aplikasi model m.c.e (manufacturing cycle …
TRANSCRIPT

170
APLIKASI MODEL M.C.E (MANUFACTURING CYCLE EFFICIENCY)UNTUK MEMPERDEK TIME-TO-PROCESS
PADA PENGOLAHAH C.P.O (CRUDE PALM OIL)1)
Zulkarnain Fatoni2)
1 Aplikasi Model M.C.E (Manufacturing Cycle Efficiency) untuk Memperdek Time-to-process Pada Pengolahan C.P.O(Crude Palm Oil)
2 Dosen Program Studi Teknik Industri dan Teknik Mesin Universitas Tridinanti Palembang
Abstrak Konsusmsi CPO (crude palm oil) untuk penyediaan minyak nabati dunia telahmencapai 27,7% pada tahun 2002, diversifikasi produk CPO untuk produk pangan mencapaipangsa pasar 90% terutama untuk bahan baku minyak goreng dan pangsa pasar non-pangan sebesar 10%, diperkirakan pada tahun mendatang terus mengalami peningkatan.Bahan baku CPO adalah TBS (tandan buah segar).Kompleksitas produk dan aliran proses operasi menentukan kapabilitas manajemen operasiuntuk memperpendek waktu proses TBS menjadi CPO yang merupakan focus perhatiandalam studi aliran proses yang dipecahkan dengan pendekatan MCE (Manufacture CycleEfficiency) karena itu. model MCE berkemampuan mereduksi pemborosan sumberdayayang digunakan untuk operasi, sehingga aktivitas yang tidak meningkatkan nilai tambahproduk dapat dihilangkan.Studi ini bertujuan untuk memberikan gambaran aliran proses manufaktur pengolahanTBS (tandan buah segar) bahan baku minyak sawit menjadi CPO. Analisis pemecahanmasalah untuk menentukan performansi dengan menggunakan bagan aliran proses, baganproses operasi (Operations Process Chart). Hasil analisis menunjukan bahwa waktu kritisyang terjadi pada aliran proses pengolahan TBS menjadi CPO terletak pada stasiun loadingramp ke stasiun perebusan yang membutuhkan waktu operasi paling lama yaitu sebesar100 menit/ton TBS. Performansi aliran proses yang terdiri dari MLT, Production rate,kapasitas dan utilisasi masing-masing menghasilkan 57,72 jam, 0,069 ton/jam, 16,56 ton/jam dan 55,2%.
Kata kunci : MCE, MLT, Aliran proses.
Abstract Consumption of CPO (crude palm oil) for the supply of vegetable oil has reached27.7% in 2002, diversification of products CPO for food products reach 90% market share,especially for cooking oil raw materials and non-food market share of 10%, estimated inthe coming years continues to increase. CPO is the FFB (fresh fruit bunches). Complexityof the product and determine the operation process flow operations management capabilitiesto shorten the processing time which is the FFB into CPO focus of attention in the study ofthe process flow are solved with MCE approach (Manufacture Cycle Efficiency) because ofthat. MCE models capable of reducing wastage of resources used for the operation, so thatthe activity does not increase the value-added products can be eliminated. This study aimsto provide an overview of the manufacturing process flow processing FFB (fresh fruitbunches) palm oil feedstocks into CPO. Analysis to determine the performance problemsolving using a flow chart of the process, operation process chart (Operations ProcessChart). Results of the analysis showed that the critical time which occur in the processing

