rencana penerimaan sampel (acceptance sampling)
DESCRIPTION
StatistikTRANSCRIPT

1
2
KOMPETENSI
• Mampu menerapkan rencana penerimaansampel, baik satu tingkat atau beberapa
tingkat, untuk data atribut dan data variabel dengan menggunakan beberapa
metode guna menentukan keputusandalam menerima atau menolak produk
yang datang, produk yang dalam prosesatau produk jadi, dengan berdasarkan
pada sampel yang diambil.
3
SERINGKALI KITA HARUS MENGAMBIL KEPUTUSAN UNTUK MENERIMA ATAU
MENOLAK SESUATU HAL TANPA MEMPUNYAI KESEMPATAN UNTUK
MEMERIKSANYA SECARA KOMPREHENSIF (MENYELURUH)
LATAR BELAKANG
4
RENCANA PENERIMAAN SAMPEL (ACCEPTANCE SAMPLING)
Pengertian Rencana Penerimaan Sampel
Rencana penerimaan sampel (acceptance sampling plans) adalah
prosedur yang digunakan dalam mengambil keputusan terhadap
produk-produk yang datang atau yang sudah dihasilkan
perusahaan.
5
TIGA METODE
1. Tidak mengadakan inspeksi terhadapproduk
2. Mengadakan 100% inspeksi terhadapproduk
3. Dengan sampel penerimaan.
6
AS dan QC• Acceptance sampling tidak digunakan untuk memperkirakan keputusan
penerimaan atau penolakan saja. • Acceptance sampling juga bukan merupakan alat pengendalian kualitas,
namun merupakan alat untuk memeriksa apakah produk atau bahan bakuyang datang ke perusahaan atau produk yang telah dihasilkan perusahaantersebut telah memenuhi spesifikasi.
• Acceptance sampling dapat dilakukan selama inspeksi bahan baku yang datang, komponen, dan perakitan, pada berbagai fase dalam prosesoperasi, atau selama inspeksi produk akhir.
• Acceptance sampling digunakan sebagai suatu bentuk dari inspeksi antaraperusahaan dengan pemasok, antara pembuat produk dengan konsumen, atau antar divisi dalam perusahaan.
• Acceptance sampling tidak melakukan pengendalian atau perbaikankualitas proses, melainkan hanya sebagai metode untuk menentukandisposisi terhadap produk yang datang (bahan baku) atau produk yang telah dihasilkan (barang jadi) (Mitra, 1993).
7
Mengapa dilakukan acceptance sampling?
• Pengujian yang dapat merusakkan produk,
• Biaya inspeksi yang sangat tinggi
• 100% inspeksi yang dilakukan memerlukan waktuyang lama,
• Pemasok memiliki kinerja yang baik tetapi beberapatindakan pengecekan tetap harus dilaksanakan,
• Adanya isu-isu mengenai tanggungjawab perusahaanterhadap produk yang dihasilkannya.
8
KEUNGGULAN AS
Besterfield (1998):
• Lebih murah
• Dapat meminimalkan kerusakan dan perpindahan tangan
• Mengurangi kesalahan dalam inspeksi,
• Dapat memotivasi pemasok bila ada penolakan bahan baku.
9
KELEMAHAN AS
• Adanya risiko penerimaan produk cacat atau penolakan produk baik• Sedikitnya informasi mengenai produk• Membutuhkan perencanaan dan pendokumentasian prosedur
pengambilan sampel, dan• Tidak adanya jaminan mengenai sejumlah produk tertentu yang
akan memenuhi spesifikasi.
10
DUA JENIS PENGUJIAN
• Sebelum pengiriman produk akhir ke pelanggan(dilakukan oleh produsen,disebut dengan the producer test the lot for outgoing quality)
• Setelah pengiriman produk akhir ke pelanggan(dilakukan oleh konsumen, disebut dengan the consumer test the lot for incoming quality)
11
AS UTK DATA ATRIBUT DAN DATA VARIABEL
• Acceptance sampling untuk data atribut dilakukan apabila inspeksi
mengklasifikasikan produk sebagai produk yang baik dan produk yang
cacat tanpa ada pengklasifikasian tingkat kesalahan atau cacat produk
tersebut (Mitra, 1993).
• Dalam acceptance sampling untuk data variabel, karakteristik kualitas
ditunjukkan dalam setiap sampel. Oleh karenanya, dalam acceptance
sampling untuk data variabel dilakukan pula penghitungan rata-rata sampel
dan penyimpangan atau deviasi standar sampel tersebut. Apabila rata-rata
sampel berada di luar jangkauan penerimaan, maka produk tersebut akan
ditolak.
12
SAMPEL DENGAN PENGEMBALIAN DAN PENGAMBILAN SAMPEL TANPA PENGEMBALIAN
• Acceptance sampling dpt dilakukan dengan pengambilan sampel
atau inspeksi dengan mengadakan pengembalian dan perbaikan
atau pengambilan sampel atau inspeksi tanpa mengadakan
pengembalian dan perbaikan.
• Hal ini dilakukan selama inspeksi,
• Pengembalian serta perbaikan yang dilakukan juga membutuhkan
biaya yang tidak sedikit.
13
Sampel Tunggal, Sampel Ganda, Dan Sampel Banyak• AS dapat dilakukan dengan sampel tunggal, sampel ganda, dan sampel banyak.
• Pengambilan sampel ganda berarti apabila sampel yang diambil tidak cukupmemberikan informasi, maka diambil lagi sampel yang lain.
• Pada pengambilan sampel banyak, tambahan sampel dilakukan setelah sampelkedua.
• Mitra (1993): prosedur pengambilan sampel yang terbaik dari segi biaya adalahpengambilan sampel tunggal, lalu diikuti ganda, dan yang terakhir banyak.
• Secara rata-rata banyaknya unit yang diinspeksi untuk membuat keputusanberkaitan dengan produk biasanya lebih pada perencanaan sampel tunggal. Hal inidisebabkan pengambilan sampel ganda dan banyak hanya menggunakan beberapaunit dalam sampel, sehingga bila produk diterima untuk inspeksi adalah sangat baikatau buruk kualitasnya, keputusan penerimaan atau penolakan harus dibuat secepatmungkin.
• Pengambilan sampel tunggal juga menyediakan paling banyak informasi, diikutisampel ganda dan banyak. Hal ini disebabkan informasi dari sampel merupakanfungsi ukuran sampel, sehingga pada sampel tunggal yang menggunakan unit yang diinspeksi paling banyak juga akan memberikan informasi yang lebih banyak danlebih baik.
14
SYARAT PENGAMBILAN SAMPEL• Syarat pengambilan produk sebagai sampel, yaitu produk harus homogen yakni
berasal dari mesin yang sama, menggunakan karyawan yang sama dalam proses
pembuatan, menggunakan input yang sama, dan seterusnya.
• Hal ini akan lebih memudahkan dan pengujian yang dilakukan menjadi lebih tepat.
• Apabila produk yang diambil berasal dari sumber yang berbeda, maka
pengambilan sampel tersebut tidak berfungsi dengan benar.
• Selain itu, produk yang diambil sebagai sampel harus sebanyak mungkin.
Semakin banyak sampel yang diambil akan semakin baik, walaupun biayanya
akan semakin tinggi.
• Sistem penanganan produk juga harus direncanakan untuk membantu
pengambilan sampel tersebut.
• Syarat yang lain adalah sampel yang diambil harus dilakukan dengan cara acak,
sehingga semua produk yang ada mempunyai kesempatan yang sama untuk
dipilih sebagai sampel
15
PROSEDUR AS TUNGGAL
• Dari sejumlah produk yang sama sebanyak N unit, diambil sampel secara acak sebanyak n unit.
• Apabila ditemukan kesalahan (d) sebanyakmaksimum c unit, maka sampel diterima.
• Tetapi apabila kesalahan (d) ditemukan melebihic unit, maka sampel ditolak, yang berarti seluruhproduk homogen yang dihasilkan tersebut jugaditolak.
16
INDEKS KUALITASBeberapa indeks kualitas yang dapat digunakan dalam acceptance
sampling plans, yaitu:
1. AQL - Acceptable Quality Level atau tingkat kualitas menurut produsen
2. LQL - Limiting Quality Level atau tingkat kualitas menurut konsumen.
3. IQL - Indifference Quality Level atau tingkat kualitas diantara AQL dan
LQL, yang seringkali diartikan sebagai tingkat kualitas pada
probabilitas penerimaan 0,5 untuk rencana sampel tertentu
4. AOQL - Average Outgoing Quality LevelAOQL adalah suatu perkiraan
hubungan yang berada diantara bagian kesalahan pada produk
sebelum inspeksi (incoming quality) atau p dari bagian sisa kesalahan
setelah inspeksi (outgoing quality)
17
KARAKTERISTIK ACCEPTANCE SAMPLING
Gryna (2001):
1. Indeks (AQL, AOQL, dan sebagainya) yang digunakan untuk menentukan"kualitas" harus menunjukkan kebutuhan konsumen dan produsen dan tidak dipilihhanya untuk kebutuhan statistik.
2. Risiko dalam pengambilan sampel harus diketahui secara kuantitatif (kurva OC). Produsen harus memiliki perlindungan yang cukup terhadap penolakan produkbaik, konsumen juga harus dilindungi terhadap penerimaan produk cacat.
3. Perencanaan harus meminimalkan biaya inspeksi produk secara keseluruhan. Perlu evaluasi yang lebih teliti dalam perencanaan sampel, baik dalampengambilan sampel tunggal, ganda, dan banyak.
4. Perencanaan harus menggunakan pengetahuan seperti kemampuan proses, data pemasok, dan informasi-informasi lainnya.
5. Perencanaan harus fleksibel menyesuaikan perubahan banyaknya produk, kualitas produk yang diterima, dan faktor-faktor lain yang ter-kait.
6. Pengukuran yang diperlukan dalam perencanaan harus menyediakan informasiyang bermanfaat dalam memperkirakan kualitas produk secara individu dankualitas jangka panjang.
18
PENGUKURAN UNTUK MENGEVALUASI KINERJA SAMPEL
Ada beberapa macam pengukuran yang dapatdilakukan untuk meng-evaluasi kinerja sampelyang diambil, antara lain :
1. Kurva OC (operating characteristics curve), 2. Kurva AOQ (average outgoing quality curve), 3. Kurva ATI (average total inspection curve), dan4. Kurva ASN (average sample number curve).
19
KURVA KARAKTERISTIK OPERASI (OPERATING CHARACTERISTIC CURVE)
ATAU OC CURVE• Kurva ini menyatakan hubungan antara probabilitas penerimaan
(Pa) dengan bagian kesalahan dalam produk yang dihasilkan (p).
• Untuk menggambarkan kurva ini diperlukan rumus Pa = P(d ≤ c) dimana Pa adalah probabilitas penerimaan, c adalah cacat produkyang disyaratkan, dan d adalah jumlah cacat yang terjadi.
• Pa = P(d ≤ c) = .• Untuk penghitungan probabilitas penerimaan dapat digunakan
Tabel Distribusi Poisson
( )c c d n d
d 0 d 0
n!p(d) p (1 p)d! n d !
