studi pengaruh temperatur pemasukan dan …/studi... · komposisi pasir cetak yang baik biasanya...
TRANSCRIPT

STUDI PENGARUH TEMPERATUR PEMASUKAN DAN PENARIKAN
BATANG PENGADUK TERHADAP PEMBENTUKAN STRUKTUR
PADA PROSES
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
STUDI PENGARUH TEMPERATUR PEMASUKAN DAN PENARIKAN
BATANG PENGADUK TERHADAP PEMBENTUKAN STRUKTUR GLOBULAR
PADA PROSES RHEOCASTING
Oleh :
JOKO SUSILO
NIM : I 0404044
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
2010
20
STUDI PENGARUH TEMPERATUR PEMASUKAN DAN PENARIKAN
BATANG PENGADUK TERHADAP PEMBENTUKAN STRUKTUR
21
BAB I
PENDAHULUAN
1.1 Latar belakang masalah
Akhir-akhir ini perkembangan dunia otomotif, khususnya industri mobil sangat
meningkat. Untuk mendapatkan perhatian dari konsumen maka terjadi persaingan
dalam pengembangan sistem teknologi untuk penghematan bahan bakar. Disamping itu
dengan adanya standar kebijakan pengurangan emisi gas, maka penghematan konsumsi
bahan bakar penting untuk semua produsen mobil.
Sakurai (2008) menyatakan bahwa berbagai langkah diambil untuk mengurangi
konsumsi bahan bakar termasuk dengan menerapkan sistem hybrid atau menggunakan
mesin diesel. Tetapi cara yang paling efektif yaitu dengan menurunkan berat dari
kendaraan. Pengurangan berat kendaraan sampai 100 kg dapat menurunkan konsumsi
bahan bakar 1 l/km. Untuk menerapkan cara diatas maka dibutuhkan material yang
ringan untuk menggantikan material baja yang selama ini telah banyak digunakan. Tren
yang terbaru adalah penggunaan aluminium alloy dalam bidang otomotif. Aluminium
memiliki beberapa keunggulan antara lain: lebih ringan, lebih ulet, mampu bentuknya
baik, tidak mudah terkorosi dan titik leburnya rendah. Proses pengolahan bahan baku
aluminium menjadi benda coran dalam dunia industri saat ini mengarah pada teknologi
semisolid forming.
Proses semisolid forming adalah proses pengerjaan logam yang dilakukan dalam
kondisi campuran fasa cair dan padat (semisolid atau semiliquid). Pada proses semisolid
forming ini diperlukan bahan baku paduan logam yang berstruktur mikro globular.
Bahan baku dengan struktur mikro globular membutuhkan gaya pembentukan yang
lebih kecil jika dibandingkan dengan struktur mikro dendritik. Untuk memperoleh bahan
baku paduan logam yang berstruktur mikro globular tersebut salah satunya dengan
menggunakan metode rheocasting. Proses semisolid forming memiliki kelebihan
dibandingkan dengan proses pengecoran dan pembentukan secara konvensional. Hal ini
22
karena dengan menggunakan proses semisolid forming, bentuk produk dapat dibuat
relatif kompleks dan gaya pembentukannya relatif lebih kecil. Selain itu proses semisolid
forming juga memiliki kelebihan karena cacat porositas yang relatif rendah sehingga
diperoleh sifat mekanik yang lebih baik (Winterbottom, 2000).
Surdia (2000) menyatakan Rheocasting merupakan teknik pengecoran yang
memberikan perlakuan pada logam cair sebelum menjadi benda coran dalam mesin cor
cetak. Proses yang dilakukan yaitu dengan memutar logam cair yang sedang membeku
agar butir-butir dendrit terpotong sehingga terbentuk butir baru yang bulat (globular).
Proses rheocasting dipengaruhi beberapa faktor antara lain: bahan dan diameter
pengaduk, kecepatan putar pengaduk, temperatur pemasukan dan penarikan batang
pengaduk.
1.2. Perumusan masalah
Bagaimana pengaruh temperatur pemasukan dan penarikan batang pengaduk
terhadap pembentukan struktur globular pada proses rheocasting.
1.3 Batasan masalah
Untuk menentukan arah penelitian yang baik, permasalahan dibatasi hal-hal
berikut ini;
1. Bahan penelitian adalah velg bekas roda mobil paduan Al-Si.
2. Batang pengaduk terbuat dari poros baja karbon rendah dengan diameter 20
mm.
3. Batang pengaduk tidak diberikan preheat atau dalam temperatur kamar.
4. Cetakan terbuat dari pipa baja berdiameter 55 mm
5. Cetakan tidak diberikan preheat atau dalam temperatur kamar.
6. Variasi temperatur pemasukan batang pengaduk 635oC, 645oC dan 655oC
7. Variasi temperatur penarikan batang pengaduk 600oC, 610oC dan 618oC
8. Kecepatan pengadukan 200 rpm
23
9. Media quenching yang digunakan air suhu kamar.
10. Logam coran di-quench pada temperatur 585oC.
11. Pengujian yang dilakukan hanya pengamatan struktur mikro.
1.4 Tujuan dan manfaat
Tujuan dari penelitian ini adalah :
1. Mengetahui pengaruh temperatur pemasukan batang pengaduk terhadap faktor
bentuk.
2. Mengetahui pengaruh temperatur penarikan batang pengaduk terhadap faktor
bentuk.
Manfaat dari penelitian ini adalah :
1. Menambah pengetahuan dalam bidang pengecoran semi-solid aluminium
khususnya rheocasting.
2. Menambah pengetahuan tentang analisa struktur mikro.
3. Menambah pengetahuan dalam pemanfaatan kembali paduan Al-Si yang
didapatkan dari velg mobil bekas.
1.5 Sistematika penulisan
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut :
BAB I : Pendahuluan, menjelaskan tentang latar belakang masalah, perumusan
masalah, batasan masalah, tujuan penelitian serta sistematika
penulisan.
BAB II : Dasar teori, berisi tinjauan pustaka yang berkaitan dengan studi
pembentukan struktur mikro globular pada sistem rheocasting, dasar
teori tentang proses pengecoran, pembekuan logam, paduan
aluminium, temperatur liquidus-solidus paduan aluminium, struktur
mikro, metode rheocasting.

24
BAB III : Metodologi penelitian menjelaskan bahan penelitian, alat penelitian,
langkah penelitian, teknik analisa data dan diagram alir penelitian.
BAB IV : Data dan analisa, menjelaskan data hasil penelitian serta analisa hasil
dari perhitungan.
BAB V : Penutup, berisi tentang kesimpulan dan saran.
BAB II
LANDASAN TEORI
2.1 Tinjauan pustaka
Ivanchev (2006) menyatakan ada dua teknologi semi solid metal (SSM) yaitu
thixocasting dan rheocasting. Pada teknologi thixocasting menggunakan bahan baku
utamanya billet dengan struktur mikro butir non-dendritik. Proses thixocasting di awali
dengan pemanasan billet dalam mesin induksi sesuai temperatur yang diinginkan untuk
menghasilkan semi-solid billet. Selanjutnya semi-solid billet diinjeksikan ke dalam
cetakan logam dengan mesin die casting. Sedangkan proses rheocasting terdiri dari
pengadukan logam cair pada temperatur semi solid untuk mengahasilkan semi solid
metal dengan struktur mikro globular. Selanjutnya semisolid metal diinjeksikan kedalam
cetakan logam. Proses rheocasting memiliki beberapa keunggulan dibandingkan
thixocasting antara lain : prosesnya lebih sederhana, scrap yang tidak terpakai dapat
digunakan kembali sebagai bahan baku, dan biayanya lebih murah.

