viii
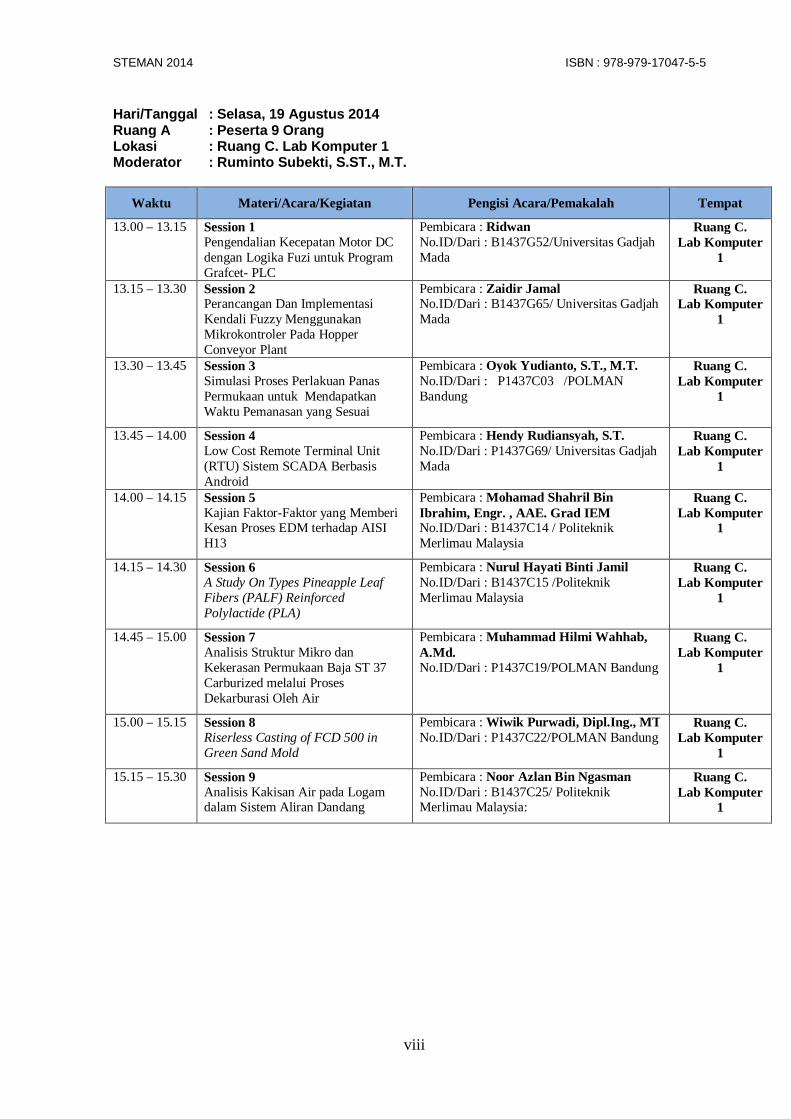
Hari/Tanggal : Selasa, 19 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang C. Lab Komputer 1 Moderator : Ruminto Subekti, S.ST., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Pengendalian Kecepatan Motor DC dengan Logika Fuzi untuk Program Grafcet- PLC
Pembicara : Ridwan No.ID/Dari : B1437G52/Universitas Gadjah Mada
Ruang C. Lab Komputer
1
13.15 – 13.30 Session 2 Perancangan Dan Implementasi Kendali Fuzzy Menggunakan Mikrokontroler Pada Hopper Conveyor Plant
Pembicara : Zaidir Jamal No.ID/Dari : B1437G65/ Universitas Gadjah Mada
Ruang C. Lab Komputer
1
13.30 – 13.45 Session 3 Simulasi Proses Perlakuan Panas Permukaan untuk Mendapatkan Waktu Pemanasan yang Sesuai
Pembicara : Oyok Yudianto, S.T., M.T. No.ID/Dari : P1437C03 /POLMAN Bandung
Ruang C. Lab Komputer
1
13.45 – 14.00 Session 4 Low Cost Remote Terminal Unit (RTU) Sistem SCADA Berbasis Android
Pembicara : Hendy Rudiansyah, S.T. No.ID/Dari : P1437G69/ Universitas Gadjah Mada
Ruang C. Lab Komputer
1
14.00 – 14.15 Session 5 Kajian Faktor-Faktor yang Memberi Kesan Proses EDM terhadap AISI H13
Pembicara : Mohamad Shahril Bin Ibrahim, Engr. , AAE. Grad IEM No.ID/Dari : B1437C14 / Politeknik Merlimau Malaysia
Ruang C. Lab Komputer
1
14.15 – 14.30 Session 6 A Study On Types Pineapple Leaf Fibers (PALF) Reinforced Polylactide (PLA)
Pembicara : Nurul Hayati Binti Jamil No.ID/Dari : B1437C15 /Politeknik Merlimau Malaysia
Ruang C. Lab Komputer
1
14.45 – 15.00 Session 7 Analisis Struktur Mikro dan Kekerasan Permukaan Baja ST 37 Carburized melalui Proses Dekarburasi Oleh Air
Pembicara : Muhammad Hilmi Wahhab, A.Md. No.ID/Dari : P1437C19/POLMAN Bandung
Ruang C. Lab Komputer
1
15.00 – 15.15 Session 8 Riserless Casting of FCD 500 in Green Sand Mold
Pembicara : Wiwik Purwadi, Dipl.Ing., MT No.ID/Dari : P1437C22/POLMAN Bandung
Ruang C. Lab Komputer
1
15.15 – 15.30 Session 9 Analisis Kakisan Air pada Logam dalam Sistem Aliran Dandang
Pembicara : Noor Azlan Bin Ngasman No.ID/Dari : B1437C25/ Politeknik Merlimau Malaysia:
Ruang C. Lab Komputer
1
STEMAN 2014 ISBN : 978-979-17047-5-5
ix
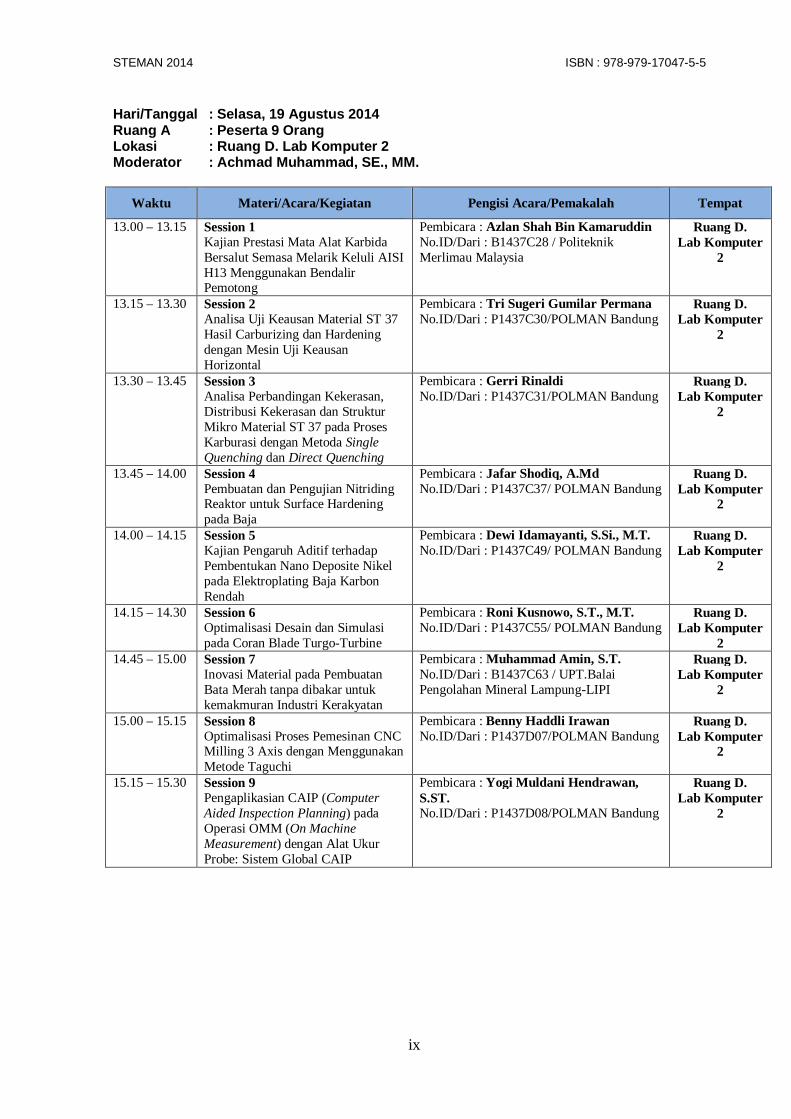
Hari/Tanggal : Selasa, 19 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang D. Lab Komputer 2 Moderator : Achmad Muhammad, SE., MM.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Kajian Prestasi Mata Alat Karbida Bersalut Semasa Melarik Keluli AISI H13 Menggunakan Bendalir Pemotong
Pembicara : Azlan Shah Bin Kamaruddin No.ID/Dari : B1437C28 / Politeknik Merlimau Malaysia
Ruang D. Lab Komputer
2
13.15 – 13.30 Session 2 Analisa Uji Keausan Material ST 37 Hasil Carburizing dan Hardening dengan Mesin Uji Keausan Horizontal
Pembicara : Tri Sugeri Gumilar Permana No.ID/Dari : P1437C30/POLMAN Bandung
Ruang D. Lab Komputer
2
13.30 – 13.45 Session 3 Analisa Perbandingan Kekerasan, Distribusi Kekerasan dan Struktur Mikro Material ST 37 pada Proses Karburasi dengan Metoda Single Quenching dan Direct Quenching
Pembicara : Gerri Rinaldi No.ID/Dari : P1437C31/POLMAN Bandung
Ruang D. Lab Komputer
2
13.45 – 14.00 Session 4 Pembuatan dan Pengujian Nitriding Reaktor untuk Surface Hardening pada Baja
Pembicara : Jafar Shodiq, A.Md No.ID/Dari : P1437C37/ POLMAN Bandung
Ruang D. Lab Komputer
2
14.00 – 14.15 Session 5 Kajian Pengaruh Aditif terhadap Pembentukan Nano Deposite Nikel pada Elektroplating Baja Karbon Rendah
Pembicara : Dewi Idamayanti, S.Si., M.T. No.ID/Dari : P1437C49/ POLMAN Bandung
Ruang D. Lab Komputer
2
14.15 – 14.30 Session 6 Optimalisasi Desain dan Simulasi pada Coran Blade Turgo-Turbine
Pembicara : Roni Kusnowo, S.T., M.T. No.ID/Dari : P1437C55/ POLMAN Bandung
Ruang D. Lab Komputer
2 14.45 – 15.00 Session 7
Inovasi Material pada Pembuatan Bata Merah tanpa dibakar untuk kemakmuran Industri Kerakyatan
Pembicara : Muhammad Amin, S.T. No.ID/Dari : B1437C63 / UPT.Balai Pengolahan Mineral Lampung-LIPI
Ruang D. Lab Komputer
2
15.00 – 15.15 Session 8 Optimalisasi Proses Pemesinan CNC Milling 3 Axis dengan Menggunakan Metode Taguchi
Pembicara : Benny Haddli Irawan No.ID/Dari : P1437D07/POLMAN Bandung
Ruang D. Lab Komputer
2
15.15 – 15.30 Session 9 Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Sistem Global CAIP
Pembicara : Yogi Muldani Hendrawan, S.ST. No.ID/Dari : P1437D08/POLMAN Bandung
Ruang D. Lab Komputer
2
STEMAN 2014 ISBN : 978-979-17047-5-5
x
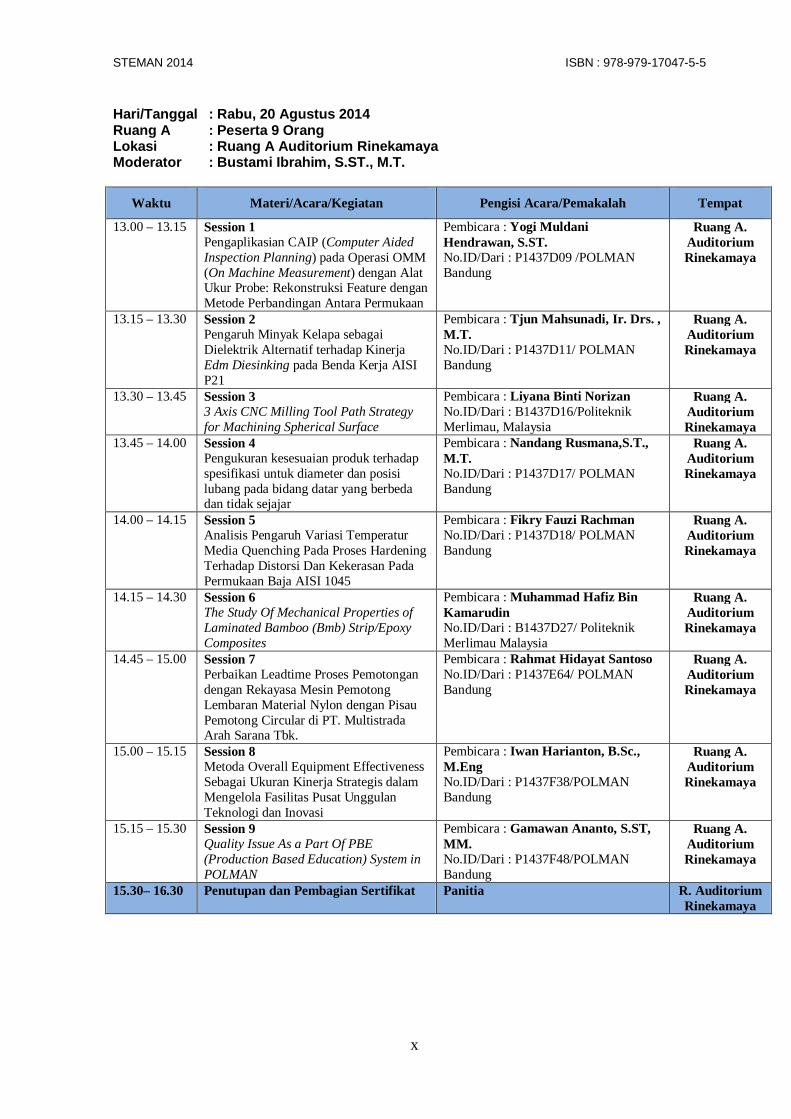
Hari/Tanggal : Rabu, 20 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang A Auditorium Rinekamaya Moderator : Bustami Ibrahim, S.ST., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Rekonstruksi Feature dengan Metode Perbandingan Antara Permukaan
Pembicara : Yogi Muldani Hendrawan, S.ST. No.ID/Dari : P1437D09 /POLMAN Bandung
Ruang A. Auditorium Rinekamaya
13.15 – 13.30 Session 2 Pengaruh Minyak Kelapa sebagai Dielektrik Alternatif terhadap Kinerja Edm Diesinking pada Benda Kerja AISI P21
Pembicara : Tjun Mahsunadi, Ir. Drs. , M.T. No.ID/Dari : P1437D11/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
13.30 – 13.45 Session 3 3 Axis CNC Milling Tool Path Strategy for Machining Spherical Surface
Pembicara : Liyana Binti Norizan No.ID/Dari : B1437D16/Politeknik Merlimau, Malaysia
Ruang A. Auditorium Rinekamaya
13.45 – 14.00 Session 4 Pengukuran kesesuaian produk terhadap spesifikasi untuk diameter dan posisi lubang pada bidang datar yang berbeda dan tidak sejajar
Pembicara : Nandang Rusmana,S.T., M.T. No.ID/Dari : P1437D17/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
14.00 – 14.15 Session 5 Analisis Pengaruh Variasi Temperatur Media Quenching Pada Proses Hardening Terhadap Distorsi Dan Kekerasan Pada Permukaan Baja AISI 1045
Pembicara : Fikry Fauzi Rachman No.ID/Dari : P1437D18/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
14.15 – 14.30 Session 6 The Study Of Mechanical Properties of Laminated Bamboo (Bmb) Strip/Epoxy Composites
Pembicara : Muhammad Hafiz Bin Kamarudin No.ID/Dari : B1437D27/ Politeknik Merlimau Malaysia
Ruang A. Auditorium Rinekamaya
14.45 – 15.00 Session 7 Perbaikan Leadtime Proses Pemotongan dengan Rekayasa Mesin Pemotong Lembaran Material Nylon dengan Pisau Pemotong Circular di PT. Multistrada Arah Sarana Tbk.
Pembicara : Rahmat Hidayat Santoso No.ID/Dari : P1437E64/ POLMAN Bandung
Ruang A. Auditorium Rinekamaya
15.00 – 15.15 Session 8 Metoda Overall Equipment Effectiveness Sebagai Ukuran Kinerja Strategis dalam Mengelola Fasilitas Pusat Unggulan Teknologi dan Inovasi
Pembicara : Iwan Harianton, B.Sc., M.Eng No.ID/Dari : P1437F38/POLMAN Bandung
Ruang A. Auditorium Rinekamaya
15.15 – 15.30 Session 9 Quality Issue As a Part Of PBE (Production Based Education) System in POLMAN
Pembicara : Gamawan Ananto, S.ST, MM. No.ID/Dari : P1437F48/POLMAN Bandung
Ruang A. Auditorium Rinekamaya
15.30– 16.30 Penutupan dan Pembagian Sertifikat Panitia R. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
xi
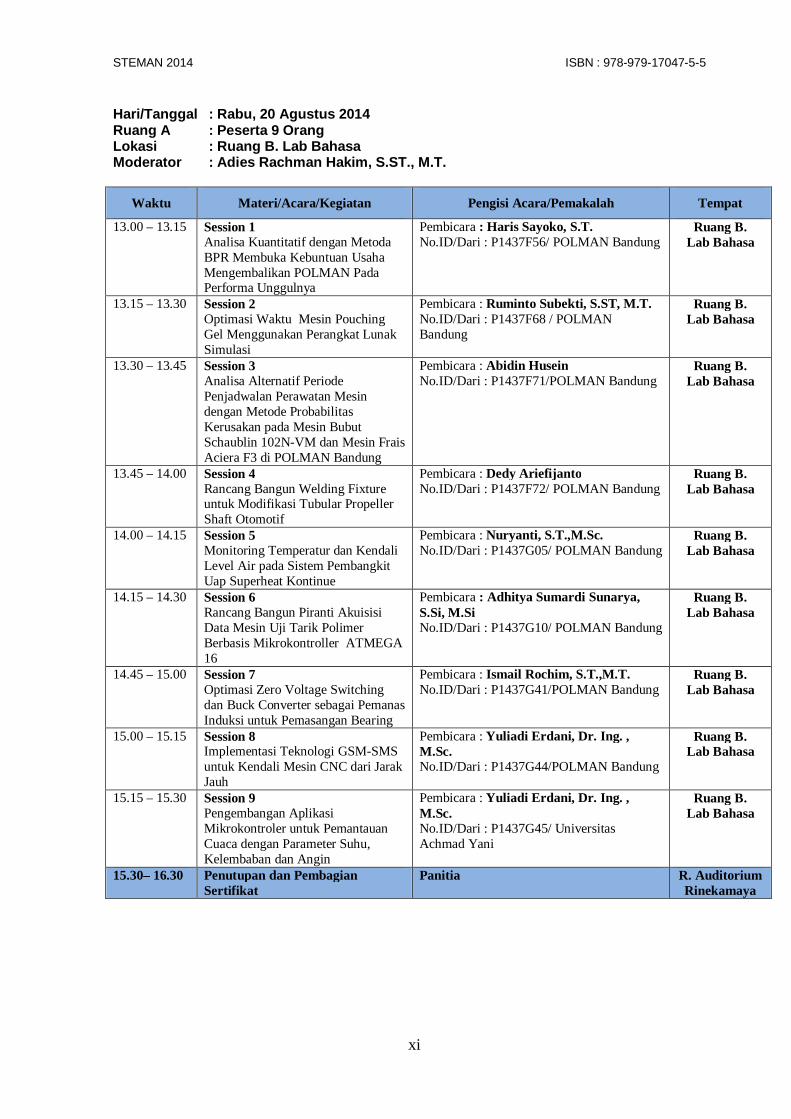
Hari/Tanggal : Rabu, 20 Agustus 2014 Ruang A : Peserta 9 Orang Lokasi : Ruang B. Lab Bahasa Moderator : Adies Rachman Hakim, S.ST., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Analisa Kuantitatif dengan Metoda BPR Membuka Kebuntuan Usaha Mengembalikan POLMAN Pada Performa Unggulnya
Pembicara : Haris Sayoko, S.T. No.ID/Dari : P1437F56/ POLMAN Bandung
Ruang B. Lab Bahasa
13.15 – 13.30 Session 2 Optimasi Waktu Mesin Pouching Gel Menggunakan Perangkat Lunak Simulasi
Pembicara : Ruminto Subekti, S.ST, M.T. No.ID/Dari : P1437F68 / POLMAN Bandung
Ruang B. Lab Bahasa
13.30 – 13.45 Session 3 Analisa Alternatif Periode Penjadwalan Perawatan Mesin dengan Metode Probabilitas Kerusakan pada Mesin Bubut Schaublin 102N-VM dan Mesin Frais Aciera F3 di POLMAN Bandung
Pembicara : Abidin Husein No.ID/Dari : P1437F71/POLMAN Bandung
Ruang B. Lab Bahasa
13.45 – 14.00 Session 4 Rancang Bangun Welding Fixture untuk Modifikasi Tubular Propeller Shaft Otomotif
Pembicara : Dedy Ariefijanto No.ID/Dari : P1437F72/ POLMAN Bandung
Ruang B. Lab Bahasa
14.00 – 14.15 Session 5 Monitoring Temperatur dan Kendali Level Air pada Sistem Pembangkit Uap Superheat Kontinue
Pembicara : Nuryanti, S.T.,M.Sc. No.ID/Dari : P1437G05/ POLMAN Bandung
Ruang B. Lab Bahasa
14.15 – 14.30 Session 6 Rancang Bangun Piranti Akuisisi Data Mesin Uji Tarik Polimer Berbasis Mikrokontroller ATMEGA 16
Pembicara : Adhitya Sumardi Sunarya, S.Si, M.Si No.ID/Dari : P1437G10/ POLMAN Bandung
Ruang B. Lab Bahasa
14.45 – 15.00 Session 7 Optimasi Zero Voltage Switching dan Buck Converter sebagai Pemanas Induksi untuk Pemasangan Bearing
Pembicara : Ismail Rochim, S.T.,M.T. No.ID/Dari : P1437G41/POLMAN Bandung
Ruang B. Lab Bahasa
15.00 – 15.15 Session 8 Implementasi Teknologi GSM-SMS untuk Kendali Mesin CNC dari Jarak Jauh
Pembicara : Yuliadi Erdani, Dr. Ing. , M.Sc. No.ID/Dari : P1437G44/POLMAN Bandung
Ruang B. Lab Bahasa
15.15 – 15.30 Session 9 Pengembangan Aplikasi Mikrokontroler untuk Pemantauan Cuaca dengan Parameter Suhu, Kelembaban dan Angin
Pembicara : Yuliadi Erdani, Dr. Ing. , M.Sc. No.ID/Dari : P1437G45/ Universitas Achmad Yani
Ruang B. Lab Bahasa
15.30– 16.30 Penutupan dan Pembagian Sertifikat
Panitia R. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
xii
Hari/Tanggal : Rabu, 20 Agustus 2014 Ruang A : Peserta 8 Orang Lokasi : Ruang C. Lab Komputer 1 Moderator : Nur Wisma Nugraha, S.T., M.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Perancangan dan Pembuatan Prototipe Mesin Pengolah Air Bersih Sistem Mobile untuk Keadaan Darurat Air
Pembicara : Yuliar Yasin Erlangga, S.ST., M.T. No.ID/Dari : P1437B74/POLMAN Bandung
Ruang C. Lab
Komputer 1
13.15 – 13.30 Session 2 Perbaikan Ketangguhan Meterial Baja Cor Paduan NI-CR-MO Melalui Proses Tempering Ganda
Pembicara : Beny Bandanadjaja, Dr , ST., MT. No.ID/Dari : P1437C02 /POLMAN Bandung
Ruang C. Lab
Komputer 1
13.30 – 13.45 Session 3 Otomasi dan Supervisi Web pada Proses Pemindahan Balok Menggunakan Overhead Cranes berbasis WebVue dan Google Web ToolkitTOMASI DAN SUPERVISI WEB PADA PROSES PEMINDAHAN BALOK MENGGUNAKAN OVERHEAD CRANES BERBASIS WEBVUE DAN GOOGLE WEB TOOLKIT
Pembicara : Pipit AnggraeniST., MT., M.Sc.Tech No.ID/Dari : P1437G66/POLMAN Bandung
Ruang C. Lab
Komputer 1
13.45 – 14.00 Session 4 Pengaruh Laju Pendinginan dan Bahan Paduan terhadap Pembentukan Karbida M3C dan Ketahanan Aus Besi Cor EN-JN2019
Pembicara : Kus Hanaldi, ST., MT. No.ID/Dari : P1437C04/ POLMAN Bandung
Ruang C. Lab
Komputer 1
14.00 – 14.15 Session 5 Kajian Kecermatan Metode dalam Pengukuran Soft Skills Mahasiswa yang Menggunakan Soft Competency Questionnaire-Self Assessment
Pembicara : Achmad Muhammad, SE., MM. No.ID/Dari : P1437H01/ POLMAN Bandung
Ruang C. Lab
Komputer 1
14.15 – 14.30 Session 6 Penguatan Sistem Manajamen Mutu Pendidikan Berbasis Produksi dengan Metoda Evaluasi Mutu Internal sebagai Usaha Membangun Keunggulan Institusi DI ERA GLOBAL
Pembicara : Iwan Harianton, B.Sc., M.Eng No.ID/Dari : P1437H40/POLMAN Bandung
Ruang C. Lab
Komputer 1
14.30 – 14.45 Session 7 The Phenomena of Using Scientific Text Among Undergraduate Students (A Study Focused on Nominalisation in Scientific Texts
Pembicara : Fatonah, Dra. , M.Pd No.ID/Dari : P1437H13 / POLMAN Bandung
Ruang C. Lab
Komputer 1
15.00 – 15.15 Session 8 The Importance of Oral Presentations for Engineering Students
Pembicara : Dini Hadiani, S.Pd., M.Pd No.ID/Dari : P1437H51/POLMAN Bandung
Ruang C. Lab
Komputer 1
15.30– 16.30 Penutupan dan Pembagian Sertifikat
Panitia R. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
xiii
Hari/Tanggal : Rabu, 20 Agustus 2014 Ruang A : Peserta 8 Orang Lokasi : Ruang D. Lab Komputer 2 Moderator : M. Fauzi, S.T.
Waktu Materi/Acara/Kegiatan Pengisi Acara/Pemakalah Tempat
13.00 – 13.15 Session 1 Rancang Bangun Sistem Informasi Inventarisasi Berbasis Web (Studi Kasus Teknik Otomasi Manufaktur dan Mekatronika Politeknik Manufaktur Negeri Bandung)
Pembicara : Siti Aminah, S.T., M.T. No.ID/Dari : P1437I06/ POLMAN Bandung
Ruang D. Lab Komputer
2
13.15 – 13.30 Session 2 Ergonomics Bus Staircase Design for Elderly
Pembicara : Nor Hisham bin Sulaiman, Mr. No.ID/Dari : B1437I20/ Politeknik Merlimau Malaysia
Ruang D. Lab Komputer
2
13.30 – 13.45 Session 3 Keandalan Sistem Pelumas Tanker dengan Model Pengaturan Persyaratan Keandalan dan Metode Pemilihan Tindakan Manajemen
Pembicara : Tungga Bhimadi No.ID/Dari : B1437I24/ Institut Teknologi Adhi Tama Surabaya
Ruang D. Lab Komputer
2
13.45 – 14.00 Session 4 Kajian Penggunaan Multimeter terhadap Kompetensi Pelajar di Jabatan Kejuruteraan Mekanikal, Politeknik Merlimau
Pembicara : Ainun Azniza Binti Ahmad Zaini No.ID/Dari : B1437I26 / Politeknik Merlimau Malaysia
Ruang D. Lab Komputer
2
14.00 – 14.15 Session 5 Rancang Bangun Sistem Informasi Berbasis Pendeteksian Wajah untuk Absensi Mahasiswa Teknik Otomasi Manufaktur dan Mekatronika POLMAN Bandung
Pembicara : Aris Budiyarto S.T., M.T. No.ID/Dari : P1437I46/ POLMAN Bandung
Ruang D. Lab Komputer
2
14.15 – 14.30 Session 6 Bangun Model Cup Counter Anemometer Skala Laboratorium Sebagai Salah Satu Sarana Pendukung Peringatan Dini Bencana Tanah Longsor di Indonesia
Pembicara : Nuryanti S.T.,M.Sc. No.ID/Dari : P1437I61/ POLMAN Bandung
Ruang D. Lab Komputer
2
14.45 – 15.00 Session 7 Penyusunan Arsitektur Teknologi Informasi Berbasis Sistem Terintegrasi Menggunakan Framework TOGAF Sebagai Landasan Penyusunan Cetak Biru Teknologi dan Keamanan Informasi
Pembicara : Yoyok Setiyo Pamuji, S.T. No.ID/Dari : P1437I67/ POLMAN Bandung
Ruang D. Lab Komputer
2
15.00 – 15.15 Session 8 Perancangan Konstruksi Portable Bridge dan Alat Bantunya untuk Mobil Perkebunan (Wintor) dengan Mekanisme Lipat
Pembicara : Adies Rachman Hakim, S.ST., M.T. No.ID/Dari : P1437B75 / POLMAN Bandung
Ruang D. Lab Komputer
2
15.30– 16.30 Penutupan dan Pembagian Sertifikat
Panitia R. Auditorium Rinekamaya
STEMAN 2014 ISBN : 978-979-17047-5-5
xiv
STEMAN 2014 SEMINAR NASIONAL TEKNOLOGI MANUFAKTUR
Aula Rinekamaya, Selasa, Rabu - 19-20 Agustus 2014
STEMAN 2014 ISBN : 978-979-17047-5-5
xv
DAFTAR ISI Contents Kata Pengantar ............................................................................ i
Susunan Panitia ............................................................................ ii
Jadwal Acara .................................................................................... iii
Daftar Isi ......................................................................................... xv
Keynote Speaker
Universitas Indonesia Prof. Dr. Ir. Tresna Priyana Soemardi, SE., M.S.
Dirjen Kerjasama Industri Internasional Kementerian Perindustrian Ir. Agus Tjahajana, SE., M.Sc.
Chief Operation Officer PT Astra Otoparts-Winteq Direktur – PT Federal Izumi Mfg. Reiza Treistanto
Abstrak Makalah Peserta
BIDANG KAJIAN : REKAYASA DAN TEKNOLOGI MANUFAKTUR UNTUK PERTANIAN, PERTAMBANGAN, OTOMOTIF, ELEKTRONIKA, DLL Aplikasi Metode Perancangan Pahl-Beitz pada Perancangan Lini Produksi Iman Apriana ................................................................................ 2 Design for Sustainability (DFS) and Design for Environment (DfE) Practices in Automotive industry SKH Muhammad Bin SKH Abd Rahim. .................................................... 3 Pembuatan dan Pengujian Model Pahat Insert dari Baja 34CrNiMo6 Melalui Proses Pack Carburizing Umen Rumendi. ............................................................................. 4 Optimasi Proses Pengecoran Insulator dengan Metode Aluminium Gravity Casting di PT. Wijaya Karya (WIKA) Balqis Mentari Efendi. ..................................................................... 5
Optimalisasi Cacat Porositas Pada ARM Suspension dengan Material Aluminium dengan Mesin High Pressure Die Casting (HPDC) di PT. Wijaya Karya (WIKA) Pria Akbar Sejati. ........................................................................... 6
Pembuatan Prototype Grinding Roll Bimetallic dengan Metode Pengecoran Gravity Casting Hery Hermawan. ............................................................................ 7