171
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
flow of a CPO located on the TBS station to station loading ramp boiling takes the longestoperation time of 100 min / ton FFB. Performance process flow consisting of MLT, Productionrate, capacity and utilization of each generating 57.72 hours, 0,069 tons / hour, 16.56 tons/ hour and 55.2%.
Keyword : MCE, MLT, Process chart
I. PENDAHULUAN
Pembangunan dan pengembangantanaman kelapa sawit di Sumatera Selatandimulai pada tahun 1976 oleh PT PerkebunanNusantara VII (Persero) yang dimulai di daerahBetung Barat Kabupaten Musi Banyuasin(sekarang masuk dalam wilayah Banyuasin),lima tahun kemudian yakni tahun 1982perkebunan besar sawasta nasional (PBSN)dan perkebunan rakyat (Plasma) mulai ikutambil bagian dalam pembangunan danpengembangan perkebunan kelapa sawit.Output perkebunan kelapa sawait ini adalahTBS (Tandan Buah Segar) yang secara umumdisebut Buah Sawit), TBS ini merupakan bahanbaku crude palm oil (CPO).
Industri hilir perkebunan kelapa sawityang potensial adalah CPO (crude palm oil)dan kernel (inti sawit) yang merupakan bahanbaku utama pabrik minyak goring, margarine,dan industri kimia lainnya dewasa ini menjadiperhatian oleh sebagian besar calon investoryang ingin menginvestasikan modalnya disektor industri sekunder. Disamping itu industriCPO ini merupakan salah satu alternatif bagiSumatera Selatan untuk meningkatkanpertumbuhan ekonomi daerah, perluasanlapangan kerja, pendorong kegiatan sektor-sektor ekonomi lain.
Pada tahun 2004 jumlah pabrik PKS(Pengolahan Kelapa Sawit) di SumateraSelatan telah mencapai 38 unit dengankapasitas sebanyak 1.890 ton/jam yang tersebardi 12 kabupaten/kota di Sumatera Selatan.Pabrik-pabrik PKS ini akan terus bertambahsecara signifikan dengan bertambahnya
perkebunan kelapa sawit yang pada saat ini(tahun 2004) baru mencapai 488.000 ha,sedangkan areal yang dicadangkan berkisar 1,5juta ha (Dinas Perkebunan Sum-Sel 2004).
Bahan baku utama yang digunakan untukmemproduksi CPO dan kernel adalah buahsawit yang terdiri tandan dan brondolan. Buahsawit yang diterima di pabrik PKS hendaknyamemenuhi persyaratan bahan baku yang tidakmenimbulkan kesulitan dalam proses ekstraksiminyak dan inti sawit.
Dengan bertambahnya pabrik-pabrikPKS ini semakin besar kontribusi keilmuansistim produksi/operasi untuk melakukaninovasi, improvisasi, dan pengembangannyadalam perencanaan dan pengembangan pabrikPKS. Kontribusi sistim produksi/operasi saatini yang sedang dibutuhkan dalam manajemenproses adalah “Bagaimana meningkatkanEfisiensi proses pengolahan TBS menjadi CPOdan meningkatkan mutu TBS”. Output utamadari TBS adalah minyak sawit yang terdapatpada daging buah (mesokarp) dan minyak intisawit yang terdapat pada kernel. Kedua jenisminyak ini berbeda dalam komposisi asal lemakdan sifat fisika maupun kimia (Maryanita ,1998).
Secara fisik dan kimia, TBS (TandanBuah Segar terminologi dari buah sawit) iniakan menurun mutunya jika lebih dari 8 jamsetelah dipanen tidak segera dilakukan prosesperebusan. Jika perubusan kurang baik dapatmenyebabkan meningkatnya lossis, turunyarendemen, pelumatan digester tidak sempurna,hasil press-nya basah, sehingga bila fibre basahdapat menyebabkan pembakaran pada keteluap tidak sempurna, buah menjadi kurang

