analisis pemanfaatan ulang waste ice cream pada …
TRANSCRIPT

ANALISIS PEMANFAATAN ULANG WASTE
ICE CREAM PADA PROSES MIXING DI
PT. ILU INDONESIA
Disusun Oleh
Widayat Noor Hidayanto
NIM. 004201205114
Laporan Skripsi Diajukan Kepada Fakultas Teknik President
University Untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Sarjana Teknik Jurusan Teknik Industri
2016

v
ABSTRAK
PT. ILU Indonesia Tbkmerupakan perusahaan yang bergerak pada bisang food
beverage, khususnya pada produksi ice cream. Pada proses produksinya terdapat
berbagai macam limbah atau waste dari berbagai tahapan prosesnya. Salah satu
limbah yang dapat diolah kembali adalah mix ice cream. Mix ice cream yang
masih bisa diolah dan diproses kembali menjadi produk disebut rework. Pada
tahun 2015, waste dari finished product yang terbuang dan belum bisa di utilisasi
menjadi mix rework sebesar 60% dari total keseluruhan waste mix ice cream.
Potensi kerugian perusahaan dari terbuangnya waste yang masih bernilai
ekonomis tinggi sebesar 18 Miliar pada tahun 2015. Untuk mengurangi tingginya
waste yang terbuang, maka dibutuhkan proses pengolahan waste tersebut dengan
melakukan investasi pada proses pengolahannya. Sebelum melakukan investasi
pada proses pengolahannya diperlukan studi untuk menilai kelayakan investasi
tersebut. Aspek-aspek yang digunakan pada studi kelayakan pengolahan waste
tersebut adalah aspek teknis, biaya dan dampak lingkungan. Dari hasil studi
kelayakan pengolahan waste tersebut, investasi yang dilakukan perusahaan
bernilai positif (NPV>0) dan potensi benefit yang diterima perusahaan dari
penggunaan kembali waste tersebut sebesar 13 Miliar Rupiah dan jangka waktu
pengembalian investasinya 3,4 tahun.
Kata kunci:waste, ice cream, finished product, NPV, pengembalian investasi, studi kelayakan, food beverage, rework

1
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Di dalam industri manufaktur, baik dari produksi otomotif, makanan, elektronik
dan industri manufaktur lainnya merasakan persaingan yang sangat ketat akhir-
akhir ini. Setiap perusahaan berlomba-lomba untuk memenuhi kebutuhan
pelanggannya dengan menghadirkan produk berkualitas tinggi dengan harga yang
bersaing. Dalam rangka menghadirkan harga yang kompetitif, perusahaan berusaha
dengan menekan jumlah cost yang dikeluarkan dan melakukan berbagai macam
improvement dan effisiensi dalam proses produksinya.
Dalam melakukan improvement dan effisiensi, perusahaan dapat menerapkan
proses daur ulang (Re-Use atau Rework) pada bahan-bahan yang terbuang, yaitu
bahan-bahan sisa hasil produksi, bahan-bahan yang tidak terpakai dan bahan-bahan
terbuang akibat dari kesalahan proses produksi. Dimana pada proses ini sering
dijumpai pada industri manufaktur pengolahan makanan dan minuman (food
beverage). Bahan-bahan yang akhirnya dibuang ini biasa di sebut dengan limbah
atau waste.
Pada industri manufaktur pengolahan makanan, dalam hal ini adalah Produksi Ice
Cream pada PT. ILU – Ice Cream Factory, terdapat barbagai macam jenis limbah/
waste dari berbagai tahapan prosesnya. Salah satunya adalah waste ice cream yang
berupa mix ice cream yang masih bisa diproses (Re-Use). Dan Mix Ice Cream yang
masih bisa diproses kembali menjadi produk di sebut Rework.
Penggunaan kembali rework merupakan hal yang pentng karena menggunakan
rework berarti mengurangi biaya produksi dan mengurangi jumlah waste yang
dibuang ke lingkungan. Utilisasi rework tidak hanya memberikan keuntungan dari
segi ekonomi tapi juga memberikan dampak yang baik bagi lingkungan. Dimana
tingkat utilisasi rework pada PT. ILU Ice Cream Factory masih rendah, yaitu 47,8%

2
pada akhir tahun 2015. Rework yang diutilisasi berasal dari waste berupa mix es
krim tanpa cokelat coating dan inklusi (topping). Sementara waste seperti finished
product tidak dapat di-rework sehingga harus dibuang. Waste es krim yang dibuang
sebagian besar berupa produk jadi (finished products) atau mixing yang telah
tercampur dengan inklusi seperti saus, topping, atau cone wafer.
Ice Cream dengan topping/ lapisan chocolate (M4 &M5) merupakan jenis waste
dengan peringkat ke-3 tertinggi yang paling banyak dibuang di tahun 2015. Dimana
pada akhir tahun 2015, waste yang dibuang dari ice cream dengan topping (M4 &
M5) sekitar 60% dari total keseluruhan waste produksi PT. ILU Indonesia Tbk –
Ice Cream Factory. Waste finished product dari Ice Cream dengan M4 dan M5
masih belum dapat diutilisasi menjadi rework karena Ice Cream tersebut memiliki
lapisan cokelat (chocolate coating) yang dikhawatirkan dapat mencemari rasa ice
cream lain dan dapat membentuk kerak cokelat di mesin produksi.
Selain itu, dari segi biaya, tingginya volume waste ice cream yang tidak dapat
diolah dari minggu ke satu sampai minggu ke-52 tahun 2015, mengakibatkan
potensi kerugian PT. ILU Ice Cream Factory sebesar 18 milyar rupiah, karena
waste yang terbuang merupakan waste yang bernilai jual tinggi. Selain itu juga, dari
segi volume, waste ice cream tersebut sangat berpotensi untuk diutilisasi menjadi
rework dan bisa di daur ulang menjadi raw material kembali. Dari proses Re-Use
tersebut diharapkan bisa mengurangi biaya produksi Ice Cream dan mengurangi
jumlah waste yang dibuang. Sehingga perusahaan mendapatkan benefit dari proses
improvement yang sudah dilakukan.
1.2. Rumusan Masalah
Dalam melakukan improvement dengan melakukan utilisasi pada waste Ice Cream,
memerlukan beberapa fasilitas dan equipment untuk bisa mengolahnya. Dimana
perusahaan melakukan investment terhadap pengadaan fasilitas dan equipment
tersebut. Untuk itu diperlukan studi agar bisa mendapatkan gambaran antara
investment yang ditanamkan perusahaan dengan pengembalian modalnya beserta
keuntungannya. Sehingga diperlukan studi sebagai berikut:

3
1. Bagaimana kelayakan proses pengolahan ulang limbah/ waste menjadi raw
material dilihat dari aspek teknis, biaya dan dampak lingkungan ?
2. Apakah proses improvement yang sudah dilakukan untuk mengurangi
banyaknya waste pada line produksi sudah tepat ?
1.3. Tujuan Penelitian
Tujuan dari penelitian ini diantaranya adalah:
1. Menentukan kelayakan pengadaan proses pengolahan ulang limbah/ waste
Ice Cream dilihat dari aspek teknis, biaya dan dampak lingkungan.
2. Menentukan prioritas limbah/ waste Ice Cream yang bisa diolah dan
dikurangi sehingga dapat memberikan nilai tambah/ benefit ke perusahaan.
1.4. Batasan Masalah
Penelitian ini dibatasi hanya pada hal hal sebagai berikut:
1. Data yang diambil pada penelitian ini diambil dari pihak Produksi, Finance dan
Purchasing PT. ILU – Ice Cream Factory.
2. Penelitian ini hanya berfokus kepada perbandingan investment yang dilakukan
oleh perusahaan dengan benefit dari pengolahan waste.
3. Data investasi yang ditanamkan oleh perusahaan sudah ditentukan berdasarkan
dari data pada system (Project Cost by Global Team).
4. Perhitungan dan penggunaan energy, man power dan lainnya tidak
diperhitungkan pada variable cost.
5. Pemilihan dan penentuan teknologi dan mesin sudah ditentukan oleh
perusahaan.
6. Usulan perbaikan untuk mengurangi waste pada line produksi tidak sampai
pada proses monitoringnya dan uji statistiknya.
1.5. Asumsi
Dalam melakukan penelitian ini, penulis mengasumsikan beberapa faktor yang
dianggap tetap, yaitu:

4
1. Equipment dan fasilitas yang digunakan dapat melakukan pengolahan secara
sempurna pada proses pengolahan waste Ice Cream tersebut.
2. Kondisi ekonomi stabil (tidak ada perubahan nilai investasi yang ditanamkan
perusahan dan cost yang digunakan).
3. Kebijakan pada pengolahan jenis waste yang diolah dan dibuang tidak ada
perubahan selama penelitian berlangsung.
4. Data harga harga per-ton produk merupakan data asumsi dikarenakan data
tersebut bersifat confidensial perusahaan.
5. Nama produk dan kode produk juga menggunakan Nama initial.
6. Material yang digunakan sudah memenuhi standard.
7. Suku Bunga yang digunakan untuk menghitung nilai NPV (i), mengikuti suku
bunga Bank Indonesia pada bulan Juli 2015. Yaitu sebesar 12.21%.
1.6.Sistematika Penulisan
Laporan ini ditujukan untuk menganalisis kalayakan pengadaan fasilitas
pengolahan waste menjadi raw material pada investment yang sudah dilakukan dan
memberikan gambaran waste yang menjadi prioritas dalam pengolahan yang dapat
memberikan benefit yang mempunyai nilai ekonomis tinggi. Sehingga memberikan
benefit terhadap perusahaan dan menurunkan cost perusahaan terhadap penggunaan
raw material.
Adapun penjelasan sistematika penulisan adalah sebagai berikut :
BAB I Pendahuluan
Pada Bab pendahuluan ini berisikan latar belakang masalah, rumusan masalah,
tujuan penelitian, manfaat penelitian, batasan masalah, asumsi dan sistematika
penulisan.
BAB II Tinjauan Pustaka
Pada bab ini, digambarkan teori-teori yang berhubungan dengan permasalahan
yang di teliti dan teori-teori yang berhubungan dengan metode yang digunakan
dalam penelitian beserta dengan pendapat pada ahli (orang yang mempunyai
kompetensi pada bidang yang diteliti) dan beberapa penelitian sebelumnya yang

5
berhubungan untuk dijadikan dasar pemikiran dan mengolah data berdasarkan
kaidah ilmiah.
BAB III Metode Penelitian
Pada bab ini akan dijelaskan langkah-langkah yang dipergunakan oleh peneliti
dalam melakukan bidang yang diteliti, disini juga digambarkan metode perhitungan
dan analisa data yang akan digunakan dalam menyelesaikan permasalahan yang
diteliti.
BAB IV Data dan Analisis
Pada Bab ini data yang diperlukan pada obyek yang diteliti dikumpulan, kemudian
dilakukan analisis menggunakan metode yang sudah ditentukan sebelumnya pada
Bab 3.
Bab V Kesimpulan dan Saran
Pada Bab V, berisikan kesimpulan dari hasil analisis data yang sudah dilakukan
pada Bab IV terhadap obyek yang diteliti. Selain itu juga, Bab V juga berisikan
saran yang diberikan oleh penulis terhadap perusahaan tempet penulis melakukan
kegiatan penelitian ini.

6
BAB II
TINJAUAN PUSTAKA
1.1. Definisi Rework
Pada Kamus Besar Bahasa Indonesia, kata rework diterjemahkan sebagai mengolah
lagi; mengerjakan ulang, dan akan seterusnya dipakai. Beberapa definisi rework
adalah sebagai berikut:
1. Rework merupakan proses mengerjakan sesuatu lebih dari satu kali yang
disebabkan adanya ketidaksesuain dengan permintaan.
2. Rework merupakan akibat aktivitas yang tidak perlu dari mengerjakan ulang
suatu proses atau aktivitas pekerjaan yang di implementasikan tidak sesuai pada
prosedur awalnya dan dapat ditimbulkan karena kesalahan atau adanya variasi
pekerjaan.
3. Rework merupakan aktifitas pekerjaan yang dilakukan di lapangan yang
dikerjakan lebih dari sekali ataupun aktivitas pekerjaan yang melakukan
pemindahan dari aktivitas pekerjaan sebelumnya sebagai bagian dari proyek.
4. Rework merupakan jumlah aktual biaya dilapangan yang sudah dikeluarkan
selain dari biaya pokok awal.
5. Rework merupakan aktivitas pekerjaan yang harus dikerjakan lebih dari satu kali
ataupun aktivitas pekerjaan yangdilakukan dengan menghilangkan pekerjaan
sebelumnya sebagai bagian dari proyek diluar sumber daya awal, dimana tidak
ada change order yang dikeluarkan dan change of scope yang diidentifikasi.
1.2. Definisi dan Penggunaan Rework di Perusahaan
Pada dasarnya rework merupakan waste dari material yang sudah dipasteurisasi
yang dapat digunakan kembali (can be reworked) sebagai campuran pembuatan mix
ice cream. Di PT. ILU Ice Cream Factory, rework adalah mix es krim yang
dihasilkan saat prosedur start-up dan shut-down mesin produksi, dan mix yang
dihasilkan dari kegagalan produksi di mesin. Rework dapat digunakan kembali

7
setelah diproses di rework plant. Setelah diproses di rework plant, rework dapat
dicampurkan kembali dengan bahan-bahan lain pada tahap proses pre-mixing.
Tidak semua mix es krim yang dihasilkan akibat kesalahan mesin dapat menjadi
rework. Mix es krim jenis water ice belum dapat dijadikan rework. Rework yang
diutilisasi kebanyakan adalah rework jenis milk ice cream. Pada PT. ILU Indonesia
Tbk – Ice Cream Factory membagi rework menjadi tiga kategori yaitu rework mix
cokelat, mix strawberry, dan mix vanilla.
1.2.1. Klasifikasi Waste Berdasarkan WAMCO Points
Waste dari proses produksi berasal dari ke-24 mesin produksi di production hall
saat memproduksi berbagai varian es krim. Karena berasal dari berbagai mesin dan
berbagai varian es krim, maka wujud waste bermacam-macam. Ada waste yang
berupa mix es krim beku keluaran freezer, mix es krim cair sisa dari tangki ageing,
rework yang telah berupa produk jadi, dll.
Di dalam satu lini produksi, misalnya mesin GRAM BT yang memproduksi es krim
MG, waste bisa dihasilkan dari bermacam-macam bagian mesin. Waste tersebut
bisa dihasilkan dari freezer-nya, dari filler di mesin, waste berupa produk jadi
(finished product) karena kegagalan hardening tunnel, dll., dan tidak semuanya bisa
diproses kembalik menjadi rework. Oleh karena itu, dibuat suatu sistem standarisasi
agar waste lebih mudah diidentifikasi.
Waste Monitoring Control (WAMCO) merupakan metode/ alat bantu yang mampu
melakukan analisis terhadap limbah (waste) pada produksi es krim PT. ILU
Indonesia Tbk – Ice Cream Factory. WAMCO dilakukan dengan memonitor titik-
titik keluaran waste di setiap mesin sehingga bisa diketahui jumlahnya dan dapat
dibuat estimasi kerugian yang dihasilkan dari rework dan limbah.
WAMCO memiliki klasifikasi khusus untuk setiap jenis limbah, dan juga dapat
memberikan gambaran jumlah limbah yang dihasilkan pada titik-titik keluaran
setiap mesin. Selain itu, WAMCO juga dapat memberikan gambaran penyebab