STEMAN 2014 ISBN : 978-979-17047-5-5
xvi
The Optimization Of Power Conversion From Wind Energy Norhana Binti Safee. ....................................................................... 8
Modifikasi Vessel Nissan CWB45-ALDN45 untuk Peningkatan Kapasitas Angkut Unit Truck Herman Budi Harja. ........................................................................ 9
Optimalisasi proses foundry pada Nozzle Cup berdasarkan tingkat porositas di PT.Polman Swadaya Ade Rachman. ............................................................................... 10
Pengembangan Sistem Monitoring dan Proses Kontrol Suhu Pada Mesin Penghasil Bio-Oil dan Bio-Char dari Cangkang Sawit menggunakan Reaktor Auger dengan Proses Pirolisis Cepat Izarul Machdar .............................................................................. 11
Perencanaan strategis persediaan peralatan kebencanaan berdasarkan siklus kebencanaan Muhammad Dirhamsyah. ................................................................... 12
Perancangan Ulang Tool Holder Untuk Alur Dovetail Pada Ragum Polman 125 Menggunakan Metode DFMA Somantri...................................................................................... 13
Redesign Tempat Tidur dengan Metode KANSEI Engineering Rachmad Hidayat ........................................................................... 14
Perbaikan Rancang-Bangun Kopling-Dog Pengendali Roda Traktor-Tangan Polman Bandung Haris Sayoko, Isa Setiasyah Toha ......................................................... 15
Perancangan Coran-Baja Menggunakan Bantuan Perangkat Lunak Simulasi Coran Solidcast 8.2.5 Studi Kasus pada Produk Link Track Muhamad Hamzah Zaelani ................................................................. 16
BIDANG KAJIAN : PERANCANGAN DAN PENGEMBANGAN PRODUK MANUFAKTUR
Implementasi Surfaces 3D Scanner Menggunakan Metode Triangulation dan Tesselation untuk Reverse Engineering Obyek Sederhana Bolo Dwiartomo. ............................................................................ 18
Analisis Simulasi Reinforced Thermoplastic Pipe Dengan Metoda Elemen Hingga Melalui Pendekatan Pipa Multilayer Menggunakan Perangkat Lunak Rekayasa Asep Indra Komara .......................................................................... 19
STEMAN 2014 ISBN : 978-979-17047-5-5
xvii
Optimasi Bentuk Pisau Penghancur Limbah Tempurung Kelapa Berbentuk Piringan Bertakik untuk Mendapatkan Berat Optimum Aji Gumilar .................................................................................. 20
Perancangan dan Pembuatan Prototipe Mesin Pengolah Air Bersih Sistem Mobile untuk Keadaan Darurat Air Yuliar Yasin Erlangga ....................................................................... 21
Perancangan Konstruksi Portable Bridge dan Alat Bantunya untuk Mobil Perkebunan (Wintor) dengan Mekanisme Lipat Adies Rahman Hakim ....................................................................... 22
BIDANG KAJIAN : TEKNOLOGI MATERIAL METALURGI
Perbaikan Ketangguhan Meterial Baja Cor Paduan NI-CR-MO Melalui Proses Tempering Ganda Beny Bandanadjaja. ........................................................................ 24
Simulasi Proses Perlakuan Panas Permukaan untuk Mendapatkan Waktu Pemanasan yang Sesuai Oyok Yudianto. .............................................................................. 25
Pengaruh Laju Pendinginan dan Bahan Paduan terhadap Pembentukan Karbida M3C dan Ketahanan Aus Besi Cor EN-JN2019 Kus Hanaldi. ................................................................................. 26
Kajian Faktor-Faktor yang Memberi Kesan Proses EDM terhadap AISI H13 Mohamad Shahril Bin Ibrahim ............................................................. 27
A Study On Types Pineapple Leaf Fibers (PALF) Reinforced Polylactide (PLA) Nurul Hayati Binti Jamil ................................................................... 28
Analisis Struktur Mikro dan Kekerasan Permukaan Baja ST 37 Carburized melalui Proses Dekarburasi Oleh Air Muhammad Hilmi Wahhab ................................................................. 29
Riserless Casting of FCD 500 in Green Sand Mold Wiwik Purwadi............................................................................... 30
Analisis Kakisan Air pada Logam dalam Sistem Aliran Dandang Noor Azlan Bin Ngasman ................................................................... 31
Kajian Prestasi Mata Alat Karbida Bersalut Semasa Melarik Keluli AISI H13 Menggunakan Bendalir Pemotong Azlan Shah Bin Kamaruddin ............................................................... 32
STEMAN 2014 ISBN : 978-979-17047-5-5
xviii
Analisa Uji Keausan Material ST 37 Hasil Carburizing dan Hardening dengan Mesin Uji Keausan Horizontal Tri Sugeri Gumilar Permana ............................................................... 33
Analisa Perbandingan Kekerasan, Distribusi Kekerasan dan Struktur Mikro Material ST 37 pada Proses Karburasi dengan Metoda Single Quenching dan Direct Quenching Gerri Rinaldi ................................................................................. 34
Pembuatan dan Pengujian Nitriding Reaktor untuk Surface Hardening pada Baja Jafar Shodiq ................................................................................. 35
Kajian Pengaruh Aditif terhadap Pembentukan Nano Deposite Nikel pada Elektroplating Baja Karbon Rendah Dewi Idamayanti ............................................................................ 36
Optimalisasi Desain dan Simulasi pada Coran Blade Turgo-Turbine Roni Kusnowo ................................................................................ 37
Inovasi Material pada Pembuatan Bata Merah tanpa dibakar untuk kemakmuran Industri Kerakyatan Muhammad Amin ............................................................................ 38
BIDANG KAJIAN : PROSES DAN TEKNOLOGI MANUFAKTUR
Optimalisasi Proses Pemesinan CNC Milling 3 Axis dengan Menggunakan Metode Taguchi Benny Haddli Irawan.. ...................................................................... 40
Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Sistem Global CAIP Yogi Muldani Hendrawan.. ................................................................ 41
Pengaplikasian CAIP (Computer Aided Inspection Planning) pada Operasi OMM (On Machine Measurement) dengan Alat Ukur Probe: Rekonstruksi Feature dengan Metode Perbandingan Antara Permukaan Yogi Muldani Hendrawan.. ................................................................ 42
Pengaruh Minyak Kelapa sebagai Dielektrik Alternatif terhadap Kinerja Edm Diesinking pada Benda Kerja AISI P21 Tjun Mahsunadi.. ........................................................................... 43
3 Axis CNC Milling Tool Path Strategy for Machining Spherical Surface Liyana Binti Norizan ........................................................................ 44
STEMAN 2014 ISBN : 978-979-17047-5-5
xix
Pengukuran kesesuaian produk terhadap spesifikasi untuk diameter dan posisi lubang pada bidang datar yang berbeda dan tidak sejajar Nandang Rusmana ........................................................................... 45
Analisis Pengaruh Variasi Temperatur Media Quenching Pada Proses Hardening Terhadap Kekerasan Permukaan dan Tingkat Distorsi Baja AISI 1045 Fikry Fauzi Rachman........................................................................ 46
The Study Of Mechanical Properties of Laminated Bamboo (Bmb) Strip/Epoxy Composites Muhammad Hafiz Bin Kamarudin ......................................................... 47
BIDANG KAJIAN : MESIN DAN PERALATAN INDUSTRI MANUFAKTUR
Perbaikan Leadtime Proses Pemotongan dengan Rekayasa Mesin Pemotong Lembaran Material Nylon dengan Pisau Pemotong Circular di PT. Multistrada Arah Sarana Tbk. Rahmat Hidayat Santoso.. ................................................................. 49
BIDANG KAJIAN : SISTEM MANUFAKTUR Metoda Overall Equipment Effectiveness Sebagai Ukuran Kinerja Strategis dalam Mengelola Fasilitas Pusat Unggulan Teknologi dan Inovasi Iwan Harianton. ............................................................................. 51 Quality Issue As a Part Of PBE (Production Based Education) System in POLMAN Gamawan Ananto ........................................................................... 52
Analisa Kuantitatif dengan Metoda BPR Membuka Kebuntuan Usaha Mengembalikan POLMAN Pada Performa Unggulnya Haris Sayoko ................................................................................ 53
Optimasi Waktu Mesin Pouching Gel Menggunakan Perangkat Lunak Simulasi Promodel Ruminto Subekti . ........................................................................... 54
Analisa Alternatif Periode Penjadwalan Perawatan Mesin dengan Metode Probabilitas Kerusakan pada Mesin Bubut Schaublin 102N-VM dan Mesin Frais Aciera F3 di POLMAN Bandung Abidin Husein . ............................................................................. 55 Rancang Bangun Welding Fixture untuk Modifikasi Tubular Propeller Shaft Otomotif Dedy Ariefijanto . .......................................................................... 56
STEMAN 2014 ISBN : 978-979-17047-5-5
xx
BIDANG KAJIAN : SISTEM KENDALI DAN MEKATRONIKA INDUSTRI MANUFAKTUR Monitoring Temperatur dan Kendali Level Air pada Sistem Pembangkit Uap Superheat Kontinue Nuryanti ...................................................................................... 58
Rancang Bangun Piranti Akuisisi Data Mesin Uji Tarik Polimer Berbasis Mikrokontroller ATMEGA 16 Adhitya Sumardi Sunarya .................................................................. 59
Optimasi Zero Voltage Switching dan Buck Converter sebagai Pemanas Induksi untuk Pemasangan Bearing Ismail Rochim ................................................................................ 60
Implementasi Teknologi GSM-SMS untuk Kendali Mesin CNC dari Jarak Jauh Yuliadi Erdani ............................................................................... 61
Pengembangan Aplikasi Mikrokontroler untuk Pemantauan Cuaca dengan Parameter Suhu, Kelembaban dan Angin Yuliadi Erdani ............................................................................... 62
Pengendalian Kecepatan Motor DC dengan Logika Fuzi untuk Program Grafcet- PLC Ridwan ....................................................................................... 63
Perancangan Dan Implementasi Kendali Fuzzy Menggunakan Mikrokontroler Pada Hopper Conveyor Plant Zaidir Jamal ................................................................................ 64
Otomasi dan Supervisi Web pada Proses Pemindahan Balok Menggunakan Overhead Cranes berbasis WebVue dan Google Web ToolkitTOMASI DAN SUPERVISI WEB PADA PROSES PEMINDAHAN BALOK MENGGUNAKAN OVERHEAD CRANES BERBASIS WEBVUE DAN GOOGLE WEB TOOLKIT Pipit Anggraeni ............................................................................. 65 Low Cost Remote Terminal Unit (RTU) Sistem SCADA Berbasis Android Hendy Rudiansyah........................................................................... 66
BIDANG KAJIAN : SOSIO-MANUFAKTUR Kajian Kecermatan Metode dalam Pengukuran Soft Skills Mahasiswa yang Menggunakan Soft Competency Questionnaire-Self Assessment Achmad Muhammad. ....................................................................... 68
The Phenomena of Using Scientific Text Among Undergraduate Students (A Study Focused on Nominalisation in Scientific Texts) Fatonah. ...................................................................................... 69
Penguatan Sistem Manajamen Mutu Pendidikan Berbasis Produksi dengan Metoda Evaluasi Mutu Internal sebagai Usaha Membangun Keunggulan Institusi DI ERA GLOBAL Iwan Harianton. ............................................................................. 70
STEMAN 2014 ISBN : 978-979-17047-5-5
xxi
The Importance of Oral Presentations for Engineering Students Dini Hadiani. ................................................................................ 71
BIDANG KAJIAN : TOPIK-TOPIK LAINNYA YANG TERKAIT DENGAN REKAYASA DAN TEKNOLOGI MANUFAKTUR
Rancang Bangun Sistem Informasi Inventarisasi Berbasis Web (Studi Kasus Teknik Otomasi Manufaktur dan Mekatronika Politeknik Manufaktur Negeri Bandung) Siti Aminah .................................................................................. 73
Ergonomics Bus Staircase Design for Elderly Nor Hisham bin Sulaiman .................................................................. 74
Keandalan Sistem Pelumas Tanker dengan Model Pengaturan Persyaratan Keandalan dan Metode Pemilihan Tindakan Manajemen Tungga Bhimadi ............................................................................. 75
Kajian Penggunaan Multimeter terhadap Kompetensi Pelajar di Jabatan Kejuruteraan Mekanikal, Politeknik Merlimau Ainun Azniza Binti Ahmad Zaini .......................................................... 76
Rancang Bangun Sistem Informasi Berbasis Pendeteksian Wajah untuk Absensi Mahasiswa Teknik Otomasi Manufaktur dan Mekatronika POLMAN Bandung Aris Budiyarto ............................................................................... 77
Rancang Bangun Model Cup Counter Anemometer Skala Laboratorium Sebagai Salah Satu Sarana Pendukung Peringatan Dini Bencana Tanah Longsor di Indonesia Nuryanti ...................................................................................... 78
Penyusunan Arsitektur Teknologi Informasi Berbasis Sistem Terintegrasi Menggunakan Framework TOGAF Sebagai Landasan Penyusunan Cetak Biru Teknologi dan Keamanan Informasi Yoyok Setiyo Pamuji ........................................................................ 79

STEMAN 2014 ISBN : 978-979-17047-5-5
1
BIDANG KAJIAN :
REKAYASA DAN TEKNOLOGI MANUFAKTUR UNTUK PERTANIAN, PERTAMBANGAN, OTOMOTIF, ELEKTRONIKA, DLL

STEMAN 2014 ISBN : 978-979-17047-5-5
2
APLIKASI METODE PERANCANGAN PAHL-BEITZ PADA PERANCANGAN LINI PRODUKSI
Iman Apriana Effendi1, Ade Ramdan2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21, Dago, Bandung, 40135
Phone/Fax : 022 2500 241 / 250 2649 Email: [email protected]; [email protected]
Abstrak
Makalah ini membahas aplikasi metode perancangan Pahl-Beitz dalam proses perancangan sebuah lini produksi. Metode ini diaplikasikan dengan cara mengikuti 4 fase alur kerja proses perancangan Pahl-Beitz, mulai dari perencanaan dan penjelasan tugas, perancangan konsep, perancangan embodiment sampai perancangan detail. Fase perencanaan dan penjelasan tugas menghasilkan daftar tuntutan yang kemudian digunakan sebagai dasar pengembangan konsep. Fase perancangan konsep menghasilkan konsep dengan cara membuat abstraksi untuk mengidentifikasi permasalahan utama, menentukan struktur fungsi, mekanisme gerak dan struktur kerja. Fase perancangan embodiment menghasilkan layout lini produksi dengan mempertimbangkan aspek teknis dan ekonomis serta optimasi rancangan. Sedangkan fase perancangan detail menyempurnakan layout tersebut dan mendetailnya sehingga didapatkan dokumen spesifikasi peralatan untuk sebuah lini produksi. Dengan mengikuti alur kerja metode perancangan ini, proses perancangan menjadi efektif. Setiap proses dilakukan secara sistematis sehingga dapat membimbing perancang dalam meningkatkan kreativitas dan mengevaluasi hasil perancangan.
Kata kunci: metode perancangan, Pahl-Beitz, lini produksi

STEMAN 2014 ISBN : 978-979-17047-5-5
3
DESIGN FOR SUSTAINABILITY AND DESIGN FOR ENVIRONMENT PRACTICES IN AUTOMOTIVE INDUSTRY
Skh Muhammad Skh Abd Rahim1, Mohd Shafie Osman2, Nurul Azna Idayu Ab Aziz3
Mechanical Engineering Department Politeknik Merlimau Melaka
Karung Berkunci 1031, Pejabat Pos Merlimau, 77300 Merlimau Melaka Phone/Fax : +6062636687 / 2636678
Email: [email protected], [email protected], [email protected]
Abstract
In order to preserve the earth and maintain strengthen acceptance in automotive industry it should be made commitment to sustainability and environmental consideration into account. At present, product development process in automotive industry in Malaysia is characterized by the increases of complexity and frequent changes caused by frequent innovations, fast-growing system complexity, expanding role of software and changing business relationships. This study is based on Design for Sustainability (DFS) & Design for Environment (DfE) and spread out the principle of sustainable and environmental in product design concept. Environmental and sustainable product is a goal to be achieved in every manufacturing process. In way to achieve the goal, many practice or instruments had been introduced and developed. DFS and DfE are the practice or approach that had been used widely in a few industries. This study also attempts to clarify the issues which are liable to influence the outcome of the development of new products or redesign of an existing product to become a green product. This research describes a set of sustainable and environmental characteristics for product design as early as at development stage. It goes deeper into how the characteristics shall be implementing as a tool to guides the design process. Keywords: Sustainability, Environment, Automotive industry

STEMAN 2014 ISBN : 978-979-17047-5-5
4
PEMBUATAN DAN PENGUJIAN PAHAT MODEL INSERT DARI BAJA 34CrNiMo6 MELALUI PROSES PACK
CARBURIZING
Umen Rumendi1, Budi Hartono Setyamarga2
1) Dosen pada Jurusan Teknik Manufaktur Politeknik Manufaktur Negeri Bandung
Jl. Kanayakan no 21 Dago Bandung 40135 Emai: [email protected]
2). Dosen pada Jurusan Teknik Mesin dan Dirgantara Institut Teknologi Bandung
Email: [email protected]
ABSTRAK
Dalam proses pemesinan, alat potong pahat adalah komponen yang sangat dibutuhkan untuk pembuatan sebuah produk baik dalam industri maupun pada dunia pendidikan teknologi seperti Politeknik dan SMK. Salah satu mesin yang memerlukan alat potong pahat adalah mesin bubut. Permasalahan yang terjadi sekarang ini adalah sulitnya bagi sekolah sekolah teknik yang berada di daerah daerah dalam mendapatkan alat potong untuk melakukan praktik membubut. Untuk mengatasi permasalahan itu, dicoba membuat suatu gagasan baru dengan membuat pahat bubut dalam bentuk standar model pahat insert carbide jenis TN1604 bentuk segitiga terbuat dari baja pemesinan yang biasanya di gunakan untuk elemen mesin. Metode penelitian ini terdiri dari persiapan meterial, pembuatan model pahat insert, proses carburizing dan uji kekerasan dan struktur mikro serta uji memotong untuk melihat kemampuan pahat dalam memotong baja di mesin bubut. Proses pembuatan model pahat insert dilakukan dengan menggunakan mesin wire cutting jenis turbo Pro 390. Proses pack carburizing menggunakan arang batok kelapa + 10% BaCO3 pada temperatur 900-9500C dengan soaking time selama 4 jam. Pengujian distribusi kekerasan dilakukan untuk mengetahui kedalaman kekerasan efektif dari pahat, kemudian pengujian pemotongan dilakukan pada mesin bubut Schaublin 150. Bahan yang dipotong adalah baja karbon rendah St37 dengan diameter 30mm yang dibubut hingga diameter 24mm, dengan kecepatan potong bervariasi dari 16; 20; 24;30; dan 35m/min, pembubutan dilakukan 5xpemotongan dengan ketebalan sayatan masing masing 1mm. Dari hasil pengujian diperoleh data bahwa pahat ini mampu memotong baja dengan baik, sesuai dengan kecepatan potong (Vc) yang telah ditentukan. Pembubutan dimulai dari Ø30mm sampai Ø25mm sepanjang 100mm dan hasilnya diperoleh dimana tingkat kekasaran permukaan tercapai hinggaN8, penyimpangan kelurusan benda hasil bubutan mencapai 0,1mm dan tingkat keausan tepi dan ujung mata pahat insert maksimum sebesar 0,45mm. Keywords: cutting tools, manufaktur, pahat insert, pack carburizing, wire cutting, soaking time