172
masak yang akan menyebabkan brondolansawit sulit lepas dari tandan sehingga terjadikerugian minyak pada janjangan kosong ( PKS-Tania Selatan, 1998). Secara umumpermasalahan yang terdapat dalam industriCPO adalah: lemahnya infra struktur fisikseperti jalan, transportasi yang diperlukanuntuk pengiriman TBS dari kebun ke pabrikPKS, terbatasnya SDM yang mempunyaikeahlian tinggi dan professional dibidangindustri CPO, biaya investasi pembukaan lahanperkebunan dan pembangunan pabrik yangsangat besar, terbatasnya fasilitas logistik (tankstorage) yang ada didaerah.
Asam lemak bebas yang rendahbersumber dari buah sawit yang masih mentahdipanen dan jika buah sawit yang masih mentahsegera dipanen akan menyebabkan rendahnyaefisiensi ekstrasi minyak dan inti sawit Kendala-kendala mutu TBS dan waktu proses inilahyang merupakan pendorong (drive on) semakinpentingnya peranan dan kontribusi sistimproduksi/operasi memberikan solusipemecahan. Produksi mengindikasikan adanyaproses operasi yang aktivitas utamanya adalahmentransformasi suatu masukan (input)menjadi keluaran (output). Dalam prosespengolahan CPO yang menjadi input adalahTBS, sedangkan sebagai outputnya adalahminyak sawit (CPO) sebagai bahan baku utamaminyak goring, margarine, industri kimialainnya.
Efisiensi sebagai indicator performansiproses produksi/operasi menggabarkan rasioantara actual time dan standard time, dengandemikian model MCE yang digunakan sebagaiperalatan analisa (tool of analysis) untukmemecahkan aliran proses pengolahan CPOadalah model performansi (kinerja) efisiensiwaktu siklus proses pengolahan secarakeseluruhan.
Aliran proses pada pengolohan CPOmerupakan bagian terpenting dalam system
produksi yang proses alirannya terdiri duakomponen penting yakni: bahan baku daninformasi (Sipper and Bulfin, 1977), aliranbahan lebih bersifat nyata (tangible) sedangkanaliran onformasi bersifat intangible.
II. PENDEKATAN PEMECAHANMASALAH
Keunggulan dalam persaingan businessmerupakan dambaan bagi setiap unit usahatermasuk perusahaan manufaktur yang inginmemenangkan persaingan. Salah satu faktorterpenting dalam meningkatkan daya saingadalah bagaimana kemampuan perusahaanmengeleminasi pemborosan penggunaansumber daya.
Industri manufaktur (pengolahan)mengalami perkembangan dan perubahan yangbegitu cepat terutama perubahan teknologi,karenanya paradigma lama yang bersumber darimass production (produksi massa) sudah tidakrelevan lagi dengan situasi sekarang (Hesti YS& TM. Simatupang, 1999, 37). Beberapaindikator perubahan pada industri manufakturyang terjadi belakangan ini antara lain :
Pemanfaatan teknologi dan pendekatanstrategi multi dimensi seperti biaya, kualitas,time less, dan fleksibelitas merupakan basiskompetensi.Perubahan teknologi yang bersifatakselaratif dengan tanda-tanda semakinpendeknya product life cycle dan semakinseringnya Engineering Change.Filosofi manufaktur lebih menekankan padaarus produksi dan berusaha memperpendekcycle-time.
Karenanya paradigma lama mempunyaipandangan :• Manajemen difokuskan pada maksimasi
unit volume dan minimasi cost.

173
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
• Pasar ditentukan oleh produsen, sehinggaprodusen sebagai price maker.
• Permintaan melebihi penyediaan (kapasitas)• Perhitungan biaya produksi didasarkan
pada akuntansi biaya standard.
Secara perlahan sudah harus ditinggalkankarena sudah tidak cocok lagi dengan adanyatuntutan tingkat persaingan yang semakintajam, sehingga pandangan terhadap paradigmabaru perlu dipertimbangkan dan dijadikan visi.Paradigma baru mempunyai pandangan :
• Pasar global berfokus pada kualitas,keaneka ragaman produk dan layananpelanggan.
• Pasar cenderung mengikuti keinginankonsumen.
• Kapasitas melebihi permintaan.• Konsumen sebagai price maker.
Untuk memberikan gambaran mengenai sistemmanufaktur, perhatikan gambar berikut :
Gambar diatas memperlihatkan efektivitassistem manufaktur dipengaruhi oleh sub sistemlainnya yaitu sistem produksi dan sistem
korporat. Sedangkan siklus informasi prosesaktivitas pada sistem manufaktur digambarkandibawah ini :
Gambar 1 : Integrasi Sistem Manufaktur
Gambar 2. Siklus Informasi-Proses Aktivitas Pada Sistem Manufaktur