25
Martinez, dkk (2000) menyatakan bahwa sebagian besar dalam penelitian
terhadap paduan aluminium, dilakukan peleburan dalam dapur induksi (induction
furnace) pada suhu 856oC-875oC. Kemudian logam cair dituang ke dalam rongga cetakan
dalam kondisi telah mengalami drop temperature hingga temperatur menjadi 700oC-
800oC. Untuk mengurangi timbulnya thermal shock, cetakan permanen (permanent
mould) sebelumnya dilakukan pemanasan awal (preheated) pada suhu sekitar 260oC.
Surdia (2000) menyatakan Rheocasting merupakan teknik pengecoran yang
memberikan perlakuan pada logam cair sebelum menjadi benda coran dalam mesin cor
cetak. Proses yang dilakukan yaitu dengan memutar logam cair yang sedang membeku
agar butir-butir dendrit terpotong sehingga terbentuk butir baru yang bulat (globular).
Struktur mikro logam coran terdiri dari butir-butir kristal primer non dendrit berbentuk
bulat dikelilingi fasa eutektik. Perubahan struktur mikro ini memberikan sifat-sifat coran
terutama sifat mekanik yang lebih baik.
2.2 Dasar teori
2.2.1 Proses Pengecoran
Surdia (2000) pengecoran logam merupakan proses yang melibatkan pencairan
logam, membuat cetakan, menuang, membongkar dan membersihkan coran. Dalam
mencairkan logam dapat digunakan berbagai macam tanur seperti kupola atau tanur
induksi frekuensi rendah dipergunakan untuk besi cor, tanur busur listrik atau tanur
induksi busur tinggi dipergunakan untuk baja cor dan tanur kurs untuk paduan tembaga
atau paduan coran ringan, karena tanur-tanur ini dapat menghasilkan logam yang baik
dan sangat ekonomis untuk pengecoran logam-logam tersebut.
Cetakan biasanya dibuat dengan cara memadatkan pasir. Pasir yang digunakan
adalah pasir alam atau pasir buatan yang mengandung tanah lempung. Kelebihan
menggunakan cetakan pasir adalah mudah dibuat dan tidak mahal. Untuk mendapatkan
komposisi pasir cetak yang baik biasanya dicampur dengan pengikat khusus, seperti
semen, resin furan, resin fenol, atau minyak pengering karena penggunaan zat-zat
4
26
tersebut dapat memperkuat cetakan atau mempermudah pembuatan cetakan. Selain
menggunakan cetakan pasir, dapat juga digunakan cetakan logam.
Pada umumnya logam cair dituangkan dengan pengaruh gaya berat, walaupun
dalam prakteknya sering menggunakan tekanan pada logam cair selama atau setelah
penuangan.
2.2.2 Pembekuan logam
Pada cairan logam murni jika didinginkan secara perlahan maka pembekuan
terjadi pada temperatur yang konstan, temperatur ini disebut titik beku. Dalam
pembekuan logam cair, tumbuhlah inti kristal, kemudian kristal-kristal tumbuh di
sekeliling inti tersebut sampai proses pembekuan berakhir. Ukuran butir kristal
tergantung pada laju pengintian dan pertumbuhan inti. Jika laju pertumbuhan lebih
besar dari laju pengintian maka ukuran butir semakin besar dan jika laju pengintian lebih
besar dari laju pertumbuhan inti maka didapatkan ukuran butir yang halus.
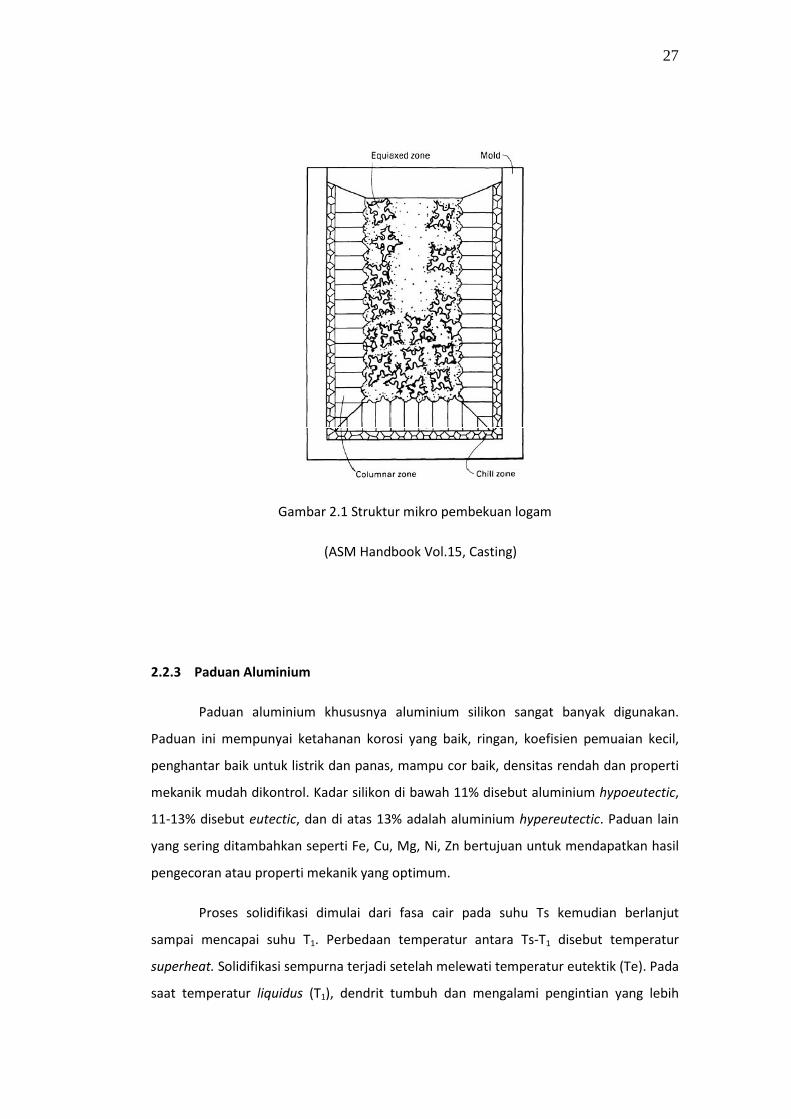
Pembekuan logam dimulai dari bagian yang bersentuhan dengan cetakan, yaitu
ketika panas dari logam cair diserap oleh cetakan sehingga bagian logam yang
bersentuhan dengan cetakan itu mendingin sampai titik beku. Setelah proses itu,
kemudian inti-inti kristal tumbuh. Bagian dalam dari coran mendingin lebih lambat dari
pada bagian luar, sehingga kristal-kristal tumbuh dari inti asal mengarah ke bagian
dalam coran dan terbentuklah struktur kolom. Struktur ini muncul dengan jelas apabila
gradien temperatur yang besar terjadi pada permukaan coran besar, umpamanya pada
pengecoran dengan cetakan logam. Sebaliknya pengecoran dengan cetakan pasir
menyebabkan gradien temperatur yang kecil dan membentuk struktur kolom yang tidak
jelas. Struktur kolom dapat terlihat seperti Gambar 2.1 berikut.
27
Gambar 2.1 Struktur mikro pembekuan logam
(ASM Handbook Vol.15, Casting)
2.2.3 Paduan Aluminium
Paduan aluminium khususnya aluminium silikon sangat banyak digunakan.
Paduan ini mempunyai ketahanan korosi yang baik, ringan, koefisien pemuaian kecil,
penghantar baik untuk listrik dan panas, mampu cor baik, densitas rendah dan properti
mekanik mudah dikontrol. Kadar silikon di bawah 11% disebut aluminium hypoeutectic,
11-13% disebut eutectic, dan di atas 13% adalah aluminium hypereutectic. Paduan lain
yang sering ditambahkan seperti Fe, Cu, Mg, Ni, Zn bertujuan untuk mendapatkan hasil
pengecoran atau properti mekanik yang optimum.
Proses solidifikasi dimulai dari fasa cair pada suhu Ts kemudian berlanjut
sampai mencapai suhu T1. Perbedaan temperatur antara Ts-T1 disebut temperatur
superheat. Solidifikasi sempurna terjadi setelah melewati temperatur eutektik (Te). Pada
saat temperatur liquidus (T1), dendrit tumbuh dan mengalami pengintian yang lebih

28
banyak hingga mencapai temperatur eutektik (Te). Bentuk struktur dendrit dapat
terlihat pada akhir pembentukan struktur mikro aluminium. Tetapi pada paduan
aluminium eutektik (11-13% Si), solidifikasi terjadi pada temperatur eutektik. Pada
temperatur eutektik semua sisa liquid akan membeku menjadi aluminium-silikon
eutektik dalam paduan biner, terlihat pada Gambar 2.2 berikut.
Gambar 2.2 Diagram fasa paduan Al-Si
(Cook, 1998)
2.2.4 Temperatur liquidus dan solidus paduan aluminium
Dobrzański (2006) menyatakan bahwa paduan aluminium-silikon hypoeutectic
melalui tiga tahap reaksi solidifikasi. Proses solidifikasi dimulai pembentukan dendritik
dan diikuti pembentukan dua fasa utama eutektik.
Temperatur liquidus (TL) adalah temperatur dimana proses solidifikasi dimulai,
sedangkan temperatur setelah proses solidifikasi selesai disebut temperatur solidus (TS).
Temperatur liquidus (TL) dan temperatur solidus (TS) ditentukan dengan cara membuat
29
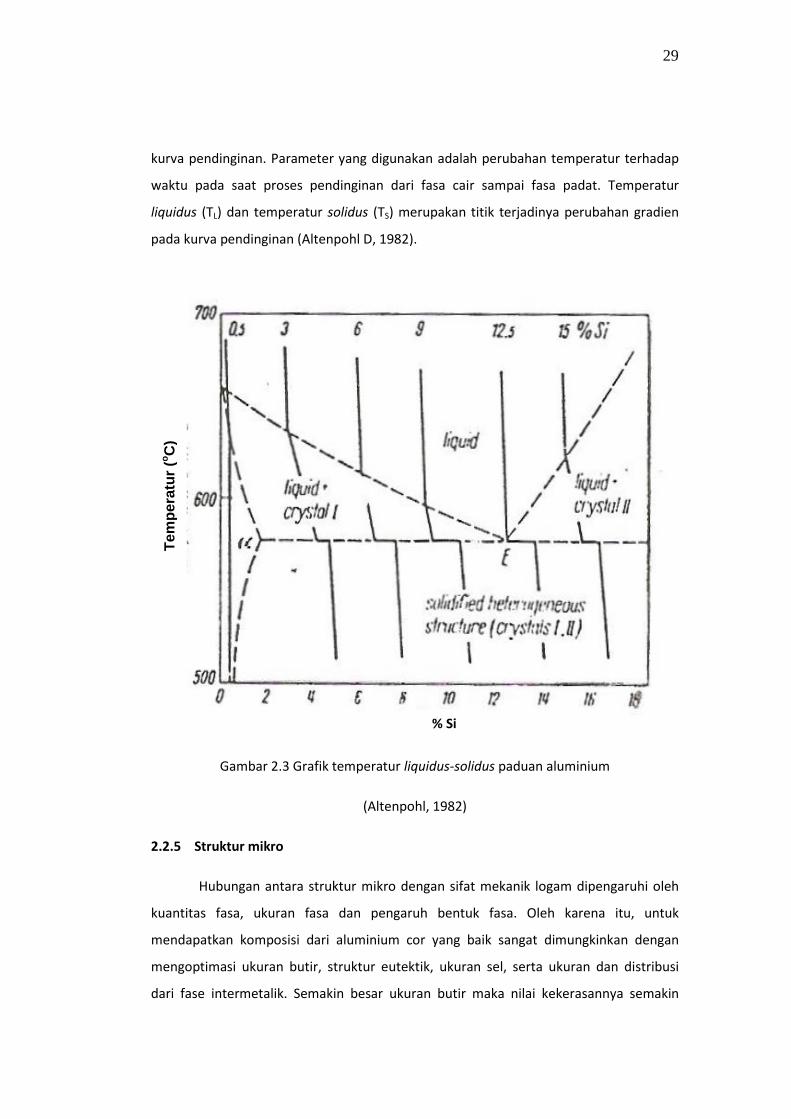
kurva pendinginan. Parameter yang digunakan adalah perubahan temperatur terhadap
waktu pada saat proses pendinginan dari fasa cair sampai fasa padat. Temperatur
liquidus (TL) dan temperatur solidus (TS) merupakan titik terjadinya perubahan gradien
pada kurva pendinginan (Altenpohl D, 1982).
Gambar 2.3 Grafik temperatur liquidus-solidus paduan aluminium
(Altenpohl, 1982)
2.2.5 Struktur mikro
Hubungan antara struktur mikro dengan sifat mekanik logam dipengaruhi oleh
kuantitas fasa, ukuran fasa dan pengaruh bentuk fasa. Oleh karena itu, untuk
mendapatkan komposisi dari aluminium cor yang baik sangat dimungkinkan dengan
mengoptimasi ukuran butir, struktur eutektik, ukuran sel, serta ukuran dan distribusi
dari fase intermetalik. Semakin besar ukuran butir maka nilai kekerasannya semakin
% Si
Tem
per
atu
r (o
C)