STEMAN 2014 ISBN : 978-979-17047-5-5
5
OPTIMASI PROSES PENGECORAN INSULATOR DENGAN METODE ALUMINIUM GRAVITY CASTING DI PT. WIJAYA
KARYA (WIKA)
Balqis Mentari Efendi Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Abstrak Penelitian ini bertujuan untuk mengoptimasikan proses pengecoran pada Insulator yang dibuat dengan metode Aluminium Gravity Casting. Insulator diproduksi di PT. Wijaya Karya (WIKA) Majalengka, Indonesia. Material dari Insulator adalah Aluminium AC4C yang termasuk dalam kategori paduan Aluminium-Silikon. Masalah yang terjadi pada Insulator adalah munculnya cacat yang berupa gas porositas. Kemungkinan penyebab dari gas porositas adalah dari proses, bentuk dan material, sistem saluran dan dies. Kemudian setelah analisis kemungkinan terbesar terjadinya gas porositas adalah pada saat proses. Ada beberapa parameter yang harus diperhatikan pada proses pengecoran, yaitu temperatur, kecepatan aliran cairan, perlakuan cairan dan kondisi. Dari beberapa parameter tersebut diputuskan bahwa temperatur dan kecepatan aliran cairan menjadi variable berubah. Temperature dan kecepatan aliran cairan divariasikan dan dikombinasikan. Untuk mementukan berapa kali percobaan yang akan dilakukan, penulis menggunakan metode Design of Experiment (DOE) dari hasil kombinasi yang telah didapatkan. Hasil dari penelitian ini akan mendapatkan kandungan gas porositas yang lebih rendah ketika temperature cornya rendah dan juga ketika kecepatan aliran cairan ada di tengah-tengah (diantara kecepatan kritis tertinggi dan kecepatan kritis terendah). Pengujian untuk mengetahui kandungan gas porositas dilakukan dengan cara perhitungan apparent density dan true density. Kata kunci: Aluminium, Gravity Casting, Gas Porositas, Temperatur cor, Kecepatan aliran cairan, Apparent Density
STEMAN 2014 ISBN : 978-979-17047-5-5
6
OPTIMALISASI CACAT POROSITAS PADA ARM SUSPENSION DENGAN MATERIAL ALUMINIUM ADC-12
MODIFIKASI DENGAN MESIN HIGH PRESSURE DIE CASTING (HPDC) DI PT. WIJAYA KARYA (WIKA)
Pria Akbar Sejati
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Cold chamber high pressure die casting (HPDC) adalah proses yang untuk memproduksi aluminium casting pada benda yang berbentuk rumit. Arm suspension merupakan salah satu contohnya. Namun demikian HPDC seperti proses lainnya memiliki kelemahan,terutama adalah kandungan gas di dalam cairan cukup tinggi sehingga akan menimbulkan masalah pada proses selanjutnya : perlakuan panas. Untuk itu usaha menghilangkan gas di dalam cairan perlu dilakukan guna menghasilkan benda yang bebas reject/cacat.
Cacat harus didiagnosis dengan benar untuk langkah-langkah perbaikan yang tepat, jika tidak cacat baru dapat muncul. Namun, ini bukan tugas yang mudah, karena proses pengecoran melibatkan interaksi kompleks antara berbagai parameter dan operasi yang berhubungan dengan komposisi logam, metode desain , cetakan , peleburan , penuangan , pembersihan dan mesin pengecoran .
Dalam penelitian ini analisis cacat telah dilakukan menggunakan teknik seperti diagram causeeffect dan desain of experiment sehingga lahir pendekatan langkah untuk identifikasi cacat,analisis dan perbaikan cacat.dalam mengidentifikasi cacat,penulis mengklasifikasikan cacat dalam hal aspek : ukuran, lokasi ,konsistensi , tahap penemuan dan metode inspeksi yang dimana hal ini akan membantu dalam identifikasi yang benar. Untuk analisis cacat, penyebab yang mungkin dikelompokkan ke dalam 3 kelompok : desain dies, material/cairan dan proses parameter . kemudian penyebab parameter kualitas pengecoran dipastikan melalui simulasi solidcast dan flowcast. untuk perbaikan lahir variable yang yang berpengaruh terhadap jumlah gas di dalam cairan yaitu : temperature,lama degassing dan lama waktu pembiaran (dwall time). Selanjutnya kandungan porositas akan diukur menggunakan perhitungan matematis yang melibatkan apparent density dan true density menggunakan metode eksperimen dengan analisis data deskriptif analitis. Kata kunci: Aluminium ADC-12, High Pressure Die Casting, Porositas Gas, Temperatur cor, Degassing, Dwall Time De

STEMAN 2014 ISBN : 978-979-17047-5-5
7
PEMBUATAN PROTOTYPE GRINDING ROLL BIMETALLIC DENGAN METODE PENGECORAN GRAVITY CASTING
Hery Hermawan
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Grinding roll adalah salah satu bagian dari mesin grinding mill. Grinding roll mempunyai dua material yang berbeda atau biasa disebut dengan bimetallic material. Bagian luar menggunakan material Ni-hard 1 yang bersifat tahan gesek sehingga pada saat proses penggilingan tidak cepat terkikis, sedangkan bagian dalam menggunakan material FCD 500 yang bertujuan agar dapat dilakukan proses permesinan untuk mempermudah pemasangan grinding roll pada dudukannya. Grinding roll yang ada saat ini dibuat dengan mengguanakan centrifugal casting. Seperti yang kita ketahui bahwa centrifugal casting mempunyai beberapa kekurangan diantaranya: biaya investasi mesin yang besar dan adanya bahaya cipratan material pada saat proses. Tujuan penelitian ini adalah bagaimana cara untuk menggabungkan dua material yang berbeda dengan menggunakan metode pengecoran gravity casting. Sehingga, penelitian ini dilakukan untuk membuat prototype grinding roll bimetallic dengan metode pengecoran gravity casting. Metodologi penelitian ini diawali dengan penentuan material, strudi bentuk benda, dan penentuan kecepatan aliran yang nantinya menghasilkan tiga alternatif rancangan. Dari ketiga alternatif rancangan tersebut masing – masing dilakukan simulasi kemudian dipilih satu rancangan yang paling baik setelah dilakukan analisa rancangan. Lalu dilakukan percobaan sebanyak tiga kali. Setelah itu dilakukan pengujian kekerasan dan struktur mikro pada masing – masing percobaan. Analisa akhir dilakukan setelah semua data terkumpul dan kemudian diputuskan penelitian ini dianggap berhasil atau gagal.
Kata kunci: grinding roll, bimetallic material

STEMAN 2014 ISBN : 978-979-17047-5-5
8
THE OPTIMIZATION OF POWER CONVERSION FROM WIND ENERGY
Norhana Binti Safee1, Ida hariyanti Binti Hassan@Talib2, Fadilah Binti Mohamad Najuri3
Computer System and Support Engineering Unit, Kolej Komuniti Jasin,
77300 Merlimau, Melaka Phone/Fax : +606 2631515 / +606 2631616
Email: [email protected]; [email protected]; [email protected];
Abstract The electrical power generated by using the power in the wind to drive a wind turbine to produce mechanical power. This mechanical power can be converted into electrical power by using electrical induction generators. Output voltage of the generators is influenced by the changes in the rotor blades load, capacitor or rotor speed of the machine. In this project, computer program have been used to obtain the performance of the generator under different conditions. Matlab has been utilized to get the maximum capacitance required for self-excited induction generator, minimum frequency under variable load resistance, load reactance and speed. Finally resul to show component needed to improve performance wind turbine system. The component is the dynamo. It has a few mechanical properties that are functional for wind turbines. So, the induction dynamo is the most public dynamo in wind power arrangement requests due to its simplicity and ruggedness. The utilized formula to compute the maximum capacitance needed for self-excited induction dynamo is easy and it doesn’t demand numerical iteration. For this reason, this formula helps to ascertain the maximum capacitance needed for self-excited induction dynamo on line. Key word: wind turbine, induction generators, generator, matlab

STEMAN 2014 ISBN : 978-979-17047-5-5
9
MODIFIKASI VESSEL NISSAN CWB45-ALDN45 UNTUK PENINGKATAN KAPASITAS ANGKUT UNIT TRUK
Herman Budi Harja1, Adhitya Sumardi2, Luthfi3
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Pada industri pertambangan, kegiatan pemindahan hasil tambang sangat berpengaruh terhadap nilai production rate perusahaan. Selain rekayasa pada rute lalu lintas pemindahan, rekayasa kapasitas unit alat angkut truk dapat dilakukan untuk meningkatkan kapasitas angkut hasil tambang. Vessel merupakan salah satu komponen kendaraan angkut khusus seperti pada truk, berbentuk bejana terbuka dan berfungsi sebagai wadah pengangkut material pasir, batu bara ataupun hasil tambang lainnya. Makalah ini memaparkan kajian modifikasi tipper vessel nissan cwb45-aldn45 dalam rangka peningkatan kemampuan kapasitas unit angkut. Pada penelitian ini dibahas mulai dari tahapan penentuan besar kenaikan kapasitas angkut, identifikasi spesifikasi teknik sistem loading_unloading vessel hingga perhitungan analisa statis dan perhitungan simulasi software khususnya pada tipping gear dan pin hinge bracket untuk memastikan fisibilitas load yang memungkinkan masih mampu diterima konstruksi. Modifikasi yang dilakukan menunjukkan bahwa penambahan konstruksi ke arah atas setinggi 350mm dapat meningkatkan kapasitas angkut sebesar 23% dari kapasitas angkut awal 22m3. Selain itu, setelah modifikasi vessel dilakukan tipping gear dan pin hinge bracket mampu menerima load . Kata kunci: kapasitas angkut, modifikasi vessel, load ripping gear dan pin hinger bracket.

STEMAN 2014 ISBN : 978-979-17047-5-5
10
OPTIMALISASI PROSES FOUNDRY PADA NOZZLE CUP BERDASARKAN TINGKAT POROSITAS DI PT. POLMAN
Ade Rachman
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Penelitian ini bermaksud untuk mengoplitmalisasi proses foundry metode sand gravity casting pada Nozzle Cup material SCH 13 di PT. Polman Swadaya untuk meminalisir cacat coran. Cacat coran yang terjadi yaitu shrinkage porosity yang biasa sering terjadi pada penegcoran baja. Untuk mereduksi cacat ada enam parameter yang dipelajari diantaranya tipe pasir, rasio pasir dan pengikat, casting design, waktu penuangan, jumlah degassing, dan temperatur penuangan. Enam parameter tersebut akan di uji cobakan pada sample yang sekaligus produk Nozzle Cup yang baru yang diperoleh berdasarkan Design Of Experiment (DOE). Untuk menghitung jumlah porositas menggunakan perhitungan perbandingan apparent density dan true density.
Kata kunci: Shrinkage porosity, SCH 13, sand gravity casting, density

STEMAN 2014 ISBN : 978-979-17047-5-5
11
Pengembangan Sistem Pengendali Suhu Pada Heater Reaktor Auger Untuk Proses Pirolisis Cepat Cangkang Sawit
Izarul Machdar1), Firmansyah2), Bastian Arifin3), M. Faisal4), Hamdani5), Umi Fathanah6)
1,2,3,4,6)Jurusan Teknik Kimia, Fakultas Teknik, Universitas Syiah Kuala. Banda Aceh-Indonesia 5) Jurusan Teknik Mesin, Fakultas Teknik, Universitas Syiah Kuala. Banda Aceh-Indonesia
Abstrak Penelitian pirolisis cepat kontinyu cangkang sawit dengan menggunakan reaktor auger telah dilakukan untuk menghasilkan bio-oil. Unit reaktor auger dilengkapi dengan sistem pengendali suhu pada elemen pemanas untuk mengendalikan suhu pada reaktor. Proses pengendali suhu menggunakan PID kontrol. Tujuannya untuk menjaga suhu pada auger reaktor tetap stabil dalam kondisi steady dengan set point yang telah ditentukan. Penentuan nilai konstanta Kp, Ti dan Td dari PID kontrol menggunakan ziegler –nicolse open loop method. Penelitian ini juga melihat pengaruh suhu dan kecepatan putaran motor terhadap jumlah bio-oil yang dihasilkan. Batasan dari penelitian ini menggunakan 2 variasi suhu, yaitu 400oC dan 450oC, variasi kecepatan putaran motor pada bak penampung bahan baku, yaitu 18 rpm, 25 rpm, 32 rpm dan putaran motor pada reaktor auger tetap, yaitu 12 rpm dengan waktu tinggal 15 menit. Hasil pengembangan sistem pengendali menunjukkan suhu stabil tanpa fluktuasi (osilasi) dan overshoot suhu pada reaktor auger saat sudah mencapai set point, terjadi error perubahan suhu sebesar ± 1oC. Hasil bio–oil tertinggi diperoleh pada kondisi suhu 450oC dengan kecepatan putaran motor pada bak penampung bahan baku sebesar 32 rpm. Kata kunci: cangkang sawit, bio-oil, , pirolisis cepat, auger reaktor, proses kontrol, PID kontrol,
Ziegler-nicolse method

STEMAN 2014 ISBN : 978-979-17047-5-5
12
PERENCANAAN STRATEGIS PERSEDIAAN PERALATAN KEBENCANAAN BERDASARKAN SIKLUS KEBENCANAAN
Muhammad Dirhamsyah
Universitas Syiah Kuala [email protected]
Abstrak
Paska bencana terbesar Kobe yang dikenal dengan Great Hanshin-Awaji Earthquake tahun 1995 dan kemudian disusul yang terjadi pada kawasan lautan hindia ditahun 2004. Banyak perhatian dunia mengarah kepada Jepang dan Indonesia. Di Indonesia, pengalaman ini telah menghasilkan konsep penyelenggaraan penanggulangan bencana dengan serangkaian upaya penetapan kebijakan pembangunan yang berisiko timbulnya bencana, kegiatan pencegahan bencana, tanggap darurat, dan rehabilitasi yang terkandung daam Undang-undang nomor 24 tahun 2007 tentang penanggulangan bencana serta dilengkapi dengan peraturan pemerintah dan daerah. Peraturan kebencanaan terus menerus disempurnakan dengan baik, sedangkan pada penyediaan dan penyiapan peralatan untuk pemenuhan pemulihan prasarana dan sarana masih memerlukan perencanaan strategis pemenuhan persediaan peralatan kebencanaan di situasi tertentu berdasarkan siklus kebencanaan.Persediaan ini sangat penting bagi perusahaan manufaktur dalam rangka kesesuaian pertumbuhan permintaan konsumen pada kawasan rawan bencana serta mengkonversikan bahan baku menjadi barang jadi dan kesiapan sumberdaya manusia. Walaupun pada kenyataannya di Indonesia masih belum lengkap ketersediaan basis data pelaku riset kebencanaan, buku biru riset kebencanaan, dan kordinasi para peneliti dengan acuan multidisiplin dan multisektoral. Pada tulisan ini, penulis memberikan identifikasi peranan universitas dalam membantu masyarakat dan pemerintah dalam penanggulangan bencana serta beberapa usulan strategi persediaan peralatan kebencanaan berdasarkan siklus bencana.
Kata kunci: Penanggulangan bencana, persediaan peralatan kebencanaan dan siklus bencana

STEMAN 2014 ISBN : 978-979-17047-5-5
13
PERANCANGAN ULANG TOOL HOLDER UNTUK ALUR DOVETAIL PADA RAGUM POLMAN 125
MENGGUNAKAN METODE DFMA
Somantri1, Bustami Ibrahim2 1 Mahasiswa POLMAN Bandung, HP : 085310004927, email : [email protected]
2 Dosen POLMAN Bandung, HP : 085624664376, email : [email protected]
Abstrak Cutter dovetail (ekor burung) adalah salah satu jenis milling cutter untuk mengerjakan alur berbentuk dovetail. Cutter ini digunakan di Politeknik Manufaktur Negeri Bandung untuk pengerjaan alur dovetail pada bagian rahang gerak dan rahang tetap pada Ragum Polman 125. Pembuatan alur dovetail saat ini menggunakan cutter dengan insert tip carbide. Pada pemakanan menggunakan cutter carbide ini terjadi step karena tip carbide dipasangkan ber-step pada tool holder dengan tujuan dapat memenuhi pemakanan panjang diagonal dovetail. Sehingga digunakanlah cutter HSS untuk finishing. Selain itu terjadi pemakanan ke bawah akibat bobot tool holder yang terlalu berat yang mengakibatkan termakannya lantai pada rahang gerak dan rahang tetap. Oleh karena itu maka pada penelitian ini dipilihlah cutter dengan tip carbide yang memenuhi pemakanan panjang diagonal cutter dan dirancanglah tool holder yang sesuai dengan tip carbide yang dipilih dan memiliki bobot yang lebih ringan. Tahap perancangan ulang dilaksanakan sesuai dengan metoda DFMA (Design For Manufacture and Assembly) dimana dengan metoda ini didapat nilai persentase perbandingan jumlah komponen, waktu perakitan dan ongkos permesinan antara tool holder saat ini dengan tool holder hasil rancangan. Hasil rancangan ini adalah detail design berupa gambar kerja tool holder dengan tip carbide beserta data analisis yang membuktikan bahwa rancangan aman untuk dibuat dan digunakan sesuai fungsi dan tujuannya. Kata kunci : tool holder, dovetail, DFMA

STEMAN 2014 ISBN : 978-979-17047-5-5
14
REDESIGN TEMPAT TIDUR DENGAN METODE KANSEI
ENGINEERING
Rachmad Hidayat Universitas Trunojoyo Madura
Abstrak Pada penelitian ini dilakukan pengamatan terhadap aktivitas sehari-hari yang dilakukan mansia di tempat tidur. Pada dasarnya penggunaan tempat tidur digunakan manusia untuk beristirahat. Kondisi tempat tidur yang ada saat ini sudah cukup baik, namun pada saat digunakan sering kali terjadi kesulitan. Kesulitan yang dialami pada saat penggunaan tempat tidur posisi naik ke tempat tidur sebesar 40% hal ini disebabkan karena tempat tidur yang tinggi, posisi duduk setelah berbaring sebanyak 33% hal ini karena menggunakan tangan dan siku sebagai tumpuan dan posisi turun dari tempat tidur sebesar 27%. Oleh karena itu dilakukan perbaikan desain lama dan desain baru sesuai dengan harapan pengguna terhadap atribut-atribut perbaikan dari segi fungsi dan kebutuhan manusia. Perbaikan dilakukan agar dapat mengakomodasi semua kegiatan dengan mengutamakan segi ergonomis dan kenyamanan dalam pemakaiannya.
Kata kunci: Kansei Engineering, Gerontology, Perancangan Produk, Ergonomi dan anthropometri

STEMAN 2014 ISBN : 978-979-17047-5-5
15
PERBAIKAN RANCANG BANGUN KOPLING-DOG PENGENDALI RODA TRAKTOR-TANGAN POLMAN
BANDUNG
Haris Sayoko1, Albertus B. Setiawan2, Isa Setiasyah Toha3
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak
Polman Bandung sudah melakukan rancang-bangun traktor-tangan berdasarkan rekayasa-balik (reverse engineering) untuk salah satu kelas traktor-tangan. Prototipe traktor-tangan yang dihasilkan menggunakan mesin penggerak disel satu silinder, daya 8 HP, putaran 2600 rpm; yang dilengkapi dengan kotak-transmisi yang memiliki kemampuan untuk mengendalikan roda kiri dan roda kanannya. Pengendali roda traktor ini menggunakan prinsip kopling-dog (dog clutch) .
Permasalahan yang terjadi pada prototipe traktor-tangan Polman Bandung adalah masih terjadinya hentakan yang kuat pada pengendalian rodanya. Keadaan ini menyebabkan traktor-tangan tersebut masih belum dapat dioperasikan.
Penelitian tentang kopling-dog sebagian besar langsung difokuskan pada analisa jumlah roda-gigi dan kemiringan gigi. Penelitian yang lebih spesifik adalah penelitian yang memfokuskan pada proses penyatuan kopling-dog, yaitu memodelkan secara analitik pertemuan antara roda-gigi kopling-dog.
Berdasarkan permasalahan yang masih dihadapi pada kopling-dog hasil rekayasa-balik, penelitian ini melakukan perbaikan rancang-bangun kopling-dog pengendali roda traktor-tangan. Perbaikan rancang-bangun kopling-dog ini melalui pengembangan model gaya-impak kopling-dog.
Dengan melakukan perbaikan rancang-bangun pada variabel yang mempengaruhi hentakan pada kopling-dog, yaitu menambah gigi kopling-dog dari dua menjadi empat, hasil rancang-bangun ini menunjukkan bahwa hentakan yang terjadi secara signifikan menurun, yaitu sebesar 29,30 %, dan relatif aman untuk dioperasikan.
Kata kunci: kopling-dog, pengendali-roda, traktor-tangan.

STEMAN 2014 ISBN : 978-979-17047-5-5
16
PERANCANGAN CORAN BAJA MENGGUNAKAN BANTUAN PERANGKAT LUNAK SIMULASI CORAN SOLIDCAST 8.2.5
Studi Kasus pada Produk Link Track
Beny Bandanadjaja 1)Mochammad Achyarsyah 1) Muhamad Hamzah Zaelani 2)
1) Dosen Jurusan Teknik Pengecoran Logam 2) Mahasiswa Jurusan Teknik Pengecoran Logam
ABSTRAK
Penelitian ini merupakan kelanjutan dari penelitian sebelumnya, yaitu simulasi produk Link Track. Part ini digunakan di mesin pengeruk pertambangan batu bara PT Bukit Asam Muara Enim Sumatra Selatan. Pada penelitian sebelumnya telah dilakukan perancangan coran dan simulasi dengan skala produk 1 : 2,5. Hasilnya diperoleh produk cor yang sound casting dengan menggunakan tiga penambah atas, dua penambah samping, logam pendingin pada bagian bawah benda, dan pasir kromit pada bagian kolam untuk mengarahkan pendinginan. Pada penelitian kali ini dilakukan simulasi produk Link Track menggunakan perbandingan 1 : 1. Simulasi Link Track pada penelitian ini menggunakan dua material yaitu ASTM A128 grade C dan AISI 4340. Penelitian ini ditujukan untuk mendapatkan rancangan coran produk link track yang dapat menghasilkan coran yang sound dengan skala 1:1. Selain itu menghasilkan yield yang paling tinggi dari perancangan sistem saluran kedua material. Metodologi pada penelitian dimulai dengan review penelitian sebelumnya yang dilanjutkan dengan melakukan perancangan sistem saluran, penambah dan cil. Setelah itu dilakukan simulasi menggunakan software simulasi coran sampai didapatkan hasil yang sound casting. Hasil penelitian ini yaitu perancangan material AISI 4340 menggunakan satu buah penambah atas berbentuk silinder diameter 235 mm, dua penambah atas bebentuk elips (a = 140 mm, b = 280 mm), dua penambah samping berbentuk silinder diameter 177 mm, pasir kromit pada bagian bawah dan kolam link track, dan logam pendingin pada bagian bawah yang berbentuk batang menghasilkan simulasi yang sound casting dan yield paling tinggi 56,9%, dan perancangan material ASTM A128 grade C menggunakan satu buah penambah atas berbentuk silinder diameter 250mm, dua penambah atas bebentuk elips(a=160mm,b=320mm), dua penambah samping berbentuk silinder diameter 200 mm, pasir kromit pada bagian bawah dan kolam link track, dan logam pendingin pada bagian bawah yang berbentuk batang menghasilkan simulasi yang sound casting dan yield paling tinggi 45,6%.
Kata kunci : Link track, baja cor, simulasi coran, perancangan coran, sound casting.

STEMAN 2014 ISBN : 978-979-17047-5-5
17
BIDANG KAJIAN :
PERANCANGAN DAN PENGEMBANGAN PRODUK MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
18
IMPLEMENTASI SURFACES 3D SCANNER MENGGUNAKAN METODE TRIANGULATION DAN TESSELATION
UNTUK REVERSE ENGINEERING OBYEK SEDERHANA
Bolo Dwiartomo1), Ayi Ruswandi2), Kuncoro Nuryanto3)
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 1) [email protected], 2) [email protected], 3) [email protected]
Abstrak Dewasa ini industri manufaktur sudah mulai membutuhkan 3D scanner untuk melakukan quality control products dan proses reverse engineering. Ada beberapa metode untuk melakukan scanning. Salah satunya adalah menggunakan laser garis dengan penangkap citra berupa kamera. Metoda ini diharapkan dapat menggabungkan kemampuan metrology yang dimiliki oleh CMM yang memiliki kepresisian tinggi dan stereo vision yang memiliki kecepatan pengolah citra 3D cukup tinggi. Pada makalah ini, akan dituliskan hasil penelitian dengan melakukan implementasi surfaces 3D scanner dengan menggunakan metode triangulation dan tesselation. Prinsip triangulation digunakan sebagai metode pengukuran jarak pada laser range finder. Sebagai pembuatan 3D file menggunakan metode tesselation untuk menghubungkan titik-titik yang berdekatan pada point clouds. 3D file yang dibuat akan dapat dibaca oleh engineering software seperti : Solidworks, Catia, AutoCad dan sebagainya. Metode pergerakan scanning mengadaptasi sistem scanning pada mesin CMM. Proses scanning telah dapat menghasilkan objek 3D, tetapi pada sisi tertentu terutama pada bidang miring posisi pixel yang tertangkap kamera kerap berada pada posisi yang tidak dapat didefinisikan oleh software. Kata kunci: laser range finder, surfaces 3D scanner, metrology, rgb filter, 3D file, tesselation,
triangulation.

