bab ii landasan teori 2. 1 keselamatan dan …eprints.umm.ac.id/43532/3/bab ii.pdfdefinisi k3...
TRANSCRIPT
4
BAB II
LANDASAN TEORI
Bab kedua berisi dasar teori yang menunjang penelitian. Dasar teori yang
digunakan dalam penelitian ini meliputi teori :
2. 1 Keselamatan dan Kesehatan Kerja
Keselamatan dan kesehatan kerja merupakan suatu pemikiran dan upaya
untuk menjamin keutuhan dan kesempurnaan baik jasmani maupun rohani.
Dengan keselamatan dan kesehatan kerja maka para pihak diharapkan dapat
melakukan pekerjaannya dengan aman dan nyaman. Pekerjaan dikatakan aman
jika apapun yang dilakukan oleh pekrja tersebut, risiko yang mungkin muncul
dapat dihindari. Pekerjaan dikatakan nyaman jika para pekerja yang bersangkutan
dapat melakukan pekerjaan dengan merasa nyaman dan betah, sehingga tidak
mudah capek.
Keselamatan dan kesehatan kerja merupakan salah satu aspek
perlindungan tenaga kerja yang diatur dalam Undang – Undang Nomor 13 tahun
2003. Dengan menerapkan teknologi pengendalian keselamatan dan kesehatan
kerja, diharapkan tenaga kerja akan mencapai ketahanan fisik, daya kerja dan
tingkat kesehatan yang tinggi. Disamping itu keselamatan dan kesehatan kerja
dapat diharapkan untuk menciptakan kenyamanan kerja dan keselamatan kerja
tinggi. Jadi, unsur yang ada dalam kesehatan dan keselamatan kerja tidak terpaku
pada faktor fisik, tetapi juga mental, emosional dan psikologi (Alhamdan dan
Sriani, 2015).
Definisi K3 (Keselamatan dan Kesehatan kerja) umumnya terbagi
menjadi 3 versi yaitu diantaranya ialah pengertian K3menurut Filosofi, Keilmuan,
serta menurut standar OHSAS 18001 : 2007. Menurut dari beberapa ahli tentang
difinisi keselamatan dan kesehatan kerja, seperti Mangkunegara keselamatan dan
kesehatn kerja adalah suatu pemikiran dan upaya keselamatan dan kesehatan kerja
adalah suatu pemikiran dan upaya untuk menjamin kebutuhan dan kesempurnaan
baik jasmaniah maupun rohaniah tenaga kerja pada khususnya, dan manusia pada
umumnya, hasil karya dan budaya untuk masyarakat adil dan makmur. Menurut

5
Suma’mur, keselamatan kerja merupakan rangkaian usuha untuk menciptakan
suasana kerja yang aman dan tentram bagi para karyawan yang bekerja di
perusahaan yang bersangkutan, dan menurut menurut Simanjuntak (1994),
keselamatan kerja adalah kondisi keselamatan yang bebas dari risiko kecelakaan
dan kerusakan dimana kita bekerja yang mencakup tentang kondisi bangunan,
kondisi mesin, peralatan keselamatan, dan kondisi pekerja.
Serta menurut keilmuan keselamatan dan kesehatan kerja adalah suatu
cabang ilmu pengetahuan dan penerapan yang mempelajari tentang cara
mencegah terjadinya kecelakaan kerja, penyakit akibat kerja (PAK), kebakaran,
peledakan dan pencemaran lingkungan. Dan menurut standar OHS 18001 : 2007
Semua kondisi dan faktor yang dapat berdampak pada keselamatan dan kesehatan
kerja tenaga kerja maupun orang lain (kontraktor, pemasok, pengunjung dan
tamu) di tempat kerja (Djatmiko, 2016).
