aplikasi response surface method untuk optimasi … · adik-adik praktikan p1 tin 48, p3 tin 49,...
TRANSCRIPT

APLIKASI RESPONSE SURFACE METHOD UNTUK OPTIMASI
KONDISI PROSES PRODUKSI BIODIESEL JARAK PAGAR
MELALUI TRANSESTERIFIKASI IN SITU
RATNA RUCITRA
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
2014


PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul “Aplikasi Response Surface
Method untuk Optimasi Kondisi Proses Produksi Biodiesel Jarak Pagar Melalui
Transesterifikasi In Situ” adalah benar karya saya dengan arahan dari dosen
pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana
pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun
tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam
Daftar Pustaka di bagian akhir skripsi ini. Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut
Pertanian Bogor.
Bogor, November 2014
Ratna Rucitra
NIM F34100031


ABSTRAK
RATNA RUCITRA. Aplikasi Response Surface Method Untuk Optimasi Kondisi
Proses Produksi Biodiesel Jarak Pagar Melalui Transesterifikasi In Situ. Di bawah
bimbingan IKA AMALIA KARTIKA.
Proses produksi biodiesel secara konvensional umumnya melalui tahapan yang
panjang, waktu proses yang lama dan biaya produksi yang tinggi, dimana 70% biaya
produksi digunakan untuk proses ekstraksi dan pemurnian minyak. Transesterifikasi
in situ dapat menjadi alternatif dari permasalahan tersebut. Penelitian ini bertujuan
untuk mengoptimasi kondisi proses produksi biodiesel dari biji jarak pagar melalui
transesterifikasi in situ menggunakan RSM, dan mengetahui pengaruh kondisi proses
tersebut terhadap rendemen dan kualitas biodiesel yang dihasilkan. Variabel-variabel
kondisi proses yang dioptimasi adalah rasio heksan/total pelarut (X1), suhu reaksi (X2),
waktu reaksi (X3), dan kecepatan pengadukan (X4), dengan respon rendemen,
viskositas, bilangan asam, bilangan penyabunan dan bilangan ester. Kondisi proses
optimum untuk rendemen diperoleh pada X1= 0, X2= 57.9 °C, X3= 5.4 jam, dan X4=
206.5 rpm. Kondisi proses optimum untuk kualitas biodiesel (viskositas, bilangan
asam, bilangan penyabunan, dan bilangan ester) diperoleh pada X1= 0.33, X2= 55.8 °C,
X3= 3.2-5.2 jam, dan X4= 300-600 rpm. Model polinomial yang sesuai untuk
rendemen adalah model polinomial orde satu atau linier, sedangkan untuk kualitas
biodiesel adalah model polinomial orde ketiga atau kubik. Variabel yang berpengaruh
signifikan terhadap rendemen dan kualitas biodiesel adalah rasio heksan/total pelarut
(X1). Hasil optimasi multi respon yaitu rendemen (y1), bilangan asam (y2) dan
viskositas (y3) diperoleh X1= 0.06, X2= 53.3 °C, X3= 6 jam, dan X4= 392.4 rpm dengan
hasil y1= 81.3%, y2= 0.14 mg KOH/g, dan y3= 3.2 cSt. Nilai validasi yang diperoleh
y1= 77.5%, y2= 0.16 mg KOH/g, dan y3= 3.6 cSt. Selisih antara validasi dengan
prediksi model adalah <5%, hal tersebut menunjukan pemodelan yang dilakukan telah
baik.
Kata kunci: biodiesel, jarak pagar, in situ, optimasi, response surface method

ABSTRACT
RATNA RUCITRA. Application of Response Surface Method for Process
Conditions Optimization of Jatropha Seeds Biodiesel Production by In Situ
Transesterification. Supervised by IKA AMALIA KARTIKA.
A conventional jatropha seeds biodiesel production is conducted through many stages
and long time process. It requires high production cost where 70% of production cost
is used for extraction and purification. In situ transesterification can be an alternative
solution for conventional biodiesel production problems. This study aims to optimize
the process conditions of the jatropha seeds biodiesel production through in situ
transesterification using RSM, and to determine the influence of the process conditions
on the yield and quality of the biodiesel. The variables of process conditions optimized
were the ratio of hexane to total solvent (X1), reaction temperature (X2), reaction time
(X3), and agitation speed (X4), where the response was yield, viscosity, acid value,
saponification value, and ester value. The optimum process conditions for biodiesel
yield were obtained on X1= 0, X2= 57.9 °C, X3= 5.4 hours, and X4= 206.5 rpm. The
optimum process conditions for biodiesel quality (viscosity; acid value; saponification
value; ester value) were obtained on X1= 0.33, X2= 55.8 °C, X3= 3.2-5.2 h, and X4=
300-600 rpm. Polynomial model for biodiesel yield was first order polynomial model
or linier and for biodiesel quality was third order polynomial model or cubic. The ratio
of hexane to total solvent (X1) affected significantly biodiesel yield and quality. The
optimum process conditions with multi response was obtained on X1= 0.06, X2=
53.3 °C, X3= 6 h, and X4= 392.4 rpm, with y1= 81.3%, y2= 0.14 mg KOH/g, and
y3= 3.2 cSt. The validation on this optimum process conditions resulted y1= 77.5%,
y2= 0.16 mg KOH/g, and y3= 3.6 cSt. The difference between the results of validation
and model prediction was less than 5%, the model was thus good.
Keyword: biodiesel, jatropha seeds, in situ, optimization, response surface method

APLIKASI RESPONSE SURFACE METHOD UNTUK OPTIMASI
KONDISI PROSES PRODUKSI BIODIESEL JARAK PAGAR
MELALUI TRANSESTERIFIKASI IN SITU
RATNA RUCITRA
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknologi Pertanian
pada
Departemen Teknologi Industri Pertanian
DEPARTEMEN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
2014


Judul Skripsi : Aplikasi Response Surface Method untuk Optimasi Kondisi Proses
Produksi Biodiesel Jarak Pagar Melalui Transesterifikasi In Situ
Nama : Ratna Rucitra
NIM : F34100031
Disetujui oleh
Dr Ir Ika Amalia Kartika, MT
Pembimbing
Diketahui oleh
Prof Dr Ir Nastiti Siswi Indrasti
Ketua Departemen
Tanggal Lulus:

PRAKATA
Puji syukur kehadirat Allah SWT yang telah melimpahkan rahmat serta
hidayah-Nya, sehingga penulis dapat menyelesaikan skripsi yang berjudul “Aplikasi
Response Surface Method untuk Optimasi Kondisi Proses Produksi Biodiesel Jarak
Pagar Melalui Transesterifikasi In Situ”.
Ucapan terima kasih penulis berikan kepada :
1. Dr Ir Ika Amalia Kartika, MT selaku dosen Pembimbing Akademik yang telah
memberikan perhatian serta dengan sabar membimbing penulis selama penelitian
dan penulisan skripsi.
2. Orangtua tercinta Heryati dan Sugeng Hartadi, serta kakak saya Wira Widyawidura
dan Dyah Kurniawati Agustika atas dukungan, dana, doa, dan kasih sayang yang
tak pernah henti diberikan.
3. Seluruh laboran TIN atas bantuan dan ilmu yang diberikan.
4. Anissha Hud Alaydrus, Wenny Ayunisa, Koe, dan Fairuz serta teman-teman TIN
47, lainnya atas dukungan dan bantuannya selama kuliah bersama.
5. Adik-adik praktikan P1 TIN 48, P3 TIN 49, dan P2 TIN 50 atas dukungannya.
6. Mazaya Ghaisani, Dewi Wulandari, Aneisti, Nadira, Tari, Novi, dan teman-teman
kosan GDY atas bantuan dan kebersamaan.
7. Serta semua pihak yang tidak dapat disebutkan satu persatu atas segala
dukungannya sehingga penulis dapat menyelesaikan penelitian dan penyusunan
skripsi ini dengan baik
Penulis berharap agar skripsi ini dapat bermanfaat bagi semua pihak.
Bogor, Desember 2014
Ratna Rucitra

DAFTAR ISI
DAFTAR TABEL ix
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN ix
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
Ruang Lingkup Penelitian 2
BAHAN DAN METODE 3
Bahan 3
Alat 3
Metode 3
HASIL DAN PEMBAHASAN 6
Karakteristik Bahan Baku 6
Optimasi Proses Produksi Biodiesel 7
Optimasi Kondisi Proses Multi Respon dan Validasinya 20
SIMPULAN DAN SARAN 21
Simpulan 21
Saran 22
DAFTAR PUSTAKA 22
LAMPIRAN 24

DAFTAR TABEL
1 Level coded dan uncoded dari variabel-variabel kondisi proses 4 2 Karaksteristik biji jarak pagar 6 3 Nilai parameter-parameter optimasi untuk respon rendemen 8 4 Nilai Parameter-parameter optimasi untuk respon viskositas 11 5 Nilai parameter-parameter optimasi untuk respon bilangan asam 14 6 Nilai parameter-parameter optimasi untuk respon bilangan penyabunan 16 7 Nilai parameter-parameter optimasi untuk respon bilangan ester 18
DAFTAR GAMBAR
1 Diagram alir proses persiapan bahan baku 3
2 Kontur pengaruh rasio heksan/total pelarut terhadap rendemen pada 9 3 Kontur pengaruh rasio heksan/total pelarut terhadap viskositas pada
berbagai kondisi proses 12 4 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan asam pada
berbagai kondisi proses 15 5 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan penyabunan
pada berbagai kondisi proses 17 6 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan ester pada
berbagai kondisi proses 19
DAFTAR LAMPIRAN
1 Prosedur Analisa Bahan Baku (Analisa Proksimat) 25 2 Diagram Alir Proses Produksi Biodiesel Melalui Transesterifikasi In Situ 27 3 Prosedur Analisis Biodiesel 28
4 Kombinasi 4 Variabel Perlakuan 30
5 Hasil Uji Signifikansi Rendemen 31 6 Hasil Uji Signifikansi Viskositas 31 7 Hasil Uji Signifikansi Bilangan Asam 32 8 Hasil Uji Signifikansi Bilangan Penyabunan 33 9 Hasil Uji Signifikansi Bilangan Ester 34


PENDAHULUAN
Latar Belakang
Penggunaan bahan bakar minyak yang berasal dari energi fosil saat ini terus
meningkat, akan tetapi hal tersebut tidak diiringi dengan peningkatan cadangan
sumber bahan bakar tersebut. Oleh karena itu diperlukan bahan bakar minyak alternatif
yang dapat diperbaharui dan ketersediaannya mencukupi. Salah satu alternatif bahan
bakar minyak tersebut adalah biodiesel.
Produksi biodiesel di Indonesia telah didukung oleh pemerintah, dimana tingkat
produksi biodiesel ditargetkan meningkat setiap periode. Hal tersebut dapat terlihat
dari blue print yang dikeluarkan oleh departemen ESDM (Energi dan Sumberdaya
Mineral) tentang pengelolaan energi nasional yang menunjukkan bahwa pada tahun 2005-
2009 produksi biodiesel ditargetkan 2% dari solar atau sebesar 0,72 juta kL, tahun 2010-
2015 ditargetkan 3% dari solar atau 1,5 juta kL, dan pada tahun 2016-2025 ditargetkan
5% dari solar atau sebesar 4,7 juta kL.
Biodiesel merupakan bahan bakar untuk mesin diesel yang berasal dari sumber
lipid atau minyak nabati terbarukan. Biodiesel memiliki beberapa keunggulan di
antaranya (Hambali et al. 2007): (1) Lebih ramah lingkungan karena emisi yang
dihasilkan lebih sedikit; (2) Angka setananya lebih tinggi sehingga efisiensi
pembakaran lebih baik; dan (3) Merupakan sumber bahan bakar yang dapat
diperbaharui karena terbuat dari bahan nabati. Salah satu bahan nabati yang dapat
digunakan menjadi bahan baku biodiesel adalah biji jarak pagar (Jatropha curcas L).
Tanaman jarak pagar memiliki potensi untuk dikembangkan sebagai bahan baku
pembuatan biodiesel karena budidayanya yang mudah, tidak memerlukan lahan yang
subur, dan biaya yang tidak mahal (Achten et al. 2008). Berdasarkan penelitian yang
dilakukan oleh Apriliyanti (2012), kandungan minyak yang terdapat di dalam biji jarak
yaitu 30.39%. Kandungan minyak yang cukup tinggi tersebut merupakan salah satu
alasan pemilihan biji jarak sebagai bahan baku biodiesel. Selain itu minyak jarak
mengandung racun forbol ester, sehingga tidak dapat dikonsumsi (Gubitz et al. 1999).
Penggunaan biji jarak sebagai bahan baku biodiesel akan menghindarkan terjadinya
pertentangan antara sumber bahan pangan dengan energi terbaharukan.
Proses produksi biodiesel berbahan baku biji jarak umumnya melalui tahapan
proses yang panjang. Semakin panjang tahapan proses produksi maka rendemen yang
diperoleh semakin rendah, waktu proses semakin lama, dan biaya yang dibutuhkan
semakin tinggi. Sebesar 70% dari biaya produksi biodiesel digunakan untuk proses
ekstraksi dan pemurnian minyak (Hass et al. 2004). Kendala dalam proses produksi
tersebut memerlukan solusi dan alternatif proses yang lebih baik. Salah satu alternatif
untuk menyederhanakan proses produksi biodiesel yaitu melalui transesterifikasi in
situ.
Transesterifikasi in situ merupakan penyederhanaan proses produksi biodiesel
dengan mengeleminasi proses ekstraksi dan pemurnian minyak sehingga dapat
menurunkan biaya produksi biodiesel (Haas et al. 2004). Metode transesterifikasi in
situ memanfaatkan trigliserida yang berasal dari bahan baku sumber minyak tanpa
perlu mengekstrak dan memurnikannya terlebih dahulu (Qian et al. 2008). Kelebihan
lain dari metode transesterifikasi in situ pada proses produksi biodiesel adalah
meningkatkan rendemen dengan kehilangan minyak pada bahan baku seminimal