STEMAN 2014 ISBN : 978-979-17047-5-5
19
ANALISIS SIMULASI REINFORCED THERMOPLASTIC PIPE DENGAN METODA ELEMEN HINGGA MELALUI PENDEKATAN PIPA MULTILAYER MENGGUNAKAN
PERANGKAT LUNAK REKAYASA
Asep Indra Komara1, Dinny Indrian2
Teknik Perancangan Manufaktur Bandung, Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung – 40135, Phone/Fax : 022. 250 0241/ 250 2649 [email protected]; [email protected]
Abstrak
Teknologi perpipaan(piping technology) telah berkembang dengan pesat. Industri pipa melakukan berbagai penelitian untuk meningkatkan kualitas, kehandalan, biaya, maupun kemudahan pemasangan pipa saat dilokasi dan saat transporasi. Jenis pipa yang dikembangkan adalah RTP, yaitu Reinforced Thermoplastic Pipe. RTP memiliki tiga lapisan(multilayer) yang terdiri dari material High Density Polyethilene (HDPE) pada bagian dalam dan luar pipa serta satu lapisan sisipan material aramid sebagai penguat pada bagian tengah. Pipa harus kuat, tapi juga harus tetap fleksibel untuk memudahkan transportasi dan pemasangan dilokasi yang membutuhkan instalasi pipa ini.RTP disyaratkan mampu menahan beban berupa tekanan dalam pipa (internal pressure) saat operasional sebesar kurang lebih 50 bar, namun harus tahan pada pengujian burst test pada tekanan 200 bar.Salah satu pendekatan untuk memastikan bahwa RTP mampu menahan beban tersebut dilakukan melalui simulasi menggunakan perangkat lunak rekayasa. Simulasi dengan perangkat lunak rekayasa menggunakan metoda elemen hingga dilakukan dengan pendekatan berupa pipa berlapis diterapkan sebagai penyederhanaan RTP dalam melakukan analisis. Analisis RTP dilakukan pada dua kondisi berbeda yaitu kondisi pipa terbuka dan kondisi kedua ujung pipa ditahan, dimana masing–masing kondisi memberikan pengaruh terhadap perilaku pipa ketika diberi tekanan. Hasil analisis berdasarkan perhitungan teori pipa thick walled baik secara analitis maupun grafis selanjutnya divalidasi dengan hasil berdasarkan simulasi perangkat lunak. Berdasarkan hasil tersebut, diperoleh selisih antara hasil simulasi perangkat lunak dengan perhitungan teoritis untuk kondisi kedua ujung pipa ditahan yaitu sebesar 7,56%. Sedangkan, untuk kondisi pipa terbuka diperoleh selisih hasil perhitungan sebesar 0,57%. Selain itu, perbandingan data dengan metoda statistika uji-t diperoleh kesimpulan bahwa data hasil perhitungan dengan simulasi adalah sama. Hasil analisis RTP terhadap kekuatan pipa untuk menahan beban kerja menunjukan bahwa tegangan yang terjadi pada masing–masing lapisan ketika pipa masih di bawah batas yield material. Berdasarkan hasil analisis tersebut maka dapat dikatakan bahwa desain RTP mampu menahan tekanan kerja yang diberikan. Kata kunci: RTP, HDPE, FEA, Pipa Multilayer, Perangkat lunak rekayasa
STEMAN 2014 ISBN : 978-979-17047-5-5
20
OPTIMASI BENTUK PISAU PENGHANCUR LIMBAH
TEMPURUNG KELAPA BERBENTUK PIRINGAN BERTAKIK UNTUK MENDAPATKAN BERAT OPTIMUM
Aji Gumilar1, Gianti Puspawardhani2, Wiwin Widaningrum1 1Jurusan Teknik Mesin UNJANI, 2Jurusan Teknik Industri UNJANI
ABSTRAK
Pisau pada penghancur adalah komponen utama yang bersentuhan dengan objek yang dihancurkan. Dengan menerapkan metode optimasi perancangan, diharapkan dapat diperoleh rancangan pisau yang optimum yang memiliki fungsi menghancur dan kemampubuatan yang baik. Parameter yang mempengaruhi karakteristik pisau penghancur adalah tegangan yang diterimanya. Rangkaian penelitian pengolah limbah tempurung kelapa yang telah dilakukan sebelumnya adalah perancangan mesin penghancur limbah tempurung kelapa, dengan menggunakan pisau pengancur berbentuk piringan bertakik, pisau penghancur tersebut belum memperhitungkan optimasi bentuknya.
Penelitian pada penulisan ini adalah melakukan optimasi bentuk pisau penghancur limbah tempurung kelapa berbentuk piringan bertakik sebagai variable perancangannya dengan menjaga ketebalan piringan yang tetap. Prosedur optimasi yang digunakan menggunakan metode optimasi first-order dan menggunakan algoritma SUMT (Sequential Unconstrained Minimization Techniques). Pada penelitian ini dilakukan beberapa studi kasus parameter geometri sebagai variable perancangan untuk memperoleh fungsi objektif yang minimum. Fungsi objektif yang diminimumkan adalah berat dan tegangan yang diterima pisau penghancur, pemberian kendala disesuaikan dengan masing-masing kasus yang diananalis.
Berdasarkan hasil optimum yang diperoleh dari berbagai studi kasus yang telah dilakukan, dapat dikemukakan beberpa kesimpulan sebagai berikut: pertama, optimasi bentuk terbukti dapat memberikan alternatif untuk memperoleh bentuk pisau penghancur limbah tempurung kelapa dengan berat yang optimum, kedua, proses optimasi untuk semua studi kasus, dapat dilihat dari urutan nilai variable disain menuju optimum, ketiga, pemilihan variable disain berperan cukup dominan dalam menentukan bentuk pisau penghancur limbah tempurung kelapa yang optimim, keempat, dalam penentuan kriteria disain harus memperhitungkan aspek keterbuatannya yang telah dimasukkan pada kriteria disain ini.
Kata kinci: Optimasi bentuk, pisau penghancur, tempurung kelapa.

STEMAN 2014 ISBN : 978-979-17047-5-5
21
RANCANG BANGUN PROTOTIPE MESIN PENGOLAH AIR BERSIH SISTEM MOBILE UNTUK KEADAAN DARURAT AIR
Yuliar Yasin Erlangga1, Heri Setiawan2
1 Jurusan Teknik Perancangan Manufaktur, Politeknik Manufaktur Negeri Bandung, Bandung 40135 E-mail : [email protected]
2 Jurusan Teknik Manufaktur, Politeknik Manufaktur Negeri Bandung, Bandung 40135 E-mail : [email protected]
ABSTRAK
Pengolahan air bersih (Water Treatment) dengan sistem perangkat pengolahan air secara mobile merupakan pengembangan dari sistem penyaringan air dengan sistem “up flow” yang sudah dikembangkan oleh BPPT dengan penambahan dan perbaikan fungsi proses dalam upaya mengoptimalkan proses pengolahan air baku menjadi air bersih dan juga merupakan pengembangan baru dari perangkat pengolahan air sistim modular yang sudah dibuat sebelumnya. Pengembangan juga dilakukan pada fungsi pengolahan air yang tetap tidak dapat berpindah menjadi fungsi pengolah air yang bersifat dapat berpindah (mobile) dengan ukuran / dimensi yang tidak terlalu besar (compact design).
Keuntungan yang bisa didapatkan dari sistem tersebut terutama dalam segi penanganan selama proses pengolahan dengan kemampuan mesin untuk dapat berpindah sehingga dapat digunakan dimanapun sehingga mudah dalam pemindahan antar lokasi untuk keadaan darurat air.
Cara kerja dari mesin pengolah air adalah dengan menyedot air dari sumber air yang masih belum bersih menggunakan pompa air dan disalurkan melalui pipa-pipa. Pertama-tama pada awalnya air dicampurkan dengan kaporit dan bahan PAC kemudian masuk ke wadah fast mix untuk proses pencampuran lalu air disalurkan menuju bak flokulasi sistim zigzag sebanyak 2 tahap. Kemudian setelah itu air dialirkan menuju tahap sedimentasi sarang tawon. Air yang telah melalui tahap sedimentasi lalu dialirkan menuju bak penampung yang terdapat pasir saring sebagai tahap akhir sebelum air dapat digunakan sebagai air bersih.
Sub fungsi bagian yang diperlukan untuk melengkapi teknologi pengolahan air bersih yang sifatnya menunjang ditambahkan sebagai pelengkap dan bersifat compact juga. Pada akhir penelitian ini setelah melalui proses perancangan menurut VDI 2222 dan sudah dilakukan penilaian berdasarkan beberapa aspek maka terbangun sebuah prototipe Mesin Penolah Air Bersih Mampu Pindah (Mobile Water Treatment Machine) berkapasitas pengolahan 1 M² per jam yaitu rancangan nomer 3 dengan nilai 92%. Aspek terbarukan yang dipelajari adalah desain dari mesin itu sendiri, penentuan dan pemilihan solusi dari sub fungsi bagian serta bagaimana sub-sub fungsi bagian tersebut diikatkan pada rangka sehingga instalasi tersebut menjadi kompak untuk dijadikan sebagai mobile water treatment.
Kata kunci: mobile water treatment, up-flow filtering process

STEMAN 2014 ISBN : 978-979-17047-5-5
22
PERANCANGAN KONSTRUKSI PORTABLE BRIDGE DAN
ALAT BANTUNYA UNTUK MOBIL PERKEBUNAN (WINTOR) DENGAN MEKANISME LIPAT
Adies Rahman Hakim1 , Naveed Ahmad2
(1) Dosen Jur. Teknik Perancangan Manufaktur, Politeknik Manufaktur Negeri Bandung, Jl. Kanayakan 21 Bandung 40135,
email: [email protected] (2) Mahasiswa D4 Polman Jur. Teknik Rekayasa dan Pengembangan Produk
email: [email protected]
Abstrak
Perkebunan kelapa sawit di Indonesia termasuk kedalam tanaman perkebunan utama. Luas dalam satu area perkebunan dapat mencapai ribuan hektar. Dimana setiap perkebunan dibagi kedalam wilayah-wilayah yang dikelilingi oleh parit. Dalam masa panen, TBS (Tandan Buah Segar) kelapa sawit per hektar yang dihasilkan dapat mencapai 1 sampai dengan 1,5 ton. Pengangkutan TBS dari area perkebunan ke TPH (Tempat Pengumpulan Hasil) dilakukan menggunakan mobil perkebunan Wintor yang memiliki kapasitas sekali angkut mencapai 350 kg. Saat ini untuk mengangkut hasil panen dari area perkebunan ke area TPH, Wintor harus memutari area perkebunan yang dikelilingi oleh parit tersebut dengan lebar antara 4 – 5 meter. Untuk mempersingkat waktu tempuh, Wintor direncanakan dapat menyeberangi parit tersebut dengan menggunakan jembatan yang dapat dibawa-bawa (portable bridge) sehingga dapat digunakan di area manapun. Berat portable bridge yang dibuat, harus dapat diangkut oleh Wintor dan dapat menahan beban maksimal Wintor beserta muatan saat melewatinya. Dalam proses pengembangannya, terdapat beberapa alternatif bentuk dan dimensi portable bridge yang biasa digunakan dengan bentuk dan berat yang bervariasi. Untuk memperoleh bentuk dan dimensi yang optimal dilakukan optimasi pada bagian rangka jembatan dengan menggunakan software Solidworks. Selain itu, proses perakitan dan handling jembatan pada saat akan dibentangkan ke seberang parit dapat menggunakan alat bantu handling. Alat bantu tersebut dirancang dengan memenuhi standar portable bridge yang telah dioptimasi, yang juga bersifat portable dan dapat dibongkar pasang. Portable bridge dan alat bantu handling dapat terangkut pada bak Wintor saat kondisi tanpa muatan. Kata kunci: Wintor, Portable bridge, Alat bantu handling, Kelapa sawit
STEMAN 2014 ISBN : 978-979-17047-5-5
23
BIDANG KAJIAN :
TEKNOLOGI MATERIAL METALURGI

STEMAN 2014 ISBN : 978-979-17047-5-5
24
PERBAIKAN KETANGGUHAN MATERIAL BAJA COR
PADUAN Ni-Cr-Mo MELALUI PROSES TEMPERING GANDA
BENY BANDANADJAJA1, M. ACHYARSYAH 2 1,2 Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email: [email protected]
Abstrak Penelitian ini dilakukan dengan tujuan untuk mendapatkan material baja yang memiliki ketangguhan tinggi. Ketangguhan material baja cor menjadi sifat yang cukup penting untuk ditingkatkan. Hal ini diperlukan agar dalam aplikasinya bahan baja mampu meredam atau menahan beban impak tanpa menjadi rusak atau retak. Sifat ketangguhan merupakan kombinasi antara kuat tarik dan elongasi, kekuatan tinggi dengan elongasi yang tinggi pula akan menghasilkan ketangguhan material yang cukup baik. Sifat baja cor pada kondisi as-cast sangatlah getas atau memiliki elongasi yang sangat rendah. Hal tersebut terjadi karena adanya pembentukan struktur Widmanstaten saat pendinginan. Sifat getas tersebut perlu diperbaiki melalui proses lanjut berupa perlakuan panas. Perlakuan panas normalising yang dilakukan untuk baja cor secara umum sudah mampu meningkatkan ketangguhan material. Namun material baja cor masih mungkin untuk lebih ditingkatkan ketangguhannya. Peningkatan ketangguhan material dapat dicapai dengan membuat struktur butir yang lebih halus. Melalui metode tempering ganda setelah proses normalising, struktur butir dapat dibuat lebih halus. Hal yang perlu diteliti adalah berapa temperatur yang tepat untuk diterapkan pada proses tempering ganda. Dengan demikian diharapkan sifat mekanik material khususnya ketangguhan material dapat ditingkatkan sampai ke batas tertingginya. Langkah penelitian yang dilaksanakan untuk mencapai tujuan meliputi perancangan komposisi material dan proses, pengecoran sampel material, perlakuan panas, pengujian mekanik dan pemeriksaan metalografi. Proses perlakuan panas yang diterapkan adalah proses normalising yang dilanjutkan dengan variasi temperatur untuk proses tempering gandanya. Variasi temperatur tempering dilakukan untuk mendapatkan kombinasi sifat mekanik yang terbaik. Hasilnya diperoleh bahwa material baja berkekuatan tinggi (High Tensile Steel) dengan paduan Ni, Cr dan Mo dapat mencapai porsi elongasi yang meningkat tanpa diikuti dengan penurunan kekuatan tarik secara menerus dengan penerapan proses perlakuan panas tempering ganda tersebut. Pada kondisi as-cast material baja memiliki sifat yang sangat getas yaitu elongasi dibawah 5% dan harga impak dibawah 20 J/cm2. Proses perlakuan panas yang paling tepat menghasilkan peningkatan ketangguhan terbaik dengan kombinasi kekuatan tarik dan elongasi yang tertinggi adalah proses Normalising diikuti oleh Tempering I 650 oC dilanjutkan dengan Tempering II di temperatur 650 oC. Sifat mekanik yang dapat dicapai yaitu kekuatan tarik sebesar 683 Mpa kekuatan yield sebesar 525 Mpa dan elongasi sebesar 20%. Ketangguhan material juga diuji melalui pengujian impak dan diperoleh harga impak sebesar 142 J/Cm2. Kata kunci: Baja Cor, Perlakuan Panas, Tempering Ganda, Paduan Ni, Cr dan Mo, Ketangguhan

STEMAN 2014 ISBN : 978-979-17047-5-5
25
SIMULASI PROSES PERLAKUAN PANAS PERMUKAAN UNTUK MENDAPATKAN WAKTU PEMANASAN YANG
SESUAI
BENY BANDANADJAJA1, OYOK YUDIANTO 2 1,2 Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Proses perlakuan panas permukaan material baja untuk mendapatkan pengerasan hanya di permukaan dengan kedalaman tertentu dapat diterapkan dengan metode flame hardening. Parameter yang penting untuk mendapatkan kedalaman pengerasan yang sesuai adalah waktu pemanasan. Penentuan waktu pemanasan dapat dilakukan melalui analisis perhitungan yang menerapkan prinsip-prinsip perpindahan panas. Metode yang cukup cepat adalah dengan menerapkan simulasi pemanasan menggunakan software simulasi pemanasan sehingga dapat ditentukan waktu yang tepat untuk mendapatkan kedalaman pengerasan yang diinginkan. Penelitian ini dilakukan tujuannya adalah untuk mendapatkan waktu pemanasan yang tepat sehingga kedalaman pengerasan yang diinginkan dapat tercapai melalui penggunaan software simulasi pemanasan. Metode yang dijalankan yaitu tahap pertama dengan melakukan simulasi pemanasan permukaan pada material baja. Jenis material baja ditentukan sebagai konstanta. Variasi yang diterapkan adalah waktu pemanasannya. Penentuan kedalaman pengerasan ditentukan berdasarkan distribusi temperatur yang terjadi. Temperatur batas terjadinya pengerasan adalah berkisar pada 730 oC yaitu batas transformasi fasa austenitik. Bila material baja mencapai fasa austenitik kemudian diberikan pendinginan cepat maka akan terjadi proses pembentukan martensit yang keras. Tahap kedua dilakukan verifikasi dengan melakukan proses perlakuan panas permukaan flame hardening. Sampel baja cor dibuat sesuai dengan model simulasi. Kemudian proses perlakuan panas permukaan dilakukan dengan menerapkan waktu yang sama dengan simulasi. Setelah waktu tercapai sampel baja cor dicelup cepat untuk mendapatkan struktur martensit pada bagian permukaan. Selanjutnya dilakukan pengujian kekerasan untuk memperoleh informasi distribusi kekerasannya. Hasil yang diperoleh menunjukkan bahwa melalui simulasi dengan variasi waktu pemanasan 30 detik, 45 detik dan 60 detik diperoleh distribusi temperatur dengan batas temperatur 730 oC pada jarak 9 mm, 10 mm dan 11 mm. Hasil verifikasi percobaan perlakuan panas permukaan dengan penerapan parameter waktu pemanasan sesuai dengan simulasi diikuti dengan pendinginan celup air diperoleh distribusi kekerasan dengan kedalaman pengerasan untuk waktu pemanasan 30 detik diperoleh kedalaman 7 mm, 45 detik diperoleh kedalaman 11 mm dan 60 detik diperoleh kedalaman 12 mm. Kata kunci: Baja cor, Perlakuan panas, Simulasi pemanasan, Waktu pemanasan, Pengerasan permukaan

STEMAN 2014 ISBN : 978-979-17047-5-5
26
PENGARUH LAJU PENDINGINAN DAN BAHAN PADUAN TERHADAP PEMBENTUKAN KARBIDA M3C DAN
KETAHANAN AUS BESI COR EN-JN2019
Kus Hanaldi Jurusan Teknik Pengecoran Logam
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Besi Cor merupakan salah satu jenis logam besi(ferrous metal) yang memiliki paduan utama Karbon, Silikon dan Mangan. Pengembangan dari material besi cor ini diantaranya adalah White Cast Irons atau Abrasion- resistant Cast Iron. Salah satu dari material besi cor ini adalah EN-JN2019.Pada material ini, unsur yang terkandung selain Karbon, Silikon dan Mangan, juga ditambahkan unsur Chromium. Penelitian ini perlu dilakukan untuk mengetahui pada kandungan Chromium, Silikon dan tebal benda berapa akan menghasilkan kekerasan dan ketahanan aus yang maksimal. Tujuan dari penelitian ini adalah untuk mengetahui korelasi antara unsur Chromium, Silikon dan laju pendinginan terhadap pembentukan struktur mikro, nilai kekerasan, nilai impact dan ketahanan aus pada besi cor EN-JN2019. Analisa pengaruh laju pendinginan, kandungan Chromium dan Silikon terhadap pembentukan karbida M3C dan ketahanan aus pada material Besi Cor EN-JN2019 telah dilakukan, dengan menggunakan metode Factorial Design pada dua variasi ketebalan sampel (5mm dan 30mm), dua variasi kandungan Chromium (1% dan 2%) dan dua variasi kandungan Silikon (1% dan 1,5%). Demikian pula telah dilakukan kajian terhadap kekerasan, struktur mikro dan uji impact. Dari hasil pengujian didapatkan bahwa perbedaan ketebalan benda, yang menggambarkan perbedaan laju pendinginan, merupakan main effect terhadap pembentukan struktur mikro karbida M3C yang akan berpengaruh terhadap nilai kekerasan dan ketahanan aus. Pengaruh variasi Chromium dan Silikon akan saling berlawanan terhadap pembentukan struktur mikro karbida M3C dan ketahanan aus. Dari hasil penelitian memperlihatkan, dengan meningkatnya kandungan Chromium akan meningkatkan fraksi karbida M3C sehingga akan meningkatkan kekerasan dan ketahanan aus, sedangkan dengan peningkatan kandungan Silikon akan menekan pembentukan karbida M3C dan akan meningkatkan pembentukan struktur mikro perlit yang berakibat pada turunnya kekerasan dan ketahanan aus. Dari hasil pengujian impact didapatkan bahwa pada semua variasi laju pendinginan, Chromium dan Silikon tidak memiliki pengaruh terhadap harga impact. Kata kunci: Besi Cor EN-JN2019, karbida M3C, laju pendinginan, kandungan Chromium dan Silikon, ketahanan aus.

STEMAN 2014 ISBN : 978-979-17047-5-5
27
KAJIAN FAKTOR-FAKTOR YANG MEMBERI KESAN PROSES EDM TERHADAP AISI H13
Mohamad Shahril bin Ibrahim1, Mohamad Halim Bin Ibrahim2, Ruslan Bin Abdul Jalil3
Politeknik Merlimau Jalan Jasin, 77300 Merlimau
Melaka, Malaysia Phone/Fax : +60062636687 / +60062636678
Email: [email protected], [email protected], [email protected]
Abstrak Mesin elektrik nyahcas atau lebih dikenali sebagai EDM ialah satu alternatif baru dalam proses pemesinan dan pemotongan bahan. Teknologi EDM melibatkan perbezaan potensi cas elektrod dalam konduktor bendalir yang seterusnya menyahcas dan menghasilkan daya tenaga elektrik untuk memotong bahan kerja. Dewasa ini, EDM telah diperluaskan penggunaannya dalam industri untuk menghasilkan sesuatu produk disebabkan ketepatan simetri hasil produk, pantas, efisyen dan banyak lagi kelebihannya. Menyedari hakikat ini, satu kajian mengenai EDM telah dirangka untuk menyelongkar dan memastikan parameter yang sesuai digunakan dalam EDM untuk memotong bahan. Realitinya, pemilihan parameter yang tidak sesuai akan mengakibatkan kesan tidak diingini seperti jangka masa proses yang perlahan, mutu pengeluaran yang tidak bagus serta mengurangkan ketepatan dan kualiti produk. Projek ini berobjektifkan untuk melihat kesan dan pengaruh karekter utama pemesinan iaitu kemasan permukaan (Ra), kadar pemotongan bahan (MRR), nisbah hakisan elektrod (TWR) dan lebih potong (Over Cut) dalam menentukan parameter yang sesuai untuk pemotongan unsur logam. Projek ini dilaksanakan dan dianalisis dengan menggunakan kaedah Taguchi. Tatasusun eksperimen ortogon L9 analisis pareto ANOVA digunakan untuk menganalisa kesan ke atas parameter yang berbeza. Julat parameter pemesinan yang digunakan adalah arus puncak (1.5A, 2A dan 3A), selang masa on (8µs, 10 µs dan 15 µs) dan selang masa off (2µs, 4 µs dan 6 µs) . Dalam analisis yang dijalankan didapati bahawa arus puncak (Ip) mempunyai pengaruh tertinggi bagi kesan terhadap kemasan permukaan, kadar pembuangan bahan dan haus elektrod iaitu Ra (82.01%), MRR (48.9%) dan TWR (85.64%). Manakala bagi lebih potong (overcut) pula selang masa on paling memberi kesan pengaruh yang tertinggi iaitu 80.64%. Nilai MRR yang tinggi diharapkan bagi produktiviti yang lebih baik. Sebaliknya, semakin rendah nilai TWR pula meningkat mutu kerja bahan yang dimesin.
Keyword: EDM, erosion, AISI H13, peak current, micro structure layers

STEMAN 2014 ISBN : 978-979-17047-5-5
28
A STUDY ON TYPES OF PINEAPPLE LEAF FIBRES (PALF) REINFORCED POLYLACTIDE (PLA)
Nurul Hayati Jamil1, Liyana Norizan2, Noor Mayafaraniza Kosnan3
Mechanical Engineering Department, Polythecnic Merlimau 77300, Merlimau, Melaka, Malaysia Phone/Fax : +6062636687 / 2636678
Email: [email protected], [email protected], [email protected]
Abstract Over the past decades, most of biocomposite material is developed from a combination of matrix polymers and a reinforcement of synthetic fibers or a conversely combination. The biocomposite materials have been resulted in superior performance in many applications. However, due to global warming issues and exhausting of petroleum resources have enforced the researchers to substitute the nonrenewable materials with natural basis materials. Thus, for this particular research, both of matrix and reinforced agent are utilizing natural based resources. In Malaysia, one of the most potential natural basis fibers is derived from pineapple wastes. PALF is extracted from pineapple leaf wastes which are easily found during harvesting pineapple plantation. The fibres are extracted from different types of pineapple available in Malaysia which are Moris Gajah, Jasopine, Maspine, and N36. Polylactide (PLA) is used as a natural binding element. The main objective of this study is to investigate mechanical properties of this new green based composite via tensile and bending tests. For a material properties comparison purposes, PALF reinforced polypropelene also was develop. Based on the result, Jasopine fibre shows the highest tensile and flexural strength for the combination of both polymers compared to other types of PALF. The result data on material properties will be useful to optimize material processing which will give information to other application such as design of product using this new composites material. Keywords: Green composite, Pineapple Leaf Fibres, Polylactide

STEMAN 2014 ISBN : 978-979-17047-5-5
29
ANALISIS STRUKTUR MIKRO DAN KEKERASAN PERMUKAAN BAJA ST 37 CARBURIZED MELALUI PROSES
DEKARBURASI OLEH AIR
Muhammad Hilmi Wahhab1, Umen Rumendi2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Dekarburasi merupakan salah satu proses dalam heat treatment dimana oksigen mengikat unsur karbon pada permukaan baja sehingga karbon terangkat dari permukaan baja. Proses ini merupakan kebalikkan dari proses karburasi dimana karbon didifusikan ke permukaan baja dengan Temperatur austenite dan dalam jangka waktu tertentu. Penelitian yang akan dilakukan berupa proses dekarburasi pada material baja karbon rendah St 37 carburized dan pengujiannya untuk mendapatkan baja dengan kekerasan berbeda tiap lapisannnya. Metode dekarburasi berupa pemanasan baja di dalam tabung reaksi pada tungku pemanas dengan Temperatur 600°C, 700°C, dan 723°C kemudian dialirkan air dengan volum 385 mL yang bertujuan air dapat terurai menjadi uap air yang mengangkat karbon dari permukaan baja. Dengan dilakukannya penelitian ini apakah proses dekarburasi dapat menghasilkan baja dengan kekerasan berbeda tiap lapisannya. Untuk pengujian kandungan dan kekerasan baja hasil penelitian digunakan uji kekerasan dan struktur mikro. Hasil percobaan menunjukan pada percobaan dengan Temperatur 600°C, kekerasan permukaan turun sebesar ±3 HRB dan penurunan kekerasan sampai dengan kedalaman 0,04 mm. Pada Temperatur 700°C kekerasan permukaan turun sebesar ±7 HRB dan penrunan kekerasan sampai dengan kedalaman 0,9 mm. Pada Temperatur 723°C kekerasan permukaan turun sebesar ±2 HRB dan penurunan kekerasan sampai dengan kedalaman 0,4 mm. Pada hasil struktur mikro perubahan terjadi signifikan pada Temperatur 700°C dan 723°C dimana terjadi perubahan fasa pada permukaan baja. Dari penelitian tersebut dapat disimpulkan bahwa proses dekarburasi dengan media air terjadi pada baja 37 carburized dan Temperatur pemanasan pada saat proses dekarburasi berpengaruh pada kekerasan maupun struktur mikro pada baja hasil dekarburasi.
Kata kunci: karburasi, dekarburasi, baja, karbon