2. 2 Sistem Manajemen Keselamatan dan Kesehatan Kerja
Indonesia termasuk Negara yang telah memberlakukan undang – undang
yang paling komprehensif (lengkap) tentang system manajemen K3 khususnya
pada perusahaan – perusahan manufaktur atau perusahaan yang mempunyai risiko
tinggi. Peraturan tersebut (Pasal 87 UU no 13 Tahun 2003) menyebutkan bahwa
“setiap perusahaan yang memperkerjakan 100 karyawan atau lebih atau yang sifat
proses atau bahan produksinya mengandung bahaya karena dapat menyebabkan
kecelakaan kerja berupa ledakan, kebakaran, pencemaran dan penyakit akibat
kerja diwajibkan menerapkan dan melaksanakan system manajemen K3
(Djatmiko, 2016).
Sistem manajenen keselamatan dan kesehatan kerja merupakan suatu
komponen dalam membangun sistematika suatu safety culture pada suatu objek.
Menurut Peraturan Pemerintah No. 50 Tahun 2012 Bab 1 Pasal 1 Sistem
manajemn Keselamatan dan Kesehatan Kerja adalah suatu bagian dari system
manajemen perusahaan secara keseluruhan dalam rangka pengendalian risiko
yang berkaitan dengan kegiatan kerja guna terciptanya tempat kerja yang aman,
efisien, dan produktif.
6
Tujuan Sistem Manajemn Keselamatan dan Kesehatan Kerja adalah
untuk memelihara kesehatan dan keselamatan pada lingkungan kerja. SMK3 juga
bertujuan untuk melindungi para pekerja, rekan kerja, konsumen, dan orang lain
yang juga mungkin terpengaruh kondisi atau berada pada lingkungan kerja.
Menurut Peraturan Pemerintah No. 50 Tahun 2012 Bab 1 Pasal 1 adalah
meningkatkan efektifitas perlindungan keselamatan dan kesehatan kerja yang
terencana, terukur, terstruktur, dan terintegrasi. Mencegah dan mengurangi
kecelakaan kerja dan penyakit akibat kerja dengan melibatkan unsur manajemen,
pekerja / buruh, dan / atau serikat pekerja / serikat buruh serta memciptakan
tempat kerja yang aman, nyaman, dan efisien untuk mendorong produktivitas
kerja (Roehan, Yuniar dan Desrianty, 2014).
2. 3 Potensi dan Bahaya Kerja
A. Definisi Potensi Bahaya
Potensi Bahaya (Hazard) adalah suatu kondisi atau keadaan pada
suatu proses, alat mesin, bahan atau cara kerja yang secara intrisik atau
alamiah dapat mengakibatkan luka, cidera bahkan kematian pada manusia
serta menimbulkan kerusakan pada alat dan lingkungan. Bahaya (danger)
adalah suatu kondisi hazard yang terekspos atau terpapar pada lingkungan
sekitar dan terdapat peluang besar terjadinya kecelakaan atau insiden
(Susihono, 2013)
B. Bahaya Kerja
Standar internasional OHS 18001 : 2007 menyebutkan bahwa “
Bahaya adalah sumber, situasi atau tindakan yang berpotensi menciderai
manusia atau sakit penyakit atau kombinasi dari semuanya”. “sakit penyakit
sendiri adalah kondisi kelainan fisik atau mental yang teridentifikasi berasal
dari dan atau bertambah buruk karena kegiatan kerja” (Darmiatun dan Tasrial,
2015). Sedangkan menurut Harrianto (2013), bahaya kerja adalah setiap
keadaan dalam lingkungan kerja yang berpoensi untuk terjadinya penyakit
atau gangguan kesehatan akibat kerja. Bahaya kerja terbagi menjadi 5 jenis
bahaya yaitu terdiri dari :

7
1. Bahaya Kimiawi
Bahaya kimiawi meliputi konsentrasi uap, gas, aerosol dalam bentuk
debu atau fume yang berlebihan dilingkungan kerja.
2. Bahaya Fisik
Bahaya fisik mencakup kebisingan, vibrasi, suhu lingkungan kerja yang
terlalu ekstrim (terlalu panas/dingin), radiasi, dan tekanan udara.