2
mungkin, sehingga trigliserida yang dapat dikonversi menjadi biodiesel semakin
tinggi.
Penelitian mengenai biodiesel berbahan baku biji jarak melalui
transesterifikasi in situ telah dilakukan oleh Utami (2010), Shuit et al. (2010),
Yulianingtyas (2011), Fajarani (2011), Aprilyanti (2012), Pujiastuti (2012), dan Lina
(2013). Masing-masing penelitian tersebut menggunakan rasio yang berbeda antara
bahan baku dan pelarutnya, serta perbandingan heksan dengan total pelarut. Kondisi
proses yang digunakan pun berbeda, seperti suhu reaksi, waktu reaksi, dan kecepatan
pengadukan. Penelitian ini menggunakan metode yang serupa dengan penelitian
Aprilyanti (2012) dan Pujiastuti (2012), namun terdapat perbedaan perlakuan dan
variabel yang digunakan. Penelitian ini dilakukan untuk mengoptimasi proses
produksi biodiesel berbahan baku biji jarak pagar melalui transesterifikasi in situ
menggunakan Response Surface Method (RSM). Variabel yang dioptimasi adalah
rasio heksan/total pelarut, suhu reaksi, waktu reaksi, dan kecepatan pengadukan.
Melalui optimasi keempat variabel tersebut diharapkan akan diperoleh kondisi proses
yang optimum untuk memproduksi biodiesel melalui transesterifikasi in situ.
Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk mengoptimasi kondisi proses produksi
biodiesel dari biji jarak pagar melalui transesterifikasi in situ menggunakan RSM, serta
mengetahui pengaruh kondisi-kondisi proses tersebut terhadap rendemen dan kualitas
biodiesel yang dihasilkan.
Ruang Lingkup Penelitian
Penelitian ini dirancang menggunakan Central Composite Design (CCD),
dianalisis dengan ANOVA (α=0.05) dan RSM (Response Surface Method). RSM
adalah himpunan metode matematika dan statistika yang digunakan untuk melihat
hubungan antara satu atau lebih variabel perlakuan dengan respon dengan tujuan, dan
bertujuan untuk untuk mengoptimalkan respon tersebut (Montgomery 2001).
Penelitian ini menggunakan biji jarak pagar dengan kadar air <2% dan ukuran
partikel 20 mesh sebagai bahan baku. Konsentrasi KOH yang digunakan sebesar 0.075
mol/L metanol. Data hasil penelitian digunakan untuk memodelkan pengaruh variabel-
variabel terhadap respon yang meliputi rendemen biodiesel, viskositas, bilangan asam,
bilangan penyabunan, dan bilangan ester.
Terdapat 4 variabel dalam rentang 5 taraf dalam penelitian ini yang digunakan
untuk menentukan kondisi proses optimum. Untuk level -1 dan +1, penelitian
dilakukan sebanyak 2 kali ulangan, sedangkan untuk level central (0) penelitian
dilakukan sebanyak 5 kali ulangan. Variabel-variabel proses produksi yang dioptimasi
meliputi rasio heksan/total pelarut (0-0.67), suhu reaksi (40-60 C), waktu reaksi (2-6
jam dan kecepatan pengadukan (200-600 rpm).

3
BAHAN DAN METODE
Bahan
Bahan baku yang digunakan dalam penelitian ini adalah buah jarak pagar yang
diperoleh dari PT. JEDO Indonesia. Buah jarak dikupas kulitnya, kemudian bijinya
dikeringkan hingga kadar air <2%. Bahan kimia yang digunakan pada proses produksi
biodiesel yaitu heksan, metanol, dan KOH. Sedangkan bahan kimia yang digunakan
untuk analisis proksimat dan analisis biodiesel adalah aquades, heksan, alkohol,
CuSO4, Na2SO4, H2SO4, NaOH, katalis, HCl, etanol netral 95%, KOH, indikator
mensel, dan indikator phenolphtalein.
Alat
Peralatan yang digunakan pada penelitian ini meliputi tangki reaktor 10 L yang
dilengkapi dengan pengaduk, pemanas dan kondensor, blender, labu pemisah, oven,
evaporator, pompa vakum, dan peralatan gelas. Sedangkan peralatan yang digunakan
untuk analisis proksimat dan analisis biodiesel adalah cawan alumunium, cawan
porselen, neraca analitik, labu soxhlet, kondensor, oven, desikator, piknometer, labu
Kjeldhal, autoklaf, destilator, fume hood, tanur listrik, water bath, gelas piala, gelas
ukur, pipet, erlenmeyer, dan viskometer Ostwald
Metode
Persiapan Bahan Baku
Proses persiapan bahan baku dijelaskan pada Gambar 1 berikut.
Gambar 1 Diagram alir proses persiapan bahan baku
Biji jarak terlebih dahulu dikarakterisasi, yang meliputi kadar air, kadar abu,
kadar minyak, kadar serat, kadar protein, dan kadar karbohidrat. Prosedur lengkap
analisis parameter-parameter tersebut dijelaskan pada Lampiran 1. Biji jarak pagar
Pengupasan
nnn
Pengeringan
Karakterisasi
Buah jarak pagar
Cangkang
Biji jarak pagar
Biji jarak pagar kering
4
selanjutnya dikeringkan pada suhu 50-60 C selama 72 jam hingga kadar airnya <2 %.
Setelah biji jarak kering, selanjutnya dilakukan pengecilan ukuran biji jarak hingga 20
mesh.
Proses Produksi Biodiesel
Proses transesterifikasi in situ berlangsung di dalam reaktor berkapasitas 10 L
yang dilengkapi dengan pemanas listrik, termometer, pengaduk, dan pendingin balik.
Kondisi proses divariasikan pada rasio hekan/total pelarut 0-0.67, suhu reaksi 40-60
C, waktu reaksi 2-6 jam, dan kecepatan pengadukan 200-600 rpm. Diagram alir
proses produksi biodiesel melalui transesterifikasi in situ dapat dilihat pada Lampiran
2.
Setelah proses transesterifikasi in situ selesai, campuran dibiarkan mengendap
untuk menurunkan suhu dan memisahkan filtrat dari padatan. Filtrat selanjutnya
dievaporasi menggunakan evaporator untuk menguapkan heksan dan metanol. Filtrat
diletakkan dalam labu pemisah untuk memisahkan metil ester dan gliserol. Lapisan
biodiesel berada di bagian atas dan gliserol di bagian bawah yang berwujud semi-
padat. Selanjutnya biodiesel dicuci menggunakan aquades dan dipanaskan pada suhu
105 °C selama satu jam untuk menguapkan aquades dari sisa pencucian. Biodiesel
kemudian dikarakterisasi yang meliputi viskositas, bilangan asam, bilangan
penyabunan, dan bilangan ester. Prosedur analisis biodiesel dapat dilihat pada
Lampiran 3.
Rancangan Percobaan
Rancangan percobaan yang digunakan pada penelitian ini adalah Central
Composite Design (CCD). Kombinasi 4 variabel perlakuan terdapat pada Lampiran 4,
sedangkan level coded dan uncoded dari variabel-variabel kondisi proses disajikan
pada Tabel 1.
Tabel 1. Level coded dan uncoded dari variabel-variabel kondisi proses
Variabel Kode Satuan Taraf
-2 -1 0 1 2
Rasio
heksan/total
pelarut
X1 v/v 0 0.17 0.33 0.50 0.67
Suhu X2 °C 40 45 50 55 60
Waktu reaksi X3 Jam 2 3 4 5 6
Kecepatan
pengadukan X4 Rpm 200 300 400 500 600
Variabel-variabel kondisi proses yang diuji adalah rasio heksan/total, suhu
reaksi, waktu reaksi, dan kecepatan pengadukan. Data-data hasil penelitian selanjutnya
diolah dengan ANOVA (α=0.05), dan analisis regresi menggunakan software Design
Expert 7.0.0 yang menghasilkan persamaan polinomial serta kontur hubungan antara
variabel-variabel dengan respon. Penelitian ini menggunakan 5 titik pusat dan 24 titik
lainnya.

5
= 0
Optimasi Kondisi Proses dengan RSM
Tahapan optimasi kondisi proses dengan RSM adalah sebagai berikut:
1. Menentukan model polinomial yang sesuai berdasarkan Sequential Model Sum of
Squares (SMSS), lack of fit, R2, dan adjusted R2. Kriteria pemilihan model
polinomial yaitu nilai SMSS yang paling signifikan (P<0.05), nilai lack of fit yang
paling tidak signifikan (P>0.05), nilai R2 dan adjusted R2 yang tertinggi dan atau
selisih kedua nilai tersebut yang paling kecil (Montgomery 2001). Persamaan-
persamaan polinomial yang diuji meliputi:
Persamaan polinomial orde pertama :
y = βo + β1X1 + β2X2 + β3X3 + β4X4 + Ɛ
Persamaan polinomial orde kedua :
y = βo + β1X1 + β2X2 + β3X3 + β4X4 + β5X1X2 + β6X1X3 + β7X1X4 +
β8X2X3 + β9X2X4+ β10X3X4+ β11X12+ β12X2
2 + β13X32 + β14X4
2 + Ɛ
Persamaan orde polinomial ketiga :
y = βo + β1X1 + β2X2 + β3X3 + β4X4 + β5X1X2 + β6X1X3 + β7X1X4 + β8X2X3 +
β9X2X4 + β10X3X4 + β11X12 + β12X2
2 + β13X32 + β14X4
2 + β15X1X2 X3 +
β16X1X2X4 + β17X1X3 X4 + β18X2X3 X4 + β19X12 X2 + β20X1
2 X3 + β21X12 X4 +
β22X1 X22 + β23X1X3
2 + β24X1X42 + β25X2
2X3 + β26X22X4 + β27X2X3
2Ɛ +
β28X2X42 + β29X3
2X4 + β30X3X4
2 + β31X13 + β32X2
3 + β33X33 + β34X4
3 + Ɛ
dimana :
y Respon (rendemen biodiesel, bilangan asam, bilangan penyabunan,
bilangan ester, dan viskositas)
X1,X2 Variabel-variabel yang meliputi rasio heksan terhadap total pelarut,
X3,X4 suhu, waktu reaksi, dan kecepatan pengadukan
βi Konstanta titik potong dan koefisien untuk variabel serta pengaruh
interaksi antar peubah terhadap respon
Ɛ Galat
2. Melakukan uji signifikansi untuk mengetahui pengaruh variabel-variabel terhadap
respon, signifikan atau tidak.
3. Menentukan titik optimum berdasarkan model polinomial yang diperoleh untuk
masing-masing respon. Terdapat tiga jenis titik optimum yaitu maksimum,
minimum, dan saddle point. Titik optimum dapat diperoleh menggunakan rumus
berikut:
dy
dXi
4. Menentukan titik optimum berdasarkan respon rendemen, viskositas, dan bilangan
asam secara simultan. Optimasi yang digunakan untuk rendemen adalah maksimasi
sedangkan untuk viskositas dan bilangan asam adalah minimasi. Respon viskositas
(y2) dan bilangan asam (y3) diberi pembatas berdasarkan standar mutu SNI, dimana
3 < y2 < 6 dan y3 < 0.8.

6
HASIL DAN PEMBAHASAN
Karakteristik Bahan Baku
Karakterisasi bahan baku bertujuan untuk mengetahui karakteristik biji jarak
pagar yang digunakan. Karakterisasi yang dilakukan meliputi analisis kadar air, kadar
abu, kadar protein, kadar minyak, kadar serat, dan kadar karbohidrat (by difference).
Hasil karakterisasi biji jarak pagar terdapat pada Tabel 2.
Tabel 2. Karaksteristik biji jarak pagar
Parameter Uji Nilai Hasil penelitian sebelumnya
(Aprilyanti 2012)
Kadar air (% bb) 7.87 8.03
Kadar minyak (% bb) 30.87 30.39
Kadar serat (% bb) 30.71 29.95
Kadar abu (% bb) 5.05 4.85
Kadar protein (% bb) 18.06 17.77
Kadar karbohidrat (% bb) 7.48 9.01
Berdasarkan Tabel 2 dapat diketahui bahwa hasil karakterisasi bahan baku yang
diperoleh pada penelitian ini tidak jauh berbeda dengan hasil penelitian sebelumnya
(Aprilyanti 2012). Hal tersebut dikarenakan varietas biji jarak yang digunakan dalam
penelitian ini sama dengan penelitian sebelumnya.
Kadar minyak dan kadar air di dalam biji jarak merupakan parameter yang
penting di dalam proses produksi biodiesel karena akan berpengaruh terhadap
rendemen dan kualitas biodiesel yang dihasilkan. Kadar air yang diperoleh pada
penelitian ini sebesar 7.87%. Kadar air tersebut memiliki selisih ±0.16% dari
penelitian sebelumnya (Aprilyanti 2012) yaitu sebesar 8.03%. Kadar minyak yang
didapat pada penelitian ini sebesar 30.87 %, sedangkan pada penelitian Aprilyanti
(2012) hasilnya sebesar 30.39%. Nilai kadar air dan kadar minyak yang diperoleh tidak
berbeda secara signifikan bila dibandingkan dengan nilai penelitian Apriliyanti (2012).
Adapun perbedaan tersebut dapat disebabkan oleh beberapa hal, di antaranya
perlakuan pasca panen dan penyimpanan bahan baku.
Kandungan air yang tinggi di dalam biji jarak dapat menghambat proses
transesterifikasi in situ dan menyebabkan menurunnya kualitas biodiesel. Kandungan
air yang tinggi pada bahan akan menyebabkan saponifikasi ester sehingga akan
menurunkan efisiensi proses transesterifikasi (Kartika et al. 2011). Selain itu kadar air
yang tinggi akan menyebabkan terjadinya hidrolisis trigliserida pada bahan menjadi
asam-asam lemak bebas, sehingga bilangan asam pada biodiesel akan meningkat.
Menurut Corro et al. (2010), transesterifikasi yang menggunakan katalis basa harus
menggunakan bahan yang memiliki kandungan FFA <2%, maka dari itu pada
penelitian ini kadar air dan kadar FFA pada biji jarak pagar dikondisikan <2%.
Kadar minyak yang tinggi pada biji jarak pagar akan menghasilkan konversi
trigliserida menjadi biodiesel yang tinggi. Kadar minyak biji jarak dipengaruhi oleh
beberapa hal, di antaranya varietas biji jarak yang digunakan, usia panen, dan
penanganan pasca panen. Kadar minyak yang tinggi diperoleh dari biji jarak pagar

