buletin - aplindoaplindo.web.id/wp-content/uploads/2015/09/buletin-aplindo-49.pdf · informasi umum...
TRANSCRIPT

BULETIN APLINDO N0.49/2016, Oktober - Desember 2016
Asosiasi Industri Pengecoran Logam Indonesia
Gedung Manggala Wanabakti Blok IV Lantai 3 Ruang 303A
Jl. Gatot Subroto, Senayan, Jakarta 10270
Telp. 021.573 3832 ; 571 0486; Fax : 021.572 1328
Email :[email protected] Web Site : www.aplindo.web.id
APLINDO

BULETIN - APLINDO No.49/2016
1
DAFTAR ISI
No. Uraian Halaman
1. Pengantar Redaksi 2
2. Sistem Online Kementerian Perindustrian 3
3. The 14th Asian Foundry Congress 4
4. Standar Kerja Kompetensi Nasional Indonesia Bidang Logam dan
Mesin
5
5. Industri Timah Hitam Kekurangan Bahan Baku 24
6. Penurunan Harga Gas Untuk Industri
27
7. Seminar Die Casting Process Chain 2016 30
8 Data Kendaraan Bermotor
1. Data kendaraan bermotor roda 4 di Indonesia & ASEAN
2. Data kendaraan bermotor roda 2 di Indonesia & ASEAN
41
42
9. Informasi Umum dan Pameran 1. Website pemerintah yang dapat diakses
2. Website Asosiasi Industri Pengecoran Logam Indonesia 3. Website Himpunan Ahli Pengecoran Logam Indonesia
Pameran dan Seminar
44
44 44
44
BULETIN - APLINDO No.49/2016
2
Pengantar Redaksi
Pada edisi 49/2016 ini, membahas kebijakan penurunan harga gas dimana harga gas
bumi di Indonesia masih mahal berkisar antara 8,01 sd 12,28 US$ per mmBTU
dibandingkan dengan harga gas di luar negeri. Kebijakan penurunan harga gas industri
diyakini dapat memacu pertumbuhan ekonomi nasional tapi tidak terlaksana walaupun
Presiden Jokowi telah menginstruksikan untuk menurunkan harga gas dibawah 6 US$
per mmBTU pada rapat terbatas di istana negara tanggal 4 Oktober 2016 dua bulan
mendatang.
Diberitakan bahwa Standar Kompetensi Kerja Nasional Indonesia (SKKNI)
Logam dan Mesin yang mengacu pada Surat Keputusan Menteri Tenaga Kerja dan
Transmigrasi nomor 240/MEN/X/2004 tanggal 19 Oktober 2004 sudah lebih dari 10
tahun sehigga perlu ditinjau kembali untuk dilakukan penyempurnaan sejalan dengan
perkembangan ilmu pengetahuan dan teknologi. Standar Kerja Pengecoran Logam
berada pada Log04 Draft SKKNI Logam dan Mesin yang telah dibahas dalam rapat
konvensi uji SKKNI dan diharapkan selesai awal tahun 2017.
Kami informasikan pula bahwa Kementerian Perindustrian telah menerapkan Sistem
Informasi Industri Nasional (SIINAS) dan Sistem Informasi Ketahanan Industri (SIKI)
untuk mengoptimalkan Pelayanan Terpadu Satu Pintu (PTSP) yang mulai berlaku
tanggal 18 Nopember 2016 dan undangan The 14th Asian Foundry Congress 7-10th
November 2017 di Songdo Convensia, Incheon - Korea.
Dalam edisi ini juga memuat artikel-artikel untuk menambah pengetahuan dibidang
pengecoran logam, selanjutnya kami mengharapkan agar buletin ini menjadi media
antar anggota maupun antar industri pengecoran didalam negeri dan diluar negeri.
Harapan kami, seluruh anggota dapat mengisi buletin ini menjadi kenyataan.
Redaksi buletin APLINDO menghimbau anggota APLINDO berpartisipasi dalam mengisi
tulisan/artikel, data maupun informasi lain yang berhubungan dengan industri
pengecoran logam. Naskah tulisan/artikel dapat dikirim ke sekretariat APLINDO, melalui
email ataupun fax.
Redaksi
BULETIN - APLINDO No.49/2016
3
Sistem Online Kementerian Perindustrian
Guna mendukung optimalisasi Pelayanan Terpadu Satu Pintu (PTSP) di Kementerian
Perindustrian kini menerapkan sistem online mulai tanggal 18 Nopember 2016 yakni
Sistem Informasi Industri Nasional (SIINAS) dan Sistem Informasi Ketahanan Industri
(SIKI).Sistem ini diperuntukan untuk industri yang memerlukan rekomendasi atau
pertimbangan teknis dari Kementerian Perindustrian yang dapat dilakukan secara online.
1. Sistem Informasi Industri Nasional (SIINAS)
Langkah ini sebagai wujud aktualisasi budaya kerja kami melalui inovasi di bidang
sistem informasi industri, yang diharapkan dapat lebih memudahkan dan cepat
dalam memberikan pelayanan publik.
Bagi perusahaan industri yang ingin mendapatkan rekomendasi teknis dari
Kementerian Perindustrian dapat dilakukkan secara online melalui beberapa tahap :
1. Melakukan registrasi melalui website siinas.kemenperin.go.id.
2. Selanjutnya, pemohon membawa dokumen perusahaan asli (NPWP, TDP, SIUP,
IUI dan API), bukti registrasi dan surat kuasa untuk pengambilan username dan
password ke Unit Pelayanan Publik (UP2) untuk verifikasi dokumen identitas
perusahaan.
Setelah verifikasi selesai, petugas UP2 akan memberikan username dan password
kepada pemohon agar bisa mengunggah berkas persyaratan di portal SIINAS
Dalam verifikasi ini Perusahaan bisa datang ke UP2 di kantor Kemenperin atau di
balai besar dan barsitand seluruh Indonesia yang terdekat dengan lokasi
perusahaan.
2. Sistem Informasi Ketahanan Industri (SIKI)
SIKI merupakan upaya pemantauan dini terhadap pergerakan arus barang impor
yang dapat berdampak pada ketahanan industri dalam negeri. Portal sistem ini juga
merupakan sumber informasi isu pengamanan perdagangan yang terjadi di negara
mitra antara lain informasi mengenai hambatan non tarif, praktik dumping dan lain-
lain.
---000---
BULETIN - APLINDO No.49/2016
4
Contact Us Organizing Committee of the 14th AFC #11, Yeongdeungpo-ro27 gil, Yeongdeungpo-gu, Seoul, 07266, Korea E-mail: [email protected] Tel.: +82-2-2069-2877 Fax.: +82-2-2069-2879 Website: www.afc14.or.kr/ www.afc14.org

BULETIN - APLINDO No.49/2016
5
Standar Kerja Kompetensi Nasional Indonesia
Bidang Logam dan Mesin
Dalam rangka pengembangan Sumber Daya Manusia di bidang pengecoran logam baik
untuk pemenuhan kebutuhan industri manufaktur nasional di dalam negeri, diperlukan
adanya perangkat standar yang mengukur kompetensi dari seseorang sesuai dengan
keahliannya. Standar Kompetensi Kerja Nasional Indonesia (SKKNI) merupakan
rumusan kemampuan kerja yang mencakup aspek pengetahuan, keterampilan dan/atau
keahlian, serta sikap kerja yang relevan dengan pelaksanaan tugas yang ditetapkan
secara nasional.
Standar Kompetensi Kerja Nasional Indonesia (SKKNI) Pengecoran Logam berada di sub
bidang SKKNI Logam dan Mesin yang mengacu pada Surat Keputusan Menteri Tenaga
Kerja dan Transmigrasi nomor 240/MEN/X/2004 tanggal 19 Oktober 2004. SKKNI Logam
dan Mesin sudah lebih dari 10 tahun sehigga perlu dan ditinjau kembali untuk dilakukan
penyempurnaan sejalan dengan perkembangan ilmu pengetahuan dan teknologi serta
kebutuhan Industri di bidang Logam dan Mesin.
Revisi dan konsep rancangan SKKNI Logam dan Mesin kini telah berada pada tahap
konvensi Uji dan diharapkan akan keluar akhir tahun 2016.
Standar Kompetensi bidang Pengecoran Logam berada pada LOG 04 dengan bahasan
sbagai berikut :
1. KODE UNIT : C.28LOG04.001.2
JUDUL UNIT : Mengoperasikan Tanur Peleburan
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam mengoperasikan tanur peleburan.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Memilih Bahan 1.1 Formulir permintaan barang dilengkapi sesuai
kebutuhan berdasar prosedur operasi standar.
1.2 Analisis bahan dilakukan sesuai prosedur
operasi standar.
1.3 Analisis peramuan (charge) dikonversikan terhadap berat peramuan (charge weight)
dalam tanur dengan menggunakan prosedur operasi standar.
1.4 Peramuan ditimbang menurut prosedur operasi standar.
2. Memulai (startup) tanur 2.1 Tanur diperiksa terhadap kemungkinan adanya kesalahan atau kerusakan sesuai prosedur

