laporan akhir praktikum metrolologi industri
DESCRIPTION
Laporan Akhir Praktikum Metrologi IndustriTRANSCRIPT
PRAKTIKUM METROLOGI INDUSTRI
1.
2.
3.
4.
5.
LABORATORIUM METROLOGI INDUSTRI
FAKULTAS TEKNIK UNIVERSITAS ANDALAS
LAPORAN AKHIR
PRAKTIKUM METROLOGI INDUSTRI
Disusun Oleh :
KELOMPOK 11 (SEBELAS)
Anggota :
AHNAF FAISAL (1010912008)
2. ARISMON SAPUTRA (1010913040)
EDISMAN (1010912037)
IKHWANUL AKBAR (1010912029)
RIO HADIONI (1010912018)
Asisten :
AULIA RAHMAN
LABORATORIUM METROLOGI INDUSTRI
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS ANDALAS
PADANG, 2013


ABSTRAK
Metrologi merupakan suatu ilmu yang mempelajari tentang cara-cara
pengukuran besaran teknik, sedangkan metrologi industri adalah ilmu yang
mempelajari pengukuran karateristik geometri suatu produk, hasil proses
produksi dengan menggunakan alat ukur dan cara pengukuran tertentu untuk
mendapatkan hasil pengukuran yang mendekati nilai sebenarnya, dengan cara
yang telah ditentukan.
Pada dunia industri manufaktur, ilmu pengukuran sangat diperlukan
dalam menentukan geometri suatu produk yang akan diproses, sehingga produk
yang dihasilkan nantinya memiliki kualitas yang tinggi dan baik.
Sebagai mahasiswa teknik mesin, kita perlu memahami tentang cara-cara
pengukuran, mengetahui berbagai macam jenis dari alat ukur, serta karakteristik
pengukuran dan sebagainya, untuk lebih memahami tentang teori pengukuran (
metrologi industri ) maka dilakukan praktikum untuk menunjang pemahaman
yang lebih pada teori yang telah ada.
Dan pada praktikum metrologi industri ini akan dilakukan beberapa
macam pengukuran yang pada umumnya telah banyak dilakukan dalam dunia
industri saat ini. Adapun pengukuran-pengukuran tersebut berupa : pengukuran
linier, pengukuran lubang dengan alat ukur lubang, kalibrasi alat ukur,
pengukuran kebulatan, pengukuran kekasaran permukaan, pengukuran kedataran
dan kalibrasi, pengukuran kelurusan, dan pengukuran kerataan bidang.
Dengan dilakukannya praktikum ini maka akan diharapkan pada
mahasiswa lebih memahami tentang ruang lingkup pengukuran sehingga dapat
diterapkan pada dunia kerja nantinya.

i
KATA PENGANTAR
Puji dan syukur kami ucapkan kehadirat Allah SWT yang telah memberikan
Rahmat serta Karunia-Nya, sehingga kami dapat menyelesaikan Laporan Akhir
Praktikum Metrologi Industri di Laboratorium Metrologi Jurusan Teknik Mesin
FT-UNAND.
Pelaksanaan dan penyusunan laporan ini tidak mungkin terlaksana tanpa
adanya bantuan dan dukungan dari berbagai pihak. Oleh karena itu, penulis ingin
menyampaikan terima kasih kepada :
1. Bapak Dr. Is Prima Nanda sebagai Ketua Jurusan Teknik Mesin FT-UNAND.
2. Bapak Dr.-Ing. Agus Sutanto sebagai Kepala Laboratorium Metrologi Industri.
3. Bapak Ir. Adam Malik, M.Eng, Bapak Dr. -Ing. Agus Sutanto, dan Bapak
Hendri Yanda, Ph.D yang telah memberikan pengetahuan dasar mengenai
Metrologi Industri.
4. Aulia Rahman selaku pembimbing dalam penyelesaian laporan akhir kelompok
11 (Sebelas).
5. Seluruh asisten Laboratorium Metrologi Industri Teknik Mesin FT-UNAND.
6. Rekan-rekan kelompok 11 Jurusan Teknik Mesin yang telah membantu
praktikum Metrologi Industri, serta semua pihak yang membantu kami baik
secara langsung maupun tidak langsung.
Semoga laporan akhir ini dapat bermanfaat bagi yang membacanya, kami
mengharapkan kritik dan saran untuk kesempurnaan laporan akhir ini.
Padang, Maret 2013
Penulis
ii
DAFTAR ISI
COVER .........................................................................................................
LEMBAR PENGESAHAN...........................................................................
DAFTAR HADIR ASISTENSI ....................................................................
ABSTRAK.....................................................................................................
KATA PENGANTAR...................................................................................
DAFTAR ISI ................................................................................................. ii
DAFTAR GAMBAR..................................................................................... vii
DAFTAR TABEL ......................................................................................... xii
A. TEORI DASAR (M 0)
1. Pengertian Pengukuran ...................................................................... 1
2. Pengertian Metrologi dan Metrologi Industri...................................... 1
3. Pengertian Besaran ............................................................................ 1
4. Syarat – Syarat Besaran ..................................................................... 1
5. Jenis – Jenis Besaran.......................................................................... 1
6. Aspek – Aspek Pengukuran ............................................................... 3
7. Jenis – Jenis Pengukuran dalam Metrologi ......................................... 4
8. Cara – Cara Pengukuran dalam Metrologi.......................................... 9
9. Jenis – Jenis Alat Ukur....................................................................... 13
10. Sifat Alat Ukur................................................................................. 20
11. Konstruksi Alat ukur........................................................................ 22
12. Karakteristik Alat Ukur.................................................................... 31
13. Penyimpangan dalam Proses Pengukuran......................................... 32
B. PENGENALAN BEBERAPA ALAT UKUR LINIER(M I)
BAB I PENDAHULUAN
1.1. Latar Belakang................................................................................ 34
1.2. Tujuan ............................................................................................ 34
1.3. Manfaat .......................................................................................... 34
BAB II TINJAUAN PUSTAKA
2.1. Teori Objek .................................................................................. 35

iii
2.2. Teori Alat Ukur ............................................................................ 42
BAB III METODOLOGI
3.1. Alat dan Bahan ............................................................................. 50
3.2. Skema Alat ................................................................................... 50
3.3. Prosedur Percobaan ...................................................................... 50
BAB IV DATA DAN PEMBAHASAN
4.1 Tabel Data Percobaan ................................................................... 52
4.2 Perhitungan Data .......................................................................... 54
4.3 Grafik ........................................................................................... 58
4.4 Analisa dan Pembahasan............................................................... 60
BAB V PENUTUP
5.1. Kesimpulan .................................................................................. 63
5.2. Saran ............................................................................................ 63
C. PENGUKURAN LUBANG DENGAN ALAT UKUR LUBANG (M II)
BAB I PENDAHULUAN
1.1. LatarBelakang .............................................................................. 64
1.2. Tujuan .......................................................................................... 64
1.3. Manfaat ........................................................................................ 64
BAB II TINJAUAN PUSTAKA
2.1. Teori Objek .................................................................................. 65
2.2. Teori Alat Ukur ............................................................................ 76
BAB III METODOLOGI PERCOBAAN
3.1. Alat dan Bahan ............................................................................. 80
3.2. Skema Alat ................................................................................... 80
3.3. Prosedur Percobaan ...................................................................... 82
D. KALIBRASI ALAT UKUR (M III)
BAB I PENDAHULUAN
1.1. LatarBelakang .............................................................................. 84
1.2. Tujuan .......................................................................................... 84
1.3. Manfaat ........................................................................................ 84
iv
BAB II TINJAUAN PUSTAKA
2.1. Teori Objek .................................................................................. 85
2.2. Teori Alat Ukur ............................................................................ 91
BAB III METODOLOGI PERCOBAAN
3.1. Alat dan Bahan ............................................................................. 94
3.2. SkemaAlat .................................................................................... 94
3.3. Prosedur Percobaan ......................................................................
BAB IV DATA DAN PEMBAHASAN
4.1. Tabel Data Percobaan ................................................................... 97
4.2. Perhitungan Data .......................................................................... 100
4.3. Grafik ........................................................................................... 103
4.4. Analisa dan Pembahasan............................................................... 104
BAB V PENUTUP
5.1. Kesimpulan .................................................................................. 106
5.2. Saran ............................................................................................ 106
E. PENGUKURAN KEBULATAN(M IV)
BAB I PENDAHULUAN
1.1. LatarBelakang .............................................................................. 107
1.2. Tujuan .......................................................................................... 107
1.3. Manfaat ........................................................................................ 107
BAB II TINJAUAN PUSTAKA
2.1. Teori Objek .................................................................................. 108
2.2. Teori Alat Ukur ............................................................................ 111
BAB III METODOLOGI PERCOBAAN
3.1. Alat dan Bahan ............................................................................. 113
3.2. SkemaAlat .................................................................................... 114
3.3. Prosedur Percobaan ...................................................................... 114
BAB IV DATA DAN PEMBAHASAN
4.1. Tabel Data Percobaan ................................................................... 116
4.2. Perhitungan Data .......................................................................... 116
4.3. Grafik ........................................................................................... 119
4.4. Analisa dan Pembahasan............................................................... 125
v
BAB V PENUTUP
5.1. Kesimpulan................................................................................... 127
5.2. Saran ............................................................................................ 127
F. PENGUKURAN KEKASARAN PERMUKAAN (M V)
BAB I PENDAHULUAN
1.1. Latar Belakang ............................................................................. 128
1.2. Tujuan .......................................................................................... 128
1.3. Manfaat ........................................................................................ 128
BAB II TINJAUAN PUSTAKA
2.1. Teori Objek .................................................................................. 129
2.2. Teori Alat Ukur ............................................................................ 134
BAB III METODOLOGI
3.1. Alat dan Bahan ............................................................................. 135
3.2. Skema alat ................................................................................... 135
3.3. Prosedur Percobaan ...................................................................... 136
BAB IV DATA DAN PEMBAHASAN
4.1 Tabel Data Percobaan ................................................................... 138
4.2 Perhitungan Data .......................................................................... 139
4.3 Grafik ........................................................................................... 141
4.4 Analisa dan Pembahasan............................................................... 142
BAB V PENUTUP
5.1. Kesimpulan .................................................................................. 144
5.2. Saran ............................................................................................ 144
G. KALIBRASI PENDATAR DAN PENGUKURAN KEDATARAN (M VI)
BAB I PENDAHULUAN
1.1. Latar Belakang ............................................................................. 145
1.2. Tujuan .......................................................................................... 145
1.3. Manfaat ........................................................................................ 145
BAB II TINJAUAN PUSTAKA
2.1.Teori Objek ................................................................................... 146
2.2. Teori Alat Ukur ............................................................................ 148

vi
BAB III METODOLOGI
3.1. Alat dan Bahan ............................................................................ 149
3.2. Skema Alat ................................................................................... 149
3.3. Prosedur Percobaan ...................................................................... 149
H. PENGUKURAN KELURUSAN DAN KERATAAN BIDANG (M VII)
BAB I PENDAHULUAN
1.1. Latar Belakang ............................................................................. 151
1.2. Tujuan .......................................................................................... 152
1.3. Manfaat ........................................................................................ 152
BAB II TINJAUAN PUSTAKA
2.1.Teori Objek ................................................................................... 153
2.2. Teori Alat Ukur ............................................................................ 159
BAB III METODOLOGI
3.1. Alat dan Bahan ............................................................................. 161
3.2. Skema Alat ................................................................................... 161
3.3. Prosedur Percobaan ...................................................................... 162
BAB IV DATA DAN PEMBAHASAN
4.1 Tabel Data Percobaan ................................................................... 164
4.2 Perhitungan Data .......................................................................... 165
4.3 Grafik ........................................................................................... 167
4.4 Analisa dan Pembahasan............................................................... 168
BAB V PENUTUP
5.1. Kesimpulan .................................................................................. 170
5.2. Saran ............................................................................................ 170
DAFTAR PUSTAKA
LAMPIRAN A
LAMPIRAN B
LAMPIRAN C
LAMPIRAN D
LAMPIRAN E

vii
DAFTAR GAMBAR
A. TEORI DASAR (M 0)
Gambar A.1 Jangka Sorong .......................................................................... 5
Gambar A.2 Blok Sudut ............................................................................... 5
Gambar A.3 Profil Proyektor......................................................................... 6
Gambar A.4 Mikrometer Ulir ....................................................................... 6
Gambar A.5 Mikrometer roda gigi................................................................ 7
Gambar A.6 (CMM) .................................................................................... 7
Gambar A.7 Spirit Level................................................................................ 8
Gambar A.8 Square Level.............................................................................. 8
Gambar A.9 Surface Roughness Tester.......................................................... 9
Gambar A.10 Mikrometer ............................................................................. 10
Gambar A.11 Alat Ukur Bantu ...................................................................... 11
Gambar A12 Alat ukur Standar .................................................................... 11
Gambar A.13 Alat ukur Pembanding............................................................. 11
Gambar A.14 Kaliber lubang........................................................................ 12
Gambar A.15 Kaliber poros.......................................................................... 12
Gambar A.16 Profil Proyektor ...................................................................... 13
Gambar A.17 (CMM) .................................................................................. 13
Gambar A.18 Jangka sorong......................................................................... 14
Gambar A.19 Telescope Gauge .................................................................... 14
Gambar A.20 Blok ukur ............................................................................... 15
Gambar A.21 Alat ukur kaliber batas............................................................ 16
Gambar A.22 Alat ukur bantu (a) stand magnetic (b) blok v.......................... 16
Gambar A.23 Surface Roughness Tester........................................................ 17
Gambar A.24 (CMM) .................................................................................. 18
Gambar A.25 Neraca ohauss......................................................................... 18
Gambar A.26 Multi tester ............................................................................. 19
Gambar A.27 Spektrometer digital ............................................................... 19
Gambar A.28 Spirometer.............................................................................. 20
Gambar A.29 Barometer merkuri ................................................................. 20
Gambar A.30 Grafik kepekaan ...................................................................... 21

viii
Gambar A.31 Grafik histerisis ....................................................................... 21
Gambar A.32 Sensor jangka sorong............................................................... 22
Gambar A.33 Lensa optik.............................................................................. 23
Gambar A.34 Alat ukur tekanan mobil .......................................................... 23
Gambar A.35 Prinsip kerja pengubah mekanik ............................................. 24
Gambar A.36 Prinsip kerja pengubah opto mekanik ..................................... 25
Gambar A.37 Prinsip kerja pengubah elektrik................................................ 26
Gambar A.38 Prinsip kerja pengubah elektrik............................................... 27
Gambar A.39 Prinsip kerja pengubah pneumatik .......................................... 28
Gambar A.40 Prinsip kerja pengubah optik .................................................. 29
Gambar A.41 Jangka sorong......................................................................... 30
Gambar A.42 Dial indicator ......................................................................... 30
Gambar A.43 Penunjuk digital mekanik ....................................................... 30
Gambar A.44 Penunjuk digital elektrik (LED) ............................................. 31
Gambar A.45 Ketelitian................................................................................ 31
Gambar A.46 Ketepatan ............................................................................... 31
Gambar A.47 Penyimpangan Posisi.............................................................. 32
B. PENGENALAN BEBERAPA ALAT UKUR (M I)
Gambar B.2.1 Jangka sorong ......................................................................... 35
Gambar B.2.2 Mikrometer............................................................................. 36
Gambar B.2.3 Blok Ukur............................................................................... 38
Gambar B. 2.4 Heigth master ........................................................................ 39
Gambar B.2.5 Dial indicator ......................................................................... 41
Gambar B.2.6 Dial test indicator ................................................................... 42
Gambar B.2.7 Jangka Sorong ........................................................................ 42
Gambar B.2.8 Jangka Sorong Standar............................................................ 43
Gambar B.2.9 jangka sorong jam (Dial Capiler) ........................................... 44
Gambar B.2.10 Jangka Sorong Pipa............................................................... 45
Gambar B.2.11 Mikrometer........................................................................... 45
Gambar B.2.12 Mikrometer indicator............................................................ 46
Gambar B.2.13 Mikrometer luar.................................................................... 46
Gambar B.2.14 Mikrometer batas.................................................................. 47
ix
Gambar B.2.15 Mikrometer landasan V......................................................... 47
Gambar B.2.16 Mikrometer kedalaman ......................................................... 48
Gambar B.3.1 Poros bertingkat...................................................................... 49
Gambar B.3.2 Lubang Bertingkat .................................................................. 49
Gambar B.3.3 Jangka sorong ......................................................................... 50
Gambar B.3.4 Mikrometer............................................................................. 50
Gambar B.4.1 Grafik SD MI 0,05 vs MI 0,02 ................................................ 58
Gambar B.4.2 Grafik SD MI 0,02 vs Mikrometer 0,01 pada posisi 1 ............. 58
Gambar B.4.3 Grafik SD MI 0,02 vs Mikrometer 0,01 pada posisi 2 ............. 59
Gambar B.4.4 Kurva histeris....................................................................................59
C. PENGUKURAN LUBANG DENGAN ALAT UKUR LUBANG (M II)
Gambar C.2.1 Sistem IT............................................................................... 65
Gambar C.2.2 Suaian longgar....................................................................... 67
Gambar C.2.3 Suaian paksa.......................................................................... 67
Gambar C.2.4 Suaian pas ............................................................................. 68
Gambar C.2.5 Sistem suaian poros dan lubang ............................................. 68
Gambar C.2.6 Tiga jenis Suaian ................................................................... 69
Gambar C.2.7 Threebore.............................................................................. 77
Gambar C.2.8 Telescope Gauge ................................................................... 78
Gambar C.2.9 Dial bore Gauge.................................................................... 79
Gambar C.3.1 Objek ukur berupa lubang ...................................................... 80
Gambar C.3.2 Threebore.............................................................................. 81
Gambar C.3.3 Dial bore Gauge.................................................................... 81
Gambar C.3.4 Telescope Gauge ................................................................... 82
D. KALIBRASI ALAT UKUR (M III)
Gambar D.2.1 Cara pembacaan skala jangka sorong...................................... 85
Gambar D.2.2 Cara pembacaan skala mikrometer.......................................... 86
Gambar D.2.3 Set blok ukur 112 buah dengan tebal dasar 1 mm ................... 88
Gambar D.2.4 Set blok ukur karbida yang terdiri dari 88 buah....................... 89
Gambar D.2.5 Jangka Sorong ........................................................................ 91
Gambar D.2.6 Mikrometer ............................................................................ 92
x
Gambar D.2.7 Blok Ukur .............................................................................. 93
Gambar D.3.1 Blok Ukur .............................................................................. 94
Gambar D.4.1 Grafik histerisis pada mikrometer .......................................... 103
E. PENGUKURAN KEBULATAN(M IV)
Gambar E.2.1 Kemungkinan Hasil Pengukuran............................................ 108
Gambar E.2.2 Lingkaran luar minimum ........................................................ 109
Gambar E.2.3Lingkaran dalam maksimum.................................................... 110
Gambar E.2.4 Lingkaran daerah minimum .................................................... 110
Gambar E.2.5 Dial indicator ......................................................................... 111
Gambar E.2.6 Stand magnetic ...................................................................... 112
Gambar E.2.7 Blok V.................................................................................... 112
Gambar E.3.1 Dial indikator.......................................................................... 113
Gambar E.3.2 Blok V.................................................................................... 113
Gambar E.3.3 Dudukan magnet..................................................................... 114
Gambar E.3.4 Skema Alat ............................................................................. 114
Gambar E.4.1 Lingkaran dalam maksimum pengukuran 1............................. 119
Gambar E.4.2 Lingkaran luar minimun pengukuran 1 ................................... 120
Gambar E.4.3 Lingkaran dalam maksimum pengukuran 2............................. 121
Gambar E.4.4 Lingkaran luar minimum pengukuran 2 .................................. 122
Gambar E.4.5 Grafik hasil pengukuran 1....................................................... 123
Gambar E.4.6 Grafik hasil pengukuran 2....................................................... 124
F. PENGUKURAN KEKASARAN PERMUKAAN (M V)
Gambar F.2.1 Kekasaran Bentuk................................................................... 130
Gambar F.2.2 Kekasaran alur ........................................................................ 130
Gambar F.2.3 Kekasaraan serpihaan.............................................................. 130
Gambar F.2.4 Gabungan antara kekasaran bentuk
dengan kekasaran serpihaan .................................................... 130
Gambar F.2.5 Profil Geometri ....................................................................... 131
Gambar F.2.6 Surftest SJ-301........................................................................ 134
Gambar F.3.1 Surface Roughness Tester SJ-301............................................ 135
Gambar F.4.1 Grafik Perbandingan Ra vs Vf............................................... 141
xi
Gambar F.4.2 Grafik Haraga kekasaran rata-rata ........................................... 141
G. KALIBRASI PENDATAR DAN PENGUKURAN KEDATARAN (M VI)
Gambar G.2.1 Prinsip Kerja Pendatar............................................................ 147
Gambar G.2.2 Waterpas................................................................................ 148
Gambar G.2.3 Squre Level ............................................................................ 148
Gambar G.2.4 Spirit Level............................................................................. 148
Gambar G.3.1 (a) Square Level, (b) Meja rata, (c) Batang Lurus ................... 149
H. PENGUKURAN KELURUSAN DAN KERATAAN BIDANG (M VII &
MVIII)
Gambar H.2.1 Pendatar ................................................................................. 153
Gambar H.2.2 Autokolimator ........................................................................ 154
Gambar H.2.3. Metoda Straight Edge............................................................ 155
Gambar H.2.4 Sketsa metode kisi- Kisi ......................................................... 156
Gambar H.2.5 Sketsa metode union jack ....................................................... 157
Gambar H.2.6 Square level ........................................................................... 159
Gambar H.2.7 Dial indicator......................................................................... 160
Gambar H.3.1 Square level ........................................................................... 161
Gambar H.3.2 Meja Rata............................................................................... 161
Gambar H.3.3 Dial indicator......................................................................... 162
Gambar H.3.4 Meja Rata............................................................................... 162
Gambar H.4.1 Grafik Percobaan.................................................................... 167
x
DAFTAR TABEL
1. TEORI DASAR
Tabel 1.1 Besaran Pokok................................................................................ 2
Tabel 1.2 Besaran Turunan............................................................................. 2
2. PENGUKURAN LINIER DAN KALIBRASI ALAT UKUR (M1)
Tabel B.2.1 Nilai blok ukur ............................................................................ 38
Tabel B.4.1 Hasil Pengukuran Diameter dalam dan kedalaman lubang.......... 52
Tabel B.4.2 Hasil pengukuran diameter luar .................................................. 53
3. PENGUKURAN LUBANG DENGAN MENGGUNAKAN ALAT UKUR
LUBANG (M II)
Tabel C.2.1 Harga Toleransi Standar Untuk Kualitas 01 Sampai 4 ................ 66
Tabel C.2.2 Harga Toleransi Standar Untuk kualitas 5 sampai 16.................. 66
Tabel C.2.3 Tabel Kelurusan.......................................................................... 69
Tabel C.2.4 Tabel Kerataan............................................................................ 69
Tabel C.2.5 Tabel Kebulatan.......................................................................... 70
Tabel C.2.6 Tabel Kesilindrisan ..................................................................... 70
Tabel C.2.7 Tabel Ketelitian bentuk garis....................................................... 70
Tabel C.2.8 Tabel Ketelitian bentuk bidang.................................................... 71
Tabel C.2.9 Tabel Kesejajaran ....................................................................... 71
Tabel C.2.10 Tabel Ketidaklurusan ................................................................ 72
Tabel C.2.11 Tabel Kemiringan ..................................................................... 73
Tabel C.2.12 Tabel posisi............................................................................... 74
Tabel C.2.13 Tabel Kesamaan sumbu ............................................................ 74

xi
Tabel C.2.14 Tabel Kesimetrisan ................................................................... 75
Tabel C.2.15 Tabel putar tunggal ................................................................... 75
Tabel C.2.16 Tabel putar penuh ..................................................................... 76
Tabel C.2.17 Toleransi Geometri ................................................................... 76
4. KALIBRASI ALAT UKUR (M III)
Tabel D.2.1 Set blok ukur 112 buah dengan tebal dasar 1 mm........................ 87
Tabel D.2.2 Set blok ukur 112 buah dengan tebal dasar 2 mm ....................... 89
Tabel D.2.3 Set blok ukur karbida yang terdiri dari 88 buah ........................... 89
Tabel D.2.4 Set blok ukur 112 buah dengan tebal dasar 1 mm........................ 92
Tabel D.3.1 Harga kesalahan kumulatif maksimum yang diizinkan ............... 96
Tabel D.4.1 Hasil kalibrasi jangka sorong 1 ................................................... 97
Tabel D.4.2 Hasil kalibrasi jangka sorong II................................................... 98
Tabel D.4.3 Hasil kalibrasi mikrometer .......................................................... 99
5. PENGUKURAN KEBULATAN (M IV)
Tabel E.4.1 Data Pengukuran ...................................................................................116
6. PENGUKURAN KEKASARAN PERMUKAAN (M V)
Tabel F.2.1 Simbol Arah Bekas Pengerjaan................................................... 133
Tabel F.4.1 Harga Kekasaran Permukaan....................................................... 137
7. KALIBRASI PENDATAR DAN PENGUKURAN KEDATARAN (M VI)
8. PENGUKURAN KELURUSAN DAN KERATAAN BIDANG (M VII)
Tabel H.4.1 Data Kelurusan Bidang ............................................................... 165
Tabel H.4.2 Perhitungan Data Kelurusan Bidang ........................................... 166
TEORI DASAR PENGUKURAN
(M 0)
ASISTEN :
AULIA RAHMAN

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 1
A. TEORI DASAR PENGUKURAN
1. Pengertian Pengukuran
Pengukuran adalah membandingkan suatu besaran yang belum diketahui
dengan besaran acuan atau besaran standar baik lokal, standar nasional maupun
standar internasional.
2. Pengertian Metrologi dan Metrologi Industri
Metrologi merupakan disiplin ilmu yang mempelajari tentang cara-cara
pengukuran besaran teknik, sedangkan metrologi industri adalah ilmu &
teknologi yang mempelajari pengukuran karakteristik geometrik suatu produk
dengan menggunakan alat ukur tertentu, untuk mendapatkan hasil pengukuran
yang mendekati harga sebenarnya.
3. Pengertian besaran
Besaran adalah sesuatu yang dapat diukur dan memiliki nilai dan satuan.
Satuan adalah sesuatu yang digunakan untuk menyatakan nilai besaran.
4. Syarat-syarat besaran
Dapat didefinisikan secara fisik
Dengan kata lain besaran itu memiliki sesuatu untuk menentukan
pengukurannya.
Jelas dan tidak berubah terhadap waktu
Besaran itu bisa digunakan kapan saja dan tidak terbatas oleh waktu.
Dapat digunakan dimana saja
Besaran itu bisa digunakan dimana saja walaupun berbeda tempat orang melakukan
pengukuran, besaran yang digunakan tetap sama.
5. Jenis-jenis besaran
Besaran terdiri dari dua jenis, yaitu :
A. Besaran Pokok, merupakan besaran yang sesuai dengan standar internasional,
berdiri sendiri, dan dapat dijadikan acuan. Contoh besaran pokok bisa dilihat
di tabel A.1 besaran pokok.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 2
Tabel A.1 besaran pokok
Besaran Pokok Nama Satuan Dasar Simbol Dimensi
Panjang Meter M[L]
Massa Kilogram Kg[M]
Waktu Sekon s[T]
Kuat Arus Ampere A[I]
Temperatur Kelvin K[θ]
Jumlah Zat Mole N[N]
Intensitas Cahaya Candela Cd[J]
B. Besaran Turunan, merupakan besaran yang diperoleh dari beberapa variable
dalam bentuk persamaan. Contoh besaran turunan bisa dilihat di tabel A.2
besaran turunan.
Tabel A.2 besaran turunan
Besaran Nama Satuan Dasar Simbol
Luas meterpersegim²
Volume meterkubikm³
Percepatan meterperdetikm/s
Gaya NewtonN,kg m/s²
Tekanan PascalPa,N/m²,kg/(m s)²
Energi JouleJ,kg m²/s²
Daya WattW,kg m²/s³

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 3
6. Aspek-aspek pengukuran
Pengukuran dapat ditinjau dari 3 aspek yaitu:
A. Aspek Fisik
Merupakan sifat yang telah ada pada objek ukur, dapat dilihat secara langsung
ataupun dengan alat ukur
Contoh :
- Berat
Yaitu besarnya gaya yang dialami benda akibat gaya tarik bumi pada
benda tersebut
- Massa
Massa sebuah benda merupakan banyaknya zat yang terkandung di
dalam sebuah benda tersebut
- Temperatur
besaran yang menyatakan derajat panas dingin suatu benda
- Gaya
Yaitu suatu kekuatan yang mengakibatkan benda yang dikenainya
dapat mengalami perubahan kedudukan atau perubahan bentuk
- Tekanan
Yaitu perbandingan antara gaya dorong dengan luas penampang
- Densitas
merupakan ukuran kerapatan suatu zat yang dinyatakan banyaknya zat
(massa) per satuan volume
Pengukuran aspek fisik dipelajari dalam pengukuran teknik (engineering
measurement).
B. Aspek Mekanik
Yaitu sifat pada objek ukur yang ada akibat dari pembebanan.
Contoh :
- Kekuatan (strenght)
Yaitu kemampuan material untuk menahan deformasi plastis secara
menyeluruh.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 4
- Keuletan (ductility)
Yaitu Regangan plastis maksimum yang diterima suatu material
hingga material patah.
- Kekerasan (hardness)
Yaitu Kemapuan material untuk menahan deformasi plastis lokal
akibat penetrasi di permukaan.
- Ketangguhan
Yaitu Besarnya energi yang diserap material sampai material tersebut
patah.
Pengukuran aspek mekanik dipelajari dalam material teknik (materials
science and engineering)
C. Aspek Geometrik
Merupakan geometrik dari objek ukur yang terdiri dari :
- Dimensi, yaitu merupakan ukuran dari suatu besaran. contoh :
diameter, panjang, lebar, dll
- Bentuk, yaitu merupakan bentuk dari suatu objek ukur. contoh :
kesejajaran, kelurusan, kedataran, kemiringan/sudut, kebulatan,
ketegaklurusan, dll
- Kekasaran permukaan, merupakan kekasaran dari objek ukur.
- Posisi, merupakan posisi dari objek ukur.
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
7. Jenis-jenis pengukuran dalam metrologi
A. Pengukuran linear
Pengukuran besaran panjang suatu produk dengan alat ukur linear yang
telah terkalibrasi dan hasil pengukurannya dapat dibaca langsung. Contoh
pengukuran linear adalah pengukuran dimensi luar dengan jangka sorong
yang dapat dilihat pada gambar A.1 jangka sorong

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 5
Gambar A.1 Jangka Sorong [2]
B. Pengukuran sudut
Pengukuran sudut dengan alat ukur sudut yang telah terkalibrasi dan hasil
pengukurannya dapat dibaca langsung.Contoh pengukuran sudut adalah
pengukuran dengan menggunakan blok sudut dapat dilihat pada gambar A.2
blok sudut.
Gambar A.2 Blok Sudut [6]
C. Pengukuran profil
Suatu pengukuran yang membandingkan bentuk suatu produk dengan
bentuk acuan (standar) pada layar dari alat ukur proyeksi. Contoh pengukuran
profil adalah pengukuran dengan profil proyektor, yaitu alat ukur yang dipakai
untuk mengukur kesalahan profil suatu produk. Profil proyektor dapat dilihat
pada gambar A.3 profil proyektor.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 6
Gambar A.3 Profil Proyektor [2]
D. Pengukuran ulir
Suatu pengukuran yang mengukur jarak antar ulir pada suatu produk.
Contoh pengukuran ulir adalah pengukuran dengan mikrometer ulir.
Mikrometer ulir digunakan untuk mengukur diameter pits. Diameter pits
adalah diameter dari silinder khayal dengan sumbu yang berimpit dengan
sumbu ulir dan memotong sisi ulir sedemikian rupa sehingga tebal ulir dari
jarak ruang kosong diantara sisi ulir yang berseberangan adalah sama dengan
setengah dari pits. Mikrometer ulir dapat dilihat pada gambar A.4 mikrometer
ulir.
Gambar A.4 Mikrometer Ulir [2]
E. Pengukuran roda gigi
Suatu pengukuran yang mengukur jarak antar pitch pada roda gigi.
Contoh pengukuran roda gigi adalah pengukuran dengan menggunakan

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 7
mikrometer roda gigi. mikrometer roda gigi berfungsi untuk mengukur tebal
dan tusuk roda gigi. Mikrometer roda gigi dapat dilihat pada gambar A.5
mikrometer roda gigi
Gambar A.5 Mikrometer roda gigi [2]
F. Pengukuran posisi
Suatu pengukuran yang menggunakan sensor yang dapat digerakkan
dalam ruang yang digunakan untuk menentukan posisi. Contoh pengukuran
adalah pengukuran dengan menggunakan (CMM). Coordinate Measuring
Machine (mesin pengukur kordinat) adalah sebuah alat pengukur multi fungsi
berkecepatan tinggi yang menghasilkan akurasi dan efisiensi pengukuran yang
tinggi. Pada prinsipnya CMM adalah kebalikan dari CNC. Pada CNC kordinat
yang dimasukkan menghasilkan gerakan pahat pada sumbu X, Y dan Z.
Sedangkan pada CMM kontak antara probe dengan benda kerja menghasilkan
kordinat. CMM dapat dilihat pada gambar A.6 CMM
Gambar A.6 (CMM) [3]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 8
G. Pengukuran kerataan dan kedataran
Suatu pengukuran yang mengukur kerataan dan kedataran permukaan
suatu produk Contoh pengukuran kerataan dan kedatarn adalah pengukuran
dengan menggunakan spirit level dan square level. Pada spirit level dan
square level ini yang diukur adalah kerataan dan kedataran dari suatu objek
ukur. Contoh spirit level dan square level dapat dilihat pada gambar A.7 spirit
level dan A.8 square level
a. Spirit Level
Gambar A.7 Spirit Level [2]
b. Square Level
Gambar A.8 Square Level [2]
H. Pengukuran kekasaran permukaan
Suatu pengukuran yang mengukur kekasaran permukaan suatu produk.
Contoh pengukuran kekasaran permukaan adalah pengukuran dengan
menggunakan surface tester. Pada surface tester ini yang di ukur adalah
kekasaran permukaan dari suatu objek ukur. Surface tester dapat dilihat pada
gambar A.9 surface tester

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 9
Gambar A.9 Surface Roughness Tester [2]
8. Cara-cara pengukuran dalam metrologi
A. Pengukuran langsung
Dilakukan dengan menggunakan alat ukur langsung, dimana hasil pengukuran
dapat langsung diperoleh. Alat ukur langsung umumnya memiliki kecermatan
yang rendah (kecuali laser inferometer yang memiliki kecermatan yang
sangat tinggi) dan pemakaiannya dibatasi oleh :
i. Karena daerah toleransi ≤ kecermatan alat ukur
ii. Karena kondisi fisik objek ukur yang tak memungkinkan
digunakannya alat ukur langsung
iii. Karena tidak cocok dengan imajinasi ragam daerah toleransi (tak
sesuai dengan jenis toleransi yang diberikan pada objek ukur
misalnya toleransi bentuk dan posisi sehingga memerlukan proses
pengukuran khusus).
Contoh pengukuran langsung adalah pengukuran dengan menggunakan
mikrometer. Mikrometer dapat dilihat pada gambar A.10 mikrometer

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 10
Gambar A.10 Mikrometer [3]
B. Pengukuran tak Langsung
Yaitu pengukuran yang dilakukan dengan menggunakan alat ukur
pembanding, alat ukur standar,dan alat ukur bantu dimana hasil
pengukuran tidak dapat diperoleh secara langsung. Perbedaan harga yang
ditunjukkan oleh skala alat ukur pembanding sewaktu objek ukur
dibandingkan dengan ukuran standar (pada alat ukur standar) dapat
digunakan untuk menentukan dimensi objek ukur. Karena alat ukur
pembanding umumnya memiliki kecermatan yang tinggi, sementara itu alat
ukur standar memiliki kualitas (ketelitian) yang bisa diandalkan,maka
proses pengukuran tak langsung dapat dilaksanakan sebaik mungkin untuk
menghasilkan harga yang cermat serta dapat dipertanggungjawabkan (teliti
dan tepat).
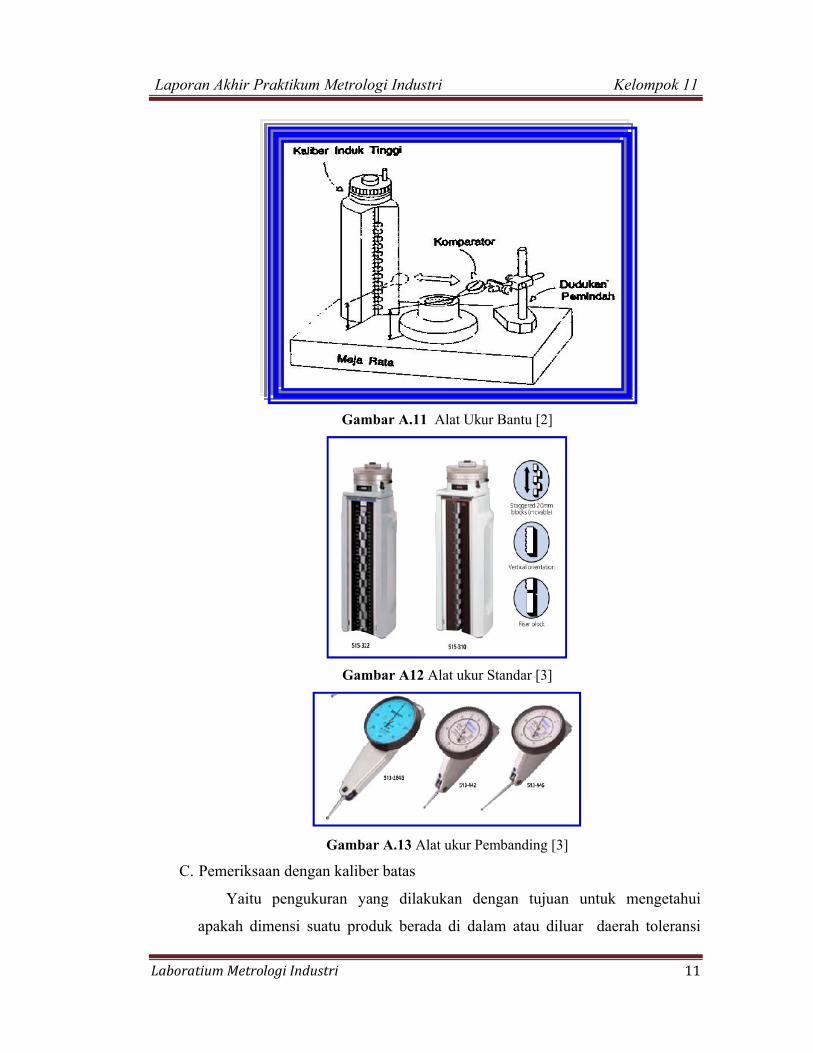
Contoh pengukuran tak langsung adalah pengukuran dengan
menggunakan alat ukur pembanding, alat ukur standar, dan alat ukur bantu,
dimana hasil dari pengukuran lebih teliti yang dapat dilihat pada gambar A.11
alat ukur standar, gambar A.12 alat ukur standar dan gambar A.13 alat ukur
pembantu.
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 11
Gambar A.11 Alat Ukur Bantu [2]
Gambar A12 Alat ukur Standar [3]
Gambar A.13 Alat ukur Pembanding [3]
C. Pemeriksaan dengan kaliber batas
Yaitu pengukuran yang dilakukan dengan tujuan untuk mengetahui
apakah dimensi suatu produk berada di dalam atau diluar daerah toleransi

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
produk tersebut
daerah toleransi
berada di luar daerah toleransi yang dimaksud.
Contoh pemeriksaan dengan kaliber batas adalah
dan lubang yang dapat dilihat pada gambar A.14 kaliber lubang dan gambar
A.15 kaliber poros
D. Perbandingan dengan bentuk acuan atau standar
Yaitu pengukuran
produk dengan bentuk
seperti ini tidaklah menentukan
secara langsung, tetapi
dibandingkan dengan bentuk sta
Contoh perbandingan dengan b
menggunakan profil proyektor
proyektor
Praktikum Metrologi Industri
Laboratium Metrologi Industri
Objek ukur akan dianggap baik bila terletak
dan dikatakan jelek bila batas materialnya (permukaanya)
di luar daerah toleransi yang dimaksud.
pemeriksaan dengan kaliber batas adalah mengukur
yang dapat dilihat pada gambar A.14 kaliber lubang dan gambar
A.15 kaliber poros
Gambar A.14 Kaliber lubang [2]
Gambar A.15 Kaliber poros [2]
Perbandingan dengan bentuk acuan atau standar
pengukuran yang dilakukan dengan cara membandingkan bentuk
bentuk standar atau acuannya. Pada prinsipnya pemeriksaan
seperti ini tidaklah menentukan dimensi ataupun toleransi suatu
tetapi lebih kepada menentukan tingkat kebe
dibandingkan dengan bentuk standar.
perbandingan dengan bentuk acuan adalah pengukuran deng
menggunakan profil proyektor yang dapat dilihat pada gambar A.16 profil
Kelompok 11
12
terletak di dalam
terialnya (permukaanya)
mengukur kaliber poros
yang dapat dilihat pada gambar A.14 kaliber lubang dan gambar
ngan cara membandingkan bentuk
Pada prinsipnya pemeriksaan
suatu benda ukur
kebenarannya bila
engukuran dengan
yang dapat dilihat pada gambar A.16 profil

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 13
Gambar A.16 Profil Proyektor [2]
E. Pengukuran geometri khusus
Yaitu pengukuran dengan memperhatikan imajinasi daerah toleransinya,
alat ukur dan prosedur pengukuran dirancang dan dilaksanakan secara khusus.
Contoh pengukuran geometri khusus adalah pengukuran dengan menggunakan
mesin koordinat (CMM) yang dapat dilihat pada gambar A.17 CMM
Gambar A.17 (CMM) [2]
9. Jenis-jenis alat ukur
A. Berdasarkan sifat dari alat ukur terbagi atas dua yaitu :
1. Alat ukur berdasarkan sifat asli terdiri dari :
a. Alat ukur langsung
Alat ukur ini dilengkapi dengan skala ukur sehingga hasil
pengukuran bisa langsung di baca atau diperoleh hasil pengukuran. Alat
ukur ini cukup luas pemakaiannya dan banyak jenisnya. Kecermatannya
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 14
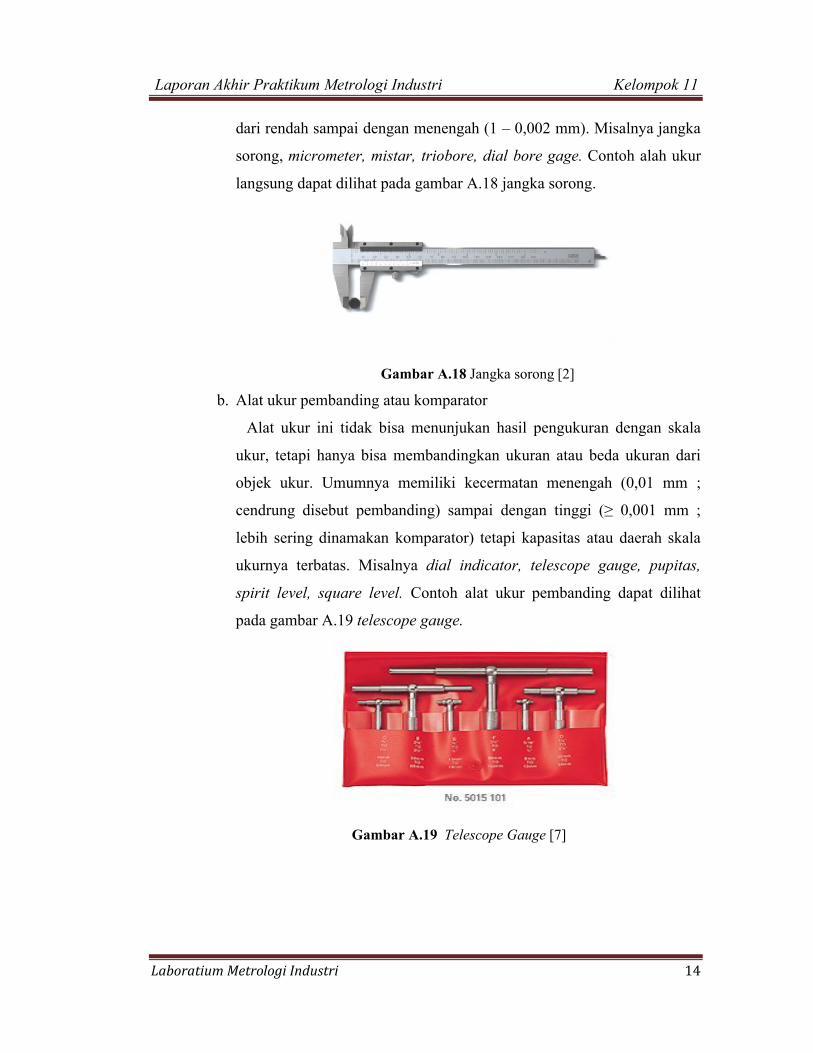
dari rendah sampai dengan menengah (1 – 0,002 mm). Misalnya jangka
sorong, micrometer, mistar, triobore, dial bore gage. Contoh alah ukur
langsung dapat dilihat pada gambar A.18 jangka sorong.
Gambar A.18 Jangka sorong [2]
b. Alat ukur pembanding atau komparator
Alat ukur ini tidak bisa menunjukan hasil pengukuran dengan skala
ukur, tetapi hanya bisa membandingkan ukuran atau beda ukuran dari
objek ukur. Umumnya memiliki kecermatan menengah (0,01 mm ;
cendrung disebut pembanding) sampai dengan tinggi (≥ 0,001 mm ;
lebih sering dinamakan komparator) tetapi kapasitas atau daerah skala
ukurnya terbatas. Misalnya dial indicator, telescope gauge, pupitas,
spirit level, square level. Contoh alat ukur pembanding dapat dilihat
pada gambar A.19 telescope gauge.
Gambar A.19 Telescope Gauge [7]
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 15
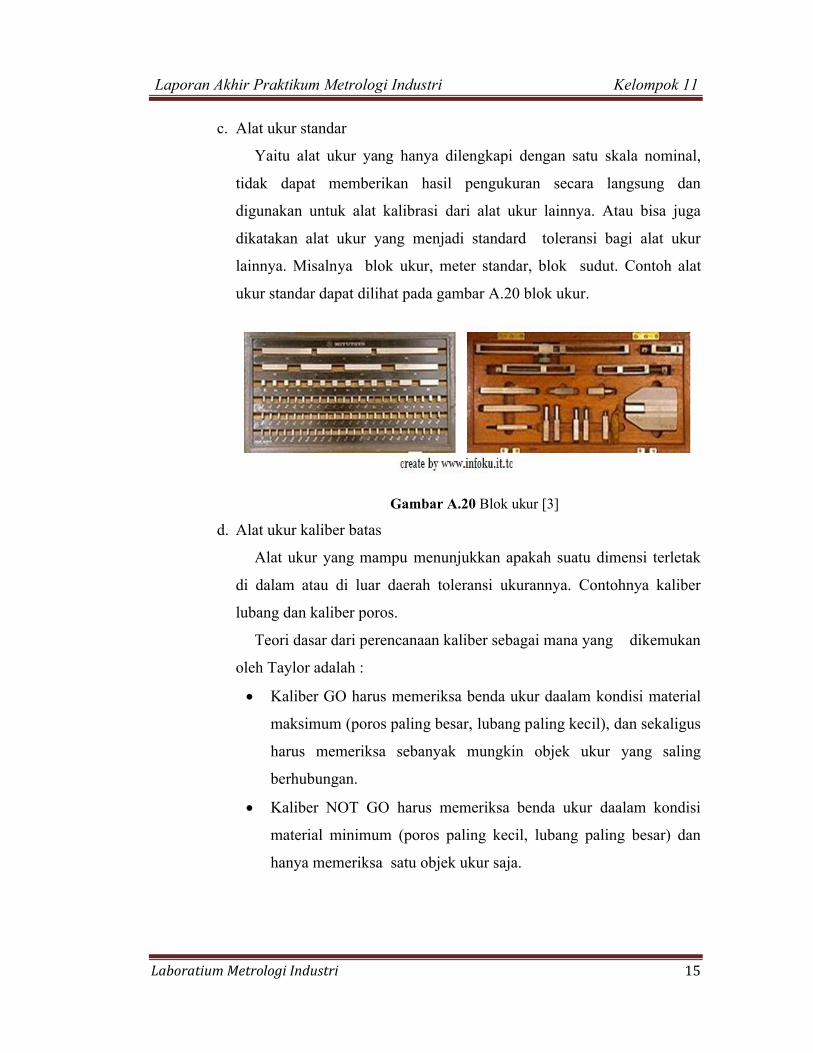
c. Alat ukur standar
Yaitu alat ukur yang hanya dilengkapi dengan satu skala nominal,
tidak dapat memberikan hasil pengukuran secara langsung dan
digunakan untuk alat kalibrasi dari alat ukur lainnya. Atau bisa juga
dikatakan alat ukur yang menjadi standard toleransi bagi alat ukur
lainnya. Misalnya blok ukur, meter standar, blok sudut. Contoh alat
ukur standar dapat dilihat pada gambar A.20 blok ukur.
Gambar A.20 Blok ukur [3]
d. Alat ukur kaliber batas
Alat ukur yang mampu menunjukkan apakah suatu dimensi terletak
di dalam atau di luar daerah toleransi ukurannya. Contohnya kaliber
lubang dan kaliber poros.
Teori dasar dari perencanaan kaliber sebagai mana yang dikemukan
oleh Taylor adalah :
Kaliber GO harus memeriksa benda ukur daalam kondisi material
maksimum (poros paling besar, lubang paling kecil), dan sekaligus
harus memeriksa sebanyak mungkin objek ukur yang saling
berhubungan.
Kaliber NOT GO harus memeriksa benda ukur daalam kondisi
material minimum (poros paling kecil, lubang paling besar) dan
hanya memeriksa satu objek ukur saja.

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
Alat ukur batas ini sering
massal). Contoh alat ukur kaliber batas dapat dilihat pada gambar A.21
alat ukur kaliber batas.
e. Alat ukur bantu
Yaitu alat ukur yang berfungsi untuk membantu dalam proses
pengukuran. Sebenarnya alat ini ti
karena peranannya yang sangat penting dalam pengukuran maka
ini dinamakan juga dengan a
stand, batang lurus, dan blok V
bantu (a) stand magnetic
(a)
Gambar A.22
Praktikum Metrologi Industri
Laboratium Metrologi Industri
Alat ukur batas ini sering digunakan untuk dalam industri
Contoh alat ukur kaliber batas dapat dilihat pada gambar A.21
alat ukur kaliber batas.
Gambar A.21 Alat ukur kaliber batas [2]
Alat ukur bantu
Yaitu alat ukur yang berfungsi untuk membantu dalam proses
pengukuran. Sebenarnya alat ini tidak bisa mengukur objek, namun
karena peranannya yang sangat penting dalam pengukuran maka
ini dinamakan juga dengan alat ukur. Contohnya meja rata,
tand, batang lurus, dan blok V dapat dilihat pada gambar A.22 alat ukur
stand magnetic (b) blok v
(b)
(a) (b)
Gambar A.22 alat ukur bantu (a) stand magnetic (b) blok v
Kelompok 11
16
digunakan untuk dalam industri (produksi
Contoh alat ukur kaliber batas dapat dilihat pada gambar A.21
Yaitu alat ukur yang berfungsi untuk membantu dalam proses
dak bisa mengukur objek, namun
karena peranannya yang sangat penting dalam pengukuran maka alat
lat ukur. Contohnya meja rata, magnetik
dapat dilihat pada gambar A.22 alat ukur
(b) blok v [3]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 17
2. Alat ukur turunan terdiri dari :
a. Alat ukur geometri khusus atau khas (spesifik)
Alat ukur yang digunakan untuk benda ukur yang memiliki
geometri khusus atau khas. Misalnya pengukuran kekasaran permukaan,
kebulatan, profil gigi suatu roda gigi, dan sebagainya. Contohnya alat
ukur geometri khusus atau khas adalah pengukuran dengan Surface
Roughness Tester yang dapat dilihat pada gambar A.23 Surface
Roughness Tester
Gambar A.23 Surface Roughness Tester[2]
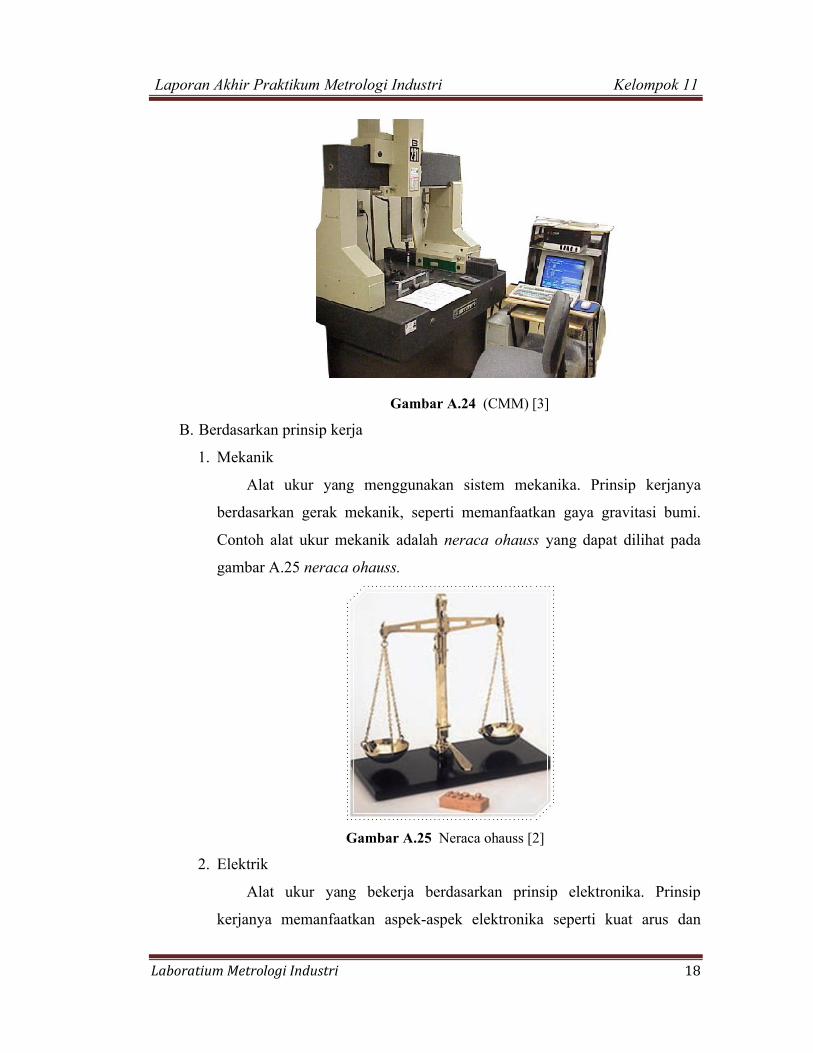
b. Alat ukur koordinat
Yaitu alat ukur yang memiliki sensor yang dapat digerakkan dalam
ruang koordinat. Koordinat sensor dapat dibaca melalui tiga skala yang
disusun seperti koordinat kartesian (X,Y,Z). Dapat dilengkapi dengan
sumbu putar (koordinat polar). Memerlukan penganalisis data titik-titik
koordinat untuk diproses menjadi informasi yang jelas (diameter lubang,
jarak sumbu, dan sebagainya). Contohnya pada Mesin Ukur Koordinat
(MUK) atau Coordinate Measuring Machine (CMM) yang dapat dilihat
pada gambar A.24 (CMM).
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 18
Gambar A.24 (CMM) [3]
B. Berdasarkan prinsip kerja
1. Mekanik
Alat ukur yang menggunakan sistem mekanika. Prinsip kerjanya
berdasarkan gerak mekanik, seperti memanfaatkan gaya gravitasi bumi.
Contoh alat ukur mekanik adalah neraca ohauss yang dapat dilihat pada
gambar A.25 neraca ohauss.
Gambar A.25 Neraca ohauss [2]
2. Elektrik
Alat ukur yang bekerja berdasarkan prinsip elektronika. Prinsip
kerjanya memanfaatkan aspek-aspek elektronika seperti kuat arus dan

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 19
voltase. Contohnya adalah multi tester yang dapat dilihat pada gambar
A.26 multi tester.
Gambar A.26 Multi tester [3]
3. Optik
Alat ukur yang menggunakan komponen-komponen optik saat
melakukan pengukuran. Prinsip kerjanya menerapkan sifat-sifat optik
seperti sifat-sifat pada cahaya. Contohnya adalah Spektrometer yang dapat
dilihat pada gambar A.27 Spektrometer digital.
Gambar A.27 Spektrometer digital [3]
4. Hidrolik
Alat ukur yang memanfaatkan sistem fluida cair. Prinsip kerjanya
berdasarkan hukum-hukum yang berlaku dalam sistem hidrolik. Contohnya
adalah Spirometer yang dapat dilihat pada gambar A.28 Spirometer.