STEMAN 2014 ISBN : 978-979-17047-5-5
30
RISERLESS CASTING OF FCD 500 IN GREEN SAND MOLD
Wiwik Purwadi(1), Darma Firmansyah U(1), Yusuf Firdaus(2)
(1) Lecturer of Mechanical and Manufacturing Engineering (2) Student of Mechanical and Manufacturing Engineering
ABSTRACT
Nodular graphitic cast iron (FCD) is classified as ductile cast iron. FCD plays many important roles in its technical applications, as it is found in the field of heavy machinery, automotive, construction, etc. The low yield value in its manufacturing process, particularly in the casting process, has been taken as the background for this research. The objectives for this research is to analyze the effect of modulus size and pouring temperature to the shrinkage value of the casting, which can subsequently be used to determine the proper modulus of casting part and the pouring temperature for a riserless sound casting. This research was held in Foundry Laboratory at Bandung Polytechnic for Manufacturing. It starts with the determination of green sand mold properties and the chemical composition of FCD 500. The theoretical liquidus temperature and superheat of 100 0C is used as the lower limit of the pouring temperature. The modules varies between 0.5 cm and 2 cm. To analyze the influence of modules and pouring temperature, trials have been done by casting FCD cubes. Meanwhile other parameters have been held constantly during the process. Testing for this samples comprises dimension test, visual test, and specific weight test. The research conclude that sound casting of FCD 500 can be produced without applying any riser for the maximum modulus of 0,5 cm and the pouring temperature of 1.270 0C – 1.355 0C.
Keyword: Riserless, shrinkage, FCD, Cast Iron

STEMAN 2014 ISBN : 978-979-17047-5-5
31
ANALISIS KAKISAN AIR PADA LOGAM DALAM SISTEM ALIRAN DANDANG
Noor Azlan Bin Ngasman1, Azlan Shah Bin Kamarudin2, Rosmawati Bte Jalal3
Politeknik Merlimau Melaka, Malaysia P.O Box 1031, 77300 Merlimau, Melaka, Malaysia.
Phone/Fax : 06-2636687 / 2636678 Email:, [email protected], [email protected], [email protected]
Kajian ini adalah untuk menganalisis kepentingan perawatan air dalam penyelenggaraan dandang. Analisis dilakukan terhadap sampel air yang mengalir dalam sistem aliran air dandang meliputi sampel air dari air bekalan, tangki simpanan air, tangki pelembut, tangki air suapan dan air cuci alir. Tujuan kajian ini adalah untuk mengenalpasti perubahan kadar kakisan yang berlaku diantara bahagian-bahagian di atas dan sebab ia berlaku. Perubahan yang berlaku bagi setiap sampel air dapat diujikaji mengunakan prinsip elektrokimia mengunakan peralatan Corrosion Cell Kit (CCK). Bagi tujuan rujukan, logam yang digunakan bagi ujian elektrokimia ini ialah logam keluli lembut. Dalam masa yang sama ujian pH dan ujian kekeruhan dilakukan bagi mengenalpasti keadaan air yang melalui sistem aliran dandang. Hasil dari kajian ini, kakisan didapati berlaku dalam sistem aliran air dandang dan nilai kadar kakisan bagi setiap bahagian dalam sistem aliran air dandang adalah berbeza. Bahagian yang mempunyai kadar kakisan yang tertinggi adalah daripada tangki suapan dengan nilai 13.274 mpy. Manakala yang terendah adalah pada air dari tangki pelembut dengan nilai 3.803 mpy. Melalui kajian ini dapat mengenalpasti kesan kakisan terhadap dandang dan pentingnya perlaksanaan perawatan air terhadap penyelenggaraan sebuah dandang.
Kata kunci: kakisan, kekeruhan, ph

STEMAN 2014 ISBN : 978-979-17047-5-5
32
KAJIAN PRESTASI MATA ALAT KARBIDA BERSALUT SEMASA MELARIK KELULI AISI H13 MENGGUNAKAN
BENDALIR PEMOTONG
Azlan Shah Bin Kamaruddin1, Noor Azlan Bin Ngasman2,Ainul Azniza Binti Ahmad Zaini3 Politeknik Merlimau
Jalan Jasin, 77300 Merlimau Melaka, Malaysia
Phone/Fax : +60062636687 / +60062636678 Email: [email protected], [email protected], [email protected]
Abstrak Pemesinan adalah proses pembuatan yang paling penting dan menjadi sebahagian besar infrastruktur dunia pembuatan pada masa kini. Untuk itu, kajian pemesinan menggunakan mata alat karbida bersalut TiN digunakan untuk pemotongan keluli AISI H13 menggunakan kaedah larik. Kajian ini bertujuan untuk mengkaji jangka hayat mata alat karbida bersalut, kemasan permukaan yang dimesin dan haus mata alat karbida bersalut yang digunakan. Rekabentuk eksperimen kaedah Taguchi ortogon L9 digunakan untuk tujuan menjalankan eksperimen. Nisbah S/N dan analisis Pareto ANOVA digunakan untuk menganalisis kesan keputusan hayat mata alat dan haus mata alat terhadap parameter-parameter pemesinan. Parameter pemesinan yang digunakan adalah laju pemotongan 200m/min, 275m/min dan 360 m/min. Kadar suapan 0.1 mm/pus, 0.15 mm/pus dan 0.2 mm/pus. Dalam pemotongan 1 mm, 1.5 mm dan 2 mm. Keputusan menunjukkan bahawa laju pemotongan, kadar suapan dan ukur dalam pemotongan memberi kesan yang besar dalam menentukan jangka hayat mata alat pemotong dengan sumbangan masing –masing sebanyak 39.09%, 26.08%, dan 26.08%. Jangka hayat mata alat pemotong yang paling optimum didapati pada laju pemotongan yang rendah(v=200 m/min), kadar suapan yang rendah (f=0.1 mm/pus) dan dalam pemotongan yang rendah (d=1 mm). Keyword: kadar suapan, kemasan permukaan, karbida

STEMAN 2014 ISBN : 978-979-17047-5-5
33
ANALISA UJI KEAUSAN MATERIAL ST 37 HASIL CARBURIZING DAN HARDENING DENGAN MENGGUNAKAN
MESIN UJI KEAUSAN HORIZONTAL
Tri Sugeri Gumilar Permana1, Umen Rumendi2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung – 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email : [email protected]
Abstrak
Dalam kondisi operasinya, komponen mesin memiliki kelemahan yaitu nilai kekerasan yang rendah sehingga menyebabkan kegagalan dalam proses operasinya. Jenis kegagalan yang terjadi diantaranya yaitu keausan, deformasi, sobek dan pecah. Proses carburizing merupakan salah satu cara untuk meningkatkan ketahanan aus dan kekerasan permukaan pada komponen yang terbuat dari baja karbon rendah, sehingga material tersebut akan memiliki kekerasan dan ketahanan aus yang lebih baik, khususnya untuk komponen mesin yang saling bergesekan seperti roda gigi dan dudukan pada poros. Penelitian ini bertujuan untuk menganalisa keausan material ST 37 dengan dimensi ukuran 60 x 20 x 10 mm yang dilakukan proses carburizing dengan menggunakan arang batok. Spesimen hasil carburizing kemudian diuji dengan 3 metode yaitu, spesimen as it is, as carburized, dan as hardened and tempered. Pengujian keausan ditentukan dengan parameter kecepatan gesekan sebesar 500 rpm dan panjang langkah maju mundur sepanjang 150 mm. Waktu pengujian keausan untuk masing-masing spesimen yaitu 8 jam dengan melakukan pengecekan hasil pada setiap 2 jam pengujian. Hasil dari pengujian ini diharapkan terjadi variasi tingkat keausan dari masing-masing metode, sehingga tingkat keausan material tersebut dapat diprediksi ketahanan ausnya dengan membandingkannya terhadap waktu.
Kata kunci : carburizing, keausan

STEMAN 2014 ISBN : 978-979-17047-5-5
34
ANALISA PERBANDINGAN KEKERASAN PERMUKAAN, DISTRIBUSI KEKERASAN, DAN STRUKTUR MIKRO
MATERIAL ST 37 PADA PROSES KARBURASI DENGAN METODA SINGLE QUENCHING DAN DIRECT QUENCHING.
Gerri Rinaldi1, Umen Rumendi2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak
Karburasi adalah salah satu proses perlakuan panas. Proses karburasi adalah metode penambahan karbon untuk meningkatkan kualitas baja karbon rendah, dengan tujuan meningkatkan nilai kekerasan. Ada beberapa metode dari proses karburasi diantaranya yaitu single quenching, direct quenching, dan double quenching. Metoda umum atau yang sering digunakan pada proses karburasi adalah single quenching. Pada penelitian ini ingin menganalisa dan membandingkan hasil dari metoda single dandirect quenching. Karakteristik yang dibandingkandarihasilkarburasidenganmetodasingle quenching dan metodadirect quenchingmeliputi kekerasanpermukaan, distribusi kekerasan, dan strukturmikro. Penelitian ini menggunakan spesimenujibajakarbonrendah St 37 dengan proses solid pack carburizingdanmedia karburasi arang batok kelapa. Karburasi dengan metode single quenching dilakukan pada suhu 930oC dalam tungku dengan holding time 4 jam, kemudian didinginkan didalam tungku (furnace quenching) atauslow cooling. Tahapselanjutnyadarimetodasingle quenchingadalah proses pengerasan dengan suhu 870oC di dalam tungkudenganholding time 1 jam, kemudian quenching kedalam air. Karburasi dengan metodadirect quenchingdilakukan pada suhu 930oC dalam tungku dengan holding time 4 jam, kemudian didinginkan hingga suhu 8700C dalam tungku dan setelahituquenching secara langsung kedalam air. Hasil dari penelitain inimenunjukanbahwa kedua metoda karburasi tersebut mempunyai karakteristik yang sama yang meliputi kekerasanpermukaan, distribusi kekerasan, dan stukturmikro. Dengan hasil tersebut metode direct quenching dapat lebih baik digunakan pada proses karburasi karena dapat mereduksi waktu proses dan biaya.
Kata kunci : karburasi, single quenching, direct quenching, bajakarbonrendah St 37, kekerasan, strukturmikro, pack carburizing

STEMAN 2014 ISBN : 978-979-17047-5-5
35
PEMBUATAN DAN PENGUJIAN NITRIDING REAKTOR UNTUK SURFACE HARDENING PADA BAJA
Jafar Shodiq1, Umen Rumendi2
(1)Mahasiswa Diploma IV Peneliti Tugas Akhir, Jurusan Teknik Manufaktur Politeknik Manufaktur Bandung.
(2)Dosen Pembimbing atau divisi perlakuan panas, Jurusan Teknik Manufaktur Politeknik Manufaktur Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Komponen mesin umumnya terbuat dari baja hasil pemesinan yang permukaannya perlu dikeraskan untuk tujuan agar wearing life (umur pakai) komponen menjadi panjang. Baja pemesinan kebanyakan menghasilkan kekerasan yang relatif rendah setelah proses hardening, oleh karena itu untuk meningkatkan kekerasan yang lebih tinggi diperlukan proses lain diantaranya nitidring, yaitu proses difusi gas nitrogen ke permukaan baja beberapa ϻm melalui pemanasan antara 520 – 590˚C pada lingkungan gas N2. Proses nitridasi baja juga dapat dilakukan dengan tiga cara yaitu pada lingkungan gas, padat dan cair (liquid). Penelitian ini akan dilakukan dengan membuat mesin reaktor untuk proses nitridasi dengan gas nitrogen, kemudian setelah selesai dilakukan proses nitridasi untuk mendata fungsi reaktor terhadap proses nitridasi, untuk melihat apakah reaktor ini berfungsi dengan baik. Mesin reaktor diuji dengan menitridasi beberapa komponen sebagai sampel uji. Proses pengujian reaktor dilakukan dengan memanaskan komponen pada ruang reaktor hingga temperatur antara 520 – 590˚C, kemudian gas N2 dimasukkan ke dalam ruangan saat benda di ruangan mencapai temperatur 200 ˚C. Setelah benda kerja (komponen) mencapai temperatur 200 ˚C diberi holding time selama 4 jam untuk mendifusikan gas N2 ke permukaan benda kerja hingga beberapa mikron ketebalannya, baru setelah itu diuji kekerasannya dengan uji kekerasan vickers serta uji structure micro untuk melihat kedalaman difusi N2 dari permukaan (layer).
Kata kunci: nitriding, reaktor, surface hardening, nitrogen

STEMAN 2014 ISBN : 978-979-17047-5-5
36
KAJIAN PENGARUH ADITIF TERHADAP PEMBENTUKAN NANO DEPOSIT NIKEL PADA ELEKTROPLATING BAJA
KARBON RENDAH
Dewi Idamayanti Jurusan Teknik Pengecoran Logam Politeknik Manufaktur Negeri Bandung
Jl. Kanayakan 21 Dago Bandung Telpon (022)2500241
E-mail : [email protected]
Abstrak
Pengaruh aditif terhadap pembentukan butir deposit nikel berukuran nano telah dilakukan melalui proses elektroplating nikel pada suhu 50oC, pH 4, dan rapat arus 0,17A/cm2 selama 5 menit menggunakan aditif saccharin dan 2-butyne-1,4-diol dengan variasi konsentrasi. Karakterisasi deposit dilakukan dengan menggunakan FE-SEM, EDS, uji kekerasan dan uji bengkok. Hasil penelitian menunjukkan bahwa aditif saccharin dan 2-butyne-1,4-diol mereduksi ukuran butir deposit nikel sampai 10 nm. Penurunan ukuran butir deposit berpengaruh terhadap brightnessdeposit dan meningkatkan kekerasan sampai 587±6 VHN pada saccharin : 2-butyne-1,4-diol (1,5 : 0,15 g/L), sedangkan aditif natrium lauril sulfat 0,08 g/L tidak berpengaruh terhadap reduksi ukuran butir deposit nikel tetapi mempunyai pengaruh penting dalam menghilangkan porositas deposit dan meningkatkan kekerasan deposit sampai 482±4 VHN. Kata kunci : aditif, nano deposit, elektroplating, elektrodeposisi, nickel deposit

STEMAN 2014 ISBN : 978-979-17047-5-5
37
OPTIMALISASI DESAIN DAN SIMULASI PADA CORAN BLADE TURGO-TURBINE
Roni Kusnowo
Staf Pengajar Program Studi Teknik Pengecoran Logam POLMAN-Bandung Jl. Kanayakan 21 Dago Bandung 40135.
Email : [email protected]
Abstrak
Dalam proses pengecoran logam, dapat dihitung perbandingan antara berat benda coran dengan berat total dari benda coran termasuk sistem saluran dan penambah, perbandingan ini disebut dengan Yield coran. Untuk mendapatkan hasil Yield dari coran, dapat dilakukan dengan cara mengoptimalkan besar penambah (riser) pada coran. Untuk mendapatkan besar penambah (riser) dari sebuah coran biasanya dicoba dengan beberapa altenatif desain, jika altenatif desain ini dilakukan dengan proses pengecoran yang sebenarnya maka akan membutuhkan waktu dan biaya, untuk itu optimasi penambah (riser) pada benda coran blade turgo turbine ini akan mengunakan alat bantu berupa software. Software magmasoft adalah satu salah satu software yang dapat melakukan simulasi proses pendinginan dan pembekuan mengacu pada kondisi aktual di bengkel pengecoran logam. Beberapa altenatif desain disimulasikan di komputer, dari hasil penelitian didapatkan yield sebesar 59%, dengan material baja dan berat benda 467 Kg. Kata Kunci : Desain pengecoran logam, Yield, penambah (riser), Simulasi

STEMAN 2014 ISBN : 978-979-17047-5-5
38
INOVASI MATERIAL PADA PEMBUATAN BATA MERAH
TANPA DIBAKAR UNTUK KEMAKMURAN INDUSTRI KERAKYATAN
Muhammad Amin
UPT.Balai Pengolahan Mineral Lampung-LIPI [email protected]
Abstrak
Proses pembuatan bata selama ini mengalami permasalahan pada proses pembuatan yang lama karena harus melalui pembakaran lagi. Selama proses pembakaran masalah yang timbul adalah polusi udara dan biaya yang dikeluarkan untuk membeli kayu bakar yang cukup mahal. Sehingga perlu dicarikan solusi untuk pemecahan permasalahan tersebut yaitu dengan melakukan inovasi atau rekayasa material dengan penambahan semen, pasir, abu sekam padi, kapur dan bijih besi dengan komposisi variasi. Dari hasil analisis material maka semua material penambah memenuhi syarat karena sebagai pembentuk semen dan berdasarkan uji kualitas fisik yang kuat tekan tertinggi pada komposisi I = 52,60 kg/cm2, uji berat jenis tertinggi pada komposisi IV= 2,60kg/cm3, uji porositas terendah pada komposisi I = 15%, bentuk dan ukuran semua persegi empat dan sesuai standar yaitu190 x 95 x 50 mm. Sehingga dari keseluruhan pembuatan bata tanpa bakar telah menyelesaikan masalah lamanya waktu proses pembuatan lebih singkat yaitu 3 hari, biaya produksi atau pengeluaran menjadi murah Rp.196,84/bata, masalah polusi gas carbondioksida terhindari akibat pembakaran dan kualitas bata yang dihasilkan sesuai dengan standar mutu menurut SNI dan ASTM.
Kata kunci: Batubata, tanpa bakar, kualitas mutu, pengembangan

STEMAN 2014 ISBN : 978-979-17047-5-5
39
BIDANG KAJIAN :
PROSES DAN TEKNOLOGI MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
40
OPTIMISASI PROSES PEMESINAN CNC MILLING 3 AXIS DENGAN MENGGUNAKAN METODE TAGUCHI
Benny Haddli Irawan1, Nandang Rusmana2
PoliteknikManufakturNegeri Bandung JlKanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022 250 0241 / 250 2649 Email: [email protected]
Abstrak Mesin CNC milling 3 axis (Computer Numerical Control milling machine) merk Feeler dengan tipe VMP-30A merupakan salah satu mesin yang berada di jurusan Teknik Manufaktur Politeknik Manufaktur Negeri Bandung untuk melakukan proses pemesinan. Dalam penggunaannya, mesin tersebut memerlukan alat potong agar dapat dilakukan proses pemesinan. Salah satu aspek yang menjadi tujuan dari proses pemesinan adalah untuk memperoleh kekasaran permukaan (Ra). Berdasarkan informasi yang diperoleh dari bagian penyedia peralatan (tool crib) diketahui bahwa penggunaan dari alat potong masih belum optimum meskipun spesifikasi data pemotongan seperti kecepatan spindle (spindle speed), laju pemotongan (feed rate) dan kedalaman pemotongan (depth of cut) telah tersedia dari pabrik pembuat alat potong. Berdasarkan kondisi tersebut maka dilakukan optimisasi dari sejumlah spesifikasi data yang ditetapkan. Proses optimisasi dilakukan dengan menggunakan metode Taguchi. Material benda kerja yang digunakan dalam penelitian adalah St. 37 dengan ukuran 54x32x28 [mm]. Dari hasil penelitian diperoleh level untuk setiap faktor yang dapat mengoptimalkan kekasaran permukaan yaitu level 2 untuk kecepatan spindel dengan nilai 4460 [rpm] dan level 2 untuk kedalaman pemotongan dengan nilai 1 [mm]. Dengan metoda Taguchi dapat diprediksi kekasaran permukaan (Ra) yang dapat diperoleh yaitu 0,64 [µm]. Dengan menggunakan besaran dari level setiap faktor yang dapat mengoptimalkan kekasaran permukaan diperoleh kekasaran permukaan (Ra) yaitu 0,79 [µm]. Kata kunci : kecepatan spindel, laju pemotongan, kedalaman pemotongan, alat potong, mesin CNC Milling

STEMAN 2014 ISBN : 978-979-17047-5-5
41
PENGAPLIKASIAN CAIPPADA OPERASI OMM DENGAN ALAT UKUR PROBE: SISTEM GLOBAL CAIP
Yogi Muldani Hendrawan1, Yatna Yuwana M2, Sri Raharno3
1 Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241/ 250 2649 Email: [email protected]
2,3 Fakultas Teknik Mesin dan Dirgantara, Institut Teknologi Bandung,
Jl. Ganesa No 10, Bandung 40132 Phone/Fax : 022. 250 4243 / 253 4099
Abstrak
Alur informasi antara sektor kerja menjadi hal yang penting seperti data gambar dari divisi perancangan ke divisi produksi atau quality control. Sistem CAIP (Computer Aided Inspection Planning) diharapkan dapat menjamin alur informasi gambar ke bagian quality controlagar tidak berubah walaupun dengan jumlah data yang banyak. Sistem ini menggunakan data gambar awal dari bagian perancangan. Jenis data gambar yang umum digunakan dalam setiap perangkat lunak CAD adalah data gambar STEP. Data STEP terdiri dari informasi geometri produk seperti permukaan, garis, titik, dan arah vektor permukaan. Informasi yang dapat dimanfaatkan untuk membangun sistem CAIP adalah data feature. Oleh Sebab itu perlu ada proses rekonstruksi feature berdasarkan informasi geometri pada data STEP. Jenis feature yang digunakan pada penelitian ini adalah jenis feature box primitif. Bentuk geometri feature box primitive dapat diukur dengan berbagai jenis alat ukur diantaranya jangka sorong, probe, dan micrometer. Alat ukur yang digunakan dan mendukung pada system ini adalah probe. Saatini alat ukur probe merupakan alat ukur yang dapat mengukur berbagai jenis geometri produk. Alat ukur probe dapat dioperasikan di mesin CNC atau disebut operasi OMM (On Machine Measurement) sehingga tidak perlu memindahkan produk untuk melakukan pengukuran. Dalam penelitian ini untuk menggunakan alat ukur ini diperlukan program pengukuran yang barbasis pada data geometrik produk untuk menggunakan alat ukur probe. Selain itu, juga digunakan mesin CNC 5 Axis DMU150 dengan kontrol Heidenhan iTNC530. Agar CAIP dapat berfungsi selain menjamin alur informasi gambar tetapi juga dapat melakukan proses pengukuran dengan probe secara otomatis maka perlu dibangun sistem CAIP dengan 4 langkah kerja, yaitu identifikasi permukaan, rekonstruksi feature, perencanaan proses inspeksi, dan pembuatan kode program inspeksi. Dengan empat langkah ini dapat membangun sistem CAIP yang dapat mengukur produk dengan probe secara otomatis berdasarkan data gambar awal (STEP). Kata kunci: STEP, CAIP, Feature, OMM, CNC

STEMAN 2014 ISBN : 978-979-17047-5-5
42
PENGAPLIKASIAN CAIP PADA OPERASI OMM DENGAN ALAT UKUR PROBE : REKONSTRUKSI FEATURE DENGAN
METODE PERBANDINGAN ANTARA PERMUKAAN
Yogi Muldani Hendrawan1, Yatna Yuwana M2, Sri Raharno3
1 Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241/ 250 2649 Email: [email protected]
2,3 Fakultas Teknik Mesin dan Dirgantara, Institut Teknologi Bandung,
Jl. Ganesa No 10, Bandung 40132 Phone/Fax : 022. 250 4243 / 253 4099
Abstrak Penelitian ini bertujuan untuk membangun sistem CAIP pada operasi OMM yang mampu mengukur benda kerjasecaraotomatis berdasarkan informasi gambar dari divisi perancangan. Data gambar dapat dimanfaatkan untuk berbagai tujuan seperti menghitung biaya, merencanakan proses, merencanakan inspeksi, menghitung bahan dan lain-lain. Metode pemanfaatan data gambar masih secara manual, sehingga membutuhkan proses yang lama, orang yang khusus, dan masih terjadinya kemungkinan kesalahan jika produk sudah terlalu banyak. Solusi untuk mengatasi permasalahan tersebut adalah otomatisasi dalam pengolahan data gambar tersebut.Pemahaman fitur pada gambar menjadi kunci agar dapat mengolah data secara otomatis. Terdapat banyak jenis fitur dalam geometri produk tetapi fitur yang umum dan banyak digunakan adalah fitur berprimitif balok.Penelitian ini bertujuan untuk merekonstruksi fitur dengan jenis primitive box dari data geometri produk berjenis STEP. Perekonstruksi fitur ini dibuat sebagai modul pendukung sistem CAIP (Computer Aided Inspection Planning) yang diterapkan pada operasi OMM (On Machining Measurement) dengan menggunakan alat ukur probe. Metode yang digunakan untuk merekonstruksi fitur adalah dengan metode membandingkan setiap permukaan (Surface Comparison) dimana setiap permukaan dibandingkan dengan permukaan yang lain untuk membaca karakteristik hubungan antara permukaan. Hubungan antara permukaan disebut fitur jika memiliki 2 syarat yaitu memiliki satu garis yang sama dan berbentuk concave. Setelah membaca karakteristik hubungan antara permukaan maka langkah selanjutnya menentukan jenis fitur berdasarkan jumlah permukaan real dan imaginer serta kesamaan plane setiap permukaannya. Terdapat 6 jenis fituryang dapat direkonstruksi modul ini yaitu feature step yang disebut RCT (Rectangular Corner Through), feature poket sudut yang disebut RCB (Rectangular Corner Blind), feature slot yang disebut RMT (Rectangular Middle Through), feature poket tepi yang disebut RMB (Rectangular Middle Blind), feature poket tengah yang disebut RHB (Rectangular Hole Blind), danfeature hole yang disebut RHT (Rectanglar hole through). Modul ini telah dapat merekonstruksi fituryang memiliki informasi jenis, posisi, dan ukuran. Data ini akan diolah oleh tahap berikutnya untuk merencanakan proses pengukuran. Kata kunci: CAIP, Feature, STEP