−
= == −
−∑ ∑
20
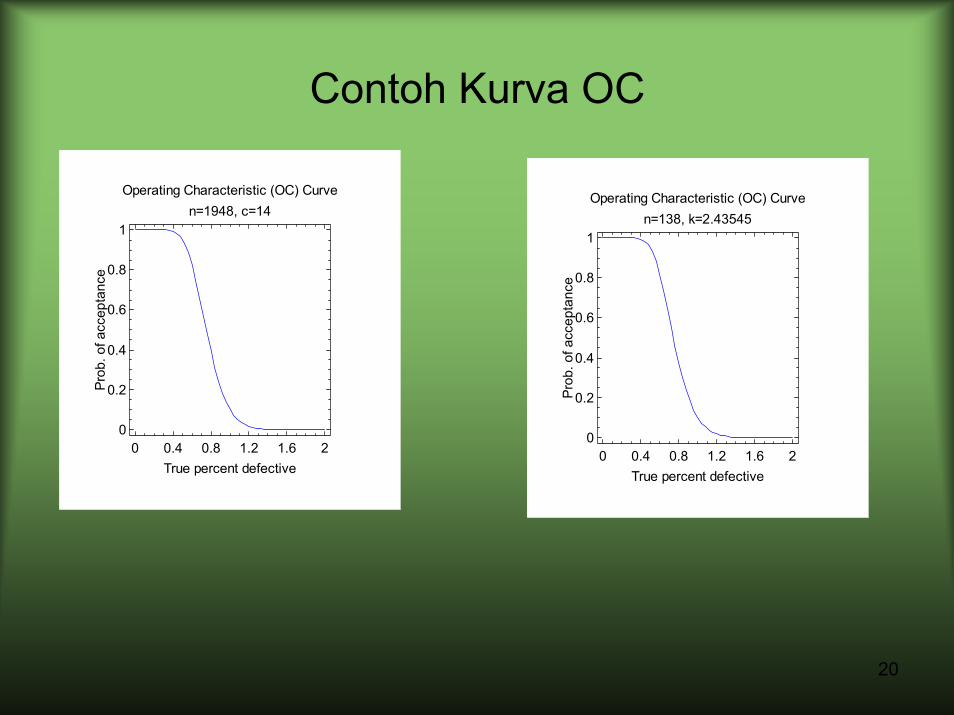
Contoh Kurva OC
Operating Characteristic (OC) Curven=138, k=2.43545
0 0.4 0.8 1.2 1.6 2True percent defective
0
0.2
0.4
0.6
0.8
1
Prob
. of a
ccep
tanc
e
Operating Characteristic (OC) Curven=1948, c=14
0 0.4 0.8 1.2 1.6 2True percent defective
0
0.2
0.4
0.6
0.8
1
Prob
. of a
ccep
tanc
e
21
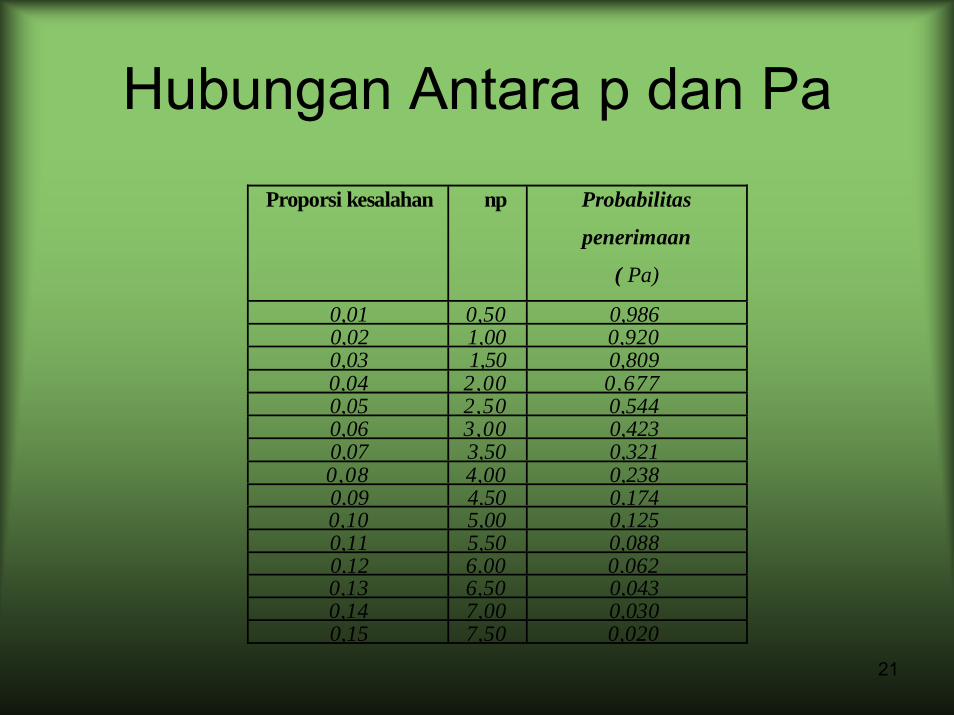
Hubungan Antara p dan Pa
Proporsi kesalahan np Probabilitas
penerimaan
( Pa)
0,01 0,50 0,9860,02 1,00 0,9200,03 1,50 0,8090,04 2,00 0,6770,05 2,50 0,5440,06 3,00 0,4230,07 3,50 0,3210,08 4,00 0,2380,09 4,50 0,1740,10 5,00 0,1250,11 5,50 0,0880,12 6,00 0,0620,13 6,50 0,0430,14 7,00 0,0300,15 7,50 0,020
22
PERENCANAAN SAMPEL GANDA (DOUBLE SAMPLING PLANS)
Prosedur:1. Ambil sampel yang pertama. Apabila
keputusannya jelas, diterima atau ditolakmaka proses pengambilan dan pengujiansampel berhenti.
2. Apabila tidak jelas keputusannya, makadiambil sampel yang kedua tanpa adapengembalian atau perbaikan darisampel pertama.
23
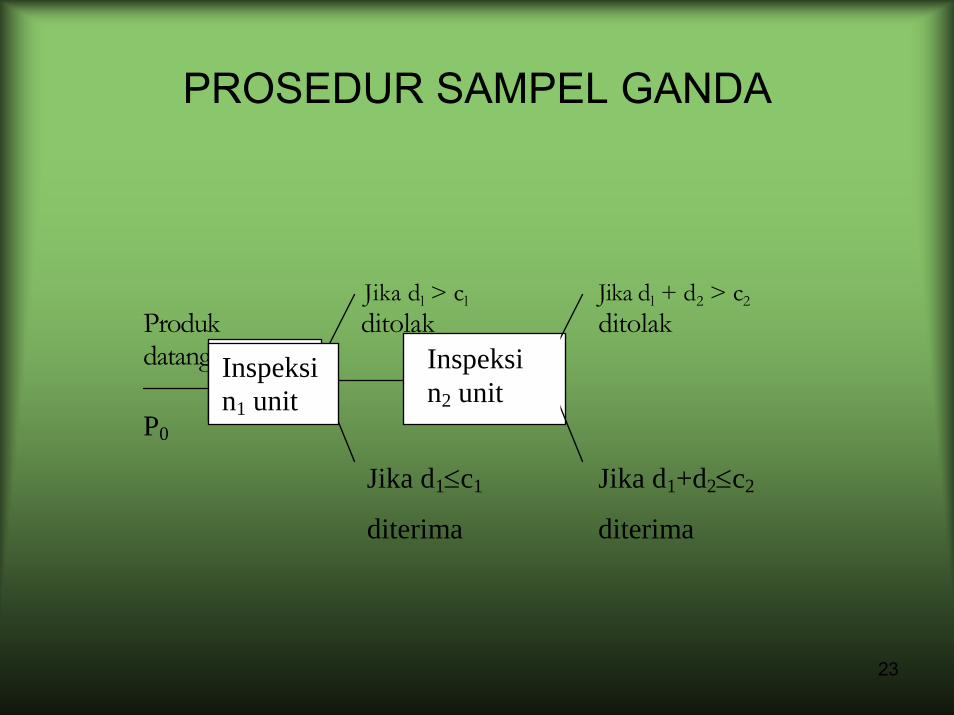
PROSEDUR SAMPEL GANDA
Jika dl > cl Jika dl + d2 > c2 Produk ditolak ditolak datang
P0
Jika d1≤c1 Jika d1+d2≤c2
diterima diterima
Inspeksi n1 unit
Inspeksi n2 unit
24
CONTOH
N = 5000 unit,n1 = 40 unit, n2 = 60 unit, c1 = 1 unit, c2 = 5 unit, r1 = 4 unit, danr2 = 6
25
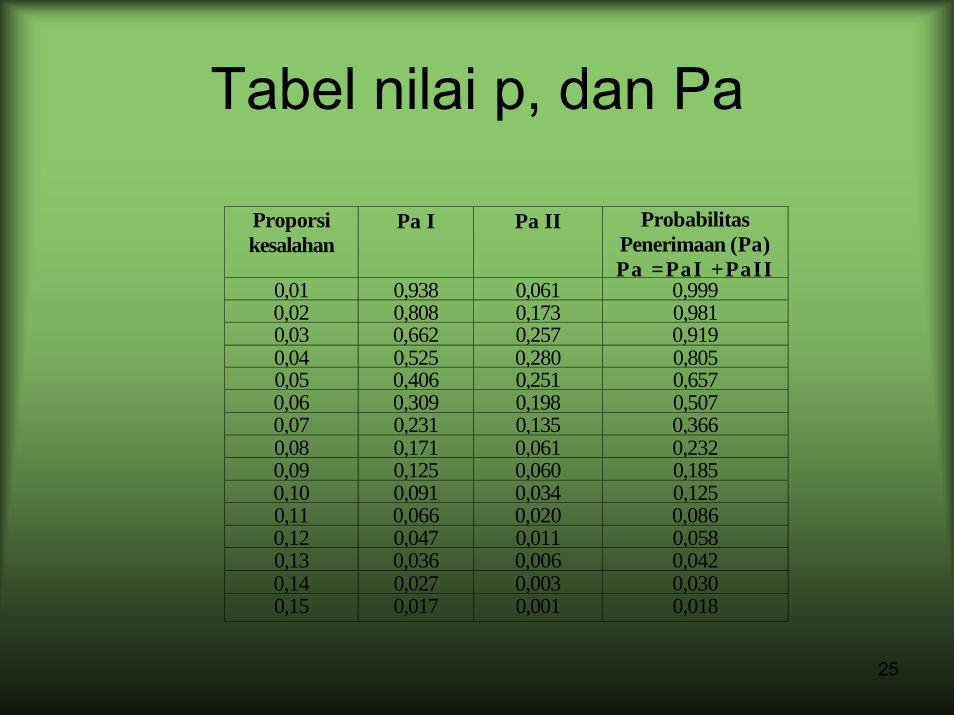
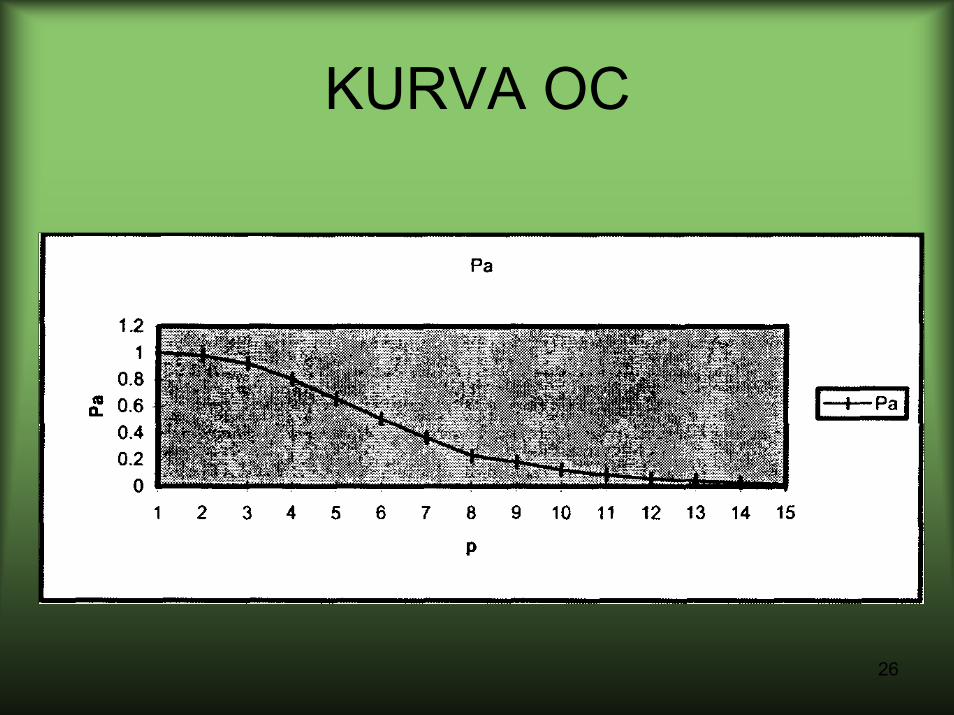
Tabel nilai p, dan Pa
Proporsi kesalahan
Pa I Pa II Probabilitas Penerimaan (Pa) Pa =PaI +PaII
0,01 0,938 0,061 0,9990,02 0,808 0,173 0,9810,03 0,662 0,257 0,9190,04 0,525 0,280 0,8050,05 0,406 0,251 0,6570,06 0,309 0,198 0,5070,07 0,231 0,135 0,3660,08 0,171 0,061 0,2320,09 0,125 0,060 0,1850,10 0,091 0,034 0,1250,11 0,066 0,020 0,0860,12 0,047 0,011 0,0580,13 0,036 0,006 0,0420,14 0,027 0,003 0,0300,15 0,017 0,001 0,018