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
5. Pneumatik
Alat ukur yang menerapkan konsep
pengukurannya. Prinsip kerjanya memanfaatkan hukum yang berlaku
dalam sistem pneumatik. Contohnya adalah b
dilihat pada gambar A.29 barometer merkuri.
10. Sifat-sifat alat ukur
A. Rantai Kalibrasi
Yaitu sifat mampu usut alat ukur berdasarkan tingkatan kalibrasinya.
Tingkatan kalibrasi alat ukur :
1. Alat ukur kerja di kalibrasi dengan alat ukur standar kerja
2. Alat ukur standar kerja di kalibrasi dengan alat ukur standar
Praktikum Metrologi Industri
Laboratium Metrologi Industri
Gambar A.28 Spirometer [2]
Alat ukur yang menerapkan konsep-konsep fluida gas dalam
pengukurannya. Prinsip kerjanya memanfaatkan hukum yang berlaku
alam sistem pneumatik. Contohnya adalah barometer merkuri yang dapat
dilihat pada gambar A.29 barometer merkuri.
Gambar A.29 Barometer merkuri [3]
Yaitu sifat mampu usut alat ukur berdasarkan tingkatan kalibrasinya.
Tingkatan kalibrasi alat ukur :
Alat ukur kerja di kalibrasi dengan alat ukur standar kerja
Alat ukur standar kerja di kalibrasi dengan alat ukur standar
Kelompok 11
20
konsep fluida gas dalam
pengukurannya. Prinsip kerjanya memanfaatkan hukum yang berlaku
merkuri yang dapat
Yaitu sifat mampu usut alat ukur berdasarkan tingkatan kalibrasinya.
Alat ukur kerja di kalibrasi dengan alat ukur standar kerja
Alat ukur standar kerja di kalibrasi dengan alat ukur standar

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 21
3. Alat ukur standar di kalibrasi dengan alat ukur standar nasional
4. Alat ukur standar nasional di kalibrasi dengan alat ukur standar
internasional.
B. Kepekaan ( sensitivity )
Yaitu kemampuan alat ukur untuk merasakan suatu perbedaan yang
relatif kecil dari harga yang diukur. Grafik kepekaan dapat dilihat pada
gambar A.30 grafik kepekaan
Gambar A.30 Grafik kepekaan [2]
C. Kemudahan Baca ( readibility )
Yaitu kemampuan dari sistem pembaca untuk menunjukkan hasil
pengukuran dengan baik dan benar.
D. Penyimpangan ( histerisis )
Yaitu penyimpangan yang terjadi pada hasil pengukuran, dimana
pengukuran dilakukan secara kontinu dari dua arah yang berlawanan. Grafik
histerisis dapat dilihat pada gambar A.31 grafik histerisis.
Gambar A.31 Grafik histerisis [2]
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 22
E. Kepasifan atau Lambat Bereaksi ( pasivity )
Yaitu terjadinya perubahan kecil pada sensor, tetapi pada sistem penunjuk
tidak menunjukkan perubahan apapun.
F. Pergeseran ( shifting )
Yaitu terjadinya perubahan kecil pada sistem penunjuk padahal
sesungguhnya sensor belum menunjukkan adanya perubahan.
G. Kestabilan Nol ( zero stability )
Yaitu kemampuan dari sistem penunjuk untuk kembali ke posisi semula
(nol ) bila benda ukur diambil seketika, setelah dilakukannya pengukuran.
H. Pengambangan ( floating ).
Yaitu keadaan dimana jarum penunjuk data atau angka digital selalu
berubah – rubah yang diakibatkan perubahan kecil pada sensor.
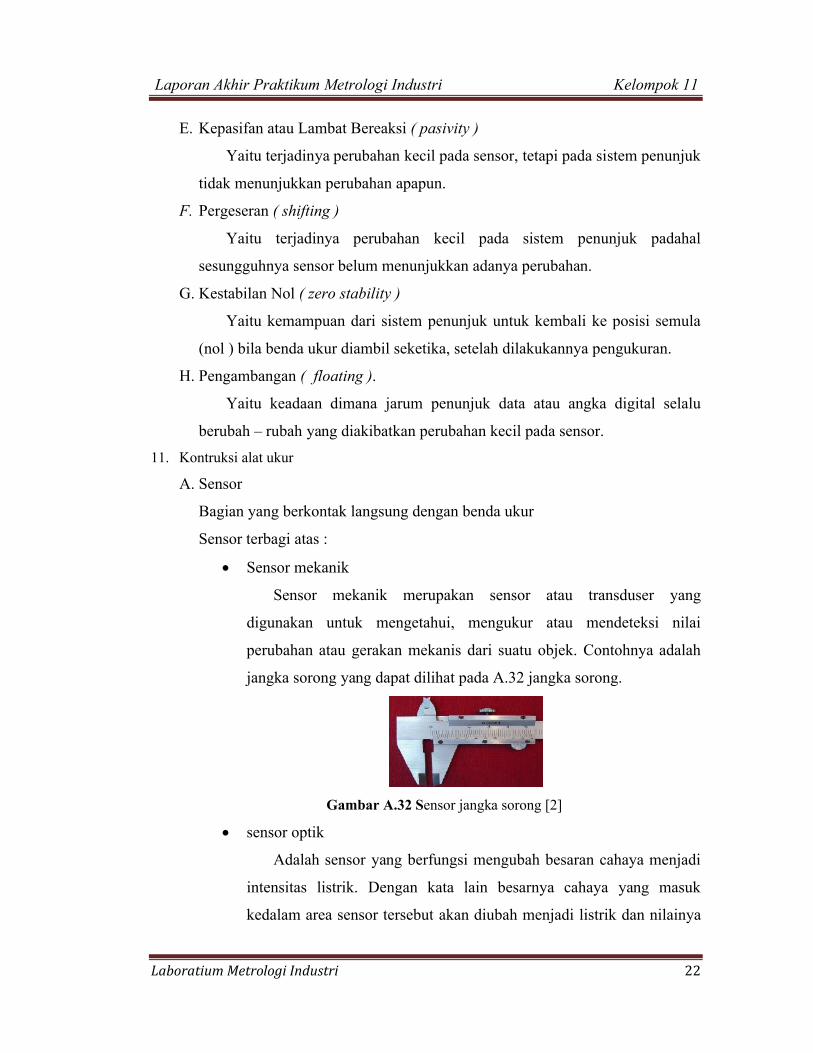
11. Kontruksi alat ukur
A. Sensor
Bagian yang berkontak langsung dengan benda ukur
Sensor terbagi atas :
Sensor mekanik
Sensor mekanik merupakan sensor atau transduser yang
digunakan untuk mengetahui, mengukur atau mendeteksi nilai
perubahan atau gerakan mekanis dari suatu objek. Contohnya adalah
jangka sorong yang dapat dilihat pada A.32 jangka sorong.
Gambar A.32 Sensor jangka sorong [2]
sensor optik
Adalah sensor yang berfungsi mengubah besaran cahaya menjadi
intensitas listrik. Dengan kata lain besarnya cahaya yang masuk
kedalam area sensor tersebut akan diubah menjadi listrik dan nilainya

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 23
dapat dihitung. Contohnya lensa pada alat ukur optik yang dapat
dilihat pada gambar A.33 lensa optik.
Gambar A.33 Lensa optik [3]
sensor pneumatik
Adalah sensor yang digunakan untuk mengetahui, mengukur dan
mendeteksi nilai perubahan fluida gas dari suatu objek .Contohnya
adalah alat ukur tekanan ban mobil yang dapat dilihat pada A.34 alat
ukur tekanan ban mobil.
Gambar A.34 Alat ukur tekanan mobil [2]
B. Pengubah (tranducer )
Berfungsi mengubah besaran yang dirasakan oleh sensor menjadi besaran
yang terukur, dan diteruskan ke sistem penunjuk.
Pengubah terbagi atas :
Pengubah mekanik
Pengubah mekanik adalah pengubah yang memanfaatkan sistem
kerja mekanik, seperti : gerak translasi dan gerak rotasi. Contohnya
adalah pada sistem roda gigi dan batang bergigi dari jam ukur pada
dial indikator. Prinsip kerja pengubah mekanik dapat dilihat pada
gambar A.35 prinsip kerja pengubah mekanik.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 24
Gambar A.35 Prinsip kerja pengubah mekanik [2]
Prinsip kerja secara mekanik, dimana gerak linear sensor diubah
menjadi gerak rotasi oleh jarum penunjuk pada piringan dengan
perantaraan batangbergigi dan susunan roda gigi. Pegas koil berfungsi
sebagai penekan batang bergigi hingga sensor selalu menekan ke
bawah. Sedangkan pegas spiral berfungsi sebagai penekan sistem
transmisi roda gigi sehingga permukaan gigi yang berpasangan selalu
menekan pada sisi yang sama untuk kedua arah putaran (untuk
menghindari backlash) yang mungkin terjadi karena profil gigi yang
tidak sempurna atau sudah aus. Jam ukur juga dilengkapi dengan jewel
untuk mengurangi gesekan pada dudukan poros roda gigi. Ketelitian
dan kecermatan jam ukur berbeda – beda ada yang kecermatannya
0,01 ; 0,02 ; 0,005 dan kapasitas ukurnya juga berbeda – beda ,
misalnya : 20, 10, 5, 2, 1 mm . Untuk jam ukur dengan kapasitas besar,
terdapat jam kecil dalam piringan yang besar dimana satu putaran
jarum besar sama dengan tanda satu angka jam kecil. Pada piringan
terdapat skala yang dilengkapi dengan tanda batas atas dan tanda batas
bawah.Piringan skala dapat diputar untuk kalibrasi posisi nol.
batang bergigi
Roda gigi
Roda gigi
Roda gigi

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 25
Pengubah opto mekanik
Beberapa alat ukur pembanding menggunakan prinsip kerja
gabungan yaitu pengubah mekanik dan optik. Pengubah mekanik
berupa sistem kinematik yang berfungsi untuk memperbesar
perubahan silinder pengukur (sensor) menurut perbandingan jarak
antara ke dua ujung batang terhadap engselnya. Sistem mekanik
digabung dengan sistem optik melalui cermin yang kemiringannya
dapat diubah. Sementara itu, cermin berfungsi sebagai pemantul
berkas cahaya pada sistem pengubah optik. Pengubah optik dapat
merupakan sistem pembentuk bayangan yang berupa garis yang
diproyeksikan pada layar kaca buram tempat skala tercantum (atau
dibalik bayangan skala diproyeksikan pada kaca buram yang memiliki
garis indeks). Prinsip kerja opto mekanik dapat dilihat pada gambar
A.36 prinsip kerja opto mekanik.
Gambar A.36 Prinsip kerja pengubah opto mekanik [2]
Pengubah elektrik
Pengubah elektrik adalah peubah yang memanfaatkan sistem kerja
elektrik dimana melibatkan perubahan besaran arus atau tegangan
listrik. Contohnya adalah Linier Variable Differential Transformer.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 26
Prinsip kerja pengubah elektrik dapat dilihat pada gambar A.37 prinsip
kerja pengubah elektrik.
Gambar A.37 Prinsip kerja pengubah elektrik [2]
Prinsip kerja nya seperti transformator. Tegangan imbas pada
kedua kumparan sama bila kedudukan inti (core) tepat ditengah. Bila
core bergeser (adanya perubahan jarak) maka salah satu tegangan
imbas pada kumparan sekunder menurun sedangkan pada sekunder
yang lain naik sebanding dengan perubahan jarak core.
V1 = V mula + C/2 V mula. D l
V2 = V mula - C/2 V mula. D l
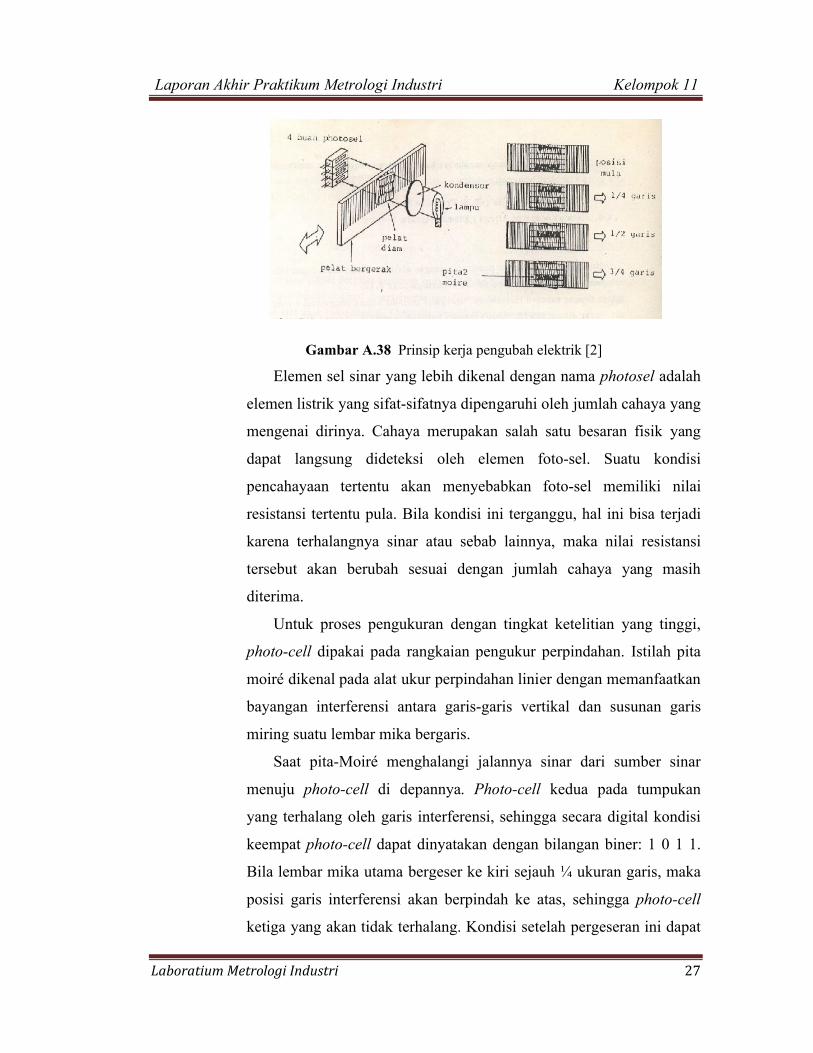
Pengubah optoelektrik
Pengubah optoelektrik adalah pengubah yang memanfaatkan
sistem kerja optik dan sistem kerja elektrik. Contohnya adalah sistem
pita moire dengan susunan photosel. Prinsip kerja pengubah
optoelektrik dapat dilihat pada gambar A.38 prinsip kerja pengubah
optoelektrik
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 27
Gambar A.38 Prinsip kerja pengubah elektrik [2]
Elemen sel sinar yang lebih dikenal dengan nama photosel adalah
elemen listrik yang sifat-sifatnya dipengaruhi oleh jumlah cahaya yang
mengenai dirinya. Cahaya merupakan salah satu besaran fisik yang
dapat langsung dideteksi oleh elemen foto-sel. Suatu kondisi
pencahayaan tertentu akan menyebabkan foto-sel memiliki nilai
resistansi tertentu pula. Bila kondisi ini terganggu, hal ini bisa terjadi
karena terhalangnya sinar atau sebab lainnya, maka nilai resistansi
tersebut akan berubah sesuai dengan jumlah cahaya yang masih
diterima.
Untuk proses pengukuran dengan tingkat ketelitian yang tinggi,
photo-cell dipakai pada rangkaian pengukur perpindahan. Istilah pita
moiré dikenal pada alat ukur perpindahan linier dengan memanfaatkan
bayangan interferensi antara garis-garis vertikal dan susunan garis
miring suatu lembar mika bergaris.
Saat pita-Moiré menghalangi jalannya sinar dari sumber sinar
menuju photo-cell di depannya. Photo-cell kedua pada tumpukan
yang terhalang oleh garis interferensi, sehingga secara digital kondisi
keempat photo-cell dapat dinyatakan dengan bilangan biner: 1 0 1 1.
Bila lembar mika utama bergeser ke kiri sejauh ¼ ukuran garis, maka
posisi garis interferensi akan berpindah ke atas, sehingga photo-cell
ketiga yang akan tidak terhalang. Kondisi setelah pergeseran ini dapat

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
dinyatakan secara biner:1 1 0 1
perubahan nilai biner ini, maka besarnya
Pengubah pneumatik
Pengubah pneumatik adalah pengubah yang memanfaatkan sistem
kerja pneumatik.
peubah pneumatik
pengubah pneumatik
Prinsip kerja adalah bahwa kondisi aliran udara akan berubah bila
ada perubahan celah antara permukaan benda ukur dengan permukaan
sensor alat ukur .
mengukur diameter benda
kecepatan aliran udara. Posisi pengapung dengan penunjuk berskala
menyatakan besar celah antara benda ukur & sensor
kondisi aliran udara diketahui dengan cara mengukur:
- Perubahan tekanan
- Perubahan kecepatan alir
Pengubah optik
Peng
optik. Contoh
optik dapat dilihat pada gambar A.4
Praktikum Metrologi Industri
Laboratium Metrologi Industri
dinyatakan secara biner:1 1 0 1 dan seterusnya. Dengan mengamati
perubahan nilai biner ini, maka besarnya perpindahan dapa
ubah pneumatik
Pengubah pneumatik adalah pengubah yang memanfaatkan sistem
kerja pneumatik. Contohnya adalah System Air Gauge.
peubah pneumatik dapat dilihat pada gambar A.39
ubah pneumatik
Gambar A.39 Prinsip kerja pengubah pneumatik
Prinsip kerja adalah bahwa kondisi aliran udara akan berubah bila
ada perubahan celah antara permukaan benda ukur dengan permukaan
sensor alat ukur . Perubahan celah yang dirasakan sensor (untuk
mengukur diameter benda ukur) sebanding dengan perubahan
kecepatan aliran udara. Posisi pengapung dengan penunjuk berskala
menyatakan besar celah antara benda ukur & sensor
kondisi aliran udara diketahui dengan cara mengukur:
Perubahan tekanan
Perubahan kecepatan aliran
ubah optik
ngubah optik adalah pengubah yang memanfaatkan sistem kerja
ontohnya adalah lensa pada proyektor. Prinsip kerja pe
k dapat dilihat pada gambar A.40 prinsip kerja pengubah optik.
Kelompok 11
28
dan seterusnya. Dengan mengamati
perpindahan dapat diketahui
Pengubah pneumatik adalah pengubah yang memanfaatkan sistem
. Prinsip kerja
prinsip kerja
ubah pneumatik [2]
Prinsip kerja adalah bahwa kondisi aliran udara akan berubah bila
ada perubahan celah antara permukaan benda ukur dengan permukaan
Perubahan celah yang dirasakan sensor (untuk
ukur) sebanding dengan perubahan
kecepatan aliran udara. Posisi pengapung dengan penunjuk berskala
menyatakan besar celah antara benda ukur & sensor. Perubahan
tik adalah pengubah yang memanfaatkan sistem kerja
Prinsip kerja pengubah
ubah optik.

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
Gambar
Proyektor
dihasilkan oleh panel
berdasarkan warna
sehingga terdapat tiga panel
gambar yang
dari panel
prisma khusus.
dilewatkan melalui
dilihatsebagai
ki kedalaman
panel langsung dibiaskan
Bagian yang menunjukan hasil dari pengukuran yang dilakukan.
Sistem penunjuk terbagi atas :
penunjuk berskala
- skala linear
Penunjuk berskala linear dapat dilih
sorong.
Praktikum Metrologi Industri
Laboratium Metrologi Industri
Gambar A.40 Prinsip kerja pengubah optik [2]
Proyektor bekerja berdasarkan prinsip pembiasan
dihasilkan oleh panel-panel proyektor . Panel ini dibuat terpisah
berdasarkan warna-warna dasar, merah, hijau dan biru (R
sehingga terdapat tiga panel dalam sebuah proyektor
yang dikeluarkan oleh proyektor merupakan hasil pembiasan
dari panel panel proyektor tersebut yang telah disatukan
khusus. Gambar yang telah disatukan tersebut kemudian
dilewatkan melalui lensa dan dijatuhkan pada layar sehingga dapat
sebagai gambar utuh. Gambar yangdihasilkan proyektor
kedalaman warna yang baik karena warna yang dihasilkan
langsung dibiaskan lensa ke layar. Sistem penunjuk/pencatat
Bagian yang menunjukan hasil dari pengukuran yang dilakukan.
Sistem penunjuk terbagi atas :
penunjuk berskala
skala linear
Penunjuk berskala linear dapat dilihat pada gambar A.4
sorong.
Kelompok 11
29
bekerja berdasarkan prinsip pembiasan cahaya yang
ini dibuat terpisah
warna dasar, merah, hijau dan biru (R-G-B)
proyektor. Warna
merupakan hasil pembiasan
yang telah disatukan oleh sebuah
telah disatukan tersebut kemudian
sehingga dapat
proyektor memili
dihasilkan oleh
Sistem penunjuk/pencatat
Bagian yang menunjukan hasil dari pengukuran yang dilakukan.
pada gambar A.41 jangka
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 30
Gambar A.41 Jangka sorong [2]
- skala melingkar
Penunjuk skala melingkar dapat dilihat pada gambar A.42 Dial
Indicator.
Gambar A.42 Dial indicator [2]
penunjuk digital
- mekanik
Penunjuk digital mekanik dapat dilihat pada gambar A.43 penunjuk
digital mekanik.
Gambar A.43 Penunjuk digital mekanik [3]
- elektrik (LED)
Penunjuk digital elektrik dapat dilihat pada gambar Gambar A.44
Penunjuk digital elektrik (LED)

Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
Gambar
12. Karakteristik Alat Ukur
A. Ketelitian ( accuracy )
Kemampuan alat ukur untuk menghasilkan
sebenarnya. Ketelitia
B. Ketepatan ( precition )
Kemampuan alat ukur untuk menghasilkan nilai yang relatif sama dari
beberapa pengukuran pada titik yang sama.
gambar A.46 ketepatan.
Praktikum Metrologi Industri
Laboratium Metrologi Industri
Gambar A.44 Penunjuk digital elektrik (LED) [2]
Karakteristik Alat Ukur
( accuracy )
Kemampuan alat ukur untuk menghasilkan nilai yang mendekati nilai
Ketelitian dapat dilihat pada gambar A.45 ketelitian.
Gambar A.45 Ketelitian [2]
( precition )
Kemampuan alat ukur untuk menghasilkan nilai yang relatif sama dari
beberapa pengukuran pada titik yang sama. Ketepatan dapat dilihat pada
ketepatan.
Gambar A.46 Ketepatan [2]
Kelompok 11
31
nilai yang mendekati nilai
ketelitian.
Kemampuan alat ukur untuk menghasilkan nilai yang relatif sama dari
n dapat dilihat pada
Laporan Akhir Praktikum Metrologi Industri
Laboratium Metrologi Industri
C. Kecermatan (resolition)
Skala terkecil yang bisa dimiliki oleh alat ukur dalam pengukuran.
13. Penyimpangan dalam proses pengukuran
A. Penyimpangan yang berasal dar
ukur)
Hal ini diakibatkan oleh karena alat ukur yang belum dikalibrasi
baik, sehingga hasil pengukuran menjadi salah dan menyimpang.
B. Penyimpangan yang berasal
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
1. Pengaruh tekanan kontak karena benda ukur lunak
2. Pengaruh tekanan
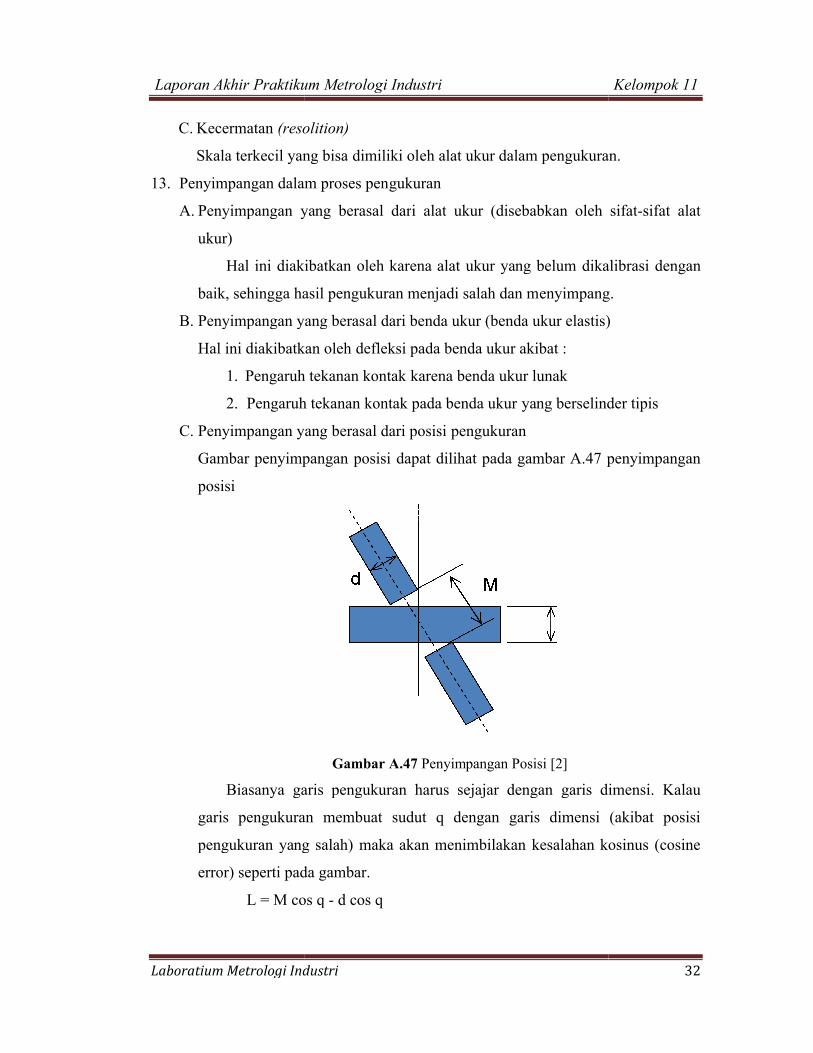
C. Penyimpangan yang
Gambar penyimpangan posisi dapat dilihat pada gambar A.4
posisi
Biasanya garis pengukuran harus sejajar
garis pengukuran membuat sudut q dengan garis dimensi (akibat posisi
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus (cosine
error) seperti pada gambar.
L = M cos q
Praktikum Metrologi Industri
Laboratium Metrologi Industri
(resolition)
Skala terkecil yang bisa dimiliki oleh alat ukur dalam pengukuran.
Penyimpangan dalam proses pengukuran
Penyimpangan yang berasal dari alat ukur (disebabkan oleh sifat
Hal ini diakibatkan oleh karena alat ukur yang belum dikalibrasi
baik, sehingga hasil pengukuran menjadi salah dan menyimpang.
Penyimpangan yang berasal dari benda ukur (benda ukur elastis)
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
Pengaruh tekanan kontak karena benda ukur lunak
Pengaruh tekanan kontak pada benda ukur yang berselinder tipis
Penyimpangan yang berasal dari posisi pengukuran
Gambar penyimpangan posisi dapat dilihat pada gambar A.47 penyimpangan
Gambar A.47 Penyimpangan Posisi [2]
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau
garis pengukuran membuat sudut q dengan garis dimensi (akibat posisi
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus (cosine
error) seperti pada gambar.
L = M cos q - d cos q
Kelompok 11
32
Skala terkecil yang bisa dimiliki oleh alat ukur dalam pengukuran.
(disebabkan oleh sifat-sifat alat
Hal ini diakibatkan oleh karena alat ukur yang belum dikalibrasi dengan
baik, sehingga hasil pengukuran menjadi salah dan menyimpang.
(benda ukur elastis)
kontak pada benda ukur yang berselinder tipis
penyimpangan
dengan garis dimensi. Kalau
garis pengukuran membuat sudut q dengan garis dimensi (akibat posisi
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus (cosine
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 33
D. Penyimpangan yang berasal dari lingkungan.
Yang perlu diperhatikan adalah pengaruh temperatur pada proses
pengukuran, dimana benda padat terutama logam berubah dimensinya apabila
temperatur berubah (DL = Lo a DT sifat pemuaian logam). Supaya hasil
pengukuran sama maka secara internasional sudah disetujui temperatur
standar untuk pengukuran geometris adalah 20oC. Contoh: poros baja yang
baru dibubut dengan diameter nominal 100 mm dapat mempunyai temperatur
400c, andai kata pengukuran dilakukan pada temperatur ini maka poros
tersebut lebih besar 0,023 mm dibandingkan temperatur standar. Perbedaan ini
sama dengan nilai toleransi IT7.
E. Penyimpangan yang berasal operator.
Dua orang yang melakukan pengukuran dengan alat ukur dan obyek ukur
yang sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal ini
dapat diakibatkan oleh: pengalaman praktek mengukur, cara melakukan
pengukuran yang salah akibat tidak mengetahui dasar-dasar pengukuran yang
benar.
PENGENALAN BEBERAPA ALAT UKUR LINIER(M I)
ASISTEN :
BUDI AULIA P.

BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam dunia industri diperlukan penjaminan mutu (kualitas) suatu
produk hasil dari produksi. Kualitas produk yang diukur ini adalah kualitas
dari geometrik suatu produk tersebut. Dalam mengukur kualitas produk
tersebut dilakukan dengan beberapa macam cara. Salah satu caranya adalah
dengan menggunakan alat ukur linear. Pengukuran linear ini sangat mudah
untuk digunakan. Sebagai calon seorang engineer, harus bisa menggunakan
alat ukur linear, macam-macam alat ukur linear dan terutama prinsip kerja
dari alat ukur linear tersebut. Agar di dunia kerja nantinya tidak canggung.
1.2 Tujuan
1. Pengenalan dan penggunaan alat ukur linier.
2. Membandingkan fungsi alat ukur yang satu dengan yang lainnya.
3. Membandingkan hasil pengukuran dari beberapa alat ukur.
1.3 Manfaat
Praktikan mampu menggunakan beberapa alat ukur linear, dan
membandingkan fungsi dari masing-masing alat ukur serta membandingkan
hasil pengukuran dari macam-macam alat ukur linear.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 35
BAB II
TINJAUAN PUSTAKA
2.1. Teori Objek
Pengukuran linear merupakan pengukuran yang paling banyak digunakan
dalam berbagai bidang terutama sekali dalam bidang industri seperti
pengukuran diameter, panjang, lebar. Selain itu pengukuran linear juga
berfungsi untuk mengetahui toleransi dari bentuk geometrik dari suatu
produk. Alat ukur linear terdiri dari beberapa jenis:
a. Alat Ukur Linier Langsung
Alat linear ukur langsung merupakan alat ukur yang mempunyai skala
ukur yang telah dikalibrasi menurut standar internasional, contoh:
1. Jangka sorong
Gambar dari jangka sorong dapat dilihat pada gambar B.2.1.
Gambar B.2.1 Jangka sorong [8]
Cara menggunakan Jangka sorong :
Rahang ukur gerak (peluncur) harus dapat meluncur pada batang
ukur dengan baik tanpa bergoyang.
Periksa kedudukan nol serta kesejajaran dari permukaan kedua
rahang.
Benda ukur sedapat mungkin jangan diukur hanya dengan
menggunakan ujung dari rahang ukur (harus agak ke dalam).
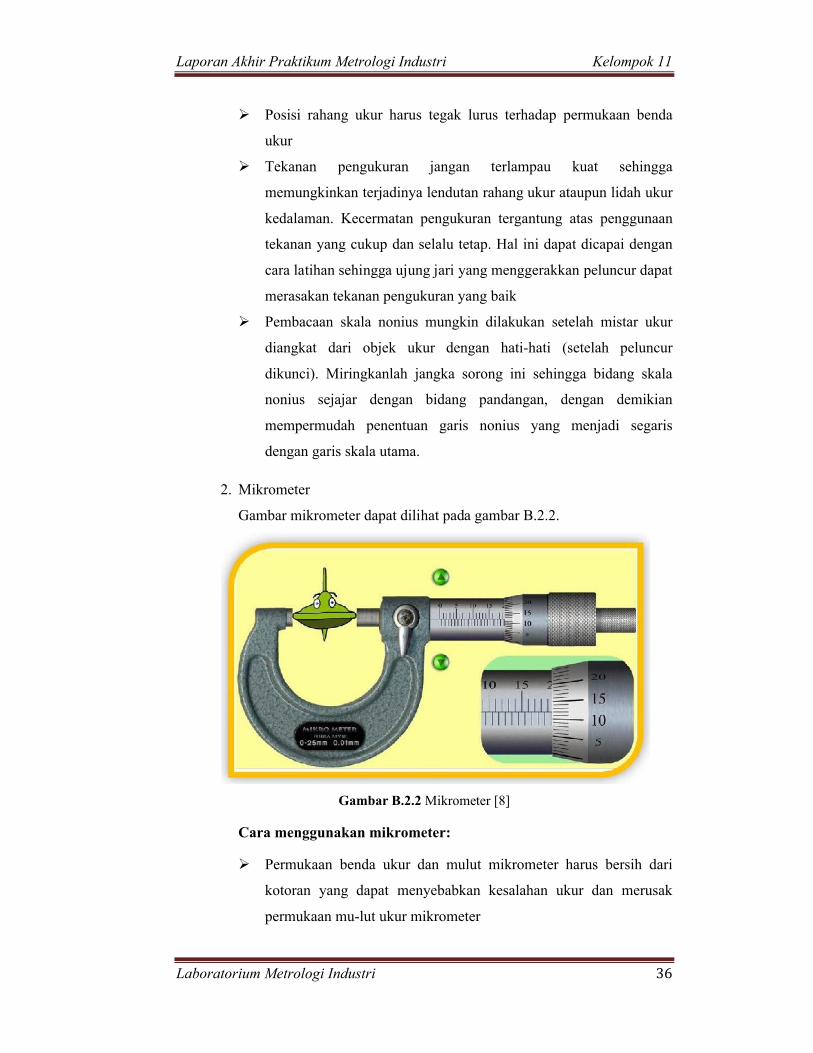
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 36
Posisi rahang ukur harus tegak lurus terhadap permukaan benda
ukur
Tekanan pengukuran jangan terlampau kuat sehingga
memungkinkan terjadinya lendutan rahang ukur ataupun lidah ukur
kedalaman. Kecermatan pengukuran tergantung atas penggunaan
tekanan yang cukup dan selalu tetap. Hal ini dapat dicapai dengan
cara latihan sehingga ujung jari yang menggerakkan peluncur dapat
merasakan tekanan pengukuran yang baik
Pembacaan skala nonius mungkin dilakukan setelah mistar ukur
diangkat dari objek ukur dengan hati-hati (setelah peluncur
dikunci). Miringkanlah jangka sorong ini sehingga bidang skala
nonius sejajar dengan bidang pandangan, dengan demikian
mempermudah penentuan garis nonius yang menjadi segaris
dengan garis skala utama.
2. Mikrometer
Gambar mikrometer dapat dilihat pada gambar B.2.2.
Gambar B.2.2 Mikrometer [8]
Cara menggunakan mikrometer:
Permukaan benda ukur dan mulut mikrometer harus bersih dari
kotoran yang dapat menyebabkan kesalahan ukur dan merusak
permukaan mu-lut ukur mikrometer
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 37
Sebelum dipakai, kedudukan nol dari mikrometer harus diperiksa
dengan cara merapatkan mulut ukur dan kemudian putar silinder
tetap sampai garis referensi bertemu dengan garis nol
Bukalah mulut ukur sampai sedikit melebihi dimensi objek ukur.
Pegang benda ukur dengan tangan kiri dan mikrometer dengan
tangan kanan.
Penekanan poros ukur pada benda ukur tidak boleh terlampau
keras. Hal ini akan menyebabkan terjadinya deformasi pada benda
ukur dan keru-sakan pada ulir utama, gunakan gigi gelincir
(ratchet) atau tabung ge-lincir (friction thimbel). Hasil dan
keterulangan pengukuran bergantung pada tekanan pengukuran
yang cukup dan tetap.
b. Alat ukur linear tidak langsung
Alat ukur linear tidak langsung merupakan alat ukur yang terdiri dari
beberapa alat ukur yang bertujuan untuk meningkatkan hasil pengukuran.
Selain itu pengukuran dengan cara ini juga disebabkan karena kondisi
objek ukur yang tidak memungkinkan dilakukan pengukuran secara
langsung dengan menggunakan alat ukur linear tidak langsung. Alat ukur
linear tidak langsung terdiri atas :
1. Alat ukur standar
Alat ukur standar merupakan alat ukur dimana ukuran yang dimiliki
sebagai acuan ketelitian alat ukur lain, contoh :
Blok Ukur (Gauge Block)
Contoh gambar blok ukur dapat dilihat pada gambar B.2.3.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 38
Gambar B.2.3 Blok Ukur [9]
Hanya mempunyai satu ukuran umumnya digunakan untuk kalibrasi
alat ukur, di mana pengukuran yang menuntut ketelitian yang tinggi
yaitu 0,0005 mm. Satu set blok ukur terdiri dari 112 buah.
Di mana susunan set lengkap blok ukur seperti tabel B.2.1.
Tabel B.2.1 Nilai blok ukur
Blok ukur Kenaikan Jumlah
1,001 – 1,009 0,001 9
1,01 - 1,49 0,01 49
0,5 - 24,5 0,5 49
25 - 100 25 4
1,0005 - 1
Pengukuran dengan Blok Ukur hasil ketelitiannya sangat tinggi
dengan kecermatan alat ukur lebih baik, misalnya ingin mendapatkan
ketelitian sampai 0,0005 mm atau ½ mikron.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 39
Adapun cara pengukurannya adalah:
Ukur objek ukur dengan alat ukur yang lebih kasar dari Blok
Ukur, misalnya dengan Mikrometer kecermatan 0,01 mm, misal
didapat ukuran 25, 03 mm
Kemudian susun Blok Ukur sesuai ukuran diatas, karena
ketelitiannya sampai 0,0005 mm, libatkan Blok Ukur dari
tingkatan 2,001 mm hingga 2,009 mm dan 2,0005 mm.
Buat 3 alternatif susunan Blok Ukur yakni.
25,0295 mm ; 25,0300 mm dan 25,0305 mm. Kemudian
masukkan ketiga susunan tersebut ke objek ukur, mana yang
sesuai (melengket) dengan objek ukur itulah ukurannya, dan
kemungkinan lain bisa jadi ketiga susunan tersebut tidak masuk
dalam objek ukur atau masuk (longgar) ketiga susunan tersebut.
Jika tidak masuk terpaksa ukuran yang paling kecil dikurangi
secara bertingkat sebesar 0,001 mm sampai dia lengket. Jika
masuk terpaksa ukuran yang paling besar ditambah secara
bertingkat sebesar 0,001 mm sampai dia lengket.
Kaliber induk tinggi (heigth master)
Contoh dari kaliber induk tinggi dapat dilihat pada gambar B.2.4
Gambar B. 2.4 Heigth master [8]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 40
Prosedur Pemakaian Kaliber Induk Tinggi:
Dalam pemakaiannya Kaliber Induk Tinggi bersama-sama dengan
alat ukur pembanding (Test Indikator/pupitas atau Komparator Peka)
diletakkan diatas meja rata (alat ukur bantu).
Pasangkan pupitas dan atur posisi sensornya sehingga mendatar.
Atur posisi pupitas sedemikian rupa sehingga sensor dapat
digerakkan secara halus dan menempel pada permukaan objek
ukur yang hendak diukur tingginya, set nol pupitas pada posisi
tersebut.
Geserlah pupitas bersama-sama dengan landasan pemindah
sehingga sensor pupitas terletak diatas salah satu muka ukur dari
Kaliber Induk Tinggi. Apabila muka ukur terlalu tinggi dari
sensor maka naikkan atau turunkan muka ukur tersebut dengan
memutar mikrometernya.
Naikkan muka ukur sampai sensor pupitas tersentuh dan
jarumnya menunjuk nol
Dalam keadaan ini berarti tinggi muka ukur sama dengan tinggi
objek ukur, sehingga tinggi tersebut dapat diketahui.
2. Alat ukur pembanding
Alat ukur pembanding merupakan alat ukur yang tidak dapat
mendapatkan langsung ukuran tetapi pembacaan ukuran dari selesih
suatu dimensi terhadap ukuran standar, contoh :
Jam ukur (dial indicator)
Prinsip kerjanya adalah secara mekanis, dimana gerakan linier dari
sensor diubah menjadi gerakan putaran dari jarum penunjuk pada
piringan yang berskala dengan perantaraan batang bergigi dan
susunan roda gigi. Contoh dari gambar dial indikator dapat dilihat
pada Gambar B.2.5.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 41
Gambar B.2.5 Dial indicator [2]
Jam ukur tes/pupitas ( dial test indicator)
Pupitas disebut juga jam ukur test atau dial test indicator yang
berfungsi untuk mengetahui kerataan permukaan benda kerja dan
mengukur daerah toleransi suatu produk.
Prosedur Pemakaian pupitas
Jam ukur dengan kapasitas ukur yang lebih kecil (0,8 atau 0,2
mm), karena gerakan sensor tidak garis lurus tetapi merupakan
busur.
Sensor dapat diatur sehingga dapat membuat sudut atau sejajar
dengan sumbu dari badan pupitas.
Posisi sensor harus kurang lebih sejajar dengan permukaan
benda ukur

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 42
Contoh dari gambar pupitas dapat dilihat pada gambar B.2.6
Gambar B.2.6 Dial test indicator [2]
2.2 Teori alat ukur
a. Jangka sorong
Mistar Ingsut atau Jangka Sorong adalah alat ukur dimensi linier atau
panjang yang memiliki dua skala yaitu Skala Utama dan Skala Nonius.
Skala Utama adalah skala panjang dan Skala Nonius adalah skala yang
digeser-geser. Contoh dari jangka sorong dapat dilihat pada gambar B.2.7.
Gambar B.2.7 Jangka Sorong [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 43
Berikut ini merupakan keterangan dari gambar diatas :
1) Rahang ukur pengukuran luar
2) Rahang ukur pengukuran dalam
3) Lidah pengukur kedalaman (depth)
4) Skala utama mm
5) Skala utama inci
6) Skala nonius mm
7) Skala nonius inci
8) Kunci peluncur (untuk memblok gerakan peluncur sehingga
mempermudah pembacaan hasil)
Hal yang harus diperhatikan sewaktu memakai mistar ingsut
Peluncur harus dapat meluncurkan dengan baik tanpa goyang.
Periksa dudukan nol serta kesejajaran dari permukaan kedua rahang.
Benda yang diukur harus masuk ke dalam rahang.
Tekanan pengukuran jangan terlalu kuat kecermatan pengukuran
tergantung atas penggunaan tekanan yang cukup dan selalu tetap.
Pembacaan skala nonius setelah mistar ingsut diangkat dari objek
ukur,kecermatan dari mistar ingsut nonius adalah 0,10; 0,05; atau
0,02.
Jenis-jenis jangka sorong:
1. Jangka sorong standar
Contoh gambar jangka sorong standar dapat dilihat pada gambar B.2.8.
Gambar B.2.8 Jangka Sorong Standar [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 44
Fungsi Jangka sorong standar :
Untuk mengukur suatu benda dari sisi luar dengan cara diapit
Untuk mengukur sisi dalam suatu benda yang biasanya berupa
lubang (pada pipa, maupun lainnya) dengan cara diulur.
Untuk mengukur kedalamanan celah/lubang pada suatu benda
2. Jangka sorong jam (Dial Caliper)
Contoh gambar jangka sorong jam (Dial Caliper) dapat dilihat pada
gambar B.2.9.
Gambar B.2.9 jangka sorong jam (Dial Capiler) [2]
Fungsi Jangka Sorong jam :
Fungsi jangka sorong jam ini sama dengan jangka sorong standar tetapi
dilengkapi jam ukur sebagai pengganti dari skala nonius, diantaranya
adalah :
untuk mengukur suatu benda dari sisi luar dengan cara diapit
untuk mengukur sisi dalam suatu benda yang biasanya berupa
lubang (pada pipa, maupun lainnya) dengan cara diulur.
untuk mengukur kedalamanan celah/lubang pada suatu benda
3. Jangka sorong pipa
Contoh gambar jangka sorong pipa dapat dilihat pada gambar B.2.10

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 45
Gambar B.2.10 Jangka Sorong Pipa [2]
Fungsi Jangka sorong Pipa :
Untuk mengukur tebal dinding pipa
Untuk mengukur tebal plat yang melengkung
b. Mikrometer
Mikrometer adalah alat ukur dengan prinsip kerja dengan informasi
gerak melingkar skala yang diputar menjadi gerak transfersal pada
sensornya. Gambar dari mikrometer dapat dilihat pada gambar B.2.11.
Gambar B.2.11 Mikrometer [2]
Hal-hal harus diperhatikan sewaktu pemakaian mikrometer:
- Permukaan benda ukur dari mulut ukur harus bersih
- Kedudukan nol dari mikrometer harus diperiksa
- Buka mulut ukur sedikit hingga melebih dimensi objek ukur
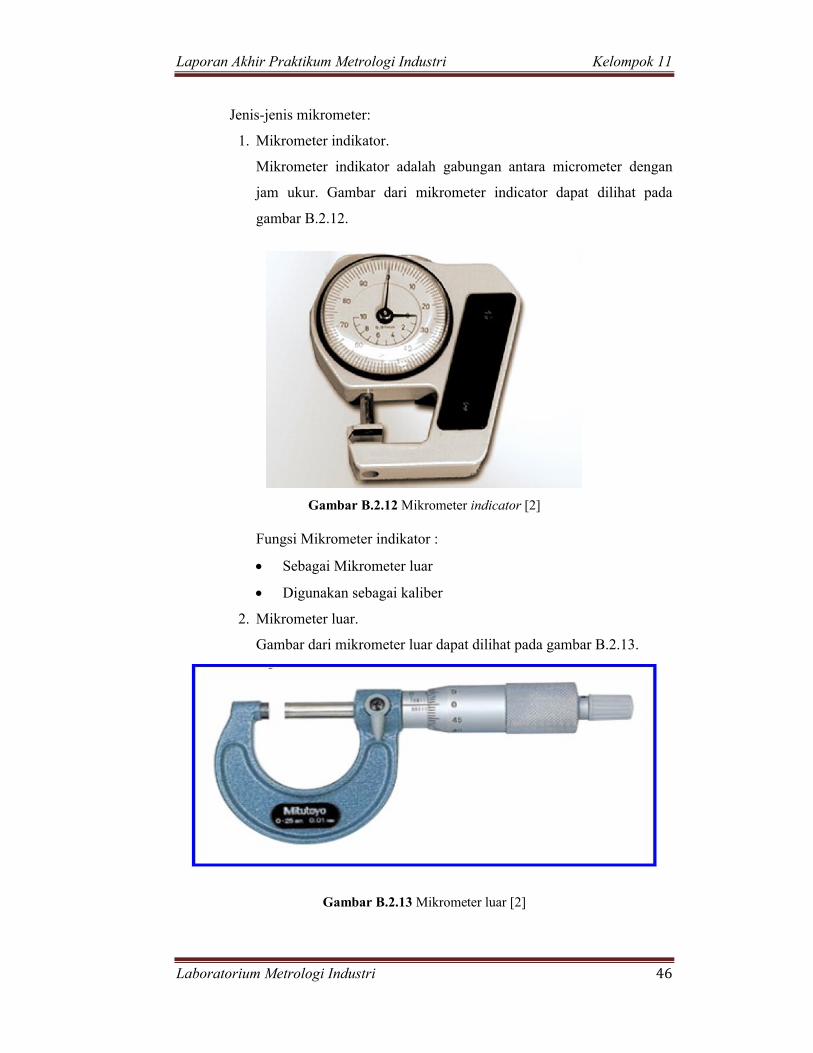
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 46
Jenis-jenis mikrometer:
1. Mikrometer indikator.
Mikrometer indikator adalah gabungan antara micrometer dengan
jam ukur. Gambar dari mikrometer indicator dapat dilihat pada
gambar B.2.12.
Gambar B.2.12 Mikrometer indicator [2]
Fungsi Mikrometer indikator :
Sebagai Mikrometer luar
Digunakan sebagai kaliber
2. Mikrometer luar.
Gambar dari mikrometer luar dapat dilihat pada gambar B.2.13.
Gambar B.2.13 Mikrometer luar [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 47
Fungsi Mikrometer luar :
Mengukur ukuran luar dengan kapasitas ukurhingga 25 mm.
Mengukur dimensi yang lebih besar dari 25 mm.
3. Mikrometer batas.
Gambar dari mikrometer batas dapat dilihat pada gambar B.2.14.
Gambar B.2.14 Mikrometer batas [2]
Fungsi Mikrometer Batas :
Sebagai kaliber batas untuk pengukuran produk dalam jumlah
banyak.
4. Mikrometer landasan V.
Gambar dari mikrometer landasan V dapat dilihat pada gambar
B.2.15.
Gambar B.2.15 Mikrometer landasan V [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 48
Fungsi Mikrometer Landasan V :
Mengukur diameter serta memeriksa kebulatanya.
Mengukur diameter luar dari perkakas potong dengan 3 sampai
4 alur.
Mengukur diameter kisar tap, dengan bantuan satu kawat.
5. Mikrometer kedalaman
Gambar dari mikrometer kedalaman dapat dilihat pada gambar
B.2.16.
Gambar B.2.16 Mikrometer kedalaman [2]
Fungsi Mikrometer Kedalaman :
Mengukur kedalaman suatu lubang atau permukaan bertingkat.
Batang ukur dapat diganti untuk mengubah kapasitas ukur.
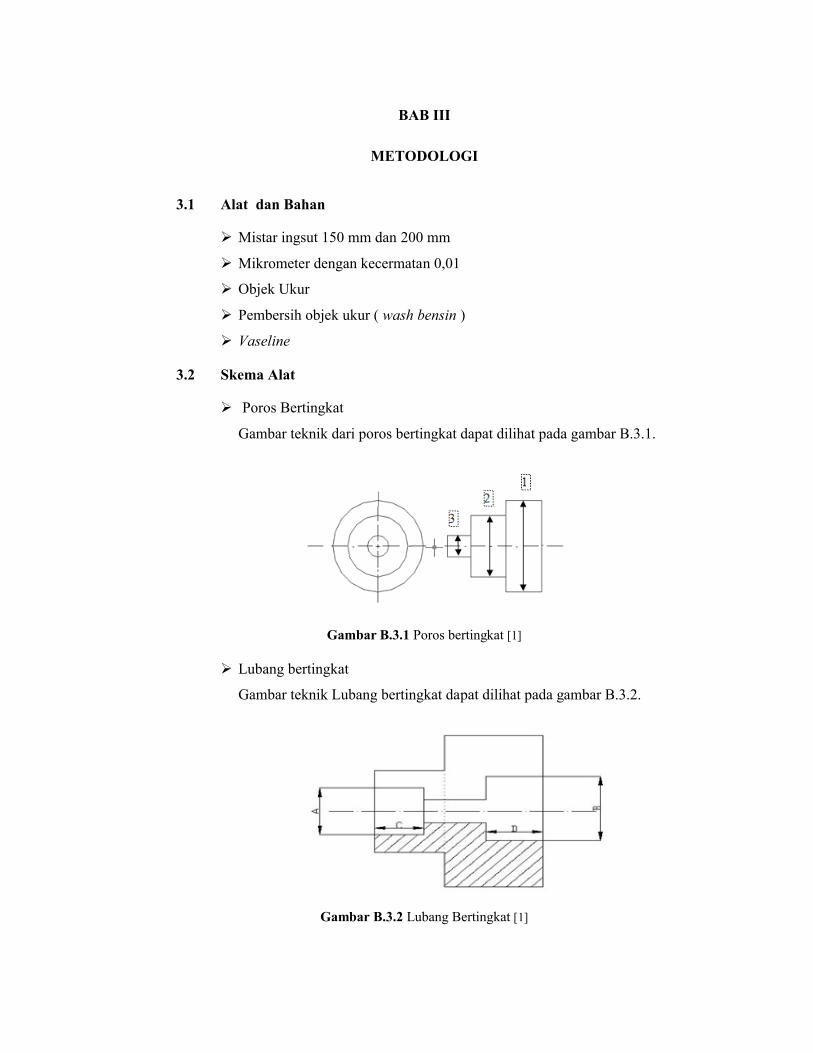
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 49
BAB III
METODOLOGI
3.1 Alat dan Bahan
Mistar ingsut 150 mm dan 200 mm
Mikrometer dengan kecermatan 0,01
Objek Ukur
Pembersih objek ukur ( wash bensin )
Vaseline
3.2 Skema Alat
Poros Bertingkat
Gambar teknik dari poros bertingkat dapat dilihat pada gambar B.3.1.
Gambar B.3.1 Poros bertingkat [1]
Lubang bertingkat
Gambar teknik Lubang bertingkat dapat dilihat pada gambar B.3.2.
Gambar B.3.2 Lubang Bertingkat [1]
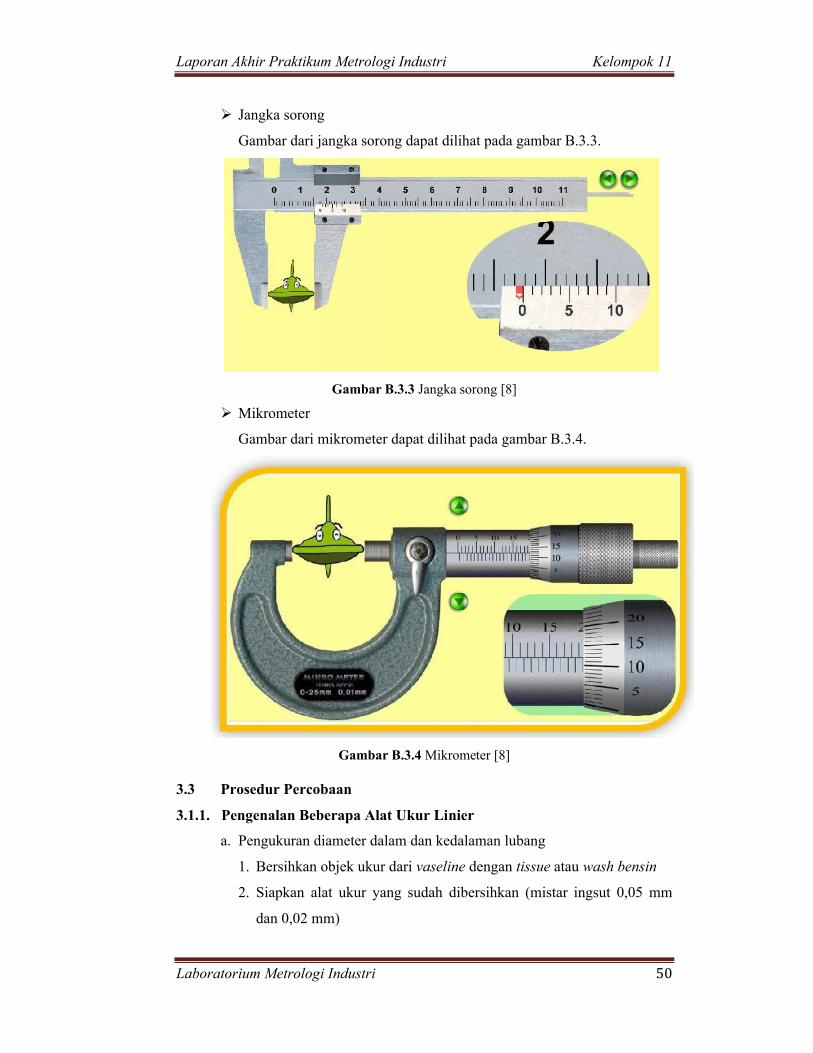
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 50
Jangka sorong
Gambar dari jangka sorong dapat dilihat pada gambar B.3.3.
Gambar B.3.3 Jangka sorong [8]
Mikrometer
Gambar dari mikrometer dapat dilihat pada gambar B.3.4.
Gambar B.3.4 Mikrometer [8]
3.3 Prosedur Percobaan
3.1.1. Pengenalan Beberapa Alat Ukur Linier
a. Pengukuran diameter dalam dan kedalaman lubang
1. Bersihkan objek ukur dari vaseline dengan tissue atau wash bensin
2. Siapkan alat ukur yang sudah dibersihkan (mistar ingsut 0,05 mm
dan 0,02 mm)