8
waste serta komposisi waste yang dihasilkan pada setiap titik, berikut juga dengan
kerugian secara nominal akibat dari waste yang dihasilkan.
Pada setiap mesin, bagian-bagian yang menjadi tempat keluarnya limbah
diidentifikasi dan dibuat klasifikasinya. Klasifikasi jenis limbah berdasarkan
WAMCO dapat dilihat pada Tabel 2.1.
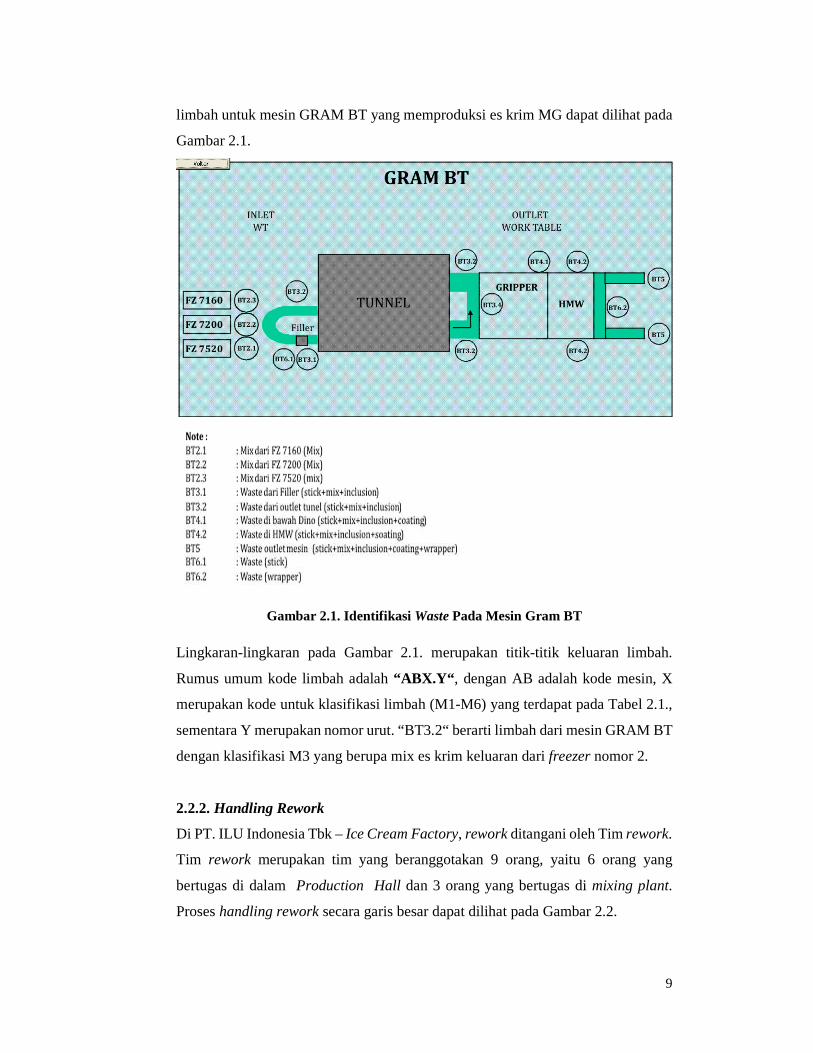
Tabel 2.1. Klasifikasi Limbah Produksi berdasarkan Wamco Klasifikasi
Limbah Deskripsi
M1 Mix es krim setelah Ageing M2 Mix es krim keluaran Freezer M3 Mix es krim keluaran filler M4 Produk tanpa wrapper M5 Produk dengan wrapper M6 Wrapper kosong
M1 berupa mix es krim cair, dengan temperatur ± 5˚C, yang dihasilkan dari tangki
ageing karena telah berada di tangki ageing lebih dari 3 hari. Biasanya M1
disebabkan karena produksi dihentikan sementara mix es krim sudah terlanjur
dibuat. M2 berupa mix es krim semi padat, dengan temperatur ± 0˚C, yang
dihasilkan dari freezer biasanya pada saat start-up dan shut-down mesin. Limbah
M2, mix es krim telah memiliki overrun karena telah mengalami tahap freezing di
freezer. Karakteristik M3 sama seperti M2, yang berbeda adalah titik keluaran
limbahnya. M3 dihasilkan karena kegagalan di filler suatu mesin. M4 berupa
produk es krim yang telah jadi, biasanya telah memiliki stik tetapi belum dibungkus
dengan wrapper (pembungkus plastik), telah mengalami tahap hardening sehingga
temperaturnya ± -20˚C. Limbah M5 merupakan limbah M4 yang telah berupa
produk es krim yang dibungkus wrapper. Sementara klasifikasi limbah terakhir
yaitu M6 adalah limbah yang berupa wrapper kosong.
Klasifikasi limbah pada Tabel 2.1. menjadi standard yang dipakai pada PT. ILU
Indonesia Tbk – Ice Cream Factory dan diaplikasikan pada semua mesin di
Production Hall. Semua mesin memiliki WAMCO Points Layout atau sketsa titik
keluaran limbah serta kode limbah yang dihasilkan. Contoh sketsa titik keluaran
9
limbah untuk mesin GRAM BT yang memproduksi es krim MG dapat dilihat pada
Gambar 2.1.
Gambar 2.1. Identifikasi Waste Pada Mesin Gram BT
Lingkaran-lingkaran pada Gambar 2.1. merupakan titik-titik keluaran limbah.
Rumus umum kode limbah adalah “ABX.Y“ , dengan AB adalah kode mesin, X
merupakan kode untuk klasifikasi limbah (M1-M6) yang terdapat pada Tabel 2.1.,
sementara Y merupakan nomor urut. “BT3.2“ berarti limbah dari mesin GRAM BT
dengan klasifikasi M3 yang berupa mix es krim keluaran dari freezer nomor 2.
2.2.2. Handling Rework
Di PT. ILU Indonesia Tbk – Ice Cream Factory, rework ditangani oleh Tim rework.
Tim rework merupakan tim yang beranggotakan 9 orang, yaitu 6 orang yang
bertugas di dalam Production Hall dan 3 orang yang bertugas di mixing plant.
Proses handling rework secara garis besar dapat dilihat pada Gambar 2.2.

10
Gambar 2.2. Handling Rework
Rework dikumpulkan oleh tim rework dari mesin-mesin yang ada di production
hall. Sebelum dikumpulkan, rework harus sudah diberi label oleh tim mesin.
Pemberian label ini bertujuan untuk mengetahui penyebab dihasilkannya rework,
pendataan rework, dan pertimbangan konsumsi rework saat rework processing.
Contoh label yang ditempelkan pada setiap ember rework dapat dilihat pada
Gambar 2.3.
Gambar 2.3 Rework dan Waste Labelling

11
Setelah dikumpulkan, rework ditimbang dan disimpan di dalam chilled room yang
temperaturnya 0-5˚C. Umur penyimpanan rework di chilled room maksimal 3 hari.
Di dalam chilled room, rework yang disimpan kemudian dikategorikan menjadi
rework vanilla, strawberry dan cokelat. Rework tidak boleh disimpan lebih dari 3
hari di ruang penyimpanan, bila melewati batas waktu tersebut maka rework harus
dibuang.
Pemrosesan rework dimulai dengan penuangan rework pada rework melter. Rework
melter merupakan tangki dengan kapasitas 2 ton dan pemanas berupa Plate Heat
Exchanger. Di dalam rework melter, rework dengan kondisi semi beku dilelehkan
selama ±30 menit pada temperatur 65°C. Pada 30 menit pertama, overrun yang
terdapat pada rework akan hilang. Karena es krim telah mencair, stik-stik es krim
yang tadinya tersebar di dalam tangki rework melter akan mengapung dan dapat
disaring. Rework yang telah diproses di tangki rework harus segera dicampurkan ke
dalam pre-mixing. Rework es krim yang telah dilelehkan kemudian dialirkan
menuju flexmix-tank, untuk dicampurkan dengan bahan mentah lain pada proses
pre-mixing. Rework diproses sesuai dengan ketentuan yang ada di matriks rework
generation dan consumption.
1.3. Analisa Break Event Point (BEP)
Analisa Break Event merupakan ilmu analisa yang mempelajari berbagai macam
hubungan antara biaya-biaya pada suatu aliran kas atau keuangan. Biaya-biaya
tersebut adalah Biaya Tetap, Biaya Variabel, Keuntungan dan Volume aktivitas.
Masalah yang kemungkinan muncul pada analisa Break Event tersebut adalah
Biaya Variabel dan Biaya Tetap yang dimiliki oleh perusahaan. Dimana pada
perusahaan yang mempunyai volume produksi tertentu dapat menderita kerugian
dikarenakan penghasilan penjualan produknya hanya mampu menutup biaya
variabel dan hanya sebagian kecil bisa menutup biaya tetapnya.
Contribution Margin adalah selisih antara penghasilan penjualan dan biaya
variabel, yang merupakan jumlah untuk menutup biaya tetap dan keuntungan.
Perusahaan akan memperoleh keuntungan dari hasil penjualannya apabila

12
Contribution Marginnya lebih besar dari Biaya Tetap, yang berarti total
penghasilan penjualan lebih besar dari total biaya.
Break Event Point menyatakan volume penjualan dimana total penghasilan tepat
sama besarnya dengan total biaya, sehingga perusahaan tidak memperoleh
keuntungan dan juga tidak menderita kerugian.
Break Event Point ditinjau dari konsep Contribution Margin menyatakan bahwa
volume penjualan dimana Contribution Margin tepat sama besarnya dengan total
Biaya Tetapnya.
2.3.1. Asumsi Break Event Point
Asumsi dasar dalam analisa break event, antara lain:
a. Biaya dapat diklasifikasikan kedalam komponen biaya variabel dan biaya
tetap.
b. Total biaya variabel berubah secara proporsional dengan volume produksi
atau penjualan, sedangkan total biaya variabel per unit tetap konstan.
c. Total biaya tetap tidak mengalami perubahan, meskipun ada perubahan
volume produksi atau penjualan, sedangkan biaya tetap per unit akan
berubah karena adanya perubahan volume kegiatan.
d. Harga jual per unit tidak akan berubah selama periode melakukan analisa.
e. Perusahaan hanya membuat dan menjual satu jenis produk. Jika membuat
dan menjual lebih dari satu jenis produk, maka perbandingan penghasilan.
f. Penjualan antara masing-masing produk (disebut sebagai Sales Mix) akan
tetap konstan.
g. Kapasitas produksi pabrik relatif konstan.
h. Harga faktor produksi relatif konstan.
i. Efisiensi produksi tidak berubah.
j. Perubahan pada persediaan awal dan akhir jumlahnya tidak berarti.
k. Volume merupakan faktor satu-satunya yang mempengaruhi biaya.
2.3.2. Asumsi dan Keterbatasan Analisis BEP
Seperti yang telah diuraikan di atas bahwa satu kelemahan analisis BEP adalah
karena banyaknya asumsi yang mendasari analisis ini. Akan tetapi, asumsi-asumsi

13
ini memang harus dilakukan jika kita mau analisis ini dapat dilakukan secara tepat.
Kemudian dengan asumsi-asumsi ini, analisis BEP dapat dilakukan secara cepat
dan akurat. Hanya sajaasumsi-asumsi yang dilakukan terkadang terlalu memaksa
dan pertanggungjawabannya sering diambangkan. Oleh karena itu para manager
menganggap bahwa asumsi ini harus tetap dilakukan dan ini merupakan salah satu
keterbatasan analisis BEP bila kita mau menggunakannya.
Adapun asumsi-asumsi dan keterbatasan analisis BEP adalah sebagai berikut:
1. Biaya dalam analisis BEP,
Hanya digunakan dua macam biaya, yaitu fixed cost dan variable cost. Oleh
karena itu, kita harus memisahkan dulu komponen antara biaya tetap dan biaya
variabel. Artinya mengelempokkan biaya tetap disatu sisi dan biaya variabel
disisi lain.
Dalam hal ini secara umum untuk memisahkan kedua biaya ini relatif sulit
karena ada biaya yang tergolong semi variabel dan tetap. Untuk memisahkan
biaya ini dapat dilakukan melalui dua pendekatan sebagai berikut :
a. pendekatan analitis, yaitu kita harus meneliti setiap jenis dan unsur biaya
yangterkandung satu per satu dari biaya yang ada beserta sifat-sifat biaya
tersebut.
b. Pendekatan historis, dalam hal ini yang harus dilakukan adalah
memisahkan biaya tetap dan variabel berdasarkan angka-angka dan data
biaya masa lampau.
2. Biaya tetap (Fixed Cost)
Biaya tetap merupakan biaya yang secara total tidak mengalami
perubahan,walaupun ada perubahan volume produksi atau penjualan (dalam batas
tertentu).Artinya kita menganggap biaya tetap konstan sampai kapasitas tertentu
saja, biasanya kapasitas produksi yang dimiliki. Namun, untuk kapasitas produksi
bertambah, biaya tetap juga menjadi lain. Contoh biaya tetap adalah seperti gaji,
3. Biaya variabel (Variable Cost)
Biaya variable merupakan biaya yang secara total berubah-ubah sesuai dengan
perubahan volume produksi atau penjualan. Artinya asumsi kita biaya variabel

14
berubah-ubah secara sebanding (proporsional) dengan perubahan volume produksi
atau penjualan. Dalam hal ini sulit terjadi dalam praktiknya karena dalam penjualan
jumlah besar akan ada potongan-potongan tertentu, baik yang diterima
maupundiberikan perusahaan. Contoh biaya variabel biaya variabel adalah biaya
bahan baku, upah buruh langsung, dan komisi penjualan biaya variabel lainnya.
4. Harga Jual
Harga jual maksudnya dalam analisis ini hanya digunakan untuk satu macam harga
jual atau harga barang yang dijual atau diproduksi.
5. Tidak Ada Perubahan Harga Jual
Artinya diasumsikan harga jual per satuan tidak dapat berubah selama periode
nalisis. Hal ini bertentangan dengan kondisi yang sesungguhnya, dimana harga jual
dalam suatu periode dapat berubah-ubah seiring dengan perubahan biaya-biaya
lainnya yang berhubungan langsung dengan produk maupun tidak.
2.3.3. Tujuan Analisis Titik Impas / BEP
Penggunaan analisis BEP memiliki beberapa tujuan yang ingin dicapai, yaitu :
� Mendesain spesifikasi produk
� Menentukan harga jual persatuan
� Menentukan jumlah produksi atau penjualan minimal agar tidak mengalami
kerugian
� Memaksimalkan jumlah produksi
� Merencanakan laba yang diinginkan
Disamping memiliki tujuan dan mampu memberikan manfaat yang cukupbanyak
bagi pemimpin perusahaan, analisis BEP juga memiliki beberapa kelemahan, yaitu:
� Perlu asumsi, terutama mengenai hubungan antara biaya dengan
pendapatan.
� Bersifat statis, artinya analisis ini hanya digunakan pada titik tertentu, bukan
pada suatu periode tertentu.
� Tidak digunakan untuk mengambil keputusan akhir, analisis BEP hanya
baik digunakan jika ada penentuan kegiatan lanjutan yang dapat dilakukan.

15
� Tidak menyediakan pengujian aliran kas yang baik, artinya jika aliran kas
telah ditentukan melebihi aliran kas yang harus dikeluarkan, proyek dapat
diterima danhal-hal lainnya dianggap sama.
� Kurang memperhatikan resiko-resiko yang terjadi selama masa
penjualan,misalnya kenaikan harga bahan baku.
2.3.4. Manfaat Break Event Point
� Menentukan posisi laba-rugi perusahaan.
� Menentukan penjualan minimal yang harus dipertahankan agar perusahaan
tidak mengalami kerugian.
� Menentukan jumlah penjualan yang harus dicapai untuk memperoleh
keuntungan tertentu.
Kelemahan dalam Analisis Break Event Point
Menurut Sofyan Syafri Harahap (1997 : 364) mengungkapkan bahwa terdapat
kelemahan-kelemahan di dalam analisis BEP antara lain:
a) Asumsi yang menyebutkan harga jual konstan padahal kenyataannya harga
ini kadang-kadang harus berubah sesuai dengan kekuatan permintaan dan
penawaran di pasar.
b) Asumsi terhadap cost. Penggolongan biaya tetap dan biaya variable juga
mengandung kelemahan. Dalam keadaan tertentu untuk memenuhi volume
penjualan biaya tetap tidak bisa tidak harus berubah karena pembelian
mesin-mesin dan peralatan lainnya. Dengan demikian juga perhitungan
biaya variable perunit juga akan dapat di pengaruhi perubahan ini.
c) Biaya tetap juga tidak selalu tetap pada berbagai kapasitas.
d) Biaya variable juga tidak selalu berubah sejajar dengan perubahan volume.
2.3.5. Perubahan Titik BEP
� Perubahan harga jual per unit
� Perubahan biaya variabel
� Perubahan biaya tetap
� Perubahan komposisi sales mix

16
a. Perubahan harga jual per unit
Perubahan harga jual per unit akan mempengaruhi besarnya BEP. Apabila
harga jual per unit naik sementara biaya tidak berubah, maka akan
menurunkan BEP, demikian pula sebaliknya bila harga jual turun akan
menaikkan BEP
b. Perubahan Biaya Variabel per Unit
Perubahan pada biaya variabel juga akan merubah posisi BEP, yakni apabila
biaya variabel naik akan menaikkan BEP dan bila turun akan menurunkan
BEP
c. Perubahan komposisi sales mix
Dalam asumsi disebutkan bahwa perusahaan hanya menghasilka satu
macam produk, dan bila menghasilkan lebih dari dua macama produk, maka
tidak boleh ada perubahan komposisi dalam sales mix –nya. Sales mix
menunjukkan perimbangan penjualan antara beberapa macam produk yang
dihasilkan. Apabila ada perubahan sales mix nya akan menyebabkan
perubahan pada BEP secara total,
2.3.6. Rumus Break Event Point (BEP)
� Rumus Break Event Point (BEP) untuk single product adalah:
BEP �Unitx � = FC
�S − VC�
Atau
BEP�Rupiah� = FC�1 − �VCS ��
Dimana :
FC : Fixed Cost (biaya tetap)
VC : Variabel Cost (biaya variabel)
S : Sales (penjualan)
(2 – 2)
(2 – 1)

17
� Rumus BEP untuk multiple product adalah:
BEP�Rupiah� = FC�1 − �TVCTR ��
Dimana :
TVC : Total Variabel Cost (total biaya variabel)
TR : Total Revenue (total pendapatan)
Atau dengan :
a. Pendekatan grafik :Breakevent Point terjadi pada titik persilangan antara
garis penghasilan penjualan dan garis total biaya.
b. Metode Trial and Error
c. Pendekatan matematis :
Rumus matematika untuk menentukan BEP adalah :
BEP�Rupiah� = TotalBiayaTetap�Hargajualperunit − biaya variabel
unit �
Atau
BEP�Rupiah� = TotalBiayaTetap�1 − � TptalBiayavariabel
TotdalHasilPenjualan��
2.3.7. Payback Period
Packback period adalah periode atau waktu pengembalian investasi yang sudah
dikerluarkan melaui benefit atau keuntungan dari suatu proyek yang sudah
direncanakan.
Rumus payback period (nilai kumulatif):
'()*(+,'-./01 = 2 + �( − *��+ − *� 415(ℎ72 (2 – 6)
(2 – 5)
(2 – 4)
(2 – 3)

18
Rumus payback period jika arus kas pertahunnya sama:
'()*(+,'-./01 = �InvestasiAwal��ArusKas� 415(ℎ72
Dimana:
n = tahun terakhir dimana jumlah arus kas masih belum bisa menutup
investasi mula – mula.
a = investasi mula – mula.
b = jumlah kumulatif arus kas pada tahun ke –n
c = Jumlah kumulatif arus kas pada tahun ke n + 1
2.4. Waste
Waste adalah sesuatu yang wajib dikenali dan dipahami oleh industriawan atau ahli
atau sarjana teknik industri termaksud ergonom/ergonomist. Teknik industri tidak
jauh dari hal-hal yang berupa penghematan atau efisiensi dan efektifitas dalam
meng-improve sistem. Untuk itu orang yang berkecimpung di dunia teknik industri
harus tahu hal-hal apa saja yang dapat mengganggu efisiensi dan efektifitas dalam
sistem di industri terutama di lantai produksi. Hal-hal tersebut dinamakan waste.
Waste secara kasar dapat diartikan sebagai ‘sampah’ atau hal-hal yang tidak
berguna, tidak memberi nilai tambah, tidak bermanfaat, dan merupakan
pemborosan. Berkaitan dengan produksi, waste merupakan hal-hal yang melibatkan
penggunaan material atau resource lainnya yang tidak sesuai dengan standar. Istilah
waste ini paling banyak ditemui dalam value stream mapping atau pemetaan aliran
nilai yang biasanya diterapkan pada alur proses atau produksi secara sistemik.
Menurut Taiichi Ohno, ada 7 jenis waste yang diidentifikasi yang menjadi bagian
dari sistem produksi Toyota dan ada 5 additional waste yakni jenis waste yang
ditambahkan oleh referensi atau sumber lain. 7 waste meliputi overproduction,
waiting, inefficient transportation, inappropriate processing, unnecessary
inventory, unnecessary motion, dan defects. Sedangkan 5 additional waste meliputi
underutilized people, danger, poor information, loss of materials, dan breakdown.
(2 – 7)

19
2.4.1. Produk Cacat (defects)
Defects merupakan kecacatan kualitas yang terjadi dalam proses maupun produk
akhir akan menghambat pengiriman produk. Selain itu, dibutuhkan usaha dan biaya
tambahan untuk penangan produk cacat seperti rework dan pembuangan.
Diperlukan proses tambahan dalam usaha untuk memperoleh kembali nilai dari
produk yang cacat tersebut.
Bentuk defects bisa berupa :
• Produk yang tidak lolos standar kualitas (ketidaksesuaian standar kualitas
ini dapat ditemukan atau diidentifikasi langsung di area produksi, distribusi,
atau saat sudah berada di tangan konsumen).
• Rework atau reproses yang berlebih.
• Desain produk atau formula yang tidak tepat.
Defects dapat mengakibatkan :
• Adds costs.
• Mengganggu jadwal produksi.
• Pemakaian resource yang tidak semestinya (tidak efisien).
• Menimbulkan rework atau reproses (tidak efisien).
• Kepercayaan konsumen berkurang.
2.4.2. Loss of materials
Loss of materials merupakan ketidaksesuain jumlah material yang digunakan
dengan output produksi yang diharapkan.
Bentuk loss of materials bisa berupa :
• Penggunaan material yang tidak optimal atau banyak yang terbuang.
• Barang work in progress (WIP) yang terbuang (biasanya karena kebocoran
atau penyesuaian mesin).
• Produk jadi yang hilang (bisa karena ketidakcermatan atau masalah
keakuratan dalam inspeksi sehingga produk baik dianggap sebagai produk
reject).
Loss of materials dapat mengakibatkan :
• Material cost membengkak (tidak sebanding dengan output).