26
KURVA OC
27
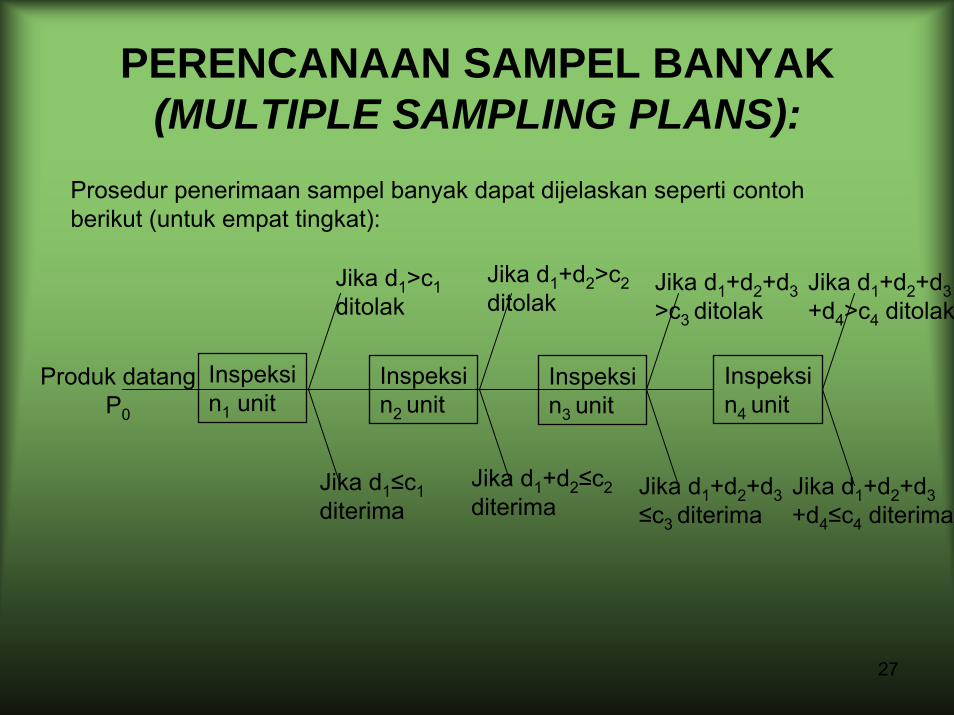
PERENCANAAN SAMPEL BANYAK (MULTIPLE SAMPLING PLANS):
Inspeksin2 unit
Inspeksin3 unit
Inspeksin4 unit
Inspeksin1 unit
Produk datangP0
Jika d1>c1ditolak
Jika d1+d2>c2ditolak
Jika d1+d2+d3>c3 ditolak
Jika d1+d2+d3+d4>c4 ditolak
Jika d1≤c1diterima
Jika d1+d2≤c2diterima
Jika d1+d2+d3≤c3 diterima
Jika d1+d2+d3+d4≤c4 diterima
Prosedur penerimaan sampel banyak dapat dijelaskan seperti contohberikut (untuk empat tingkat):
28
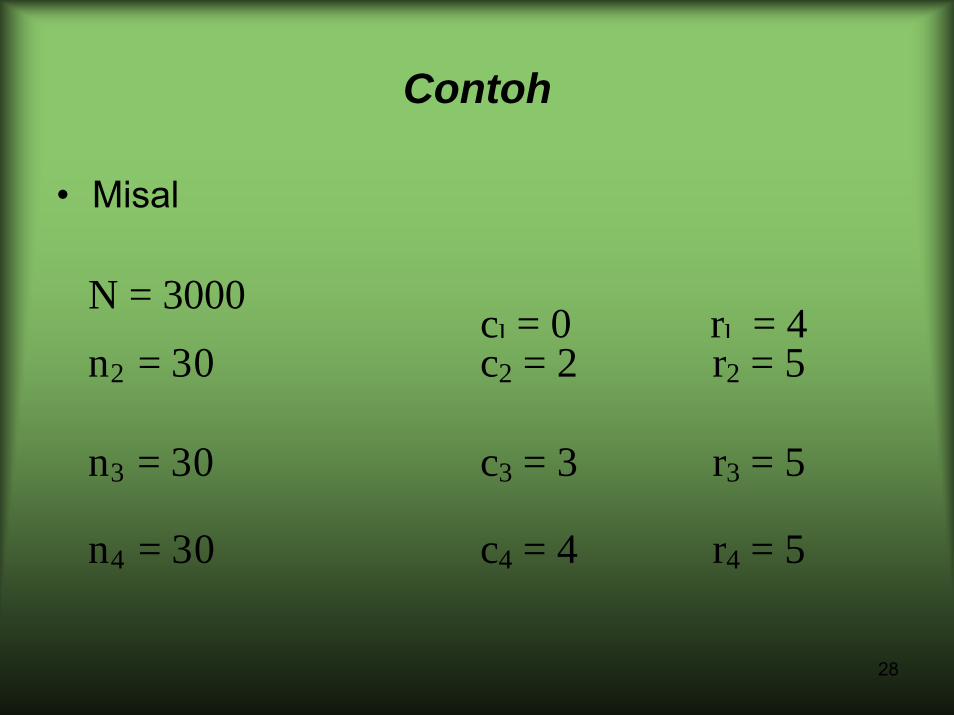
Contoh
• Misal
N = 3000 cl = 0 rl = 4
n2 = 30 c2 = 2 r2 = 5
n3 = 30 c3 = 3 r3 = 5
n4 = 30 c4 = 4 r4 = 5
29
Kurva Tingkat Kualitas Output Rata-rata (Average Outgoing Quality (AOQ) Curve)
• AOQ adalah tingkat kualitas rata-rata dari suatu departemen inspeksi. Di sini sampel yang diambil harus dikembalikan untuk mendapatkan perbaikan bila produk tersebut ternyatarusak atau cacat atau adanya kesalahan.
• AOQ mengukur rata-rata tingkat kualitas output dari suatu hasil produksi yang banyakdengan proporsi kerusakan sebesar p.
• Apabila N adalah banyaknya unit yang dihasilkan dan n sebagai unit sampel yang diinspeksi. Sementara p adalah bagian kesalahan atau ketidaksesuaian dan Pa merupakan probabilitas penerimaan produk tersebut, maka rumus yang digunakan adalah:
AOQ = Pa.p.(N-1)/N
• Kurva AOQ ini mempunyai titik puncak yang disebut dengan AOQL (Average Outgoing Quality Limit).
• AOQL tersebut menunjukkan kualitas rata-rata terburuk yang akan meninggalkan bagianpengujian atau inspeksi dengan asumsi dilakukan pengembalian untuk perbaikan tanpamempedulikan kualitas produk yang datang. Pada titik itulah mulai dilakukan perbaikan.
• AOQL juga mengukur kebaikan perencanaan sampel.