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 51
3. Pahami pemakaian alat ukur
4. Pahami gambar teknik yang diberikan dan lakukan pengukuran
menurut ketentuan gambar teknik
5. Catat hasil pengukuran
b. Pengukuran Poros bertingkat
1. Bersihkan objek ukur dari vaseline dengan tissue atau wash bensin
2. Siapkan alat ukur yang sudah dibersihkan ( mikrometer 0,01 mm )
3. Pahami pemakaian alat ukur
4. Pahami gambar teknik yang diberikan dan lakukan pengukuran
ketentuan gambar teknik
5. Catat hasil pengukuran

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 52
BAB IV
DATA DAN PEMBAHASAN
4.1 Data percobaan
Data hasil percobaan dapat dilihat pada tabel B.4.1 dan tabel B.4.2.
Tabel B.4.1 Hasil Pengukuran Diameter dalam dan kedalaman lubang [1]
Alat ukur KecermatanMistar Ingsut 1 0,05 mmMistar Ingsut 2 0,02 mm
Suhu Ruangan 27 oCDiameter
Pengukuran
Pengukuran
Mistar IngsutR = 200,
kecermatan 0,05 mm
Mistar IngsutR = 200,
kecermatan 0,02 mm
A
36 3636 35,6
35,9 3635.6 36
Rata – Rata 35,875 35,9Standar Deviasi 0,189 0,2
B
31,9 31,131,1 31,131,9 31,1
31,1 31,1Rata – Rata 31,5 31,1
Standar Deviasi 0,461 0
C
21,3 21,3
21,4 21,2
21,6 21,2
21,7 21,5Rata – Rata 21,5 21,3
Standar Deviasi 0,1825 0,141
D
15,1 15,1
15 15,3
15 15,115 15,1
Rata-rata 15,025 15,15Stansar Deviasi 0,05 0,1
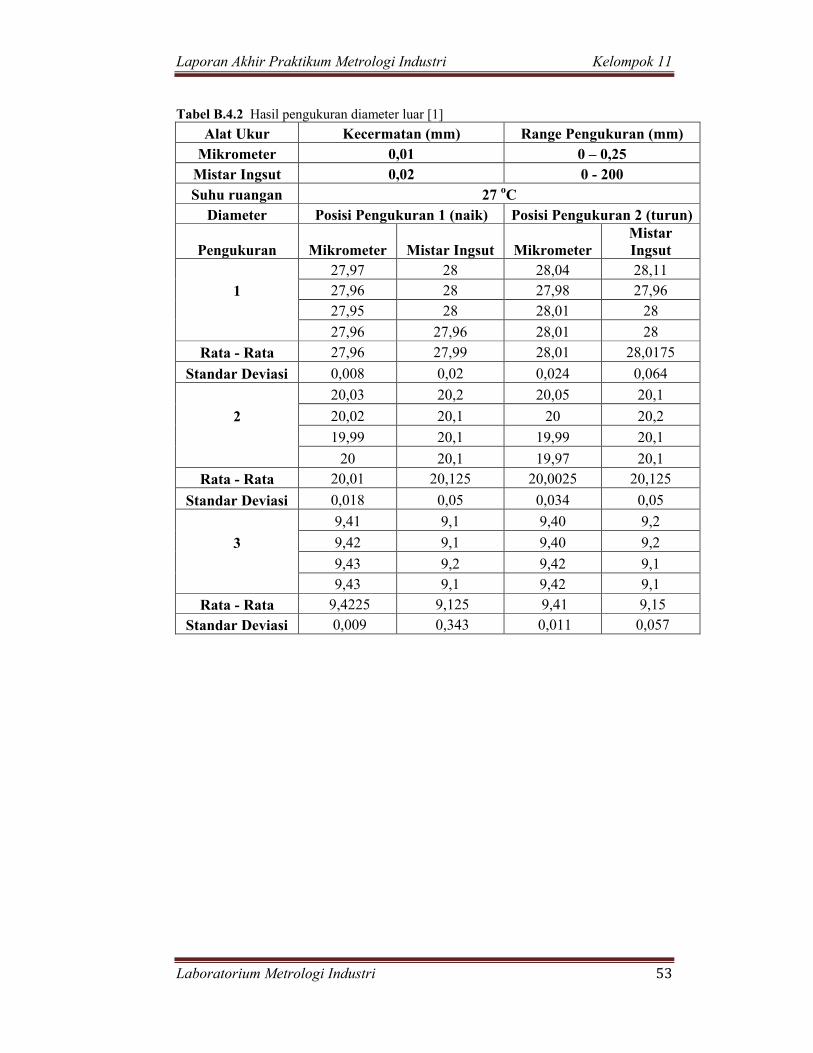
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 53
Tabel B.4.2 Hasil pengukuran diameter luar [1]
Alat Ukur Kecermatan (mm) Range Pengukuran (mm)Mikrometer 0,01 0 – 0,25
Mistar Ingsut 0,02 0 - 200Suhu ruangan 27 oC
Diameter Posisi Pengukuran 1 (naik) Posisi Pengukuran 2 (turun)
Pengukuran Mikrometer Mistar Ingsut MikrometerMistar Ingsut
27,97 28 28,04 28,111 27,96 28 27,98 27,96
27,95 28 28,01 28
27,96 27,96 28,01 28
Rata - Rata 27,96 27,99 28,01 28,0175
Standar Deviasi 0,008 0,02 0,024 0,064
20,03 20,2 20,05 20,1
2 20,02 20,1 20 20,2
19,99 20,1 19,99 20,1
20 20,1 19,97 20,1Rata - Rata 20,01 20,125 20,0025 20,125
Standar Deviasi 0,018 0,05 0,034 0,05
9,41 9,1 9,40 9,2
3 9,42 9,1 9,40 9,2
9,43 9,2 9,42 9,19,43 9,1 9,42 9,1
Rata - Rata 9,4225 9,125 9,41 9,15Standar Deviasi 0,009 0,343 0,011 0,057

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 54
4.2 Perhitungan
4.2.1 Lubang
Mistar Ingsut 0,05 range 150
- Rata - rata
x,‾ A =
= 35,875 mm
x,‾ B = 31,5 mm
x,‾ C = 21,5 mm
x,‾ D = 15.025 mm
- Standar deviasi
= 0,189
SDB = 0,461
SDC = 0,1825
SDD = 0,05
Mistar Ingsut 0,02 range 200
- Rata - rata
x,‾ A =
= 35,9 mm
x,‾ B = 31,1 mm
x,‾ C = 21,3 mm
x,‾ D = 15.15 mm
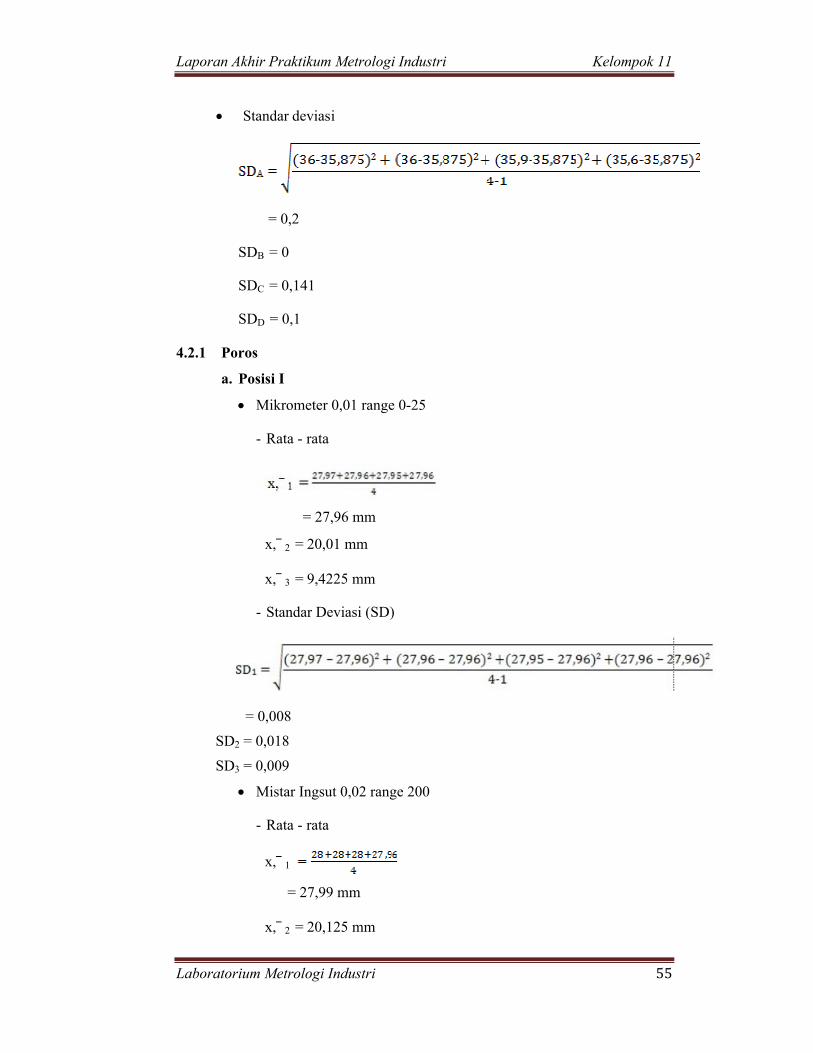
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 55
Standar deviasi
= 0,2
SDB = 0
SDC = 0,141
SDD = 0,1
4.2.1 Poros
a. Posisi I
Mikrometer 0,01 range 0-25
- Rata - rata
= 27,96 mm
x,‾ 2 = 20,01 mm
x,‾ 3 = 9,4225 mm
- Standar Deviasi (SD)
= 0,008
SD2 = 0,018
SD3 = 0,009
Mistar Ingsut 0,02 range 200
- Rata - rata
x,‾ 1
= 27,99 mm
x,‾ 2 = 20,125 mm

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 56
x,‾ 3 = 9,125 mm
- Standar Deviasi (SD)
= 0,02
SD2 = 0,05
SD3 = 0,343
b. Posisi II
Mikrometer 0,01 range 0-25
- Rata - rata
x,‾ 1
= 28,01 mm
x,‾ 2 = 20,0025 mm
x,‾ 3 = 9,41 mm
- Standar Deviasi (SD)
= 0,024
SD2 = 0,034
SD3 = 0,011
Mistar Ingsut 0,02 range 200
- Rata - rata
x,‾ 1
= 28,0175 mm
x,‾ 2 = 20,125 mm
x,‾ 3 = 9,15 mm
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 57
- Standar Deviasi (SD)
= 0,064
SD2 = 0,05
SD3 = 0,057

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 58
4.3 Grafik
Grafik hasil percobaan dapat dilihat pada gambar B.4.1 , B.4.2, B.4.3 dan
B.4.3
Gambar B.4.1 Grafik SD MI 0,05 vs MI 0,02
Gambar B.4.2 Grafik SD MI 0,02 vs Mikrometer 0,01 pada posisi 1
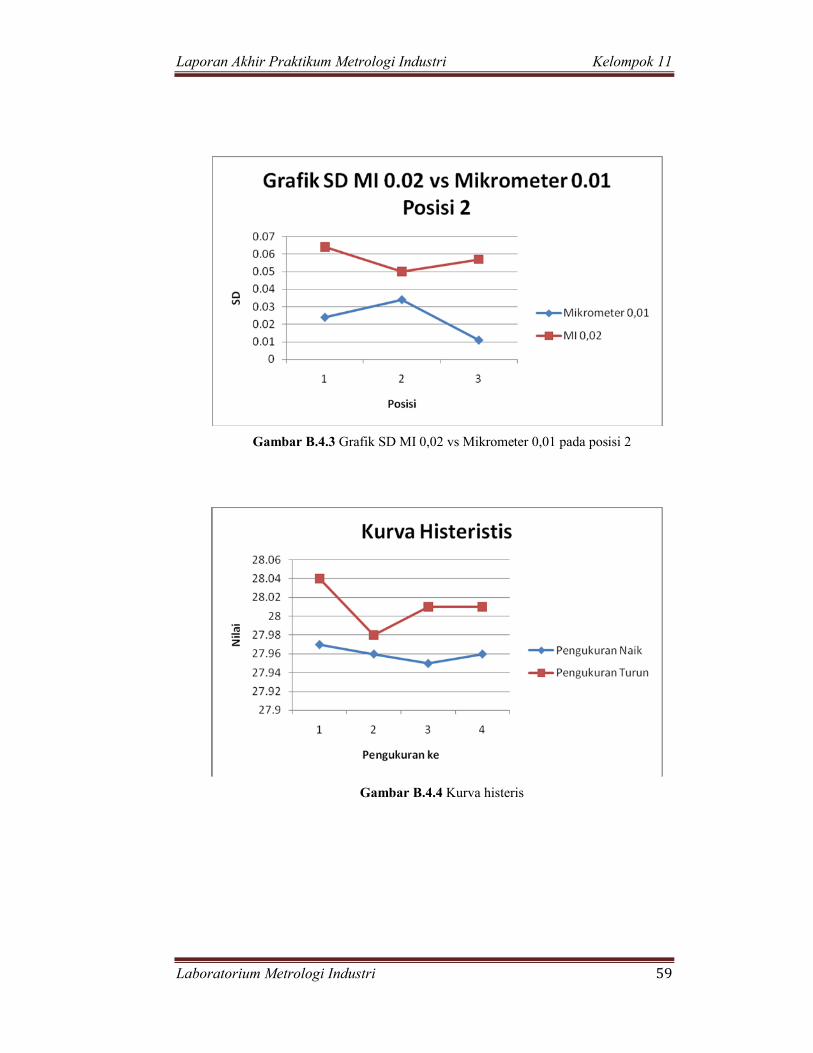
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 59
Gambar B.4.3 Grafik SD MI 0,02 vs Mikrometer 0,01 pada posisi 2
Gambar B.4.4 Kurva histeris

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 60
4.4 Analisa
Pada praktikum kali ini adalah tentang menganalisa hasil pengukuran
yang didapat dari beberapa alat ukur linear. Pada praktikum kali ini adalah
membandingkan alat ukur mistar ingsut 0,05 mm dan mistar ingsut 0,02 mm
pada pengukuran diameter dalam dan kedalaman lubang. Lalu,
membandingkan alat ukur mikrometer 0,01 mm dengan mistar ingsut 0,02
mm.
Sebelum tahap pengambilan data, dilakukan pembersihan terhadap
vaseline dengan wash bensin . Tujuannya adalah untuk membersihkan
permukaan objek ukur dari pengotornya. Vaseline yang digunakan untuk
mencegah benda ukur dari korosi.
Pengukuran pertama adalah mengukur diameter dalam dan kedalaman
lubang. Pengukuran dilakukan senyak 4 kali. Pengukuran pertama
menghasilkan standar deviasi 0,189. Pengukuran kedua menghasilkan
standar deviasi 0,461. Pengukuran ketiga menghasilkan standar deviasi
0,1825. Lalu, pengukuran keempat menghasilkan standar deviasi 0,05. Dari
data ini dapat dilihat bahwa nilai tertinggi adalah pada pengukuran kedua
yakni pengukuran kedalaman lubang C. Pada pengukuran ini besarnya nilai
SD, disebabkan karena praktikan yang masih ragu dengan teori objek,
ketidak telitian dalam mengukur objek.
Pengukuran kedua adalah mengukur diameter luar. Pengukuran
dilakukan sebanyak empat kali dengan jenis pengukuran naik dan
pengukuran turun. Pada pengukuran naik nilai standar deviasi tertinggi pada
micrometer adalah 0,018. Sedangkan pada pengukuran dengan mistar ingsut
standar deviasi tertinggi adalah 0,343. Selanjutnya pada pengukuran turun,
pada mikrometer mempunyai standar deviasi tertinggi yakni 0,034.
Sedangkan dengan mistar ingsut mempunyai standar deviasi tertinggi yakni
0,064. Dari perbedaan nilai ini yang mana nilai SD mikrometer selalu lebih
kecil dari SD mistar ingsut, menunjukan ketelitian dari mistar ingsut kurang
dari ketelitian dari mikrometer. Standar deviasi yang terlalu besar

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 61
menunjukkan kekurang telitian praktikan dalam mengukura dan membaca
skala.
Dari kurva SD Mistar Ingsut 0,05 vs Mistar ingsut 0,02, diperoleh data
yang bervariasi. Pada MI 0,05 nilai SD cenderung diatas MI 0,02. Seperti
yang terlihat pada grafik pada pengukuran B, nilai ini sangat jelas sekali
perbedaan ketinggiannya. Sehingga, nilai ini menggambarkan alat ukur MI
0,05 memiliki ketelitian yang kurang dibandingkan MI 0,02. Namun, grafik
ini juga menunjukkan bahwa data yang diperoleh banyak mengalami
penyimpangan yang dikarenakan pengalaman praktikan dalam posisi
pengukuran, pembacaan skala, maupun alat ukur yang belum mengalami
pengkalibrasian.
Pada kurva SD MI 0,02 vs Mikrometer 0,01 pada posisi 1 (pengukuran
naik), diperoleh data yang menunjukkan bahwa standar deviasi MI 0,02
berada diatas Mikrometer 0,01. Hal ini mempresentasikan bahwa alat ukur
micrometer 0,01 memiliki ketelitian yang lebih baik saat pengukuran
dibandingkan dengan MI 0,02. Hal ini dapat disebabkan karena
kecermatannya yang lebih tinggi yakni 0,01 mm. Namun Standar Deviasi ini
juga menunjukkan kesalahan atau penyimpangan yang terjadi saat
pengukuran yang juga disebabkan dari pengalaman dari si pengukur dalam
hal ini kelompok 11 yang masih kurang. Sehingga, dimunhkinkan terjadinya
kesalahan dalam pengukuran, seperti penyimpangan dari si pengukur yang
kurang memahamu dasar – dasar pengukuran dengan benar. Lalu,
penyimpangan alat ukur yang belum dikalibrasi ulang sebelum pengambilan
data. Penyimpangan dalam posisi pengukuran, sehingga, membentuk sudut
ө yang mengakibatkan pertambahan panjang sebesar M.
Grafik selanjutnya yakni MI 0,02 vs Mikrometer 0,01 pada posisi 2
(pengukuran turun). Pada grafik ini juga menunjukkan bahwa pengambilan
data dengan alat ukur dengan kecermatan tinggi menghasilkan pengukuran
dengan standar deviasi yang rendah. Begitu juga sebaliknya seperti
pengukuran sebelumnya, hal ini juga dikarenakan pengalaman praktikan
yang masih kurang, dalam hal ini memahami dasar – dasar pengukuran

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 62
dengan baik dan benar lalu ketidak tepatan pada posisi pengukuran , yang
mana terhadap L dibagi dengan cos ө. Kemungkinan lain adalah alat ukur
yang belum dikalibrasi saat pengukuran dalam praktikum.
Pada grafik terakhir yakni kurva histeris, yang mana menggambarkan
perbandingan nilai antara pengukuran naik dengan pengukuran turun. Dari
grafik ini terlihat bahwa nilai pengukuran naik jauh lebih rendah dai
pengukuran turun. Hal ini mungkin karena penyimpangan pengukuran oleh
praktikan, penyimpangan posisi ukur, penyimpangan alat ukur seperti yang
dijelaskan pada kurva – kurva sebelumnya.
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 63
BAB V
PENUTUP
5.1. Kesimpulan
Dari pratikum ini yang telah dilakukan, kesimpulan yang dapat
diperoleh adalah :
a. Alat ukur dengan kecermatan tinggi memiliki standar presisi yang
rendah.
b. Pengukuran naik – turun tidak memperoleh nilai yang sama.
c. Penyimpangan dalam pengukuran seperti penyimpangan si pengukur,
alat ukur, dan posisi pengukuran.
5.2. Saran
Untuk lebih baiknya praktikum kedepannya, saran yang diberikan
adalah
a. Agar memahami dengan baik dan benar dalam pengukuran
b. Agar hati – hati dan teliti dalam membaca data
PENGUKURAN LUBANG DENGAN ALAT UKUR LUBANG
(M II)
ASISTEN :
AULIA RAHMAN

BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam dunia industri, hasil dari produksi suatu produk ada yang berupa
poros dan lubang, terutama pada komponen-komponen mesin. Pada
produksinya poros dan lubang tersebut haruslah mempunyai toleransi. Dan
apabila poros dan lubang tersebut dibuat berpasangan haruslah sesuai dengan
toleransi suaian yang telah ditetapkan. Untuk mengetahui apakah produk
yang di produksi tersebut mempunyai toleransi dan suaian yang sesuai
dengan yang ditetapkan maka dilakukanlah pengukuran toleransi dan suaian
lubang tersebut agar produk yang sudah diproduksi tidak cacat nantinya
dipasaran. Maka dari itu sebagai sarjana teknik harus bisa melakukan
pengukuran toleransi dan suaian pada lubang dan poros tersebut. Agar
nantinya di dunia kerja mempunyai soft skill dalam melakukan pengukuran.
1.2 Tujuan
1. Pengenalan dan penggunaan beberapa alat ukur lubang
2. Memahami toleransi lubang
3. Membandingkan hasil pengukuran dari beberapa alat ukur lubang
1.3 Manfaat
Praktikan mampu menggunakan alat ukur lubang dan memahami tolensi-
tolensi pada lubang, serta membandingkan hasil pengukuran dengan beberapa
alat ukur lubang.
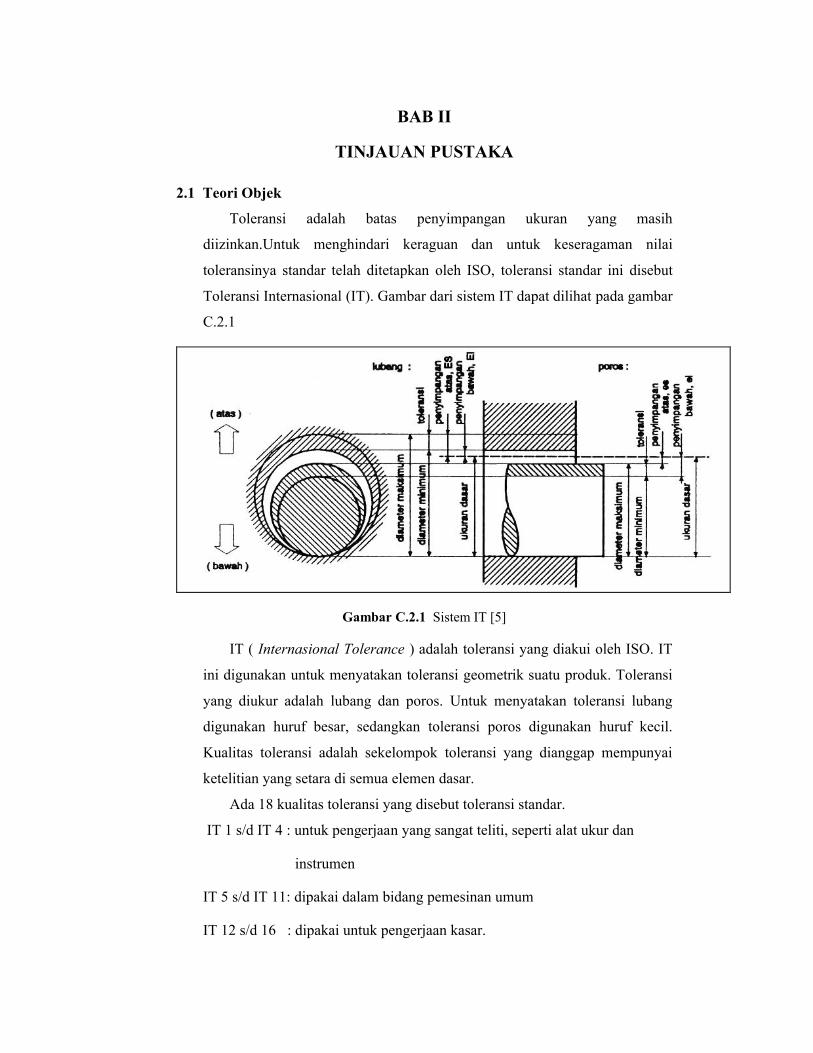
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 65
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
Toleransi adalah batas penyimpangan ukuran yang masih
diizinkan.Untuk menghindari keraguan dan untuk keseragaman nilai
toleransinya standar telah ditetapkan oleh ISO, toleransi standar ini disebut
Toleransi Internasional (IT). Gambar dari sistem IT dapat dilihat pada gambar
C.2.1
Gambar C.2.1 Sistem IT [5]
IT ( Internasional Tolerance ) adalah toleransi yang diakui oleh ISO. IT
ini digunakan untuk menyatakan toleransi geometrik suatu produk. Toleransi
yang diukur adalah lubang dan poros. Untuk menyatakan toleransi lubang
digunakan huruf besar, sedangkan toleransi poros digunakan huruf kecil.
Kualitas toleransi adalah sekelompok toleransi yang dianggap mempunyai
ketelitian yang setara di semua elemen dasar.
Ada 18 kualitas toleransi yang disebut toleransi standar.
IT 1 s/d IT 4 : untuk pengerjaan yang sangat teliti, seperti alat ukur dan
instrumen
IT 5 s/d IT 11: dipakai dalam bidang pemesinan umum
IT 12 s/d 16 : dipakai untuk pengerjaan kasar.
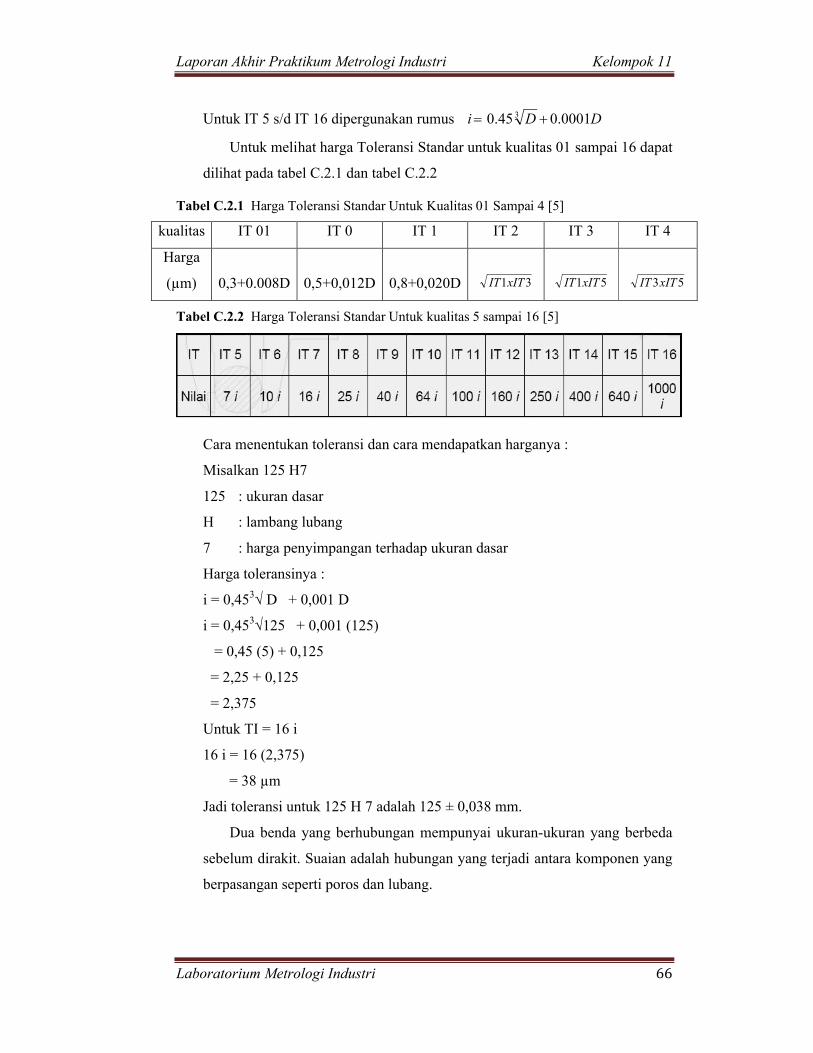
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 66
Untuk IT 5 s/d IT 16 dipergunakan rumus DDi 0001.045.0 3
Untuk melihat harga Toleransi Standar untuk kualitas 01 sampai 16 dapat
dilihat pada tabel C.2.1 dan tabel C.2.2
Tabel C.2.1 Harga Toleransi Standar Untuk Kualitas 01 Sampai 4 [5]
kualitas IT 01 IT 0 IT 1 IT 2 IT 3 IT 4
Harga
(µm) 0,3+0.008D 0,5+0,012D 0,8+0,020D 31xITIT 51xITIT 53xITIT
Tabel C.2.2 Harga Toleransi Standar Untuk kualitas 5 sampai 16 [5]
Cara menentukan toleransi dan cara mendapatkan harganya :
Misalkan 125 H7
125 : ukuran dasar
H : lambang lubang
7 : harga penyimpangan terhadap ukuran dasar
Harga toleransinya :
i = 0,453√ D + 0,001 D
i = 0,453√125 + 0,001 (125)
= 0,45 (5) + 0,125
= 2,25 + 0,125
= 2,375
Untuk TI = 16 i
16 i = 16 (2,375)
= 38 µm
Jadi toleransi untuk 125 H 7 adalah 125 ± 0,038 mm.
Dua benda yang berhubungan mempunyai ukuran-ukuran yang berbeda
sebelum dirakit. Suaian adalah hubungan yang terjadi antara komponen yang
berpasangan seperti poros dan lubang.
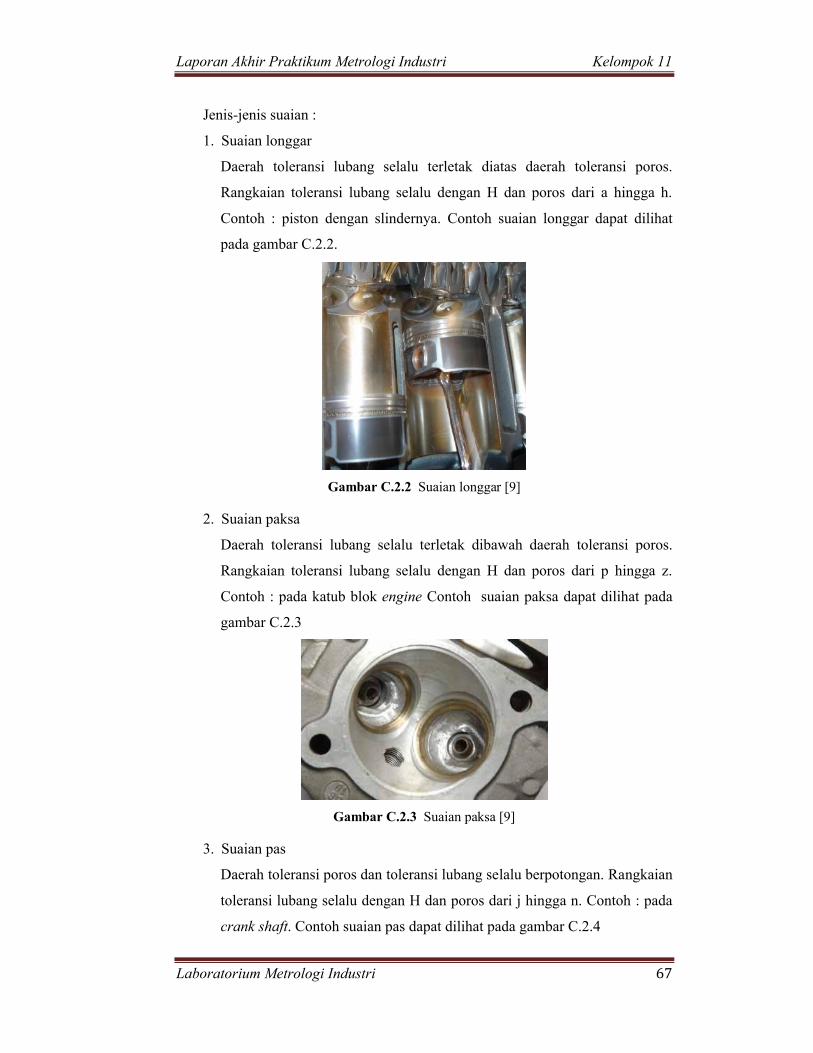
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 67
Jenis-jenis suaian :
1. Suaian longgar
Daerah toleransi lubang selalu terletak diatas daerah toleransi poros.
Rangkaian toleransi lubang selalu dengan H dan poros dari a hingga h.
Contoh : piston dengan slindernya. Contoh suaian longgar dapat dilihat
pada gambar C.2.2.
Gambar C.2.2 Suaian longgar [9]
2. Suaian paksa
Daerah toleransi lubang selalu terletak dibawah daerah toleransi poros.
Rangkaian toleransi lubang selalu dengan H dan poros dari p hingga z.
Contoh : pada katub blok engine Contoh suaian paksa dapat dilihat pada
gambar C.2.3
Gambar C.2.3 Suaian paksa [9]
3. Suaian pas
Daerah toleransi poros dan toleransi lubang selalu berpotongan. Rangkaian
toleransi lubang selalu dengan H dan poros dari j hingga n. Contoh : pada
crank shaft. Contoh suaian pas dapat dilihat pada gambar C.2.4

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 68
Gambar C.2.4 Suaian pas [9]
Contoh dari sistem suaian poros dan lubang dapat dilihat pada gambar
C.2.5
Gambar C.2.5 Sistem suaian poros dan lubang [5]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 69
Gambar dari 3 jenis suaian dapat dilihat pada gambar C.2.6
Gambar C.2.6 Tiga jenis Suaian [5]
Klasifikasi toleransi, bentuk dan posisi :
Bentuk suatu elemen
Kelurusan ( straightness )
Keterangan dari toleransi kelurusan dapat dilihat pada tabel C.2.3
Tabel C.2.3 Tabel Kelurusan [5]
Kerataan ( flatness )
Keterangan dari toleransi kerataan dapat dilihat pada tabel C.2.4
Tabel C.2.4 Tabel Kerataan [5]
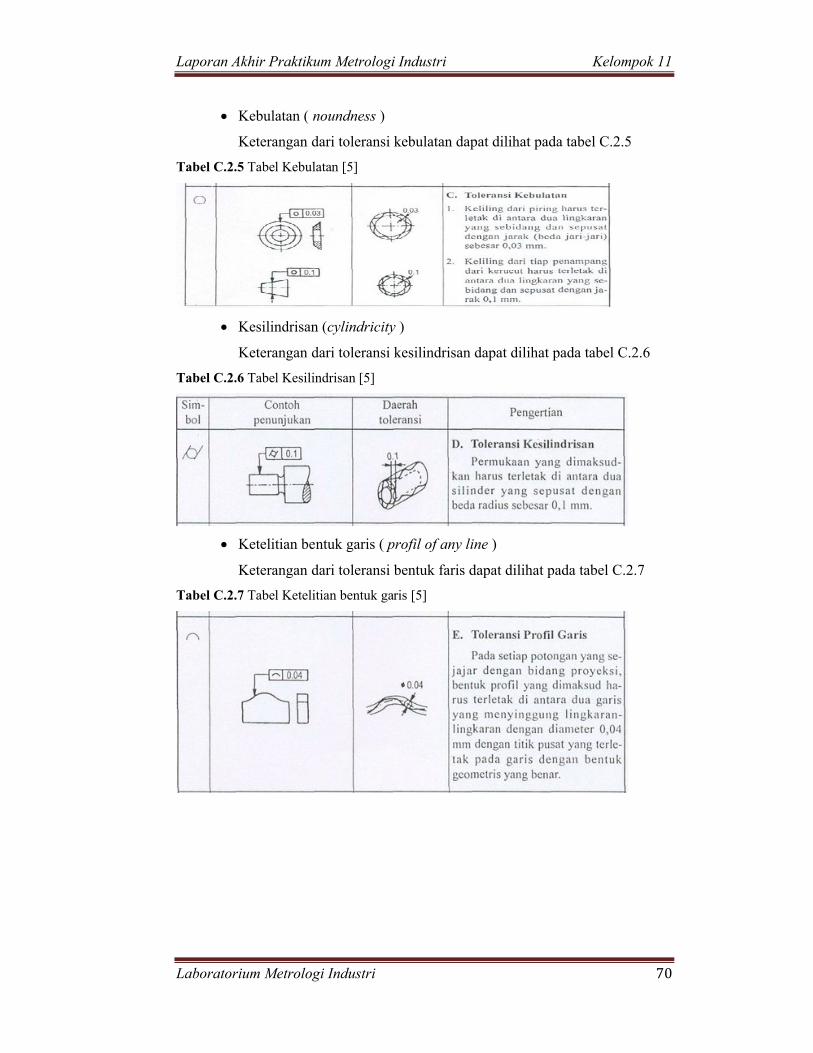
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 70
Kebulatan ( noundness )
Keterangan dari toleransi kebulatan dapat dilihat pada tabel C.2.5
Tabel C.2.5 Tabel Kebulatan [5]
Kesilindrisan (cylindricity )
Keterangan dari toleransi kesilindrisan dapat dilihat pada tabel C.2.6
Tabel C.2.6 Tabel Kesilindrisan [5]
Ketelitian bentuk garis ( profil of any line )
Keterangan dari toleransi bentuk faris dapat dilihat pada tabel C.2.7
Tabel C.2.7 Tabel Ketelitian bentuk garis [5]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 71
Ketelitian bentuk bidang ( profil of any surface )
Keterangan dari toleransi bentuk bidang dapat dilihat pada tabel C.2.8
Tabel C.2.8 Tabel Ketelitian bentuk bidang [5]
Orientasi
Kesejajaran ( parallelism )
Keterangan dari toleransi kesejajaran dapat dilihat pada tabel C.2.9
Tabel C.2.9 Tabel Kesejajaran [5]
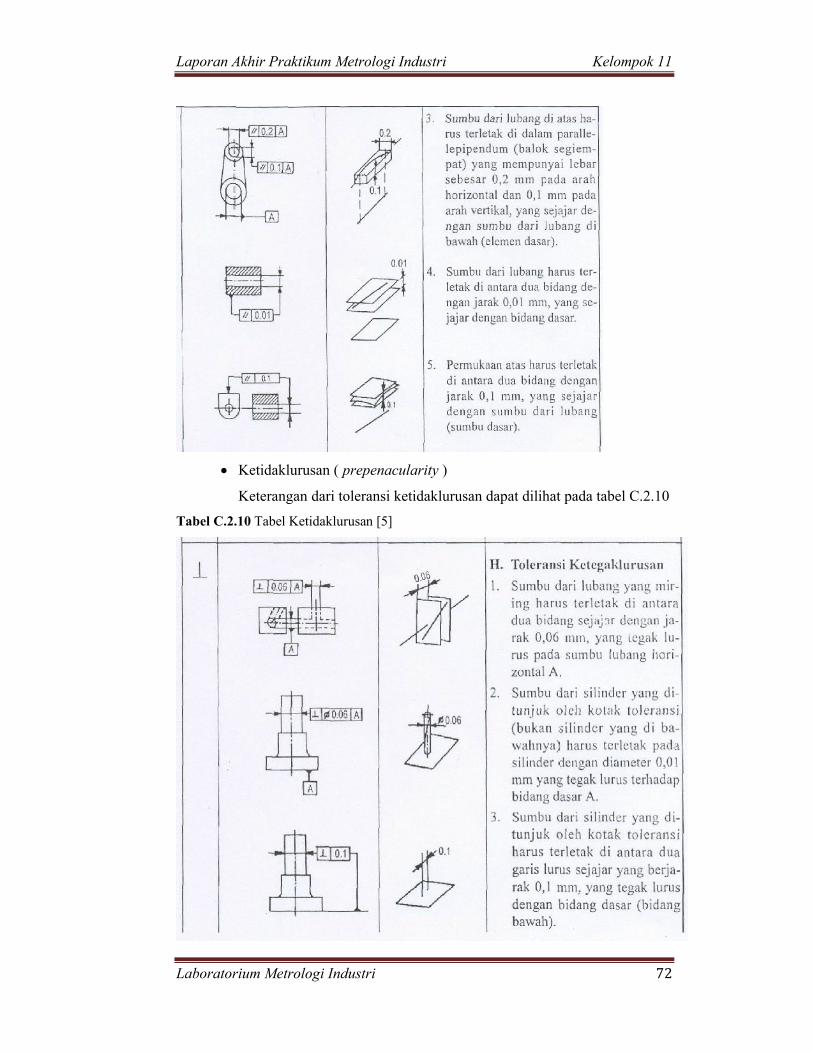
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 72
Ketidaklurusan ( prepenacularity )
Keterangan dari toleransi ketidaklurusan dapat dilihat pada tabel C.2.10
Tabel C.2.10 Tabel Ketidaklurusan [5]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 73
Kemiringan ( angularity )
Keterangan dari toleransi bentuk bidang dapat dilihat pada tabel C.2.11
Tabel C.2.11 Tabel Kemiringan [5]
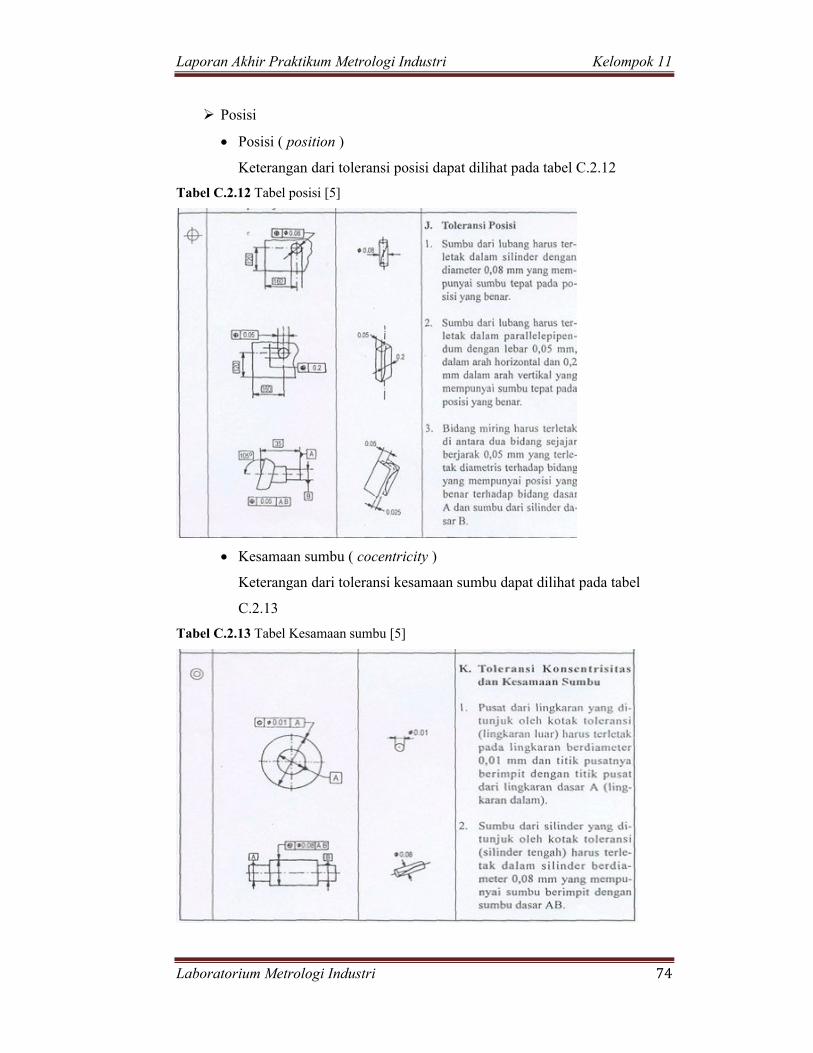
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 74
Posisi
Posisi ( position )
Keterangan dari toleransi posisi dapat dilihat pada tabel C.2.12
Tabel C.2.12 Tabel posisi [5]
Kesamaan sumbu ( cocentricity )
Keterangan dari toleransi kesamaan sumbu dapat dilihat pada tabel
C.2.13
Tabel C.2.13 Tabel Kesamaan sumbu [5]
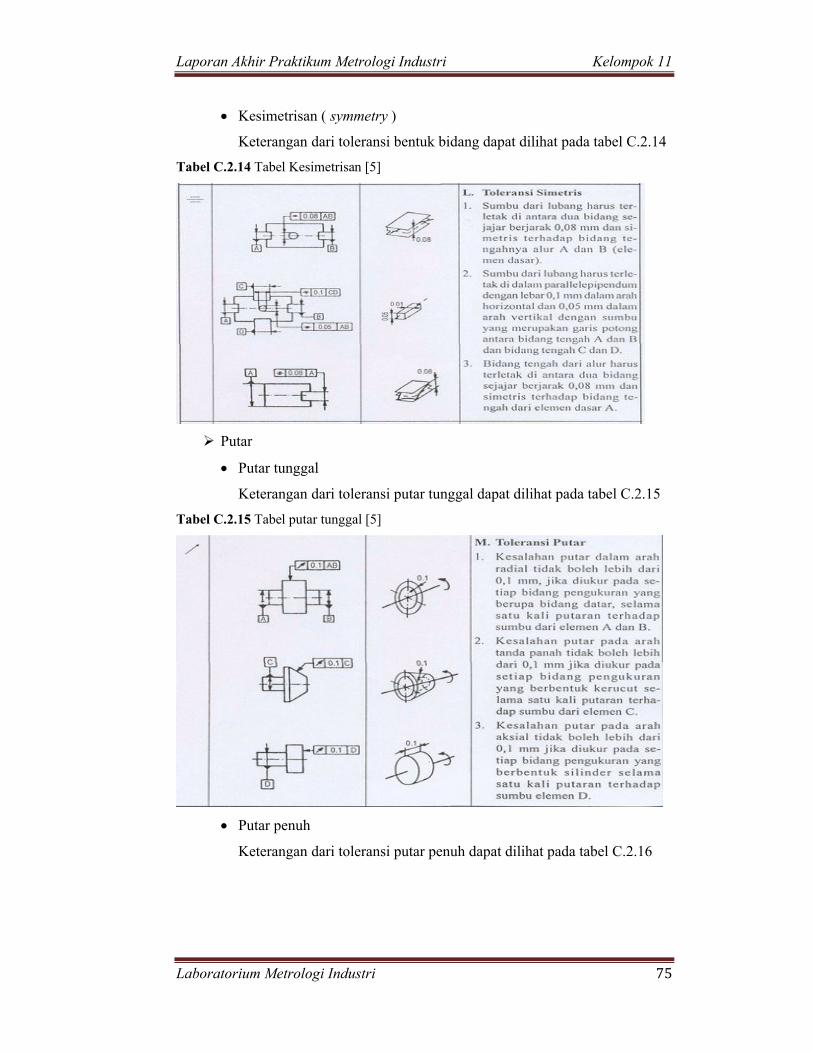
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 75
Kesimetrisan ( symmetry )
Keterangan dari toleransi bentuk bidang dapat dilihat pada tabel C.2.14
Tabel C.2.14 Tabel Kesimetrisan [5]
Putar
Putar tunggal
Keterangan dari toleransi putar tunggal dapat dilihat pada tabel C.2.15
Tabel C.2.15 Tabel putar tunggal [5]
Putar penuh
Keterangan dari toleransi putar penuh dapat dilihat pada tabel C.2.16

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 76
Tabel C.2.16 Tabel putar penuh [5]
Untuk melihat simbol dari toleransi geometri dapat dilihat pada tabel C.2.17
Tabel C.2.17 Toleransi Geometri [5]
2.2 Teori Alat Ukur
Pada praktikum ini menggunakan tiga buah alat ukur yaitu :
1. Threebore ( mikrometer tiga kaki)
Threebore merupakan alat ukur yang digunakan untuk mengukur diameter
dalam lubang, alat ini terdiri atas tiga skala, dua diantaranya adalah skala
utama dan skala minor. Skala utama yang sebelah kiri digunakan untuk
sensor pendek dan yang kanan untuk sensor panjang. Perbandingan skala
1:1 mm sedangkan untuk skala minor satu skala panjang sama dengan 0,01

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 77
mm jadi kecermatanya adalah mencapai 0,005 mm. Contoh dari threebore
dapat dilihat pada gambar C.2.7
Gambar C.2.7 Threebore [4]
Bagian – bagian dari Threebore :
a. Ratchet
b. Skala utama
c. Skala nonius
d. Rangka
e. Sensor
2. Telescope gauge
Merupakan alat pengukuran tidak langsung setelah disesuaikan sensor
dengan diameter dalam lubang maka diukur dengan jangka sorong atau
mikrometer. Contoh dari telescope gauge dapat dilihat pada gambar C.2.8
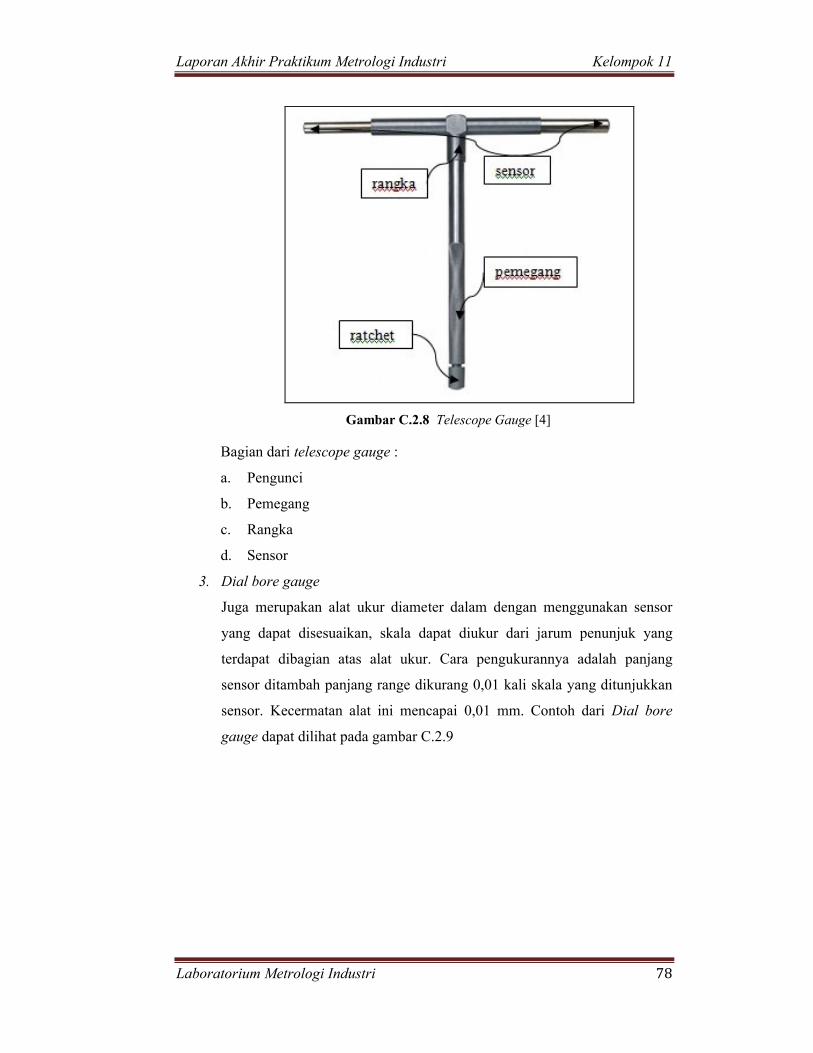
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 78
Gambar C.2.8 Telescope Gauge [4]
Bagian dari telescope gauge :
a. Pengunci
b. Pemegang
c. Rangka
d. Sensor
3. Dial bore gauge
Juga merupakan alat ukur diameter dalam dengan menggunakan sensor
yang dapat disesuaikan, skala dapat diukur dari jarum penunjuk yang
terdapat dibagian atas alat ukur. Cara pengukurannya adalah panjang
sensor ditambah panjang range dikurang 0,01 kali skala yang ditunjukkan
sensor. Kecermatan alat ini mencapai 0,01 mm. Contoh dari Dial bore
gauge dapat dilihat pada gambar C.2.9

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 79
Gambar C.2.9 Dial bore Gauge [4]
Bagian dari Dial Bore Gauge:
a) Skala utama
b) Rangka
c) Sensor

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 80
BAB III
METODOLOGI
3.1 Alat dan bahan
a Objek Ukur
b Alat Ukur:
Threebore
Dial Bore Gauge
Teleskop Gauge
3.2 Skema Alat
a. Objek ukur
Contoh dari objek yang akan diukur dapat dilihat pada gambar C.3.1
Gambar C.3.1 Objek ukur berupa lubang

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 81
b. Threebore
Contoh dari Threebore dapat dilihat pada gambar C.3.2
Gambar C.3.2 Threebore [4]
Bagian – bagian dari Threebore :
a) Ratchet
b) Skala utama
c) Skala nonius
d) Rangka
e) Sensor
c. Dial Bore Gauge
Contoh dari gambar dari Dial Bore Gauge dapat dilihat pada gambar
C.3.3
Gambar C.3.3 Dial bore Gauge [4]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 82
Bagian dari Dial Bore Gauge:
a) Skala utama
b) Rangka
c) Sensor
d. Telescope Gauge
Contoh dari Telescope Gauge dapat dilihat pada gambar C.3.4
Gambar C.3.4 Telescope Gauge[4]
Bagian dari telescope gauge :
a) Pengunci
b) Pemegang
c) Rangka
d) Sensor
3.3 Prosedur Praktikum
1. Pengukuran dengan Telescope Gauge
Pengukuran dengan telescope gauge ini termasuk pengukuran tak
langsung:
a Ambil telescope gauge dengan range tertentu untuk mengukur
diameter lubang.
b Buka pengunci sensor, sehingga sensor dapat bergerak bebas.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 83
c Ukur diameter lubang dengan menyentuhkan sensor pada permukaan
benda ukur.
d Kunci sensor pada saat posisi sensor tegak lurus dengan meja ukur.
e Kemudian ukur posisi sensor telescope gauge dengan mikrometer,
catat harga yang ditunjukkan mikrometer.
f Lakukan pengukuran pada posisi yang berbeda.
2. Pengukuran dengan menggunakan Threebore
a Pasangkan sensor yang sesuai dengan diameter yang mungkin di
penuhinya. Threebore memiliki dua tipe sensor, sensor pendek dan
sensor panjang.
b Periksa kedudukan nol serta ketepatan posisi sensor Threebore.
c Posisi sensor harus tegak lurus dengan muka ukur benda.
d Putar gigi gelincir atau racet dengan perlahan sehingga sensor tepat
menyentuh permukaan muka ikur.
e Pembacaan skala dilakukan sesuai dengan tipe sensor yang di gunakan.
3. Pengukuran dengan menggunakan dial bore gauge
a Pasangkan susunan sensor yang sesuai dengan diameter yang mungkin
dipenuhi.
b Periksa kedudukan nol serta ketepatan posisi sensor dial bore gauge
c Posisi sensor harus tepat tegak lurus dari muka benda ukur.
d Baca skala pada dial indikator.