7
dengan tingkat kematangan yang tepat, jika dipanen lebih awal (belum matang) akan
menyebabkan kadar minyak rendah.
Selain kadar air dan kadar minyak, faktor lainnya yang dapat berpengaruh dalam
proses produksi biodiesel melalui transesterifikasi in situ adalah ukuran partikel.
Semakin kecil ukuran partikel yang digunakan dapat meningkatkan kontak bahan
dengan pelarut, meningkatkan efisiensi saat proses ekstraksi dan transesterifikasi, dan
akan berpengaruh terhadap peningkatan rendemen biodiesel (Kartika et al. 2011). Pada
penelitian ini, biji jarak pagar dihancurkan menggunakan blender untuk memperkecil
ukuran menjadi 20 mesh.
Terdapat selisih ±0.2% untuk nilai kadar abu dan kadar protein yang diperoleh
bila dibandingkan dengan penelitian sebelumnya Aprilyanti (2012). Kadar abu adalah
jumlah mineral pada bahan yang tidak ikut terbakar saat proses pengabuan. Kadar abu
yang tinggi dapat disebabkan oleh bahan pengotor yang terdapat di dalam bahan.
Kadar serat yang dihasilkan pada penelitian ini memiliki selisih ±0.7%,
dibandingkan dengan penelitian Aprilyanti (2012). Kadar serat dari biji jarak terdiri
dari komponen selulosa, hemiselulosa, dan lignin. Kadar serat di dalam biji jarak
dipengaruhi oleh komposisi kulit biji dan kernel biji. Biji jarak yang memiliki kadar
serat yang tinggi, umumnya memiliki daging buah yang kecil. Berdasarkan hal
tersebut, maka secara tidak langsung kadar serat di dalam biji jarak akan
mempengaruhi kadar lemak.
Biji jarak terdiri dari bagian cangkang dan daging biji dengan persentase 37%
dan 63% (Kartika et al. 2011). Apabila komposisi cangkang biji lebih besar dibanding
daging biji, maka kadar serat yang dihasilkan juga tinggi. Kandungan serat yang tinggi
akan menghasilkan ampas biodiesel yang baik sehingga dapat dimanfaatkan kembali
menjadi papan partikel dan produk lain.
Kadar karbohidrat diperoleh dengan menggunakan perhitungan by difference,
yaitu jumlah keseluruhan bahan (100%) dikurangi jumlah kadar air, kadar abu, kadar
minyak, kadar protein, dan kadar serat. Kadar karbohidrat pada penelitian ini (7.48%)
sedangkan penelitian Aprilyanti (2012) sebesar 9.01%. Perbedaan kadar karbohidrat
pada penelitian ini disebabkan karena adanya perbedaan beberapa nilai parameter uji
lainnya.
Optimasi Proses Produksi Biodiesel
Proses produksi biodiesel pada penelitian ini melalui transesterifikasi in situ,
menggunakan pelarut metanol serta heksan sebagai co-solvent. Metanol merupakan
ekstraktan dan reaktan yang berfungsi untuk mengekstrak minyak di dalam biji jarak,
kemudian bereaksi dengan minyak tersebut sehingga dapat terbentuk biodiesel. Pelarut
metanol dipilih karena harga metanol lebih murah dan waktu yang dibutuhkan untuk
bereaksi lebih cepat bila dibandingkan dengan pelarut lainnya seperti etanol.
Menurut Kartika et al. (2013) pelarut metanol kurang efektif untuk mengekstrak
minyak dari dalam biji jarak, sehingga diperlukan co-solvent seperti heksan agar
ekstraksi minyak jarak dapat berlangsung secara maksimal. Heksan merupakan
ekstraktan yang berfungsi untuk mengekstraksi minyak di dalam biji jarak. Heksan
bersifat nonpolar sehingga hanya mengekstrak minyak dari dalam biji jarak, bukan
senyawa polar seperti air (Kartika et al. 2013). Semakin tinggi minyak yang dapat
terekstrak dari biji jarak, diharapkan akan semakin tinggi pula rendemen biodiesel
yang diperoleh.

8
Katalis yang dapat digunakan pada proses transesterifikasi in situ adalah katalis
basa atau asam. Penelitian ini menggunakan katalis basa kuat (KOH) yang
ditambahkan pada metanol untuk mempercepat reaksi. Katalis basa akan
menghasilkan rendemen biodiesel yang lebih tinggi jika dibandingkan dengan katalis
asam (Leung et al. 2010). Adapun alasan lain dipilihnya KOH sebagai katalis pada
penelitian ini karena harganya murah, proses produksi biodiesel dapat dilakukan pada
suhu yang lebih rendah, lebih efektif jika dibandingkan dengan katalis asam, dan
memiliki aktivitas katalitik yang tinggi. Berdasarkan penelitian Shuit et al. (2010),
transesterifikasi in situ minyak jarak pagar menggunakan katalis asam (H2SO4)
membutuhkan waktu 24 jam untuk memperoleh rendemen sebanyak 99.8%.
Penelitian ini mengoptimasikan 4 faktor kondisi proses yaitu rasio heksan/total
pelarut, suhu reaksi, waktu reaksi, dan kecepatan pengadukan. Faktor-faktor perlakuan
tersebut digunakan untuk menentukan titik optimum rendemen dan mutu biodiesel
(viskositas, bilangan asam, bilangan penyabunan, dan bilangan ester). Dengan
menggunakan RSM dapat diperoleh kondisi proses terbaik untuk menghasilkan nilai
respon yang optimum
Rendemen Biodiesel
Rendemen biodiesel yang dihasilkan pada penelitian ini sebesar 70.6-82.5%.
Berdasarkan hasil analisis SMSS, lack of fit, R2, dan adjusted R2 (Tabel 3), model yang
sesuai untuk mengoptimasi kondisi proses dengan respon rendemen adalah model
polinomial orde satu atau linier.
Tabel 3 Nilai parameter-parameter optimasi untuk respon rendemen
SMSS Lack of Fit Adjusted Keterangan
Parameter Prob>F Prob>F R2 R2
Linier 0.0418 0.8749 0.3281 0.2161 Cocok
2FI 0.7596 0.8237 0.4331 0.1181
Kuadratik 0.7307 0.7595 0.5050 0.0099
Kubik 0.7461 0.4317 0.7669 -0.3051
Berdasarkan Tabel 3 dapat dilihat bahwa model linier memiliki nilai SMSS
yang signifikan (P<0.05), sedangkan untuk model-model lainnya nilai SMSS tidak
signifikan (P>0.05). Hal tersebut berarti bahwa model linier lebih cocok dibandingkan
dengan model kuadratik ataupun model kubik. Hal tersebut didukung dengan nilai lack
of fit yang tidak signifikan dan lebih tinggi nilainya dibandingkan dengan nilai lack of
fit dari model-model lainnya. Berikut adalah model polinomial orde satu yang
diperoleh:
y = 76.19 – 1.81X1 + 0.63X2 + 0.84X3 – 0.28X4
Nilai R2 menunjukkan konstribusi faktor regresi terhadap respon (Lina 2013).
Semakin besar nilai R2, maka semakin besar konstribusi atau pengaruh faktor terhadap
respon. Adjusted R2 digunakan untuk menentukan kesesuaian nilai R2 yang diperoleh,
dimana semakin kecil selisih antara nilai R2 dengan adjusted R2 maka nilai R2 tersebut
semakin baik. Berdasarkan Tabel 3 dapat dilihat bahwa nilai R2 untuk model linier
adalah 32.18%. Walaupun nilai tersebut lebih rendah dibandingkan dengan model-
model lainnya, tetapi selisih dengan nilai adjusted R2 adalah yang paling rendah
(11.2%). Hal ini menegaskan bahwa model linierlah yang paling cocok digunakan
untuk mengoptimasi kondisi proses produksi biodiesel dengan respon rendemen.
9
X1:Rasio Heksan/Total Pelarut
X3:W
aktu
Rea
ksi
X4:K
ecep
atan
P
engad
ukan
X1:Rasio Heksan/Total Pelarut
X1:Rasio Heksan/Total Pelarut
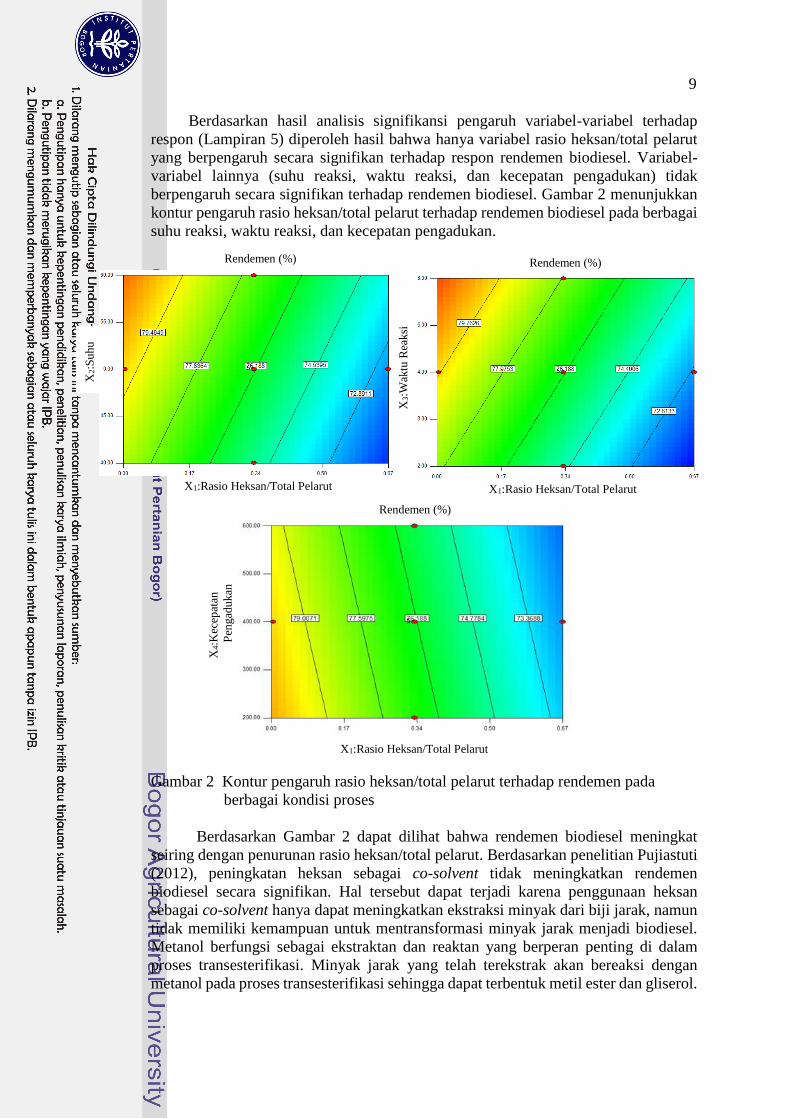
Berdasarkan hasil analisis signifikansi pengaruh variabel-variabel terhadap
respon (Lampiran 5) diperoleh hasil bahwa hanya variabel rasio heksan/total pelarut
yang berpengaruh secara signifikan terhadap respon rendemen biodiesel. Variabel-
variabel lainnya (suhu reaksi, waktu reaksi, dan kecepatan pengadukan) tidak
berpengaruh secara signifikan terhadap rendemen biodiesel. Gambar 2 menunjukkan
kontur pengaruh rasio heksan/total pelarut terhadap rendemen biodiesel pada berbagai
suhu reaksi, waktu reaksi, dan kecepatan pengadukan.
Gambar 2 Kontur pengaruh rasio heksan/total pelarut terhadap rendemen pada
berbagai kondisi proses
Berdasarkan Gambar 2 dapat dilihat bahwa rendemen biodiesel meningkat
seiring dengan penurunan rasio heksan/total pelarut. Berdasarkan penelitian Pujiastuti
(2012), peningkatan heksan sebagai co-solvent tidak meningkatkan rendemen
biodiesel secara signifikan. Hal tersebut dapat terjadi karena penggunaan heksan
sebagai co-solvent hanya dapat meningkatkan ekstraksi minyak dari biji jarak, namun
tidak memiliki kemampuan untuk mentransformasi minyak jarak menjadi biodiesel.
Metanol berfungsi sebagai ekstraktan dan reaktan yang berperan penting di dalam
proses transesterifikasi. Minyak jarak yang telah terekstrak akan bereaksi dengan
metanol pada proses transesterifikasi sehingga dapat terbentuk metil ester dan gliserol.
X2:S
uhu
Rendemen (%) Rendemen (%)
Rendemen (%)