20
2.4.3. Breakdown
Breakdown merupakan kerusakan pada mesin atau alat produksi.
Breakdown dapat mengakibatkan :
• Produksi tertunda.
• Biaya perawatan membengkak.
2.5. Studi Kelayakan
Studi kelayakan merupakan penelitian tehadap suatu proyek bisnis (dalam hal ini
adalah proyek bisnis investasi) bisa dilaksanakan dengan berhasil dan layak. Dalam
arti secara generalnya, berhasil bisa diartikan berbeda-beda yaitu penilaian berhasil
atas manfaat ekonomis pada suatu investasi atau berhasil dalam hal investasi yang
menguntungkan.
Pentingnya Investasi adalah sebagai berikut:
- Kegiatan investasi dapat mendorong kegiatan ekonomi suatu daerah.
- Banyaknya penyerapan tenaga kerja.
- Peningkatan output yang dihasilkan.
- Penghematan dan penambahan devisa.
2.5.1. Aspek Teknis
Pada studi kelayakan proyek bisnis, aspek teknis merupakan aspek yang
berhubungan dengan proses pembangunan proyek bisnis yang dilihat dari segi
teknis dan operasional setelah proyek bisnis tersebut selesai dibangun dan
beroperasi.
Hal-hal yang tercakup pada aspek teknis antara lain:
- Lokasi Proyek Bisnis
Cakupan aspek teknis, dimana suatu proyek bisnis akan didirikan (baik dari
pertimbangan lokasi, lahan pabrik atau lahan bukan pabrik).
Variabel-variabelnya adalah:
• Ketersediaan bahan mentah.
• Letak pasar yang dituju.
• Tenaga listrik dan air

21
• Supply tenaga kerja
• Fasilitas transportasi
- Skala Operasii/ Luas Produksi
Luas produksi merupakan seberapa banyak jumlah produk yang dihasilkan
untuk mendapatkan keuntungan yang optimal.
- Layout
Merupakan aspek teknis yang membahas pada keseluruhan proses
penempatan fasilitas atau equipment yang dimiliki perusahaan.
Kriteria yang digunakan untuk evaluasi layout pabrik antara lain:
• Konsistensi pada teknologi produksi
• Arus produk dalam proses yang lancar dari proses datu ke proses yang
lainnya.
• Penggunaan ruangan yang optimal.
• Meminimasi biaya produksi dan memberikan jaminan yang cukup
untuk keselamatan tenaga kerja.
• Layout mempunyai arus yang searah atau setidaknya mengurangi arus
penyilangan.
- Pemilihan Jenis Teknologi dan Equipment
Kriteria-kriteria yang digunakan pada pemilihan jenis teknologi dan
equipment sebagai berikut:
• Ketepatan jenis teknologi yang dipilih dengan bahan mentah yang
digunakan.
• Keberhasilan penggunaan jenis teknologi ditempat lainnya yang
mempunyai ciri-ciri yang mendekati pada proyek bisnis.
2.5.2. Aspek Biaya
Aspek biaya merupakan aspek yang berhubungan dengan biaya yang harus
ditanggung oleh peusahaan karena menggunakan sumber dana tertentu. Yang
dimaksud sumber dana adalah seumber dana dari modal sendiri atau dari modal
pinjaman. Pada aspek biaya ini sering dipakai sebagai tingkat keuntungan yang
layak dari proyek bisnis yang didirikan, pada aspek ini merupakan pengkaitan
keputusan investasi dengan keputusan pembelanjaan.

22
Aspek-aspek yang termasuk dalam aspek biaya adalah:
- Biaya modal individual
- Biaya modal rata-rata tertimbang.
- Adjusted Net Present Value (NPV) sebagai alternatif penggunaan biaya
modal rata-rata terttimbang.
Metode Net Present Value (NPV)
Yang dimaksud dengan metode Net Present Value (NPV) adalah perhitungan dari
nilai uang atau biaya sekarang dari nilai cash flow suatu investasi. Metode ini
menggunakan suatu dasar, dalam mengaplikasikan discount rate (tingkat diskonto)
tertentu untuk mengurangi nilai aliran dari arus kas ke depan dari suatu proyek atau
investasi yang dilakukan. Tingkat discount rate ini, merupakan suatu kompensasi
risiko dari suatu akibat adanya faktor ketidakpastian pada arus kas serta adanya
faktor penurunan nilai nominal uang yang akan diterima di masa depan. Dengan
perhitungan Net Present Value (NPV) ini, dapat melihat nilai ekonomis dari suatu
investasi atau proyek.
Kriteria keputusan pada penilaian nilai Net Present Value (NPV) adalah sebagai
berikut:
- Jika Nilai Net Present Value (NPV) positif (NPV > 0), maka proyek
sebaiknya dijalankan dan investasi tersebut menguntungkan.
- Jika Nilai Net Present Value (NPV) negatif (NPV < 0), maka proyek
sebaiknya dibatalkan dan investasi tersebut tidak menguntungkan
(merugikan).
NPV = ( P / (1 + i)T ) - C (2 – 8)
Dimana:
P : Nilai cash flow pada periode t
i : nilai discounte rate (tingakat diskonto)
C : Investasi Awal
T : Usia asset
23
2.5.3. Aspek Dampak Lingkungan
Aspek dampak lingkungan merupakan aspek yang menilai kelayakan bisnis pada
segi pengaruhnya terhadap lingkungan, dimana dampak yang ditimbulkan dari
didirikannya bisnis tersebut memberikan dampak positif atau negatif sehingga bisa
dikatakan layak atau tidak layak.
Pengertian Analisis Mengenai Dampak Lingkungan (AMDAL)
Menurut PP No. 27 Tahun 1999, Analisis Mengenai Dampak Lingkungan
(AMDAL) merupakan kajian mengenai dampak besar dan penting dari suatu usaha
dan/atau kegiatan yang direncanakan pada lingkungan hidup yang diperlukan
sebagai proses pengambilan keputusan tentang penyelengaaran usaha/atau kegiatan
di Indonesia.
Dasar hukum dari Analisis Mengenai Dampak Lingkungan (AMDAL) di Indonesia
adalah PP No.27 Tahun 2012 tentang “Izin Lingkungan Hidup”. PP tersebut sebagai
pengganti PP No.27 Tahun 1999.
Jenis-Jenis Analisis Mengenai Dampak Lingkungan (AMDAL) yang ada di
Indonesia:
- Analisis Mengenai Dampak Lingkungan (AMDAL) Proyek Tunggal
Merupakan studi kelayakan lingkungan untuk usaha atau kegiatan yang
diusulkan hanya satu jenis kegiatan.
- Analisis Mengenai Dampak Lingkungan (AMDAL) Kawasan
Merupakan studi kelayakan lingkungan untuk usaha atau kegiatan yang
diusulkan dari berbagai kagiatan dimana AMDAL menjadi kewenangan satu
sektor yang membidanginya.
- Analisis Mengenai Dampak Lingkungan (AMDAL) Terpadu Multi Sektor
Merupakan studi kelayakan lingkungan untuk usaha atau kegiatan yang
diusulkan dari berbagai jenis kegiatan dengan berbagai instansi teknis yang
membidangi.
- Analisis Mengenai Dampak Lingkungan (AMDAL) Regional
Merupakan studi kelayakan lingkungan untuk usaha atau kegiatan yang
diusulkan terkait satu sama lain.

24
2.6. Hazard Analysis Critical Control Point (HACCP) - Food Safety System
Hazard Analysis Critical Control Point (HACCP) merupakan sistem jaminan mutu
keamanan pangan (food safety). Dan didefinisikan sebagai suatu pendekatan ilmiah,
rasional, dan sistematik untuk mengidentifikasi, menilai, dan mengendalikan
bahaya terhadap keamanan pangan.
Pentinganya Hazard Analysis Critical Control Point (HACCP) – Food Safety:
- Untuk memberikan jaminan keamanan pangan dimana mata rantai produksi
dapat mempengaruhi keamanan produk akhir karena pencemaran biologi,
kimia atau fisik dapat terjadi sejak produksi bahan baku, penyiapan bahan
baku, pengolahan, penanganan, penyimpanan, pengangkutan, pemasaran,
penyajian sampai tahap siap dikonsumsi
- Identifikasi problem atau potensial bahaya yang belum pernah terjadi.
- Meningkatkan kepecayaan konsumen.
- Mencegah penarikan produk (recall).
Sumber bahaya pada makanan dapat bersumber dari :
- Manusia
- Bahan baku
- Alat dan mesin
- Udara atau lingkungan
Tipe-tipe bahaya pada food safety system:
1. Bahaya Biologi
Pada bahaya bilologi ini manusia merupakan sumber kontaminasi yang paling
baik. Yang termasuk bahaya biologi adalah jamur, bakteri, mikroba.
Bakteri dapat berakibat buruk atas produk antara lain:
- Bau yang tidak enak.
- Perubahan warna.
- Konsumer komplain.
- Citra produk & perusahaan rusak .
- Produk tidak laku dipasar.
- Kehilangan pekerjaan .

25
2. Bahaya Kimia
Merupakan bahaya makanan dari kontaminasi bahan-bahan kimia. Contohnya:
Allergen, Pestisida, Bahan pembersih alat, bahan pengemas.
3. Bahaya Fisik
Merupakan bahaya makanan dari kontaminasi bahan-bahan padat. Contohnya:
serangga, logam, rambut perhiasan dll.
Prinsip – prinsip HACCP (sumber : modul training PT.ILU Indonesia)
1. Analisa Bahaya
Aspek yang menyebabkan masalah keamanan pangan pada mata rantai
produksi akan keberadaan pencemar atau kontaminan.
2. Penentuan titik-titik kritis
Penentuan titik dimana bahaya yang berhubungan dengan pangan dapat
dikurangi atau dicegah bahkan dihilangkan.
3. Penetapan batas kritis
Penentuan batasan yang bisa diterima atau tidak pada titik pengendalian kritis.
Seperti pH, suhu, waktu dan lain-lain.
4. Menetapkan prosedur monitoring
Sistem pemantauan pada aliran makanan, hal ini juga sistem pelacakan operasi
dan penentuan kontrol mengalami perubahan ketika terjadi penyimpangan.
5. Menetapkan tindakan koreksi
Tindakan untuk mengatasi adanya penyimpangan pada critical control point
(CCP), dimana pada tindakan korektif ini mampu mengendalikan critical
control point (CCP) dibawah kendali/ control.
6. Menetapkan prosedur verifikasi
Untuk memastikan bahwa critical control point (CCP) yang sudah diterapkan
mampu bekerja secara efektif. Hal ini termasuk juga sistem validasi terhadap
sistem.
7. Mengembangkan sistem rekaman/ dokumentasi
Tindakan dokumentasi pada semua prosedur sistem critical control point
(CCP).
26
BAB III
METODOLOGI PENELITIAN
Pada penelitian ini, metode yang digunakan untuk melakukan penelitian adalah
metode deskriptif kuantitatif. Dimana, pada metode penelitian deskriptif ini
merupakah metode penelitian yang menggambarkan variabel-variabel data yang
dapat dianalisa menggunakan metode-metode tertentu (stastika). Kemudian
diinterpretasikan pada kondisi nyata yang sedang berlangsung (Mardalis, 1995 :
26). Pada penelitian ini lebih berfokus pada analisa, meminimasi dan
mengoptimalkan penggunaan waste (limbah) ice cream yang terjadi akibat dari
proses produksi dengan menggambarkan proses produksi secara keseluruhan pada
obyek yang diteliti. Dimana permasalahan yang sering muncul pada proses
produksi ice cream adalah adanya waste produk yang mempunyai dampak dari
tingginya cost produksi, dampak lingkungan dan kualitas.
3.1. Metode Penelitian
Tahapan-tahapan yang dilakukan dalam memecahkan permasalahan pada
penelitian ini, dimulai dari adanya masalah awal dimana banyak waste yang
terbuang, kemudian dilakukan observasi pada permasalahan tersebut. Langkah
berikutnya yaitu melakukan identifikasi masalah dan mencari literaur studi untuk
membantu pada teori-teori yang berhubungan. Dari langkah studi literature
dilanjutkan pad proses pengambilan, pengolahan serta analisis data. Dari hasil
analisis data, langkah berikutnya adalah menarik kesimpulan dan saran dari
penelitian yang dilakukan dan selesai.
Untuk detail dari framework dari penelitian yang dilakukan dapat dilihat pada
Gambar 3.1 Metode Penelitian dan Gambar 3.2. Framework pengolahan dan
analisis data sebagai berikut:

27
Gambar 3.1 Metode Penelitian

28
Gambar 3.2 Metode Penelitian – Pengolahan dan Analisa Data

29
3.2. Observasi Awal
Tahapan awal dalam penelitian ini adalah observasi awal pada perusahaan.
Beberapa metode yang digunakan pada langkah observasi awal, antara lain:
- Wawancara
Merupakah metode pengumpulan data dan informasi dengan mengajukan
pertanyaan secara langsung (tatap muka) pada pihak yang terkait yang sedang
diteliti, seperti departemen produksi, processing, produksi, dan buying. Ini
dimaksudkan untuk mendapatkan gambaran keadaan perusahaan saat ini.
- Observasi/ Pengamatan Langsung
Merupakan metode pengumpulan data dan informasi dengan prses pengamatan
langsung pada object yang diteliti.
- Brainstorming
Merupakan metode pengumpulan data dan informasi dengan proses diskusi
atau tukar pikiran dengan pihak-pihak terkait maupun dengan pihak yang
berkompeten dan ahli pada permasalahan yang sedang diteliti.
3.3. Identifikasi Masalah
Dari tahapan observasi awal yang sudah dilakukan, kemudian menetapkan latar
belakang masalah. Dimana pada tahap ini merupakan tahapan awal dalam
memahami permasalahan yang dihadapi oleh departemen produksi dan processing
PT. ILU Indonesia. Setelah menetukan latar belakang masalah dari hasil observasi
awal, kemudian menentukan rumusan masalahnya. Hal ini dilakukan untuk
mendapatkan rincian detail dari permasalahan yang sedang diteliti.
Tahapan berikutnya, setelah menentukan masalah pada penelitian ini adalah
menentukan tujuan penelitian. Berdasarkan rumusan masalah yang sudah
dijabarkan sebelumnya, tujuan penelitian dapat ditentukan untuk menjawab
permasalahan yang sudah dirumuskan sebelumnya. Kemudian ditentukan juga
batasan-batasan agar ruang lingkup penelitian bisa lebih fokus dan tidak melebar
pada permasalahan lainnya. Untuk membantu dalam penyelesaian masalah yang
sudah dirumuskan sebelumnya, diperlukan juga beberapa asumsi-asumsi agar
penelitian mendapatkan hasil yang sesuai dengan kondisi nyata dari perusahaan.

30
3.4. Studi Literatur (Tinjauan Pustaka)
Studi literature yang dilakukan bertujuan untuk membentu dan menunjang
penelitian yang dilakukan dengan melengkapi ilmu pengetahuan dan teori-teori
yang berkaitan dengan permasalahan yang diteliti. Studi literature ini dapat berasal
dari referensi-referensi, buku-buku serta pendapat para ahli atau orang yang
berkompeten pada permasalahan yang sedang diteliti.
Pada tahap studi literature ini, beberapa literature yang dugunakan adalah tentang
kondisi produksi ice cream, klasifikasi waste, pengolahan, fishbone diagram,
analisa studi kelayakan, engineering economics, BEP, HACCP dan lain-lain.
3.5. Pengambilan dan Pengumpulan Data
Pada tahap ini, merupakan tahap pengumpulan data-data dan informasi selama
penelitian berlangsung. Data-data yang diperlukan antara lain:
- Data klasifikasi dan pengelompokan waste.
- Data jumlah waste (waste karena kegagalan produksi)
- Data jumlah waste yang bisa dibuang dan diolah.
- Data harga setiap jenis waste.
- Data investment perusahaan.
- Data-data pendukung lainnya.
3.6. Pengolahan Dan Analisis Data
Langkah-langkah pada pengolahan dan analisa data sebagai berikut:
- Menghitung aktual waste pada setiap proses produksi, kemudian
dikelompokkan berdasarkan line mesin dan jenisnya.
- Melakukan identifikasi dan klasifikasi waste. Hal ini bertujuan untuk
menentukan jenis waste dan cara penanganannya.
- Mengelompokkan data waste dengan membuat data Pareto atau Histogram
untuk memberikan gambaran dan menentukan waste yang terbesar. Pada
analisa ini penggunaannya untuk menentukan dan memilih jumlah mesin dan
jenis mix yang mempunyai jumlah harga yang besar yang mempunyai
pengaruh pada cost raw material.