KALIBRASI ALAT UKUR
(M III)
ASISTEN :
MIKO DARMIGUS

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 84
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada masa sekarang kebutuhan akan produk yang berkualitas dan baik
meningkat dengan pesatnya. Tentunya produk yang berkulitas adalah produk
yang memiliki aspek geometri (dimensi, bentuk, dan kekasaran permukaan)
sesuai dengan yang distandarkan. Dalam menghasikan produk berkualitas
tersebut kita membutuhkan berbagai jenis alat ukur dan alat ukur yang baik
adalah alat ukur yang ketelitian tinggi, dan kecermatan yang baik, serta
terkalibrasi dengan ukuran standarnya.
Dalam pengkalibrasian alat ukur kita dapat menggunakan alat ukur yang
telah distandarkan yakni blok ukur. Blok ukur merupakan alat ukur yang
sering dipakai dalam pengkalibrasian alat ukur lain karena telah memiliki
ukuran yang sesuai dengan standar ukuran yang ditetapkan. Pengukuran
dengan blok ukur yang juga disebut dengan pengukuran standar.
Sebagai sarjana teknik mesin tentunya kita harus mengetahui apasaja
kelainan atau kerusakan pada alat ukur dan mengetahui cara pengkalibrasian
alat ukur agar didalam dunia kerja kita dapat menghasilkan produk yang
sesuai dengan aspek geometri yang diinginkan.
1.2 Tujuan
1. Mengetahui kerusakan/kelainan yang bisa terjadi pada alat ukur.
2. Mengetahui cara kalibrasi alat ukur.
1.3 Manfaat
Adapun manfaat dari pratikum ini kita dapat mengetahui kerusakan atau
kelainan yang bisa terjadi pada alat ukur dan mengetahui cara kelibrasi alat
ukur.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 85
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
Kalibrasi yaitu membandingkan / mencocokkan besaran yang terbaca
pada hasil pengukuran dengan besaran standar.
Alat ukur yang akan dikalibrasi :
1. Mistar Ingsut / Jangka Sorong
Ada dua jenis utama dari mistar ingsut. Jenis pertama hanya digunakan
untuk mengukur dimensi luar dan dimensi dalam, sedangkan jenis kedua
selain bisa untuk mengukur dimensi dalam dan luar, bisa juga untuk
mengukur dimensi kedalaman. Cara kerjanya ialah benda ukur ditahan pada
salah satu sisi permukaannya oleh rahang ukur tetap, kemudian peluncur
digeserkan sehingga rahang ukur gerak menempel pada sisi lainnya, pada saat
benda ukur dijepit maka orang yang melakukan pengukuran dapat membaca
posisi garis indeks pada skala ukur. Cara pembacaan skala jangka sorong
dapat dilihat pada gambar D.2.1.
Gambar D.2.1 Cara pembacaan skala jangka sorong [11]
Hal – hal yang harus diperhatikan sewaktu pengkalibrasian mistar ingsut
adalah :
a. Peluncur harus dapat meluncurkan dengan baik tanpa bergoyang.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 86
b. Periksa kedudukan nol serta kesejajaran dari permukaan kedua rahang.
c. Benda yang diukur harus masuk kedalam rahang.
d. Tekanan penggunaan jangan terlalu kuat, kecermatan pengukuran
tergantung atas penggunaan tekanan yang cukup dan selalu tetap.
e. Pembacaan skala nonius setelah mistar ingsut diangkat dari objek ukur
ingsut adalah 0,1 ; 0,05 ; dan 0,02.
2. Mikrometer
Mikrometer adalah alat ukur dengan prinsip kerja dengan informasi gerak
melingkar skala yang diputar menjadi gerak transfersal pada sensornya.
Mikrometer merupakan salah satu jenis alat ukur linier yang mempunyai
ketelitian yang baik, dengan kecermatan 0,02 mm. Cara pembacaan skala
mikrometer dapat dilihat pada gambar D.2.2 .
Gambar D.2.2 Cara pembacaan skala mikrometer [11]
Beberapa hal yang harus diperhatikan dalam pemakaian mikrometer ialah
sebagai berikut :
a. Permukaan benda ukur dari mulut ukur harus bersih.
b. Kedudukan nol dari mikrometer harus diperiksa.
c. Buka mulut ukur sedikit sehingga melebihi dimensi objek ukur.
d. Beda ukur dipegang dengan tangan kiri dan mikrometer dengan tangan
kanan.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 87
e. Pada waktu mengukur, penekanan poros ukur pada benda ukur tidak
boleh terlalu keras sehingga memungkinkan kesalahan ukur karena
adanya deformasi.
Hal–hal yang harus sewaktu pengkalibrasian mikrometer adalah :
a. Gerakan silinder putar/poros ukur. harus berputar dengan baik, rasakan
tidak terjadi goyangan karena keausan ulir utama.
b. Keberfungsian beberapa bagian yang lain seperti gigi gelincir (ratchet)
dan pengunci poros ukur.
c. Kerataan dan kesejajaran muka ukur (permukaan sensor). Karena
keausan, muka ukur dapat menjadi tidak rata dan tidak sejajar sehinggia
memungkinkan kesalahan ukur.
d. Kebenaran penunjukan harga pengukuran. Sehingga harga yang
ditunjukan oleh mikrometer harus sesuai dengan ukuran standarkan.
3. Blok Ukur
Blok ukur merupakan alat ukur yang digunakan untuk pengkalibrasian
alat ukur lainnya, selain itu dipakai sebagai alat ukur standar dalam
pengukuran tidak langsung dengan cara membandingkan.
Sesuai dengan fungsinya maka blok ukur mempunyai dua permukaan
yang dibuat sangat halus, rata, sejajar dan mempunyai jarak / ukuran tertentu.
Karena kehalusan dan kerataan muka ukurnya maka dua atau lebih blok ukur
dapat disusun sedemikian rupa sehingga dapat bersatu dengan kuat. Hal ini
disebabkan oleh tekanan udara luar pada ruang yang relatif hampa serta daya
korosi.
Pada umumnya blok ukur dipakai untuk mengkalibrasi mikrometer atau
jangka sorong pada bengkel produksi. Blok ukur terdiri dari 5 tingkatan yaitu
blok ukur kelas 01, 0 , 1 , 2 , dan 3. Blok ukur biasanya cara pemakaiannya
dikombinasikan dengan yang lain sehingga dalam satu set tersedia berbagai
macam ukuran. Jumlah blok ukur dalam satu set menurut standar matrik
adalah 27 , 33 , 50 , 88 , 105 dan 112. Material pembuat blok ukur biasanya
digunakan baja karbon tinggi, baja paduan atau karbida logam yang telah
mengalami proses perlakuan panas.
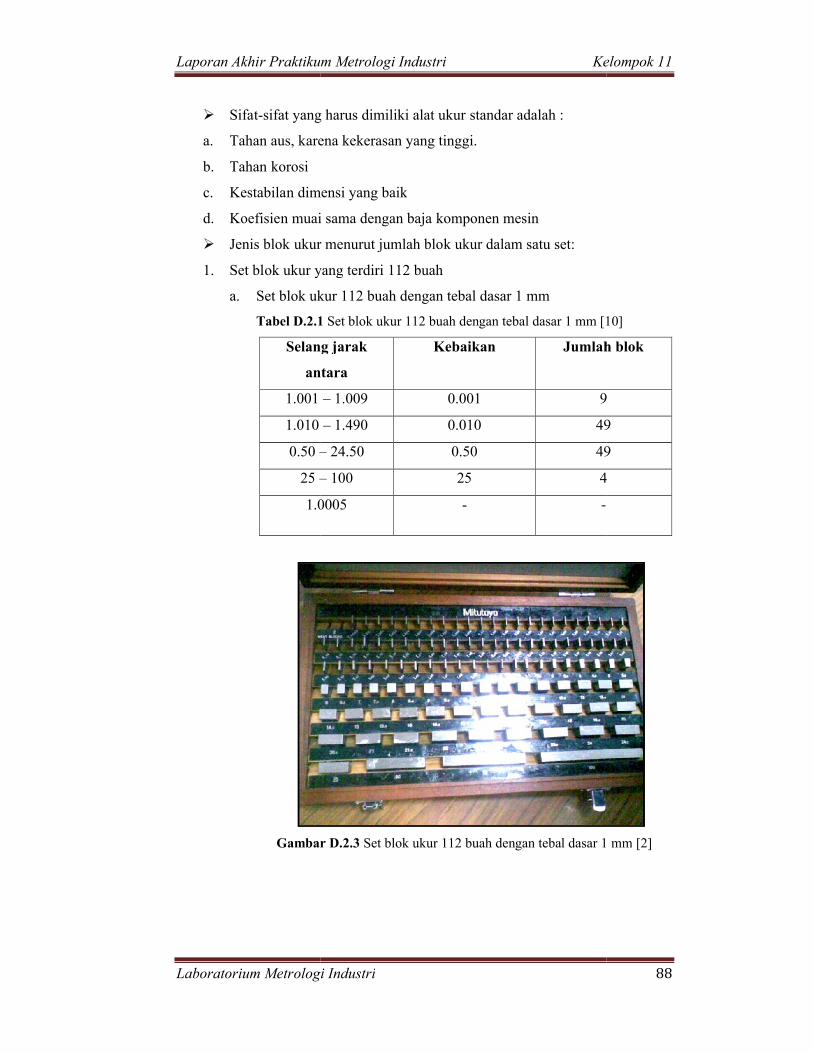
Laporan Akhir Praktikum Metrologi Industri
Laboratorium Metrologi Industri
Sifat-sifat yang h
a. Tahan aus, karena kekerasan yang tinggi.
b. Tahan korosi
c. Kestabilan dimensi yang baik
d. Koefisien muai sama dengan baja komponen mesin
Jenis blok ukur menurut jumlah blok ukur dalam satu set:
1. Set blok ukur yang terdiri
a. Set blok ukur 112 buah dengan tebal dasar 1 mm
Tabel D.2.1
Selang jarak
antara
1.001
1.010
0.50 –
25 –
1.0005
Gambar D
Laporan Akhir Praktikum Metrologi Industri Kelompok 1
Laboratorium Metrologi Industri
sifat yang harus dimiliki alat ukur standar adalah :
Tahan aus, karena kekerasan yang tinggi.
Kestabilan dimensi yang baik
Koefisien muai sama dengan baja komponen mesin
Jenis blok ukur menurut jumlah blok ukur dalam satu set:
yang terdiri 112 buah
Set blok ukur 112 buah dengan tebal dasar 1 mm
.1 Set blok ukur 112 buah dengan tebal dasar 1 mm [1
Selang jarak
antara
Kebaikan Jumlah blok
1.001 – 1.009 0.001 9
1.010 – 1.490 0.010 49
– 24.50 0.50 49
– 100 25 4
1.0005 - -
Gambar D.2.3 Set blok ukur 112 buah dengan tebal dasar 1 mm
Kelompok 11
88
[10]
Jumlah blok
9
49
49
4
Set blok ukur 112 buah dengan tebal dasar 1 mm [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 89
b. Set blok ukur 112 buah dengan tebal dasar 2 mm
Tabel D.2.2 Set blok ukur 112 buah dengan tebal dasar 2 mm [10]
Selang jarak
antara
Kebaikan Jumlah blok
2.001 - 2.009 0.001 9
2.010 - 2.490 0.010 49
0.50 - 24.50 0.50 49
25 – 100 25 4
2.0005 - 1
2. Set blok ukur karbida yang terdiri dari 88 buah
Tabel D.2.3 Set blok ukur karbida yang terdiri dari 88 buah [10]
Blok ukur Kenaikan Jumlah
1,001 - 1,009 0,001 9
1,01 - 1,49 0,01 49
1,5 - 9,5 0,5 17
10 - 100 10 3
0,5; 1,0; 1,0005 - 3
Gambar D.2.4 Set blok ukur karbida yang terdiri dari 88 buah [10]
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 90
Syarat – syarat blok ukur :
Muka ukur harus sangat halus rata, sehingga dapat disusun dan bersatu
dengan kuat.
Muka ukur mempunyai jarak / ukuran tertentu dan sejajar.
Permukaan mengkilap dan licin.
Pemeliharaan dan Pemakaian Blok Ukur
Untuk pemeliharaan dan pemakainan blok ukur harus sangat
diperhatikan. Biasanya blok ukur disimpan dalam kotak khusus, tiap blok
tersedia tempatnya. Berikut ini hal-hal yang harus diperhatikan dalam
pemeliharaan dan pemakaian blok ukur yakni:
Muka ukur adalah bagian penting. Jangan sering disentuh atau kena
keringat (mengandung asam)
Membersihkan blok ukur dengan wash bensin. Setelah dipakai
dibersihkan kembali dengan wash bensin dan diberi vaseline (agar tidak
langsung kontak dengan udara terbuka)
Blok ukur yang terlalu lama dipegang bisa memuai dan menyebabkan
penyimpangan pada suatu pengukuran
Temperatur pengukuran yang standar dengan blok ukur adalah 200°C
dan kelembaban udara 50-60 %
Blok ukur yang tipis jangan disatukan dengan blok ukur tipis lainnya
karena bisa terdeformasi
Ambil beberapa blok ukur dengan ukuran yang dikehendaki, letakkan
diatas lap yang bersih
Cara menyatukan blok ukur dengan meletakkan salah satu blok ukur
menyilang terhadap blok ukur lainnya.
Sewaktu pengukuran atau kalibrasi dilakukan, muka ukur dijaga dengan
hati-hati, hindari gesekan yang berlebihan. Benturan yang keras harus
dihindari.
Jangan biarkan blok ukur disatukan dalam waktu yang lama, semakin
lama daya adhesinya semakin kuat hingga sulit untuk dipisahkan.
Makanya sehabis digunakan segera pisahkan dan bersihkan dan beri
vaseline sebelum disimpan.
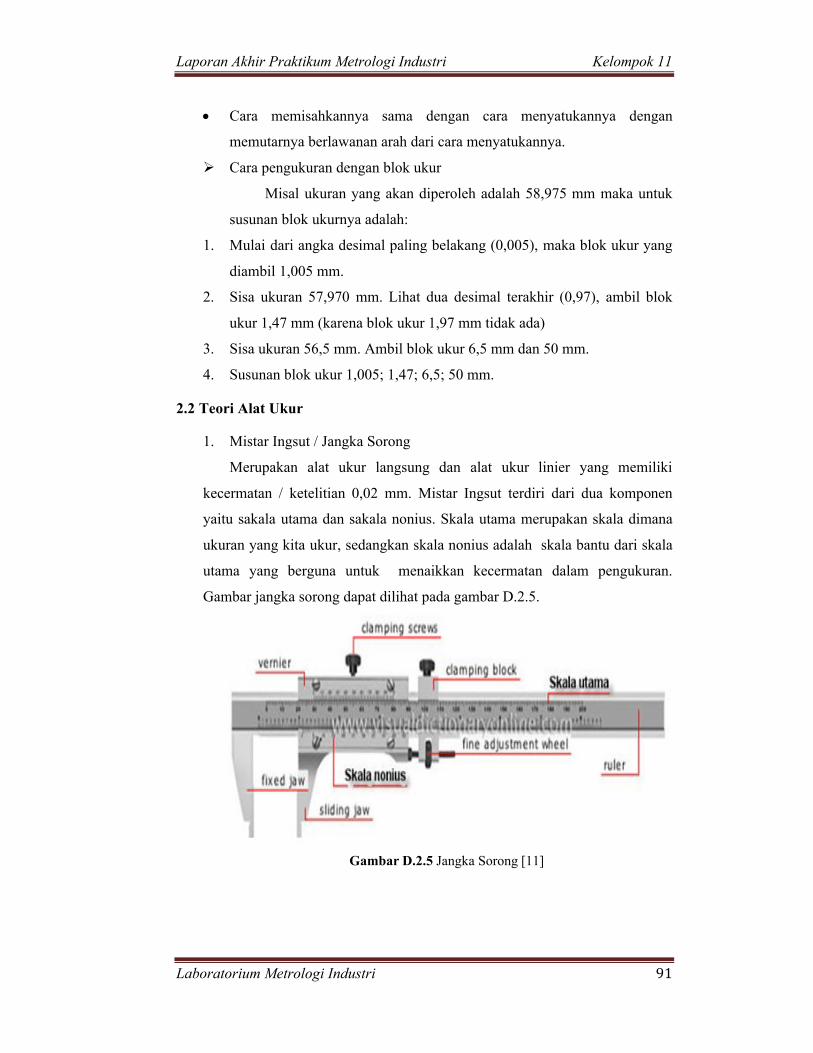
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 91
Cara memisahkannya sama dengan cara menyatukannya dengan
memutarnya berlawanan arah dari cara menyatukannya.
Cara pengukuran dengan blok ukur
Misal ukuran yang akan diperoleh adalah 58,975 mm maka untuk
susunan blok ukurnya adalah:
1. Mulai dari angka desimal paling belakang (0,005), maka blok ukur yang
diambil 1,005 mm.
2. Sisa ukuran 57,970 mm. Lihat dua desimal terakhir (0,97), ambil blok
ukur 1,47 mm (karena blok ukur 1,97 mm tidak ada)
3. Sisa ukuran 56,5 mm. Ambil blok ukur 6,5 mm dan 50 mm.
4. Susunan blok ukur 1,005; 1,47; 6,5; 50 mm.
2.2 Teori Alat Ukur
1. Mistar Ingsut / Jangka Sorong
Merupakan alat ukur langsung dan alat ukur linier yang memiliki
kecermatan / ketelitian 0,02 mm. Mistar Ingsut terdiri dari dua komponen
yaitu sakala utama dan sakala nonius. Skala utama merupakan skala dimana
ukuran yang kita ukur, sedangkan skala nonius adalah skala bantu dari skala
utama yang berguna untuk menaikkan kecermatan dalam pengukuran.
Gambar jangka sorong dapat dilihat pada gambar D.2.5.
Gambar D.2.5 Jangka Sorong [11]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 92
2. Mikrometer
Merupakan alat ukur linier yang mempunyai kecermatan 0.005 mm,
0.002 mm dan 0.001 mm. Komponen utama dalam mikrometer adalah ulir
utamanya yang sangat teliti, untuk jarak satu kisan ( pitch ) bergeser 0.5 mm.
Mikrometer ini terdiri dari dua komponen, yaitu :
- skala tetap adalah skala dimana ukuran yang kita ukur.
- skala putar adalah skala bantu dari skala utama yang berguna untuk
menaikkan kecermatan dalam pengukuran.
Gambar mikrometer dapat dilhat pada gambar D.2.6.
Gambar D.2.6 Mikrometer [11]
3. Blok Ukur
Blok ukur digunakan untuk kalibrasi alat ukur, dimana pengukuran yang
menuntut ketelitian yang yang tinggi yaitu 0.0005 mm, satu set blok ukur
terdiri dari 112 buah dengan ketebalan dasar 1mm.
Tabel D.2.4 Set blok ukur 112 buah dengan tebal dasar 1 mm [10]
Selang jarak antara Kebaikan Jumlah blok
1.001 – 1.009 0.001 9
1.010 – 1.490 0.010 49
0.50 – 24.50 0.50 49
25 – 100 25 4
1.0005 - -

Laporan Akhir Praktikum Metrologi Industri
Laboratorium Metrologi Industri
Blok ukur ini terbuat dari baja karbon tinggi, baja paduan yang telah
mengalami proses perlakuan
dan tahan aus.
Blok ukur ini digunakan untuk proses kalibrasi dimana untuk
mendapatkan ukuran tertentu maka beberapa blok ukur dapat disusun sebagai
suatu ukuran baru dan standar.
D.2.7
Laporan Akhir Praktikum Metrologi Industri Kelompok 1
Laboratorium Metrologi Industri
Blok ukur ini terbuat dari baja karbon tinggi, baja paduan yang telah
mengalami proses perlakuan panas. Selain itu blok ukur tahan terhadap korosi
Blok ukur ini digunakan untuk proses kalibrasi dimana untuk
mendapatkan ukuran tertentu maka beberapa blok ukur dapat disusun sebagai
suatu ukuran baru dan standar. Gambar blok ukur dapat dilhat pada gambar
Gambar D.2.7 Blok Ukur [2]
Kelompok 11
93
Blok ukur ini terbuat dari baja karbon tinggi, baja paduan yang telah
panas. Selain itu blok ukur tahan terhadap korosi
Blok ukur ini digunakan untuk proses kalibrasi dimana untuk
mendapatkan ukuran tertentu maka beberapa blok ukur dapat disusun sebagai
hat pada gambar
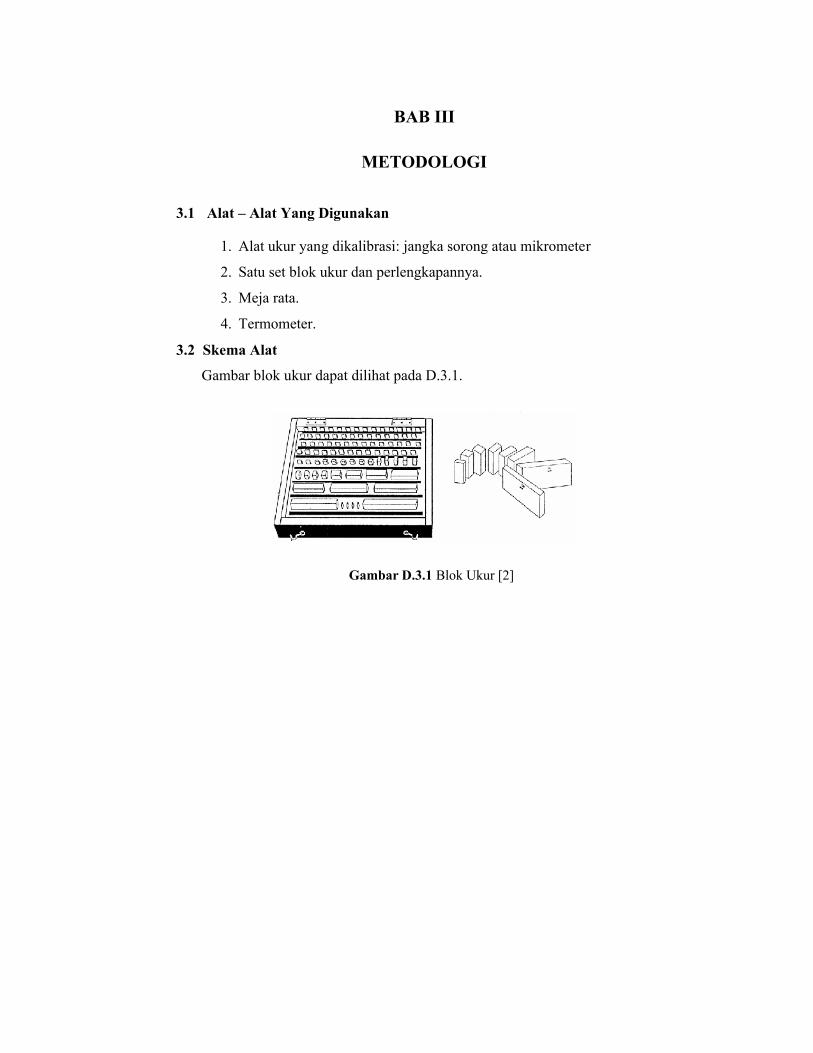
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 94
BAB III
METODOLOGI
3.1 Alat – Alat Yang Digunakan
1. Alat ukur yang dikalibrasi: jangka sorong atau mikrometer
2. Satu set blok ukur dan perlengkapannya.
3. Meja rata.
4. Termometer.
3.2 Skema Alat
Gambar blok ukur dapat dilihat pada D.3.1.
Gambar D.3.1 Blok Ukur [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 95
3.3 Prosedur Percobaan
A. Kalibrasi Jangka Sorong
Dilakukan pada dua buah jangka sorong dengan kecermatan dan panjang
skala utama yang berbeda. Kalibrasi yang dilakukan berupa pemeriksaan
posisi nol dan pemeriksaan kebenaran skala utama. Prosedur untuk
kalibrasi jangka sorong adalah sebagai berikut :
1. Untuk pemeriksaan posisi nol dapat dilakukan dengan merapatkan
kedua rahang ukur jangka sorong kemudian dilihat skala utama dan
skala nonius apakah tepat pada posisi nol dan pastikan rahang diam
serta rahang gerak tidak ada yang bengkok.
2. Pemeriksaan kebenaran skala utama dilakukan dengan menggunakan
blok ukur. Posisi pengukuran harus tegak terhadap blok ukur yang
diukur dari pembacaan skala utama juga harus tegak lurus dari
pandangan mata pengukur hal ini untuk menghindari kesalahan
pengukuran.
3. Untuk ukuran blok ukur yang kecil pengukuran blok ukur dapat
dipegang dengan tangan. Jika blok ukur tidak bisa dipegang dengan
tangan pengukuran blok ukur dapat dilakukan di atas meja rata. Hati -
hati dalam pengukuran blok ukur.
4. Kesalahan yang diijinkan menurut DIN 862 adalah :
- Kecermatan 0.05 mm adalah kira - kira 50 + panjang skala utama
dibagi dengan 20
- Kecermatan 0.02 mm adalah kira - kira 20 + panjang skala utama
dibagi dengan 20
B. Kalibrasi Mikrometer
Untuk kalibrasi mikrometer dapat dilakukan pemeriksaan sebagai berikut :
1. Gerakan silinder putar atau poros ukur harus dapat berputar dengan
baik tanpa terjadi goyangan karena ausnya ulir utama.
2. Kedudukan nol apabila kedua mulut ukur dirapatkan maka garis
frekuensi harus menunjuk nol.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 96
3. Kerataan dan kesejajaran mulut ukur (permukaan sensor), karena
keausan maka muka ukur menjadi tidak rata dan tidak sejajar sehingga
memungkinkan kesalahan ukur.
4. Kebenaran dari penunjukan harga pengukuran setiap skala yang
ditunjukkan oleh mikrometer dicek dengan alat ukur standar (blok
ukur).
5. Beberapa bagian yang lain seperti gigi gelincir dan pengguna poros
ukur harus berfungsi dengan baik.
Kesalahan alat = Pembacaan mikrometer – Ukuran blok ukur
Tabel D.3.1 Harga kesalahan kumulatif maksimum yang diizinkan [1]
Kapasitas Mikrometer (mm) Kesalahan Kumulatif (m)
0 - 75 2
75 – 150 3
150 – 225 4
225 – 300 5
300 – 375 6
375 – 450 7
450 – 500 8
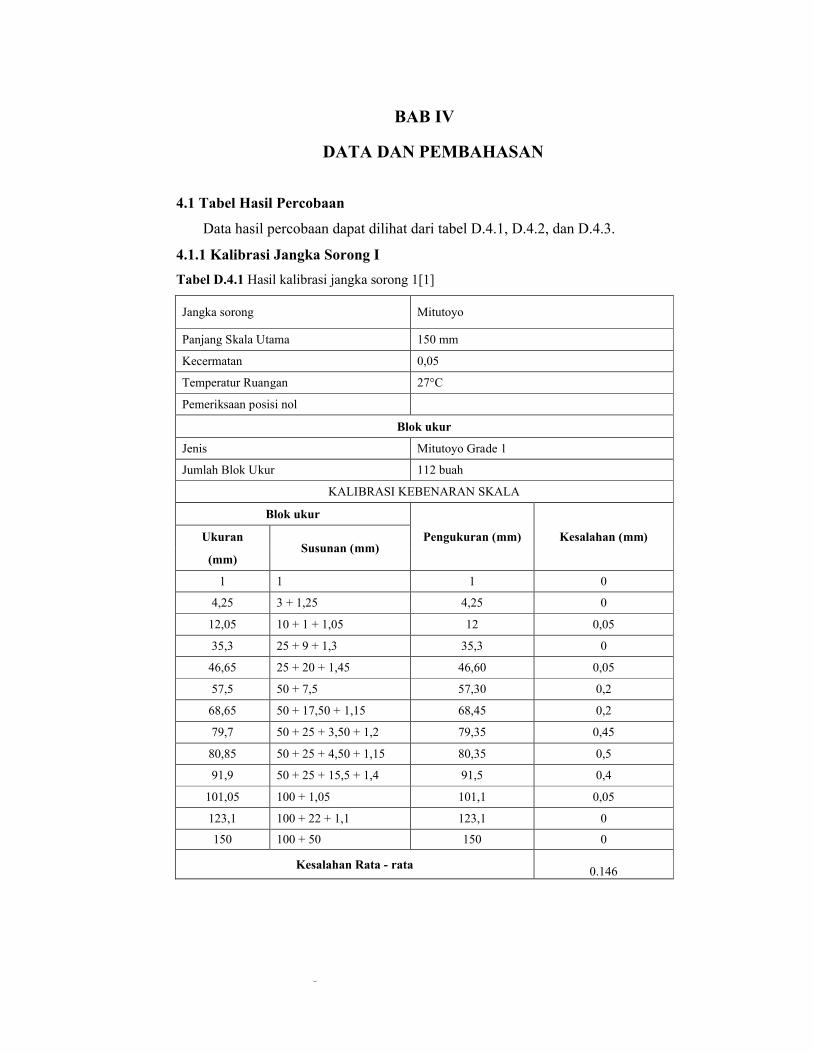
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 97
BAB IV
DATA DAN PEMBAHASAN
4.1 Tabel Hasil Percobaan
Data hasil percobaan dapat dilihat dari tabel D.4.1, D.4.2, dan D.4.3.
4.1.1 Kalibrasi Jangka Sorong I
Tabel D.4.1 Hasil kalibrasi jangka sorong 1[1]
Jangka sorong Mitutoyo
Panjang Skala Utama 150 mm
Kecermatan 0,05
Temperatur Ruangan 27°C
Pemeriksaan posisi nol
Blok ukur
Jenis Mitutoyo Grade 1
Jumlah Blok Ukur 112 buah
KALIBRASI KEBENARAN SKALA
Blok ukur
Pengukuran (mm) Kesalahan (mm)UkuranSusunan (mm)
(mm)
1 1 1 0
4,25 3 + 1,25 4,25 0
12,05 10 + 1 + 1,05 12 0,05
35,3 25 + 9 + 1,3 35,3 0
46,65 25 + 20 + 1,45 46,60 0,05
57,5 50 + 7,5 57,30 0,2
68,65 50 + 17,50 + 1,15 68,45 0,2
79,7 50 + 25 + 3,50 + 1,2 79,35 0,45
80,85 50 + 25 + 4,50 + 1,15 80,35 0,5
91,9 50 + 25 + 15,5 + 1,4 91,5 0,4
101,05 100 + 1,05 101,1 0,05
123,1 100 + 22 + 1,1 123,1 0
150 100 + 50 150 0
Kesalahan Rata - rata 0.146

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 98
4.1.1 Kalibrasi Jangka Sorong II
Tabel D.4.2 Hasil kalibrasi jangka sorong II [1]
Jangka sorong Mitutoyo
Panjang Skala Utama 200 mm
Kecermatan 0,02 mm
Temperatur Ruangan 27°C
Pemeriksaan posisi nol
Blok ukur
Jenis Mitutoyo Grade 1
Jumlah Blok Ukur 112 buah
KALIBRASI KEBENARAN SKALA
Blok ukur
Pengukuran (mm) Kesalahan (mm)UkuranSusunan (mm)
(mm)
1 1 1 0
4,26 3 + 1,26 4,26 0
12,02 10 + 1 + 1,02 12,02 0
35,38 25 + 9 + 1,26 35,25 0,18
41,40 25 + 20 + 1,4 41,38 0,02
57,52 50 + 6,5+1,02 57,50 0,02
68,64 50 + 17,50+ 1,14 68,60 0,04
79,76 50 + 25 + 3,5 + 1,26 79,80 0,04
80,88 50 + 25 + 4,5 + 1,38 80,90 0,02
91,9 50 + 25 + 15.5 + 1.4 91,91 0,01
102,02 100 + 1+1,02 102,10 0,08
200 100 + 75 + 25 200 0
Kesalahan Rata – rata 0,034
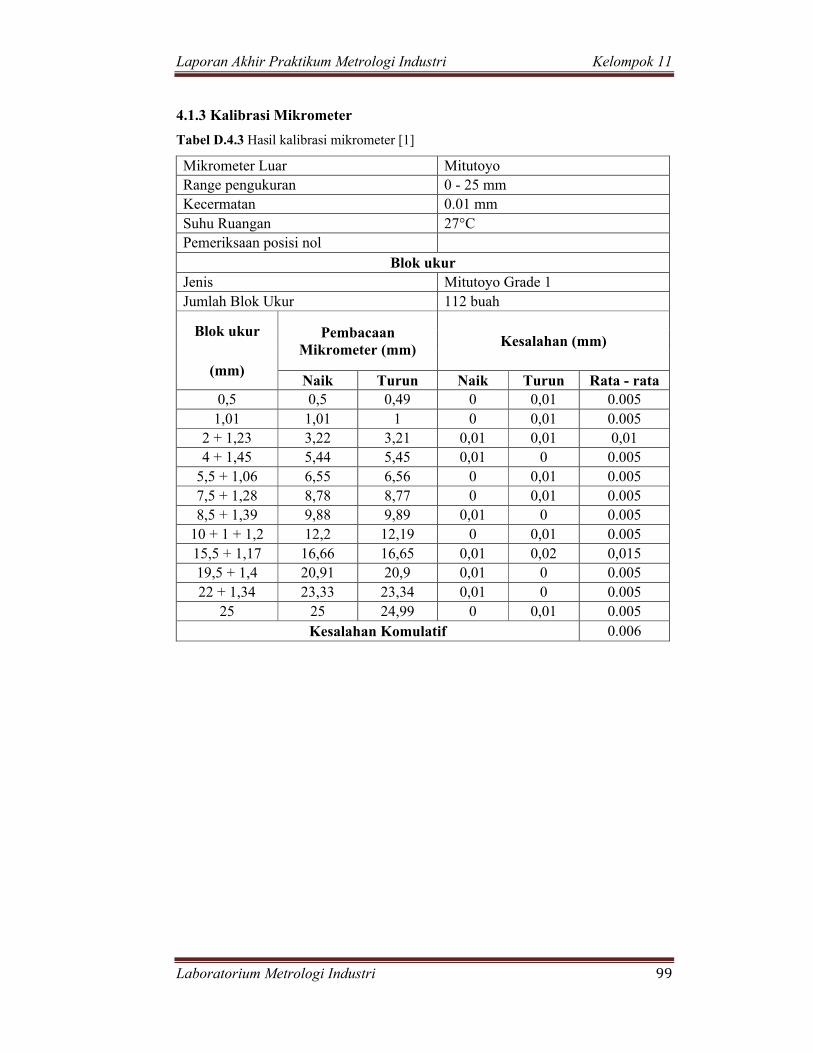
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 99
4.1.3 Kalibrasi Mikrometer
Tabel D.4.3 Hasil kalibrasi mikrometer [1]
Mikrometer Luar MitutoyoRange pengukuran 0 - 25 mmKecermatan 0.01 mmSuhu Ruangan 27°CPemeriksaan posisi nol
Blok ukurJenis Mitutoyo Grade 1Jumlah Blok Ukur 112 buah
Blok ukur Pembacaan Mikrometer (mm)
Kesalahan (mm)
(mm)Naik Turun Naik Turun Rata - rata
0,5 0,5 0,49 0 0,01 0.0051,01 1,01 1 0 0,01 0.005
2 + 1,23 3,22 3,21 0,01 0,01 0,014 + 1,45 5,44 5,45 0,01 0 0.005
5,5 + 1,06 6,55 6,56 0 0,01 0.0057,5 + 1,28 8,78 8,77 0 0,01 0.0058,5 + 1,39 9,88 9,89 0,01 0 0.005
10 + 1 + 1,2 12,2 12,19 0 0,01 0.00515,5 + 1,17 16,66 16,65 0,01 0,02 0,01519,5 + 1,4 20,91 20,9 0,01 0 0.00522 + 1,34 23,33 23,34 0,01 0 0.005
25 25 24,99 0 0,01 0.005Kesalahan Komulatif 0.006
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 100
4.2 Perhitungan
A. Kalibrasi Jangka Sorong I
Kesalahan yang diizikan DIN 862 untuk kecermatan 0.05 mm adalah:
=(50+150/2) m = 125 m = 0.125 mm
1. Kesalahan Rata-rata
=13
0005,04,05,045,02,02,005,0005,000
= 13
848,1
= 0,146 mm
2. Standar Deviasi (SD)
SD =
113
146,005,0146,00146,005,0146,00146,00 22222
22222 146,04,0146,05,0146,045,0146,02,0146,02,0
222 146,00146,00146,005,0
SD = 0,187
B. Kalibrasi Jangka Sorong II
Kesalahan yang diizikan DIN 862 untuk kecermatan 0.02 mm adalah:
=(20+200/2) m = 30 m = 0.03 mm
1. Kesalahan Rata-rata
= 12
008,001,002,004,004,002,002,018,0000
= 12
408,0
= 0,034 mm

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 101
2.Standar Deviasi (SD)
SD =
112
034,002,0034,018,0034,00034,00034,00 22222
22222 034,001,0034,002,0034,004,0034,004,0034,002,0
22 034,00034,008,0
SD = 0,0516
C. Kalibrasi Mikrometer
1. Kesalahan Rata-rata
Naik-Turun 1 = 2
01,00 = 0,005
Naik-Turun 2 = 2
01,00 = 0,005
Naik-Turun 3 = 2
01,001,0 = 0,01
Naik-Turun 4 = 2
001,0 = 0,005
Naik-Turun 5 = 2
001,0 = 0,005
Naik-Turun 6 = 2
01,00 = 0,005
Naik-Turun 7 = 2
001,0 = 0,005
Naik-Turun 8 = 2
01,00 = 0,005
Naik-Turun 9 = 2
02,001,0 = 0,005
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 102
Naik-Turun 10 = 2
001,0 = 0,005
Naik-Turun 11 = 2
001,0 = 0,005
Naik-Turun 12 = 2
001,0 = 0,005
Naik-Turun 13 = 2
01,00 = 0,005
2. Kesalahan Komulatif = 12
121 TurunNaikX
= 12
075,0
= 0,00625 mm

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 103
4.3 Grafik
Grafik pratikum dapat dilihat pada gambar D.4.1
Gambar D.4.1 Grafik histerisis pada mikrometer
12; 0
12; 0,01
12; 00
0,005
0,01
0,015
0,02
0,025
0 5 10 15
Har
ga P
engu
kura
n
Titik Pengukuran
Grafik Histerisis pada Mikrometer
Kesalahan Naik
Kesalahan Turun
Kesalahan Rata-rata

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 104
4.4 Analisis
Pada pratikum kalibrasi alat ukur ini jika dianalisa bahwa
pengkalibrasian alat ukur dengan menggunakan blok ukur, alat ukur seperti
jangka sorong dan mikrometer. Hasil dari pengkalibrasian tidak sesuai antara
ketepatan dari ukuran blok ukur dengan alat ukur atau hasil yang diperoleh
tidak sesuai dengan sebenarnya, dimana adanya kesalahan pada alat ukur atau
penyimpangan alat ukur itu sendiri.
Pada pengkalibrasian alat ini, diawali dengan membersihkan blok ukur
dengan wash bensin dari vaseline. Setelah itu tiap-tiap blok ukur disusun
sesuai dengan harga yang akan dicari. Kesalahan pengukuran diperoleh dari
perbedaan nilai yang diperoleh pada pengukuran dan nilai yang ideal atau
yang diinginkan. Pengukuran menggunakan alat ukur jangka sorong dan
mikrometer. Saat pengukuran berakhir, blok ukur kembali diberikan atau
dioleskan vaseline dan peralatan dibereskan.
Pada hasil pengukuran, didapatkan kesalahan relatif kecil, tetapi bila
diasumsikan sedang membuat suatu produk hal tersebut akan sangat
berpengaruh terhadap kualitas geometriknya. Pengkalibrasian diawali dengan
menggunakan jangka sorong dengan panjang skala utama 150 mm, dan
kecermatannya 0,05 mm. Dari hasil yang diperoleh terdapat nilai yang pas
atau tidak terdapat kesalahan. Namun, terjadi juga kesalahan seperti
pengukuran 80,85 mm, hasil yang diperoleh adalah 80,35 mm. Jadi
kesalahannya adalah 0,5 dan merupakan kesalahan yang terbesar. Namun,
pada hasil rata-rata diperoleh kesalahan yang kecil yakni 0,146 mm.
Selanjutnya pengkalibrasian kedua menggunakan jangka sorong dengan
panjang skala utama 200 mm dengan kecermatannya 0,02 mm. Pada
pengukuran ini didapatkan hasil yang tepat, tetapi masih terdapat kesalahan
pada pengukuran, seperti pada nilai yang diukur atau diinginkan pada 35,38
mm, hasil yang diperoleh adalah 35,30 mm. Kesalahannya adalah 0,18 mm
dan ini merupakan kesalahn rata-rata relatif kecil, yakni sebesar 0,034 mm.
Pengukuran terakhir menggunakan jangka sorong dengan panjang 150
mm tersebut, dimungkinkan terjadi kesalahan pada posisi pengukuran,
dimana pengukuran yang dilakukan tidak sejajar sehingga terdapat sudut ( )

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 105
dan mengalami pertambahan panjang. Kesalahan dari pengalaman pratikan
mengukur juga mempengaruhi hasilnya karena pratikan yang belum
berpengalaman sehingga pengukuran banyak mengalami kesalahan.
Pada pengukuran mikrometer dengan panjang pengukuran 0-25 mm dan
tingkat kecermatannya 0,01 mm, diperoleh hasil yang lebih presisi daripada
jangka sorong. Pada pengukuran mikrometer ini diperoleh nilai yang tepat
dengan kesalahan mendekati nol. Namun masih terdapat kesalahan sebesar
0,02 mm yakni pada pengukuran turun 8,78 mm dan 16,67 mm. Sehingga
nilai kesalahan rata-rata hanya 0,006 mm. Hasil ini lebih baik dari
pengukuran dengan jangka sorong, seperti yang terdapat pada grafik, dengan
fluktuasi angka yang baik.
Dari setiap data yang diperoleh, dapat diperoleh berbagai kemungkinan
dari setiap penyimpangan, seperti:
1. Penyimpangan posisi pengukuran
Pada kesalahan ini, sewaktu mengukur pratikan tidak melakukannya
secara sehingga memberikan sudut yang menhasilkan pertambahan nilai.
Yang mana nilai pertambahan panjang didapat dari L = M cos - d cos .
Dimana L adalah panjang benda, d adalah alat ukur dan M adalah panjang
pengukuran yang salah.
2 Penyimpangan akibat lingkungan
Pada penyimpangan ini, dihasilkan karena nilai lingkungan yang tidak
sesuiai standar pengukuran yakni 20oC, sedangkan pengukuran dilakukan
pada suhu 27oC. Hal ini mengakibatkan perubahan atau pemuaian panjang
dari benda ukur
3. Penyimpangan akibat lingkungan
Pada penyimpangan ini si pengukur masih belum berpengalaman dalam
mengukur, sehingga banyak diperoleh kesalahan dalam pengukuran.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 106
BAB V
PENUTUP
5.1 Kesimpulan
Dari praktikum yang telah dilakukan dapat disimpulkan :
1. Setiap pengukuran yang akan dilakukan oleh pengukur atau operator yang
belum berpengalaman menghasilkan banyak kesalahan.
2. Mikrometer memperoleh hasil yang lebih baik dari jangka sorong.
3. Pengkondisian lingkungan dan posisi pengukuran perlu dilakukan dengan
baik saat pratikum.
5.2 Saran
Pada pratikum kali ini pratikan disarankan:
1. Agar pratikan dalam mengukur memastikan posisinya dengan baik.
2. Apabila banyak kesalahan, meminta konsultasi dari asisten.
PENGUKURAN KEBULATAN
(M IV)
ASISTEN :
AULIA RAHMAN
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 107
BAB I
PENDAHULUAN
1.1 Latar Belakang
Metrologi industri merupakan ilmu yang mempelajari pengukuran dimensi
suatu produk dan hasil proses manufakturing juga berhubungan dengan kontrol
kualitas pengerjaan produk tersebut. Untuk menunjang teori yang di pelajari pada
perkuliahan Metrologi Industri maka diadakannya suatu praktikum metrologi
Industri. Hal ini di lakukan agar mahasiswa lebih paham dan mengerti dengan
teori yang di berikan.
Kebulatan dapat didefinisikan sebagai jumlah dari deviasi bentuk lingkaran
dari sebuah lingkaran pasti geometris. Disini bentuk lingkaran adalah sebuah
bentuk yangdispesifikasikan menjadi sebuah lingkaran sebagai sebuah bentuk
bidangatau bagian silang dari sebuah permukaan yang berotasi. Kebulatan
ditentukan oleh perbedaan antara jari- jari lingkaran konsentris yang dekatdengan
bentuk lingkaran yang dipertimbangkan ketika jarak antara dua lingkaran
minimum, kebulatan dinyatakan sebagai kebulatan mm atau kebulatan µm
1.2 Tujuan
1. Untuk mengenal dan mengetahui alat ukur dan alat ukur bantu pengukuran
kebulatan.
2. Mengetahui toleransi kebulatan dan kesamaan sumbu (koaksialitas).
1.3 Manfaat
Praktikan mampu menganalisa ketidakbulatan dengan metoda pengukuran
kebulatan menggunakan blok V. Selain itu, praktikan mampu menggunakan
beberapa alat ukur linier, serta mengetahui toleransi kebulatan dan kesamaan
sumbu.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 108
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
Pengukuran kebulatan dilakukan untuk menganalisa ketiak bulatan dengan
menggunakan metode kebulatan dibantu alat ukur bantu seperti blok V dan Dial
Indikator. Bulat adalah titik – titik yang berada pada bentuk geometris yang
mempunyai jarak yang sama dengan suatu titik. Yaitu titik pusat dari lingkaran.
Toleransi kebulatan adalah daerah toleransi yang berada pada bidang
penampang yang dibatasi oleh dua buah lingkaran di mana selisih radius sebagai
harga toleransi.
Peranan kebulatan dalam industri :
Membagi beban sama besar
Mempelancar pelumasan
Menentukan ketelitian putaran
Menentukan umur komponen
Menentukan kondisi suaian
Empat kemungkinan hasil pengukuran
Gambar empat kemungkinan hasil pengukuran dapat dilihat pada gambar
A.2.1 kemungkinan hasil pengukuran.
1. Tepat dan teliti 2. Tepat dan tidak teliti
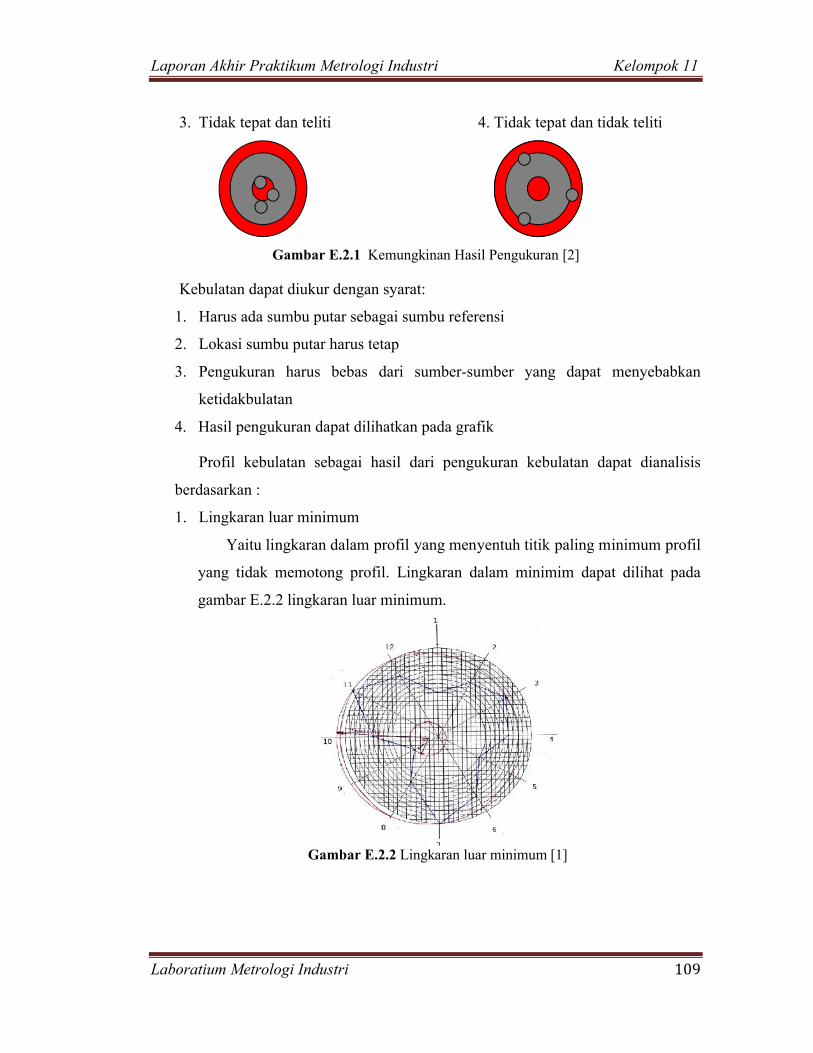
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 109
3. Tidak tepat dan teliti 4. Tidak tepat dan tidak teliti
Gambar E.2.1 Kemungkinan Hasil Pengukuran [2]
Kebulatan dapat diukur dengan syarat:
1. Harus ada sumbu putar sebagai sumbu referensi
2. Lokasi sumbu putar harus tetap
3. Pengukuran harus bebas dari sumber-sumber yang dapat menyebabkan
ketidakbulatan
4. Hasil pengukuran dapat dilihatkan pada grafik
Profil kebulatan sebagai hasil dari pengukuran kebulatan dapat dianalisis
berdasarkan :
1. Lingkaran luar minimum
Yaitu lingkaran dalam profil yang menyentuh titik paling minimum profil
yang tidak memotong profil. Lingkaran dalam minimim dapat dilihat pada
gambar E.2.2 lingkaran luar minimum.
Gambar E.2.2 Lingkaran luar minimum [1]
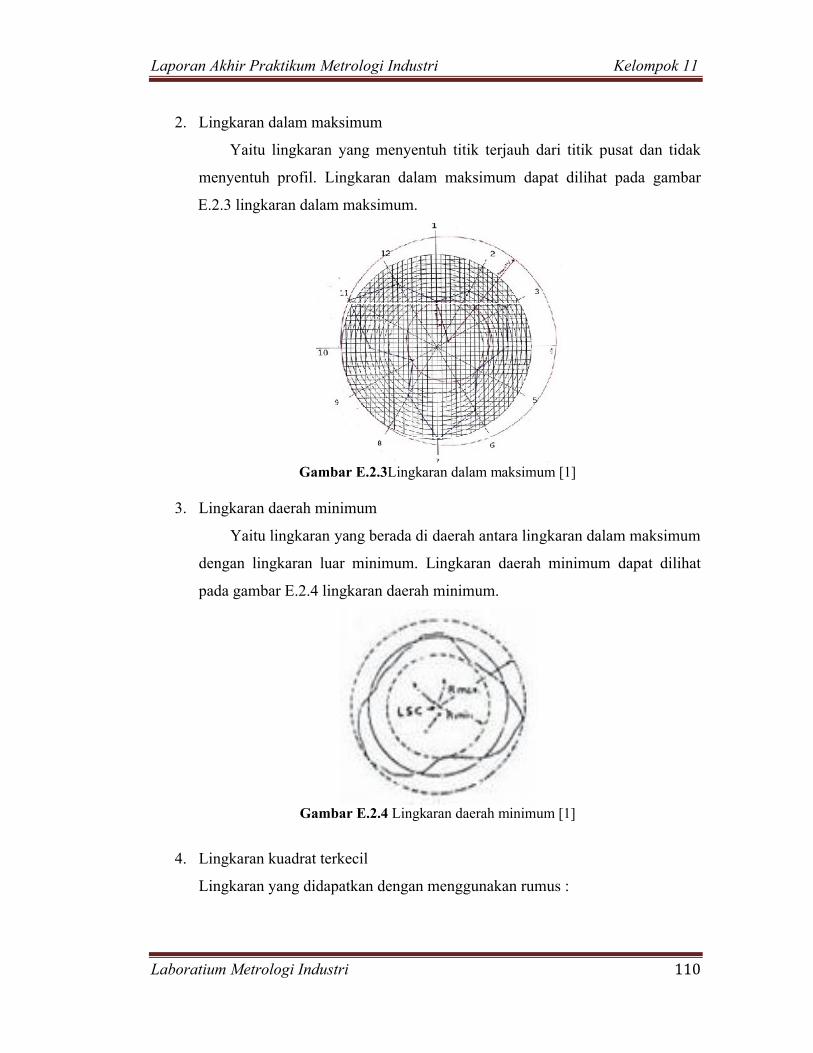
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 110
2. Lingkaran dalam maksimum
Yaitu lingkaran yang menyentuh titik terjauh dari titik pusat dan tidak
menyentuh profil. Lingkaran dalam maksimum dapat dilihat pada gambar
E.2.3 lingkaran dalam maksimum.
Gambar E.2.3Lingkaran dalam maksimum [1]
3. Lingkaran daerah minimum
Yaitu lingkaran yang berada di daerah antara lingkaran dalam maksimum
dengan lingkaran luar minimum. Lingkaran daerah minimum dapat dilihat
pada gambar E.2.4 lingkaran daerah minimum.
Gambar E.2.4 Lingkaran daerah minimum [1]
4. Lingkaran kuadrat terkecil
Lingkaran yang didapatkan dengan menggunakan rumus :

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 111
a = n
x2b =
n
y2r =
n
r2
2.2 Teori alat ukur
A. Dial Indikator
Dial indikator merupakan salah satu jenis alat ukur pembanding. Dial
indikator berfungsi untuk membandingkan beda ukuran objek ukur dengan
harga ukur objek yang telah diperkirakan terlebih dahulu dengan blok ukur.
Dial indikator bekerja dengan prinsip mengubah gerak translasi dari
sensor menjadi gerak rotasi pada jarum penunjuk dengan menggunakan roda
gigi. Dial indikator dapat dilihat pada gambar E.2.5 dial indikator
Gambar E.2.5 dial indicator [12]
B. Stand magnetic
Stand magnetic termasuk dalam jenis alat ukur bantu. Stand magnetic
berfungsi sebagai tempat dudukan dial indicator. Stand magnetic dapat dilihat
pada gambar E.2.6 stand magnetic