10
Berdasarkan Gambar 2 juga dapat diketahui pengaruh faktor suhu reaksi, waktu
reaksi, dan kecepatan pengadukan terhadap rendemen. Semakin tinggi suhu reaksi
akan meningkatkan rendemen biodiesel, namun peningkatan yang terjadi tidak
signifikan. Suhu diperlukan untuk mencapai kondisi reaksi. Pemanasan menyebabkan
molekul-molekul minyak terdispersi dan terdistribusi ke dalam metanol dan bereaksi
sehingga terjadi pemutusan ikatan gliserida dan membentuk metil ester. Suhu dapat
menurunkan energi reaksi aktivasi, yaitu energi minimum yang digunakan untuk
memulai reaksi. Semakin tinggi suhu, maka semakin banyak energi yang dapat
digunakan reaktan untuk mencapai energi aktivasi. Berdasarkan penelitian Teng et al.
(2010), pada suhu reaksi antara 35-65 C akan terjadi peningkatan rendemen biodiesel.
Namun suhu yang terlalu tinggi juga akan menurunkan rendemen biodiesel sesuai
dengan penelitian Kartika et al. (2013), dimana pada peningkatan suhu dari 50-60 C
terjadi penurunan rendemen biodiesel.
Pengaruh suhu dapat diketahui melalui hasil persamaan linier yang diperoleh,
dimana suhu memiliki koefisien faktor yang positif. Nilai positif tersebut menandakan
kesesuaian antara peningkatan faktor dan respon. Semakin tinggi nilai faktor maka
akan semakin tinggi pula respon yang dihasilkan. Hal tersebut juga berlaku untuk
waktu reaksi yang memiliki nilai koefisien faktor yang positif.
Waktu reaksi adalah lamanya proses yang digunakan pada proses
transesterifikasi tersebut, dimana berhubungan dengan banyaknya konversi minyak di
dalam biji jarak menjadi biodiesel. Waktu reaksi yang lebih lama pada proses
transesterifikasi memfasilitasi molekul-molekul reaktan bertumbukan lebih lama
sehingga konversi trigliserida menjadi metil ester dapat meningkatkan (Ozgul 2002).
Namun waktu reaksi yang terlalu lama akan menurunkan rendemen biodiesel yang
disebabkan oleh reaksi balik transesterifikasi (Kartika et al. 2013).
Kecepatan pengadukan yang digunakan, berdasarkan Gambar 2 ternyata tidak
memiliki pengaruh signifikan terhadap nilai rendemen. Hal tersebut sesuai dengan
penelitian Kartika et al. (2013), dimana kecepatan pengadukan tidak berpengaruh
terhadap rendemen biodiesel yang dihasilkan. Sehingga dengan menggunakan
kecepatan pengadukan terendah (200 rpm), biodiesel sudah terbentuk dengan baik.
Akan tetapi berdasarkan persamaan linier yang diperoleh dapat diketahui bahwa
penurunan kecepatan pengadukan dapat meningkatkan rendemen. Hal tersebut karena
kecepatan pengadukan memiliki koefisien faktor yang negatif. Nilai negatif tersebut
menandakan jika nilai faktor semakin tinggi maka nilai respon akan semakin rendah.
Pengadukan dapat meningkatkan pencampuran antara pelarut dengan bahan
baku, dimana rendemen biodiesel akan tinggi jika fase minyak dan alkohol telah
tercampur menjadi satu fase homogen (Korus et al. 2000). Hal tersebut memerlukan
pengadukan yang sangat kuat pada awal reaksi. Bila waktu reaksi dan konversi
biodiesel telah mencapai tingkat konversi maksimum sehingga campuran reaksi
homogen, maka tidak bergantung lagi pada pengadukan.
Berdasarkan model polinomial orde satu atau model linier yang diperoleh pada
penelitian ini dapat diestimasi kondisi proses optimum untuk memproduksi biodiesel
jarak pagar melalui transesterifikasi in situ adalah rasio heksan/total pelarut (X1)= 0,
suhu reaksi (X2)= 57.9 °C, waktu reaksi (X3)= 5.4 jam, dan kecepatan pengadukan
(X4)= 206.6 rpm. Pada kondisi proses tersebut, rendemen biodiesel optimum yang
diperoleh sebesar 82.6%. Hasil eksperimen menunjukkan rendemen biodiesel terbaik
(82.5%) diperoleh pada kondisi proses X1= 0.33, X2= 50 °C, X3= 4 jam, dan X4= 400
rpm.

11
Rendemen biodiesel hasil pemodelan memiliki nilai sama dengan hasil
eksperimen, dimana rendemen tersebut diperoleh pada kondisi proses rasio
heksan/total pelarut dan kecepatan pengadukan lebih rendah, tetapi suhu reaksi dan
waktu reaksi lebih tinggi. Perbedaan kondisi proses optimum yang diperoleh melalui
optimasi dengan hasil penelitian dapat terjadi karena beberapa hal. Salah satunya
karena nilai R2 yang rendah.
Kondisi proses hasil optimasi dianggap lebih menguntungkan untuk diterapkan
pada industri dengan pertimbangan rendemen yang diperoleh dan minimasi biaya
produksi. Pada kondisi proses berdasarkan optimasi penggunaan pelarut heksan yang
memiliki harga yang lebih mahal dibandingkan dengan metanol. Harga metanol saat
ini Rp 10.000/L, sedangkan heksan Rp 12.500/L. Selain itu kecepatan pengadukan
dapat diturunkan dari 400 rpm menjadi 206.6 rpm. Walaupun suhu reaksi yang
digunakan lebih tinggi dan waktu reaksi lebih lama, namun peningkatan tersebut tidak
terlalu tinggi. Sehingga tidak memerlukan tambahan biaya yang terlalu mahal.
Viskositas
Viskositas biodiesel yang dihasilkan pada penelitian ini sebesar 3.28-12.64 cSt.
Berdasarkan hasil analisis SMSS, lack of fit, R2, dan adjusted R2 (Tabel 4), model yang
sesuai untuk mengoptimasi kondisi proses dengan respon viskositas adalah model
polinomial orde ketiga atau kubik.
Tabel 4 Nilai parameter-parameter optimasi untuk respon viskositas
SMSS Lack of Fit Adjusted Keterangan
Parameter Prob > F Prob > F R2 R2
Linier 0.0003 < 0.0001 0.5764 0.5058
2FI 0.0003 < 0.0001 0.7248 0.5719
Kuadratik 0.0440 < 0.0001 0.8573 0.7147
Kubik < 0.0001 0.2980 0.9998 0.9989 Cocok
Berdasarkan Tabel 4 dapat dilihat bahwa model kubik memiliki nilai SMSS
yang signifikan (P<0.05) yang paling rendah bila dibandingkan dengan model-model
lain. Hal tersebut berarti bahwa berdasarkan nilai SMSS model kubik memiliki
kemungkinan lebih sesuai dibandingkan dengan model lainnya, walaupun model lain
juga memiliki nilai SMSS yang signifikan. Hal tersebut didukung dengan nilai lack of
fit yang tidak signifikan dan lebih tinggi nilainya dibandingkan dengan nilai lack of fit
dari model-model lainnya. Berikut adalah model polinomial orde ketiga yang
diperoleh:
y = 9.54 + 196.64X1 - 0.062X2 - 0.067X3 + 0.046X4 + 0.96X1X2 - 0.40X1X3
+ 0.45X1X4 - 0.099X2X3 - 0.52X2X4 - 0.78X3X4 + 0.85X12 - 4.46X2
2 + 0.040X32
+ 0.054X42 - 0.079X1X2X3 - 0.54X1X2X4 - 0.75X1X3X4 + 0.045X2X3X4
+ 1.00X12X2 - 0.33X1
2X3 + 0.44 X12X4 - 146.28X1X2
2 - 47.96X13
Berdasarkan Tabel 4 dapat dilihat bahwa nilai R2 untuk model kubik adalah
99.98%. Nilai tersebut paling tinggi dibandingkan dengan model-model lainnya, serta
selisih dengan nilai adjusted R2 adalah yang paling rendah (0.09%). Berdasarkan nilai
R2 diketahui bahwa variabel yang digunakan dapat menjelaskan respon sebesar
99.98%, sedangkan sisanya 0.02% dijelaskan oleh variabel lain. Nilai R2 dan adjusted
R2 yang diperoleh menegaskan bahwa model kubiklah yang paling cocok digunakan
untuk mengoptimasi kondisi proses produksi biodiesel dengan respon viskositas.

12
X3:W
aktu
Rea
ksi
X2:S
uhu
X1:Rasio Heksan/Total Pelarut X1:Rasio Heksan/Total Pelarut
X1:Rasio Heksan/Total Pelarut
Berdasarkan hasil analisis signifikansi pengaruh variabel-variabel terhadap
respon (Lampiran 6) diperoleh hasil bahwa hanya variabel rasio heksan/total pelarut
yang berpengaruh secara signifikan terhadap respon viskositas, sedangkan variabel-
variabel lainnya (suhu, waktu reaksi, dan kecepatan pengadukan) tidak berpengaruh
secara signifikan terhadap viskositas. Gambar 3 menunjukkan kontur pengaruh rasio
heksan/total pelarut terhadap viskositas pada berbagai suhu reaksi, waktu reaksi, dan
kecepatan pengadukan.
Gambar 3 Kontur pengaruh rasio heksan/total pelarut terhadap viskositas pada
berbagai kondisi proses
Berdasarkan Gambar 3 dapat dilihat bahwa viskositas meningkat seiring
dengan kenaikan rasio heksan/total pelarut. Hal tersebut juga sesuai dengan persamaan
yang diperoleh dimana pada rasio heksan/total pelarut (X1), menghasilkan nilai
koefisien yang positif. Semakin tinggi nilai viskositas, semakin rendah kualitas
biodiesel tersebut. Viskositas biodiesel akan mempengaruhi kinerja biodiesel terhadap
mesin diesel. Viskositas biodiesel yang terlalu tinggi dapat memperlambat aliran
bahan bakar melalui injektor dan menurunkan daya pembakaran, sedangkan viskositas
X4:K
ecep
atan
P
engad
ukan
Viskositas (cSt) Viskositas (cSt)
Viskositas (cSt)

13
biodiesel yang terlalu rendah dapat menyebabkan kebocoran yang akan mengurangi
daya pembakaran (Setyaningsih et al. 2008).
Proses transesterfikasi dapat menurunkan viskositas minyak nabati sehingga
memenuhi SNI (2.6-6 cSt, pada suhu 40 °C). Penelitian ini menghasilkan nilai
viskositas yang umumnya telah memenuhi SNI, akan tetapi pada perlakuan rasio
heksan/total pelarut 0.5 dan 0.67 terdapat beberapa nilai viskositas yang tidak sesuai.
Hal tersebut terjadi karena penggunaan heksan dalam jumlah tinggi akan
meningkatkan jumlah minyak yang terekstrak, akan tetapi minyak tersebut tidak dapat
terkonversi seluruhnya menjadi biodiesel. Hal tersebut didukung dengan penelitian
Pujiastuti (2012), dimana nilai viskositas yang diperoleh pada rasio heksan/total
pelarut 0.5 benilai 10.76 cSt dan 12.64 cSt. Biodiesel yang tidak terkonversi dengan
sempurna umumnya masih berbentuk minyak jarak yang kental, sehingga nilai
viskositasnya tinggi.
Suhu reaksi yang semakin tinggi akan menurunkan viskositas, namun
penurunannya tidak signifikan. Menurut Kartika et al. (2013), suhu reaksi yang lebih
tinggi dapat menurunkan viskositas minyak, meningkatkan kelarutan reaktan, dapat
meningkatkan laju reaksi, dan mempercepat waktu reaksi. Hal tersebut juga dapat
diketahui melalui hasil persamaan kubik yang diperoleh menghasilkan koefisien faktor
bernilai negatif untuk suhu. Nilai negatif menandakan hasil yang bertolak belakang
antara faktor dengan respon, dimana peningkatan faktor akan menurunkan nilai
respon. Hal tersebut juga berlaku untuk waktu reaksi yang memiliki nilai koefisien
faktor yang negatif.
Kecepatan pengadukan yang digunakan berdasarkan Gambar 3 tidak memiliki
pengaruh yang signifikan terhadap viskositas. Akan tetapi berdasarkan persamaan
kubik yang diperoleh dapat diketahui bahwa peningkatan kecepatan pengadukan yang
dilakukan akan meningkatkan viskositas. Hal tersebut karena nilai koefisien dari
kecepatan pengadukan adalah positif, dimana peningkatan nilai faktor akan menaikan
nilai respon.
Berdasarkan model polinomial orde ketiga atau model kubik yang diperoleh
pada penelitian ini dapat diestimasi kondisi proses optimum untuk viskositas adalah
X1 sebesar 0.33, X2 sebesar 55.8 °C, X3 sebesar 3.2 jam, dan X4 sebesar 367 rpm. Pada
kondisi proses tersebut, viskositas biodiesel optimum yang diperoleh sebesar 3.86 cSt.
Hasil eksperimen menunjukkan viskositas biodiesel terbaik (3.28 cSt) diperoleh pada
X1 sebesar 0.33, X2 sebesar 60 °C, X3 sebesar 4 jam, dan X4 sebesar 400 rpm. Optimasi
pada viskositas adalah minimasi, sehingga semakin kecil nilainya semakin baik
Viskositas biodiesel hasil pemodelan memiliki nilai yang lebih tinggi daripada
hasil eksperimen, namun masih sesuai dengan SNI 04-7182-2006 mengenai biodiesel.
Viskositas optimum berdasarkan model dan eksperimen diperoleh pada kondisi proses
yang hampir sama, hanya waktu reaksi yang memiliki selisih cukup tinggi (1 jam).
Perbedaan kondisi proses tersebut yang menyebabkan adanya selisih nilai viskositas
yang diperoleh.
Bilangan Asam
Bilangan asam yang dihasilkan pada penelitian ini sebesar 0.17-1.41 mg
KOH/g. Berdasarkan hasil analisis SMSS, lack of fit, R2, dan adjusted R2 (Tabel 5),
model yang sesuai untuk mengoptimasi kondisi proses dengan respon bilangan asam
adalah model polinomial orde ketiga atau kubik.