31
- Setelah mendapatkan urutan jenis mesin dan waste terbesar, kemudian
dilakukan analisa penyebab waste tersebut menggunakan fishbone diagram.
Hal ini dilakukan untuk menentukan metode terbaik untuk mengurangi waste
yang dihasilkan pada line produksi.
- Untuk pengolahan waste menjadi raw material, melakukan beberapa analisa
studi kelayakan untuk pengadaan fasilitas dan equipment pengolahannya,
antara lain:
• Analisa teknis
Pada analisa ini, dilakukan analisa dari sisi teknis pelaksaan di lapangan,
seperti flow prosesnya, control kualitasnya dan analisa peralatannya.
• Analisa biaya
Pada analisa ini, dilakuakan analisa pada segi biaya untuk pengadaan
peralatan dan fasilitas pengolahan waste agar bisa menjadi raw material.
Pada analisa ini dihitung investment yang ditanamkan perusahaan dengan
benefit yang diharapkan (nilai BEP/ titik impas, Payback period & NPV)
• Analisa Dampak Lingkungan
Pada analisa ini, dilakukan analisa dari segi dampak pengolahan waste
tersebut pada lingkungan sekitar dan pengolahan waste oleh pihak ketiga.
Pada analisa ini, dilakukan juga penyesuaian pada Peraturan Peerintah
yang berlaku (PP No 27 Tahun 2012).
- Memberikan rekomendasi perbaikan dari hasil analisa.
- Memberikan usulan pengolahan waste sebagai raw material untuk mengurangi
cost dan dampak pengolahan terhadap lingkungan sekitar. Dan dengan analisa
pengurangan waste, untuk mengurangi waste yang terjadi pada setiap line
produksi.
- Analisa hasil perbaikan yang sudah dilakukan. Hal ini untuk memastikan
bahwa rekomendasi yang sudah diberikan dapat memberi solusi dan benefit
dari object yang sedang diteliti.
3.7. Kesimpulan Dan Saran
Pada tahap akhir dari proses penelitian ini adalah membuat kesimpulan dan saran
berdasarkan dari hasil analisa data yang sudah dilakukan sebelumnya. Pengambilan

32
kesimpulan menyesuaikan dengan tujuan penelitian yang sudah ditetapkan
sebelumnya. Sedangkan saran, berisikan tentang rekomndasi yang diberikan
penulis untuk penelitian selanjutnya atau pada perusahaan yang berkaitan dengan
analisa waste dan penangannya.

33
BAB IV
DATA DAN ANALISIS
4.1. Observasi Awal
4.1.1. Data Waste Yang Dibuang Berdasarkan Line Machine
Berikut data observasi awal pada waste mix yang terbuang berdasarkan line
produksi pada tahun 2015.
Tabel 4.1. Tabel Waste Mix Yang Dibuang Berdasarkan Mesin Tahun 2015
NO MACHINE M2 (KG)
M3 (KG)
M4 (KG)
M5 (KG)
M6 (KG)
TOTAL (KG)
1 BD1 48,576 38,468 51 8,2314 1.2 169,410.6
2 BD2 21,833 27,613 0 156,393 0 205,838.85
3 BHL 2,686 1,283 25 14,605 3 18,602
4 BT1 2,717 39,436 33581 54,257 1,365 131,356.09
5 BT2 4,813 11,418 31204 60,005 579.56 108,019.46
6 BLK 465 2,756 39237 10,594 116.75 53,168.75
7 DIE 335 1,042 946 3,312 2.1 5,636.65
8 BLK2 7,591 15,703 0 23,608 5.7 4,6907.7
9 GL 3,753 2,849 0 49,554 1.85 56,157.85
10 R5 7,406 1,346 15952 36,934 83.71 61,721.71
11 R6 33,577 6,272 27,387 38,880 110.02 106,226.02
12 R7 28,604 2,951 23,245 62,687 45.00 117,532.00
13 R8 86,714 10,788 35,275 50,525 130.75 183,432.75
14 R9 39,940. 9,510 33,205 57,662 88.15 140,405.15
15 R14 7,576 2,040 8,895 36,959 357.05 55,827.05
16 R12 3,955 2,077 23,030 49,787 223.54 79,072.54
17 R32 54,398 36,538 108,898 93,033 683.19 293,550.19
18 RT2 2,403 18,504 0.00 31,099 22.55 52,028.55
19 SL9 37,025 126,779 92,859 43,869 1,3767 301,908.77
20 VNT 13,614 32,050 51 112,188 3.90 157,906.90
21 VRS 29,110 16,357 81,796 115,807 454 243,524.29
2,588,234 Dari Tabel.4.1. dari 21 line produksi yang berproduksi, total waste yang terbuang
selama 1 tahun adalah sekitar 2.588.234 kg atau setara dengan 2.588 ton.

33
4.1.2. Data Harga Total Waste Mix Ice Cream Yang Terbuang Berdasarkan Line Produksi Tahun 2015
Berikut data harga waste mix yang terbuang berdasarkan line produksi selama Tahun 2015:
Tabel 4.2.Tabel Harga Waste Mix Yang Dibuang Berdasarkan MesinTahun 2015
NO MACHINE M2
(KG) M3
(KG) M4
(KG) M5
(KG) M6
(KG) TOTAL
(KG) HARGA (RP)
1 BD1 48.576 38.468 51 82.314 1 169.411 1.634.337.567
2 BD2 21.833 27.613 0 156.393 0 205.839 2.022.697.930
3 BHL 2.686 1.283 25 14.605 3 18.602 164.723.189
4 BT1 2.717 39.436 33.581 54.257 1.365 131.356 1.319.882.805
5 BT2 4.813 11.418 31.204 60.005 580 108.019 1.031.120.379
6 BLK 465 2.756 39.237 10.594 117 53.169 447.828.099
7 DIE 335 1.042 946 3.312 2 5.637 53.867.408
8 BLK2 7.591 15.703 0 23.608 6 46.908 432.536.364
9 GL 3.753 2.849 0 49.554 2 56.158 509.019.387
10 R5 7.406 1.346 15.952 36.934 84 61.722 456.019.431
11 R6 33.577 6.272 27.387 38.880 110 106.226 417.232.042
12 R7 28.604 2.951 23.245 62.687 45 117.532 1.090.510.247
13 R8 86.714 10.788 35.275 50.525 131 183.433 580.943.079
14 R9 39.940 9.510 33.205 57.662 88 140.405 655.137.849
15 R14 7.576 2.040 8.895 36.959 357 55.827 388.336.047
16 R12 3.955 2.077 23.030 49.787 224 79.073 680.379.145
17 R32 54.398 36.538 108.898 93.033 683 293.550 1.023.327.687
18 RT2 2.403 18.504 0 31.099 23 52.029 440.603.659
19 SL9 37.025 126.779 92.859 43.869 1.377 301.909 953.060.004
20 VNT 13.614 32.050 51 112.188 4 157.907 1.644.875.990
21 VRS 29.110 16.357 81.796 115.807 454 243.524 2.063.540.744
2.588.234 18.009.979.051
34

34
Tabel 4.3 Grafik Pareto Chart Harga Waste Mix Yang Dibuang Berdasarkan Mesin Tahun 2015
243,524
205,839
157,907169,411
131,356
117,532108,019
293,550301,909
79,073
140,405
183,433
56,15861,722
53,16952,02946,908
106,226
55,827
18,602
5,6370
50,000
100,000
150,000
200,000
250,000
300,000
350,000
0
500,000,000
1,000,000,000
1,500,000,000
2,000,000,000
2,500,000,000
VRS BD2 VNT BD1 BT1 R7 BT2 R32 SL9 R12 R9 R8 GL R5 BLK RT2 BLK2 R6 R14 BHL DIE
HARGA (RP)
TOTAL (KG)
35

35
Berikut data Tabel, untuk menganalisa urutan line produksi dengan harga mix waste terbesar yang terbuang selama Tahun 2015:
Tabel. 4.4 Analisis Berdasarkan Waste Mesin Pada Tahun 2015
NO MACHINE M2 (KG) M3 (KG) M4 (KG) M5 (KG) M6
(KG) TOTAL (KG) HARGA (WASTE)
KUMULATIF
JUMLAH %
1 VRS 29.110,0 16.357,0 81.796,0 115.807,0 454,3 243.524,3 2.063.540.743,5 2.063.540.743,5 11,46
2 BD2 21.833,0 27.613,0 0,0 156.392,9 0,0 205.838,9 2.022.697.930,5 4.086.238.674,0 22,69
3 VNT 13.614,0 32.050,0 51,0 112.188,0 3,9 157.906,9 1.644.875.989,6 5.731.114.663,5 31,82
4 BD1 48.576,0 38.468,0 51,0 82.314,4 1,2 169.410,6 1.634.337.566,5 7.365.452.230,1 40,90
5 BT1 2.717,0 39.436,0 33.581,0 54.257,0 1.365,1 131.356,1 1.319.882.804,6 8.685.335.034,6 48,23
6 R7 28.604,0 2.951,0 23.245,0 62.687,0 45,0 117.532,0 1.090.510.247,3 9.775.845.282,0 54,28
7 BT2 4.813,0 11.418,0 31.204,0 60.004,9 579,6 108.019,5 1.031.120.378,8 10.806.965.660,8 60,01
8 R32 54.398,0 36.538,0 108.898,0 93.033,0 683,2 293.550,2 1.023.327.686,9 11.830.293.347,7 65,69
9 SL9 37.025,0 126.779,0 92.859,0 43.869,0 1.376,8 301.908,8 953.060.003,6 12.783.353.351,4 70,98
10 R12 3.955,0 2.077,0 23.030,0 49.787,0 223,5 79.072,5 680.379.145,2 13.463.732.496,6 74,76
11 R9 39.940,0 9.510,0 33.205,0 57.662,0 88,2 140.405,2 655.137.849,1 14.118.870.345,7 78,39
12 R8 86.714,0 10.788,0 35.275,0 50.525,0 130,8 183.432,8 580.943.079,4 14.699.813.425,1 81,62
13 GL 3.753,0 2.849,0 0,0 49.554,0 1,9 56.157,9 509.019.386,7 15.208.832.811,9 84,45
14 R5 7.406,0 1.346,0 15.952,0 36.934,0 83,7 61.721,7 456.019.431,1 15.664.852.243,0 86,98
15 BLK 465,0 2.756,0 39.237,0 10.594,0 116,8 53.168,8 447.828.099,3 16.112.680.342,2 89,47
16 RT2 2.403,0 18.504,0 0,0 31.099,0 22,6 52.028,6 440.603.659,4 16.553.284.001,7 91,91
17 BLK2 7.591,0 15.703,0 0,0 23.608,0 5,7 46.907,7 432.536.364,0 16.985.820.365,7 94,31
18 R6 33.577,0 6.272,0 27.387,0 38.880,0 110,0 106.226,0 417.232.041,8 17.403.052.407,5 96,63
19 R14 7.576,0 2.040,0 8.895,0 36.959,0 357,1 55.827,1 388.336.046,6 17.791.388.454,1 98,79
20 BHL 2.686,0 1.283,0 25,0 14.605,0 3,0 18.602,0 164.723.188,9 17.956.111.643,0 99,70
21 DIE 335,0 1.042,0 946,0 3.311,6 2,1 5.636,7 53.867.408,3 18.009.979.051,3 100,00
437.091,0 405.780,0 555.637,0 1.184.071,7 5.654,2 2.588.233,9 18.009.979.051,3
36

Dari hasil analisis data pada Tabel 4.3 diatas, dapat diketahui line-line produksi
yang mempunyai jumlah waste dan harga terbesar, yaitu Mesin VRS, VNT, BD2,
BD1, BT1, R7, BT2, R32, SL9, R12 dan R9.
4.1.3. Proses Terjadinya Waste Mix Ice Cream
Dari gambar 2.1 Identifikasi Waste Pada Mesin Gram BT, dapat diketahui titik-titik
keluaran waste pada mesin. Dan secara general titik-titik keluaran limbah sudah
didefinisikan pada Tabel 2.1 Klasifikasi waste produksi berdasarkan Wamco, yaitu
ada enam kelompok waste pada mesin produksi.
Berikut detail dari proses terjadinya waste mix ice cream sesuai dengan titik – titik
keluaran waste:
1. Waste Mix Ice Cream M1
Waste mix ice cream jenis M1 merupakan jenis waste mix ice cream setelah
mix ice cream tersebut berada pada tangki ageing (tangki penyimpanan mix ice
cream yang digunakan pada proses produksi – sebagai tangki buffer).
Penyebab terjadinya mix ice cream jenis M1 adalah sebagai berikut:
- Mix ice cream sudah expired (mix ice cream melebihi waktu standard
penyimpanan yang diharuskan, sesuai dengan temperatur outlet mix ice
cream pada proses mixing). Untuk temperatur outlet pasteurizer mix ice
cream ≤ 6°C, maka lama penyimpanan lebih dari 72 jam.
Penyimpanan yang lama bisa disebabkan karena proses produksi yang
terhambat karena breakdown, abnomarlity dan material yang kurang.
- Terjadinya kontaminasi dari rasa, warna dan aroma dari mix ice cream
yang dibuat pada proses mixing.
2. Waste Mix Ice Cream M2
Waste mix ice cream jenis M2 merupakan jenis waste mix ice cream setelah
mix ice cream tersebut di transfer dari tangki ageing ke freezer di area
produksi.
37

38
Penyebab terjadinya mix ice cream jenis M2 adalah sebagai berikut:
- Proses start up pada freezer.
Proses setting pada freezer ketika awal jalan mesin produksi atau setting
awal setelah freezer off/ stop. Hal ini untuk mendapatkan setting terbaik
pada proses pembuatan ice cream tersebut.
- Proses setting Freezer ketika produksi
Proses setting pada freezer ketika ditemukan abnormality pada mix ice
cream, sehingga diperlukan adjust atau resetting kembali pada freezer.
3. Waste Mix Ice Cream M3
Waste mix ice cream jenis M3 merupakan jenis waste mix ice cream setelah
mix ice cream tersebut di gunakan pada filler – filler (cetakan ice cream) di
area produksi.
Penyebab terjadinya mix ice cream jenis M3 adalah sebagai berikut:
- Proses start up pada filler – filler mesin.
Proses setting pada filler ketika awal jalan mesin produksi atau setting
awal setelah filler off/ stop. Hal ini untuk mendapatkan setting terbaik pada
proses pembuatan ice cream tersebut.
- Proses setting filler ketika produksi
Proses setting pada filler ketika ditemukan abnormality pada mix ice
cream, sehingga diperlukan adjust atau resetting kembali pada filler .
4. Waste Mix Ice Cream M4
Waste mix ice cream jenis M4 merupakan jenis waste mix ice cream setelah
mix ice cream tersebut dicetak pada filler dan sudah menjadi semi-finished
product (produk tanpa pembungkus) di area produksi.
Penyebab terjadinya mix ice cream jenis M4 adalah sebagai berikut:
- Breakdown & Abnormality pada mesin – mesin produksi.
Adanya problem pada mesin produksi yang menyebabkan kondisi produk
rusak atau produk berada pada udara luar > 4 jam (bakteri).
- Support material tidak ada (wrapper)
Produksi antara material dengan aktual plan berbeda, sehingga kebutuhan
material kurang.

39
5. Waste Mix Ice Cream M5
Waste mix ice cream jenis M5 merupakan jenis waste mix ice cream pada area
produksi yang sudah menjadi finished product (dengan pembungkus/
wrapper).
Penyebab terjadinya mix ice cream jenis M5 adalah sebagai berikut:
- Breakdown & Abnormality pada mesin – mesin produksi.
Adanya problem pada mesin produksi yang menyebabkan kondisi produk
rusak atau produk berada pada udara luar > 4 jam (bakteri).
- Support material tidak ada (wrapper)
Produksi antara material dengan aktual plan berbeda, sehingga kebutuhan
material kurang.
- Sistem pelabelan hasil produksi error (sistem SAP)
6. Waste Mix Ice Cream M6
Waste yang berasal dari pembungkus mix ice cream (packaging/ wrapper)
4.2. Usulan Pengolahan Ulang Waste Mix Ice Cream
4.2.1. Analisis Teknis – Proses Pengolahan Waste
Proses pengolahan waste ice cream untuk dijadikan raw material bisa dinamakan
dengan mix rework. Pada proses ini, produk-produk yang sudah menjadi waste
diolah kembali untuk dijadikan mix rework (raw material) pada saat proses
pembuatan mix ice cream – proses mixing). Dari berbagai jenis waste ice cream
dari proses produksi, tidak semua bisa langsung diolah menjadi mix rework. Pada
proses pengolahan mix rework tersebut, masih memerlukan beberapa tahapan agar
bisa digunakan sebagai raw material. Seperti proses pelumeran, proses
penghilangan overrun product, pemisahan dari material dan proses-proses lainnya.
Dari jenis mix ice cream yang ada, bisa dibedakan menjadi 2 bagian:
1. Mix Water Ice
Mix Water Ice merupakan jenis mix ice cream yang terdiri dari ingredient air,
gula, perasa dan warna. Serta tanpa ingredient powder (skim milk powder,
WPC, etc) dan FAT content.