174
2.1 INDIKATOR ALIRAN PROSESOPERASI
Kunci sukses bagi industri manufakturadalah seberapa besar kemampuannya dalammengeliminasi pemborosan yang tidakmenambah nilai suatu produk, konsep inidinamakan NVA (Non-Value Added) yangdapat divisualisasi dengan mudah dalamaktivitas produksi yaitu bahwa nilai hanya dapatditambahkan jika produk tersebut diproses.
Fenomena yang terjadi pada “ProductSetting Idle” menyebabkan incremental cost(peningkatan biaya), tetapi tanpa meningkatkannilai produk. Incremental cost itu antara lain :Carrying cost, Expediting, PengendalianProduksi, Incremental Cost ini dapatdieliminasi dengan restrukturisasi prosesproduksi dengan menjaga aliran produk(product Flow) secara kontinyu. Cara yangdigunakan untuk melihat ini adalah denganmenelusuri MLT (Manufacturing Lead Time)yang meliputi production rate, waktu operasi,kapasitas, dan ketersediaan utilitas, yangdijelaskan sebagai berikut : (Grover, 1984)
(1) MANUFACTURING LEAD TIME(MLT)
Menentukan MLT dimulai mengidenti-fikasikan waktu pra proses, proses operasi danpasca operasi yang dihitung secara total dalamsutau manufaktur yang menghasilkan produkdalam bentuk fisik.
Perhatikan model penentuan MLT,berikut :
MLT = ( )∑=
++nm
1inoioisui TTQT ..................(1)
dimana :I = urutan proses operasi = 1, 2, …, nmTsui = waktu set-upT0 = waktu operasi
Tno = waktu non operasiQ = Total unit produk dalam batchnm = semua mesin yang digunakan
Langkah awal yang memerlukanperhatian serius bagi manajemen dalam MLT,yaitu : menyiapkan semua kebutuhan setiapmesin yang digunakan untuk menghasilkanproduk, termasuk juga mempersiapkan stasiunkerja, instalasi dan peralatan yang diperlukandalam proses operasi. Karena MLT mempunyaihubungan significant terhadap pengeluaranbiaya langsung dan tak langsung, bila MLTdapat ditekan seminim mungkin makaReduction cost akan mewujudkan hasil yangrealistis.
Dari persaman (1), selanjutnya masing-masing paramater ditentukan dengan formulaberikut :
Q = nq
Qjnq
1j∑= .................................................(2)
dimana : Q = kuantitas batch j rata-rata
nm = nq
nnq
1jmj∑
= .............................................(3)
dimana :nm = jumlah operasi (mesin) dalam rute proses
TSU = ∑
∑
=
=nq
1jmj
nq
1jsujmj
n
T.n
.......................................(4)
dimana :sujT = waktu set-up rata-rata untuk batch j
sedangkan
Tno = ∑
∑
=
=nq
1jmj
nq
1jnojmj
n
T.n
........................................(5)

175
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
menyatakan : waktu operasi rata-rata untuk batch.jAkhir jn
Tsu = ........................................(6)
dimana :T0 = waktu operasi rata-rata yang dihitung per-poperasi untuk batch j dan nm, Q
Dalam kasus, dimana produksi dilakukansecara mass-production dan Job-Shop denganQ = 1, maka persamaan (1) menjadi
MLT = nm (Tsn + To + Tno)............................(7)
Dengan demikian Flow-time mass productionyang terjadi pada sistem manufaktur ditentukandengan persamaan berikut :
MLT = nm (transfer time + longest To).......(8)
(2) PRODUCTION RATE
Tingkat produksi (production rate)dalam proses manufaktur secara individual atauoperasi adalah jumlah unit per jam yangdihitung melalui formula berikut :
machinetimebatch
= Tsu + QTo ...............................(9)
Jika Q merupakan jumlah unit yang diproduksi,maka q adalah scape rate (sisa) yang dihitungmelalui proses dan batch time adalah:
..........................(10)
maka pada waktu produksi rata-rata per unitproduk adalah :
...........................(11)
sehingga production rate rata-rata per unitproduk adalah :
Rp = ....................................................(12)
Untuk kasus job-shop production, jika q = 1waktu produksi per-unit adalah :Tp = Tsu + To ..............................................(13)
(3) KAPASITAS
Kapasitas, umumnya disebut kapasitaspabrik (plant capacity) yang didefinisikansebagai maximum rate of out put. Kapasitasproduksi diukur sebagai bentuk/type out putyang diproduksi oleh pabrik.
Untuk mengukur besaran kapasitasdigunakan formula berikut :
PC = WSw H Rp .........................................(15)
dimana :PC = Plant Capacity (kapasitas pabrik)WSw = Jumlah stasiun kerja pada shift kerjaH = Operasi per jam per shiftRp = Produksi per unit per-jam
Sedangkan setiap produk yang diproses melaluimesin, maka kapasitasnya dihitung sebagaiberikut :
PC = .................................. (16)
WSWH = .............................(17)
dimana : Dw = Tingkat kebutuhan (DemandRate)
(4) UTILIZATION AND AVAILABILITY(KETERSEDIAAN DAN UTILITAS)
Utilitas merupakan jumlah output yangdihasilkan dari fasilitas produksi yang dihitungdengan formula.
U = .......................................(18)
ä
ä
=
=nq
1j
mj
nq
1j
nojmj
n
T.n
.
)q1(
QTT
machine
timebatch osu -+= .
)q1(
Q
- d
Tp = Q
Machine/timebatch
pT
1
äp
mW
R
n.D
g g
m
pW
m
R.H.WS
g g
= Capasity
Output .