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 112
Gambar E.2.6 stand magnetic[13]
C. Blok V
Blok V juga merupakan jenis alat ukur bantu, yang berfungsi sebagai
tempat meletakkan objek ukur. Blok V dapat dilihat pada gambar E.2.7 blok
v.
Gambar E.2.7 blok V [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 113
BAB III
METODOLOGI
3.1 Alat dan bahan
Dial Indikator
Dial indikator dapat dilihat pada gambar E.3.1 dial indikator
Gambar E.3.1 Dial indikator [12]
Blok V
Blok V dapat dilihat pada gambar E.3.2 blok v
Gambar E.3.2 Blok V [2]
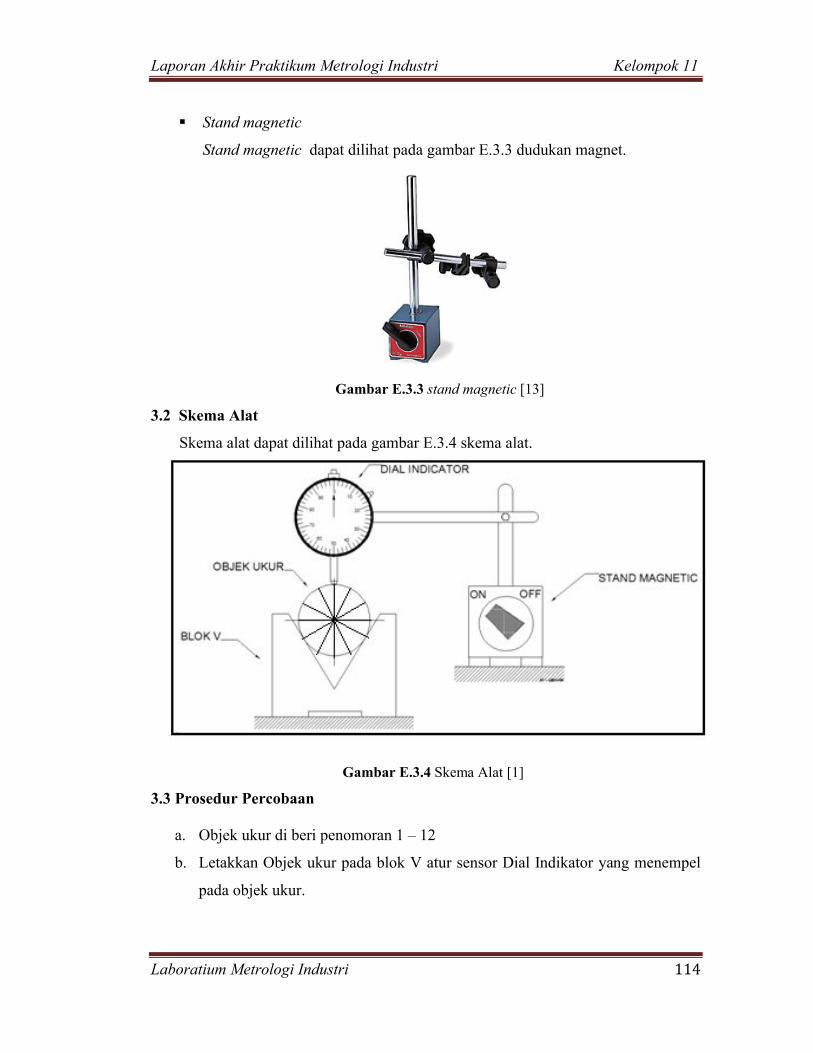
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 114
Stand magnetic
Stand magnetic dapat dilihat pada gambar E.3.3 dudukan magnet.
Gambar E.3.3 stand magnetic [13]
3.2 Skema Alat
Skema alat dapat dilihat pada gambar E.3.4 skema alat.
Gambar E.3.4 Skema Alat [1]
3.3 Prosedur Percobaan
a. Objek ukur di beri penomoran 1 – 12
b. Letakkan Objek ukur pada blok V atur sensor Dial Indikator yang menempel
pada objek ukur.
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 115
c. Atur ketinggian sensor jarum penunjuk sehingga jarum bisa bergerak ke kiri
dan ke kanan.
d. Putar objek ukur dengan hati – hati sehingga sensor jam ukur kurang lebih
berada di posisi 2
e. Ulangi prosedur “d”
f. Ulangi pengukuran dengan cara membalikkan putaran objek ukur.
g. Buat grafik kebulatan.
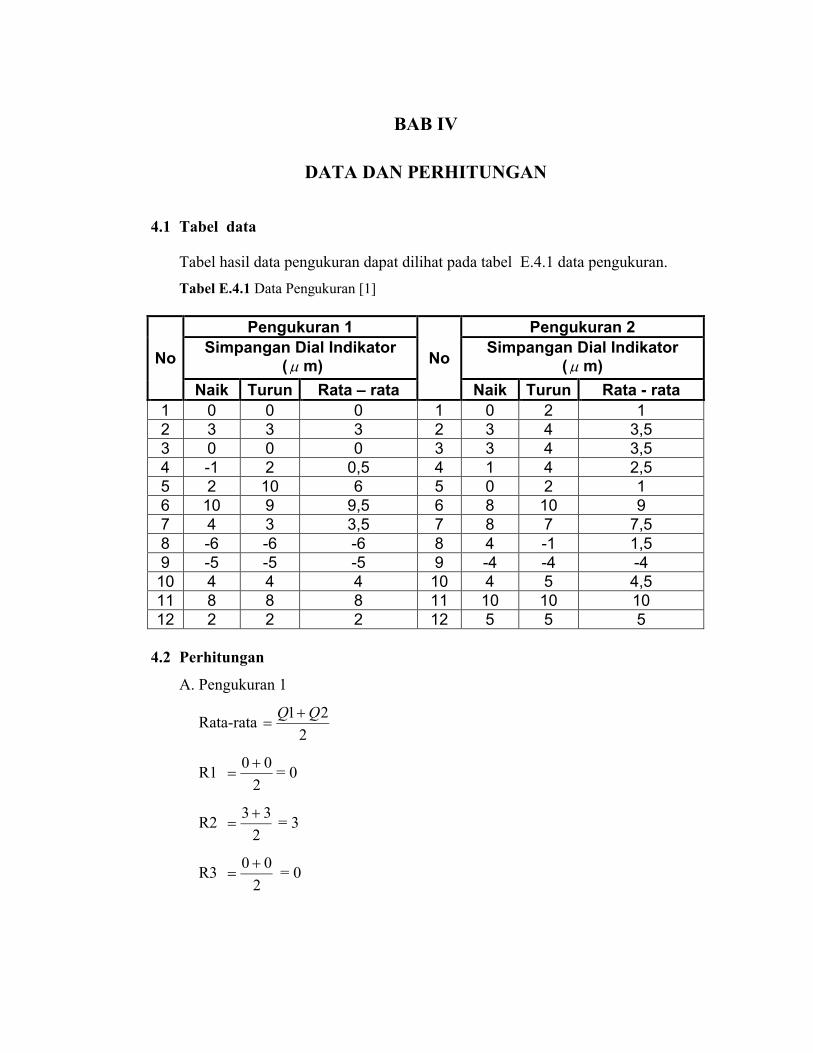
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 116
BAB IV
DATA DAN PERHITUNGAN
4.1 Tabel data
Tabel hasil data pengukuran dapat dilihat pada tabel E.4.1 data pengukuran.
Tabel E.4.1 Data Pengukuran [1]
No
Pengukuran 1
No
Pengukuran 2Simpangan Dial Indikator
( m)Simpangan Dial Indikator
( m)
Naik Turun Rata – rata Naik Turun Rata - rata1 0 0 0 1 0 2 12 3 3 3 2 3 4 3,53 0 0 0 3 3 4 3,54 -1 2 0,5 4 1 4 2,55 2 10 6 5 0 2 16 10 9 9,5 6 8 10 97 4 3 3,5 7 8 7 7,58 -6 -6 -6 8 4 -1 1,59 -5 -5 -5 9 -4 -4 -410 4 4 4 10 4 5 4,511 8 8 8 11 10 10 1012 2 2 2 12 5 5 5
4.2 Perhitungan
A. Pengukuran 1
Rata-rata 2
21 QQ
R1 2
00 = 0
R2 2
33 = 3
R3 2
00 = 0
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 117
R4 2
21 = 0,5
R5 2
102 = 6
R6 2
910 = 9,5
R7 2
34 = 3,5
R8 2
)6(6 = -6
R9 2
)5(5 = -5
R10 2
44 = 4
R11 2
88 = 8
R12 2
22 = 2
B. Pengukuran 2
R1 2
20 = 1
R2 2
43 = 3,5
R3 2
43 = 3,5
R4 2
41 = 2,5
R5 2
20 = 1
R6 2
108 = 9
R7 2
78 = 7,5

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 118
R8 2
)1(4 = 1,6
R9 2
)4(4 = -4
R10 2
54 = 4,5
R11 2
1010 = 10
R12 2
55 = 5

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 119
4.3 Grafik
Gambar lingkaran dalam maksimum dan lingkaran luar minimum pada
pengukuran 1 dan pengukuran 2 bisa dilihat pada gambar E.4.1 , E.4.2 , E.4.3 dan
E.4.4
Gambar E.4.1 Lingkaran dalam maksimum pengukuran 1
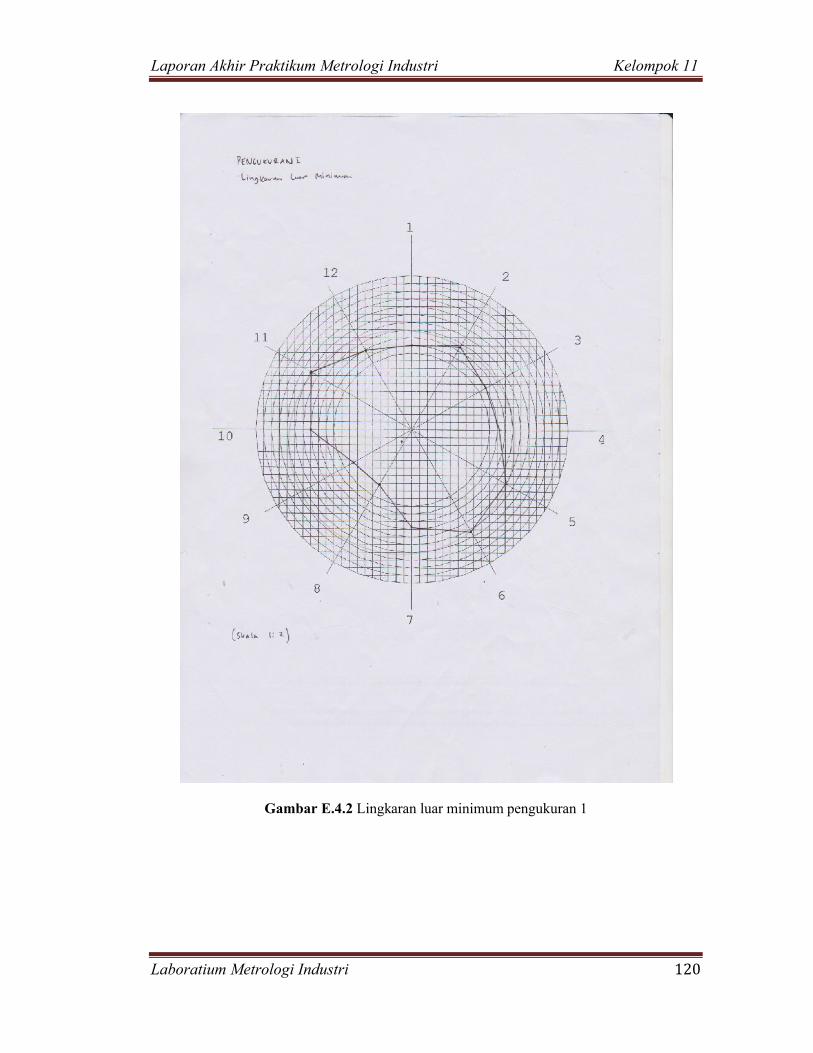
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 120
Gambar E.4.2 Lingkaran luar minimum pengukuran 1
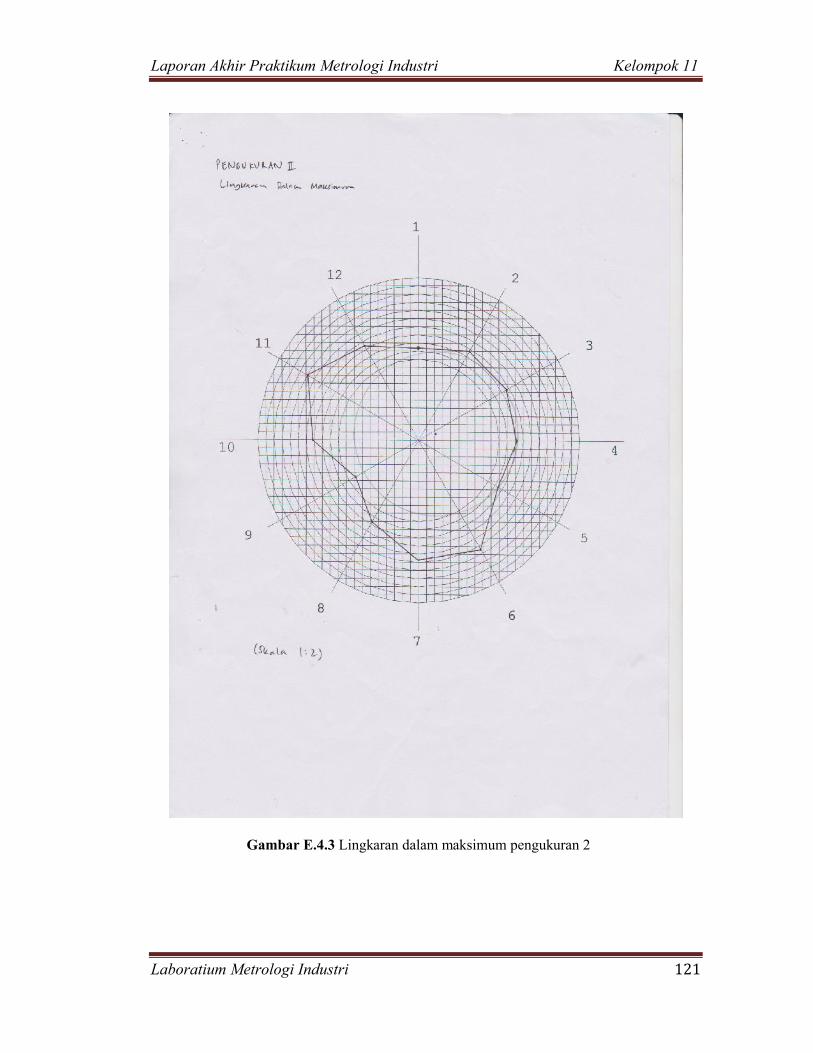
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 121
Gambar E.4.3 Lingkaran dalam maksimum pengukuran 2
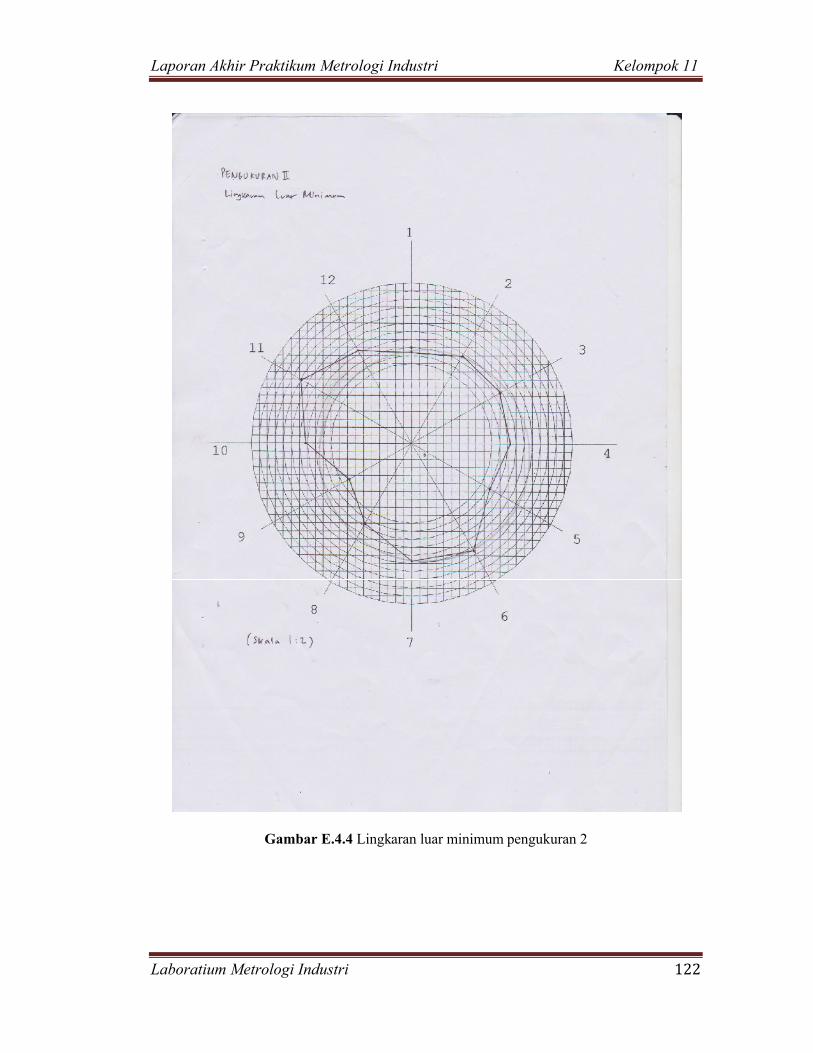
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 122
Gambar E.4.4 Lingkaran luar minimum pengukuran 2

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 123
Grafik pengukuran 1 dapat dilihat pada gambar E.4.1 grafik pengukuran 1
Gambar E.4.5 Grafik Pengukuran 1
-8
-6
-4
-2
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11
Naik
Turun

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 124
Grafik pengukuran 2 dapat dilihat pada gambar E.4.6 garik pengukuran 2.
Gambar E.4.6 Grafik pengukuran 2
-6
-4
-2
0
2
4
6
8
10
12
1 2 3 4 5 6 7 8 9 10 11 12
Naik
Turun

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 125
4.4 Analisa
Pada pengukuran kebulatan yang telah dilakukan, metoda yang digunakan
dengan memutar objek ukur. Dimana data yang diperoleh dengan dengan cara
pengukuran naik dan turun. Pengukuran naik dilakukan searah putaran jarum jam
(CW). Sedangkan, pengukuran turun dilakukan berlawanan arah jarum jam
(ccw), yaitu dari titik 1-12 dan 12’-1’. Data juga diambil sebanyak 2 kali untuk
masing-masing cara pengukuran.
Sementara itu, dari data dapat dilihat bahwa pada kondisi yang sama, dalam
hal ini benda ukur, alat ukur dan operator yang sama diperoleh hasil pengukuran
yang berbeda. Disini dapat dilihat bahwa adanya terjadi histerisis pada
pengukuran yaitu penyimpangan dari harga ukur yang terjadi sewaktu dilakukan
pengukuran kontiniu dari dua arah yang berlawanan.
Penyimpangan yang terjadi pada hasil pengukuran juga disebabkan oleh
posisi alat ukur dimana pada waktu pengukuran kebulatan terjadi ketika garis
dalam memutar silinder atau objek ukur. Jadi pengukuran telah berjarak dari
posisi ukur yang sebenarnya, yang menyebabkan penyimpangan pada hasil
pengukuran. Dan juga disebabkan oleh dudukan dari blok-V yang tidak rata,
sehingga benda ukur mengalami kondisi goyang yang menyebabkan perbedaan
dalam hasil ukur pada dial indicator.
Namun, nilai rata-rata dan nilai pengukuran naik dan pengukuran turun yang
diperoleh tersebut cenderung sama pada tiap-tiap posisinya. Hal ini menunjukkan
bahwa semakin banyak dilakukan pengukuran maka tingkat kepresisiannya akan
semakin meningkat, karena alat yang digunakan adalah dial indicator dengan
kecermatan 0,01 mm. Sehingga hasil pengukuran naik dan pengukuran turun
pada 2 kali pengukuran tidak cukup jauh, yang diperoleh dari nilai rata-rata yang
tidak berbeda jauh.
Apabila dibandingkan antara pengukuran naik dan turun, pengukuran naik
yang pertama nilai maksimum yang diperoleh berada di titik 6 dengan nilai 100
µm. Sedangkan, pengukuran naik yang kedua nilai maksimum yang diperoleh di
titik 11 dengan nilai 110 µm. Lalu pengukuran turun pertama bernilai maksimal
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 126
pada titik 5, dengan nilai 100 µm dan pada pengukuran turun kedua bernilai
maksimal pada titik 6 & 11 dengan nilai 110 µm. Hal ini disebabkan adanya
histerisis pada alat ukur.
Selain penyimpangan pada hasil pengukuran juga disebabkan oleh posisi ukur
dimana pada posisi ukur dimana pada waktu pengukuran kebulatan tidak segaris
dalam memutar silinder atau benda ukur. Jadi pengukuran telah berjarak dari
posisi ukur yang sebenarnya, yang menyebabkan penyimpangan pada hasil
pengukuran. Dan juga disebabkan oleh dudukan blok V yang tidak rata lagi
sehingga benda ukur bergoyang-goyang yang menyebabkan pengambangan pada
alat ukur dan dial indikator.
Ada beberapa hal menyebabkan nilai pengukuran berbeda-beda, diantaranya
yaitu :
1. Pengukuran pada permukaan benda ukur yang masih tersisa vaselin.
2. Pembacaan skala yang kurang tepat dan teliti pada dial indikator.
3. Alat ukur yang digunakan yaitu dial indikator, yang mempunyai kepekaan
yang relatif tinggi. Sehingga dapat merasakan perbedaan yang relatif kecil
pada benda ukur.
4. Sewaktu pengukuran antara titik, praktikan melakukan pemutaran benda ukur
di atas blok V dengan tidak berhati-hati, sehingga menyebabkan dial
indikator pada posisi yang tidak tepat.
5. Posisi pengukuran, yang tidak lurusnya sensor pada dial indikator terhadap
benda ukur.
6. Perbedaan yang diperoleh juga disebabkan dalam penentuan posisi
pengukuran yang tidak pas pada garis ukurnya
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratium Metrologi Industri 127
BAB V
PENUTUP
5.1 Kesimpulan
Dari praktikum yang telah dilakukan, kesimpulan yang diperoleh adalah :
1. Pengukuran yang dilakukan pada kondisi dan situasi yang sama, dengan cara
yang berbeda, dapat menghasilkan hasil yang berbeda.
2. Pengukuran yang dilakukan secara berulang belum tentu memperoleh hasil
pengukuran yang sama.
3. Dari hasil pengukuran yang dapat disimpulkan bahwa dalam skala yang
sangat kecil objek ukur tidak bulat, walaupun terlihat bulat.
5.2 Saran
1. Agar praktikan lebih cermat dalam membaca serta meletakkan posisi
pengukuran.
2. Agar lebih berhati-hati dalam proses persiapan serta pengambilan data serta
proses pengukuran

PENGUKURAN KEKASARAN PERMUKAAN(M V)
ASISTEN :
TRIAS BASTENOV M.

BAB I
PENDAHULUAN
1.1 Latar Belakang
Salah satu yang mempengaruhi kualitas suatu produk adalah kualitas
permukaannya. Untuk itu kekasaran permukaan harus diperhatikan. Kekasaran
permukaan ini akan mempengaruhi mutu dari produk yang akan dihasilkan.
Selain itu, sebagai mahasiswa teknik mesin maka perlu dibekali ilmu tentang
kekasaran permukaan.
Kekasaran permukaan merupakan salah satu parameter dari kualitas
permukaan produk. Dalam dunia industri, pengukuran kekasaran sering
digunakan untuk menentukan nilai kekasaran yang cocok terhadap berbagai
komponen mesin, maupun produk yang akan dibuat, misalnya pengukuran
kekasaran poros, ataupun kekasaran lubang, tujuannya agar produk yang dibuat
tidak mudah aus dan dapat bekerja dengan baik.
1.2 Tujuan
1. Memahami cara kerja alat pemeriksa kekasaran permukaan.
2. Mengukur harga kekasaran permukaan suatu produk.
1.3 Menfaat
Praktikan mampu menentukan kekasaran permukaan dari produk proses
pemesinan yang dihasilkan dari variasi gerak makan dan putaran spindel.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 129
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
Permukaan merupakan suatu batas yang memisahkan benda dengan
sekelilingnya. Sementara kekasaran permukaan adalah ketidakrataan permukaan
dari suatu benda. Jika ditinjau dengan skala kecil, pada dasarnya konfigurasi
permukaan suatu elemen mesin (produk) juga merupakan suatu karakteristik
geometrik yang dalam hal ini termasuk dalam golongan mikro geometrik.
Sementara itu yang termasuk golongan makro geometrik adalah permukaan
secara keseluruhan yang memuat bentuk atau rupa spesifik misalnya permukaan
poros, lubang, dan lain -lain, yang di dalam hal ini perancangan toleransinya
telah tercakup pada elemen geometrik ukuran, bentuk dan posisi.
Konfigurasi penampang kekasaran permukaan setelah proses permesinan dapat
sebagai berikut:
a. Kekasaran Bentuk yaitu kekasaran yang terjadi pada proses pemesinan yang
tidak sempurna. Gambar kekasaran bentuk dapat dilihat pada gambar F.2.1.
Gambar F.2.1 Kekasaran Bentuk [2]
b. Kekasaran alur yaitu akibat gerak relatif antara benda kerja dengan pahat.
Gambar kekasaran alur dapat dilihat pada gambar F.2.2.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 130
Gambar F.2.2 Kekasaran alur [2]
c. Kekasaraan serpihaan yaitu kekasaran yang terjadi karena tidak sempurnanya
arah aliaran geram. Gambar kekasaraan serpihaan dapat dilihat pada gambar
F.2.3.
Gambar F.2.3 Kekasaraan serpihaan [2]
d. Gabungan antara kekasaran bentuk dengan kekasaran serpihan(kombinasi).
Yaitu di sebabkan karena kesalahan posisi perancangan benda kerja dan tidak
sempurnanya arah aliran geram.Gambar gabungan antara kekasaran bentuk
dengan kekasaraan serpihaan dapat dilihat pada gambar F.2.4
Gambar F.2.4 Gabungan antara kekasaran bentuk
dengan kekasaran serpihaan [2]
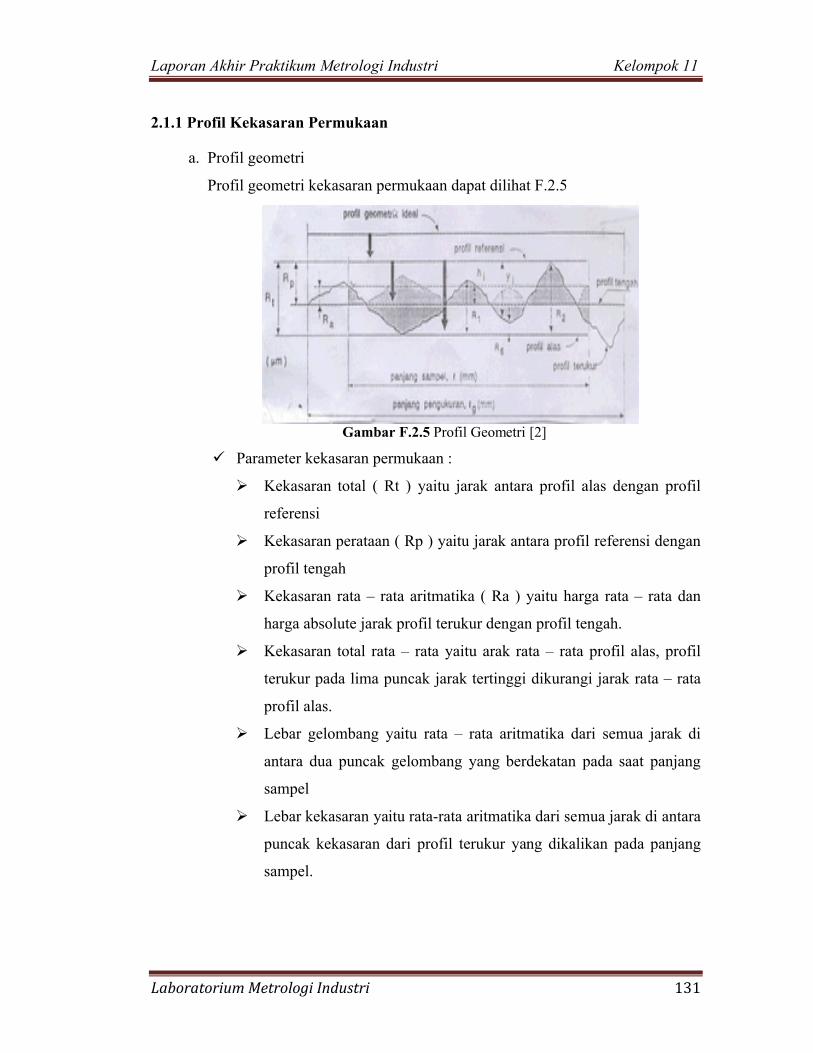
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 131
2.1.1 Profil Kekasaran Permukaan
a. Profil geometri
Profil geometri kekasaran permukaan dapat dilihat F.2.5
Gambar F.2.5 Profil Geometri [2]
Parameter kekasaran permukaan :
Kekasaran total ( Rt ) yaitu jarak antara profil alas dengan profil
referensi
Kekasaran perataan ( Rp ) yaitu jarak antara profil referensi dengan
profil tengah
Kekasaran rata – rata aritmatika ( Ra ) yaitu harga rata – rata dan
harga absolute jarak profil terukur dengan profil tengah.
Kekasaran total rata – rata yaitu arak rata – rata profil alas, profil
terukur pada lima puncak jarak tertinggi dikurangi jarak rata – rata
profil alas.
Lebar gelombang yaitu rata – rata aritmatika dari semua jarak di
antara dua puncak gelombang yang berdekatan pada saat panjang
sampel
Lebar kekasaran yaitu rata-rata aritmatika dari semua jarak di antara
puncak kekasaran dari profil terukur yang dikalikan pada panjang
sampel.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 132
Parameter kekasaran permukaan
Kekasaran Total (Rt) yaitu jarak profil dengan profil referensi
Kekasaraan perataan (Rp) yaitu jarak profil referensi dengan profil
terukur
Rp = 1/l yi dx
Kekasaran Rata-rata Aritmatik (Ra) yaitu harga rata-rata aritmatik
an harga absolutnya jarak,jarak angka profil terukur dengan profil
tengah.
Kekasaran Rata-rata hidrolik (Rg) yaitu akar dari jarak kekasaran
rata-rata aritmatik profil terukur dengan profil tengah
Rg = 1/l hi dx
b. Cara penulisan kekasaran permukaan
Keterangan :
a : Nilai kekasaran permukaan
b : Cara produksi
c : Panjang contoh
d : Arah pengerjaan
e : Toleransi
f : Nilai kekasaran lainnya

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 133
Simbol arah bekas pengerjaan ini dapat dilihat pada tabel F.2.1
Tabel F.2.1 Simbol Arah Bekas Pengerjaan [2]
Tanda Arti Contoh Penggunaan
=Sejajar dengan bidang proyeksidari potongan di mana tandadi pakai
Tegak lurus pada bidang proyeksi dari potongan / penampang di mana tanda di pakai.
X Bersilangan pada dua arah terhadap bidang yang diproyeksikan di mana tanda di pakai
M Banyak arah,tak teratur
C Kurang lebih berupa lingkaran terhadap pusat bidang di mana tanda dipakai
R Kurang lebih radial terhadap pusat bidang di mana tanda dipakai
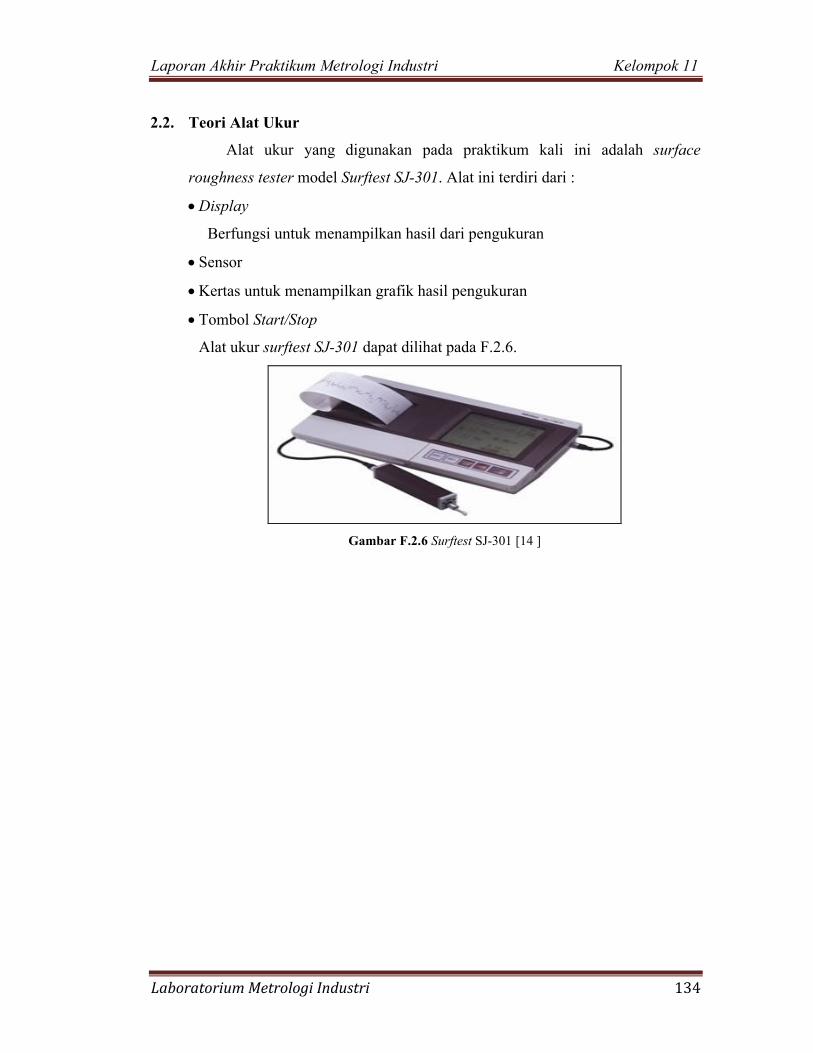
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 134
2.2. Teori Alat Ukur
Alat ukur yang digunakan pada praktikum kali ini adalah surface
roughness tester model Surftest SJ-301. Alat ini terdiri dari :
Display
Berfungsi untuk menampilkan hasil dari pengukuran
Sensor
Kertas untuk menampilkan grafik hasil pengukuran
Tombol Start/Stop
Alat ukur surftest SJ-301 dapat dilihat pada F.2.6.
Gambar F.2.6 Surftest SJ-301 [14 ]
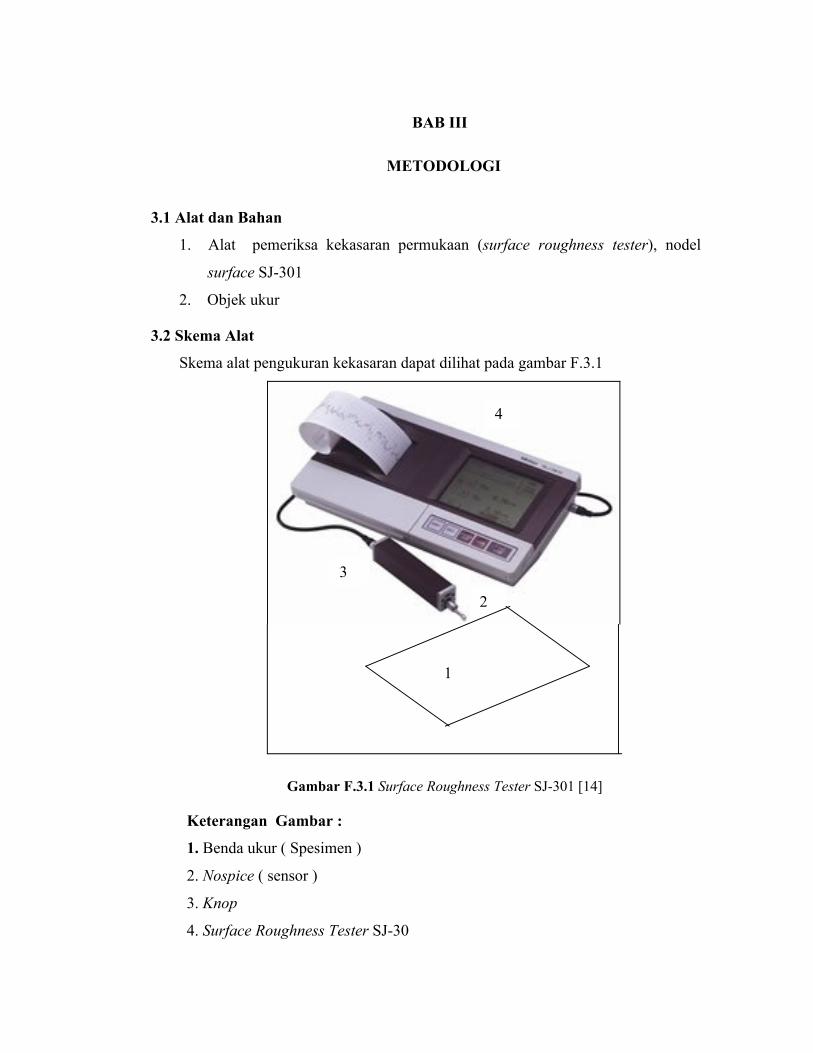
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 135
BAB III
METODOLOGI
3.1 Alat dan Bahan
1. Alat pemeriksa kekasaran permukaan (surface roughness tester), nodel
surface SJ-301
2. Objek ukur
3.2 Skema Alat
Skema alat pengukuran kekasaran dapat dilihat pada gambar F.3.1
Gambar F.3.1 Surface Roughness Tester SJ-301 [14]
Keterangan Gambar :
1. Benda ukur ( Spesimen )
2. Nospice ( sensor )
3. Knop
4. Surface Roughness Tester SJ-30
2
1
3
4
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 136
3.3 Prosedur percobaan
1. Kalibrasi Surface Roughness Tester SJ-301
a. Pasangkan detecor pada conector
b. Atur sedemikian rupa sehingga nospiece paralel terhadap permukaan
spesimen referensi.
c. Putar knop pengatur sampai posisi pada display .
d. Tekan tombol Start/Stop.
e. Periksa apakah harga kekasaran permukaan yang ditampilkan pada display
telah sesuai dengan yang tertera pada spesimen referensi.
f. Jika, tidak sesuai atur gain volume dengan cara memutarnya sampai harga
yang di tampilkan display sesuai dengan yang ada pada spesimen referensi.
g. Ulangi pengukuran untuk mengetahui apakah kalibrasi telah berhasil di
lakukan.
2. Persiapan pengukuran
a) Tentukan dan set hal-hal berikut
a. Parameter kekasaran permukaan yang diukur di antaranya Ra, Rq, Rz &
Rmax.
b. Range harga kekasaran permukaan sesuai dengan perkiraan awal, range
yang dipilih tidak boleh lebih dari harga kekasaran yang telah
diperkirakan (pada satuan metrik 2,10 & 50 untuk Ra/Rq serta 10,50 &
50 untuk Rz/Rmax ).
c. Cut off value yaitu panjang evaluasi (l) sesuai dengan parameter yang
dipilih (0,25 , 0,8 , 2,5 dan 8).
d. Berapa kali pengukuran dilakukan terhadap sampel menurut cut off
value yang telah di set (X5, X3, X1 dan Xf).
b) Atur nospiece detector sedemikian rupa sehingga paralel terhadap
permukaan yang akan diukur dengan menyetel tombol pengatur
ketinggian dan tombol pengatur kemiringan.putar dan atur tombol
penyetel posisi nol sehingga ditampilkan tanda posisi pada display.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 137
c) Dengan menekan tombol start/stop detektor akan bergerak pada benda
kerja sepanjang L dan akan menampilkan harga kekasaran permukaan
pada display bersamaan dengan kembalinya detector ke posisi semula.
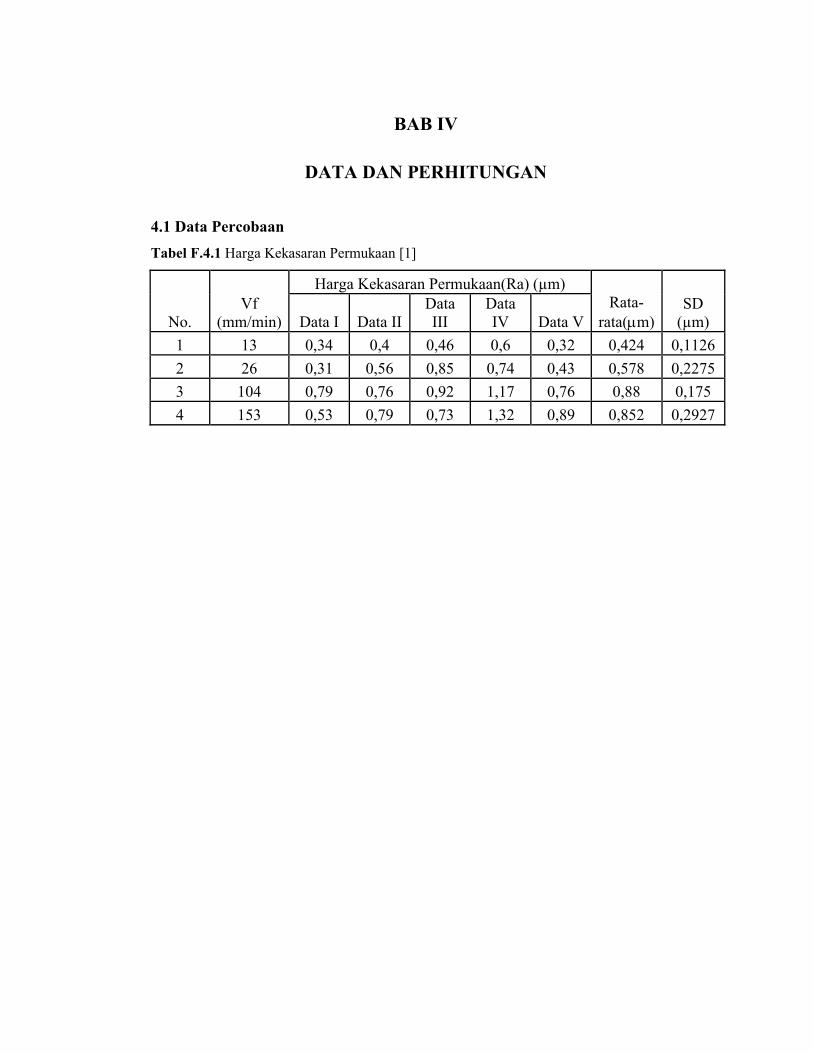
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 138
BAB IV
DATA DAN PERHITUNGAN
4.1 Data Percobaan
Tabel F.4.1 Harga Kekasaran Permukaan [1]
No.Vf
(mm/min)
Harga Kekasaran Permukaan(Ra) (µm)Rata-
rata(m)SD
(µm)Data I Data IIData III
Data IV Data V
1 13 0,34 0,4 0,46 0,6 0,32 0,424 0,1126
2 26 0,31 0,56 0,85 0,74 0,43 0,578 0,2275
3 104 0,79 0,76 0,92 1,17 0,76 0,88 0,175
4 153 0,53 0,79 0,73 1,32 0,89 0,852 0,2927

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 139
4.2 Contoh Perhitungan
Harga kekasaran rata-rata
1. Vf = 13 mm/min
x 0,34+0,4+0,46+0,6+0,32 = 0,424µm 5
2. Vf = 26 mm/min
x 0,31+0,56+0,85+0,74+0,43 = 0,578µm 5
3. Vf = 104 mm/min
x 0.79+0,76+0,92+1,17+0,76 = 0,88µm 5
4. Vf = 153 mm/min
x 0,53+0,79+0,73+1,32+0,84 = 0,852µm
Standart Deviasi
1. Vf = 13 mm/min
15
424,06,0)424,046,0(424,04,0424,034,0 2222
SD
mSD 1126.0
15
424,032,0 2
2. Vf = 26 mm/min
15
578,074,0)578,085,0(578,056,0578,031,0 2222
SD
mSD 2275.0
15
578,04,0 2
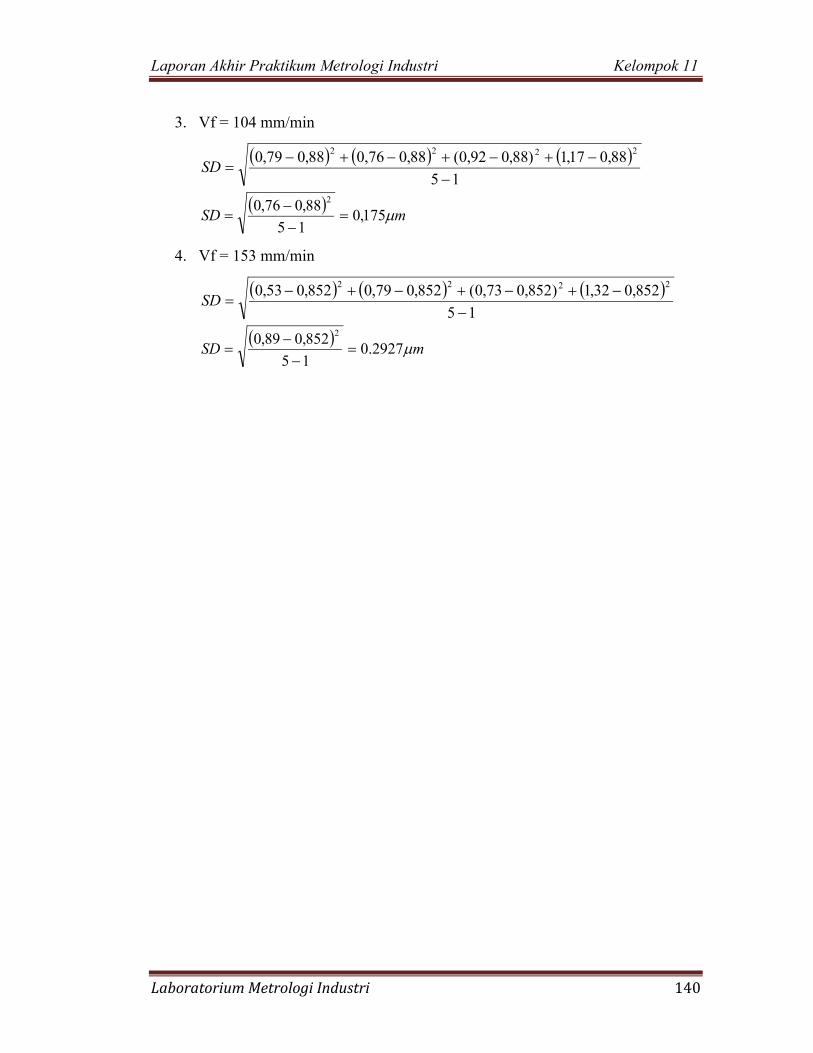
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 140
3. Vf = 104 mm/min
15
88,017,1)88,092,0(88,076,088,079,0 2222
SD
mSD 175,0
15
88,076,0 2
4. Vf = 153 mm/min
15
852,032,1)852,073,0(852,079,0852,053,0 2222
SD
mSD 2927.0
15
852,089,0 2
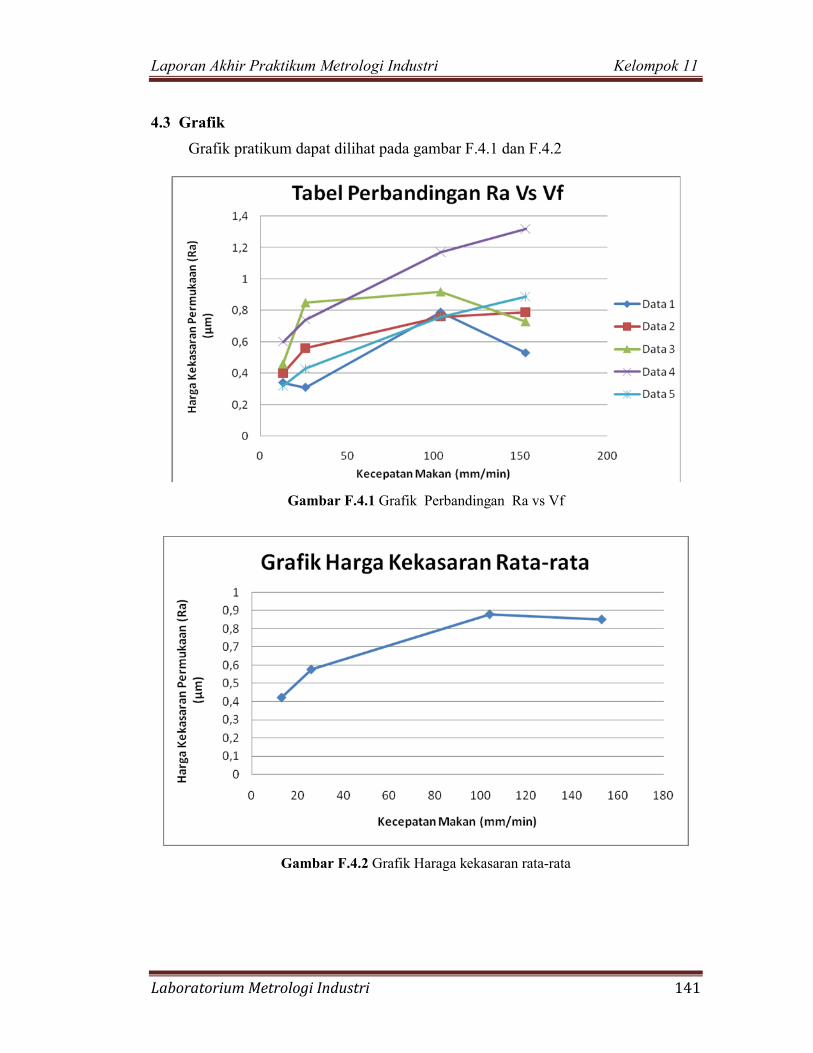
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 141
4.3 Grafik
Grafik pratikum dapat dilihat pada gambar F.4.1 dan F.4.2
Gambar F.4.1 Grafik Perbandingan Ra vs Vf
Gambar F.4.2 Grafik Haraga kekasaran rata-rata

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 142
4.4 Analisa dan Pembahasan
Percobaan kali ini dilakukan untuk menentukan harga kekasaran permukaan
dari beberapa objek dengankekasaraan permukaan tertentu yang sebelumnya
dilakukan proses freis dengan kecepatan makan yang bervariasi.Pada pratikum
kali ini pratikum melakukan pengambilan data dengan 5 titik pada 4 sampel yang
memiliki kecepatan makan yang berbeda-beda,hal ini bertujuan agar dapat
mengetahui kekasaraan setiap kecepatan makan proses permesinan
Dari lima kali pengambilan data pada empat sampel,maka kami dapatkan
harga kekasaraan rata-rata dibandingkan dengan peningkatan harga kecepatan
makan.Untuk mendapatkan kecepatannya dimakan Vf=13mm/min harga
kekasaraan rata-ratanya adalah 0,424µm,Vf=26mm/min harga kekasaraanya rata-
ratanya adalah 0,578µm,Vf=104mm/min harga kekasaraanya rata-ratanya yang
kami dapatkan dalam pratikum adalah 0,88µm,Vf=153mm/min harga kekasaraan
rata-ratanya adalah 0,852µm. Harga kekasaraan rata-rata yang tertinggi terdapat
pada kecepataan makan Vf=104 mm/min dan yang terendah pada kecepataan
makan Vf=13 mm/min.Seperti yang terlihat pada grafik harga kekasaraan rata-
rata,terlihat pada adanya penurunan.
Dalam pengambilan data dengan spesimen yang sama terjadi perbedaan
harga kekasaran permukaan tiap titiknya. Hal ini di sebabkan oleh pengangkatan
sensor yang kurang hati-hati, sehingga mengalami sedikit goresan pada sensor
tersebut, lalu kesalahan dari benda ukur tersebut sangat perlu diperhatikan
kebersihannya benda diukur dari vaseline dan juga mengalami karatan sehingga,
pengukuran kekasaraannya mengalami perbedaan-perbedaan. Kurang pas dalam
meletakkan spesimen dan mengatur ketinggian surface roughness tester juga
dapat menjadi penyebab perbedaan kekasaraan yang akan membentuk
sudut(),yang mengakibatkan pertambahaan atau ketidaksamaan kekasaran
Dari grafik yang diperoleh dapat terlihat bahwa hasil pengukuran yang
diperoleh dari sesuai dengan diteori yang telah kami pelajari, tetapi pada saat
dataVf=153mm/min saja yang mengalami penurunan dan data di Vf=13mm/min
,Vf=26mm/min,Vf=104 terus mengalami penaikan.grafik yang ada kecepatan

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 143
makan terhadap rata-rata kekasaran terlihat pergerakan peningkatan.semakin
besar kecapatan maka kekasaran permukaan semakin besar juga.
Data yang diperoleh cukup sesuai dengan yang diinginkan ,namun tetap
terjadi penyimpangan.Hal tersebur disebabkan karena:
1. Kesalahan pratikan yang tidak teliti dalam memposisikan surface rougness
tester pada ketinggian yang tepat
2. Alas dan meja yang digunakan menyebabkan ketidak rataan,sehingga harga
kekasaran terjadi berbeda
3. Kotornya benda ukur karena karat atau vaseline yang masih tersisa,yang
membuat detektor mengalami penyimpangan
4. Penyimpangan yang bersumber dari lingkungan ,yaitu terjadi getaran saat
pengukuran
5. Penyimpangan bersumber dari posisi pengukuran tidak tegak lurus terhadap
alur proses permesinan
6. Kualitas benda ukur,dalam hal ini terdapatnya korosi
7. Kurang banyaknya diberi wash bensin pada benda ukur
Jadi hasil pratikum yang didapatkan terdapat penyimpangan-penyimpangan
hasil,namun hasil pengukuran sudah cukup memuaskan dengan grafik yang
menaik,dan standar deviasi yang sedikit.
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 144
BAB V
PENUTUP
5.1 Kesimpulan
Dari pratikum yang telah dilakukan ,kesimpulan yang diperoleh adalah:
1. Setiap proses permesinan yang dilakukan menghasilkan tingkat kekasaran
tertentu
2. Semakin cepat kecepatan makan (Vf),maka nilai kekasran semakin tinggi,dan
sebaliknya
3. Agar mendapatkan standar deviasi/eror yang kecil,faktor-faktor yang mengangu pengukuran perlu di antispasi
5.2 Saran
Untuk lebih baiknya pratikum ,saran yang diberikan adalah:
1. Supaya pratikan berhati-hati saat pengukuran,kalibrasi,dan pengambilan data
2. Supaya pratikan mendengar instruksi asistant dengan baik ,agar menimalisir
kesalahan-kesalahaan

KALIBRASI PENDATAR DAN PENGUKURAN KEDATARAN
(M VI)
ASISTEN :
AULIA RAHMAN
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 145
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam dunia industri yang berhubungan dengan menghasilkan produk yang
sempurna, oleh sebab itu dibutuhkan ketelitian terhadap produk. Mesin yang
digunakanj adalah mesin yang baik dimana mesin yang telah di level untuk itu
kita harus tahu bagai mana cara melevel mesin dengan pendatar agar dihasilkan
produk yang sempurna nantinya.
Pada proses pemesinan kedataran dari meja kerja harus dalam keadaan rata
agar hasil pengerjaan lebih tepat. Oleh karena itu, meja kerja harus di-level-kan.
Me-level-kan meja kerja tersebut kita harus mengetahui alat ukur serta
mengetahui cara kerja dari alat ukur yang bisa digunakan untuki melevelkan
meja kerja tersebut
1.2 Tujuan
1. Mengenal dan mengetahui alat ukur pendatar dan cara penggunaan alat ukur
serta pengkalibrasiannya.
2. Mengetahui bagaimana cara melevel mesin.
1.3 Manfaat
Adapun manfaat yang dapat diperoleh dari melaksanakan percobaan ini
adalah mampu menggunakan pendatar serta kalibrasinya dan bagaimana melevel
suatu mesin.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 146
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
Yang dimaksud dengan datar adalah gaya gravitasi bumi dianggap tegak
lurus terhadap bidang yang horizontal. Suatu bidang yang datar adalah bidang
yang ideal, sehingga dipakai sebagai referensi hampir semua dalam pekerjaan
teknik, misalnya dalam bidang pemasangan peralatan dan mesin.
Kedataran adalah analisa penyimpangan yang diizinkan dari bidang
idealnya. Yang dimaksud dengan bidang ideal adalah bidang yang tegak lurus
terhadap gaya gravitasi bumi dan garis sejajar bidang.
Kerataan adalah apabila suatu bidang dibuat suatu garis yang sejajar
kemudian ditarik garis lurus dan memotong garis sejajar terhadap bidang
tersebut. Bagian utama dari pendatar adalah tabung gelas yang melengkung
dengan spiritus/air/eter diisikan kedalamnya tetapi tidak penuh sehingga terdapat
rongga udara didalamnya.
Prinsip Dari Pendatar
Kepekaan dari pendatar dalam hal ini adalah sampai sejauh mana
kemiringan bidang alas dari pendatar (bidang referensi) dapat diketahui
berdasarkan perpindahan dari posisi gelembung yang dibaca melalui skala yang
terdapat pada tebung. Kepekaan tergantung dari dua faktor:
1. Jari – jari kelengkungan tabung ( R )
2. Panjang dari dasar pendatar ( jarak kaki ) ( L )
Semakin panjang jari – jari, kepekaan pendatar akan naik, sebaliknya
semakin panjang jarak kaki ( L ) maka kepekaan akan turun.Gambar prinsip kerja
pendatar dapat dilihat pada gambar G.2.1.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 147
Gambar G.2.1 Prinsip Kerja Pendatar [2]
Penurunan rumus berdasarkan sudut a segitiga BOB’ sama dengan sudut a
segitiga AOA’. Sehingga d = R h / L
Dimana α1 = α2 α1 = d / R
α2 = h / L
maka α1 = α2 d / R = h / L
maka harga d = ( R x h ) / L
Pembacaan Skala Pendatar
Pendatar dibuat beberapa kelas kepekaan yaitu 2.5.10.20.30. menit atau
derajat. Panjang dasar L juga dibuat bermacam-macam sesuai dengan keperluan,
antara lain sebesar 160,200,250,300,400 dan 500 mm. pada bagian atas dari
pendatar biasanya dicantumkan harga kepekaan, arti dari jarak satu skala pada
tabung gelas yaitu kenaikan salah satu sisinya setinggi h untuk satu satuan
panjang. Kepekaan sebesar 0.01 mm / m dipakai untuk pengukuran yang cermat,
sedangkan kepekaan 0.02 atau 0.04 mm / m adalah umum dipakai dalam
produksi.
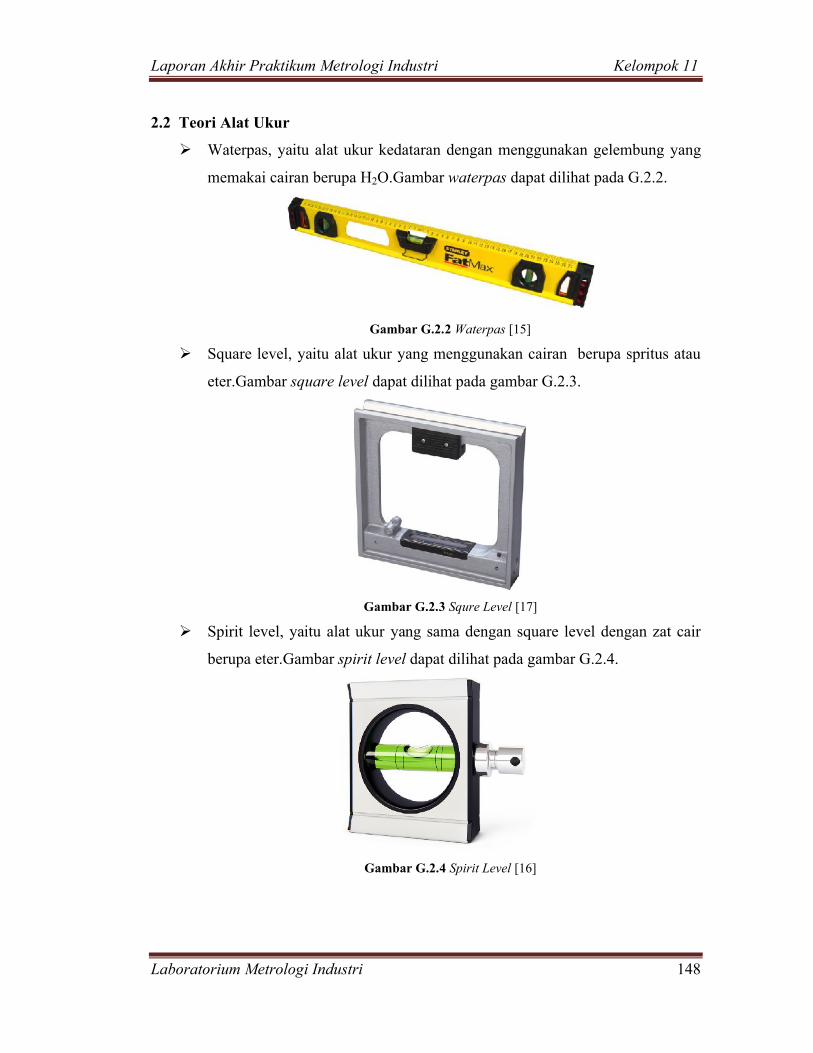
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 148
2.2 Teori Alat Ukur
Waterpas, yaitu alat ukur kedataran dengan menggunakan gelembung yang
memakai cairan berupa H2O.Gambar waterpas dapat dilihat pada G.2.2.
Gambar G.2.2 Waterpas [15]
Square level, yaitu alat ukur yang menggunakan cairan berupa spritus atau
eter.Gambar square level dapat dilihat pada gambar G.2.3.
Gambar G.2.3 Squre Level [17]
Spirit level, yaitu alat ukur yang sama dengan square level dengan zat cair
berupa eter.Gambar spirit level dapat dilihat pada gambar G.2.4.
Gambar G.2.4 Spirit Level [16]
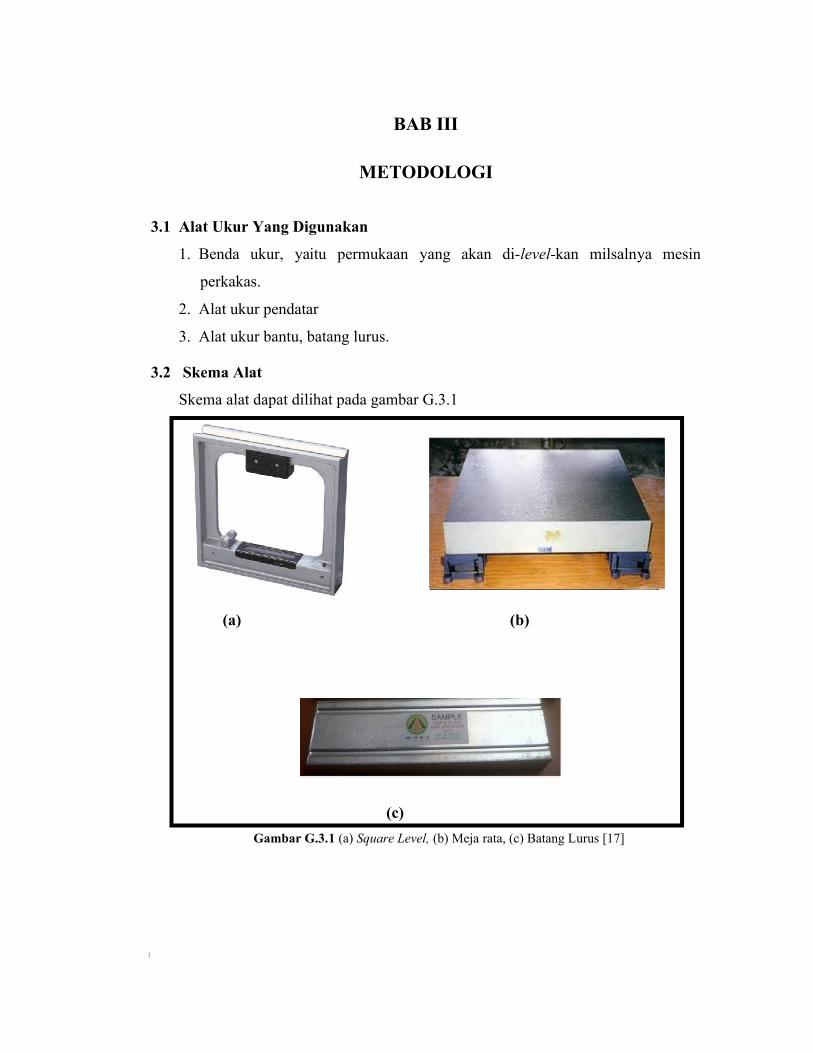
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 149
BAB III
METODOLOGI
3.1 Alat Ukur Yang Digunakan
1. Benda ukur, yaitu permukaan yang akan di-level-kan milsalnya mesin
perkakas.
2. Alat ukur pendatar
3. Alat ukur bantu, batang lurus.
3.2 Skema Alat
Skema alat dapat dilihat pada gambar G.3.1
(a) (b)
(c)
Gambar G.3.1 (a) Square Level, (b) Meja rata, (c) Batang Lurus [17]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 150
3.3 Prosedur percobaan
1. Kalibrasi Pendatar
Ambil sebuah pendatar (spirit level) lalu lakukan hal berikut :
a. Bersihkan permukaan bawah pendatar (spirit level) dari vaselin.
b. Bersihkan sebuah permukaan rata, dimana permukaan rata ini tak perlu di-
level
c. Kemudian level-kan spirit level di atas permukaan tersebut sedikit ke tengah,
kemudian cari posisi pendatar sampai gelembung berada di tengah. Setelah
itu, pada tempat yang sama putar posisi pendatar 180 o. dalam hal ini dapat
dipakai bantuan batang lurus yang diklemkan pada permukaan rata, sehingga
sisi pendatar berhimpit dengan batang lurus. Tandakan posisi gelembung
sebelum pendatar diputar dan setelah pendatar diputar. Kalau hasilnya sama,
maka pendatar telah terkalibrasi dengan baik.
d. Jika posisi gelembung pendatar tidak sama, misalnya berpindah sebesar 2
skala ke kanan, maka putarlah baut pengatur (dengan arah putaran tertentu)
sampai posisi gelembung menjadi setengah dari harga perpindahan gelembung
semula, yakni satu skala. Hal ini dilakukan berkali-kali sampai posisi
gelembung tetap.
2. Penggunaan pendatar untuk leveling mesin
1. Carilah sebuah mesin perkakas yang akan di-level-kan
2. Kemudian bersihkan permukaan rata mesin yang horizontal.
3. Letakan pendatar diatas permukaan tersebut, sebaiknya gunakan dua buah
pendatar yang diletakan saling tegak lurus.
4. Kemudian perhatikan posisi gelembung pendatar. Seandainya sudah tepat
ditengah tabung ukurnya, berarti mesin tersebut telah level.
5. Jika tidak lakukan penyetelan dengan mengatur baut penyetel yang terdapat
pada kaki mesin sampai posisi gelembung pendatar telah menunjukkan mesin
telah level

PENGUKURAN KELURUSAN DAN KERATAAN BIDANG
(M VII & VIII)
ASISTEN :
BUDI AULIA P.