30
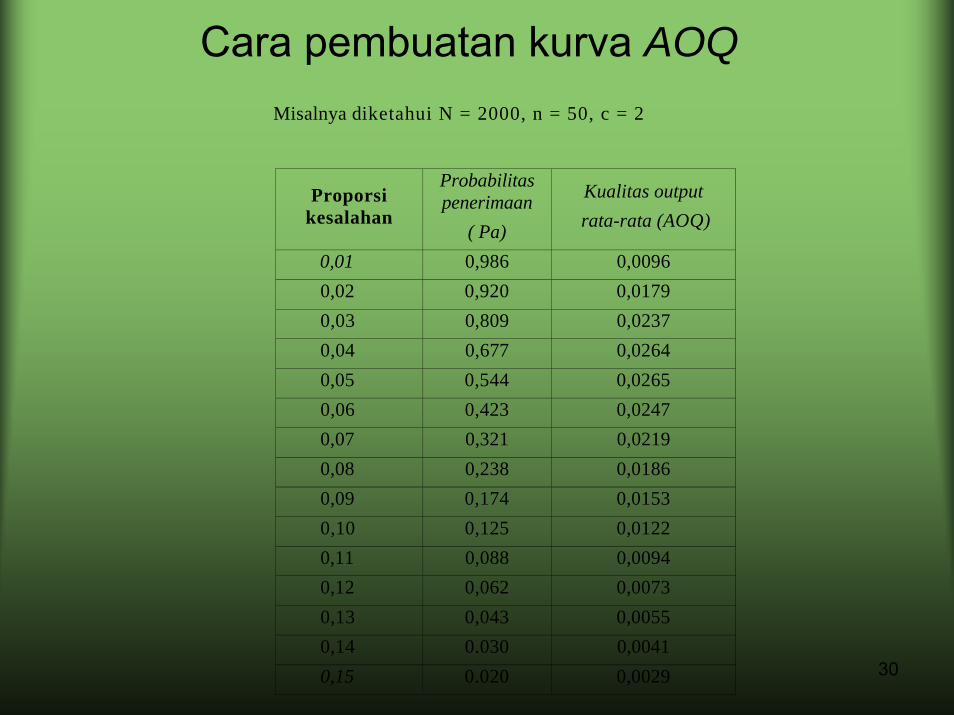
Cara pembuatan kurva AOQMisalnya diketahui N = 2000, n = 50, c = 2
Proporsi kesalahan
Probabilitas penerimaan
( Pa)
Kualitas output rata-rata (AOQ)
0,01 0,986 0,0096 0,02 0,920 0,0179 0,03 0,809 0,0237 0,04 0,677 0,0264 0,05 0,544 0,0265 0,06 0,423 0,0247 0,07 0,321 0,0219 0,08 0,238 0,0186 0,09 0,174 0,0153 0,10 0,125 0,0122 0,11 0,088 0,0094 0,12 0,062 0,0073 0,13 0,043 0,0055 0,14 0.030 0,0041 0,15 0.020 0,0029
31
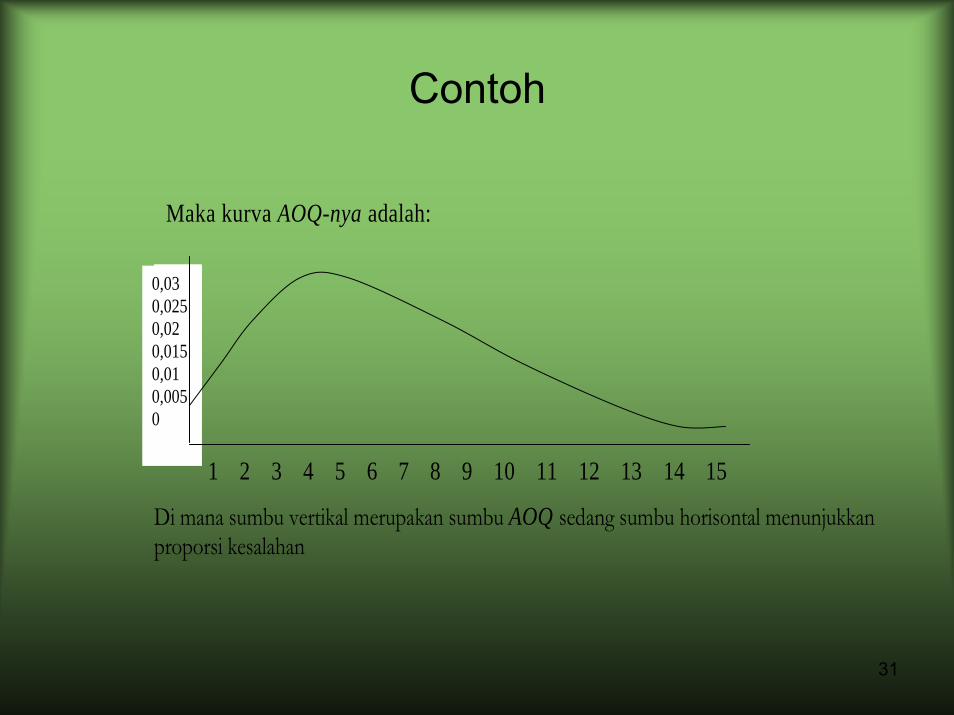
Contoh
0.03 0.025 0.02 0.015 0.01 0.005 0
Maka kurva AOQ-nya adalah:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Di mana sumbu vertikal merupakan sumbu AOQ sedang sumbu horisontal menunjukkan proporsi kesalahan
0,03 0,025 0,02 0,015 0,01 0,005 0
32
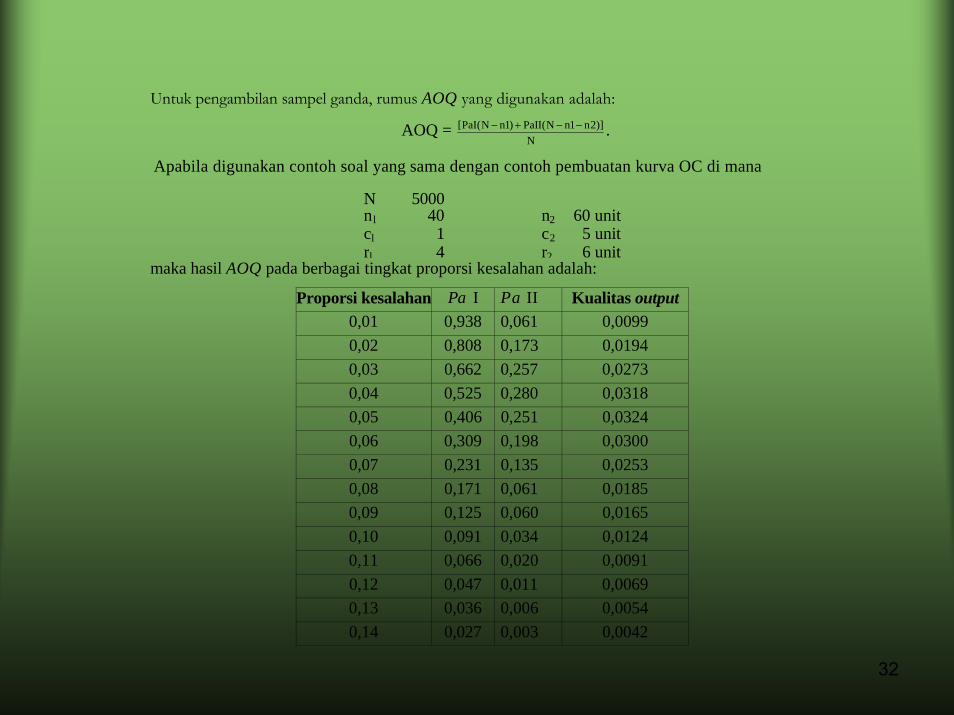
Untuk pengambilan sampel ganda, rumus AOQ yang digunakan adalah:
AOQ = [PaI(N n1) PaII(N n1 n2)]N
− + − − .
Apabila digunakan contoh soal yang sama dengan contoh pembuatan kurva OC di mana
N 5000 nl 40 n2 60 unitcl 1 c2 5 unitrl 4 r2 6 unit
maka hasil AOQ pada berbagai tingkat proporsi kesalahan adalah:
Proporsi kesalahan Pa I Pa II Kualitas output 0,01 0,938 0,061 0,0099 0,02 0,808 0,173 0,0194 0,03 0,662 0,257 0,0273 0,04 0,525 0,280 0,0318 0,05 0,406 0,251 0,0324 0,06 0,309 0,198 0,0300 0,07 0,231 0,135 0,0253 0,08 0,171 0,061 0,0185 0,09 0,125 0,060 0,0165 0,10 0,091 0,034 0,0124 0,11 0,066 0,020 0,0091 0,12 0,047 0,011 0,0069 0,13 0,036 0,006 0,0054 0,14 0,027 0,003 0,0042
33
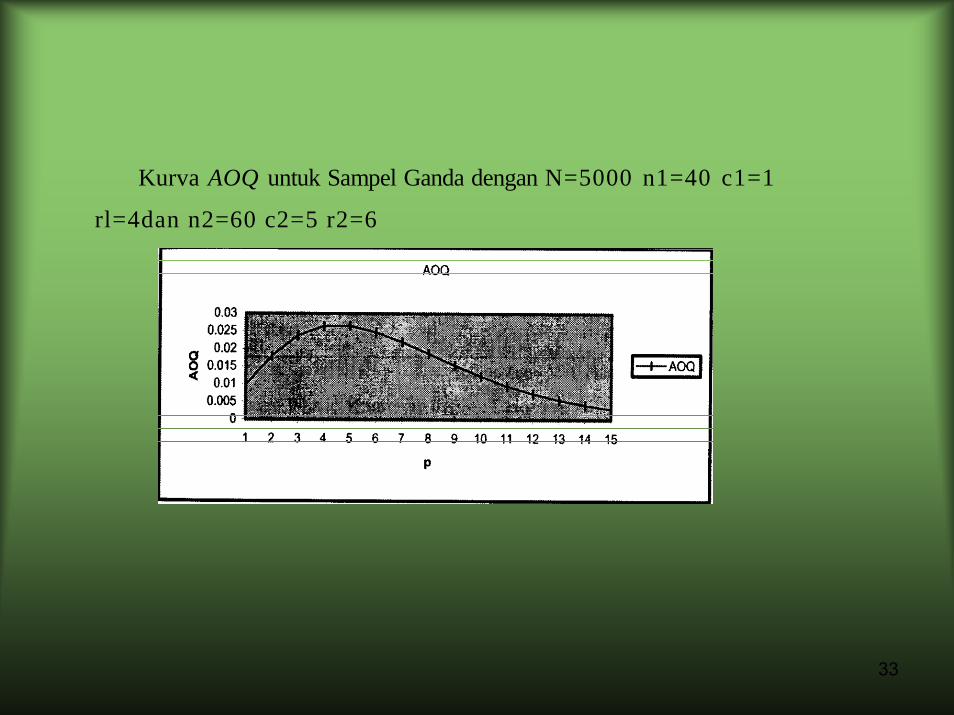
Kurva AOQ untuk Sampel Ganda dengan N=5000 n1=40 c1=1
rl=4dan n2=60 c2=5 r2=6
34
Kurva Inspeksi Total (Average Total Insepction Curve) atau ATI curve
• Pengukuran lain yang sering digunakan bila sampel yang diambil dikembalikanadalah rata-rata inspeksi total.
• ATI menunjukkan rata-rata jumlah sampel yang diinspeksi setiap unit yang dihasilkan. Apabila dari produk yang dihasilkan tidak ditemukan adanya kesalahanatau ketidaksesuaian, maka produk tersebut akan diterima melalui rencana sampelyang dipilih dan hanya sebanyak n unit yang akan diinspeksi. Di sisi lain, apabila dariproduk yang dihasilkan memiliki 100 persen produk yang mengalamiketidaksesuaian, banyaknya unit yang diinspeksi akan sebanyak N unit, denganasumsi produk yang mengalami ketidaksesuaian atau kesalahan tersebut disaring.
• Untuk kualitas produk yang berada di antara kedua sisi ekstrim tersebut, rata-rata banyaknya unit yang diinspeksi akan bervariasi diantara kedua nilai.
• Untuk sampel tunggal digunakan rumus:
ATI = n+(1-Pa)(N-n)
• Sedang untuk sampel ganda digunakan rumus:
ATI = nl (PaI)+(nl+n2)PaII+N(1-PaI-PaII)
35
Banyaknya Sampel Rata-rata (Average Sample Number Curve) atau ASN curve
• ASN adalah rata-rata banyaknya unit yang diuji untuk membuat suatu keputusan. Asumsinya, inspeksi tidak hanya dibatasi untuk sampel tunggal.
• Misalnya jika terdapat 3 kesalahan setelah 20 unit diinspeksi dengan perencanaansampel tunggal di mana N = 800, n = 60, dan c = 2, meskipun keputusan diambilsetelah unit ke-20 untuk menolak produk tersebut, inspeksi akan tetap dilanjutkanhingga seluruhnya, 60 unit tersebut sesuai sampel yang diambil.