14
Tabel 5 Nilai parameter-parameter optimasi untuk respon bilangan asam
SMSS Lack of Fit Adjusted Keterangan
Parameter Prob > F Prob > F R2 R2
Linier 0.0738 0.2870 0.2897 0.1713
2FI 0.8675 0.2149 0.3738 0.0259
Kuadratik 0.3625 0.2143 0.5315 0.0630
Kubik 0.1064 0.8399 0.9308 0.6124 Cocok
Berdasarkan Tabel 5 dapat dilihat bahwa model linier dan kubik memiliki nilai
SMSS yang signifikan (P<0.05). Akan tetapi berdasarkan nilai lack of fit, model kubik
merupakan model yang paling tidak signifikan (P>0.05) dibandingkan dengan nilai
lack of fit pada model-model lainnya. Berikut adalah model polinomial orde ketiga
yang diperoleh:
y = - 0.33 - 23.60X1 - 0.025X2 + 0.009716X3 + 0.021X4 - 0.012X1X2 + 0.07X1X3
+ 0.031X1X4 - 0.029X2X3 + 0.0075X2X4 - 0.03X3X4 + 0.11X12 + 0.54X2
2
+ 0.029X32 + 0.033X4
2 + 0.05X1X2X3 - 0.031X1X2X4 + 0.00625X1X3 X4
- 0.055 X2X3X4 + 0.099X12X2 - 0.021X1
2X - 0.031X12X4 + 17.77X1X2
2
+ 5.87762X13
Berdasarkan Tabel 5 juga dapat dilihat bahwa nilai R2 untuk model kubik
adalah 93.08%. Nilai tersebut paling tinggi dibandingkan dengan model-model
lainnya, walaupun selisih dengan nilai adjusted R2 cukup besar (31.84%). Berdasarkan
nilai R2 yang diperoleh dapat diketahui bahwa variabel yang digunakan menjelaskan
respon sebesar 93.1%, sedangkan sisanya 6.9% dijelaskan oleh variabel lain. Nilai R2
dan adjusted R2 yang diperoleh menegaskan bahwa model kubiklah yang paling cocok
digunakan untuk mengoptimasi kondisi proses produksi biodiesel dengan respon
bilangan asam.
Berdasarkan hasil analisis signifikansi pengaruh variabel-variabel terhadap
bilangan asam (Lampiran 7) diperoleh hasil bahwa hanya variabel rasio heksan/total
pelarut yang berpengaruh secara signifikan terhadap respon viskositas, sedangkan
variabel-variabel lainnya (suhu reaksi, waktu reaksi, dan kecepatan pengadukan) tidak
berpengaruh secara signifikan terhadap bilangan asam.
Berdasarkan Gambar 4 dapat dilihat bahwa bilangan asam menurun seiring
dengan kenaikan rasio heksan/total pelarut. Hal tersebut juga sesuai dengan persamaan
yang diperoleh dimana pada rasio heksan/total pelarut (X1), menghasilkan nilai
koefisien yang negatif. Semakin tinggi bilangan asam, semakin rendah kualitas
biodiesel tersebut. Bilangan asam dapat digunakan untuk mengetahui tingkat
korosifitas biodiesel, dimana bilangan asam yang tinggi akan bersifat korosif yang
akan menyebabkan kerusakan pada komponen-komponen mesin diesel (Knothe 2006).
Gambar 4 menunjukkan kontur pengaruh rasio heksan/total pelarut terhadap bilangan
asam pada berbagai suhu reaksi, waktu reaksi, dan kecepatan pengadukan.
Berdasarkan SNI 04-7182-2006 mengenai biodiesel, bilangan asam adalah
jumlah miligram KOH yang dibutuhkan untuk menetralkan asam-asam bebas dalam 1
gram biodiesel. Standar Nasional Indonesia mensyaratkan bilangan asam maksimal
sebesar 0.8 mg KOH/g. Pada penelitian ini terdapat satu bilangan asam yang tidak
memenuhi SNI, yaitu pada rasio heksan/ total pelarut 0.67, suhu reaksi 50 °C, waktu
reaksi 4 jam, dan kecepatan pengadukan 400 rpm. Hal tersebut terjadi karena
transformasi biodiesel pada kondisi proses tersebut tidak berlangsung dengan

15 X
2:S
uhu
X3:W
aktu
Rea
ksi
X1:Rasio Heksan/Total Pelarut X1:Rasio Heksan/Total Pelarut
X1:Rasio Heksan/Total Pelarut
sempurna, sehingga hasil yang diperoleh masih berupa minyak jarak. Proses
transformasi yang tidak sempurna tersebut membuat kandungan asam lemak bebas
tinggi, karena bilangan asam menunjukkan jumlah asam lemak bebas yang masih
tersisa pada proses transesterifikasi (Pujiastuti 2012).
Gambar 4 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan asam pada
berbagai kondisi proses
Berdasarkan Gambar 4 juga dapat diketahui faktor suhu reaksi, waktu reaksi,
dan kecepatan pengadukan tidak berpengaruh signifikan terhadap bilangan asam. Suhu
reaksi yang semakin tinggi akan menurunkan bilangan asam, namun penurunan tidak
signifikan. Hal tersebut juga dapat diketahui melalui hasil persamaan kubik yang
diperoleh, dimana untuk suhu raksi koefisien faktor bernilai negatif. Waktu reaksi dan
kecepatan pengadukan yang digunakan berdasarkan Gambar 4 juga tidak memiliki
pengaruh yang signifikan terhadap bilangan asam. Akan tetapi berdasarkan persamaan
kubik yang diperoleh dapat diketahui bahwa waktu reaksi dan kecepatan pengadukan
memiliki nilai koefisien faktor positif. Sehingga bila waktu reaksi dan kecepatan
pengadukan meningkat, maka akan terjadi peningkatan bilangan asam.
Berdasarkan model polinomial orde ketiga atau model kubik yang diperoleh
pada penelitian ini dapat diestimasi kondisi proses optimum untuk bilangan asam
X4:K
ecep
atan
P
engad
ukan
Bilangan Asam (mg KOH/g)
Bilangan Asam (mg KOH/g)
Bilangan Asam (mg KOH/g)

16
adalah X1 sebesar 0.33, X2 sebesar 55.8 °C, X3 sebesar 4.2 jam, dan X4 sebesar 382
rpm. Adapun hasil optimasi dari bilangan yang diperoleh sebesar 0.34 mg KOH/g.
Berdasarkan eksperimen nilai bilangan asam biodiesel terbaik (0.17 mg KOH/g)
diperoleh pada dua kondisi proses yaitu X1 sebesar 0.17, X2 sebesar 45 °C, X3 sebesar
5 jam, dan X4 sebesar 500 rpm serta pada kondisi proses X1 sebesar 0.33, X2 sebesar
50 °C, X3 sebesar 4 jam, dan X4 sebesar 400 rpm. Bilangan asam biodiesel hasil
pemodelan memiliki nilai yang lebih tinggi dibandingkan dengan hasil eksperimen,
namun masih sesuai dengan SNI.
Bilangan Penyabunan
Bilangan penyabunan yang dihasilkan pada penelitian ini sebesar 180.9-196. 3
mg KOH/g. Berdasarkan hasil analisis SMSS, lack of fit, R2, dan adjusted-R2 (Tabel 6),
model yang sesuai untuk mengoptimasi kondisi proses dengan respon bilangan
penyabunan adalah model polinomial orde ketiga atau kubik.
Tabel 6 Nilai parameter-parameter optimasi untuk respon bilangan penyabunan
SMSS Lack of Fit Adjusted Keterangan
Parameter Prob > F Prob > F R2 R2
Linier 0.6997 0.1026 0.0842 -0.0684
2FI 0.8178 0.0750 0.2095 -0.2297
Kuadratik 0.7751 0.0540 0.2984 0.4031
Kubik 0.0176 0.8876 0.9538 0.7410 Cocok
Berdasarkan Tabel 6 dapat dilihat bahwa model kubik memiliki nilai SMSS
yang signifikan (P<0.05), sedangkan untuk model-model lainnya nilai SMSS tidak
signifikan (P>0.05). Hal tersebut berarti bahwa model kubik lebih cocok dibandingkan
dengan model linier maupun model kuadratik. Hal tersebut didukung dengan nilai lack
of fit yang tidak signifikan dan lebih tinggi dibandingkan dengan nilai lack of fit dari
model-model lainnya. Berikut adalah model polinomial orde ketiga yang diperoleh:
y = 214.05 + 915.54X1 - 0.25X2 - 0.66X3 + 1.22X4 + 0.79X1X2 + 0.45X1X3
- 0.50X1X4 + 1.48X2X3 + 0.11X2X4 + 0.93X3X4 - 0.25X12 - 21.25X2
2 - 0.9X32
- 0.08X42 + 0.66X1X2X3 - 0.56X1X2X4 + 0.94X1X3X4 - 1.7X2X3X4 + 0.04X1
2X2
- 0.14X12X3 - 0.70X1
2X4 - 689.82X1X22 - 225.94X1
3
Nilai R2 yang diperoleh untuk model kubik adalah 95.4%. Nilai tersebut paling
tinggi dibandingkan dengan model-model lainnya, serta nilai adjusted-R2 bernilai
positif dengan selisih (21.3%). Selisih tersebut cukup rendah dibandingkan dengan
model lainnya. Nilai R2 dan adjusted R2 yang diperoleh menegaskan bahwa model
kubiklah yang paling cocok digunakan untuk mengoptimasi kondisi proses produksi
biodiesel dengan respon bilangan penyabunan.
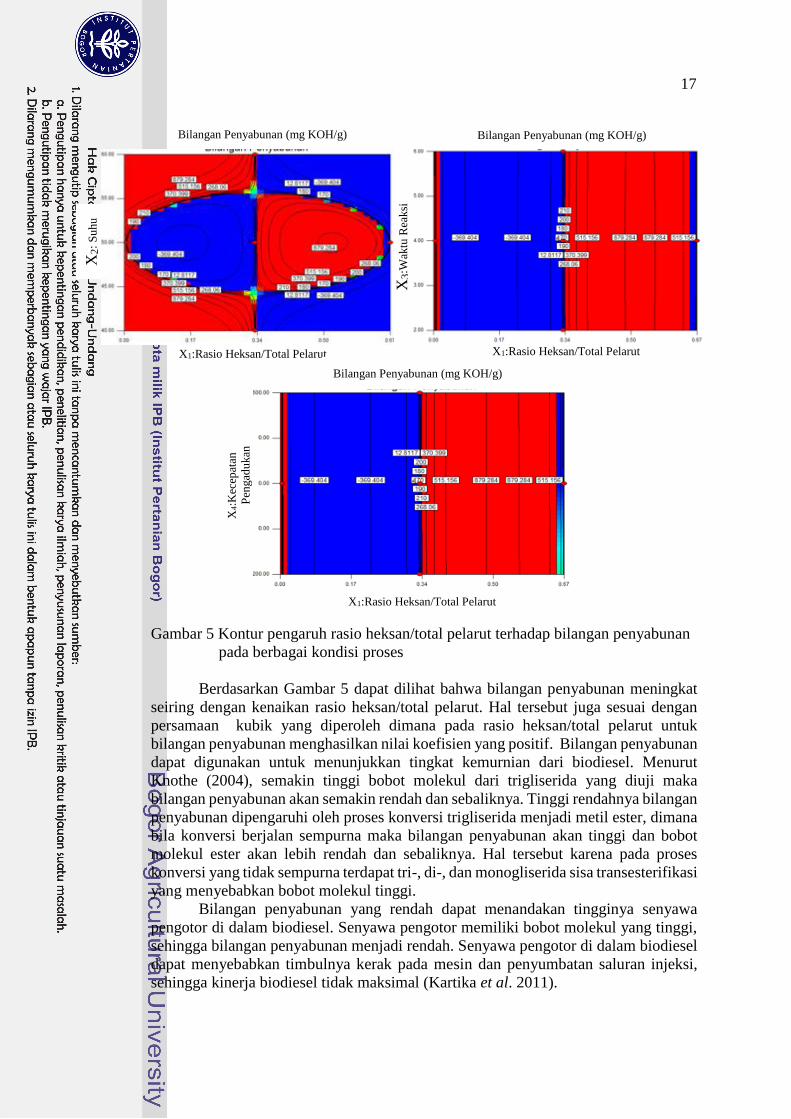
Berdasarkan hasil analisis signifikansi pengaruh variabel-variabel terhadap
respon bilangan peyabunan (Lampiran 8) diperoleh hasil bahwa hanya variabel rasio
heksan/total pelarut yang berpengaruh secara signifikan terhadap respon bilangan
penyabunan, sedangkan variabel-variabel lainnya (suhu reaksi, waktu reaksi, dan
kecepatan pengadukan) tidak berpengaruh secara signifikan terhadap bilangan
penyabunan. Gambar 5 menunjukkan kontur pengaruh rasio heksan/total pelarut
terhadap bilangan penyabunan pada berbagai suhu, waktu reaksi, dan kecepatan
pengadukan.
17 X
2:
Su
hu
X3:W
aktu
Rea
ksi
X1:Rasio Heksan/Total Pelarut
X1:Rasio Heksan/Total Pelarut X1:Rasio Heksan/Total Pelarut
Gambar 5 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan penyabunan
pada berbagai kondisi proses
Berdasarkan Gambar 5 dapat dilihat bahwa bilangan penyabunan meningkat
seiring dengan kenaikan rasio heksan/total pelarut. Hal tersebut juga sesuai dengan
persamaan kubik yang diperoleh dimana pada rasio heksan/total pelarut untuk
bilangan penyabunan menghasilkan nilai koefisien yang positif. Bilangan penyabunan
dapat digunakan untuk menunjukkan tingkat kemurnian dari biodiesel. Menurut
Knothe (2004), semakin tinggi bobot molekul dari trigliserida yang diuji maka
bilangan penyabunan akan semakin rendah dan sebaliknya. Tinggi rendahnya bilangan
penyabunan dipengaruhi oleh proses konversi trigliserida menjadi metil ester, dimana
bila konversi berjalan sempurna maka bilangan penyabunan akan tinggi dan bobot
molekul ester akan lebih rendah dan sebaliknya. Hal tersebut karena pada proses
konversi yang tidak sempurna terdapat tri-, di-, dan monogliserida sisa transesterifikasi
yang menyebabkan bobot molekul tinggi.
Bilangan penyabunan yang rendah dapat menandakan tingginya senyawa
pengotor di dalam biodiesel. Senyawa pengotor memiliki bobot molekul yang tinggi,
sehingga bilangan penyabunan menjadi rendah. Senyawa pengotor di dalam biodiesel
dapat menyebabkan timbulnya kerak pada mesin dan penyumbatan saluran injeksi,
sehingga kinerja biodiesel tidak maksimal (Kartika et al. 2011).
X4:K
ecep
atan
P
engad
ukan
Bilangan Penyabunan (mg KOH/g)
Bilangan Penyabunan (mg KOH/g) Bilangan Penyabunan (mg KOH/g)

