procedimiento de trabajo para incrementar la...
TRANSCRIPT
FACULTAD DE INGENIERÍA
Carrera de Ingeniería Industrial y Comercial
PROCEDIMIENTO DE TRABAJO PARA
INCREMENTAR LA PRODUCTIVIDAD EN LOS
PROYECTOS DE DIGITALIZACIÓN EN UNA
EMPRESA DE SOLUCIONES INFORMATICAS
Tesis para optar el Título Profesional de Ingeniero Industrial y
Comercial
GUTARRA ELIAS, ADRIANA RAQUEL
HUASHUAYO CALDAS, YULI EDITH
Asesor:
Agustini Paredes, Liliana Rosalinda
LIMA – PERÚ
2017
TABLA DE CONTENIDO
INTRODUCCIÓN 17
MARCO HISTÓRICO 19
LA DIGITALIZACIÓN EN EL MUNDO 19
LA DIGITALIZACIÓN EN EL PERÚ 20
LA DIGITALIZACIÓN EN LA EMPRESA EN ESTUDIO 22
PROBLEMA DE INVESTIGACIÓN 31
IDENTIFICACIÓN DEL PROBLEMA 31
FORMULACIÓN DEL PROBLEMA 38
LIMITACIÓN DEL PROBLEMA 39
MARCO REFERENCIAL 40
ANTECEDENTES 40
ESTADO DE ARTE 44
MARCO TEÓRICO 46
Diagrama de causa y efecto. 46
Tormenta de ideas (brainstorming). 47
Matriz de análisis y priorización (Vester). 47
Diagrama de Pareto. 48
Diagrama de flujo. 48
Diagrama PEPSU. 49
Proceso. 50
Productividad. 52
Layout. 52
FIFO. 53
Las cinco S (5´S). 53
Estudio de tiempos. 55
Suplementos del estudio de tiempos. 55
Valoración del ritmo de trabajo. 57
Cálculo del tiempo normal. 57
Cálculo del tiempo estándar. 58
Manual de organización y funciones (MOF). 58
Capacitación. 58
Motivación. 59
Servicio al cliente. 60
SEMÁNTICA, TÉRMINOS Y DEFINICIONES 61
OBJETIVOS DE LA INVESTIGACIÓN 64
OBJETIVO GENERAL 64
OBJETIVOS ESPECÍFICOS 64
JUSTIFICACIÓN DEL PROBLEMA 65
JUSTIFICACIÓN TEÓRICA 65
JUSTIFICACIÓN PRÁCTICA 66
JUSTIFICACIÓN ECONÓMICA 66
JUSTIFICACIÓN SOCIAL 67
HIPOTESIS DE LA INVESTIGACIÓN 68
MATRIZ DE CONSISTENCIA 69
MARCO METODOLOGICO 70
MÉTODO DE INVESTIGACIÓN 70
TIPO DE INVESTIGACIÓN 70
NIVEL DE INVESTIGACIÓN 70
DISEÑO DE INVESTIGACIÓN 72
PARADIGMA 72
ENFOQUE 72
VARIABLES 72
VARIABLE INDEPENDIENTE 73
VARIABLE DEPENDIENTE 73
RELACIÓN ENTRE VARIABLES 73
POBLACIÓN Y MUESTRA 73
UNIVERSO 74
POBLACIÓN 74
MUESTRA 74
UNIDAD DE ANÁLISIS 76
TÉCNICA E INSTRUMENTO 76
TÉCNICA 76
INSTRUMENTO 77
DIAGNÓSTICO ACTUAL 78
DESCRIPCIÓN DEL ACTUAL SERVICIO 78
RECOLECCIÓN DE INFORMACIÓN 79
Descripción de ejecución y microforma final. 79
Descripción de las actividades del proceso. 83
ANÁLISIS DEL PROCESO Y FLUJO 106
PROPUESTA DE MEJORA 116
PROCEDIMIENTO DE PROCESO DE TRABAJO 116
Aplicación metodología 5S. 118
Aplicación del criterio FIFO. 130
PROGRAMA DE CAPACITACIÓN 131
IMPLEMENTACIÓN DE PUNTOS DE CONTROL DE CALIDAD 138
Implementación de un control de calidad en la actividad de preparación. 138
Implementación de un control de calidad después de la actividad de
digitalización. 139
Implementación de un control de calidad después de la actividad de
generación de microformas. 140
IMPLEMENTACIÓN 142
TOMA DE TIEMPOS 142
LEVANTAMIENTO DE LA INFORMACIÓN 143
PRESUPUESTO 151
RESULTADOS 152
RESULTADOS EN LA IMPLEMENTACIÓN DE UN PROCEDIMIENTO 152
RESULTADOS EN LA IMPLEMENTACIÓN DE PROGRAMA DE CAPACITACIÓN 155
RESULTADOS EN LA IMPLEMENTACIÓN DE PUNTOS DE CONTROL DE CALIDAD PARA
LOGRAR LA SATISFACCIÓN DEL CLIENTE 157
DISCUSIÓN 164
CONCLUSIONES 167
RECOMENDACIONES 170
REFERENCIAS 171
ANEXOS 173
ÍNDICE DE TABLAS
Tabla 1: Clientes potenciales de la empresa 24
Tabla 2: Tabla de penalidades 25
Tabla 3: Listado de problemas principales de la empresa 27
Tabla 4: Matriz de análisis y priorización 28
Tabla 5: Rentabilidad de un proyecto de digitalización 30
Tabla 6: Tabla de los problemas que presenta el proceso de digitalización 35
Tabla 7: Tabla de frecuencias ordenadas 36
Tabla 8: Tabla de suplementos 56
Tabla 9: Tabla del ritmo de trabajo 57
Tabla 10: Datos para hallar el coeficiente de correlación 71
Tabla 11: Variables y relación entre variables 73
Tabla 12: Demanda semanal de cajas 74
Tabla 13: Descripción del servicio 78
Tabla 14: Precio unitario por imagen digitalizada 79
Tabla 15: Tabla de Responsabilidades 82
Tabla 16: Cronograma de recojo 86
Tabla 17: Cantidad de caracteres para la indización 93
Tabla 18: Requerimiento mensual de imágenes del cliente 106
Tabla 19: Número de imágenes por caja 106
Tabla 20: Abastecimiento mensual para cada ciclo de producción 108
Tabla 21: Jornada laboral por turno 109
Tabla 22: Cantidad de operarios por turno 110
Tabla 23: Producción planificada vs. Producción real por CP 111
Tabla 24: Producción planificada vs. Producción real por CP 111
Tabla 25: Tabla de penalidades 112
Tabla 26: Ahorro por reprocesos 113
Tabla 27: Tabla de actividades críticas 116
Tabla 28: Identificación de materiales y herramientas 120
Tabla 29: Tabla de evaluación de los elementos seleccionados 122
Tabla 30: Tabla de código por áreas 123
Tabla 31: EPP´s para el área de almacén 127
Tabla 32: EPP´s para el área de acondicionado 128
Tabla 33:Programa de inducción 132
Tabla 34: Días programados para la inducción 133
Tabla 35: Programa de capacitación 134
Tabla 36: Días programados para la capacitación 135
Tabla 37: Programa anual de capacitación de salud y seguridad en el trabajo 137
Tabla 38: Suplementos y factor de valoración utilizada antes de la implementación 144
Tabla 39:Suplementos y factor de valoración utilizada después de la implementación 145
Tabla 40: Toma de tiempos para el proceso productivo antes de la implementación 147
Tabla 41: Toma de tiempos para el proceso productivo después de la implementación 149
Tabla 42: Levantamiento de información en campo 150
Tabla 43: Presupuesto para la implementación de mejoras 151
Tabla 44: Incremento de caja a digitalizar por tuno 152
Tabla 45: Tabla de penalidades en el ciclo de producción 07 153
Tabla 46: Ahorro en penalidades 154
Tabla 47: Porcentaje de cumplimiento del procedimiento 155
Tabla 48:Porcentaje de cumplimiento de la producción planificada en el CP 07 156
Tabla 49: Tabla Ahorro en reprocesos 157
Tabla 50: Cuadro de entrega de microformas aceptadas 158
Tabla 51: Resultados de encuesta antes de la implementación 159
Tabla 52: Resultados de la encuesta después de la implementación 160
Tabla 53: Tabla de productividad 161
Tabla 54: Cuadro de resumen de resultados 162
Tabla 55: Flujo económico del proyecto 163
ÍNDICE DE FIGURAS
Figura 1: Presencia Global de la empresa en estudio 22
Figura 2: Tipos de mercados y su participación 23
Figura 3: Diagrama de Vester 28
Figura 4: Diagrama de Ishikawa del problema en estudio 34
Figura 5: Diagrama de Pareto de los principales problemas que se presentan en el
proceso de digitalización de documentos legales 37
Figura 6: Simbología para el Diagrama de flujo 49
Figura 7: Representación de un proceso 50
Figura 8: Gráfica de Las Cinco S (5S) 54
Figura 9: Modelo de las características de trabajo (MCT) 60
Figura 10: Grafica de la correlación entre las variables 71
Figura 11: Flujo estándar – Línea de producción 83
Figura 12: Módulo de recepción de documentos 87
Figura 13: Módulo de preparación de documentos 88
Figura 14: Módulo de digitalización de documentos 91
Figura 15: Módulo de digitación y verificación de datos 92
Figura 16: Módulo de indización 93
Figura 17: Módulo de control de calidad (QA) 95
Figura 18: Módulo de reproceso 98
Figura 19: Módulo de autentificación del Fedatario 99
Figura 20: Modulo de aplicación de firma digital 100
Figura 21: Módulo de grabación de medios magnéticos 101
Figura 22: Módulo de QA de medios magnéticos 102
Figura 23: Módulo de armado de documentos 103
Figura 24: Módulo de devolución de documentos 105
Figura 25: Porcentaje de tamaño de papel por cada tipo 107
Figura 26: Flujo del procedimiento actual 115
Figura 27: Flujo del procedimiento propuesto 117
Figura 28: Puntaje para la evaluación 5S 119
Figura 29: Código de señalización 124
Figura 30: Señalización de caja de herramientas 125
Figura 31: División de la zona de trabajo 125
Figura 32: Puntaje después de implementar 5s 129
Figura 33: Flujo implementado para el QA en la actividad de preparación 139
Figura 34: Flujo implementado para el QA después de digitalización 140
Figura 35: Flujo implementado para el QA después de la generación de microformas 141
Figura 36: Penalizaciones por cada ciclo de producción 154
Figura 37: Evolución del % de cumplimiento en los ciclos de producción 156
Figura 38: Porcentaje de entrega de microformas aceptadas en los ciclos de producción 158
ÍNDICE DE ANEXOS
Anexo 1: Relación de Organizaciones con Certificaciones de Microformas 173
Anexo 2: Formato de Transferencia Externa de Documentos 174
Anexo 3: Formato de Devolución externa de Documentos 175
Anexo 4: Escala de tamaños de papel 176
Anexo 5: Reporte de Datacont S.A.C. de reparación de scanner 177
Anexo 6: Principales certificaciones de la empresa 180
Anexo 7: Hoja de Verificación 5S para el área de almacén 181
Anexo 8: Hoja de Verificación 5S para el área de acondicionado 182
Anexo 9: Hoja de Verificación 5S para el área de producción y QA 183
Anexo 10: Hoja de Verificación 5S para el área de producción y QA 184
Anexo 11: Check list de limpieza 185
Anexo 12: Registro de asistencia a inducciones, entrenamientos y capacitaciones 186
Anexo 13: Despliegue de los materiales de trabajo para el proceso de digitalización 187
Anexo 14: Imágenes antes de la implementación 188
Anexo 15: Imágenes después de la implementación 190
Anexo 16: Procedimiento del proceso de digitalización de documentos legales 192
Anexo 17: Elaboración del Manual de Organización y Funciones propuesto 203
Anexo 18: Metodología de preparación de documentos propuesta 228
Anexo 19: Instructivo de Equipos de protección personal 239
Anexo 20: Elaboración del formato de entre de elemento de protección 247
Anexo 21: Ficha de control e inspección de EPP 248
Anexo 22: Formato de registro de control de calidad 249
Anexo 23: Diagrama de operaciones del proceso antes de la implementación 250
Anexo 24: Diagrama de operaciones del proceso después de la implementación 252
Anexo 25: Formato de Registro de no conformidades 254
Anexo 26: Formato de registro de parada de scanner 255
Anexo 27: Formato de registro de producción 256
Anexo 28: Layout propuesto modelo secuencial 258
Anexo 29: Mapa de Riesgos 259
Anexo 30: Matriz de Identificación de peligros y evaluación de riesgos (IPER) 260
Anexo 31: Encuesta corta para el personal de la entidad respecto al grado de satisfacción 264
Anexo 32: Propuesta de examen médico 265
Anexo 33: Propuesta del Sistema de gestión integrado cotizado para la certificación de Tri
Norma 267
DEDICATORIA
A nuestros padres, hermanos y abuelos que nos
acompañaron en este proceso, guiándonos y
depositando su confianza en nosotras.
AGRADECIMIENTO
A Dios, por las bendiciones, fortaleza y sabiduría para
desarrollar esta tesis.
A nuestra familia, por su apoyo incondicional, confianza
y amor.
A nuestra asesora Ing. Liliana Agustini, por
acompañarnos en esta etapa importante, dándonos las
bases, consejos y sobre todo inculcarnos el amor por
nuestra carrera.
RESUMEN
El presente estudio de investigación detalla la problemática de uno de los proyectos de
digitalización de documentos de valor legal que posee y ejecuta la empresa de soluciones.
La magnitud del proyecto en estudio radica en brindar un eficaz servicio de digitalización y la
creación de microformas. A través de esta investigación se evaluó y realizó el diagnostico de
todas las actividades involucradas en la línea de producción desde la recepción de documentos
legales en el Archivo Central del cliente hasta la entrega de la microforma final.
A lo largo de este análisis se identificó que la empresa en estudio tenía márgenes bajos en este
proyecto debido a que no existía un procedimiento establecido y dentro de la línea de
producción no existían los puntos de control de calidad después de las actividades criticas lo
cual genera una productividad baja y los reprocesos.
Por ende, se implementó una mejora en todo el proceso productivo desde la creación de un
procedimiento de trabajo, la capacitación correcta para los operarios y el establecimiento de
puntos de control de calidad cuyo objetivo principal es incrementar la productividad y obtener
un proceso de digitalización estándar para que en futuras presentaciones de ofertas y
ejecuciones de servicio la empresa en estudios las aplique y obtenga como resultado el
otorgamiento de Buena Pro, así como una rentabilidad del proyecto positiva.
Palabras Claves: Procedimiento, digitalización, productividad, capacitación, puntos de control
de calidad.
ABSTRACT
This research studies details the problem of one of the projects of digitization of documents of
legal value that owns and executes the solutions company.
The magnitude of the project under study lies in providing an efficient digitization service and
the creation of microforms. Through this research was evaluated and performed the diagnosis
of all the activities involved in the production line from the receipt of legal documents in the
Central File of the client until the delivery of the final microform.
Throughout this analysis it was identified that the company under study had low margins in
this project because there was no established procedure and within the production line there
were no quality control points after the critical activities which generates low productivity and
reprocessing.
Therefore, an improvement was implemented throughout the production process from the
creation of a work procedure, the correct training for operators and the establishment of quality
control points whose main objective is to increase productivity and obtain a standard
digitalization process so that in future presentations of offers and service executions, the
company in studies will apply them and obtain as a result the granting of Good Pro, as well as
a positive project profitability.
Key Words: Digitization, procedure, productivity, training, quality control point.
17
INTRODUCCIÓN
En los últimos años, muchos países y empresas de diferentes rubros han incrementado su
productividad a través de la digitalización, esto se debe a que la digitalización facilita el
almacenamiento, la reproducción y el acceso a la información a todas las personas en el mundo,
así como la disminución de costos para las empresas.
La digitalización en Perú ha ido creciendo a lo largo del siglo XXI, ocasionando que
empresas especializadas busquen mejoras en sus procesos para ser más productivas y a su vez
generar mayores ingresos sin dejar de ser competitivas.
El presente estudio de investigación se ha llevado a cabo el diagnóstico y una propuesta de
la elaboración del procedimiento de todo el proceso de digitalización teniendo como finalidad
incrementar la productividad de la línea de producción de digitalización, la cual comprende las
siguientes actividades: recepción, preparación, digitalización, indización, reproceso, control de
calidad, fedatario y generación de microformas.
Esta investigación iniciará con el marco histórico donde se explicará la evolución de la
digitalización, así como el marco teórico será referente a los procesos, metodologías,
capacitación al personal, satisfacción al cliente y productividad. Asimismo, este trabajo de
investigación estará delimitado a las exigencias del proyecto en estudio que tiene como cliente
final a una entidad pública.
Posteriormente en el presente estudio de investigación se establece la problemática de la
investigación, su identificación y formulación, los cuales han determinado la realización y
solución para lograr incrementar la productividad del proyecto.
18
Respecto al marco referencial, se ha especifica los antecedentes, el estado del arte y el marco
teórico, los cuales fundamentas y avalan nuestra tesis. De la misma manera se ha establecido
los objetivos e hipótesis, los cuales están estrechamente relacionados.
Consecutivamente, se detalla el diagnostico actual del proyecto que posee la empresa y las
propuestas de mejora, así como la implementación que se ha realizado y los resultados finales
que dan como resultado el incremento de la productividad sustentada bajo una estandarización
del procedimiento del proceso de digitalización.
Por último, se presenta las conclusiones y recomendaciones obtenidas en el desarrollo del
presente trabajo de investigación.
19
MARCO HISTÓRICO
La digitalización en el mundo
A inicios del año 90 se transmitía imágenes mediante el Telediágrafo. En 1913 se creó el
Belinógrafo, este invento transmitía imágenes a través de la línea telefónica, que a lo largo del
tiempo se denominó FAX. Con el paso de los años, la tecnología fue avanzando en grandes
pasos hasta que en la década de los 40’s se construyeron las primeras computadoras
Posteriormente en la década de los 80’s se fabrica por primera vez los escáneres digitales,
mostrándose su facilidad digitalizar y almacenar los archivos en un computador.
En el artículo realizado por Arien González sobre la digitalización, resalta la siguiente frase:
“Una imagen, mil palabras: la digitalización como estrategia de preservación de documentos
archivísticos”; esta frase resume el objetivo de la digitalización que es preservar la
documentación a lo largo del tiempo.
Por otro lado, según Valdespino, en su artículo “Sistema de información de archivo abierto
(OAIS)”, resalta la importancia de la información digital debido a su autenticidad y su duración
a largo plazo sin perder su valor.
Los primeros países en ingresar al boom de la digitalización del acervo documentario en
América Latina fueron Colombia, Costa Rica y Brasil mediante la digitalización de sus
archivos nacionales logrando tener una archivística internacional.
La tendencia mundial del manejo automatizado de la información ha logrado en las
empresas incrementar su productividad, eficiencia, pero sobre todo un ahorro ya que todo se
ve reflejado en la disminución de costos de papelería y almacenamiento.
Las Firmas como Coopers & Lybrand, Nolan Norton Institute, Ernst & Young, Sandy
Schiele y Betsy Delfosse y otras, publicaron los resultados de los estudios realizados para saber
20
en cuanto la digitalización de documentos beneficia a las empresas, lo resultados estadísticos
fueron los siguientes:
La búsqueda y distribución de documentos en papeles representan 90% de las actividades de
los empleadores.
El tiempo que emplea un trabajador en buscar un documentos o información es el 30%.
Un documento es fotocopiado alrededor de 20 veces.
La cantidad de copia es alta.
Casi el 10% de los documentos se pierden o se deterioran.
Finalmente, la Universidad de British Columbia y la UNESCO en el 2012 realizaron una
conferencia donde se concluyó que la información digital posee un valor económico, no solo
en valor monetario sino cultural y patrimonial para todo el mundo.
La digitalización en el Perú
Según Aída Mendoza en la Revista Alexandría: Revista de Ciencias de la Información
(2007), con el transcurso de los años se ha manifestado diferentes normas relacionadas a las
tecnologías de información y las comunicaciones (TICs) en nuestro país. En el año 2000 el
Congreso de la República publico la Ley 27269 de firmas y certificados digitales, pero
posteriormente en el año 2007 se publica el Decreto Supremo Nº 004-2007-PCM derogando la
ley anterior.
El servicio de digitalización y producción de microformas en los últimos años ha crecido y
deja cada vez de lado los grandes costos de inventario en almacén y los gastos referido a este.
Asimismo, este servicio ayuda a las personas a estar más cerca y tener una mayor facilidad de
información o incluso la documentación que requiere. Para la digitalización de documentos
legales los tramites de solicitud de préstamo son engorrosos y tiene una larga duración; por
21
ello, La Cuarta Disposición Final del reglamento menciona la función de los fedatarios,
autorizados mediante el Decreto Legislativo 68 y el artículo 127 de la Ley Nº 27444, Ley de
Procedimiento Administrativo General.
Estos servicios de digitalización y micrograbación de documentos con valor legal se
convocan mediante los concursos emitidos por las entidades públicas o privadas, que en
adelante se llamarán clientes.
La mayoría de estos procesos se rigen bajo el sistema de precios unitarios. En estos últimos
años el precio unitario por imagen digitalizada es aproximadamente S/. 0.30 incluido IGV. Este
precio debe reflejar el cumplimiento de los Requerimientos Técnicos Mínimos que se presentan
en la Bases, documento donde se encuentra toda la información requerida sobre el servicio a
ejecutar por el Contratista.
Algunas empresas que ofrecen estos servicios (Ver Anexo N° 1) y se encuentran
consolidadas en el mercado peruano son:
GMD
INDRA S.A
IMAGING PERÚ S.A.C.
RANSA COMERCIAL S.A.C.
COSAPI DATA S.A.
CERTICOM S.A.C.
A y D ASOCIADOS S.A.
POLYSISTEMAS S.A.C
En una entrevista realizada al Sr. Saravia, colaborador de la empresa GMD señala que, desde
hace 15 años, GMD brinda el servicio de digitalización con valor legal en el Perú y son los
22
líderes en todo el mercado peruano. Además, estiman actualizar su tecnología para brindar un
mejor servicio y seguir posicionados en todos los sectores públicos y privados del país.
La digitalización en la empresa en estudio
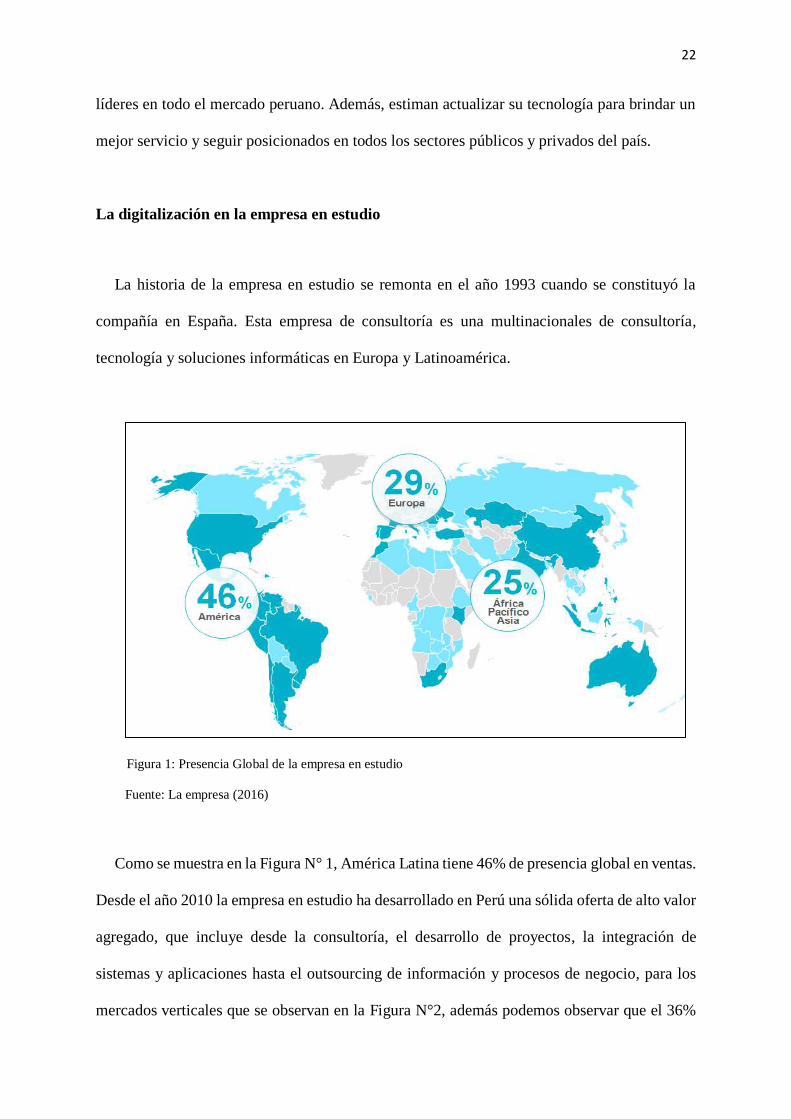
La historia de la empresa en estudio se remonta en el año 1993 cuando se constituyó la
compañía en España. Esta empresa de consultoría es una multinacionales de consultoría,
tecnología y soluciones informáticas en Europa y Latinoamérica.
Figura 1: Presencia Global de la empresa en estudio
Fuente: La empresa (2016)
Como se muestra en la Figura N° 1, América Latina tiene 46% de presencia global en ventas.
Desde el año 2010 la empresa en estudio ha desarrollado en Perú una sólida oferta de alto valor
agregado, que incluye desde la consultoría, el desarrollo de proyectos, la integración de
sistemas y aplicaciones hasta el outsourcing de información y procesos de negocio, para los
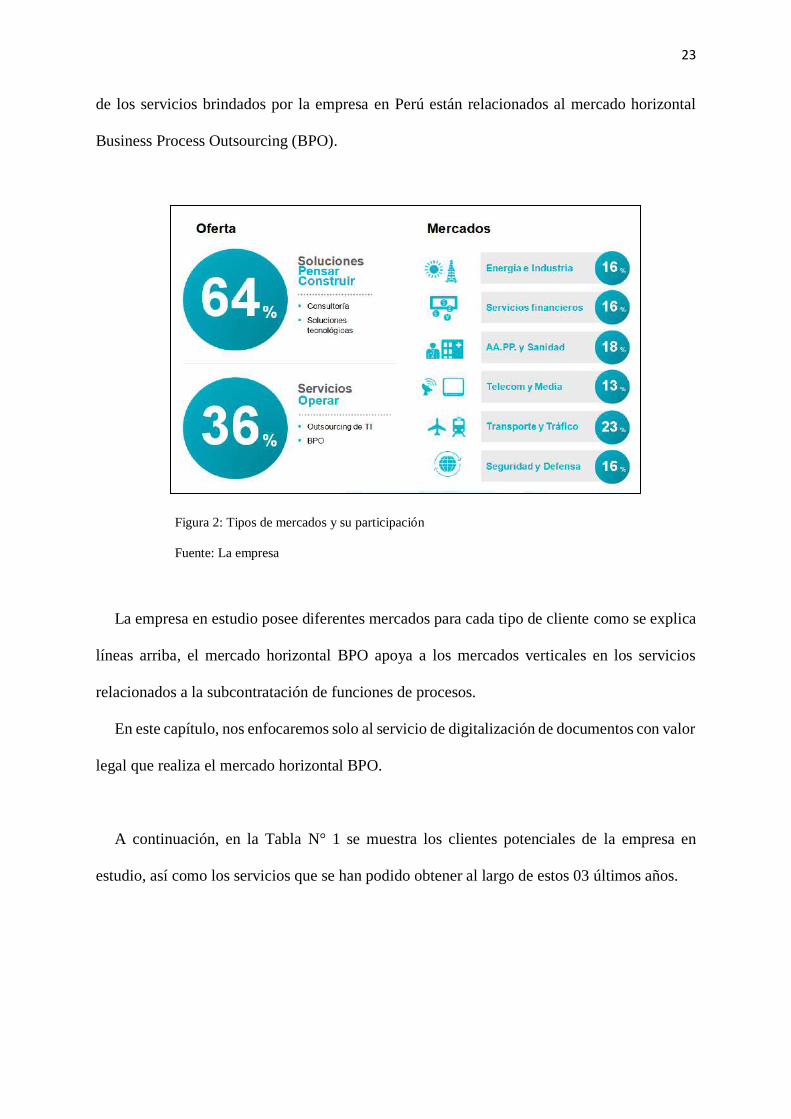
mercados verticales que se observan en la Figura N°2, además podemos observar que el 36%
23
de los servicios brindados por la empresa en Perú están relacionados al mercado horizontal
Business Process Outsourcing (BPO).
Figura 2: Tipos de mercados y su participación
Fuente: La empresa
La empresa en estudio posee diferentes mercados para cada tipo de cliente como se explica
líneas arriba, el mercado horizontal BPO apoya a los mercados verticales en los servicios
relacionados a la subcontratación de funciones de procesos.
En este capítulo, nos enfocaremos solo al servicio de digitalización de documentos con valor
legal que realiza el mercado horizontal BPO.
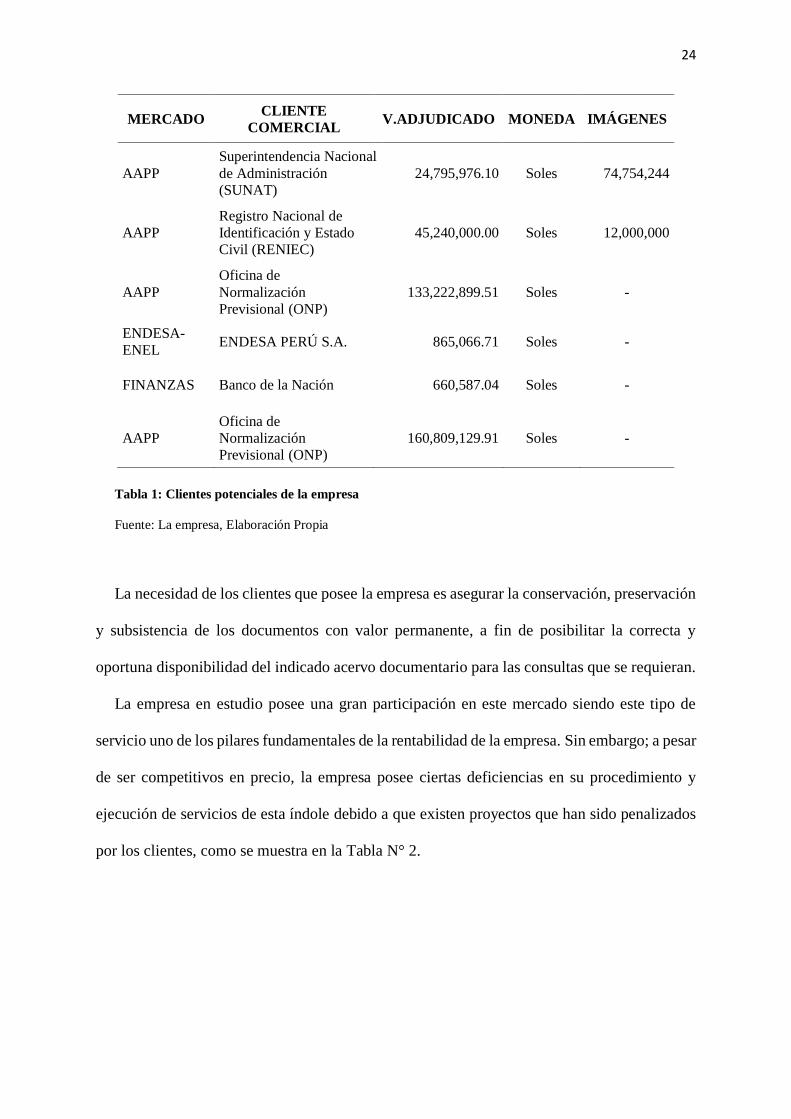
A continuación, en la Tabla N° 1 se muestra los clientes potenciales de la empresa en
estudio, así como los servicios que se han podido obtener al largo de estos 03 últimos años.
24
MERCADO CLIENTE
COMERCIAL V.ADJUDICADO MONEDA IMÁGENES
AAPP
Superintendencia Nacional
de Administración
(SUNAT)
24,795,976.10 Soles 74,754,244
AAPP
Registro Nacional de
Identificación y Estado
Civil (RENIEC)
45,240,000.00 Soles 12,000,000
AAPP
Oficina de
Normalización
Previsional (ONP)
133,222,899.51 Soles -
ENDESA-
ENEL ENDESA PERÚ S.A. 865,066.71 Soles -
FINANZAS Banco de la Nación 660,587.04 Soles -
AAPP
Oficina de
Normalización
Previsional (ONP)
160,809,129.91 Soles -
Tabla 1: Clientes potenciales de la empresa
Fuente: La empresa, Elaboración Propia
La necesidad de los clientes que posee la empresa es asegurar la conservación, preservación
y subsistencia de los documentos con valor permanente, a fin de posibilitar la correcta y
oportuna disponibilidad del indicado acervo documentario para las consultas que se requieran.
La empresa en estudio posee una gran participación en este mercado siendo este tipo de
servicio uno de los pilares fundamentales de la rentabilidad de la empresa. Sin embargo; a pesar
de ser competitivos en precio, la empresa posee ciertas deficiencias en su procedimiento y
ejecución de servicios de esta índole debido a que existen proyectos que han sido penalizados
por los clientes, como se muestra en la Tabla N° 2.
25
MERCADO CLIENTE COMERCIAL TIPO PROYECTO/
SERVICIO PENALIDADES
AAPP
Superintendencia Nacional
de Administración
(SUNAT)
BPO / BPO
Externalización Procesos
de Negocio trans
5.67%
AAPP
Registro Nacional de
Identificación y Estado Civil
(RENIEC)
BPO / BPO
Externalización Procesos
de Negocio vertical
2.32%
AAPP Oficina de Normalización
Previsional (ONP)
BPO / BPO
Externalización Procesos
de Negocio vertical
0.00%
ENDESA-
ENEL ENDESA PERÚ S.A.
Soluciones de Tercer / IP3
Integración de productos /
paquetes de tecnología
0.00%
FINANZAS Banco de la Nación
BPO / BPO
Externalización Procesos
de Negocio vertical
0.00%
AAPP Oficina de Normalización
Previsional (ONP))
BPO / BPO
Externalización Procesos
de Negocio vertical
0.00%
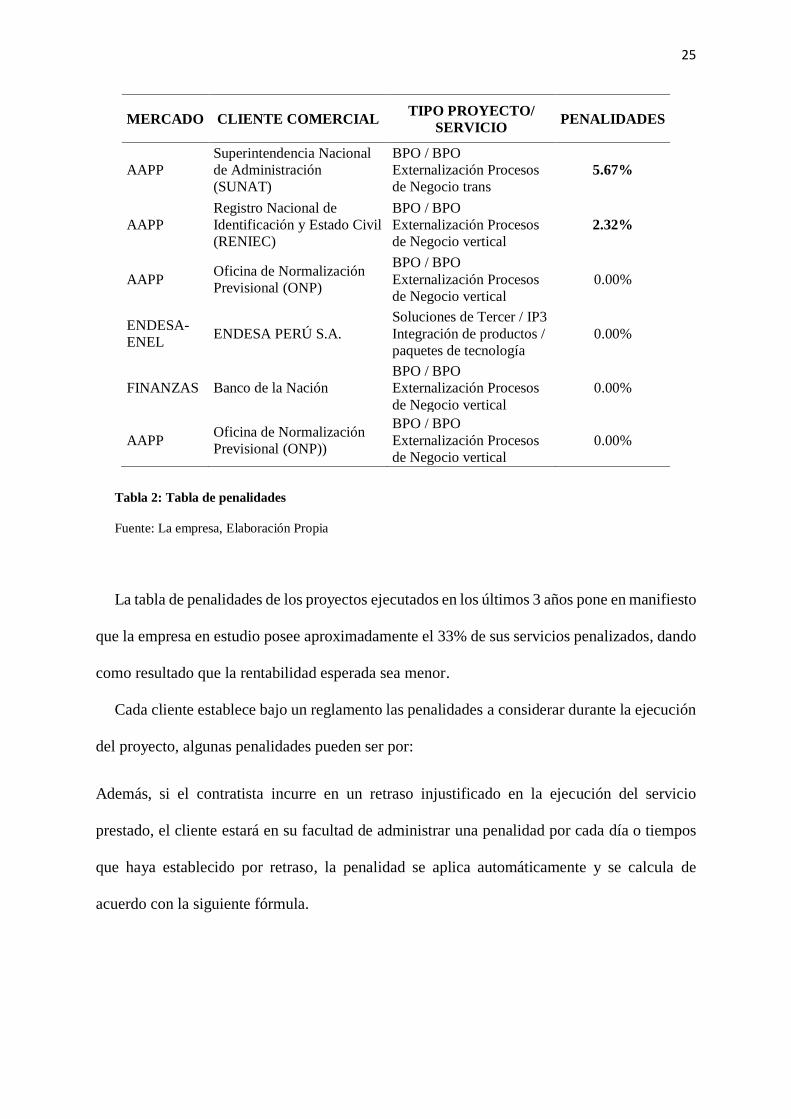
Tabla 2: Tabla de penalidades
Fuente: La empresa, Elaboración Propia
La tabla de penalidades de los proyectos ejecutados en los últimos 3 años pone en manifiesto
que la empresa en estudio posee aproximadamente el 33% de sus servicios penalizados, dando
como resultado que la rentabilidad esperada sea menor.
Cada cliente establece bajo un reglamento las penalidades a considerar durante la ejecución
del proyecto, algunas penalidades pueden ser por:
Además, si el contratista incurre en un retraso injustificado en la ejecución del servicio
prestado, el cliente estará en su facultad de administrar una penalidad por cada día o tiempos
que haya establecido por retraso, la penalidad se aplica automáticamente y se calcula de
acuerdo con la siguiente fórmula.
26
Penalidad
Diaria =
0.10 x Monto
F x Plazo en días
Donde:
F = 0.40
Si al momento de la devolución de los documentos por parte del Contratista al cliente, este
detectará que algún documento se encuentre perdido o deteriorado, la Entidad procederá a
aplicar la penalidad equivalente a doscientos nuevos soles (S/.200.00) por documento.
Estos acontecimientos dan como resultado que la empresa en estudio se muestre
negativamente en el mercado frente a otras empresas competidoras; además, las penalidades
que llegan a equivaler hasta el diez por ciento (10%) del monto del contrato que se tiene en
circulación o vigente pueden ser causales para la resolución del contrato.
Asimismo, durante el proceso de presentación de la oferta se debe ser transparente ya que
el incumplimiento de lo expuesto podría concluir con la inhabilitación de la empresa, no
pudiéndose presentar a los concursos convocados para el Estado por un período mínimo de 03
años.
Para analizar la problemática de manera global de la empresa en estudio con los puntos
explicados líneas arriba, se realizará el análisis mediante una matriz de prioridades Vester, en
la Tabla Nº 3, se mostrará un listado con los problemas asociados.
27
PROBLEMA DESCRIPCIÓN
P1 Acumulación de penalizaciones en diferentes
proyectos
P2 Proyectos de digitalización bajo y/o negativo margen
P3 Mucha competencia en el mercado
P4 Falta de involucramiento por parte de la empresa
P5 Falta de contactos en las entidades públicas y privadas
P6 Resistencia al cambio (retos)
P7 Precios altos en el mercado de licitaciones
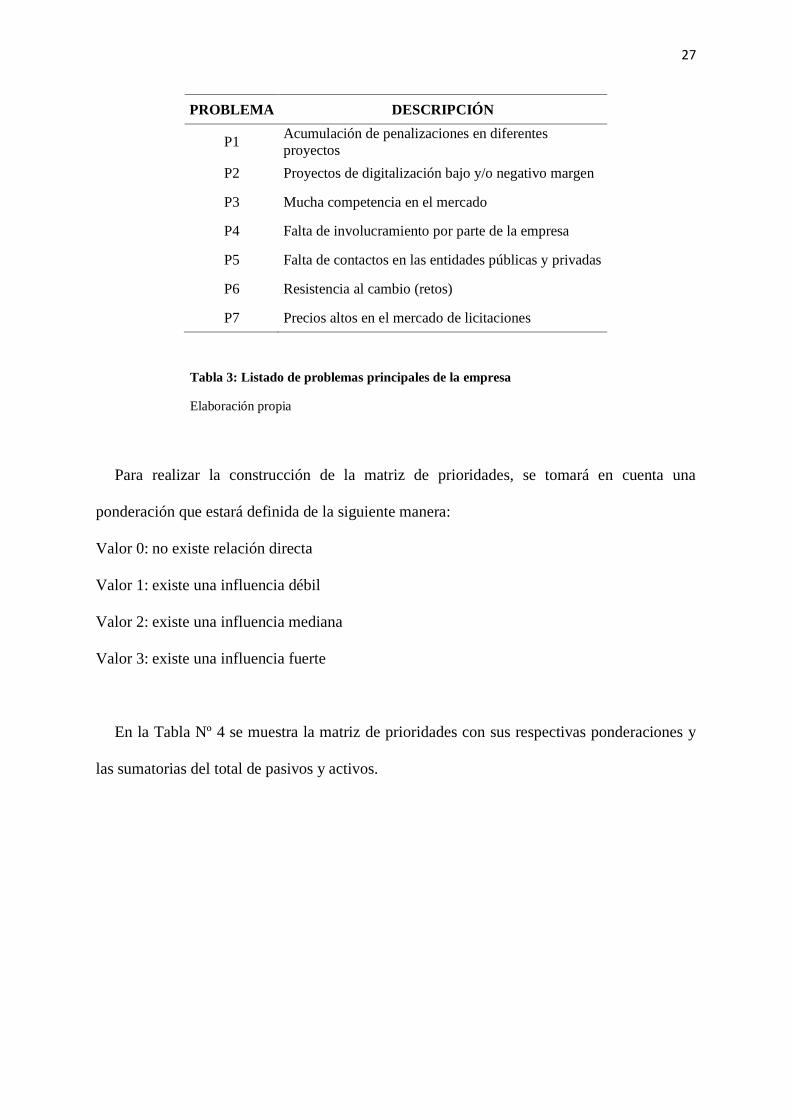
Tabla 3: Listado de problemas principales de la empresa
Elaboración propia
Para realizar la construcción de la matriz de prioridades, se tomará en cuenta una
ponderación que estará definida de la siguiente manera:
Valor 0: no existe relación directa
Valor 1: existe una influencia débil
Valor 2: existe una influencia mediana
Valor 3: existe una influencia fuerte
En la Tabla Nº 4 se muestra la matriz de prioridades con sus respectivas ponderaciones y
las sumatorias del total de pasivos y activos.
28
ITEM DESCRIPCIÓN P1 P2 P3 P4 P5 P6 P7 Total
activos
P1 Acumulación de penalizaciones en
diferentes proyectos 3 1 2 1 0 1 8
P2 Proyectos de digitalización bajo y/o
negativo margen 3 2 3 2 2 3 15
P3 Mucha competencia en el mercado 0 0 2 2 1 2 7
P4 Falta de involucramiento por parte de la
empresa 0 1 1 2 2 1 7
P5 Falta de contactos en las entidades públicas
y privadas 0 2 2 1 0 1 6
P6 Resistencia al cambio (retos) 0 2 1 1 0 0 4
P7 Precios altos en el mercado de licitaciones 1 2 3 0 0 0 6
Total pasivos 4 10 10 9 7 5 8
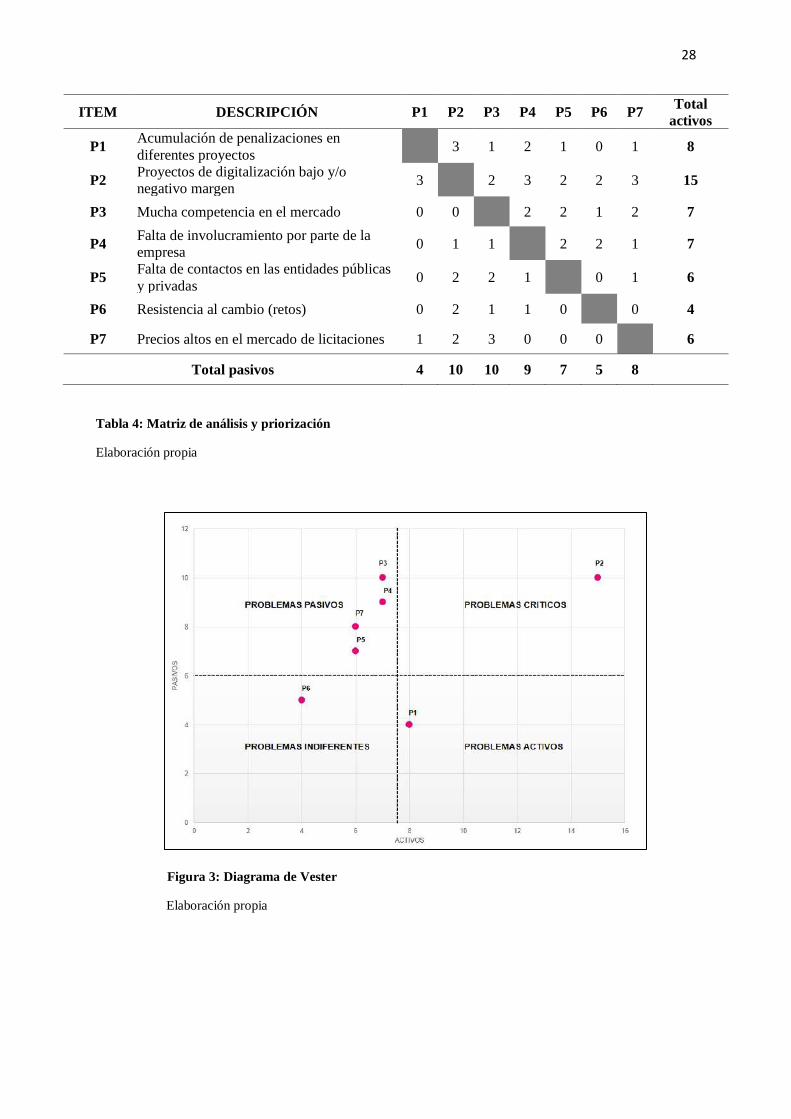
Tabla 4: Matriz de análisis y priorización
Elaboración propia
Figura 3: Diagrama de Vester
Elaboración propia
29
En la Figura N° 3, se muestra la gráfica del plano cartesiano de la matriz de prioridades
donde se observa que el P2 se encuentra en el cuadrante II, es decir el problema criticó de la
empresa radica en los proyectos de digitalización que poseen bajos y/o negativos márgenes de
utilidad, por ende; bajan la rentabilidad de la empresa en estudio.
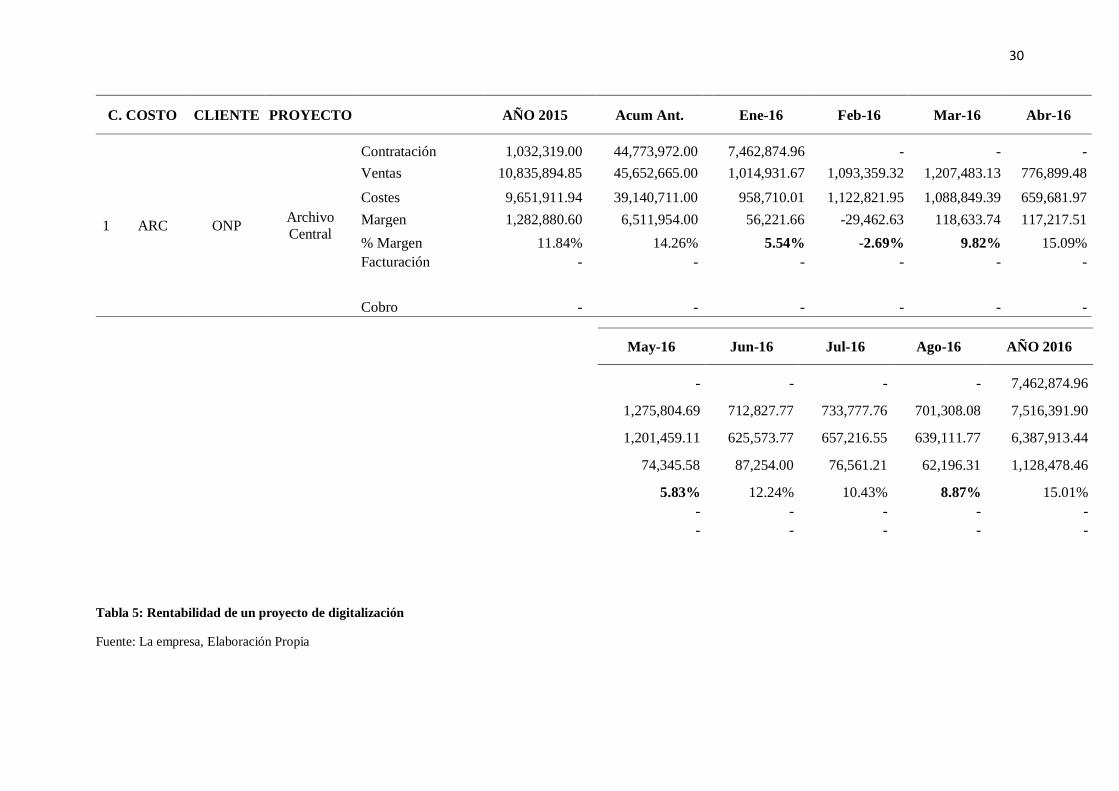
En la Tabla Nº 5, se muestra a lo largo del plazo de ejecución la rentabilidad por mes de un
proyecto de digitalización, donde se observa que la fluctuación es variable, dando como
resultado final un margen bajo a lo presupuestado en el estudio de mercado.
30
C. COSTO CLIENTE PROYECTO AÑO 2015
Acum Ant.
Ene-16 Feb-16 Mar-16 Abr-16
1 ARC ONP Archivo
Central
Contratación 1,032,319.00 44,773,972.00 7,462,874.96 - - -
Ventas 10,835,894.85 45,652,665.00 1,014,931.67 1,093,359.32 1,207,483.13 776,899.48
Costes 9,651,911.94 39,140,711.00 958,710.01 1,122,821.95 1,088,849.39 659,681.97
Margen 1,282,880.60 6,511,954.00 56,221.66 -29,462.63 118,633.74 117,217.51
% Margen 11.84% 14.26% 5.54% -2.69% 9.82% 15.09%
Facturación - - - - - -
Cobro - - - - - -
Tabla 5: Rentabilidad de un proyecto de digitalización
Fuente: La empresa, Elaboración Propia
May-16 Jun-16 Jul-16 Ago-16 AÑO 2016
- - - - 7,462,874.96
1,275,804.69 712,827.77 733,777.76 701,308.08 7,516,391.90
1,201,459.11 625,573.77 657,216.55 639,111.77 6,387,913.44
74,345.58 87,254.00 76,561.21 62,196.31 1,128,478.46
5.83% 12.24% 10.43% 8.87% 15.01%
- - - - -
- - - - -
31
PROBLEMA DE INVESTIGACIÓN
Identificación del problema
El mayor servicio que realiza la empresa en estudio se encuentra en el mercado de BPO,
este se trata de la digitalización y producción de microformas de documentos, para el presente
trabajo de investigación tomaremos como caso particular el servicio de digitalización y micro
grabación con valor legal de 27,300,000 de imágenes, así mismo el servicio tendrá una duración
de doce (12) meses y debe cumplir lo estipulado en la Norma Técnica Peruana (NTP)
392.030.2:2005.
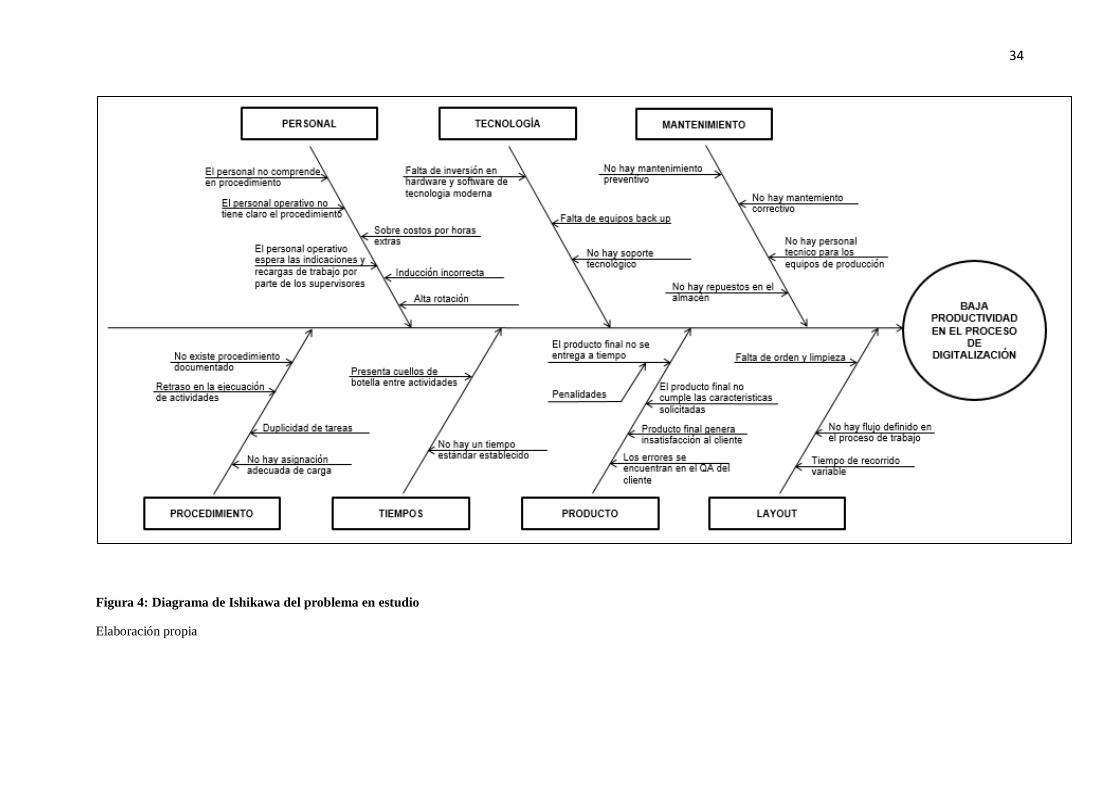
Mediante un diagrama de Ishikawa (ver Figura Nº 4) llegamos a la conclusión que la
problemática en estudio se debe la falta de un procedimiento de trabajo, lo cual muestra un
rango inadecuado de baja y alta productividad de digitalización de documentos
Asimismo, la mala distribución de la línea digitalización, producción de microformas y falta
de punto de control de calidad esto se ve reflejado en la falta de orden y limpieza, cajas
amontonadas por falta de anaqueles, puestos de trabajo mal ubicados y otros.