176
Availability adalah ukuran yangdigunakan terhadap kehandalan (reliability)Equipment, sedangkan bentuk lain dariavailability yaitu MTBF (Mean Time BetweenFailures) dan MTTR (Mean Time To Repair).
MTBF merupakan rata-rata lamanyawaktu antara breakdowns equipment,sedangkan MTTR adalah rata-rata waktu yangdiperlukan untuk servis (equipment danpenempatan kembali equipment).Formula yang digunakan untuk menentukanavailability, yaitu :
g
= MTBF
MTTRMTBF-
ik il bili di
Availability = ..................(19)
untuk diperhatikan availability dinyatakandalam persentase.
2.2 STRATEGI DAN TINDAKAN DALAMALIRAN PROSES
Untuk meningkatkan performansi aliranproses dalam sistem manufaktur dapatmemahami konsep dari strategi operasi berikutini :
NO TUJUAN YANG DICAPAI STRATEGI
1 Mereduksi waktu operasi (To) Spesialisasi dalam operasi
2 Mereduksi Nm, To, Tno Kombinasi operasi
3 Mereduksi Nm, To, Th, Tno Operasi simultan
4 Mereduksi Nm, Th, Tno Integrasi operasi
5 Mereduksi Tsu, MLT, WIP dan peningkatan U
Peningkatan fleksibilitas
6 Mereduksi Tsu, MLT, WIP Memperbaiki material handling dan penyimpanan
7 Mereduksi Tsu, Q Inpeksi in-line
8 Mereduksi To, Q Proses dan Optimasi
9 Mereduksi Tno, MLT, Peningkatan U
Control operasi pabrik
10 Mereduksi MLT, waktu desain, waktu perencanaan produksi, peningkatan U
Perencanaan dan pengendalian produksi dengan menggunakan teknologi informasi
III. PENGUMPULAN DATA
Sumber data tentang proses pengolahanTBS dikumpulkan berasal dari sebuah pabrikPKS perkebunan besar swasta yang berlokasidi Desa Burnai-Lintas Timur SumateraKabupaten OKI (Ogan Komering Ilir).
Proses pengolahan CPO digambarkanmelalui lambang-lambang sebagai berikut :
OPERASI
Yaitu kegiatan yang terjadi apabila kerjamengalami perubahan sifat fisik maupunkimiawi, mengambil informasi maupunmemberikan informasi.
PEMERIKSAAN
Yaitu kegiatan yang terjadi apabila benda kerjaatau peralatan mengalami pemeriksaan baikditinjau dari segi kualitas maupun kuantitas.
TRANSPORTASI
Yaitu suatu kegiatan yang terjadi apabila bendakerja, pekerja atau perlengkapan mengalamiperpindahan tempat yang bukan merupakanbagian dari suatu operasi.
MENUNGGU
Yaitu kegiatan yang terjadi apabila benda kerja,pekerja atau perlengkapan tidak mengalami
T

177
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
kegiatan apa-apa selain menunggu dan biasanyabersifat sementara (sebentar).
PENYIMPANAN
Yaitu kegiatan yang terjadi apabila benda kerjadisimpan untuk jangka waktu yang cukup lama.Jika benda kerja tersebut akan diambil kembali,biasanya memerlukan prosedur perizinantertentu.
AKTIVITAS GABUNGAN
Yaitu kegiatan yang terjadi apabila antaraaktivitas operasi dan pemeriksaan dilakukanbersamaan atau dilakukan pada suatu tempatkerja.
Penerapan lambang bagan aliran proses padapengolahan CPO dan pengolahan kerneldijelaskan ada gambar-gambar berikut :
Gambar 3. Aliran Proses Pengolahan CPO
TBS TIMBANGAN LOADING RAMP
LORI
CAPSTAND
STERILIZER
HOISTING CRANE
AUTO FEEDER
THRESSER
PRESSAN
STAND TRAP TANK
VIBRATING SCREEN
CRUDE OIL TANK
CLARIFIER TANK
SLUGDE TANK
DECANTER
CLEAN OIL TANK
OIL PURIFIER
VACUUM DRIER
STORAGE TANK