3. Bahaya Biologis
Bahaya biologis berupa serangan dari serangga, jamur, bakteri, virus, dll
merupakan bahaya biologis yang terdapat d lingkungan kerja. Para
pekerja yang menangani atau memproses sediaa biologis tumbuhan atau
hewan, pengolahan bahan makanan, pengangkut sampah dengan sanitasi
perorangan / lingkungan yang buruk, dan kebersihan lingkungan kerja
yang tidak memadai.
4. Bahaya Ergonomis
Bahaya ergonomis, seperti desain peralatan kerja, mesin, dan tempat
kerja yang buruk, aktivitas mengangkat beban, jangkauan yang
berlebihan, penerangan yang tidak memadai, vibrasi, gerakan yang
berulang – ulang secara berlebihan dengan / tanpa posisi kerja yang
janggal, dapat mengakibatkan timbulnya gangguan muskuloskeletal pada
pekerja.
5. Bahaya Psikologis
Komunikasi yang tidak akurat, konflik antar-personal, konflik dengan
tujuan akhir perusahaan, terhambatnyapengembangan pribadi, kurangnya
kekuasaan dan / atau sumber daya untuk penyelesaian masalah pekerjaan,
beban tugas yang terlalu pada atau sangat kurang, kerja lembur atau shift
malam, lingkungan tempat kerja yang kurang memadai dapat menjadi
bahaya psikologis di tempat kerja.
2.3.1 Manajemen Bahaya Kerja
Manajemen ancaman bahaya kerja adalah suatu proses interaksi yang
digunakan oleh organisasi tempat kerja untuk mengidentifikasi, mengevaluasi,

8
dan menanggulangi bahaya tempatnya guna mengurangi risiko akibat bahaya
tersebut. Jadi, manajemen bahaya kerja merupakan suatu alat yang bila
digunakan dengan benar akan menghasilkan lingkungan kerja yang aman, bebas
dari ancaman bahaya di tempat kerja. Tahapan manajemn bahaya kerja, antara
lain :
1. Identifikasi Bahaya Kerja
Identifikasi bahaya kerja adalah suatu proses yang dilaksanakan untuk
mendeteksi adanya ancaman bahaya di tempat kerja. Langkah ini merupakan
hal yang pertama dilakukan dalam manajemen bahaya kerja sebelum evaluasi
yang lebih mendetail dilaksanakan; identifikasi bahaya kerja meliputi
pengukuran kasar bahaya di lingkungan kerja. Banyak cara yang dapat
dilakukan untuk mendapatkan informasi tentang adanya kemungkinan
ancaman bahayadi tempat kerja. Penelitian tata laksana penyimpanan zat
kimia, penelitian proses, mesin dan peralatan kerja, serta inspeksi tempat kerja
(walk-through survey) dibutuhkan untuk dapat mengidentifikasi para pekerja
yang terkena ancaman bahaya kerja. Tahap pertama identifikasi bahaya kerja
dapat dimulai dengan mengadakan pendekatan dan diskusi dengan para pekerja
yang berhubungan langsung dengan mesin, peralatan, komponen fisik, dan tata
laksana pekerjaan di tempat kerja. Pendekatan dan diskusi ini dimaksudkan
untuk menanyakan ancaman bahaya kerja yang sering kali/mungkin terjadi
terhadap mereka. Sebagai pelengkap informasi, teman – teman kerja,
supervisor, pimpinan perusahaan, serikat buruh di lingkungan kerjanya dan
perusahaan asuransi kesehatan kerja dapat pula diwawancarai. Sumber
informasi lainnya, antara lain :
a. MSDS (material safety data sheet) atau hazard data sheet yaitu lembaran
khusus yang selalu disertakan pada produk zat kimia dasar, untuk
memberikan informasi tentang ;
Identifikasi: nama produk, bentuk fisik, (mis, bubuk, cairan, dan lain –
lain), warna produk, bau produk, dan sebagainya.
Penyuplai resmi: nama, alamat, nomer telepon darurat orang yang dapat
dihubungi.

9
Komposisi: nama kimia, No. CAS (chemical abstracts series), sinonim,
formulasi, nilai ambang batas pajanan, ketidakmurnian.