30
menurun. Penurunan nilai elongasi yang besar terjadi pada paduan aluminium yang
ditambahkan grain refiner. Sifat mekanik aluminium juga dipengaruhi oleh ukuran sel
dendrit. Tegangan tarik ultimate dan nilai elongasi mengalami penurunan dengan
meningkatnya ukuran sel dendrit. Struktur eutektik dan ukuran sel pada aluminium
paduan terdapat dendrite fibers, yang dapat ditingkatkan sifat mekaniknya melalui
perlakuan panas (Granger dan Elliott, 1998).
Paduan Al-Si memiliki kombinasi karakteristik yang baik antara lain castability,
ketahanan korosi yang baik (good corossion resistance), ketahanan aus (wear
resistance), dan mampu mesin yang baik (machinability).
Hongmin, dkk (2008) melakukan analisa hasil ”Low Superheat Pouring with a
Shear Field in Rheocasting of Aluminium Alloys” dengan menggunakan penurunan
rumus matematis berikut ini:
F = 2
4perimeter
Ap ....................................................(2.1)
A : luasan struktur mikro
F : faktor kebulatan struktur mikro, harga F semakin mendekati 1
semakin bulat struktur mikro tersebut.
2.2.6 Metode Rheocasting
Scamans dan Fan (2005) menyatakan bahwa metode rheocasting digunakan
untuk menghasilkan semi-solid metal. Logam yang dicairkan pada temperatur cair
(liquidus) atau di atas temperatur cair (superheat) akan melewati fasa semi-solid metal
(SSM) sebelum mencapai temperatur solidus. Jika pada fasa semi-solid diberikan gaya
geser berupa putaran maka struktur mikro yang awalnya berbentuk kolumnar atau
dendritik akan terpotong menjadi butir baru yang bulat (globular). Perbedaan struktur
mikro dendritik dan globular diperlihatkan pada Gambar 2.4.

31
Tahap berikutnya dalam metode rheocasting adalah pengadukan. Batang
pengaduk yang digunakan dalam proses rheocasting selain sebagai pengaduk aluminium
cair dari temperatur liquidus hingga solidus juga membantu mempercepat pendinginan
aluminium cair tersebut. Kemampuan mendinginkan logam cair sangat dipengaruhi
difusivitas termal yang dimiliki material batang pengaduk. Selama pengadukan dalam
aluminium cair, gradien temperatur batang pengaduk dapat diminimalisir bergantung
dari difusivitas termal material.
(a) (b)
Gambar 2.4 (a) Struktur mikro dendritik, (b) Struktur mikro globular
(Ivanchev, 2006)
Setelah mengalami pengadukan logam semi-solid kemudian diproses dalam
pengecoran tekanan tinggi (high-pressure die casting). Benda coran yang dihasilkan akan
memiliki kualitas yang lebih baik dibandingkan hasil proses pengecoran tekan
konvensional yang bahan bakunya logam cair. Hal ini disebabkan karena aliran turbulen
lebih sedikit terjadi pada saat logam mengisi cetakan. Dengan demikian komponen yang

32
dihasilkan akan sedikit mengandung gas dan inklusi oksida. Proses rheocasting
diperlihatkan pada Gambar 2.5.
Gambar 2.5 Proses rheocasting (Basner, 2000)
Bahan baku Peleburan Pengadukan Pencetakan
Skrap
33
BAB III
METODE PENELITIAN
3.1 Bahan Penelitian
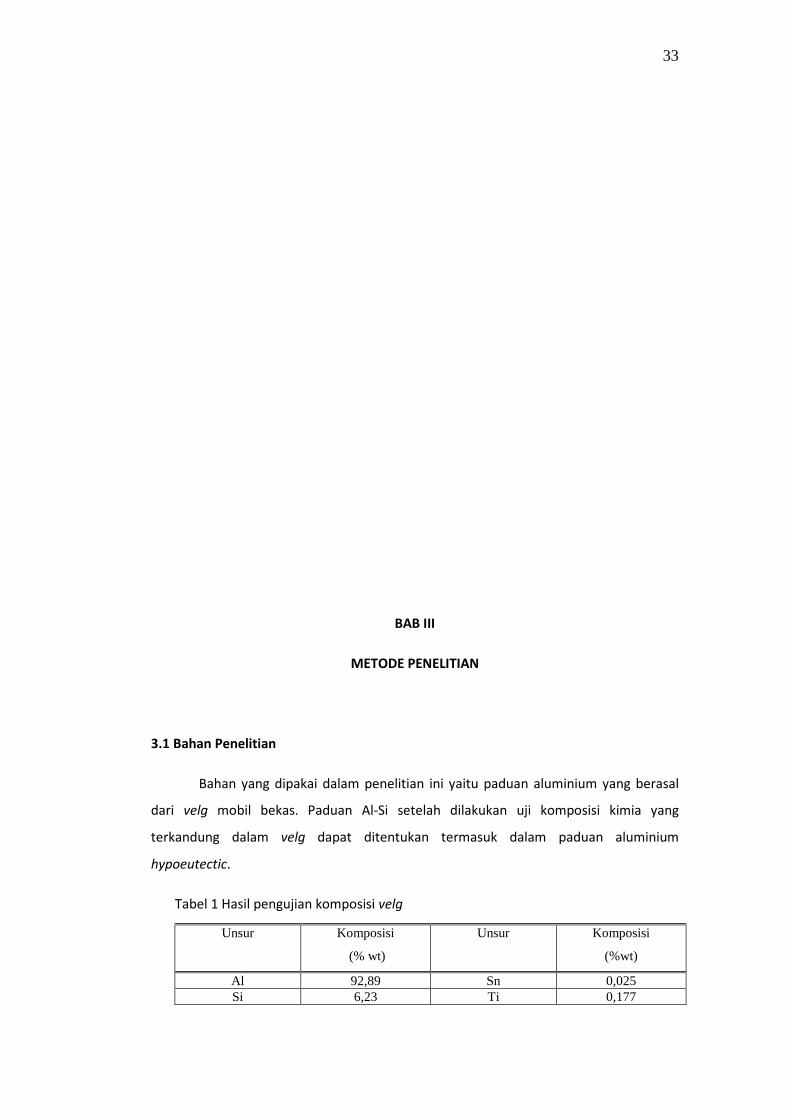
Bahan yang dipakai dalam penelitian ini yaitu paduan aluminium yang berasal
dari velg mobil bekas. Paduan Al-Si setelah dilakukan uji komposisi kimia yang
terkandung dalam velg dapat ditentukan termasuk dalam paduan aluminium
hypoeutectic.
Tabel 1 Hasil pengujian komposisi velg
Unsur Komposisi
(% wt)
Unsur Komposisi
(%wt)
Al 92,89 Sn 0,025 Si 6,23 Ti 0,177