STEMAN 2014 ISBN : 978-979-17047-5-5
43
PENGARUH MINYAK KELAPA SEBAGAI DIELEKTRIK ALTERNATIF TERHADAP KINERJA EDM DIESINKING PADA
BENDA KERJA AISI P21
Tjun Mahsunadi Politeknik Manufaktur Negeri Bandung,
Jl. Kanayakan No. 21 – Dago, Bandung 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email : [email protected] Perrkembangan industri manufaktur dunia demikian cepat dan dengan sendirinya membutuhkan bahan bakar semakin meningkat untuk operasionalnya. Meningkatnya kebutuhan bahan bakar dunia, dengan fluktuasi harga yang terus melonjak sedangkan persediaan dipasar dunia mulai menipis, bahkan diprediksi pakar, akan segera habis dari perut bumi. Untuk mengantisipasinya dibutuhkan energi alternatif yaitu energi diperbarukan yang ramah lingkungan dan tidak berbasis minyak mineral. Salah satu diantaranya adalah minyak kelapa(coconut oil) yang banyak tumbuh dinegara tropis Dari hasil penelitian sebelumnya di Negara Srilanka, India, Malaysia dan Indonesia bahwa minyak kelapa(coconut oil) dapat digunakan sebagai dielektrik EDM Diesinking, tapi dituntut kajian dan eksperimen yang lebih banyak untuk dapat digunakan dan dijadikan sebagai energi standar. Tujuan penelitian ini adalah untuk mengevaluasi pengaruh minyak kelapa(coconut oil) dengan memakai elektroda tembaga terhadap kinerja pemesinan EDM diesinking yaitu MRR yang tinggi, TWR dan SR yang rendah pada benda kerja AISI P21. Disamping itu juga untuk pengembangan agar minyak kelapa dapat digunakan sebagai dielektrik standar, dan meningkatkan penelitian melalui eksperimen. Metodologi dalam penelitian ini adalah metode eksperimen dimana akan dikaji pengaruh minyak kelapa terhadap kinerja EDM Die Sinking untuk pemesinan benda kerja AISI P21. Eksperimen dilakukan menggunakan fluida dielektrik minyak kelapa(coconut oil) yang banyak diproduksi masyarakat Indonesia yang dikenal dengan minyak kelapa curah dan minyak tanah dengan menggunakan elektroda tembaga. Sebagai respons kinerja proses yang dihasilkan adalah MRR (Material Removal Rate), TWR(tool wear rate) dan SR (Surface Roughness) benda kerja. Hasil eksperimen menunjukkan bahwa dengan menggunakan elektroda tembaga, maka minyak kelapa menghasilkan MRR, TWR dan SR benda kerja yang lebih besar daripada minyak tanah. MRR minyak kelapa lebih besar dari MRR minyak tanah (0,0141>0,0028) gram/menit. TWR minyak kelapa lebih besar dari TWR minyak tanah(0,0066>0,0056) gram/menit dan SR minyak kelapa lebih besar dari SR minyak tanah(1,93>0,82) µm. Dengan hasil tersebut , tujuan yang diharapkan dalam penelitian ini MRR yang tinggi, TWR dan SR yang rendah tidak terpenuhi. Hal ini disebabkan MRR yang cukup tinggi mempengaruhi harga TWR dan SR yang tinggi. Dengan hasil tersebut, maka minyak kelapa cocok untuk digunakan pada proses pemotongan kasar. Keywords: EDM, coconut oil, material removal rate, tool wear rate, surface roughness

STEMAN 2014 ISBN : 978-979-17047-5-5
44
3 AXIS CNC MILLING TOOL PATH STRATEGY FOR MACHINING SPHERICAL SURFACE
Liyana Binti Norizan1, Saifuldin Bin Abdul Jalil2, Nurul Hayati Jamil3
Mechanical Engineering Department, Politeknik Merlimau, Jalan Jasin,
77300 Merlimau, Melaka Phone/Fax : +606 2636687 / +606 2636678
Email: [email protected], [email protected], [email protected]
Abstract CNC milling machines are widely used in the die and mould industry especially 3-axis CNC machines. Die and mould usually involves complex shapes on its surfaces and in its cavities. Spherical surfaces are among the hardest surface to be machined using 3-axis CNC milling. Despite the fact that die and mould making industry equipments is ever evolving, it still requires manual labour for finishing process. This is due to the burrs created during machining process, particularly milling operation. Burrs occur when the cutting tool does not manage to completely machined the required area because of problems like step over, sharp corners, complex shape, etc. Several studies on different approaches have been done to counter this problem. This particular study concentrates on tool path strategy planning and aims to select the best tool path strategy for machining the part designed. Tool path or cutter path is the series of movements made by the tip of a cutting tool. A good tool path strategy should impart specified surface finishes and achieve acceptable metal-removal rates and tool life. The method used in tackling this problem is by applying different cutter path strategies to machine the same part designed and selecting the strategy with the best surface finishing. In this study, parallel lace, an EdgeCAM tool path is used. This tool path is then conducted using three strategy conventional, climb and optimized. The machined parts were later analyzed by measuring machining parameter; surface roughness, tool wear and machining time. Using the result from this study, ANOVA was done to analyze the best tool path strategy. Based on the analyses, the optimum cutter path strategy selected was optimized parallel lace. Key word: tool path strategy, spherical surface, CNC milling, die and mould making, 3-axis CNC

STEMAN 2014 ISBN : 978-979-17047-5-5
45
PENGUKURAN KESESUAIAN PRODUK TERHADAP SPESIFIKASI UNTUK DIAMETER DAN POSISI LUBANG
PADA BIDANG DATAR YANG BERBEDA DAN TIDAK SEJAJAR
Nandang Rusmana
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Beberapa produk seperti rangka kendaraan bermotor roda dua, checking fixture, suku cadang mesin, memiliki spesifikasi berupa ukuran diameter dan posisi lubang pada berbagai bidang datar yang berbeda dan tidak sejajar. Pengukuran kesesuaian produk tersebut terhadap spesifikasi tidak dapat dilakukan menggunakan alat ukur langsung, melainkan menggunakan mesin ukur koordinat (Coordinat Measuring Machine, CMM). Pengumpulan data koordinat yang sesuai akan menghasilkan data koordinat yang benar untuk diolah. Hasil pengukuran koordinat pada mesin CMM dapat diolah menggunakan perhitungan atau software tertentu.
Makalah ini menjelaskan urutan pengambilan dan pengolahan data dalam mengukur kesesuaian produk terhadap spesifikasi untuk diameter dan posisi lubang pada berbagai bidang datar. Studi kasus dilakukan untuk produk berupa rangka kendaraan bermotor roda dua yang memiliki beberapa lubang untuk tempat pemasangan penutup karoseri. Titik acuan pada produk disesuaikan dengan titik acuan spesifikasi. Pengumpulan data berupa koordinat tiga dimensi dilakukan menggunakan mesin ukur koordinat dengan sistem koordinat cartesian. Data koordinat hasil pengukuran diolah menjadi persamaan bidang datar menggunakan perhitungan dan software. Hasil pengolahan data menghasilkan ukuran diameter dan posisi lubang terhadap titik acuan produk.
Kata kunci: mesin ukur koordinat, persamaan bidang datar, diameter dan posisi lubang

STEMAN 2014 ISBN : 978-979-17047-5-5
46
Analisis Pengaruh Variasi Temperatur Media Quenching Pada
Proses Hardening Terhadap Kekerasan Permukaan Dan Tingkat Distorsi Baja AISI 1045
Fikry Fauzi Rachman
Politeknik Manufaktur Negeri Bandung Jl.Kanayakan No.21-Dago, Bandung – 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email : [email protected]
Abstrak
Penelitian ini menyajikan pengaruh temperatur media quenchingterhadap distorsi, kekerasan dan struktur mikro pada baja AISI 1045 (1.1730) . Baja AISI 1045 sering digunakan material untuk komponen mesin . Konsentrasi kandungan unsur baja AISI 1045 adalah 0,43 % C , 0,7 % Mn Dan 0,3 % Si . Distorsi merupakan salah satu jenis deformasi yang terjadi setelah melalui proses hardening. Temperatur media quenching sering diabaikan dalam tahapan proses hardening sehingga tidak diketahui pengaruhnya terhadap hasil dari proses hardening. Sehingga dilakukan penelitian pengaruh temperatur media quenching terhadap distorsi, kekerasan dan struktur mikro. Metode penelitian ini menggunakan poros lurus sebagai spesimen pengujian. Enam sampel poros yang memiliki dimensi 350mm x Ø28mm akan dipanaskan sampai temperatur 850°C dan holding time selama 15 menit dan kemudian di-quenchingdalam tiga temperatur yang berbeda . Media quenching yang digunakan yaitu berupa air. Temperatur media quenchingadalah 2°C, 26°C dan 60°C. Parameter tetap yang ditentukan dalam penelitian ini adalah bentuk dan dimensi spesimen, waktu penahanan proses pengerasan (holding time) , temperatur hardening , volume media quenching dan jenis media quenching . Percobaan ini dilakukan untuk mengetahui pengaruh temperatur media quenching terhadap distorsi, kekerasan, dan struktur mikro pada proses hardeningmaterial baja AISI 1045. Hasil percobaan menunjukan tingkat distorsi maksimum terjadi pada benda kerja yang di-quenching dengan menggunakan air yang dipanaskan sampai 60 °C yaitu sebesar 3,42 mm kemudian dengan air+ es (2 °C) sebesar 3.21 mm dan air temperatur ruangan (26°C) yaitu 1,5 mm. Sedangkan untuk pencapaian kekerasan dan struktur mikro relatif sama yaitu 58-60 HRC dan struktur yang terbentuk full martensite. Dari Hasil percobaan dapat disimpulkan bahwa temperatur media quenching air tidak berpengaruh terhadap pembentukan struktur mikro dan kekerasan namun berpengaruh terhadap tingkat distorsi yang terjadi. Media quenching air dengan temperatur ruangan menghasilkan tingkat distorsi paling rendah.
Kata Kunci : quenching, distorsi, hardening

STEMAN 2014 ISBN : 978-979-17047-5-5
47
THE STUDY OF MECHANICAL PROPERTIES OF LAMINATED BAMBOO (BMB) STRIP/EPOXY COMPOSITES
Muhammad Hafiz K1, Che Susilawati CB2, Kannan Rassiah3
Department of Mechanical Engineering, Politeknik Merlimau, Pejabat Pos Merlimau-Melaka. MALAYSIA.
Phone/Fax : +6062636687 / +6062636678 Email: [email protected], [email protected], [email protected]
Abstract This study about laminated bamboo strip with epoxy composite can very useful in a lot of way such as replace the use of plastic because plastic is generated from petroleum extract that is not unlimited and will be depleted very soon, this bamboo strip epoxy composite or its similar experiments may prove to replace plastic in this upcoming future. In this study, the bamboo strip reinforced with epoxy was processed through hand lay-out method. BMB strips are combined with epoxy for a total sample thickness of 3mm. This study is performed using the impact test that is charpy (ASTMD-6110) and izod (ASTMD-256). The 0, 60 and 90 degree of laminated bamboo strip epoxy composite with two types of load 7 kg and 14 kg has been tested. It is found that the 0 degree specimen charpy test give the best value as 5.4 Joule energy absorbtion for 14 kg load. While for the izod test, the best composition is 0 degree with 3.62 Joule energy absorbtion for 7 kg and 14 kg load. It is shown that when the degree of bamboo laminate configuration increases the impact absorbtion will be decrease. The result also shown that, when the load is increase the impact also increases. Keywords: Bamboo strip, epoxy, laminate composite, impact
STEMAN 2014 ISBN : 978-979-17047-5-5
48
BIDANG KAJIAN :
MESIN DAN PERALATAN INDUSTRI MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
49
PERBAIKAN LEADTIME PROSES PEMOTONGAN DENGAN REKAYASA MESIN PEMOTONG LEMBARAN MATERIAL NYLON
DENGAN PISAU PEMOTONG CIRCULAR DI PT MULTISTRADA ARAH SARANA Tbk.
Rahmat Hidayat Santoso1, Iwan Harianton2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Lembaran material nylon merupakan material yang sangat dibutuhkan untuk pembuatan komponen penunjang pada mesin-mesin produksi pembuatan ban, komponen tersebut diantaranya difungsikan sebagai spacer, bushing, stoper, dan creel. Proses pemotongan lembaran material nylon sebelumnya menggunakan mesin milling konfensional dengan menjepit benda kerja nylon lembaran pada ragum yang memerlukan waktu rata-rata 59 menit, sehingga proses pembuatan part-part penunjang ini menjadi penghambat dalam lini produksi. Untuk menanggulangi hal tersebut maka rekayasa mesin “cutting circular saw” dilakukan khusus untuk memotong lembaran material nylon, sebelum diproses menjadi komponen penunjang mesin produksi. Rekayasa mesin melibatkan proses transmisi putaran motor menjadi putaran circular saw yang diijinkan untuk memotong bahan nylon yang memiliki spesifikasi berserat dan liat, sehingga konstruksi ditetapkan dengan menggunakan transmisi dengan pulley dan V-belt sebagai penerus putaran dari motor listrik tiga fasa. Pisau pemotong berupa circular saw dipasang pada poros utama yang berputar sesuai putaran yang diijinkan untuk material khusus nylon yang berkedudukan tetap pada rumah pisau. Rumah pisau tersebut di konstruksi pada poros transmisi yang digerakkan dengan tuas penggerak dari posisi nol hingga melintang sepanjang meja kerja pemotongan. Proses kerjanya dimulai dari mengenakan alat keamanan kerja berupa kacamata dan apron bagi operator, pemasangan plat nylon pada meja kerja yang dikunci dengan klem bebek, kemudian dilanjutkan dengan memastikan pisau potong terbebas dari benda-benda apapun, baru menekan tombol ON pada mesin. Pemotongan terjadi saat tuas pemegang pisau potong di gerakkan melintasi plat nylon hingga material terpotong. Waktu kerja pemotongan rata-rata 12,5 menit untuk memotong lembaran material nylon dengan ukuran terbesarnya yaitu 2.000 mm x 1.000 mm x 50mm. Dengan adanya mesin ini, waktu proses pemotongan lembaran material nylon dapat dikurangi sebesar 78,8 %, sehingga hambatan lini produksi pada pembuatan komponen penunjang dapat di diatasi. Kontribusi penghematan dari rekayasa mesin pemotong ini sebesar Rp. 130.895,- per pemotongan, sementara nilai investasi rekayasanya sebesar Rp 36.418.327,-, atau jika di kalkulasikan dengan penghematan yang diperoleh, mesin ini sudah dapat mengembalikan nilai investasi setelah menghasilkan 278 pcs potongan nylon. Kata kunci: Lead time pemotongan Nylon, Mesin pemotong Nylon, Konstruksi dengan transmisi V-belt, Efisiensi proses pemotongan
STEMAN 2014 ISBN : 978-979-17047-5-5
50
BIDANG KAJIAN :
SISTEM MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
51
METODA OVERALL EQUIPMENT EFFECTIVENESS SEBAGAI UKURAN KINERJA STRATEGIS DALAM MENGELOLA
FASILITAS PUSAT UNGGULAN TEKNOLOGI DAN INOVASI
Iwan Harianton1, Cecep Ruskandi2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Penerapan metoda OEE dalam pengelolaan fasilitas teknologi di Perguruan Tinggi ini bertujuan untuk mempromosikan praktek baik yang sedang dikembangkan POLMAN Bandung dalam mengukur kinerja fasilitas teknologi dengan metode Overall Equipment Effectiveness (OEE). Pusat unggulan teknologi dan inovasi atau umum dikenal dengan istilah Center of Technology (CoT) sangat kuat disuarakan dikalangan akademisi setelah digulirkannya Master Plan Percepatan Pengembangan Ekonomi Indonesia dan disusul dengan deregulasi Pendidikan Tinggi. Penerapan metoda OEE akan menghasilkan tiga dimensi pengukuran efektivitas pemanfaatan teknologi dalam menghasilkan produk inovasi. Dari ketiga dimensi OEE tersebut akan dapat dilacak proses penciptaan nilai atau value creationberbasis teknologi dan inovasi yang melekat pada setiap lulusan POLMAN Bandung yang mengikuti pendidikan berbasis produksi. Penerapan OEE dengan baik dan benar akan memberikan justifikasi ilmiah dalam mengelola fasilitas teknologi dan sekaligus memberikan data ilmiah yang potensial bagi usaha optimasi dan inovasi lanjut secara teknis maupun manajemen yang diperlukan untuk program Sarjana Terapan maupun program Pasca Sarjana Terapan. Data yang dapat disuguhkan melalui penerapan OEE mencakup ketersediaan fasilitas teknologi, kinerja teknologi dan tingkat pencapaian kualitas hasil penambahan nilai melalui teknologi yang masing-masing memiliki cabang-cabang optimasi teknis dan manajemen yang biasa diterapkan di industri-industri maju. Metoda penerapannya adalah dengan mengelompokan aktivitas tridharma sebagai aktivitas produktif, sehingga dapat ditetapkan data-data yang sesuai dengan spektrum OEE.Penerapan OEE di POLMAN Bandung menyumbangkan kebaruan bagi pengembangan ilmu pengetahuan dan teknologi melalui integrasi aktivitas tridharma pada sarana teknologi, sementara literatur yang ada, OEE diterapkan dalam aktivitas produksi saja dan jika ada aktivitas Riset dan Pengembangan, industripada umumnya menyiapkan fasilitas terpisah dan tidak mengikuti pengukuran OEE. Hasil penelitian terapan OEE dalam bentuk indeks ketersediaan-kinerja mesin-kualitas hasil, akan memantapkan POLMAN Bandungdalammenyelenggarakan program pendidikan Sarjana Terapan dan Pasca Sarjana Terapan berbasis data efektivitas mesin yang aktual sehingga menjadi pembeda dengan pendidikan sejenisyang diselenggarakandi Universitas. Kata kunci: Pusat Unggulan Teknologi dan Inovasi, Nilai tambah/Value creation, Overall Equipment
Effectiveness (OEE), Tingkat Ketersediaan, Kinerja teknologi, Tingkat pencapaian kualitas.

STEMAN 2014 ISBN : 978-979-17047-5-5
52
QUALITY ISSUE AS A PART OF PBE (PRODUCTION BASED EDUCATION) SYSTEM IN POLMAN
Gamawan Ananto1, Yuyun Solihin2
1,2Bandung State Polytechnic for Manufacturing Jl Kanayakan 21 – Dago, Bandung – 40135, Indonesia
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected], [email protected]
Abstract As an institution of vocational high education, Bandung State Polytechnic for Manufacturing (POLMAN) implements certain portion of practical program to build students skill competencies. For those, product media are created from structured exercises and combined with external inquiries from collaboration with industrial parties, through a system called Production Based Education (PBE). Like usual production activity, there are number of tasks and actions in its order handling that are gaining quality as one of production objective. As a part of PBE, involving the students in controlling the quality product they made is aimed to make them concern to this issue and prevent potential problems in real business point of view that influence customer satisfaction at the end. This might also related with technical specification, schedule, study program, and which or what students competency should get. The students should have the culture in obeying the rules related with quality in the system such as product inspection, do the quality check of final product like previous quality concept, verify the form they used, record the data etc. Besides, they are introduced to the basic of Quality Assurance where the students have to carry out incoming and outgoing check in every process they are assigned. This will prevent the product suitability failure and avoid the rejection and would be very beneficially for all involved parties in education and production as well; either students, lecturers and institution. Keywords: quality, PBE, production based education

STEMAN 2014 ISBN : 978-979-17047-5-5
53
ANALISA KUANTITATIF DENGAN METODA BPR MEMBUKA KEBUNTUAN USAHA MENGEMBALIKAN POLMAN PADA
PERFORMA UNGGULNYA
Haris Sayoko1, Iwan Harianton2 1,2Dosen Jurusan Teknik Manufaktur
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 Bandung 40135
Telp:+62 22 2500241, Fax.: +62 22 2502649 Email: [email protected]
Abstrak
Empat dari enam indikator perlunya perubahan mendasar terhadap praktek baik POLMAN Bandung terungkap positif, sehingga metoda Business Process Reengineering (BPR) dapat digunakan manajemen untuk meningkatkan performa sebenarnya pada potensi unggul. Faktor utama yang menyumbangkan skor paling tinggi terhadap analisa kuantitatif ini adalah kehilangan pelanggan tradisional POLMAN Bandung dalam pelayanan Industri yang juga konsisten dengan menurunnya kemampuan memberikan pelayanan industri yang bermutu pada tiga tahun terakhir. Faktor penyumbang terbesar kedua dalam analisa kuantitatif ini berasal dari sektor kepemimpinan dalam membangun kurva S berikutnya yang cenderung melemah akibat metoda yang tidak relevan dengan kondisi para pelaku organisasi. Faktor penyumbang ketiga dan keempat terdata berasal dua faktor yaitu perubahan fundamental di Industri dan juga perubahan tuntutan dari pelanggan tradisional POLMAN Bandung. Faktor kelima berada pada posisi netral setelah ada peningkatan pada dua dan tiga tahun terakhir tetapi kembali pada posisi semula karena determinasi operasional yang tidak mampu diraih POLMAN Bandung memasuki teknologi unggul. Faktor keenam mengkontribusikan angka positif terhadap analisa kuantitatif karena adanya program pengembangan yang didukung oleh program PEDP mulai tahun 2013 yang melanjutkan program hibah PHKI yang berakhir tahun 2012. Dari analisa kuantitatif dengan metoda BPR ini memungkinkan POLMAN Bandung untuk memfokuskan sumberdayanya dalam rangka mengembalikan performa unggulnya memasuki fase pembangunan sepuluh tahun kelima di tahun 2016.
Kata kunci: Analisa Kuantitatif, Business Process Reengineering, Pelanggan tradisional, Kurva S, Perubahan fundamental Industri, Perubahan tuntutan pelanggan, Keunggulan teknologi, dan
Perbaikan berkesinambungan

STEMAN 2014 ISBN : 978-979-17047-5-5
54
OPTIMASI WAKTU MESIN POUCHING GEL MENGGUNAKAN PERANGKAT LUNAK SIMULASI
PROMODEL
Ruminto Subekti1, Dindin Sulaeman2, Darryl V Sumirana3
Program Studi Teknik Mesin dan Manufaktur Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
[email protected], [email protected], [email protected]
Abstrak Studi ini berkaitan dengan optimasi waktu produksi mesin yang memproses pemotongan dan pengemasan pengharum ruangan dalam bentuk gel, mesin ini disebut mesin Pouching Gel. Mesin Pouching Gel terdiri dari 9 stasiun kerja dimana masing – masing stasiun kerja memiliki proses yang berbeda mulai dari proses pembukaan gel dari tube hingga proses tagging gel yang sudah dimasukan ke dalam kemasan. Kapasitas produksi minimum dari mesin pouching gel adalah 60 buah per menit sehingga waktu siklus maksimal di setiap stasiun kerja adalah 1 detik per produk. Namun, pada saat dilakukan uji coba stasiun kerja gel filling memiliki waktu siklus 1,14 detik per produk. Atas dasar inilah dilakukan upaya optimasi untuk mengurangi waktu siklus gel filling. Langkah optimasi yang dilakukan adalah mengganti langkah kerja blowing dengan sensor proximity, mengubah tekanan udara pada stasiun gel filling dari 6 bar menjadi 8 bar, mengganti diameter selang udara dari 6 mm menjadi 8 mm. Selanjutnya dilakukan simulasi menggunakan ProModel untuk membandingkan kondisi aktual dengan model. Dari hasil pengukuran diketahui bahwa dengan dilakukan langkah optimasi dapat mengurangi waktu siklus stasiun kerja gel filling menjadi 0,99 detik per produk dan hasil simulasi yang dilakukan menunjukkan perbedaan waktu siklus hingga 0.29 detik dibandingkan waktu siklus mesin aktual. Kata kunci: Waktu siklus, pouching gel, Simulasi ProModel, Tekanan, Debit
STEMAN 2014 ISBN : 978-979-17047-5-5
55
ANALISA ALTERNATIF PERIODE PENJADWALAN PERAWATAN MESIN DENGAN METODE PROBABILITAS KERUSAKAN PADA MESIN BUBUT SCHAUBLIN 102N-VM
DAN MESIN FRAIS ACIERA F3 DI POLMAN BANDUNG
Abidin Husein1, Novi Saksono BM2
Program Studi Teknik dan Sistem Produksi Politeknik Manufaktur Negeri Bandung
aEmail : [email protected] bEmail :[email protected]
ABSTRAK
Politeknik Manufaktur Bandung sebagai perguruan tinggi negeri telah melakukan kegiatan preventivemaintenancesejak tahun 1980 pada mesin-mesin di bengkel pendidikan dengan menggunakan nilai kerumitan perawatan sebagai penentu periode perawatan dan pemeliharaan mesin. Namun pada perhitungan periode perawatan menggunakan nilai kerumitan ini diasumsikan bahwa penggunaan mesin pada kondisi ideal yang relatif kurang sesuai dengan kondisi kenyataan. Sehingga kebijakan perawatan tersebut kurang ekonomis dari segi biaya dan kurang efisien dari segi waktu perbaikan. Berdasarkan hal tersebut perlu dilakukan penelitian untuk mendapatkan kebijakan pemeliharaan dan perawatan mesin yang efektif dan efisien dengan mempertimbangkan faktor biaya, frekuensi breakdown, dan waktu yang dibutuhkan untuk perbaikan. Maka dilakukanlah penelitian terhadap kebijakan pemeliharaan dan perawatan mesin pada mesin bubut Schaublin 102N-VM dan mesin fraisAciera F3. Tahapan yang digunakan dalam penyelesaian masalah tersebut dengan menghitung distribusi frekuensi breakdownmenggunakan distribusi Poisson, menghitung biaya perawatan, memilih alternatif kebijakan perawatan mesin berdasarkan biaya perawatan untuk mesin bubut Schaublin 102N-VM dan mesin fraisAciera F3. Dari pengolahan data, maka diperoleh hasil untuk Schaublin 102N-VM biaya PM = Rp 1.408.565,16 per bulan, biaya breakdownmaintenance= Rp 239.168,40 per bulan. Sedangkan Aciera F3 biaya PM = Rp1.183.838,38 per bulan, biaya breakdownmaintenance= Rp 253.268,90 per bulan. Kebijakan perawatan yang diambil untuk Schaublin 102N-VM adalah preventivemaintenance dengan periode perawatan setiap 6 bulan sekali, sedangkan untuk Aciera F3 kebijakan yang diambil adalah preventivemaintenance dengan periode perawatan 7 bulan sekali.
Kata kunci: preventivemaintenance, breakdownmaintenance, probabilitas kerusakan, alternative kebijakan