Cabe mencionar que la empresa en estudio no cuenta con un tiempo estándar establecido
debido a que su dimensionamiento respecto a su producción se realiza mediante una volumetría
establecida. Adicional a esta problemática, se muestra en evidencia de la inexistencia de un
procedimiento de trabajo causando que una inducción incorrecta en el personal, retrasos en la
ejecución y el producto final (microforma) no cumpla con las características solicitadas.
La organización y la falta de capacitación al personal que existe en este proyecto ponen en
riesgo los tiempos de entrega y ejecución debido a los dos tipos de reprocesos que existe, estos
reprocesos se dan en la línea de producción y al entregar la microforma final al cliente. Esto da
como resultado que la digitalización y producción de microformas sea ineficiente y muestre a
32
los clientes una mala reputación de la empresa generando insatisfacción en nuestro cliente. Sin
embargo, no solo se trata de mal prestigio que dichos problemas pueden ocasionar a la empresa,
a la vez la rentabilidad del proyecto es baja. La empresa debe tener en cuenta que, al no cumplir
con lo estipulado en el contrato de servicio, los clientes pueden rescindir el contrato y colocar
penalidades de gran costo para la empresa.
Como parte de la identificación del problema general, se realizó un correcto y minucioso
diagnóstico sobre el proceso de digitalización. Se utilizaron técnicas como la tormenta de ideas
(brainstorming), Diagrama de Ishikawa y Pareto. Con ayuda de la técnica de brainstorming, se
efectuó una lista de las principales causas que evita que el proceso de digitalización tenga una
buena productividad, dando como resultado:
No hay flujo continuo en el proceso de trabajo.
Falta de orden y limpieza en el área de trabajo del personal.
El personal operativo no tiene claro sus funciones.
No existe un tiempo estándar establecido.
Presencia de cuellos de botellas entre actividades.
El personal operativo espera las indicaciones y recargas de trabajo por parte de los
supervisores.
Ausencia parcial del supervisor en el proyecto.
Sobre costos por pago de horas extras al personal.
No existe un procedimiento de trabajo documentado.
Falta de capacitación al personal.
Alta rotación de personal.
Faltas de equipos back up.
Falta de inversión en hardware y software de tecnología moderna.
33
Alto porcentaje de reprocesos en las actividades.
Paradas de escáneres.
Producto final (microforma) no cumple con las características solicitadas por el cliente.
Retraso en la ejecución de las actividades.
Duplicidad de tareas.
Producto final genera insatisfacción al cliente.
Inducción incorrecta a los nuevos colaboradores.
34
Figura 4: Diagrama de Ishikawa del problema en estudio
Elaboración propia
35
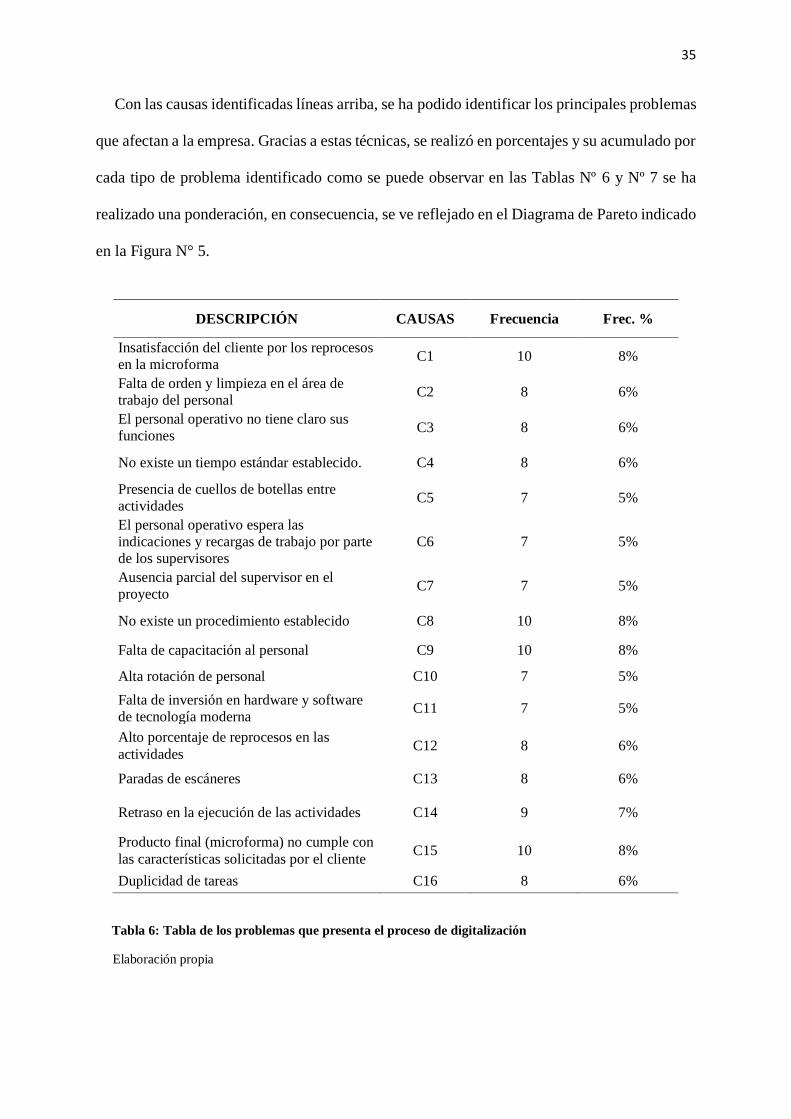
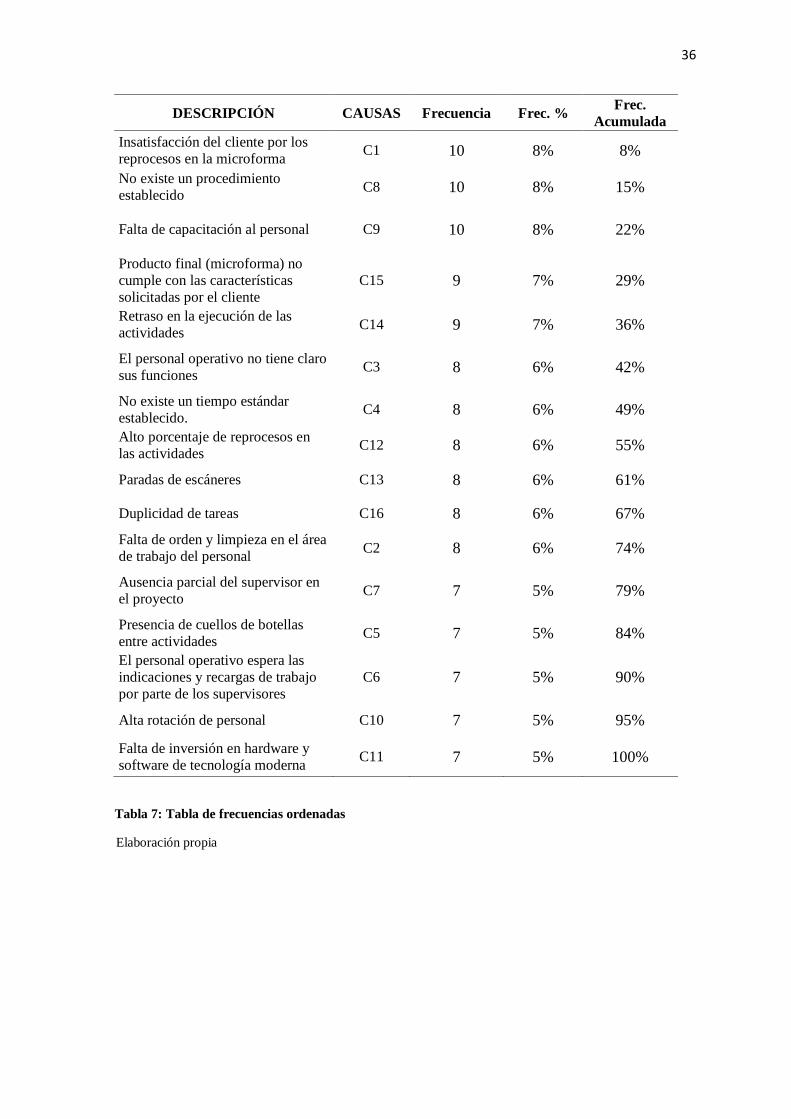
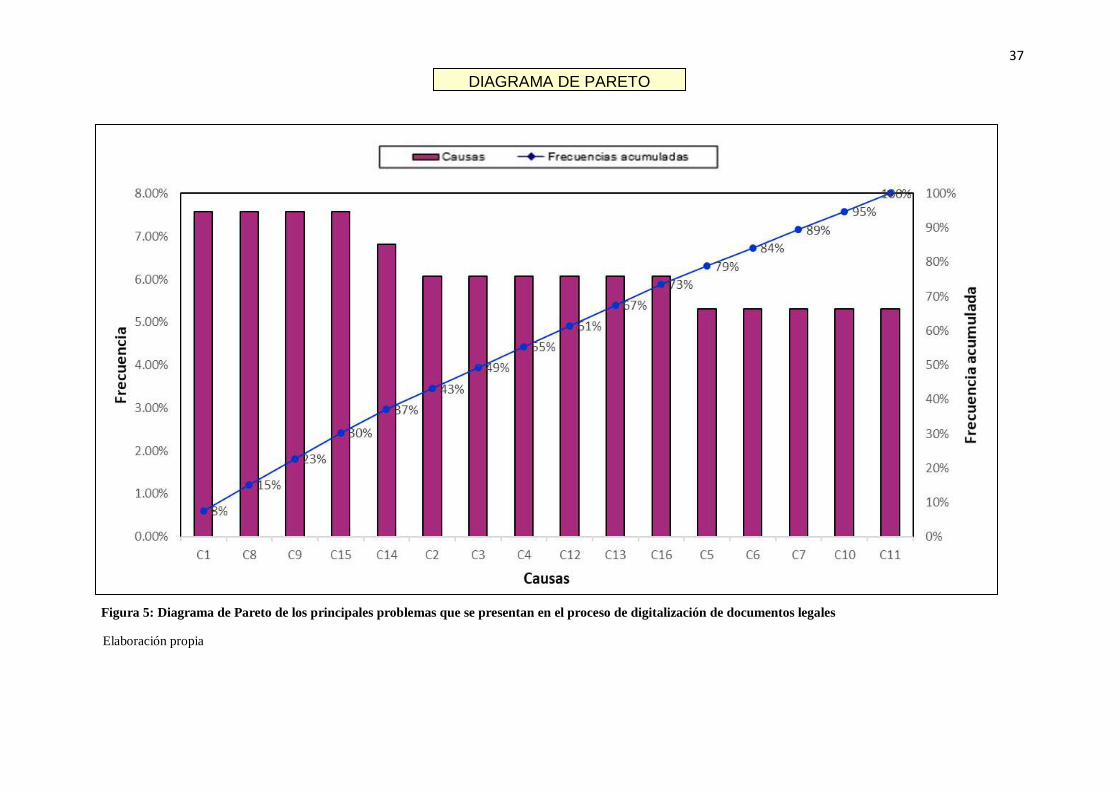
Con las causas identificadas líneas arriba, se ha podido identificar los principales problemas
que afectan a la empresa. Gracias a estas técnicas, se realizó en porcentajes y su acumulado por
cada tipo de problema identificado como se puede observar en las Tablas Nº 6 y Nº 7 se ha
realizado una ponderación, en consecuencia, se ve reflejado en el Diagrama de Pareto indicado
en la Figura N° 5.
DESCRIPCIÓN CAUSAS Frecuencia Frec. %
Insatisfacción del cliente por los reprocesos
en la microforma C1 10 8%
Falta de orden y limpieza en el área de
trabajo del personal C2 8 6%
El personal operativo no tiene claro sus
funciones C3 8 6%
No existe un tiempo estándar establecido. C4 8 6%
Presencia de cuellos de botellas entre
actividades C5 7 5%
El personal operativo espera las
indicaciones y recargas de trabajo por parte
de los supervisores
C6 7 5%
Ausencia parcial del supervisor en el
proyecto C7 7 5%
No existe un procedimiento establecido C8 10 8%
Falta de capacitación al personal C9 10 8%
Alta rotación de personal C10 7 5%
Falta de inversión en hardware y software
de tecnología moderna C11 7 5%
Alto porcentaje de reprocesos en las
actividades C12 8 6%
Paradas de escáneres C13 8 6%
Retraso en la ejecución de las actividades C14 9 7%
Producto final (microforma) no cumple con
las características solicitadas por el cliente C15 10 8%
Duplicidad de tareas C16 8 6%
Tabla 6: Tabla de los problemas que presenta el proceso de digitalización
Elaboración propia
36
DESCRIPCIÓN CAUSAS Frecuencia Frec. % Frec.
Acumulada
Insatisfacción del cliente por los
reprocesos en la microforma C1 10 8% 8%
No existe un procedimiento
establecido C8 10 8% 15%
Falta de capacitación al personal C9 10 8% 22%
Producto final (microforma) no
cumple con las características
solicitadas por el cliente
C15 9 7% 29%
Retraso en la ejecución de las
actividades C14 9 7% 36%
El personal operativo no tiene claro
sus funciones C3 8 6% 42%
No existe un tiempo estándar
establecido. C4 8 6% 49%
Alto porcentaje de reprocesos en
las actividades C12 8 6% 55%
Paradas de escáneres C13 8 6% 61%
Duplicidad de tareas C16 8 6% 67%
Falta de orden y limpieza en el área
de trabajo del personal C2 8 6% 74%
Ausencia parcial del supervisor en
el proyecto C7 7 5% 79%
Presencia de cuellos de botellas
entre actividades C5 7 5% 84%
El personal operativo espera las
indicaciones y recargas de trabajo
por parte de los supervisores
C6 7 5% 90%
Alta rotación de personal C10 7 5% 95%
Falta de inversión en hardware y
software de tecnología moderna C11 7 5% 100%
Tabla 7: Tabla de frecuencias ordenadas
Elaboración propia
37
Figura 5: Diagrama de Pareto de los principales problemas que se presentan en el proceso de digitalización de documentos legales
Elaboración propia
DIAGRAMA DE PARETO
38
En el diagrama de Pareto se observa los problemas más críticos de mayor a menor magnitud
clasificando los de gran importancia para poder minimizarlos.
Analizando las causas principales del resultado del Diagrama de Ishikawa y Pareto se puede
concluir que la productividad en los proyectos de digitalización es baja y por ende no existe
una buena rentabilidad al final del servicio. Esto radica debido a que no existe un procedimiento
de trabajo del proceso de digitalización para lo cual se debe hacer una correcta implementación
y todo lo que conlleva a su mejora.
De igual modo, se divisa la falta de capacitación a los operarios debido a que no hay un flujo
continuo dando como resultado la existencia de reprocesos, así como la microformas producto
final a entregar al cliente no cumplen con los requerimientos solicitados generando la
insatisfacción del cliente.
Formulación del problema
Esta investigación busca mejorar la productividad en el proceso de digitalización de
documentos con valor legal.
Por lo tanto, los problemas del presente trabajo de investigación quedan formulados de la
siguiente manera:
Problema general.
¿Cuánto incrementará la productividad a través de la elaboración de un procedimiento de
trabajo en los proyectos de digitalización en una empresa de soluciones informáticas?
39
Problemas específicos.
Problema específico 1.
¿En qué medida un procedimiento de trabajo permite lograr un incremento en la
productividad en los proyectos de digitalización en una empresa de soluciones informáticas?
Problema específico 2.
¿En qué medida un programa de capacitación disminuirá los reprocesos en los proyectos de
digitalización en una empresa de soluciones informáticas?
Problema específico 3.
¿De qué manera la implementación de nuevos puntos de control calidad incrementa el nivel
del servicio en los proyectos de digitalización en una empresa de soluciones informáticas?
Limitación del problema
Este trabajo de investigación está limitado en los siguientes puntos:
- Este trabajo excluye el transporte de los documentos almacenados en cajas desde el
almacén central de la Entidad hasta las instalaciones del contratista y viceversa.
- Asimismo, también se excluirá el tiempo de recorrido de documentos dentro de las
actividades involucradas en el proceso de digitalización.
- Los lotes de producción a digitalizar contienen hojas A4 y bulky en buen estado, para
el caso de estudio no se han considerado hojas en mal estado que necesiten algún tipo de
tratamiento. Dichas hojas solo tienen un 1% de deterioro.
- El presente trabajo de investigación no incluye almacenamiento de las microformas.
40
MARCO REFERENCIAL
Antecedentes
Internacionales.
Ruiz Macías, Javier (2014) en su tesis “Organización del almacén de consumos internos en
una tienda de autoservicios aplicando la metodología 5S” presenta la propuesta para mejorar
las funciones del almacén de consumos internos. Para lograr el objetivo se creó un plan de
implementación de 5S, el cual consistió en la capacitación de los trabajadores en 5S, evaluación
del lugar de trabajo y compromiso de los trabajadores en la implementación. El almacén pasó
por la implementación de las 5S, teniendo como resultado la disciplina en sus trabajadores, los
cuales mantendrán el almacén limpio, ordenado y seguro, logrando la mejora de las actividades
que se llevaban dentro de él.
Casan Ayarvide, Franklin (2006-2007) en su tesis “Mejora continua para la satisfacción del
cliente en el departamento de revisión y matriculación de la comisión de tránsito del Guayas”,
presenta los problemas que tiene el departamento tales como: deficiencia en el sistema
informático, fallas en los equipos y falta de liderazgo administrativo, debido a la capacidad
insuficiente del hardware, la falta de planificación en el mantenimiento, ausencia de
indicadores, errores operativos, tecnología no adecuada. Como solución del problema se
propone una serie de etapas dentro de las cuales se considera la elaboración de un manual de
calidad y procedimientos, un programa de capacitación, contratación de personal para
desarrollar los procesos de mejora continua.
41
Maurice, Richard (2008) en su tesis “Desarrollo de una propuesta para mejorar la gestión
del tiempo de los proyectos de digitalización” detalló los problemas que presenta la empresa
PROCERT dentro de los cuales se identificó: retrasos en la fecha de finalización de los
proyectos, cambios injustificados en el cronograma, retrabajos, e insatisfacción de los
stakeholders, afectando a la imagen corporativa y generando pérdida de clientes; por ende, la
disminución de ingresos. El autor realizó un análisis situacional del proceso de gestión del
tiempo en cuatro proyectos de digitalización de documentos, teniendo como consecuencia la
inexistencia de un procedimiento documentado para llevar a cabo los proyectos de la empresa.
Olmedo Buezo, María José (2012) presenta en su tesis “Estandarización de procedimientos
de trabajo del área de la planta de lácteos y bebidas no carbonatadas de la empresa alimentos
Ideal S.A.”, cuyo objetivo es actualizar los procedimientos del Manual de Aseguramiento de
la Calidad, buscando la estandarización de los procedimientos en el área de procesos. Para su
desarrollo la autora realizó un diagnóstico de necesidades de capacitación, (DNC), que permite
evaluar y encontrar las deficiencias en cada puesto de trabajo. Luego, detalló una guía de
capacitación, que especifica las competencias laborales que necesita cada trabajador por puesto
de trabajo, en el área de procesos. Como resultado final respecto a su implementación los
tiempos de limpieza, desinfección y mezcla considerando la forma actual y propuesta en
ejecución de procedimientos porcentaje de ahorro fue de 1.4% y 2.7% en lácteos, 23.0% y
36.9% en néctares y 14.4% y 14.9% en refrescos.
Mazabanda Bayas, Carlos Hernán (2010) en trabajo de investigación “El manual de
organización y funciones y su incidencia en el talento humano de la empresa Lady rose de
Ambato” presenta la implementación de un Manual de Organización y Funciones, el cual es
objetivo principal de esta tesis y cuyo fin es que el gerente cuente con las herramientas
42
administrativas para guiar correctamente todas y cada una de las actividades, funciones y tareas
a cada colaborador de la empresa. Finalmente, el autor muestra la propuesta a implantar en la
empresa y recalca que para obtener un personal capacitado es necesario consensuar el
instrumento técnico llamado “Manual de Organización”.
Nacionales.
Mejía Mejía, Jesús Miguel (2016) en su tesis “Propuesta de mejora del proceso de
producción en una empresa que produce y comercializa microformas con valor legal”, tiene
como objetivo la reducción y/o eliminación de costos y actividades del área de producción, que
se encuentran limitando su desempeño. Mediante la aplicación de técnicas del Lean
Manufacturing se detectaron las actividades con oportunidades de mejora y poder aplicarse en
futuros proyectos. Se obtuvo como resultado la disminución del tiempo de proceso de los libros
de 7.1 días a 0.7 días, además de un incremento en las eficiencias de sus líneas de producción
de 61.6% a 94.26% y la productividad pasó de 0.49 libros/operario a 0.75 libros/operario.
Saravia Martínez, Héctor (2012) en su tesis informativa “Implementación de una línea de
producción de microformas digitales” describió la experiencia profesional que ha tenido el
autor en proyectos de implementación de líneas de producción de microformas digitales a gran
escala que abarca más de dos millones de imágenes mensuales, dicho procesos han aplicado
las Normas Técnicas Peruanas para la producción de las microformas y la seguridad de
informes que estas contienen.
Martell Ruiz, Bebeto y Sánchez Ayala, Alicia (2013) en su tesis “Plan de capacitación para
mejorar el desempeño de los trabajadores operativos del gimnasio Sport Club de la ciudad de
Trujillo-2013”, tocan el problema de la percepción que tenían los clientes del gimnasio sobre
43
sus trabajadores. Las principales razones de esta percepción tenían que ver con que sea personal
nuevo, en su mayoría, y sin ninguna capacitación para ejercer sus labores. Mediante la
implementación del plan de capacitación se logró incrementar la capacidad para resolver quejas
de los clientes de manera rápida y adecuada, disminuyeron las quejas de los compañeros sobre
su trabajo, fueron capaces de resolver conflictos presentados en su trabajo y se muestran prestos
a seguir recibiendo capacitación. Antes de la implementación del plan de capacitación, se
realizó una encuesta a los clientes del gimnasio que dio un 3.39 de promedio al desempeño de
los trabajadores (en una escala de 0 a 10, donde 0 representa un pésimo desempeño y 10 óptimo
desempeño), después de la implementación se volvió a aplicar la misma encuesta y esta dio
como resultado 7.83. Como resultado final, se comprobó que luego de la implementación del
plan de capacitación, se logró mejorar el desempeño de los trabajadores.
Pérez Mantilla, Ana (2012) presenta en su trabajo “Propuesta de mejoramiento de la
productividad laboral a través de la metodología de las 5S y estudio de tiempos en Inversiones
El Rancho SAC”, la implementación de las 5S y el estudio de tiempos como propuesta de
solución para minimizar las deficiencias en la empresa e ir mejorando la productividad laboral,
teniendo en cuenta que no se han tenido trabajos previos de ingeniería. Los principales
problemas de esta empresa fueron el desorden, la falta de limpieza, la falta de señalización de
las ubicaciones y deficiencias en el proceso productivo. Como resultado se obtuvo que la
productividad aumentó en 2 de sus procesos: elaboración de insumo (28.46%) y recolección
de huevos (11.4%).
Torres Vásquez, Arnold (2016) en su tesis “Mejora de métodos de trabajo y estandarización
de tiempos en el proceso de mantenimiento preventivo de la empresa Washington Automotriz
E.I.R.L. Cajamarca para aumentar el nivel de productividad”, presenta las técnicas y
44
herramientas usadas para la recolección de datos que permitieron conocer las deficiencias de
la empresa y el camino hacia su solución. Se hizo uso de entrevistas, observación en sitio,
encuestas a los trabajadores y posterior se hizo el análisis de la información. Se implementó la
metodología 5S y la estandarización de tiempos en los procesos de mantenimiento. Como
resultado se tuvo que los mantenimientos redujeron el tiempo en 26.12%, el mantenimiento
preventivo de 10000 km y en 29.67%, el de 40000. Además, la productividad respecto de la
mano de obra se incrementó en 35.29% y 50%, en los mantenimientos preventivos de 10000
km y 40000 km, respectivamente.
Estado de arte
Debido a las nuevas tecnologías de información, los documentos experimentan una
transformación digital, producto del hambre de conocimiento, la necesidad de información, los
límites de almacenamiento, preservación de información y alcance de los interesados en
obtenerla desde cualquier lugar.
Podemos definir documento como la presentación de la información del acontecimiento,
persona, hecho, etc. sobre la que se haya querido representar (Michael Buckland, 1998). Con
esto llegamos a la conclusión que un documento no sólo se trata de un escrito en papel, sino
cualquier otra representación como las pinturas.
Un documento electrónico o digital tendrá la particularidad de encontrarse almacenado en
un medio o unidad de almacenamiento digital, que pueda ser entendido al ser mostrado desde
una pantalla o impreso en una hoja y que no haya pasado por algún proceso adicional, al de
abrir el archivo. (Alexeis García, 2001)
45
Si hablamos de digitalización, no sólo nos referimos a la digitalización de documentos
estáticos, sino también a los dinámicos, se puede digitalizar el sonido, el movimiento, dando
como resultado una preservación y propagación de estas. Vemos que ahora es muy sencillo
buscar y copiar películas o canciones, encontrar libros y poder consultarlos las veces que
quieras sin la necesidad de llevártelo a casa o ir a una biblioteca. Pero no todo termina aquí, la
digitalización va más allá y afecta otros sectores diferentes a los ya mencionados, como la
localización mediante GPS, la obtención de información de un producto por la lectura del
código de barras, compras online y las bases de datos de diferentes áreas (Javier Echevarría,
2009).
La digitalización de documentos permite preservar la información, disminuyendo espacio
de almacenamiento y los costos que esto implica. El proceso abarca desde la digitalización de
los documentos, hasta que estos pueden ser consultados por los interesados. Dentro de las
principales ventajas que se encuentran en este proceso, se puede destacar la rapidez con la que
se procesan los documentos, el control de calidad inmediato que se realiza, además de la
posibilidad de ajustar los parámetros de calidad. Se debe tener en cuenta que, si bien ya no se
tendrá un espacio físico de almacenamiento, se deberá contar con un almacenamiento digital y
darle soporte a este. Adicionalmente se debe renovar la tecnología y establecer un sistema de
seguridad para evitar robos de información valiosa. (Julián Bescos y Juan Navarro, 1997).
Las empresas gastan entre el 6 y 15% de sus ingresos, en gestionar “los papeles” (David
Millet y Alfonso Navarro, 2008). Pese a la directiva europea en materia de facturación
electrónica, sólo el 36% la estaba cumpliendo. El tener las facturas electrónicas ahorra costos,
genera rapidez en el proceso y aumentan la eficiencia del proceso.
46
Actualmente, son más los que se suman a implementar la digitalización de documentos
dentro de sus organizaciones. En España se quiere migrar a la utilización de expedientes
electrónicos en la administración de justicia, lo cual está presentando problemas debido a las
características que traen. Se propone ir adoptando progresivamente el uso de expedientes
electrónicos, aplicando normativa, incluyendo la autenticidad del documento y la seguridad del
almacenamiento (José Muñoz y Javier Nogueras, 2014).
Marco teórico
Diagrama de causa y efecto.
Llamado también en otros libros como el diagrama de “Espina de pescado”, fue creado por
Kaoru Ishikawa.
Según Gómez, Vilar y Tejero esta herramienta es utilizada para relacionar causas y efectos.
Asimismo, se puede utilizar para estructurar el resultado de una sesión de tormenta de ideas
(brainstorming). Este diagrama se utiliza para identificar características y parámetros claves,
así como identificar distintas causas que afectan un problema.
De las siete herramientas básicas de la calidad, este diagrama es el único de naturaleza no
estadística, Ishikawa tenía como objetivo la obtención de un gráfico de fácil interpretación
donde se encuentre la relación entre un efecto y las causas que lo producen, logrando de esta
manera llegar a las causas raíz.
Utilizando este diagrama podemos tener diversos razonamientos para aplicarlos a cualquier
caso, teniendo como estándar los siguientes pasos:
Definir claramente el efecto cuyas causas van a identificarse y ponerlo por escrito.
Identificar las causas verdaderas, así como la causa raíz y agruparlas por categorías (máquina,
mano de obra, materiales, otros).
47
Realizar un brainstorming de posibles causas encontradas
Dibujar una flecha horizontal larga y colocar en la punta el efecto definido con anterioridad.
Para ayudar a determinar las posibles causas se pueden responder las siguientes preguntas,
¿Quién? ¿Qué? ¿Dónde? ¿Cuándo? ¿Cómo? ¿Cuánto?
Tormenta de ideas (brainstorming).
El libro Seis Sigma escrito por Gómez, Vilar y Tejero, describe esta herramienta como una
técnica que, utilizando la interacción de personas de un grupo de personas, sirve para generar
una gran cantidad de ideas en un corto período de tiempo.
Esta herramienta se debe utilizar en la identificación de oportunidades de mejora y en la
identificación de áreas con problemas en su proceso
Para realizar una buena utilización sobre la herramienta” Tormenta de ideas” se debe realizar
los siguientes pasos:
Revisar el tema objeto de la discusión
Asistir en su entendimiento a todo el grupo de trabajo
Invitar a todos los miembros del grupo a intervenir en la discusión y explicación de nuevas
ideas.
Finalmente, anotar todas las ideas y evaluar cuales son viables para su análisis.
Matriz de análisis y priorización (Vester).
Es un instrumento de planificación desarrollado por Frederic Vester, la cual permite la
participación del investigador en la compresión de las causas y el problema a estudiar. Esta
matriz en un formato de doble entrada, es decir los problemas son colocados de manera vertical
y horizontal. La matriz de análisis y priorización se construye de la siguiente manera:
48
Se identifican los problemas principales.
Se coloca el nivel de causalidad de los problemas sobre cada uno, es decir las ponderaciones
que tienen como valor desde el 0 (n o existe causa) hasta el valor 3 (causa fuerte).
Se realiza el calculo de total de activos como pasivos de cada problema.
Posteriormente se clasifica los problemas en pasivos, activos, indiferentes y críticos.
Diagrama de Pareto.
Según el Instituto uruguayo de Normas técnicas (UNIT), un diagrama de Pareto se utiliza
para presentar, en orden de importancia, la contribución de cada elemento al efecto total y
ordenar las oportunidades de mejora.
Asimismo, un diagrama de Pareto es una técnica gráfica simple para ordenar elementos,
desde el más frecuente hasta el menos frecuente, basándose en el principio de Pareto. Gómez,
Vilar y Tejero (2002) señalan que este principio de Pareto es 80% de los problemas provienen
del 20% de las causas.
Diagrama de flujo.
Según James R. Evans y Willian M. Lindsay (2008) un diagrama de flujo es una
representación gráfica que identifica la secuencia de actividades o flujo de materiales e
información de un proceso.
Para poder hacer una correcta elaboración de un diagrama de flujo, este se debe elaborar
entre todas las personas que participan en el proceso, es decir, supervisores, operarios y
clientes.
Según la UNIT se puede dibujar tanto el diagrama de flujo del proceso primario como el de
procesos paralelos o alternativos. De esta manera se puede representar la sucesión de
acontecimientos que ocurren para la realización de un producto (desde los materiales hasta los
49
productos). Lo cual ayuda a que el personal de trabajo conozca lo que debe hacer antes y
después de cada tarea a ejecutar.
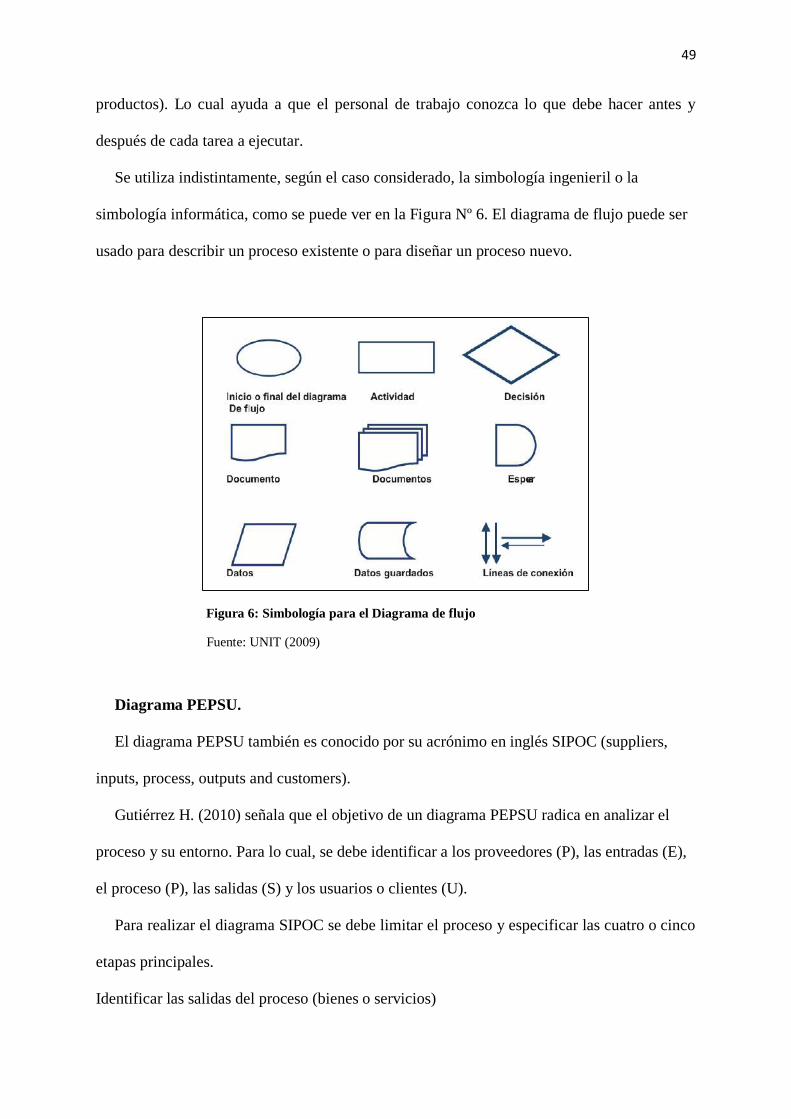
Se utiliza indistintamente, según el caso considerado, la simbología ingenieril o la
simbología informática, como se puede ver en la Figura Nº 6. El diagrama de flujo puede ser
usado para describir un proceso existente o para diseñar un proceso nuevo.
Figura 6: Simbología para el Diagrama de flujo
Fuente: UNIT (2009)
Diagrama PEPSU.
El diagrama PEPSU también es conocido por su acrónimo en inglés SIPOC (suppliers,
inputs, process, outputs and customers).
Gutiérrez H. (2010) señala que el objetivo de un diagrama PEPSU radica en analizar el
proceso y su entorno. Para lo cual, se debe identificar a los proveedores (P), las entradas (E),
el proceso (P), las salidas (S) y los usuarios o clientes (U).
Para realizar el diagrama SIPOC se debe limitar el proceso y especificar las cuatro o cinco
etapas principales.
Identificar las salidas del proceso (bienes o servicios)
50
Identificar a los usuarios o clientes.
Establecer las entradas (materiales, información y otros).
Para finalizar se identifica a los proveedores, que son los que proporcionan las entradas.
Proceso.
De acuerdo con la norma ISO 9001, es un conjunto de actividades que, al interactuar entre
sí, darán como resultado, la transformación de los insumos. Un proceso es una secuencia de
actividades que guardan relación, las cuales utilizan entradas (insumos) y al agregarle valor
convierten a estas en salidas (resultado), esto va en relación con los objetivos de la
organización.
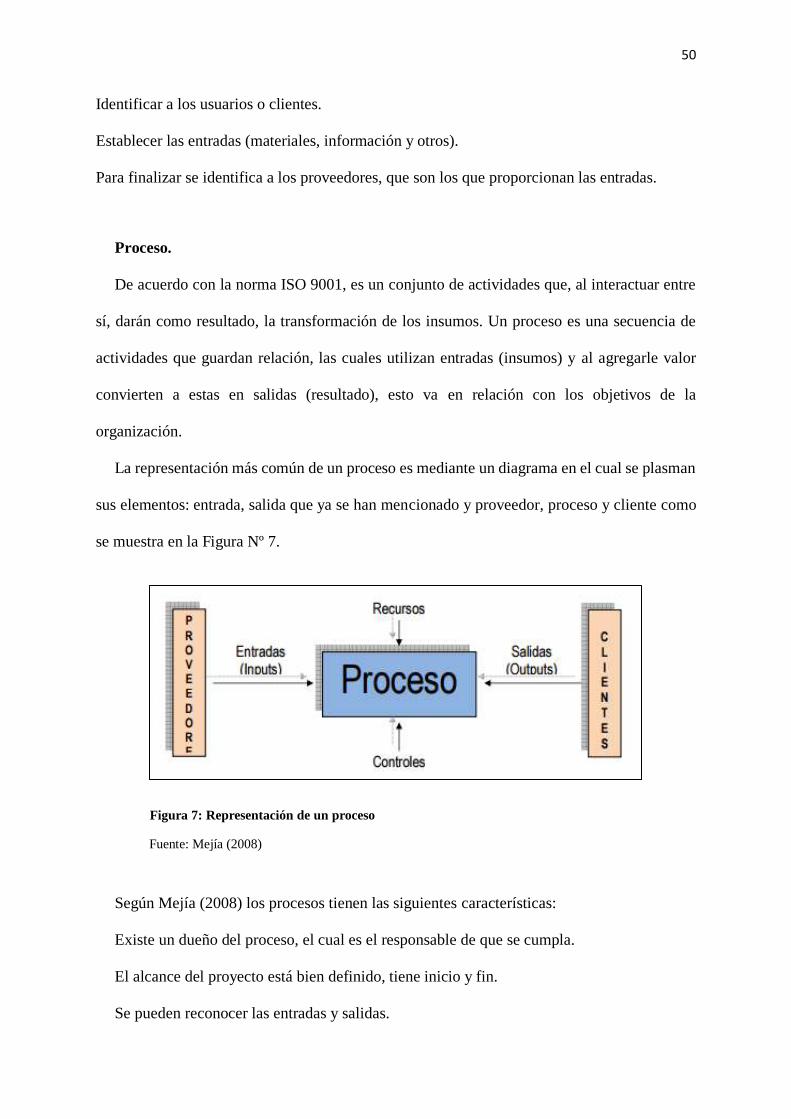
La representación más común de un proceso es mediante un diagrama en el cual se plasman
sus elementos: entrada, salida que ya se han mencionado y proveedor, proceso y cliente como
se muestra en la Figura Nº 7.
Figura 7: Representación de un proceso
Fuente: Mejía (2008)
Según Mejía (2008) los procesos tienen las siguientes características:
Existe un dueño del proceso, el cual es el responsable de que se cumpla.
El alcance del proyecto está bien definido, tiene inicio y fin.
Se pueden reconocer las entradas y salidas.
51
Las responsabilidades están bien definidas.
Tiene horizontalidad, atraviesan a lo ancho la organización para relacionar proveedores y
clientes.
Los procedimientos son documentados.
Los tiempos de ciclo están definidos.
Se pueden medir, evaluar.
Se pueden mejorar.
Los elementos de un proceso:
Proveedor: es la persona o área encargada de dar las entradas al proceso, cumpliendo las
especificaciones dadas.
Entradas: los insumos que van a ser transformados en el proceso.
Recursos: son los elementos tangibles con los que se cuenta para el proceso.
Secuencia de actividades: es el flujo que sigue el proceso para transformar las entradas en
salidas.
Controles: son instrumentos que permiten regular al proceso y determinan que es lo que se
debe hacer cuando ocurren situaciones fuera de lo normal.
Salidas: son los elementos producidos.
Cliente: es quien recibe la salida del proceso, el cliente puede ser interno o externo.
Límites: es el alcance del proceso, inicio y fin.
Indicadores: se utiliza para medir el desempeño del proceso.
Responsable del proceso: dueño del proceso
52
Productividad.
Según Chase y Jacobs (2014), la productividad se utiliza como una medida para saber que
tan bien, una entidad está utilizando sus recursos. La productividad se representa como la razón
de las salidas de un proceso entre las entradas. Entonces, se entiende por productividad a la
relación que existe entre los insumos necesarios para el proceso y los productos que da como
resultado. La fórmula que utilizaremos será:
Productividad= Unidades producidas
H-H
Layout.
De acuerdo con Heizer y Render (2015), el layout es la distribución física de las
instalaciones, es decir es la distribución, ordenamiento, que se les da a los diferentes activos
con los que cuenta la organización para llevar a cabo su proceso de producción.
Para construir un buen layout se deben tomar en cuenta estos aspectos:
Mayor utilización del espacio.
Flujo de información, materiales y personas.
Seguridad de los trabajadores.
Interacción entre las áreas.
Flexibilidad.
Un layout eficaz, debe facilitar el flujo de materiales, personas e información entre las áreas
de la organización.
53
FIFO.
Por la sigla de su nombre en inglés (First-in, first-out). Según Muller (2005), este método
indica que las primeras mercancías adquiridas o ingresadas deben ser las primeras es salir o
venderse. Asimismo, es la metodología más utilizada para evitar los retrasos, así como el
deterioro y aglomeración de productos.
Las cinco S (5´S).
Las 5´S son cinco principios japoneses cuyos nombres comienzan con la letra S, dirigidos
en una misma dirección, el cual concluye en conseguir una empresa limpia, ordenada y un grato
ambiente de trabajo, como lo indica Rey (2005).
Las 5 se pueden ver en la Figura Nº 8 y su significado es el siguiente:
Seiri: Organizar y seleccionar.
Busca organizar y seleccionar las cosas, materiales que sirve y desechar las que no sirven.
Es decir, organizará todos los documentos, equipos, herramientas y otros utensilios que no sean
indispensables y esenciales para el desarrollo del trabajo, posteriormente se eliminaran.
Seiton: Ordenar.
Consiste en establecer el modo en que deben ubicarse e identificarse los
materiales, herramientas y equipos necesarios, de manera fácil y rápida.
Seiso: Limpiar.
Busca mantener todos los equipos, materiales y herramientas en un estado de conservación
óptimo, asimismo asegura la limpieza y ordenamiento de las áreas de trabajo, para facilitar el
proceso y evitar accidentes de cualquier tipo.
54
Seiketsu: Mantener la limpieza.
Se debe conservar la limpieza de la persona por medio de uso de ropa de trabajo apropiada
como EPP; es decir, lentes, guantes y otros, así como preservar un ambiente de trabajo
saludable y pulcro. Por otro lado, esta “S” busca desarrollar estándares y crear correctos
procedimientos para las tareas y cada una de las actividades relacionadas al puesto de trabajo.
Shitsuke: Rigor en la aplicación de consignas y tareas.
Se debe asegurar que todo el personal participe en el proceso para que de esta manera
comprenda y emplee los estándares y procedimientos establecidos en los distintos puestos de
trabajo. De igual manera, se debe realizar una auto inspección cada cierto tiempo para seguir
estableciendo mejoras y mantener el nivel de referencia alcanzado.
Figura 8: Gráfica de Las Cinco S (5S)
Fuente: Rey F. (2005)
Según Rey, la tres primeras S son etapas operativas, la cuarta es un control visual y por
último la quinta fomenta el hábito de práctica, pero principalmente la mejora continua de todo
el proceso.
55
Estudio de tiempos.
Desde finales del siglo XIX, se utiliza una herramienta para la medición del trabajo llamada
Estudio de tiempos y movimientos, fue desarrollada por Taylor. Al pasar de los años estos
estudios han ayudado a solucionar problemas de producción y reducir costos.
Estudio de tiempos: es la actividad que implica la técnica de establecer un estándar de
tiempo permisible para realizar una tarea determinada, siendo la base en la medición del
contenido del trabajo del método prescrito, con la debida consideración de la fatiga y las
demoras personales y los retrasos inevitables.
Antes de realizar un estudio de tiempos, deben cumplirse ciertos requerimientos
fundamentales. Por ejemplo, si se requiere un estándar de un nuevo trabajo, o de un trabajo
antiguo en el que el método o parte de él se ha alterado, el operario debe estar completamente
familiarizado con la nueva técnica antes de estudiar la operación. Además, el método debe
estandarizarse en todos los puntos en que se use antes de iniciar estudio.
Suplementos del estudio de tiempos.
George Kanawaty (1996) indica que las lecturas en los estudios de tiempo se toman durante
un periodo parcialmente corto, en el cual no se logra capturar demoras inevitables o que no hay
sido observadas. Por ello, es necesario compensar estos tiempos y realizar ajustes para calcular
finalmente el tiempo estándar.
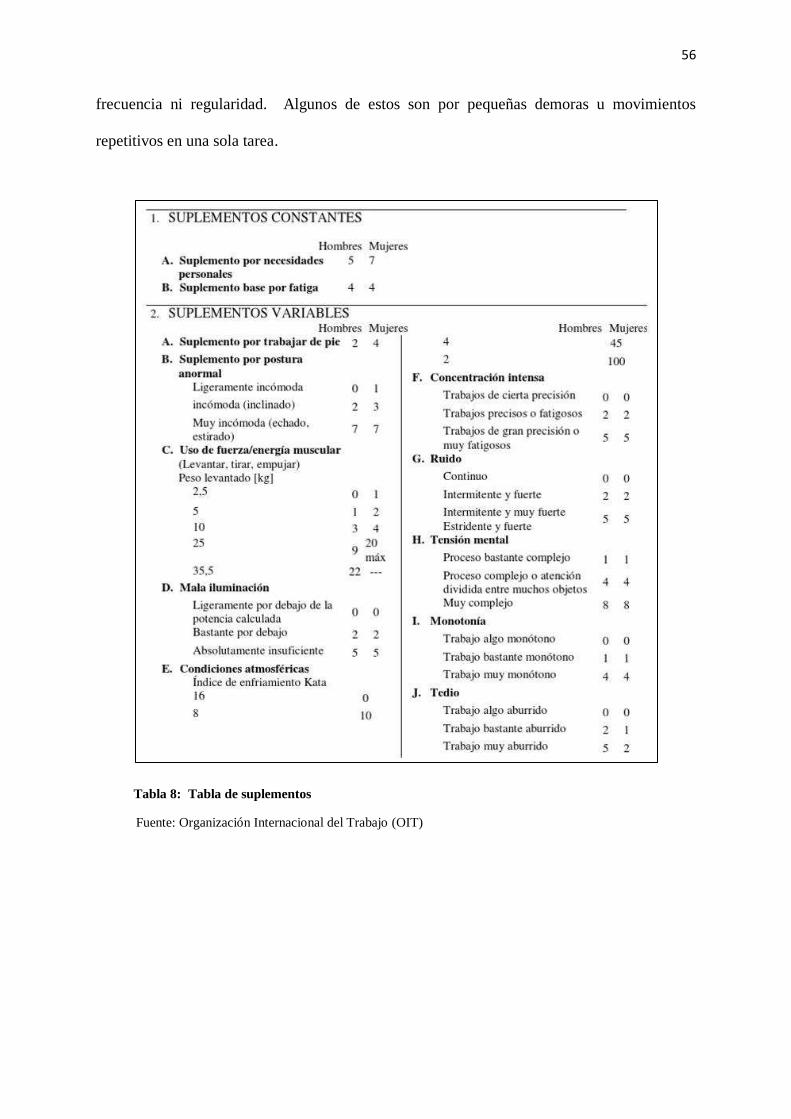
Existen dos tipos de suplementos según la Organización Internacional del Trabajo (OIT),
los cuales son constantes y variables como se muestra en la Tabla Nº 8, dicha tabla facilita su
cálculo.
Los suplementos por contingencias son el margen que se incluye en el tiempo estándar para
prever tiempos de trabajos pequeños o demora que no compensa medir porque no aparece con
56
frecuencia ni regularidad. Algunos de estos son por pequeñas demoras u movimientos
repetitivos en una sola tarea.
Tabla 8: Tabla de suplementos
Fuente: Organización Internacional del Trabajo (OIT)
57
Valoración del ritmo de trabajo.
La valoración del ritmo de trabajo se basa en comparar el ritmo real del trabajador u operario
con lo que debería ser el ritmo estándar.
RITMO DE TRABAJO
120 Acelerado
115 Rápido
110 Optimo
105 Bueno
100 Normal
95 Regular
90 Lento
85 Muy lento
80 Deficiente
Tabla 9: Tabla del ritmo de trabajo
Fuente: Organización Internacional del Trabajo (OIT)
Con la ayuda de la Tabla Nº 9 se muestra la Tabla del Ritmo de trabajo, asimismo se utiliza
la siguiente fórmula para hallar el factor de valoración (FV) es la siguiente:
FV = Ritmo observado
100
Cálculo del tiempo normal.
El tiempo normal es donde se califica la frecuencia de trabajo de un trabajador seleccionado
a través de un factor de valoración de ritmo de trabajo. Teniendo en cuenta que el tiempo
observado es el promedio de tiempos que se ha tomado en una actividad por un intervalo de
tiempo.
La fórmula para hallar el tiempo estándar (Tn) es:
Tn= To x FV

58
Cálculo del tiempo estándar.
El tiempo estándar es la suma de los tiempos totales concedidos para cada elemento que
forme parte de una operación. Este tiempo incluye las tolerancias y retrasos que están fuera del
control del operario.
La fórmula para hallar el tiempo estándar (Ts) es:
Ts= Tn x (1+ Fs)
Manual de organización y funciones (MOF).
Este manual conocido por sus siglas MOF es un documento formal que las
empresas elaboran para plasmar parte de la forma de la organización que han adoptado y sirve
como guía para todo el personal.
El MOF contiene esencialmente la estructura organizacional, la descripción de las funciones
de todos los puestos en la empresa. También se suele incluir en la descripción de cada puesto
el perfil y los indicadores de evaluación.
Es fundamental tener este tipo de documentos, debido a que todas las certificaciones de
calidad (ISO, OHSAS, etc.), lo requieran, sino porque su uso interno y diario, minimiza los
conflictos de áreas, marca responsabilidades, divide el trabajo, aumenta la productividad
individual y organizacional, entre otros.
Para poder realizar una correcta elaboración del MOF, Franklin Ríos señala que se necesita
la participación y compromiso de todos en la organización; además, este manual debe estar en
total disponibilidad para todo el personal.
Capacitación.
Según Chiavenato (2007), la capacitación es un proceso de corto plazo, por medio del cual
las personas obtienen conocimientos, desarrollan habilidades y competencias en función de
objetivos definidos.
59
La capacitación se brinda para preparar a las personas en sus tareas, para desarrollar
habilidades y capacidades que se convertirán en oportunidades de crecer personal y
profesionalmente y cambiar la actitud en las personas, aumentando su motivación,
sensibilización y creando un buen clima de trabajo.
Según Freivalds A. y Niebel B. (2014), la fuerza de trabajo en una empresa es uno de los
recursos principales porque sin trabajadores calificados, las tasas de producción serían
menores, la calidad del producto deficiente y la productividad baja.
Las opciones más importantes en programas de capacitación son:
Aprendizaje en el trabajo
Instrucciones escritas
Instrucciones gráficas
Videocintas y DVD
Capacitación física
Motivación.
Robbins y Judge (2009), definen la motivación como el proceso que incide en la intensidad,
dirección y persistencia del esfuerzo que realiza un individuo o trabajador para lograr el alcance
de los objetivos y metas, así como la satisfacción.
Las investigaciones sobre la motivación se centran cada vez más en enfoques que relacionan
los conceptos sobre ésta con cambios en la manera en que está estructurado el trabajo. El diseño
del trabajo proporciona evidencia de que la forma en que se organizan los elementos de la tarea
incrementa o disminuye el esfuerzo que se le dedica. Estas investigaciones también ofrecen
una visión detallada sobre cuáles son esos elementos.