BAB I
PENDAHULUAN
1.1 Latar Belakang
1.1.1 Pengukuran Kelurusan
Pada masa sekarang, dengan beragamnya persaingan antar industri,
kebutuhan akan mutu yang baik dari suatu produk sangat penting. Bila terdapat
kualitas geometri yang cacat, tentu konsumen kecewa dan beralih ke merek
lain. Beragam aspek geometri yang perlu diperhatikan, salah satunya adalah
kelurusan suatu produk.
Suatu produk bila dilihat secara kasat mata, dapat disimpulkan
memiliki bentuk geometri yang lurus. Namun, bila digunakan alat untuk
mengukur dengan skala mikro dapat diketahui apakah bentuk geometri tersebut
memenuhi standar atau tidak. Bila tidak memenuhi standar yang diinginkan,
maka nantinya dapat menjadikan produk mempunyai performa yang buruk.
Sebagai calon sarjana teknik mesin, tentunya pengetahuan mengenai
pengukuran kelurusan, serta toleransi geometrik suatu produk perlu dipelajari.
Sehingga, didalam dunia kerja nantinya dapat menghasilkan produk dengan
mutu yang baik.
1.1.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Pada masa sekarang kebutuhan akan produk yang berkualitas dan baik
meningkat dengan pesatnya. Tentunya produk yang berkulitas adalah produk
yang memiliki aspek geometri (dimensi, bentuk, dan kekasaran permukaan)
sesuai dengan yang distandarkan. Salah satu ciri produk yang dikatakan
berkualitas dan baik dapat dilihat dari aspek bentuknya yakni kerataan dari
bidang produk yang dihasilkan.
Dalam menentukan kerataan dari suatu produk, kita dapat menggunakan
banyak metode. Salah satu metode dalam mengukur kerataan yang dapat kita
gunakan adalah metode union jack. Dalam metode union jack ini kita harus

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 152
menganalisa kerataan bidang dari data kelurusan permukaan bidang. Karena
bidang yang dikatakan lurus berarti bidang tersebut juga rata.
Sebagai calon sarjana teknik, sudah sewajarnya mengetahui alat ukur dan
cara pengukuran kerataan dari suatu bidang produk agar nantinya dapat
menghasilkan suatu produk yang sesuai dengan aspek geometri yang
dibutuhkan dan yang telah distandarkan.
1.2 Tujuan
1.2.1 Pengukuran Kelurusan
1. Mengenal dan mengetahui pengukuran kelurusan dan alat ukur kelurusan.
2. Mengetahui toleransi geometrik kelurusan yang terdiri dari kelurusan suatu
garis dalam dua bidang, kelurusan komponen dan toleransi gerak lurus.
1.2.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Menganalisa kerataan bidang dari data kelurusan dengan metode“ union jack”
1.3 Manfaat
1.3.1 Pengukuran Kelurusan
Dengan melakukan praktikum ini, diharapkan praktikan dapat mengenal
dan mengetahui cara pengukuran kelurusan dan alat ukur kelurusan. Serta
mengetahui toleransi geometri kelurusan berupa kelurusan suatu garis 2 bidang,
kelurusan komponen dan kelurusan gerak lurus
1.3.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Adapun manfaat dari pratikum ini adalah kita dapat mengetahui dan
menggunakan alat ukur pembanding serta kita dapat menganalisa kerataan
bidang dari data kelurusan dengan metode “ union jack”.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 153
BAB II
TINJAUAN PUSTAKA
2.1 Teori Objek
2.1.1 Pengukuran Kelurusan
Pengukuran kelurusan dimaksudkan untuk mengukur sampai sejauh mana
suatu garis atau permukaan menyimpang dari kondisi ideal yaitu garis atau
permukaan lurus. Kelurusan sering dicantumkan sebagai suatu harga toleransi
kelurusan yaitu suatu daerah ( imajiner ) yang dirancang didalam mana bagian
produk harus terletak.
Kelurusan dari suatu bidang permukaan dapat diperiksa dengan beberapa
cara. Dua cara yang paling mudah untuk memeriksa kelurusan adalah dengan
memakai pendatar yang kepekaannya 0.2 mm/m atau dengan kaliber batas atau
autokolimator yang kecermatannya sampai dengan 0.1 detik.
Metode Pengukuran Kelurusan
1. Dengan manggunakan Pendatar
Pendatar diletakkan diantara garis ( nol ) dan garis (1) dimana posisi
kedudukan gelmbung yaitu pada ujung gelembung kiri dan kanan. Kemudian
pada tempat yang sama baliklah posisi pendatar dan lakukan pembacaan
skala. Kemudian pendatar dipindahkan keselang kedua antara garis satu dan
garis dua, demikian seterusnya sampai pendatar pada selang terakhir ( selang
end ). Untuk memastikan hasil pengukuran, pengamatan diulang namun dari
urutan terbalik yaitu dari selang ke-n sampai kembali ke selang pertama.
Gambar Pendatar dapat dilihat pada Gambar H.2.1.
Gambar H.2.1 Pendatar [4]
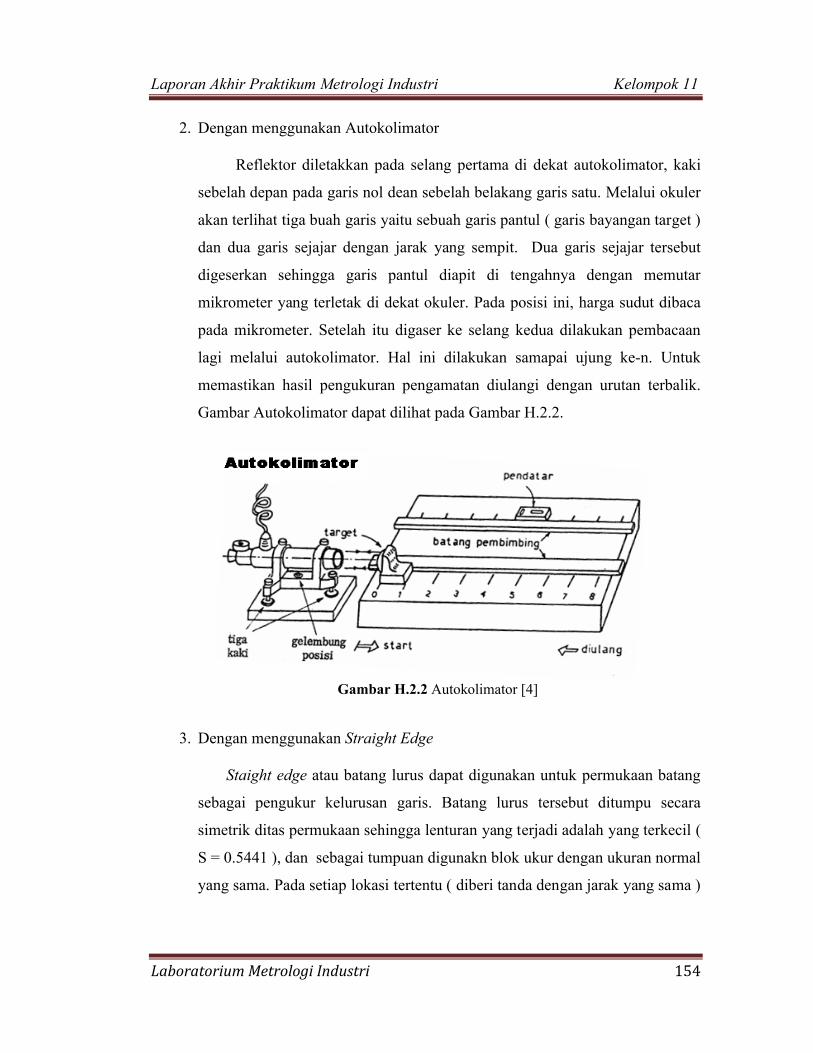
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 154
2. Dengan menggunakan Autokolimator
Reflektor diletakkan pada selang pertama di dekat autokolimator, kaki
sebelah depan pada garis nol dean sebelah belakang garis satu. Melalui okuler
akan terlihat tiga buah garis yaitu sebuah garis pantul ( garis bayangan target )
dan dua garis sejajar dengan jarak yang sempit. Dua garis sejajar tersebut
digeserkan sehingga garis pantul diapit di tengahnya dengan memutar
mikrometer yang terletak di dekat okuler. Pada posisi ini, harga sudut dibaca
pada mikrometer. Setelah itu digaser ke selang kedua dilakukan pembacaan
lagi melalui autokolimator. Hal ini dilakukan samapai ujung ke-n. Untuk
memastikan hasil pengukuran pengamatan diulangi dengan urutan terbalik.
Gambar Autokolimator dapat dilihat pada Gambar H.2.2.
Gambar H.2.2 Autokolimator [4]
3. Dengan menggunakan Straight Edge
Staight edge atau batang lurus dapat digunakan untuk permukaan batang
sebagai pengukur kelurusan garis. Batang lurus tersebut ditumpu secara
simetrik ditas permukaan sehingga lenturan yang terjadi adalah yang terkecil (
S = 0.5441 ), dan sebagai tumpuan digunakn blok ukur dengan ukuran normal
yang sama. Pada setiap lokasi tertentu ( diberi tanda dengan jarak yang sama )

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 155
dilakukan pengukuran celah antara batang lurus dengan permukaan bidang
yang diukur kelurusannya dengan komparator lubang.
Bidang yang rata hubungannya dengan kelurusan adalah bidang yang rata
sudah dipastikan lurus tetapi bidang yang lurus belum tentu rata. Gambar
Metoda Straight Edge dapat dilihat pada Gambar H.2.3.
Gambar H.2.3. Metoda Straight Edge [4]
2.1.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Kerataan merupakan suatu kumpulan titik-titik yang membentuk garis
lurus yang saling berpotongan dan berhimpit dalam ruang tiga dimensi. Bidang
datar merupakan bidang yang tegak lurus dengan gravitasi bumi.
Bidang yang datar sudah pasti bisa dikatakan bidang yang rata tetapi
bidang yang rata tidak pasti atau belum tentu bias dikatakan datar.
Dalam melakukan praktikum ini kita mempunyai 2 metode kerataan,
tergantung mana yang kita pilih.
1. Metode Kisi-Kisi
Membuat garis lurus dan sejajar sebanyak mungkin. semakin banyak garis-
garis atau semakin rapat maka semakin tampak profil permukaan. Karena
banyak garis – garis maka semakin banyak pula titik yang berhimpit sehingga

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 156
pada metode ini sulit untuk dilakukan pengukuran. Metode ini biasa
dikembangkan dengan software. Gambar Sketsa metode kisi-kisi dapat dilihat
pada Gambar H.2.4.
Gambar H.2.4 Sketsa metode kisi- Kisi [1]
2. Metode Union Jack
Sebagaimana yang telah dibahas tidak mungkin melakukan pengukuran
kelurusan garis-garis pada bidang ukur yang tak terhingga banyaknya dengan
demikian perlu penentuan jumlah garis yang akan diukur. Garis-garis tersebut
perlu disusun menurut pola yang tertentu. Pola susunan garis yang baru adalah
kisi-kisi atau jala-jala dengan garis generator saling menyilang/berpotongan
tegak lurus.
Jarak antar garis-garis yang sejajar tersebut sama dengan jarak kedua kaki
target atau kaki meter maupun kaki pendatar. Untuk memudahkan analisa
dipilih bidang referensi yang melalui tiga titik dengan ketinggian nol. Jadi
metode union jack merupakan satu bidang yang dibagi menjadi 8 garis dan
beberapa titik dengan perbandingan titik dalam garis 8 : 10 : 6.
Garis : AC, HD, GE dibagi atas 8 buah titik.
Garis : AE, GC, dibagi atas 10 buah titik.
Garis : AG, BF, CE dibagi atas 6 buah titik.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 157
Gambar Sketsa metode union jack dapat dilihat pada Gambar H.2.5.
A B C
H D
G F E
Gambar H.2.5 Sketsa metode union jack [1]
Metode ini dilakukan dengan 2 koreksi :
1. Koreksi sejajar
2. Koreksi putar
1. Koreksi Sejajar
Semua titik dikoreksi dengan harga yang sama, supaya ketinggian salah
satu titik yang dimaksud mencapai harga ketinggian akhir. Jadi ketinggian
semua titik terhadap garis referensi sementara dapat mengurangi ketinggian
semula dengan suatu harga koreksi yang sama, yaitu :
1 = 1 - x
Sehingga ketinggian titik I dan relatif terhadap referensi sementara,
adalah :
i’ = 1 - 1 = I – (I – x) = x
j’ = j - j = j - I + x
2. Koreksi Putar
Dalam hal ini garis referensi sementara seakan-akan diputar dengan titik
putar, merupakan titik dasar dari titik I harga satuan referensi adalah
2(U) = j’ – y = j - I + x - y
j – i j - i
Sehingga ketinggian setiap titik pada posisi tertentu dapat dikoreksi
sesuai dengan posisi yang relatif terhadap posisi 1 yaitu :

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 158
A2 (U) = (u - 1 ) A2
Akhirnya diperoleh ketinggian pada setiap titik terhadap referensi baru
yaitu :
j’ + 1 = j + 1 - A2 (j + 1) = (j – 1 - A1) – (j + 1 – I) A2
Rumus umum untuk mendapatkan ketinggian setiap titik terhadap
referensi baru :
U” = u’ - 2(u)
U” = u - A1 - (u – 1) A2
A 2 (U) = (u - 1 ) A2
U” = u - 1 + x – (u – I) j - 1 + x - y
j - i
Suatu bidang teoritis dapat dihasilkan dengan menggesekkan suatu garis
lurus di atas dua buah garis yang sejajar (disebut juga garis tepi) garis lurus
tersebut dinamakan “garis generator’. Jadi pada suatu bidang rata dapat
diletakkan garis-garis generator yang sejajar yang tak terhingga banyaknya.
Apabila kedua garis tepi di atas di mana garis geser generator tersebut
digesekkan ternyata tidak sejajar. Maka yang terbentuk bukanlah bidang
datar/rata “bidang yang terpuntir”.
Kerataan bidang sangat berpengaruh proses pemesinan yang dilakukan
bias jadi terjadinya gelombang pada permukaan benda kerja karena disebabkan
ketelitian dalam memasang alat sebelum digunakan dalam kondisi tidak
normal.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 159
2.2 Teori Alat Ukur
2.2.1 Pengukuran Kelurusan
Square level
Square level adalah alat untuk mengukur kelurusan suatu bidang. Memiliki
konstruksi berbentuk persegi, dan memiliki cairan untuk mununjukan skala
yang berada ditengah alat. Cairan yang digunakan untuk mengukur adalah
spritus. Skala yang dapat dibaca pada square level adalah dari -4 sampai dengan
+4. Dengan bentuk sisinya yang lurus dan kokoh, square level dapat merasakan
perubahan yang kelurusan yang relatif kecil. Gambar Square level dapat dilihat
pada Gambar H.2.6.
Gambar H.2.6 Square level [17]
2.1.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Dial indicator
Dial indicator terdiri dari piringan berskala, spindel, penunjuk atau jarum
dan pemegang. Umumnya jangkau gerak spindel sama dengan 2,5 kali
perputaran penunjuk. Antara ujung spindel dan petunjuk terdapat mekanisme
perkalian yang teliti, yang membesarkan setiap pergerakan spindel. Dial
indicator merupakan alat ukur serbaguna. Alat ini dapat mengukur
ketidaktelitian dalam penyebarisan, eksentrisitas dan deviasi permukaan yang
seharusnya parallel; atau alat ini dengan langsung dapat menunjukkan variasi
toleransi terhadap ukuran sebenarnya. Dial indicator dengan landasan magnet.
Bila diputar ke posisi “on”, Dial indicator terpasang dengan kokoh pada bidang
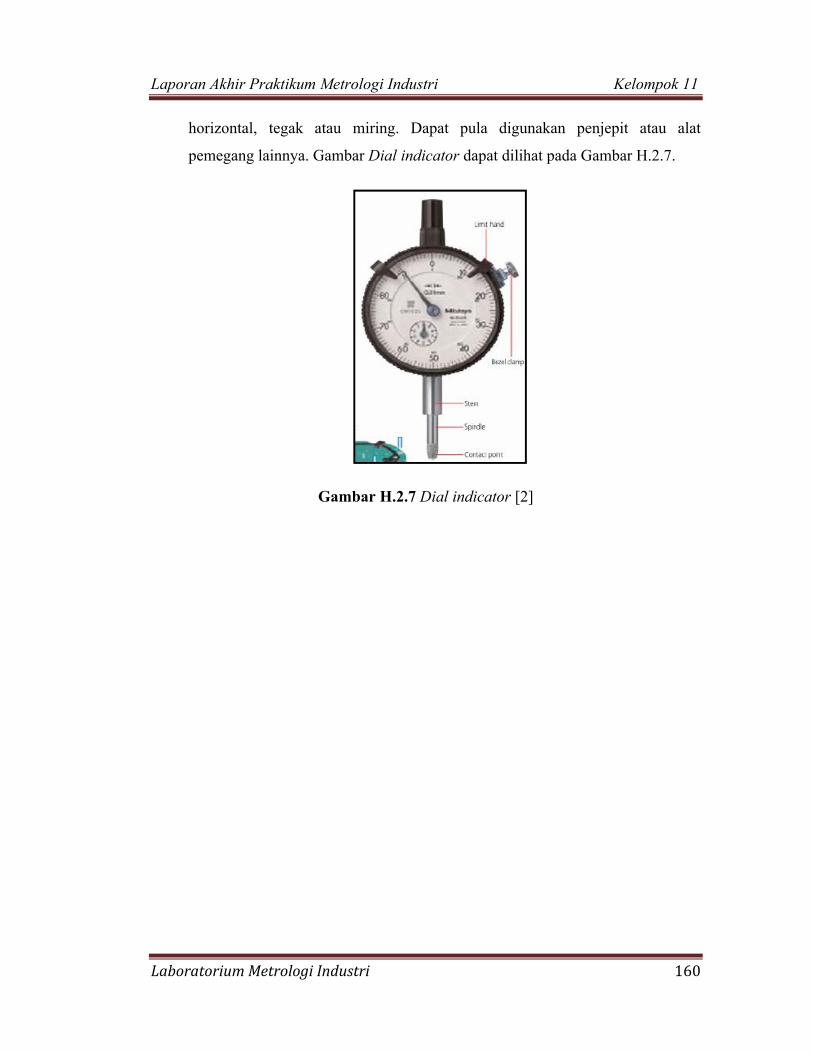
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 160
horizontal, tegak atau miring. Dapat pula digunakan penjepit atau alat
pemegang lainnya. Gambar Dial indicator dapat dilihat pada Gambar H.2.7.
Gambar H.2.7 Dial indicator [2]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 161
BAB III
METODOLOGI
3.1 Alat yang digunakan
3.1.1 Pengukuran Kelurusan
1. Meja Rata
2. Square Level
3.1.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
1. Meja rata
2. Dial indicator
3. Stand magnetik
4. Mistar
5. Dan lain-lain
3.2 Skema Alat
3.2.1 Pengukuran kelurusan
Skema alat dapat dilihat pada Gambar H.3.1 dan H.3.2.
Gambar H.3.1 Square level [17]
Gambar H.3.2 Meja Rata [1]

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 162
3.2.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Skema alat dapat dilihat pada Gambar H.3.3 dan H.3.4
Gambar H.3.3 Dial indicator [3]
A B C
H D
G F E
Gambar H.3.4 Meja Rata [1]
3.3 Prosedur Percobaan
3.2.1 Pengukuran Kelurusan
1. Bersihkan permukaan meja rata
2. Bersihkan square level dari vaseline
3. Buat pada meja rata membentuk pola union jack
4. Ukur setiap bagian yang membagi pola union jack pada segitiga ABC pada
bagian AB, BC, CA
5. Catat hasil pengukuran
3.3.2 Pengukuran Kerataan Bidang/Analisa Meja Rata
Lakukan terlebih dahulu analisa data pengukuran kelurusan dari kedelapan
garis union jack ( AC, HD, GE, AG, BF, CF, AE, Dan GC ).
Analisa kerataan bidang dilakukan dengan metode sebagai berikut :

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 163
1. Pilih bidang referensi yang melalui tiga titik yaitu : A, C dan G tetapkan
titik A, C, dan G dari pola union jack mempunyai ketinggian nol.
2. Lakukan penyesuaian ketinggian semua titik pada garis AC, AG, dan GC
sehingga masing-masing garis dilakukan koreksi putar, karena AC0 = 0 AG0
= 0 ; dan GC0 = 0 dan sementara itu AC4 , AG5 dan CG5 kolom tentu nol.
Sedangkan ketinggian akhir pada ketiga titik ini harus berharga nol. Dengan
cara ini akan diperoleh semua titik pada garis AC, AG dan CG yang telah
mempunyai ketinggian akhir, yaitu ketinggian relatif terhadap bidang
referensi AG.
3. Berdasarkan ketinggian titik AC , AG0 j dan CG2 ( yang merupakan
ketinggian akhir) maka titik pada AE dipusatkan terhadap AC6 , sehingga
akan diperoleh titik ujung z.
4. Karena ketinggian GC dan E telah diketahui maka semua titik pada garis CE
dan garis GE akan dikoreksi sehingga mempunyai ketinggian relatif terhadap
bidang ACG.
5. Tinggal 2 garis lagi yang harus disesuaikan yaitu garis HD dan BE untuk itu
perlu dikoreksi sejajar dan koreksi putar, yaitu untuk garis HD berdasarkan
ketinggian titik ujung (111 = 0
11 = AG15 ) dan titik ujung yang lain D (j11
= 4 11 = CE15
11) serta hasil garis BF dengan ketinggian ujung B (111 = 0
11
= AC2 11 ) dan F (j
11 = 3 11 = GE15 ).
6. Karena ada 4 garis yang berpotongan pada titik I, maka teoritis ketinggian
titik T tersebut harus sama. Oleh sebab itu bisa digunakan untuk mengecek
kebenaran cara perhitungan.
7. Sama titik dari kedelapan garis dari union jack tersebut adalah telah
ditentukan posisi relatif terhadap bidang referensi ACG dengan demikian
kita dapat membuat peta medan ( topografi ) bidang datar yang diperiksa.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 164
BAB IV
DATA DAN PEMBAHASAN
4.1 Data Percobaan
Data percobaan dapat dilihat pada Tabel H.4.1
Tabel H.4.1 Data Kelurusan Bidang [1]
AB Hasil Koreksi BC Hasil Koreksi AC Hasil Koreksi
0 0 0 0 0 -
0 -0,75 -1 -1,2 -1 -
+3 1,5 1 0,6 -4 -
+4 1,75 4 3,4 0 -
+3 0 4 3,2
1 0
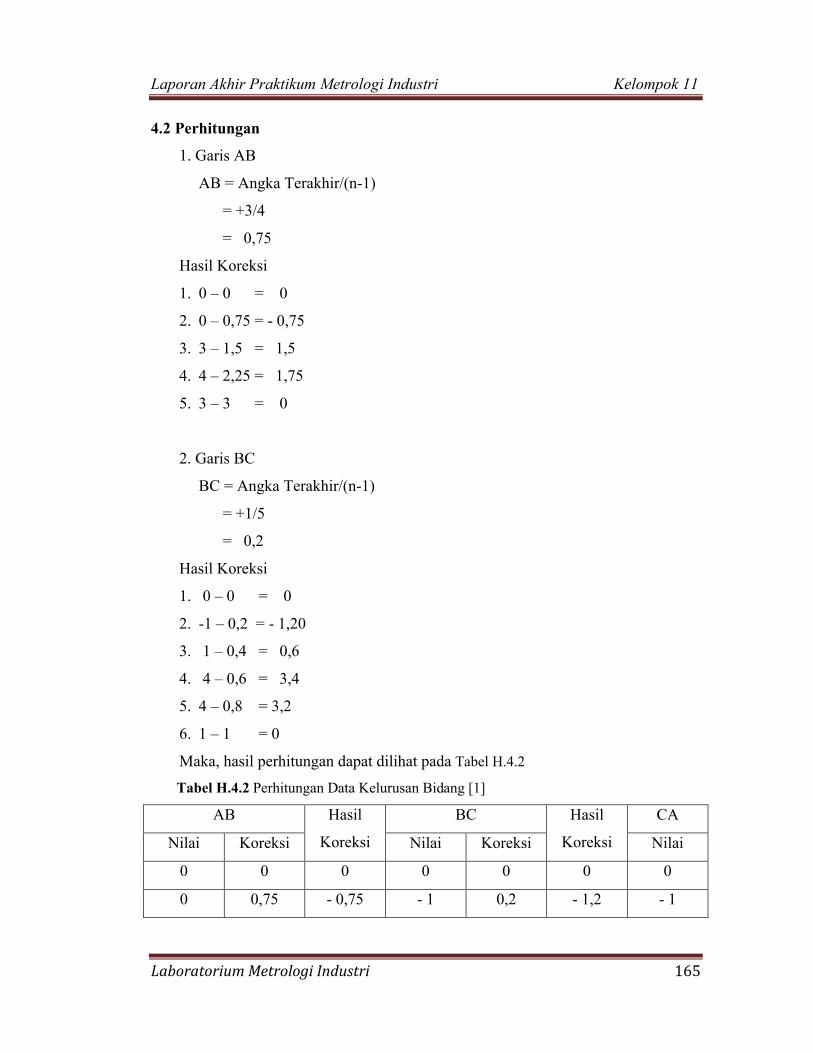
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 165
4.2 Perhitungan
1. Garis AB
AB = Angka Terakhir/(n-1)
= +3/4
= 0,75
Hasil Koreksi
1. 0 – 0 = 0
2. 0 – 0,75 = - 0,75
3. 3 – 1,5 = 1,5
4. 4 – 2,25 = 1,75
5. 3 – 3 = 0
2. Garis BC
BC = Angka Terakhir/(n-1)
= +1/5
= 0,2
Hasil Koreksi
1. 0 – 0 = 0
2. -1 – 0,2 = - 1,20
3. 1 – 0,4 = 0,6
4. 4 – 0,6 = 3,4
5. 4 – 0,8 = 3,2
6. 1 – 1 = 0
Maka, hasil perhitungan dapat dilihat pada Tabel H.4.2
Tabel H.4.2 Perhitungan Data Kelurusan Bidang [1]
AB Hasil
Koreksi
BC Hasil
Koreksi
CA
Nilai Koreksi Nilai Koreksi Nilai
0 0 0 0 0 0 0
0 0,75 - 0,75 - 1 0,2 - 1,2 - 1

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 166
+3 1,5 1,5 + 1 0,4 0,6 - 4
+4 2,25 1,75 + 4 0,6 3,4 0
+3 3 0 + 4 0,8 3,2
+ 1 1 0

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 167
4.3 Grafik
Grafik percobaan dapat dilihat pada Gambar H.4.1
Gambar H.4.1 Grafik Percobaan
Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 168
4.4 Analisa
Pada praktikum modul 7 yakni pengukuran kelurusan memiliki tujuan
praktikum yaitu: mengenal dan mengetahui cara pengukuran kelurusan dan alat
ukur kelurusan, serta mengetahui toleransi geometrik kelurusan, yang terdiri dari
: kelurusan suatu garis dalam dua bidang, kelurusan komponen, dan kelurusan
gerak lurus.
Pada praktikum kelurusan, alat ukur yang digunakan adalah meja rata dan
square level. Kemudian dibuatlah pola union jack pada meja rata. Square level
yang dipakai adalah square level dengan kecermatan 0,4 mm dengan panjang
100 mm. Pada metode union jack, segitiga yang dipakai adalah dengan pola
segitiga ABC. Dimana, panjang AB sebesar 400 mm yang dibagi dalam 4 bagian.
Untuk BC panjang sebesar 500 mm dibagi kedalam 5 bagian, dan terakhir CA
panjang 300 mm dibagi kedalam 3 bagian, masing-masing bagiannya diukur
kelurusannya.
Setelah diketahui nilai kelurusan disetiap bagian pada segitiga ABC, maka
dilakukan koreksi sehingga nilai awal dan akhir didapatkan nilai 0. Untuk
ketidakrataan didapatkan dari nilai skala terbesar dikurang dengan skala terkecil.
Pada percobaan, nilai ketidakrataan yang didapatkan 7,4 mm. Hasil ketidakrataan
merupakan nilai ketidakrataan dikali panjang skala dikali keermatan square level.
Nilai yang didapatkan pada percobaan ini adalah 0,296 mm.
Dari hasil pengukuran kelurusan yang dilakukan, didapatkan nilai yang
bermacam-macam. Hal ini menunjukan bahwa pengukuran pada meja rata tidak
lurus. Padahal secara kasat mata permukaan terlihat lurus. Ada beberapa
kemungkinan yang menyebabkan pengukuran tidak lurus yaitu :
1. Sewaktu dilakukan pengukuran, meja rata bergetar/bergerak sehingga
mempengaruhi skala square level.
2. Pengukuran tidak dilakukan secara berulang-ulang. Sehingga didapatkan nilai
skala yang kurang valid
3. Tidak segarisnya square level dengan pola union jack yang diukur, sehingga
skala yang didapatkan tidak sesuai dengan nilai sebenarnya

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 169
4. Benda ukur yang tergores, sehingga mempengaruhi kelurusan suatu objek
5. Adanya bekas vaseline pada square level, sehingga menyebabkan kelurusan
benda ukur tidak pas
6. Adanya kesalahan dalam melihat skala pada square level
7. Adanya kesalahan dalam posisi pengukuran sehingga nilai yang didapatkan
bertambah
Dari hasil pengukuran yang didapatkan, percobaan dapat dikatakan bahwa
objek ukur tidak lurus atau tidak rata.

Laporan Akhir Praktikum Metrologi Industri Kelompok 11
Laboratorium Metrologi Industri 170
BAB V
PENUTUP
5.1 Kesimpulan
Dari praktikum kali ini, didapatkan beberapa kesimpulan:
1. Metode Union Jack dapat digunakan untuk mengukur kelurusan
2. Bidang yang kelihatannya lurus belum tentu lurus, saat dilakukan pengujian
3. Dengan Square Level dapat menentukan penyimpangan pada kelurusan dan
untuk meminimalkan penyimpangan tersebut dilakukan dengan koreksi
putar hasil dari penyimpangan tersebut
5.2 Saran
Untuk pratikan yang akan melakukan pratikum ini disarankan agar lebih teliti
dalam membaca skala dan pada saat pengukuran jangan bersinggungan dengan
objek ukur, karena dapat mempengaruhi kelurusan. Sehingga pengukuran
menjadi salah.

DAFTAR PUSTAKA
[1] Tim Asisten. 2012. Diktat Praktikum Metrologi Industri. Padang:
Laboratorium Metrologi Industri. Teknik Mesin F. T. Unand
[2] Sutanto, Agus. Dr. –Ing. 2012.Diktat Kuliah Metrologi Industri dan
Penjaminan Mutu. Padang : Teknik Mesin F. T. Unand
[3] Malik, Adam. M.Eng. 2012. Diktat Kuliah Metrologi Industri dan
Penjaminan Mutu. Padang : Teknik Mesin F. T. Unand
[4] Rochim, Taufik. 2001. Spesifikasi Geometris Metrologi Industri dan
Kontrol Kualitas. Bandung : F. T. – I. T. B.
[5] Sato, G. Takeshi, Hartanto, N. Sugiarto. Menggambar Mesin Menurut
Standar ISO. Jakarta: Pradnya Paramita
[6] http://www.taiwan-suppliers.org/angle-blocks_id.html
[7] http://www.measureshop.biz/en/measuring-instruments/straightedges-rules-
and-small-gauges/small-gauges/telescope-gauge-sets.html
[8] http://www.geocities.ws/dushang2000/Watch_gauges/index.html
[9] www.Arifansyah.wordpress.com
[10] Rukmayadi, Dede.2012.Alat Ukur dan Alat Bantu.Jakarta: Universitas
Mercu Buana
[11] http://arifkristanta.wordpress.com/belajar-online/pengukuran/
[12] http://www.dialindicator.org/
[13] http://www.grainger.com/Grainger/MITUTOYO-Magnetic-Stand-5C751
[14] http://surfaceroughnessgauges.equipmentsindustrial.com/mitutoyo-178-954-
4a-surftest-sj- 301-surface-roughness-tester/
[15] http://khedanta.wordpress.com/2011/08/23/waterpass-tukang/
[16] http://www.likecool.com/Levelus_spirit_level_perfume--Design--Gear.html
[17] http://www.leveldevelopments.com/square-frame-levels.html

LAMPIRAN A
MODUL I
TUGAS PENDAHULUAN

TUGAS PENDAHULUAN
1. JELASKAN M 0 !
Pengukuran adalah membandingkan suatu besaran yang belum diketahui
dengan besaran yang di standarkan. Besaran standar ini biasanya terdapat atau
terpasang pada alat ukur, dan alat ukur ini harus dikalibrasi agar mempunyai
nilai dan satuan. Sedangkan satuan adalah sesuatu yang mendefenisikan
besaran.
- Syarat syarat besaran :
Dapat didefinisikan secara fisik.
Suatu besaran tersebut dapat didefenisikan bentuk dan wujudnya.
Dapat digunakan dimana saja.
Suatu besaran tersebut dapat digunakan dimana saja dilakukan
pengukuran.
Tidak berubah terhadap waktu.
Suatu besaran tersebut tidak dipengaruhi nilainya oleh waktu.
- Besaran terdiri dari
Besaran Pokok, yaitu besaran yang sesuai dengan standar
internasional.
Besaran Standar Nama Satuan Dasar Simbol Dimensi
Panjang meter m [L]
Massa kilogram kg [M]
Waktu detik s [T]
Arus Listrik ampere A [I]
Temperatur kelvin K [θ]
Jumlah Zat mole n [N]
Intensitas Cahaya candela cd [J]

Besaran Turunan merupakan besaran yang diperoleh dari beberapa
variabel besaran pokok dalam bentuk persamaan.
Besaran Nama Satuan Dasar Simbol
Luas Bidang meterpersegi m²
Volume meterkubik m³
Percepatan meterperdetik m/s
Gaya newton N,kg m/s²
Tekanan pascal Pa,N/m²,kg/(m s)²
Energi joule J,kg m²/s²
Daya watt W,kg m²/s³
Potensial Listrik volt V,kg m²/(s² A)
- Pengukuran dapat ditinjau dari 3 aspek, yaitu :
a. Aspek Fisik
Pengukuran aspek fisik dipelajari dalam pengukuran teknik
(engineering measurement). Contoh :
a. Berat
b. Massa
c. Temperatur
d. Tekanan
e. Densitas, dll
b. Aspek Mekanik
Pengukuran aspek mekanik dipelajari dalam material teknik
(materials science and engineering). Contoh :
a. Kekuatan (strength)
b. Keuletan (ductility)
c. Kekerasan (hardness)
d. Ketangguhan, dll
c. Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Terdiri dari:
a. Dimensi, contoh : diameter, panjang, lebar, dll
b. Bentuk, contoh : kesejajaran, kelurusan, kedataran, kemiringan
atau sudut, kebulatan, ketegaklurusan, dll
c. Kekasaran permukaan.
Metrologi merupakan disiplin ilmu yang mempelajari tentang cara-cara
pengukuran besaran teknik, sedangkan Metrologi industri adalah ilmu dan
teknologi yang mempelajari pengukuran karateristik geometri suatu produk
hasil proses produksi dengan menggunakan alat ukur tertentu dan cara
pengukuran tertentu untuk mendapatkan hasil pengukuran yang mendekati
nilai sebenarnya.
- Beberapa jenis Pengukuran dalam metrologi
a. Pengukuran linear, suatu pengukuran besaran panjang yang
menggunakan alat ukur langsung yang telah terkalibrasi dan hasil
pengukuran dapat diperoleh sacara langsung. Contoh : menggunakan
mikrometer.
b. Pengukuran sudut, suatu pengukuran sudut yang menggunakan alat
ukur sudut yang telah terkalibrasi dan hasil pengukuran dapat
diperoleh secara langsung. Contoh : menggunakan busur bilah.
c. Pengukuran profil, suatu pengukuran yang membandingkan bentuk
suatu produk dengan bentuk acuan (standar) pada layar dari alat ukur
proyeksi. Contoh : menggunakan profile proyector.
d. Pengukuran ulir, suatu pengukuran yang mengukur jarak antar ulir
pada suatu produk. Contoh : menggunakan mikrometer ulir.
e. Pengukuran roda gigi, suatu pengukuran yang mengukur jarak antar
pitch pada roda gigi. Contoh : menggunakan mikrometer roda gigi.
f. Pengukuran posisi, suatu pengukuran yang menggunakan sensor yang
dapat digerakkan dalam ruang yang digunakan untuk menentukan
posisi. Contoh : menggunakan coordinate measuring machine
(CMM).
g. Pengukuran kerataan dan kedataran, suatu pengukuran yang
mengukur kerataan dan kedataran permukaan suatu produk, Contoh :
menggunakan square level.
h. Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
kekasaran permukaan suatu produk. Contoh : menggunakan surface
roughness tester.
- Cara – cara pengukuran dalam metrologi
a. Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat
langsung diperoleh. Contoh : Jangka Sorong.
b. Pengukuran tak langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur pembanding, alat ukur standar dan alat ukur
bantu. Contoh : Dial Indicator.
c. Pemeriksaan kaliber batas, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur kaliber batas, dimana tidak mengukur
dimensi suatu produk tetapi untuk memeriksa apakah suatu produk
berada didalam/diluar daerah toleransinya. Contoh : Kaliber Batas.
d. Membandingkan dengan bentuk standar atau acuan, suatu
pengukuran yang dilakukan dengan membandingkan bentuk produk
yang dihasilkan dengan bentuk standarnya/acuan. Contoh : Profile
Proyector.

e. Pengukuran geometri khusus, suatu pengukuran yang mempunyai
metoda dan alat ukur khusus. Contoh : Surface Roughness Tester.
- Jenis – jenis alat ukur, terbagi 2 :
1. Berdasarkan sifat aslinya, terbagi atas :
a) Berdasarkan sifat aslinya:
Alat ukur langsung, suatu alat ukur yang dilengkapi dengan
skala ukur sehingga hasil pengukuran bisa langsung di baca
atau diperoleh hasil pengukuran. Contoh: Jangka Sorong.
Alat ukur pembanding, suatu alat ukur ini tidak bisa
menunjukkan hasil pengukuran dengan skala ukur, tetapi
hanya bisa membandingkan ukuran atau beda ukuran dari
objek ukur. Misalnya: Dial Indicator.
Alat ukur standar, suatu alat ukur yang dilengkapi dengan satu
skala nominal, tidak dapat memberikan hasil pengukuran
secara langsung dan digunakan untuk kalibrasi alat ukur
lainnya. Misalnya: Blok Ukur.

Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
menunjukkan apakah dimensi suatu produk b
atau di luar daerah toleransi produk tersebut. Misalnya:
Kaliber Lubang dan Kaliber Poros
Alat ukur bantu, suatu alat ukur
ukur tetapi mempunyai peranan penting dalam menentukan
baik atau tidaknya hasil
b) Berdasarkan sifat turunannya, dibedakan atas
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat
ukur khusus. Contoh :
Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
menunjukkan apakah dimensi suatu produk berada di dalam
atau di luar daerah toleransi produk tersebut. Misalnya:
Kaliber Lubang dan Kaliber Poros
Alat ukur bantu, suatu alat ukur bantu bukan merupakan alat
ukur tetapi mempunyai peranan penting dalam menentukan
baik atau tidaknya hasil pengukuran. Misalnya: Blok V.
Berdasarkan sifat turunannya, dibedakan atas :
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat
ukur khusus. Contoh : Surface Roughness Tester.
Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
erada di dalam
atau di luar daerah toleransi produk tersebut. Misalnya:
antu bukan merupakan alat
ukur tetapi mempunyai peranan penting dalam menentukan
pengukuran. Misalnya: Blok V.
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat
Alat ukur koordinat, suatu alat ukur yang menggunakan sensor
yang dapat digerakkan dalam ruang yang digunakan untuk
menentukan posisi. Contoh : Coordinate Measuring Machine
(CMM).
2. Berdasarkan prinsip kerjanya, dibedakan atas :
Alat ukur mekanik, suatu alat ukur yang menggunakan prinsip
mekanik. Contoh : neraca/timbangan dua lengan, dial indicator
Alat ukur elektrik, suatu alat ukur yang menggunakan prinsip
elektrik. contoh : Multi Tester
Alat ukur optik, suatu alat ukur yang menggunakan prinsip
optik/cahaya. Contoh : Profile Proyector
Alat ukur pneumatik, suatu alat ukur yang menggunakan prinsip
fluida (gas). Contoh : Alat ukur tekanan udara pada ban
Alat ukur hidrolik, suatu alat ukur yang menggunakan prinsip
fluida (cair). Contoh : Jembatan Timbang.
- Sifat dari alat ukur
1. Rantai Kalibrasi ( Trace Ability ), yaitu sifat mampu usut alat ukur
berdasarkan tingkatan kalibrasinya. Tingkatan kalibrasi alat ukur :
a. Alat ukur kerja (contoh: Mikrometer) di kalibrasi dengan alat
ukur standar kerja (contoh: Blok ukur kualitas 3).
b. Alat ukur standar kerja di kalibrasi dengan alat ukur standar.
c. Alat ukur standar di kalibrasi dengan alat ukur standar nasional.
d. Alat ukur standar nasional di kalibrasi dengan alat ukur standar
internasional.
2. Kepekaan ( Sensitivity ), yaitu kemampuan alat ukur untuk
merasakan suatu perbedaan yang relatif kecil dari harga yang
diukur.
3. Kemudahan Baca ( Read Ability ), yaitu kemampuan dari sistem
penunjuk untuk menunjukkan hasil pengukuran dengan jelas dan
benar.
4. Penyimpangan ( histerisis ), yaitu penyimpangan yang terjadi pada
hasil pengukuran, dimana pengukuran dilakukan secara kontinu dari
dua arah yang berlawanan.
5. Kepasifan atau Lambat Bereaksi ( Passivity ), yaitu sensor telah
merasakan perubahan tetapi penunjuk belum mengisyaratkan
adanya perubahan.
6. Pergeseran ( Shifting ), yaitu sistem penunjuk telah menunjukkan
adanya perubahan tetapi sensor belum mengisyaratkan adanya
perubahan.
7. Kestabilan Nol ( Zero Stability ), yaitu kemampuan dari sistem
penunjuk untuk kembali ke posisi semula (nol ) bila benda ukur
diambil seketika, setelah dilakukannya pengukuran.
8. Pengambangan ( Floating ), yaitu keadaan dimana jarum penunjuk
data/angka digital selalu berubah – rubah yang diakibatkan
perubahan kecil pada sensor.
- Konstruksi alat ukur
1. Sensor, bagian dari alat ukur yang berkontak langsung dengan
benda ukur. Sensor terbagi atas 2, yaitu :
Sensor Kontak, yaitu sensor yang memberikan gaya atau
tekanan pengukuran. Misalnya: sensor mekanik
Sensor non Kontak, yaitu sensor yang tidak memberikan gaya
atau penekanan pengukuran. Misanya: sensor optik, sensor
pneumatik.
2. Pengubah (Tranducer), bagian alat yang berfungsi mengubah dan
memperbesar sinyal yang dirasakan oleh sensor menjadi besaran
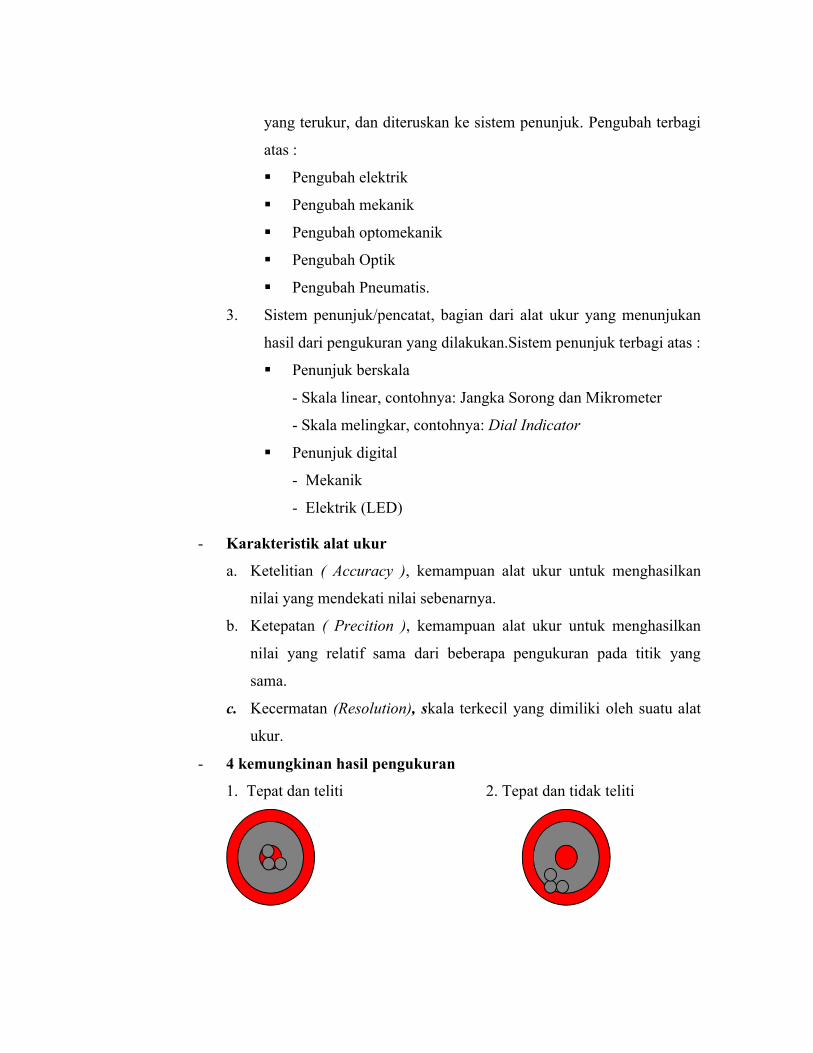
yang terukur, dan diteruskan ke sistem penunjuk. Pengubah terbagi
atas :
Pengubah elektrik
Pengubah mekanik
Pengubah optomekanik
Pengubah Optik
Pengubah Pneumatis.
3. Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan
hasil dari pengukuran yang dilakukan.Sistem penunjuk terbagi atas :
Penunjuk berskala
- Skala linear, contohnya: Jangka Sorong dan Mikrometer
- Skala melingkar, contohnya: Dial Indicator
Penunjuk digital
- Mekanik
- Elektrik (LED)
- Karakteristik alat ukur
a. Ketelitian ( Accuracy ), kemampuan alat ukur untuk menghasilkan
nilai yang mendekati nilai sebenarnya.
b. Ketepatan ( Precition ), kemampuan alat ukur untuk menghasilkan
nilai yang relatif sama dari beberapa pengukuran pada titik yang
sama.
c. Kecermatan (Resolution), skala terkecil yang dimiliki oleh suatu alat
ukur.
- 4 kemungkinan hasil pengukuran
1. Tepat dan teliti 2. Tepat dan tidak teliti
3. Tidak tepat dan teliti 4. Tidak tepat dan tidak teliti
- Penyimpangan pada proses pengukuran
1. Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi.
2. Penyimpangan dari benda ukur
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
- pengaruh tekanan kontak karena benda ukur lunak
- pengaruh tekanan kontak pada benda ukur yang bersilinder tipis
3. Penyimpangan posisi pengukuran
Garis pengukuran membuat sudut tertentu dengan garis dimensi.
4. Penyimpangan akibat lingkungan
Temperatur berpengaruh pada proses pengukuran, temperature standar
pengukuran adalah 20ºC.
5. Penyimpangan dari si pengukur
Disebabkan oleh pengalaman pengukur, harus sesuai dengan aturan
dasar pengukuran.
2. JELASKAN M 1 !
Alat ukur Linear merupakan alat ukur yang paling banyak digunakan untuk
mengukur dimensi atau toleransi serta bentuk kesalahan pengukuran.
Macam-macam alat ukur :
1. Mistar Ingsut / jangka sorong, yaitu alat ukur dimensi linear atau yang
memiliki skala, yaitu skala utama dan nonius.