34
Fe 0,178 Pb 0,0012 Cu 0,0017 Be 0,0000 Mn 0,015 Ca 0,0017 Mg 0,411 Sr 0,0360 Cr 0,0041 V 0,0207 Ni 0,0078 Zr 0,0132 Zn 0,0000
3.2 Alat Penelitian
Alat-alat yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Mesin rheocasting sederhana
Mesin rheocasting ini buatan Laboratorium Proses Produksi Teknik
Mesin UNS. Alat ini terdiri dari beberapa bagian utama, yaitu;
a. Bed
Bed ini berfungsi sebagai tempat diletakannya mold dan
isolator panas.
b. Motor listrik
Motor listrik yang digunakan adalah ¼ HP 3 phase.
c. Pully
Pully yang digunakan adalah 2 buah dengan diameter 5 cm
dan 10 cm. Antara pully yang satu dengan yang lain
dihubungkan dengan V-belt.
d. Batang pengaduk
Batang pengaduk berfungsi sebagai media untuk mengaduk
aluminium cair pada cetakan. Batang pengaduk dibuat dari
baja karbon rendah
12

35
Gambar 3.1 Mesin rheocasting sederhana
2. Inverter
Inverter digunakan untuk mengatur kecepatan putar motor.
Pengaturannya dilakukan secara manual dengan potensiometer.
Gambar 3.2 Inverter
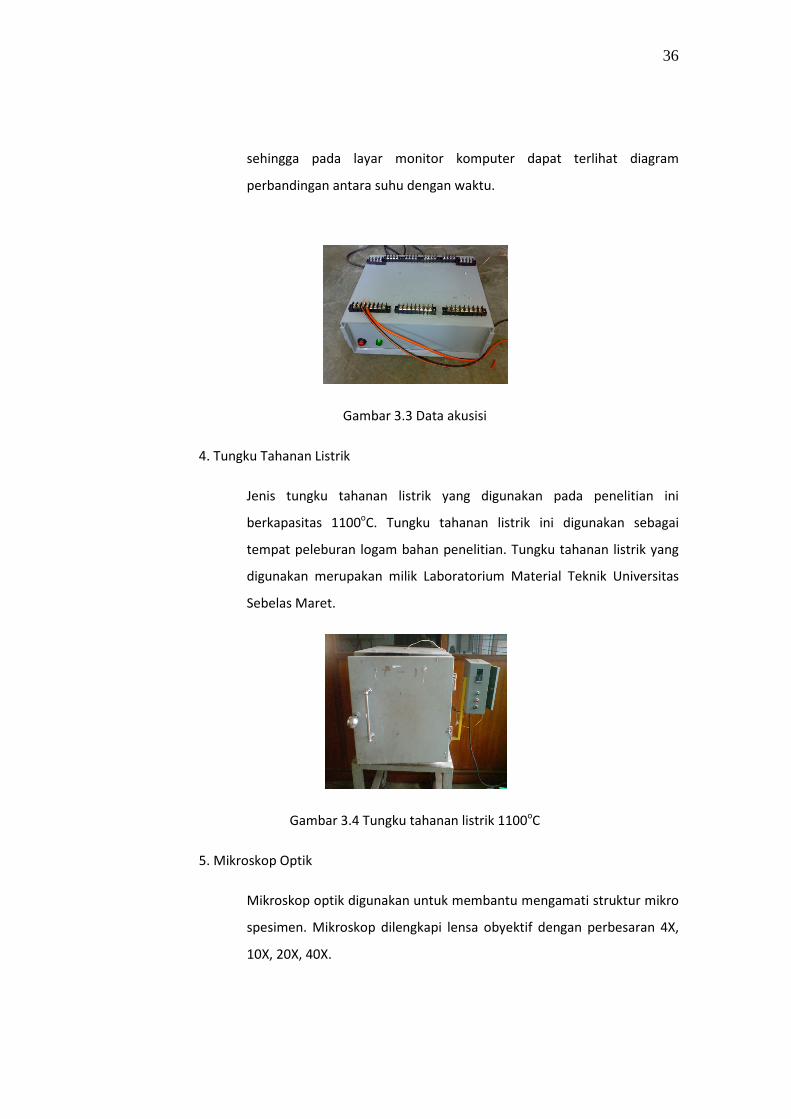
3. Data akusisi
Alat ini digunakan untuk menentukan besarnya temperatur liquidus dan
temperatur solidus dan membantu alat kontrol temperatur. Alat ini
disambungkan dengan CPU pada komputer dan kabel termokopel tipe K,
36
sehingga pada layar monitor komputer dapat terlihat diagram
perbandingan antara suhu dengan waktu.
Gambar 3.3 Data akusisi
4. Tungku Tahanan Listrik
Jenis tungku tahanan listrik yang digunakan pada penelitian ini
berkapasitas 1100oC. Tungku tahanan listrik ini digunakan sebagai
tempat peleburan logam bahan penelitian. Tungku tahanan listrik yang
digunakan merupakan milik Laboratorium Material Teknik Universitas
Sebelas Maret.
Gambar 3.4 Tungku tahanan listrik 1100oC
5. Mikroskop Optik
Mikroskop optik digunakan untuk membantu mengamati struktur mikro
spesimen. Mikroskop dilengkapi lensa obyektif dengan perbesaran 4X,
10X, 20X, 40X.

37
Gambar 3.5 Mikroskop optik
6. Mold
Mold atau cetakan dibuat dari pipa baja dengan diameter 55 mm yang
didesain seperti gambar sehingga memudahkan dalam pengambilan dan
tidak ikut diputar saat pengadukan.
Gambar 3.6 Mold
7. Ladle
Ladle berfungsi sebagai tempat peleburan bahan sekaligus tempat
sebelum logam cair dituang ke dalam mold.
38
Gambar 3.7 Ladle
8. Isolator Panas
Isolator panas terbuat dari pipa baja dan dilapisi batu tahan api sehingga
panas mold saat penuangan logam cair tidak mudah hilang akibat
konveksi udara ruangan.
Gambar 3.8 Isolator panas
9. Termokopel
Termokopel digunakan sebagai sensor temperatur logam cair.
Termokopel yang akan digunakan pada penelitian ini adalah tipe K,
karena termokopel ini mampu mengukur temperatur hingga 1250oC.
10. Perlengkapan bantu
Perlengkapan bantu ini berupa tang panjang yang digunakan saat
pengambilan ladle yang berisi logam cair.
11. Gergaji

39
Gergaji ini digunakan untuk memotong spesimen yang akan diuji
struktur mikronya.
12. Mesin Ampelas
Mesin ini dilengkapi amril dan digunakan untuk menghaluskan
spesimen.
13. Autosol
Autosol digunakan untuk menghilangkan goresan akibat penghalusan
hasil mesin pengampelas.
14. Larutan etsa
Etsa dilakukan sebelum melakukan pengujian struktur mikro, hasil
pengetsaan adalah korosi pada batas butir, sehingga dapat diamati
struktur mikronya. Larutan etsa yang digunakan adalah HF 40% dan air
dengan perbandingan 1:5
3.3 Langkah Penelitian
Tahapan penelitian dilaksanakan sebagai berikut:
1. Memotong velg bekas dengan gerinda potong tangan menjadi
potongan-potongan kecil agar mudah dalam proses peleburan.
2. Melakukan pengujian komposisi kimia velg di Politeknik Manufaktur,
Ceper dengan Spektrometer.
3. Membuat cetakan dari pipa baja berdiameter 55 mm, dan isolator panas
dengan pipa baja yang dilapisi batu tahan api.
4. Melebur potongan velg ke dalam tungku penghantar listrik dengan
temperatur 850oC, ditahan selama 30 menit.
5. Merangkai alat (unit pengaduk, inverter, data akusisi, termokopel,
cetakan, isolator panas dan unit komputer).
6. Menuang aluminium cair ke dalam cetakan

40
7. Menjalankan unit pengaduk dengan kecepatan putar 200 rpm
berdiameter 20 mm.
8. Melakukan pengadukan dengan variasi temperatur pemasukan batang
pengaduk 635oC, 645oC dan 655oC.
9. Melakukan penarikan batang pengaduk dengan variasi temperatur
600oC, 610oC dan 618oC.
10. Meng-quenching logam coran pada temperatur 585oC ke dalam air
11. Memotong logam coran pada daerah di sekeliling dan di bawah
pengaduk.
12. Menghaluskan spesimen dengan mesin amplas dengan kekasaran
bertahap mulai 250, 600, 1000 dan 1200.
13. Memoles spesimen dengan autosol hingga mengkilap.
14. Membuat larutan etsa yang terdiri dari HF 40% dan air dengan
perbandingan 1:5.
15. Memasukkan spesimen ke dalam larutan etsa selama 15 detik.
16. Mengamati spesimen di bawah mikroskop optik.
17. Mengukur luas, diameter dan keliling dengan software Image Pro-Plus 6.
18. Menghitung rata-rata dan standar deviasi data diameter, faktor bentuk
dari masing-masing data.
19. Menyajikan data dalam histogram dan menganalisa
3.4 Teknik Analisa Data
Data yang diperoleh adalah struktur mikro dari berbagai variasi parameter
penelitian. Dari gambar struktur mikro, selanjutnya diolah lebih lanjut untuk
mendapatkan ukuran butir dan faktor bentuk. Ukuran butir ini dapat diketahui dengan
menggunakan program image pro plus. Parameter yang dapat diperoleh dari program ini
untuk menentukan faktor bentuk adalah luasan struktur mikro dan keliling (perimeter).