Data fisik: titik didih, tekanan uap, gravitasi, dan titik lebur.
Gangguan kesehatan: efek jangka panjang dan jangka pendek dan
inhalasi, kontak pada kulit, per oral, per injeksi, kontak pada mata, tanda
deteksi dini dari pajanan yang berlebihan.
Tata cara penanganan bila zat kimia tumpah.
Tata cara pertolongan pertama pada kecelakaan.
Peringatan terhadap bahaya kebakaran.
Rekomendasi perlindungan perorangan.
Tata cara penyimpanan, anjuran pengemasan, dan pembuatan label.
Data reaktivitas, seperti stabilitas, dekomposisi, interaksi dengan zat
kimia yang lain.
Peringatas khusus, dan lain-lain.
b. Referensi tentang kesehatan dan keselamatan kerja dapat pada dicari pada
buletin organisasi kesehatan kerja internasional seperti, AIHA (American
Industrial Hygine Association), ACGHI (American Conference of
Govermental Industrial Hyginists), majalah ilmiah, buletin persatuan usaha
sejenis, buletin ILO (International Labor Organization).
c. Informasi dari pabrik pembuat mesindan peralatan kerja mengenai bahaya
kerja yang diakibatkan oleh produk mereka.
d. Informasi tentang gangguan kesehatan akibat pekerjaan dan kecelakaan
kerja dapat dicari di biro statistik kesehatan pemerintah dan balai hiperkes.
Informasi ini berguna untuk memprediksi kecenderungan gangguan
kesehatan dan kecelakaan akibat kerja pada suatu waktu di suatu tempat
tertentu untuk mengupayakan pencegahan yang lebih akurat.
e. Standar aturan praktik/perusahaan.
2. Evaluasi Bahaya Kerja
Evaluasi bahaya kerja adalah suatu proses yang dilaksanakan untuk
dapat menetapkan seberapa besar risiko bahaya kerja yang ditemukan di tempat
kerja.
10
3. Penilaian Hasil Evaluasi Bahaya Kerja
Penilaian hasil evaluasi bahaya kerja merupakan hasil rangkuman
peninjauan semua faktor yang mengakibatkan bahaya kerja pada manusia.
Penilaian ini akan memberikan fakta dan kemungkinan yang relevan, sehingga
memudahkan penetapan langkah berikutnya dalam pengendalian risiko bahaya
kerja.
4. Pengendalian Risiko Kerja
Pengendalian risiko bahaya kerja terdiri dari tiga macam, yaitu
pengendalian administratif, teknik, dan alat pelindung diri.
A. Pengendalian Adminitratif :
Kesehatan lingkungan, meliputi kebersihan tempat kerja, pembuangan
sampah, kesehatan perorangan dan fasilitas makan/minum.
Oemeliharaan mesin dan peralatan, meliputi penjadwalan dan
pelaksanaan pemeliharaan secara periodik, pencatatan servis, perbaikan,
dan penggantian suku cadang, serta penyediaan suku cadang.
Identifikasi risiko bahaya kerja yang belum terdeteksi.
Semua mesin, peralatan, dan bahan baku yang digunakan dalam proses
industri harus sesuai dengan standar kesehatan dan keselamatan kerja.
Rotasi pekerja bagi pekerjaan berisiko tinggi.
Penggunaan jasa asuransi untuk memindahkan risiko bahaya kerja.
Informasi dan pelatihan, meliputi orientasi bagi para pekerja yang baru
masuk, informasi reguler dan pelatihan periodik bagi para pekerja yang
lama, membuat simbol peringatan kesehatan dan keselamatan kerja, serta
membuat/memperjelas/memeriksa kembali label produk zat kimiawi.
B. Pengendalian Teknik
1) Subtitusi
Subtitusi bahaya kerja merupakan alternatif terbaik untuk mengatasi
paparan ancaman bahaya kerja yang ada, yaitu dengan mengganti
penggunaan zat kimiawi yang berbahaya dan/atau mudah terbakar dengan
yang kurang berbahaya, misalnya produk roda giling yang mengandung
silika diganti dengan cara melapisinya dengan bahan aluminium oksida,
11
alat penyemprot cat manual diganti dengan penyemprot tenaga
listrik/hampa udara untuk mengurangi kuantitas uap penyemprotan yang
berlebihan.