18
Suhu reaksi yang semakin tinggi akan menurunkan bilangan penyabunan, namun
penurunan yang terjadi tidak signifikan. Hal tersebut juga dapat diketahui melalui hasil
persamaan kubik yang diperoleh, dimana untuk suhu koefisien faktor bernilai negatif.
Hal tersebut juga berlaku untuk waktu reaksi yang memiliki nilai koefisien faktor yang
negatif.
Kecepatan pengadukan yang digunakan berdasarkan Gambar 5 tidak memiliki
pengaruh yang signifikan terhadap bilangan penyabunan. Pada penelitian Fajarani
(2011), menunjukkan bahwa faktor waktu reaksi, kecepatan pengadukan tidak
berpengaruh secara nyata terhadap bilangan penyabunan. Akan tetapi berdasarkan
persamaan kubik yang diperoleh dapat diketahui bahwa peningkatan kecepatan
pengadukan yang dilakukan akan meningkatkan bilangan penyabunan. Hal tersebut
karena nilai koefisien dari kecepatan pengadukan adalah positif, dimana peningkatan
nilai faktor akan menaikan nilai respon.
Berdasarkan model polinomial orde ketiga atau model kubik yang diperoleh
pada penelitian ini dapat diestimasi kondisi proses optimum untuk bilangan
penyabunan adalah X1 sebesar 0.33, X2 sebesar 55.8 °C, X3 sebesar 5.2 jam, dan X4
sebesar 300 rpm. Adapun hasil optimasi dari bilangan penyabunan sebesar 185.6 mg
KOH/g.
Bilangan Ester
Bilangan ester yang dihasilkan pada penelitian ini sebesar 179.5-196 mg
KOH/g. Berdasarkan hasil analisis SMSS, lack of fit, R2, dan adjusted-R2 (Tabel 7),
model yang sesuai untuk mengoptimasi kondisi proses dengan respon bilangan ester
adalah model polinomial orde ketiga atau kubik.
Tabel 7 Nilai parameter-parameter optimasi untuk respon bilangan ester
SMSS Lack of Fit Adjusted Keterangan
Parameter Prob > F Prob > F R2 R2
Linier 0.5843 0.1283 0.1076 -0.0411
2FI 0.7968 0.0959 0.2361 -0.1882
Kuadratik 0.7408 0.0713 0.3305 -0.3390
Kubik 0.0251 0.8839 0.9485 0.7117 Cocok
Berdasarkan Tabel 7 dapat dilihat bahwa model kubik memiliki nilai SMSS
yang signifikan (P<0.05), sedangkan untuk model-model lainnya nilai SMSS tidak
signifikan (P>0.05). Hal tersebut berarti bahwa model kubik lebih cocok dibandingkan
dengan model linier maupun model kuadratik. Hal tersebut didukung dengan nilai lack
of fit yang tidak signifikan dan lebih tinggi nilainya dibandingkan dengan nilai lack of
fit dari model-model lainnya. Berikut adalah model polinomial orde ketiga yang
diperoleh:
y = 212.51 + 877.76X1 - 0.27X2 - 0.91X3 + 1.47X4 + 0.80X1X2 + 0.38X1X3
- 0.53X1X4 + 1.51X2X3 + 0.098X2X4 + 0.96X3X4 - 0.35X12 - 20.19X2
2
- 0.81X32 + 0.02X4
2 + 0.61 X1X2X3 - 0.53X1X2X4 + 0.94X1X3X4 - 1.65X2X3X4
- 0.014X12X2 + 0.13X1
2X3 - 0.95X12X4 - 661.32X1X2
2 - 216.71X13
Nilai R2 untuk bilangan ester pada model kubik adalah 94.9%. Nilai tersebut
paling tinggi dibandingkan dengan model-model lainnya, serta memiliki nilai adjusted
R2 yang positif sebesar 71.2%. Selisih nilai R2 dengan adjusted R2 cukup rendah bila

19 X
2:S
uhu
X3:W
aktu
Rea
ksi
X1:Rasio Heksan/Total Pelarut X1:Rasio Heksan/Total Pelarut
X1:Rasio Heksan/Total Pelarut
dibandingkan dengan model-model lainnya (23.7%). Nilai R2 dan adjusted R2 yang
diperoleh menegaskan bahwa model kubiklah yang paling cocok digunakan untuk
mengoptimasi kondisi proses produksi biodiesel dengan respon bilangan ester.
Berdasarkan hasil analisis signifikansi pengaruh variabel-variabel terhadap
respon (Lampiran 9) diperoleh hasil bahwa hanya variabel rasio heksan/total pelarut
yang berpengaruh secara signifikan terhadap respon bilangan ester, sedangkan
variabel-variabel lainnya (suhu, waktu reaksi, dan kecepatan pengadukan) tidak
berpengaruh secara signifikan terhadap rendemen bilangan ester. Gambar 6
menunjukkan kontur pengaruh rasio heksan/total pelarut terhadap bilangan ester pada
berbagai suhu, waktu reaksi, dan kecepatan pengadukan.
Gambar 6 Kontur pengaruh rasio heksan/total pelarut terhadap bilangan ester pada
berbagai kondisi proses
Berdasarkan Gambar 6 dapat dilihat bahwa bilangan ester meningkat seiring
dengan kenaikan rasio heksan/total pelarut. Hal tersebut juga sesuai dengan persamaan
kubik yang diperoleh dimana pada rasio heksan/total pelarut untuk bilangan ester
menghasilkan nilai koefisien yang positif. Hasil pada bilangan ester tidak jauh berbeda
dengan bilangan penyabunan. Hal tersebut karena bilangan ester merupakan selisih
bilangan penyabunan dengan bilangan asam (Ketaren 2012).
X4:K
ecep
atan
Pen
gad
ukan
Bilangan Ester (mg KOH/g) Bilangan Ester (mg KOH/g)
Bilangan Ester (mg KOH/g)

20
Suhu reaksi yang semakin tinggi akan menurunkan nilai bilangan ester, namun
penurunan yang terjadi tidak signifikan. Hal tersebut juga dapat diketahui melalui hasil
persamaan kubik yang diperoleh, dimana untuk suhu koefisien faktor bernilai negatif.
Hal tersebut juga berlaku untuk waktu reaksi yang memiliki nilai koefisien faktor yang
negatif.
Kecepatan pengadukan yang digunakan berdasarkan kontur tidak memiliki
pengaruh yang signifikan terhadap nilai bilangan ester. Sesuai dengan penelitian
Fajarani (2011), Aprilyanti (2012), Lina (2013) bahwa bilangan ester tidak
dipengaruhi oleh faktor waktu reaksi dan kecepatan pengadukan. Akan tetapi
berdasarkan persamaan kubik yang diperoleh dapat diketahui bahwa peningkatan
kecepatan pengadukan yang dilakukan akan meningkatkan bilangan ester. Hal tersebut
karena nilai koefisien dari kecepatan pengadukan adalah positif, dimana peningkatan
nilai faktor akan menaikan nilai respon.
Berdasarkan model polinomial orde ketiga atau model kubik yang diperoleh
pada penelitian ini dapat diestimasi kondisi proses optimum untuk bilangan ester
adalah X1 sebesar 0.33, X2 sebesar 55.8 °C, X3 sebesar 4.6 jam, dan X4 sebesar 600
rpm. Adapun hasil optimasi dari bilangan ester sebesar 187.8 mg KOH/g.
Optimasi Kondisi Proses Multi Respon dan Validasinya
Hasil optimasi multi respon diperoleh melalui pengolahan data dengan software
Design Expert 7.0.0. Pada respon rendemen, optimasi yang dilakukan adalah
maksimasi sedangkan untuk viskositas dan bilangan asam optimasi yang dilakukan
adalah minimasi. Hal tersebut karena pada respon rendemen semakin tinggi nilai yang
diperoleh semakin baik, sedangkan untuk viskositas dan bilangan asam semakin kecil
nilai yang diperoleh semakin baik. Pada formulasi ini respon yang dioptimalkan adalah
rendemen (y1), viskositas (y2), dan bilangan asam (y3). Adapun formulasi yang
diberikan sebagai berikut:
Max y1
Subject to
3 < y2 < 6
y3 < 0.8
Formulasi tersebut diperoleh dengan memberikan nilai batas bawah dan batas
atas terhadap respon viskositas serta nilai batas atas untuk respon bilangan asam. Hal
tersebut dilakukan agar hasil optimasi yang dilakukan sesuai dengan SNI 04-7182-
2006 untuk biodiesel. Hal tersebut berbeda dengan optimasi yang dilakukan untuk
respon bilangan asam saja, dimana nilai optimasi diperoleh berdasarkan hasil
pengolahan data penelitian. Bila formulasi sesuai dengan SNI diterapkan untuk
optimasi dengan respon bilangan asam saja, maka data yang diperoleh tidak akan
mencukupi untuk dilakukan optimasi.
Berdasarkan formula yang dilakukan, diperoleh kondisi proses optimum
dengan nilai X1 sebesar 0.06, X2 sebesar 53 °C, X3 sebesar 6 jam, dan X4 sebesar 392
rpm. Berdasarkan nilai X1, X2, X3, dan X4 tersebut dapat diperoleh nilai y1 sebesar
81.3%, y2 sebesar 3.23 cSt, dan y3 sebesar 0.14 mg KOH/g. Nilai hasil optimasi
tersebut selanjutnya divalidasi untuk mengetahui kesesuaian nilai rendemen,
viskositas, dan bilangan asam yang diperoleh dari pemodelan dengan hasil

21
eksperimen. Hasil validasi terhadap nilai X1, X2, X3, dan X4 diperoleh nilai y1 sebesar
77.6%, y2 sebesar 3.6 cSt, dan y3 sebesar 0.16 mg KOH/g. Terdapat selisih <5% antara
nilai respon hasil pemodelan dengan hasil validasi. Akan tetapi pada bilangan asam
nilai respon hasil pemodelan dan validasi yang diperoleh berada di luar range dari nilai
penelitian yang dilakukan (<0.17 mg KOH/g). Hal tersebut terjadi karena pada
optimasi multirespon, formulasi untuk bilangan asam tidak memiliki batasan nilai
bawah.
Selisih nilai pemodelan dengan validasi <5% dapat menunjukkan bahwa
pemodelan yang dilakukan dengan RSM terhadap kondisi proses dan respon biodiesel
dapat menggambarkan hasil yang sebenarnya. Namun perlu dilakukan perbaikan
dalam penetapan formulasi, agar hasil pemodelan dan validasi yang dilakukan dapat
lebih baik. Adapun selisih nilai hasil pemodelan dengan validasi dapat terjadi karena
terdapat faktor lain di luar faktor yang digunakan yang mempengaruhi respon.
SIMPULAN DAN SARAN
Simpulan
Kondisi proses yang optimum untuk respon rendemen diperoleh pada kondisi
proses X1= 0, X2= 57.91 °C, X3= 5.42 jam, dan X4= 206.56 rpm, dengan model
polinomial yang dipilih adalah model polinomial orde satu atau linier. Variabel yang
berpengaruh signifikan terhadap rendemen adalah rasio heksan/total pelarut. Kondisi
proses yang optimum untuk respon viskositas diperoleh pada X1= 0.33, X2= 55.8 °C,
X3= 3.16 jam, dan X4= 367 rpm, dengan model polinomial yang dipilih adalah model
polinomial orde ketiga atau kubik. Variabel yang berpengaruh signifikan terhadap
viskositas adalah rasio heksan/total pelarut. Kondisi proses yang optimum untuk
respon bilangan asam diperoleh pada X1= 0.33, X2= 55.75 °C, X3= 4.20 jam, dan X4=
382 rpm, dengan model polinomial yang dipilih adalah model polinomial orde ketiga
atau kubik. Variabel yang berpengaruh signifikan terhadap bilangan asam adalah rasio
heksan/total pelarut. Kondisi proses yang optimum untuk respon bilangan penyabunan
diperoleh pada X1= 0.33, X2= 55.75 °C, X3= 5.15 jam, dan X4= 300 rpm, sedangkan
kondisi proses yang optimum untuk respon bilangan ester diperoleh pada X1= 0.33,
X2= 55.75 °C, X3= 4.60 jam, dan X4= 600 rpm. Model polinomial yang dipilih untuk
kedua respon tersebut adalah model polinomial orde ketiga atau kubik. Variabel yang
berpengaruh signifikan terhadap bilangan penyabunan dan bilangan ester adalah rasio
heksan/total pelarut.
Kondisi proses yang optimum untuk multi respon diperoleh pada X1= 0.06, X2=
53.25 °C, X3= 6 jam, dan X4= 392.42 rpm dengan hasil rendemen 81.3%, bilangan
asam 0.14 mg KOH/g, dan viskositas 3.23 cSt. Setelah dilakukan validasi terhadap
kondisi proses tersebut diperoleh nilai rendemen 77.5%, bilangan asam 0.16 mg
KOH/g, dan viskositas 3.58 cSt. Dapat disimpulkan bahwa pemodelan yang dilakukan
sudah baik dan telah mampu memberikan gambaran terhadap nilai respon yang
sesungguhnya, dimana selisih dengan nilai validasi <5%. Akan tetapi perlu dilakukan
perbaikan dalam formulasi sehingga hasil pemodelan dan validasi yang dilakukan
dapat lebih baik. Selain itu formulasi untuk respon bilangan asam perlu diberikan batas
nilai bawah, sehingga hasil pemodelan dan validasi yang dilakukan sesuai dengan SNI
dan range yang diperoleh pada penelitian untuk bilangan asam.

22
Saran
Berdasarkan hasil penelitian ini, diperlukan pengujian lengkap untuk biodiesel
berdasarkan SNI 04-7182-2006. Selain itu diperlukannya bahan baku berupa biji jarak
pagar dengan mutu yang baik dan seragam agar rendemen dan kualitas biodiesel yang
didapat juga lebih baik.
DAFTAR PUSTAKA
Aprilyanti AF. 2012. Pengaruh waktu reaksi dan rasio heksan/total pelarut terhadap
rendemen dan kualitas biodiesel pada transesterifikasi in situ biji jarak pagar
[skripsi]. Bogor (ID): Departemen Teknologi Industri Pertanian Fakultas
Teknologi Pertanian, Institut Pertanian Bogor.
Achten WMJ, Verchot L, Franken YJ, Mathijs E, Singh VP, Aerts R, Muys B. 2008.
Jatropha biodiesel production and use. Biomass and Bioenergy 32(12): 1063-
1084.
BSN - Badan Standarisasi Nasional. 2006. Biodiesel. SNI 04-7182-2006.
Corro G, Tellez N, Ayala AM. 2010. Two-step biodiesel production from jatropha
curcas crude oil using SiO2 HF solid catalyst for FFA esterification step. Fuel
89: 2815-2821.
Fajarani AN. 2011. Transformasi biji jarak pagar (Jatropha curcas L.) menjadi
biodiesel melalui transesterifikasi in situ [skripsi]. Bogor (ID): Departemen
Teknologi Industri Pertanian Fakultas Teknologi Pertanian Institut Pertanian
Bogor.
Gubitz GM, Mittelbach M, Trabi M. 1999. Exploitation of the tropical oil seed plant
Jatropha curcas L. Bioresource Technology 67: 73-82.
Haas MJ, Karen MS, William NM, Thomas AF. 2004. In situ alkaline
transesterication: an effective method of the production of fatty acid esters from
vegetable oils. J. Am. Oil Chem. Soc. 81: 83-89.
Hambali E, Mudjalifah S, Sulistiyanto G, Timotheus L. 2007. Jarak Pagar Tanaman
Penghasil Biodiesel. Jakarta (ID): Penebar Swadaya.
Kartika IA, Yuliani D Ariono, Sugiarto. 2009. Rekayasa Proses Produksi Biodiesel
Berbasis Jarak Pagar Melalui Transesterifikasi In Situ. Laporan Akhir Hibah
Kompetitif Penelitian sesuai Prioritas Nasional Batch II-DIKTI. Bogor (ID):
Institut Pertanian Bogor
Kartika IA, Yani M, Hermawan D. 2011. Transesterifikasi in situ biji jarak pagar:
pengaruh jenis pereaksi, kecepatan pengadukan dan suhu reaksi terhadap
rendemen dan kualitas biodiesel. J. Tek. Ind. Pert. 21: 24-33.
Kartika IA, Yuliani S, Ariono D, Sugiarto. 2011. Transesterifikasi in situ biji jarak
pagar: pengaruh kadar air dan ukuran partikel bahan terhadap rendemen dan
kualitas biodiesel. AGRITECH. 31: 242-249.
Kartika IA,Yani M, Ariono D, Evon Ph, Rigal L. 2013. Biodiesel production from
jatrophas seed: solvent extraction and in situ tarnsesterification in single step.
Fuel. 106: 111-117.
Ketaren S. 2012. Pengantar Teknologi Minyak dan Lemak Pangan. Jakarta (ID): UI
Press.