BULETIN - APLINDO No.49/2016
6
2. KODE UNIT : C.28LOG04.002.2
JUDUL UNIT : Melakukan Pengecoran Tanpa Tekanan (Gravity Die Casting)
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam melakukan pengecoran tanpa tekanan (gravity
die casting).
operasi standar.
2.2 Perawatan operasional rutin tanur dilakukan
sesuai prosedur operasi standar.
2.3 Tanur di-startup sesuai prosedur operasi standar.
2.4 Kesalahan dilaporkan sesuai prosedur operasi standar.
3. Memuat tanur (charging) 3.1 Prosedur keselamatan kerja diidentifikasi.
3.2 Pemanasan awal terhadap bahan dilakukan
sesuai prosedur operasi standar.
3.3 Bahan dimasukkan ke dalam tanur sesuai prosedur operasi standar.
3.4 Area yang sesuai untuk pembuangan cairan
disiapkan sesuai prosedur operasi standar.
4. Memantau tanur 4.1 Tanur dikendalikan pada kondisi kerja sesuai
prosedur operasi standar.
4.2 Analisis kimia dilakukan dengan mengambil
contoh (sample).
4.3 Tindakan perbaikan komposisi cairan dilakukan sesuaiprosedur operasi standar.
4.4 Cairan dalam tanur di-drossed/degassed sesuai
prosedur operasi standar.
4.5 Temperatur logam cair dikendalikan sesuai
prosedur operasi standar.
5. Mengosongkan tanur 5.1 Jumlah logam cair ditentukan sesuai spesifikasi.
5.2 Pengolahan cairan logam (tapping) dilakukan
sesuai dengan prosedur operasi standar.
6. Mematikan tanur 6.1 Tanur dimatikan sesuai dengan prosedur
operasi standar.
6.2 Perawatan operasional rutin terhadap tanur
dilakukan sesuai dengan prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menyiapkan Peralatan 1.1 Pelapis cetakan (die coat) dicampur dengan perbandingan yang tepat sesuai prosedur
BULETIN - APLINDO No.49/2016
7
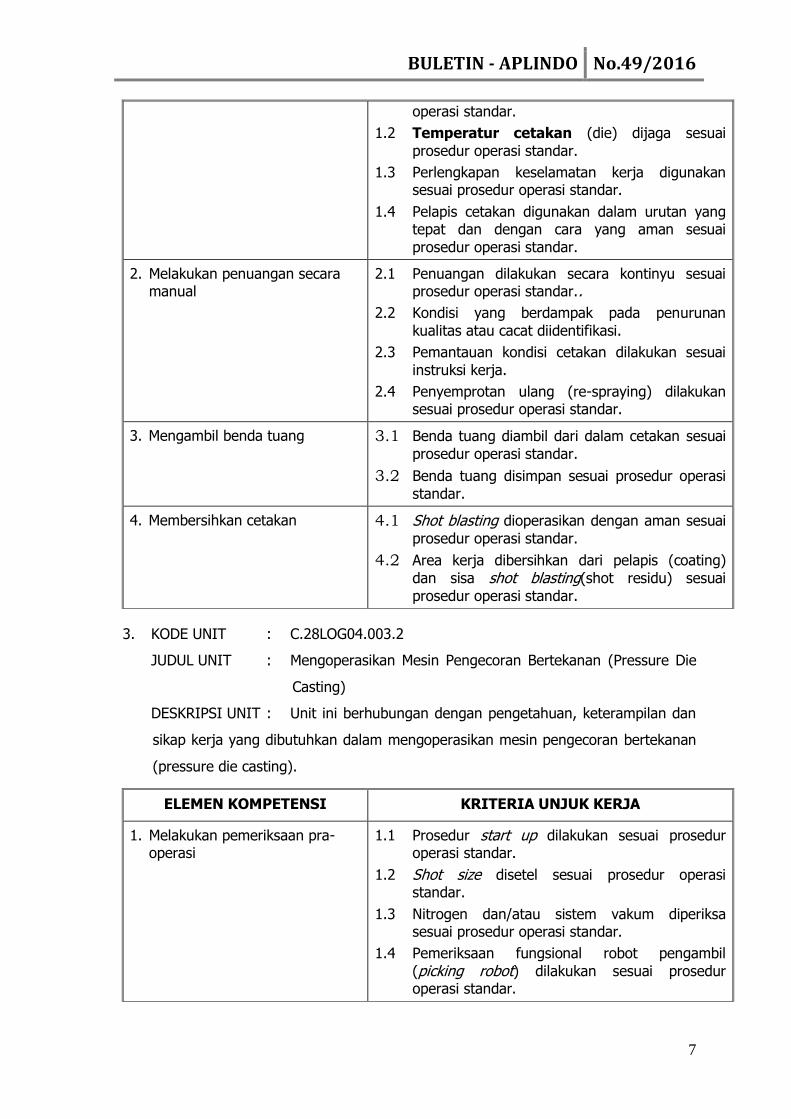
3. KODE UNIT : C.28LOG04.003.2
JUDUL UNIT : Mengoperasikan Mesin Pengecoran Bertekanan (Pressure Die
Casting)
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam mengoperasikan mesin pengecoran bertekanan
(pressure die casting).
operasi standar.
1.2 Temperatur cetakan (die) dijaga sesuai
prosedur operasi standar.
1.3 Perlengkapan keselamatan kerja digunakan sesuai prosedur operasi standar.
1.4 Pelapis cetakan digunakan dalam urutan yang tepat dan dengan cara yang aman sesuai
prosedur operasi standar.
2. Melakukan penuangan secara manual
2.1 Penuangan dilakukan secara kontinyu sesuai prosedur operasi standar..
2.2 Kondisi yang berdampak pada penurunan
kualitas atau cacat diidentifikasi.
2.3 Pemantauan kondisi cetakan dilakukan sesuai
instruksi kerja.
2.4 Penyemprotan ulang (re-spraying) dilakukan sesuai prosedur operasi standar.
3. Mengambil benda tuang 3.1 Benda tuang diambil dari dalam cetakan sesuai
prosedur operasi standar.
3.2 Benda tuang disimpan sesuai prosedur operasi
standar.
4. Membersihkan cetakan 4.1 Shot blasting dioperasikan dengan aman sesuai
prosedur operasi standar.
4.2 Area kerja dibersihkan dari pelapis (coating)
dan sisa shot blasting(shot residu) sesuai
prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Melakukan pemeriksaan pra-operasi
1.1 Prosedur start up dilakukan sesuai prosedur operasi standar.
1.2 Shot size disetel sesuai prosedur operasi standar.
1.3 Nitrogen dan/atau sistem vakum diperiksa sesuai prosedur operasi standar.
1.4 Pemeriksaan fungsional robot pengambil
(picking robot) dilakukan sesuai prosedur operasi standar.
BULETIN - APLINDO No.49/2016
8
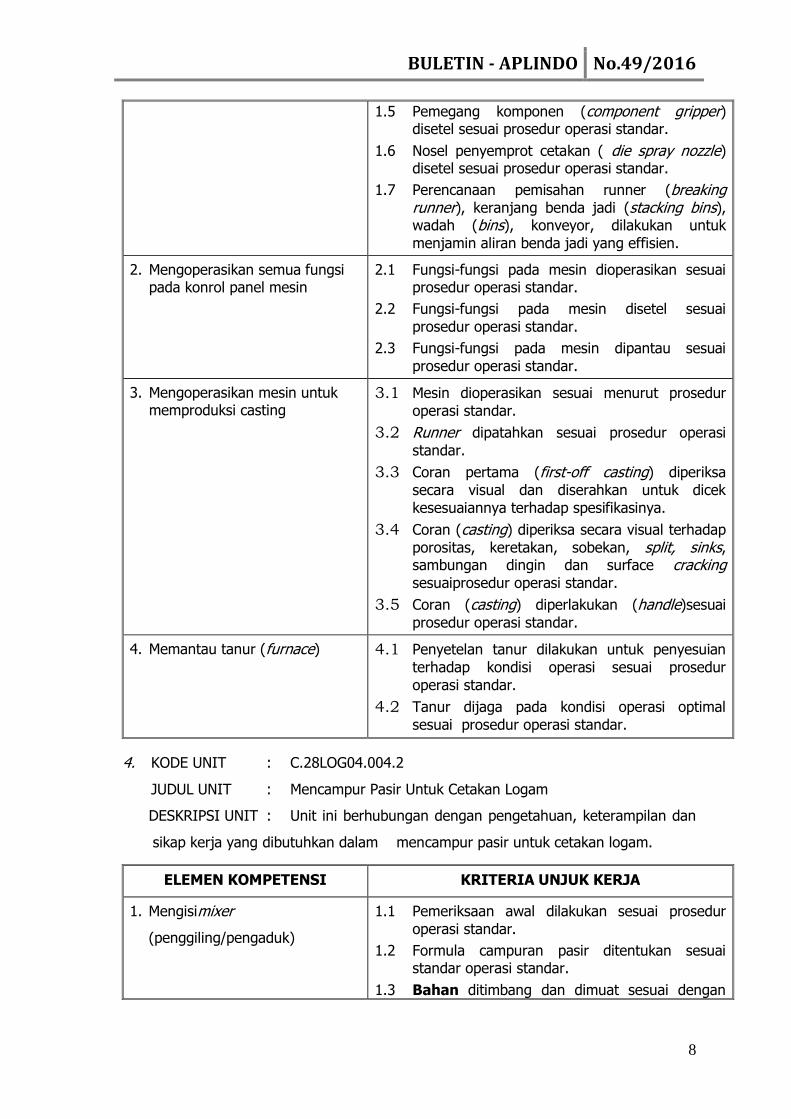
4. KODE UNIT : C.28LOG04.004.2
JUDUL UNIT : Mencampur Pasir Untuk Cetakan Logam
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam mencampur pasir untuk cetakan logam.
1.5 Pemegang komponen (component gripper) disetel sesuai prosedur operasi standar.
1.6 Nosel penyemprot cetakan ( die spray nozzle) disetel sesuai prosedur operasi standar.
1.7 Perencanaan pemisahan runner (breaking runner), keranjang benda jadi (stacking bins), wadah (bins), konveyor, dilakukan untuk
menjamin aliran benda jadi yang effisien.
2. Mengoperasikan semua fungsi pada konrol panel mesin
2.1 Fungsi-fungsi pada mesin dioperasikan sesuai prosedur operasi standar.
2.2 Fungsi-fungsi pada mesin disetel sesuai
prosedur operasi standar.
2.3 Fungsi-fungsi pada mesin dipantau sesuai
prosedur operasi standar.
3. Mengoperasikan mesin untuk memproduksi casting
3.1 Mesin dioperasikan sesuai menurut prosedur
operasi standar.
3.2 Runner dipatahkan sesuai prosedur operasi
standar.
3.3 Coran pertama (first-off casting) diperiksa
secara visual dan diserahkan untuk dicek
kesesuaiannya terhadap spesifikasinya.
3.4 Coran (casting) diperiksa secara visual terhadap
porositas, keretakan, sobekan, split, sinks, sambungan dingin dan surface cracking sesuaiprosedur operasi standar.
3.5 Coran (casting) diperlakukan (handle)sesuai
prosedur operasi standar.
4. Memantau tanur (furnace) 4.1 Penyetelan tanur dilakukan untuk penyesuian
terhadap kondisi operasi sesuai prosedur
operasi standar.
4.2 Tanur dijaga pada kondisi operasi optimal
sesuai prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Mengisimixer
(penggiling/pengaduk)
1.1 Pemeriksaan awal dilakukan sesuai prosedur
operasi standar.
1.2 Formula campuran pasir ditentukan sesuai standar operasi standar.
1.3 Bahan ditimbang dan dimuat sesuai dengan
BULETIN - APLINDO No.49/2016
9
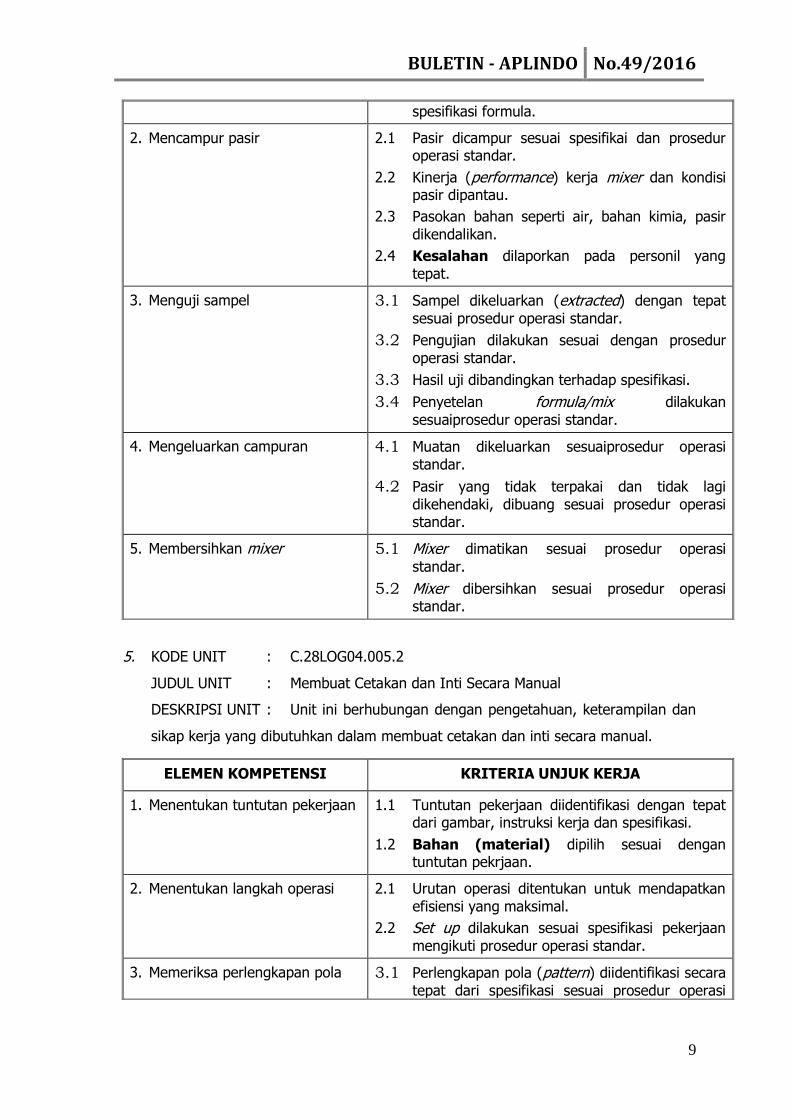
5. KODE UNIT : C.28LOG04.005.2
JUDUL UNIT : Membuat Cetakan dan Inti Secara Manual
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam membuat cetakan dan inti secara manual.
spesifikasi formula.
2. Mencampur pasir 2.1 Pasir dicampur sesuai spesifikai dan prosedur operasi standar.
2.2 Kinerja (performance) kerja mixer dan kondisi pasir dipantau.
2.3 Pasokan bahan seperti air, bahan kimia, pasir
dikendalikan.
2.4 Kesalahan dilaporkan pada personil yang
tepat.
3. Menguji sampel 3.1 Sampel dikeluarkan (extracted) dengan tepat
sesuai prosedur operasi standar.
3.2 Pengujian dilakukan sesuai dengan prosedur
operasi standar.
3.3 Hasil uji dibandingkan terhadap spesifikasi.
3.4 Penyetelan formula/mix dilakukan
sesuaiprosedur operasi standar.
4. Mengeluarkan campuran 4.1 Muatan dikeluarkan sesuaiprosedur operasi
standar.
4.2 Pasir yang tidak terpakai dan tidak lagi
dikehendaki, dibuang sesuai prosedur operasi standar.
5. Membersihkan mixer 5.1 Mixer dimatikan sesuai prosedur operasi
standar.
5.2 Mixer dibersihkan sesuai prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan pekerjaan 1.1 Tuntutan pekerjaan diidentifikasi dengan tepat dari gambar, instruksi kerja dan spesifikasi.
1.2 Bahan (material) dipilih sesuai dengan tuntutan pekrjaan.
2. Menentukan langkah operasi 2.1 Urutan operasi ditentukan untuk mendapatkan
efisiensi yang maksimal.
2.2 Set up dilakukan sesuai spesifikasi pekerjaan
mengikuti prosedur operasi standar.
3. Memeriksa perlengkapan pola 3.1 Perlengkapan pola (pattern) diidentifikasi secara
tepat dari spesifikasi sesuai prosedur operasi

BULETIN - APLINDO No.49/2016
10
standar.
3.2 Pola yang rusak diperbaiki sesuaiprosedur
operasi standar.
3.3 Pola dirakit sesuai prosedur operasi standar.
4. Membuat cetakan dan inti 4.1 Peralatan pembuatan cetakan/inti ditempatkan
sesuaiprosedur operasi standar.
4.2 Media yang tepat dipilih untuk membuat cetakan dan inti sesuai prosedur operasi
standar.
4.3 Media cetakan digunakan untuk memproduksi
cetakan dan inti menurut prosedur operasi
standar.
4.4 Cetakan dan inti ditumbuk sesuai prosedur
operasi standar.
4.5 Sistem pemisah digunakan sesuai prosedur
operasi standar.
4.6 Bagian lepas, ventilasi, penambah dan saluran terak ditempatkan sesuai prosedur operasi
standar.
4.7 Pola dan bagian lepas dicabut dari dalam
cetakan dan kotak inti sesuai prosedur operasi
standar.
4.8 Cetakan diperbaiki sesuai prosedur operasi
standar.
4.9 Cetakan dan inti dibersihkan sesuai prosedur
operasi standar.
4.10 Inti ditempatkan dalam rongga cetak
menggunakan penahan sesuai spesifikasi dan prosedur operasi standar.
4.11 Cawan tuang dibuat berdasarkan spesifikasi
sesuai prosedur operasi standar.
4.12 Cetakan diperiksa kesesuaiannya terhadap
spesifikasi komponen sesuai prosedur operasi standar.
4.13 Cetakan di-clamping (jepit) sesuai prosedur
operasi standar.
5. Membersihkan dan merapikan
area kerja 5.1 Tempat kerja dibersihkan sesuai prosedur
operasi standar.
5.2 Pasir yang telah terpakai dan tidak lagi
dikehendaki, dibuang sesuai prosedur operasi standar.
BULETIN - APLINDO No.49/2016
11
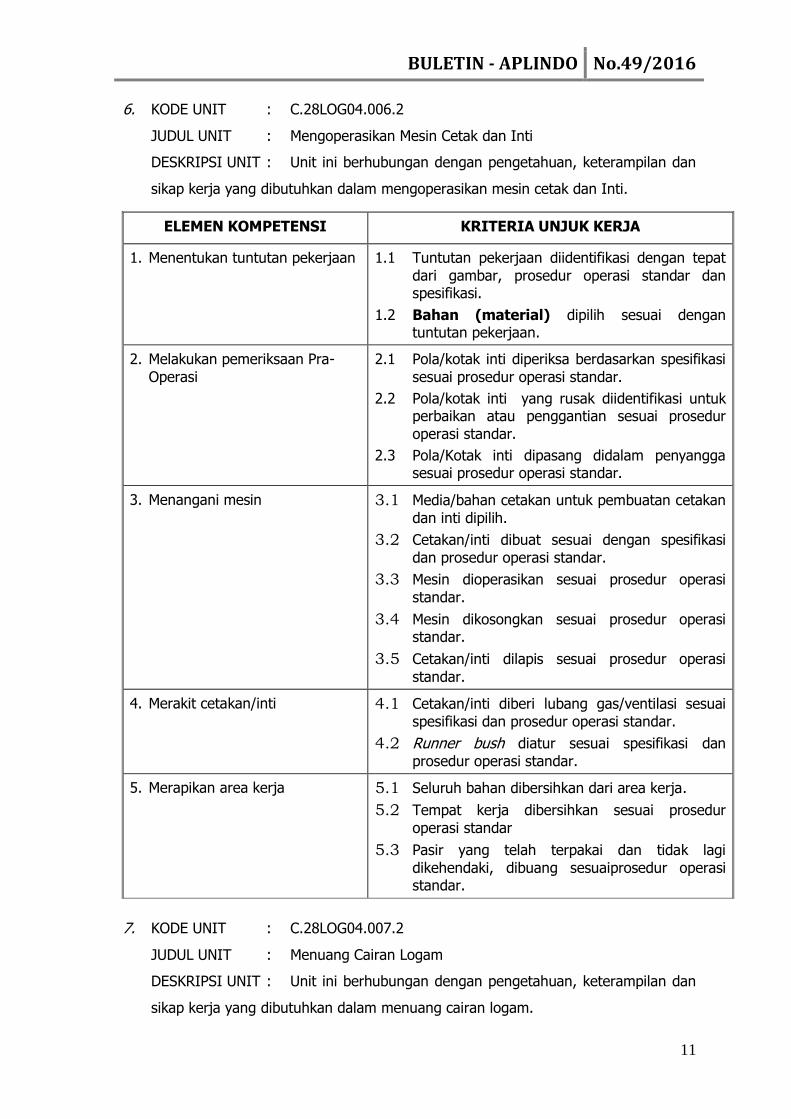
6. KODE UNIT : C.28LOG04.006.2
JUDUL UNIT : Mengoperasikan Mesin Cetak dan Inti
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam mengoperasikan mesin cetak dan Inti.
7. KODE UNIT : C.28LOG04.007.2
JUDUL UNIT : Menuang Cairan Logam
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam menuang cairan logam.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan pekerjaan 1.1 Tuntutan pekerjaan diidentifikasi dengan tepat
dari gambar, prosedur operasi standar dan spesifikasi.
1.2 Bahan (material) dipilih sesuai dengan tuntutan pekerjaan.
2. Melakukan pemeriksaan Pra-
Operasi
2.1 Pola/kotak inti diperiksa berdasarkan spesifikasi
sesuai prosedur operasi standar.
2.2 Pola/kotak inti yang rusak diidentifikasi untuk perbaikan atau penggantian sesuai prosedur
operasi standar.
2.3 Pola/Kotak inti dipasang didalam penyangga sesuai prosedur operasi standar.
3. Menangani mesin 3.1 Media/bahan cetakan untuk pembuatan cetakan
dan inti dipilih.
3.2 Cetakan/inti dibuat sesuai dengan spesifikasi
dan prosedur operasi standar.
3.3 Mesin dioperasikan sesuai prosedur operasi
standar.
3.4 Mesin dikosongkan sesuai prosedur operasi standar.
3.5 Cetakan/inti dilapis sesuai prosedur operasi
standar.
4. Merakit cetakan/inti 4.1 Cetakan/inti diberi lubang gas/ventilasi sesuai
spesifikasi dan prosedur operasi standar.
4.2 Runner bush diatur sesuai spesifikasi dan
prosedur operasi standar.
5. Merapikan area kerja 5.1 Seluruh bahan dibersihkan dari area kerja.
5.2 Tempat kerja dibersihkan sesuai prosedur
operasi standar
5.3 Pasir yang telah terpakai dan tidak lagi
dikehendaki, dibuang sesuaiprosedur operasi standar.