• Oleh karena itu, untuk sampel tunggal banyaknya sampel rata-rata adalah samadengan ukuran atau jumlah sampel tersebut ( n).
• Sedang untuk sampel ganda jumlah sampel rata-rata dirumuskan dengan:ASN = n1Pl+(nl+n2)(1-Pl) = nl + n2(1-Pl)
di mana PI merupakan probabilitas pembuatan keputusan pada sampel pertama.P1=P (produk yang diterima pada sampel pertama) + P(produk yang ditolak padasampel pertama)=P (d≤cl) + P (d ≥ rl)P1 = P(d≤cl)+P(d≥ rl)
36
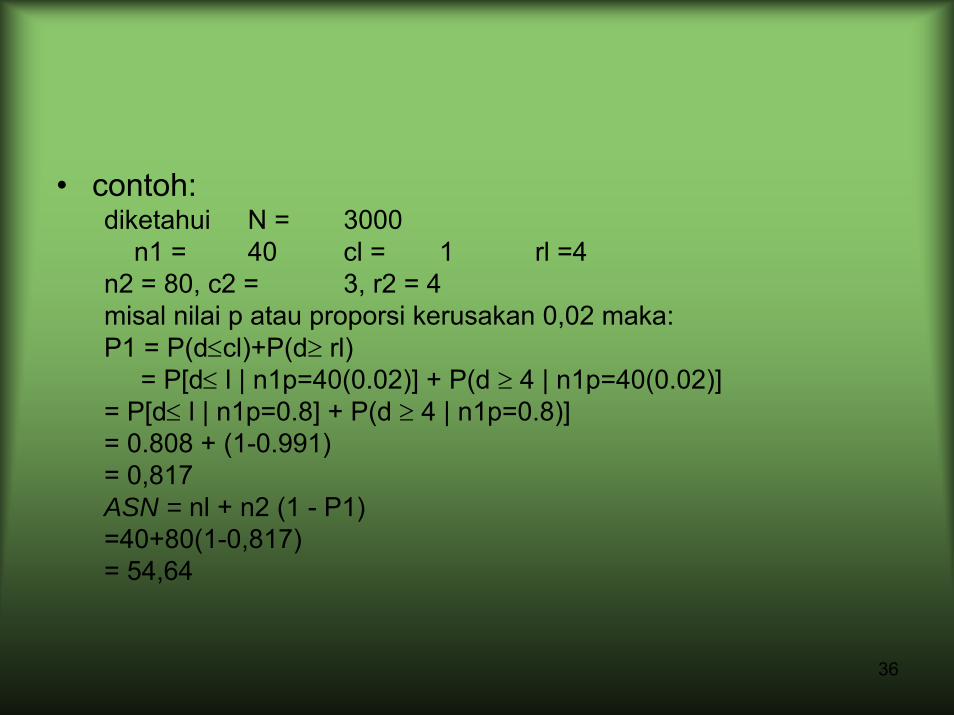
• contoh: diketahui N = 3000
n1 = 40 cl = 1 rl =4n2 = 80, c2 = 3, r2 = 4misal nilai p atau proporsi kerusakan 0,02 maka: P1 = P(d≤cl)+P(d≥ rl)
= P[d≤ l | n1p=40(0.02)] + P(d ≥ 4 | n1p=40(0.02)]= P[d≤ l | n1p=0.8] + P(d ≥ 4 | n1p=0.8)]= 0.808 + (1-0.991)= 0,817ASN = nl + n2 (1 - P1)=40+80(1-0,817)= 54,64
37
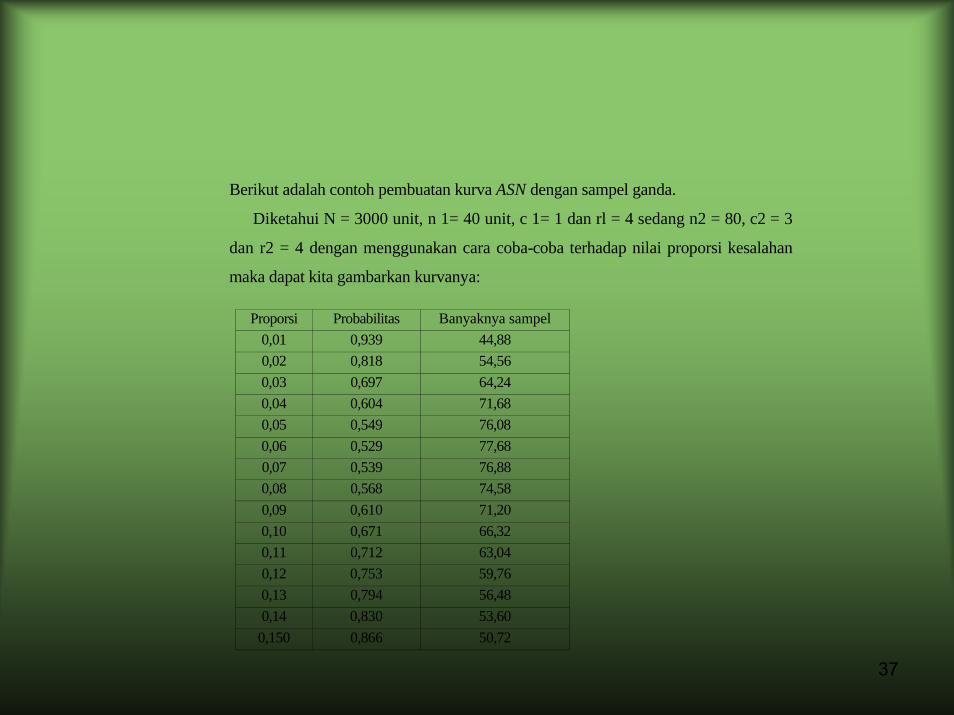
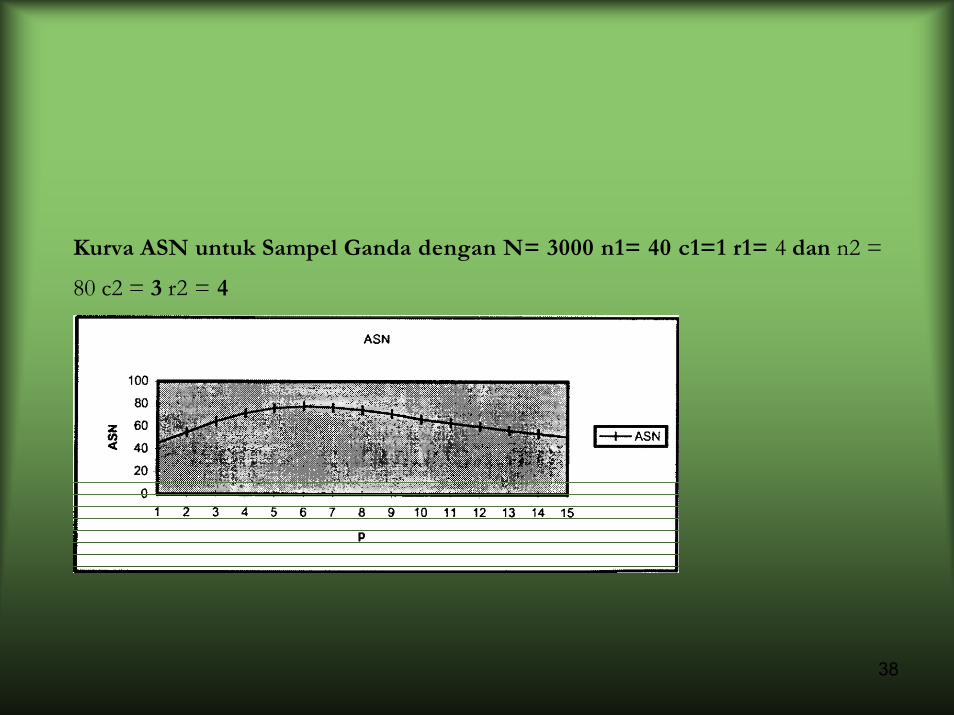
Berikut adalah contoh pembuatan kurva ASN dengan sampel ganda.
Diketahui N = 3000 unit, n 1= 40 unit, c 1= 1 dan rl = 4 sedang n2 = 80, c2 = 3
dan r2 = 4 dengan menggunakan cara coba-coba terhadap nilai proporsi kesalahan
maka dapat kita gambarkan kurvanya:
Proporsi k l h
Probabilitas k
Banyaknya sampel R (ASN)0,01 0,939 44,88
0,02 0,818 54,56 0,03 0,697 64,24 0,04 0,604 71,68 0,05 0,549 76,08 0,06 0,529 77,68 0,07 0,539 76,88 0,08 0,568 74,58 0,09 0,610 71,20 0,10 0,671 66,32 0,11 0,712 63,04 0,12 0,753 59,76 0,13 0,794 56,48 0,14 0,830 53,60
0,150 0,866 50,72
38
Kurva ASN untuk Sampel Ganda dengan N= 3000 n1= 40 c1=1 r1= 4 dan n2 =
80 c2 = 3 r2 = 4
39
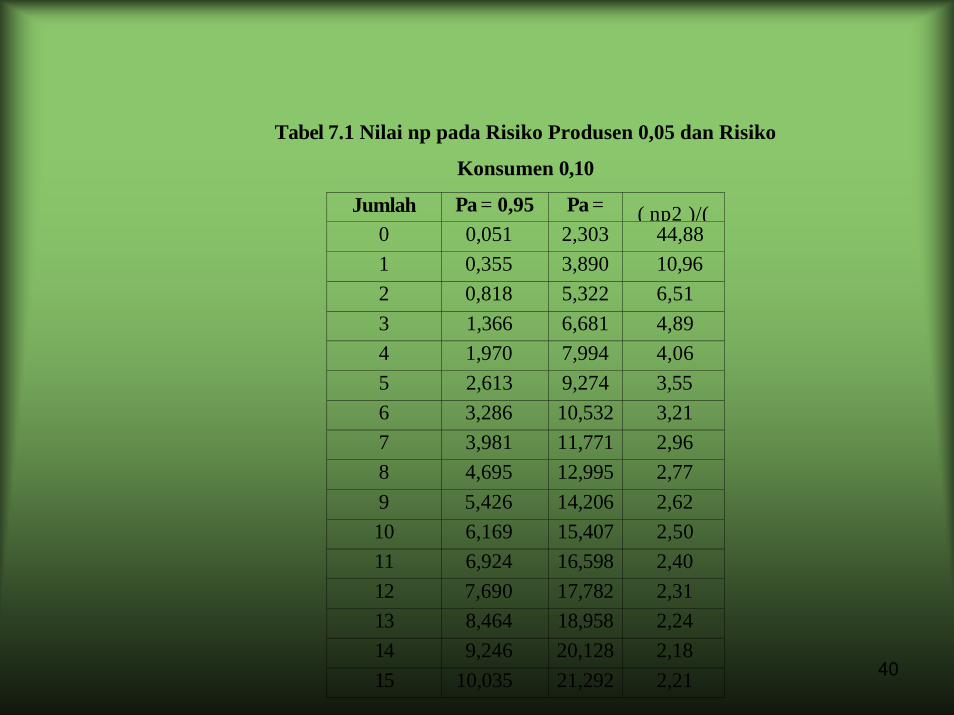
Merencanakan Kebutuhan SampelSecara Manual
• Untuk menentukan besarnya sampel yang diambil secara manual, yang harus ditentukanterlebih dahulu adalah apakah kita menekankanperhatian pada risiko produsen, atau pada risikokonsumen, ataukah keduanya.