60
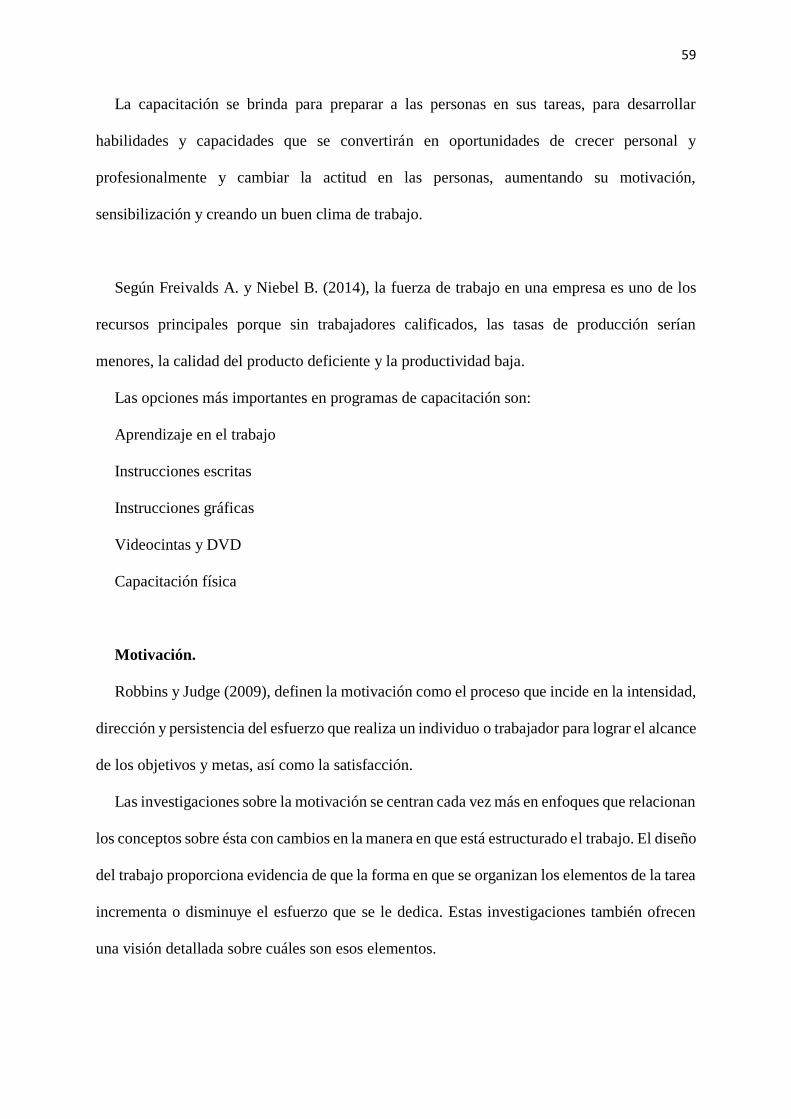
De igual manera en este libro se habla sobre el modelo de las características de trabajo
(MCT), el cual fue desarrollado por Hackman y Oldham, y propone que cualquier trabajo esta
descrito en cinco dimensiones fundamentales, reflejadas en la Figura Nº 9.
Figura 9: Modelo de las características de trabajo (MCT)
Fuente: Hackman J. R. y Oldham G. (1980)
Servicio al cliente.
Mora García (2010) señala que el principal objetivo es controlar la cantidad de pedidos que
se entregan sin problemas, debido a que si la empresa atiende perfectamente es por ha cumplido
las siguientes características:
La entrega es completa.
La fecha de entrega del producto final se ha cumplido la fecha indicada por el cliente.
El producto final cumple las características y está en perfectas condiciones.
Para poder medir el nivel de servicio, se utiliza el siguiente indicador:
Valor = Microformas entregados correctas
Total de microformas producidas
61
Semántica, términos y definiciones
Los siguientes términos tendrán el significado que se indica a continuación:
Contratista: Postor a quien se ha adjudicado la Buena Pro del presente proceso y suscribe
el contrato.
Coordinador: Representante de la entidad, durante la ejecución de prestación de servicio.
Supervisor: Representante del Contratista, durante la ejecución de prestación de servicio.
OCR: Es el reconocimiento óptico de caracteres, pero conocido por sus siglas en inglés
“Optical Carácter Recognition”, este proceso está dirigido a la digitalización de documentos y
textos, los cuales se identifican automáticamente a partir de una imagen, símbolos o caracteres
que pertenecen a un determinado alfabeto, después son almacenados en forma de datos, de esta
manera se podrá interactuar con estos datos mediante un programa de edición de texto o algún
similar.
Fedatario: Para los casos relacionados a una prestación del servicio se considera Fedatario
juramentado con especialización en informática, la misma que debe cumplir con lo establecido
en el Decreto Legislativo N° 681, modificado por la Ley Nº 26612 y el Decreto Supremo Nº
009-92-JUS, modificado y ampliado por el Decreto Supremo Nº 001-2000-JUS.
Microforma: Es una imagen reducida, compactada o digitalizada de un documento, que se
encuentra grabado en un medio físico como un CD, Blu- ray u otro, logrando que imagen se
conserve para que pueda ser vista y leída con la ayuda de equipos visores en cualquier momento
y lugar; asimismo, esta imagen está sujeta a un formato PDF u otro.
Ciclo de producción: Son las microformas con valor legal grabadas en un mes, durante la
fase operativa.
Micrograbación: Es un proceso por el cual se obtiene como producto las microformas, las
cuales inicialmente fueron documentos originales en papel bond u otro tipo; estas microformas
62
se entregan mediante medios electromagnéticos como CD, Blu- ray u otro medio digital donde
se almacena la información producida.
Digitalización: Proceso mediante el cual se realiza la captura de imágenes a partir de los
documentos Físicos.
Folio: Corresponde a una hoja de los documentos físicos que consta de dos caras o páginas
(anverso y reverso), el mismo que es considerado como la principal entrada o insumo del
proceso.
Imagen: Es el producto resultante de la digitalización de los documentos físicos,
representado por la cantidad de páginas digitalizadas.
Noma Técnica: Documento aprobado por un organismo reconocido que establece
especificaciones técnicas basadas en los resultados de la experiencia y del desarrollo
tecnológico, que hay que cumplir en determinados productos, procesos o servicios.
Mercado vertical: Es una forma de un nicho de mercado. Esencialmente, se trata de un
mercado que se compone de un subconjunto de clientes, que realizan transacciones basadas en
necesidades particulares. Comúnmente, un mercado vertical aparecerá como un pequeño grupo
dentro de un marco más grande de la compañía.
Mercado horizontal: Este tipo de mercado ofrece productos y servicios a ciertos clientes
de una manera menos especializada, es decir no atiende a todos los clientes sino a algunos de
cada mercado vertical.
Bienes: Es el objeto producto material de la actividad económica empleado para satisfacer
alguna necesidad de la empresa. Cosas o derechos susceptibles de producir beneficios y/o
conceder derechos de carácter patrimonial.
Servicio: Son actividades identificables, perecederas e intangibles que son el resultado de
esfuerzos humanos o mecánicos que producen un esfuerzo que implican generalmente la
participación del cliente y que no es posible poseer físicamente, ni transportarlos o
63
almacenarlos, pero que pueden ser ofrecidos en renta o a la venta; por tanto, pueden ser el
objeto principal de una transacción ideada para satisfacer las necesidades o deseos de los
clientes.
Precio: Es el valor en dinero en que se estima el costo de algo, sea un producto, bien o
servicio.
Precio unitario: Es aquel que se le ha asignado a cada unidad de producto para su venta
detallada
Costo: En Economía y Contabilidad es la valorización monetaria de la suma de recursos y
esfuerzos que se invierten para la producción de un bien o servicio.
Costo hundido: Son aquellos costos retrospectivos, que han sido incurridos en el pasado y
que no pueden ser recuperados.
Productividad: Económicamente se define como la capacidad de producción en función a
los elementos empleados. Es decir, para hablar de productividad se deberá aludir a la cantidad
de bienes y servicios generados en función de los recursos utilizados.
Rentabilidad: Es la capacidad que tiene algo para generar suficiente utilidad o ganancia.
64
OBJETIVOS DE LA INVESTIGACIÓN
Objetivo general
Determinar el incremento de la productividad a través de la elaboración de un procedimiento
en los proyectos de digitalización en una empresa de soluciones informáticas.
Objetivos específicos
Objetivo específico 1.
Determinar en qué medida un procedimiento logrará un incremento en la productividad en
los proyectos de digitalización en una empresa de soluciones informáticas.
Objetivo específico 2.
Determinar en qué medida un programa de capacitación disminuirá los reprocesos en los
proyectos de digitalización en una empresa de soluciones informáticas.
Objetivo específico 3.
Determinar en qué medida la implementación de nuevos puntos de control de calidad
incrementa el nivel de servicio en los proyectos de digitalización en una empresa de
soluciones informáticas.
65
JUSTIFICACIÓN DEL PROBLEMA
Justificación teórica
Como consecuencia del avance de la era tecnológica del siglo XXI, si se lograra resolver el
problema en estudio, la productividad de la línea de digitalización incrementaría dando como
resultado una disminución de costos, por consiguiente, se podría adquirir nuevo equipamiento
tecnológico para el favorecer nuestra línea de producción logrando reducir a su vez los tiempos
empleados en el proceso de digitalización.
Respecto al párrafo anterior, se debe tener en cuenta que la tecnología crece
desproporcionalmente con el transcurrir del tiempo y las empresas buscan innovación y rapidez
en su cadena de producción. Por ende, el hardware y software que se utiliza deben ser de última
generación para poder estar acorde a los estándares y necesidades de la Empresa contratante.
Asimismo, se promovería a futuro el manejo de la información de modo electrónico, lo que
conlleva beneficios para el medio ambiente.
Además, la empresa en estudio busca prevenir el impacto que sobre el medio ambiente tenga
el manejo y la manipulación de residuos, materiales, insumos o sustancias químicas que sean
utilizados y/o desechados en las actividades que son materia de la línea de producción en
estudio.
Finalmente, según Fanelli (2015) debemos basarnos bajo el pensamiento hacia cuidar de la
mejor manera el medioambiente, ya que se disminuye la cantidad de recursos naturales que
requeriría guardar la documentación en formato papel.
66
Justificación práctica
Esta investigación está basada en mejorar e incrementar la productividad del proceso de
digitalización y generación de microformas. Por ello, este trabajo de investigación se enfocará
en la elaboración y estandarización del procedimiento de trabajo para el proceso de
digitalización, así como en brindar las capacitaciones correspondientes a cada área involucrada
teniendo en cuenta que siempre que un personal capacitado esta apto para responder a cualquier
incidencia que se produzca en la línea de producción.
Asimismo, se tendrá presente la importancia de los puntos de control de calidad para
disminuir reproceso y a la vez elevar la satisfacción de nuestro cliente al recibir el producto
final con los requerimientos y tiempos solicitados.
Justificación económica
Debido a la mejora en la productividad de los procesos que se pueda realizar en el presente
análisis, se podría disminuir los costos que innecesariamente se incurre, el cual representaría
un incremento en la utilidad de la empresa en estudio
Considerando que los clientes según un estudio realizado por ERICROM DIGITAL muestra
como resultado que los costos de gestión documental anual de una compañía representan entre
5% y 15% de sus ingresos totales.
67
Justificación social
El interés de generar mayor rentabilidad del negocio mejorando la eficiencia del proceso,
no solo busca incrementar la utilidad de la empresa junto con ello va la mejora en todos los
procesos teniendo como fin mejorar la tasa de empleo.
Asimismo, con los nuevos ingresos se difundirá capacitaciones de manera periódica junto
con ello la implementación de equipos de protección de alta calidad para las actividades donde
el personal puede adquirir algún factor biológico que afecte su salud.
En consecuencia, si se reducen los costos, aumentan las utilidades, esto se vería reflejado
en el incremento del impuesto a la Renta, ergo el Estado Peruano y la población peruana se
beneficiaría.
68
HIPOTESIS DE LA INVESTIGACIÓN
Hipótesis general
H1: Mediante la elaboración de un procedimiento de trabajo se incrementará la
productividad en los proyectos de digitalización en una empresa de soluciones informáticas.
H0: Mediante la elaboración de un procedimiento de trabajo no se incrementará la
productividad en los proyectos de digitalización en una empresa de soluciones informáticas.
Hipótesis específicas
H1: La elaboración de un procedimiento incrementará la productividad en los proyectos de
digitalización en una empresa de soluciones informáticas.
H0: La elaboración de un procedimiento no incrementará la productividad en los proyectos
de digitalización en una empresa de soluciones informáticas
H2: Un programa de capacitación disminuirá los reprocesos en los proyectos de
digitalización en una empresa de soluciones informáticas.
H0: Un programa de capacitación no disminuirá los reprocesos en los proyectos de
digitalización en una empresa de soluciones informáticas.
H3: La implementación de nuevos puntos de control de calidad incrementará el nivel de
servicio en los proyectos de digitalización en una empresa de soluciones informáticas.
H0: La implementación de nuevos puntos de control de calidad no incrementará el nivel de
servicio en los proyectos de digitalización en una empresa de soluciones informáticas.
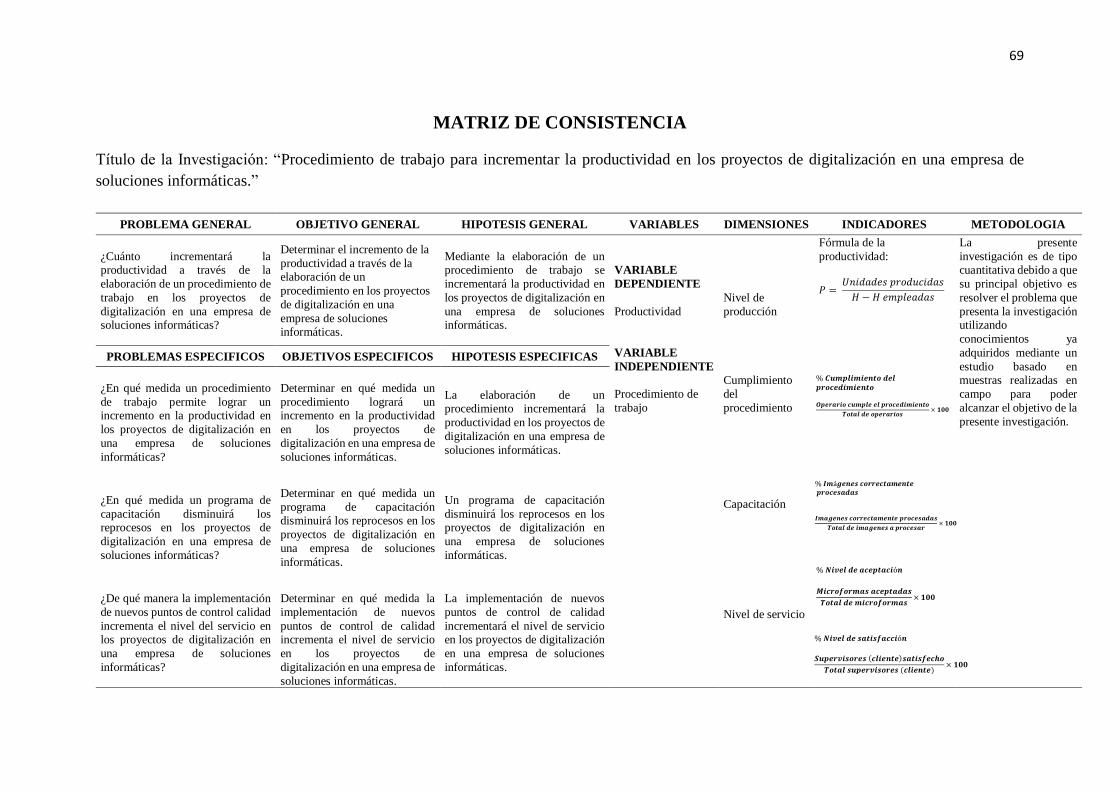
69
MATRIZ DE CONSISTENCIA
Título de la Investigación: “Procedimiento de trabajo para incrementar la productividad en los proyectos de digitalización en una empresa de
soluciones informáticas.”
PROBLEMA GENERAL OBJETIVO GENERAL HIPOTESIS GENERAL VARIABLES DIMENSIONES INDICADORES METODOLOGIA
¿Cuánto incrementará la productividad a través de la
elaboración de un procedimiento de
trabajo en los proyectos de
digitalización en una empresa de soluciones informáticas?
Determinar el incremento de la
productividad a través de la elaboración de un
procedimiento en los proyectos
de digitalización en una
empresa de soluciones informáticas.
Mediante la elaboración de un procedimiento de trabajo se
incrementará la productividad en
los proyectos de digitalización en
una empresa de soluciones informáticas.
VARIABLE
DEPENDIENTE
Productividad
VARIABLE
INDEPENDIENTE
Procedimiento de
trabajo
Nivel de
producción
Cumplimiento
del
procedimiento
Capacitación
Nivel de servicio
Fórmula de la
productividad:
𝑃 = 𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠
𝐻 − 𝐻 𝑒𝑚𝑝𝑙𝑒𝑎𝑑𝑎𝑠
La presente
investigación es de tipo cuantitativa debido a que
su principal objetivo es
resolver el problema que
presenta la investigación utilizando
conocimientos ya
adquiridos mediante un
estudio basado en muestras realizadas en
campo para poder
alcanzar el objetivo de la
presente investigación.
PROBLEMAS ESPECIFICOS OBJETIVOS ESPECIFICOS HIPOTESIS ESPECIFICAS
¿En qué medida un procedimiento
de trabajo permite lograr un incremento en la productividad en
los proyectos de digitalización en
una empresa de soluciones
informáticas?
Determinar en qué medida un
procedimiento logrará un incremento en la productividad
en los proyectos de
digitalización en una empresa de
soluciones informáticas.
La elaboración de un procedimiento incrementará la
productividad en los proyectos de
digitalización en una empresa de
soluciones informáticas.
¿En qué medida un programa de
capacitación disminuirá los reprocesos en los proyectos de
digitalización en una empresa de
soluciones informáticas?
Determinar en qué medida un
programa de capacitación disminuirá los reprocesos en los
proyectos de digitalización en
una empresa de soluciones
informáticas.
Un programa de capacitación
disminuirá los reprocesos en los proyectos de digitalización en
una empresa de soluciones
informáticas.
¿De qué manera la implementación
de nuevos puntos de control calidad
incrementa el nivel del servicio en los proyectos de digitalización en
una empresa de soluciones
informáticas?
Determinar en qué medida la
implementación de nuevos
puntos de control de calidad incrementa el nivel de servicio
en los proyectos de
digitalización en una empresa de
soluciones informáticas.
La implementación de nuevos
puntos de control de calidad
incrementará el nivel de servicio en los proyectos de digitalización
en una empresa de soluciones
informáticas.
% 𝑪𝒖𝒎𝒑𝒍𝒊𝒎𝒊𝒆𝒏𝒕𝒐 𝒅𝒆𝒍 𝒑𝒓𝒐𝒄𝒆𝒅𝒊𝒎𝒊𝒆𝒏𝒕𝒐
𝑶𝒑𝒆𝒓𝒂𝒓𝒊𝒐 𝒄𝒖𝒎𝒑𝒍𝒆 𝒆𝒍 𝒑𝒓𝒐𝒄𝒆𝒅𝒊𝒎𝒊𝒆𝒏𝒕𝒐
𝑻𝒐𝒕𝒂𝒍 𝒅𝒆 𝒐𝒑𝒆𝒓𝒂𝒓𝒊𝒐𝒔× 𝟏𝟎𝟎
% 𝑰𝒎á𝒈𝒆𝒏𝒆𝒔 𝒄𝒐𝒓𝒓𝒆𝒄𝒕𝒂𝒎𝒆𝒏𝒕𝒆 𝒑𝒓𝒐𝒄𝒆𝒔𝒂𝒅𝒂𝒔
𝑰𝒎𝒂𝒈𝒆𝒏𝒆𝒔 𝒄𝒐𝒓𝒓𝒆𝒄𝒕𝒂𝒎𝒆𝒏𝒕𝒆 𝒑𝒓𝒐𝒄𝒆𝒔𝒂𝒅𝒂𝒔
𝑻𝒐𝒕𝒂𝒍 𝒅𝒆 𝒊𝒎𝒂𝒈𝒆𝒏𝒆𝒔 𝒂 𝒑𝒓𝒐𝒄𝒆𝒔𝒂𝒓× 𝟏𝟎𝟎
% 𝑵𝒊𝒗𝒆𝒍 𝒅𝒆 𝒂𝒄𝒆𝒑𝒕𝒂𝒄𝒊ó𝒏
𝑴𝒊𝒄𝒓𝒐𝒇𝒐𝒓𝒎𝒂𝒔 𝒂𝒄𝒆𝒑𝒕𝒂𝒅𝒂𝒔
𝑻𝒐𝒕𝒂𝒍 𝒅𝒆 𝒎𝒊𝒄𝒓𝒐𝒇𝒐𝒓𝒎𝒂𝒔× 𝟏𝟎𝟎
% 𝑵𝒊𝒗𝒆𝒍 𝒅𝒆 𝒔𝒂𝒕𝒊𝒔𝒇𝒂𝒄𝒄𝒊ó𝒏
𝑺𝒖𝒑𝒆𝒓𝒗𝒊𝒔𝒐𝒓𝒆𝒔 (𝒄𝒍𝒊𝒆𝒏𝒕𝒆)𝒔𝒂𝒕𝒊𝒔𝒇𝒆𝒄𝒉𝒐
𝑻𝒐𝒕𝒂𝒍 𝒔𝒖𝒑𝒆𝒓𝒗𝒊𝒔𝒐𝒓𝒆𝒔 (𝒄𝒍𝒊𝒆𝒏𝒕𝒆)× 𝟏𝟎𝟎
70
MARCO METODOLOGICO
Método de investigación
La presente investigación propone a emplear un método hipotético y deductivo que nos
permitirá establecer una hipótesis general e hipótesis específicas que a lo largo de esta
investigación serán comprobadas.
Tipo de investigación
La presente investigación es de tipo cuantitativa debido a que su principal objetivo es
resolver el problema que presenta la investigación utilizando conocimientos ya adquiridos
mediante un estudio basado en muestras realizadas en campo para poder alcanzar el objetivo
de la presente investigación.
Nivel de investigación
El nivel de investigación de este trabajo es correlacional debido a que se detallará todas las
actividades que se realizan en la línea de digitalización de documentos con valor permanente
con valor legal. Además, su propósito es evaluar la relación que existe entre sus variables.
A continuación, en la Tabla Nº 10 se muestra los datos utilizados para las variables en
estudia, las cuales se determinarán de la siguiente manera:
X: porcentaje del cumplimiento del procedimiento de trabajo
Y: productividad
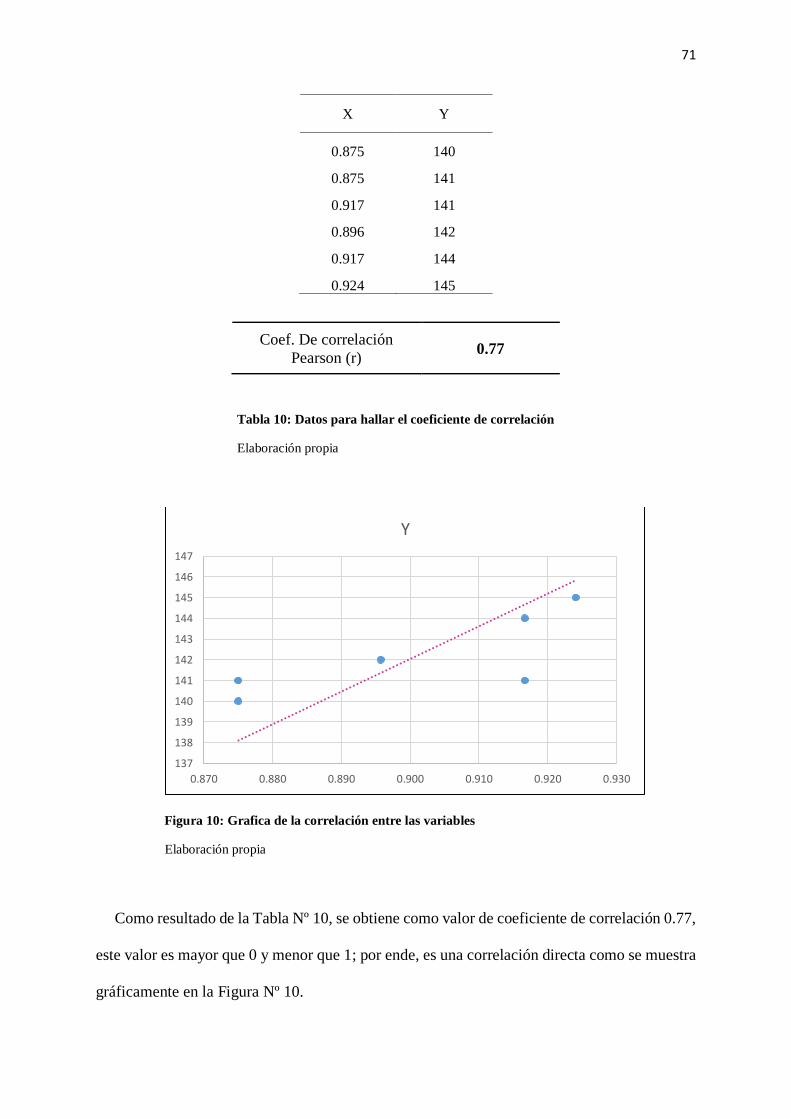
71
X Y
0.875 140
0.875 141
0.917 141
0.896 142
0.917 144
0.924 145
Coef. De correlación
Pearson (r) 0.77
Tabla 10: Datos para hallar el coeficiente de correlación
Elaboración propia
Figura 10: Grafica de la correlación entre las variables
Elaboración propia
Como resultado de la Tabla Nº 10, se obtiene como valor de coeficiente de correlación 0.77,
este valor es mayor que 0 y menor que 1; por ende, es una correlación directa como se muestra
gráficamente en la Figura Nº 10.
137
138
139
140
141
142
143
144
145
146
147
0.870 0.880 0.890 0.900 0.910 0.920 0.930
Y
72
Diseño de investigación
El diseño de investigación para el presente trabajo es cuasi – experimental transversal, es
cuasi – experimental porque tienen el objetivo de probar la existencia de la relación entre dos
o más variables, asimismo a su vez es transversal puesto la que conducta de las unidades de
observación que hemos medido se registran en un punto de corte en el tiempo.
Paradigma
El paradigma dominante es el positivista debido a que se enfoca a explicaciones deductivas
y cuantitativas y sostiene una explicación basada en causas reales.
Enfoque
Este estudio de investigación presenta un enfoque cuantitativo debido a que usa la
recolección de datos para probar las hipótesis formuladas. La recolección de datos se cimienta
en la medición de las variables contenidos en las hipótesis.
VARIABLES
73
Variable independiente
Las variables independientes para este estudio de investigación serán el procedimiento de
trabajo del proceso de digitalización debido a que es fundamental que el procedimiento este
estandarizado para tener un flujo continuo, así como el nivel de producción, la capacitación, la
calidad y el nivel de servicio.
Variable dependiente
La variable dependiente para este estudio de investigación será la productividad, ya que con
ella se evaluará la mejora en todo el proceso de digitalización de documentos legales.
Relación entre variables
En la Tabla Nº 11 se observa la variable dependiente y las variables independientes que se
relacionan para desarrollo el presente trabajo de investigación.
VARIABLE
DEPENDIENTE
VARIABLES INDEPENDIENTES
Productividad Procedimiento de trabajo
Nivel de servicio
Nivel de producción
Capacitación del personal
Tabla 11: Variables y relación entre variables
Elaboración Propia
POBLACIÓN Y MUESTRA
74
Universo
El presente trabajo de investigación tiene como universo a los documentos a digitalizar el
proyecto que tiene como cliente a una entidad pública, la cual equivale a 27’300,000 imágenes,
por ende; 2,400 cajas.
Población
Para el presente trabajo de investigación la población estará conformada por todos los
documentos que se procesan en una semana por cada turno, es decir los lotes de producción
trabajados como se muestra en la Tabla Nº 12, divido entre los 3 turnos que posee el servicio,
nuestra población seria 20 lotes de producción.
REQUERIMIENTO
SEMANAL (IMÁGENES)
DEMANDA
(CAJAS/SEMANA)
682,500 60
Tabla 12: Demanda semanal de cajas
Elaboración propia
Muestra
En el presente trabajo de investigación está establecido de manera cuantitativa, por ende, el
tamaño de la muestra se deberá hallar utilizando una formula estadística. La fórmula que se
utilizará es la siguiente:
n = (p x q) x N x Z2
(N - 1) x E2+(p x q) x Z2
Donde:

75
n: Tamaño de la muestra
N: Población
NC: Nivel de confiabilidad
Z: Unidad estándar correspondiente al Valor de confianza
p: Probabilidad de éxito de que ocurra un suceso
q: Probabilidad de que no ocurra un suceso
E: Límite aceptable de error permisible (estimado por experiencia)
Según lo indicado anteriormente la población es de aproximadamente 20 lotes de
producción (cajas) para este estudio se considerará un nivel de confianza del 95% y un error
que se estima de un 5%.
En consecuencia, los valores que en la fórmula para hallar nuestra muestra serán:
p + q = 1 p = 0.80 q = 0.20
N = 20
NC = 95% = Z = 1.96
E = 5% = 0.05
Reemplazando los valores:
n = (0.8 x 0.2) x 20 x 1.96
2
(20 - 1) x 0.052+(0.8 x 0.2) x 1.96
2
n = 15.07
La muestra será de 15 ciclos siendo cada ciclo equivalente a un lote de producción, en otras
palabras, a una caja a procesar que contiene 11,375 documentos.
Asimismo, utilizaremos el tipo de muestreo no probabilístico intencional debido a que en el
presente trabajo de investigación a que nuestra población es pequeña y tiene casi el mismo
valor que hemos hallado para nuestra muestra.
76
UNIDAD DE ANÁLISIS
La unidad de análisis para el presente trabajo de investigación es el procedimiento de
trabajo, debido a que vamos a medir el cumplimiento de este durante todo el proceso
productivo.
TÉCNICA E INSTRUMENTO
Técnica
Según Rodríguez Peñuelas (2008), “técnica es el medio empleado para recolectar
información, entre las que destacan la observación, cuestionario, entrevistas, encuestas.”
Para el presente trabajo de investigación, se ha utilizado como técnica la observación, la
cual nos ayudara para comprobar nuestras hipótesis. La observación es un proceso cuyo
objetivo es recoger información y datos, para lo cual se debe observar hechos, lugar de trabajo
y personal realizando sus actividades cotidianas.
Se ha empleado la observación estructurada debido a que hemos realizado un trabajo en
campo, usando instrumentos (Check list estandarizados) para poder medir cada variable en
estudio de una manera uniforme tanto antes como después de la implementación de las
propuestas de mejoras indicadas en el presente trabajo de investigación.
77
Instrumento
Este estudio de investigación ha realizado su trabajo de investigación mediante la técnica
de observación, cuyo instrumento empleado fueron los formatos de recojo de información, es
decir Check list y los siguientes formatos que mencionamos y se encuentran anexados.
Fichas de toma de tiempos
Check List de cumplimiento de procedimiento de trabajo
Formato de registro de no conformidades (Anexo Nº 25)
Formato de registro de parada de scanner (Anexo Nº 26)
Formato de registro de producción (Anexo Nº 27)
78
DIAGNÓSTICO ACTUAL
En esta etapa del estudio de investigación, se realizará un levantamiento de información
para realizar un diagnóstico inicial que ayudará a proponer mejoras en el proceso de
digitalización de documentos legales de la empresa en estudio.
Descripción del actual servicio
El presente estudio de investigación se realizará al proyecto que posee la empresa en estudio
con una entidad pública, cuya misión es proteger los intereses de la personas y entidades
públicas, así como fomentar una mayor inserción financiera y la contribución con el sistema
de prevención y detección del lavado de activos.
Este proyecto surge por el enorme crecimiento de la documentación física que generan las
distintas áreas de la entidad, lo cual ocasiona un complejo problema de almacenamiento de esa
ingente cantidad de papeles que se encuentran clasificados en expedientes.
De igual manera la línea de digitalización que utilice el contratista debe estar certificada
para la digitalización de documentos con valor legal de acuerdo con la NTP 392.030.2 2005.
El presente servicio está conformado por el siguiente producto, indicado en la Tabla Nº 13.
ITEM PRODUCTO CANTIDAD DE
IMÁGENES
1 Digitalización de los documentos de
valor legal permanente 27.3 millones de imágenes
Tabla 13: Descripción del servicio
Elaboración Propia, La empresa.
79
Recolección de información
Descripción de ejecución y microforma final.
El cliente como ya se mencionó líneas arriba es una entidad pública que tiene como objetivo
preservar y mantener toda su documentación mediante la digitalización y posterior
micrograbación en medios magnéticos para evitar un complejo problema de almacenamiento,
pero a la vez el deterioro y/o pérdida de toda su documentación.
El tamaño máximo de hoja a digitalizar es A4. Se estima que el 90% de los documentos es
tamaño A4 y el 5% es de tamaño menor. Papel bulky: 5% aprox.- 95% documentos papel bond.
Existen hojas sueltas y expedientes completos conservados con grapas, hilos y fastenes
interiores.
La empresa en estudio recibe como oferta económica expresada en la moneda del valor
referencial (Soles) y el detalle de precio unitario por cada imagen digitalizada, en la Tabla Nº14
se detalla el precio unitario incluido IGV con el que se ganó el presente servicio.
ITEM DOCUMENTO IMÁGENES P.U. (S/.)
1 Imagen
digitalizada 27,300,000 0.3
Tabla 14: Precio unitario por imagen digitalizada
Elaboración Propia, La empresa.
80
Este servicio tiene etapas, para efecto de este trabajo de investigación se describirá las
siguientes etapas:
Etapa Pre – Operativa.
Cabe indicar que, durante la etapa Pre – operativa el contratista deberá hacer las
adaptaciones adicionales que la entidad considere necesarias a los planes, procedimientos y
modelos propuestos a fin de adecuarlos a las necesidades del servicio.
Etapa Operativa.
La empresa en estudio tiene programado realizar la etapa operativa en un periodo de 10
meses, sin embargo, este periodo puede ampliarse hasta un máximo de 12 meses, dependiendo
de las incidencias que pudieran presentarse. Las actividades del proceso de digitalización son:
Recepción de documentos.
Preparación de documentos.
Digitalización de documentos.
Indización de los documentos.
Control de calidad de las imágenes por parte del Proveedor
Control de calidad de las imágenes por parte del Fedatario.
Control de calidad de las imágenes por parte de la Entidad.
Reproceso.
Firma Digital de las imágenes micrograbadas con Time Stamping.
Grabación de los Medios Magnéticos.
Control de Calidad de los Medios Magnéticos por parte de la entidad.
Compaginación.
Devolución de documentos.
Entrega de imágenes con valor legal
81
Para la ejecución del servicio, la empresa utiliza el siguiente software DIGIDOC; para el
procesamiento de documentos con valor legal. Posee una herramienta de Monitoreo; la cual
permite tener la trazabilidad de los documentos
El Software de Firma Digital; permite realizar la firma digital de documentos y cumple con
lo indicado en la Guía de Acreditación de Software, emitida por Infraestructura Oficial de
Firma Electrónica IOFE PERÚ-INDECOPI.
Por último, el Software de Sello de Tiempo; trabaja cumpliendo la regulación peruana
establecida por la Autoridad Administrativa Competente, el Instituto Nacional de Defensa de
la Competencia y de la Protección de la Propiedad Intelectual (INDECOPI).
El hardware que posee este proyecto es:
Terminales de cómputo
Escáner de producción
Escáner plano
Servidores
Impresoras
Grabador de medios (microformas)
El presente servicio, es realizado en las instalaciones de la empresa en estudio, la cual cuenta
con el equipamiento, infraestructura y recursos necesarios para el cumplimiento de las
responsabilidades asumidas.
La línea de producción de microformas está certificada por SGS del Perú, de acuerdo con
lo indicado por la NTP 392.030.2 2005.
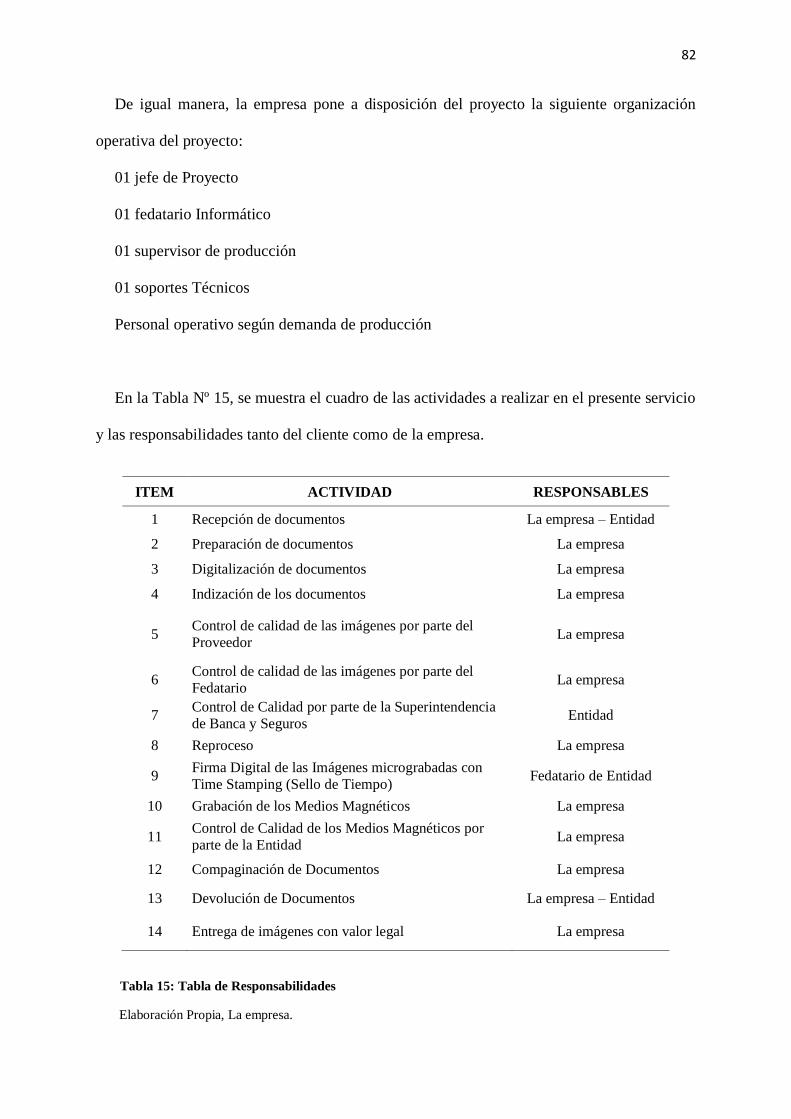
82
De igual manera, la empresa pone a disposición del proyecto la siguiente organización
operativa del proyecto:
01 jefe de Proyecto
01 fedatario Informático
01 supervisor de producción
01 soportes Técnicos
Personal operativo según demanda de producción
En la Tabla Nº 15, se muestra el cuadro de las actividades a realizar en el presente servicio
y las responsabilidades tanto del cliente como de la empresa.
ITEM ACTIVIDAD RESPONSABLES
1 Recepción de documentos La empresa – Entidad
2 Preparación de documentos La empresa
3 Digitalización de documentos La empresa
4 Indización de los documentos La empresa
5 Control de calidad de las imágenes por parte del
Proveedor La empresa
6 Control de calidad de las imágenes por parte del
Fedatario La empresa
7 Control de Calidad por parte de la Superintendencia
de Banca y Seguros Entidad
8 Reproceso La empresa
9 Firma Digital de las Imágenes micrograbadas con
Time Stamping (Sello de Tiempo) Fedatario de Entidad
10 Grabación de los Medios Magnéticos La empresa
11 Control de Calidad de los Medios Magnéticos por
parte de la Entidad La empresa
12 Compaginación de Documentos La empresa
13 Devolución de Documentos La empresa – Entidad
14 Entrega de imágenes con valor legal La empresa
Tabla 15: Tabla de Responsabilidades
Elaboración Propia, La empresa.
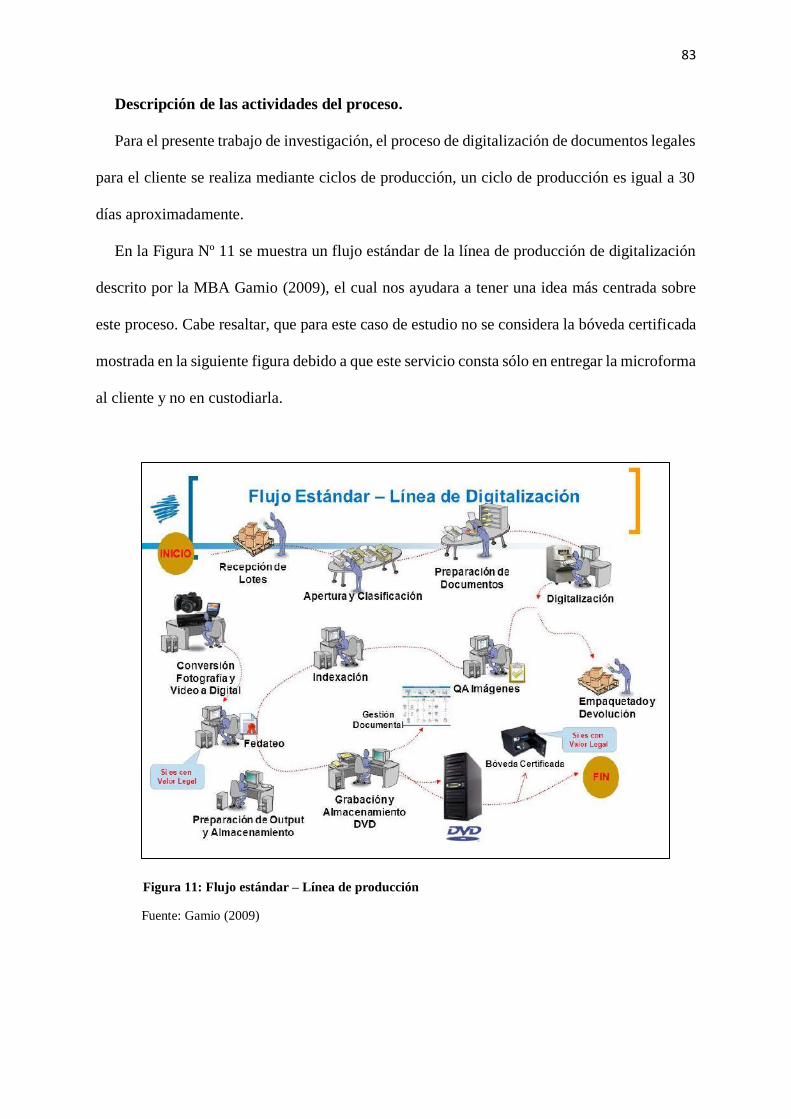
83
Descripción de las actividades del proceso.
Para el presente trabajo de investigación, el proceso de digitalización de documentos legales
para el cliente se realiza mediante ciclos de producción, un ciclo de producción es igual a 30
días aproximadamente.
En la Figura Nº 11 se muestra un flujo estándar de la línea de producción de digitalización
descrito por la MBA Gamio (2009), el cual nos ayudara a tener una idea más centrada sobre
este proceso. Cabe resaltar, que para este caso de estudio no se considera la bóveda certificada
mostrada en la siguiente figura debido a que este servicio consta sólo en entregar la microforma
al cliente y no en custodiarla.
Figura 11: Flujo estándar – Línea de producción
Fuente: Gamio (2009)
84
A continuación, se realiza la descripción de las actividades que conforman el proceso de
digitalización y micrograbación de documentos legales.
Recepción de documentos.
La empresa en estudio recoge para cada ciclo de producción los documentos a trabajar de
las instalaciones del Archivo Central de la entidad (pisos 2, 5 y sótano), según la priorización
y volúmenes establecidos en el Plan de Trabajo de la empresa.
Se utiliza un formato de Transferencia Externa proporcionado por la entidad (ver Anexo N°
2), el cual cuenta con datos establecidos en los términos de referencia, como el código de serie,
títulos de series documentales, código del tipo documental, fechas extremas y el año de
conservación, cuyos campos serán validados durante el inventario, anotándose la fecha y hora
de la recepción.
Los tipos documentales que serán entregados por la entidad son variados, tal como
resoluciones, resoluciones, oficios, memorándums, hojas de trámite, informes de visita de
inspección, estudio de factibilidad, reportes, expedientes judiciales, entre otros.
Esta actividad está concebida como conteo de la cantidad de folios, no contempla la
foliación, así como la anotación de observaciones de los folios o cantidad de folios que estén
en estado regular o deteriorado, no se requiere describir el estado de cada folio.
La empresa traslada a sus oficinas los documentos recibidos del Archivo Central de la
entidad, cuyas medidas de seguridad a implementar en el acarreo de los documentos,
contemplan la protección ante la exposición directa e indirecta del clima, considerándose
embalajes que los proteja de golpes previsibles (como caídas, amontonamiento, manipulación
de paquetes, entre otros), así como la custodia y aislamiento ante terceras personas ajenas al
servicio.
El horario de recojo de documentos es entre las 9:00 y las 17:00 horas.
85
Los documentos para digitalizar se recogerán en la el Archivo Central de la entidad ubicada
en el Cercado de Lima.
A continuación, detallamos el procedimiento a realizar durante la recepción:
El responsable de la recepción de la empresa hace entrega a sus operarios de los Formatos de
Transferencia Externa de Documentos, los cuales estarán pre-impresos con información de la
base de datos alcanzada por la Entidad.
Los operadores de la empresa, con los Formatos de Transferencia Externa de Documentos pre
impresos, ubican las cajas consignadas en dicho formato.
El operario, una vez que haya ubicado las cajas consignadas en el Formato de Transferencia
Externa de Documentos, en presencia del funcionario de la entidad, procede a abrir la caja,
retirando las carpetas contenidas en ella.
El operario de la empresa, con la supervisión del funcionario de la entidad, inicia la validación
del inventario, verificando que las carpetas contenidas en las cajas sean las consignadas en el
Formato de Transferencia Externa de Documentos (2 juegos) donde se anotará fecha y hora
de la recepción, número de lote entre otros datos, contemplados en dicho formato.
Si durante la validación del inventario, se presenta alguna inconsistencia, como la ausencia de
una carpeta, el operador registrará en el Formato de Transferencia Externa de Documentos, la
siguiente observación, “Carpeta faltante”.
Las casuísticas que puedan presentarse en el inventario y recepción, como manchas, deterioro
severo o mutilaciones en los documentos, serán consignados en la columna de observación,
del Formato de Transferencia Externa de Documentos
Una vez que se haya terminado la validación de las carpetas consignadas en el Formato de
Transferencia Externa de Documentos, el responsable de la recepción de la empresa firmará
y sellará por duplicado el Formato de Transferencia Externa de Documentos.
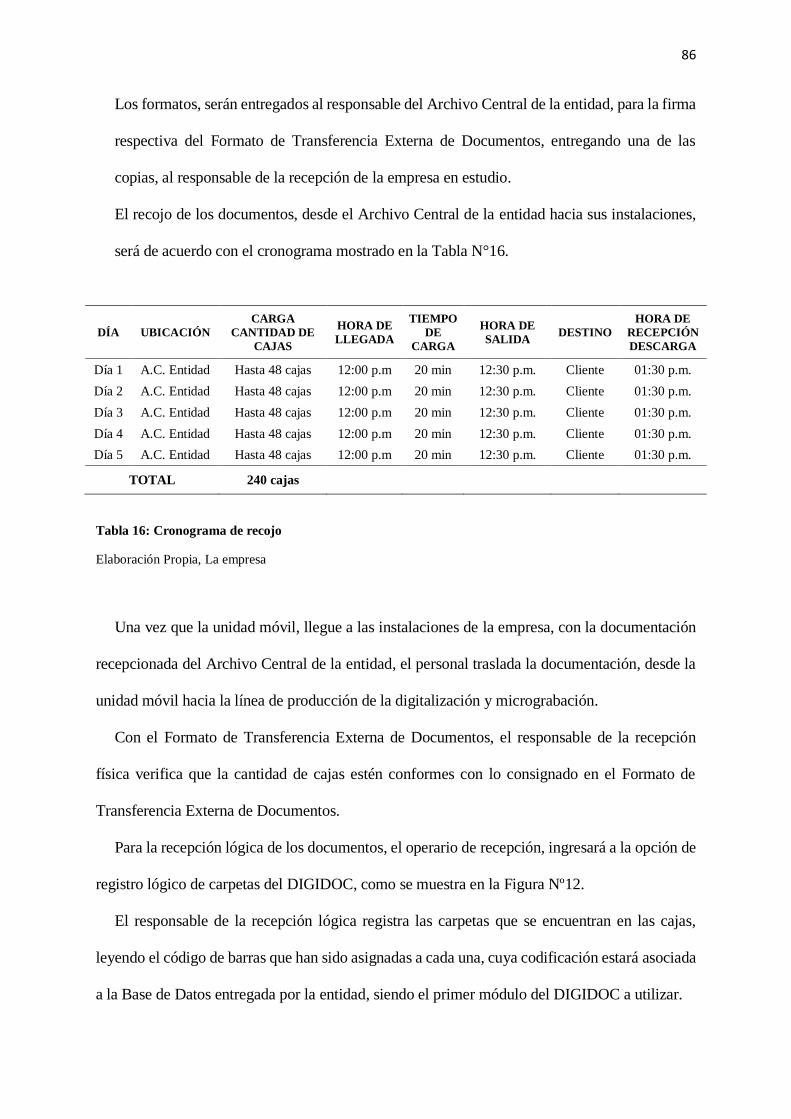
86
Los formatos, serán entregados al responsable del Archivo Central de la entidad, para la firma
respectiva del Formato de Transferencia Externa de Documentos, entregando una de las
copias, al responsable de la recepción de la empresa en estudio.
El recojo de los documentos, desde el Archivo Central de la entidad hacia sus instalaciones,
será de acuerdo con el cronograma mostrado en la Tabla N°16.
DÍA UBICACIÓN
CARGA
CANTIDAD DE
CAJAS
HORA DE
LLEGADA
TIEMPO
DE
CARGA
HORA DE
SALIDA DESTINO
HORA DE
RECEPCIÓN
DESCARGA
Día 1 A.C. Entidad Hasta 48 cajas 12:00 p.m 20 min 12:30 p.m. Cliente 01:30 p.m.
Día 2 A.C. Entidad Hasta 48 cajas 12:00 p.m 20 min 12:30 p.m. Cliente 01:30 p.m.
Día 3 A.C. Entidad Hasta 48 cajas 12:00 p.m 20 min 12:30 p.m. Cliente 01:30 p.m.
Día 4 A.C. Entidad Hasta 48 cajas 12:00 p.m 20 min 12:30 p.m. Cliente 01:30 p.m.
Día 5 A.C. Entidad Hasta 48 cajas 12:00 p.m 20 min 12:30 p.m. Cliente 01:30 p.m.
TOTAL 240 cajas
Tabla 16: Cronograma de recojo
Elaboración Propia, La empresa
Una vez que la unidad móvil, llegue a las instalaciones de la empresa, con la documentación
recepcionada del Archivo Central de la entidad, el personal traslada la documentación, desde la
unidad móvil hacia la línea de producción de la digitalización y micrograbación.
Con el Formato de Transferencia Externa de Documentos, el responsable de la recepción
física verifica que la cantidad de cajas estén conformes con lo consignado en el Formato de
Transferencia Externa de Documentos.
Para la recepción lógica de los documentos, el operario de recepción, ingresará a la opción de
registro lógico de carpetas del DIGIDOC, como se muestra en la Figura Nº12.
El responsable de la recepción lógica registra las carpetas que se encuentran en las cajas,
leyendo el código de barras que han sido asignadas a cada una, cuya codificación estará asociada
a la Base de Datos entregada por la entidad, siendo el primer módulo del DIGIDOC a utilizar.