STEMAN 2014 ISBN : 978-979-17047-5-5
56
RANCANG BANGUN WELDING FIXTURE UNTUK MODIFIKASI TUBULAR PROPELLER SHAFT OTOMOTIF
Dedy Ariefijanto[I],Umen Rumendi[I], Budi H. Setiamarga[II]
I Divisi Teknik Manufaktur, Politeknik Manufaktur Bandung, Indonesia II Program Studi Teknik Material , Fakultas Teknik Mesin dan Dirgantara,
Institut Teknologi Bandung, Indonesia Email: [email protected]
Abstrak Pada aplikasinya propeller shaft dapat dimodifikasi, baik untuk keperluan penyediaan suku cadang, reparasi ataupun perubahan spesifikasinya. Hal ini sering dilakukan pada modifikasi kendaraan off road dan kendaraan angkut khusus. Modifikasi yang sering dilakukan adalah proses penyambungan dengan pengelasan. Proses pengelasan itu sendiri secara umum berpotensi menghasilkan distorsi, seperti kebengkokan. Untuk meminimalisir distorsi yang terjadi dapat digunakan fixture pada proses pengelasannya. Pada penelitian ini telah dirancang, dibuat dan diuji welding fixture untuk penyambungan automotive propeller shaft untuk meminimalisir kecenderungan distorsi bengkok nya. Mekanisme locating dan clamping diberikan pada benda ujinya untuk menepatkan pada saat set up awal pengelasan, dilanjutkan sampai pengelasan akhir. Percobaan dilakukan dengan menggunakan pipa berbahan mild steel setara St.37 diameter 29 mm, untuk mewakili atau menggantikan propeller shaft tersebut pada penelitiannya. Hasil pengujian menunjukkan TIR (total indicator reading) terbesar yang didapat sebesar 1 mm, masih melebihi dari batas TIR yang diizinkan untuk keperluan otomotif. Setelah dilakukan pengolahan dengan metoda perbandingan k data, didapat penyimpangan welding fixture maksimum sebesar 0,336 mm.
Kata kunci : pengelasan pipa, shaft, tubular shaft, propeller shaft, kebengkokan shaft, welding fixture
STEMAN 2014 ISBN : 978-979-17047-5-5
57
BIDANG KAJIAN :
SISTEM KENDALI DAN MEKATRONIKA INDUSTRI MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
58
MONITORING TEMPERATUR DAN KENDALI LEVEL AIR PADA SISTEM PEMBANGKIT UAP SUPERHEAT KONTINUE
Nuryanti 1), Suyono2), Adhitya Sumardi 1), Andra Sandika R 1)
1) Jurusan Teknik Mekatronika Politeknik Manufaktur Negeri Bandung 2) Jurusan Teknik Manufaktur Politeknik Manufaktur Negeri Bandung
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
ABSTRAK
Sistem pengumpanan air pada generator uap superheat konvensional yang ada di luar saat ini bekerja berdasarkan pada pengumpanan kembali air dari sisa uap yang telah dikondensasi. Dengan demikian siklus pembangkitan uap dapat berjalan kontinu tanpa khawatir persediaan air di boiler habis sehingga dapat merusak sistem akibat overdried. Namun kondensasi memerlukan energi dan sistem tambahan dalam melakukan pendinginannya. Oleh karena itu dilakukan penelitian prototipe sistem pembangkit uap superheat dengan pengumpanan air kontinu. Cara ini diharapkan dapat mengurangi penggunaan energi tambahan sehingga membuat sistem lebih sederhana yaitu sistem hanya mengacu pada pembangkitan uap superheat dan penggunaannya tanpa penambahan sistem kondensasi lagi. Pengaturan pasokan air dilakukan secara otomatis dengan katup solenoid yang akan membuka saat level air pada boiler minimal dan menutup kembali saat level air maksimal. Selain itu dikembangkan pula sistem akuisisi data temperature maupun visualisasi level air yaitu tampilan level air sesuai dengan kondisinya di plant secara real time pada layar komputer dengan menggunakan PLC Siemen Simatic S7-1200 dan software Wonderware In Touch. Dari hasil uji coba akuisisi data temperature oleh sensor termokopel tipe K terhadap perubahan tegangan sensor menunjukkan fungsi yang linier dengan nilai R2= 0.99. Monitoring sistem kontrol pembangkit Uap Superheat memungkinkan penerapan lebih lanjut dengan menggunakan Supervisory Control And Data Acquisition (SCADA)
Kata kunci: uap superheat, kontrol level, monitoring temperatur, Program Logic Control (PLC)

STEMAN 2014 ISBN : 978-979-17047-5-5
59
RANCANG BANGUN PIRANTI AKUISISI DATA MESIN UJI TARIK POLIMER BERBASIS MIKROKONTROLLER
ATMEGA 16
Adhitya Sumardi Sunarya1, Oyok Yudiyanto2, Muhamad Maulana3
Politeknik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 Dago, Bandung Phone/Fax : 022. 250 0241 / 250 2649
Abstrak
Pesatnya industri polimer di Indonesia dipicu dengan banyaknya permintaan polimer untuk memenuhi kebutuhan dalam negeri dan luar negeri. Sehingga standar produk yang dihasilkan oleh industri polimer di Indonesia harus memenuhi standar mutu yang telah ditentukan. Untuk memenuhi standar mutu tersebut, uji tarik merupakan salah satu pengujian yang harus dilakukan guna mendapatkan informasi parameter fisis berupa elongasi dan maksimum stress dari suatu material dengan demikian permintaan mesin uji tarik akan mengalami peningkatan. Sayangnya mesin uji tarik ini masih didominasi produk impor sehingga harapannya melalui penelitian ini dapat dihasilkan mesin uji tarik polimer untuk mengurangi subsidi impor. Fokus pada penelitian ini adalah pada aspek rancang bangun piranti akuisisi data mesin uji tarik polimer berbasiskan mikrokontroller ATMega 16. Piranti ini terdiri dari motor induksi 3 fasa yang dihubungkan secara mekanis dengan ballscrew sebagai media penggerak pada pencekam spesimen polimer. Sensor loadcell sebagai pengukur besaran gaya tarik pada spesimen, dan rotary encoder yang digunakan untuk mengukur perubahan ukuran panjang spesimen. Akuisisi data kedua besaran tersebut dilakukan oleh mikrokontroler ATMega 16 kemudian datanya dikirimkan melalui komunikasi serial ke PC/komputer. Selanjutnya data tersebut divisualisasikan dalam bentuk grafik menggunakan visual basic. Hasil pengujian terhadap 4 sample nylon dengan menggunakan piranti akuisisi data mesin uji tarik berbasis mikrokontroller ATMega 16 ini sudah menghasilkan data yang cukup baik jika dibandingkan dengan hasil pengujian di Lab. Uji Polimer Pusat Penelitian Fisika – LIPI Bandung. Dimana rata-rata maksimum stress yang dihasilkan sekitar 24,80 MPa (LIPI : 24,97 MPa) dengan rata-rata elongasi 32,25 mm (LIPI : 26,38 mm). Perbedaan nilai elongasi rata-rata yang cukup besar ini dikarenakan aspek pencekaman pada mesin uji tarik dari penelitian ini masih perlu diperbaiki dengan meningkatkan gaya cekam antara pencekam dengan sample polimer. Kata kunci : Uji Tarik, Polimer, Maksimum Stress, Elongasi, ATMega 16

STEMAN 2014 ISBN : 978-979-17047-5-5
60
OPTIMASI ZERO VOLTAGE SWITCHING DAN BUCK CONVERTER SEBAGAI PEMANAS INDUKSI UNTUK
PEMASANGAN BEARING
Ismail Rokhim1) Herman Budi Harja2) Wahyudi Purnomo3) 1) Teknik Mekatronika Politeknik Manufaktur Bandung 4 0 1 3 5 , email: i smai lrokh im@yahoo. com 2) Teknik Manufaktur Politeknik Manufaktur Bundung 4 0 1 3 5 , email: [email protected]
3) Teknik Mekatronika Politeknik Manufaktur Bandung 4 0 1 3 5 , email: [email protected]
Abstrak
Kegiatan pembongkaran dan pemasangan bearing sebagai tumpuan berputarnya poros merupakan kegiatan rutin yang sering dilakukan dalam perawatan mesin. Kegiatan ini perlu dilakukan dengan cepat dan mudah agar didapatkan hasil yang baik dan terhindar dari kerusakan. Dalam paper ini diperkenalkan metode pemanasan bearing dengan sistem induksi yang menerapkan teknik zero voltage switching dan buck converter. Sistem ini ini terdiri dari dua skema rangkaian, yaitu rangkaian resonant zero voltage switching yang digunakan untuk membangkitkan tegangan yang diinduksikan ke beban (bearing) dan rangkaian buck converter untuk mengatur daya rangkaian pemanas induksi. Metode pemanasan induksi dengan teknik zero voltage swicthing dipilih karena memiliki rugi-rugi daya kecil, mengurangi problem gangguan EMI, dan dapat dioperasikan pada fekuensi tinggi. Sedangkan buck converter dapat menghasilkan catu daya dc dengan efisiensi tinggi. Optimasi desain rangkaian dilakukan dengan cara mengoperasikan rangkaian zero voltage switching pada frekuensi kerja hingga 200 KHz dan mengatur duty-cycle rangkaian buck converter sehingga dapat memberikan daya yang cukup bagi rangkaian zero voltage switching untuk memanaskan bearing. Kata Kunci: Pemanas induksi, zero voltage switching, buck converter, duty-cycle

STEMAN 2014 ISBN : 978-979-17047-5-5
61
IMPLEMENTASI TEKNOLOGI GSM-SMS UNTUK KENDALI MESIN CNC DARI JARAK JAUH
Yuliadi Erdani1, Nur Wisma Nugraha2, Dendi Ruswandi3
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Mesin CNC (Computer Numerical Control) merupakan mesin perkakas yang bekerja secara otomatis dalam melakukan proses permesinannya. Mesin tersebut bekerja berdasarkan perintah-perintah yang diprogram terlebih dahulu. Pada umumnya mesin CNC dapat melakukan deaktivasi power secara otomatis (auto power-off) apabila proses permesinan sudah selesai dilaksanakan. Namun ada beberapa tipe mesin CNC (Computer Numerical Control) yang tidak memiliki fitur tersebut, salah satu contohnya yaitu Mesin CNC MV5CN dari Mitsubishi. Pada tipe mesin CNC ini, apabila proses permesinan sudah selesai dilaksanakan dan tidak dilanjutkan dengan proses permesinan berikutnya, maka untuk mematikan mesin CNC tersebut operator harus mematikan tombol power secara manual. Disamping hal ini bertentangan dengan prinsip kerja mesin CNC yang dikategorikan sebagai mesin otomatis, juga hal ini dapat berdampak kepada inefisiensi pada proses produksi, dikarenakan pada waktu-waktu tertentu, proses mematikan mesin CNC tesebut membutuhkan waktu tambahan (lembur) bagi operator hanya untuk mematikan mesin CNC, karena proses permesinannya melewati jam pulang kerja.
Untuk mengatasi permasalahan tersebut, dikembangkan sebuah sistem yang mengimplementasikan teknologi GSM-SMS untuk mematikan mesin CNC dari jarak jauh. Sistem tersebut berisi unit IO (input-ouput beserta drivernya), unit pengolah (mikrokontroler) dan unit komunikasi (GSM modem). Sistem tersebut melalui unit IO-nya membaca sinyal yang dikeluarkan oleh mesin CNC apabila proses permesinan sudah selesai. Sinyal tersebut diolah oleh mikroprosesor untuk selanjutnya diteruskan ke GSM modem. GSM modem mengirimkan pesan ke ponsel operator berisi informasi status mesin CNC. Selanjutnya operator dapat memantau atau mengendalikan mesin CNC tersebut dari jarak jauh dengan mengirimkan pesan balik. Pesan balik tersebut diteruskan ke GSM modem yang ada di CNC dan diolah oleh mikroprosesor. Selanjutnya mikroprosesor mengirimkan instruksi ke unit IO untuk mengendalikan mesin CNC.
Pada dasarnya, selain dengan teknologi SMS ini terdapat cara lain yang sudah proven untuk membangun sistem kendali jarak jauh yaitu dengan sistem DTMF (Dual tone Multi Frequency). Namun sistem ini tidak nirkable melainkan menggunakan jaringan telefon tetap (fix net) atau PSTN (Public Switched telephone Network) dimana memiliki keterbatasan dalam ruang dan gerak. Sistem yang dikembangkan dengan teknologi SMS ini memiliki beberapa opsi mode untuk mengendalikan mesin CNC tersebut, yaitu manual, semi otomatis dan otomatis penuh. Pada proses uji coba, parameter uji coba lebih difokuskan kepada efektifitas sistem. Hasil uji coba menunjukan bahwa sistem ini bekerja efektif sesuai dengan rancangannya. Pada mode manual, mesin CNC tidak dapat dikendalikan dari jarak jauh. Pada mode semi otomatis, operator dapat mematikan mesin CNC dari jarak jauh setelah operator menerima pesan. Pada mode otomatis penuh, sistem dapat mematikan mesin CNC apabila proses permesinan sudah selesai, tanpa persetujuan dari operator, namun tetap menyanpaikan pesan ke operator tentang status mesin CNC tersebut. Selain itu sistem bekerja efektif dalam menanggani otorisasi sistem.
kata kunci : kendali jarak jauh, kendali via ponsel, kendali via sms, auto power-off

STEMAN 2014 ISBN : 978-979-17047-5-5
62
RANCANG BANGUN STASIUN PEMANTAUAN CUACA OTOMATIS DENGAN PARAMETER SUHU, KELEMBABAN
DAN KECEPATAN ANGIN
Yuliadi Erdani1, Adhitya Sumardi Sunarya2, Bustami Ibrahim3,
Siti Aminah4, Faris Amarullah5
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 Email: [email protected]
Abstrak Suhu, kelembaban, arah angin dan kecepatan angin merupakan sekian parameter yang penting dalam menentukan kondisi cuaca pada suatu daerah. Banyak hal terkait cuaca yang sangat bergantung pada keempat kondisi tersebut. Pengetahuan akan keempat parameter cuaca ini sangat berguna dalam mengetahui dan memperkirakan kondisi cuaca yang sedang dan akan terjadi.
Secara umum peralatan dan pengukur cuaca di tanah air masih didominasi oleh produk impor. Meskipun beberapa bagian peralatan dan pengukur cuaca sudah dapat dibuat di dalam negeri, namun untuk kategori peralatan dan pengukur cuaca yang terintegrasi masih diimpor. Pengaruh produk impor tersebut berimbas kepada lemahnya penguasaan teknologi dalam mengukur cuaca, dimana kemampuan penguasaan teknologi tersebut merupakan bagian dari penguasaan mitigasi bencana sehingga dampak dari bencana dapat dihindari. Untuk mengantisipasi lemahnya penguasaan teknologi dalam mengukur cuaca tersebut, maka dikembangkan sebuah sistem pemantau cuaca yang terintegrasi. Sistem ini berfungsi untuk mengukur suhu dan kelembaban udara, arah dan kecepatan angin. Sistem ini terdiri dari unit pengolah mikrokontroler AVR ATMEGA 8535, unit pengindera Sensor SHT11 dan Encoder pengukur angin, sistem komunikasi serial RS 232 dan perangkat lunak aplikasi Visual Basic dan database. Penggunaan mikrokontroler merupakan strategi yang cukup baik karena memiliki fungsi sebagai small computer yang cukup kompak dan efektif. Cara kerja sistem dijelaskan sebagai berikut: Unit pengindera membaca keempat data parameter cuaca kemudian meneruskan ke unit pengolah mikrokontroler. Data tersebut diteruskan ke komputer melalui sistem komunikasi serial RS 232. Apliakasi perangkat berbasis Visual Basic yang ada di komputer selanjutnya menampilkan keempat parameter cuaca tersebut dalam bentuk grafik dan animasi. Data yang ditampilkan tersebut disimpan pula di database MS Access sehingga data-data yang sudah masuk dapat disimpan secara persistent.
Berdasarkan hasil percobaan, alat yang dibuat mampu mengukur variabel parameter cuaca dan menampilkannya dalam bentuk grafik untuk suhu dan kelembaban dengan besar nilai error 2,45 % untuk suhu dan 4.81 % untuk kelembaban terhadap alat kalibrator HTC-1. Kecepatan angin ditunjukan dalam tampilan nilai numerik dan grafik serta. Database yang dibuat juga mampu menampung data hingga 30.000 record yang disimpan secara persistent pada file Ms.Access.
Kata Kunci : pengukur cuaca, sensor suhu, sensor kelembaban, anemometer

STEMAN 2014 ISBN : 978-979-17047-5-5
63
PENGENDALIAN KECEPATAN MOTOR DC DENGAN LOGIKA FUZI UNTUK PROGRAM GRAFCET-PLC
Ridwan1, Oyas Wahyunggoro2, Hanung Adi Nugroho3
1,2,3 Jurusan Teknik Elektro FT UGM Jln. Grafika 2 Yogyakarta 55281 INDONESIA
Email: [email protected]
Abstrak Makalah ini membahas tentang pilihan bahasa pemerograman yang disediakan pada Programmable Logic Controller (PLC) dengan acuan utama program pada pengaturan kerja GRAFCET (GRAphe Fonctionnel de Commande, Etapes, Transitions). Grafcet menyediakan fasilitas tiga program pilihan Struktur Text, Ladder Diagram, dan Instruksi List. Grafcet / Sequencial Function Chart (SFC) adalah alat deskripsi yang memungkinkan progammer dalam merancang proses sekuensial yang kompleks untuk sistem otomasi menggunakan PLC. Aplikasi proses fuzi bisa ditemukan pada sistem otomasi industri. Fuzzy logic controller adalah alternatif sistem kendali yang tidak perlu dicari model matematisnya namun memiliki aturan sendiri untuk diimplementasikan pada PLC. Permasalahan muncul ketika programmer akan memasukkan logika fuzi pada program PLC dan program yang cocok digunakan pada PLC micro TSX 3722.
Sistem yang dikendalikan adalah sebuah motor servo DC yang dikopel pada sebuah generator DC. Penghitungan kecepatan dilakukan dengan menghitung jumlah clock counter tiap 100 ms. Prosedur logika fuzi yang digunakan meliputi proses fuzzyfikasi, evaluasi rule dan proses defuzzyfikasi dengan metode MOM karena metode ini hanya memerlukan titik keluaran yang menyatakan suatu keadaan maksimum dari himpunan output, sehingga metode perhitungan menjadi lebih sederhana. Logika fuzi yang dirancang mempunyai 2 masukan (Error,∆Error) dan 1 keluaran (output). Membership function masukan mempunyai 5 label linguistik dengan 25 if-then rule. Pengujian dilakukan dengan mengatur motor dc mencapai set point tertentu dengan melihat respons sistem pada pengendalian putaran motor. Berdasar analisis, diperoleh bahwa pengendali dengan logika fuzi bisa diterapkan dan berjalan dengan baik serta program logika fuzi grafcet-PLC lebih cocok menggunakan program Struktur Text.
Kata Kunci: PLC, grafcet, fuzi

STEMAN 2014 ISBN : 978-979-17047-5-5
64
PERANCANGAN DAN IMPLEMENTASI KENDALI FUZZY MENGGUNAKAN MIKROKONTROLER PADA
HOPPER-CONVEYOR PLANT
Zaidir Jamal1, Oyas Wahyunggoro2, Adha Imam Cahyadi3 1,2,3Jurusan Teknik Elektro Fakultas Teknik Universitas Gadjah Mada
Jl. Grafika No.2 Kampus UGM, Yogyakarta 55281 1Email: [email protected]
2Email: [email protected] 3Email: [email protected]
Abstrak Hopper-conveyor plant banyak digunakan di industri pada umumnya digerakkan motor induksi. Saat ini motor induksi dioperasikan pada kecepatan yang bervariasi sejak dikembangkan inverter variable speed drive. Penelitian ini merancang dan mengimplementasikan kendali fuzzy untuk mengendalikan aras di hopper berbasis mikrokontroler. Fungsi segi tiga sebagai keanggotaan, fuzifikasi digunakan singleton. Kendali fuzzy dirancang tujuh partisi dengan 19 aturan dan lima partisi dengan 15 aturan. Center of Average (CoA) digunakan sebagai defuzifikasi. Sensor jarak ultra sonik digunakan untuk mengukur aras, keluaran tegangan sebagai kalang umpan balik kendali. Pada implementasinya aras diamati menggunakan program akuisisi data. Hasil penelitian menghasilkan operasi kendali fuzzy tujuh dan lima partisi dapat direalisasikan pada mikrokontroler, partisi tujuh menunjukkan tidak ada over shoot tetapi rise time tujuh partisi lebih besar dari lima partisi.
Kata kunci: kendali, fuzzy, mikrokontroler

STEMAN 2014 ISBN : 978-979-17047-5-5
65
OTOMASI DAN SUPERVISI WEB PADA PROSES PEMINDAHAN BALOK MENGGUNAKAN OVERHEAD
CRANES BERBASIS WEBVUE DAN GOOGLE WEB TOOLKIT
Pipit Anggraeni1, Fitriady2
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022. 250 0241 / 250 2649 [email protected]
Abstrak
Dalam penggunaan umum, otomasi dapat didefinisikan sebagai teknologi yang bersangkutan dengan melakukan proses dengan cara perintah diprogram dikombinasikan dengan kontrol umpan balik otomatis untuk memastikan pelaksanaan yang tepat dari instruksi.
Salah satu daerah aplikasi yang paling penting bagi teknologi otomatisasi adalah manufaktur. Bagi banyak orang, otomatisasi berarti otomasi manufaktur. Pada bagian ini, jenis-jenis otomasi didefinisikan, dan contoh-contoh sistem terotomasi yang digunakan dalam manufaktur dijelaskan. [Mikell P. Groover]
Otomasi adalah penggunaan mesin, sistem kontrol dan teknologi informasi untuk mengoptimalkan produktivitas dalam produksi barang dan pemberian layanan. [TU Berlin]
Supervisi adalah teknik industri untuk pemantauan dan kontrol komputer dari proses manufaktur otomatis. Supervisi untuk akuisisi data (pengukuran, alarm, reset) dan parameter proses kontrol umumnya diserahkan kepada PLC.
Otomasi berbasis web merupakan perkembangan terbaru dalam sektor industri. Pelaksanaan proses kontrol industri ini dimungkinkan oleh penggunaan internet, PLC dikendalikan oleh PC dan SCADA. Karena kemajuan dalam Internet, kemampuan untuk memperoleh informasi dan bahkan untuk mengontrol perangkat di ujung jari melalui Internet menjadi diinginkan untuk masyarakat umum maupun profesional. Ini telah benar-benar mengarah pada konsep yang disebut "Supervisi Berbasis Web dan Control System ". Internet sekarang menyediakan media yang semakin penting dan baru bagi penyebaran informasi seluruh dunia tanpa kendala waktu, serta memungkinkan informasi yang akan ditampilkan secara numerik dan grafis pada setiap client Platform. Hal ini memungkinkan pengguna akhir untuk mengakses data real-time dan untuk mengontrol instrumen melalui web browser.
Tujuan proyek ini adalah untuk membuat Supervisi PcVue menggunakan "WebVue" dan mewujudkan Supervisi Web menggunakan Google Web Toolkit (GWT) dengan bantuan java atau .net (untuk OPC), halaman Supervisi diakses dari browser (Internet Explorer, Firefox, ...) untuk mengendalikan tata letak dan pengawasan sistem otomatisasi. Prototipe overhead cranes berfungsi untuk memindahkan balok pada tempat-tempat yang telah ditentukan. Prototipe ini dikendalikan oleh PLC Allen Bradley SLC500.
Kata kunci: Otomasi, Supervisi Web, overhead cranes, WebVue, Google Web Toolkit (GWT)

STEMAN 2014 ISBN : 978-979-17047-5-5
66
LOW COST REMOTE TERMINAL UNIT (RTU) SISTEM SCADA BERBASIS ANDROID
Hendy Rudiansyah
Jurusan Teknik Otomasi Manufaktur dan Mekatronika, Politeknik Manufaktur Negeri Bandung Jl. Kanayakan 21 Dago Bandung 40135
Abstrak
Kebutuhan akan pengontrolan dan pengawasan jarak jauh terhadap suatu plant sangatlah diperlukan saat ini, khususnya bagi industri menengah ke bawah. Sistem SCADA yang konvensional terdiri dari Master Station, Remote Terminal Unit (RTU), Human Machine Interface dan sistem komunikasi.Umumnya penggunaan RTU memiliki platform tertentu, atau menggunakan PLC dan mikrokontroller.Tetapi kompleksibilitas dan harga pengembangan dari sistem yang menjadi kendala utama, sehingga diperlukan RTU yang lebih murah untuk mengatasi masalah tersebut.Pemanfaatan smartphone android menjadi sebuah RTU yang low cost, dan mampu memenuhi persyaratan minimum, yaitu memantau data masukan analog, digital, dan kontrol.Pemanfaatan fungsi ADC dalam arduino digunakan untuk mengolah data masukan analog sensor suhu LM35 di plant, dan dipantau hasilnya di RTU dan Master Station, dan dianalisis dengan regresi linier.Didapatkan hasil kecocokan data untuk pembacaan sensor suhu mencapai 96%, sedangkan data yang dipantau di plant sesuai dengan data yang ditampilkan di RTU.
Kata Kunci : RTU, Android, Low Cost
STEMAN 2014 ISBN : 978-979-17047-5-5
67
BIDANG KAJIAN :
SOSIO-MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
68
KAJIAN KECERMATAN METODE DALAM PENGUKURAN SOFT SKILLS MAHASISWA YANG MENGGUNAKAN SOFT
COMPETENCY QUESTIONNAIRE-SELF ASSESSMENT
Achmad Muhammad1, Emma Dwi Ariyani 2, Supriyadi Sadikin3 Unit Sosio Manufaktur, Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email: [email protected]
Abstrak Dalam sasaran mutu institusi Politeknik Manufaktur Negeri Bandung (Polman Bandung) tahun 2012 bidang pendidikan disebutkan pencapaian nilai index soft skill meningkat minimal 10% per tahun untuk setiap angkatan. Pada tahun 2011 dan 2012 Polman Bandung melakukan pengukuran soft skill mahasiswa bekerjasama dengan konsultan Bandung Organizer & Consulting, menggunakan alat ukur SCQ-SA (Soft Competency Questionnaire – Self Assessment). Metode pengumpulan data dilakukan melalui questionnaire kepada mahasiswa sesuai angkatan yang dijadikan objek pengukuran. Hasil pengukuran pada tahun 2011 index yang dicapai 3,17, sementara pada tahun 2012 index yang dicapai 2,99, sehingga dinyatakan index soft skill mahasiswa pada tahun 2012 menurun 5,52%. Berdasarkan telusur data, terdapat kekurangcermatan dan ketidakkonsistenan dalam penggunaan sampel untuk pengukuran yang dilakukan. Tahun kelulusan 2011, seharusnya menggunakan populasi/sampel mahasiswa tahun angkatan 2008, begitupun tahun kelulusan 2012 dengan populasi/sampel tahun angkatan 2009. Namun dalam penyajian laporan hasil pengukuran, tahun kelulusan 2011, menggunakan populasi mahasiswa tahun angkatan 2011 tingkat I, dan tahun kelulusan 2012, menggunakan sampel mahasiswa tahun angkatan 2011 tingkat II. Dengan demikian, hasil pengukuran yang diperoleh tidak mewakili perbandingan setiap angkatan sebagaimana yang diinginkan. Meskipun secara statistik menggunakan sampel atau populasi sangat dimungkinkan, namun diperlukan konsistensi dalam membandingkan hasil pengukurannya. Rekomendasi yang disarankan adalah konsistensi populasi mahasiswa atau sampel mahasiswa yang sama pada setiap tahun angkatan yang akan dibandingkan, atau konsistensi sampel mahasiswa yang sama (metode test re-test) mulai dari mahasiswa ybs tingkat I sampai dengan tingkat III. Diharapkan dengan kekonsistensian metode pengukuran dapat menjadi bahan masukan bagi institusi Polman Bandung dalam memberikan penanganan dan intervensi bagi peningkatan soft skill untuk mahasiswa yang bersangkutan supaya lebih tepat sasaran. Kata kunci: kecermatan metode, hasil pengukuran, soft skills mahasiswa, soft competency questionnaire-self assessment