40
2. Mix Ice Cream
Mix Ice Cream merupakan jenis mix ice cream yang terdiri dari ingredient
dengan tambahan Powder Ingredient (skim milk powder, WPC, etc) dan
dengan FAT content antara 5% – 12%.
Pada umumnya mix ice cream lebih mudah diolah kembali dibandingkan dengan
mix water ice. Akan tetapi tidak semua mix ice cream juga mudah diolah kembali,
dikarenakan adanya warna, rasa, aroma dan topping yang dapat mempengaruhi
rasa, warna dan aroma dari virgin mix.
Secara garis besar dari berbagai jenis waste yang dihasilkan oleh proses produksi
bisa didefinisikan sebagai berikut:
Tabel 4.5 Klasifikasi Pengolahan Waste
Klasifikasi Waste Deskripsi
Jenis Pengolaha
n Keterangan
M1 Mix es krim pada Ageing
Tank Mudah
Mix tidak mempunyai flavour & aroma yang kuat
M2 Mix es krim
keluaran Freezer
Mudah Mix tidak mempunyai flavour & aroma yang kuat dan tidak tercampur dengan mix dengan warna lebih gelap
M3 Mix es krim
keluaran filler Sedang
Jika hanya 1 jenis mix, masih bisa langsung diolah. Jika sudah tercampur dengan warna dan flavour yang kuat pengolahan lebih sulit.
M4 Produk tanpa
wrapper Sulit
Product sudah tercampur dengan inklusi, saus, topping dan cone wafer. Bisa digunakan untuk virgin mix yang sama dan virgin mix dengan flavour yang kuat
M5 Produk dengan
wrapper Sulit
Melaui proses pengupasan wrapper (bungkus) dahulu dan Product sudah tercampur dengan inklusi, saus, topping dan cone wafer. Bisa digunakan untuk virgin mix yang sama dan virgin mix dengan flavour yang kuat
M6 Wrapper kosong
Mudah Langsung dibuang

41
Pada pengolahan waste ice cream, ada 2 tahap trial yang dilakukan untuk
memastikan bahwa waste ice cream tersebut dapat diolah kembali dan digunakan
sebagai tambahan dalam proses mixing, yaitu:
1. Trial Skala Laboratorium
Trial skala lab dilakukan untuk mengetahui karakteristik mix ice cream yang
diolah dan yang akan ditambahkan, serta untuk melakukan simulasi untuk
trial skala plant. Langkah-langkah untuk percobaan skala laboratorium
dapat dilihat pada Gambar 4.1.
Gambar 4.1 Trial Skala Laboratorium
Langkah pertama dari percobaan skala laboratorium adalah pemilihan waste ice
cream yang akan diolah, untuk waste M5 dibutuhkan pengupasan dari bungkusnya.
Setelah dilakukan pemilihan waste, maka waste tersebut dilelehkan didalam gelas
kimia pada pemanas waterbath. Temperatur waterbath diatur agar menyerupai
temperatur pemanas pada plant. Setelah meleleh, waste tersebut di campurkan pada
virgin mix pada komposisi 15%, 25% dan 35% dari total 1 liter sample. Campuran

42
waste dan virgin mix kemudian dianalisis %Total Solid, %Fat, dan diuji parameter
sensorinya dengan uji segitiga (triangle test) pada rasa, aroma da warna. Hasil dari
analisis %TS, %Fat, dan triangle test akan dipertimbangkan dalam pembuatan
estimasi matriks rework untuk trial skala plant.
2. Trial Skala Plant
Trial skala plant dilakukan untuk menguji estimasi matriks rework yang
dibuat berdasarkan percobaan skala lab. Karena trial skala plant merupakan
trial dengan skala pabrik, maka pelaksanaannya juga harus mengikuti aturan
Urutan Rencana Produksi (URP). Sebelum melakukan trial skala plant,
harus dicek terlebih dahulu kesesuaian antara jenis es krim yang akan
diproduksi, dan ketersediaan waste yang akan diolah.
Selain itu, trial skala plant merupakan trial dengan skala pabrik yang setiap
pelaksanaannya melibatkan ±8 ton mix es krim dan melibatkan tim rework
di rework plant, tim mesin di Production Hall, dan tim operator di mixing
plant. Sebelum trial skala plant dimulai, koordinasi antar tim merupakan hal
penting.
Gambar 4.2 Langkah-langkah Trial Skala Plant

43
Pada Trial skala plant terdapat 7 langkah utama. Langkah pertama yaitu
menyimpan waste M2, M3, M4 dan M5. Untuk waste M5 dilakukan pengupasan
terlebih dahulu dan semua waste tersebut disimpan pada chilled room rework pada
temperatur 0˚C - 5˚C.
Langkah selanjutnya yaitu melting dan generasi rework di rework melter. Pada
langkah ini, waste M2, M3, M4 dan M5 akan diangkut dari chilled room ke
peralatan pemanas (rework melter) secara manual, digabung dengan waste lain, dan
dipanaskan dengan suhu 65˚C. Generasi rework di rework melter memakan waktu
sekitar 2 jam. Setelah rework digenerasi, harus diambil sampel mixnya untuk
dianalisis kadar %TS dan %Fat. Kemudian, rework tersebut siap untuk
dicampurkan dengan bahan-bahan es krim lain untuk membuat es krim yang baru.
Setelah diketahui %TS dan %FAT dari mix rework, maka mix rework tersebut siap
digunakan sebagai campuran dari virgin mix. Dan dengan melihat urutan proses
pembuatan mix ice cream (virgin mix), mix rework bisa dipertimbangkan untuk
digunakan. Dengan catatan bahwa mix rework tidak boleh langsung diproses
menjadi virgin mix, tetapi sebagai mix campuran atau mix tambahan bagi virgin
mix.
Kadar %TS dan %Fat rework penting pada konsumsi rework karena akan
mempengaruhi jumlah bahan baku untuk pembuatan virgin mix. Bahan baku seperti
gula, air, minyak dikalkulasi menggunakan software mixing oleh operator agar mix
yang dihasilkan memiliki %TS dan %Fat yang sesuai dengan standarnya. Software
tersebut pada dasarnya menggunakan perhitungan neraca massa dan energi.
Selanjutnya, rework akan diproses dengan mengikuti alur pemrosesan es krim pada
umumnya yaitu pasteurisasi, ageing, dan assembly finished product di Production
Hall. Baru kemudian, setelah produk es krim yang mengandung rework jadi,
produk tersebut diambil sampel produk jadinya. Produk jadi dari virgin mix + mix
rework ini harus diuji parameter sensorinya melalui uji segitiga. Jika hasil uji

44
segitiga adalah “Tidak berbeda secara nyata“ maka trial tersebut berhasil dan
formulanya dapat digunakan. Akan tetapi, jiika hasil uji segitiga produknya
“Berbeda secara nyata“ maka formula reworknya tidak bisa digunakan dan
dimasukkan untuk pertimbangan matriks rework yang baru.
Gambar 4.3. Proses Pengolahan Waste
Pada Gambar 4.3, Proses pengolahan waste – rework dimulai dari tempat
penyimpanan rework (M2, M3, M4 dan M5) yang berasal dari line produksi.
Sedangkan rework M1 merupakan waste dari ageing tank dimana mix ice cream
sudah expired (>72 jam) atau kesalahan dalam proses mixing.
Untuk Melter Hot Rework, digunakan untuk proses rework M1, M2 dan M3 dengan
kapasitas 3 x 2000 kg. Sedangkan rework M4 & M5, diproses pada hot rework pada
tangki 1 x 2000 kg dahulu untuk menghilangkan material lainnya seperti inklusi,

45
topping dan choco coating kemudian baru di transfer menggunakan pompa pada 3
tangki hot rework lainnya. pada proses pelumeran mix ice cream tersebut
menggunakan air panas sebagai medianya yang dilewatkan pada jacket tangkinya
dan media heat exchanger sebagai media sirkulasinya. Dimana pada proses
pelumeran ini menggunakan temperatur 60 - 70°C, pada temperatur tersebut
merupakan awal dari proses untuk menonaktifkan bakteri-bakteri yang berbahaya
agar tidak cepat tumbuh (food safety). Pada proses di hot rework membutuhkan
waktu sekitar 60 menit untuk bisa menjadi mix rework.
Untuk Melter Cold Rework digunakan untuk proses rework M4 dan M5, dimana
pada proses pelumeranya tidak menggunakan bantuan alat pemanas, tetapi
pelumeran dari proses normal pada ice cream tersebut. Pada proses ini tangki
tersebut masih dijaga temperaturnya pada 0 - 5°C untuk memastikan bahwa bekteri
tidak tumbuh. Pada proses cold rework membutuhkan waktu sekitar 8 jam untuk
pelumerannya dan menjadi mix rework.
Semua proses penuangan pada hot rework dan cold rework masih dilakukan secara
manual handling.
Setelah mix rework siap pada tangki melternya, kemudian mix rework di transfer
pada rework buffer untuk menunggu proses pada mixing plant. Karena mix rework
tersebut tidak bisa diproses menjadi mix ice cream tanpa di campurkan dengan
virgin mix. Pada proses transfer ke rework buffer, mix rework dilewatkan pada
filter/ shiever (size 1 mm) untuk memastikan bahwa mix rework yang dihasilkan/
dibuat bebas dari kontaminasi bahaya fisik (logam, kertas, dll) sehingga aman untuk
dikonsumsi. Pada rework buffer, mix rework dilakukan pengecekan kualitasnya
pada analisa %TS dan %FAT untuk menentukan strategi pada proses mixing
dengan virgin mix.
Setelah diketahui %TS dan %FAT pada mix rework tersebut, maka mix rework bisa
digunakan pada proses mixing sebagai tambahan mix/ raw material. Pada
prosesnya, proses mixing akan menghitung dan mengkalkulasi berapa penyesuaian
material yang dibutuhkan untuk membuat virgin mix yang ditambahkan dengan mix
rework. Hal ini untuk memastikan, bahwa hasil akhir %TS dan %FAT pada virgin

46
mix + mix rework masih pada batas standardnya (%TS = ± 1% dan %FAT = ±
0,5%). Mix Rework yang berada didalam rework buffer tidak boleh didiamkan
selama 8 jam tanpa ada proses selanjutnya karena akan berbahaya pada kontaminasi
tumbuhnya bakteri yang bisa berbahaya bagi kemanan pangannya. Jika tidak ada
proses mixing yang menggunakan mix rework, maka mix rework tersebut bisa
disimpan pada rework storage.
Pada proses transfer mix rework ke rework storage, dilewatkan pada pasteurisasi
untuk memastikan bahwa mix rework yang disimpan aman dari bahaya biologi –
bakteri. Dikarenakan pada proses pasteurisasi bakteri yang berbahaya bagi
kemanan pangan dinonaktifkan sehingga layak untuk dikonsumsi. Mix rework yang
ada pada rework storage tersebut mempunyai umur pakai 72 jam dan bisa di proses
kembali sampai maksimal 3 kali re-processing.
Gambar 4.4 Process Pengolahan Mix Reworks
Pada Gambar. 4.4 merupakan proses pengolahan mix reworks, dimana pada
prosesnya meminimalkan mix ice cream yang terbuang sebagai waste. Setiap waste
yang terbuang pada line produksi, dikumpulkan dan ditampung pada rework area

47
untuk menunggu proses pengolahan. Pada setiap penyimpanan mix atau waste
mempunyai umur pakai yang berbeda-beda, hal ini untuk memastikan bahwa waste
yang benar-benar terbuang merupakan waste yang secara kualitas tidak memenuhi
standard keamanan pangan.
4.2.2. Analisa Teknis – Kualitas Proses Pengolahan Waste
Pada proses pengolahan waste dari mix ice cream yang terbuang (mix rework),
masih bisa diolah menjadi raw material yang bisa ditambahkan pada proses
pembuatan mix ice cream. Yaitu pada proses mixing, dimana semua bahan material
untuk membuat bahan baku ice cream dicampurkan dan dilewatkan pada proses
homogenisasi dan pasteurisasi. Pada proses tersebut, kualitas pengolahan waste
merupakan hal terpenting agar kualitas dari virgin mix tidak berubah setelah
ditambahkan mix rework.
Parameter-parameter yang sangat penting untuk menjaga kualitas virgin mix adalah
sebagai berikut :
1. Analisis Persentase Total Solid (TS) dan Fat
Persentase total solid (%TS) dan persentase fat (%Fat) merupakan parameter
penting yang menentukan kualitas es krim karena %TS dan %Fat mempengaruhi
viskositas mix es krim dan meltdown property. yang menentukan keberterimaan
konsumen terhadap produk es krim.
Persentase total solid merupakan jumlah solid yang ada pada es krim di dalam
persen dan ditentukan oleh perbandingan bahan-bahan baku es krim. Bahan-bahan
utama yang menentukan %TS adalah perbedaan antara pemanis dan air. Sementara
%Fat merupakan jumlah lemak yang terkandung di es krim dalam persen. %Fat
ditentukan oleh jumlah minyak pada es krim.
Setiap varian es krim memiliki standar %TS dan %Fat masing-masing. Oleh karena
itu setiap batch es krim yang diproduksi harus dicek kesesuaian antara kadar %TS
dan %Fat dengan %TS dan %Fat standar. Jika %TS dan %Fat melebihi atau kurang
dari standar dan mix es krim masih terdapat di ageing tank, maka akan dilakukan

48
treatment yang berupa penambahan bahan baku susulan untuk menyesuaikan %TS
dan %Fat. Akan tetapi, jika ternyata mix es krim telah terlanjur diproduksi maka
batch es krim tersebut ditandai dan harus dilakukan uji sensori untuk mengecek
kualitas produk es krimnya sebelum dipasarkan. Jika produk es krimnya lolos uji
sensori, maka produk baru boleh dipasarkan.
Untuk melakukan pengecekan %TS dan %Fat mix es krim yang diproduksi,
digunakan alat NMR analyzer. NMR analyzer bekerja dengan prinsip bahwa inti
atom (nucleus) menyerap dan memancarkan kembali energi frekusensi radio jika
ditempatkakn di area magnet statis. Pancaran energi dapat dihasilkan kembali
karena adanya interaksi antara dipol inti atom dan area magnet statis. NMR
analyzer bisa juga digunakan untuk mengecek %TS dan %Fat dairy product lain
seperti keju, yoghurt, dan susu.
Analyzer yang digunakan di PT. ILU Ice Cream Factory adalah SMART TRAC.
SMART TRAC merupakan alat yang dapat menganalisis kandungan solid,
moisturity, minyak atau lemak secara cepat. Alat ini dapat digunakan untuk
menganalisis %TS dan %Fat beberapa jenis makanan seperti dairy product, daging,
snack, dll, serta dapat menganalisis %TS dan %Fat yang terkandung di dalam
sabun. SMART TRAC dapat dilihat pada Gambar 4.5.
Gambar 4.5. SMART TRAC
%TS dianalisis lebih dahulu; ±2 gram sampel es krim yang akan dianalisis
menggunakan SMART TRAC harus ditempatkan di atas sample pad. Kemudian,

49
SMART TRAC menganalisis %TS dengan menguapkan kandungan air
menggunakan microwave drying dan mendeteksi perbedaan massa sampel sebelum
dan sesudah penguapan air. Cara kerja SMART TRAC dalam menganalisis %TS
dapat dilihat pada Gambar 4.6.
Gambar 4.6. Analisis %TS oleh SMART TRAC
Setelah diukur %TS-nya, sampel tersebut disiapkan untuk analisis %Fat dengan
cara yang dapat dilihat pada Gambar 4.7.
Gambar 4.7 Persiapan Sampel untuk Analisis %Fat
Sampel disimpan di bagian NMR Analyzer untuk dihitung %Fat-nya. Karena kadar
air di sampel telah diuapkan, sampel hanya terdiri dari lemak, protein, dan
karbohidrat. Secara umum, protein dan karbohidrat akan bereaksi seperti senyawa
5. 4.
3. 2. 1.
6.
50
padat (solid like) saat diberi energi di dalam area magnet statis dan akan
memancarkan energi tersebut dalam waktu yang sangat singkat, kira-kira £10 ms.
Waktu yang diperlukan untuk memancarkan energi sampai energinya kemudian
hilang dari protein dan karbohidrat tersebut adalah transfer relaxation time.
Transfer relaxation time untuk lemak relatif lebih lama, sekitar £10 ms, perbedaan
waktu inilah yang digunakan untuk mengukur kadar sinyal energi yang dikeluarkan
oleh proton komponen lemak.
2. Kualitas Rasa, Warna dan Aroma
Untuk menjamin kualitas virgin mix yang dicampurkan dengan mix rework, maka
diperlukan pengecekan juga dari segi rasa, warna dan aroma. Hal ini diperlukan
untuk menjamin bahwa setelah pencampuran virgin mix dengan rework mix tidak
ditemukan perbedaan yang nyata yang akan memperngaruhi keberterimaan
konsumen.
Untuk melakukan pengecekan dari segi rasa, warna dan aroma ini menggunakan
metode uji sensori. Uji sensori atau uji organoleptik merupakan salah satu metode
untuk menguji dan menilai kualitas suatu produk makanan atau minuman. Pada
ujinsensori terdapat 3 parameter yang dapat diuji, yaitu rasa, warna, dan aroma. Uji
sensori dilakukan oleh sekelompok orang yang menilai dan memberikan tanggapan
terhadap produk yang diuji, biasanya disebut panelis. Panelis dapat dipilih dari
konsumen awam, konsumen yang sensitif terhadap kualitas sensori, ataupun panelis
terlatih yang telah lulus sertifikasi sensori. Pemihan panelis merupakan faktor
penting dalam uji sensori dan tergantung kebutuhan serta produk yang akan diuji.
Untuk menjamin virgin mix yang sudah ditambahkan dengan mix rework,
diperlukan juga aturan-aturan dimana tidak semua mix rework yang dibuat bisa
ditambahkan kedalam virgin mix secara sembarangan (asal). Karena hal tersebut
dapat mempengaruhi dari parameter-parameter penting agar kualitas virgin mix
tidak berubah. Aturan-aturan proses penuangan dan pencampuran waste mix yang
akan dijadikan mix rework dinamakan dengan matriks rework.