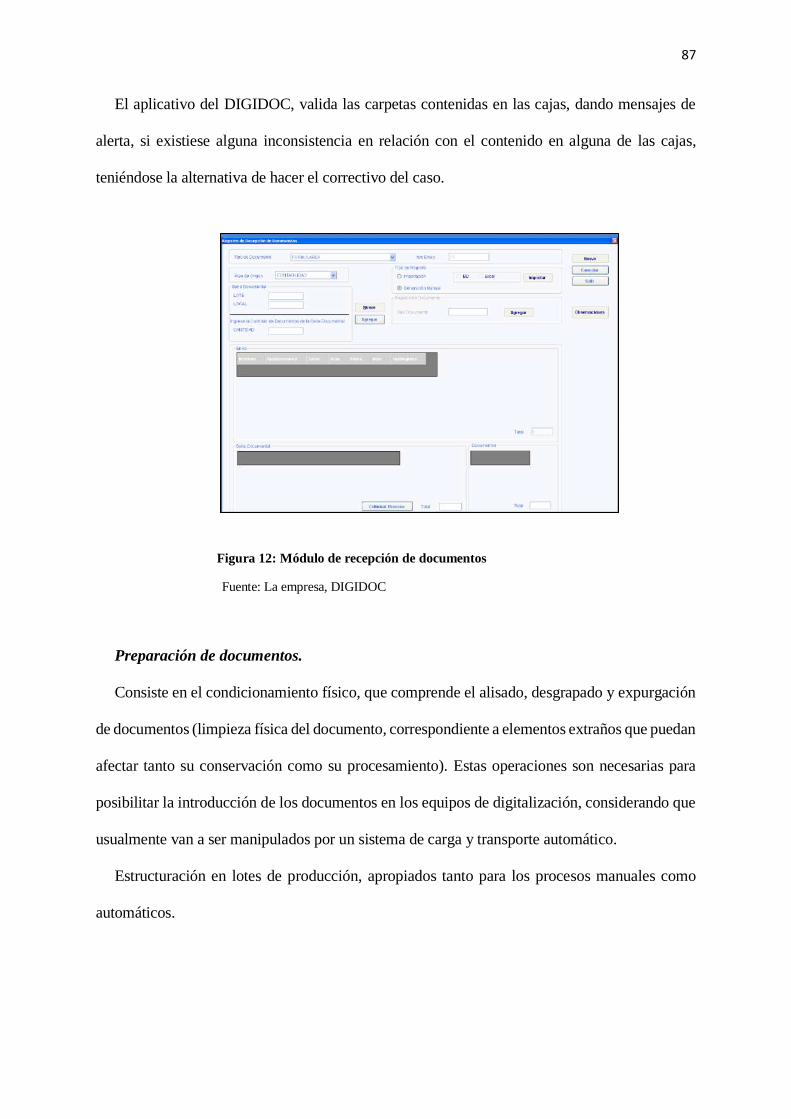
87
El aplicativo del DIGIDOC, valida las carpetas contenidas en las cajas, dando mensajes de
alerta, si existiese alguna inconsistencia en relación con el contenido en alguna de las cajas,
teniéndose la alternativa de hacer el correctivo del caso.
Figura 12: Módulo de recepción de documentos
Fuente: La empresa, DIGIDOC
Preparación de documentos.
Consiste en el condicionamiento físico, que comprende el alisado, desgrapado y expurgación
de documentos (limpieza física del documento, correspondiente a elementos extraños que puedan
afectar tanto su conservación como su procesamiento). Estas operaciones son necesarias para
posibilitar la introducción de los documentos en los equipos de digitalización, considerando que
usualmente van a ser manipulados por un sistema de carga y transporte automático.
Estructuración en lotes de producción, apropiados tanto para los procesos manuales como
automáticos.
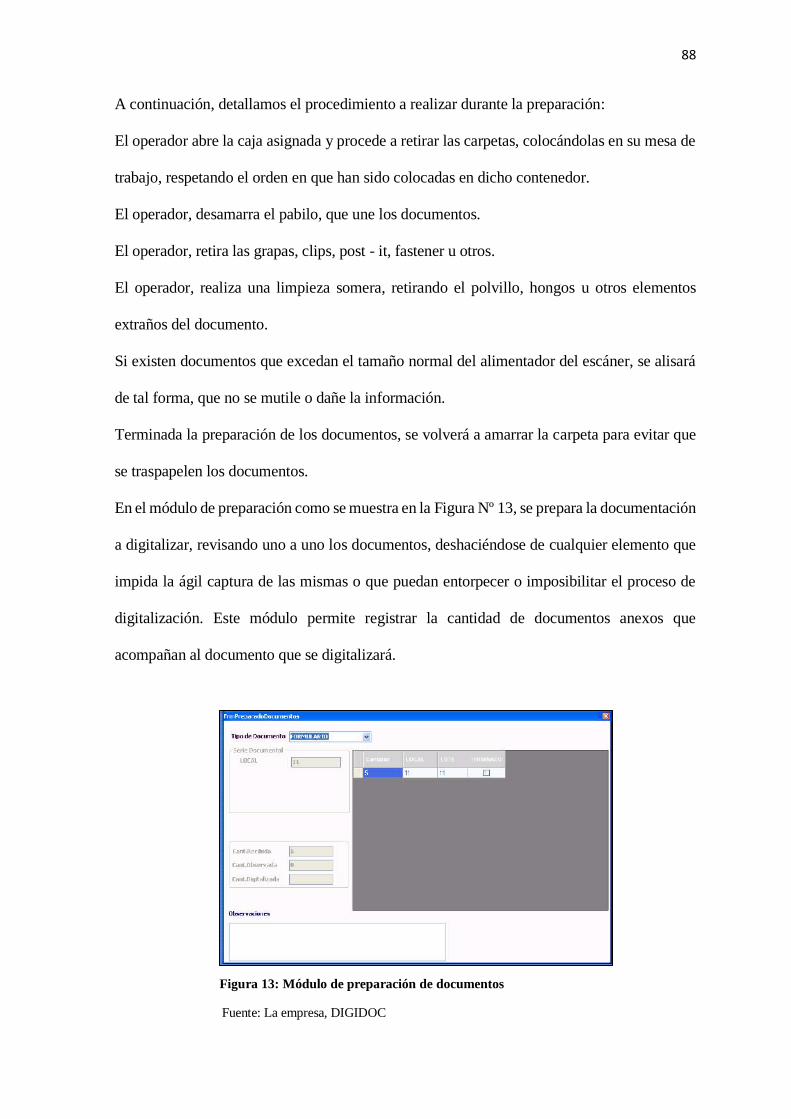
88
A continuación, detallamos el procedimiento a realizar durante la preparación:
El operador abre la caja asignada y procede a retirar las carpetas, colocándolas en su mesa de
trabajo, respetando el orden en que han sido colocadas en dicho contenedor.
El operador, desamarra el pabilo, que une los documentos.
El operador, retira las grapas, clips, post - it, fastener u otros.
El operador, realiza una limpieza somera, retirando el polvillo, hongos u otros elementos
extraños del documento.
Si existen documentos que excedan el tamaño normal del alimentador del escáner, se alisará
de tal forma, que no se mutile o dañe la información.
Terminada la preparación de los documentos, se volverá a amarrar la carpeta para evitar que
se traspapelen los documentos.
En el módulo de preparación como se muestra en la Figura Nº 13, se prepara la documentación
a digitalizar, revisando uno a uno los documentos, deshaciéndose de cualquier elemento que
impida la ágil captura de las mismas o que puedan entorpecer o imposibilitar el proceso de
digitalización. Este módulo permite registrar la cantidad de documentos anexos que
acompañan al documento que se digitalizará.
Figura 13: Módulo de preparación de documentos
Fuente: La empresa, DIGIDOC
89
Digitalización de documentos.
El proceso por el que se obtiene la imagen digital de un documento es la digitalización. Esta
operación es desarrollada por dispositivos como los escáneres y ha de realizarse de acuerdo con
la naturaleza del documento (tamaño físico, consistencia, tipo de papel, entre otros) y con la de
su contenido (texto, imágenes, fórmulas, entre otros).
La empresa en estudio utiliza escáneres con sistemas de alimentación y transporte automático.
Además, el aplicativo usado para esta operación no cuenta con niveles de seguridad que no
permitan al operador intervenir manualmente y aseguren la inalterabilidad de cada imagen
digitalizada.
Para el caso de los documentos que, por su constitución, o sea por sus características físicas o
porque se encuentren en mal estado o deteriorados o cuyo tamaño se exceda, de modo tal que no
puedan ser digitalizados de manera automática, los lotes podrán ser establecidos por el
contratista. Los equipos de digitalización usados para estos documentos podrán ser de escaneo
manual.
Para la digitalización empleará la captura automática Reconocimiento Óptico de Caracteres
(OCR).
Las características de las imágenes serán de acuerdo con lo especificado en los términos de
referencia del concurso de la entidad.
La empresa generará un archivo PDF que contenga todas las imágenes (folios) por cada
documento o expediente completo que le sea entregado. Por lo tanto, un archivo PDF puede
contener un documento o un expediente completo (varias imágenes) y cada imagen puede tener
información en anverso y reverso.
Las imágenes, en:
Color de 24 bits.
De 200 dpi a 400 dpi dependiendo de la calidad de la imagen.
90
De 600 dpi para documentos tipo Fax (papel térmico).
Según la entidad, casi en su totalidad los documentos están impresos, los documentos escritos
a mano representarían un aproximado del 3% del total.
A continuación, detallamos el procedimiento a realizar durante la digitalización:
El supervisor del proyecto entregará a los operadores de digitalización los inventarios con
los expedientes que deberán digitalizar según el abastecimiento programado en el plan de
producción.
El operador de digitalización, de acuerdo con el listado entregado, ubicará las cajas que le
han sido asignadas y las colocará en su estación de trabajo.
En su estación de trabajo, retira las carpetas de la caja y las coloca en su mesa de trabajo.
Coge la primera carpeta y procede a registrarlo en el sistema DIGIDOC, leyendo el código
de barra, como se muestra en la Figura Nº14.
Registrada la carpeta, el operador de digitalización, debe de verificar que el equipo esté
correctamente calibrado, según los estándares de calidad exigidos en las bases integradas, para
que los documentos digitalizados cumplan con las características especificadas en los
términos de referencia
El operador de digitalización retira el pabilo y las tapas que protegen la documentación.
El operador coloca en el alimentador del escáner, los documentos de la carpeta que
digitalizará, en cantidades que no excedan la capacidad del alimentador del escáner.
Al término del proceso de digitalización de la carpeta, el operador, acomoda los
documentos, colocando sus tapas de protección y volverá a agruparlos, amarrándolo con el
pabilo respetando el orden con el que fue recepcionado.
De manera similar, respetando el orden del listado, continúa con la siguiente caja y procede
a digitalizar los documentos.
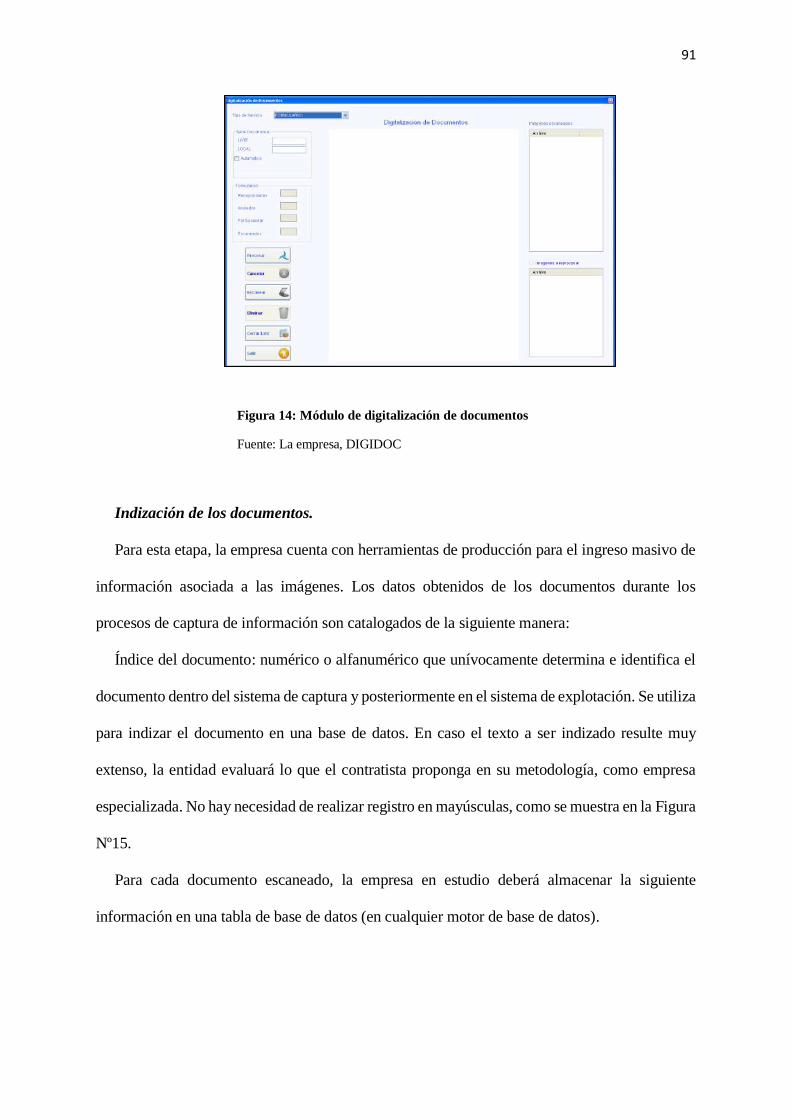
91
Figura 14: Módulo de digitalización de documentos
Fuente: La empresa, DIGIDOC
Indización de los documentos.
Para esta etapa, la empresa cuenta con herramientas de producción para el ingreso masivo de
información asociada a las imágenes. Los datos obtenidos de los documentos durante los
procesos de captura de información son catalogados de la siguiente manera:
Índice del documento: numérico o alfanumérico que unívocamente determina e identifica el
documento dentro del sistema de captura y posteriormente en el sistema de explotación. Se utiliza
para indizar el documento en una base de datos. En caso el texto a ser indizado resulte muy
extenso, la entidad evaluará lo que el contratista proponga en su metodología, como empresa
especializada. No hay necesidad de realizar registro en mayúsculas, como se muestra en la Figura
Nº15.
Para cada documento escaneado, la empresa en estudio deberá almacenar la siguiente
información en una tabla de base de datos (en cualquier motor de base de datos).
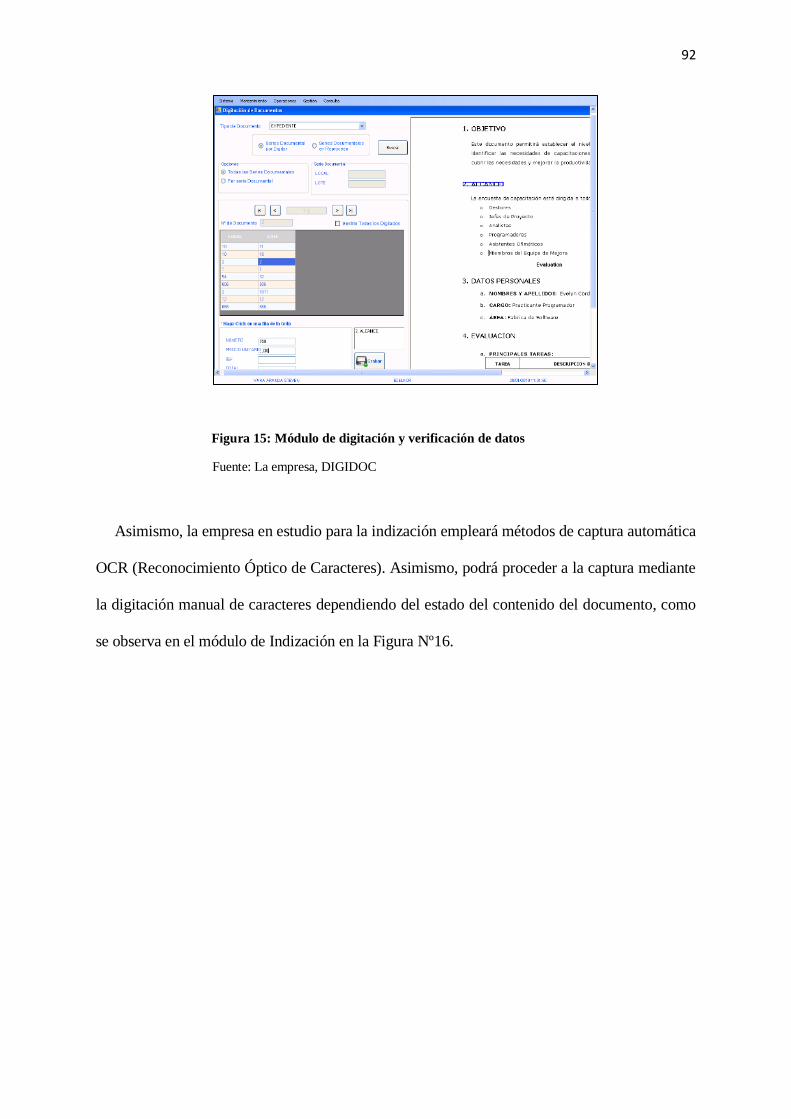
92
Figura 15: Módulo de digitación y verificación de datos
Fuente: La empresa, DIGIDOC
Asimismo, la empresa en estudio para la indización empleará métodos de captura automática
OCR (Reconocimiento Óptico de Caracteres). Asimismo, podrá proceder a la captura mediante
la digitación manual de caracteres dependiendo del estado del contenido del documento, como
se observa en el módulo de Indización en la Figura Nº16.
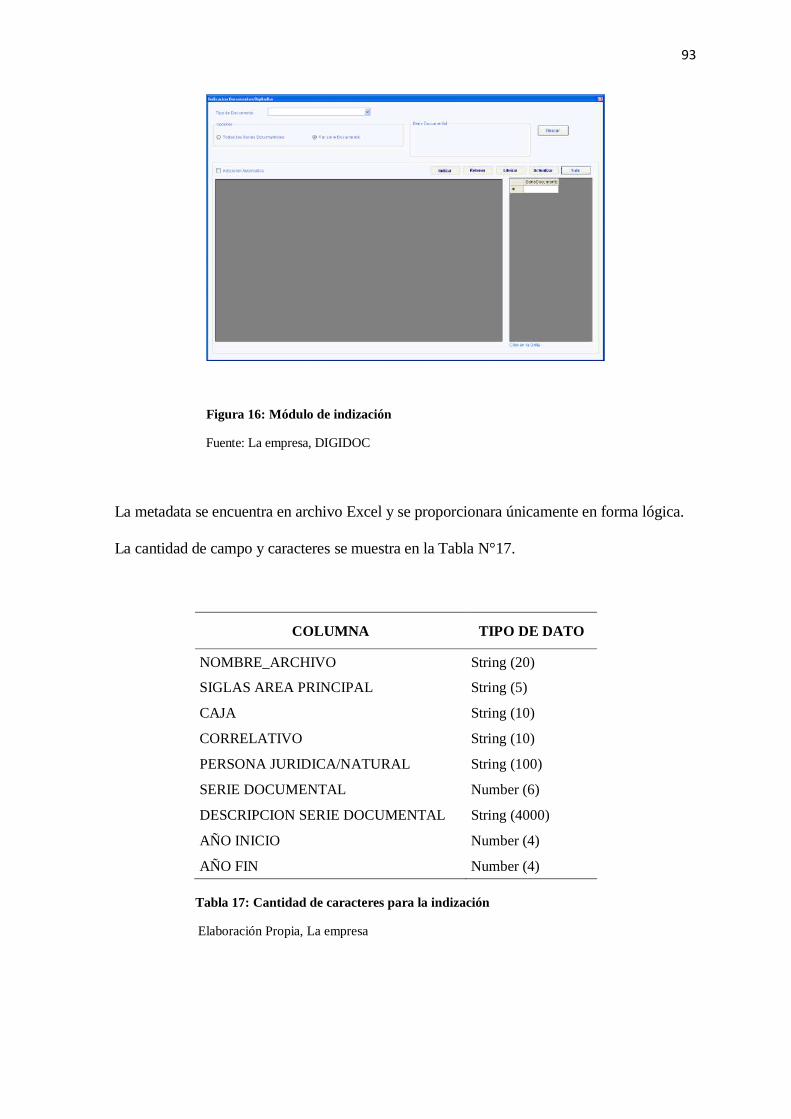
93
Figura 16: Módulo de indización
Fuente: La empresa, DIGIDOC
La metadata se encuentra en archivo Excel y se proporcionara únicamente en forma lógica.
La cantidad de campo y caracteres se muestra en la Tabla N°17.
COLUMNA TIPO DE DATO
NOMBRE_ARCHIVO String (20)
SIGLAS AREA PRINCIPAL String (5)
CAJA String (10)
CORRELATIVO String (10)
PERSONA JURIDICA/NATURAL String (100)
SERIE DOCUMENTAL Number (6)
DESCRIPCION SERIE DOCUMENTAL String (4000)
AÑO INICIO Number (4)
AÑO FIN Number (4)
Tabla 17: Cantidad de caracteres para la indización
Elaboración Propia, La empresa
94
Control de calidad de las imágenes por parte de la empresa.
El sistema permitirá revisar las imágenes del lote en la pantalla, para detectar prematuramente
los problemas de digitalización y determinar si pueden seguir el flujo normal, o han de ser
redigitalizadas.
Se cuenta con unsistema de control operativo y de gestión, el mismo que permitirá controlar
y administrar la línea de producción.
La empresa soluciona cualquier posible error encontrado, inclusive, posterior a la
conformidad final, al margen de las penalidades a las que se haga merecedor.
Revida de forma diaria una muestra de las imágenes de lotes procesados, correspondiente a
un día de producción.
A continuación, detallamos el procedimiento a realizar durante el control de calidad de
imágenes por parte de la empresa:
El operador del Control de Calidad coge de los anaqueles una de las cajas con documentos
que ya han sido digitalizados y las lleva a su estación de trabajo.
En su estación de trabajo, el operador de control de calidad, con la caja seleccionada realizará
las siguientes actividades:
Respetando el orden, en que se encuentran las carpetas en la caja, retira las carpetas de la
caja y las coloca en su mesa de trabajo.
Coge la primera carpeta y procede a registrarlo en el sistema DIGIDOC.
A la carpeta seleccionada, le retira el pabilo y las tapas que protegen la documentación.
El operador de control de calidad ingresa al aplicativo de control de calidad del DIGIDOC,
cuyo sistema permitirá revisar las imágenes de la carpeta en la pantalla, validando la imagen
digitalizada, con el documento físico, según exigencias de las Bases Integradas, el Control de
Calidad será diariamente y una muestra de las imágenes procesadas.
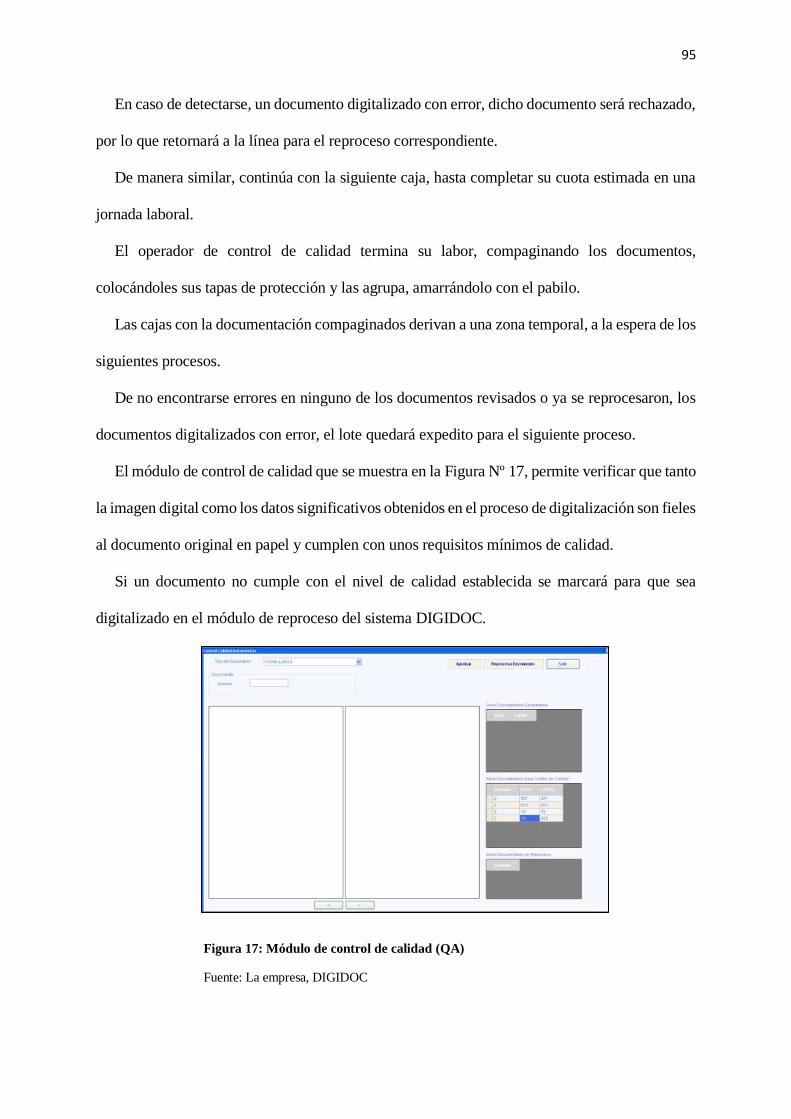
95
En caso de detectarse, un documento digitalizado con error, dicho documento será rechazado,
por lo que retornará a la línea para el reproceso correspondiente.
De manera similar, continúa con la siguiente caja, hasta completar su cuota estimada en una
jornada laboral.
El operador de control de calidad termina su labor, compaginando los documentos,
colocándoles sus tapas de protección y las agrupa, amarrándolo con el pabilo.
Las cajas con la documentación compaginados derivan a una zona temporal, a la espera de los
siguientes procesos.
De no encontrarse errores en ninguno de los documentos revisados o ya se reprocesaron, los
documentos digitalizados con error, el lote quedará expedito para el siguiente proceso.
El módulo de control de calidad que se muestra en la Figura Nº 17, permite verificar que tanto
la imagen digital como los datos significativos obtenidos en el proceso de digitalización son fieles
al documento original en papel y cumplen con unos requisitos mínimos de calidad.
Si un documento no cumple con el nivel de calidad establecida se marcará para que sea
digitalizado en el módulo de reproceso del sistema DIGIDOC.
Figura 17: Módulo de control de calidad (QA)
Fuente: La empresa, DIGIDOC
96
Control de calidad de las imágenes por parte del fedatario.
A continuación, detallamos el procedimiento de control de calidad de imágenes que
realizará el Fedatario:
El Fedatario realiza el control de calidad de las imágenes digitalizadas a través del mismo
sistema de producción.
Si durante el proceso de control de calidad, se detecta un documento digitalizado con error,
dicho documento será rechazado, por lo que retornará a la línea para el reproceso
correspondiente.
Si el Fedatario no se encuentra errores en ninguno de los documentos revisados en la
muestra, esta última será aprobada y su resultado se inferirá al total de los documentos,
quedando expeditos para el siguiente proceso.
Control de calidad de las imágenes por parte de la entidad.
La empresa proporciona un aplicativo y acceso al personal de la entidad, para que pueda
efectuar el control de calidad de la digitalización e indización, que permita revisar
aleatoriamente las imágenes en base al Límite de calidad aceptable - LCA (1%) de muestra
definido, para cada uno de los lotes y a su vez, tendrá como mínimo un archivo *.log, donde
se almacene el usuario, fecha, hora, conformidad o no conformidad.
La entidad aplicará la NTP ISO 2859-1:2009 para niveles de calidad aceptable del 1%. La
entidad procesará todos los lotes entregados.
Reproceso.
En el caso de documentos faltantes y/o por incumplimiento de lo especificado en los Criterios
de Control de Calidad de los términos de referencia, el sistema deberá contar con herramientas
97
para el tratamiento individual de estos documentos, así como su capacidad de insertarlos en los
lotes correspondientes.
A continuación, detallamos el procedimiento a realizar durante el reproceso:
El operador de los reprocesos ingresa al aplicativo de reprocesos, del sistema DIGIDOC.
Las imágenes digitalizadas y/o indizados de los documentos, que no pasaron el control de
calidad en el sistema DIGIDOC, se encontrarán en estado “pendiente de cierre” hasta que se
subsane el motivo por el cual la imagen digitalizada y/o indización, no pasó el control de
calidad respectivo.
El operador de los reprocesos realiza la lectura del código de barra de la carpeta, que está
en la línea para el reproceso correspondiente.
El operador de los reprocesos procede a realizar la redigitalización de los documentos que
fueron rechazados en el control de calidad.
Una vez ejecutado todos los reprocesos, las imágenes digitalizadas pasarán por un proceso
de control de calidad, el cual debe de cumplir con lo especificado en los Criterios de Control
de Calidad indicad por el cliente.
Las imágenes redigitalizadas, serán insertadas en sus carpetas correspondientes, cerrándose
el proceso en el sistema DIGIDOC, como se muestra en la Figura Nº18.
Para el caso de los reprocesos provenientes de la indización, este se hará a nivel de sistemas,
volviéndose a validar con la información lógica registrada.
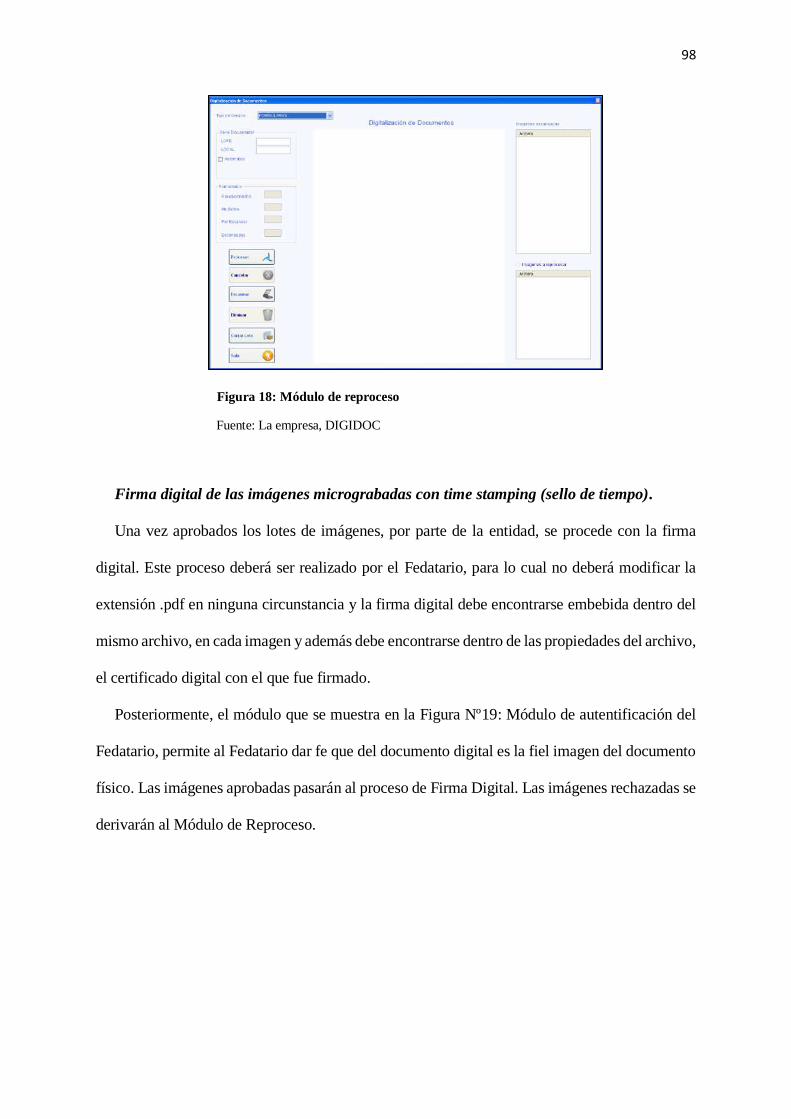
98
Figura 18: Módulo de reproceso
Fuente: La empresa, DIGIDOC
Firma digital de las imágenes micrograbadas con time stamping (sello de tiempo).
Una vez aprobados los lotes de imágenes, por parte de la entidad, se procede con la firma
digital. Este proceso deberá ser realizado por el Fedatario, para lo cual no deberá modificar la
extensión .pdf en ninguna circunstancia y la firma digital debe encontrarse embebida dentro del
mismo archivo, en cada imagen y además debe encontrarse dentro de las propiedades del archivo,
el certificado digital con el que fue firmado.
Posteriormente, el módulo que se muestra en la Figura Nº19: Módulo de autentificación del
Fedatario, permite al Fedatario dar fe que del documento digital es la fiel imagen del documento
físico. Las imágenes aprobadas pasarán al proceso de Firma Digital. Las imágenes rechazadas se
derivarán al Módulo de Reproceso.
99
Figura 19: Módulo de autentificación del Fedatario
Fuente: La empresa, DIGIDOC
La firma digital contendrá sello de tiempo. El sellado de tiempo o Time Stamping es un
mecanismo en línea que permite demostrar que una serie de datos han existido y no han sido
alterados desde un instante específico en el tiempo.
Tanto el Software de firma digital como el sello de tiempo están acreditados ante INDECOPI
y cumplen con el uso del mismo de acuerdo con lo requerido en los Términos de Referencia y
Requerimientos Técnicos Mínimos del presente concurso.
En el módulo de firma digital mostrado en la Figura Nº20, permite firmar digitalmente las
imágenes que ha sido aprobada por el Fedatario.
De igual manera, este módulo tiene la capacidad de firmar un documento, un conjunto de
documentos o los documentos que se encuentren en un conjunto de carpetas.
100
Figura 20: Modulo de aplicación de firma digital
Fuente: La empresa, DIGIDOC
Grabación de los medios magnéticos.
Todas las microformas se almacenan en discos ópticos Blu-Ray. La empresa en estudio
generará dos (02) juegos uno Original y otra Duplicado de discos ópticos Blu-Ray – tipo WORM
(Write Once Read Many) – ambos juegos se entregarán a la entidad.
A continuación, detallamos el procedimiento a realizar durante la grabación:
Una vez aprobadas las imágenes digitalizadas, por la entidad y el Fedatario, se procede con la
grabación, de las Microformas en medios magnéticos.
Las Microformas, se grabarán en Discos Ópticos Blu-Ray, dos (02) juegos.
Las Microformas, serán grabadas según la siguiente secuencia:
Primera Imagen: Tarjeta de Resolución Inicial.
Segunda Imagen: Acta de Apertura del proceso de Micrograbación.
101
Archivos Intermedios: imágenes de los documentos grabados, base de datos que contiene los
índices, archivo que describe los campos de la base de datos, software visor, software verificador
de firmas digitales.
Penúltima imagen: Acta de cierre del medio portador físico específico.
Última imagen: Tarjeta de Resolución Final.
Los rótulos de los Blu-Ray, tendrán la siguiente información:
Nombre del propietario y de la organización.
Identificación del contenido.
Código de identificación del medio portador.
Serie del fabricante y/o número correlativo imborrable.
Código vigente de identificación del Depositario de la Fe Pública, conforme a ley.
Fecha de elaboración.
Calidad de original o duplicado.
Los Blu-Ray serán entregados al finalizar cada ciclo de producción.
El almacenamiento de los Blu-Ray será en el Archivo de la entidad.
El módulo que se muestra en la Figura Nº 21, permite generar los medios magnéticos u ópticos
que contendrán las imágenes de los documentos digitalizados y firmados.
Figura 21: Módulo de grabación de medios magnéticos
Fuente: La empresa, DIGIDOC
102
Control de calidad de los medios magnéticos por parte de la entidad.
El personal de la entidad, en base a la NTP ISO 2859-1:2009, revisará y dará conformidad a
la generación de los medios magnéticos con la información de las imágenes y metadata asociada.
Posteriormente se elaborará y firmará el acta de conformidad del ciclo de producción, la cual
servirá junto con el acta que firma el Fedatario como sustento para el pago de la factura.
En caso se encuentre un error en los medios magnéticos, se le devolverá a la empresa de
soluciones, para que proceda con una nueva grabación, en un plazo no mayor de seis (06) días
calendarios.
El módulo de Control de Calidad de medios magnéticos mostrado en la Figura Nº22, permite
realizar el control de calidad a todas las imágenes u archivos que se encuentren en el medio
magnético u óptico, al término del proceso emitirá un mensaje de estado.
Figura 22: Módulo de QA de medios magnéticos
Fuente: La empresa, DIGIDOC
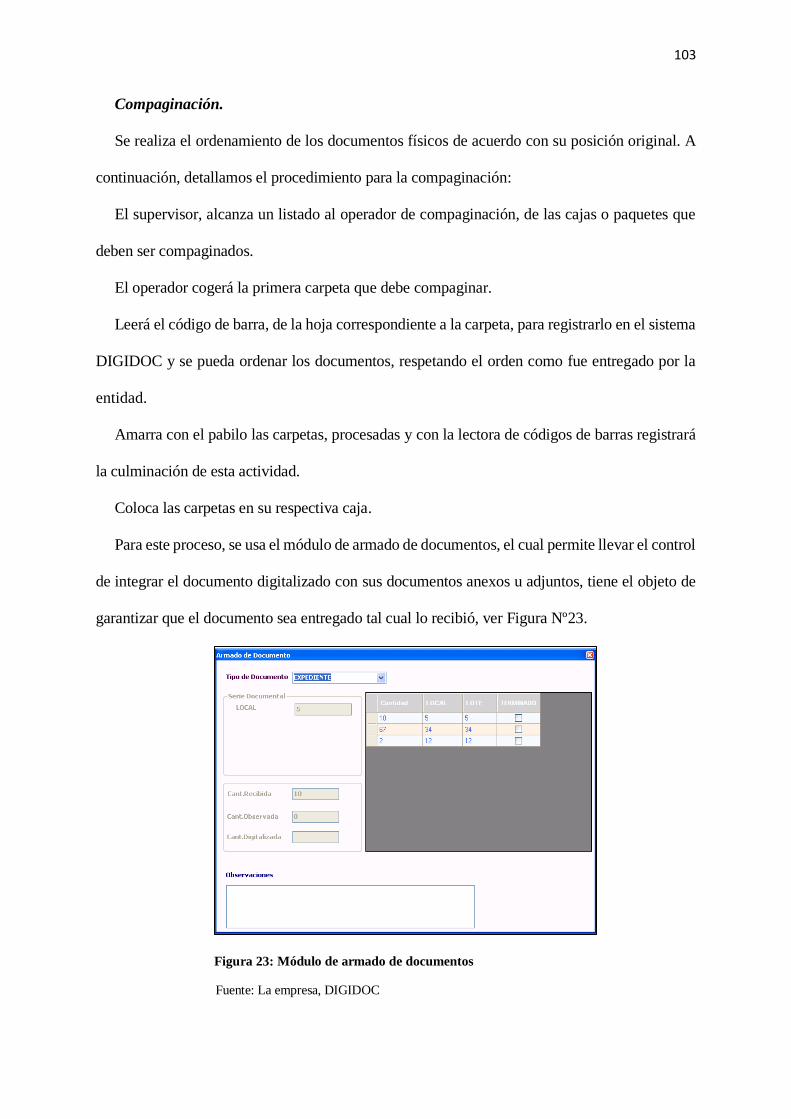
103
Compaginación.
Se realiza el ordenamiento de los documentos físicos de acuerdo con su posición original. A
continuación, detallamos el procedimiento para la compaginación:
El supervisor, alcanza un listado al operador de compaginación, de las cajas o paquetes que
deben ser compaginados.
El operador cogerá la primera carpeta que debe compaginar.
Leerá el código de barra, de la hoja correspondiente a la carpeta, para registrarlo en el sistema
DIGIDOC y se pueda ordenar los documentos, respetando el orden como fue entregado por la
entidad.
Amarra con el pabilo las carpetas, procesadas y con la lectora de códigos de barras registrará
la culminación de esta actividad.
Coloca las carpetas en su respectiva caja.
Para este proceso, se usa el módulo de armado de documentos, el cual permite llevar el control
de integrar el documento digitalizado con sus documentos anexos u adjuntos, tiene el objeto de
garantizar que el documento sea entregado tal cual lo recibió, ver Figura Nº23.
Figura 23: Módulo de armado de documentos
Fuente: La empresa, DIGIDOC
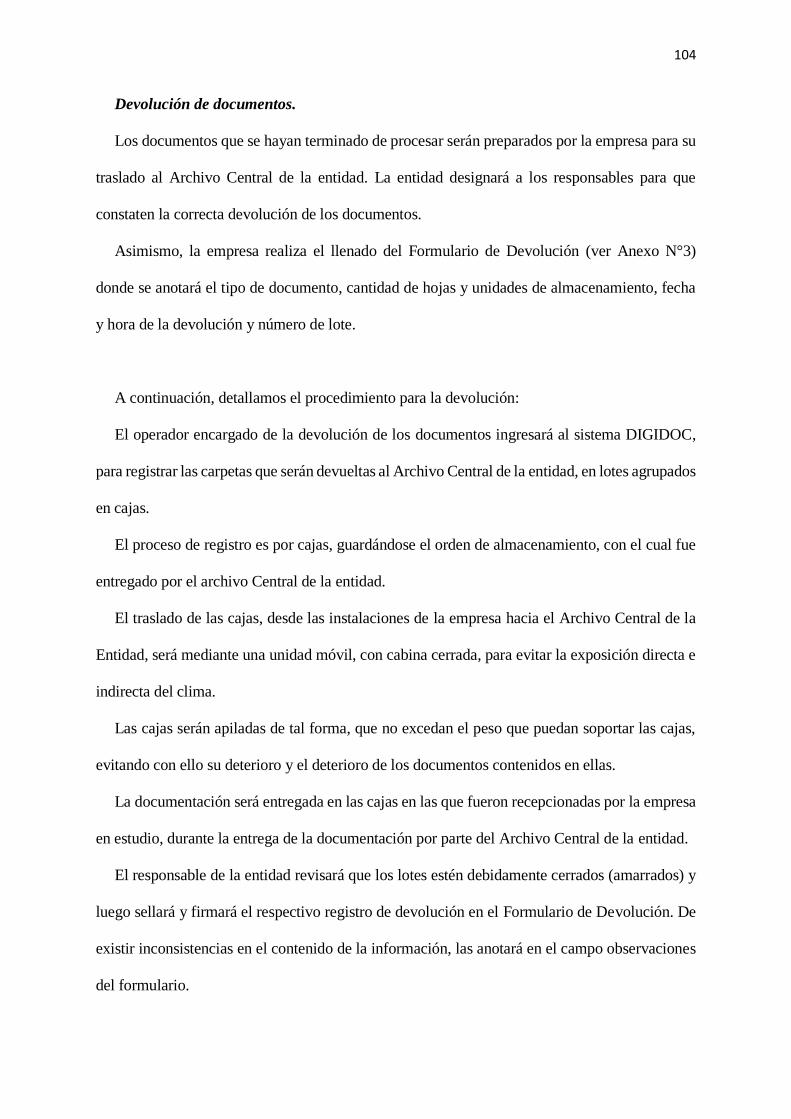
104
Devolución de documentos.
Los documentos que se hayan terminado de procesar serán preparados por la empresa para su
traslado al Archivo Central de la entidad. La entidad designará a los responsables para que
constaten la correcta devolución de los documentos.
Asimismo, la empresa realiza el llenado del Formulario de Devolución (ver Anexo N°3)
donde se anotará el tipo de documento, cantidad de hojas y unidades de almacenamiento, fecha
y hora de la devolución y número de lote.
A continuación, detallamos el procedimiento para la devolución:
El operador encargado de la devolución de los documentos ingresará al sistema DIGIDOC,
para registrar las carpetas que serán devueltas al Archivo Central de la entidad, en lotes agrupados
en cajas.
El proceso de registro es por cajas, guardándose el orden de almacenamiento, con el cual fue
entregado por el archivo Central de la entidad.
El traslado de las cajas, desde las instalaciones de la empresa hacia el Archivo Central de la
Entidad, será mediante una unidad móvil, con cabina cerrada, para evitar la exposición directa e
indirecta del clima.
Las cajas serán apiladas de tal forma, que no excedan el peso que puedan soportar las cajas,
evitando con ello su deterioro y el deterioro de los documentos contenidos en ellas.
La documentación será entregada en las cajas en las que fueron recepcionadas por la empresa
en estudio, durante la entrega de la documentación por parte del Archivo Central de la entidad.
El responsable de la entidad revisará que los lotes estén debidamente cerrados (amarrados) y
luego sellará y firmará el respectivo registro de devolución en el Formulario de Devolución. De
existir inconsistencias en el contenido de la información, las anotará en el campo observaciones
del formulario.
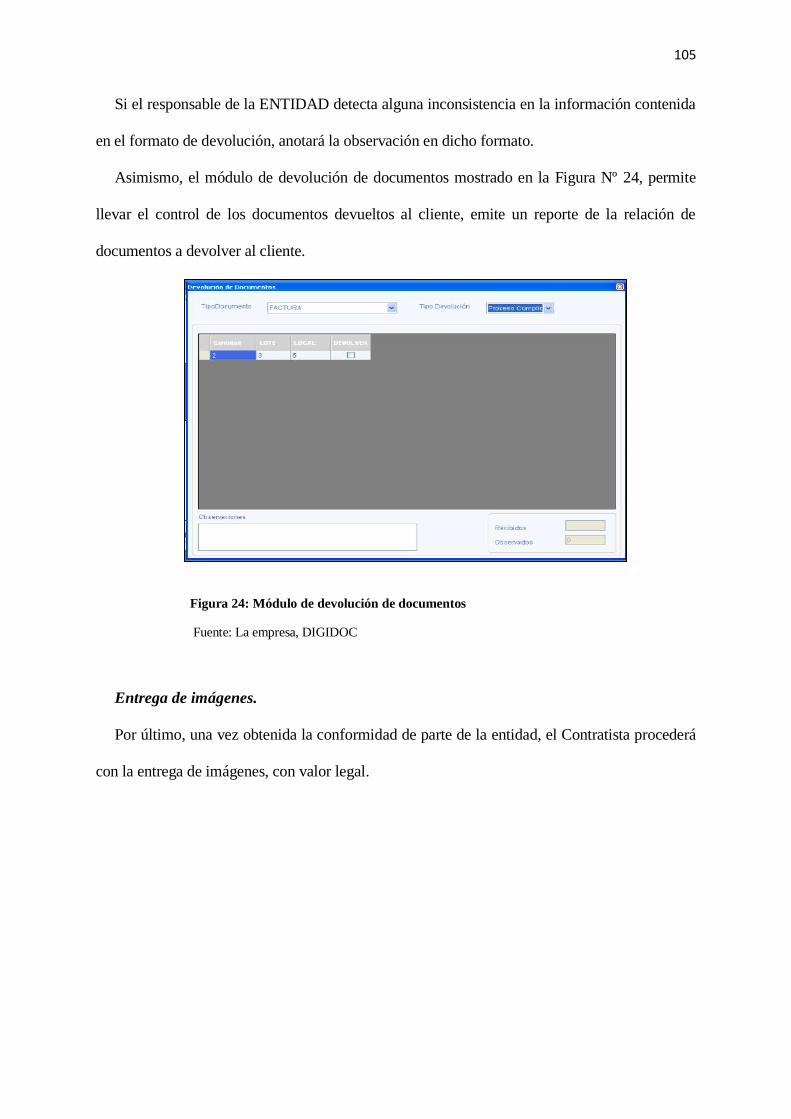
105
Si el responsable de la ENTIDAD detecta alguna inconsistencia en la información contenida
en el formato de devolución, anotará la observación en dicho formato.
Asimismo, el módulo de devolución de documentos mostrado en la Figura Nº 24, permite
llevar el control de los documentos devueltos al cliente, emite un reporte de la relación de
documentos a devolver al cliente.
Figura 24: Módulo de devolución de documentos
Fuente: La empresa, DIGIDOC
Entrega de imágenes.
Por último, una vez obtenida la conformidad de parte de la entidad, el Contratista procederá
con la entrega de imágenes, con valor legal.
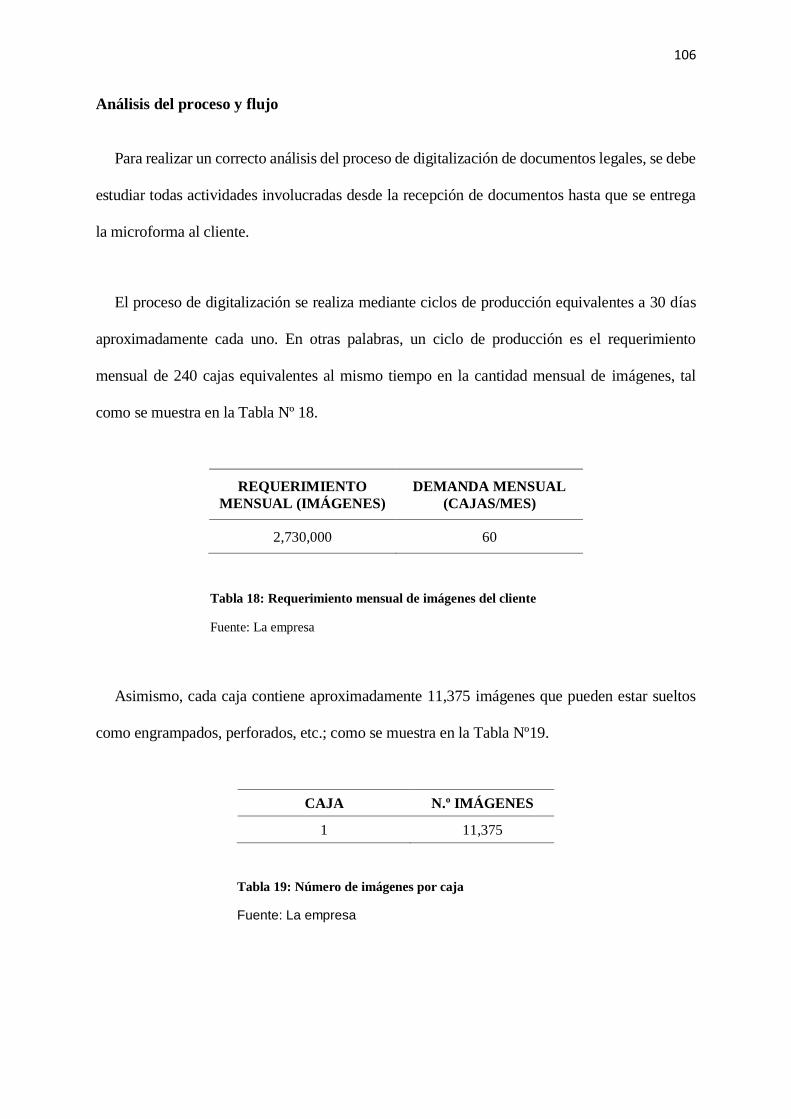
106
Análisis del proceso y flujo
Para realizar un correcto análisis del proceso de digitalización de documentos legales, se debe
estudiar todas actividades involucradas desde la recepción de documentos hasta que se entrega
la microforma al cliente.
El proceso de digitalización se realiza mediante ciclos de producción equivalentes a 30 días
aproximadamente cada uno. En otras palabras, un ciclo de producción es el requerimiento
mensual de 240 cajas equivalentes al mismo tiempo en la cantidad mensual de imágenes, tal
como se muestra en la Tabla Nº 18.
REQUERIMIENTO
MENSUAL (IMÁGENES)
DEMANDA MENSUAL
(CAJAS/MES)
2,730,000 60
Tabla 18: Requerimiento mensual de imágenes del cliente
Fuente: La empresa
Asimismo, cada caja contiene aproximadamente 11,375 imágenes que pueden estar sueltos
como engrampados, perforados, etc.; como se muestra en la Tabla Nº19.
CAJA N.º IMÁGENES
1 11,375
Tabla 19: Número de imágenes por caja
Fuente: La empresa
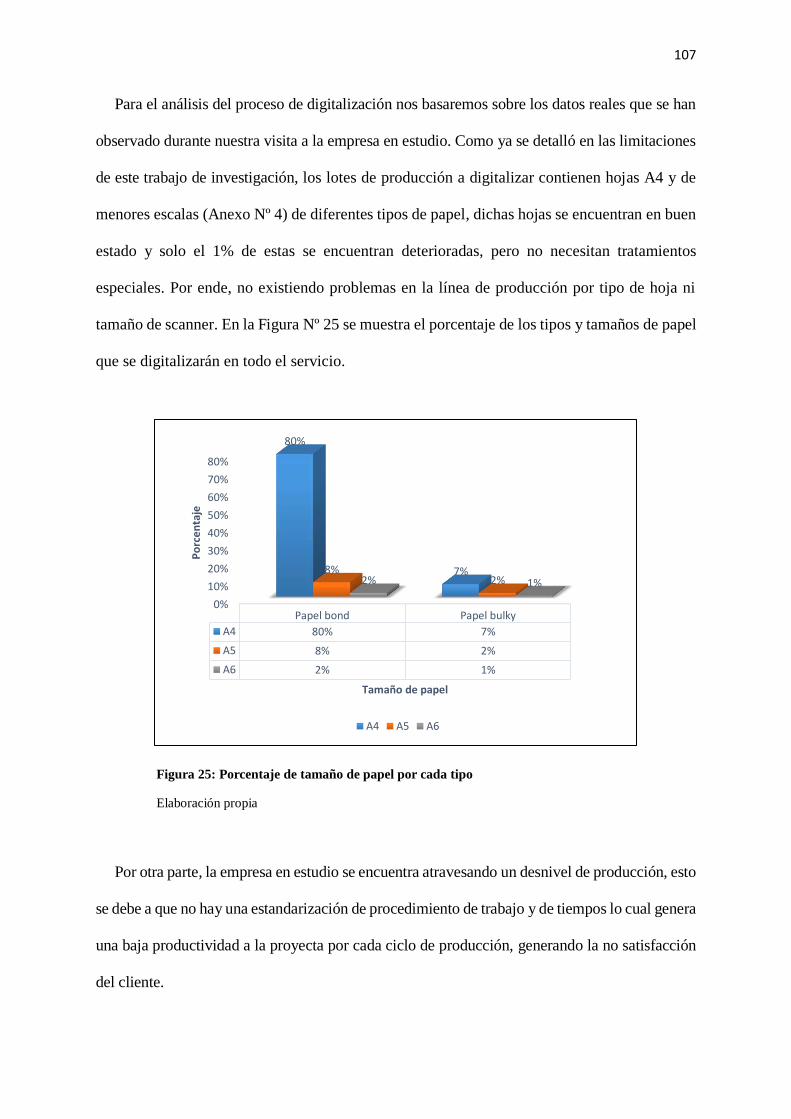
107
Para el análisis del proceso de digitalización nos basaremos sobre los datos reales que se han
observado durante nuestra visita a la empresa en estudio. Como ya se detalló en las limitaciones
de este trabajo de investigación, los lotes de producción a digitalizar contienen hojas A4 y de
menores escalas (Anexo Nº 4) de diferentes tipos de papel, dichas hojas se encuentran en buen
estado y solo el 1% de estas se encuentran deterioradas, pero no necesitan tratamientos
especiales. Por ende, no existiendo problemas en la línea de producción por tipo de hoja ni
tamaño de scanner. En la Figura Nº 25 se muestra el porcentaje de los tipos y tamaños de papel
que se digitalizarán en todo el servicio.