2) Metode Basah
Metode basah untuk menghilangkan debu industri yang berbahaya dari
lingkungan kerja yaitu dengan menyiram sumber debu, laintai, dan dinding
di lingkungan kerja. Pada industri pengecoran logam dapat digunakan air
bertekanan tinggi yang disemprotkan pada tempat semburan debu logam
untuk membersihkan cetakan.
3) Ventilasi dengan penggunaan exhaust (kipas pembuangan) lokal.
Debu/uap industri yang berbahaya juga dapat dikurangi kuantitasnya
dengan menghilangkannya dari zona pernapasan pekerja, misalnya dengan
pemasangan sistem exhaust lokal untuk menangkap uap ferrioksida padat
dari sumbernya di industri pengelasan.
4) Ventilasi dengan penggunaan exhaust umum/ventilasi dilusi.
Cara ini tidak dapat digunakan untuk menanggulangi debu/uap berbahaya
yang terlokalisasi, tetapi hanya berguna untuk mengatasi lingkungan
kerjayang terpapar oleh sejumlah kecil debu/uap berbahaya secara reguler,
misalnya dengan penggunaan ventilasi alami seperti pintu/jendela yang
terbuka, cerobong, dan peralatan udara buatan seperti kipas angin dan
blower.
5) Meminimalisasi kemungkinan bahaya di tempat kerja.
Misalnya dengan mengurangi tenaga mesin yang berbahaya atau
menggunakan tanda bahaya bila terjadi kesalahan.
6) Isolasi/pemagaran
Isolasi bahaya kerja dari pekerja terdekat dilakukan dengan membuat
dinding pembatas guna mengisolasi bahaya kerjja tersebut. Isolasi terdiri
dari tiga jenis yaitu :
1) Pembatas fisik, misalnya pemagaran mesin yang menimbulkan suara
bising, penggunaan gordin pelindung untuk mencegah mata terkena
percikan cahaya pengelasan.
12
2) Isolasi jarak, misalnya penggunaan pengontrol jarak jauh (remote
control) pada proses pemotongan dan penggosokan bahan – bahan
industri yang menghasilkan debu berbahaya.
3) Isolasi waktu, misalnya penggunaan peralatan semiotomatis,
sehingga pekerja tidak harus selalu berada di tempat yang berbahaya.
C. Penggunaan Alat Pelindung Diri
Jika pengendalian bahaya kerja pada sumbernya atau pada saat
penyebaranya tidak memungkinkan atau dibutuhkan perlindungan yang
lebih ketat, maka pekerja itu sendiri harus dilindungi dari paparan bahaya
kerja dengan menggunakan alat pelindung diri.
Organ tubuh manusia yang sangat rentan terhadap paparan bahaya
kerja adalah mata, telinga, kulit dan saluran pernapasan, sehingga harus
dilindungi.
1) Perlindungan mata dan muka.
Dapat digunakan kaca mata kerja dan perisai muka untuk mencegah :
Percikan partikel ringan yang terlontar dengan kecepatan rendah.
Percikan partikel berat yang terlontar dengan kecepatan tinggi.
Percikan zat panas atau korosif.
Kontak dengan mata akibat gas/uap.
Sorotan bermacam – macam sinar radiasi elektromagnetik,
termasuk sinar laser.
2) Perlindungan kulit/permukaan tubuh.
Baju kerja, sarung tangan kerja, celemek kerja, dan sepatu kerja dapat
digunakan untuk mencegah :
Kerusakan kulit akibat reaksi alergik atau zat kimia yang korosif.
Penyerapan zat kimia melalui kulit.
Penyebaran panas/dingin/sinar radiasi.
Kerusakan akibat risiko trauma mekanik.
3) Perlindungan saluran pernafasan.