51
Matriks rework merupakan aturan-aturan untuk pemrosesan rework yang
dituangkan ke dalam tabel. Aturan ini mencakup komposisi rework yang dibuat dan
aturan untuk mencampurkan rework ke dalam proses es krim baru di pre-mixing.
Terdapat 2 jenis Matriks rework yaitu Matriks Rework Generation dan Matriks
Rework Consumption.
a. Matriks Rework Generation adalah matriks berupa tabel yang memuat aturan
jumlah maksimal rework-rework yang bisa ditambahkan untuk generasi/
pembuatan rework di rework melter. Misalnya, untuk membuat rework vanilla,
limbah es krim yang bisa ditambahkan hanya limbah es krim vanilla, 100%
rework yang digenerasi di rework melter harus terdiri dari limbah es krim
vanilla. Untuk generasi rework strawberry, jumlah maksimal limbah es krim
vanilla yang boleh ditambahkan adalah 50%, dan jumlah maksimal limbah es
krim strawberry adalah 100. Untuk generasi rework cokelat, jumlah maksimal
limbah es krim vanilla yang ditambahkan adalah 50%, jumlah maksimal
limbah es krim strawberry yang ditambahkan adalah sebesar 10%, sementara
jumlah rework cokelat jenis apapun adalah 100%.
Tabel 4.6. Contoh Matriks Rework Generation
REWORK MIX Vanilla
ES KRIM
Strawberry ES KRIM
Coklat ES
KRIM Mix Code
Mix Description
6229 CC Mini IC 100% 50% 50% 6212 Vanilla IC Mix MC 100% 50% 50% 2029 Vanilla Tub Uhp 100% 50% 50% 6210 Vanilla Ice Cream 100% 50% 50% 6220 Strawberry Ice Cream 100% 10% 2030 Strawberry UHP IC 100% 10%
2176 Mix Strawberry Uhp (Sunhome)
100% 10%
2031 Chocolate UHP IC 100% 6229 Chocolate Bf Mini 100% 6213 Chocolate Ic Mix MC 100% 2135 MC Black Choc Toolbox 100% 2151 MC Dark Choctoolbox 100%
b. Matriks Rework Consumption merupakan matriks yang berisi aturan untuk
konsumsi rework yang telah digenerasi menjadi mix rework. Matriks Rework
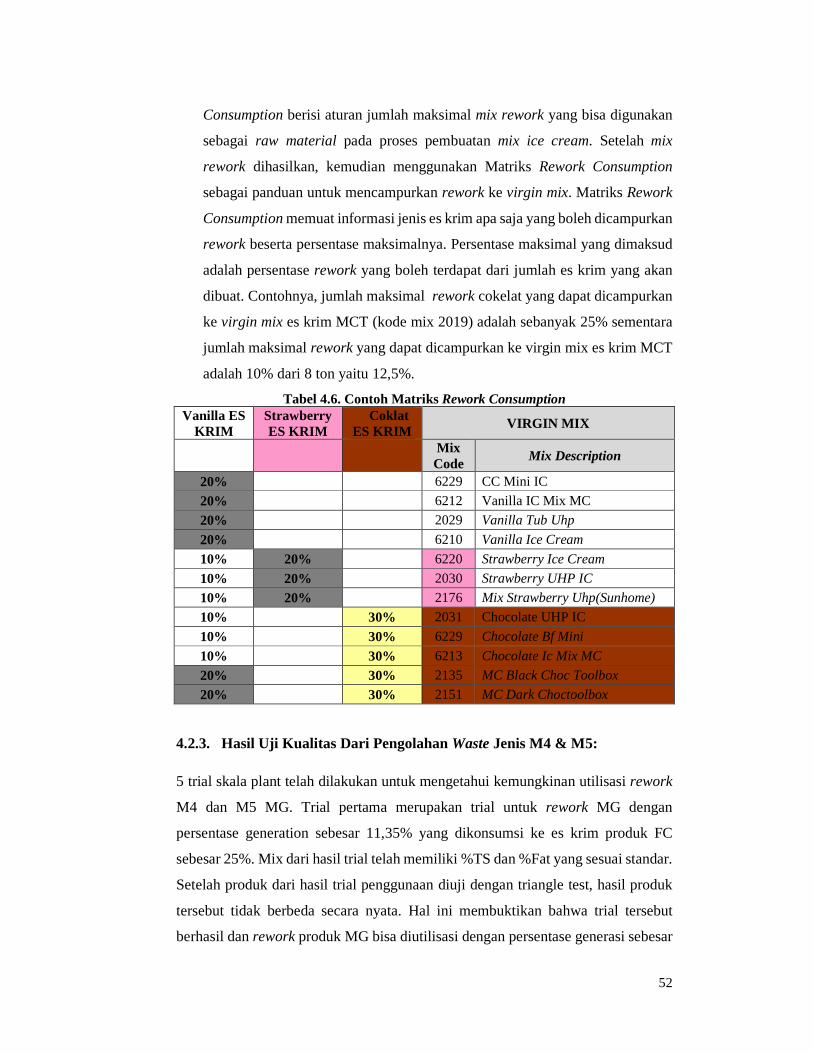
52
Consumption berisi aturan jumlah maksimal mix rework yang bisa digunakan
sebagai raw material pada proses pembuatan mix ice cream. Setelah mix
rework dihasilkan, kemudian menggunakan Matriks Rework Consumption
sebagai panduan untuk mencampurkan rework ke virgin mix. Matriks Rework
Consumption memuat informasi jenis es krim apa saja yang boleh dicampurkan
rework beserta persentase maksimalnya. Persentase maksimal yang dimaksud
adalah persentase rework yang boleh terdapat dari jumlah es krim yang akan
dibuat. Contohnya, jumlah maksimal rework cokelat yang dapat dicampurkan
ke virgin mix es krim MCT (kode mix 2019) adalah sebanyak 25% sementara
jumlah maksimal rework yang dapat dicampurkan ke virgin mix es krim MCT
adalah 10% dari 8 ton yaitu 12,5%.
Tabel 4.6. Contoh Matriks Rework Consumption Vanilla ES
KRIM Strawberry ES KRIM
Coklat ES KRIM
VIRGIN MIX
Mix Code
Mix Description
20% 6229 CC Mini IC
20% 6212 Vanilla IC Mix MC
20% 2029 Vanilla Tub Uhp
20% 6210 Vanilla Ice Cream
10% 20% 6220 Strawberry Ice Cream
10% 20% 2030 Strawberry UHP IC
10% 20% 2176 Mix Strawberry Uhp(Sunhome)
10% 30% 2031 Chocolate UHP IC
10% 30% 6229 Chocolate Bf Mini
10% 30% 6213 Chocolate Ic Mix MC
20% 30% 2135 MC Black Choc Toolbox
20% 30% 2151 MC Dark Choctoolbox
4.2.3. Hasil Uji Kualitas Dari Pengolahan Waste Jenis M4 & M5:
5 trial skala plant telah dilakukan untuk mengetahui kemungkinan utilisasi rework
M4 dan M5 MG. Trial pertama merupakan trial untuk rework MG dengan
persentase generation sebesar 11,35% yang dikonsumsi ke es krim produk FC
sebesar 25%. Mix dari hasil trial telah memiliki %TS dan %Fat yang sesuai standar.
Setelah produk dari hasil trial penggunaan diuji dengan triangle test, hasil produk
tersebut tidak berbeda secara nyata. Hal ini membuktikan bahwa trial tersebut
berhasil dan rework produk MG bisa diutilisasi dengan persentase generasi sebesar

53
11,35% dan bisa dikonsumsi pada mix es krim produk FC dengan persentase
sebesar 25%. Hasil trial skala plant lainnya secara umum berhasil dilakukan dan
dapat dilihat pada Tabel 4.7.
Selama trial, terdapat beberapa masalah yang muncul seperti ketidaksesuaian %TS
dan %Fat mix es krim. Pada trial ketiga, %TS mix dengan kode 6904 produk produk
CDCF melebihi batas standar sebesar 0,46%. Hal yang sama juga terjadi pada trial
ke-4 dan ke-5. Akan tetapi, semua perbedaan %TS dan %Fat pada trial merupakan
perbedaan yang tidak signifikan karena semuanya di bawah 1%.
Dari Tabel 4.7, dapat disimpulkan bahwa semua trial skala plant yang telah
dilakukan berhasil kecuali trial ke-5. Pada trial ke-5, hasil triangle test produk jadi
produk CMVC menunjukkan bahwa produk hasil trial berbeda secara nyata dengan
produk referensi tanpa rework. Hal ini berarti formula rework produk MG tidak
bisa diutilisasi dan dikonsumsi ke dalam produk CMVC.
Masalah seperti perbedaan %TS dan %Fat dapat terjadi pada trial walaupun pada
proses mixing semua bahan-bahan sudah dikalkulasi secara otomatis agar
menghasilkan mix yang %TS dan %Fat-nya sesuai standar. Hal ini terjadi karena
beberapa hal, di antaranya karena terdapat perbedaan antara set point mesin kendali
dan pelaksanaan aktual proses. Perbedaan juga bisa terjadi karena sampel yang
diambil di ageing tank bukan merupakan sampel yang mewakili keseluruhan mix.
Hasil dari kelima trial tersebut harus dirangkum dan digabung dengan matriks
rework agar rework produk MG bisa diutilisasi. Akhirnya dibuat satu kolom
tambahan pada matriks rework untuk rework yang mengandung MG. Harus dibuat
satu kolom tambahan karena rework yang mengandung rework produk MG berarti
mengandung allergen soya dan tidak bisa disamakan penggunaannya dengan
rework cokelat.

Tabel 4.8. Hasil Trial Skala Plant – Pengecekan Kualitas Pengolahan Waste
54

55
Tabel 4.8. Hasil Trial Skala Plant – Pengecekan Kualitas Pengolahan Waste (Lanjutan)
55
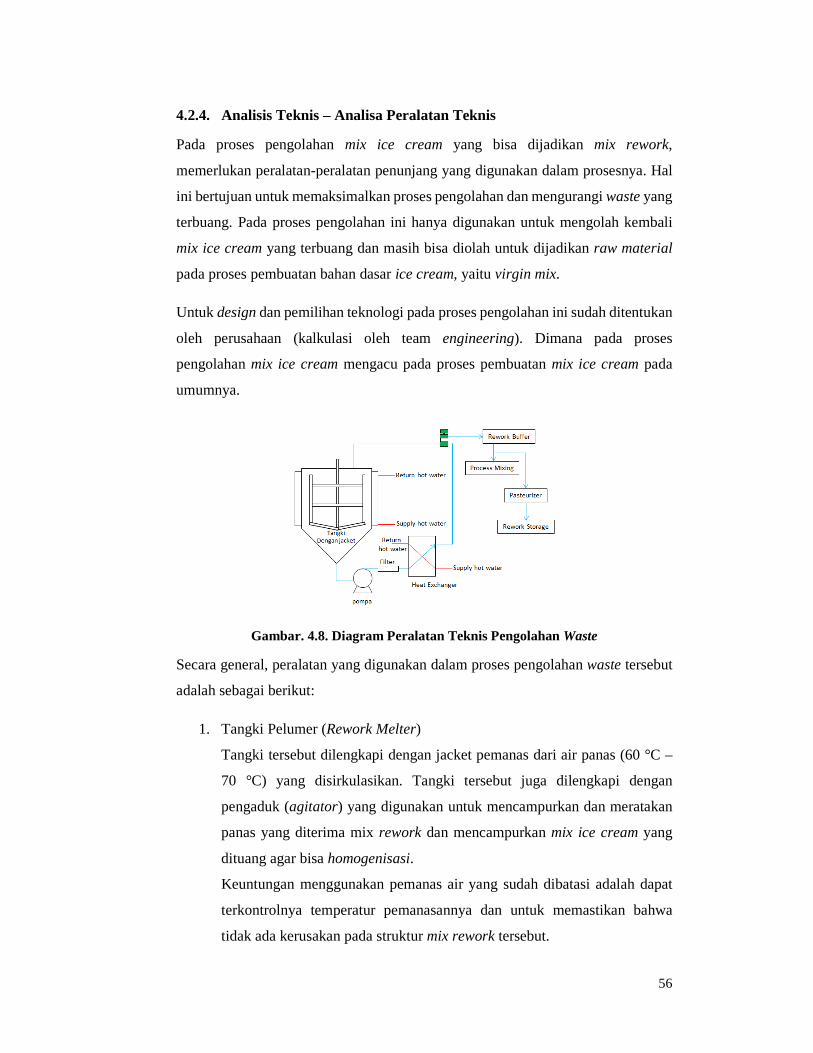
56
4.2.4. Analisis Teknis – Analisa Peralatan Teknis
Pada proses pengolahan mix ice cream yang bisa dijadikan mix rework,
memerlukan peralatan-peralatan penunjang yang digunakan dalam prosesnya. Hal
ini bertujuan untuk memaksimalkan proses pengolahan dan mengurangi waste yang
terbuang. Pada proses pengolahan ini hanya digunakan untuk mengolah kembali
mix ice cream yang terbuang dan masih bisa diolah untuk dijadikan raw material
pada proses pembuatan bahan dasar ice cream, yaitu virgin mix.
Untuk design dan pemilihan teknologi pada proses pengolahan ini sudah ditentukan
oleh perusahaan (kalkulasi oleh team engineering). Dimana pada proses
pengolahan mix ice cream mengacu pada proses pembuatan mix ice cream pada
umumnya.
Gambar. 4.8. Diagram Peralatan Teknis Pengolahan Waste
Secara general, peralatan yang digunakan dalam proses pengolahan waste tersebut
adalah sebagai berikut:
1. Tangki Pelumer (Rework Melter)
Tangki tersebut dilengkapi dengan jacket pemanas dari air panas (60 °C –
70 °C) yang disirkulasikan. Tangki tersebut juga dilengkapi dengan
pengaduk (agitator) yang digunakan untuk mencampurkan dan meratakan
panas yang diterima mix rework dan mencampurkan mix ice cream yang
dituang agar bisa homogenisasi.
Keuntungan menggunakan pemanas air yang sudah dibatasi adalah dapat
terkontrolnya temperatur pemanasannya dan untuk memastikan bahwa
tidak ada kerusakan pada struktur mix rework tersebut.

57
2. Pompa
Pompa pada system tersebut digunakan untuk memindahkan material liquid
dari tangki melter ke penampung lainnya dan digunakan pompa untuk
sirkulasi.
3. Filter/ Shiever
Filter mempunyai fungsi untuk melakukan penyaringan mix reworks dari
foreign material lainnya dan memastikan mix reworks yang dihasilkan tidak
mengandung bahan padat lainnya (kontaminasi bahan fisik).
4. Heat Exchanger
Fungsinya adalah untuk mempercepat waktu pelumeran mix reworks.
5. Rework Buffer
Berfungsi sebagai media penampung sementara pada batch system, sebelum
ditransfer ke mixing process atau rework storage. Pada rework buffer ini,
mix reworks dilakukan pengecekan rasa, warna dan aroma serta total solid
& FAT.
6. Pasteurizer
Untuk memastikan mix rework yang akan disimpan pada rework storage
aman dari bakteri-bakteri yang berbahaya, maka diperlukan proses
pasteurisasi. Proses tersebut memanaskan mix reworks pada temperatur (80
°C – 86 °C) dan menahan pada waktu tertentu.
Dari peralatan yang digunakan pada proses pengolahan waste tersebut, diharapkan
semua waste dapat diolah dan digunakan pada proses mixing. Jika kondisi proses
mixing tidak memungkinkan, mix reworks tersebut masih bisa di simpan pada
rework storage dan dilewatkan pada proses pasteurisasi sehingga aman dari bakteri-
bakteri yang berbahaya.
4.2.5. Kaitan Process Pengolahan Waste dengan Hazard Analysis Critical
Control Point (HACCP)
Sesuai dengan definisi dari Hazard Analysis Critical Control Point (HACCP),
dimana pada process pengolahan waste mix ice cream menjadi mix rework
diperlukan juga sistem yang menjamin pada proses pengolahan tersebut dari bahaya
– bahaya dan kontaminasi dari bahaya biologis, kimia dan fisik. Dari analisis sistem