23
Korus RA, Hoffman DS, Bam N, Peterson CL, Drown DC. 2000. Transesterification
Process to Manufacture Ethyl ester of Rape Oil. Moscow (RU): Departemen of
Chemical Engineering, University of Idaho. Knothe G, Kenar JA. 2004. Determination of the fatty acid profile by H-NMR
spectroscopy. European Journal of Lipid Science and Technology. 106(2): 88–
96.
Knothe G. 2006 Analyzing Biodiesel: Standards and Other Methods. J Am Oil Chem
Soc. 83:823-833
Leung DYC, Wu X, Leung MKH. 2010. A review on biodiesel production using
catalyzed transesterification. Applied energy. 87: 1083-1095
Lina AD. 2013. Optimasi proses transformasi biji jarak pagar menjadi biodiesel
dengan metode transesterifikasi in situ [skripsi]. Bogor (ID): Departemen
Teknologi Industri Pertanian Fakultas Teknologi Pertanian, Institut Pertanian
Bogor.
Montgomery DC. 2001. Design and Analysis of Experimental 5th Edition. New York
(US): John Wiley & Son.
Ozgul Y, Turkay S. 2002. Variables affecting the yields of methyl ester derived from
in situ transesterification of rice bran oil. J. Am. Oil Chem Soc. 79:611-614. Pujiastuti Y. 2012. Pengaruh suhu reaksi dan rasio heksan/total pelarut pada proses
produksi biodiesel dari biji jarak pagar melalui transesterifikasi in situ [skripsi].
Bogor (ID): Departemen Teknologi Industri Pertanian Fakultas Teknologi
Pertanian, Institut Pertanian Bogor.
Qian J, Fei W, Sen L, Zhi Y. 2008. In situ alkaline transesterification of cotton seed
oil for production of biodiesel and non toxic cotton seed meal. Bioresource
Technology. 99: 9009-9012.
Setyaningsih D, Hambali E, Yuliani S, Sumangat D. 2008. Peningkatan Kualitas
Biodiesel Jarak Pagar Melalui Sintesis Gliserol Eter Sebagai Aditif Penurunan
Titik Awan dan Titik Tuang. Dalam: Laporan Akhir Hasil Penelitian - Lembaga
Penelitian dan Pengabdian Masyarakat IPB 4 Maret 2008. Jakarta (ID): Bogor.
Shuit SH, Lee KT, Kamaruddin AH, Yusup S. 2010. Reactive extraction and in situ
transesterification of Jatropha curcas L seeds for the production of biodiesel.
Fuel. 89: 527-530.
Utami SW. 2010. Kajian proses produksi biodiesel melalui transesterifikasi in situ biji
jarak pagar (Jatropha curcas L.) pada berbagai kondisi operasi [skripsi]. Bogor
(ID): Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor.
Yulianingtyas P. 2011. Kajian proses produksi biodiesel melalui transesterifikasi in
situ biji jarak pagar (Jatropha curcas L.) pada skala pilot [skripsi]. Bogor (ID):
Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian Institut
Pertanian Bogor.
24
LAMPIRAN

25
w
a
Lampiran 1 Prosedur Analisa Bahan Baku (Analisa Proksimat)
1. Kadar Air (AOAC 1995, 950.46)
Cawan yang sudah dibersihkan dan dikeringkan dalam oven bersuhu 105 °C
selama 15 menit didinginkan dalam desikator, lalu ditimbang. Sampel ditimbang
sebanyak 5 gram dan dimasukkan ke dalam cawan tersebut. Cawan yang sudah diisi
sampel kemudian dimasukkan ke dalam oven bersuhu 105 °C selama 6 jam. Cawan
dikeluarkan dari oven dan didinginkan dalam desikator kemudian ditimbang.
Apabila bobot masih berubah, maka pengeringan diulangi dengan suhu dan waktu
yang sama. Pengeringan dilakukan sebanyak 3-4 kali atau lebih sampai didapatkan
bobot yang konstan sebagai bobot akhir sampel. Kadar air dapat dihitung
berdasarkan kehilangan berat, yaitu selisih antara bobot awal sampel dan bobot
akhir sampel, dengan menggunakan rumus sebagai berikut:
Keterangan:
a = bobot awal sampel (gram)
b = bobot akhir sampel (gram)
2. Kadar Lemak (SNI 01-2891-1992)
Sampel dari analisa kadar air ditimbang dalam kertas saring, kemudian
dipasang dalam labu soxhlet dan kondensor. Reflux dilakukan dengan pelarut lemak
selama 5 jam. Setelah itu, sampel dikeluarkan dari labu soxhlet, dikeringkan, dan
didinginkan dalam desikator. Selanjutnya ditimbang sampai bobotnya konstan.
Kadar lemak dihitung dengan menggunakan rumus berikut:
Keterangan:
a = berat sampel + kertas saring sebelum diekstrak (gram)
b = berat sampel + kertas saring setelah diekstraksi (gram)
w = berat sampel (gram)
3. Kadar Serat Kasar (SNI 01-2891-1992)
Sampel sebanyak 1 gram dimasukkan ke dalam labu erlenmeyer 300 ml
kemudian ditambahkan 100 ml H2SO4 0.325 N. Bahan selanjutnya dihidrolisis di
dalam autoklaf bersuhu 105 °C selama 15 menit. Bahan didinginkan, kemudian
ditambahkan 50 ml NaOH 1.25 N dan dihidrolisis kembali di dalam autoklaf
bersuhu 105 °C selama 15 menit. Bahan disaring dengan menggunakan kertas
saring yang telah dikeringkan dan diketahui bobotnya. Setelah itu kertas saring
dicuci berturut-turut dengan menggunakan air panas, 25 ml H2SO4 0.325 N, air
panas lagi kemudian 25 ml aseton atau alkohol. Residu dan kertas saring
dikeringkan dalam oven bersuhu 110 °C selama 1-2 jam. Kadar serat kasar dapat
dihitung dengan menggunakan rumus berikut ini:
Kadar air (%) = x 100 %
Kadar lemak = a – b
x 100%
a - b

26
w1 – w2
Keterangan :
a = bobot residu dalam kertas saring yang telah dikeringkan (g)
b = bobot kertas saring kosong (g)
w = bobot sampel (g)
4. Kadar Abu (AOAC 1995, 923.03)
Sampel ditimbang sebanyak 2-3 gram, kemudian dimasukkan ke dalam cawan
porselen yang telah diketahui bobot tetapnya. Sampel diarangkan di atas pemanas
lalu diabukan dalam tanur listrik pada suhu 550 °C selama 5-6 jam sampai
pengabuan sempurna. Cawan kemudian didinginkan dalam desikator, lalu
ditimbang sampai bobot tetap. Kadar abu dapat dihitung dengan menggunakan
rumus berikut ini:
Keterangan:
w = bobot sampel sebelum diabukan (g)
w1 = bobot sampel + cawan sesudah diabukan (g)
w2 = bobot cawan kosong (g)
5. Kadar Protein (AOC 1995, 991.20)
Sampel sebanyak 0.1 gram dimasukkan ke dalam labu Kjedhal. Katalis
ditimbang sebanyak 1 gram yang terdiri dari CuSO4 : Na2SO4 = 1:1.2. Selanjutnya
ditambahkan 2.5 ml H2SO4 pekat dan didekstruksi sampai cairan bewarna hijau
jernih, ekstraksi dilanjutkan selama 30 menit. Labu beserta isinya didinginkan
sampai suhu kamar, kemudian isinya dipindahkan ke dalam alat destilasi dan
ditambahkan 15 ml NaOH 50% (sampai larutan menjadi basa). Hasil sulingan
ditampung ke dalam erlenmeyer 200 ml yang berisi HCl 0.02 N sampai tertampung
tidak kurang dari 50 ml destilat, kemudian hasilnya didestilasi dengan NaOH 0.02
N disertai penambahan indikator mensel (campuran metil red dan metil blue) 3-4
tetes. Perlakuan tersebut juga dilakukan terhadap blanko. Kadar protein dapat
dihitung dengan menggunakan rumus berikut ini:
Keterangan :
a = selisih ml NaOH yang digunakan untuk menitrasi blanko dengan sampel
N = normalitas larutan NaOH
w = berat sampel (mg)
6. Kadar Karbohidrat
Kadar karbohidrat dihitung dengan cara by difference seperti rumus berikut ini:
Kadar karbohidrat (%) = kadar total (100%) – (kadar air + kadar abu + kadar
lemak + kadar serat + kadar protein )
w x 100%
a – b
w x 100% Kadar serat kasar =
Kadar abu =
Kadar protein (%) = a x N x 14 x 6.25
x 100% w

27
Lampiran 2 Diagram Alir Proses Produksi Biodiesel Melalui Transesterifikasi In
Situ (Kartika et al. 2009)
Evaporasi
Pemisahan
Transesterifikasi
in situ
Pendinginan
Penyaringan
Pengeringan
Penghancuran
Pencampuran
Pencucian
Buah jarak pagar
Larutan KOH
metanolik
KOH
MeOH
Serbuk biji jarak pagar
(kadar air ± 10%, 20 mesh
Air
Biodiesel
Campuran minyak,
Metil Ester dan
Gliserol
Filtrat
Metanol dan
Heksan
Ampas
Heksan
Air
Gliserol

28
Lampiran 3 Prosedur Analisis Biodiesel
1. Uji Viskositas (SNI 04-7182-2006)
Aquades dipanaskan di dalam water bath dengan suhu 40 °C, kemudian
dimasukkan ke dalam tabung viskosimeter Ostwald. Waktu yang diperlukan untuk
mencapai tanda tera dicatat. Selanjutnya biodiesel dipanaskan di dalam water bath
dengan suhu 40 °C, kemudian dimasukkan ke dalam tabung viskosimeter Ostwald.
Waktu yang diperlukan untuk mencapai tanda tera dicatat. Viskositas biodiesel
dihitung dengan menggunakan rumus berikut:
viskositas = 𝜇 ×𝑑2 × 𝑡2
𝑑1 × 𝑡1
Keterangan:
µ = viskositas aquades suhu 40 °C
d2 = densitas aquades suhu 40 °C (g/ml)
t1 = waktu yang diperlukan aquades untuk mengalir (detik)
d2 = densitas biodiesel suhu 40 °C (g/ml)
t2 = waktu yang diperlukan untuk biodiesel mengalir (detik)
2. Uji Bilangan Asam (SNI 04-7182-2006)
Sampel ditimbang sebanyak 2 gram dalam erlenmeyer, kemudian ditambahkan
10 ml etanol netral 95% dan dipanaskan selama 10 menit dalam penangas air sambil
diaduk. Larutan kemudian dititrasi dengan KOH 0.1 N dengan indikator larutan
phenolphthalein 1% dalam etanol, sampai terlihat warna merah jambu. Bilangan
asam sampel dihitung dengan rumus sebagai berikut:
Keterangan:
AV = bilangan asam
VKOH = banyaknya larutan KOH yang digunakan untuk titrasi sampel (ml)
NKOH = normalitas larutan KOH
Wsampel = bobot sampel (gram)
3. Uji Bilangan Penyabunan (SNI 04-7182-2006)
Sampel ditimbang sebanyak 2 gram dalam erlenmeyer yang bertutup basah.
Kemudian ditambahkan 25 ml KOH 0.5 N secara perlahan dengan pipet. Labu
erlenmeyer dihubungkan dengan pendingin tegak dan contoh dididihkan dengan
hati-hati hingga contoh tersabunkan dengan sempurna, yaitu jika larutan yang
dihasilkan bebas dari butir-butir minyak. Larutan didinginkan dan bagian dalam
dari pendingin tegak dibilas dengan sedikit air. Selanjutnya, larutan ditambahkan 1
ml larutan indikator phenolphthalein, kemudian dititrasi dengan HCl 0.5 N sampai
warna merah jambu menghilang. Titrasi dilakukan juga untuk blanko, yaitu pelarut
KOH 0.5 N. Bilangan penyabunan sampel dihitung dengan rumus sebagai berikut:
AV = (VKOH × NKOH × 56.1)
Wsampel
29
(VHCl blanko − VHCl sampel) × 28.5
Wsampel
w1 – w2
Keterangan:
SV = bilangan penyabunan
VHCl blanko = banyaknya larutan HCl yang digunakan untuk titrasi blanko (ml)
VHCl sampel = banyaknya larutan HCl yang digunakan untuk titrasi sampel (ml)
Wsampel = bobot sampel (gram)
4. Uji Kadar Abu (AOAC 1995, 950.46)
Sampel ditimbang sebanyak 2-3 gram, kemudian dimasukkan ke dalam sebuah
cawan porselen yang telah diketahui bobot tetapnya. Sampel diarangkan di atas
pemanas dan diabukan dalam tanur listrik pada suhu 550 °C selama 5-6 jam sampai
pengabuan sempurna. Cawan kemudian didinginkan dalam desikator, lalu
ditimbang sampai bobot tetap. Kadar abu dapat dihitung dengan menggunakan
rumus sebagai berikut:
Keterangan:
w = bobot sampel sebelum diabukan (gram)
w1 = bobot sampel + cawan sesudah diabukan (gram)
w2 = bobot cawan kosong (gram)
SV =
Kadar abu = w
x 100%