41
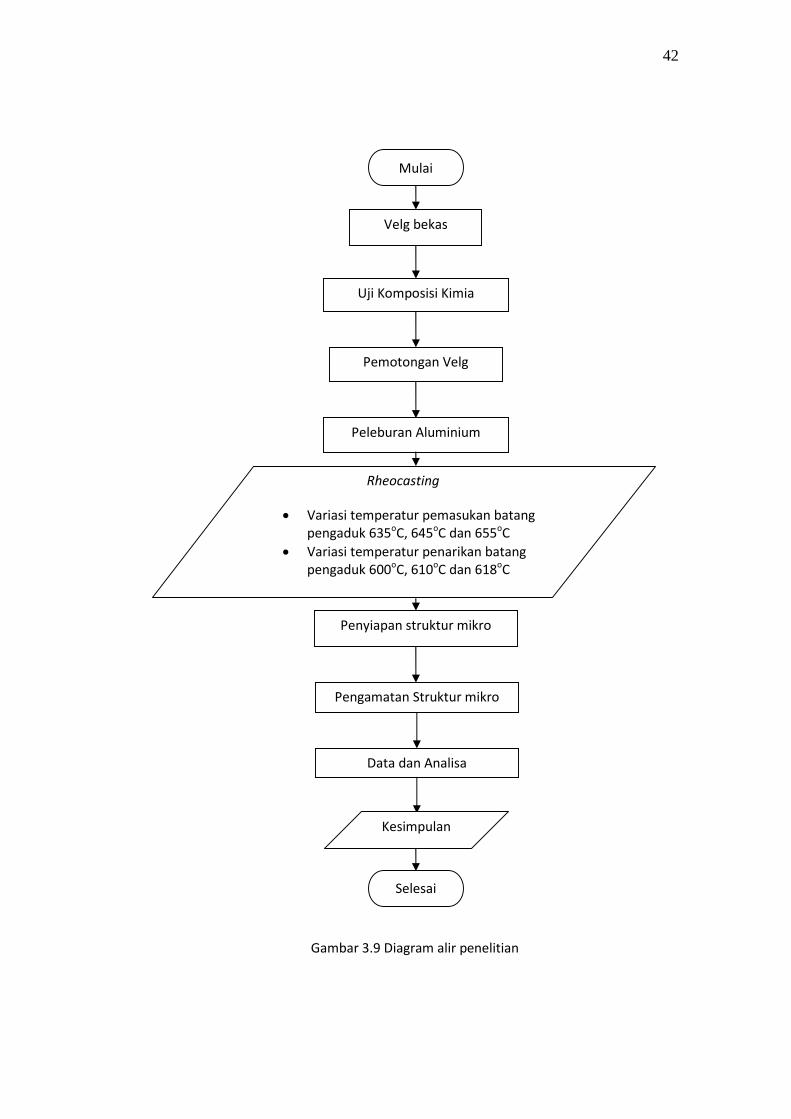
3.5 Diagram Alir Penelitian
42
Gambar 3.9 Diagram alir penelitian
Uji Komposisi Kimia
Velg bekas
Pemotongan Velg
Peleburan Aluminium
Penyiapan struktur mikro
Pengamatan Struktur mikro
Data dan Analisa
Selesai
Mulai
Rheocasting
· Variasi temperatur pemasukan batang pengaduk 635oC, 645oC dan 655oC
· Variasi temperatur penarikan batang pengaduk 600oC, 610oC dan 618oC
Kesimpulan

43
BAB IV
DATA DAN ANALISA
4.1 Temperatur Solidus-Liquidus
Temperatur solidus-liquidus merupakan parameter yang digunakan untuk
menentukan range temperatur semi-solid sehingga pengadukan pada proses
rheocasting dapat dilakukan pada fasa semi-solid aluminium dengan tepat. Penentuan
temperatur ini dilakukan menuang aluminium cair pada CEmeter-cup, yang dihubungkan
pada data akusisi sehingga dapat tercatat penurunan temperatur logam cair.
Gambar 4.1 Grafik temperatur solidus-liquidus
Berdasarkan Gambar 4.1 dapat ditentukan bahwa Tsolidus bahan baku
penelitian berkisar 580oC dan Tliquidus berkisar pada temperatur 620oC.
4.2 Hasil rheocasting
Benda coran pada penelitian ini terdapat bekas batang pengaduk. Bekas ini
diakibatkan oleh perbedaan temperatur yang besar antara logam cair dan batang
pengaduk. Hal ini mengakibatkan terbentuknya lapisan padat antara batang pengaduk
Temperatur Solidus-Liquidus
0100200300400500600700800900
0 500 1000 1500 2000
waktu (s)
Suhu
(c)
Tliquidus=620oC
Tsolidus=580oC
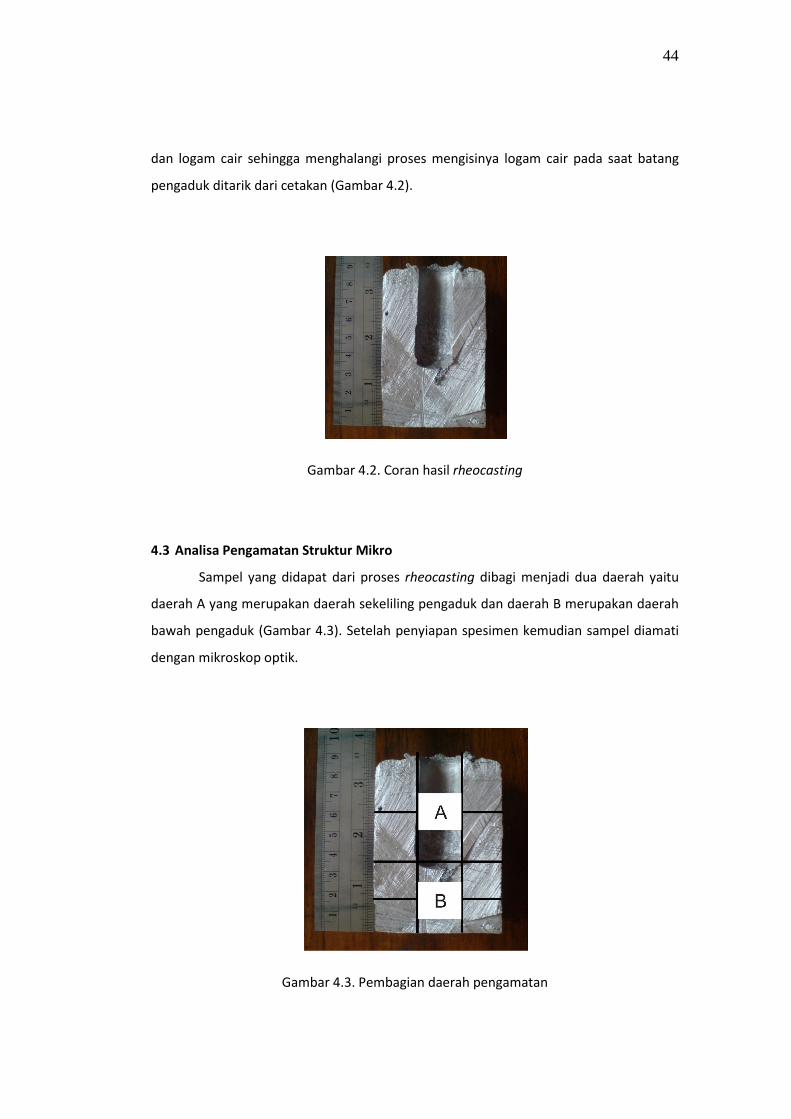
44
dan logam cair sehingga menghalangi proses mengisinya logam cair pada saat batang
pengaduk ditarik dari cetakan (Gambar 4.2).
Gambar 4.2. Coran hasil rheocasting
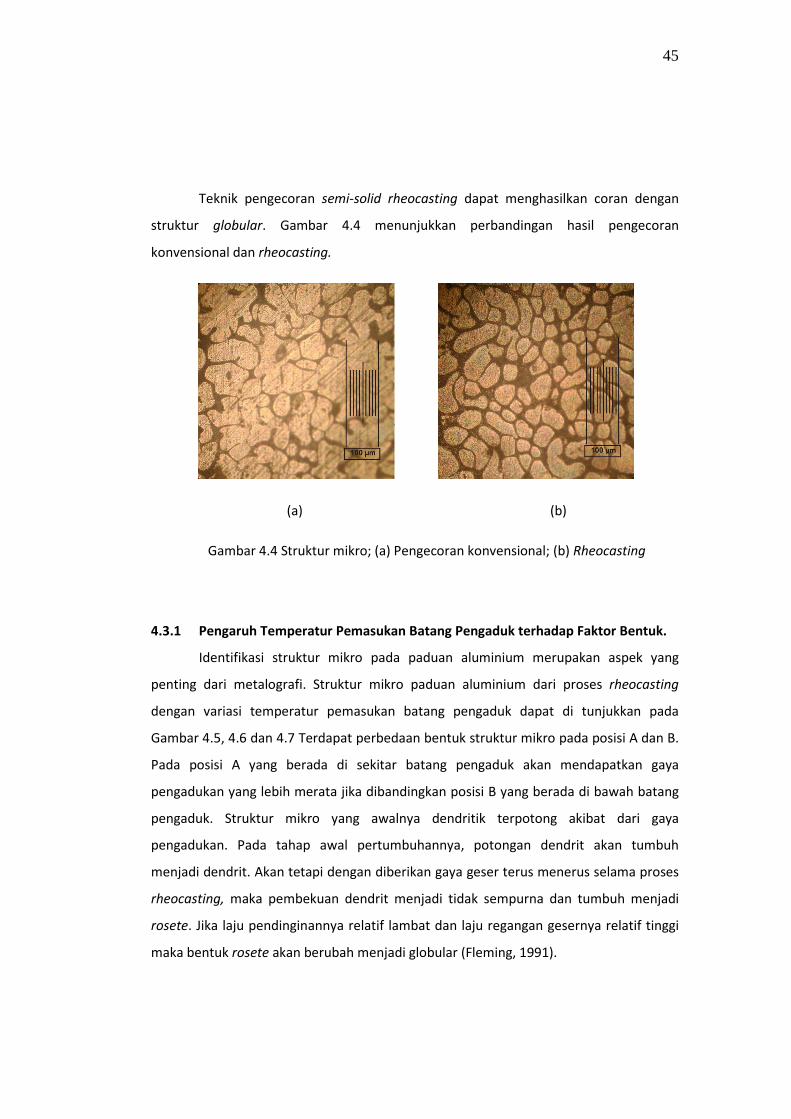
4.3 Analisa Pengamatan Struktur Mikro
Sampel yang didapat dari proses rheocasting dibagi menjadi dua daerah yaitu
daerah A yang merupakan daerah sekeliling pengaduk dan daerah B merupakan daerah
bawah pengaduk (Gambar 4.3). Setelah penyiapan spesimen kemudian sampel diamati
dengan mikroskop optik.
Gambar 4.3. Pembagian daerah pengamatan
45
Teknik pengecoran semi-solid rheocasting dapat menghasilkan coran dengan
struktur globular. Gambar 4.4 menunjukkan perbandingan hasil pengecoran
konvensional dan rheocasting.
(a) (b)
Gambar 4.4 Struktur mikro; (a) Pengecoran konvensional; (b) Rheocasting
4.3.1 Pengaruh Temperatur Pemasukan Batang Pengaduk terhadap Faktor Bentuk.
Identifikasi struktur mikro pada paduan aluminium merupakan aspek yang
penting dari metalografi. Struktur mikro paduan aluminium dari proses rheocasting
dengan variasi temperatur pemasukan batang pengaduk dapat di tunjukkan pada
Gambar 4.5, 4.6 dan 4.7 Terdapat perbedaan bentuk struktur mikro pada posisi A dan B.
Pada posisi A yang berada di sekitar batang pengaduk akan mendapatkan gaya
pengadukan yang lebih merata jika dibandingkan posisi B yang berada di bawah batang
pengaduk. Struktur mikro yang awalnya dendritik terpotong akibat dari gaya
pengadukan. Pada tahap awal pertumbuhannya, potongan dendrit akan tumbuh
menjadi dendrit. Akan tetapi dengan diberikan gaya geser terus menerus selama proses
rheocasting, maka pembekuan dendrit menjadi tidak sempurna dan tumbuh menjadi
rosete. Jika laju pendinginannya relatif lambat dan laju regangan gesernya relatif tinggi
maka bentuk rosete akan berubah menjadi globular (Fleming, 1991).