58
pengolahan dan peralatan teknis, dapat dijabarkan tentang sistem HACCP pada
proses pengolahan waste tersebut sehingga aman dari berbagai bahaya dan
kontaminasi, sebagai berikut:
- Filter
Pada system pengolahan dan peralatan teknis, filter berfungsi untuk
menyaring mix yang dihasilkan menjadi mix rework dari bahaya
kontaminasi fisik. Ukuran filter yang digunakan adalah filter dengan
diameter 1 mm, dan ukuran tersebut sudah sesuai dengan General
Manufacturing Practice (GMP) dari perusahaan.
Untuk memaksimalkan fungsi dari filter tersebut, dilakukan sistem
pengecekan dan pembersihan setiap 1 hari sekali dan dicatat pada buku
check list sebagai verifikasi dan monitoring dari kegiatan yang dilakukan.
Dari sistem filter yang dipasang pada unit pengolahan, dapat memastikan
bahwa mix rework yang dihasilkan merupakan mix siap pakai yang aman
untuk digunakan pada proses berikutnya (proses mixing) dan aman dari
bahaya kontaminasi fisik benda lainnya.
- Pasteurizer
Pada proses pengolahan mix rework, dimana ada dua pilihan pada proses
berikutnya yaitu mix rework digunakan pada proses mixing atau mix rework
disimpan pada tangki rework storage (untuk menghindarkan mix rework
olahan dibuang). Untuk mix rework yang digunakan pada proses mixing,
mix rework tersebut dilewatkan pada filter dan diproses pada proses mixing
menggunakan sistem pasteurisasi sebagai control pointnya. Dimana critical
control point pada sistem tersebut adalah temperatur pasteurisasi.
Pada proses penyimpanan mix rework ke tangki rework storage, dilewatkan
juga pada sistem pasteurisasi dan sebagai critical control pointnya (CCP)
adalah temperatur pasteurisasi. Dimana sesuai dengan standard perusahaan
(sesuai dengan General Manufacturing Practice (GMP)), temperatur
pasteurisasinya menggunakan temperatur 80 – 86 °C.
Pada temperatur tersebut untuk memberikan jaminan keamanan pangan dari
bahaya kontaminasi biologis (bakteri – bakteri yang berbahaya).
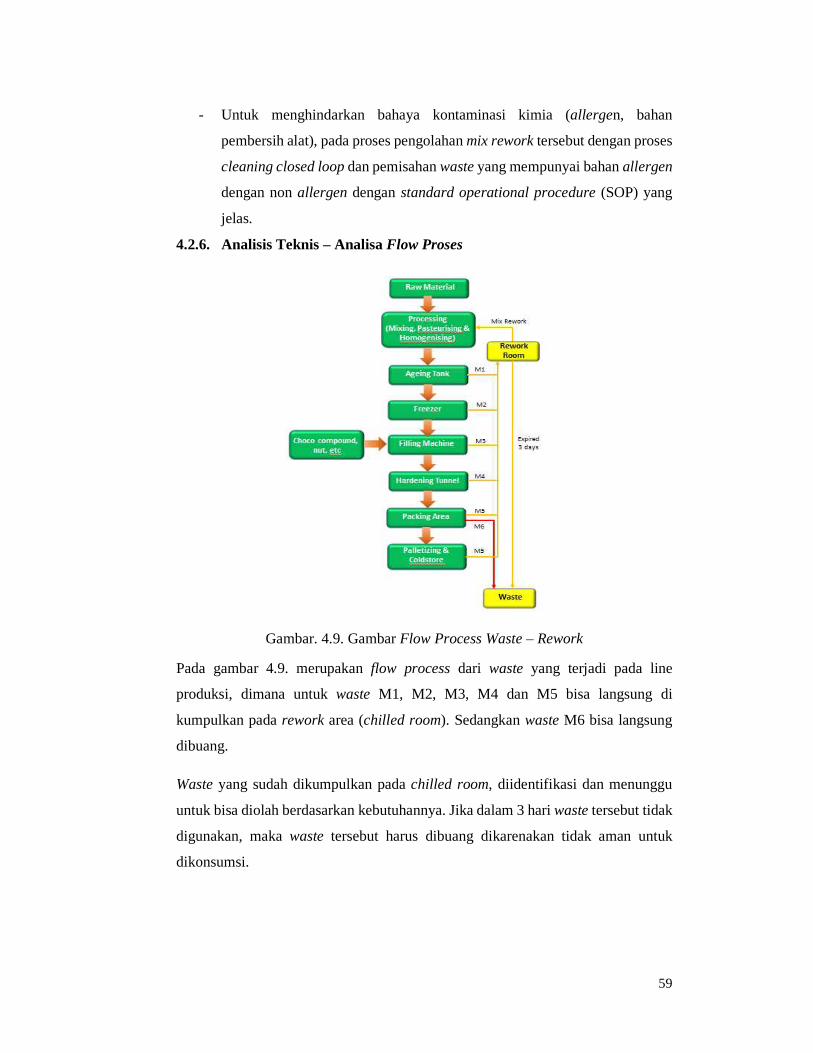
59
- Untuk menghindarkan bahaya kontaminasi kimia (allergen, bahan
pembersih alat), pada proses pengolahan mix rework tersebut dengan proses
cleaning closed loop dan pemisahan waste yang mempunyai bahan allergen
dengan non allergen dengan standard operational procedure (SOP) yang
jelas.
4.2.6. Analisis Teknis – Analisa Flow Proses
Gambar. 4.9. Gambar Flow Process Waste – Rework
Pada gambar 4.9. merupakan flow process dari waste yang terjadi pada line
produksi, dimana untuk waste M1, M2, M3, M4 dan M5 bisa langsung di
kumpulkan pada rework area (chilled room). Sedangkan waste M6 bisa langsung
dibuang.
Waste yang sudah dikumpulkan pada chilled room, diidentifikasi dan menunggu
untuk bisa diolah berdasarkan kebutuhannya. Jika dalam 3 hari waste tersebut tidak
digunakan, maka waste tersebut harus dibuang dikarenakan tidak aman untuk
dikonsumsi.

60
4.3. Analisis Biaya
Pada proses pengolahan pengolahan waste mix ice cream, diperlukan peralatan-
peralatan untuk proses pengolahannya. Dalam penyediaan peralatan-peralatan
tersebut diperlukan biaya untuk pembelian peralatan-peralatan tersebut.
Berikut detail equipment dan investment yang ditanamkan oleh perusahaan, untuk
peralatan pengolahan mix ice cream, pada Tabel 4.9.
Tabel 4.9. Total Investment dan Equipment NO DESCRIPTION QTY UNIT CRCY PRICE AKTUAL
Equipment
1 Buffer & Storage Tanks 1 lot IDR 1.500.000.000 idle
2 Rotary Shiever/ Filter 1 lot IDR 1.600.000.000 1.600.000.000 3 Pasteurizer 1 Unit IDR 1.000.000.000 idle
4 Pumps 1 lot IDR 700.000.000
700.000.000
5 Valves 1 lot IDR 1.400.000.000 1.400.000.000 6 Piping 1 lot IDR 1.000.000.000 1.000.000.000
7 Instrumentation & Control 1 lot IDR 1.000.000.000 1.000.000.000
8 Services of electrical work 1 lot IDR 300.000.000
100.000.000
9 Services of mechanical work 1 lot IDR 300.000.000
300.000.000
Total 1 8.800.000.000 6.100.000.000
Others
1 FAT & Comissioning 1 lot IDR 30.500.000
2 Building 1 lot IDR 200.000.000
3 Contigency (3%) 1 lot IDR 189.915.000
Total 2 420.415.000
420.415.000
TOTAL INVESTMENT 6.520.415.000 Total investment yang ditanamkan perusahaan untuk pengolahan mix ice cream
agar bisa dijadikan mix reworks adalah sebesar 6.520.415.000,00.
Untuk melakukan analisa biaya pada pengolahan waste mix ice cream, yaitu
perbandingan antara mix ice cream yang bisa diolah dengan investasi yang
ditanamkan perusahaan menggunakan analisis pada Tabel 4.10 dan Tabel 4.11
dalam menentukan produk yang mudah diolah sehingga dapat memberikan benefit
secara langsung kepada perusaahaan.

61
Tabel 4.10. Total Harga Waste Mix Ice Cream Berdasarkan Jenis Mix Tahun 2015
NO KODE PRODUCT
M2 (KG)
M3 (KG)
M4 (KG)
M5 (KG)
M6 (KG)
TOTAL (KG)
HARGA (RP/Ton)
HARGA WASTE YANG
TERBUANG (RP)
1 2033 5,889 21,851 44,648 90,378 715 163,481 9,492,257 1,551,803,192 2 2030 5,032 4,628 0 14,451 6 24,117 9,263,486 223,404,713 3 2031 1,061 2,410 0 5,018 0 8,489 8,413,540 71,422,541 4 2046 7,536 1,413 8,216 38,741 85 55,991 6,004,231 336,183,498 5 2082 36,391 125,621 90,206 40,492 1,288 293,998 3,013,322 885,909,195 6 2019 1,976 30,045 21,083 26,606 1,232 80,942 10,465,654 847,113,582 7 2084 8,718 9,883 0 10,535 0 29,136 7,892,700 229,961,707 8 2028 18,373 2,060 14,553 28,225 370 63,581 8,266,280 525,575,869 9 2061 463 175 868 2,592 0 4,098 8,893,223 36,444,428 10 2076 15,171 22,385 3,575 18,393 7 59,531 10,802,293 643,075,626 11 2071 3,966 833 3,984 6,872 15 15,670 11,153,836 174,781,726 12 2007 0 0 110 241 0 351 3,467,191 1,216,984 13 2034 7,297 4,933 0 5,338 1 17,569 11,891,013 208,915,586 14 2047 1,200 2,688 0 3,542 0 7,430 8,700,199 64,642,479 15 2059 0 855 0 1,163 0 2,018 8,947,797 18,056,654 16 2022 116,398 18,022 63,995 73,395 159 271,969 2,841,899 772,907,633 17 2025 21,079 6,042 17,447 19,588 39 64,195 2,841,899 182,434,996 18 2081 278 108 388 278 1 1,053 789,270 830,786 19 2012 13,665 6,030 5,215 14,121 5 39,036 8,913,122 347,932,185 20 2056 20,260 18,114 51 19,276 0 57,701 8,838,154 509,970,324 21 2173 9,559 3,838 15,608 23,020 87 52,112 10,085,603 525,578,926 61
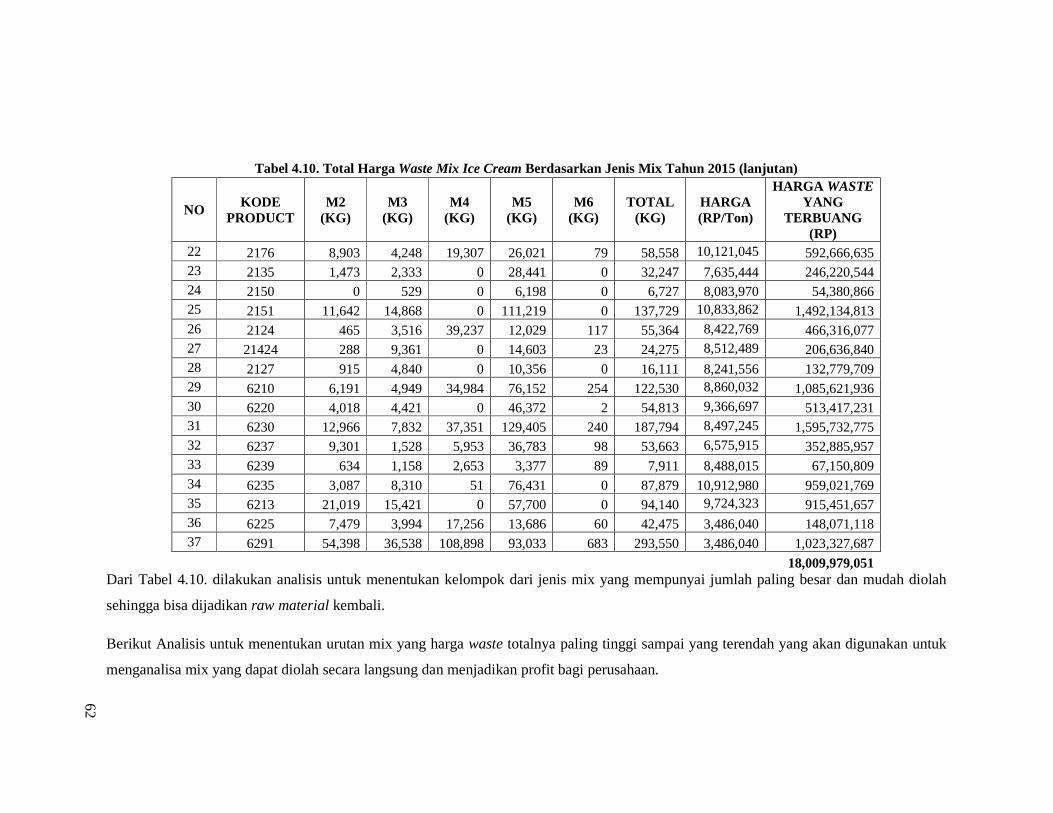
62
Tabel 4.10. Total Harga Waste Mix Ice Cream Berdasarkan Jenis Mix Tahun 2015 (lanjutan)
NO KODE PRODUCT
M2 (KG)
M3 (KG)
M4 (KG)
M5 (KG)
M6 (KG)
TOTAL (KG)
HARGA (RP/Ton)
HARGA WASTE YANG
TERBUANG (RP)
22 2176 8,903 4,248 19,307 26,021 79 58,558 10,121,045 592,666,635 23 2135 1,473 2,333 0 28,441 0 32,247 7,635,444 246,220,544 24 2150 0 529 0 6,198 0 6,727 8,083,970 54,380,866 25 2151 11,642 14,868 0 111,219 0 137,729 10,833,862 1,492,134,813 26 2124 465 3,516 39,237 12,029 117 55,364 8,422,769 466,316,077 27 21424 288 9,361 0 14,603 23 24,275 8,512,489 206,636,840 28 2127 915 4,840 0 10,356 0 16,111 8,241,556 132,779,709 29 6210 6,191 4,949 34,984 76,152 254 122,530 8,860,032 1,085,621,936 30 6220 4,018 4,421 0 46,372 2 54,813 9,366,697 513,417,231 31 6230 12,966 7,832 37,351 129,405 240 187,794 8,497,245 1,595,732,775 32 6237 9,301 1,528 5,953 36,783 98 53,663 6,575,915 352,885,957 33 6239 634 1,158 2,653 3,377 89 7,911 8,488,015 67,150,809 34 6235 3,087 8,310 51 76,431 0 87,879 10,912,980 959,021,769 35 6213 21,019 15,421 0 57,700 0 94,140 9,724,323 915,451,657 36 6225 7,479 3,994 17,256 13,686 60 42,475 3,486,040 148,071,118 37 6291 54,398 36,538 108,898 93,033 683 293,550 3,486,040 1,023,327,687
18,009,979,051 Dari Tabel 4.10. dilakukan analisis untuk menentukan kelompok dari jenis mix yang mempunyai jumlah paling besar dan mudah diolah
sehingga bisa dijadikan raw material kembali.
Berikut Analisis untuk menentukan urutan mix yang harga waste totalnya paling tinggi sampai yang terendah yang akan digunakan untuk
menganalisa mix yang dapat diolah secara langsung dan menjadikan profit bagi perusahaan.
62

63
Tabel 4.11. Analisis Waste Mix Ice Cream Berdasarkan Jenis Mix
NO KODE PRODUCT
M2 (KG)
M3 (KG)
M4 (KG)
M5 (KG) M6
(KG) TOTAL
(KG) HARGA (RP/Ton)
HARGA WASTE YANG TERBUANG
(RP)
KUMULATIF JENIS MIX
PROSES PENGOL
AHAN JUMLAH %
1 6230 12.966 7.832 37.351 129.405 240 187.794 8.497.245 1.595.732.775 1.595.732.775 8,86027 ice cream Mudah
2 2033 5.889 21.851 44.648 90.378 715 163.481 9.492.257 1.551.803.192 3.147.535.967 17,476622 ice cream Mudah
3 2151 11.642 14.868 0 111.219 0 137.729 10.833.862 1.492.134.813 4.639.670.779 25,761667 ice cream Mudah
4 6210 6.191 4.949 34.984 76.152 254 122.530 8.860.032 1.085.621.936 5.725.292.715 31,789558 ice cream Mudah
5 6291 54.398 36.538 108.898 93.033 683 293.550 3.486.040 1.023.327.687 6.748.620.402 37,471562 water ice Sulit
6 6235 3.087 8.310 51 76.431 0 87.879 10.912.980 959.021.769 7.707.642.172 42,796508 ice cream Mudah
7 6213 21.019 15.421 0 57.700 0 94.140 9.724.323 915.451.657 8.623.093.829 47,879533 ice cream Mudah
8 2082 36.391 125.621 90.206 40.492 1.288 293.998 3.013.322 885.909.195 9.509.003.024 52,798524 water ice Sulit
9 2019 1.976 30.045 21.083 26.606 1.232 80.942 10.465.654 847.113.582 10.356.116.606 57,502102 ice cream Mudah
10 2022 116.398 18.022 63.995 73.395 159 271.969 2.841.899 772.907.633 11.129.024.239 61,793655 water ice Sulit
11 2076 15.171 22.385 3.575 18.393 7 59.531 10.802.293 643.075.626 11.772.099.865 65,364317 ice cream Sulit
12 2176 8.903 4.248 19.307 26.021 79 58.558 10.121.045 592.666.635 12.364.766.500 68,655085 ice cream Sedang
13 2173 9.559 3.838 15.608 23.020 87 52.112 10.085.603 525.578.926 12.890.345.426 71,57335 ice cream Sedang
14 2028 18.373 2.060 14.553 28.225 370 63.581 8.266.280 525.575.869 13.415.921.295 74,491599 ice cream Sedang
15 6220 4.018 4.421 0 46.372 2 54.813 9.366.697 513.417.231 13.929.338.526 77,342336 ice cream Sedang
16 2056 20.260 18.114 51 19.276 0 57.701 8.838.154 509.970.324 14.439.308.850 80,173935 ice cream Sulit
17 2124 465 3.516 39.237 12.029 117 55.364 8.422.769 466.316.077 14.905.624.927 82,763144 ice cream Mudah
18 6237 9.301 1.528 5.953 36.783 98 53.663 6.575.915 352.885.957 15.258.510.884 84,722535 ice cream Mudah
19 2012 13.665 6.030 5.215 14.121 5 39.036 8.913.122 347.932.185 15.606.443.069 86,654421 ice cream Sulit
20 2046 7.536 1.413 8.216 38.741 85 55.991 6.004.231 336.183.498 15.942.626.567 88,521072 ice cream Mudah
21 2135 1.473 2.333 0 28.441 0 32.247 7.635.444 246.220.544 16.188.847.112 89,888206 ice cream Mudah
22 2084 8.718 9.883 0 10.535 0 29.136 7.892.700 229.961.707 16.418.808.819 91,165063 ice cream Sedang
23 2030 5.032 4.628 0 14.451 6 24.117 9.263.486 223.404.713 16.642.213.532 92,405513 ice cream Sedang
63