• Sebagai alat bantu kita dapat pergunakan Tabel7.1 yang sebenarnya juga diambil dari tabeldistribusi poisson.
• Yang perlu diperhatikan dan diingat adalahadanya beberapa lambang atau simbol penting.
40
Tabel 7.1 Nilai np pada Risiko Produsen 0,05 dan Risiko
Konsumen 0,10
Jumlah i
Pa = 0,95 Pa = ( np2 )/( 0 0,051 2,303 44,88 1 0,355 3,890 10,96 2 0,818 5,322 6,51 3 1,366 6,681 4,89 4 1,970 7,994 4,06 5 2,613 9,274 3,55 6 3,286 10,532 3,21 7 3,981 11,771 2,96 8 4,695 12,995 2,77 9 5,426 14,206 2,62 10 6,169 15,407 2,50 11 6,924 16,598 2,40 12 7,690 17,782 2,31 13 8,464 18,958 2,24 14 9,246 20,128 2,18 15 10,035 21,292 2,21
41
Merencanakan Sampel TunggalMenekankan pada Risiko Produsen
• Untuk merencanakan besar sampel yang harus diambil dengan pene-kanan padarisiko produsen, ada beberapa hal yang harus diperhatikan yaitu a dan nilai AQL (Acceptable Quality Level). Selain itu Tabel 7.l, yang harus diperhatikan adalah kolompertama yang menunjukkan jumlah pene-rimaan (c) dan kolom kedua yang menunjukkan nilai np pada probabilitas, penerimaan sesuai dengan risiko produsen. Sebagai contoh, tentukan perencanaan sampel tunggal yang menekankan padarisiko produsen sebesar 5% untuk sejumlah 1,5% produk yang baik.
• Dari contoh tersebut dapat kita tentukan nilai a sebesar 0,05 dan AQL atau p1 sebesar 0,015. Dengan menggunakan Tabel 7.1 maka dapat ditentukan besarnyasampel yang harus diambil. Namun terlebih dahulu ditentukan banyaknya cacatdalam sampel itu, misalnya 1, 3, atau 6. Yang perlu diingat dalam Tabel 7.l adalahbahwa nilai npl adalah n x pl sehingga:
• bila c = 1 maka n = atau 24.• bila c = 3 maka n = atau 92.• bila c = 6 maka n = atau 220.
42
Menekankan Pada Risiko Konsumen• Untuk merencanakan besar sampel yang harus diambil dengan pene-kanan pada
risiko konsumen harus diperhatikan beberapa hal, yaitu b dan nilai LQL (Limiting Quality Level). Selain itu, digunakan Tabel 7.1 pada kolom pertama yang menunjukkan jumlah penerimaan (c) dan kolom ketiga yang menunjukkan nilai nppada probabilitas penerimaan sesuai dengan risiko konsumen terhadap produkcacat. Sebagai contoh, tentukan peren-canaan sampel tunggal yang menekankanpada risiko konsumen sebesar 10% untuk sejumlah 8% produk cacat.
• Dari contoh tersebut dapat ditentukan nilai b sebesar 0,10 dan LQL atau p2 sebesar0,08. Dengan menggunakan Tabel 7.1 maka dapat ditentu-kan besarnya sampelyang harus diambil bila banyaknya cacat dalam sampel itu diasumsikan, misalnya 1, 3, atau 6. Yang perlu diingat dalam Tabel 7.1 adalah bahwa nilai np2 adalah n x p2 sehingga:
• Bila c = 1 maka:• n = atau 49• Bila c = 3 maka• n = atau 84• Bila c = 6 maka• n = atau 132.
43
Menekankan pada Risiko Produsen danRisiko Konsumen
• Untuk merencanakan besar sampel yang harus diambil dengan penekanan pada risikoprodusen dan risiko konsumen harus diperhatikan beberapa hal, yaitu a, b, nilai AQL (Acceptable Quality Level), dan nilai LQL (Limiting Quality Level). Selain itu Tabel 7.1. yang diperhatikan adalah kolom pertama yang menunjukkan jumlah penerimaan (c) dan kolomkeempat yang menunjukkan perbandingan nilai npl dan np2 sesuai dengan risiko produsen danrisiko konsumen. Sebagai contoh, tentukan perencanaan sampel tunggal yang menekankanpada risiko produsen 5% terhadap 1,8% produk baik yang ditolaknya dan risiko konsumensebesar 10% untuk sejumlah 9% produk cacat yang diterimanya.
• Dari contoh tersebut dapat ditentukan nilai a sebesar 0,05 dan AQL atau p1 0,018 serta nilai b sebesar 0,10 dan LQL atau p2 sebesar 0,08. Dengan menggunakan Tabel 7.1 maka dapatditentukan besarnya sampel yang harus diambil dengan terlebih dahulu membandingkan nilaip2 dan p1 sebagai berikut:
• R = p1/p2 = 0,09/0,018 = 5,00• Apabila dilihat pada Tabel 7.1 maka nilai 5,00 terletak pada nilai antara 6,51 dengan 4,89
dimana nilai 6,51 ada pada nilai c = 2 dan nilai 4,89 ada pada nilai c = 3. Sehingga menurutpenekanan pada risiko produsen sampel yang diambil:
• Untuk c = 2 maka np1 = 0,818 sehingga npl/p1 = 0,818 / 0,018 = 45,44 = 46 • Untuk c = 3 maka np1 = 1,366 sehingga npl/p1 = 1,366 / 0,018 = 75,88 = 76.• Sedang menurut penekanan pada risiko konsumen maka sampel yang diambil:• Untuk c = 2 maka np2 = 5,322 sehingga n = np2/p2 = 5,322/0,09 = 59,13 = 60• Untuk c = 3 maka np2 = 6,681 sehingga n = np2/p2 = 6,681 / 0,9 = 74,23 = 75 • Apabila perusahaan memperhatikan kedua risiko tersebut, ada dua macam pertimbangan yang
dapat dilakukan, yaitu menekankan pada risiko produsen yang dekat dengan nilai LQL ataumenekankan pada risiko konsumen yang dekat dengan nilai A QL.
44
Menekankan Pada Risiko ProdusenDekat Dengan LQL
• Untuk memenuhinya, perlu diperhatikan nilai n (banyaknya sampel) yang diperoleh dari hasil perhitungan di atas menurut penekananpada risiko produsen, yaitu n= 46 untuk c = 2 dan n = 76 untuk c = 3, sehingga LQL atau p2 yang diperoleh adalah:
• Untuk c = 2 dan n = 46 dengan (3 = 0,10 dan np2 = 5,322 sehingga• p2 = np2/n= 6,681/76 = 0,1157• Untuk c = 3 dan n = 76 dengan b = 0,10 dan np2 = 6,681 sehingga• p2 = np2/n - 6,681/76 = 0,0879.• Dari kedua nilai p2 atau LQL di atas maka yang dekat dengan LQL -
0,09 adalah pada n = 76 dengan c = 3
45
Menekankan Pada Risiko KonsumenDekat Dengan AQL
• Untuk memenuhinya, perlu diperhatikan nilai n (banyaknya sampel) yang diperoleh dari hasil perhitungan di atas menurut penekananpada risiko konsumen, yaitu n = 60 untuk c = 2 dan n = 75 untuk c = 3, sehingga AQL atau p1 yang diperoleh adalah:
• Untuk c = 2 dan n = 60 dengan a = 0,10 dan np1= 0,818 sehingga:
• p2 = np2/n = 0,818/60 = 0,0136
• Untuk c = 3 dan n = 75 dengan a = 0,10 dan npl = 1,366 sehinggap2 = np2/n = 1,336/75 = 0,0182.
• Dari kedua nilai pl atau AQL di atas maka yang dekat dengan AQL = 0,018 adalah pada n = 75 dengan c = 3.
46
Merencanakan Sampel Ganda• Untuk membuat perencanaan sampel ganda ini harus tetap diperhati-kan nilai a, b, AQL, dan LQL. Namun
perencanaan sampel ini dibatasi pada dua syarat, yaitu bila besarnya sampel pertama sama dengan sampelkedua (nl = n2) atau besarnya sampel kedua sama dengan dua kali lebih besar dari sampel pertama (n2 = 2nl). Untuk membuat perencanaan terhadap jumlah sampel tersebut digunakan Tabel 7.2 dan 7.3
• Contoh:• Tentukan berapa sampel pertama dan kedua yang harus diambil bila jumlah produk yang dihasilkan 2500 unit
dimana 1,2% produk baik akan ditolak oleh produsen dengan probabilitas penolakannya 5%, sementara 7,5% produk cacat akan diterima oleh konsumen dengan probabilitas penerimaan 10%. Bila besar sampel pertamasama dengan sampel kedua dengan pilihan pada penekanan terhadap risiko produsen, maka:
• R = p2/p1 = 0,075/0,012 = 6,25• Nilai R = 6,25 berdasar Tabel 7.2 tersebut dekat dengan nilai R = 6,79 dimana c1 = 0 dan c2 = 2. Jika
penekanan pada risiko produsen (a = 0,05) maka nilai np pada probabilitas penerimaan 0,95 adalah 0,43, sehingga sampel yang harus diambil:
• n1=0,43/0,012 = 35,86 = 36.• Karena n1= n2 maka n1 = 36 dan n2 = 36.• Apabila dalam soal di atas besarnya sampel kedua sama dengan dua kali besar sampel pertama dengan
penekanan terhadap risiko konsumen maka:• R = p2 / p1 = 0,075 / 0,012 =6,25• Nilai R = 6,25 berdasar Tabel 7.3 tersebut dekat dengan nilai R = 6,48 dimana cl = 0 dan c2 = 3. Jika
penekanan pada risiko produsen (b = 0,10) maka nilai np pada probabilitas penerimaan 0,10 adalah 3,89, sehingga sampel yang harus diambil:
• n1= 3,89 / 0,075 = 51,87 = 52.• Karena n2 = 2 n1 maka besar sampel pertama (n1) adalah 52 dan sampel kedua (n2) adalah 104.
47
Merencanakan Sampel Banyak
• Sampel banyak merupakan perluasan dari sampel ganda apabilasetelah sampel kedua diambil tetap belum ada informasi yang jelasmengenai keputusan yang harus diambil, akan menerima ataumenolak produk tersebut. Prosedur pengambilan sampelnya samadengan pengambilan sampel ganda. Biasanya, dalam tabel, nilaipenerimaan selalu diberitahukan, tetapi nilai penolakan tidak. Bilanilai penolakan (r) tidak ada, maka diasumsikan bahwa
• rl = r2 = c2 +1. • Untuk selanjutnya pengambilan sampel banyak ini meng-gunakan
pengambilan sampel berdasar standar.