Figura 25: Porcentaje de tamaño de papel por cada tipo
Elaboración propia
Por otra parte, la empresa en estudio se encuentra atravesando un desnivel de producción, esto
se debe a que no hay una estandarización de procedimiento de trabajo y de tiempos lo cual genera
una baja productividad a la proyecta por cada ciclo de producción, generando la no satisfacción
del cliente.
0%
10%
20%
30%
40%
50%
60%
70%
80%
Papel bond Papel bulky
A4 80% 7%
A5 8% 2%
A6 2% 1%
80%
7%8%2%2% 1%
Po
rce
nta
je
Tamaño de papel
A4 A5 A6
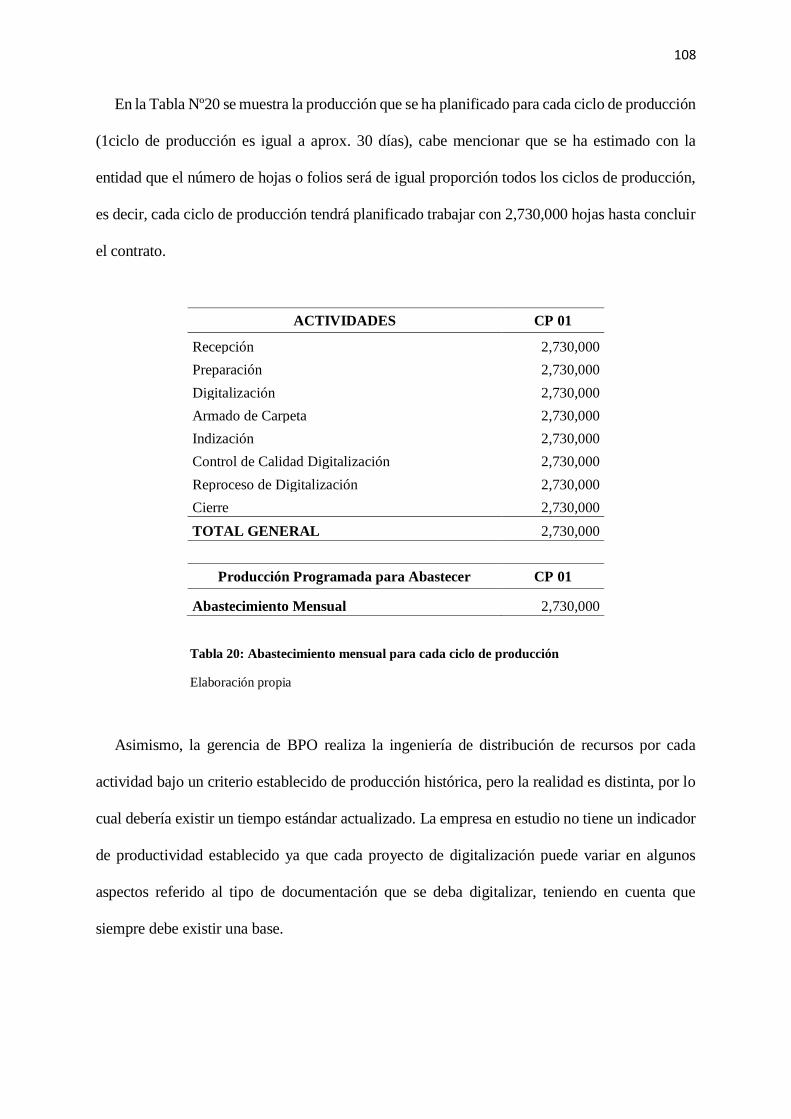
108
En la Tabla Nº20 se muestra la producción que se ha planificado para cada ciclo de producción
(1ciclo de producción es igual a aprox. 30 días), cabe mencionar que se ha estimado con la
entidad que el número de hojas o folios será de igual proporción todos los ciclos de producción,
es decir, cada ciclo de producción tendrá planificado trabajar con 2,730,000 hojas hasta concluir
el contrato.
ACTIVIDADES CP 01
Recepción 2,730,000
Preparación 2,730,000
Digitalización 2,730,000
Armado de Carpeta 2,730,000
Indización 2,730,000
Control de Calidad Digitalización 2,730,000
Reproceso de Digitalización 2,730,000
Cierre 2,730,000
TOTAL GENERAL 2,730,000
Producción Programada para Abastecer CP 01
Abastecimiento Mensual 2,730,000
Tabla 20: Abastecimiento mensual para cada ciclo de producción
Elaboración propia
Asimismo, la gerencia de BPO realiza la ingeniería de distribución de recursos por cada
actividad bajo un criterio establecido de producción histórica, pero la realidad es distinta, por lo
cual debería existir un tiempo estándar actualizado. La empresa en estudio no tiene un indicador
de productividad establecido ya que cada proyecto de digitalización puede variar en algunos
aspectos referido al tipo de documentación que se deba digitalizar, teniendo en cuenta que
siempre debe existir una base.
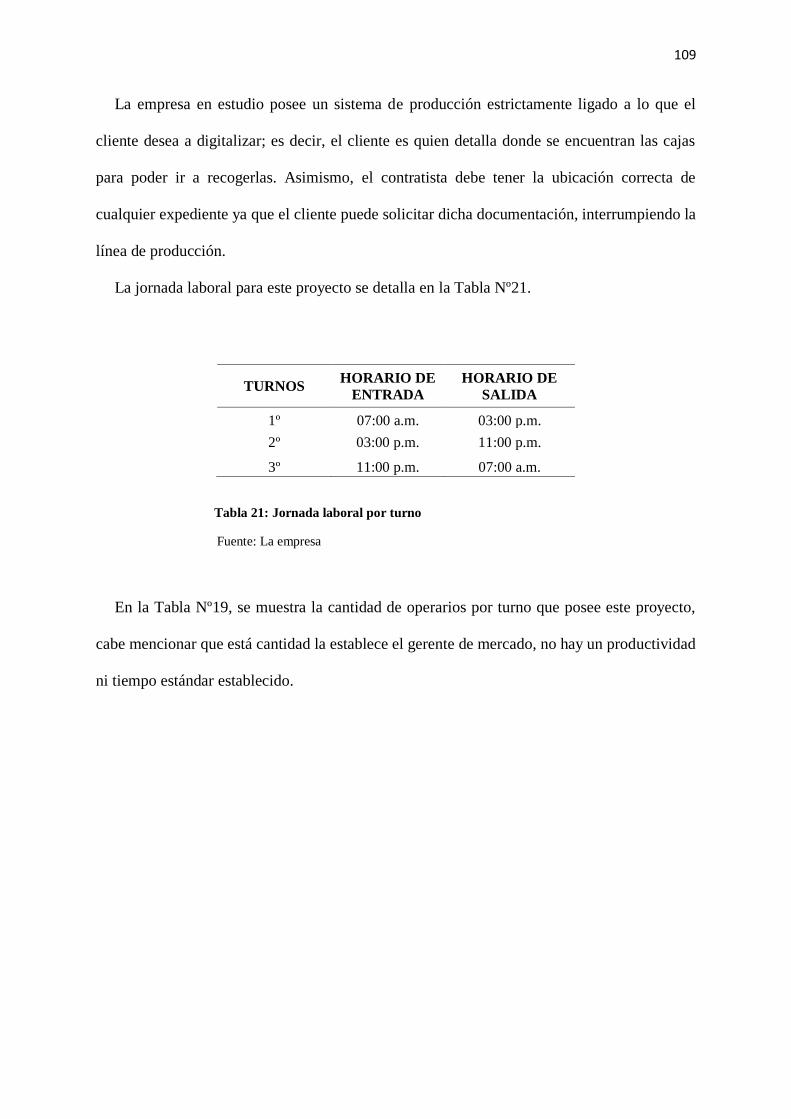
109
La empresa en estudio posee un sistema de producción estrictamente ligado a lo que el
cliente desea a digitalizar; es decir, el cliente es quien detalla donde se encuentran las cajas
para poder ir a recogerlas. Asimismo, el contratista debe tener la ubicación correcta de
cualquier expediente ya que el cliente puede solicitar dicha documentación, interrumpiendo la
línea de producción.
La jornada laboral para este proyecto se detalla en la Tabla Nº21.
TURNOS HORARIO DE
ENTRADA
HORARIO DE
SALIDA
1º 07:00 a.m. 03:00 p.m.
2º 03:00 p.m. 11:00 p.m.
3º 11:00 p.m. 07:00 a.m.
Tabla 21: Jornada laboral por turno
Fuente: La empresa
En la Tabla Nº19, se muestra la cantidad de operarios por turno que posee este proyecto,
cabe mencionar que está cantidad la establece el gerente de mercado, no hay un productividad
ni tiempo estándar establecido.
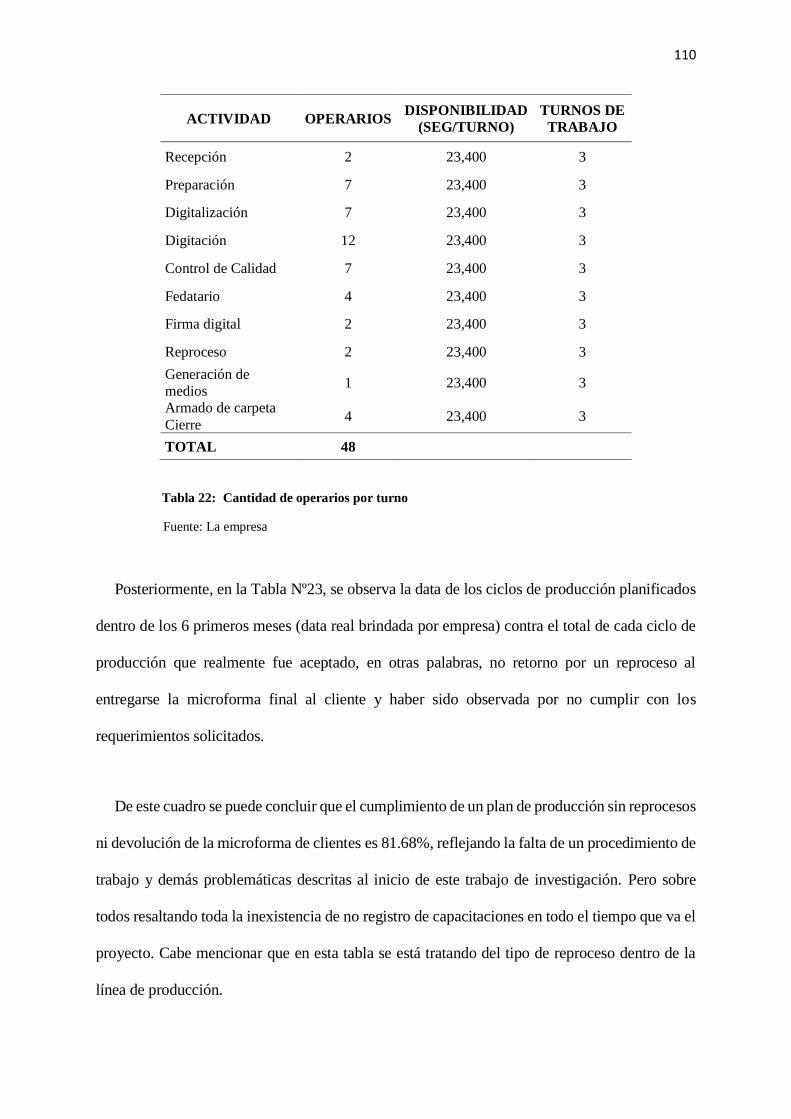
110
ACTIVIDAD OPERARIOS DISPONIBILIDAD
(SEG/TURNO)
TURNOS DE
TRABAJO
Recepción 2 23,400 3
Preparación 7 23,400 3
Digitalización 7 23,400 3
Digitación 12 23,400 3
Control de Calidad 7 23,400 3
Fedatario 4 23,400 3
Firma digital 2 23,400 3
Reproceso 2 23,400 3
Generación de
medios 1 23,400 3
Armado de carpeta
Cierre 4 23,400 3
TOTAL 48
Tabla 22: Cantidad de operarios por turno
Fuente: La empresa
Posteriormente, en la Tabla Nº23, se observa la data de los ciclos de producción planificados
dentro de los 6 primeros meses (data real brindada por empresa) contra el total de cada ciclo de
producción que realmente fue aceptado, en otras palabras, no retorno por un reproceso al
entregarse la microforma final al cliente y haber sido observada por no cumplir con los
requerimientos solicitados.
De este cuadro se puede concluir que el cumplimiento de un plan de producción sin reprocesos
ni devolución de la microforma de clientes es 81.68%, reflejando la falta de un procedimiento de
trabajo y demás problemáticas descritas al inicio de este trabajo de investigación. Pero sobre
todos resaltando toda la inexistencia de no registro de capacitaciones en todo el tiempo que va el
proyecto. Cabe mencionar que en esta tabla se está tratando del tipo de reproceso dentro de la
línea de producción.
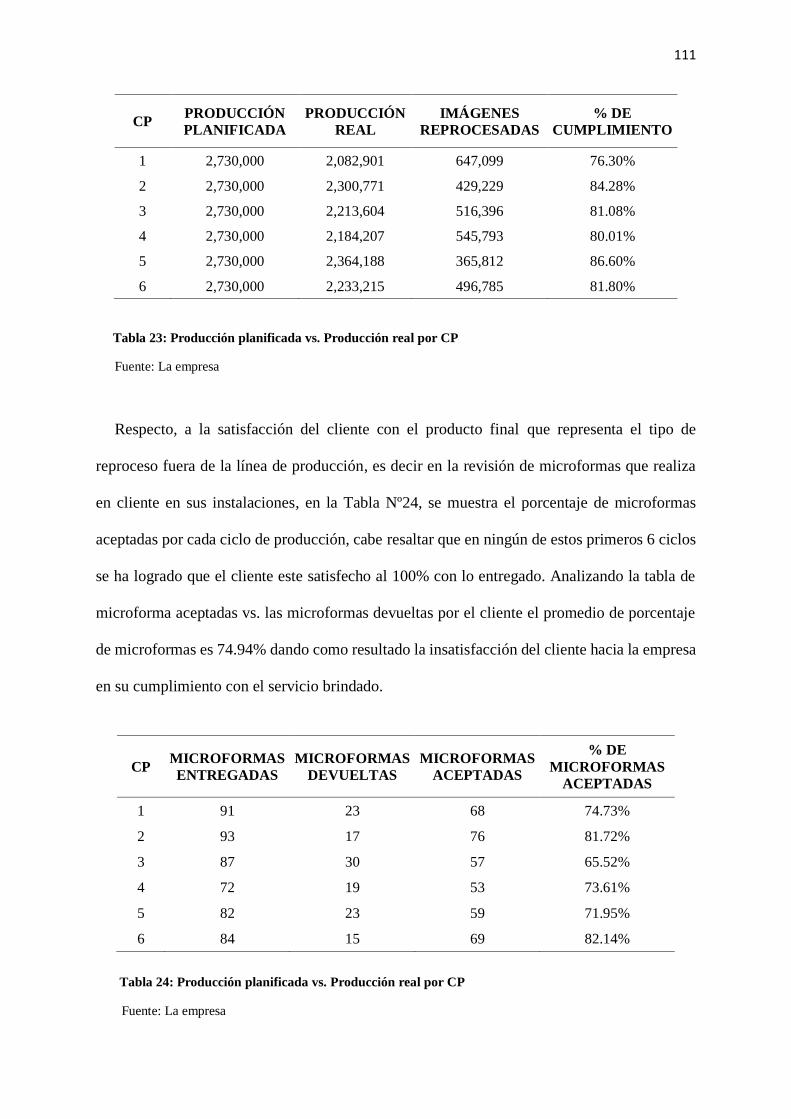
111
CP PRODUCCIÓN
PLANIFICADA
PRODUCCIÓN
REAL
IMÁGENES
REPROCESADAS
% DE
CUMPLIMIENTO
1 2,730,000 2,082,901 647,099 76.30%
2 2,730,000 2,300,771 429,229 84.28%
3 2,730,000 2,213,604 516,396 81.08%
4 2,730,000 2,184,207 545,793 80.01%
5 2,730,000 2,364,188 365,812 86.60%
6 2,730,000 2,233,215 496,785 81.80%
Tabla 23: Producción planificada vs. Producción real por CP
Fuente: La empresa
Respecto, a la satisfacción del cliente con el producto final que representa el tipo de
reproceso fuera de la línea de producción, es decir en la revisión de microformas que realiza
en cliente en sus instalaciones, en la Tabla Nº24, se muestra el porcentaje de microformas
aceptadas por cada ciclo de producción, cabe resaltar que en ningún de estos primeros 6 ciclos
se ha logrado que el cliente este satisfecho al 100% con lo entregado. Analizando la tabla de
microforma aceptadas vs. las microformas devueltas por el cliente el promedio de porcentaje
de microformas es 74.94% dando como resultado la insatisfacción del cliente hacia la empresa
en su cumplimiento con el servicio brindado.
CP MICROFORMAS
ENTREGADAS
MICROFORMAS
DEVUELTAS
MICROFORMAS
ACEPTADAS
% DE
MICROFORMAS
ACEPTADAS
1 91 23 68 74.73%
2 93 17 76 81.72%
3 87 30 57 65.52%
4 72 19 53 73.61%
5 82 23 59 71.95%
6 84 15 69 82.14%
Tabla 24: Producción planificada vs. Producción real por CP
Fuente: La empresa
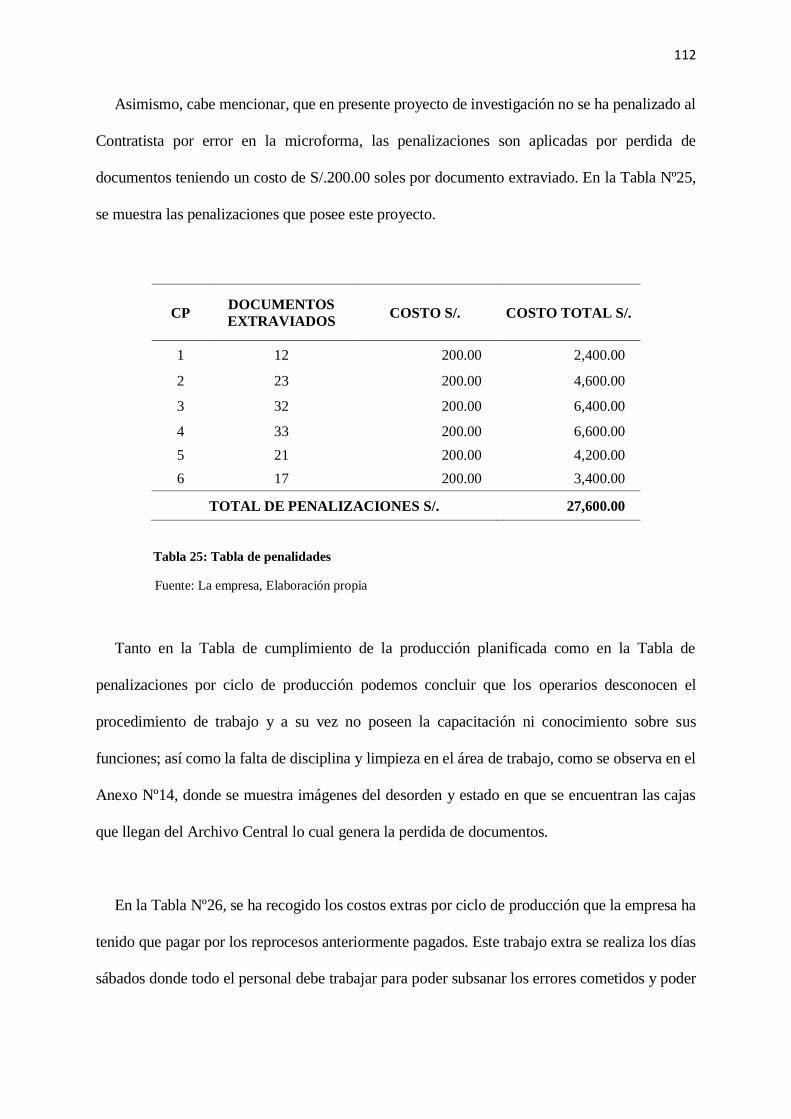
112
Asimismo, cabe mencionar, que en presente proyecto de investigación no se ha penalizado al
Contratista por error en la microforma, las penalizaciones son aplicadas por perdida de
documentos teniendo un costo de S/.200.00 soles por documento extraviado. En la Tabla Nº25,
se muestra las penalizaciones que posee este proyecto.
CP DOCUMENTOS
EXTRAVIADOS COSTO S/. COSTO TOTAL S/.
1 12 200.00 2,400.00
2 23 200.00 4,600.00
3 32 200.00 6,400.00
4 33 200.00 6,600.00
5 21 200.00 4,200.00
6 17 200.00 3,400.00
TOTAL DE PENALIZACIONES S/. 27,600.00
Tabla 25: Tabla de penalidades
Fuente: La empresa, Elaboración propia
Tanto en la Tabla de cumplimiento de la producción planificada como en la Tabla de
penalizaciones por ciclo de producción podemos concluir que los operarios desconocen el
procedimiento de trabajo y a su vez no poseen la capacitación ni conocimiento sobre sus
funciones; así como la falta de disciplina y limpieza en el área de trabajo, como se observa en el
Anexo Nº14, donde se muestra imágenes del desorden y estado en que se encuentran las cajas
que llegan del Archivo Central lo cual genera la perdida de documentos.
En la Tabla Nº26, se ha recogido los costos extras por ciclo de producción que la empresa ha
tenido que pagar por los reprocesos anteriormente pagados. Este trabajo extra se realiza los días
sábados donde todo el personal debe trabajar para poder subsanar los errores cometidos y poder
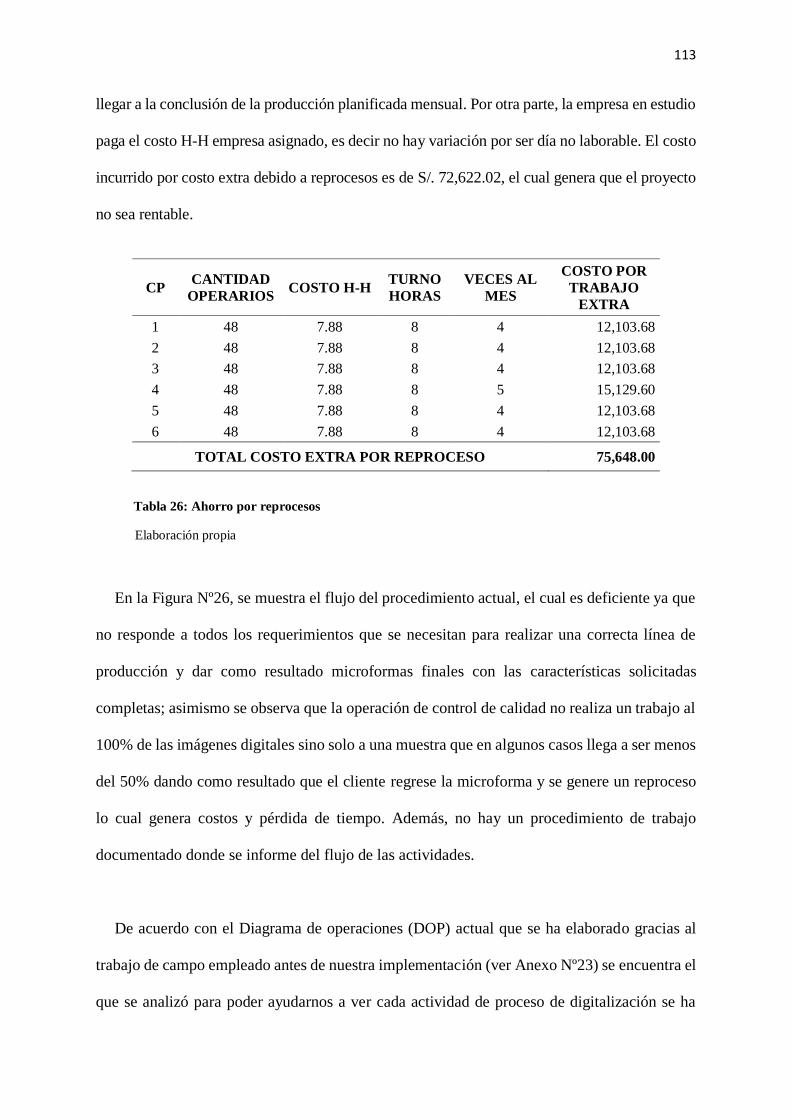
113
llegar a la conclusión de la producción planificada mensual. Por otra parte, la empresa en estudio
paga el costo H-H empresa asignado, es decir no hay variación por ser día no laborable. El costo
incurrido por costo extra debido a reprocesos es de S/. 72,622.02, el cual genera que el proyecto
no sea rentable.
CP CANTIDAD
OPERARIOS COSTO H-H
TURNO
HORAS
VECES AL
MES
COSTO POR
TRABAJO
EXTRA
1 48 7.88 8 4 12,103.68
2 48 7.88 8 4 12,103.68
3 48 7.88 8 4 12,103.68
4 48 7.88 8 5 15,129.60
5 48 7.88 8 4 12,103.68
6 48 7.88 8 4 12,103.68
TOTAL COSTO EXTRA POR REPROCESO 75,648.00
Tabla 26: Ahorro por reprocesos
Elaboración propia
En la Figura Nº26, se muestra el flujo del procedimiento actual, el cual es deficiente ya que
no responde a todos los requerimientos que se necesitan para realizar una correcta línea de
producción y dar como resultado microformas finales con las características solicitadas
completas; asimismo se observa que la operación de control de calidad no realiza un trabajo al
100% de las imágenes digitales sino solo a una muestra que en algunos casos llega a ser menos
del 50% dando como resultado que el cliente regrese la microforma y se genere un reproceso
lo cual genera costos y pérdida de tiempo. Además, no hay un procedimiento de trabajo
documentado donde se informe del flujo de las actividades.
De acuerdo con el Diagrama de operaciones (DOP) actual que se ha elaborado gracias al
trabajo de campo empleado antes de nuestra implementación (ver Anexo Nº23) se encuentra el
que se analizó para poder ayudarnos a ver cada actividad de proceso de digitalización se ha
114
encontrado que para las actividades más críticas que son preparación, digitalización y
generación de microforma no existe la actividad de control de calidad.
Por último, otra consecuencia de no poseer un procedimiento de trabajo se ve reflejado en
los ciclos de producción trabajados donde se muestra que la producción dentro de la línea de
producción, así como al entregar la microformas al cliente no es la optimo ya que se evidencia
mediante los dos tipos de reprocesos.
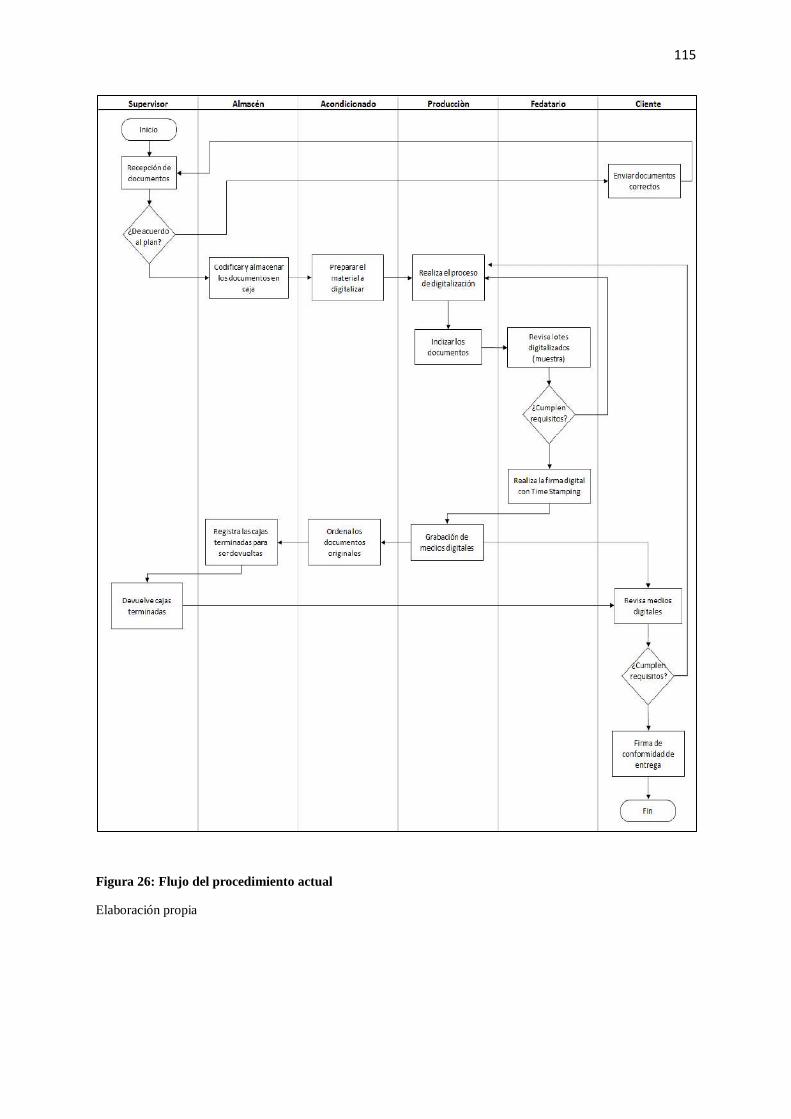
115
Figura 26: Flujo del procedimiento actual
Elaboración propia
116
PROPUESTA DE MEJORA
Procedimiento de proceso de trabajo
Es fundamental que todo el personal este alineado a la estructura del proyecto, es decir debe
conocer totalmente el procedimiento del trabajo. En el primer día de recolección de datos
pudimos observar que el personal no conoce sus funciones ya que no ha sido capacitado
correctamente. Para poder evitar reprocesos es esencial que el personal exprese sus ideas y las
nutra con el día a día de trabajo.
Después de un exhaustivo análisis para localizar las actividades y puntos críticos, en la Tabla
Nº27 se muestra lo indicado.
ITEM ACTIVIDAD CRITICA PUNTO CRITICO
1 Almacén
2 Acondicionado Control de calidad
3 Digitalización Control de calidad
4 Fedatario
5 Generación de microforma Control de calidad
Tabla 27: Tabla de actividades críticas
Elaboración propia
Consecuentemente con lo anterior descrito y lo observado en nuestro trabajo en campo en
la Figura Nº27, se muestra las modificaciones que hemos realizado para lograr una línea de
producción óptima. De igual manera se ha elaborado un nuevo Diagrama de operaciones (DOP)
el cual se encuentra en el Anexo Nº24 con las modificaciones realizadas.
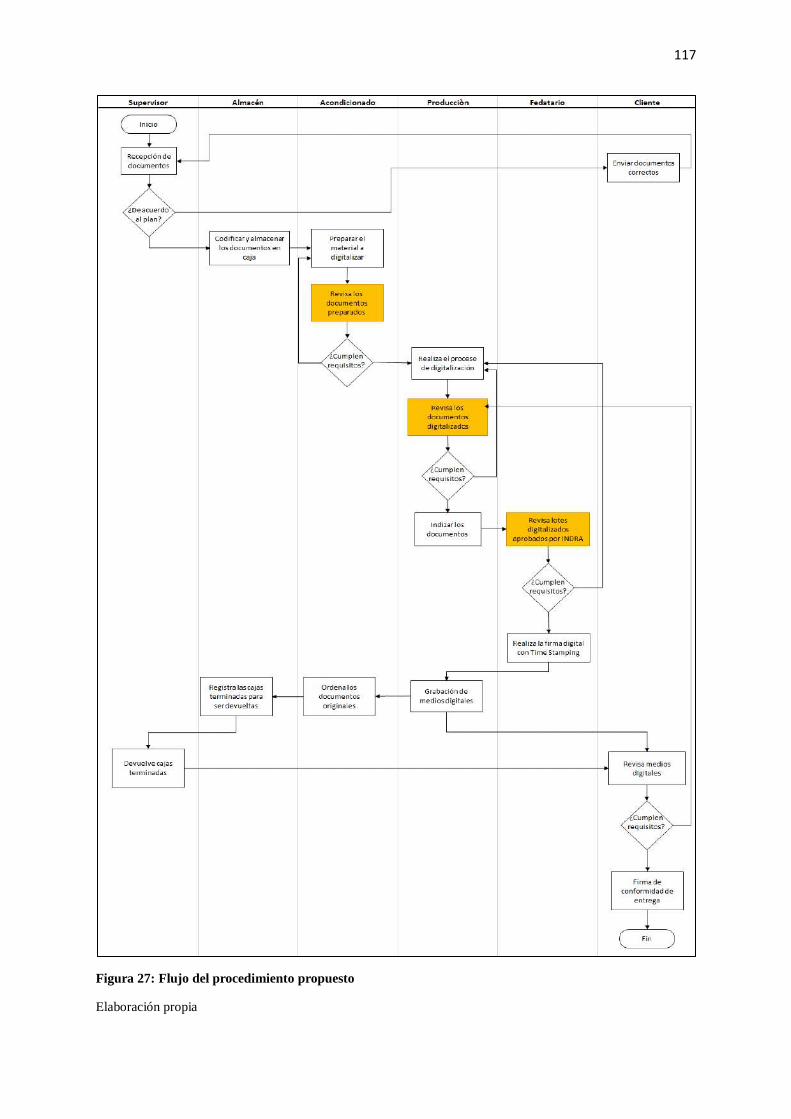
117
Figura 27: Flujo del procedimiento propuesto
Elaboración propia
118
Posteriormente, con la ayuda del flujo mostrado, resaltamos nuestra propuesta de mejora y
sustentamos que es necesario estandarizar los procedimientos de trabajo para todo el proceso
de digitalización, para que de esta manera toda la organización este alineada, en donde los
empleados desempeñen el trabajo con base al correcto aprendizaje y experiencia, se le brinde
manuales y las capacitaciones constantes. Para ello toda la empresa y personal dentro de la
empresa debe estar involucrado, asimismo llevar un control adecuado y correcto que permita
la mejora continua del proceso productivo. Por consiguiente, proponemos el procedimiento que
hemos elaborado (ver Anexo Nº 16), el cual debe ser entregado a todo el personal que labora
en el proyecto desde el jefe de proyecto hasta los operarios.
Aplicación metodología 5S.
Durante las visitas a la empresa se pudieron observar algunas deficiencias en cuanto al
espacio de trabajo, como: falta de limpieza, desorden, falta de seguridad, no hay equipos de
protección personal, los cuales influyen de forma negativa en el desarrollo de las actividades,
evitando tener como resultado un proceso óptimo.
Se debe realizar un checklist para verificar el estado de cada área de trabajo con respecto a
las 5s, para ello utilizaremos como base los checklist de “Gardnier Nielsen Associates Inc”.
El método tomado como referencia presenta el siguiente puntaje:
0= "No", donde la única opción es 0 o 4, también significa ninguna evidencia, nada de
conformidad.
1= Alguna evidencia de un plan, pero muy baja conformidad.
2= La mitad de las evidencias estaban en conformidad.
3= Evidencias notadas fueron la mayoría en conformidad, pero uno o más problemas fueron
encontrados
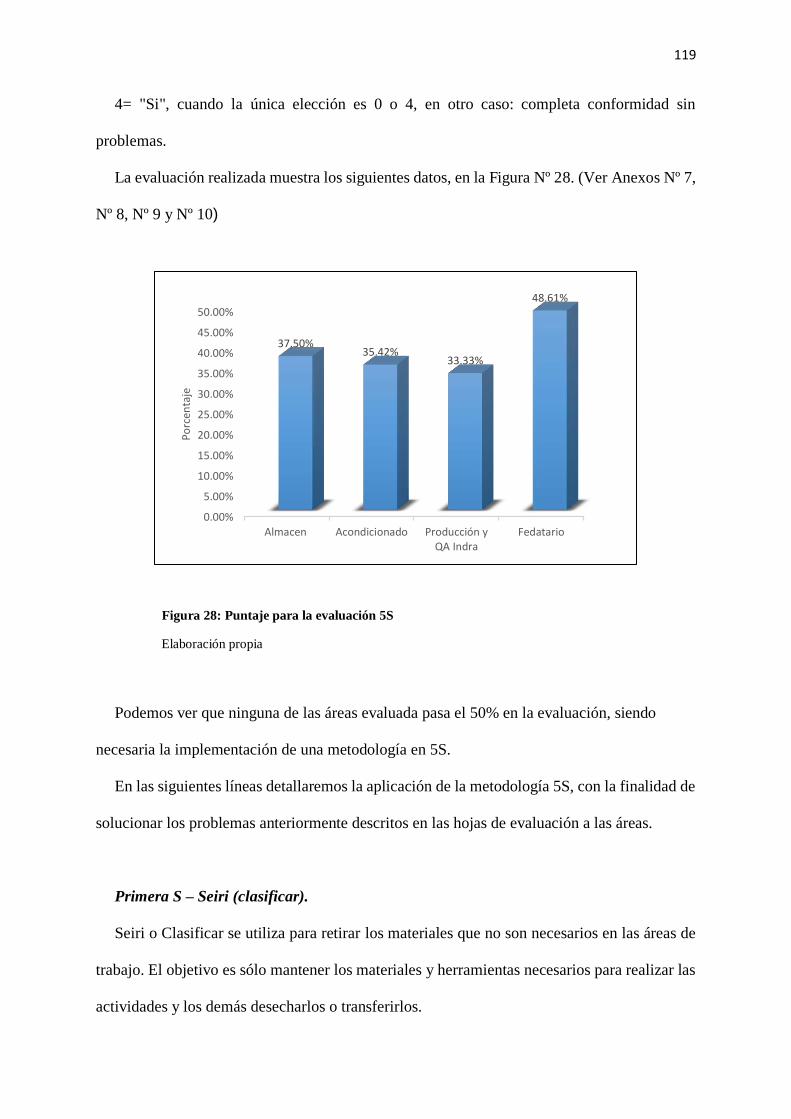
119
4= "Si", cuando la única elección es 0 o 4, en otro caso: completa conformidad sin
problemas.
La evaluación realizada muestra los siguientes datos, en la Figura Nº 28. (Ver Anexos Nº 7,
Nº 8, Nº 9 y Nº 10)
Figura 28: Puntaje para la evaluación 5S
Elaboración propia
Podemos ver que ninguna de las áreas evaluada pasa el 50% en la evaluación, siendo
necesaria la implementación de una metodología en 5S.
En las siguientes líneas detallaremos la aplicación de la metodología 5S, con la finalidad de
solucionar los problemas anteriormente descritos en las hojas de evaluación a las áreas.
Primera S – Seiri (clasificar).
Seiri o Clasificar se utiliza para retirar los materiales que no son necesarios en las áreas de
trabajo. El objetivo es sólo mantener los materiales y herramientas necesarios para realizar las
actividades y los demás desecharlos o transferirlos.
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
40.00%
45.00%
50.00%
Almacen Acondicionado Producción yQA Indra
Fedatario
37.50%35.42%
33.33%
48.61%
Po
rcen
taje
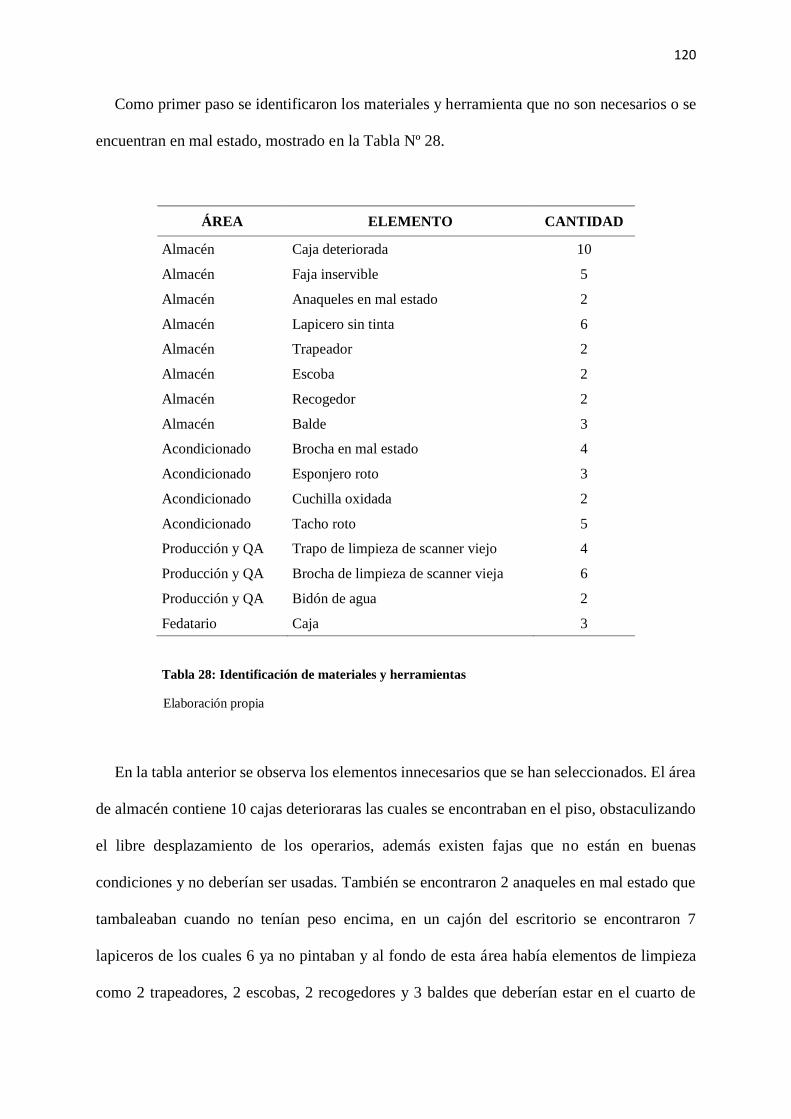
120
Como primer paso se identificaron los materiales y herramienta que no son necesarios o se
encuentran en mal estado, mostrado en la Tabla Nº 28.
ÁREA ELEMENTO CANTIDAD
Almacén Caja deteriorada 10
Almacén Faja inservible 5
Almacén Anaqueles en mal estado 2
Almacén Lapicero sin tinta 6
Almacén Trapeador 2
Almacén Escoba 2
Almacén Recogedor 2
Almacén Balde 3
Acondicionado Brocha en mal estado 4
Acondicionado Esponjero roto 3
Acondicionado Cuchilla oxidada 2
Acondicionado Tacho roto 5
Producción y QA Trapo de limpieza de scanner viejo 4
Producción y QA Brocha de limpieza de scanner vieja 6
Producción y QA Bidón de agua 2
Fedatario Caja 3
Tabla 28: Identificación de materiales y herramientas
Elaboración propia
En la tabla anterior se observa los elementos innecesarios que se han seleccionados. El área
de almacén contiene 10 cajas deterioraras las cuales se encontraban en el piso, obstaculizando
el libre desplazamiento de los operarios, además existen fajas que no están en buenas
condiciones y no deberían ser usadas. También se encontraron 2 anaqueles en mal estado que
tambaleaban cuando no tenían peso encima, en un cajón del escritorio se encontraron 7
lapiceros de los cuales 6 ya no pintaban y al fondo de esta área había elementos de limpieza
como 2 trapeadores, 2 escobas, 2 recogedores y 3 baldes que deberían estar en el cuarto de
121
limpieza. En el área de Acondicionado presentaba 4 brochas en mal estado que no limpiaban
correctamente el polvo de los papeles, 3 esponjeros rotos que al ser usados y pasar el dedo por
la hoja volvían a ensuciarla con rastros de esponja, 2 cuchillas oxidadas que ensuciaban los
papeles empastados y 5 tachos rotos que muchas veces rompían las bolsas de basura o al ser
movidos rompían los guantes de látex.
Al ingresar al área de Producción y QA se encontraron 4 trapos viejos y 6 brochas viajas
con los que limpiaban los escáneres, los cuales ya no hacen un buen trabajo ni los limpian de
una forma óptima y podrían dañar el vidrio de estos. Adicional a estos implementos, se
encontraron 2 bidones de agua los cuales obstruían la salida de uno de los operarios. En el área
del Fedatario se encontraron 3 cajas vacías en buen estado, que deberían ser utilizadas en
contener los documentos a procesar.
Luego de elaborar el listado, se debe evaluar qué acciones tomar con los elementos
seleccionados. De dicha evaluación dio como resultado la Tabla Nº29.
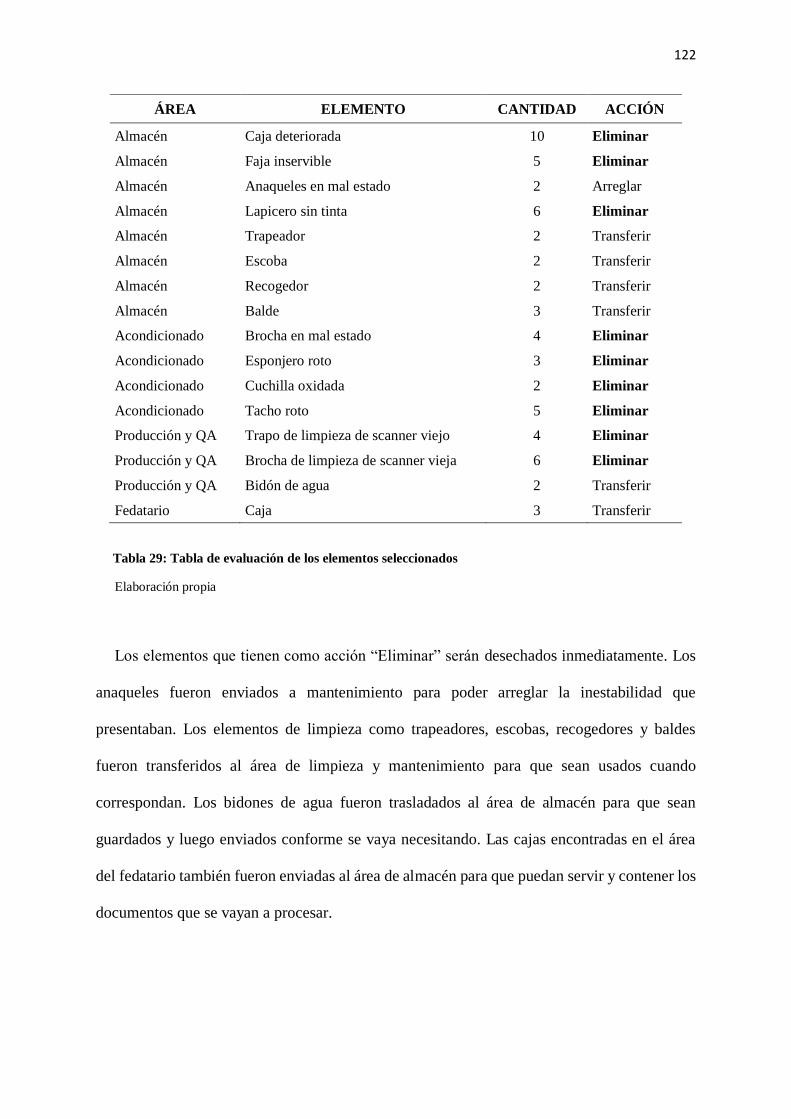
122
ÁREA ELEMENTO CANTIDAD ACCIÓN
Almacén Caja deteriorada 10 Eliminar
Almacén Faja inservible 5 Eliminar
Almacén Anaqueles en mal estado 2 Arreglar
Almacén Lapicero sin tinta 6 Eliminar
Almacén Trapeador 2 Transferir
Almacén Escoba 2 Transferir
Almacén Recogedor 2 Transferir
Almacén Balde 3 Transferir
Acondicionado Brocha en mal estado 4 Eliminar
Acondicionado Esponjero roto 3 Eliminar
Acondicionado Cuchilla oxidada 2 Eliminar
Acondicionado Tacho roto 5 Eliminar
Producción y QA Trapo de limpieza de scanner viejo 4 Eliminar
Producción y QA Brocha de limpieza de scanner vieja 6 Eliminar
Producción y QA Bidón de agua 2 Transferir
Fedatario Caja 3 Transferir
Tabla 29: Tabla de evaluación de los elementos seleccionados
Elaboración propia
Los elementos que tienen como acción “Eliminar” serán desechados inmediatamente. Los
anaqueles fueron enviados a mantenimiento para poder arreglar la inestabilidad que
presentaban. Los elementos de limpieza como trapeadores, escobas, recogedores y baldes
fueron transferidos al área de limpieza y mantenimiento para que sean usados cuando
correspondan. Los bidones de agua fueron trasladados al área de almacén para que sean
guardados y luego enviados conforme se vaya necesitando. Las cajas encontradas en el área
del fedatario también fueron enviadas al área de almacén para que puedan servir y contener los
documentos que se vayan a procesar.
123
Segunda S – Seiton (ordenar).
El objetivo de esta etapa es ordenar los elementos necesarios en lugares donde puedan ser
encontrados fácilmente en el momento que se requieren, para esto se debe contar con un
formato que detalle los elementos necesarios para cada una de las áreas de trabajo.
Identificar y señalizar las áreas de trabajo:
Las áreas de trabajo no se encuentran identificadas ni señalizadas, como primer paso
listaremos las áreas, luego les asignaremos un código.
ÁREA CÓDIGO
Almacén ADIG-1
Acondicionado ADIG-2
Producción y QA ADIG-3
Fedatario ADIG-4
Tabla 30: Tabla de código por áreas
Elaboración propia
En la Tabla Nº 30 se muestra la codificación de cada área, para la cual, se designaron las
letras ADIG seguida de un número, A por área y DIG por ser el proceso de digitalización. Los
letreros serán hechos en las mismas computadoras con las que se cuenta para el proyecto de
digitalización y serán cubiertos con papel contact y pegadas en lugares visibles.
En la Figura Nº 29, podemos observar el código de señalización.
124
Figura 29: Código de señalización
Elaboración propia
Codificación de las herramientas de trabajo:
Tanto en las mesas del área de acondicionado como en cada estación de digitalización, los
operarios cuentan con herramientas para realizar su trabajo, pero no existe un orden entre ellos
ya que estas herramientas la usan en conjunto, ocasionando desorden al trabajar, confusión de
herramientas, conflicto entre ellos, al no poder utilizar la herramienta que necesitan, y tiempo
muerto ya que deben esperar a que sus compañeros acaben de utilizar las herramientas.
Para el área de Acondicionado se necesitan las herramientas como esponjero, sacagrapas,
etc. Estas herramientas las colocan en las mesas de trabajo al iniciar cada turno, el problema
de trabajar de esta forma es que no existen las herramientas suficientes para cada uno de los
trabajadores, causando demora ya que deben esperar a que algún compañero termine. Ya que
las herramientas están para el uso de todos los trabajadores, no se preocupan por el cuidado de
estas y en algunas ocasiones se han perdido herramientas. Para esto, se propone implementar
herramientas para cada trabajador, codificarlas y guardarlas en una caja con los datos del
trabajador, esta caja será custodiada por el supervisor, que dará constancia de que las
herramientas se encuentran completas y en buen estado, como se muestra en la Figura Nº30.
ADIG-1
ALMACÉN
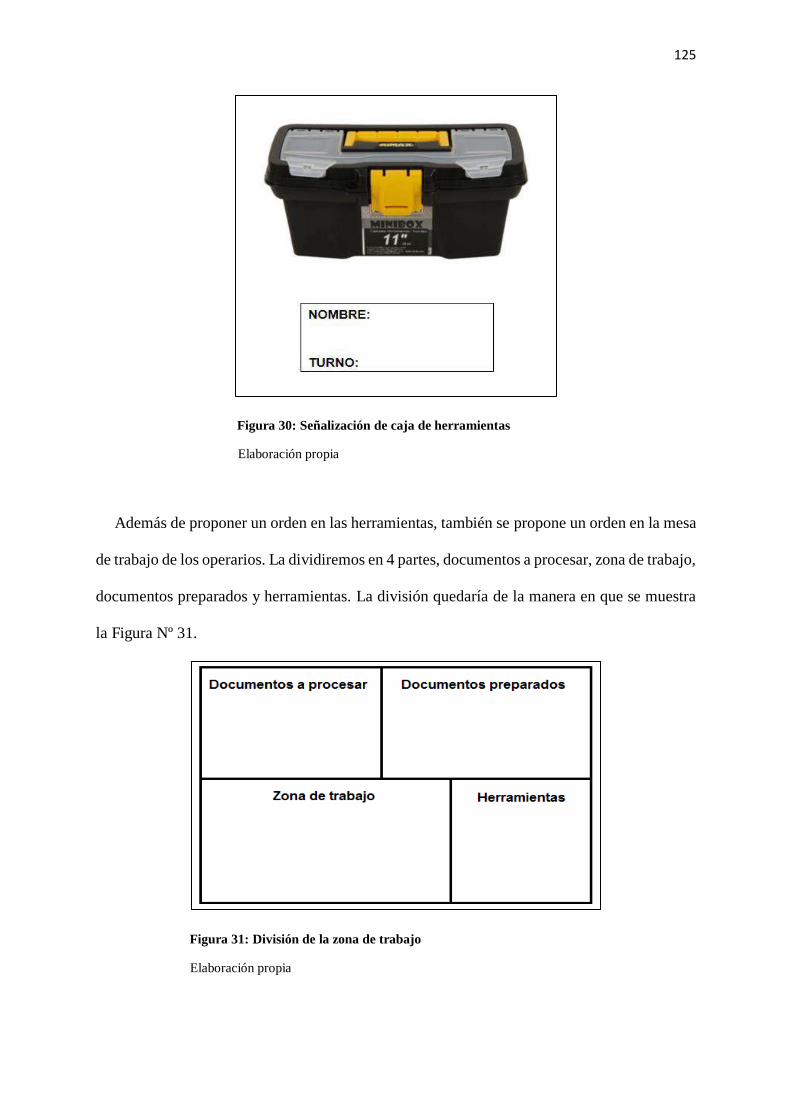
125
Figura 30: Señalización de caja de herramientas
Elaboración propia
Además de proponer un orden en las herramientas, también se propone un orden en la mesa
de trabajo de los operarios. La dividiremos en 4 partes, documentos a procesar, zona de trabajo,
documentos preparados y herramientas. La división quedaría de la manera en que se muestra
la Figura Nº 31.