30
Lampiran 4 Kombinasi 4 Variabel Perlakuan
No
X1 X2 X3 X4
Heksan/Total
Pelarut
Suhu Waktu
reaksi
Kecepatan
Pengadukan
1 0.17 45 3 300
2 0.17 45 3 500
3 0.17 45 5 300
4 0.17 45 5 500
5 0.17 55 3 300
6 0.17 55 3 500
7 0.17 55 5 300
8 0.17 55 5 500
9 0.50 45 3 300
10 0.50 45 3 500
11 0.50 45 5 300
12 0.50 45 5 500
13 0.50 55 3 300
14 0.50 55 3 500
15 0.50 55 5 300
16 0.50 55 5 500
17 0.33 50 4 400
18 0.33 50 4 400
19 0.33 50 4 400
20 0.33 50 4 400
21 0.33 50 4 400
22 0 50 4 400
23 0.67 50 4 400
24 0.33 40 4 400
25 0.33 60 4 400
26 0.33 50 2 400
27 0.33 50 6 400
28 0.33 50 4 200
29 0.33 50 4 600

31
Lampiran 5 Hasil Uji Signifikansi Rendemen
Sum of Mean F p-value
Source Squares df Square Value Prob>F Model 107.66 4 26.91 2.93 0.0418
X1-Heksan 79.21 1 79.21 8.62 0.0072
X2-Suhu 9.63 1 9.63 1.05 0.3162
X3-Waktu Reaksi 17.00 1 17.00 1.85 0.1863
X4-Kecepatan Pengadukan 1.82 1 1.82 0.20 0.6607
Residual 220.46 24 9.19
Lack of Fit 156.24 20 7.81 0.49 0.8749
Pure Error 64.22 4 16.05
Cor Total 328.12 28
Lampiran 6 Hasil Uji Signifikansi Viskositas
Sum of Mean F p-value
Source Squares df Square Value Prob > F Model 236.81 23 10.30 1119.63 < 0.0001
X1-Heksan 11.51 1 11.51 1251.69 < 0.0001
X2-Suhu 0.031 1 8.83 3.33 0.1278
X3-Waktu Reaksi 0.036 1 2.02 3.86 0.1066
X4-Kecepatan Pengadukan 0.017 1 2.74 1.82 0.2347
X1X2 14.67 1 14.98 1595.14 <0.0001
X1X3 2.51 1 2.51 273.19 <0.0001
X1X4 3.29 1 3.29 358.22 <0.0001
X2X3 0.16 1 0.16 16.97 0.0092
X2X4 4.31 1 4.31 468.21 <0.0001
X3X4 9.80 1 9.80 1065.34 <0.0001
X12 17.10 1 17.10 1859.85 <0.0001
X22 10.03 1 10.03 1090.63 <0.0001
X32 0.037 1 0.037 4.08 0.0995
X42 0.067 1 0.067 7.32 0.0425
X1X2X3 0.099 1 0.099 10.79 0.0218
X1X2X4 4.73 1 4.73 514.42 <0.0001
X1X3X4 8.88 1 8.88 965.68 <0.0001
X2X3X4 0.032 1 0.032 3.52 0.1193
X12X2 5.34 1 5.34 580.93 <0.0001
X12X3 0.60 1 0.60 64.77 0.0005
X12X4 1.02 1 1.02 110.97 0.0001
X1X22 11.21 1 11.21 1218.60 <0.0001
X1X32 0.000 0
X1X42 0.000 0
X22X3 0.000 0
X22X4 0.000 0
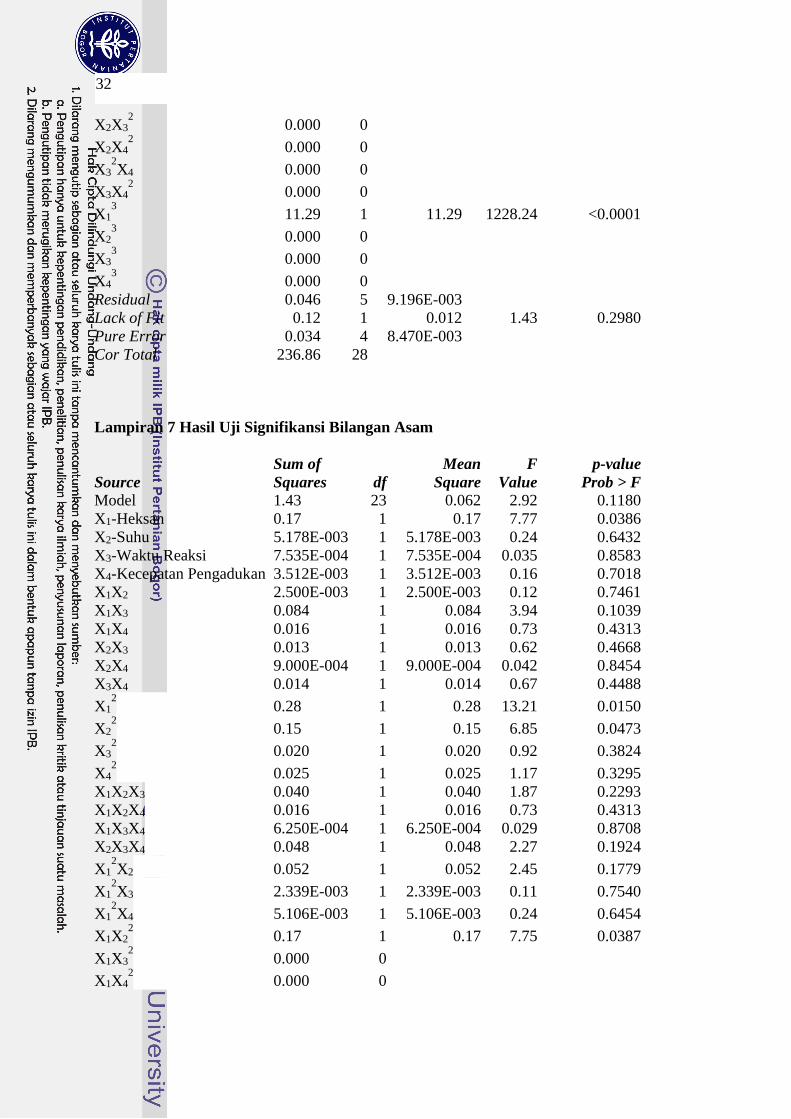
32
X2X32 0.000 0
X2X42 0.000 0
X32X4 0.000 0
X3X42 0.000 0
X13 11.29 1 11.29 1228.24 <0.0001
X23 0.000 0
X33 0.000 0
X43 0.000 0
Residual 0.046 5 9.196E-003
Lack of Fit 0.12 1 0.012 1.43 0.2980
Pure Error 0.034 4 8.470E-003
Cor Total 236.86 28
Lampiran 7 Hasil Uji Signifikansi Bilangan Asam
Sum of Mean F p-value
Source Squares df Square Value Prob > F Model 1.43 23 0.062 2.92 0.1180
X1-Heksan 0.17 1 0.17 7.77 0.0386
X2-Suhu 5.178E-003 1 5.178E-003 0.24 0.6432
X3-Waktu Reaksi 7.535E-004 1 7.535E-004 0.035 0.8583
X4-Kecepatan Pengadukan 3.512E-003 1 3.512E-003 0.16 0.7018
X1X2 2.500E-003 1 2.500E-003 0.12 0.7461
X1X3 0.084 1 0.084 3.94 0.1039
X1X4 0.016 1 0.016 0.73 0.4313
X2X3 0.013 1 0.013 0.62 0.4668
X2X4 9.000E-004 1 9.000E-004 0.042 0.8454
X3X4 0.014 1 0.014 0.67 0.4488
X12 0.28 1 0.28 13.21 0.0150
X22 0.15 1 0.15 6.85 0.0473
X32 0.020 1 0.020 0.92 0.3824
X42 0.025 1 0.025 1.17 0.3295
X1X2X3 0.040 1 0.040 1.87 0.2293
X1X2X4 0.016 1 0.016 0.73 0.4313
X1X3X4 6.250E-004 1 6.250E-004 0.029 0.8708
X2X3X4 0.048 1 0.048 2.27 0.1924
X12X2 0.052 1 0.052 2.45 0.1779
X12X3 2.339E-003 1 2.339E-003 0.11 0.7540
X12X4 5.106E-003 1 5.106E-003 0.24 0.6454
X1X22 0.17 1 0.17 7.75 0.0387
X1X32 0.000 0
X1X42 0.000 0

33
X22X3 0.000 0
X22X4 0.000 0
X2X32 0.000 0
X2X42 0.000 0
X32X4 0.000 0
X3X42 0.000 0
X13 0.17 1 0.17 7.95 0.0371
X23 0.000 0
X33 0.000 0
X43 0.000 0
Residual 0.11 5 0.021
Lack of Fit 1.225E-003 1 1.225E-003 0.046 0.8399
Pure Error 0.11 4 0.026
Cor Total 1.54 28
Lampiran 8 Hasil Uji Signifikansi Bilangan Penyabunan
Sum of Mean F p-value
Source Squares df Square Value Prob > F Model 507.88 23 22.08 4.48 0.0512
X1-Heksan 249.51 1 249.51 50.66 0.0008
X2-Suhu 0.48 1 0.48 0.098 0.7667
X3-Waktu Reaksi 3.46 1 3.46 0.70 0.4400
X4-Kecepatan Pengadukan 11.79 1 11.79 2.39 0.1825
X1X2 9.94 1 9.94 2.02 0.2147
X1X3 3.27 1 3.27 0.66 0.4524
X1X4 4.05 1 4.05 0.82 0.4061
X2X3 35.19 1 35.19 7.15 0.0442
X2X4 0.18 1 0.18 0.036 0.8565
X3X4 13.97 1 13.97 2.84 0.1530
X12 1.42 1 1.42 0.29 0.6148
X22 227.16 1 227.16 46.13 0.0011
X32 18.55 1 18.55 3.77 0.1100
X42 0.16 1 0.16 0.033 0.8627
X1X2X3 7.06 1 7.06 1.43 0.2848
X1X2X4 4.98 1 4.98 1.01 0.3606
X1X3X4 14.23 1 14.23 2.89 0.1499
X2X3X4 46.27 1 46.27 9.40 0.0279
X12X2 6.716E-003 1 6.716E-003 1.364E-003 0.9720
X12X3 0.11 1 0.11 0.021 0.8894
X12X4 2.64 1 2.64 0.54 0.4967
X1X22 249.21 1 249.21 50.60 0.0009
X1X32 0.000 0

34
X1X42 0.000 0
X22X3 0.000 0
X22X4 0.000 0
X2X32 0.000 0
X2X42 0.000 0
X32X4 0.000 0
X3X42 0.000 0
X13 250.73 1 250.73 50.91 0.0008
X23 0.000 0
X33 0.000 0
X43 0.000 0
Residual 24.62 5 4.92
Lack of Fit 0.14 1 0.14 0.023 0.8876
Pure Error 24.49 4 6.12
Cor Total 532.50 28
Lampiran 9 Hasil Uji Signifikansi Bilangan Ester
Sum of Mean F p-value
Source Squares df Square Value Prob > F Model 508.75 23 22.12 4.00 0.0643
X1-Heksan 229.34 1 229.34 41.53 0.0013
X2-Suhu 0.58 1 0.58 0.11 0.7580
X3-Waktu Reaksi 6.66 1 6.66 1.21 0.3221
X4-Kecepatan Pengadukan 17.36 1 17.36 3.14 0.1365
X1X2 10.26 1 10.26 1.86 0.2311
X1X3 2.30 1 2.30 0.42 0.5469
X1X4 4.57 1 4.57 0.83 0.4048
X2X3 36.57 1 36.57 6.62 0.0498
X2X4 0.15 1 0.15 0.028 0.8739
X3X4 14.88 1 14.88 2.69 0.1616
X12 2.96 1 2.96 0.54 0.4969
X22 205.10 1 205.10 37.14 0.0017
X32 14.90 1 14.90 2.70 0.1614
X42 0.012 1 0.012 2.095E-003 0.9653
X1X2X3 6.04 1 6.04 1.09 0.3436
X1X2X4 4.44 1 4.44 0.80 0.4109
X1X3X4 14.04 1 14.04 2.54 0.1717
X2X3X4 43.33 1 43.33 7.85 0.0380
X12X2 9.914E-004 1 9.914E-004 1.795E-004 0.9898
X12X3 0.084 1 0.084 0.015 0.9068
X12X4 4.84 1 4.84 0.88 0.3920
X1X22 229.05 1 229.05 41.47 0.0013

35
X1X32 0.000 0
X1X42 0.000 0
X22X3 0.000 0
X22X4 0.000 0
X2X32 0.000 0
X2X42 0.000 0
X32X4 0.000 0
X3X42 0.000 0
X13 230.65 1 230.65 41.76 0.0013
X23 0.000 0
X33 0.000 0
X43 0.000 0
Residual 27.62 5 5.52
Lack of Fit 0.17 1 0.17 0.024 0.8839
Pure Error 27.45 4 6.86
Cor Total 536.36 28

36
37
Riwayat Hidup
Penulis dilahirkan di kota Jakarta,15 Januari 1992
sebagai anak kedua dari pasangan Sugeng Hartadi dan Heryati.
Penulis lulus dari SMAN 54 Jakarta pada tahun 2010 dan pada
tahun yang sama diterima di Departemen Teknologi Industri
Pertanian, Fakultas Teknologi Pertanian, Institut Pertanian
Bogor melalui jalur USMI (Undangan Seleksi Masuk IPB). Saat
TPB (Tingkat Persiapan Bersama), penulis aktif dalam
kepengurusan UKF (Uni Konservasi Fauna).
Penulis juga aktif sebagai asisten praktikum mata kuliah Bioproses, Analisis Bahan
dan Pengantar Agroindustri, Teknologi Bahan Penyegar, serta Teknologi Minyak,
Emulsi, dan Oleokimia pada tahun 2014. Penulis melaksanakan kegiatan Praktik
Lapangan di PT. Sinar Sosro dengan judul “Studi Proses Produksi dan Pengawasan
Mutu Teh dalam Kemasan di PT. Sinar Sosro Cakung, Bekasi.