48
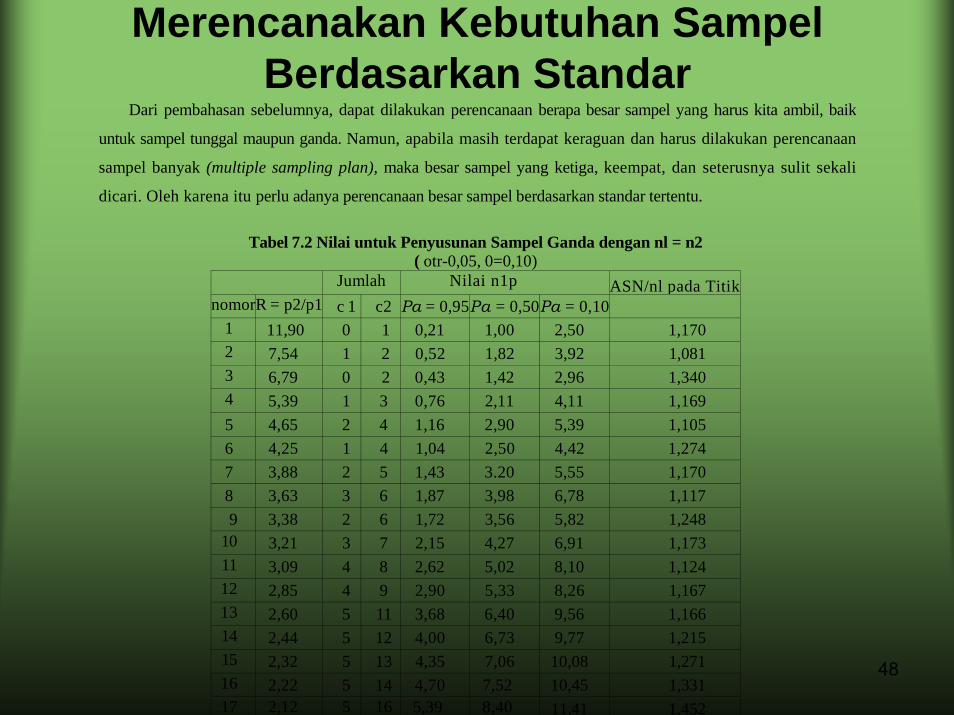
Merencanakan Kebutuhan SampelBerdasarkan Standar
Dari pembahasan sebelumnya, dapat dilakukan perencanaan berapa besar sampel yang harus kita ambil, baik
untuk sampel tunggal maupun ganda. Namun, apabila masih terdapat keraguan dan harus dilakukan perencanaan
sampel banyak (multiple sampling plan), maka besar sampel yang ketiga, keempat, dan seterusnya sulit sekali
dicari. Oleh karena itu perlu adanya perencanaan besar sampel berdasarkan standar tertentu.
Tabel 7.2 Nilai untuk Penyusunan Sampel Ganda dengan nl = n2 ( otr-0,05, 0=0,10)
Jumlah P i
Nilai n1p ASN/nl pada TitiknomorR = p2/p1 c 1 c2 Pa = 0,95Pa = 0,50Pa = 0,10
1 11,90 0 1 0,21 1,00 2,50 1,170 2 7,54 1 2 0,52 1,82 3,92 1,081 3 6,79 0 2 0,43 1,42 2,96 1,340 4 5,39 1 3 0,76 2,11 4,11 1,169 5 4,65 2 4 1,16 2,90 5,39 1,105 6 4,25 1 4 1,04 2,50 4,42 1,274 7 3,88 2 5 1,43 3.20 5,55 1,170 8 3,63 3 6 1,87 3,98 6,78 1,117 9 3,38 2 6 1,72 3,56 5,82 1,248
10 3,21 3 7 2,15 4,27 6,91 1,173 11 3,09 4 8 2,62 5,02 8,10 1,124 12 2,85 4 9 2,90 5,33 8,26 1,167 13 2,60 5 11 3,68 6,40 9,56 1,166 14 2,44 5 12 4,00 6,73 9,77 1,215 15 2,32 5 13 4,35 7,06 10,08 1,271 16 2,22 5 14 4,70 7,52 10,45 1,331 17 2,12 5 16 5,39 8,40 11,41 1,452
49
• Ada dua macam standar, yaitu standar yang dibuat oleh suatu organisasi, yaitu American National Standards Institute dan The American Society for Quality Control yang dikenal dengan nama ANSI/ASQC Z1.4-1993 -American National Standard-Sampling Procedures and Tables for Inspection by Attributes. Standar tersebut dikembangkan selama PerangDunia II (1950) yang dikenal dengan nama Military Standard 105A (MIL-STD-105A). Standar ini telah direvisi lalu diberi nama MIL-STD-105E sebagai perencanaan sampel. Sedang ANSI/ASQC Z1.4-1993 merupakansistem pengambilan sampel.
• Standar lain yang juga dapat digunakan untuk membuat perencanaanterhadap besar sampel yang harus diambil adalah standar yang ditetapkanoleh H.F. Dodge dan H.G. Romig pada tahun 1959 yang dikenal denganSistem Dodge-Romig yang dirancang untuk meminimalkan inspeksi rata-rata dengan penekanan pada risiko konsumen (P dan LQL). Selain ituDodge-Romig System juga berdasar pada penekanan pada batas muturata-rata (AOQL).
50
• ANSI/ASQC Z1.4. (Military Standard 105E)• Versi paling awal dari Military Standard 105E (MIL STD 105E) adalah MIL STD 105A
tahun 1950, kemudian direvisi menjadi MIL STD 105E tahun 1989 yang tertundahingga 1991. Sekarang standar tersebut telah diadopsi oleh International Standard Organization (ISO) sebagai ISO 2859. ANSI/ASQC Z7.4 (1993) adalah sistempengambilan sampel untuk data atribut dengan indeks kualitas yang digunakanadalah AQL. AQL adalah persentase ketidaksesuaian maksimum (atau maksimumbanyaknya kesa-lahan per seratus unit produk) yang bertujuan untuk inspeksisampel, yang dipertimbangkan secara tepat sebagai rata-rata proses. Alat yang digunakan adalah tabel yang berkaitan dengan banyaknya inspeksi. Inspeksi tersebutmenggunakan inspeksi tingkat I, II, dan III, di mana tingkat II dianggap sebagaiinspeksi normal.
• Selanjutnya, standar tersebut mencakup tiga tipe/cara inspeksi, yaitu inspeksi secaranormal, ketat, dan longgar. Tipe inspeksi tersebut diterapkan tergantung kualitasproduk yang diinspeksi. Pada awalnya, inspeksi normal yang digunakan, lalu diikutiinspeksi ketat atau longgar. Inspeksi ketat atau inspeksi untuk kualitas produk yang rendah, menghendaki sampel yang lebih banyak jumlahnya daripada inspeksinormal. Inspeksi ketat digunakan bila kualitas produk menurun. Inspeksi longgar atauuntuk kualitas produk yang tinggi, memiliki banyaknya penerimaan yang relatif lebihtinggi dibanding-kan inspeksi normal, sehingga lebih mudah untuk menerima produktersebut. Inspeksi ini digunakan apabila kualitas produk naik.
51
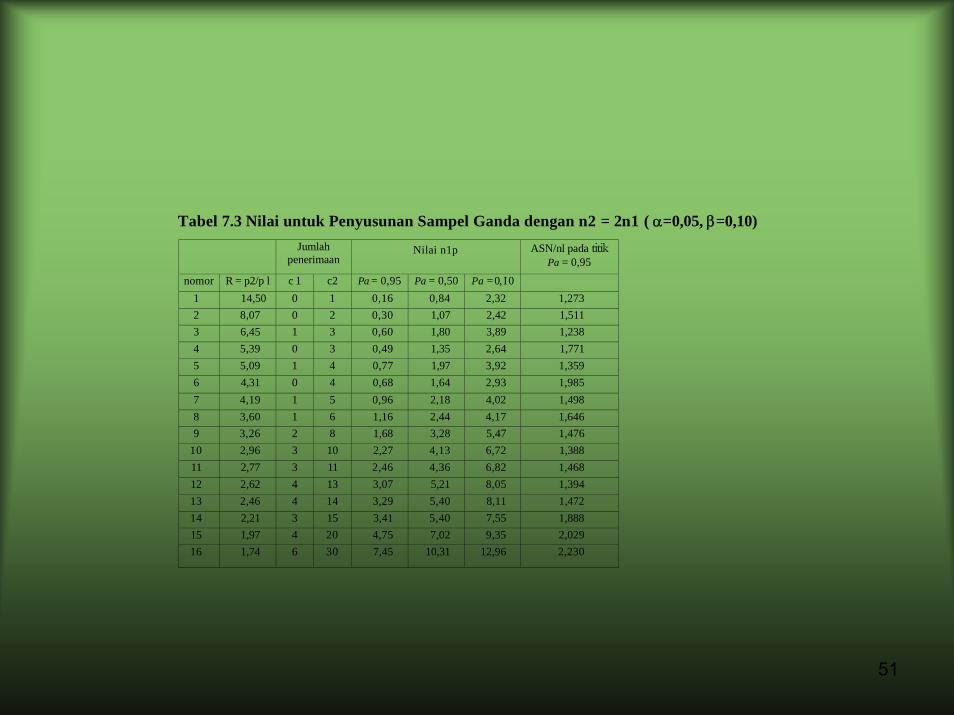
Tabel 7.3 Nilai untuk Penyusunan Sampel Ganda dengan n2 = 2n1 ( α=0,05, β=0,10)
Jumlah penerimaan
Nilai n1p ASN/nl pada titik Pa = 0,95
nomor R = p2/p l c 1 c2 Pa = 0,95 Pa = 0,50 Pa = 0, I 0 1 14,50 0 1 0,16 0,84 2,32 1,273 2 8,07 0 2 0,30 1,07 2,42 1,511 3 6,45 1 3 0,60 1,80 3,89 1,238 4 5,39 0 3 0,49 1,35 2,64 1,771 5 5,09 1 4 0,77 1,97 3,92 1,359 6 4,31 0 4 0,68 1,64 2,93 1,985 7 4,19 1 5 0,96 2,18 4,02 1,498 8 3,60 1 6 1,16 2,44 4,17 1,646 9 3,26 2 8 1,68 3,28 5,47 1,476
10 2,96 3 10 2,27 4,13 6,72 1,388 11 2,77 3 11 2,46 4,36 6,82 1,468 12 2,62 4 13 3,07 5,21 8,05 1,394 13 2,46 4 14 3,29 5,40 8,11 1,472 14 2,21 3 15 3,41 5,40 7,55 1,888 15 1,97 4 20 4,75 7,02 9,35 2,029 16 1,74 6 30 7,45 10,31 12,96 2,230
52
• ANSI/ ASQC Z1.4 mencakup ketentuan untuk inspeksi ketat bilakualitas memburuk. Apabila 2 dari 5 produk yang berurutan tidakdapat diterima (ditolak) dalam inspeksi awal, perencanaanpengambilan sampel secara ketat segera diberlakukan. Banyaknyasampel biasanya sama, tetapi banyaknya penerimaan berbeda. Perencanaan pengambilan sampel secara ketat menghendakisampel yang lebih banyak apabila probabilitas penerima-an untukAQL kurang dari 0,75. ANSI/ASQC Z1.4 juga menyediakan inspeksilonggar apabila laporan pemasok baik. 10 produk yang semuaditerima pada perencanaan pengambilan sampel secara normal akan memindahkan inspeksi normal tersebut ke inspeksi longgar. Tabel dari batas bawah rata-rata proses akan membantumemutuskan apakah laporan pemasok cukup baik untuk berpindahke inspeksi longgar. Biasanya, banyaknya sampel padapengambilan sampel dalam inspeksi secara longgar hanya sekitar40% dari banyaknya sampel pada inspeksi secara normal. Perpindahan dari inspeksi normal ke inspeksi ketat atau longgartentu menggunakan aturan atau pedoman
53
• . Aturan atau pedoman tersebut menurut Gryna (2001) meliputi:• Inspeksi terhadap produk pertama menggunakan inspeksi normal. • Apabila dalam inspeksi normal tersebut:• 3. Jika dalam inspeksi ketat setelah 5 unit yang berurutan diterima, inspeksi dapat berpindah ke inspeksi normal.• a. Ada 2 dari 5 produk berurutan ditolak, maka pindah ke inspeksi ketat.• b. Apabila:• 10 produk secara berurutan diterima, pindah ke inspeksi awal atau normal, dan banyaknya ketidaksesuaian dalam produk tersebut tidak
melebihi batas yang ada dalam tabel dan produksi tetap, tidak ada kerusakan mesin, tidak ada keterlambatan bahan baku atau tidak adamasalah-masalah lain yang terjadi dan inspeksi Longgar dibutuhkan dengan tanggungjawab penuh.