Figura 31: División de la zona de trabajo
Elaboración propia
126
Tercera S – Seiso (limpiar).
Para la implementación de la tercera S es importante designar a los responsables del trabajo
por área, ellos se encargarán revisar y limpiar los estantes, equipos y puestos de trabajo.
Se hará una lista con los nombres de los responsables, que será actualizado cada mes, el
supervisor indicará un encargado por área. Este listado estará publicado en el mural que está
dentro de la zona de trabajo, para que todos puedan observarlo.
A cada responsable se le entregará un Check list (ver Anexo Nº11), que será llenado por
ellos al momento de realizar sus inspecciones.
Cuarta S – Seiketsu (estandarizar).
Como principales herramientas de estandarización, tenemos los formatos, instructivos,
manuales y procedimientos
En la evaluación realizada en las diferentes áreas se tuvo como resultado que los operarios
de las diferentes áreas no cuentan con los equipos de seguridad adecuados. Por lo que se
proponen los equipos de protección personal de acuerdo con el área a la que pertenezcan. Estos
serán entregados a los operarios y para dar conformidad de esto, deberán llenar el formato de
entrega de EPP mostrado en el Anexo Nº20.
Para el área de almacén es necesario contar con los siguientes EPP´s, como se muestra al
detalle en la Tabla Nº31.
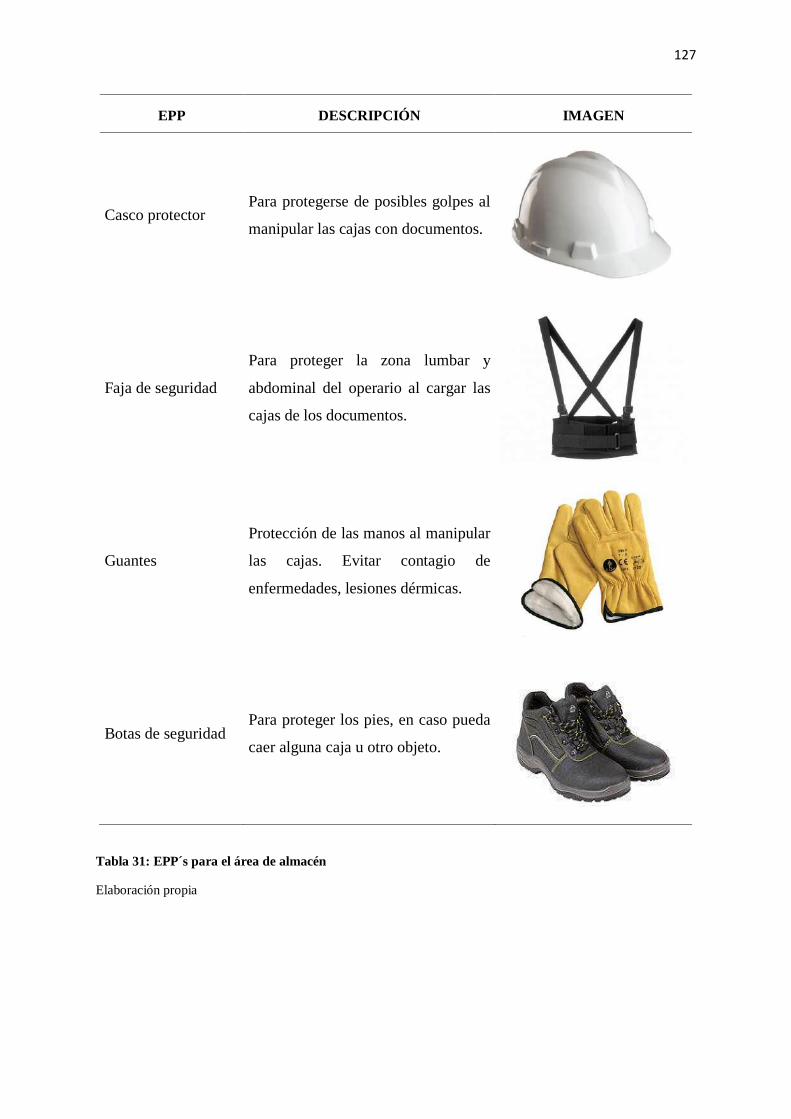
127
EPP DESCRIPCIÓN IMAGEN
Casco protector Para protegerse de posibles golpes al
manipular las cajas con documentos.
Faja de seguridad
Para proteger la zona lumbar y
abdominal del operario al cargar las
cajas de los documentos.
Guantes
Protección de las manos al manipular
las cajas. Evitar contagio de
enfermedades, lesiones dérmicas.
Botas de seguridad Para proteger los pies, en caso pueda
caer alguna caja u otro objeto.
Tabla 31: EPP´s para el área de almacén
Elaboración propia
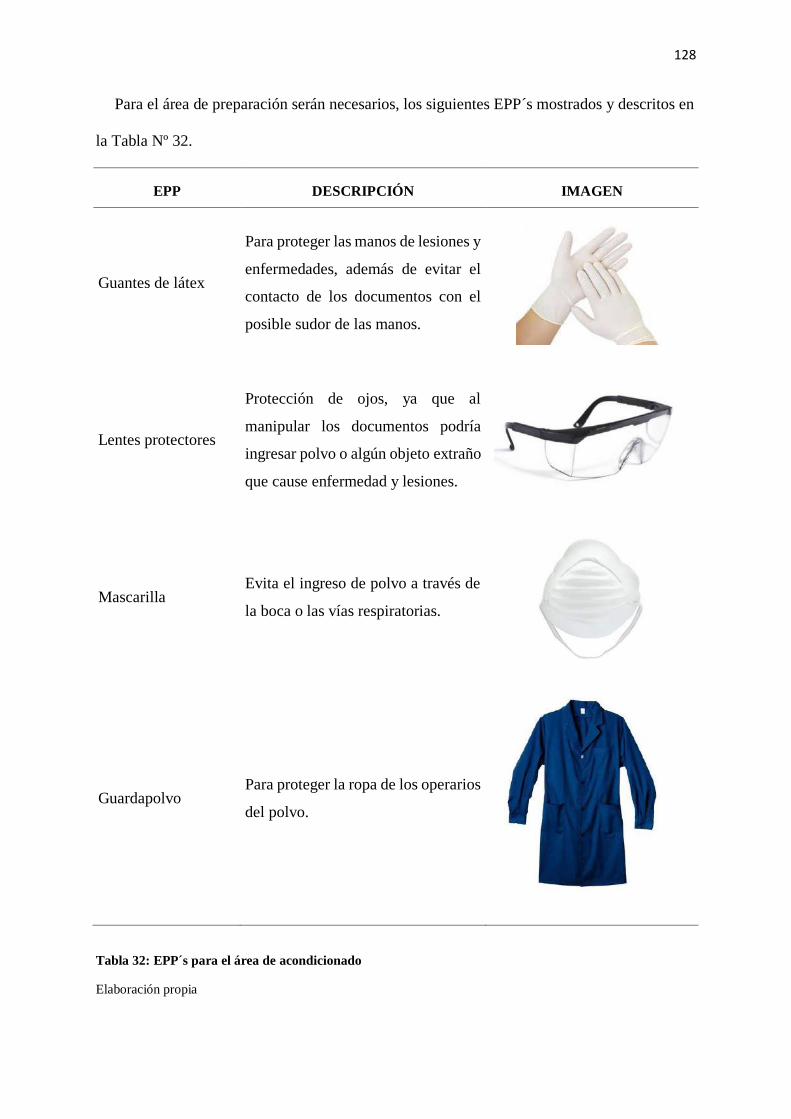
128
Para el área de preparación serán necesarios, los siguientes EPP´s mostrados y descritos en
la Tabla Nº 32.
EPP DESCRIPCIÓN IMAGEN
Guantes de látex
Para proteger las manos de lesiones y
enfermedades, además de evitar el
contacto de los documentos con el
posible sudor de las manos.
Lentes protectores
Protección de ojos, ya que al
manipular los documentos podría
ingresar polvo o algún objeto extraño
que cause enfermedad y lesiones.
Mascarilla Evita el ingreso de polvo a través de
la boca o las vías respiratorias.
Guardapolvo Para proteger la ropa de los operarios
del polvo.
Tabla 32: EPP´s para el área de acondicionado
Elaboración propia
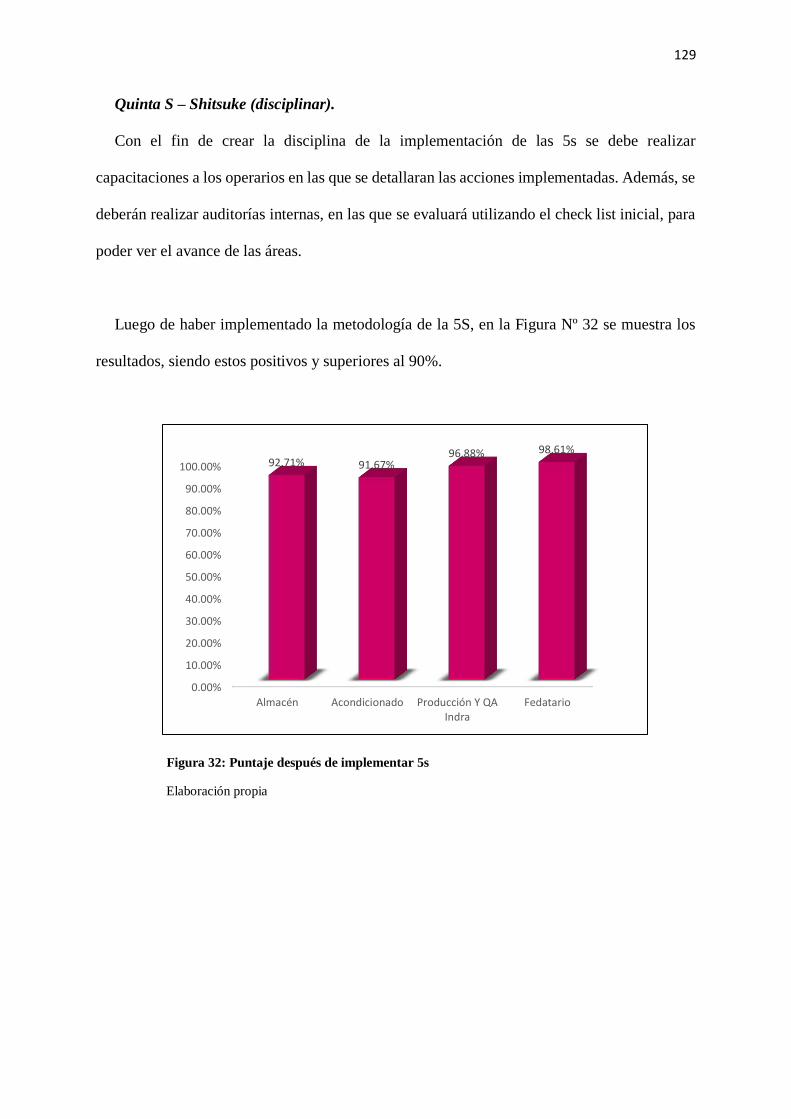
129
Quinta S – Shitsuke (disciplinar).
Con el fin de crear la disciplina de la implementación de las 5s se debe realizar
capacitaciones a los operarios en las que se detallaran las acciones implementadas. Además, se
deberán realizar auditorías internas, en las que se evaluará utilizando el check list inicial, para
poder ver el avance de las áreas.
Luego de haber implementado la metodología de la 5S, en la Figura Nº 32 se muestra los
resultados, siendo estos positivos y superiores al 90%.
Figura 32: Puntaje después de implementar 5s
Elaboración propia
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
Almacén Acondicionado Producción Y QAIndra
Fedatario
92.71% 91.67%96.88% 98.61%
130
Aplicación del criterio FIFO.
El concepto de FIFO (First in – first out) respecto a la prestación del servicio que la empresa
brinda, está referido a la administración que deben mantener los productos que ingresan a la
línea de digitalización, de tal modo que, por principio metodológico, siempre se siga la
secuencia cronológica del ingreso físico. A excepción de los procesos con casuísticas, ya que
ellos se atenderán con la prioridad respectiva del caso por su naturaleza, para ello se propone
estrategias que agreguen valor para alcanzar el cumplimiento eficiente y eficaz en la
implementación del criterio FIFO, basándose en la aplicación de los principios de secuencia y
ordenamiento a lo largo de todo el proceso productivo.
Con la implementación de este criterio se busca tener un correcto control y ordenamiento
de las cajas que llegan e ingresan desde el Archivo Central utilizando las Fichas (ver Anexos
Nº2 y Nº3); así como el correcto uso de código de barras. Como consecuencia de esta
implementación el flujo de recepción y entrega de cajas al cliente debería ser correcta y
principalmente evitar la pérdida de documentos.
131
Programa de capacitación
El método de análisis que desarrollamos en nuestra visita a las instalaciones del proyecto en
estudio fue la observación, resaltando a primera vista la inexistencia de capacitación a los
operarios desde la inducción que se debe realizar al ingresar un nuevo operario, así como, la
falta de capacitación constante para buscar mejoras, disminuir errores e incrementar la
productividad en la línea de producción.
A continuación, en la Tabla Nº33, se presenta el cuadro que se hizo el tercer día para realizar
una correcta inducción al operario ingresante, cabe mencionar que los puestos netamente
operativos poseen una alta rotación debido a que el sueldo ofrecido es mínimo y los
requerimientos para esos puestos son básicos como se puede ver en el Manual de organización
y funciones (Ver Anexo Nº17) que se ha elaborado para que se implemente en todos los
proyectos.
La inducción es el proceso inicial por medio del cual se proporcionará al nuevo empleado
la información básica que le permita integrarse rápidamente al lugar de trabajo. Es común que
la inducción incluya: los valores de la organización, misión, visión y objetivos, políticas,
horarios laborales, días de descanso, días de pago, prestaciones, historia de la empresa,
servicios al personal, calidad, servicio al cliente y trabajo en equipo, visita a instalaciones,
programas especiales, servicio de medicina preventiva, entre otros puntos.
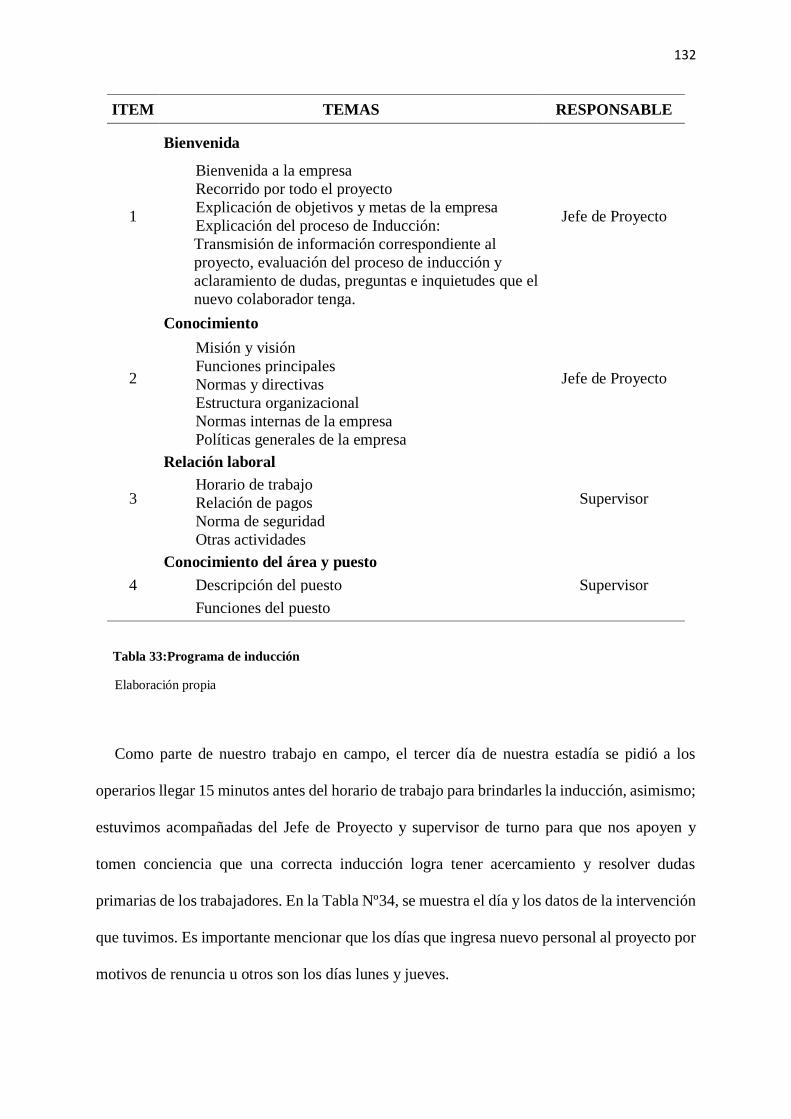
132
ITEM TEMAS RESPONSABLE
1
Bienvenida
Jefe de Proyecto
Bienvenida a la empresa
Recorrido por todo el proyecto
Explicación de objetivos y metas de la empresa
Explicación del proceso de Inducción:
Transmisión de información correspondiente al
proyecto, evaluación del proceso de inducción y
aclaramiento de dudas, preguntas e inquietudes que el
nuevo colaborador tenga.
2
Conocimiento
Jefe de Proyecto
Misión y visión
Funciones principales
Normas y directivas
Estructura organizacional
Normas internas de la empresa
Políticas generales de la empresa
3
Relación laboral
Supervisor Horario de trabajo
Relación de pagos
Norma de seguridad
Otras actividades
4
Conocimiento del área y puesto
Supervisor Descripción del puesto
Funciones del puesto
Tabla 33:Programa de inducción
Elaboración propia
Como parte de nuestro trabajo en campo, el tercer día de nuestra estadía se pidió a los
operarios llegar 15 minutos antes del horario de trabajo para brindarles la inducción, asimismo;
estuvimos acompañadas del Jefe de Proyecto y supervisor de turno para que nos apoyen y
tomen conciencia que una correcta inducción logra tener acercamiento y resolver dudas
primarias de los trabajadores. En la Tabla Nº34, se muestra el día y los datos de la intervención
que tuvimos. Es importante mencionar que los días que ingresa nuevo personal al proyecto por
motivos de renuncia u otros son los días lunes y jueves.
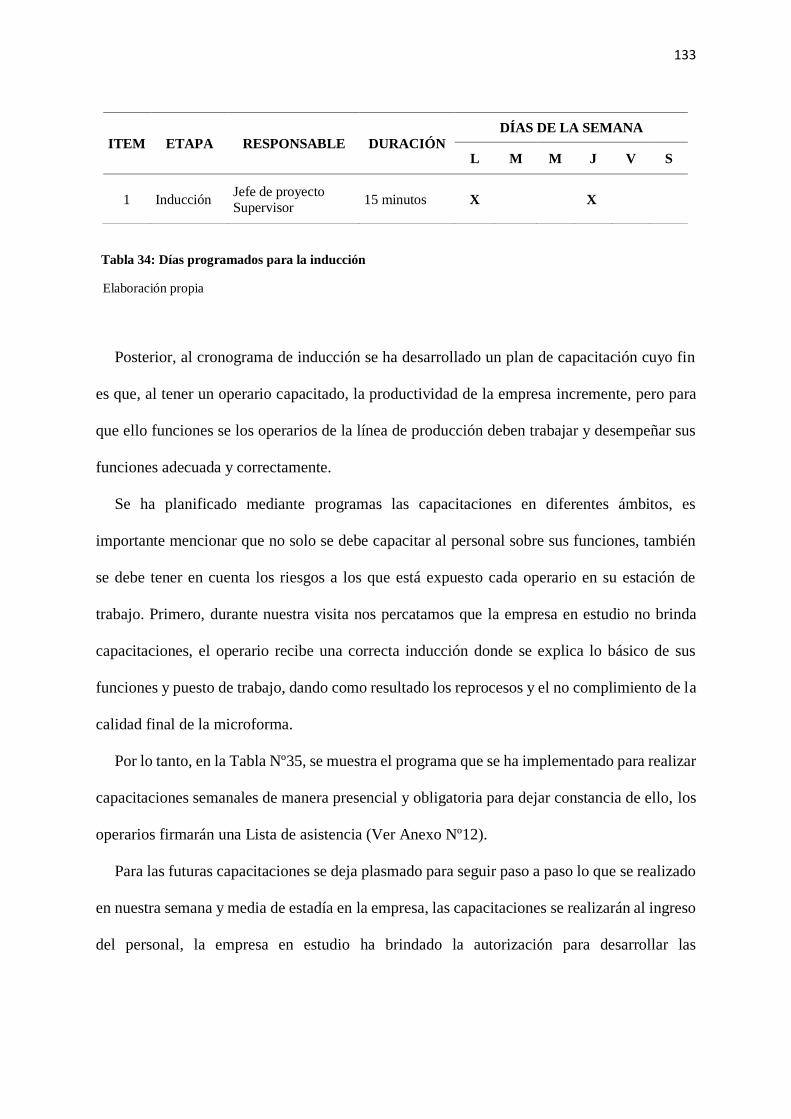
133
Tabla 34: Días programados para la inducción
Elaboración propia
Posterior, al cronograma de inducción se ha desarrollado un plan de capacitación cuyo fin
es que, al tener un operario capacitado, la productividad de la empresa incremente, pero para
que ello funciones se los operarios de la línea de producción deben trabajar y desempeñar sus
funciones adecuada y correctamente.
Se ha planificado mediante programas las capacitaciones en diferentes ámbitos, es
importante mencionar que no solo se debe capacitar al personal sobre sus funciones, también
se debe tener en cuenta los riesgos a los que está expuesto cada operario en su estación de
trabajo. Primero, durante nuestra visita nos percatamos que la empresa en estudio no brinda
capacitaciones, el operario recibe una correcta inducción donde se explica lo básico de sus
funciones y puesto de trabajo, dando como resultado los reprocesos y el no complimiento de la
calidad final de la microforma.
Por lo tanto, en la Tabla Nº35, se muestra el programa que se ha implementado para realizar
capacitaciones semanales de manera presencial y obligatoria para dejar constancia de ello, los
operarios firmarán una Lista de asistencia (Ver Anexo Nº12).
Para las futuras capacitaciones se deja plasmado para seguir paso a paso lo que se realizado
en nuestra semana y media de estadía en la empresa, las capacitaciones se realizarán al ingreso
del personal, la empresa en estudio ha brindado la autorización para desarrollar las
ITEM ETAPA RESPONSABLE DURACIÓN
DÍAS DE LA SEMANA
L M M J V S
1 Inducción Jefe de proyecto Supervisor
15 minutos X X
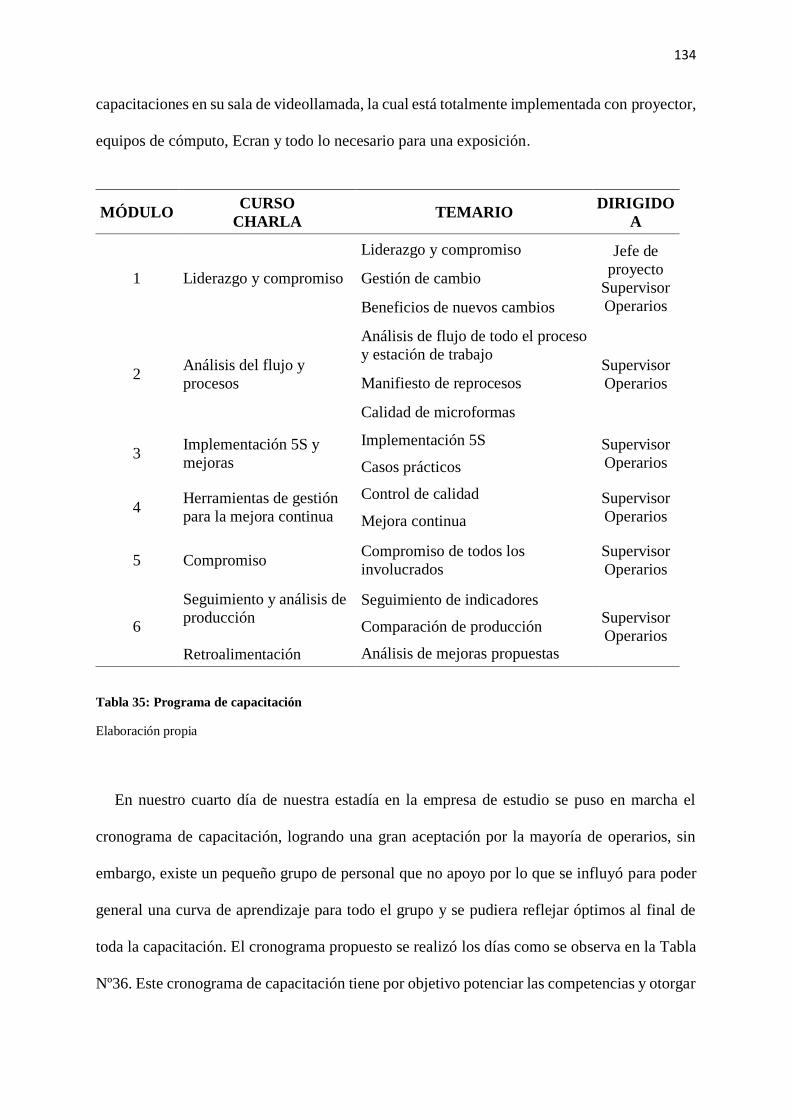
134
capacitaciones en su sala de videollamada, la cual está totalmente implementada con proyector,
equipos de cómputo, Ecran y todo lo necesario para una exposición.
MÓDULO CURSO
CHARLA TEMARIO
DIRIGIDO
A
1 Liderazgo y compromiso
Liderazgo y compromiso Jefe de
proyecto
Supervisor
Operarios
Gestión de cambio
Beneficios de nuevos cambios
2 Análisis del flujo y
procesos
Análisis de flujo de todo el proceso
y estación de trabajo Supervisor
Operarios Manifiesto de reprocesos
Calidad de microformas
3 Implementación 5S y
mejoras
Implementación 5S Supervisor
Operarios Casos prácticos
4 Herramientas de gestión
para la mejora continua
Control de calidad Supervisor
Operarios Mejora continua
5 Compromiso Compromiso de todos los
involucrados
Supervisor
Operarios
6
Seguimiento y análisis de
producción
Retroalimentación
Seguimiento de indicadores Supervisor
Operarios Comparación de producción
Análisis de mejoras propuestas
Tabla 35: Programa de capacitación
Elaboración propia
En nuestro cuarto día de nuestra estadía en la empresa de estudio se puso en marcha el
cronograma de capacitación, logrando una gran aceptación por la mayoría de operarios, sin
embargo, existe un pequeño grupo de personal que no apoyo por lo que se influyó para poder
general una curva de aprendizaje para todo el grupo y se pudiera reflejar óptimos al final de
toda la capacitación. El cronograma propuesto se realizó los días como se observa en la Tabla
Nº36. Este cronograma de capacitación tiene por objetivo potenciar las competencias y otorgar
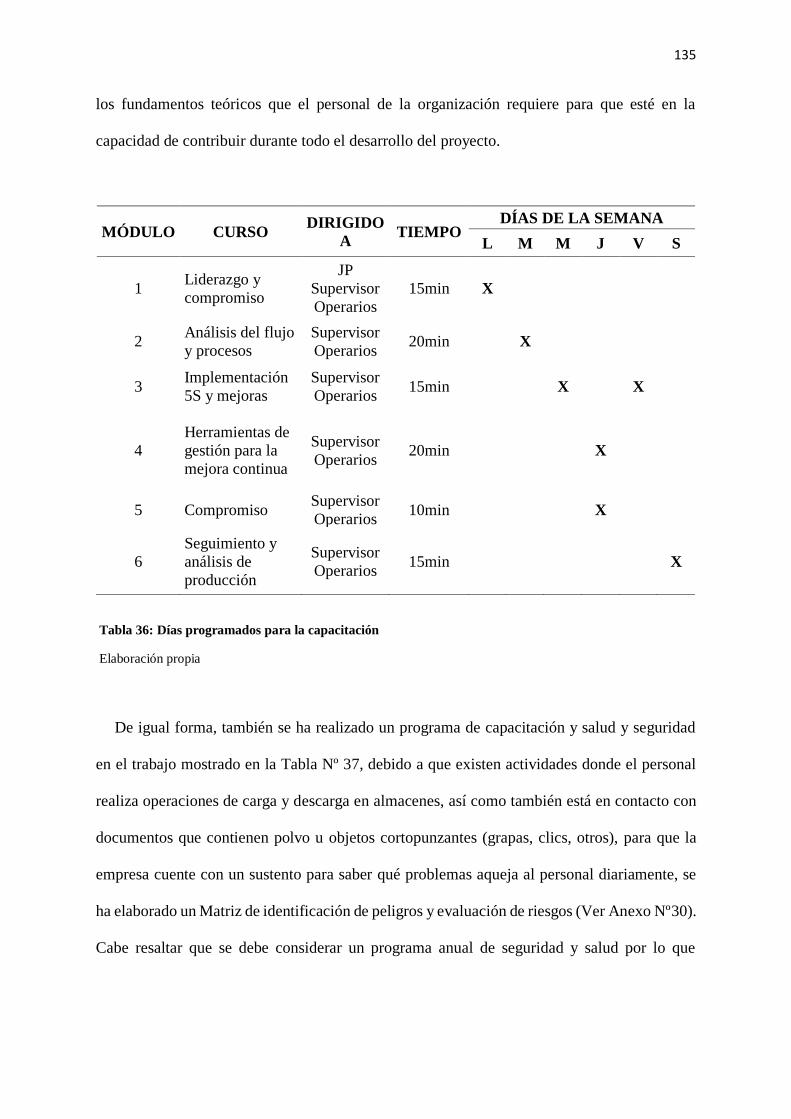
135
los fundamentos teóricos que el personal de la organización requiere para que esté en la
capacidad de contribuir durante todo el desarrollo del proyecto.
MÓDULO CURSO DIRIGIDO
A TIEMPO
DÍAS DE LA SEMANA
L M M J V S
1 Liderazgo y
compromiso
JP
Supervisor
Operarios
15min X
2 Análisis del flujo
y procesos
Supervisor
Operarios 20min X
3 Implementación
5S y mejoras
Supervisor
Operarios 15min X X
4
Herramientas de
gestión para la
mejora continua
Supervisor
Operarios 20min X
5 Compromiso Supervisor
Operarios 10min X
6
Seguimiento y
análisis de
producción
Supervisor
Operarios 15min X
Tabla 36: Días programados para la capacitación
Elaboración propia
De igual forma, también se ha realizado un programa de capacitación y salud y seguridad
en el trabajo mostrado en la Tabla Nº 37, debido a que existen actividades donde el personal
realiza operaciones de carga y descarga en almacenes, así como también está en contacto con
documentos que contienen polvo u objetos cortopunzantes (grapas, clics, otros), para que la
empresa cuente con un sustento para saber qué problemas aqueja al personal diariamente, se
ha elaborado un Matriz de identificación de peligros y evaluación de riesgos (Ver Anexo Nº30).
Cabe resaltar que se debe considerar un programa anual de seguridad y salud por lo que
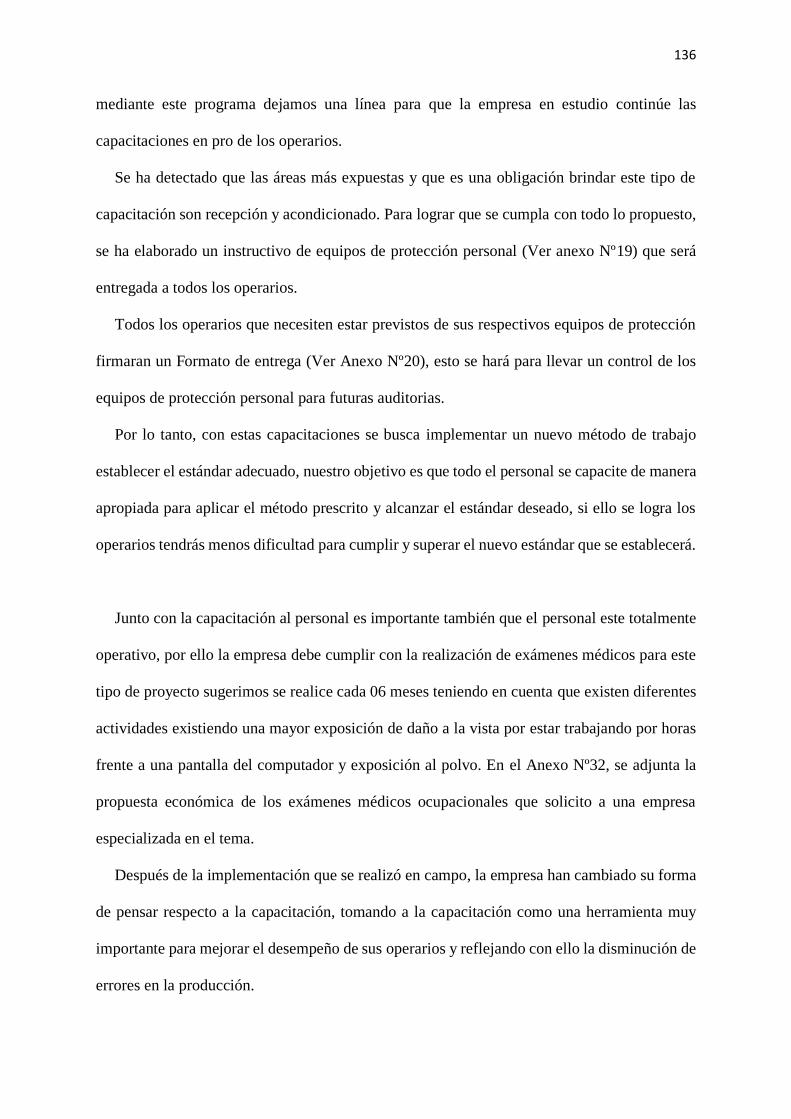
136
mediante este programa dejamos una línea para que la empresa en estudio continúe las
capacitaciones en pro de los operarios.
Se ha detectado que las áreas más expuestas y que es una obligación brindar este tipo de
capacitación son recepción y acondicionado. Para lograr que se cumpla con todo lo propuesto,
se ha elaborado un instructivo de equipos de protección personal (Ver anexo Nº19) que será
entregada a todos los operarios.
Todos los operarios que necesiten estar previstos de sus respectivos equipos de protección
firmaran un Formato de entrega (Ver Anexo Nº20), esto se hará para llevar un control de los
equipos de protección personal para futuras auditorias.
Por lo tanto, con estas capacitaciones se busca implementar un nuevo método de trabajo
establecer el estándar adecuado, nuestro objetivo es que todo el personal se capacite de manera
apropiada para aplicar el método prescrito y alcanzar el estándar deseado, si ello se logra los
operarios tendrás menos dificultad para cumplir y superar el nuevo estándar que se establecerá.
Junto con la capacitación al personal es importante también que el personal este totalmente
operativo, por ello la empresa debe cumplir con la realización de exámenes médicos para este
tipo de proyecto sugerimos se realice cada 06 meses teniendo en cuenta que existen diferentes
actividades existiendo una mayor exposición de daño a la vista por estar trabajando por horas
frente a una pantalla del computador y exposición al polvo. En el Anexo Nº32, se adjunta la
propuesta económica de los exámenes médicos ocupacionales que solicito a una empresa
especializada en el tema.
Después de la implementación que se realizó en campo, la empresa han cambiado su forma
de pensar respecto a la capacitación, tomando a la capacitación como una herramienta muy
importante para mejorar el desempeño de sus operarios y reflejando con ello la disminución de
errores en la producción.
137
I.P.CO PROGRAMA DE CAPACITACION DE SALUD Y SEGURIDAD EN EL TRABAJO
EMPRESA
DIRECCIÓN
FECHA
IT TEMA HS AREAS DE
APLICACIÓN RESPONSABLE
AÑO
NO DIC ENE FEB MAR ABR MA JUN JUL AG SEP OC
1
Inducción del Sistema
de Gestión de
Seguridad y Salud en
el Trabajo de I.P.CO
1 Todo el personal
nuevo Jefe de Proyecto X X X X
2 Formación y
entrenamiento 0.5 Todo el personal Supervisor X X
3 Prevención de
accidentes 0.5 Todo el personal Supervisor X X
4 Primeros Auxilios 1 Todo el personal Supervisor x X X
5 Utilización de EPP 1 Todo el personal Supervisor X X X
6 Código de colores y
señalización 0.5 Todo el personal Supervisor x X
7 Movimientos de
Carga 0.5 Todo el personal Supervisor X X X
8 Posturas de Carga 0.5 Todo el personal Supervisor X X X
9 Gimnasia laboral 0.5 Todo el personal Supervisor X X X X
Tabla 37: Programa anual de capacitación de salud y seguridad en el trabajo
Elaboración propia
138
Implementación de puntos de control de calidad
Dentro de todo nuestro análisis del flujo del proceso de digitalización de documentos
legales, se observó que la actividad de Control de calidad no representa al 100% sus funciones,
se debe mencionar asimismo que en nuestra estadía se solicitó permiso al Jefe de Proyecto y
se envió un comunicado al Gerente de mercado para que de su aprobación para realizar una
modificación en el personal de Control de calidad. Estas modificaciones se presentarán a
continuación, en 3 etapas:
Implementación de un control de calidad en la actividad de preparación.
El objetivo de esta implementación es que el lote e producción que se entregará a cada
digitalizador este totalmente limpio, en otras palabras, no contenga residuos, que las hojas estén
en buen estado y no exista grapas ni otro material que produzca un atoro en los scanner, como
se puede visualizar en el Anexo Nº5, donde refleja las principales causas por las que un scanner
debe ir a mantenimiento.
En la Figura Nº33, se puede ver el flujo que se ha implementado y ejecutado en los días de
nuestra estadía en la empresa de soluciones. Para esta implementación, se ha desarrollado una
Metodología de preparación de documentos que se entregará a cada operario involucrado y se
capacitará del mismo modo.
De igual forma, se escogerá a un operario que trabaje dentro del área de acondicionado para
que sea un Control interno y sea el responsable de verificar la correcta preparación de
documentos, así como el Formato de control de calidad (Ver Anexo Nº22) de dicha área, con
el cual podremos sacar un reporte para saber si nuestra implementación disminuye la
insatisfacción de cliente al entregar la microforma final.
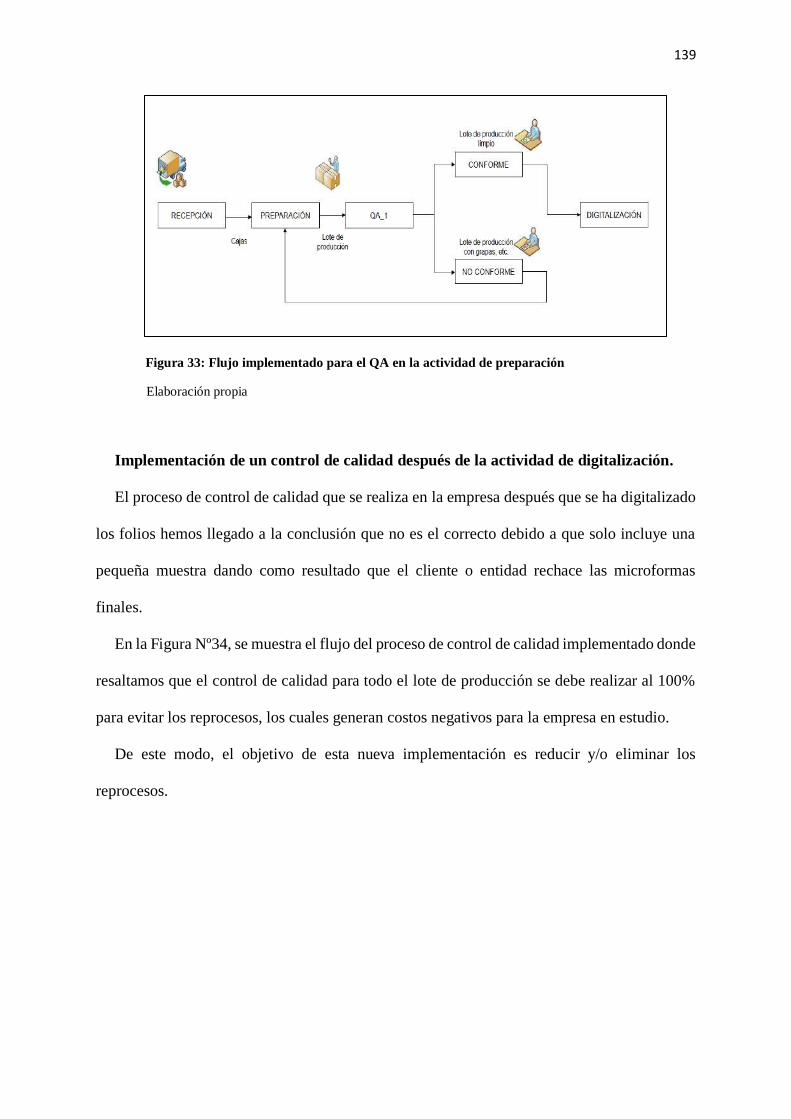
139
Figura 33: Flujo implementado para el QA en la actividad de preparación
Elaboración propia
Implementación de un control de calidad después de la actividad de digitalización.
El proceso de control de calidad que se realiza en la empresa después que se ha digitalizado
los folios hemos llegado a la conclusión que no es el correcto debido a que solo incluye una
pequeña muestra dando como resultado que el cliente o entidad rechace las microformas
finales.
En la Figura Nº34, se muestra el flujo del proceso de control de calidad implementado donde
resaltamos que el control de calidad para todo el lote de producción se debe realizar al 100%
para evitar los reprocesos, los cuales generan costos negativos para la empresa en estudio.
De este modo, el objetivo de esta nueva implementación es reducir y/o eliminar los
reprocesos.
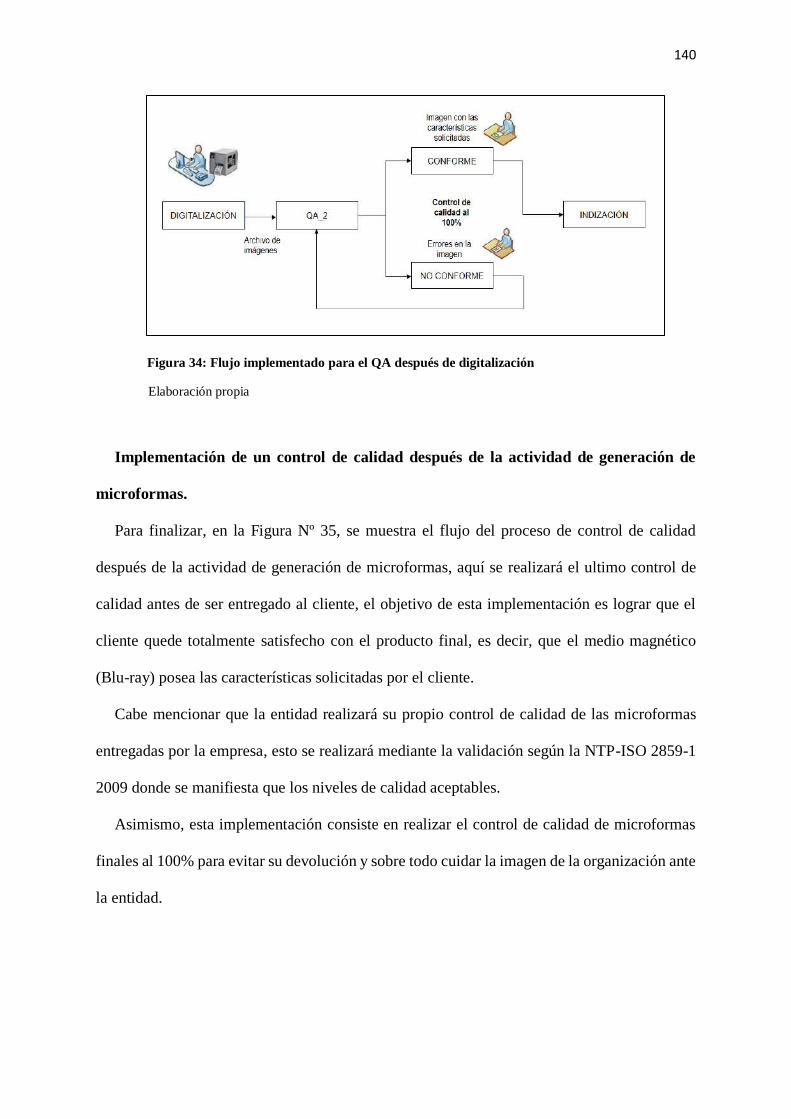
140
Figura 34: Flujo implementado para el QA después de digitalización
Elaboración propia
Implementación de un control de calidad después de la actividad de generación de
microformas.
Para finalizar, en la Figura Nº 35, se muestra el flujo del proceso de control de calidad
después de la actividad de generación de microformas, aquí se realizará el ultimo control de
calidad antes de ser entregado al cliente, el objetivo de esta implementación es lograr que el
cliente quede totalmente satisfecho con el producto final, es decir, que el medio magnético
(Blu-ray) posea las características solicitadas por el cliente.
Cabe mencionar que la entidad realizará su propio control de calidad de las microformas
entregadas por la empresa, esto se realizará mediante la validación según la NTP-ISO 2859-1
2009 donde se manifiesta que los niveles de calidad aceptables.
Asimismo, esta implementación consiste en realizar el control de calidad de microformas
finales al 100% para evitar su devolución y sobre todo cuidar la imagen de la organización ante
la entidad.
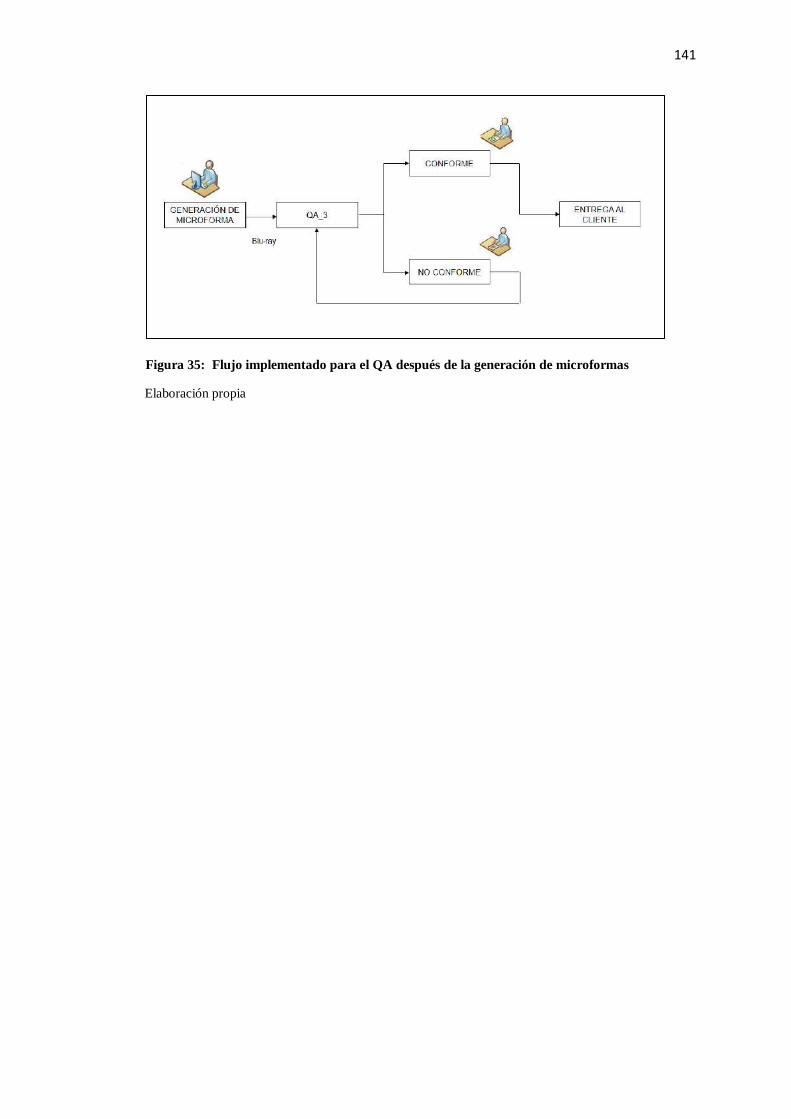
141
Figura 35: Flujo implementado para el QA después de la generación de microformas
Elaboración propia
142
IMPLEMENTACIÓN
Toma de tiempos
La empresa en estudio nos brindó el permiso para realizar la implementación de las mejoras
planteadas descritas líneas arriba, por ello, como parte de esta implementación se realizó la
toma de tiempos en todo el proceso productivo de digitalización de documentos legales.
Para la evaluación de este proceso se utilizó los suplementos y factor de valoración
mostrados en la Tabla Nº 38 y Nº 39. Posteriormente, se realizó la siguiente toma de tiempos
para los escenarios antes y después de la implementación como se muestra en las Tablas Nº40
y Nº41.
La finalidad de esta evaluación de tiempos es obtener un tiempo estándar debido a que la
empresa no cuenta con un estudio de tiempos, por ende, el resultado del presente estudio
representará la cantidad de tiempo que emplea un operario promedio en realizar un lote de
producción teniendo en cuenta que está bajo las condiciones brindadas por la empresa.
Del mismo modo, el objetivo de esta toma de tiempos es para que exista un base histórico
actualizado y el operario desempeñe sus funciones acordes a los tiempos establecidos y estén
alineados a los objetivos de la empresa.
Luego de realizar la toma de tiempos antes y después de la implementación para hallar el
tiempo observado se utilizó promedios móviles. Asimismo, en el caso de toma de tiempos
después de la implementación a partir del ciclo 11 resaltado los tiempos tomados corresponden
a 5 días después de nuestra visita a la empresa, esto se realizó para saber si la implementación
seguía su trayecto correcto.
143
Para finalizar esta toma de tiempos, podemos observar que la producción de un lote a
digitalizar antes de la implementación tenía un tiempo estándar equivalente a 1.31 horas/ caja
y después de la implementación el tiempo estándar es 1.03 horas/caja. Por consiguiente, hubo
una reducción de aproximadamente media hora.
Levantamiento de la información
Durante el trabajo en campo in situ, utilizamos la técnica de la observación para detectar las
actividades que ocasionaban los retrasos, así como la ejecución de cada tarea por parte del
trabajador. El primer día se realizó el reconocimiento de cada área y las tareas que cada operario
debía realizar.
Con las propuestas de las mejoras establecidas y haber realizado simultáneamente las
capacitaciones al personal todos los días de nuestra permanencia en la empresa en estudio, en
la Tabla Nº 42se muestra los porcentajes de cumplimiento de procedimiento, capacitación,
control de calidad siendo estos favorables, dando como resultado que la productividad
incremente de 111 imágenes/ H-H a 144 imágenes/ H-H.