46
Temperatur pemasukan batang pengaduk akan mempengaruhi efek gaya
pengadukan pada aluminium cair. Gaya pengadukan akan lebih efektif memotong
struktur dendrit pada temperatur semi-solid, sehingga temperatur pemasukan batang
pengaduk harus dimulai di atas temperatur semi-solid.
VariasiTemperatur
Pemasukan Batang Pengaduk
(oC)
A
B
635-600
645-600
655-600
Gambar 4.5 Struktur mikro dengan variasi temperatur pemasukan batang pengaduk 635 oC, 645 oC dan 655 oC sedangkan temperatur penarikan batang pengaduk 600 oC.

47
VariasiTemperatur
Pemasukan Batang Pengaduk
(oC)
A
B
635-610
645-610
655-610
Gambar 4.6 Struktur mikro dengan variasi temperatur pemasukan batang pengaduk 635 oC, 645 oC dan 655 oC sedangkan temperatur penarikan batang pengaduk 610 oC.
48
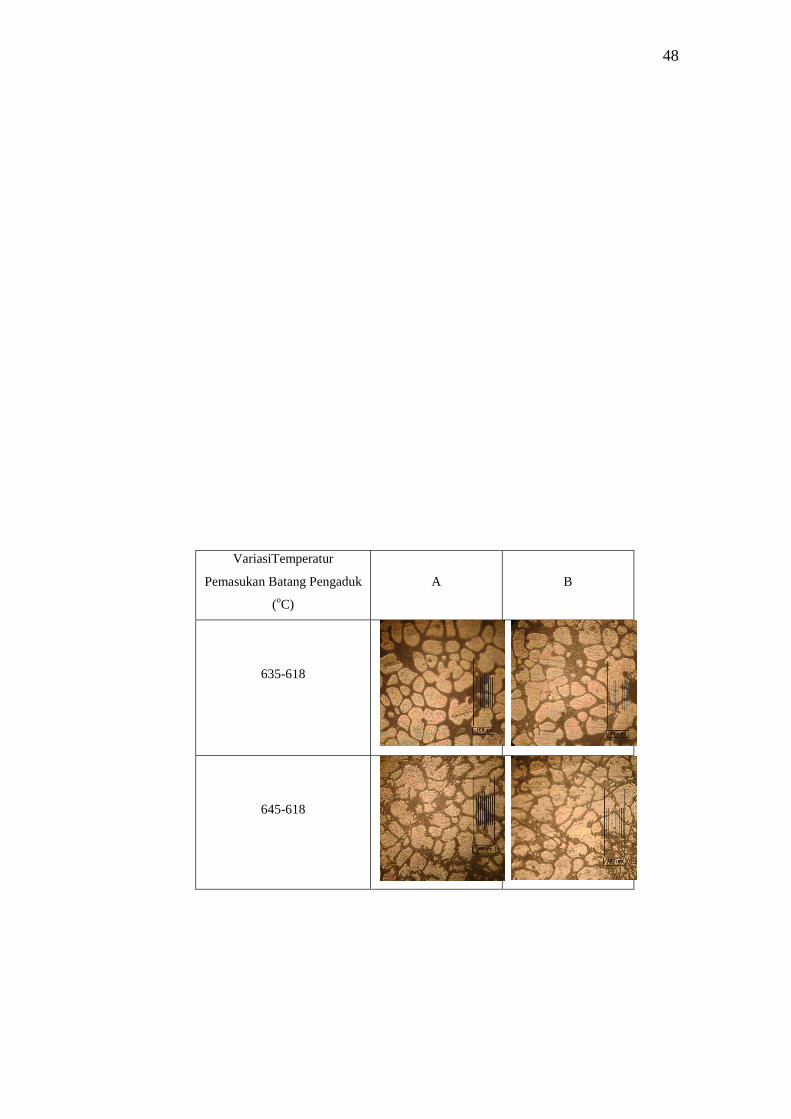
VariasiTemperatur
Pemasukan Batang Pengaduk
(oC)
A
B
635-618
645-618

49
655-618
Gambar 4.7 Struktur mikro dengan variasi temperatur pemasukan batang pengaduk 635 oC, 645 oC dan 655 oC sedangkan temperatur penarikan batang pengaduk 618 oC.
Pengaruh temperatur pemasukan batang pengaduk terhadap nilai faktor bentuk
di daerah A dan B dapat ditunjukkan pada Gambar 4.8, 4.9 dan 4.10. Dari tiap variasi
temperatur pemasukan batang pengaduk menunjukkan bahwa semakin tinggi
temperatur pemasukan batang pengaduk diperoleh butir dengan nilai faktor bentuk
yang semakin rendah. Hal ini disebabkan karena kecenderungan untuk terbentuknya
struktur globular dipengaruhi oleh superheat. Temperatur superheat adalah temperatur
di atas temperatur liquid. Pengaruhnya adalah semakin rendah superheat akan
menghasilkan struktur yang semakin globular (Zhu, dkk, 2001). Jadi proses pengadukan
pada rheocasting lebih efektif dilakukan mendekati temperatur semi-solid. Dari variasi
yang dilakukan didapatkan temperatur pemasukan batang pengaduk yang menghasilkan
faktor bentuk paling tinggi adalah pada temperatur 635 oC.
0.66 0.65 0.645
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.635 0.631 0.622
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
645 655 635 645 655 635 TEMPERATUR PEMASUKAN (oC) TEMPERATUR PEMASUKAN (oC)

50
(a) Daerah A (b) Daerah B
Gambar 4.8 Grafik harga F variasi temperatur pemasukan batang pengaduk
dengan temperatur penarikan 600 oC.
(a) Daerah A (b) Daerah B
Gambar 4.9 Grafik harga F variasi temperatur pemasukan batang pengaduk
dengan temperatur penarikan 610 oC.
(a) Daerah A (b) Daerah B
0.638 0.631 0.624
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.6160.599 0.595
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.621 0.6120.587
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.601 0.597 0.58
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
635 645 655 655 645 635
635 645 655 635 645 655 TEMPERATUR PEMASUKAN (oC) TEMPERATUR PEMASUKAN (oC)
TEMPERATUR PEMASUKAN (oC) TEMPERATUR PEMASUKAN (oC)