• maka pindah ke inspeksi longgar• 4. Dalam inspeksi longgar, perpindahan ke inspeksi normal apabila:• Satu produk ditolak• Produk dapat diterima secara marginal• Produk menjadi irregular atau tidak biasanya• Adanya kondisi-kondisi lain yang menjamin kembalinya inspeksi ke bentuk normal• Sementara itu, apabila pengambilan sampel berdasarkan standar, informasi yang harus dikumpulkan antara lain:• 1. Informasi yang harus diketahui• AQL• Banyaknya produk yang dihasilkan• Jenis sampel (tunggal, ganda, atau banyak)• Tingkat inspeksi yang digunakan (biasanya tingkat II)• 2. Pengetahuan tentang banyaknya produk yang dihasilkan dan tingkat inspeksi yang digunakan untuk menentukan kode seperti pada
Tabe17.4• 3. Pengetahuan tentang kode, AQL, dan jenis pengambilan sampel, sehingga rencana pengambilan sampel dapat dilakukan dengan
Tabel 7.5 sampai dengan Tabel 7.13
54
• Secara keseluruhan, langkah-langkah penggunaan antarANSI/ASQC Z1.4 ini adalah :
• 1. Menentukan AQL• 2. Memilih tingkat inspeksi umum (general inspection level),
biasanya dimulai dari tingkat II (normal)• 3. Menentukan ukuran produk (lot size) dengan melihat Tabel 7.4• 4. Menemukan simbol ukuran sampel berdasarkan data-data di atas
(no. 1- -3)• 5. Menentukan jenis pengambilan sampel tunggal, ganda, atau
banyak.• 6. Menentukan besar sampel yang harus diambil dengan
menggunakan Tabel 7.5. sampai dengan Tabel 7.13• 7. Untuk inspeksi awal digunakan inspeksi normal, kemudian beralih
ke inspeksi ketat atau longgar sesuai dengan aturan perubahanjenis inspeksi yang ada.
55
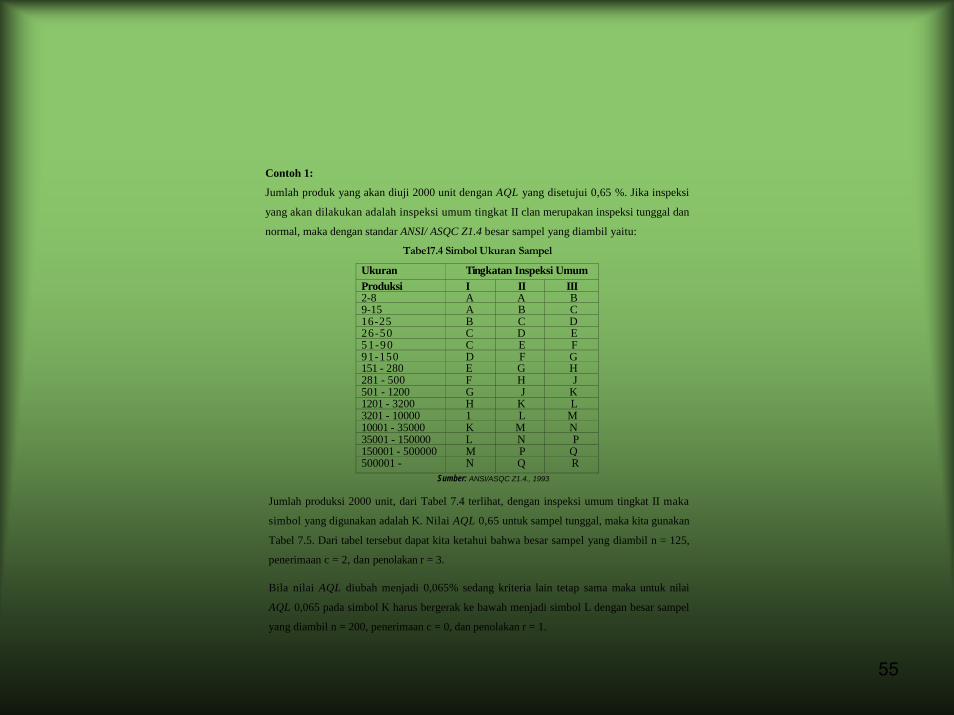
Contoh 1:
Jumlah produk yang akan diuji 2000 unit dengan AQL yang disetujui 0,65 %. Jika inspeksi
yang akan dilakukan adalah inspeksi umum tingkat II clan merupakan inspeksi tunggal dan
normal, maka dengan standar ANSI/ ASQC Z1.4 besar sampel yang diambil yaitu:
Tabe17.4 Simbol Ukuran Sampel
Ukuran Tingkatan Inspeksi Umum Produksi I II III 2-8 A A B 9-15 A B C 16-25 B C D 26-50 C D E 51-90 C E F 91-150 D F G 151 - 280 E G H 281 - 500 F H J 501 - 1200 G J K 1201 - 3200 H K L 3201 - 10000 1 L M 10001 - 35000 K M N 35001 - 150000 L N P 150001 - 500000 M P Q 500001 - N Q R
Sumber: ANSI/ASQC Z1.4., 1993 Jumlah produksi 2000 unit, dari Tabel 7.4 terlihat, dengan inspeksi umum tingkat II maka
simbol yang digunakan adalah K. Nilai AQL 0,65 untuk sampel tunggal, maka kita gunakan
Tabel 7.5. Dari tabel tersebut dapat kita ketahui bahwa besar sampel yang diambil n = 125,
penerimaan c = 2, dan penolakan r = 3.
Bila nilai AQL diubah menjadi 0,065% sedang kriteria lain tetap sama maka untuk nilai
AQL 0,065 pada simbol K harus bergerak ke bawah menjadi simbol L dengan besar sampel
yang diambil n = 200, penerimaan c = 0, dan penolakan r = 1.

56
Contoh 2 :
Jumlah produk yang akan diuji 1.000 unit dengan AQL yang disetujui 15%. Jika inspeksi
yang akan dilakukan adalah inspeksi umum tingkat III, merupakan inspeksi ganda dan
jenisnya longgar, maka dengan standar ANSI/ASQC Z1.4, besar sampel yang diambil, yaitu:
Dari Tabel 7.4 maka kita dapatkan simbol K. Untuk AQL 15 pada simbol K dalam Tabel
7.10. harus bergeser ke atas menjadi simbol J, sehingga nl = 10, cl = 5, rl = 10, dan n2 = 20,
c2 = 12, r2 = 16. Dari hasil tersebut, bila ternyata produk yang diuji mempunyai cacat antara
12 dan 16 (13,14,15) maka harus dilakukan pengambilan sampel ketiga atau menjadi
pengambilan sampel banyak.

57
Contoh 3:
Jumlah produk yang akan diuji 80 unit dengan AQL yang disetujui 2,5%. Jika inspeksi yang
akan dilakukan adalah inspeksi umum tingkat II, merupakan inspeksi banyak dan jenisnya
ketat, maka dengan standar ANSI/ASQC Z1.4 besar sampel yang diambil, yaitu:
Dari Tabel 7.4. kita dapatkan simbol E, dan pada sampel banyak - ketat maka kita gunakan
Tabel 10.13. Dari tabel tersebut ternyata simbol E harus bergeser menjadi G sehingga n1 =
8, c1 = #, r1 = 2, n2 = 8, c2 = #, r2 = 2, n3 = 8, c3 = 0, r3 = 2, n4 = 8, c4 = 0, r4 =3, n5 = 8,
c5 = 1, r5 = 3, n6 = 8, c6 = 1, r6 = 3, n7 = 8, c7 = 2, r7 = 3. Untuk sampel pertama dan
kedua tidak terdapat kriteria penerimaan, sehingga hanya ada lima kali pengambilan
sampel.

58
Contoh 4:
Jumlah produk yang akan diuji 400 unit dengan AQL yang disetujui 1,0%. Jika inspeksi
yang akan dilakukan adalah inspeksi umum tingkat II, merupakan inspeksi tunggal dan
jenisnya normal sebagai awal pengujian. Inspeksi dilakukan 10 kali dengan hasil sebagai
berikut:
no. jumlah cacat no. jumlah cacat 1 1 6 12 0 7 03 2 8 14 3 9 15 1 10 2
Perencanaan berdasar LQL ini digunakan bila ada perlindungan terhadap penerimaan
individu terhadap sejumlah produk. Nilai biasanya berkisar 0,5; 1,0; 2,0; 3,0; 4,0; 5,0; 7,0;
dan 10,0 persen, baik untuk sampel tunggal maupun sampel ganda. Tabel 10.15 sampai 10.18
hanya menyediakan LQL sebesar 3% dan 5%.
Dengan standar ANSI/ASQC Z1.4 jenis sampel yang diambil yaitu:
Sampel pertama normal dengan simbol H, sebanyak n = 50, c = 1, r = 2, hasilnya
diterima. Sampel 2 masih menggunakan jenis atau tipe yang sama dan hasilnya diterima.
Sampel ketiga dengan jenis sama namun hasilnya ditolak, demikian juga untuk sampel
keempat. Karena ada dua kali penolakan dari lima sampel berurutan yang dilakukan maka
inspeksi pindah ke jenis inspeksi ketat. Dari Tabel 7.6 maka sampel yang diambil n = 80, c =
1, r = 2. Dengan menggunakan tipe sampel ini maka sampel keenam, ketujuh, kedelapan,
dan kesembilan diterima. Karena lima kali penerimaan dalam jenis sampel ketat maka
mulai pengujian kesepuluh diambil sampel jenis normal dengan n = 50, c = 1, dan r = 2.
Untuk sampel kesebelas juga masih digunakan jenis sampel yang sama dengan sampel
kesepuluh.