Untuk pencegahan inhalasi bahaya kerja dalam bentuk debu/uap
kerja, maka mulut dan hidung harus ditutup oleh bahan yang dapat
13
menyaring masuknya debu/uap kerja. Alat pelindung pernapasan yang
digunakan memiliki bermacam – macam bentuk, mulai dari yang paling
sederhana yaitu masker sekali pakai sampai respirator yang dilengkapi
tabung oksigen. Namun demikian, pada dasarnya alat pelindungan
pernapasan terbagi atas dua macam, yaitu :
a. Respirator penyaring udara yaitu alat pembersih udara kotor yang
menyaring atau mengabsorpsi kontaminan sebelum masuk ke
saluran pernapasan.
b. Respirator penyuplai udara bersih yaitu alat yang melindungi
saluran pernapasan dari udara yang terkontaminasi uap/debu kerja,
serta dapat menyuplai udara bersih (Harrianto, 2013).
2. 4 Pengertian Risiko
Beberapa pengertian resiko yaitu diantaranya, kesempatan sesuatu terjadi
yang akan berdampak pada tujuan. Resiko diukur menurut kemungkinan dan
konsekuensi. Kemungkinan dan konsekuensi dari terjadinya luka – luka dan
penyakit. Bahaya yang mempunyai potensi dan kemungkinan menimbulkan
dampak atau kerugian, kesehatan maupun yang lainnya biasanya dihubungkan
dengan resiko (risk).
Berdasarkan pemahaman tersebut, resiko dapat diartikan sebagai
kemungkinan terjadinya suatu dampak atau konsekuensi. Pengelolaan resiko (Risk
Management) dapat dilakukan dengan menggunakan metode ; a) Identifikasi
Resiko (Risk Identification), b) Analisis Resiko (Risk Assessment), c)
Pengendalian Resiko. Pada umumnya program K3 yang dilakukan diperusahaan
dapat digolongkan atas dua bagian besar yaitu Sistem Manajemen K3 dan
Program Teknis Operasional (Susihono, 2013).
2. 5 HIRA (Hazard Identification and Risk Assessment)
Hazard Identification and Risk Assessment (HIRA) merupakan salah satu
metode identifikasi kecelakaan kerja dengan penilaian risiko sebagai salah satu
poin penting untuk mengimplementasikan Sistem Manajemen Keselamatan dan
14
Kesehatan Kerja (SMK3). Dilakukannya HIRA bertujuan untuk mengidentifikasi
potensi – potensi bahaya yang terdapat di suatu perusahaan untuk dinilai besarnya
peluang terjadinya suatu kecelakaan atau kerugian. Identifikasi bahaya dan
penilaian risiko serta pengontrolannya harus dilakukan diseluruh aktifitas
perusahaan, termasuk aktifitas rutin dan non rutin, baik pekerjaan tersebut
dilakukan oleh karyawan langsung maupun karyawan kontrak, supplier dan
kontaktor, serta aktifitas atau personal yang masuk ke dalam tempat kerja. Cara
melakukan identifikasi bahaya dengan mengidentifikasi seluruh proses/area yang
ada dalam segala kegiatan, mengidentifikasi sebanyak mungkin aspek
keselamatan dan kesehatan kerja pada setiap proses/area yang telah diidentifikasi
sebelumnya dan identifikasi K3 dilakukan pada suatu proses kerja baik pada
kondiri normal, abnormal, emergency, dan maintenance (Roehan, dkk. 2014).
Berikut adalah tahapan proses identifikasi metode HIRA :
1. Identifikasi Bahaya (Hazard Identification)
Identifikasi bahaya dilakukan dengan tujuan untuk mengetahui potensi
bahaya dari suatu bahan, alat, atau system (Departement of Occupational Safety
and Healt). Sumber bahaya yang ditemukan akan dijabarkan menjadi 5 faktor
yaitu, man, method, material, machine, dan environment.
2. Penilaian Risiko (Risk Assessment)
Identifikasi bahaya dilakukan dengan tujuan untuk mengetahui potensi
bahaya dari suatu bahan, alat, atau system (Departement of Occupational Safety
and Healt). Sumber bahaya yang ditemukan akan dijabarkan menjadi 5 faktor
yaitu, man, method, material, machine, dan environment (Irawan, Panjaitan dan
Bendatu. 2015).