178
Sedangkan penerapan lambang-lambang bagan proses operasi ditunjukkan pada gambar4 berikut :
Gambar 4. Bagan Proses Pengolahan CPO

179
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
Gambar 5. Aliran Proses Pengolahan Kernel
180
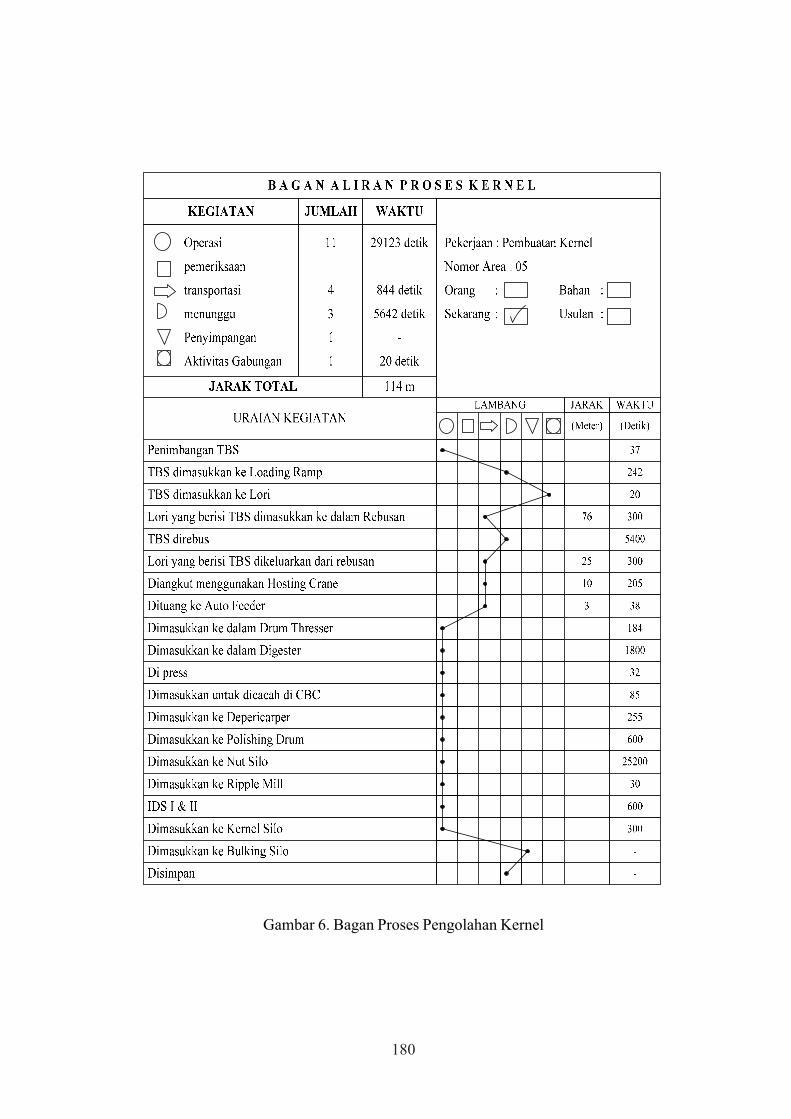
Gambar 6. Bagan Proses Pengolahan Kernel