BULETIN - APLINDO No.49/2016
12
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Mempersiapkan penuangan
cairan logam
1.1 Kondisi cetakan (mould) dipersiapkan sesuai
prosedur operasi standar.
1.2 Kondisi ladel diperiksa sesuai prosedur operasi standar.
1.3 Temperatur logam cair diperiksa kesesuaiannya terhadap spesifikasi.
1.4 Metoda penuangan diatur urutan langkahnya
sesuai prosedur operasi standar.
1.5 Kapasitas penuangan diidentifikasi sesuai
spesifikasi dan prosedur operasi standar.
2. Mempersiapan ladel 2.1 Ladel disiapkan untuk menampung logam cair.
2.2 Pemanasan awal dilakukan sesuai prosedur
operasi standar.
3. Memindahkan ladel ke tungku 3.1 Klip pengaman diperiksa sesuai prosedur
operasi standar.
3.2 Ladel dipindahkan ke area penuangan sesuai
prosedur operasi standar.
3.3 Bahan tambah ditambahkan ke dalam logam
cair berdasarkan spesifikasi dan sesuai prosedur
operasi standar.
4. Menjaga kualitas logam seperti yang diperlukan
4.1 Terak/dros dibuang sesuai prosedur operasi
standar.
4.2 Temperatur dipantau sesuai prosedur operasi
standar.
4.3 Analisis kimia dilakukan sesuai prosedur operasi
standar.
5. Menuang logam cair 5.1 Informasi kepada personil yang berada didekat
area penuangan disampaikan sesuai prosedur
operasi standar.
5.2 Peralatan keselamatan kerja digunakan sesuai
spesifikasi dan prosedur operasi standar.
5.3 Logam dituang dengan jumlah yang tepat dan
kontinyu.
5.4 Batang uji dituang sesuai spesifikasi dan
prosedur operasi standar.
6. Mengosongkan sisa logam dari dalam ladel
6.1 Ingot dituang sesuai prosedur operasi standar.
6.2 Ingot ditandai sesuai prosedur operasi standar.
7. Mengembalikan ladel 7.1 Ladel dikosongkan sesuai prosedur operasi
standar.
7.2 Ladel dirawat sesuai prosedur operasi standar.

BULETIN - APLINDO No.49/2016
13
8. KODE UNIT : C.28LOG04.008.2
JUDUL UNIT : Membersihkan Logam Cor/Tempa
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam membersihkan logam cor/tempa.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan spesifikasi diidentifikasi
sesuai tuntutan kerja.
1.2 Cetakan dan/atau coran/benda tempa diatur
dengan tepat untuk proses yang efisien.
2. Mengamati tuntutan kondisi keselamatan
2.1 Peralatan perlindungan diri digunakan sesuai prosedur operasi standar.
2.2 Coran/tempa ditangani dengan menggunakan prosedur penanganan manual atau mekanis.
2.3 Coran/tempa ditempatkan secara aman.
3. Mengidentifikasi sisa bahan
yang harus dibuang
3.1 Coran dipisahkan dari cetakan dan/atau bahan
pasir sesuai prosedur operasi standar.
3.2 Coran/tempa diperiksa kesesuaiannya secara
visual untuk proses selanjutnya.
3.3 Sisa logam diidentifikasi sesuai instruksi kerja.
4. Memilih perkakas dan peralatan 4.1 Metoda pembersihan yang tepat dipilih.
4.2 Peralatan rumbling/shot blast/sand blast digunakan sesuai spesifikasi dan prosedur operasi standar.
4.3 Perkakas tangan yang tepat digunakan sesuai
tuntutan pekerjaan.
4.4 Mesin tangan (power tools) dan perlengkapan
yang tepat digunakan sesuai tuntutan pekerjaan.
5. Membuang sisa bahan 5.1 Sisa logam dibuang dengan menggunakan
metoda dan peralatan yang tepat sesuai prosedur operasi standar.
5.2 Sisa logam untuk proses daur ulang
diidentifikasi sesuai prosedur operasi standar.
6. Menguji kualitas coran/tempa
6.1 Coran/tempa diperiksa secara visual
kesesuaiannya terhadap spesifikasi.
6.2 Coran/tempa dinyatakan gagal sesuai spesifikasi
6.3 Coran/tempa diidentifikasi untuk pertimbangan
perbaikan.
6.4 Kesalahan dicatat sesuai prosedur operasi standar.

BULETIN - APLINDO No.49/2016
14
9. KODE UNIT : C.28LOG04.009.2
JUDUL UNIT : Menguji Coran/Tempa
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam menguji coran/tempa.
10. KODE UNIT : C.28LOG04.010.2
JUDUL UNIT : Membuat Pola dari Kayu
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat pola dari kayu.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Mengevaluasi coran/tempa 1.1 Gambar diidentifikasi dengan tepat.
1.2 Peralatan pengukuran digunakan dengan tepat.
2. Mengidentifikasi cacat coran/tempa
2.1 Prosedur pengambilan sampel yang tepat diterapkan sesuai prosedur operasi standar.
2.2 Coran/tempa yeng cacat diidentifikasi secara tepat sesuai prosedur operasi standar.
2.3 Penyebab yang mungkin atas cacat tuang diidentifikasi.
3. Mengidentifikasi sisa bahan yang harus dibuang
3.1 Pengujian dilakukan untuk mengevaluasi cacat
sesuai prosedur operasi standar.
3.2 Pengujian mampu bengkok, mampu
tarik,tegangan, kekerasan, kekuatan, dll
dilakukan seusai prosedur operasi standar.
3.3 Pengujian tidak merusak (nondestructif test) dilakukan untuk mengevaluasi cacat dalam sesuai prosedur operasi standar.
3.4 Uji tekan terhadap coran/tempa dilakukan
sesuai prosedur operasi standar.
3.5 Hasil pengujian dilaporkan kepada personil yang
tepat sesuai prosedur operasi standar.
4. Melakukan tindakan perbaikan 4.1 Tindakan perbaikan untuk mengilangkan
kesalahan yang telah teridentifikasi dilakukan menggunakan pengetahuan proses pengecoran
/penempaan .
4.2 Tindakan perbaikan dilaporkan kepada personil
yang tepat sesuai prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan pekerjaan 1.1 Prosedur operasi standar dan spesifikasi
diidentifikasi.
BULETIN - APLINDO No.49/2016
15
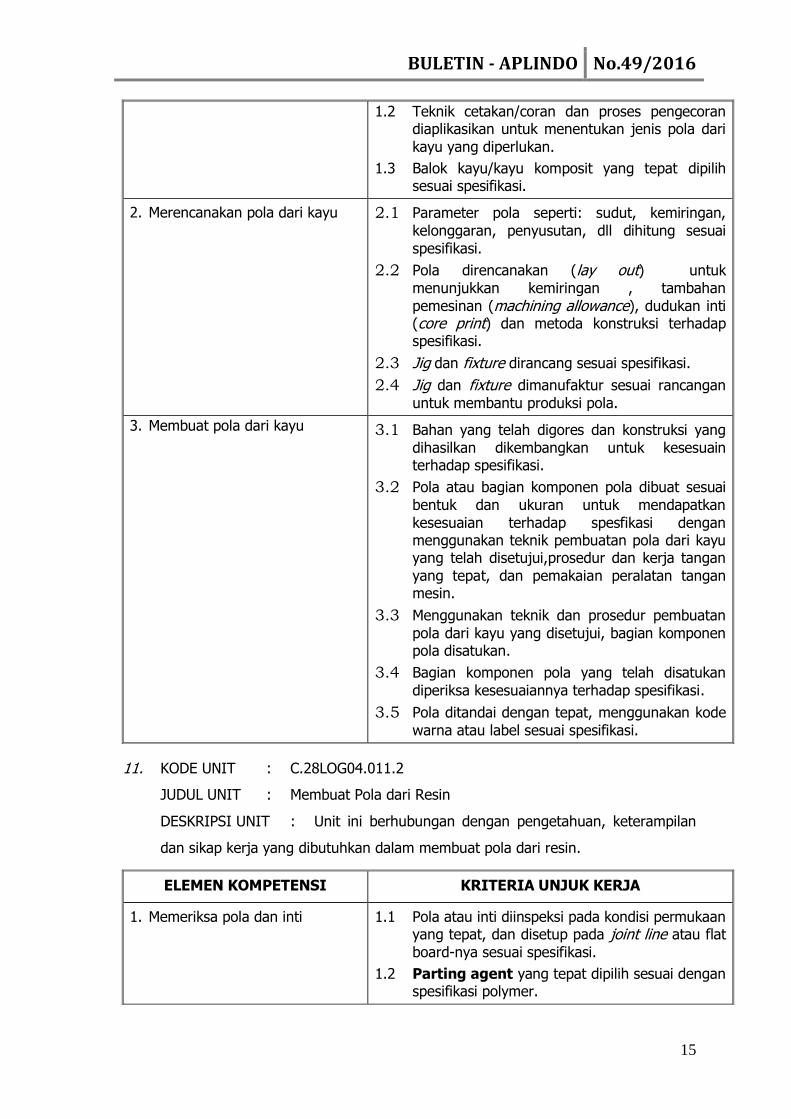
11. KODE UNIT : C.28LOG04.011.2
JUDUL UNIT : Membuat Pola dari Resin
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat pola dari resin.
1.2 Teknik cetakan/coran dan proses pengecoran diaplikasikan untuk menentukan jenis pola dari
kayu yang diperlukan.
1.3 Balok kayu/kayu komposit yang tepat dipilih sesuai spesifikasi.
2. Merencanakan pola dari kayu
2.1 Parameter pola seperti: sudut, kemiringan,
kelonggaran, penyusutan, dll dihitung sesuai
spesifikasi.
2.2 Pola direncanakan (lay out) untuk
menunjukkan kemiringan , tambahan
pemesinan (machining allowance), dudukan inti (core print) dan metoda konstruksi terhadap spesifikasi.
2.3 Jig dan fixture dirancang sesuai spesifikasi.
2.4 Jig dan fixture dimanufaktur sesuai rancangan
untuk membantu produksi pola.
3. Membuat pola dari kayu 3.1 Bahan yang telah digores dan konstruksi yang
dihasilkan dikembangkan untuk kesesuain terhadap spesifikasi.
3.2 Pola atau bagian komponen pola dibuat sesuai
bentuk dan ukuran untuk mendapatkan
kesesuaian terhadap spesfikasi dengan menggunakan teknik pembuatan pola dari kayu yang telah disetujui,prosedur dan kerja tangan
yang tepat, dan pemakaian peralatan tangan mesin.
3.3 Menggunakan teknik dan prosedur pembuatan
pola dari kayu yang disetujui, bagian komponen pola disatukan.
3.4 Bagian komponen pola yang telah disatukan
diperiksa kesesuaiannya terhadap spesifikasi.
3.5 Pola ditandai dengan tepat, menggunakan kode
warna atau label sesuai spesifikasi.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Memeriksa pola dan inti 1.1 Pola atau inti diinspeksi pada kondisi permukaan yang tepat, dan disetup pada joint line atau flat
board-nya sesuai spesifikasi.
1.2 Parting agent yang tepat dipilih sesuai dengan spesifikasi polymer.
BULETIN - APLINDO No.49/2016
16
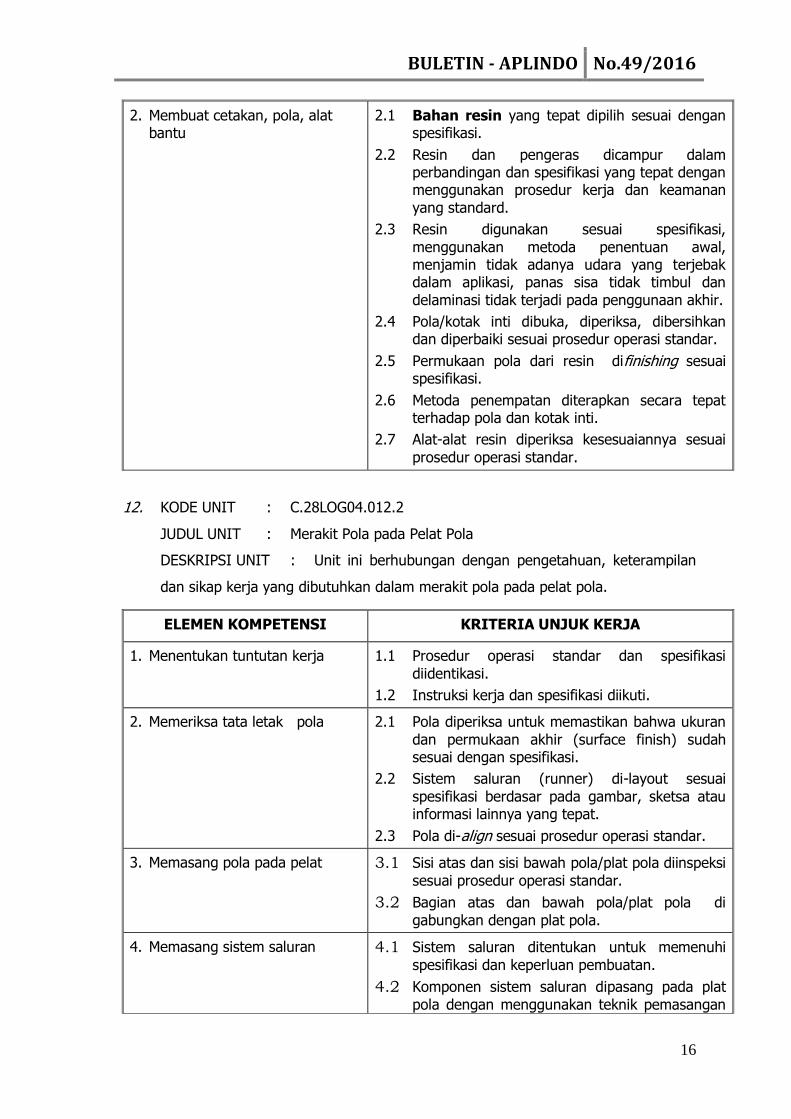
12. KODE UNIT : C.28LOG04.012.2
JUDUL UNIT : Merakit Pola pada Pelat Pola
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam merakit pola pada pelat pola.
2. Membuat cetakan, pola, alat bantu
2.1 Bahan resin yang tepat dipilih sesuai dengan spesifikasi.
2.2 Resin dan pengeras dicampur dalam perbandingan dan spesifikasi yang tepat dengan menggunakan prosedur kerja dan keamanan
yang standard.
2.3 Resin digunakan sesuai spesifikasi,
menggunakan metoda penentuan awal, menjamin tidak adanya udara yang terjebak dalam aplikasi, panas sisa tidak timbul dan
delaminasi tidak terjadi pada penggunaan akhir.
2.4 Pola/kotak inti dibuka, diperiksa, dibersihkan dan diperbaiki sesuai prosedur operasi standar.
2.5 Permukaan pola dari resin difinishing sesuai spesifikasi.
2.6 Metoda penempatan diterapkan secara tepat terhadap pola dan kotak inti.
2.7 Alat-alat resin diperiksa kesesuaiannya sesuai
prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Prosedur operasi standar dan spesifikasi
diidentikasi.
1.2 Instruksi kerja dan spesifikasi diikuti.
2. Memeriksa tata letak pola 2.1 Pola diperiksa untuk memastikan bahwa ukuran
dan permukaan akhir (surface finish) sudah sesuai dengan spesifikasi.
2.2 Sistem saluran (runner) di-layout sesuai
spesifikasi berdasar pada gambar, sketsa atau informasi lainnya yang tepat.
2.3 Pola di-align sesuai prosedur operasi standar.
3. Memasang pola pada pelat 3.1 Sisi atas dan sisi bawah pola/plat pola diinspeksi
sesuai prosedur operasi standar.
3.2 Bagian atas dan bawah pola/plat pola di
gabungkan dengan plat pola.
4. Memasang sistem saluran 4.1 Sistem saluran ditentukan untuk memenuhi
spesifikasi dan keperluan pembuatan.
4.2 Komponen sistem saluran dipasang pada plat
pola dengan menggunakan teknik pemasangan