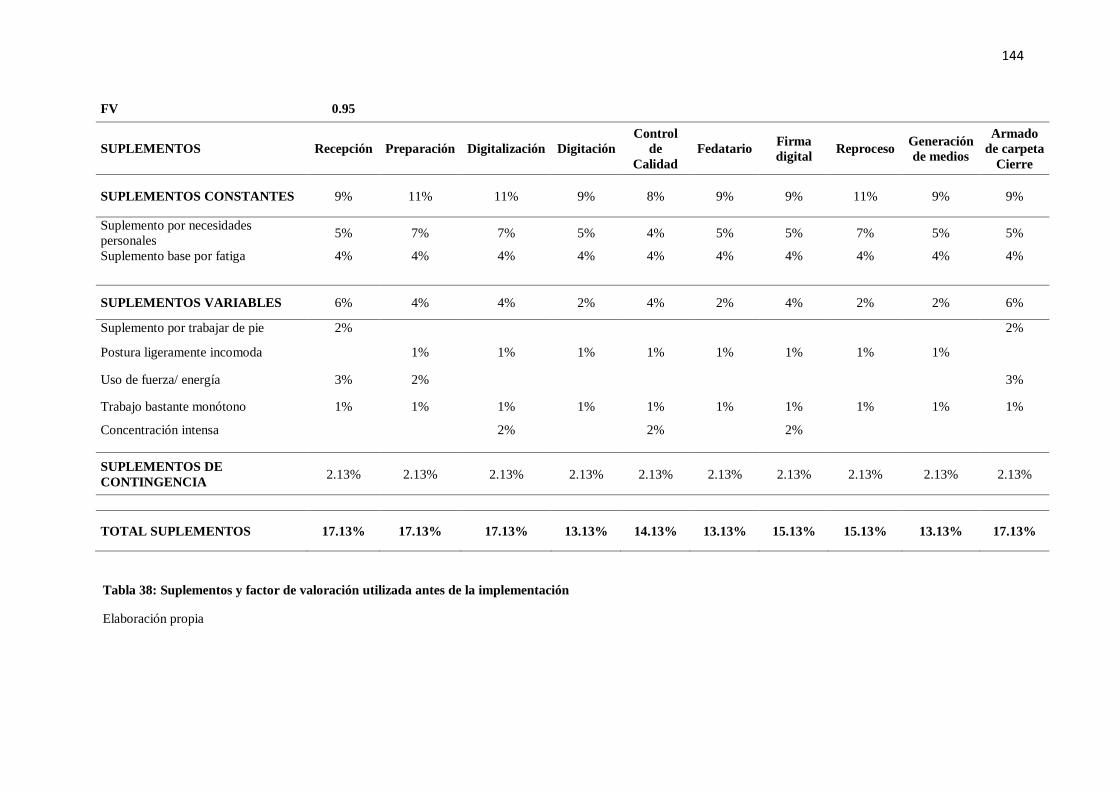
144
FV 0.95
SUPLEMENTOS Recepción Preparación Digitalización Digitación
Control
de
Calidad
Fedatario Firma
digital Reproceso
Generación
de medios
Armado
de carpeta
Cierre
SUPLEMENTOS CONSTANTES 9% 11% 11% 9% 8% 9% 9% 11% 9% 9%
Suplemento por necesidades
personales 5% 7% 7% 5% 4% 5% 5% 7% 5% 5%
Suplemento base por fatiga 4% 4% 4% 4% 4% 4% 4% 4% 4% 4%
SUPLEMENTOS VARIABLES 6% 4% 4% 2% 4% 2% 4% 2% 2% 6%
Suplemento por trabajar de pie 2% 2%
Postura ligeramente incomoda 1% 1% 1% 1% 1% 1% 1% 1%
Uso de fuerza/ energía 3% 2% 3%
Trabajo bastante monótono 1% 1% 1% 1% 1% 1% 1% 1% 1% 1%
Concentración intensa 2% 2% 2%
SUPLEMENTOS DE
CONTINGENCIA 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13%
TOTAL SUPLEMENTOS 17.13% 17.13% 17.13% 13.13% 14.13% 13.13% 15.13% 15.13% 13.13% 17.13%
Tabla 38: Suplementos y factor de valoración utilizada antes de la implementación
Elaboración propia
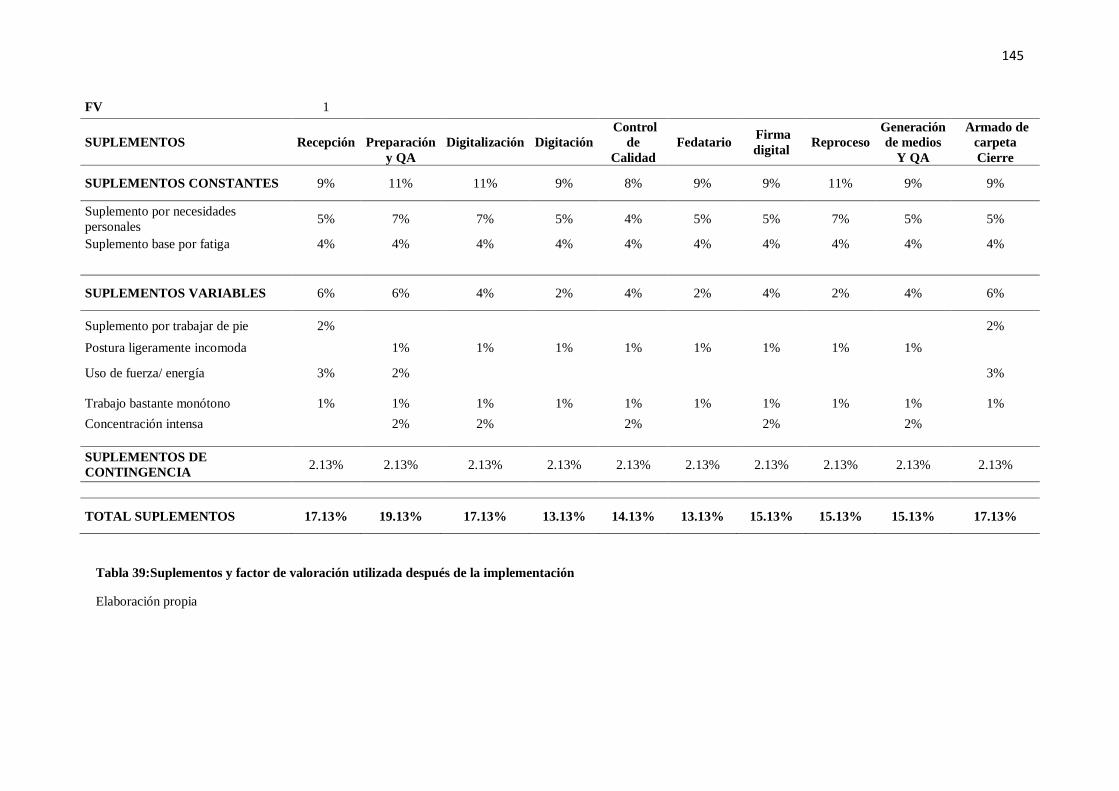
145
FV 1
SUPLEMENTOS Recepción
Preparación
y QA
Digitalización Digitación
Control
de
Calidad
Fedatario Firma
digital Reproceso
Generación
de medios
Y QA
Armado de
carpeta
Cierre
SUPLEMENTOS CONSTANTES 9% 11% 11% 9% 8% 9% 9% 11% 9% 9%
Suplemento por necesidades
personales 5% 7% 7% 5% 4% 5% 5% 7% 5% 5%
Suplemento base por fatiga 4% 4% 4% 4% 4% 4% 4% 4% 4% 4%
SUPLEMENTOS VARIABLES 6% 6% 4% 2% 4% 2% 4% 2% 4% 6%
Suplemento por trabajar de pie 2% 2%
Postura ligeramente incomoda 1% 1% 1% 1% 1% 1% 1% 1%
Uso de fuerza/ energía 3% 2% 3%
Trabajo bastante monótono 1% 1% 1% 1% 1% 1% 1% 1% 1% 1%
Concentración intensa 2% 2% 2% 2% 2%
SUPLEMENTOS DE
CONTINGENCIA 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13% 2.13%
TOTAL SUPLEMENTOS 17.13% 19.13% 17.13% 13.13% 14.13% 13.13% 15.13% 15.13% 15.13% 17.13%
Tabla 39:Suplementos y factor de valoración utilizada después de la implementación
Elaboración propia
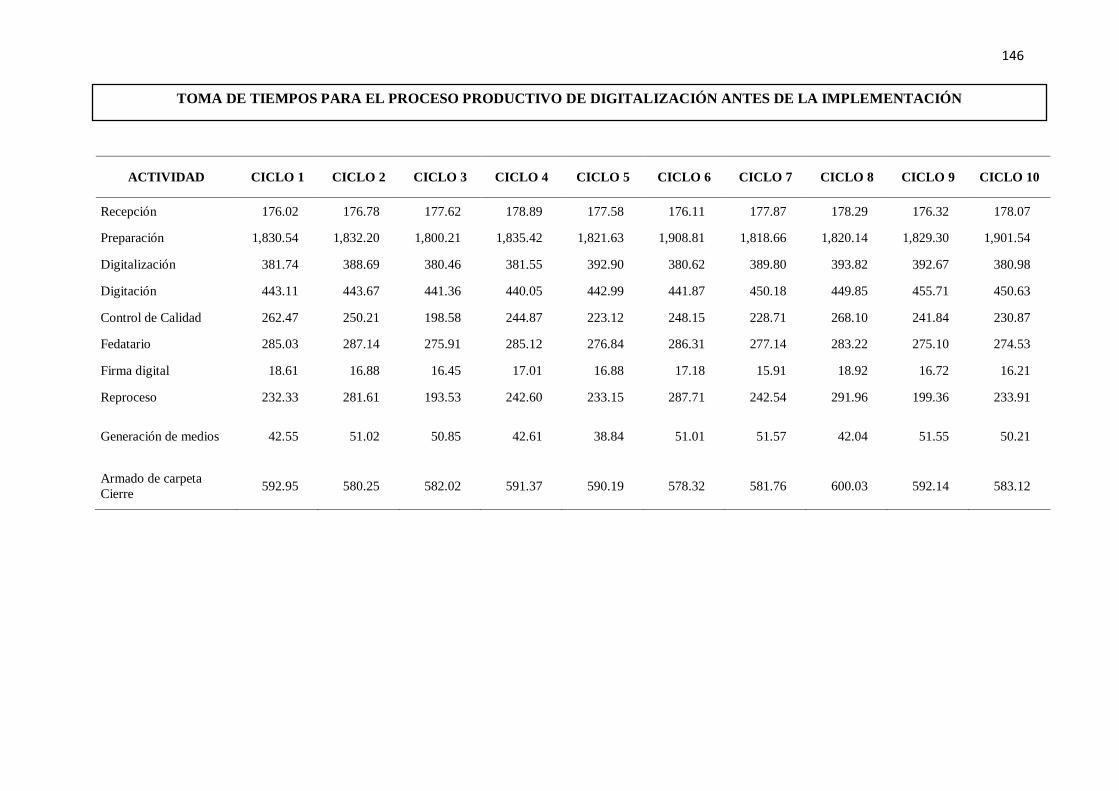
146
ACTIVIDAD CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5 CICLO 6 CICLO 7 CICLO 8 CICLO 9 CICLO 10
Recepción 176.02 176.78 177.62 178.89 177.58 176.11 177.87 178.29 176.32 178.07
Preparación 1,830.54 1,832.20 1,800.21 1,835.42 1,821.63 1,908.81 1,818.66 1,820.14 1,829.30 1,901.54
Digitalización 381.74 388.69 380.46 381.55 392.90 380.62 389.80 393.82 392.67 380.98
Digitación 443.11 443.67 441.36 440.05 442.99 441.87 450.18 449.85 455.71 450.63
Control de Calidad 262.47 250.21 198.58 244.87 223.12 248.15 228.71 268.10 241.84 230.87
Fedatario 285.03 287.14 275.91 285.12 276.84 286.31 277.14 283.22 275.10 274.53
Firma digital 18.61 16.88 16.45 17.01 16.88 17.18 15.91 18.92 16.72 16.21
Reproceso 232.33 281.61 193.53 242.60 233.15 287.71 242.54 291.96 199.36 233.91
Generación de medios 42.55 51.02 50.85 42.61 38.84 51.01 51.57 42.04 51.55 50.21
Armado de carpeta
Cierre 592.95 580.25 582.02 591.37 590.19 578.32 581.76 600.03 592.14 583.12
TOMA DE TIEMPOS PARA EL PROCESO PRODUCTIVO DE DIGITALIZACIÓN ANTES DE LA IMPLEMENTACIÓN
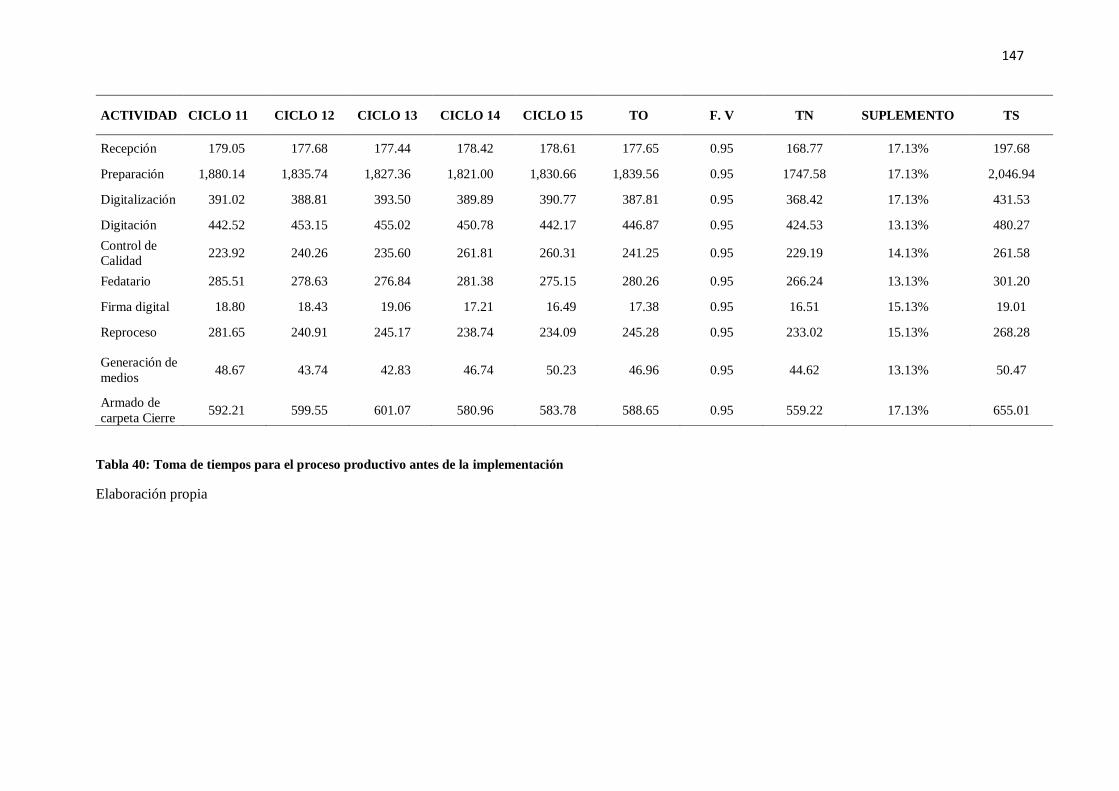
147
ACTIVIDAD CICLO 11 CICLO 12 CICLO 13 CICLO 14 CICLO 15 TO F. V TN SUPLEMENTO TS
Recepción 179.05 177.68 177.44 178.42 178.61 177.65 0.95 168.77 17.13% 197.68
Preparación 1,880.14 1,835.74 1,827.36 1,821.00 1,830.66 1,839.56 0.95 1747.58 17.13% 2,046.94
Digitalización 391.02 388.81 393.50 389.89 390.77 387.81 0.95 368.42 17.13% 431.53
Digitación 442.52 453.15 455.02 450.78 442.17 446.87 0.95 424.53 13.13% 480.27
Control de
Calidad 223.92 240.26 235.60 261.81 260.31 241.25 0.95 229.19 14.13% 261.58
Fedatario 285.51 278.63 276.84 281.38 275.15 280.26 0.95 266.24 13.13% 301.20
Firma digital 18.80 18.43 19.06 17.21 16.49 17.38 0.95 16.51 15.13% 19.01
Reproceso 281.65 240.91 245.17 238.74 234.09 245.28 0.95 233.02 15.13% 268.28
Generación de
medios 48.67 43.74 42.83 46.74 50.23 46.96 0.95 44.62 13.13% 50.47
Armado de
carpeta Cierre 592.21 599.55 601.07 580.96 583.78 588.65 0.95 559.22 17.13% 655.01
Tabla 40: Toma de tiempos para el proceso productivo antes de la implementación
Elaboración propia
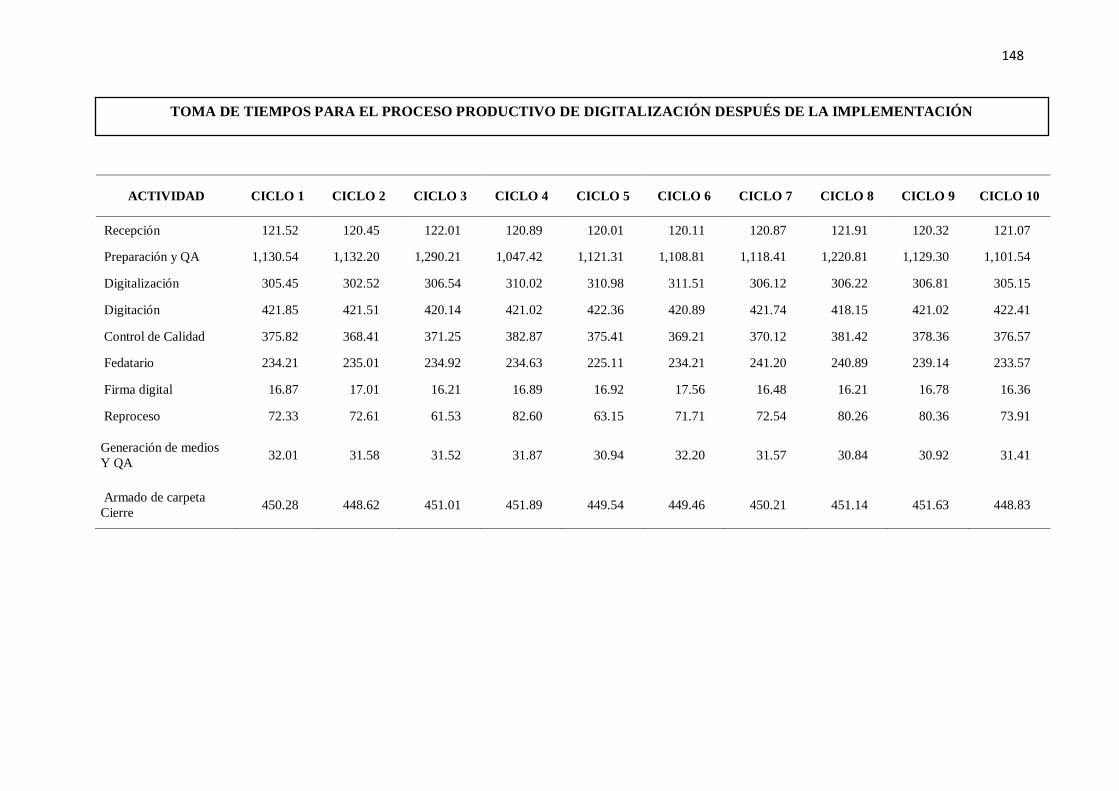
148
ACTIVIDAD CICLO 1 CICLO 2 CICLO 3 CICLO 4 CICLO 5 CICLO 6 CICLO 7 CICLO 8 CICLO 9 CICLO 10
Recepción 121.52 120.45 122.01 120.89 120.01 120.11 120.87 121.91 120.32 121.07
Preparación y QA 1,130.54 1,132.20 1,290.21 1,047.42 1,121.31 1,108.81 1,118.41 1,220.81 1,129.30 1,101.54
Digitalización 305.45 302.52 306.54 310.02 310.98 311.51 306.12 306.22 306.81 305.15
Digitación 421.85 421.51 420.14 421.02 422.36 420.89 421.74 418.15 421.02 422.41
Control de Calidad 375.82 368.41 371.25 382.87 375.41 369.21 370.12 381.42 378.36 376.57
Fedatario 234.21 235.01 234.92 234.63 225.11 234.21 241.20 240.89 239.14 233.57
Firma digital 16.87 17.01 16.21 16.89 16.92 17.56 16.48 16.21 16.78 16.36
Reproceso 72.33 72.61 61.53 82.60 63.15 71.71 72.54 80.26 80.36 73.91
Generación de medios
Y QA 32.01 31.58 31.52 31.87 30.94 32.20 31.57 30.84 30.92 31.41
Armado de carpeta
Cierre 450.28 448.62 451.01 451.89 449.54 449.46 450.21 451.14 451.63 448.83
TOMA DE TIEMPOS PARA EL PROCESO PRODUCTIVO DE DIGITALIZACIÓN DESPUÉS DE LA IMPLEMENTACIÓN
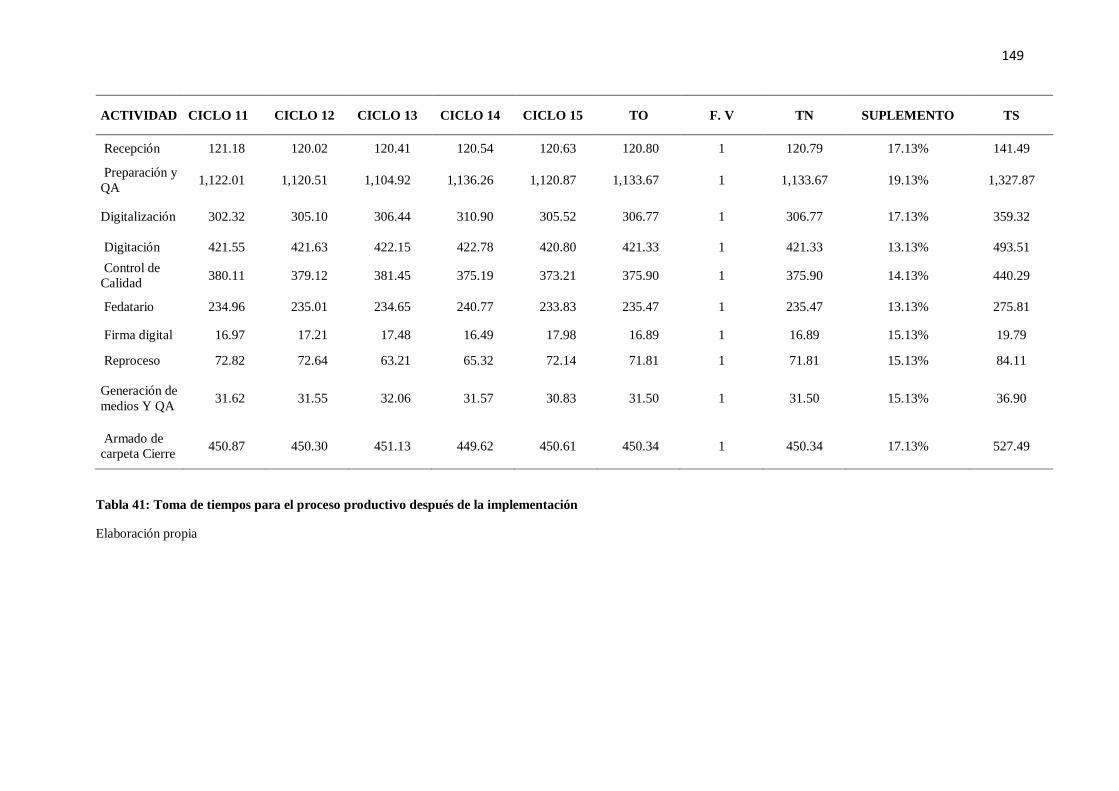
149
ACTIVIDAD CICLO 11 CICLO 12 CICLO 13 CICLO 14 CICLO 15 TO F. V TN SUPLEMENTO TS
Recepción 121.18 120.02 120.41 120.54 120.63 120.80 1 120.79 17.13% 141.49
Preparación y
QA 1,122.01 1,120.51 1,104.92 1,136.26 1,120.87 1,133.67 1 1,133.67 19.13% 1,327.87
Digitalización 302.32 305.10 306.44 310.90 305.52 306.77 1 306.77 17.13% 359.32
Digitación 421.55 421.63 422.15 422.78 420.80 421.33 1 421.33 13.13% 493.51
Control de
Calidad 380.11 379.12 381.45 375.19 373.21 375.90 1 375.90 14.13% 440.29
Fedatario 234.96 235.01 234.65 240.77 233.83 235.47 1 235.47 13.13% 275.81
Firma digital 16.97 17.21 17.48 16.49 17.98 16.89 1 16.89 15.13% 19.79
Reproceso 72.82 72.64 63.21 65.32 72.14 71.81 1 71.81 15.13% 84.11
Generación de
medios Y QA 31.62 31.55 32.06 31.57 30.83 31.50 1 31.50 15.13% 36.90
Armado de
carpeta Cierre 450.87 450.30 451.13 449.62 450.61 450.34 1 450.34 17.13% 527.49
Tabla 41: Toma de tiempos para el proceso productivo después de la implementación
Elaboración propia
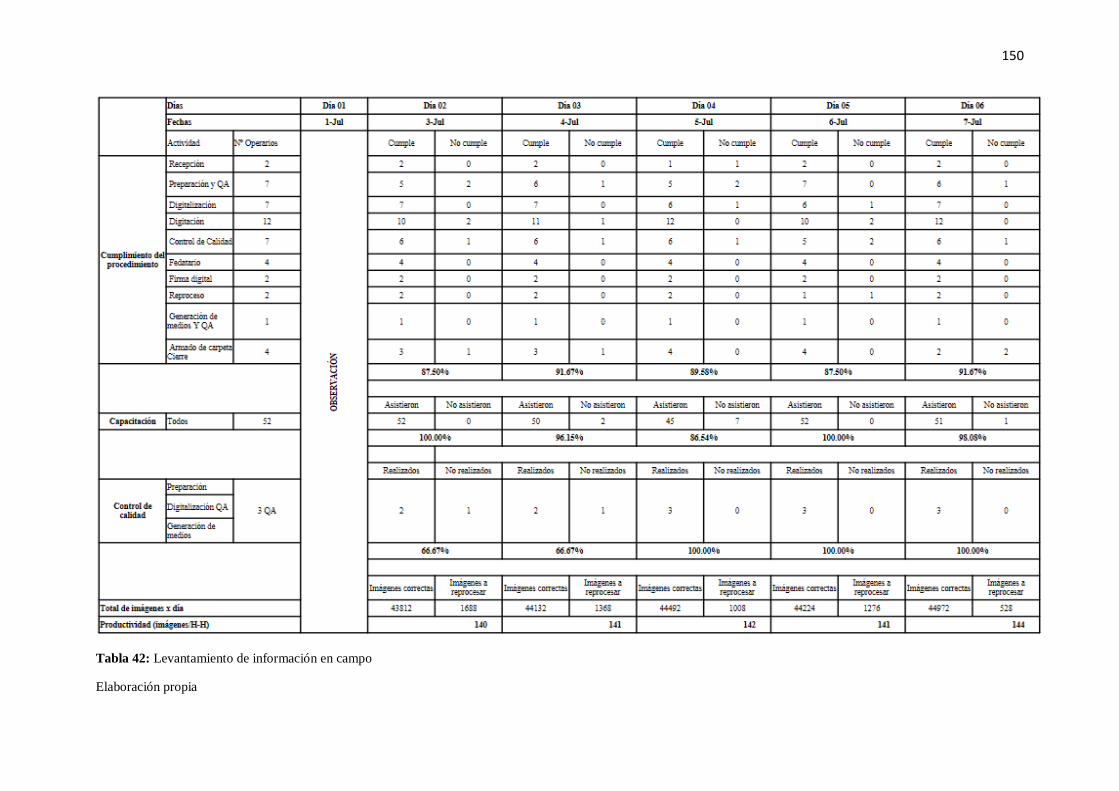
150
Tabla 42: Levantamiento de información en campo
Elaboración propia
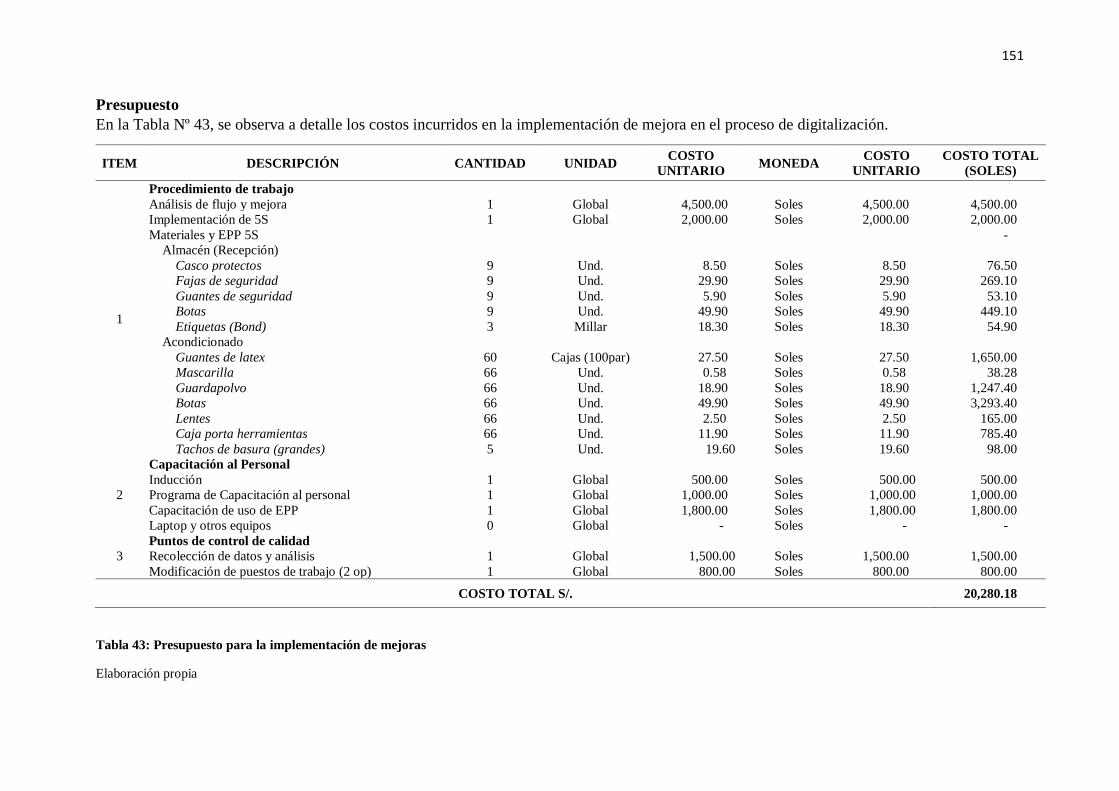
151
Presupuesto
En la Tabla Nº 43, se observa a detalle los costos incurridos en la implementación de mejora en el proceso de digitalización.
ITEM DESCRIPCIÓN CANTIDAD UNIDAD COSTO
UNITARIO MONEDA
COSTO
UNITARIO
COSTO TOTAL
(SOLES)
1
Procedimiento de trabajo
Análisis de flujo y mejora 1 Global 4,500.00 Soles 4,500.00 4,500.00
Implementación de 5S 1 Global 2,000.00 Soles 2,000.00 2,000.00
Materiales y EPP 5S -
Almacén (Recepción)
Casco protectos 9 Und. 8.50 Soles 8.50 76.50
Fajas de seguridad 9 Und. 29.90 Soles 29.90 269.10
Guantes de seguridad 9 Und. 5.90 Soles 5.90 53.10
Botas 9 Und. 49.90 Soles 49.90 449.10
Etiquetas (Bond) 3 Millar 18.30 Soles 18.30 54.90
Acondicionado
Guantes de latex 60 Cajas (100par) 27.50 Soles 27.50 1,650.00
Mascarilla 66 Und. 0.58 Soles 0.58 38.28
Guardapolvo 66 Und. 18.90 Soles 18.90 1,247.40
Botas 66 Und. 49.90 Soles 49.90 3,293.40
Lentes 66 Und. 2.50 Soles 2.50 165.00
Caja porta herramientas 66 Und. 11.90 Soles 11.90 785.40
Tachos de basura (grandes) 5 Und. 19.60 Soles 19.60 98.00
2
Capacitación al Personal
Inducción 1 Global 500.00 Soles 500.00 500.00
Programa de Capacitación al personal 1 Global 1,000.00 Soles 1,000.00 1,000.00
Capacitación de uso de EPP 1 Global 1,800.00 Soles 1,800.00 1,800.00
Laptop y otros equipos 0 Global - Soles - -
3
Puntos de control de calidad
Recolección de datos y análisis 1 Global 1,500.00 Soles 1,500.00 1,500.00
Modificación de puestos de trabajo (2 op) 1 Global 800.00 Soles 800.00 800.00
COSTO TOTAL S/. 20,280.18
Tabla 43: Presupuesto para la implementación de mejoras
Elaboración propia
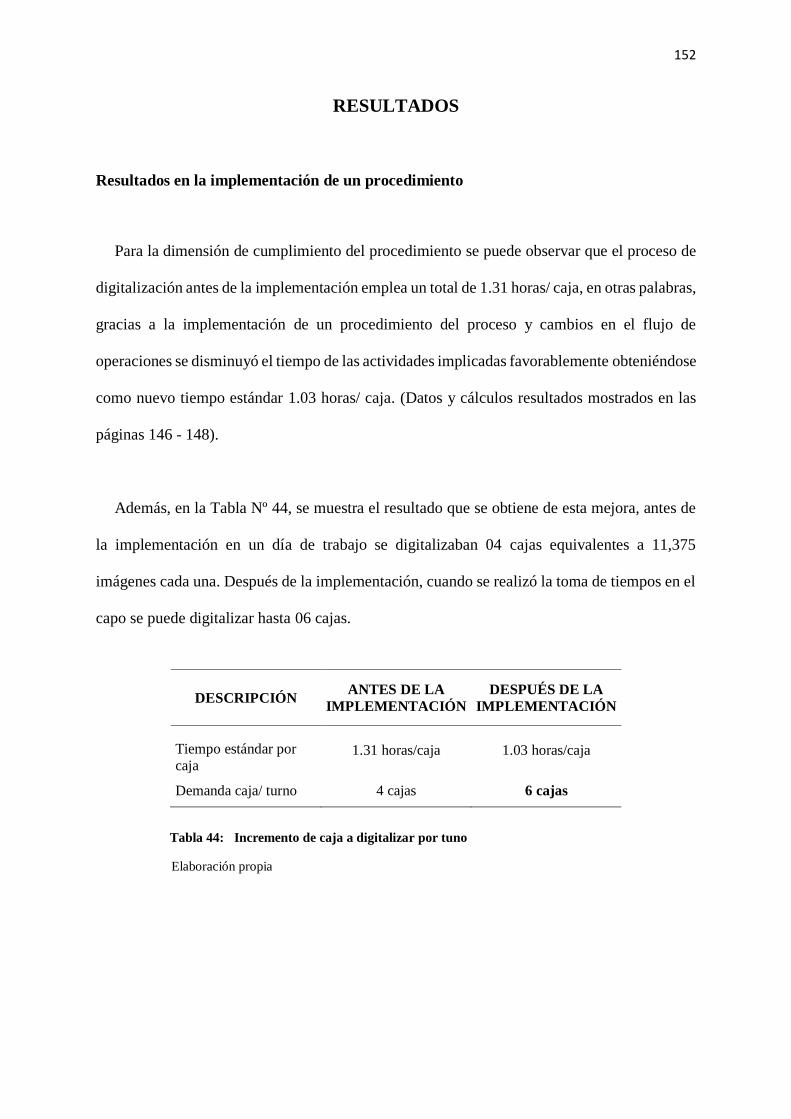
152
RESULTADOS
Resultados en la implementación de un procedimiento
Para la dimensión de cumplimiento del procedimiento se puede observar que el proceso de
digitalización antes de la implementación emplea un total de 1.31 horas/ caja, en otras palabras,
gracias a la implementación de un procedimiento del proceso y cambios en el flujo de
operaciones se disminuyó el tiempo de las actividades implicadas favorablemente obteniéndose
como nuevo tiempo estándar 1.03 horas/ caja. (Datos y cálculos resultados mostrados en las
páginas 146 - 148).
Además, en la Tabla Nº 44, se muestra el resultado que se obtiene de esta mejora, antes de
la implementación en un día de trabajo se digitalizaban 04 cajas equivalentes a 11,375
imágenes cada una. Después de la implementación, cuando se realizó la toma de tiempos en el
capo se puede digitalizar hasta 06 cajas.
DESCRIPCIÓN ANTES DE LA
IMPLEMENTACIÓN
DESPUÉS DE LA
IMPLEMENTACIÓN
Tiempo estándar por
caja 1.31 horas/caja 1.03 horas/caja
Demanda caja/ turno 4 cajas 6 cajas
Tabla 44: Incremento de caja a digitalizar por tuno
Elaboración propia
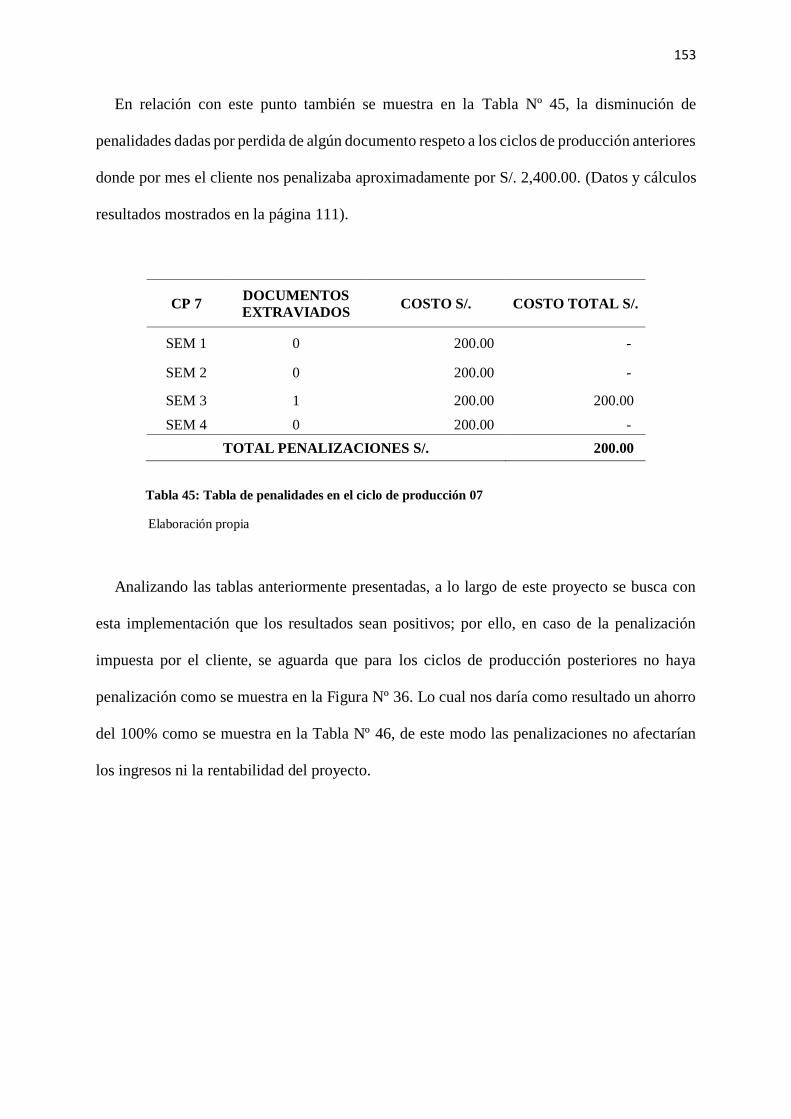
153
En relación con este punto también se muestra en la Tabla Nº 45, la disminución de
penalidades dadas por perdida de algún documento respeto a los ciclos de producción anteriores
donde por mes el cliente nos penalizaba aproximadamente por S/. 2,400.00. (Datos y cálculos
resultados mostrados en la página 111).
CP 7 DOCUMENTOS
EXTRAVIADOS COSTO S/. COSTO TOTAL S/.
SEM 1 0 200.00 -
SEM 2 0 200.00 -
SEM 3 1 200.00 200.00
SEM 4 0 200.00 -
TOTAL PENALIZACIONES S/. 200.00
Tabla 45: Tabla de penalidades en el ciclo de producción 07
Elaboración propia
Analizando las tablas anteriormente presentadas, a lo largo de este proyecto se busca con
esta implementación que los resultados sean positivos; por ello, en caso de la penalización
impuesta por el cliente, se aguarda que para los ciclos de producción posteriores no haya
penalización como se muestra en la Figura Nº 36. Lo cual nos daría como resultado un ahorro
del 100% como se muestra en la Tabla Nº 46, de este modo las penalizaciones no afectarían
los ingresos ni la rentabilidad del proyecto.
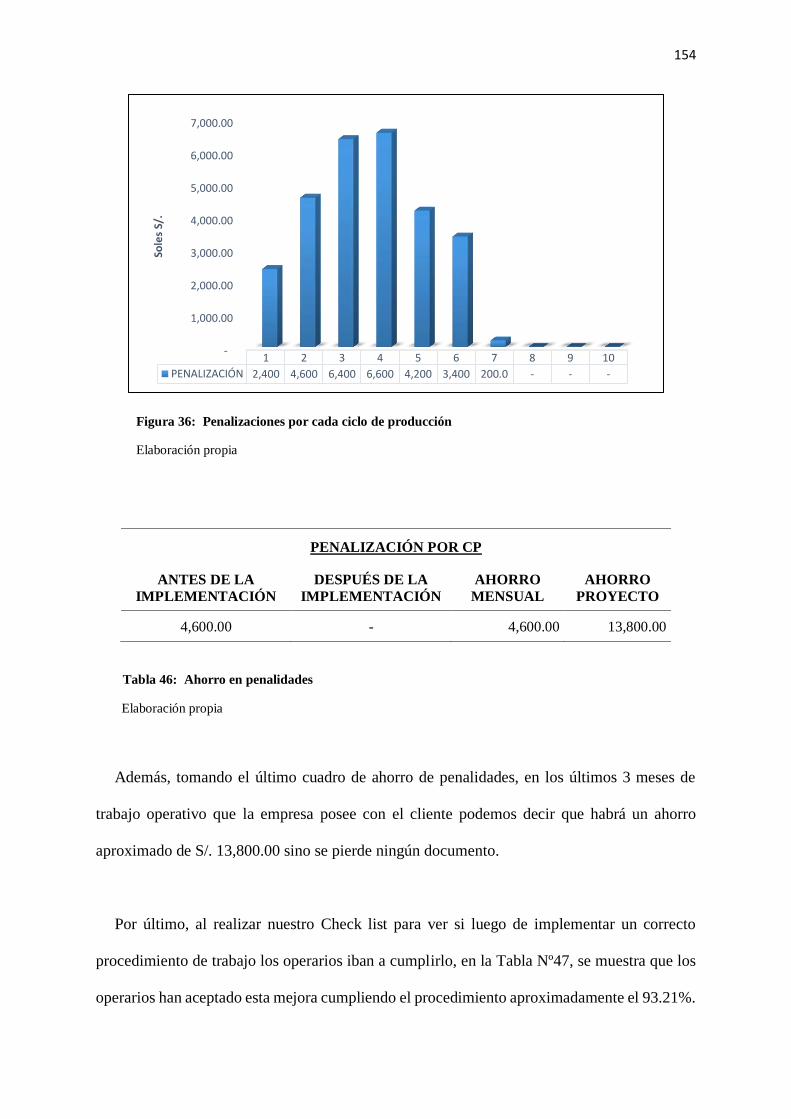
154
Figura 36: Penalizaciones por cada ciclo de producción
Elaboración propia
PENALIZACIÓN POR CP
ANTES DE LA
IMPLEMENTACIÓN
DESPUÉS DE LA
IMPLEMENTACIÓN
AHORRO
MENSUAL
AHORRO
PROYECTO
4,600.00 - 4,600.00 13,800.00
Tabla 46: Ahorro en penalidades
Elaboración propia
Además, tomando el último cuadro de ahorro de penalidades, en los últimos 3 meses de
trabajo operativo que la empresa posee con el cliente podemos decir que habrá un ahorro
aproximado de S/. 13,800.00 sino se pierde ningún documento.
Por último, al realizar nuestro Check list para ver si luego de implementar un correcto
procedimiento de trabajo los operarios iban a cumplirlo, en la Tabla Nº47, se muestra que los
operarios han aceptado esta mejora cumpliendo el procedimiento aproximadamente el 93.21%.
-
1,000.00
2,000.00
3,000.00
4,000.00
5,000.00
6,000.00
7,000.00
1 2 3 4 5 6 7 8 9 10
PENALIZACIÓN 2,400 4,600 6,400 6,600 4,200 3,400 200.0 - - -
Sole
s S/
.
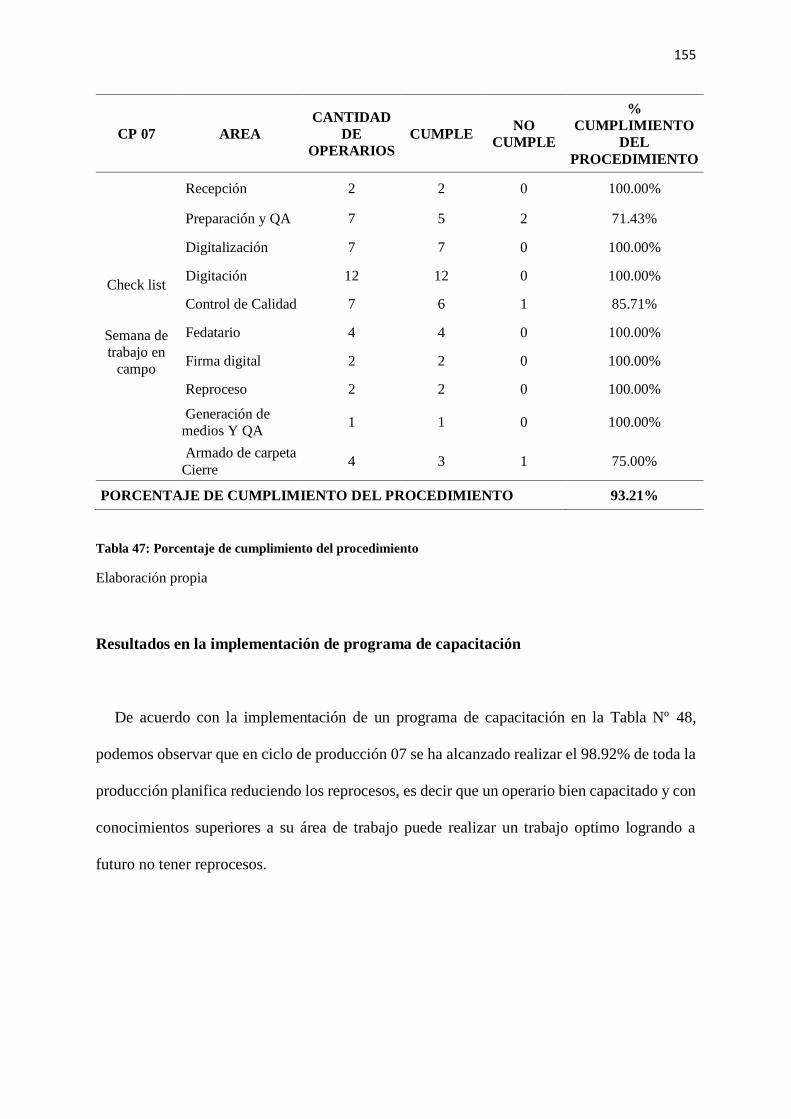
155
CP 07 AREA
CANTIDAD
DE
OPERARIOS
CUMPLE NO
CUMPLE
%
CUMPLIMIENTO
DEL
PROCEDIMIENTO
Check list
Semana de
trabajo en
campo
Recepción 2 2 0 100.00%
Preparación y QA 7 5 2 71.43%
Digitalización 7 7 0 100.00%
Digitación 12 12 0 100.00%
Control de Calidad 7 6 1 85.71%
Fedatario 4 4 0 100.00%
Firma digital 2 2 0 100.00%
Reproceso 2 2 0 100.00%
Generación de
medios Y QA 1 1 0 100.00%
Armado de carpeta
Cierre 4 3 1 75.00%
PORCENTAJE DE CUMPLIMIENTO DEL PROCEDIMIENTO 93.21%
Tabla 47: Porcentaje de cumplimiento del procedimiento
Elaboración propia
Resultados en la implementación de programa de capacitación
De acuerdo con la implementación de un programa de capacitación en la Tabla Nº 48,
podemos observar que en ciclo de producción 07 se ha alcanzado realizar el 98.92% de toda la
producción planifica reduciendo los reprocesos, es decir que un operario bien capacitado y con
conocimientos superiores a su área de trabajo puede realizar un trabajo optimo logrando a
futuro no tener reprocesos.
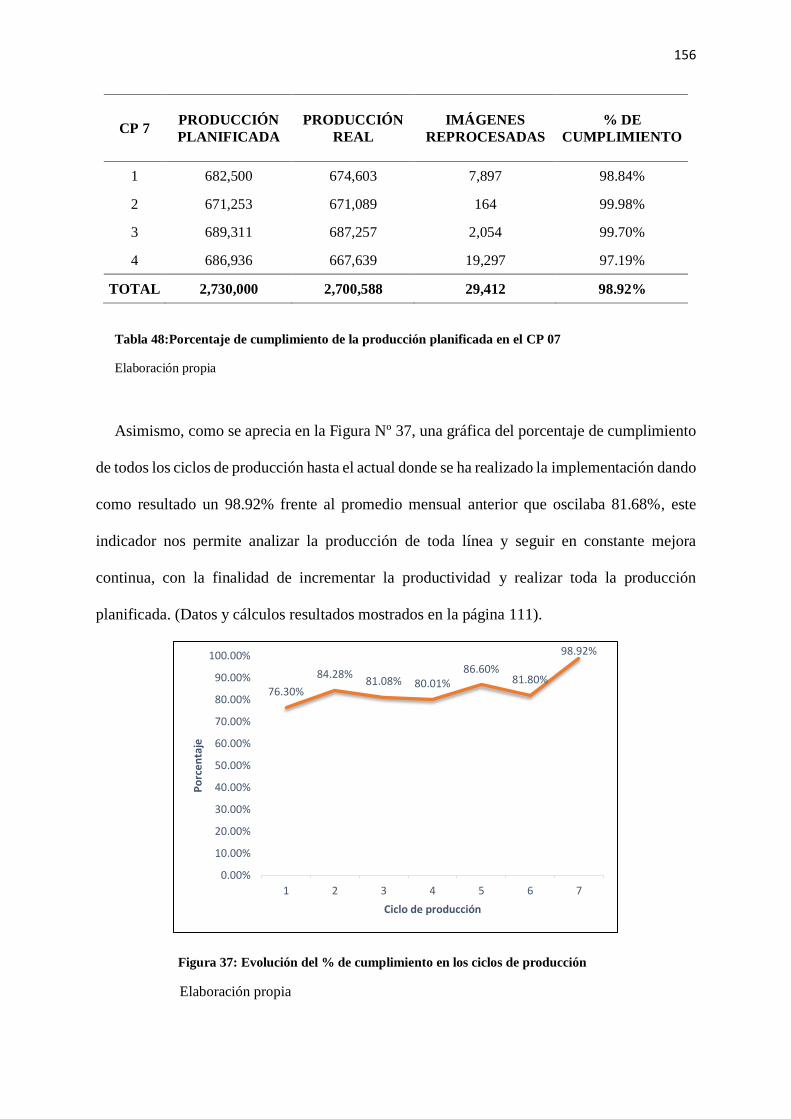
156
CP 7 PRODUCCIÓN
PLANIFICADA
PRODUCCIÓN
REAL
IMÁGENES
REPROCESADAS
% DE
CUMPLIMIENTO
1 682,500 674,603 7,897 98.84%
2 671,253 671,089 164 99.98%
3 689,311 687,257 2,054 99.70%
4 686,936 667,639 19,297 97.19%
TOTAL 2,730,000 2,700,588 29,412 98.92%
Tabla 48:Porcentaje de cumplimiento de la producción planificada en el CP 07
Elaboración propia
Asimismo, como se aprecia en la Figura Nº 37, una gráfica del porcentaje de cumplimiento
de todos los ciclos de producción hasta el actual donde se ha realizado la implementación dando
como resultado un 98.92% frente al promedio mensual anterior que oscilaba 81.68%, este
indicador nos permite analizar la producción de toda línea y seguir en constante mejora
continua, con la finalidad de incrementar la productividad y realizar toda la producción
planificada. (Datos y cálculos resultados mostrados en la página 111).
Figura 37: Evolución del % de cumplimiento en los ciclos de producción
Elaboración propia
76.30%
84.28%81.08% 80.01%
86.60%81.80%
98.92%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
1 2 3 4 5 6 7
Po
rce
nta
je
Ciclo de producción
157
COSTO EXTRA DE REPROCESO POR CP
ANTES DE LA
IMPLEMENTACIÓN
DESPUÉS DE LA
IMPLEMENTACIÓN
AHORRO
MENSUAL
AHORRO
PROYECTO
12,103.18 - 12,103.18 36,311.40
Tabla 49: Tabla Ahorro en reprocesos
Elaboración propia
En la Tabla Nº 49, se ve reflejado que un personal totalmente capacitado reduce los
reprocesos. Antes de la implementación el porcentaje de las imágenes reprocesadas era
18.20%, el cual ha disminuido a 1.08%. Por ende, por cada ciclo de producción existe un ahorro
mensual aproximado de S/. 12,103.18 proyectado para los últimos 3 meses de trabajo operativo
que la empresa posee con el cliente podemos decir que habrá un ahorro aproximado de S/.
36,103.18 debido a que con el nuevo lead time por día puede realizar hasta 6 lotes de
producción.