64
Tabel 4.11. Analisis Waste Mix Ice Cream Berdasarkan Jenis Mix (lanjutan)
NO KODE PRODUCT
M2 (KG)
M3 (KG)
M4 (KG)
M5 (KG) M6
(KG) TOTAL
(KG) HARGA (RP/Ton)
HARGA WASTE YANG TERBUANG
(RP)
KUMULATIF JENIS MIX
PROSES PENGOL
AHAN JUMLAH %
24 2034 7.297 4.933 0 5.338 1 17.569 11.891.013 208.915.586 16.851.129.117 93,565512 ice cream Sulit
25 2124 288 9.361 0 14.603 23 24.275 8.512.489 206.636.840 17.057.765.957 94,712858 ice cream Mudah
26 2025 21.079 6.042 17.447 19.588 39 64.195 2.841.899 182.434.996 17.240.200.953 95,725825 water ice Sulit
27 2071 3.966 833 3.984 6.872 15 15.670 11.153.836 174.781.726 17.414.982.679 96,696296 water ice Mudah
28 6225 7.479 3.994 17.256 13.686 60 42.475 3.486.040 148.071.118 17.563.053.796 97,518458 water ice Sulit
29 2127 915 4.840 0 10.356 0 16.111 8.241.556 132.779.709 17.695.833.505 98,255714 ice cream Mudah
30 2031 1.061 2.410 0 5.018 0 8.489 8.413.540 71.422.541 17.767.256.046 98,652286 ice cream Mudah
31 6239 634 1.158 2.653 3.377 89 7.911 8.488.015 67.150.809 17.834.406.855 99,025139 ice cream Mudah
32 2047 1.200 2.688 0 3.542 0 7.430 8.700.199 64.642.479 17.899.049.333 99,384065 ice cream Sedang
33 2150 0 529 0 6.198 0 6.727 8.083.970 54.380.866 17.953.430.199 99,686014 ice cream Mudah
34 2061 463 175 868 2.592 0 4.098 8.893.223 36.444.428 17.989.874.627 99,888371 water ice Sulit
35 2059 0 855 0 1.163 0 2.018 8.947.797 18.056.654 18.007.931.282 99,98863 ice cream Mudah
36 2007 0 0 110 241 0 351 3.467.191 1.216.984 18.009.148.266 99,995387 water ice Sulit
37 2081 278 108 388 278 1 1.053 789.270 830.786 18.009.979.051 100 water ice Sulit
18.009.979.051
Berdasarkan Tabel. 4.11. jenis mix yang yang sudah dikelompokkan menggunakan analisis diatas, bisa digolongkan pada mix jenis water ice dan mix
jenis ice cream. Untuk mix water ice secara prosesnya lebih sulit dibandingkan dengan mix jenis ice cream dikarenakan pada jenis mix tersebut
menggunakan pewarna dan perasa yang cukup kuat. Hal ini dikhawatirkan terjadinya kontaminasi silang pada proses pengolahannya terhadap virgin mix.
Sehingga dalam proses pengolahannya membutuhkan treatment dan pengolahan khusus.
Sedangkan pada mix ice cream dengan flavour yang kuat, seperti coffee,tiramizu, manggo juga tidak bisa langsung dicampur dengan mix lainnya. Karena
akan menimbulkan kontaminasi rasa pada mix reworks lainnya.
64

65
Berikut Tabel urutan waste mix ice cream berdasarkan jenis pengolahannya:
Tabel. 4.12. Persentase Jenis Mix Berdasarkan Proses Pengolahan
NO JENIS MIX HARGA MIX YANG DIOLAH
%
1 Mix Ice Cream Pengolahan Mudah & Sedang
13.074.160.780 72,59%
2 Mix Ice Cream Pengolahan Sulit 1.709.893.720 9,49%
3 Mix Water Ice 3.225.924.552 17,91%
TOTAL 18.009.979.051 100,00%
Dari Tabel 4.12, dapat diketahui bahwa waste mix ice cream yang langsung dapat
diolah dan dikategorikan pada pengolahan mudah dan sedang sebesar 72,59%
dengan profit mencapai 13.074.160.780,00. Profit tersebut merupakan potensi
benefit yang diterima oleh perusahaan.
Tabel 4.13 Grafik Persentase Jenis Mix Berdasarkan Proses Pengolahan
Dari Tabel 4.13 grafik persentase dari waste yang akan diolah, yaitu waste jenis ice
cream dengan pengolahan mudah dan sedang sebesar 73% dari waste total. Pada
proses ini tidak memerlukan treatment khusus dalam proses pengolahannya. Dari
73% yang bisa diolah, perusahaan mempunyai potensi untuk mendapatkan benefit
yaitu sekitar 13 miliar setahun.
Dimana benefit dari pemanfaatan pengolahan waste dilkalkulasikan pada
penambahan raw material pada proses pembuatan mix ice cream, sebagai berikut:
Proses pembuatan mix ice cream 2033
Harga mix tersebut dalam 1 ton adalah 9.492.257,00
73%
9%18%
PERSENTASE JENIS PENGOLAHAN
WASTE MIX ICE CREAM
Mix IceCream
Pengolahan Mudah &
Sedang
Mix Ice Cream
Pengolahan Sulit

66
Maka jika proses virgin mix 2033 sebanyak 8 ton adalah :
Harga 8 ton virgin mix = 9.492.257 x 8 = 75.938.056,00
Jika proses pembuatan mix ice cream 2033 ditambahkan dengan mix rework 2 ton,
sebagai berikut :
Mix 2033 = Virgin Mix + Mix Reworks
Harga Mix Rework 2033 = (Harga Virgin Mix 6 ton + Mix Rework 2 ton)
75.938.956 = (6 x 9.0492.257) + Mix Rework 2 ton
Harga Mix Rework 2 Ton = 75.938.956 - 56.953.542
Harga Mix Rework 2 Ton = 18.984.514, 00
Mix Rework akan lebih memberikan benefit yang besar apabila mix tersebut
digunakan pada virgin mix dengan nilai yang lebih besar dari pada mix reworks
tersebut. dan sebaliknya, mix rework akan memberikan benefit yang tidak
maksimal apabila digunakan pada virgin mix yang lebih rendah harganya
dibandingkan dengan mix reworks tersebut.
4.3.1. Analisis Biaya – Net Present Value (NPV)
Untuk melakukan analisa biaya, diperlukan data suku bunga kredit menurut
kelompok bank pada periode 2015, dimana pada bukan Juli, Tahun 2015 suku
bunga kredit investasi pada bank umum sebesar 12,21%. Data tersebut yang
menjadi acuan dalam perhitungan NPV
Tabel 4.14 Suku Bunga Kredit Menurut Kelompok Bank Tahun 2015
Periode BI Rate Bank Swasta Nasional
Bank Asing dan Bank Campuran
Bank Umum
Modal Kerja
Investasi
Konsumsi
Modal Kerja
Investasi
Konsumsi
Modal Kerja
Investasi
Konsumsi
2015
Januari 7,75 13,31 13,02 13,45 10,39 10,59 28,46 12,76 12,29 13,62
Februari 7,50 13,29 13,03 13,51 10,26 10,51 28,59 12,74 12,27 13,68
Maret 7,50 13,36 13,06 13,52 10,26 10,47 28,62 12,82 12,32 13,68
April 7,50 13,25 13,06 13,58 10,23 10,77 28,79 12,75 12,32 13,73
Mei 7,50 13,20 13,02 13,62 10,21 10,75 28,97 12,72 12,30 13,76
Juni 7,50 13,17 13,02 13,67 10,18 10,60 29,13 12,70 12,29 13,82
Juli 7,50 13,03 12,87 13,56 10,30 10,67 28,95 12,63 12,21 13,82
Agustus 7,50
September
(Sumber : Bank Indonesia)
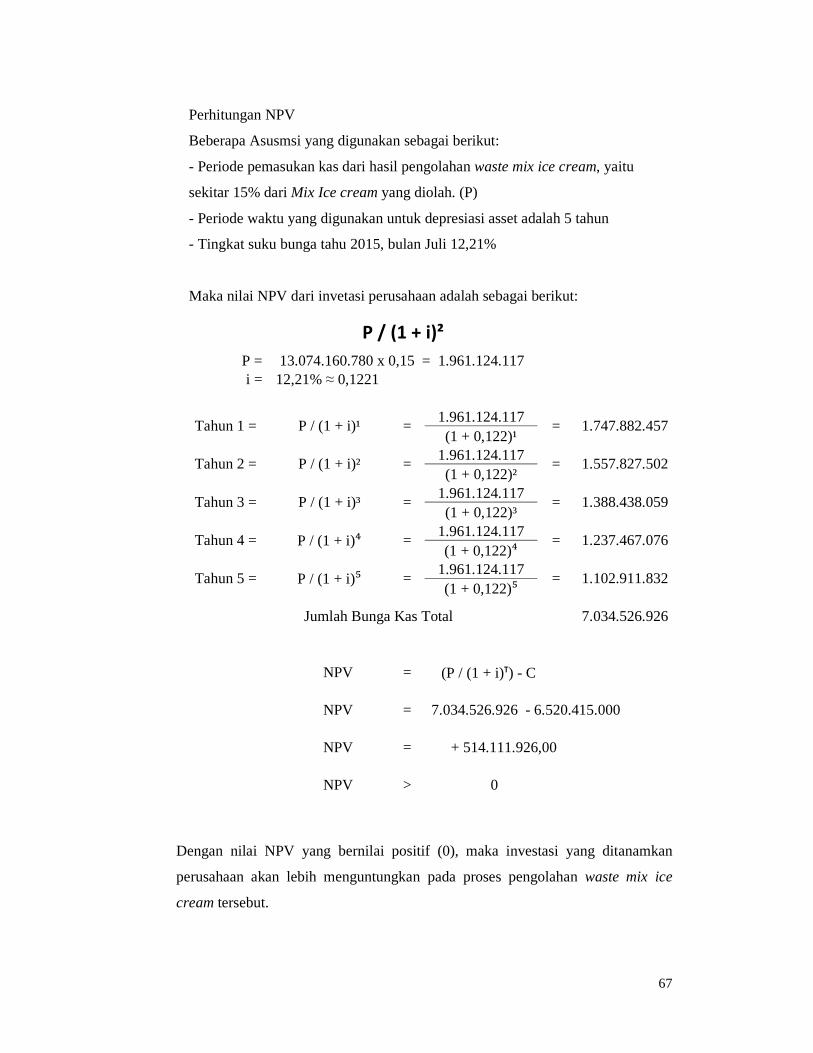
67
Perhitungan NPV
Beberapa Asusmsi yang digunakan sebagai berikut:
- Periode pemasukan kas dari hasil pengolahan waste mix ice cream, yaitu
sekitar 15% dari Mix Ice cream yang diolah. (P)
- Periode waktu yang digunakan untuk depresiasi asset adalah 5 tahun
- Tingkat suku bunga tahu 2015, bulan Juli 12,21%
Maka nilai NPV dari invetasi perusahaan adalah sebagai berikut:
P / (1 + i)²
P = 13.074.160.780 x 0,15 = 1.961.124.117 i = 12,21% ≈ 0,1221
Tahun 1 = P / (1 + i)¹ = 1.961.124.117
= 1.747.882.457 (1 + 0,122)¹
Tahun 2 = P / (1 + i)² = 1.961.124.117
= 1.557.827.502 (1 + 0,122)²
Tahun 3 = P / (1 + i)³ = 1.961.124.117
= 1.388.438.059 (1 + 0,122)³
Tahun 4 = P / (1 + i)⁴ = 1.961.124.117
= 1.237.467.076 (1 + 0,122)⁴
Tahun 5 = P / (1 + i)⁵ = 1.961.124.117
= 1.102.911.832 (1 + 0,122)⁵
Jumlah Bunga Kas Total 7.034.526.926
NPV = (P / (1 + i)T) - C
NPV = 7.034.526.926 - 6.520.415.000
NPV = + 514.111.926,00
NPV > 0
Dengan nilai NPV yang bernilai positif (0), maka investasi yang ditanamkan
perusahaan akan lebih menguntungkan pada proses pengolahan waste mix ice
cream tersebut.

68
4.3.2. Analisis Biaya – Payback Period (PP)
Perhitungan Payback Period (PP)
Payback Period = Nilai Investasi
Total Revenue
Dari data sebelumnya:
Nilai Investasi = 6.520.415.000,00
Total Revenue yang diharapkan dari pengolahan waste adalah 15% dari harga
totalnya = 13.074.160.780 x 0,15 = 1.961.124.117,00
(Total harga waste yang bisa diolah)
Payback Period = Nilai Investasi
Total Revenue
Payback Period = 6.520.415.000,00
1.961.124.117,00
Payback Period = 3.324 (Tahun)
Payback Period = 3,4 (Tahun)
Dari perhitungan Payback Period yang sudah dilakukan, bahwa investasi yang
ditanamkan oleh perusahaan untuk pengolahan waste mix ice cream lebih
menguntungkan, dimana dalam waktu 3,4 Tahun nilai investasi tersebut dapat
mendapatkan keuntungan.
4.4. Analisis Dampak Lingkungan
Sesuai dengan ketentuan Undang-undang No. 27 Tahun 1999, tentang perlindungan
dan pengelolaan lingkungan hidup. Analisis Mengenai Dampak Lingkungan
(AMDAL) merupakan sebuah kajian mengenai dampak penting suatu usaha dan
atau suatu kegiatan yang direncanakan ada lingkungan hidup yang dperlukan bagi

69
proses pengambilan keputusan tentang penyelengaraan usaha dan atau kegiatan.
Kajian terhadap AMDAL, digunakan untuk mengkaji dampak positif dan negatif
dari suatu kegiatan atau project serta untuk memutuskan bahwa kegiatan atau
project tersebut layak atau tidak layak lingkungan.
4.4.1. Analisis Dampak Lingkungan – Analisis Terhadap Lingkungan Sekitar
Pada AMDAL terhadap lingkungan sekitar, dari adanya kegiatan proses
pengolahan waste yang dijadikan sebagai raw material harus sesuai dengan
ketentuan pemerintah. Oleh sebab itu, setiap kegiatan proses pada proses
pengolahan tersebut tidak diperbolehkan untuk menimbulkan dampak negatif
terhadap lingkungan sekitar.
Dari proses pengolahan waste mix ice cream ini, dapat menimbulkan beberapa
dampak positif dan negatif, yaitu dampak dari aspek fisik, kimia, biologi dan lain-
lainnya. Salah satu contoh dampak negatif akibat dari proses pengolahan waste mix
ice cream adalah penggunaan bahan kimia untuk proses cleaning peralatan-
peralatan pengolahan waste mix ice cream tersebut. Untuk mengurangi akibat
dampak negatif tersebut, yaitu dengan memastikan bahwa semua bahan kimia yang
digunakan tidak mencemari lingkungan sekitar dan masih bisa dikendalikan. Salah
satu contoh pengendalian dampak negatif tersebut yaitu dengan memisahkan open
drain dan closed drain, dimana untuk bahan kimia tersebut dikendalikan pada jalur
closed drain dan diminimalisir pada proses WWTP.
4.4.2. Analisis Dampak Lingkungan – Proses Pengolahan Pada Pihak Ketiga
Dari proses pengolahan waste mix ice cream, masih ada waste yang belum bisa
diolah dan dilakukan treatment sendiri. Dalam hal ini membutuhkan support dari
pihak ketiga untuk proses pembuangan dan pengolahannya. Akan tetapi tetap harus
diawasi dan dikendalikan agar tidak terjadi proses penyelewengan pada
pengolahannya.

70
Dari proses pengolahan pihak ketiga bisa dibagi menjadi 2 bagian:
1. Proses pengolahan pada Limbah mix ice cream pada area WWTP
Dengan adanya proses treatment sendiri pada perusahaan, maka banyak
juga waste lumpur dari endapan proses pengolahan waste mix ice cream.
Dengan bekerja sama dengan pihak ketiga, limbah bekas endapan waste mix
ice cream dapat diolah kembali menjadi bahan baku pembuatan semen
industri. Dimana proses ini merupakan proses pengolahan limbah oleh
pihak ketiga dengan menghilangkan dan mengurangi sifat bahaya dan sifat
racunnya.
2. Prose pengolahan pada limbah mix ice cream – waste
Dari semua waste yang belum semuanya diolah, diperlukan proses
pembuangan yang sesuai dengan ketentuan dari pemerintah. Sehingga peran
pihak ketiga pada proses ini menjadi penting. Dari waste M2, M3, M4, M5
dan M6 yang dibuang tersebut, semuanya diserahkan pada pihak ketiga
yang sudah tervalidasi mampu mengendalikan sifat bahaya dari waste yang
terbuang.
Salah satu contoh pengendalian dari waste yang terbuang adalah
pemanfaatan limbah mix ice cream menjadi pupuk/ kompos dan limbah M6
dari sampah produksi bisa diolah kembali menjadi kerajinan tangan yang
mempunyai nilai ekonomis.

71
BAB V
SIMPULAN DAN SARAN
5.1. Simpulan
Setelah melakukan analisa kelayakan pada proses pengolahan pada waste mix ice
cream pada analisa teknis, biaya dan dampak lingkungan sekitar, maka diperoleh
hasil sebagai berikut :
- Untuk pengadaan fasilitas pengolahan waste mix ice cream lebih
menguntungkan perusahaan, dimana nilai NPV > 0 dan dengan Payback
Period selama 3,4 Tahun.
- Dengan proses pengolahan waste mix ice cream tersebut, perusahaan
berpotensi mendapatkan benefit 13 Miliar setahun dan menghilangkan
potensi kerugian raw material sebesar 18 Miliar setahun.
5.2. Saran
Dari proses penelitian yang dilakukan dan agar mendapatkan hasil yang optimal
maka kami menyarankan beberapa rekomendasi sebagai berikut:
- Adanya penelitian lebih lanjut pada perbaikan – perbaikan mesin produksi
untuk mengurangi waste yang terjadi.
- Adanya penelitian lebih lanjut untuk pengolahan waste mix water ice
sebagai raw material atau sebagai mix ice cream kembali.

72
DAFTAR PUSTAKA
CEM Corporation. SMART TRAC II – Rapid Analysis System. United States. (Diunduh Juli 2015)
Edwards, John C. Principles of NMR. Process NMR Associates LLC, 87A Sand Pit Rd, Danbury CT 06810, 2003, retrieved from http://process-nmr.com/pdfs /NMR%20Overview.pdf pada 20 Juli 2015. Giatman. M. Ekonomi Teknik. PT. Raja Grafindo Persada. Jakarta. 2006. Harahap, Sofyan Syafri. Teori Akuntansi. PT Raja Grafindo Persada. Jakarta. 1997.
Husnan, Suad, Suwarsono Muhammad. Studi Kelayakan Proyek Bisnis, Edisi ke-5, UPP STIM YKPN, Yogyakarta. 2008.
Mardalis. Metode Penelitian Suatu Pendekatan Proposal. Bumi Aksara. Jakarta. 1995.
Modul-modul Training. Ice Cream Technology. PT. ILU Indonesia Tbk – Ice Cream Factory.2012.
Setyaningsih, Dwi, Anton Apriyantono, Maya Puspita Sari. Analisis Sensori Untuk Industri Pangan dan Agro. Institut Pertanian Bogor, 2010.
Thaheer, Hermawan. Sistem Manajemen Hazard Analysis Critical Control Points (HACCP), Penerbit Bumi Aksara, Jakarta, 2005.