BULETIN - APLINDO No.49/2016
17
13. KODE UNIT : C.28LOG04.013.2
JUDUL UNIT : Membuat Pola dari Polistiren
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat pola dari polisterin.
14. KODE UNIT : C.28LOG04.014.2
JUDUL UNIT : Membuat Pola untuk Produksi
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat pola untuk produksi.
dan penyambungan sesuai spesifikasi
5. Memeriksa rakitan pelat pola 5.1 Kelayakan cetak dari asembling plat pola
diinspeksi agar sesuai dengan spesifikasi.
5.2 Penyimpangan dari hasil pemeriksaan
dilaporkan kepada personil yang tepat.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan spesifikasi diidentifikasi.
1.2 Tipe dan tingkat (grade) polistiren dipilih untuk
kesesuaiannya terhadap spesifikasi.
2. Memberi tanda pada pola 2.1 Perhitungan dilakukan untuk menentukan penyusutan tuangan, kelonggaran, dn tambahan pekerjaan.
2.2 Pola/ komponen pola ditandai (marked out) sesuai spesifikasi
3. Membuat pola 3.1 Komponen pola disatukan menggunakan
perekat yang tepat.
3.2 Alat dan teknik yang tepat digunakan untuk
membuat pola dari polistiren sesuai dengan spesifikasi.
3.3 Pola diperiksa untuk menyesuaikan dengan
spesifikasi
3.4 Pola diberi tanda untuk identifikasi.
4. Melindungi pola dari kerusakan 4.1 Pola ditangani ( handled) dengan aman untuk
menghindari dari kerusakan sesuai prosedur
operasi standar.
4.2 Pola disimpan sesuai prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan spesifikasi diidentifikasi.
BULETIN - APLINDO No.49/2016
18
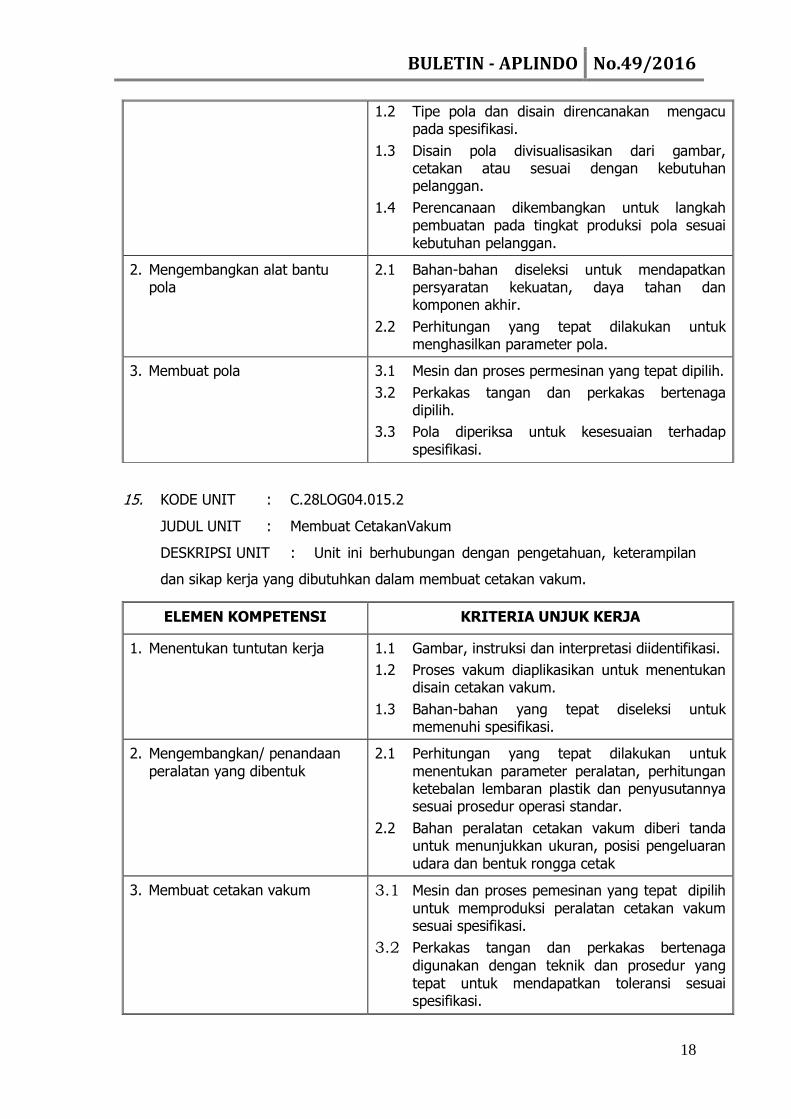
15. KODE UNIT : C.28LOG04.015.2
JUDUL UNIT : Membuat CetakanVakum
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat cetakan vakum.
1.2 Tipe pola dan disain direncanakan mengacu pada spesifikasi.
1.3 Disain pola divisualisasikan dari gambar, cetakan atau sesuai dengan kebutuhan pelanggan.
1.4 Perencanaan dikembangkan untuk langkah pembuatan pada tingkat produksi pola sesuai
kebutuhan pelanggan.
2. Mengembangkan alat bantu pola
2.1 Bahan-bahan diseleksi untuk mendapatkan persyaratan kekuatan, daya tahan dan komponen akhir.
2.2 Perhitungan yang tepat dilakukan untuk menghasilkan parameter pola.
3. Membuat pola 3.1 Mesin dan proses permesinan yang tepat dipilih.
3.2 Perkakas tangan dan perkakas bertenaga dipilih.
3.3 Pola diperiksa untuk kesesuaian terhadap
spesifikasi.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan interpretasi diidentifikasi.
1.2 Proses vakum diaplikasikan untuk menentukan disain cetakan vakum.
1.3 Bahan-bahan yang tepat diseleksi untuk memenuhi spesifikasi.
2. Mengembangkan/ penandaan
peralatan yang dibentuk
2.1 Perhitungan yang tepat dilakukan untuk
menentukan parameter peralatan, perhitungan ketebalan lembaran plastik dan penyusutannya sesuai prosedur operasi standar.
2.2 Bahan peralatan cetakan vakum diberi tanda untuk menunjukkan ukuran, posisi pengeluaran
udara dan bentuk rongga cetak
3. Membuat cetakan vakum 3.1 Mesin dan proses pemesinan yang tepat dipilih
untuk memproduksi peralatan cetakan vakum sesuai spesifikasi.
3.2 Perkakas tangan dan perkakas bertenaga
digunakan dengan teknik dan prosedur yang
tepat untuk mendapatkan toleransi sesuai spesifikasi.

BULETIN - APLINDO No.49/2016
19
16. KODE UNIT : C.28LOG04.016.2
JUDUL UNIT : Membuat Model Presisi
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat model presisi.
17. KODE UNIT : C.28LOG04.017.2
JUDUL UNIT : Membuat Pola untuk Roda Gigi
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam membuat pola untuk roda gigi.
3.3 Peralatan cetakan vakum yang telah
dikonstruksikan diperiksa sesuai spesifikasi.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan spesifikasi diidentifikasi.
1.2 Bahan diseleksi sesuai spesifikasi.
2. Mengatur tata letak model 2.1 Desain model akhir direncanakan berdasarkan referensi spesifikasi pelanggan.
2.2 Penyusutan (construction allowance), kelonggaran (clearance) , kemiringan (taper), ditetapkan sebagai parameter model.
2.3 Jig dan fixture dirancang sesuai dengan speifikasi.
3. Membuat model
3.1. Model dan area yang akan diproses
menggunakan mesin NC/CNC, ditentukan sesuai spesifikasi.
3.2. Mesin dan proses pemesinan yang tepat, dipilih untuk membuat model sesuai spesifikasi.
3.3. Perkakas tangan dan perkakas bertenaga
digunakan dengan teknik dan prosedur yang tepat untuk mendapatkan toleransi sesuai spesifikasi dan surface finish yang sesuai
dengan tipe model.
3.4. Pengukuran dilakukan untuk memeriksa
kesesuaian terhadap spesifikasi, menggunakan prosedur operasi standar.
3.5. Penyimpangan atau modifikasi dari disain
direkam sesuai prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Gambar, instruksi dan spesifikasi diidentifikasi.
1.2 Bahan yang tepat diseleksi sesuai spesifikasi.