181
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
IV. ANALISIS
Analisis Aliran Proses
Buah sawit yang berasal dari kebundiangkat dengan truk kemudian di timbang,TBS ditumpuk di Loading Ramp untukdimasukkan ke dalam lori. Denganmenggunakan Transfer Carriage, loridipindahkan ke jalur rel, kemudian lori ditarikoleh Capstand untuk dimasukkan ke dalamrebusan. Setelah direbus/dikukus kurang lebih90 menit lori yang berisi Tanda Buah Segardengan menggunakan Capstand ditarik ke luardari rebusan dan lori tersebut diangkut HoistingCrane untuk dituang ke Auto Feeder. Dari AutoFeeder Tandan Buah Masak akan masuk keDrum Thresser.
Pada proses Thresser Tandan BuahMasak terpisah menjadi dua yaitu janjangankosong dan brondolan. Janjangan kosongdibawa Horizontal Empty Bunch Conveyeruntuk dibuang dan brondolan akan dimasukkanke digester dan dimasukkan ke pressan untukmengambil minyak sawit dari daging buah.
Hasil dari pressan berupa CPO (CrudePalm Oil) dialirkan ke Sand Trap Tank dengantujuan agar pasir yang terdapat pada minyakakan berkurang, kemudian minyak dimasukkanke Vibratingi Screen dan dialirkan ke CrudeOil Tank. Dari Crude Oil Tank minyak dialirkanke Clarifier Tank. Dalam Clarifier Tank minyakdiendapkan, endapan bagian bawahdimasukkan ke dalam Slugde Tank dandimasukkan ke dalam Decanter. Decanter initerdiri dari tiga fase :
(1) Slugde dimasukkan ke Slugde Drain Tank(2) Oil masuk ke Oil Buffer Tank lalu
dimasukkan ke Clarifier Tank(3) Solid dibuang
Untuk memperpendek waktu proses Oil BufferTank tidak perlu digunakan dan hasil minyakdari Decanter sebaiknya dimasukkan langsung
ke Slugde Drain Tank karena oil yang masukke Oil Buffer Tank akan dikembalikan lagi keClarifier Tank sehingga apabila Oil Buffer Tanktidak digunakan tidak menjadi masalah dalamproses produksi.
Sedangkan endapan minyak bagian atasakan masuk ke Clean Oil Tank kemudian akandialirkan ke Vacuum Drier dan dari VacuumDrier akan disimpan di dalam Storage Tank.Tahapan operasi pengolahan CPO yang semuaberjumlah 14 tahap dapat ditekan menjadi 12tahap dan waktu operasi menjadi 3635 detik.Perbaikan waktu operasi ditunjukkan padagambar 7.
Perhitungan Performansi Aliran Proses1. MLT (Manufacturing Lead Time) yang
diperoleh dari banyaknya mesin dikalikandengan waktu operasi (waktu cek-up,waktu operasi, waktu non-operasi) adalah:18 (14,06' + 60,58' + 104,42') = 3223,02'= 53,72 jam
2. Production rate =
= 4,14'/ton = 0,064 jam/ton
3. Kapasitas = 30 x 8 jam/shift x 0,069 = 16,56ton/jam
4. Utilisasi =
18
'48,60'06,14 +
%2,5530
ton56,16=

182
Gambar 7. Bagan Proses Operasi Perbaikan
V. KESIMPULAN
Keberhasilan proses operasi dalammanufaktur merupakan salah satu kuncikeberhasilan perusahaan dalam memanfaatkanpeluang keunggulan komperatif, keberhasilanyang didefinisikan sebagai performasi diukur
melalui beberapa indikator, yaitu : waktuoperasi (MLT), produksi, kapasitas,ketersediaan utilisasi work in proses. Hasilpengukuran indikator ini merupakan masukkandalam perumusan strategi operasi masa datang.
Zulkarnain, Aplikasi Model M.C.E (Manufacturing Cycle Efficiency) untuk Memperdek Time-to-process Pada PengolahanC.P.O (Crude Palm Oil)

183
Jurnal Desiminasi Teknologi, Volume 1, No. 2, Juli 2013
DAFTAR PUSTAKA
David, F.R, 1997, “ Strategic Management”, 6Th Edition, Prentice-Hall, Inc., NewJersey
Dilworth, J, B, 1992 “ Operation Management:Design, Planning and Control formanufacturing and service”, Mc-Graw-Hill International Ed., Singapore.
Geoege, Jr., C. S, 1972 , “ Management ForBusiness and Industry”, Prentice-Hall,New Delhi.
Goldratt, E.M. Cox, J., 1992, “ The Goal, AProcess of Ongoing Improvement, Rev.2 nd Ed., Nort River Press, Croton-Hudson, Ny.
Goldratt, EM. Cox, J., 1986, “ The race: ForA Competitive Edge, . Nort River Press,Croton-Hudson, Ny.
Schragenheim, E., Ronen. B, “BufferManagement: A Diagonostic Tool forProduction Control”, Production andinventory Management Journal. Vol. 32.No. 2 1991. p 74-79.
Simatupang, Tm, 1995,” Pemodelan Sistem,Penerbit Nindita, Klaten.
Sipper D Robet L. Buftin, Jr, 1997 “Production: Planning, Control, andintegration”, McGraw-Hill Companies,USA
Teknik dan Manajemen Industri – ITB, “JurnalTMI 19 (2) Agustus 1999