Skala utama adalah skala pegang dan skala nonius adalah skala yang
digeser, berguna untuk menaikkan kecermatan pembacaan yang ada pada
skala utama.
Mistar Ingsut digunakan untuk :
- Mengukur ketebalan, jarak luar atau diameter luar
- Mengukur diameter dalam
- Mengukur kedalaman
Keterangan :
1) Rahang ukur pengukuran luar
2) Rahang ukur pengukuran dalam
3) Lidah pengukur kedalaman (depth)
4) Skala utama mm
5) Skala utama inci
6) Skala nonius mm
7) Skala nonius inci
8) Kunci peluncur (untuk memblok gerakan peluncur sehingga
mempermudah pembacaan hasil).
Kecermatan jangka sorong : 0,1 mm, 0,05 mm, atau 0,02 mm
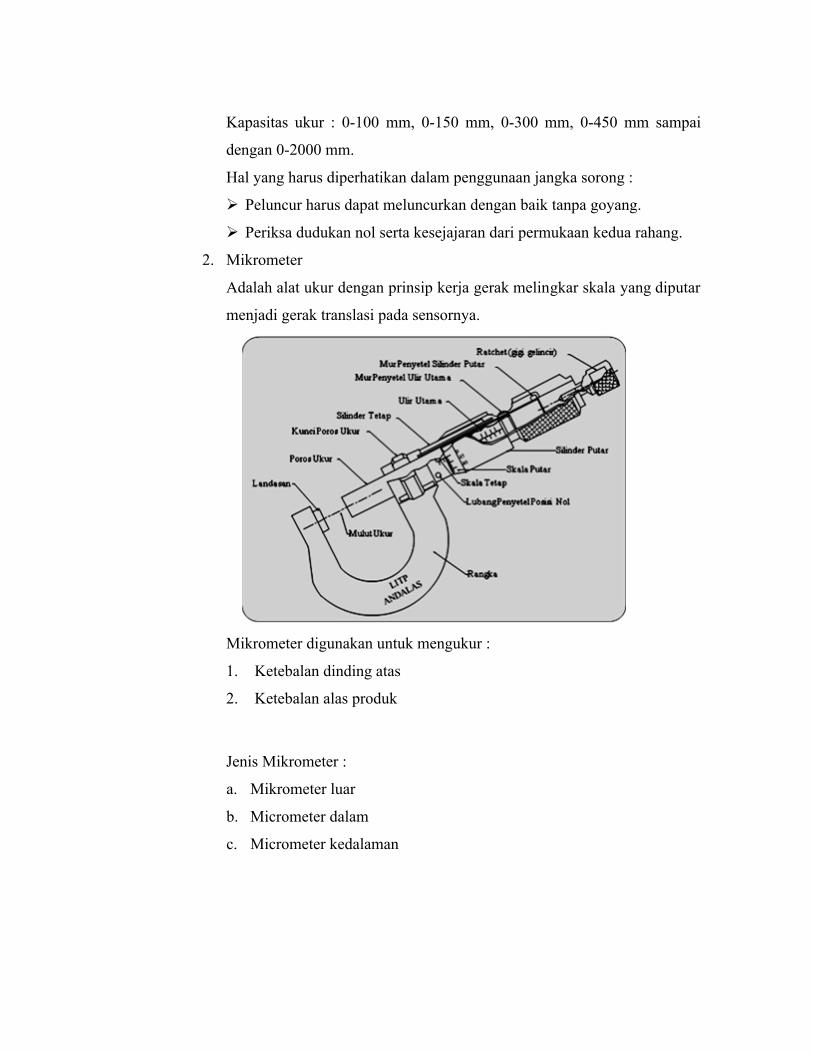
Kapasitas ukur : 0-100 mm, 0-150 mm, 0-300 mm, 0-450 mm sampai
dengan 0-2000 mm.
Hal yang harus diperhatikan dalam penggunaan jangka sorong :
Peluncur harus dapat meluncurkan dengan baik tanpa goyang.
Periksa dudukan nol serta kesejajaran dari permukaan kedua rahang.
2. Mikrometer
Adalah alat ukur dengan prinsip kerja gerak melingkar skala yang diputar
menjadi gerak translasi pada sensornya.
Mikrometer digunakan untuk mengukur :
1. Ketebalan dinding atas
2. Ketebalan alas produk
Jenis Mikrometer :
a. Mikrometer luar
b. Micrometer dalam
c. Micrometer kedalaman

Mikrometer mempunyai kecermatan 0,005 mm, 0,002 mm, dan 0,001
mm. Komponen utamanya adalah ulir utama yang sangat teliti
micrometer terdiri dari dua komponen :
- Skala putar
- Skala tetap
Jenis-jenis suaian :
1. Suaian longgar
Daerah toleransi lubang selalu terletak diatas daerah toleransi poros
2. Suaian paksa
Daerah toleransi lubang selalu terletak dibawah daerah toleransi
poros
3. Suaian pas
Daerah toleransi poros dan toleransi lubang selalu berpotongan
3. Mistar Ukur
Penggunaannya dengan menempatkan benda ukur pada titik nol di salah
satu sisi dan hasilnya akan terbaca pada sisi yang lain. Benda ukur harus
berimpit. Langkah-langkah pengukuran mistar adalah :
- Pastikan titik nol sudah berimpit pada salah satu ujung benda ukur.
- Baca skala pada ujung satunya
- Nytakan hasil pengukuran sesuai ketelitian mistar
Alat ukur linear tidak langsung
Digunakan untuk meningkatkan hasil pengukuran. Selain itu pengukuran dengan cara
ini juga disebabkan karena kondisi objek ukur yang tidak memungkinkan dilakukan
pengukuran secara langsung.
Alat ukur linear tidak langsung terdiri atas :
1. Alat ukur standar
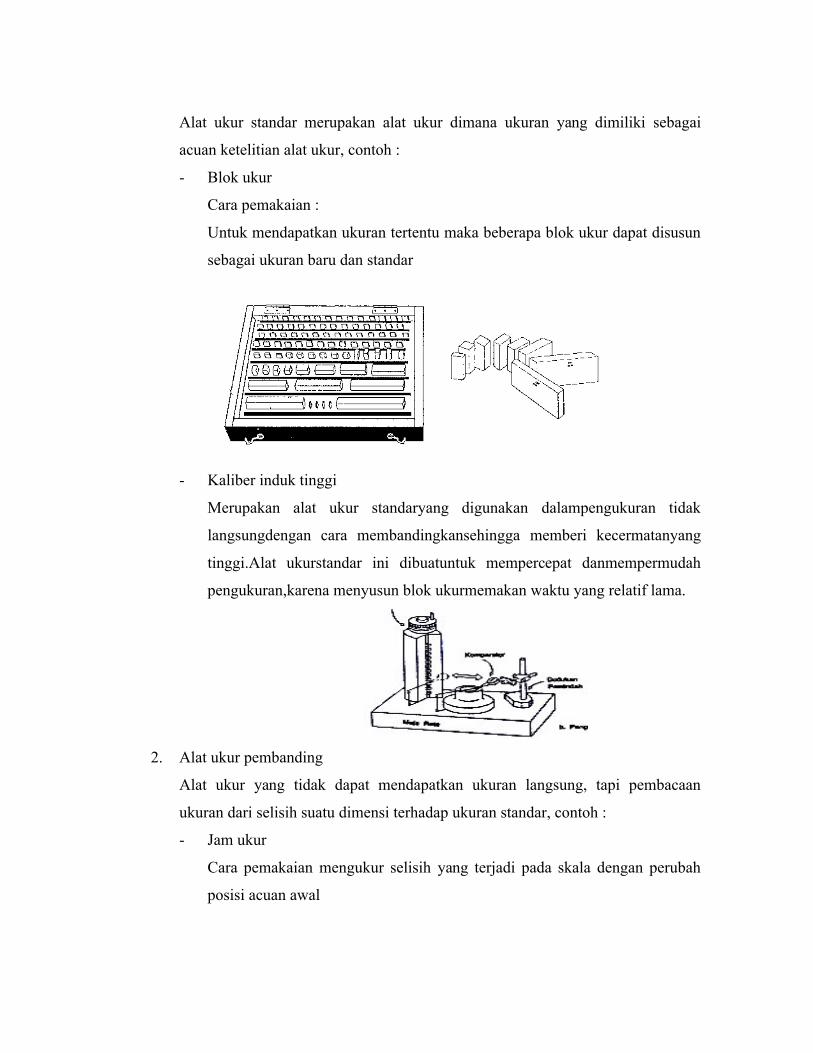
Alat ukur standar merupakan alat ukur dimana ukuran yang dimiliki sebagai
acuan ketelitian alat ukur, contoh :
- Blok ukur
Cara pemakaian :
Untuk mendapatkan ukuran tertentu maka beberapa blok ukur dapat disusun
sebagai ukuran baru dan standar
- Kaliber induk tinggi
Merupakan alat ukur standaryang digunakan dalampengukuran tidak
langsungdengan cara membandingkansehingga memberi kecermatanyang
tinggi.Alat ukurstandar ini dibuatuntuk mempercepat danmempermudah
pengukuran,karena menyusun blok ukurmemakan waktu yang relatif lama.
2. Alat ukur pembanding
Alat ukur yang tidak dapat mendapatkan ukuran langsung, tapi pembacaan
ukuran dari selisih suatu dimensi terhadap ukuran standar, contoh :
- Jam ukur
Cara pemakaian mengukur selisih yang terjadi pada skala dengan perubah
posisi acuan awal

- Pupitas
Cara pemakaian sama dengan dial indikator, menhukur selisih yang terjadi
pada skala dial indikator , yaitu antara skala acuan dengan perubahan
skalanya.
LAMPIRAN B
MODUL III
TUGAS PENDAHULUAN
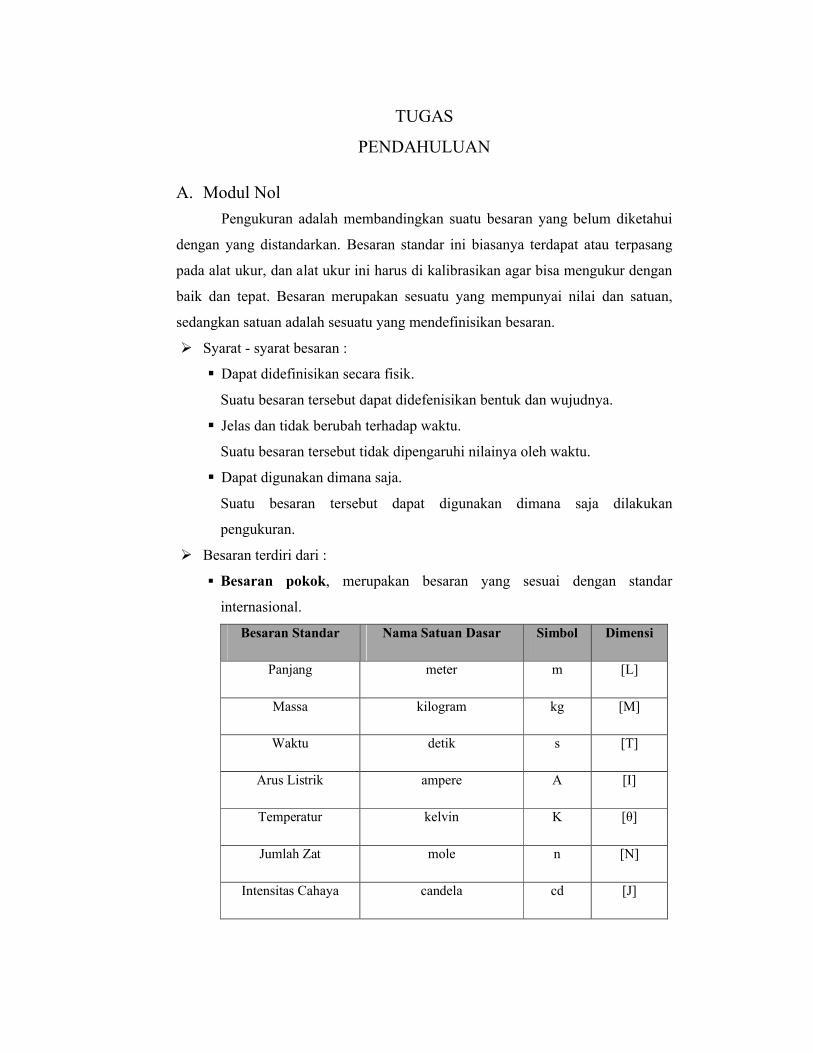
TUGAS
PENDAHULUAN
A. Modul Nol
Pengukuran adalah membandingkan suatu besaran yang belum diketahui
dengan yang distandarkan. Besaran standar ini biasanya terdapat atau terpasang
pada alat ukur, dan alat ukur ini harus di kalibrasikan agar bisa mengukur dengan
baik dan tepat. Besaran merupakan sesuatu yang mempunyai nilai dan satuan,
sedangkan satuan adalah sesuatu yang mendefinisikan besaran.
Syarat - syarat besaran :
Dapat didefinisikan secara fisik.
Suatu besaran tersebut dapat didefenisikan bentuk dan wujudnya.
Jelas dan tidak berubah terhadap waktu.
Suatu besaran tersebut tidak dipengaruhi nilainya oleh waktu.
Dapat digunakan dimana saja.
Suatu besaran tersebut dapat digunakan dimana saja dilakukan
pengukuran.
Besaran terdiri dari :
Besaran pokok, merupakan besaran yang sesuai dengan standar
internasional.
Besaran Standar Nama Satuan Dasar Simbol Dimensi
Panjang meter m [L]
Massa kilogram kg [M]
Waktu detik s [T]
Arus Listrik ampere A [I]
Temperatur kelvin K [θ]
Jumlah Zat mole n [N]
Intensitas Cahaya candela cd [J]
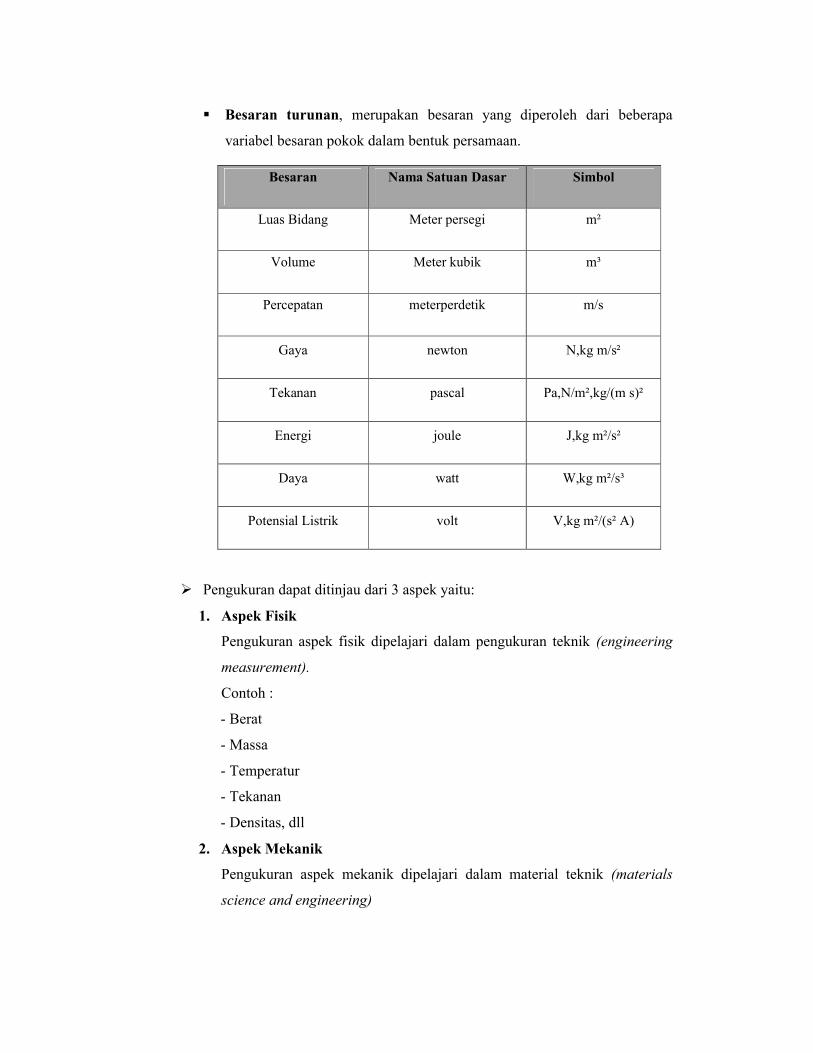
Besaran turunan, merupakan besaran yang diperoleh dari beberapa
variabel besaran pokok dalam bentuk persamaan.
Besaran Nama Satuan Dasar Simbol
Luas Bidang Meter persegi m²
Volume Meter kubik m³
Percepatan meterperdetik m/s
Gaya newton N,kg m/s²
Tekanan pascal Pa,N/m²,kg/(m s)²
Energi joule J,kg m²/s²
Daya watt W,kg m²/s³
Potensial Listrik volt V,kg m²/(s² A)
Pengukuran dapat ditinjau dari 3 aspek yaitu:
1. Aspek Fisik
Pengukuran aspek fisik dipelajari dalam pengukuran teknik (engineering
measurement).
Contoh :
- Berat
- Massa
- Temperatur
- Tekanan
- Densitas, dll
2. Aspek Mekanik
Pengukuran aspek mekanik dipelajari dalam material teknik (materials
science and engineering)
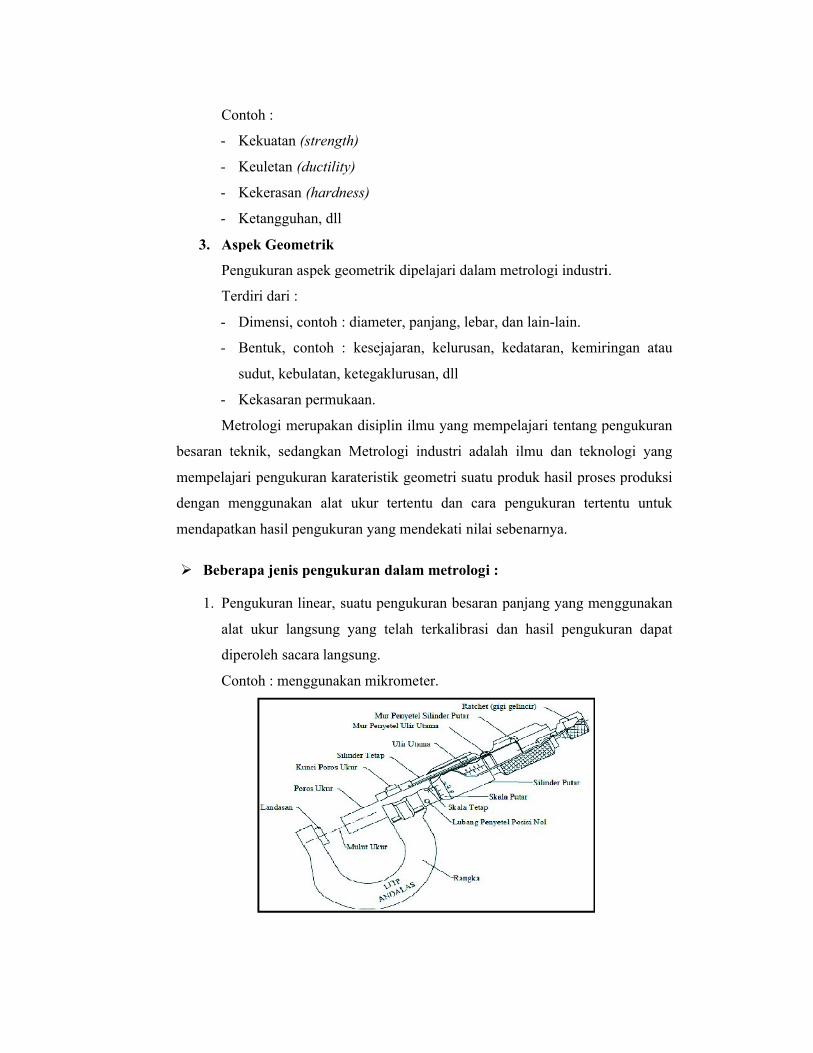
Contoh :
- Kekuatan (strength)
- Keuletan (ductility)
- Kekerasan (hardness)
- Ketangguhan, dll
3. Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Terdiri dari :
- Dimensi, contoh
- Bentuk, contoh :
sudut, kebulatan, ketegaklurusan, dll
- Kekasaran permukaan.
Metrologi merupakan disiplin ilmu yang mempelajari tentang pengukuran
besaran teknik, sedangkan Metrologi industri adalah ilmu dan teknologi yang
mempelajari pengukuran karateristik geometri suatu produk hasil proses produksi
dengan menggunakan alat ukur tertentu dan cara pengukuran tertentu untuk
mendapatkan hasil pengukuran yang mendekati nilai sebenarnya.
Beberapa jenis pengukuran dalam metrolog
1. Pengukuran linear, suatu pengukuran besaran panjang yang menggunakan
alat ukur langsung yang telah terkalibrasi dan hasil pengukuran dapat
diperoleh sacara langsung.
Contoh : menggunakan mikrometer.
(strength)
(ductility)
(hardness)
Ketangguhan, dll
Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Dimensi, contoh : diameter, panjang, lebar, dan lain-lain.
Bentuk, contoh : kesejajaran, kelurusan, kedataran, kemiringan atau
sudut, kebulatan, ketegaklurusan, dll
Kekasaran permukaan.
Metrologi merupakan disiplin ilmu yang mempelajari tentang pengukuran
besaran teknik, sedangkan Metrologi industri adalah ilmu dan teknologi yang
mempelajari pengukuran karateristik geometri suatu produk hasil proses produksi
dengan menggunakan alat ukur tertentu dan cara pengukuran tertentu untuk
mendapatkan hasil pengukuran yang mendekati nilai sebenarnya.
Beberapa jenis pengukuran dalam metrologi :
Pengukuran linear, suatu pengukuran besaran panjang yang menggunakan
alat ukur langsung yang telah terkalibrasi dan hasil pengukuran dapat
diperoleh sacara langsung.
Contoh : menggunakan mikrometer.
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
kesejajaran, kelurusan, kedataran, kemiringan atau
Metrologi merupakan disiplin ilmu yang mempelajari tentang pengukuran
besaran teknik, sedangkan Metrologi industri adalah ilmu dan teknologi yang
mempelajari pengukuran karateristik geometri suatu produk hasil proses produksi
dengan menggunakan alat ukur tertentu dan cara pengukuran tertentu untuk
Pengukuran linear, suatu pengukuran besaran panjang yang menggunakan
alat ukur langsung yang telah terkalibrasi dan hasil pengukuran dapat
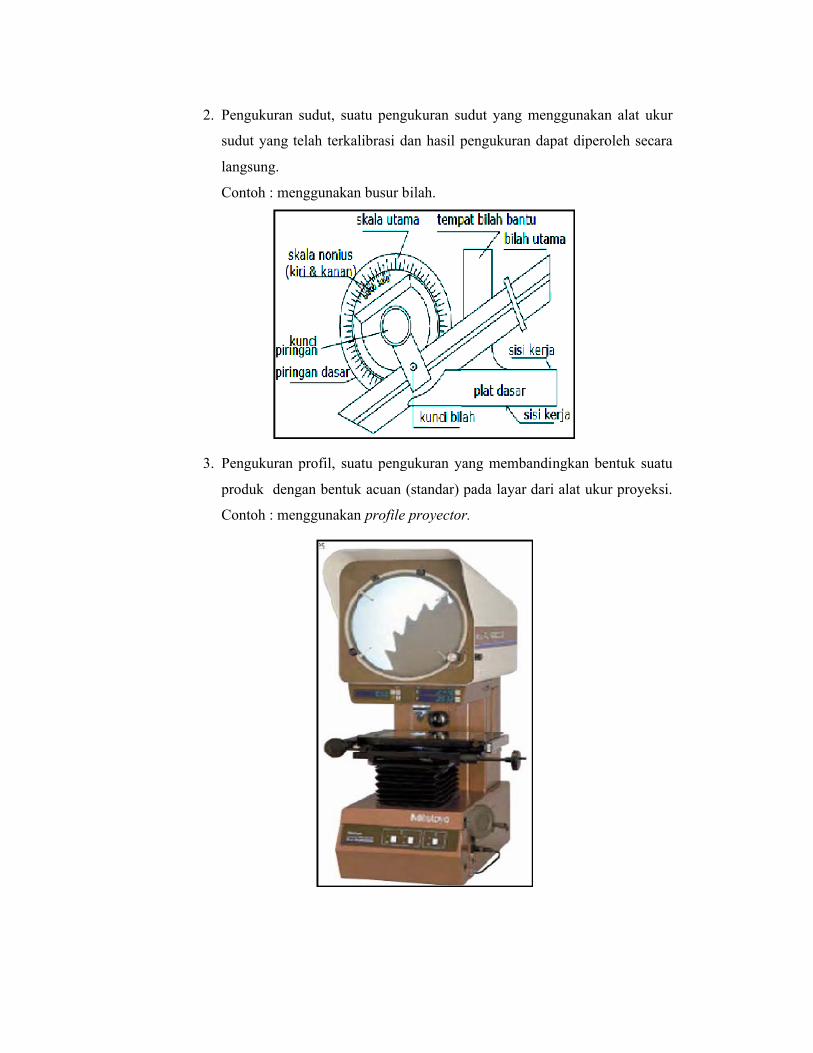
2. Pengukuran sudut, suatu pengukuran sudut yang meng
sudut yang telah terkalibrasi dan hasil pengukuran dapat diperoleh secara
langsung.
Contoh : menggunakan busur bilah.
3. Pengukuran profil, suatu pengukuran yang membandingkan bentuk suatu
produk dengan bentuk acuan (standar) pada layar dari alat ukur proyeksi.
Contoh : menggunakan
Pengukuran sudut, suatu pengukuran sudut yang menggunakan alat ukur
sudut yang telah terkalibrasi dan hasil pengukuran dapat diperoleh secara
Contoh : menggunakan busur bilah.
Pengukuran profil, suatu pengukuran yang membandingkan bentuk suatu
produk dengan bentuk acuan (standar) pada layar dari alat ukur proyeksi.
Contoh : menggunakan profile proyector.
gunakan alat ukur
sudut yang telah terkalibrasi dan hasil pengukuran dapat diperoleh secara
Pengukuran profil, suatu pengukuran yang membandingkan bentuk suatu
produk dengan bentuk acuan (standar) pada layar dari alat ukur proyeksi.

4. Pengukuran ulir, suatu pengukuran yang mengukur jarak antar ulir pada
suatu produk. Contoh : menggunakan mikrometer ulir.
5. Pengukuran roda gigi, suatu pengukuran yang mengukur jarak antar pitch
pada roda gigi. Contoh : menggunakan mikrometer roda gigi.
6. Pengukuran posisi, suatu pengukuran yang menggunakan sensor yang
dapat digerakkan dalam ruang yang digunakan untuk menentukan posisi.
Contoh : menggunakan coordinate measuring machine (CMM).
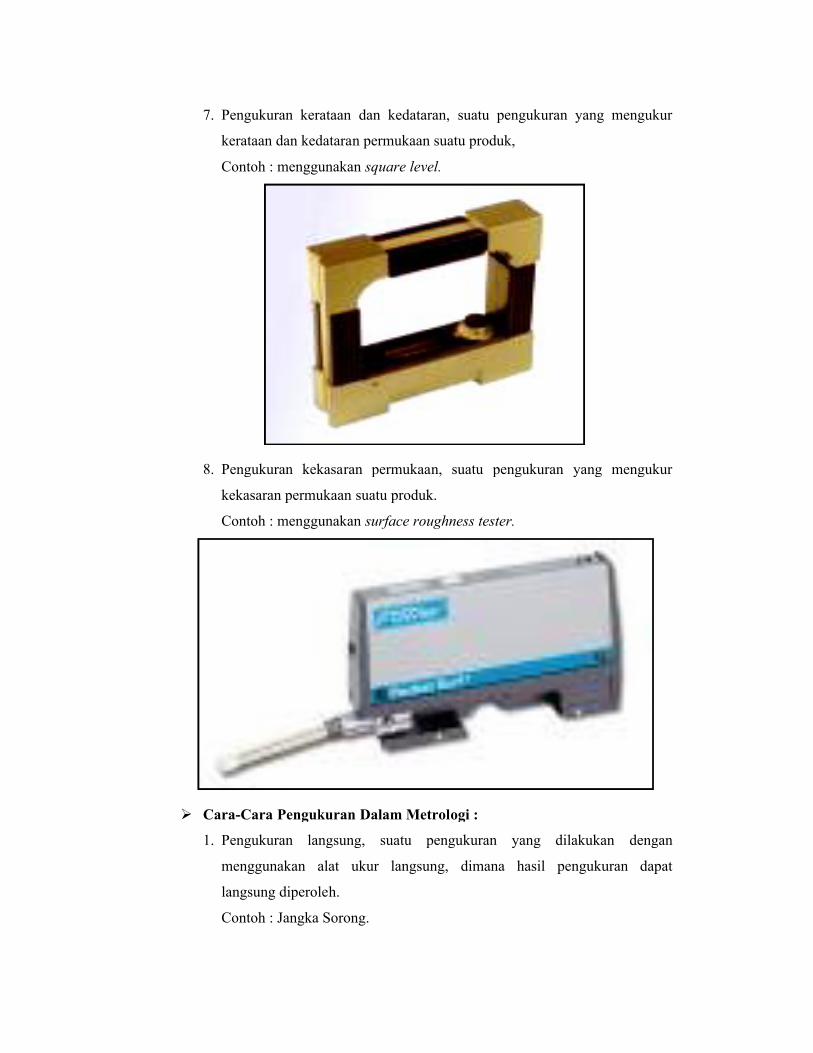
7. Pengukuran kerataan dan kedataran, suatu pengukuran yang mengukur
kerataan dan kedataran permukaan suatu produk,
Contoh : menggunaka
8. Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
kekasaran permukaan suatu produk.
Contoh : menggunakan
Cara-Cara Pengukuran Dalam Metrologi :
1. Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat
langsung diperoleh.
Contoh : Jangka Sorong.
Pengukuran kerataan dan kedataran, suatu pengukuran yang mengukur
kerataan dan kedataran permukaan suatu produk,
Contoh : menggunakan square level.
Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
kekasaran permukaan suatu produk.
Contoh : menggunakan surface roughness tester.
Cara Pengukuran Dalam Metrologi :
Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat
langsung diperoleh.
Contoh : Jangka Sorong.
Pengukuran kerataan dan kedataran, suatu pengukuran yang mengukur
Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat

2. Pengukuran tak langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur pembanding, alat ukur standar dan alat ukur bantu.
Contoh : Dial Indicator.
3. Pemeriksaan kaliber batas, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur kaliber batas, dimana tidak mengukur dimensi
suatu produk tetapi untuk memeriksa apakah suatu produk berada
didalam/diluar daerah toleransinya.
Contoh : Kaliber Batas.
4. Membandingkan dengan bentuk standar atau acuan, suatu pengukuran
yang dilakukan dengan membandingkan bentuk produk yang dihasilkan
dengan bentuk standarnya/acuan.
Contoh : Profile Proyector.
5. Pengukuran geometri khusus, suatu pengukuran yang mempunyai metoda
dan alat ukur khusus.
Contoh : Surface Roughness Tester.
Jenis-Jenis Alat Ukur, terbagi atas 2 :
1. Berdasarkan sifat, terbagi menjadi :
a) Berdasarkan sifat aslinya:
Alat ukur langsung, suatu alat ukur yang dilengkapi dengan skala
ukur sehingga hasil pengukuran bisa langsung di baca atau
diperoleh hasil pengukuran.
Contoh: Jangka Sorong.
Alat ukur pembanding, suatu alat ukur ini tidak bisa menunjukkan
hasil pengukuran dengan skala ukur, tetapi hanya bisa
membandingkan ukuran atau beda ukuran dari objek ukur.
Misalnya: Dial Indicator.
Alat ukur standar, suatu alat ukur yang dilengkapi dengan satu
skala nominal, tidak dapat memberikan hasil pengukuran secara
langsung dan digunakan untuk kalibrasi alat ukur lainnya.
Misalnya: Blok Ukur.
Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
menunjukkan apakah dimensi suatu produk berada di dalam atau
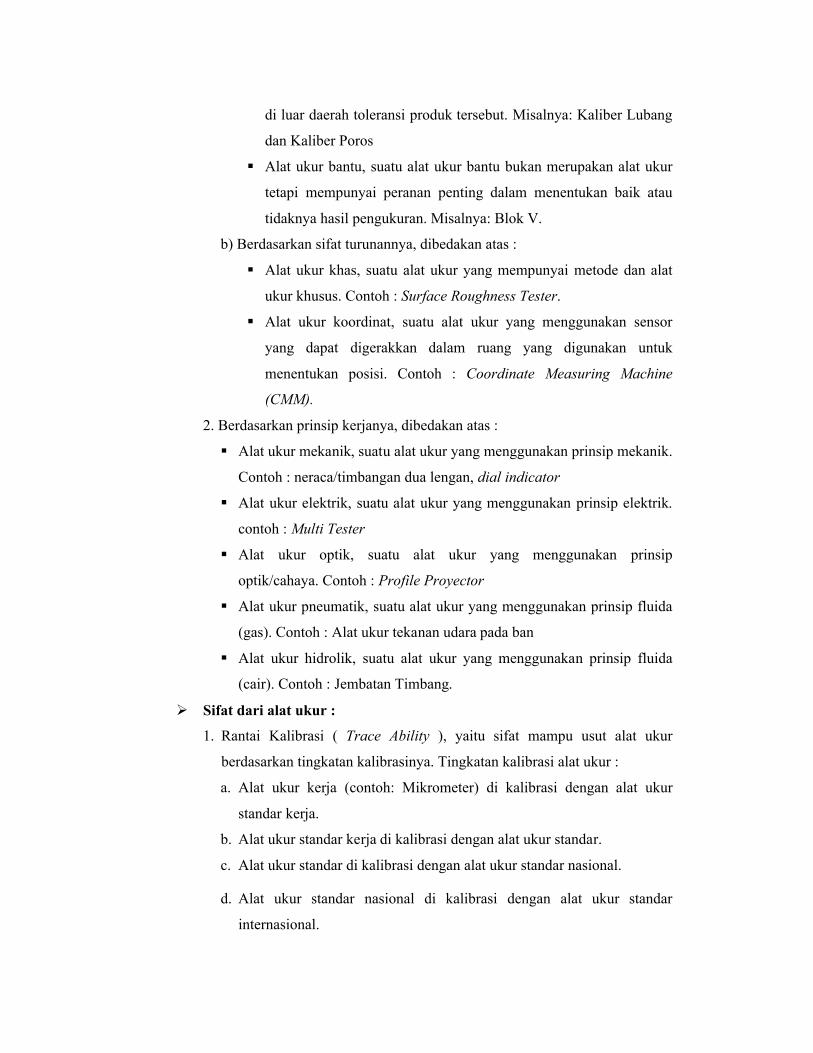
di luar daerah toleransi produk tersebut. Misalnya: Kaliber Lubang
dan Kaliber Poros
Alat ukur bantu, suatu alat ukur bantu bukan merupakan alat ukur
tetapi mempunyai peranan penting dalam menentukan baik atau
tidaknya hasil pengukuran. Misalnya: Blok V.
b) Berdasarkan sifat turunannya, dibedakan atas :
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat
ukur khusus. Contoh : Surface Roughness Tester.
Alat ukur koordinat, suatu alat ukur yang menggunakan sensor
yang dapat digerakkan dalam ruang yang digunakan untuk
menentukan posisi. Contoh : Coordinate Measuring Machine
(CMM).
2. Berdasarkan prinsip kerjanya, dibedakan atas :
Alat ukur mekanik, suatu alat ukur yang menggunakan prinsip mekanik.
Contoh : neraca/timbangan dua lengan, dial indicator
Alat ukur elektrik, suatu alat ukur yang menggunakan prinsip elektrik.
contoh : Multi Tester
Alat ukur optik, suatu alat ukur yang menggunakan prinsip
optik/cahaya. Contoh : Profile Proyector
Alat ukur pneumatik, suatu alat ukur yang menggunakan prinsip fluida
(gas). Contoh : Alat ukur tekanan udara pada ban
Alat ukur hidrolik, suatu alat ukur yang menggunakan prinsip fluida
(cair). Contoh : Jembatan Timbang.
Sifat dari alat ukur :
1. Rantai Kalibrasi ( Trace Ability ), yaitu sifat mampu usut alat ukur
berdasarkan tingkatan kalibrasinya. Tingkatan kalibrasi alat ukur :
a. Alat ukur kerja (contoh: Mikrometer) di kalibrasi dengan alat ukur
standar kerja.
b. Alat ukur standar kerja di kalibrasi dengan alat ukur standar.
c. Alat ukur standar di kalibrasi dengan alat ukur standar nasional.
d. Alat ukur standar nasional di kalibrasi dengan alat ukur standar
internasional.

2. Kepekaan ( Sensitivity ), yaitu kemampuan alat ukur untuk merasakan
suatu perbedaan yang relatif kecil dari harga yang diukur.
3. Kemudahan Baca ( Read Ability ), yaitu kemampuan dari sistem penunjuk
untuk menunjukkan hasil pengukuran dengan jelas dan benar.
4. Penyimpangan ( histerisis ), yaitu penyimpangan yang terjadi pada hasil
pengukuran, dimana pengukuran dilakukan secara kontinu dari dua arah
yang berlawanan.
5. Kepasifan atau Lambat Bereaksi ( Passivity ), yaitu sensor telah
merasakan perubahan tetapi penunjuk belum mengisyaratkan adanya
perubahan.
6. Pergeseran ( Shifting ), yaitu sistem penunjuk telah menunjukkan adanya
perubahan tetapi sensor belum mengisyaratkan adanya perubahan.
7. Kestabilan Nol ( Zero Stability ), yaitu kemampuan dari sistem penunjuk
untuk kembali ke posisi semula (nol ) bila benda ukur diambil seketika,
setelah dilakukannya pengukuran.
8. Pengambangan ( Floating ), yaitu keadaan dimana jarum penunjuk
data/angka digital selalu berubah – rubah yang diakibatkan perubahan
kecil pada sensor.
Konstruksi Umum Alat Ukur :
1. Sensor, bagian dari alat ukur yang berkontak langsung dengan benda ukur.
Sensor terbagi atas 2, yaitu :
Sensor Kontak, yaitu sensor yang memberikan gaya atau tekanan
pengukuran. Misalnya: sensor mekanik
Sensor non Kontak, yaitu sensor yang tidak memberikan gaya atau
penekanan pengukuran. Misanya: sensor optik, sensor pneumatik.
2. Pengubah (Tranducer), bagian alat yang berfungsi mengubah dan
memperbesar sinyal yang dirasakan oleh sensor menjadi besaran yang
terukur, dan diteruskan ke sistem penunjuk. Pengubah terbagi atas :
Pengubah elektrik
Contoh: pengubah dengan prinsip induktif (transformator).

Pengubah mekanik
Contoh: sistem roda gigi dan batang bergigi dari jam ukur pada dial
indikator.
Pengubah optomekanik
Contoh: Sistem pengubah alat ukur optomekanik
Pengubah Optik
Contoh: prinsip pengubah pada mikroskop.
Pengubah Pneumatis.
Contoh : sistem pengubah
3. Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan hasil
dari pengukuran yang dilakukan.Sistem penunjuk terbagi atas :
Penunjuk berskala
- Skala linear, contohnya: Jangka Sorong dan Mikrometer
- Skala melingkar,
Penunjuk digital
- Mekanik
- Elektrik (LED)
Karateristik Alat Ukur
1. Ketelitian ( Accuracy )
yang mendekati nilai sebenarnya.
ekanik
Contoh: sistem roda gigi dan batang bergigi dari jam ukur pada dial
Pengubah optomekanik
Contoh: Sistem pengubah alat ukur optomekanik
Pengubah Optik
Contoh: prinsip pengubah pada mikroskop.
Pengubah Pneumatis.
Contoh : sistem pengubah dengan prinsip pneumatis.
Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan hasil
dari pengukuran yang dilakukan.Sistem penunjuk terbagi atas :
Penunjuk berskala
, contohnya: Jangka Sorong dan Mikrometer
Skala melingkar, contohnya: Dial Indicator
Penunjuk digital
Elektrik (LED)
Karateristik Alat Ukur
( Accuracy ), kemampuan alat ukur untuk menghasilkan nilai
yang mendekati nilai sebenarnya.
Contoh: sistem roda gigi dan batang bergigi dari jam ukur pada dial
Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan hasil
, kemampuan alat ukur untuk menghasilkan nilai
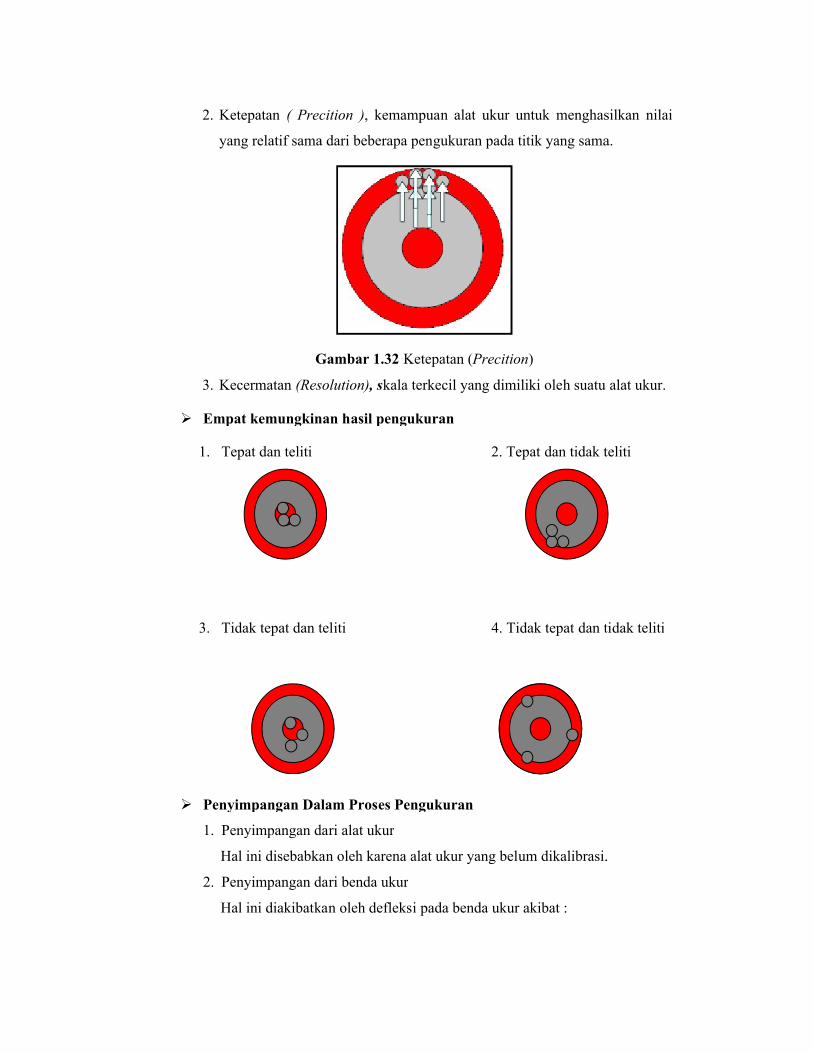
2. Ketepatan ( Precition )
yang relatif sama dari beberapa pengukuran pada titik yang sama.
Gambar 1.32
3. Kecermatan (Resolution)
Empat kemungkinan hasil pengukuran
1. Tepat dan teliti
3. Tidak tepat dan teliti
Penyimpangan Dalam Proses Pengukuran
1. Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi
2. Penyimpangan dari benda ukur
Hal ini diakibatkan oleh
( Precition ), kemampuan alat ukur untuk menghasilkan nilai
yang relatif sama dari beberapa pengukuran pada titik yang sama.
Gambar 1.32 Ketepatan (Precition)
(Resolution), skala terkecil yang dimiliki oleh suatu
Empat kemungkinan hasil pengukuran
Tepat dan teliti 2. Tepat dan tidak teliti
Tidak tepat dan teliti 4. Tidak tepat dan tidak teliti
Penyimpangan Dalam Proses Pengukuran
Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi.
Penyimpangan dari benda ukur
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
menghasilkan nilai
yang relatif sama dari beberapa pengukuran pada titik yang sama.
alat ukur.
2. Tepat dan tidak teliti
4. Tidak tepat dan tidak teliti
.

- pengaruh tekanan kontak karena benda ukur lunak
- pengaruh tekanan kontak pada benda ukur yang bers
3. Penyimpangan posisi pengukuran
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau garis
pengukuran membuat sudut q dengan gari
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus
(cosine error).
4. Penyimpangan akibat lingkungan
Yang perlu diperhatikan adalah pengaruh temperatur pada proses
pengukuran, dimana benda padat terutama logam berubah dimensinya
apabila temperatur berubah (ΔL = Lo α ΔT sifat pemuaian logam). ΔL=
Perubahan Panjang, Lo= Panjang awal, α= Koefisien pemuaian
Pertambahan panjang.
internasional sudah disetujui temperatur standar untuk pengukuran
geometris adalah 20ºC.
5. Penyimpangan dari si pengukur
Dua orang yang melakukan pengukuran dengan alat ukur dan objek ukur
yang sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal
ini dapat diakibatkan oleh pengalaman praktek mengukur, cara melakukan
pengukuran yang salah akibat tidak mengetahui dasar
yang benar.
pengaruh tekanan kontak karena benda ukur lunak
pengaruh tekanan kontak pada benda ukur yang bersilinder tipis
Penyimpangan posisi pengukuran
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau garis
pengukuran membuat sudut q dengan garis dimensi (akibat posisi
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus
Penyimpangan akibat lingkungan
Yang perlu diperhatikan adalah pengaruh temperatur pada proses
pengukuran, dimana benda padat terutama logam berubah dimensinya
apabila temperatur berubah (ΔL = Lo α ΔT sifat pemuaian logam). ΔL=
Perubahan Panjang, Lo= Panjang awal, α= Koefisien pemuaian
Pertambahan panjang. Supaya hasil pengukuran sama maka secara
internasional sudah disetujui temperatur standar untuk pengukuran
geometris adalah 20ºC.
Penyimpangan dari si pengukur
Dua orang yang melakukan pengukuran dengan alat ukur dan objek ukur
yang sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal
ini dapat diakibatkan oleh pengalaman praktek mengukur, cara melakukan
pengukuran yang salah akibat tidak mengetahui dasar-dasar pengukuran
L = M cosθ-d cos
linder tipis
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau garis
s dimensi (akibat posisi
pengukuran yang salah) maka akan menimbilakan kesalahan kosinus
Yang perlu diperhatikan adalah pengaruh temperatur pada proses
pengukuran, dimana benda padat terutama logam berubah dimensinya
apabila temperatur berubah (ΔL = Lo α ΔT sifat pemuaian logam). ΔL=
Perubahan Panjang, Lo= Panjang awal, α= Koefisien pemuaian, ΔT=
Supaya hasil pengukuran sama maka secara
internasional sudah disetujui temperatur standar untuk pengukuran
Dua orang yang melakukan pengukuran dengan alat ukur dan objek ukur
yang sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal
ini dapat diakibatkan oleh pengalaman praktek mengukur, cara melakukan
dasar pengukuran
d cosθ

B. Modul 3
1. Teori Objek
Kalibrasi harus dilakukan dengan prosedur tertentu karena pada
hakekatnya mengalibrasi serupa dengan mengukur yaitu membandingkan alat
ukur (skalanya atau harga nominalnya) dengan acuan yang telah distandarkan.
acuan yang dianggap benar absolut boleh dikatakan tidak ada, karena standar
meter “berubah” sesuai dengan kemajuan teknologi yang dicapai manusia.
Tidakalah praktis jika penggaris dengan kecermatan 1 mm harus
dikalibrasi dengan dengan memakai laser interferometer yang mampu membaca
kesalahan sampai orde 1nm. Jadi kalibrasi umumnya dilakukan sesuai dengan
kecematan alat ukur yang bersangkutan, yaitu dengan membandingkan dengan
alat ukur lain yang satu dengan beberapa tingkat lebih tinggi kecermatan dan
kebenaran skalanya.
Untuk mempermudah kalibrasi diperlukan alat ukur acuan yang cocok,
sesuai dengan konstruksi alat ukur yang bersangkutan. Selanjutnya alat ukur
acuan ini pun harus dikalibrasi dengan menggunakan alat ukur acuan yang lain
yang lebih tinggi tingkat kebenarannya (lebih teliti). Hal ini diterapkan secara
bertahap sehinga sampai pada pemakaian standar meter seperti yang didefinisikan
secara internasional. Dengan demikian terbentuk rantai kalibrasi mulai dari alat
ukur kerja, alat ukur standar kerja, alat ukur standar, alat ukur standar utama, alat
ukur nasional, alat ukur internasional. Jika suatu alat alat ukur kerja misalnya
pernah dikalibrasi dengan alat ukur yang lebih tinggi dan seterusnya dikatakan
alat ukur bersangkutan. Mempunyai aspek keterlacakan sampai ketingkat tertentu.
Pada suatu tingkat rantai – kalibrasi, selain kalibrasi harus dilakukan
dengan prosedur yang benar, data hasil kalibrasi harus dianalisis dengan metoda
yang diyakini kebaikannya (metoda statistik). Dengan cara ini dapat ditarik suatu
kesimpulan yang sebaik–baiknya mengenai ketelitian alat ukur yang
bersangkutan.kesalahan yang ada atau tercatat perlu dibandingkan dengan
toleransinya diizinkan sesuai dengan tingkat ketelitian kalibrasi. Hal ini diatur
sesuai dengan standar nasional misalnya SNI (Standar Nasional Indonesia), JIS
(Japan Industrial Standar), DIN (deutsches Institut fur Normung), dan sebagainya

Meskipun tidak sampai mencakup aspek legal, penggunaan alat ukur yang
tidak teliti bagi keperluan industri jelas harus dihindari. Sebab, pengguna alat ukur
akan menanggung akibatnya sendiri dengan merosotnya mutu geometrik produk.
Komponen atau peralatan mesin mungkin tidak bisa dirakit dengan baik ataupun
fungsi mesin atau peralatan akan terganggu.
Dalam sistem ISO 9001 : 2008 elemen 7.6 menguraikan tentang
“Pengendalian Alat Pemantauan dan Pengukuran” yang tujuannya bahwa semua
alat ukur yang digunakan untuk setiap kriteria kesesuaian selama realisasi produk
harus dipastikan keabsahan hasilnya. Untuk pemastian keabsahan hasilnya ini,
maka dilakukanlah kalibrasi.
Beberapa langkah untuk melakukan pada suatu Perusahaan / Organisasi:
1. Identifikasi kesesuaian persyaratan produk (elemen 7.2.1) beserta proses
pemantauan dan pengukuran yang sesuai untuk pemenuhan persyaratan
tersebut.
2. Buat tabel daftar semua alat ukur yang mempengaruhi proses / persyaratan
3. Lakukan pemilahan apakah alat ukur tersebut akan dikalibrasi eksternal
atau dikalibrasi internal.
4. Buat Jadwal Kalibrasi untuk setiap alat ukur sesuai dengan kegunaannya
untuk beberapa lama waktu yang ditentukan.
5. Tentukan Perusahaan / laboratorium yang melakukan kalibrasi dan ajukan
permohonan kalibrasi eksternal, bila akan dikalibrasi eksternal.
6. Buat Instruksi Kerja atau standard mampu telusur terhadap verifikasi alat
ukur, bila kalibrasi dilakukan secara internal.
7. Beri identitas terhadap semua alat ukur yang sudah dikalibrasi eksternal
maupun internal dan bisa dicatat dalam tabel daftar alat ukur tersebut.
8. Lakukan pemantauan di lapangan terhadap pemakaian semua alat ukur
tersebut dan bila ditemukan alat ukur yang hasilnya menyimpang maka
harus menelusuri hasil dari pengukuran sebelumnya agar kesalahan yang
terjadi dapat terkendali.
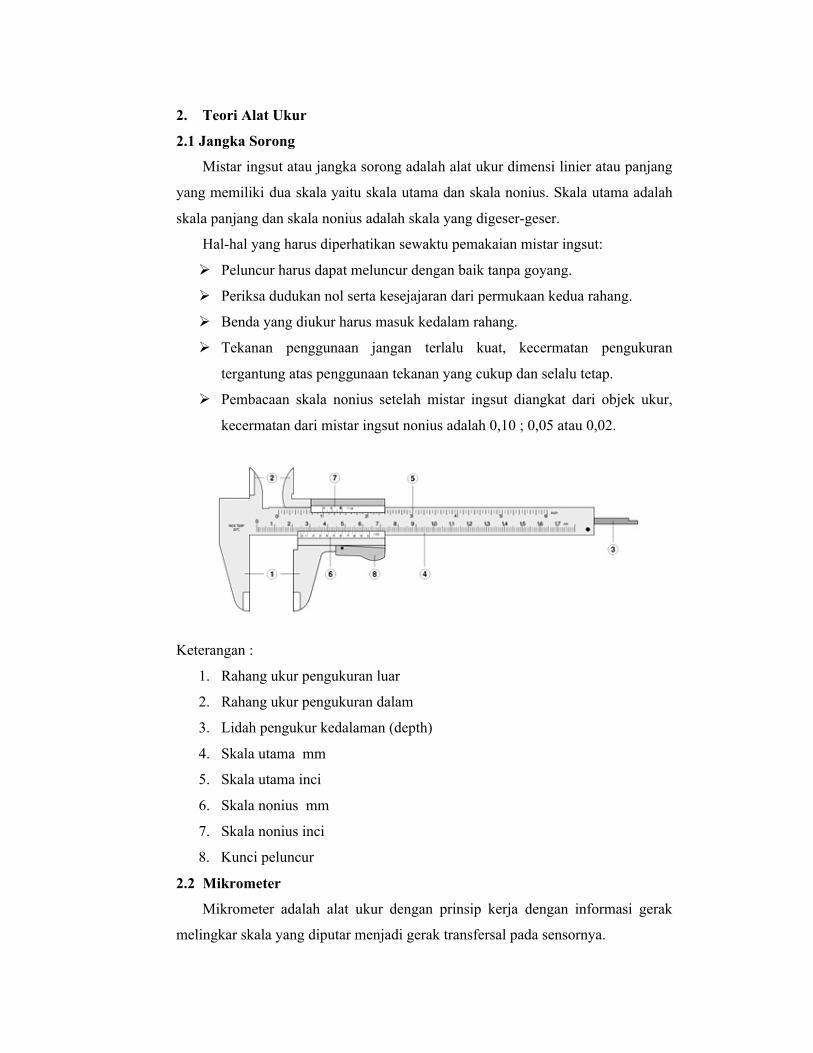
2. Teori Alat Ukur
2.1 Jangka Sorong
Mistar ingsut atau jangka sorong adalah alat ukur dimensi linier atau panjang
yang memiliki dua skala yaitu skala utama dan skala nonius. Skala utama adalah
skala panjang dan skala nonius adalah skala yang digeser-geser.
Hal-hal yang harus diperhatikan sewaktu pemakaian mistar ingsut:
Peluncur harus dapat meluncur dengan baik tanpa goyang.
Periksa dudukan nol serta kesejajaran dari permukaan kedua rahang.
Benda yang diukur harus masuk kedalam rahang.
Tekanan penggunaan jangan terlalu kuat, kecermatan pengukuran
tergantung atas penggunaan tekanan yang cukup dan selalu tetap.
Pembacaan skala nonius setelah mistar ingsut diangkat dari objek ukur,
kecermatan dari mistar ingsut nonius adalah 0,10 ; 0,05 atau 0,02.
Keterangan :
1. Rahang ukur pengukuran luar
2. Rahang ukur pengukuran dalam
3. Lidah pengukur kedalaman (depth)
4. Skala utama mm
5. Skala utama inci
6. Skala nonius mm
7. Skala nonius inci
8. Kunci peluncur
2.2 Mikrometer
Mikrometer adalah alat ukur dengan prinsip kerja dengan informasi gerak
melingkar skala yang diputar menjadi gerak transfersal pada sensornya.
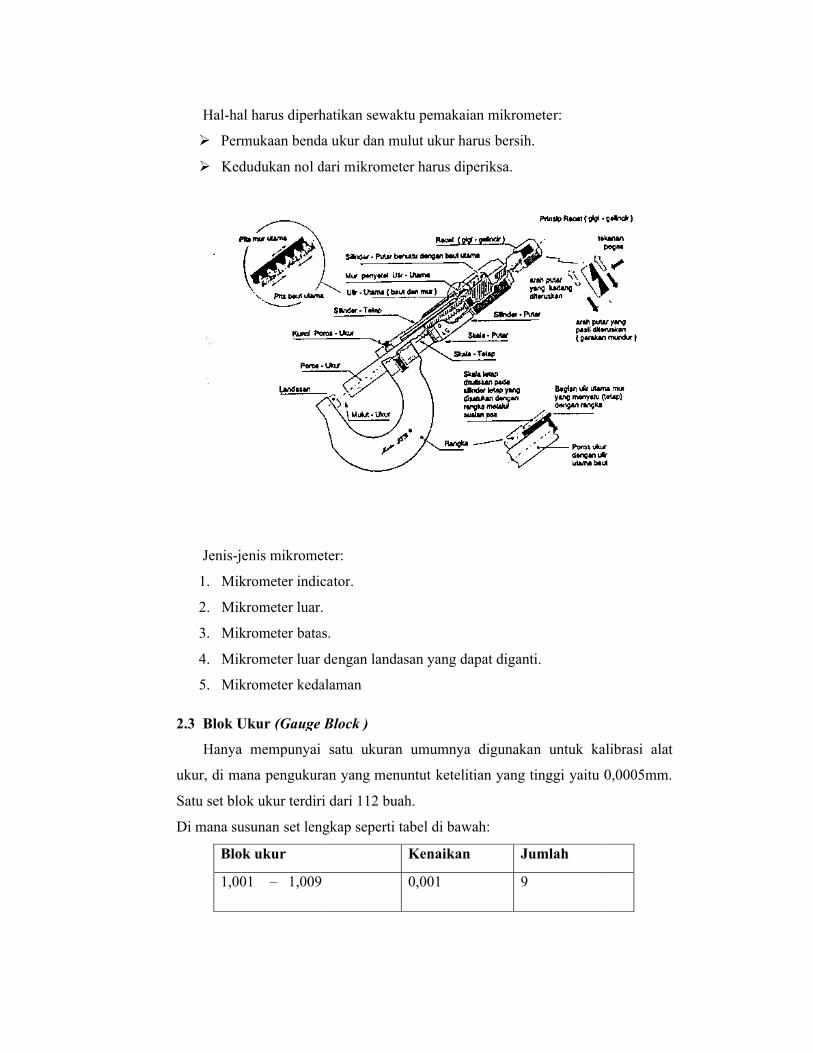
Hal-hal harus diperhatikan sewaktu pemakaian mikrometer:
Permukaan benda ukur dan mulut ukur harus
Kedudukan nol dari mikrometer harus diperiksa.
Jenis-jenis mikrometer:
1. Mikrometer indicator.
2. Mikrometer luar.
3. Mikrometer batas.
4. Mikrometer luar dengan landasan yang dapat diganti.
5. Mikrometer kedalaman
2.3 Blok Ukur (Gauge Block )
Hanya mempunyai satu ukuran umumnya digunakan untuk kalibrasi alat
ukur, di mana pengukuran yang menuntut ketelitian yang tinggi yaitu 0,0005mm.
Satu set blok ukur terdiri dari 112 buah.
Di mana susunan set lengkap seperti tabel di bawah:
Blok ukur
1,001 – 1,009
hal harus diperhatikan sewaktu pemakaian mikrometer:
Permukaan benda ukur dan mulut ukur harus bersih.
Kedudukan nol dari mikrometer harus diperiksa.
jenis mikrometer:
Mikrometer indicator.
Mikrometer luar.
Mikrometer batas.
Mikrometer luar dengan landasan yang dapat diganti.
Mikrometer kedalaman
(Gauge Block )
Hanya mempunyai satu ukuran umumnya digunakan untuk kalibrasi alat
ukur, di mana pengukuran yang menuntut ketelitian yang tinggi yaitu 0,0005mm.
Satu set blok ukur terdiri dari 112 buah.
Di mana susunan set lengkap seperti tabel di bawah:
Kenaikan Jumlah
1,009 0,001 9
Hanya mempunyai satu ukuran umumnya digunakan untuk kalibrasi alat
ukur, di mana pengukuran yang menuntut ketelitian yang tinggi yaitu 0,0005mm.
1,01 - 1,49
0,5 - 24,5
25 - 100
1,0005
0,01 49
0,5 49
25 4
- 1