STEMAN 2014 ISBN : 978-979-17047-5-5
69
THE PHENOMENA OF USING SCIENTIFIC TEXT AMONG
UNDERGRADUATE STUDENTS (A Study focused on Nominalisations in Scientific Text)
Fatonah
Politehnik Manufaktur Negeri Bandung Jl. Kanayakan No. 21 – Dago, Bandung – 40135
Phone/Fax: 022.250241/2502649 Email: [email protected]
Abstract
This paper reports the study of the use of language in scientific text. Some linguists argue that scientific text is difficult to read and to understand. Sometimes it demotivates students to read the text. A significant problem appears, enquiring the phenomena of using scientific text among under graduate students. This research was carried out among some Polytechnic students, majoring in engineering. In this study, qualitative approach was utilised even though some numerical data were also used. For the sake of triangulation the data were resulted by conducting an English test and interviewing some participants. The test, using a scientific reading text, was intended to see their understanding of nominalisation, since it characterises scientific text. The data were analysed using the framework of nominalysing metaphor. The findings reveal that their understanding was at the moderate level. In other words, it was a bit above the average. This study concludes that this level of understanding nominalisations is not high enough for undergraduate students to understand the text. That is why they meet some difficulties when reading scientific texts. This recommends that grammatical competence with the topic of nominalisation be given to Polytechnic students by practising an explicit teaching in English program. Key words: scientific text, nominalisation, grammatical metaphor

STEMAN 2014 ISBN : 978-979-17047-5-5
70
PENGUATAN SISTEM MANAJEMEN MUTU PENDIDIKAN BERBASIS PRODUKSI DENGAN METODA EVALUASI MUTU
INTERNAL SEBAGAI USAHA MEMBANGUN KEUNGGULANINSTITUSI DI ERA GLOBAL
Iwan Harianton Politeknik Manufaktur Negeri (POLMAN) Bandung
Jl. Kanayakan No. 21 Dago Bandung, Tlp.: +62 22 2500241 ext 117 email: [email protected]
Abstrak
Sistem Manajemen Mutu Internal yang diperkuat dengan sistem Evaluasi Mutu Internal (EMI) bertujuan untuk menambah perangkat mutu agar pendekatan “Production Based Education” disingkat PBE dapat mencapai kinerja yang ditargetkan. Pendekatan PBE mengintegrasikan kegiatan pendidikan, penelitian dan pengabdian kepada masyarakat dalam suatu sistem pendidikan. Pendidikan tinggi vokasi dengan sasaran menguasai, memanfaatkan dan mengembangkan teknologi untuk memberikan nilai tambah telah di implementasikan POLMAN Bandung sejak tahun 1980-an dalam sebuah pendekatan pendidikan peserta aktif yang dinamai PBE. EMI diterapkan untuk memastikan luaran dari sistem PBE dapat terjadi secara berkelanjutan. Luaran dari sistem PBE adalah lulusan dan produk yang keduanya diperlukan industri dalam aktivitas komersialnya di era persaingan global. Pendekatan PBE bukan hanya sebuah metodologi pengajaran yang biasa dilakukan oleh para dosen, tetapi merupakan sebuah komitmen institusi untuk menghasilkan lulusan yang berkualitas tinggi tetapi dapat terjangkau oleh seluruh lapisan masyarakat. Tentu pendekatan ini perlu dijalankan oleh institusi yang memiliki komitmen yang tinggi dalam merealisasikan pendidikan dan sekaligus menghasilkan produk berkualitas, dengan konsekwensi adanya kerjasama yang baik dengan pihak industri, dan memerlukan metoda pemberdayaan sumberdaya pada level keharmonisan tinggi, serta memerlukan kemampuan untuk menjaga reputasi teknologi setingkat dengan pemasok teknologi industri atau lebih. Dengan situasi infrastruktur ekonomi saat ini serta pola pendidikan dasar dan menengah yang ada, POLMAN terus mampu menghasilkan lulusan dengan relevansi sangat tinggi untuk industri manufaktur melalui pendekatan PBE. EMI telah menambahkan kepada tim manajemen untuk dapat memetakan posisi 11 standar mutu pendidikan sesuai kriteria standar dari Badan Penjaminan Mutu, perbedaan antara kondisi dan standar maksimalditindak lanjuti dalam bentuk kegiatan perbaikan dengan metoda PDCA. Hasilnya, pada periode September 2012 sampai dengan Juni 2013 telah menunjukan peningkatan pada 7 standar, 3 standar pada posisi tetap pada angka maksimal dan 1 standar mengalami penurunan. Tentunya, keberhasilan secara berkelanjutan pasti bukan suatu usaha yang kebetulan, tetapi merupakan usaha sistematis dan melekat pada setiap pelaku-pelaku kunci dari institusi ini. Sistem manajemen mutu yang memastikan praktek baik dapat terus dilakukan pada situasi apapun terbukti menjadi landasan yang kokoh dalam menjalankan misi tridarma, EMI menambahkan fokus pemberdayaan pada faktor-faktor akademis yang selama ini berkembang secara alamiah melalui 3-kriteria PBE. EMI dengan focus pada pengembangan standar mutu pendidikan dirasakan sangat membantu kemajuan POLMAN untuk terus dapat mencapai rencana strategisnya menjadi organisasi unggul di era global. Kata kunci: 3-kriteria PBE, Standar mutu pendidikan, reputasi teknologi, pemberdayaan sumberdaya, dan aktivitas komersial industri.

STEMAN 2014 ISBN : 978-979-17047-5-5
71
THE IMPORTANCE OF ORAL PRESENTATIONS
FOR ENGINEERING STUDENTS
Dini Hadiani Politeknik Manufaktur Negeri Bandung
Jl.Kanayakan No.21- Dago Bandung- 40135 Phone/Fax : 022. 250 0241/ 250 2649
Email: [email protected]
Abstract
This paper presents the qualitative analysis of the students’ experiences in giving oral presentation in the ESP classroom. It is claimed that oral presentationis an important skill for engineering students to acquire.This is a learned skill and one that is frequently called upon in the workplace. Students’ oral presentation in the classroom, therefore, is considered an important element in gaining positive learning experiences.The main purpose of this study is to find out the importance of oral presentation skills for undergraduate students. This study was conducted among 31 Polytechnic students whose study background is engineering. Utilizing a qualitative method of enquiry, data were obtained through questionnaires and interviews. Research findings reveal that most of the students perceive the importance of oral presentation skills.They also gain the wider range of communication skills especially in giving technical explanations on product design or manufacturing processes. The study concludes that the students are aware of the importance of oral presentations in the classroom, and how they are interested in developing the communicative classroom.This study recommends that as oral presentation brings positive learning experiences, this activity should be given regularly to students. It is hoped that it can motivate the students to improve their communication skills.
Keywords: Oral presentation,Engineering Students, communication skills
STEMAN 2014 ISBN : 978-979-17047-5-5
72
BIDANG KAJIAN :
TOPIK-TOPIK LAINNYA YANG TERKAIT DENGAN REKAYASA DAN TEKNOLOGI MANUFAKTUR

STEMAN 2014 ISBN : 978-979-17047-5-5
73
RANCANG BANGUN SISTEM INFORMASI INVENTARISASI BERBASIS WEB (STUDI KASUS LAB TEKNIK OTOMASI
MANUFAKTUR DAN MEKATRONIKA POLMAN BANDUNG)
Siti Aminah1, Sandi Sayidwan2, Sumiarsa3 1,2,3 Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email: [email protected] ,2 [email protected] ,[email protected]
Abstrak
Jurusan Teknik Otomasi Manufaktur dan Mekatronika memiliki sejumlah laboratorium dengan spesifikasi inventaris yang berbeda satu sama lain. Laboratorium berfungsi sebagai sarana penunjang untuk kegiatan pembelajaran ataupun pelatihan, guna meningkatkan keterampilan dan keahlian dari seorang mahasiswa. Laboratorium yang baik dapat terlihat dari segi kelengkapannya sebagai penyedia media pembelajaran. Oleh karena itu, inventarisasi merupakan hal penting dalam pengendalian peralatan dan komponen yang terdapat di dalam laboratorium. Proses inventarisasi yang dilakukan sampai saat ini masih dilakukan secara manual dan memiliki dua kelemahan utama yaitu, proses pengisian dan pencarian arsip data inventaris memerlukan waktu yang cukup lama dan faktor keamanan dari penyimpanan arsip data yang masih memungkinkan untuk hilang karena kelalaian pengguna, untuk itu suatu sistem inventarisasi yang efektif dan terintegrasi sangat diperlukan sebagai parameter kesiapan masing-masing laboratorium menjalankan fungsinya dengan baik. Tujuan dari rancang bangun sistem informasi adalah membangun suatu sistem inventarisasi berbasis web yang memiliki keunggulan dengan beberapa parameter antara lain, parameter waktu yaitu pengisian dan pencarian arsip dapat dilakukan dengan cepat, data inventaris akan terarsip dengan baik dalam suatu database, proses monitoring lebih mudah dilakukan oleh ketua jurusan karena data tersedia dalam satu web dengan pemakaian bersama. Rancang bangun sistem informasi inventarisasi berbasis web menggunakan pendekatan Life Cycle Model, metode ini menyarankan pendekatan yang sistematis dan sekuensial dalam pengembangan perangkat lunak yang dimulai pada level sistem dan bergerak maju mulai tahap analisis, desain, coding, testing, dan maintenance. Hasil dari penelitian ini adalah tersediannya sistem informasi inventaris laboratorium berbasis web yang dapat melakukan pengolahan data inventarisasi dan peminjaman alat. Data tersimpan dalam sebuah database laboratorium sehingga memudahkan dalam penyimpanan data, pencarian, penambahan data dan menampilkan laporan untuk proses monitoring.
Kata kunci: sistem informasi inventarisasi, inventarisasi berbasis web

STEMAN 2014 ISBN : 978-979-17047-5-5
74
ERGONOMIC BUS STAIRCASE DESIGN FOR ELDERLY
Nor Hisham bin Sulaiman1, Hazreen bin Othman2, Mohd Suri bin Saringat3, Noor
Mayafaraniza binti Kosnan4
Politeknik Merlimau KB 1031, Pejabat Pos Merlimau, 77300, Merlimau, Melaka, Malaysia
Phone/Fax : +606 263 6687 / 263 6678 Email: [email protected], [email protected], [email protected], [email protected]
Abstract Bus staircase design is very important for the users to board and descend from the bus. This is because there is a bus stairs design does not user-friendly and sometimes the design of the stairs are too narrow, high gradient and no hand rail. This can cause minor accidents happen to senior citizens. This study was performed to propose a design of the bus stairs that ergonomic for the elderly as well as all users. The total numbers of 15 observations is being carried out and our focus is to find elderly that climb bus staircase. The observations were take place at Kuala Lumpur city and each of observations need to be followed by answering a few questions provided in order to complete the observations process. The data then being analyze and incorporated with anthropometric data to find the suitable dimension of staircase in order to design for a new staircase for elderly. This study also to create awareness of the need for ergonomic design among the bus manufacturers in Malaysia so that they can provide better service and ergonomics design to convince elderly that their safety is assured when boarding and descending bus. Keywords: staircase, elderly, design, ergonomics, boarding, descending

STEMAN 2014 ISBN : 978-979-17047-5-5
75
KEANDALAN SISTEM PELUMAS TANKER DENGAN MODEL PENGATURAN PERSYARATAN KEANDALAN DAN
METODE PEMILIHAN TINDAKAN MANAJEMEN
Tungga Bhimadi1, Hari Agus Sujono2, Sukendro B.S.3
Institut Teknologi Adhi Tama Surabaya Jl Arief Rahman Hakim No. 100 – Sukolilo, Surabaya - 60117
Phone/Fax : 031. 5945043 / 5994620 Email: [email protected]
Abstrak
Prediksi keandalan komponen produk rekayasa dan teknologi manufaktur pertama disampaikan Duane (1961) dengan experimentation reliability dan Weibull (1974) dengan predictable reliability. Masalah selanjutnya adalah perlu satu harga desain keandalan sistem dari konfigurasi. Saat ini, desain keandalan ditentukan dua asumsi: fungsi laju kegagalan atau pilihan tipe kegagalan. Penelitian ini menggunakan asumsi ke-1 dengan fungsi laju kegagalan kurva bathtub. Apabila pilihan ke-2 dilakukan, maka belum didukung data akurasi tipe kegagalan. Desain keandalan perlu koreksi saat operasional karena kejadian diluar prediksi misalnya hazard. Reliability Requirement Setting Model (RRS) atau Model Pengaturan Persyaratan Keandalan dan Management Action Selection Method (MAS) atau Metode Pemilihan Tindakan Manajemen, diusulkan sebagai koreksi keandalan tersebut. Sistem Pelumas Tanker Ketaling digunakan sebagai penelitian sampai life time, 36 tahun. Validasi mengikuti Biro Klasifikasi Indonesia (BKI) dengan gagal bila keandalan life time < 0.45 untuk sistem permesinan kapal, dan dari Departemen Perhubungan - JICA (2002) dengan berhasil bila keandalan sistem rata-rata minimum 0.8. Prediksi keandaan sistem basic atau maintenance wajar sistem Tanker Ketaling adalah 0.238537755. Harga ini < 0.45 sehingga tidak memenuhi BKI. Simulasi maintenance yang disarankan adalah: resetting dari overhaul 5 tahun sekali, inovasi setelah 14 tahun untuk setiap 10 tahun, dan 6(enam) komponen diberlakukan revitalisasi akibat kemajuan prosedur perbaikan komponen. Setelah simulasi, keandaan sistem life time 0.700911958 > 0.45, dan keandalan sistem rata-rata life time 0.825486621 > 0.8 sesuai syarat JICA. Kata kunci: keandalan, RRS, MAS, sistem pelumas

STEMAN 2014 ISBN : 978-979-17047-5-5
76
KAJIAN PENGGUNAAN MULTIMETER TERHADAP KOMPETENSI PELAJAR DI JABATAN KEJURUTERAAN
MEKANIKAL, POLITEKNIK MERLIMAU
AINUL AZNIZA1, A.Z, ROSMAWATI2, J, AIZURA, A.B3
Jabatan Kejuruteraan Mekanikal, Politeknik Merlimau, Jalan Jasin,
77300 Merlimau, Melaka Phone/Fax : +606 2636687 / +606 2636678
Email: [email protected], [email protected], [email protected]
Abstrak Abstrak – Kajian ini dilaksanakan adalah bertujuan untuk meninjau tahap penggunaan Multimeter terhadap kompetensi pelajar di Jabatan Kejuruteraan Mekanikal. Politeknik Merlimau Melaka (PMM). Kompetensi pelajar diukur dari aspek keupayaan pengetahuan, kemahiran penggunaan multimeter dan kesediaan perubahan. Kajian ini berbentuk deskriptif dan menggunakan instrumen soal selidik yang melibatkan sampel seramai 200 orang responden. Antara tinjauan tahap penggunaan Multimeter yang dikaji adalah dari segi tahap pengetahuan, tahap kemahiran dan tahap kesediaan perubahan. Set borang soal selidik yang terbahagi kepada empat bahagian digunakan untuk menjalankan kajian ini. Kesemua Data yang diperolehi dilakukan dengan menggunakan satu set soal selidik yang mengandungi 37 item untuk memperolehi data kajian. Data-data yang diperolehi dianalisis secara manual untuk mendapatkan nilai kekerapan dan peratusan bagi setiap maklumbalas responden terhadap item-item yang diberi. Hasil dapatan kajian menunjukkan tahap pengetahuan item yang tertinggi ialah B9 (Asas penggunaan multimeter perlu diterapkan kepada pelajar sem 1) iaitu sebanyak 85%. Manakala dari segi kemahiran penggunaan multimeter ialah sebanyak 72% hanyalah kemahiran asas sahaja. Kesediaan perubahan terhadap inovasi ialah sebanyak 85%. Kajian ini diharapkan dapat memberi maanfaat kepada pensyarah menggunakan kaedah pengajaran yang efektif, dan mudah difahami oleh pelajar dalam pengajaran penggunaan multimeter. Selain daripada itu menarik minat pelajar untuk mempelajari multimeter dengan lebih terperinci. Namun begitu, beberapa cadangan berguna juga telah dikemukakan untuk pihak politeknik dan juga penyelidikan di masa yang akan datang. Katakunci: kompetensi, multimeter, pelajar.

STEMAN 2014 ISBN : 978-979-17047-5-5
77
RANCANG BANGUN SISTEM INFORMASI BERBASIS
PENDETEKSIAN WAJAH UNTUK ABSENSI MAHASISWA TEKNIK OTOMASI MANUFAKTUR DAN MEKATRONIKA
POLMAN BANDUNG
Aris Budiyarto 1, Siti Aminah2, Widi Akhmad Sayuti 3 Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email: [email protected] , [email protected],[email protected]
Abstrak Proses pengenalan wajah sebagai bagian dari sistem persepsi manusia sudah lama menjadi topik yang terus menerus diteliti oleh para ahli di berbagai bidang antara lain ilmu psikologi, teknik dan neuroscience. Saat ini, seiring dengan perkembangan ilmu dan teknologi lainnya seperti intelegensi buatan, mesin pembelajaran dan jaringan syaraf tiruan serta perkembangan yang sangat cepat di bidang perangkat keras dan perangkat lunak, maka pengenalan wajah secara otomatis dengan bantuan komputer telah menjadi bahan penelitian yang menarik. Absensi mahasiswa di Jurusan Otomasi Manufaktur dan Mekatronika masih dilakukan secara manual, masalah yang sering terjadi adalah absensi terkadang tidak diisi oleh mahasiswa, tujuan dari penelitian ini adalah menerapkan metode pendeteksian wajah (face detection) untuk membangun sistem informasi absensi mahasiswa. Metode perancangan sistem informasi menggunakan siklus hidup perangkat lunak (Life Cycle Model), yaitu suatu metode dengan pendekatan yang sistematis dan sekuensial dalam pengembangan perangkat lunak yang dimulai pada level sistem dan bergerak maju mulai tahap analisis, desain, coding, testing, dan support. Metoda yang digunakan untuk pendeteksian wajah menggunakan algoritma eigenface, teknik ini telah digunakan pada pengenalan tulisan tangan, pembacaan bibir, pengenalan suara dan pencitraan medis. Eigenface adalah kumpulan dari eigenvector yang digunakan untuk masalah computer vision pada pengenalan wajah manusia. Hasil dari penelitian ini adalah adanya Sistem Informasi yang dapat mengenali wajah (face recognition) untuk absensi mahasiswa dan dapat mengelola data mahasiswa lainnya seperti keterlambatan dan ketidakhadiran dalam perkuliahan. Kata kunci: sistem informasi absensi dengan pendeteksi wajah, algoritma eigenface, life cycle model

STEMAN 2014 ISBN : 978-979-17047-5-5
78
RANCANG BANGUN MODEL CUP COUNTER ANEMOMETER
SKALA LABRATORIUM SEBAGAI SALAH SATU SARANA PENDUKUNG PERINGATAN DINI BENCANA TANAH
LONGSOR DI INDONESIA
Nuryanti1, Yuliadi Erdani2, Andi Lesmana3
Teknik Otomasi Manufaktur dan Mekatronika Politeknik Manufaktur Negeri Bandung
Jl Kanayakan No. 21 – Dago, Bandung - 40135 Phone/Fax : 022. 250 0241 / 250 2649
Email: [email protected]
Abstrak
Bencana tanah longsor yang banyak terjadi di tanah air memerlukan suatu system peringatan dini yang mencegah timbulnya banyak korban. Peringatan dini bencana (Early Warning System) membutuhkan sarana Stasiun Cuaca dan system pengiriman data parameter kondisi tanah sehingga dapat disimpulkan kondisi darurat bencananya. Angin merupakan salah satu parameter cuaca yang cukup signifikan dalam mempengaruhi kondisi cuaca seperti hujan. Sehingga peranan angin terhadap tanah longsor memiliki kontribusi yang jelas. Mengingat bahwa peralatan pengukur angin dan kecepatan angin masih banyak diimpor, maka diperlukan pengembangan peralatan tesebut dengan tujuan untuk penguasaan teknologi dan mengurangi ketergantungan impor. Makalah ini membahas tentang pengembangan pelaralatan pengukur kecepatan angin (anemometer) tipe cup atau mangkuk. Pembuatan anemometer mangkuk ini masih sebatas prototipe atau berskala laboratorium. Mangkuk yang digunakan berbentuk setengah lingkaran (hemisphere) dengan pemasangan sensor untuk penentu kecepatan dan arah angin berupa rotary encoder tipe E30S4-100-3-T-24 dengan microkontroller ATmega16A sebagai pusat pengolahan data yang hasilnya akan di tampilkan pada LCD 6x12. Hasil pengukuran dengan membandingkan instrumen anemometer tipe Lutron LM-81AM maka diperoleh rata-rata eror sebesar 0.048%. Kata kunci : cup anemometer, pengukur angin

STEMAN 2014 ISBN : 978-979-17047-5-5
79
PENYUSUNAN ARSITEKTUR TEKNOLOGI INFORMASI BERBASIS SISTEM TERINTEGRASI
MENGGUNAKAN FRAMEWORK TOGAF SEBAGAI LANDASAN PENYUSUNAN CETAK BIRU
TEKNOLOGI DAN KEAMANAN INFORMASI (Studi kasus di POLMAN Bandung)
Yoyok Setiyo Pamuji
Politeknik Manufaktur Negeri Bandung Jl Kanayakan No. 21 – Dago, Bandung - 40135
Phone/Fax : 022 - 250 0241 / 250 2649 Email: [email protected]
Abstrak Dukungan Teknologi Informasi (TI) pada sebuah institusi pendidikan yang tepat seharusnya dimulai dari proses pemilihan dan pengelolaan infrastruktur teknologi informasi, pengimplementasian solusi aplikasi serta pengolahan data terintegrasi agar menjadi informasi yang dapat membantu menentukan arah pengembangan sistem pendidikan yang efektif dan efisien. Institusi pendidikan yang terlambat mengikuti perkembangan tersebut akan menjadi jauh ketinggalan. Dalam kerangka kerja tata kelola Teknologi Informasi (TI) disebutkan pentingnya rencana teknologi informasi yang bersifat strategis, bahkan hal ini menjadi proses TI yang pertama kali harus dilakukan oleh sebuah organisasi. Sebuah rencana strategis TI atau sering juga disebut dengan IT blueprint, merupakan hal yang harus ada sebagai panduan utama atau referensi inisiatif TI bagi organisasi yang ingin mendapatkan nilai (value) yang nyata dari investasi TI yang telah dilakukannya dalam jangka waktu beberapa tahun ke depan. Penggunaan teknologi informasi di POLMAN Bandung untuk saat ini sebetulnya belum sepenuhnya mengikuti perkembangan teknologi informasi yang dalam penerapan arsitekturnya belum mempunyai kerangka dasar atau acuan yang dapat digunakan untuk melakukan pengembangan arsitektur teknologi informasi dalam jangka panjang yang tepat dengan mempertimbangkan kepentingan organisasi untuk mencapai tujuan strategisnya. Penerapan sistem informasi teknologinya yang dibangun masih hanya sebatas memperhatikan kepentingan terbatas yang disesuaikan dengan anggaran. Situasi inilah yang menyebabkan sistem informasi di Politeknik Manufaktur Negeri Bandung belum saling keterkaitan dan tumpang tindih seperti membentuk pulau-pulau sistem yang berbeda antara jurusan dan unit kerja yang satu dengan jurusan dan unit kerja yang lainnya. Tujuan dari penelitian ini dilakukan untuk mendapatkan model rancangan pengembangan infrastruktur dan membangun model arsitektur teknologi informasi yang terintegrasi secara menyeluruh yang cocok dan memungkinkan dapat diimplementasikan di lingkungan Politeknik Manufaktur Negeri Bandung. Untuk melakukan hal tersebut diperlukan suatu metodologi yang lengkap serta mudah digunakan. Framework TOGAF merupakan metodologi yang lengkap dan secara jelas bagaimana tahapan-tahapan dari metodologi tersebut seperti tahap arsitektur visi, arsitektur bisnis, arsitektur sistem teknologi informasi (data & aplikasi) dan arsitektur teknologi informasi, diterjemahkan ke dalam aktivitas penyusunan arsitektur teknologi informasi yang berlanjut sampai pada tahap rencana implementasi. Hasil yang diperoleh dari penelitian ini adalah menghasilkan solusi terbaik yang harus diterapkan dalam pembuatan cetak biru (blueprint) teknologi dan keamanan informasi yang dapat digunakan untuk mempermudah pengelolaan dan pengembangan arsitektur teknologi informasi di lingkungan Politeknik Manufaktur Negeri Bandung. Kata kunci : Blueprint, Framework TOGAF, Arsitektur TI, Terintegrasi

STEMAN 2014 ISBN : 978-979-17047-5-5
80