BULETIN - APLINDO No.49/2016
20
18. KODE UNIT : C.28LOG04.018.2
JUDUL UNIT : Mengoperasikan Mesin Kerja untuk Kayu
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam mengoperasikan mesin kerja untuk kayu.
1.3 Cetakan, teknik cor dan proses pengecoran diaplikasikan dalam penentuan tipe pola yang
diperlukan.
2. Merancang pola 2.1 Parameter pola seperti lingkaran pitch, sudut tekan, bentuk gigi , helix kiri dan kanan, dimensi pitch axial, sudut , kemiringan ,
kelonggaran, tambahan penyusutan dll dihitung sesuai dengan pengembangan macam-macam
tipe roda gigi.
2.2 Perencanaan pola mencakup kemiringan, tambahan pengerjaan permesinan, dudukan inti
dan metoda konstruksi dll dibuat sesuai spesifikasi.
2.3 Jig dan fixture dibuat untuk membantu pembuatan pola.
3. Membuat pola
3.1. Bahan yang sudah diberi tanda dan konstruksi dikembangkan sesuai spesifikasi.
3.2. Pola atau komponen pola dibuat sesuai spesifikasi menggunakan prosedur operasi
standar.
3.3. Pola atau komponen pola dicek kesesuaiannya terhadap spesifikasi
3.4. Komponen pola digabungkan sesuai spesifikasi menggunakan teknik dan prosedur pembuatan
pola yang tepat.
3.5. Pola ditandai dengan tepat, diberi warna (colour code) dan /atau dilabel (tagged) sesuai
spesifikasi dan prosedur operasi standar.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menentukan tuntutan kerja 1.1 Instruksi kerja dan spesifikasi diidentifikasi.
1.2 Mesin kerja kayu dipilih dengan tepat sesuai
spesifikasi.
2. Mengeset mesin 2.1 Alat/pahat dipilih sesuai instruksi kerja.
2.2 Alat potong/pahat ditajamkan sesuai spesifikasi.
2.3 Alat potong/pahat dibentuk sesuai spesifikasi.
2.4 Alat potong/pahat dipasang sesuai instruksi
BULETIN - APLINDO No.49/2016
21
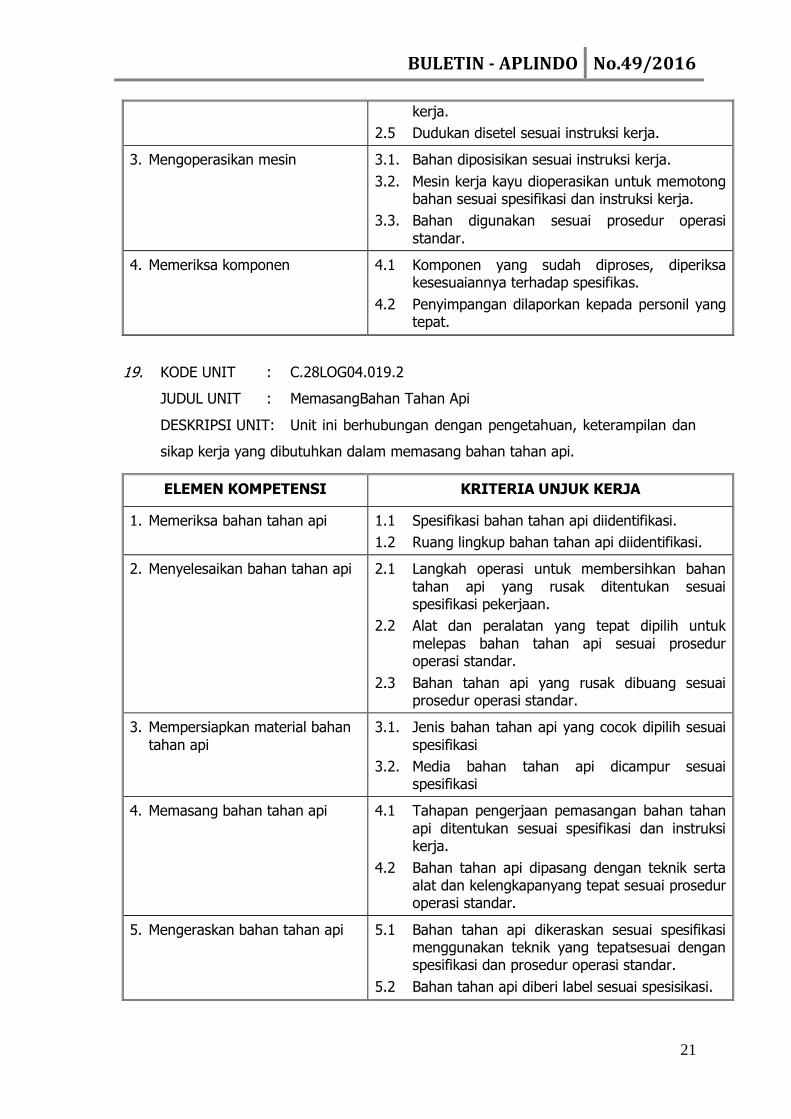
19. KODE UNIT : C.28LOG04.019.2
JUDUL UNIT : MemasangBahan Tahan Api
DESKRIPSI UNIT: Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam memasang bahan tahan api.
kerja.
2.5 Dudukan disetel sesuai instruksi kerja.
3. Mengoperasikan mesin 3.1. Bahan diposisikan sesuai instruksi kerja.
3.2. Mesin kerja kayu dioperasikan untuk memotong bahan sesuai spesifikasi dan instruksi kerja.
3.3. Bahan digunakan sesuai prosedur operasi
standar.
4. Memeriksa komponen 4.1 Komponen yang sudah diproses, diperiksa kesesuaiannya terhadap spesifikas.
4.2 Penyimpangan dilaporkan kepada personil yang tepat.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Memeriksa bahan tahan api 1.1 Spesifikasi bahan tahan api diidentifikasi.
1.2 Ruang lingkup bahan tahan api diidentifikasi.
2. Menyelesaikan bahan tahan api
2.1 Langkah operasi untuk membersihkan bahan
tahan api yang rusak ditentukan sesuai spesifikasi pekerjaan.
2.2 Alat dan peralatan yang tepat dipilih untuk
melepas bahan tahan api sesuai prosedur operasi standar.
2.3 Bahan tahan api yang rusak dibuang sesuai prosedur operasi standar.
3. Mempersiapkan material bahan
tahan api
3.1. Jenis bahan tahan api yang cocok dipilih sesuai
spesifikasi
3.2. Media bahan tahan api dicampur sesuai spesifikasi
4. Memasang bahan tahan api 4.1 Tahapan pengerjaan pemasangan bahan tahan
api ditentukan sesuai spesifikasi dan instruksi kerja.
4.2 Bahan tahan api dipasang dengan teknik serta alat dan kelengkapanyang tepat sesuai prosedur operasi standar.
5. Mengeraskan bahan tahan api 5.1 Bahan tahan api dikeraskan sesuai spesifikasi menggunakan teknik yang tepatsesuai dengan spesifikasi dan prosedur operasi standar.
5.2 Bahan tahan api diberi label sesuai spesisikasi.
BULETIN - APLINDO No.49/2016
22
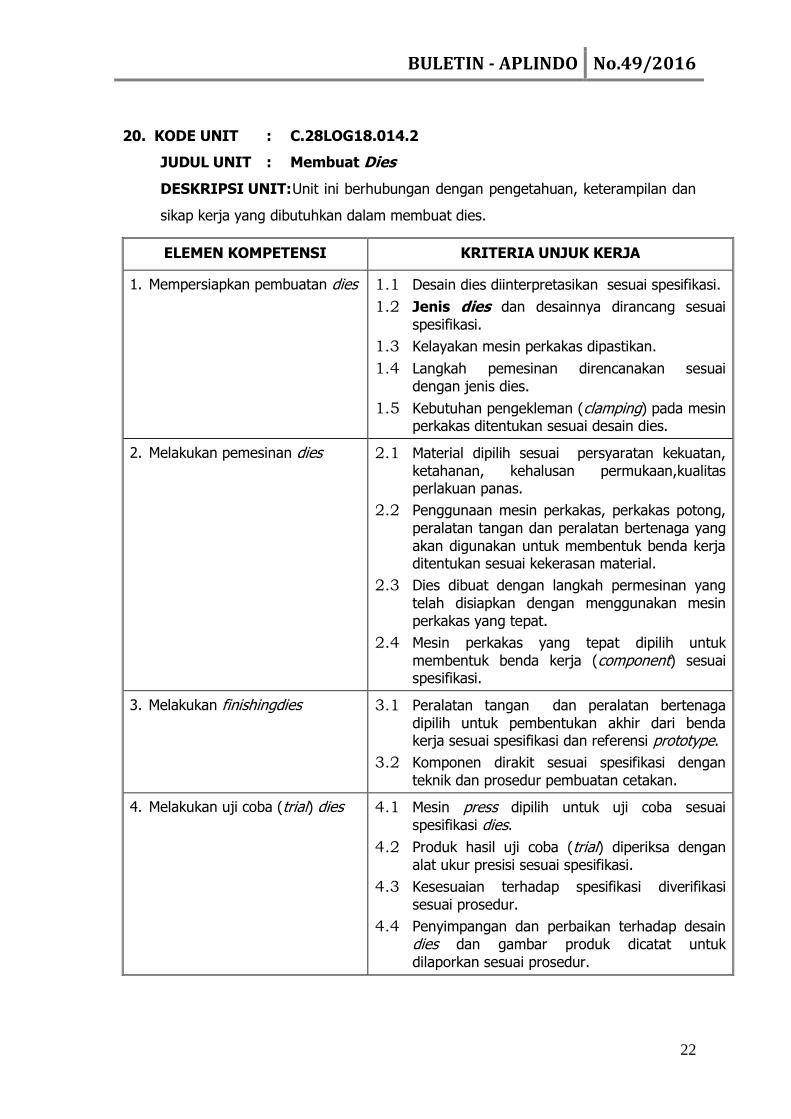
20. KODE UNIT : C.28LOG18.014.2
JUDUL UNIT : Membuat Dies
DESKRIPSI UNIT: Unit ini berhubungan dengan pengetahuan, keterampilan dan
sikap kerja yang dibutuhkan dalam membuat dies.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Mempersiapkan pembuatan dies
1.1 Desain dies diinterpretasikan sesuai spesifikasi.
1.2 Jenis dies dan desainnya dirancang sesuai
spesifikasi.
1.3 Kelayakan mesin perkakas dipastikan.
1.4 Langkah pemesinan direncanakan sesuai
dengan jenis dies.
1.5 Kebutuhan pengekleman (clamping) pada mesin perkakas ditentukan sesuai desain dies.
2. Melakukan pemesinan dies 2.1 Material dipilih sesuai persyaratan kekuatan,
ketahanan, kehalusan permukaan,kualitas perlakuan panas.
2.2 Penggunaan mesin perkakas, perkakas potong,
peralatan tangan dan peralatan bertenaga yang
akan digunakan untuk membentuk benda kerja ditentukan sesuai kekerasan material.
2.3 Dies dibuat dengan langkah permesinan yang
telah disiapkan dengan menggunakan mesin
perkakas yang tepat.
2.4 Mesin perkakas yang tepat dipilih untuk
membentuk benda kerja (component) sesuai spesifikasi.
3. Melakukan finishingdies 3.1 Peralatan tangan dan peralatan bertenaga
dipilih untuk pembentukan akhir dari benda kerja sesuai spesifikasi dan referensi prototype.
3.2 Komponen dirakit sesuai spesifikasi dengan
teknik dan prosedur pembuatan cetakan.
4. Melakukan uji coba (trial) dies 4.1 Mesin press dipilih untuk uji coba sesuai
spesifikasi dies.
4.2 Produk hasil uji coba (trial) diperiksa dengan
alat ukur presisi sesuai spesifikasi.
4.3 Kesesuaian terhadap spesifikasi diverifikasi
sesuai prosedur.
4.4 Penyimpangan dan perbaikan terhadap desain
dies dan gambar produk dicatat untuk
dilaporkan sesuai prosedur.

BULETIN - APLINDO No.49/2016
23
21. KODE UNIT : C.28LOG18.015.2
JUDUL UNIT : Memelihara Dies/Mould
DESKRIPSI UNIT : Unit ini berhubungan dengan pengetahuan, keterampilan
dan sikap kerja yang dibutuhkan dalam memelihara Dies/Mould.
ELEMEN KOMPETENSI KRITERIA UNJUK KERJA
1. Menganalisis kerusakan pada
dies/mould
1.1 Kerusakan dies/mould diidentifikasi sesuai
laporan produksi atau inspeksi rutin .
1.2 Rencana perbaikan/pemeliharaan dibuat.
2. Menentukan kerusakan
komponen dies/mould
2.1 Dies/mould dibongkar untuk memastikan
kerusakan terhadap konstruksi desain dan gambar produk.
2.2 Komponen dies/mould yang rusak/aus
dipastikan untuk penggantian atau perbaikan.
3. Membuat/memperbaiki
komponen dies/mould yang
rusak.
3.1 Mesin perkakas yang tepat dipilih untuk
digunakan.
3.2 Perkakas tangan dan perkakas bertenaga
dipilih untuk digunakan.
3.3 Parameter pemesinan untuk membuat
komponen diatur sesuai spesifikasi.
3.4 Perlakuan panas sesuai dengan spesifikasi
dilakukan.
4. Merakit dies/mould 4.1 Komponen diperiksa sesuai spesifikasi.
4.2 Dies/mould dirakit dengan teknik dan prosedur
pembuatan dies/mould.
5. Memastikan kesiapan
dies/mould untuk produksi
5.1 Dies/mould diuji coba (trial) untuk
mendapatkan produk sesuai spesifikasi.
5.2 Produk hasil uji coba (trial) diperiksa dengan
peralatan ukur yang tepat untuk menjamin kesesuaian terhadap spesifikasi.
5.3 Data-data penggantian dan perbaikan
komponen dicatat pada format perawatan dies/mould.
5.4 Dies/mould dikirim ke produksi atau tempat
penyimpanan.
BULETIN - APLINDO No.49/2016
24
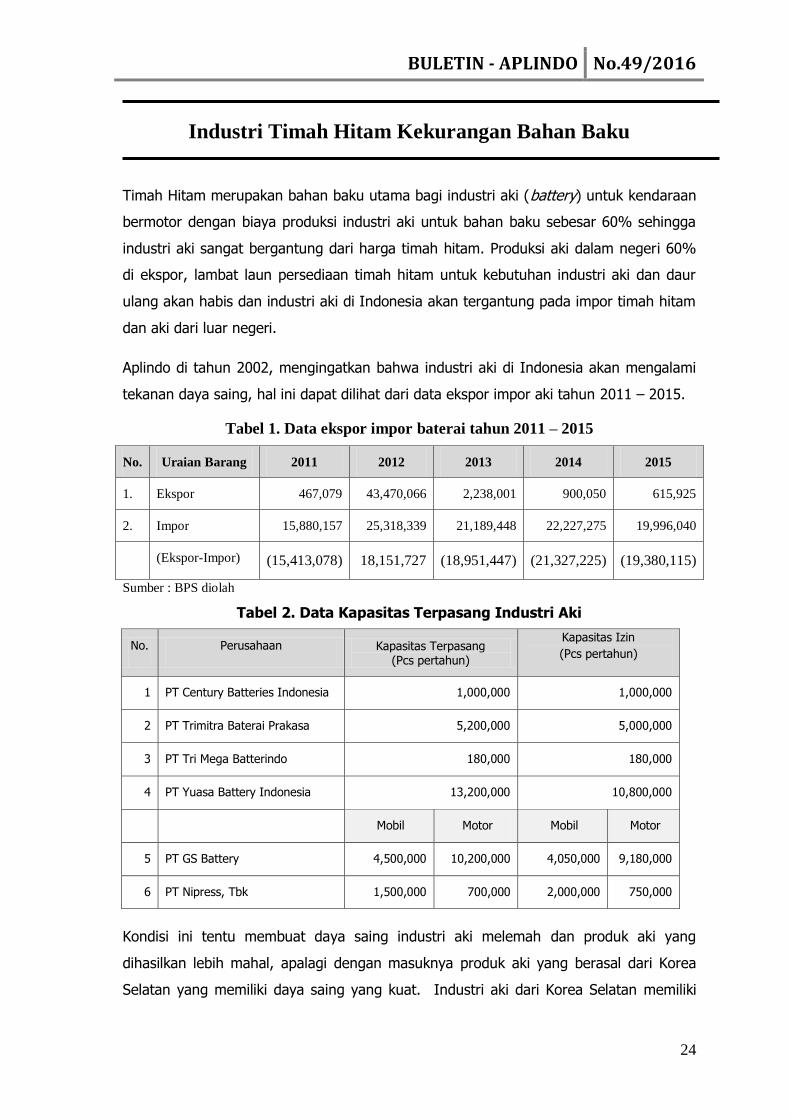
Industri Timah Hitam Kekurangan Bahan Baku
Timah Hitam merupakan bahan baku utama bagi industri aki (battery) untuk kendaraan
bermotor dengan biaya produksi industri aki untuk bahan baku sebesar 60% sehingga
industri aki sangat bergantung dari harga timah hitam. Produksi aki dalam negeri 60%
di ekspor, lambat laun persediaan timah hitam untuk kebutuhan industri aki dan daur
ulang akan habis dan industri aki di Indonesia akan tergantung pada impor timah hitam
dan aki dari luar negeri.
Aplindo di tahun 2002, mengingatkan bahwa industri aki di Indonesia akan mengalami
tekanan daya saing, hal ini dapat dilihat dari data ekspor impor aki tahun 2011 – 2015.
Tabel 1. Data ekspor impor baterai tahun 2011 – 2015
No. Uraian Barang 2011 2012 2013 2014 2015
1. Ekspor 467,079 43,470,066 2,238,001 900,050 615,925
2. Impor 15,880,157 25,318,339 21,189,448 22,227,275 19,996,040
(Ekspor-Impor) (15,413,078) 18,151,727 (18,951,447) (21,327,225) (19,380,115)
Sumber : BPS diolah
Tabel 2. Data Kapasitas Terpasang Industri Aki
No. Perusahaan Kapasitas Terpasang (Pcs pertahun)
Kapasitas Izin
(Pcs pertahun)
1 PT Century Batteries Indonesia 1,000,000 1,000,000
2 PT Trimitra Baterai Prakasa 5,200,000 5,000,000
3 PT Tri Mega Batterindo 180,000 180,000
4 PT Yuasa Battery Indonesia 13,200,000 10,800,000
Mobil Motor Mobil Motor
5 PT GS Battery 4,500,000 10,200,000 4,050,000 9,180,000
6 PT Nipress, Tbk 1,500,000 700,000 2,000,000 750,000
Kondisi ini tentu membuat daya saing industri aki melemah dan produk aki yang
dihasilkan lebih mahal, apalagi dengan masuknya produk aki yang berasal dari Korea
Selatan yang memiliki daya saing yang kuat. Industri aki dari Korea Selatan memiliki
BULETIN - APLINDO No.49/2016
25
daya saing yang kuat karena pasokan bahan baku timah hitam yang cukup. Timah
hitam ini diperoleh dari hasil pengolahan daur ulang aki bekas yang didapat dari impor
aki bekas dan dalam negeri Korea Selatan sendiri.
Perlu kita ketahui bahwa semua jenis logam yang dihasilkan dari daur ulang (recycle)
lebih murah dibanding dengan logam dari hasil pengolahan tambang, demikian juga
dengan timah hitam hasil daur ulang akan jauh lebih murah dibandingkan dengan
pengolahan hasil tambang.
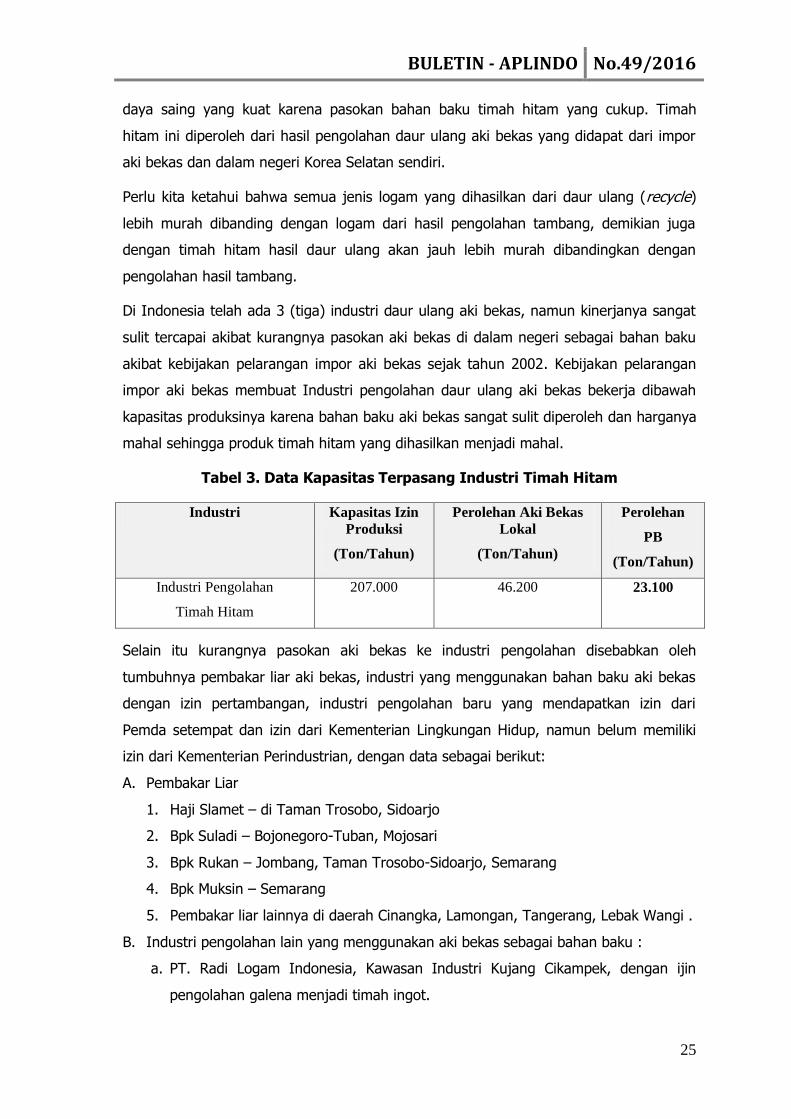
Di Indonesia telah ada 3 (tiga) industri daur ulang aki bekas, namun kinerjanya sangat
sulit tercapai akibat kurangnya pasokan aki bekas di dalam negeri sebagai bahan baku
akibat kebijakan pelarangan impor aki bekas sejak tahun 2002. Kebijakan pelarangan
impor aki bekas membuat Industri pengolahan daur ulang aki bekas bekerja dibawah
kapasitas produksinya karena bahan baku aki bekas sangat sulit diperoleh dan harganya
mahal sehingga produk timah hitam yang dihasilkan menjadi mahal.
Tabel 3. Data Kapasitas Terpasang Industri Timah Hitam
Industri Kapasitas Izin
Produksi
(Ton/Tahun)
Perolehan Aki Bekas
Lokal
(Ton/Tahun)
Perolehan
PB
(Ton/Tahun)
Industri Pengolahan
Timah Hitam
207.000 46.200 23.100
Selain itu kurangnya pasokan aki bekas ke industri pengolahan disebabkan oleh
tumbuhnya pembakar liar aki bekas, industri yang menggunakan bahan baku aki bekas
dengan izin pertambangan, industri pengolahan baru yang mendapatkan izin dari
Pemda setempat dan izin dari Kementerian Lingkungan Hidup, namun belum memiliki
izin dari Kementerian Perindustrian, dengan data sebagai berikut:
A. Pembakar Liar
1. Haji Slamet – di Taman Trosobo, Sidoarjo
2. Bpk Suladi – Bojonegoro-Tuban, Mojosari
3. Bpk Rukan – Jombang, Taman Trosobo-Sidoarjo, Semarang
4. Bpk Muksin – Semarang
5. Pembakar liar lainnya di daerah Cinangka, Lamongan, Tangerang, Lebak Wangi .
B. Industri pengolahan lain yang menggunakan aki bekas sebagai bahan baku :
a. PT. Radi Logam Indonesia, Kawasan Industri Kujang Cikampek, dengan ijin
pengolahan galena menjadi timah ingot.