51
Gambar 4.10 Grafik harga F variasi temperatur pemasukan batang pengaduk
dengan temperatur penarikan 618 oC.
Pada daerah pengamatan A dengan variasi temperatur pemasukan batang
pengaduk memperlihatkan ukuran butir rata-rata α (Al) primer (Gambar 4.11). Energi
kinetik yang semakin besar akan menghasilkan ukuran butir α (Al) primer yang semakin
kecil atau halus karena waktu pertumbuhan butir semakin sedikit.
Gambar 4.11 Grafik ukuran butir variasi temperatur pemasukan batang pengaduk.
Ukuran butir yang besar juga diakibatkan oleh kecilnya energi kinetik yang
diterima (Tabel 4.1) sehingga butir akan mengalami pertumbuhan yang lebih besar
dibandingkan pada variasi lain.
Tabel 4.1 Nilai energi kinetik variasi temperatur pemasukan batang pengaduk.
Variasi Temperatur Energi kinetik
94
100 98
90
101 100 98 100 94
0
20
40
60
80
100
120
UK
UR
AN
BU
TIR
(µ
m)
TEMPERATUR PENGADUKAN (oC)
635 645 655 635 645 655 635 645 655
600 610 618

52
(oC) (Joule)
635-600 1436,95
645-600 2320,70
655-600 2969,32
Variasi temperatur
(oC)
Energi kinetik
(Joule)
635-610 720,97
645-610 1262,95
655-610 1955,85
4.3.2 Pengaruh Temperatur Penarikan Batang Pengaduk terhadap Faktor Bentuk.
Struktur mikro hasil pengecoran rheocasting dengan variasi temperatur
penarikan batang pengaduk dapat ditunjukkan Gambar 4.12, 4.13 dan 4.14. Dapat
diketahui butir rosete lebih berpotensi terbentuk pada temperatur penarikan batang
pengaduk yang tinggi yaitu 618 oC. Hal ini disebabkan karena pada temperatur 618 oC,
merupakan awal fasa semi-solid sehingga dendrit yang berhasil terpotong oleh gaya
Variasi temperatur
(oC)
Energi kinetik
(Joule)
635-620 249,47
645-620 638,64
655-620 1048,40

53
pengadukan pun tidak dapat mengalami globularisasi dengan maksimal. Sebaliknya pada
variasi penarikan batang pengaduk yang mendekati fasa solid yaitu 600 oC justru dapat
menghasilkan struktur globular yang lebih baik jika dibanding variasi yang lain.
VariasiTemperatur Penarikan
Batang Pengaduk (oC)
A
B
635-600
635-610
635-618
Gambar 4.12 Struktur mikro pada temperatur pemasukan batang pengaduk 635 oC dengan variasi temperatur penarikan batang pengaduk 600 oC, 610 oC dan 618 oC.

54
VariasiTemperatur Penarikan
Batang Pengaduk (oC)
A
B
645-600
645-610
645-618
Gambar 4.13 Struktur mikro pada temperatur pemasukan batang pengaduk 645 oC dengan variasi temperatur penarikan batang pengaduk 600 oC, 610 oC dan 618 oC.
55
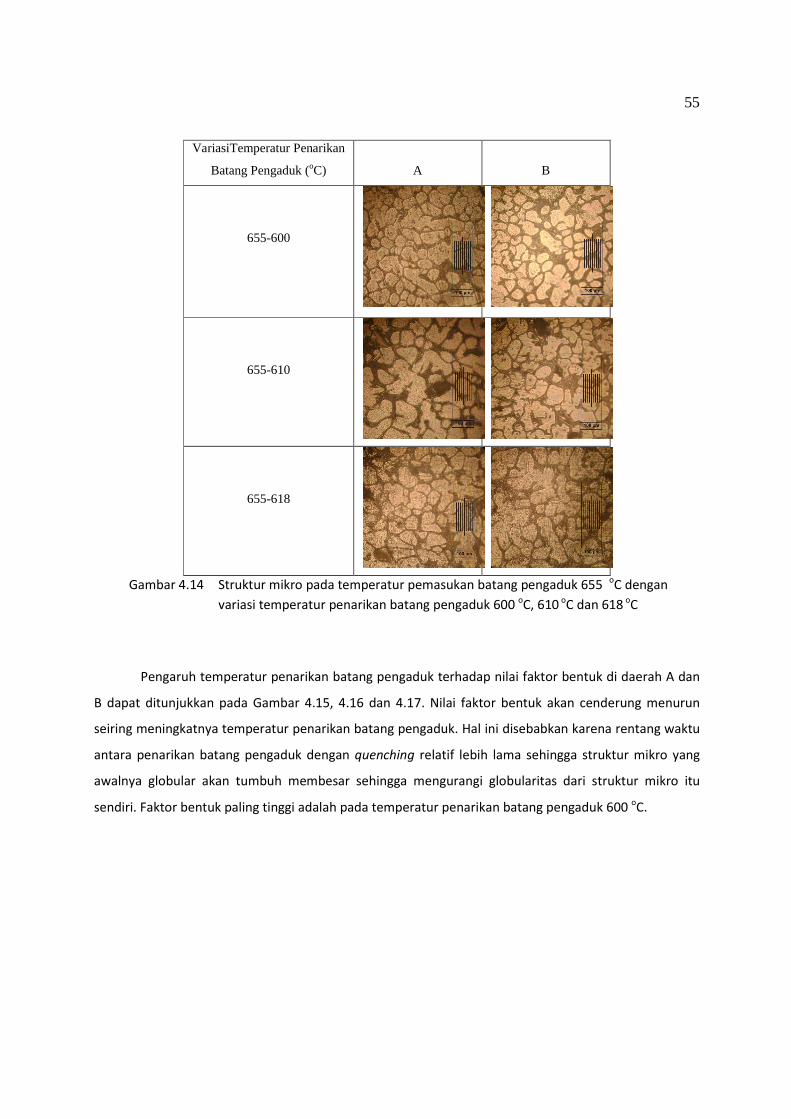
VariasiTemperatur Penarikan
Batang Pengaduk (oC)
A
B
655-600
655-610
655-618
Gambar 4.14 Struktur mikro pada temperatur pemasukan batang pengaduk 655 oC dengan variasi temperatur penarikan batang pengaduk 600 oC, 610 oC dan 618 oC
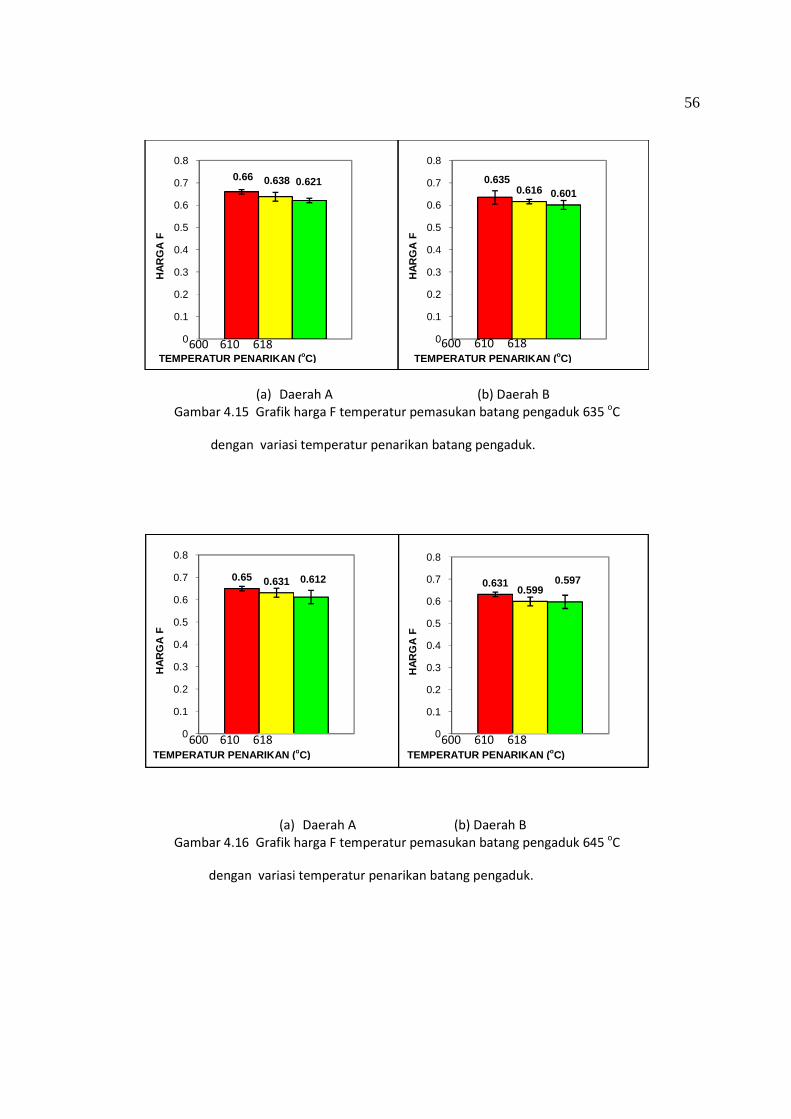
Pengaruh temperatur penarikan batang pengaduk terhadap nilai faktor bentuk di daerah A dan
B dapat ditunjukkan pada Gambar 4.15, 4.16 dan 4.17. Nilai faktor bentuk akan cenderung menurun
seiring meningkatnya temperatur penarikan batang pengaduk. Hal ini disebabkan karena rentang waktu
antara penarikan batang pengaduk dengan quenching relatif lebih lama sehingga struktur mikro yang
awalnya globular akan tumbuh membesar sehingga mengurangi globularitas dari struktur mikro itu
sendiri. Faktor bentuk paling tinggi adalah pada temperatur penarikan batang pengaduk 600 oC.
56
(a) Daerah A (b) Daerah B Gambar 4.15 Grafik harga F temperatur pemasukan batang pengaduk 635 oC
dengan variasi temperatur penarikan batang pengaduk.
(a) Daerah A (b) Daerah B Gambar 4.16 Grafik harga F temperatur pemasukan batang pengaduk 645 oC
dengan variasi temperatur penarikan batang pengaduk.
0.66 0.638 0.621
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8H
AR
GA
F
0.6350.616 0.601
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.65 0.631 0.612
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.6310.599
0.597
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
600 610 618 600 610 618
600 610 618 600 610 618
TEMPERATUR PENARIKAN (oC) TEMPERATUR PENARIKAN (oC)
TEMPERATUR PENARIKAN (oC) TEMPERATUR PENARIKAN (oC)