LAMPIRAN C
MODUL IV
TUGAS PENDAHULUAN

TUGAS PENDAHULUAN
1. Jelaskan teori tentang objek modul 4 !
Pengukuran kebulatan dilakukan untuk menganalisa ketidakbulatan dengan
menggunakan metode kebulatan dibantu alat ukur bantu seperti blok V dan Dial Indicator.
Bulat adalah titik – titik yang berada pada bentuk geometris yang mempunyai jarak
yang sama terhadap satu titk acuan yaitu titik pusat. Kebulatan adalah toleransi yang
diizinkan dari bidang referensi bulat.
Toleransi kebulatan adalah daerah toleransi yang berada pada bidang penampang
yang dibatasi oleh dua buah lingkaran di mana selisih radius sebagai harga toleransi.
Peranan kebulatan dalam industri :
1. Membagi beban sama besar
Jika suatu elemen itu bulat, maka beban yang tahan oleh benda tersebut akan terbagi
sama rata.
2. Mempelancar pelumasan
Bila objek bulat maka aliran pelumas akan lancar dan melumasi seluruh bagian.
3. Menentukan ketelitian putaran
Apabila suatu benda tidak bulat mengakibatkan putarannya tidak teliti.
4. Menentukan umur komponen
Komponen yang penyimpangan kebulatannya kecil akan lebih tahan lama
dibandingkan komponen yang penyimpangan kebulatannya lebih besar.
5. Menentukan kondisi suaian
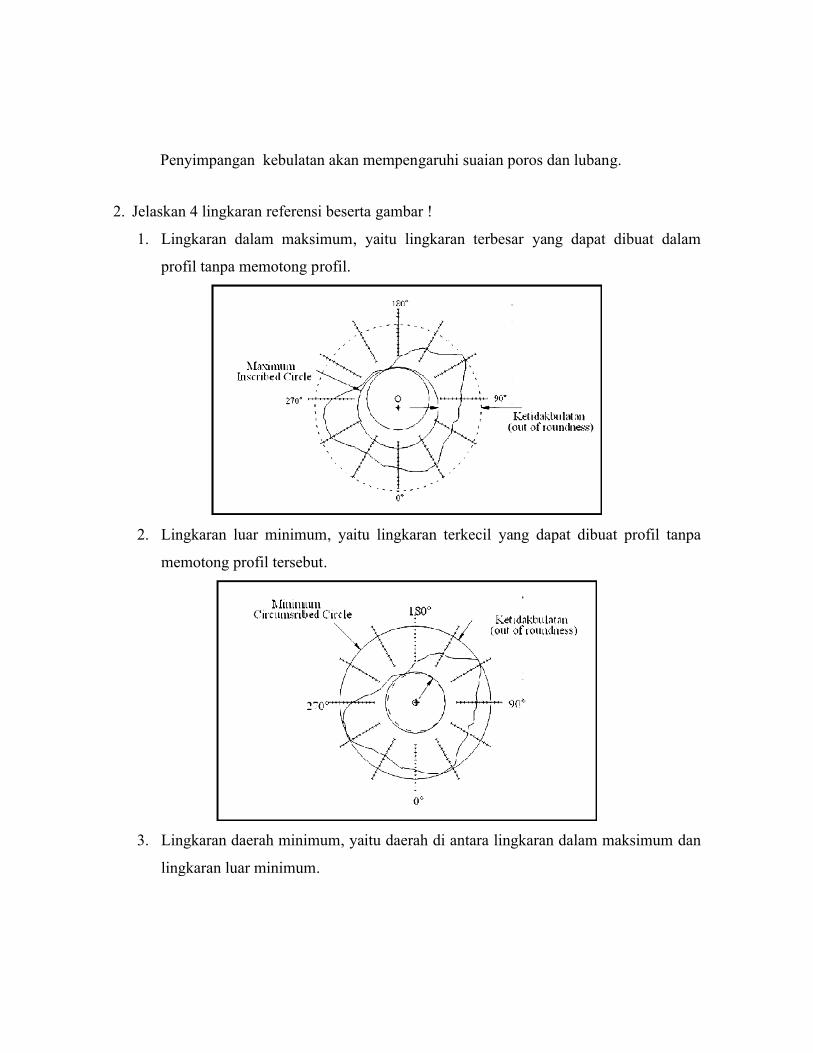
Penyimpangan kebulatan akan mempengaruhi suaian poros dan lubang.
2. Jelaskan 4 lingkaran referensi beserta gambar !
1. Lingkaran dalam maksimum
profil tanpa memotong profil.
2. Lingkaran luar minimum
memotong profil tersebut
3. Lingkaran daerah minimum
lingkaran luar minimum
Penyimpangan kebulatan akan mempengaruhi suaian poros dan lubang.
referensi beserta gambar !
Lingkaran dalam maksimum, yaitu lingkaran terbesar yang dapat dibuat dalam
profil tanpa memotong profil.
Lingkaran luar minimum, yaitu lingkaran terkecil yang dapat dibuat profil tanpa
memotong profil tersebut.
ah minimum, yaitu daerah di antara lingkaran dalam maksimum dan
lingkaran luar minimum.
Penyimpangan kebulatan akan mempengaruhi suaian poros dan lubang.
, yaitu lingkaran terbesar yang dapat dibuat dalam
, yaitu lingkaran terkecil yang dapat dibuat profil tanpa
antara lingkaran dalam maksimum dan

4. Lingkaran kuadrat terkecil,
menghasilkan lingkaran lurus.
3. Jelaskan teori alat ukur beserta gambar
a. Stand magnetic
Stand magnetic merupakan alat ukur untuk meletakkan
pengkuran.
Lingkaran kuadrat terkecil, yaitu lingkaran yang didapat dari rata
menghasilkan lingkaran lurus.
Jelaskan teori alat ukur beserta gambar
merupakan alat ukur untuk meletakkan dial indicator dalam proses
yaitu lingkaran yang didapat dari rata-rata untuk
dalam proses

b. Dial indicator
Dial Indicator merupakan alat ukur pembnding yang banyak digunakan di industri
pemesinan. Prinsip kerja secara mekanis dimana gerak linier dari sensor diubah
menjadi gerak putaran. Dial indicator dapat digunakan untuk :
Memeriksa kebulatan ( benda ukur diletakkan pada blok V )
Mengukur toleransi kesalahan putar
Mengetahui kelurusan suatu garis
Kecermatan pembacaan skala pada dial indicator adalah 0,01; 0,005; atau 0,02 mm
dengan kapasitas ukur yang berbeda
4. Jelaskan skema alat modul 4 !

5. Jelaskan langkah-langkah yang harus dilakukan sebelum melakukan pengukuran !
Persiapan Praktikum
1. Bersihkan V-blok dan benda ukur dari Vaseline dengan tissue yang telah
diberi wash bensin
2. Siapkan alat ukur dial indicator dan alat bantu magnetic stand
Prosedur Percobaan
a. Objek ukur diberi tanda pada pinggirnya dan diberi nomor urut searah jarum
jam.
b. Letakkan Objek ukur pada blok V atur sensor, atur sensor jam ukur sehingga
menempel pada pernukaan objek ukur diposisi 1 ( pada posisi tertentu didekat
garis melingkar pada objek ukur ).
c. Atur ketinggian sensor jarum penunjuk sehingga jarum bisa bergerak ke kiri
dan kekanan ( ± ½ penyimpangan maksimum jarum kecil ) lalu set posisi nol.
d. Putar objek ukur dengan hati – hati sehingga sensor jam ukur kurang lebih
berada di posisi 2, baca kedudukan jam ukur.
e. Ulangi prosedur “d”, sampai seluruh posisi objek ukur diperiksa.
f. Ulangi pengukuran dengan cara membalikkan putaran objek ukur ( dari nomor
12 s/d 1 ).
g. Buat grafik kebulatan pada kertas grafik koordinat polar. Cari harga
ketidakbulatan dengan tiga metode analisa lingkaran referensi yaitu lingkaran
luar minimum ( minimum circumacrible ), lingkaran dalam maksimum (
maximum inscribe circle ), dan lingkaran daerah minimum ( minimum zone
circle ).
LAMPIRAN D
MODUL V
TUGAS PENDAHULUAN

TUGAS PENDAHULUAN
1. Jelaskan konfigurasi penampang kekasaran dan penampang!
Konfigurasi penampang kekasaran permukaan
Kekasaran Bentuk yaitu kekasaran yang
terjadi pada proses pemesinan yang tidak
sempurna.
Kekasaran Alur yaitu Akibat gerak relatif
antara benda kerja dengan pahat
Kekasaran serpihan Yaitu Kekasaan yang
terjadi karena tidak sempurnanya arah aliran
geram
Gabungan antara kekasaran bentuk dengan
kekasaran serpihan(kombinasi) Yaitu Di
sebabkan karena kesalahan posisi
perancangan benda kerja dan tidak
sempurnanya arah aliran geram.
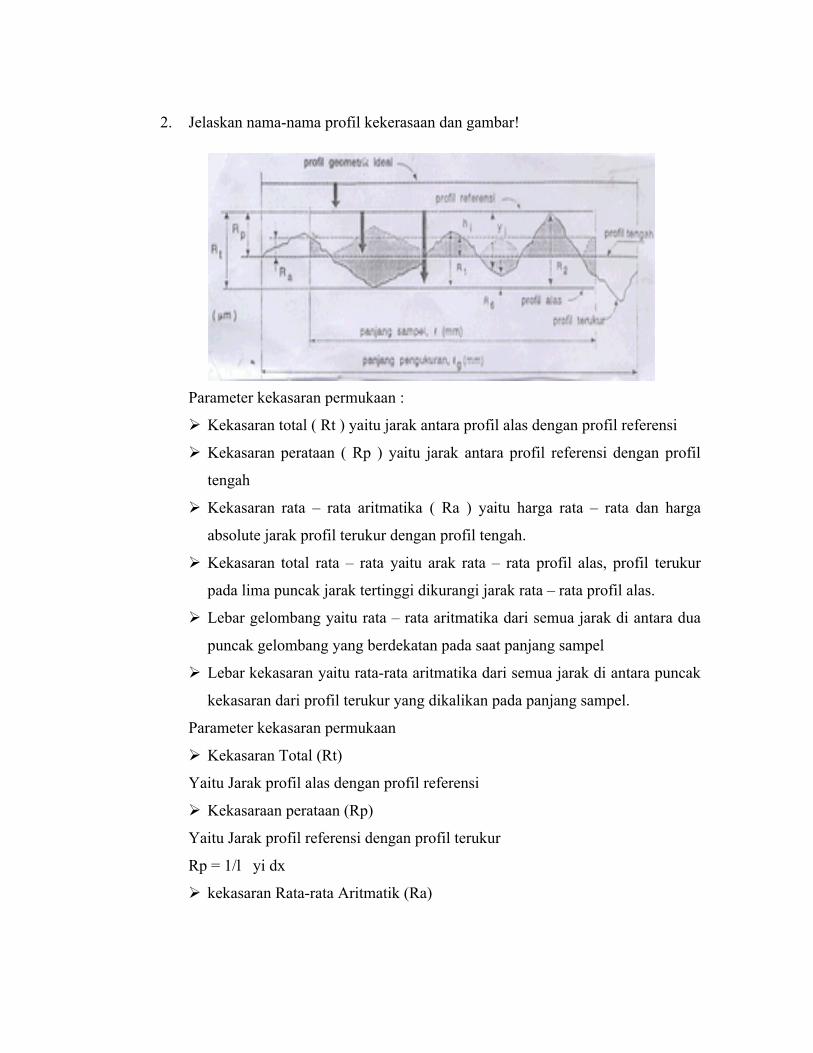
2. Jelaskan nama-nama profil kekerasaan dan gambar!
Parameter kekasaran permukaan :
Kekasaran total ( Rt ) yaitu jarak antara profil alas dengan profil referensi
Kekasaran perataan ( Rp ) yaitu jarak antara profil referensi dengan profil
tengah
Kekasaran rata – rata aritmatika ( Ra ) yaitu harga rata – rata dan harga
absolute jarak profil terukur dengan profil tengah.
Kekasaran total rata – rata yaitu arak rata – rata profil alas, profil terukur
pada lima puncak jarak tertinggi dikurangi jarak rata – rata profil alas.
Lebar gelombang yaitu rata – rata aritmatika dari semua jarak di antara dua
puncak gelombang yang berdekatan pada saat panjang sampel
Lebar kekasaran yaitu rata-rata aritmatika dari semua jarak di antara puncak
kekasaran dari profil terukur yang dikalikan pada panjang sampel.
Parameter kekasaran permukaan
Kekasaran Total (Rt)
Yaitu Jarak profil alas dengan profil referensi
Kekasaraan perataan (Rp)
Yaitu Jarak profil referensi dengan profil terukur
Rp = 1/l yi dx
kekasaran Rata-rata Aritmatik (Ra)

Yaitu Harga rata-rata aritmatik dan harga absolutnya jarak,jarak angka profil
terukur dengan profil tengah.
Ra = 1/l hi dx
Kekasaran Rata-rata hidrolik (Rg)
Yaitu akar dari jarak kekasaran rata-rata aritmatik profil terukur dengan
profil tengah
Rg = 1/l hi dx
3. Cara penulisan kekasaran permukaan
Keterangan :
a : Nilai kekasaran permukaan
b : Cara produksi
c : Panjang contoh
d : Arah pengerjaan
e : Toleransi
f : Nilai kekasaran lainnya
4. Apa itu Ra,Rz,dan gambarkan!
kekasaran Rata-rata Aritmatik (Ra)Yaitu Harga rata-rata aritmatik dan harga
absolutnya jarak,jarak angka profil terukur dengan profil tengah.Ra = 1/l
hi dx
Kekasaran total rata – rata yaitu arak rata – rata profil alas, profil terukur
pada lima puncak jarak tertinggi dikurangi jarak rata – rata profil alas.
5. Apa itu metrodeologi dan metrodeologi industri
Metrologi adalah ilmu yang mempelajari pengukuran besaran teknik
b
e
c(f)a
d

Metrologi Industri adalah ilmu yang mempelajari pengukuran dimensi dan
karakteristik geometrik suatu produk, menggunakan alat ukur sehingga
didapatkan hasil yang mendekati hasil yang sebenarnya
6. Jelaskan Karateristik alat ukur
1. Rantai kalibrasi
Yaitu kemampuan alat ukur untuk mampu di usut, adapun tingkatan
pengkalibrasian alat ukur antara lain :
Kalibrasi alat ukur kerja dengan alat ukur standar kerja.
Kalibrasi alat ukur standar kerja dengan alat ukur standar.
Kalibrasi alat ukur standar dengan alat ukur standar nasional.
Kalibrasi alat ukur standar nasional dengan alat ukur standar
internasional.
2. Kepekaan
Yaitu kemampuan alat ukur untuk dapat merasakan perbedaan yang relatif
kecil dari harga pengukuran.
3. Mampu baca
Kemampuan sistem penunjukan dari alat ukur untuk memberikan harga
pengukuran yang jelas dan berarti.
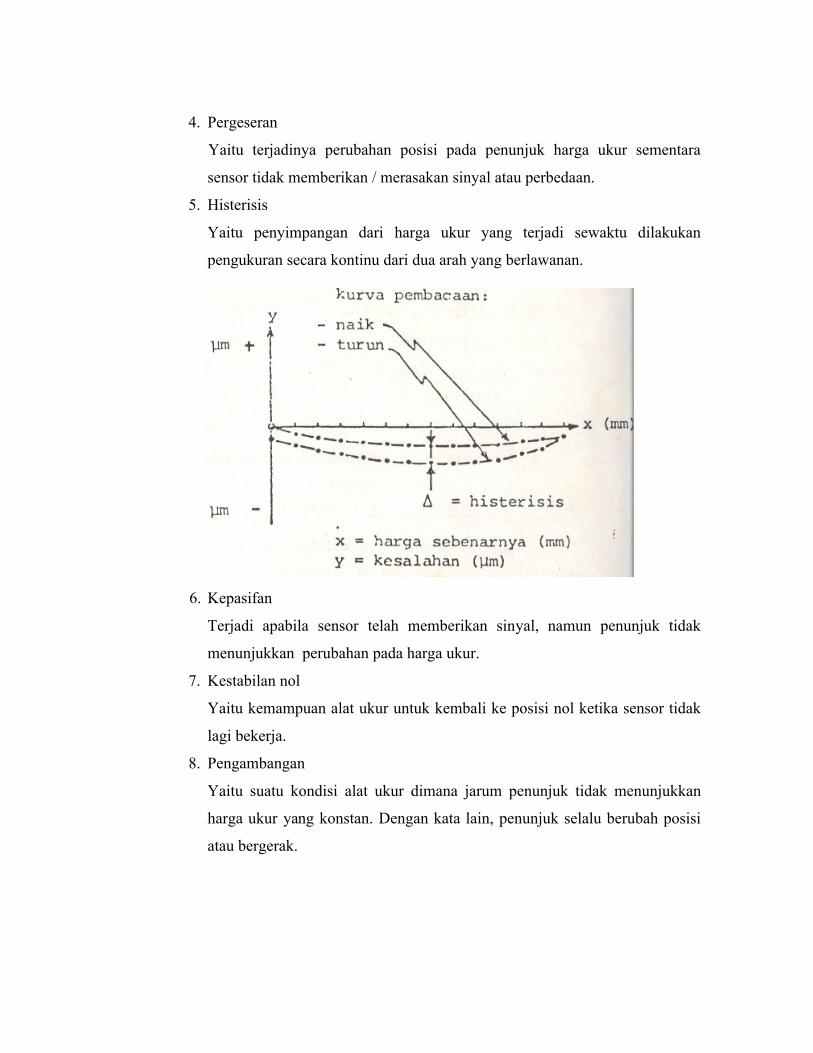
4. Pergeseran
Yaitu terjadinya perubahan posisi pada penunjuk harga ukur sementara
sensor tidak memberikan / merasakan sinyal atau perbedaan.
5. Histerisis
Yaitu penyimpangan dari harga ukur yang terjadi sewaktu dilakukan
pengukuran secara kontinu dari dua arah yang berlawanan.
6. Kepasifan
Terjadi apabila sensor telah memberikan sinyal, namun penunjuk tidak
menunjukkan perubahan pada harga ukur.
7. Kestabilan nol
Yaitu kemampuan alat ukur untuk kembali ke posisi nol ketika sensor tidak
lagi bekerja.
8. Pengambangan
Yaitu suatu kondisi alat ukur dimana jarum penunjuk tidak menunjukkan
harga ukur yang konstan. Dengan kata lain, penunjuk selalu berubah posisi
atau bergerak.

7. Gambarkan alat ukur surface roughness tester 402 beserta bagiannya!
Keterangan Gambar :
1. Benda ukur (spesimen)
2. Nospice ( sensor )
3. Knop
4. Surftest 402
Secara umum alat ini terdiri dari
Display untuk menampilkan hasil dari pengukuran
Penyetel pengatur kemiringan
Monopiece detector
Tombol pengatur ketinggian
8. Gambarkan metedeologi
Keterangan Gambar :
1. Benda ukur (spesimen)
2. Nospice ( sensor )
3. Knop
4. Surftest 402
TUGAS TAMBAHAAN
Pengukuran adalah membandingkan suatu besaran yang belum
diketahui dengan yang distandarkan. Besaran standar ini biasanya terdapat atau
terpasang pada alat ukur, dan alat ukur ini harus di kalibrasikan agar bisa mengukur
dengan baik dan tepat. Besaran merupakan sesuatu yang mempunyai nilai dan satuan,
sedangkan satuan adalah sesuatu yang mendefinisikan besaran.
1. Aspek Fisik
Pengukuran aspek fisik dipelajari dalam pengukuran teknik (engineering
measurement).
Contoh :
- Berat
- Massa
- Temperatur
- Tekanan
- Densitas, dll
2. Aspek Mekanik
Pengukuran aspek mekanik dipelajari dalam material teknik (materials
science and engineering)
Contoh :
- Kekuatan (strength)
- Keuletan (ductility)
- Kekerasan (hardness)
- Ketangguhan, dll
3. Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Terdiri dari :
- Dimensi, contoh : diameter, panjang, lebar, dll
- Bentuk, contoh : kesejajaran, kelurusan, kedataran, kemiringan atau sudut,
kebulatan, ketegaklurusan, dll
- Kekasaran permukaan.
Metrologi merupakan disiplin ilmu yang mempelajari tentang pengukuran
besaran teknik, sedangkan Metrologi industri adalah ilmu dan teknologi yang
mempelajari pengukuran karateristik geometri suatu produk hasil proses produksi
dengan menggunakan alat ukur tertentu dan cara pengukuran tertentu untuk
mendapatkan hasil pengukuran yang mendekati nilai sebenarnya.
Beberapa jenis pengukuran dalam metrologi :
1. Pengukuran linear, suatu pengukuran besaran panjang yang menggunakan alat
ukur langsung yang telah terkalibrasi dan hasil pengukuran dapat diperoleh
sacara langsung.
Contoh : menggunakan mikrometer.
2. Pengukuran sudut, suatu pengukuran sudut yang menggunakan alat ukur sudut
yang telah terkalibrasi dan hasil pengukuran dapat diperoleh secara langsung.
Contoh : menggunakan busur bilah.

3. Pengukuran profil, suatu pengukuran yang membandingkan bentuk suatu
produk dengan bentuk acuan (standar) pada layar dari alat ukur proyeksi.
Contoh : menggunakan profile proyector.
4. Pengukuran ulir, suatu pengukuran yang mengukur jarak antar ulir pada suatu
produk. Contoh : menggunakan mikrometer ulir.
5. Pengukuran roda gigi, suatu pengukuran yang mengukur jarak antar pitch
pada roda gigi. Contoh : menggunakan mikrometer roda gigi.
6. Pengukuran posisi, suatu pengukuran yang menggunakan sensor yang dapat
digerakkan dalam ruang yang digunakan untuk menentukan posisi. Contoh :
menggunakan coordinate measuring machine (CMM).
7. Pengukuran kerataan dan kedataran, suatu pengukuran yang mengukur
kerataan dan kedataran permukaan suatu produk,
Contoh : menggunakan square level.
8. Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
kekasaran permukaan suatu produk.
Cara-Cara Pengukuran Dalam Metrologi :
1. Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat langsung
diperoleh.
Contoh : Jangka Sorong.
2. Pengukuran tak langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur pembanding, alat ukur standar dan alat ukur bantu.
Contoh : Dial Indicator.
3. Pemeriksaan kaliber batas, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur kaliber batas, dimana tidak mengukur dimensi suatu
produk tetapi untuk memeriksa apakah suatu produk berada didalam/diluar
daerah toleransinya.
Contoh : Kaliber Batas.
4. Membandingkan dengan bentuk standar atau acuan, suatu pengukuran yang
dilakukan dengan membandingkan bentuk produk yang dihasilkan dengan
bentuk standarnya/acuan.
Contoh : Profile Proyector.
5. Pengukuran geometri khusus, suatu pengukuran yang mempunyai metoda dan
alat ukur khusus.
Contoh : Surface Roughness Tester.
Jenis-Jenis Alat Ukur, terbagi atas 2 :
1. Berdasarkan sifat, terbagi menjadi :
a) Berdasarkan sifat aslinya:
Alat ukur langsung, suatu alat ukur yang dilengkapi dengan skala ukur
sehingga hasil pengukuran bisa langsung di baca atau diperoleh hasil
pengukuran.
Contoh: Jangka Sorong.
Alat ukur pembanding, suatu alat ukur ini tidak bisa menunjukkan
hasil pengukuran dengan skala ukur, tetapi hanya bisa membandingkan
ukuran atau beda ukuran dari objek ukur. Misalnya: Dial Indicator.
Alat ukur standar, suatu alat ukur yang dilengkapi dengan satu skala
nominal, tidak dapat memberikan hasil pengukuran secara langsung
dan digunakan untuk kalibrasi alat ukur lainnya. Misalnya: Blok Ukur.
Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
menunjukkan apakah dimensi suatu produk berada di dalam atau di
luar daerah toleransi produk tersebut. Misalnya: Kaliber Lubang dan
Kaliber Poros

Alat ukur bantu, suatu alat ukur bantu bukan merupakan alat ukur
tetapi mempunyai peranan penting dalam menentukan baik atau
tidaknya hasil pengukuran. Misalnya: Blok V.
b) Berdasarkan sifat turunannya, dibedakan atas :
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat ukur
khusus. Contoh : Surface Roughness Tester.
Alat ukur koordinat, suatu alat ukur yang menggunakan sensor yang
dapat digerakkan dalam ruang yang digunakan untuk menentukan
posisi. Contoh : Coordinate Measuring Machine (CMM).
2. Berdasarkan prinsip kerjanya, dibedakan atas :
Alat ukur mekanik, suatu alat ukur yang menggunakan prinsip mekanik.
Contoh : neraca/timbangan dua lengan, dial indicator
Alat ukur elektrik, suatu alat ukur yang menggunakan prinsip elektrik.
contoh : Multi Tester
Alat ukur optik, suatu alat ukur yang menggunakan prinsip optik/cahaya.
Contoh : Profile Proyector
Alat ukur pneumatik, suatu alat ukur yang menggunakan prinsip fluida
(gas). Contoh : Alat ukur tekanan udara pada ban
Alat ukur hidrolik, suatu alat ukur yang menggunakan prinsip fluida (cair).
Contoh : Jembatan Timbang.
Sifat dari alat ukur :
1. Rantai Kalibrasi ( Trace Ability ), yaitu sifat mampu usut alat ukur
berdasarkan tingkatan kalibrasinya. Tingkatan kalibrasi alat ukur :
a. Alat ukur kerja (contoh: Mikrometer) di kalibrasi dengan alat ukur standar
kerja (contoh: Blok ukur kualitas 3).
b. Alat ukur standar kerja di kalibrasi dengan alat ukur standar.

c. Alat ukur standar di kalibrasi dengan alat ukur standar nasional.
d. Alat ukur standar nasional di kalibrasi dengan alat ukur standar
internasional.
2. Kepekaan ( Sensitivity ), yaitu kemampuan alat ukur untuk merasakan suatu
perbedaan yang relatif kecil dari harga yang diukur.
3. Kemudahan Baca ( Read Ability ), yaitu kemampuan dari sistem penunjuk
untuk menunjukkan hasil pengukuran dengan jelas dan benar.
4. Penyimpangan ( histerisis ), yaitu penyimpangan yang terjadi pada hasil
pengukuran, dimana pengukuran dilakukan secara kontinu dari dua arah yang
berlawanan.
5. Kepasifan atau Lambat Bereaksi ( Passivity ), yaitu sensor telah merasakan
perubahan tetapi penunjuk belum mengisyaratkan adanya perubahan.
6. Pergeseran ( Shifting ), yaitu sistem penunjuk telah menunjukkan adanya
perubahan tetapi sensor belum mengisyaratkan adanya perubahan.
7. Kestabilan Nol ( Zero Stability ), yaitu kemampuan dari sistem penunjuk
untuk kembali ke posisi semula (nol ) bila benda ukur diambil seketika,
setelah dilakukannya pengukuran.
8. Pengambangan ( Floating ), yaitu keadaan dimana jarum penunjuk data/angka
digital selalu berubah – rubah yang diakibatkan perubahan kecil pada sensor.
Konstruksi Umum Alat Ukur :
1. Sensor, bagian dari alat ukur yang berkontak langsung dengan benda ukur.
Sensor terbagi atas 2, yaitu :
Sensor Kontak, yaitu sensor yang memberikan gaya atau tekanan
pengukuran. Misalnya: sensor mekanik
Sensor non Kontak, yaitu sensor yang tidak memberikan gaya atau
penekanan pengukuran. Misanya: sensor optik, sensor pneumatik.
2. Pengubah (Tranducer), bagian alat yang berfungsi mengubah dan
memperbesar sinyal yang dirasakan oleh sensor menjadi besaran yang terukur,
dan diteruskan ke sistem penunjuk. Pengubah terbagi atas :
Pengubah elektrik
Contoh: pengubah dengan prinsip induktif (transformator).
Pengubah mekanik
Contoh: sistem roda gigi dan batang bergigi dari jam ukur pada dial
indikator.
Pengubah optomekanik
Contoh: Sistem pengubah alat ukur optomekanik
Pengubah Optik
Contoh: prinsip pengubah pada mikroskop.
Pengubah Pneumatis.
Contoh : sistem pengubah dengan prinsip pneumatis.
3. Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan hasil dari
pengukuran yang dilakukan.Sistem penunjuk terbagi atas :
Penunjuk berskala
- Skala linear, contohnya: Jangka Sorong dan Mikrometer
- Skala melingkar, contohnya: Dial Indicator
Penunjuk digital
- Mekanik
- Elektrik (LED)

Karateristik Alat Ukur
1. Ketelitian ( Accuracy ), kemampuan alat ukur untuk menghasilkan nilai yang
mendekati nilai sebenarnya.
2. Ketepatan ( Precition ), kemampuan alat ukur untuk menghasilkan nilai yang
relatif sama dari beberapa pengukuran pada titik yang sama.
3. Kecermatan (Resolution), skala terkecil yang dimiliki oleh suatu alat ukur.
Empat kemungkinan hasil pengukuran
1. Tepat dan teliti 2. Tepat dan tidak teliti
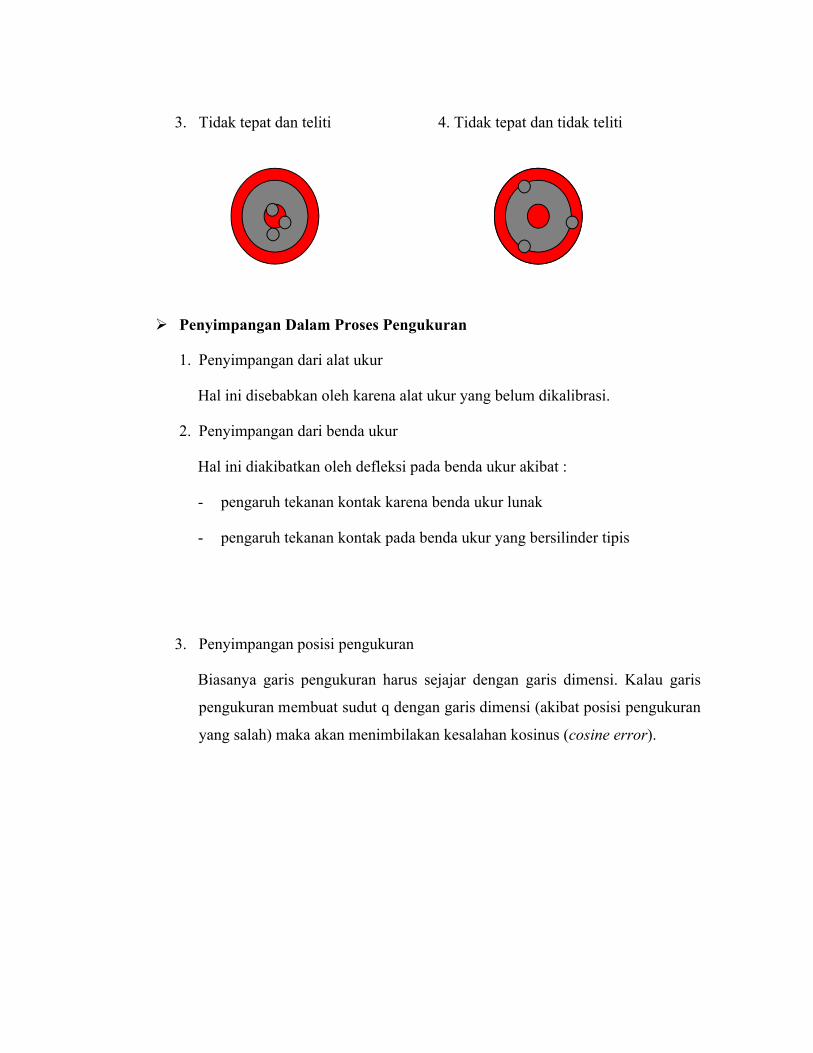
3. Tidak tepat dan teliti 4. Tidak tepat dan tidak teliti
Penyimpangan Dalam Proses Pengukuran
1. Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi.
2. Penyimpangan dari benda ukur
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
- pengaruh tekanan kontak karena benda ukur lunak
- pengaruh tekanan kontak pada benda ukur yang bersilinder tipis
3. Penyimpangan posisi pengukuran
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau garis
pengukuran membuat sudut q dengan garis dimensi (akibat posisi pengukuran
yang salah) maka akan menimbilakan kesalahan kosinus (cosine error).
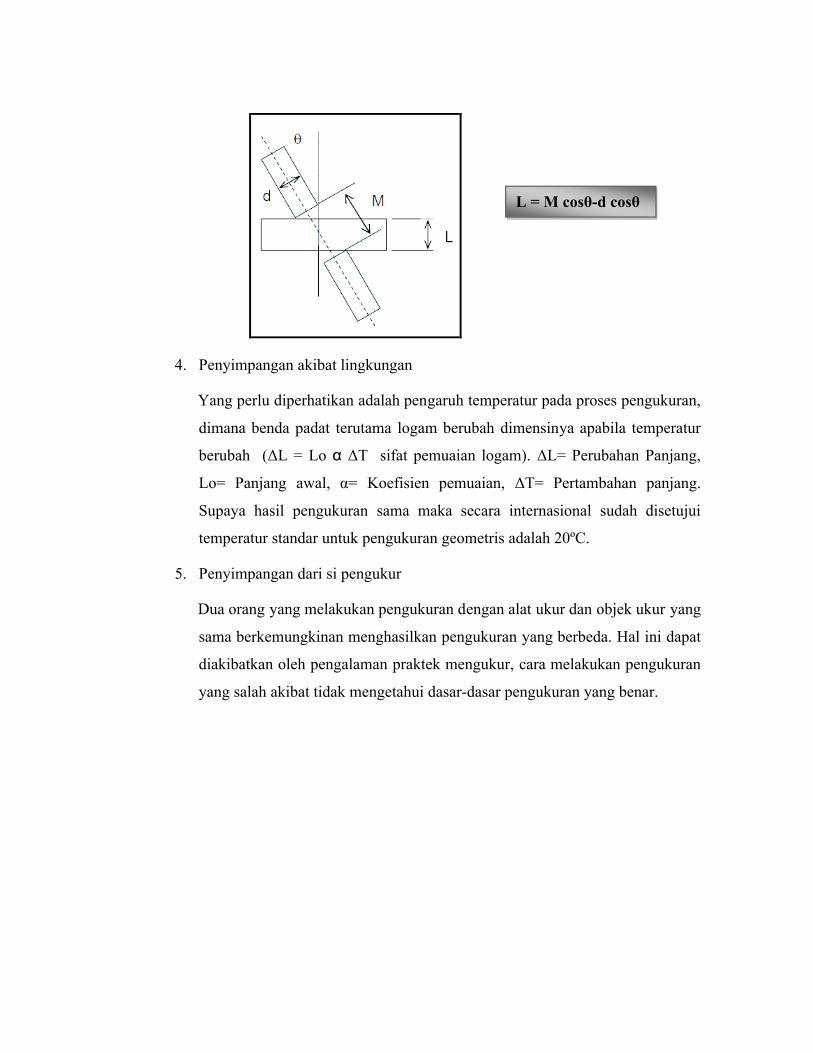
4. Penyimpangan akibat lingkungan
Yang perlu diperhatikan adalah pengaruh temperatur pada proses pengukuran,
dimana benda padat terutama logam berubah dimensinya apabila temperatur
berubah (ΔL = Lo α ΔT sifat pemuaian logam). ΔL= Perubahan Panjang,
Lo= Panjang awal, α= Koefisien pemuaian, ΔT= Pertambahan panjang.
Supaya hasil pengukuran sama maka secara internasional sudah disetujui
temperatur standar untuk pengukuran geometris adalah 20ºC.
5. Penyimpangan dari si pengukur
Dua orang yang melakukan pengukuran dengan alat ukur dan objek ukur yang
sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal ini dapat
diakibatkan oleh pengalaman praktek mengukur, cara melakukan pengukuran
yang salah akibat tidak mengetahui dasar-dasar pengukuran yang benar.
L = M cosθ-d cosθ

LAMPIRAN E
MODUL VII
TUGAS PENDAHULUAN

TUGAS PENDAHULUAN
1. Jelaskan M0!
Pengukuran adalah membandingkan suatu besaran yang belum diketahui
dengan yang distandarkan. Besaran standar ini biasanya terdapat atau terpasang
pada alat ukur, dan alat ukur ini harus di kalibrasikan agar bisa mengukur dengan
baik dan tepat. Besaran merupakan sesuatu yang mempunyai nilai dan satuan,
sedangkan satuan adalah sesuatu yang mendefinisikan besaran.
Syarat - syarat besaran :
Dapat didefinisikan secara fisik.
Suatu besaran tersebut dapat didefenisikan bentuk dan wujudnya.
Jelas dan tidak berubah terhadap waktu.
Suatu besaran tersebut tidak dipengaruhi nilainya oleh waktu.
Dapat digunakan dimana saja.
Suatu besaran tersebut dapat digunakan dimana saja dilakukan pengukuran.
Besaran terdiri dari :
Besaran pokok, merupakan besaran yang sesuai dengan standar internasional.
Besaran turunan, merupakan besaran yang diperoleh dari beberapa variabel
besaran pokok dalam bentuk persamaan.
Pengukuran dapat ditinjau dari 3 aspek yaitu:
1. Aspek Fisik
Pengukuran aspek fisik dipelajari dalam pengukuran teknik (engineering
measurement).
Contoh :
- Berat
- Massa
- Temperatur
- Tekanan
- Densitas, dll
2. Aspek Mekanik
Pengukuran aspek mekanik dipelajari dalam material teknik (materials
science and engineering)
Contoh :
- Kekuatan (strength)
- Keuletan (ductility)
- Kekerasan (hardness)
- Ketangguhan, dll
3. Aspek Geometrik
Pengukuran aspek geometrik dipelajari dalam metrologi industri.
Terdiri dari :
- Dimensi, contoh : diameter, panjang, lebar, dll
- Bentuk, contoh : kesejajaran, kelurusan, kedataran, kemiringan atau sudut,
kebulatan, ketegaklurusan, dll
- Kekasaran permukaan.
Metrologi merupakan disiplin ilmu yang mempelajari tentang pengukuran
besaran teknik, sedangkan Metrologi industri adalah ilmu dan teknologi yang
mempelajari pengukuran karateristik geometri suatu produk hasil proses produksi
dengan menggunakan alat ukur tertentu dan cara pengukuran tertentu untuk
mendapatkan hasil pengukuran yang mendekati nilai sebenarnya.
Beberapa jenis pengukuran dalam metrologi :
1. Pengukuran linear, suatu pengukuran besaran panjang yang menggunakan alat
ukur langsung yang telah terkalibrasi dan hasil pengukuran dapat diperoleh
sacara langsung.
Contoh : menggunakan mikrometer.
2. Pengukuran sudut, suatu pengukuran sudut yang menggunakan alat ukur sudut
yang telah terkalibrasi dan hasil pengukuran dapat diperoleh secara langsung.
Contoh : menggunakan busur bilah.
3. engukuran profil, suatu pengukuran yang membandingkan bentuk suatu
produk dengan bentuk acuan (standar) pada layar dari alat ukur proyeksi.
Contoh : menggunakan profile proyector.
4. Pengukuran ulir, suatu pengukuran yang mengukur jarak antar ulir pada suatu
produk. Contoh : menggunakan mikrometer ulir.
5. Pengukuran roda gigi, suatu pengukuran yang mengukur jarak antar pitch
pada roda gigi. Contoh : menggunakan mikrometer roda gigi.
6. Pengukuran posisi, suatu pengukuran yang menggunakan sensor yang dapat
digerakkan dalam ruang yang digunakan untuk menentukan posisi. Contoh :
menggunakan coordinate measuring machine (CMM).
7. Pengukuran kerataan dan kedataran, suatu pengukuran yang mengukur
kerataan dan kedataran permukaan suatu produk,
Contoh : menggunakan square level.
8. Pengukuran kekasaran permukaan, suatu pengukuran yang mengukur
kekasaran permukaan suatu produk.
Contoh : menggunakan surface roughness tester.

Cara-Cara Pengukuran Dalam Metrologi :
1. Pengukuran langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur langsung, dimana hasil pengukuran dapat langsung
diperoleh.
Contoh : Jangka Sorong.
2. Pengukuran tak langsung, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur pembanding, alat ukur standar dan alat ukur bantu.
Contoh : Dial Indicator.
3. Pemeriksaan kaliber batas, suatu pengukuran yang dilakukan dengan
menggunakan alat ukur kaliber batas, dimana tidak mengukur dimensi suatu
produk tetapi untuk memeriksa apakah suatu produk berada didalam/diluar
daerah toleransinya.
Contoh : Kaliber Batas.
4. Membandingkan dengan bentuk standar atau acuan, suatu pengukuran yang
dilakukan dengan membandingkan bentuk produk yang dihasilkan dengan
bentuk standarnya/acuan.
Contoh : Profile Proyector.
5. Pengukuran geometri khusus, suatu pengukuran yang mempunyai metoda dan
alat ukur khusus.
Contoh : Surface Roughness Tester.
Jenis-Jenis Alat Ukur, terbagi atas 2 :
1. Berdasarkan sifat, terbagi menjadi :
a) Berdasarkan sifat aslinya:
Alat ukur langsung, suatu alat ukur yang dilengkapi dengan skala ukur
sehingga hasil pengukuran bisa langsung di baca atau diperoleh hasil
pengukuran.

Contoh: Jangka Sorong.
Alat ukur pembanding, suatu alat ukur ini tidak bisa menunjukkan
hasil pengukuran dengan skala ukur, tetapi hanya bisa membandingkan
ukuran atau beda ukuran dari objek ukur. Misalnya: Dial Indicator.
Alat ukur standar, suatu alat ukur yang dilengkapi dengan satu skala
nominal, tidak dapat memberikan hasil pengukuran secara langsung
dan digunakan untuk kalibrasi alat ukur lainnya. Misalnya: Blok Ukur.
Alat ukur kaliber batas, suatu alat ukur yang berfungsi untuk
menunjukkan apakah dimensi suatu produk berada di dalam atau di
luar daerah toleransi produk tersebut. Misalnya: Kaliber Lubang dan
Kaliber Poros
Alat ukur bantu, suatu alat ukur bantu bukan merupakan alat ukur
tetapi mempunyai peranan penting dalam menentukan baik atau
tidaknya hasil pengukuran. Misalnya: Blok V.
b) Berdasarkan sifat turunannya, dibedakan atas :
Alat ukur khas, suatu alat ukur yang mempunyai metode dan alat ukur
khusus. Contoh : Surface Roughness Tester.
Alat ukur koordinat, suatu alat ukur yang menggunakan sensor yang
dapat digerakkan dalam ruang yang digunakan untuk menentukan
posisi. Contoh : Coordinate Measuring Machine (CMM).
2. Berdasarkan prinsip kerjanya, dibedakan atas :
Alat ukur mekanik, suatu alat ukur yang menggunakan prinsip mekanik.
Contoh : neraca/timbangan dua lengan, dial indicator
Alat ukur elektrik, suatu alat ukur yang menggunakan prinsip elektrik.
contoh : Multi Tester
Alat ukur optik, suatu alat ukur yang menggunakan prinsip optik/cahaya.
Contoh : Profile Proyector

Alat ukur pneumatik, suatu alat ukur yang menggunakan prinsip fluida
(gas). Contoh : Alat ukur tekanan udara pada ban
Alat ukur hidrolik, suatu alat ukur yang menggunakan prinsip fluida (cair).
Contoh : Jembatan Timbang.
Sifat dari alat ukur :
1. Rantai Kalibrasi ( Trace Ability ), yaitu sifat mampu usut alat ukur
berdasarkan tingkatan kalibrasinya. Tingkatan kalibrasi alat ukur :
a. Alat ukur kerja (contoh: Mikrometer) di kalibrasi dengan alat ukur standar
kerja (contoh: Blok ukur kualitas 3).
b. Alat ukur standar kerja di kalibrasi dengan alat ukur standar.
c. Alat ukur standar di kalibrasi dengan alat ukur standar nasional.
d. Alat ukur standar nasional di kalibrasi dengan alat ukur standar
internasional.
2. Kepekaan ( Sensitivity ), yaitu kemampuan alat ukur untuk merasakan suatu
perbedaan yang relatif kecil dari harga yang diukur.
3. Kemudahan Baca ( Read Ability ), yaitu kemampuan dari sistem penunjuk
untuk menunjukkan hasil pengukuran dengan jelas dan benar.
4. Penyimpangan ( histerisis ), yaitu penyimpangan yang terjadi pada hasil
pengukuran, dimana pengukuran dilakukan secara kontinu dari dua arah yang
berlawanan.
5. Kepasifan atau Lambat Bereaksi ( Passivity ), yaitu sensor telah merasakan
perubahan tetapi penunjuk belum mengisyaratkan adanya perubahan.
6. Pergeseran ( Shifting ), yaitu sistem penunjuk telah menunjukkan adanya
perubahan tetapi sensor belum mengisyaratkan adanya perubahan.

7. Kestabilan Nol ( Zero Stability ), yaitu kemampuan dari sistem penunjuk
untuk kembali ke posisi semula (nol ) bila benda ukur diambil seketika,
setelah dilakukannya pengukuran.
8. Pengambangan ( Floating ), yaitu keadaan dimana jarum penunjuk data/angka
digital selalu berubah – rubah yang diakibatkan perubahan kecil pada sensor.
Konstruksi Umum Alat Ukur :
1. Sensor, bagian dari alat ukur yang berkontak langsung dengan benda ukur.
Sensor terbagi atas 2, yaitu :
Sensor Kontak, yaitu sensor yang memberikan gaya atau tekanan
pengukuran. Misalnya: sensor mekanik
Sensor non Kontak, yaitu sensor yang tidak memberikan gaya atau
penekanan pengukuran. Misanya: sensor optik, sensor pneumatik.
2. Pengubah (Tranducer), bagian alat yang berfungsi mengubah dan
memperbesar sinyal yang dirasakan oleh sensor menjadi besaran yang terukur,
dan diteruskan ke sistem penunjuk. Pengubah terbagi atas :
Pengubah elektrik
Contoh: pengubah dengan prinsip induktif (transformator).
Pengubah mekanik
Contoh: sistem roda gigi dan batang bergigi dari jam ukur pada dial
indikator.
Pengubah optomekanik
Contoh: Sistem pengubah alat ukur optomekanik
Pengubah Optik
Contoh: prinsip pengubah pada mikroskop.
Pengubah Pneumatis.
Contoh : sistem pengubah dengan prinsip pneumatis.

3. Sistem penunjuk/pencatat, bagian dari alat ukur yang menunjukan hasil dari
pengukuran yang dilakukan.Sistem penunjuk terbagi atas :
Penunjuk berskala
- Skala linear, contohnya: Jangka Sorong dan Mikrometer
- Skala melingkar, contohnya: Dial Indicator
Penunjuk digital
- Mekanik
- Elektrik (LED)
Karateristik Alat Ukur
1. Ketelitian ( Accuracy ), kemampuan alat ukur untuk menghasilkan nilai yang
mendekati nilai sebenarnya.
2. Ketepatan ( Precition ), kemampuan alat ukur untuk menghasilkan nilai yang
relatif sama dari beberapa pengukuran pada titik yang sama.
3. Kecermatan (Resolution), skala terkecil yang dimiliki oleh suatu alat ukur.
Empat kemungkinan hasil pengukuran
1. Tepat dan teliti 2. Tepat dan tidak teliti
3. Tidak tepat dan teliti 4. Tidak tepat dan tidak teliti
Penyimpangan Dalam Proses Pengukuran
1. Penyimpangan dari alat ukur
Hal ini disebabkan oleh karena alat ukur yang belum dikalibrasi.
2. Penyimpangan dari benda ukur
Hal ini diakibatkan oleh defleksi pada benda ukur akibat :
- pengaruh tekanan kontak karena benda ukur lunak
- pengaruh tekanan kontak pada benda ukur yang bersilinder tipis
3. Penyimpangan posisi pengukuran
Biasanya garis pengukuran harus sejajar dengan garis dimensi. Kalau garis
pengukuran membuat sudut q dengan garis dimensi (akibat posisi pengukuran
yang salah) maka akan menimbilakan kesalahan kosinus (cosine error).
4. Penyimpangan akibat lingkungan
Yang perlu diperhatikan adalah pengaruh temperatur pada proses pengukuran,
dimana benda padat terutama logam berubah dimensinya apabila temperatur
berubah (ΔL = Lo α ΔT sifat pemuaian logam). ΔL= Perubahan Panjang,
Lo= Panjang awal, α= Koefisien pemuaian, ΔT= Pertambahan panjang.
Supaya hasil pengukuran sama maka secara internasional sudah disetujui
temperatur standar untuk pengukuran geometris adalah 20ºC.
5. Penyimpangan dari si pengukur
Dua orang yang melakukan pengukuran dengan alat ukur dan objek ukur yang
sama berkemungkinan menghasilkan pengukuran yang berbeda. Hal ini dapat
diakibatkan oleh pengalaman praktek mengukur, cara melakukan pengukuran
yang salah akibat tidak mengetahui dasar-dasar pengukuran yang benar.

2. Jelaskan M7!
Pengukuran Kelurusan
Kelurusan dari suatu bidang permukaan dapat diperiksa dengan beberapa cara.
Dua cara yang paling mudah untuk memeriksa kelurusan adalah dengan memekai
pendatar yang kepekaannya 0,02 mm/m atau dengan kaliber batas atau
autokalimator yang kecermatannya sampai dengan 0,1 detik.
Kedua alat tersebut adalah alat ukur sudut dengan demikian pemeriksaan
kelurusan permukaan dengan cara berurutan untuk sepanjang garis pengukuran
dengan memperhatikan perubahan sudut yang kecil akibat dari ketidaklurusan
permukaan yang dapat dirasakan oleh alat ukur tersebut.
Prinsip pengukuran dengan memakai pendatar dengan autokalimator adalah
dapat dilihat pada gambar dibawah ini :
Pada gambar sebelumnya dapat dilihat bahwa pada permukaan yang diperiksa
terlebih dahulu harus kita pasangkan batang lurus sebagai penjamin bahwa
pemindahan pendatar ataupun yang dilakukan sesuai dengan garis lurus, selain
dari pada itu permukaan benda ukur diberi tanda dengan beberapa garis pada jarak
yang sama dengan jarak antar garis tengah dari dua kaki pendatar autokalimator.
Dengan demikian pendatar pun dapat dipindahkan secara berurutan mulai dari
ujung yang satu keujung yang lain dari permukaan benda ukur dan kemudian
diulangi dengan urutan berlawanan arah dari urutan tadi.
Pengukuran Kelurusan Dengan Straigh Edge
Straigh Edge atau batang lurus dapat digunakan untuk permukaan batang
sebagai pengukur kelurusan garis batang lurus tersebut ditumpu secara simetrik
diatas permukaan sehingga lenturan yang terjadi adalah yang terkecil (s = 0,554 l)
sebagai tumpuan digunakan dua blok ukur dengan ukuran normal yang sama.
Pada setiap lokasi tertentu (diberi tanda dengan jarak yang sama), dilakukan
pengukuran celah antara batang lurus dengan permukaan bidang yang diukur
kelurusannya.
Bidang yang rata hubungannya dengan kelurusan adalah bidang yang rata
sudah pasti dikatakan lurus tetapi bidang yang lurus belum tentu dikatakan rata.
Pengukuran kelurusan berarti menunjukkan sampai sejauh mana suatu garis
atau permukaan menyimpang dari kondisi idealnya yaitu permukaan atau garis
yang lurus.
Teori Alat Ukur
Square level
Square level adalah alat untuk mengukur kelurusan suatu bidang. Memiliki
konstruksi berbentuk persegi, dan memiliki cairan untuk mununjukan skala yang
berada ditengah alat. Cairan yang digunakan untuk mengukur adalah spritus. Skala
yang dapat dibaca pada square level adalah dari -4 sampai dengan +4. Dengan
bentuk sisinya yang lurus dan kokoh, square level dapat merasakan perubahan
yang kelurusan yang relatif keci