BULETIN - APLINDO No.49/2016
26
b. PT. Kharaba Wiratama, Jl. Raya Tegal-Pemalang Km.11, KabTegal, dengan ijin
pemda setempat dan izin amdal dari KLH
c. PT. Tritan Metal dan Mineral, Parung Panjang, Cibinong, dengan ijin pemurnian
dari bahan baku timah ingot/bullion
d. PT. Hidup Makmur Steel, dengan ijin pertambangan.
e. CV. Lut Putra Solder, Tegal- Pengolahan limbah logam
Dengan adanya pembakar liar dan industri baru tersebut tanpa dilengkapi dengan
peralatan dan perlengkapan kendali pencemaran yang sesuai peraturan dan persyaratan
yang berlaku akan memiliki dampak negatif yang besar terhadap lingkungan dan akan
meracuni masyarakat sekitar, yang bertentangan dengan hakekat lingkungan hidup.
Upaya untuk mendapatkan harga timah hitam yang murah di Indonesia adalah dengan
meningkatkan kinerja ke-3 Industri Daur Ulang Timah Hitam yaitu PT. Indra Eramulti
Logam Industri, PT. Muhtomas dan PT. Non Ferindo Utama.
Berbagai cara telah dilakukan namun gagal, diantaranya adalah dengan menutup
pembakar-pembakar liar dengan memberdayakan sebagai pengumpul yang selanjutnya
dijual ke-3 industri pengolah aki bekas tersebut namun upaya ini gagal karena para
pengumpul ingin harga aki bekas tinggi dengan cara menawar mengadu penawaran
yang legal, impor bahan baku Lead Bullion dengan insentif Bea Masuk Ditanggung
Pemerintah (BMDTP) dan notifikasi impor aki bekas namun terkendala dengan UU no.32
tahun 2009 tentang Perlindungan dan Pengelolaan Lingkungan Hidup (PPLH).
Permerintah dalam hal ini Kementerian Perindustrian dan Kementerian
Lingkungan Hidup dan Kehutanan seharusnya memberikan insentif dan
melindungi industri pengolahan limbah yang telah ada untuk meminimalisir
pencemaran yang dilakukan oleh para pembakar liar, bukan melindungi para pembakar
liar dengan alasan kemanusiaan dan ekonomi.
---000---
BULETIN - APLINDO No.49/2016
27
Penurunan Harga Gas Untuk Industri
Harga gas saat ini di Indonesia sama seperti harga gas pada tahun 2012, walaupun
harga gas dunia di akhir tahun 2014 menurun hampir 50%.
Deregulasi Paket Kebijakan Ekonomi III tanggal 7 Oktober 2015 mengindikasikan harga
gas akan diturunkan untuk meningkatkan daya saing industri nasional.
Kemudian disusul dengan Peraturan Presiden (Perpres) No. 40 tahun 2016 yang
menyatakan bahwa keekonomian pengguna gas bumi tidak boleh lebih tinggi dari US$
6/MMBTU, disayangkan keluarnya Peraturan Menteri (Permen) ESDM No. 16 tahun 2016
sebagai petunjuk pelaksanaan Perpres No. 40 tahun 2016 menyatakan bahwa
keekonomian di titik serah kontraktor.
Terakhir pada tanggal 4 Oktober 2016 Presiden di dalam rapat terbatas yang disiarkan
ke publik bahwa harga gas akan diturunkan ke US$ 5-6/MMBTU.
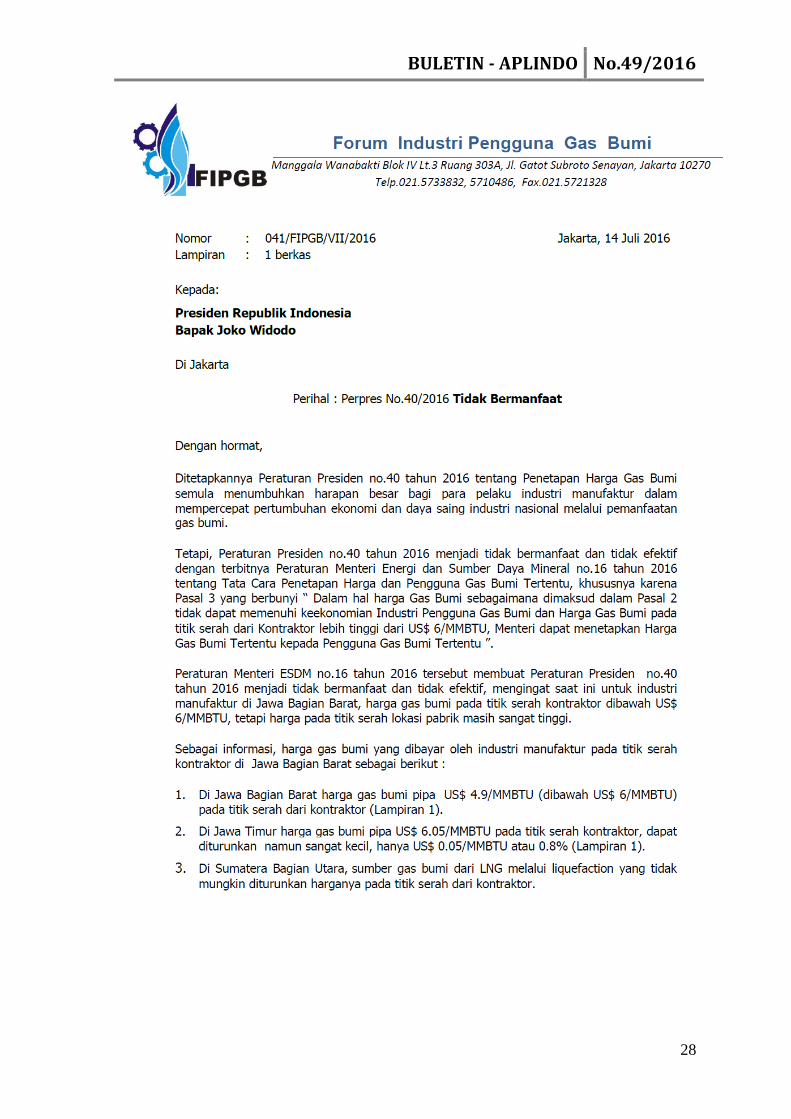
Forum Industri Pengguna Gas Bumi (FIPGB) yang beranggotan asosiasi-asosiasi industri
memberanikan diri melaporkan ke Presiden Jokowi pada tanggal 14 Juli 2016, perihal :
Perpres No. 40/2016 Tidak Bermanfaat (terlampir).
BULETIN - APLINDO No.49/2016
28