57
(a) Daerah A (b) Daerah B Gambar 4.17 Grafik harga F temperatur pemasukan batang pengaduk 655 oC
dengan variasi temperatur penarikan batang pengaduk.
Variasi penarikan batang pengaduk juga memperlihatkan ukuran butir rata-rata α (Al) primer
yang berbeda pula (Gambar 4.18). Ukuran butir maksimum dan minimum yang diperoleh adalah 101 µm
dan 90 µm. Pengamatan struktur mikro juga menunjukkan terjadinya variasi faktor bentuk dan ukuran
butir pada tiap daerah pengamatan. Keseragaman faktor bentuk dan ukuran butir dapat diketahui
melalui harga standar deviasi.
0.6450.624
0.587
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
0.622 0.595 0.58
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
HA
RG
A F
TEMPERATUR PENARIKAN (oC) TEMPERATUR PENARIKAN (oC) 600 610 618 600 610 618

58
Gambar 4.18 Grafik ukuran butir variasi temperatur penarikan batang pengaduk.
Energi kinetik yang diterima selama proses pengadukan berpengaruh terhadap ukuran butir α
primer. Energi kinetik yang kecil akan menghasilkan ukuran butir yang lebih besar dan sebaliknya. Akan
tetapi pada grafik ukuran butir variasi temperatur penarikan batang pengaduk kurang sesuai dengan
teori yang ada. Perbedaan ini disebabkan karena adanya perbedaan fragmentasi tiap butir yang
berbeda.
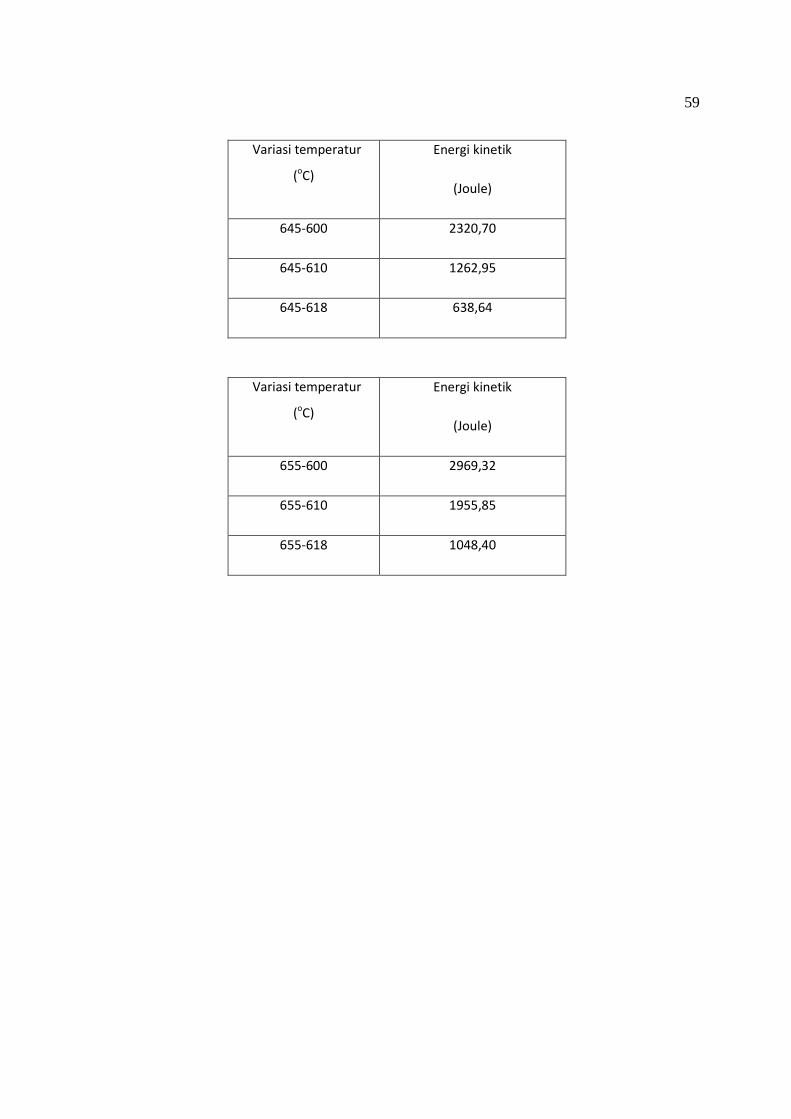
Tabel 4.2 Nilai energi kinetik variasi temperatur penarikan batang pengaduk.
Variasi temperatur
(oC)
Energi kinetik
(Joule)
635-600 1436,95
635-610 720,97
635-618 249,47
94
100 101 100 98 10094 90
98
0
20
40
60
80
100
120U
KU
RA
N B
UT
IR (
µm
)
TEMPERATUR PENGADUKAN (oC)
600 610 618 600 610 618 600 610 618
635 645 655
59
Variasi temperatur
(oC)
Energi kinetik
(Joule)
645-600 2320,70
645-610 1262,95
645-618 638,64
Variasi temperatur
(oC)
Energi kinetik
(Joule)
655-600 2969,32
655-610 1955,85
655-618 1048,40

60
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan hasil penelitian, pengujian dan analisa dapat disimpulkan sebagai berikut :
1 Faktor bentuk pada variasi temperatur pemasukan batang pengaduk 635 oC lebih tinggi
dibandingkan temperatur 645 oC dan 655 oC.
2 Faktor bentuk pada variasi temperatur penarikan batang pengaduk 600 oC lebih tinggi
dibandingkan temperatur 610 oC dan 618 oC.
3 Faktor bentuk maksimal diperoleh pada temperatur pemasukan batang pengaduk 635 oC dan
temperatur penarikan batang pengaduk 600 oC sebesar 0,66 di sekeliling pengaduk dan 0,635 di
bawah pengaduk dengan ukuran butir 100 µm dan 105 µm .
5.2 Saran
Berdasarkan pelaksanaan dan hasil penelitian dapat disarankan :
1. Melakukan penelitian terhadap variabel pre-heat dan jenis batang pengaduk supaya logam bisa
mengisi kembali.
2. Melakukan penelitian terhadap variabel temperatur quenching.
3. Pengambilan gambar struktur mikro tidak dilakukan secara acak.

61
DAFTAR PUSTAKA
Altenpohl, D., 1982, Aluminium Viewed from Within, Aluminium-Verlag, Dusseldorf.
Cook, R., 1998, Modification of Aluminium-Silicon Foundry Alloys. www.metalurgal.com
Dobrzański, L.A., Maniara, R., and Sokolowski, J.H., 2006, The Effect of Cast Al-Si-Cu Alloy Solidification
Rate on Alloy Thermal Characteristics, University of Windsor, Ontario, Canada.
Flemings, M.C., 1991, Behavior of Metal Alloys in The Semisolid State, Metallurgical Transactions A, vol.
22A, hal. 957-981.
Granger, A., Douglas, dan Elliott, R., 1998, Aluminium-Silicon Alloys, ASM Handbook Vol. 15 (Casting),
USA.
Hongmin-Guo, Xiangjie-Yang, dan Bin-Hu, 2008, Low Superheat Pouring in Rheocasting of Aluminium
Alloys, Nanchanng University, Nanchang, China.
Ivanchev, L., 2006, Rheo-processing of Semi-solid Metal Alloys A New Technology for Manufacturing
Automotive and Aerospace Components, CSIR Research & Innovation Conference.
Martinez, K.M., dkk., 2000, Effect of Mold Coating on The Thermal Fatigue in Al Permanent Mold
Casting, AFS Transaction.
Sakurai, Takeo, 2008, The Latest Trends in Aluminum Alloy Sheets for Automotive Body Panels, Kobelco
Technology Review.
Scamans, Geof, dan Fan, Zhongyun, 2005, Twin Roll Rheocasting of Aluminium Alloys, Innoval
Technology, Brunei.
Surdia, Tata dan Chijiwa, Kenji, 2000, Teknik Pengecoran Logam, PT Pradnya Paramita, Jakarta.
Winterbottom, W.L., 2000, Semi-solid Forming applications : High Volume Automotive Producs,
Metallurgical Science and Technology, Vol. 18 No.2. 5-10.

62