2. 6 FTA (Failure Tree Analysis)
Fault Tree Analysis adalah suatu teknik yang digunakan untuk
mengidentifikasi risiko yang berperan terhadap terjadinya kegagalan. Metode ini
dilakukan dengan pendekatan yang bersifat top down, yang diawali dengan
asumsi kegagalan atau kerugian dari kejadianpuncak (top event) kemudian

15
merinci sebab-sebab suatu top event sampai pada suatu kegagalan dasar (root
cause) (Roehan, dkk. 2014).
Analisa pohon kegagalan merupakan analisis induktif, yaitu suatu
kejadiaan yang disebabkan oleh kejadian sebelumnya. Kejadian sebelumnya
disebabkan oleh kejadian lebih lanjut, kegagalan komponen atau kegagalan
operator. Masing – masing kegagalan dianalisis lebih lanjut penyebabnya
sehingga sampai pada kondisi kejadian (basic event). Analisa pohon kegagalan
dapat untuk mengkuantifikasi kegagalan system, komponen, fungsi atau operasi.
Model pohon kegagalan dapat dipergunakan untuk menentukan Kombinasi
beberapa kegagalan, Probabilitas kegagalan, Titik lemah kritis pada system,
Komponen fungsi atau operasi. Kejadian puncak (Top Event) dari pohon
kegagalan menunjukkan kejadian atau kondisi yang diinginkan (undersired
event/undesired state) dari suatu system sehingga hasilnya merupakan kegagalan
atau ketidaktersediaan (unavailability) system (Susihono, 2013).
2.6.1 Prosedur Fault Tree Analysis
Dalam membuat pohon kegagalan (Fault Tree Analysis) terdapat 6
tahapan, yaitu :
1. Menentukan Top Event (kejadian utama/kejadian paling atas)
2. Mencaritau / analisa penyebab kegagalan (memeriksa system untuk
mengerti bagaimana elemen berhubungan pada satu dengan lainnya
dengan kejadian paling atas)
3. Membuat pohon kegagalan/kesalahan, mulai dari kejadian paling atas
dan bekerja kearah bawah.
4. Memeriksa pohon kesalahan, untuk memastikan semua point sudah
terlengkapi
5. Analisa pohon kesalahan untuk mengidentifikasi cara dalam
menghilangkan / mengurangi kejadian yang mengarah pada kegagalan.
16
2.6.2 Simbol – symbol Fault Tree Analysis
Dalam merancang sebuah pohon kegagalan, ada satu set simbol yang