BULETIN - APLINDO No.49/2016
29

BULETIN - APLINDO No.49/2016
30
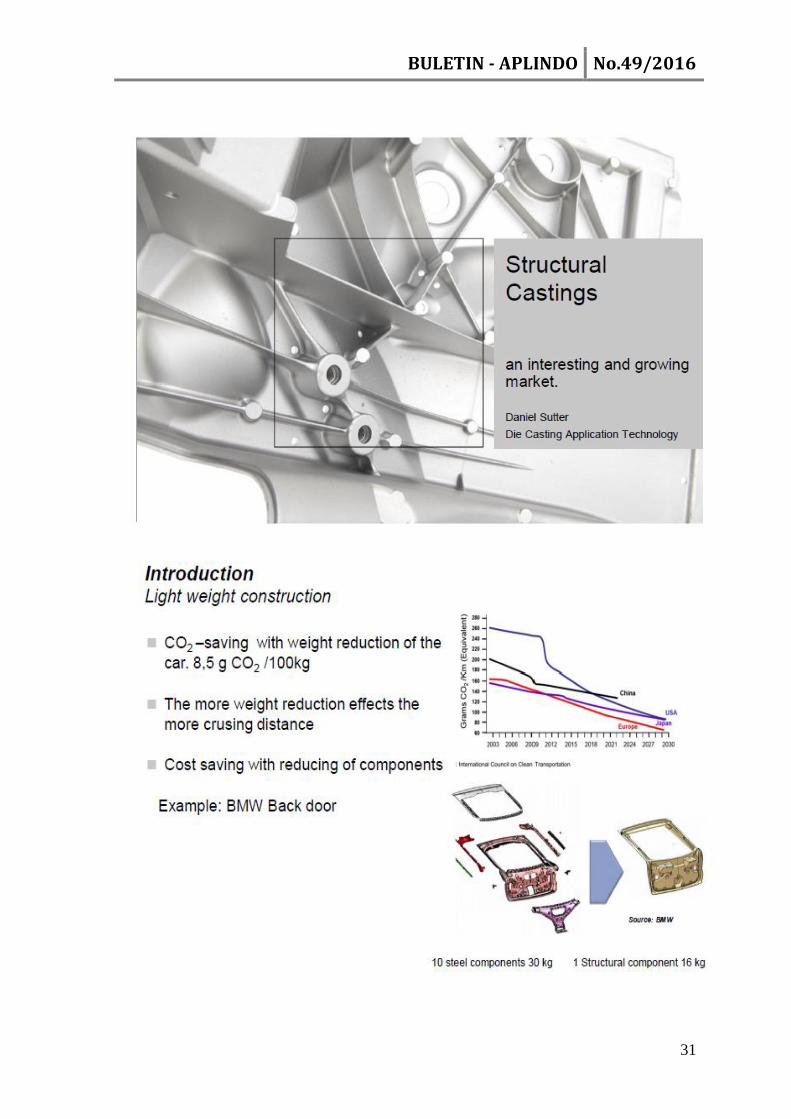
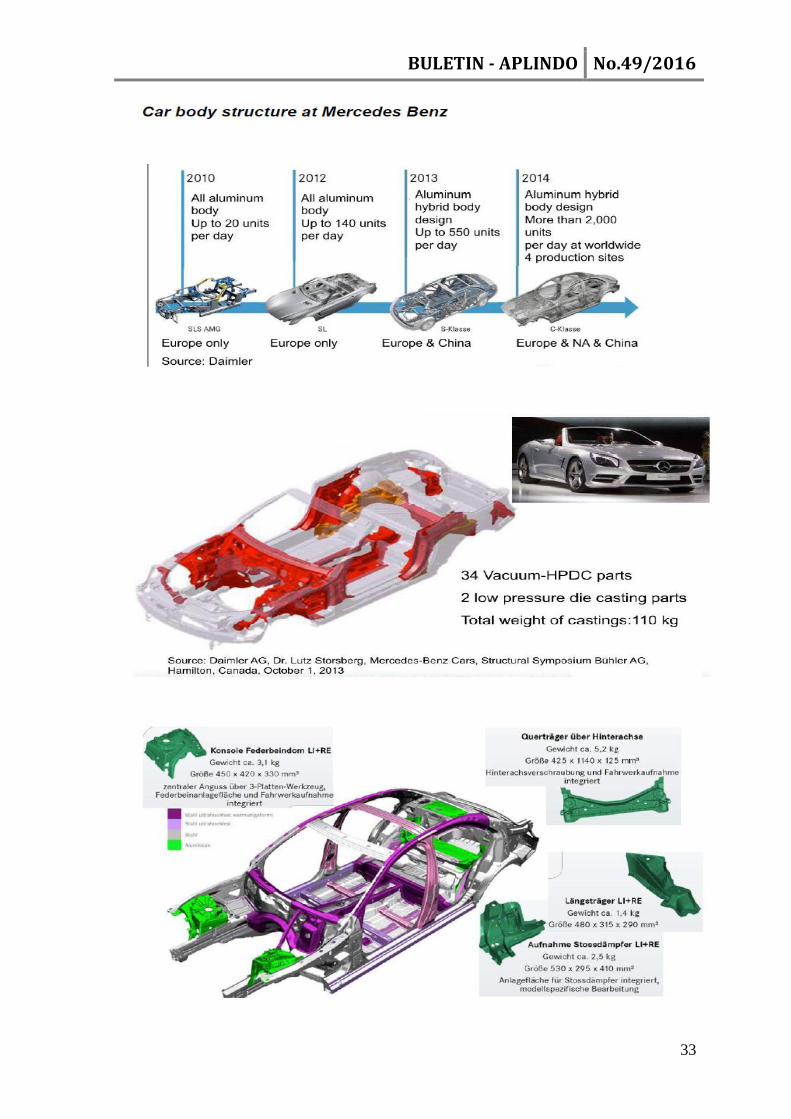
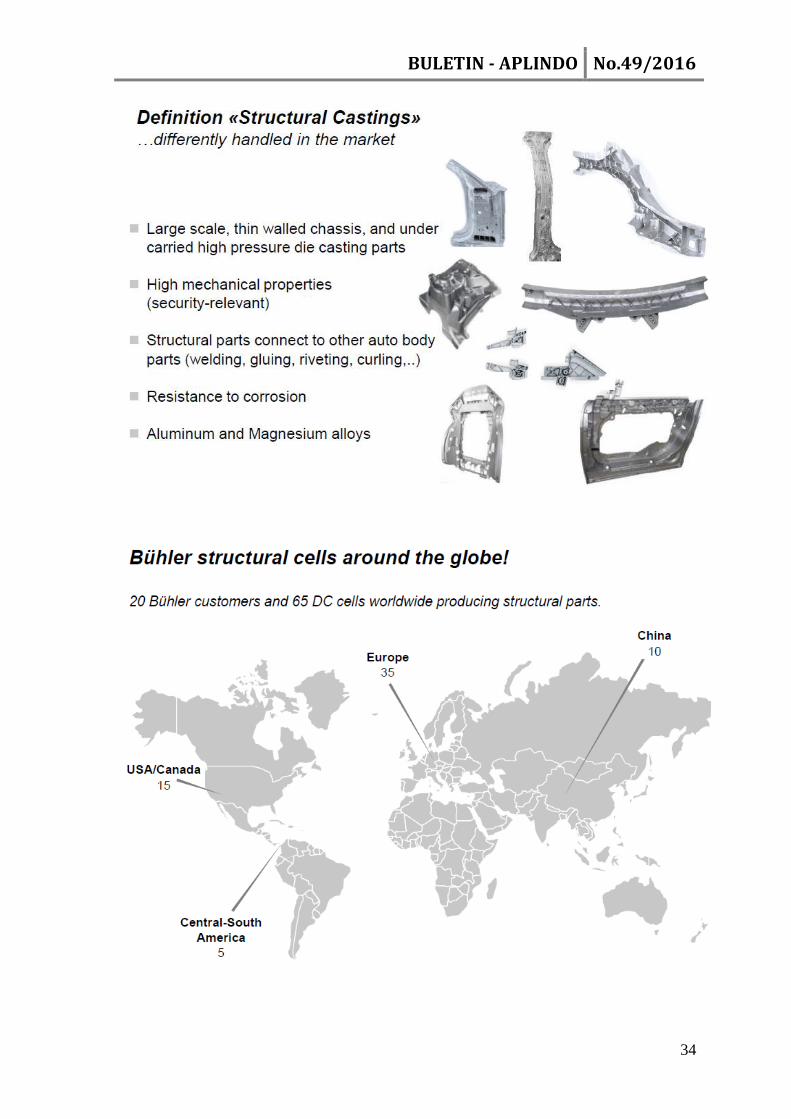
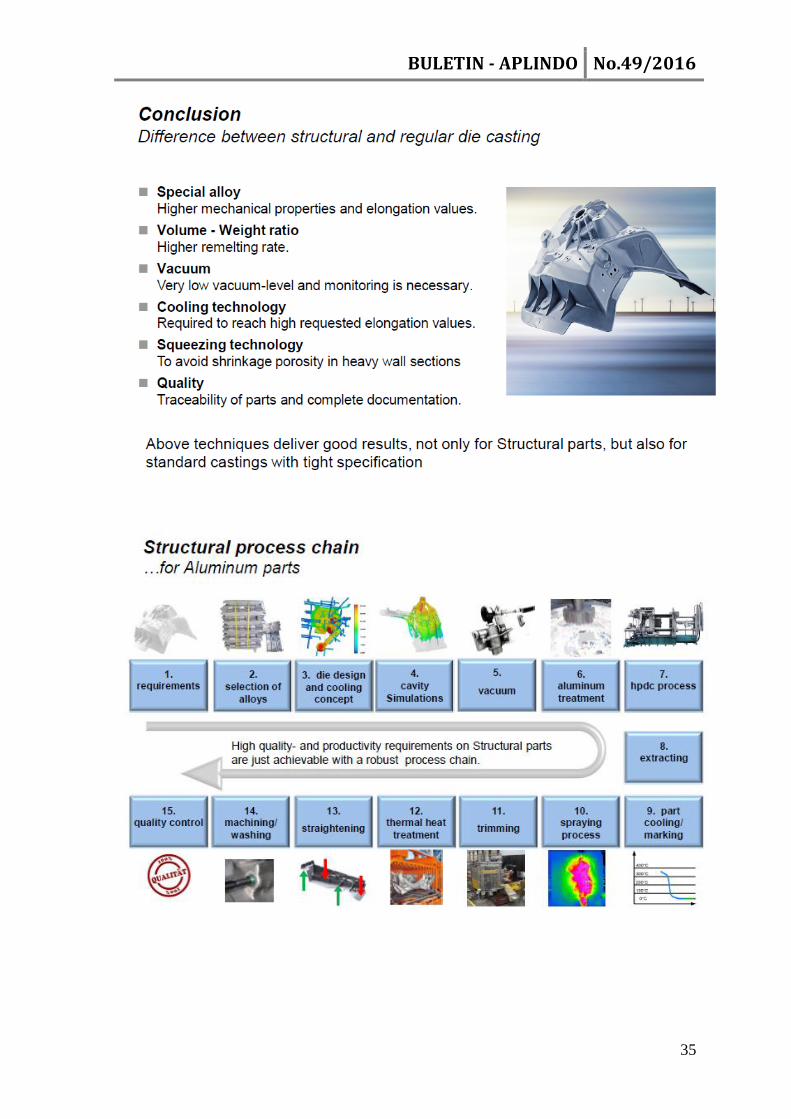
Seminar Die Casting Process Chain 2016
22 Juli 2016
Seminar Die Casting Process Chain 2016 merupakan penyelenggaraan ke-3 dari Loka
karya Die Desain diselenggarakan di Jakarta tanggal 22 Juli 2016 yang diikuti oleh 50
peserta dari beberapa perusahaan pengecoran alumunium Indonesia. Seminar ini
menghadirkan pembicara dari Tenaga Ahli Buhler Swistzerland yang memiliki
pengalaman dalam proses pengecoran lebih dari 40 tahun yaitu Mr. Ulrich Wiedmer, Mr.
Claude Stalder dan Mr. Daniel Sutter.
Peserta Seminar Seminar Die Casting Process Chain 2016
Penyelenggaraan seminar ini terbilang sukses dan pelanggan yang bergabung pada
lokakarya ini sangat aktif dan tertarik, untuk mengetahui lebih jelas dapat lihat dari
materi seminar di halaman berikut.
BULETIN - APLINDO No.49/2016
31

BULETIN - APLINDO No.49/2016
32
BULETIN - APLINDO No.49/2016
33
BULETIN - APLINDO No.49/2016
34
BULETIN - APLINDO No.49/2016
35
BULETIN - APLINDO No.49/2016
36
BULETIN - APLINDO No.49/2016
37

BULETIN - APLINDO No.49/2016
38
BULETIN - APLINDO No.49/2016
39

BULETIN - APLINDO No.49/2016
40
BULETIN - APLINDO No.49/2016
41
Data Kendaraan Bermotor
1. Data Kendaran Roda 4
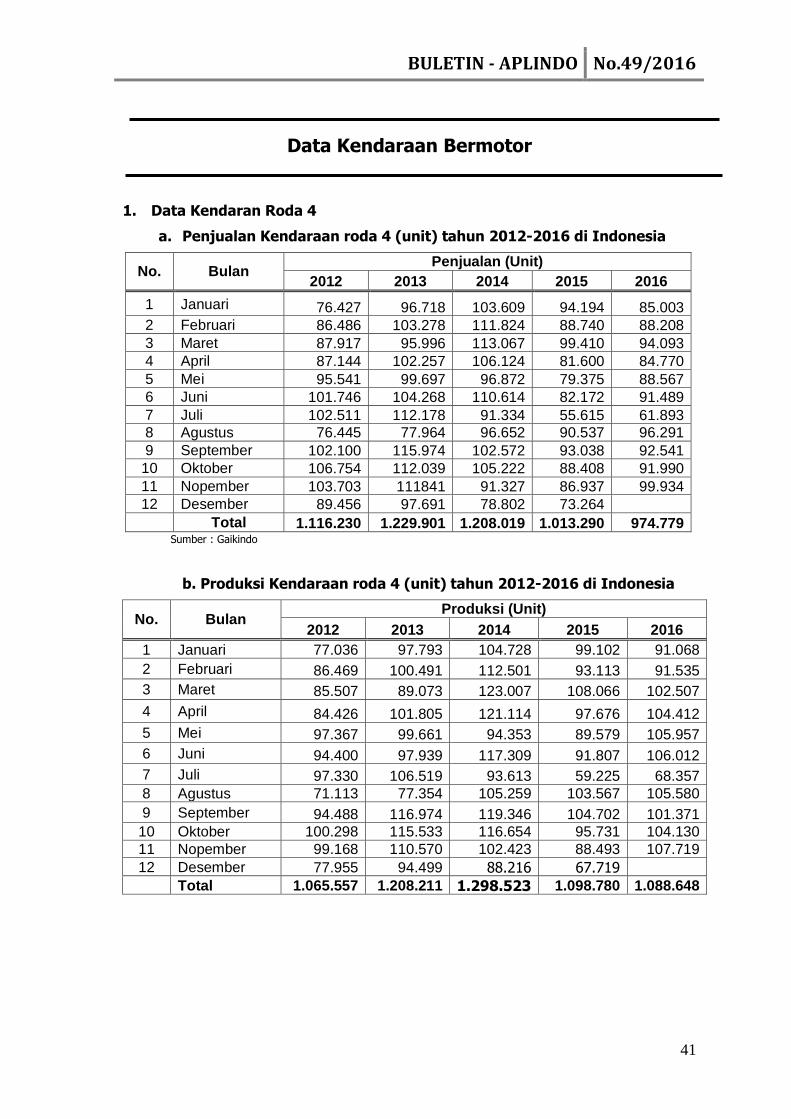
a. Penjualan Kendaraan roda 4 (unit) tahun 2012-2016 di Indonesia
No. Bulan Penjualan (Unit)
2012 2013 2014 2015 2016
1 Januari 76.427 96.718 103.609 94.194 85.003
2 Februari 86.486 103.278 111.824 88.740 88.208
3 Maret 87.917 95.996 113.067 99.410 94.093
4 April 87.144 102.257 106.124 81.600 84.770
5 Mei 95.541 99.697 96.872 79.375 88.567
6 Juni 101.746 104.268 110.614 82.172 91.489
7 Juli 102.511 112.178 91.334 55.615 61.893
8 Agustus 76.445 77.964 96.652 90.537 96.291
9 September 102.100 115.974 102.572 93.038 92.541
10 Oktober 106.754 112.039 105.222 88.408 91.990
11 Nopember 103.703 111841 91.327 86.937 99.934
12 Desember 89.456 97.691 78.802 73.264
Total 1.116.230 1.229.901 1.208.019 1.013.290 974.779 Sumber : Gaikindo
b. Produksi Kendaraan roda 4 (unit) tahun 2012-2016 di Indonesia
No. Bulan Produksi (Unit)
2012 2013 2014 2015 2016
1 Januari 77.036 97.793 104.728 99.102 91.068
2 Februari 86.469 100.491 112.501 93.113 91.535
3 Maret 85.507 89.073 123.007 108.066 102.507
4 April 84.426 101.805 121.114 97.676 104.412
5 Mei 97.367 99.661 94.353 89.579 105.957
6 Juni 94.400 97.939 117.309 91.807 106.012
7 Juli 97.330 106.519 93.613 59.225 68.357
8 Agustus 71.113 77.354 105.259 103.567 105.580
9 September 94.488 116.974 119.346 104.702 101.371
10 Oktober 100.298 115.533 116.654 95.731 104.130
11 Nopember 99.168 110.570 102.423 88.493 107.719
12 Desember 77.955 94.499 88.216 67.719
Total 1.065.557 1.208.211 1.298.523 1.098.780 1.088.648
BULETIN - APLINDO No.49/2016
42
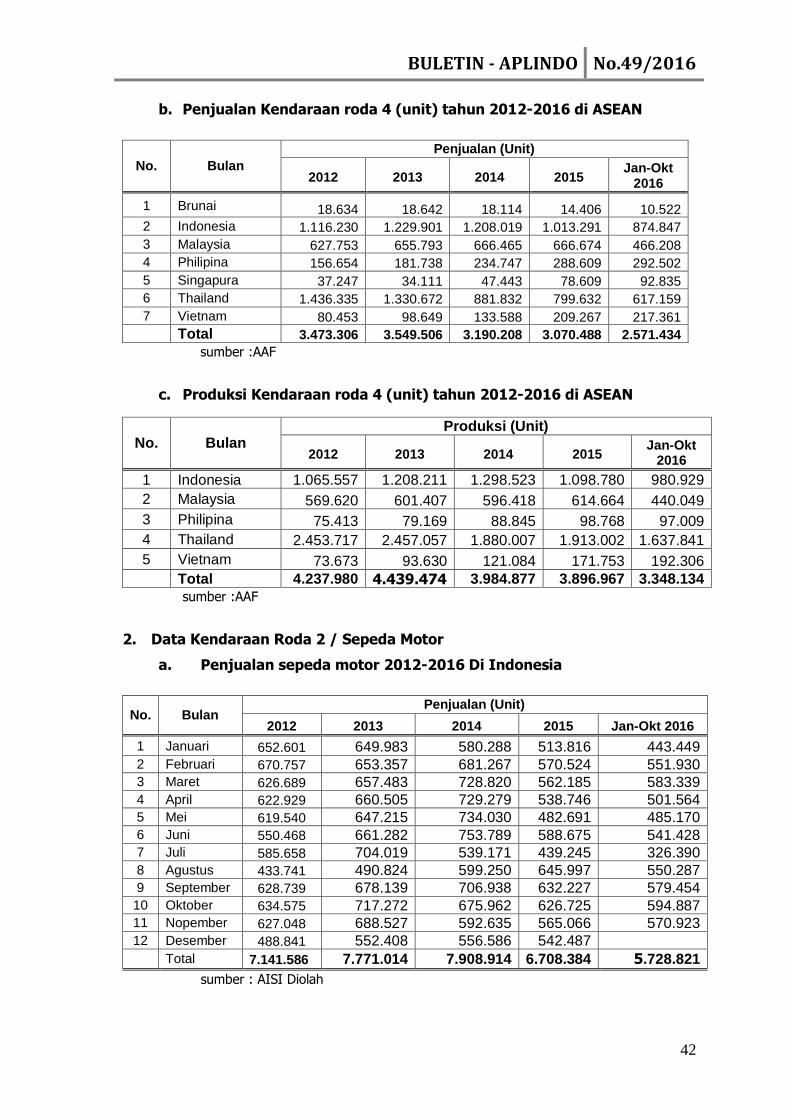
b. Penjualan Kendaraan roda 4 (unit) tahun 2012-2016 di ASEAN
No. Bulan
Penjualan (Unit)
2012
2013
2014
2015
Jan-Okt 2016
1 Brunai 18.634 18.642 18.114 14.406 10.522
2 Indonesia 1.116.230 1.229.901 1.208.019 1.013.291 874.847
3 Malaysia 627.753 655.793 666.465 666.674 466.208
4 Philipina 156.654 181.738 234.747 288.609 292.502
5 Singapura 37.247 34.111 47.443 78.609 92.835
6 Thailand 1.436.335 1.330.672 881.832 799.632 617.159
7 Vietnam 80.453 98.649 133.588 209.267 217.361
Total 3.473.306 3.549.506 3.190.208 3.070.488 2.571.434
sumber :AAF
c. Produksi Kendaraan roda 4 (unit) tahun 2012-2016 di ASEAN
No. Bulan Produksi (Unit)
2012
2013
2014
2015
Jan-Okt 2016
1 Indonesia 1.065.557 1.208.211 1.298.523 1.098.780 980.929
2 Malaysia 569.620 601.407 596.418 614.664 440.049
3 Philipina 75.413 79.169 88.845 98.768 97.009
4 Thailand 2.453.717 2.457.057 1.880.007 1.913.002 1.637.841
5 Vietnam 73.673 93.630 121.084 171.753 192.306
Total 4.237.980 4.439.474 3.984.877 3.896.967 3.348.134
sumber :AAF
2. Data Kendaraan Roda 2 / Sepeda Motor
a. Penjualan sepeda motor 2012-2016 Di Indonesia
No. Bulan Penjualan (Unit)
2012 2013 2014 2015 Jan-Okt 2016
1 Januari 652.601 649.983 580.288 513.816 443.449 2 Februari 670.757 653.357 681.267 570.524 551.930 3 Maret 626.689 657.483 728.820 562.185 583.339 4 April 622.929 660.505 729.279 538.746 501.564 5 Mei 619.540 647.215 734.030 482.691 485.170 6 Juni 550.468 661.282 753.789 588.675 541.428 7 Juli 585.658 704.019 539.171 439.245 326.390 8 Agustus 433.741 490.824 599.250 645.997 550.287 9 September 628.739 678.139 706.938 632.227 579.454
10 Oktober 634.575 717.272 675.962 626.725 594.887 11 Nopember 627.048 688.527 592.635 565.066 570.923 12 Desember 488.841 552.408 556.586 542.487
Total 7.141.586 7.771.014 7.908.914 6.708.384 5.728.821
sumber : AISI Diolah
BULETIN - APLINDO No.49/2016
43
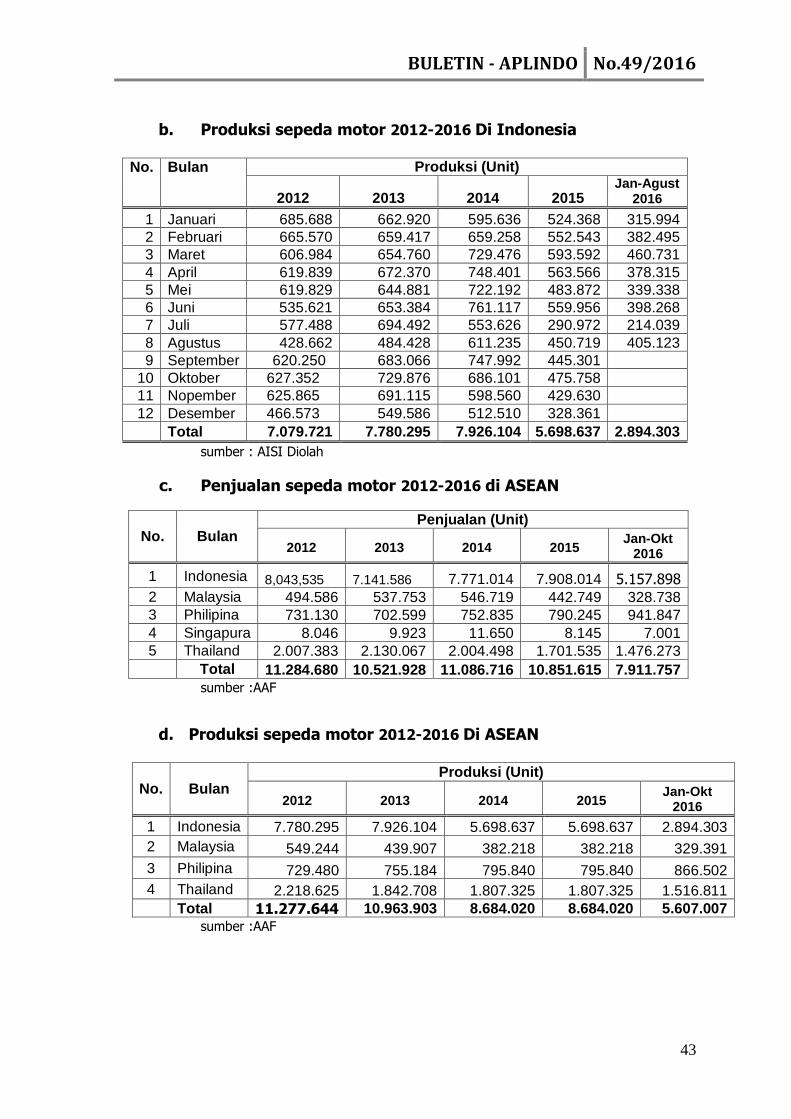
b. Produksi sepeda motor 2012-2016 Di Indonesia
No. Bulan Produksi (Unit)
2012 2013 2014 2015 Jan-Agust
2016
1 Januari 685.688 662.920 595.636 524.368 315.994
2 Februari 665.570 659.417 659.258 552.543 382.495
3 Maret 606.984 654.760 729.476 593.592 460.731
4 April 619.839 672.370 748.401 563.566 378.315
5 Mei 619.829 644.881 722.192 483.872 339.338
6 Juni 535.621 653.384 761.117 559.956 398.268
7 Juli 577.488 694.492 553.626 290.972 214.039
8 Agustus 428.662 484.428 611.235 450.719 405.123
9 September 620.250 683.066 747.992 445.301
10 Oktober 627.352 729.876 686.101 475.758
11 Nopember 625.865 691.115 598.560 429.630
12 Desember 466.573 549.586 512.510 328.361
Total 7.079.721 7.780.295 7.926.104 5.698.637 2.894.303
sumber : AISI Diolah
c. Penjualan sepeda motor 2012-2016 di ASEAN
No. Bulan Penjualan (Unit)
2012
2013
2014
2015
Jan-Okt 2016
1 Indonesia 8,043,535 7.141.586 7.771.014 7.908.014 5.157.898
2 Malaysia 494.586 537.753 546.719 442.749 328.738
3 Philipina 731.130 702.599 752.835 790.245 941.847
4 Singapura 8.046 9.923 11.650 8.145 7.001
5 Thailand 2.007.383 2.130.067 2.004.498 1.701.535 1.476.273
Total 11.284.680 10.521.928 11.086.716 10.851.615 7.911.757
sumber :AAF
d. Produksi sepeda motor 2012-2016 Di ASEAN
No. Bulan Produksi (Unit)
2012
2013
2014
2015
Jan-Okt 2016
1 Indonesia 7.780.295 7.926.104 5.698.637 5.698.637 2.894.303
2 Malaysia 549.244 439.907 382.218 382.218 329.391
3 Philipina 729.480 755.184 795.840 795.840 866.502
4 Thailand 2.218.625 1.842.708 1.807.325 1.807.325 1.516.811
Total 11.277.644 10.963.903 8.684.020 8.684.020 5.607.007
sumber :AAF
BULETIN - APLINDO No.49/2016
44
Informasi Umum & Pameran
A. Web site Pemerintah yang dapat diakses :
1. www.setneg.go.id (Sekretariat Negara)
2. www.kemenperin.go.id (Kementerian Perindustrian)
3. www.kemenkeu.go.id (Kementerian Keuangan)
4. www.kemendag.go.id (Kementerian Perdagangan)
5. www.beacukai.go.id (Direktorat Bea & Cukai, Kementerian Keuangan)
6. www.esdm.go.id (Kementerian ESDM)
7. www.bkpm.go.id (Badan Koordinasi Penanaman Modal)
8. www.bps.go.id (Biro Pusat Statistik)
B. Web site Asosiasi Industri Pengecoran Logam Indonesia (APLINDO)
Kini APLINDO telah tersedia Web site sendiri :
www.aplindo.web.id, mohon dukungan partisipasi aktif Bapak-bapak sekalian
dan diharapkan saran, masukan, permasalahan dan perkembangan yang terjadi di
industri pengecoran logam di Indonesia. Saran dan masukan anda dapat berupa
artikel ke alamat [email protected]
C. Web site Himpunan Ahli Pengecoran Logam Indonesia
Kini HAPLI telah tersedia Web-site sendiri :
http://hapli.wordpress.com/, mohon dukungan partisipasi aktif Bapak-bapak
sekalian dan diharapkan saran serta masukan anda berupa artikel sesuai page
yang tersedia dalam format *.doc ke alamat [email protected]
untuk diupload, ataupun komentar langsung anda pada Blog.
D. Pameran dan Seminar
1. IFEX 2017
3 February - 5 February
Venue: Eco Park, New Town, Rajarhat, Kolkata, West Bengal, India
13th international exhibition for foundry technology, equipment, supplies and services
www.ifexindia.com
BULETIN - APLINDO No.49/2016
45
2. 65th International Foundry Congress
3 February - 5 February
Venue: Eco Park, New Town, Rajarhat, Kolkata, West Bengal, India
Annual conference and technical sessions
www.ifcindia.net
3. 6th International Foundry Conference and Exhibition
15 February - 16 February
Venue: Pearl Continental Hotel, Lahore, Pakistan
www.pfa.org.pk/info
4. WFO Technical Forum
14 March - 17 March
Venue: Gauteng, South Africa
Technical conference, exhibition and social events.
www.metalcastingconference.co.za
5. 20th Global Foundry Sourcing Conference 2017
21 March - 22 March
Venue: Shanghai Everbright International Hotel, China
Global sourcing conference including the 3rd China Casting Exporting and Technology
Conference 2017
www.foundry-suppliers.com
www. castings.foundry.cn
6. 121st Metalcasting Congress
25 April - 27 April
Venue: Wisconsin Center, Milwaukee, USA
American conference for all sectors of the cast metals industry.
www.afsinc.org
7. World Magnesium Conference
21 May - 23 May
Venue: Shangri-La Hotel, Singapore
International conference for the magnesium industry
www.intlmag.org

BULETIN - APLINDO No.49/2016
46
8. Metal + Metallurgy China 2017
13 June - 16 June
Venue: Shanghai, China
15th China International Foundry Expo, the 17th China International Metallurgical
Industry Expo and the 15th China International Industrial Furnaces Exhibition will all be
staged under the banner ''Metal + Metallurgy Chna at Shanghai New International
Expo Center.
www.mm-china.com/en/
9. Rapid Tech
20 June - 22 June
Venue: Exhibition Centre Erfurt, Germany International trade fair and conference for additive manufacturing www.rapidtech.de
10. Foundeq/Metef Show 2017
21 June - 24 June
Venue: Veronafiere Fairground, Verona, Italy
Metef - International aluminium exhibition. Foundeq - International foundry equipment
exhibition.
www.metef.com
11. 57th International Foundry Forum
13 September - 15 September
Venue: Portoroz, Slovenia
International conference, table-top exhibition and social functions.
email: [email protected]
12. EMO Hannover 2017
18 September - 23 September
Venue: Hannover Exhibition Centre, Germany
International metalworking trade fair will focus on Industry 4.0 in 2017
www.emo-hannover.de
13. 17th ABIFA Foundry Congress and CONAF 2017
26 September - 29 September
Venue: Expo Center Norte, Sao Paulo, Brazil
Brazilian foundry congress with exhibition and conference. Theme - ''Innovations and
BULETIN - APLINDO No.49/2016
47
trends of the foundry industry in Brazil and the world''.
www.abifa.org.br
14. Deburring Expo
10 October - 12 October
Venue: Exhibition Centre Karlsruhe, Rheinstetten, Germany
Trade fair for debarring technology and precision surfaces
www.deburring-expo.de/en
15. Paint Expo Eurasia
12 October - 14 October
Venue: ifm Istanbul Expo Center, Istanbul, Turkey
Trade fair for industrial coating technology
www.paintexpo.com
16. parts2clean
24 October - 26 October
Venue: Exhibition Center Stuttgart, Germany
International trade fair for industrial parts and surface cleaning
www.parts2clean.com
17. The 14th Asian Foundry Congress
7-10th November 2017 Songdo Convensia, Incheon - Korea.
18. Manufacturing Indonesia Series 2017 6-9 Desember 2017
JIExpo Kemayoran Jakarta