digunakan. Set ini memiliki sejumlah varian dan, hanya pilihan tertentu simbol
yang diambil di sini. Simbol dalam Fault Tree Analysis ada dua macam yaitu gate
dan event. Berikut symbol yang paling penting ditunjukkan pada gambar berikut :
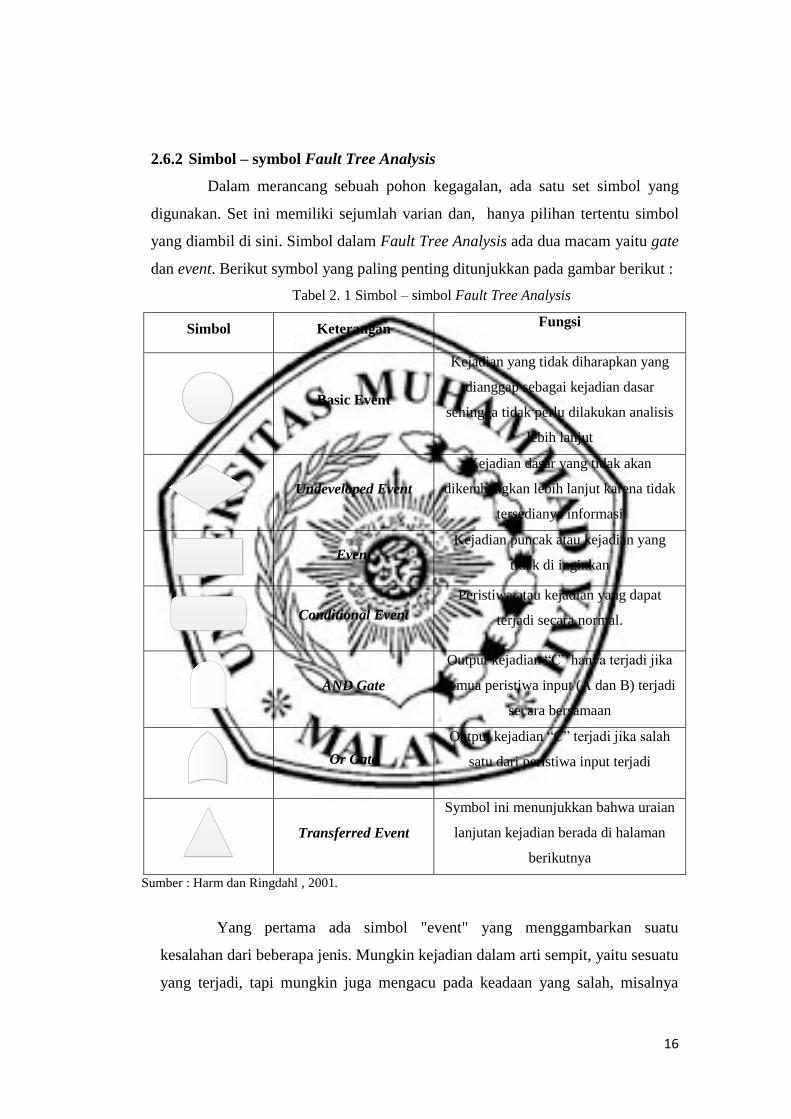
Tabel 2. 1 Simbol – simbol Fault Tree Analysis
Simbol Keterangan Fungsi
Basic Event
Kejadian yang tidak diharapkan yang
dianggap sebagai kejadian dasar
sehingga tidak perlu dilakukan analisis
lebih lanjut
Undeveloped Event
Kejadian dasar yang tidak akan
dikembangkan lebih lanjut karena tidak
tersedianya informasi
Event Kejadian puncak atau kejadian yang
tidak di inginkan
Conditional Event
Peristiwa atau kejadian yang dapat
terjadi secara normal.
AND Gate
Output kejadian “C” hanya terjadi jika
semua peristiwa input (A dan B) terjadi
secara bersamaan
Or Gate
Output kejadian “C” terjadi jika salah
satu dari peristiwa input terjadi
Transferred Event
Symbol ini menunjukkan bahwa uraian
lanjutan kejadian berada di halaman
berikutnya
Sumber : Harm dan Ringdahl , 2001.
Yang pertama ada simbol "event" yang menggambarkan suatu
kesalahan dari beberapa jenis. Mungkin kejadian dalam arti sempit, yaitu sesuatu
yang terjadi, tapi mungkin juga mengacu pada keadaan yang salah, misalnya

17
komponen yang gagal. Oleh karena itu, mungkin lebih baik digambarkan
sebagai "kejadian kegagalan".
Simbol-simbol kondisional digunakan untuk menunjukkan bagaimana kondisi
atau peristiwa yang normal juga dapat mempengaruhi sistem. Kadang-kadang, simbol
yang digunakan dalam kombinasi dengan gerbang khusus yang disebut INHIBIT
(Penghambat). Simbol transfer digunakan untuk membagi pohon menjadi beberapa
bagian yang lebih kecil. Dan symbol “AND” dan “OR” digunakan untuk menyediakan
koneksi logis dari berbagai kejadian.
Secara umum metode fault tree analysis adalah sebuah metode yang
menyeselasikan kasus apabila terjadi sesuatu kegagalan atau hal yang tidak diinginkan
dengan mencari akar – akar permasalahan Basic Event yang muncul dan diursaikan dari
setiap indikasi kejadian puncak (Top Event) (Harms dan Ringdahl. 2001).