Resultados en la implementación de puntos de control de calidad para lograr la
satisfacción del cliente
Respecto al objetivo de incrementar la satisfacción del cliente final hemos utilizado el
análisis de cada actividad de trabajo involucrado en el proceso y mediante herramientas se
implementó los 03 puntos de calidad (preparación, digitalización y generación de microforma),
en la Tabla Nº50, se puede apreciar la cantidad de microformas devueltas para el ciclo de
producción del mes 7 donde se implementó la mejora.
El resultado se ha visto reflejado en el incremento notable en el ciclo de producción 7, donde
la cantidad de microformas aceptadas es mayor y cumplen con las características solicitada
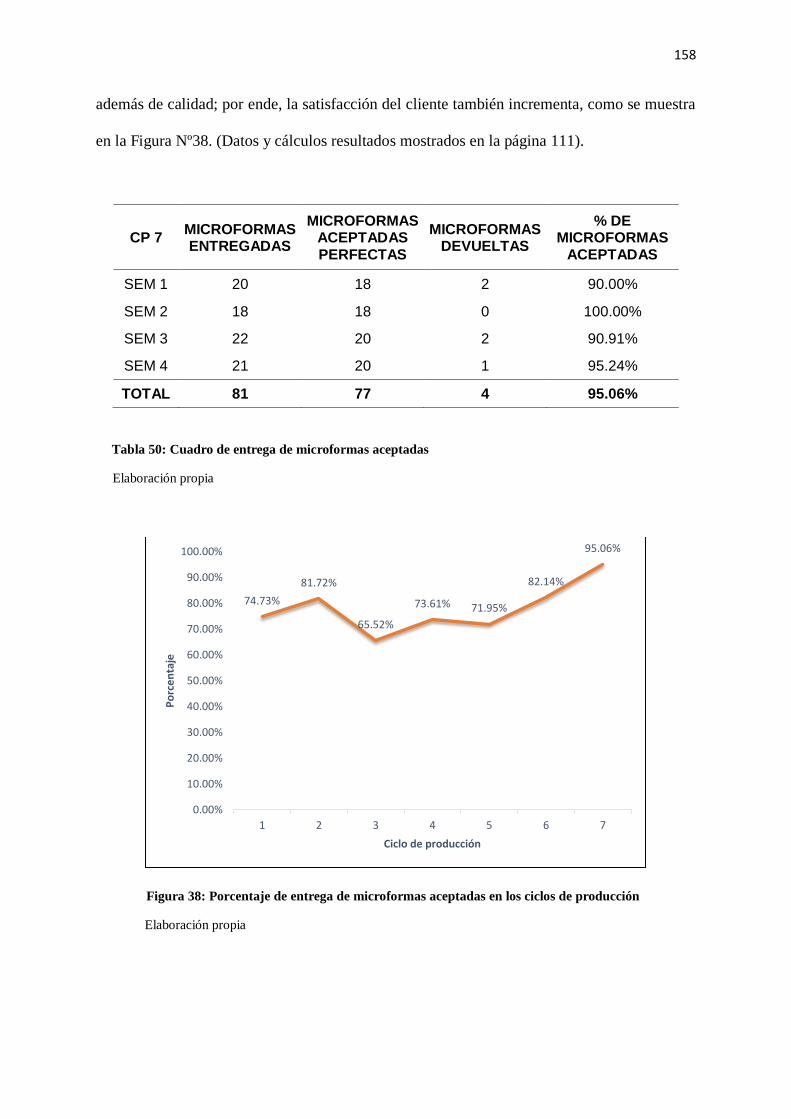
158
además de calidad; por ende, la satisfacción del cliente también incrementa, como se muestra
en la Figura Nº38. (Datos y cálculos resultados mostrados en la página 111).
CP 7 MICROFORMAS ENTREGADAS
MICROFORMAS ACEPTADAS PERFECTAS
MICROFORMAS DEVUELTAS
% DE MICROFORMAS
ACEPTADAS
SEM 1 20 18 2 90.00%
SEM 2 18 18 0 100.00%
SEM 3 22 20 2 90.91%
SEM 4 21 20 1 95.24%
TOTAL 81 77 4 95.06%
Tabla 50: Cuadro de entrega de microformas aceptadas
Elaboración propia
Figura 38: Porcentaje de entrega de microformas aceptadas en los ciclos de producción
Elaboración propia
74.73%
81.72%
65.52%
73.61% 71.95%
82.14%
95.06%
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
1 2 3 4 5 6 7
Po
rce
nta
je
Ciclo de producción
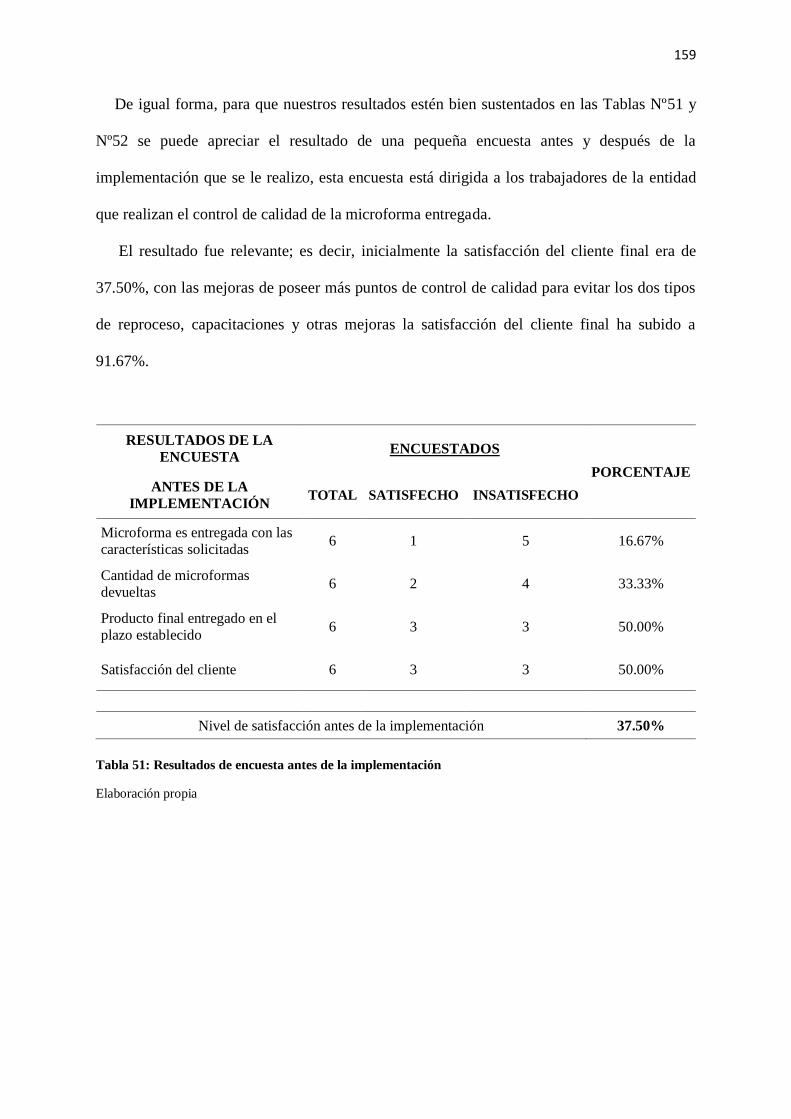
159
De igual forma, para que nuestros resultados estén bien sustentados en las Tablas Nº51 y
Nº52 se puede apreciar el resultado de una pequeña encuesta antes y después de la
implementación que se le realizo, esta encuesta está dirigida a los trabajadores de la entidad
que realizan el control de calidad de la microforma entregada.
El resultado fue relevante; es decir, inicialmente la satisfacción del cliente final era de
37.50%, con las mejoras de poseer más puntos de control de calidad para evitar los dos tipos
de reproceso, capacitaciones y otras mejoras la satisfacción del cliente final ha subido a
91.67%.
RESULTADOS DE LA
ENCUESTA ENCUESTADOS
PORCENTAJE ANTES DE LA
IMPLEMENTACIÓN TOTAL SATISFECHO INSATISFECHO
Microforma es entregada con las
características solicitadas 6 1 5 16.67%
Cantidad de microformas
devueltas 6 2 4 33.33%
Producto final entregado en el
plazo establecido 6 3 3 50.00%
Satisfacción del cliente 6 3 3 50.00%
Nivel de satisfacción antes de la implementación 37.50%
Tabla 51: Resultados de encuesta antes de la implementación
Elaboración propia
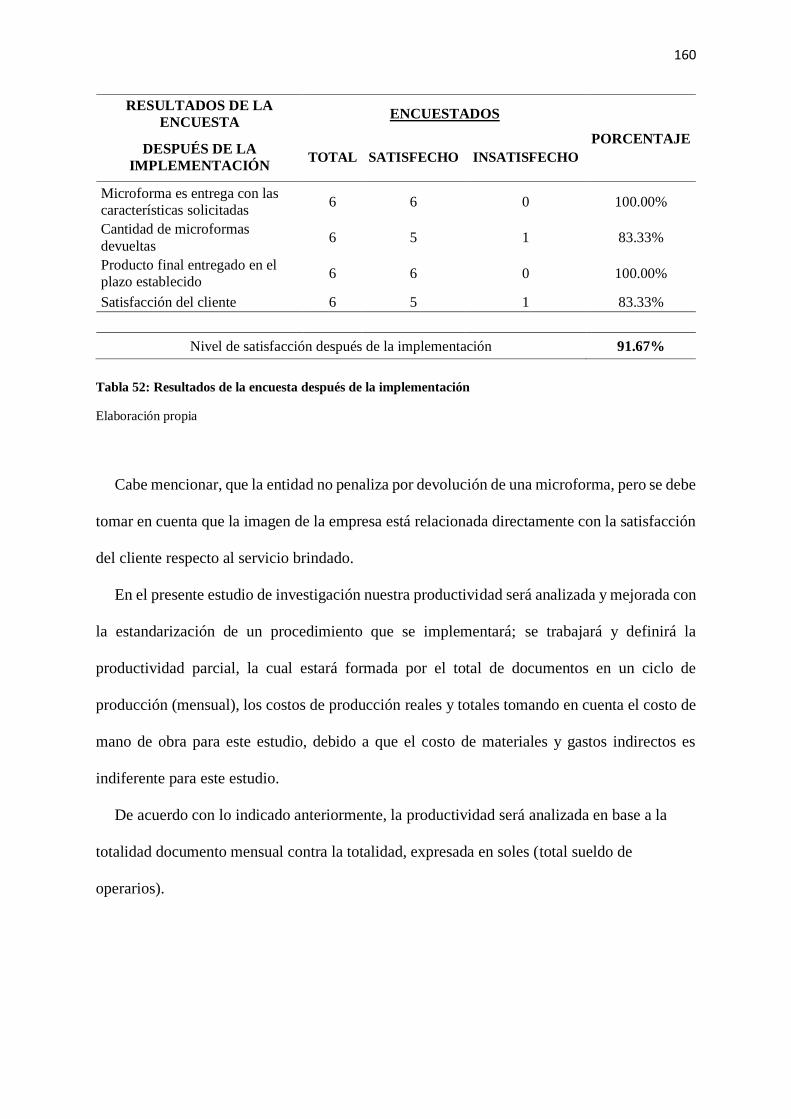
160
RESULTADOS DE LA
ENCUESTA ENCUESTADOS
PORCENTAJE DESPUÉS DE LA
IMPLEMENTACIÓN TOTAL SATISFECHO INSATISFECHO
Microforma es entrega con las
características solicitadas 6 6 0 100.00%
Cantidad de microformas
devueltas 6 5 1 83.33%
Producto final entregado en el
plazo establecido 6 6 0 100.00%
Satisfacción del cliente 6 5 1 83.33%
Nivel de satisfacción después de la implementación 91.67%
Tabla 52: Resultados de la encuesta después de la implementación
Elaboración propia
Cabe mencionar, que la entidad no penaliza por devolución de una microforma, pero se debe
tomar en cuenta que la imagen de la empresa está relacionada directamente con la satisfacción
del cliente respecto al servicio brindado.
En el presente estudio de investigación nuestra productividad será analizada y mejorada con
la estandarización de un procedimiento que se implementará; se trabajará y definirá la
productividad parcial, la cual estará formada por el total de documentos en un ciclo de
producción (mensual), los costos de producción reales y totales tomando en cuenta el costo de
mano de obra para este estudio, debido a que el costo de materiales y gastos indirectos es
indiferente para este estudio.
De acuerdo con lo indicado anteriormente, la productividad será analizada en base a la
totalidad documento mensual contra la totalidad, expresada en soles (total sueldo de
operarios).
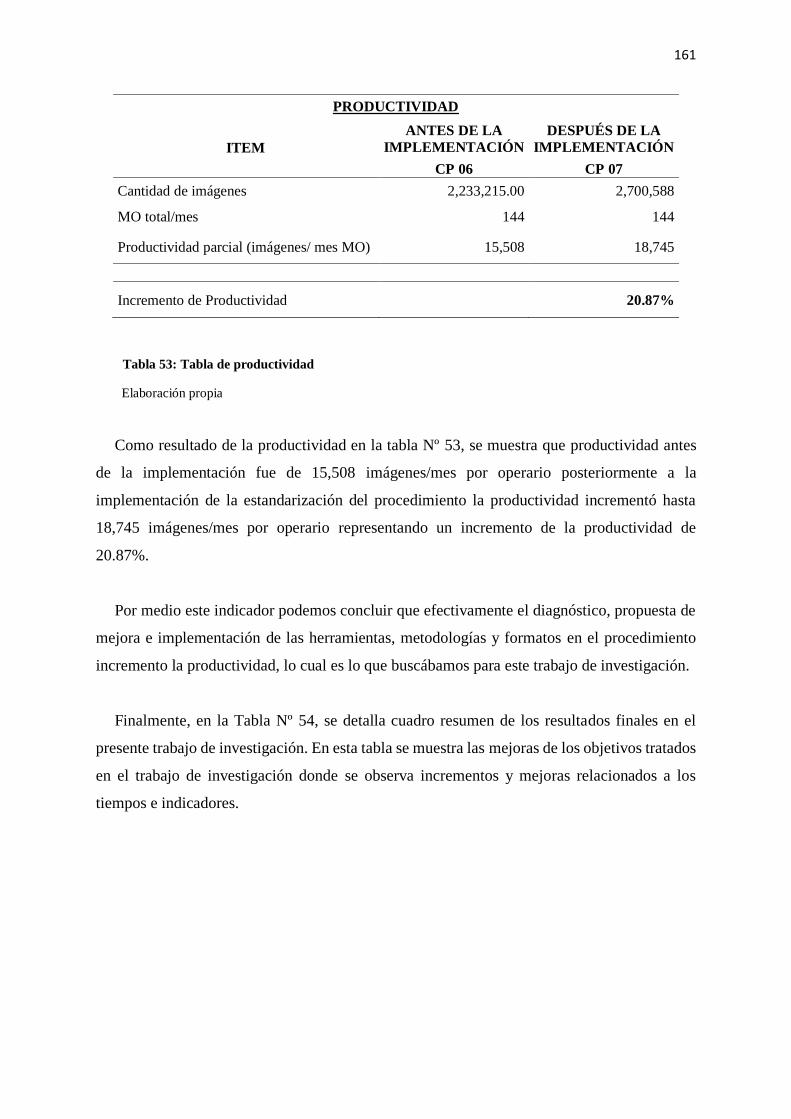
161
PRODUCTIVIDAD
ITEM
ANTES DE LA
IMPLEMENTACIÓN
DESPUÉS DE LA
IMPLEMENTACIÓN
CP 06 CP 07
Cantidad de imágenes 2,233,215.00 2,700,588
MO total/mes 144 144
Productividad parcial (imágenes/ mes MO) 15,508 18,745
Incremento de Productividad 20.87%
Tabla 53: Tabla de productividad
Elaboración propia
Como resultado de la productividad en la tabla Nº 53, se muestra que productividad antes
de la implementación fue de 15,508 imágenes/mes por operario posteriormente a la
implementación de la estandarización del procedimiento la productividad incrementó hasta
18,745 imágenes/mes por operario representando un incremento de la productividad de
20.87%.
Por medio este indicador podemos concluir que efectivamente el diagnóstico, propuesta de
mejora e implementación de las herramientas, metodologías y formatos en el procedimiento
incremento la productividad, lo cual es lo que buscábamos para este trabajo de investigación.
Finalmente, en la Tabla Nº 54, se detalla cuadro resumen de los resultados finales en el
presente trabajo de investigación. En esta tabla se muestra las mejoras de los objetivos tratados
en el trabajo de investigación donde se observa incrementos y mejoras relacionados a los
tiempos e indicadores.
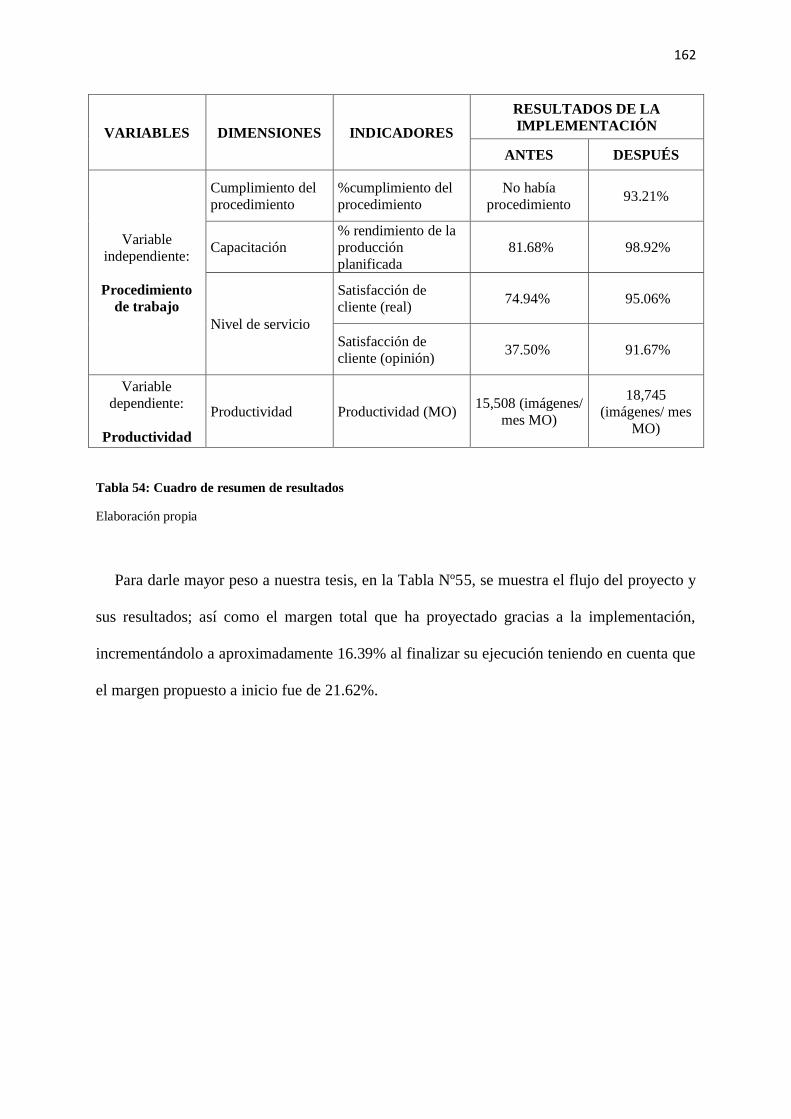
162
VARIABLES DIMENSIONES INDICADORES
RESULTADOS DE LA
IMPLEMENTACIÓN
ANTES DESPUÉS
Variable
independiente:
Procedimiento
de trabajo
Cumplimiento del
procedimiento
%cumplimiento del
procedimiento
No había
procedimiento 93.21%
Capacitación
% rendimiento de la
producción
planificada
81.68% 98.92%
Nivel de servicio
Satisfacción de
cliente (real) 74.94% 95.06%
Satisfacción de
cliente (opinión) 37.50% 91.67%
Variable
dependiente:
Productividad
Productividad Productividad (MO) 15,508 (imágenes/
mes MO)
18,745
(imágenes/ mes
MO)
Tabla 54: Cuadro de resumen de resultados
Elaboración propia
Para darle mayor peso a nuestra tesis, en la Tabla Nº55, se muestra el flujo del proyecto y
sus resultados; así como el margen total que ha proyectado gracias a la implementación,
incrementándolo a aproximadamente 16.39% al finalizar su ejecución teniendo en cuenta que
el margen propuesto a inicio fue de 21.62%.
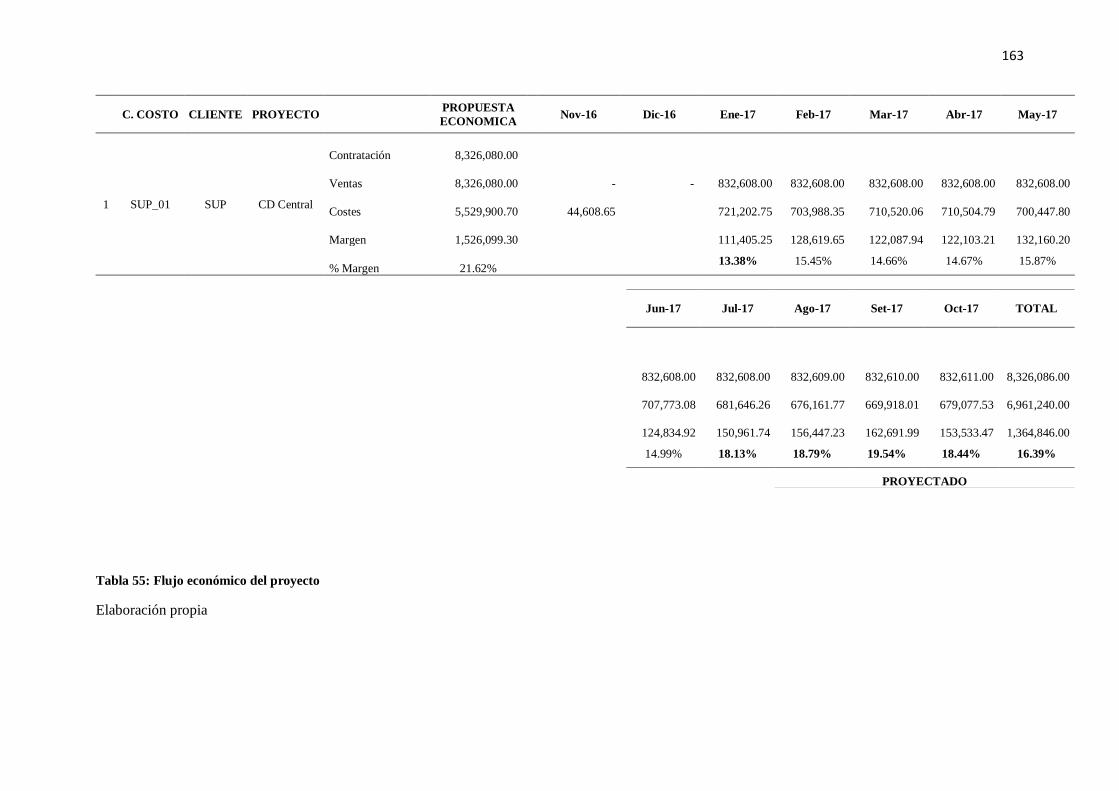
163
C. COSTO CLIENTE PROYECTO PROPUESTA
ECONOMICA Nov-16 Dic-16 Ene-17 Feb-17 Mar-17 Abr-17 May-17
1 SUP_01 SUP CD Central
Contratación 8,326,080.00
Ventas 8,326,080.00 - - 832,608.00 832,608.00 832,608.00 832,608.00 832,608.00
Costes 5,529,900.70 44,608.65 721,202.75 703,988.35 710,520.06 710,504.79 700,447.80
Margen 1,526,099.30 111,405.25 128,619.65 122,087.94 122,103.21 132,160.20
% Margen 21.62% 13.38% 15.45% 14.66% 14.67% 15.87%
Tabla 55: Flujo económico del proyecto
Elaboración propia
Jun-17 Jul-17 Ago-17 Set-17 Oct-17 TOTAL
832,608.00 832,608.00 832,609.00 832,610.00 832,611.00
8,326,086.00
707,773.08 681,646.26 676,161.77 669,918.01 679,077.53
6,961,240.00
124,834.92 150,961.74 156,447.23 162,691.99 153,533.47
1,364,846.00
14.99% 18.13% 18.79% 19.54% 18.44% 16.39%
PROYECTADO
164
DISCUSIÓN
Luego de aplicar la propuesta de mejora planteada, se tuvo un incremento en la
productividad de 20.87%, con lo cual aceptamos nuestra hipótesis general, dando como
conclusión que un procedimiento de trabajo del proceso de digitalización.
Estudios previos (Casan, 2006; Maurice, 2008) muestran la importancia de tener un
procedimiento documentado que sea comprendido e interiorizado por los trabajadores.
Con esto se asegura que los procesos se realicen de forma estándar independientemente del
trabajador, turno o proyecto con el que se cuente. En nuestra tesis comprobamos que con la
aplicación de un procedimiento el personal conoce sus funcione evitando la duplicidad de
tareas, reprocesos, perdida de documentos y disminución en el tiempo de proceso de las cajas
a producir (cada caja contiene 11,375 imágenes) en 21.37%. Comparable con estudio previo
que obtuvo disminución en 3 de las líneas de producción, cuyo porcentaje de ahorro fue de
1.4% y 2.7% en lácteos, 23.0% y 36.9% en néctares y 14.4% y 14.9% en refrescos (Olmedo,
2012) y la disminución de tiempo de producción de los libros de 7.1 días a 0.7 días en proyectos
de digitalización (Mejía, 2016).
Como apoyo al procedimiento de trabajo, se necesitaba un entorno limpio y ordenado, por
lo que se decidió aplicar 5s en el lugar de trabajo, con esto se logró disciplinar a los trabajadores
en el orden, limpieza y estandarización del lugar del trabajo, el resultado es comparable con
una tesis previa, en la que luego de aplicar 5s en su almacén, logró la disciplina de sus
trabajadores y se mejoraron las actividades que se llevaban dentro del entorno (Ruiz, 2014).
165
La aplicación de un plan de capacitación contribuyó en el conocimiento y aceptación del
procedimiento de trabajo por parte de los trabajadores, estos se identificaron con la empresa y
sus funciones, además de observarlos más motivados y con ganas de hacer su trabajo bien.
Como indica un estudio anterior (Mazabanda, 2010) es importante tener una herramienta
que sirva de guía en las actividades y funciones de los trabajadores. Luego de capacitar al
personal obtuvimos la mejora en la cantidad de imágenes a reprocesar de un 18.2%, bajó a
1.08%. Se encuentra una significativa asociación con otro estudio previo (Martell y Sánchez,
2013) luego de capacitar a su personal, la satisfacción de los clientes sube de un 3.39 en
promedio a 7.83, donde 0 es pésimo desempeño y 10 optimo desempeño).
La aplicación de un procedimiento de trabajo, 5s, capacitación al personal, puntos de control
de calidad y estudio de tiempos nos da como resultado el incremento de la productividad de los
proyectos de digitalización en 20.87%, se pasó de producir 15,508 imágenes/mes MO a 18,745
imágenes/mes MO. Esto es comparable con los resultados obtenidos en investigaciones
previas, la mejora de la productividad en los procesos de elaboración de insumos 28.46% y
recolección de huevos 11.4% (Pérez, 2012), el incremento en la productividad de los
mantenimientos preventivos de 10000 km y 40000 km en 35,29% y 50% respetivamente
(Torres, 2016).
Consideramos que la presente investigación es un aporte significativo ya que cada vez son
más las empresas que deciden optar por guardar sus documentos en un entorno digital, con lo
cual disminuyen costos en almacenaje, distribución, recursos humanos para su gestión y evitan
la perdida de información por algún incendio o desastre natural que dañe los documentos.
166
La digitalización de documentos es un campo que está en crecimiento, año tras año va
incrementando su demanda y es importante que las empresas estén preparadas para realizar un
mejor proceso, obtener ganancias, mejorar la calidad de vida de sus trabajadores y además
ayudar al medio ambiente dejando de utilizar papel.
167
CONCLUSIONES
La implementación de un procedimiento adecuado para un correcto desempeño en la línea
de producción ocasiona resultados positivos en la empresa. Por ello mediante un nuevo flujo
de procesos, la aplicación de metodología 5S y técnica FIFO se logró un correcto
procedimiento el cual brinda información clara, y concisa y precisa a todos los involucrados en
el proyecto, de igual manera la creación de un cronograma de capacitaciones ayuda a que el
personal realice sus actividades de manera totalmente eficiente. Como resultado obtuvimos que
el personal cumple al 93.21% el procedimiento. Debido a este resultado concluimos que nuestra
primera hipótesis especifica se cumple por ello nuestra productividad incrementa.
Los procesos de digitalización requieren del liderazgo lo cual involucra al gerente de
mercado hasta los trabajadores operativos. La empresa debe comprometerse a gestionar el
cambio en toda la organización, el liderazgo debe acompañarse de una buena ejecución, el
seguimiento de los objetivos, planificación, mecanismos de control de calidad, capacitación
constante, así como la motivación de los empleados. Por ende, mediante la ejecución correcta
de un programa de capacitaciones se concluye que los reprocesos disminuyen y el porcentaje
de rendimiento es 98.92%, para ello se usó formatos y herramientas de ingeniería demostrando
así la segunda hipótesis especifica.
Respecto al presupuesto indicado para la implementación de mejoras, el costo total a invertir
es de S/. 20,280.18, el cual representa 1.33% de la utilidad total del proyecto; por ende, la
empresa ha decido invertir dicho monto para cumplir con todos los requerimientos que implica
las propuestas de mejora a fin de lograr incrementar su productividad.
168
En relación con la conclusión de nuestra última hipótesis específica, sobre la satisfacción de
nuestro cliente respecto a la calidad del producto final, es decir que cumpla con los
requerimientos mínimos, podemos manifestar que se logró el objetivo dando como resultado
que después de la implementación el 95.06% del personal del cliente está satisfecho con la
calidad de la microforma, este se debe a los nuevos puntos de control de calidad e inspección
que se realizó.
Se debe tener en cuenta para que la estandarización del procedimiento se cumpla correcta y
adecuadamente, se debe realizar lo siguiente: elaborar un procedimiento de trabajo,
capacitación al personal, puntos de control de calidad, Layout con ubicación secuencial,
diagramas, mapa de riesgos, matriz IPER, instructivo de elementos de protección personal,
manual de organización y funciones entre otros; todo en conjunto da como resultado que la
estandarización de un procedimiento sea productivo y eficaz.
La elaboración de un procedimiento de trabajo hoy en día se ha vuelto una exigencia frente
a la globalización de los mercados, tenerlos procesos más ordenados y efectivos, permite
controlar los diferentes procesos productivos, logrando con ello que la productividad de la línea
de producción incremente. Este incremento en la productividad se obtuvo mediante el análisis
que se realizó a la empresa antes de la implementación reflejando la situación crítica en la que
se encontraba, es por eso por lo que a través de la implementación de procedimientos,
metodologías y herramientas se obtuvo como resultado un incremento en la productividad de
20.87%. Por ende, concluimos que hipótesis general se acepta.
169
Para finalizar, cabe mencionar que se debe tener en cuenta que cada vez que se inicie un
nuevo servicio se debe realizar todo lo descrito anteriormente debido a que cada proyecto es
único y sus limitaciones también. En otras palabras, el Layout, Matriz IPER y despliegue de
materiales se van a tener que actualizar dependiendo las necesidades de cada proyecto, pero
con este trabajo de investigación se deja una base a seguir.
170
RECOMENDACIONES
Para los cronogramas de capacitación se recomienda que siempre estén evaluando al operario
para saber de qué manera se puede ir alimentando dicho cronograma establecido y pueda
responder a las nuevas amenazas y cambios en la línea de producción, asimismo todo el personal
debe asistir a las capacitaciones. A futuro se busca lograr que el operario tenga conciencia,
dedicación y compromiso con su labor.
Se recomienda planificar reuniones bimestrales con los operarios de ambos tipos de
reprocesos y de control de calidad, para verificar las actividades descritas en los
procedimientos, esto permite que los operarios hagan una retroalimentación y planteen
propuestas para la mejora de los procedimientos de trabajo y su actualización.
De igual manera, se recomienda seguir realizando pequeñas encuestas a los clientes finales
con el objetivo de obtener más información sobre su satisfacción respecto al servicio brindado
y calidad del producto, estando también abiertos a sus opiniones y dudas para que de esa
manera se fidelice al cliente.
Finalmente, luego del planteamiento que hemos hecho con todo lo mostrado se deja en
camino para que la empresa en estudio pase una evaluación de ingeniería y puede certificarse
con la Trinorma para futuras licitaciones a presentarse, teniendo en cuenta que algunas
entidades ya están pidiendo estar certificados con la Trinorma en las actividades de
digitalización y micrograbación.
171
REFERENCIAS
(UNIT) Instituto uruguayo de Normas Técnicas. (2009). HERRAMIENTAS PARA LA
MEJORA DE LA CALIDAD. Uruguay.
Evans, J. R., & Lindsay, W. M. (2008). ADMINISTRACIÓN Y CONTROL DE CALIDAD
(7a. ed.). México.
Freivalds, A., & Niebel, B. W. (2014). INGENIERÍA INDUSTRIAL DE NIEBEL (13a. ed.).
México: McGraw-HILL/INTERAMERICANA EDITORES S.A.
Gamio Franco, P. (2009). PRODUCCIÓN Y ALMACENAMIENTO DE MICROFORMAS.
Perú.
Giménez, V., & Tolosa, L. (2011). LA DIGITALIZACIÓN EN ARCHIVOS. España.
Gómez Fraile Fermín, V. B. (2002). SEIS SIGMA. Madrid: Fundación Confemetal.
Heizer, J., & Render, B. (2009). PRINCIPIOS DE ADMINISTRACIÓN DE OPERACIONES
(7a ed.). España: Pretince Hall.
Kanawaty, G. (1996). INTRODUCCIÓN AL ESTUDIO DEL TRABAJO (4a ed.). Ginebra:
LIMUSA.
Konz, S. (1992). DISEÑO DE SISTEMAS DE TRABAJOS. México: LIMUSA S.A.
Mendoza Navarro, A. L. (2007). EN EL PERÚ LOS ARCHIVOS DIGITALES NO SERÁN
CUSTODIADOS POR LOS ARCHIVEROS. Alexandría: Revista de Ciencias de la
Información, 28 - 36.
Mora García, L. (2010). INDICADORES DE GESTIÓN LOGISTICA. Colombia: Ecoe
Ediciones .
Muller, M. (2005). FUNDAMENTOS DE ADMINISTRACIÓN DE INVENTARIOS (1a ed.).
España: Grupo Norma.
Pulido Gutérrez, H. (2010). CALIDAD TOTAL Y PRODUCTIVIDAD (3a. ed.). México:
McGRAW-HILL/INTERAMERICANA EDITORS S.A.
172
Rey Sacristán, F. (2005). LAS 5S ORDEN Y LIMPIEZA EN EL PUESTO DE TRABAJO.
España: Fundación Confemetal.
Ríos Ramos, F. (20 de 04 de 2010). TIPS PARA EL CRECIMIENTO ORGANIZACIONAL,
PROFESIONAL Y PERSONAL. Recuperado el 17 de 01 de 2017, de
http://blog.pucp.edu.pe/blog/perfil/2010/04/20/la-importancia-del-manual-de-organizacion-y-
funciones/
Robbins, S. P., & Judge, T. A. (2009). COMPORTAMIENTO ORGANIZACIONAL (13a
ed.). México: Prentice Hall, Inc.
UNESCO, Universidad de British Columbia. (2012). LA MEMORIA DEL MUNDO EN LA
ERA DIGITAL: DIGITALIZACIÓN Y PRESERVACIÓN. Vancouver.
Universidad Autónoma de Puebla. (2011). ARCHIVOS ELECTRÓNICOS: TEXTOS Y
CONTEXTOS II (Primera ed.). México.
173
ANEXOS
Anexo 1: Relación de Organizaciones con Certificaciones de Microformas

174
Anexo 2: Formato de Transferencia Externa de Documentos
Formato de Transferencia Externa de Documentos
INFORMACION GENERAL
1. Entidad:
2. Unidad Organica:
3. Datos de la remisión:
3.1. Nombre y apellidos de los remitentes:
3.2. Nombre y apellidos del receptor:
3.3. Año de la documentación a enviar:
3.4. Remisión Nº:
4. Descripción General de los Documentos a Transferirse:
5. Metros Lineales de Documentos a Transferirse:
6. Lugar, fecha y hora 7. Lugar, fecha y hora
Jefe o Encargado de la empresa receptora Encargado del Archivo Central
INVENTARIO DE REGISTRO
8.
Nº DE
ORDEN
9.
CODIGO
DE LA
SERIE
10. TITULOS DE
SERIES
DOCUMENTALES
11. TIPO DE
DOCUMENTO
12.
CANTIDAD
DE HOJAS
13.
FECHAS
EXTREMAS
14. UNIDADES DE
ALMACENAMIENTO
15.
NÚMERO
DE LOTE
16.
CANTIDAD
DE
FOLIOS
17. TOTAL
DE
METROS
LINEALES
18. AÑOS DE
CONSERVACION
19.
OBSERVACIONES
FIRMA DEL JEFE O
ENCARGADO DE ENTIDAD
EXTERNA ENCARGADO DEL ARCHIVO
175
Anexo 3: Formato de Devolución externa de Documentos
Formato de Devolución Externa de Documentos
INFORMACION GENERAL
1. Entidad:
2. Datos de la remisión:
2.1. Nombre y apellidos de los remitentes:
2.2. Nombre y apellidos del receptor:
2.3. Año de la documentación a enviar:
2.4. Remisión Nº:
3. Descripción General de los Documentos a Transferirse:
4. Metros Lineales de Documentos a Transferirse:
5. Lugar, fecha y hora 6. Lugar, fecha y hora
Encargado del Archivo Central Jefe o Encargado de la empresa
INVENTARIO DE REGISTRO
8.
Nº DE
ORDEN
9.
CODIGO
DE LA
SERIE
10. TITULOS DE
SERIES
DOCUMENTALES
11. TIPO DE
DOCUMENTO
12.
CANTIDAD
DE HOJAS
13.
FECHAS
EXTREMAS
14. UNIDADES DE
ALMACENAMIENTO
15.
NÚMERO
DE LOTE
16.
CANTIDAD
DE
FOLIOS
17. TOTAL
DE
METROS
LINEALES
18. AÑOS DE
CONSERVACION
19.
OBSERVACIONES
FIRMA DEL JEFE O
ENCARGADO DE ENTIDAD
EXTERNA ENCARGADO DEL ARCHIVO
176
Anexo 4: Escala de tamaños de papel
177
Anexo 5: Reporte de Datacont S.A.C. de reparación de scanner
178
179
180
Anexo 6: Principales certificaciones de la empresa
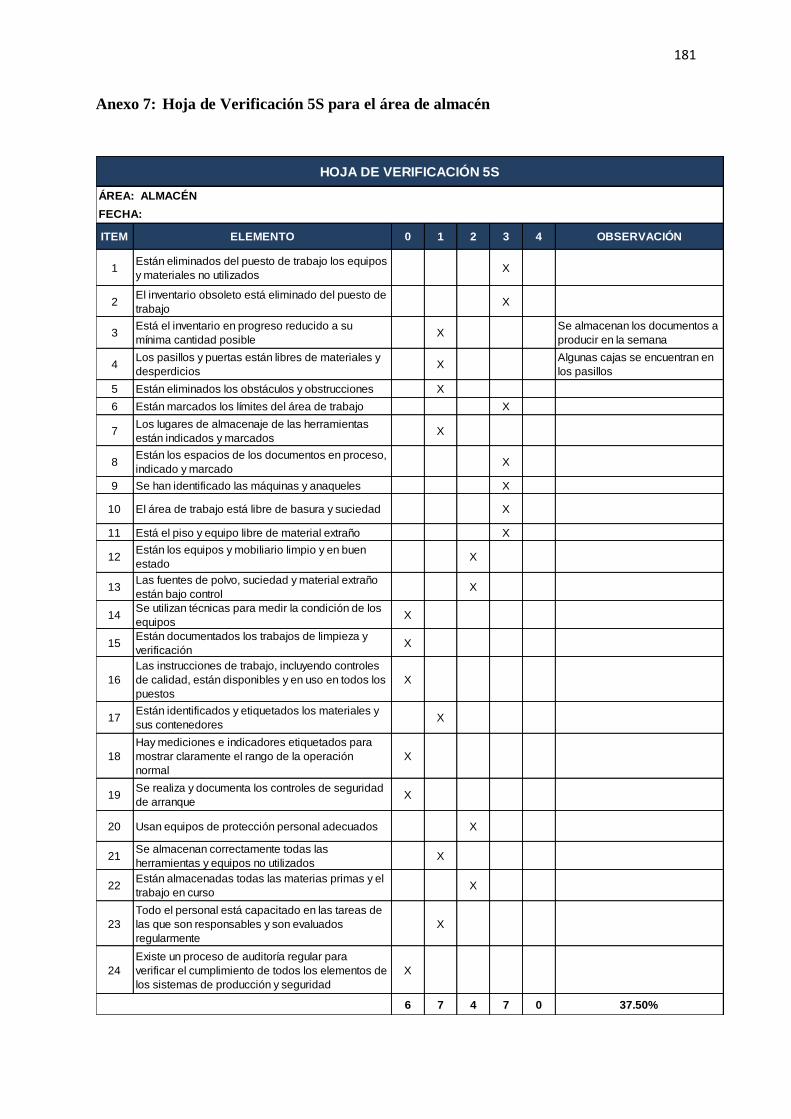
181
Anexo 7: Hoja de Verificación 5S para el área de almacén
ITEM ELEMENTO 0 1 2 3 4 OBSERVACIÓN
1Están eliminados del puesto de trabajo los equipos
y materiales no utilizadosX
2El inventario obsoleto está eliminado del puesto de
trabajoX
3Está el inventario en progreso reducido a su
mínima cantidad posibleX
Se almacenan los documentos a
producir en la semana
4Los pasillos y puertas están libres de materiales y
desperdiciosX
Algunas cajas se encuentran en
los pasillos
5 Están eliminados los obstáculos y obstrucciones X
6 Están marcados los límites del área de trabajo X
7Los lugares de almacenaje de las herramientas
están indicados y marcadosX
8Están los espacios de los documentos en proceso,
indicado y marcadoX
9 Se han identificado las máquinas y anaqueles X
10 El área de trabajo está libre de basura y suciedad X
11 Está el piso y equipo libre de material extraño X
12Están los equipos y mobiliario limpio y en buen
estadoX
13Las fuentes de polvo, suciedad y material extraño
están bajo controlX
14Se utilizan técnicas para medir la condición de los
equiposX
15Están documentados los trabajos de limpieza y
verificaciónX
16
Las instrucciones de trabajo, incluyendo controles
de calidad, están disponibles y en uso en todos los
puestos
X
17Están identificados y etiquetados los materiales y
sus contenedoresX
18
Hay mediciones e indicadores etiquetados para
mostrar claramente el rango de la operación
normal
X
19Se realiza y documenta los controles de seguridad
de arranqueX
20 Usan equipos de protección personal adecuados X
21Se almacenan correctamente todas las
herramientas y equipos no utilizadosX
22Están almacenadas todas las materias primas y el
trabajo en cursoX
23
Todo el personal está capacitado en las tareas de
las que son responsables y son evaluados
regularmente
X
24
Existe un proceso de auditoría regular para
verificar el cumplimiento de todos los elementos de
los sistemas de producción y seguridad
X
6 7 4 7 0 37.50%
HOJA DE VERIFICACIÓN 5S
ÁREA: ALMACÉN
FECHA:
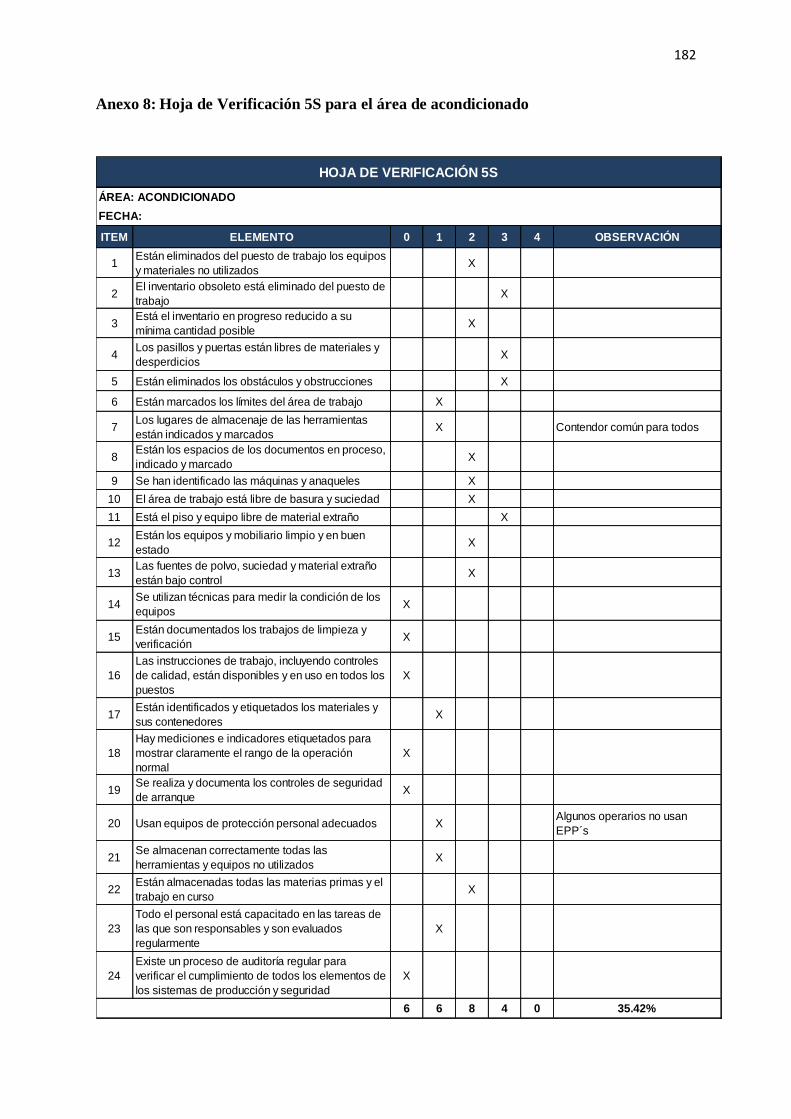
182
Anexo 8: Hoja de Verificación 5S para el área de acondicionado
ITEM ELEMENTO 0 1 2 3 4 OBSERVACIÓN
1Están eliminados del puesto de trabajo los equipos
y materiales no utilizadosX
2El inventario obsoleto está eliminado del puesto de
trabajoX
3Está el inventario en progreso reducido a su
mínima cantidad posibleX
4Los pasillos y puertas están libres de materiales y
desperdiciosX
5 Están eliminados los obstáculos y obstrucciones X
6 Están marcados los límites del área de trabajo X
7Los lugares de almacenaje de las herramientas
están indicados y marcadosX Contendor común para todos
8Están los espacios de los documentos en proceso,
indicado y marcadoX
9 Se han identificado las máquinas y anaqueles X
10 El área de trabajo está libre de basura y suciedad X
11 Está el piso y equipo libre de material extraño X
12Están los equipos y mobiliario limpio y en buen
estadoX
13Las fuentes de polvo, suciedad y material extraño
están bajo controlX
14Se utilizan técnicas para medir la condición de los
equiposX
15Están documentados los trabajos de limpieza y
verificaciónX
16
Las instrucciones de trabajo, incluyendo controles
de calidad, están disponibles y en uso en todos los
puestos
X
17Están identificados y etiquetados los materiales y
sus contenedoresX
18
Hay mediciones e indicadores etiquetados para
mostrar claramente el rango de la operación
normal
X
19Se realiza y documenta los controles de seguridad
de arranqueX
20 Usan equipos de protección personal adecuados XAlgunos operarios no usan
EPP´s
21Se almacenan correctamente todas las
herramientas y equipos no utilizadosX
22Están almacenadas todas las materias primas y el
trabajo en cursoX
23
Todo el personal está capacitado en las tareas de
las que son responsables y son evaluados
regularmente
X
24
Existe un proceso de auditoría regular para
verificar el cumplimiento de todos los elementos de
los sistemas de producción y seguridad
X
6 6 8 4 0 35.42%
HOJA DE VERIFICACIÓN 5S
ÁREA: ACONDICIONADO
FECHA:
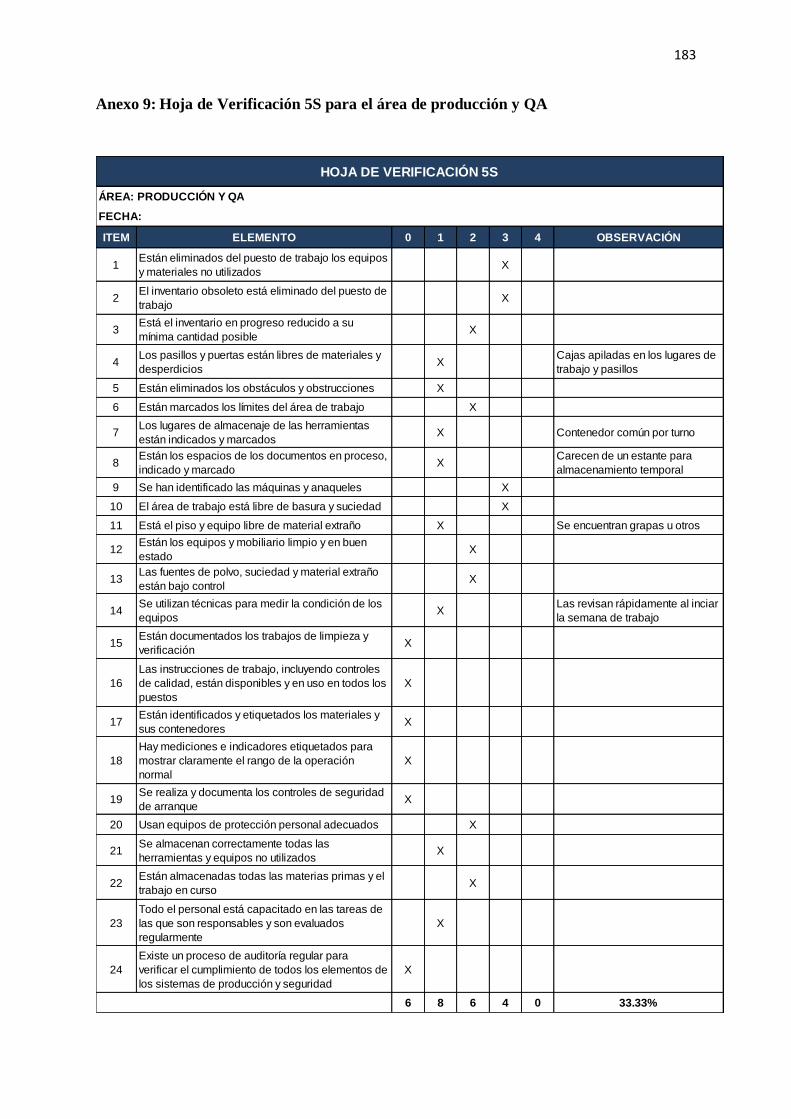
183
Anexo 9: Hoja de Verificación 5S para el área de producción y QA
ITEM ELEMENTO 0 1 2 3 4 OBSERVACIÓN
1Están eliminados del puesto de trabajo los equipos
y materiales no utilizadosX
2El inventario obsoleto está eliminado del puesto de
trabajoX
3Está el inventario en progreso reducido a su
mínima cantidad posibleX
4Los pasillos y puertas están libres de materiales y
desperdiciosX
Cajas apiladas en los lugares de
trabajo y pasillos
5 Están eliminados los obstáculos y obstrucciones X
6 Están marcados los límites del área de trabajo X
7Los lugares de almacenaje de las herramientas
están indicados y marcadosX Contenedor común por turno
8Están los espacios de los documentos en proceso,
indicado y marcadoX
Carecen de un estante para
almacenamiento temporal
9 Se han identificado las máquinas y anaqueles X
10 El área de trabajo está libre de basura y suciedad X
11 Está el piso y equipo libre de material extraño X Se encuentran grapas u otros
12Están los equipos y mobiliario limpio y en buen
estadoX
13Las fuentes de polvo, suciedad y material extraño
están bajo controlX
14Se utilizan técnicas para medir la condición de los
equiposX
Las revisan rápidamente al inciar
la semana de trabajo
15Están documentados los trabajos de limpieza y
verificaciónX
16
Las instrucciones de trabajo, incluyendo controles
de calidad, están disponibles y en uso en todos los
puestos
X
17Están identificados y etiquetados los materiales y
sus contenedoresX
18
Hay mediciones e indicadores etiquetados para
mostrar claramente el rango de la operación
normal
X
19Se realiza y documenta los controles de seguridad
de arranqueX
20 Usan equipos de protección personal adecuados X
21Se almacenan correctamente todas las
herramientas y equipos no utilizadosX
22Están almacenadas todas las materias primas y el
trabajo en cursoX
23
Todo el personal está capacitado en las tareas de
las que son responsables y son evaluados
regularmente
X
24
Existe un proceso de auditoría regular para
verificar el cumplimiento de todos los elementos de
los sistemas de producción y seguridad
X
6 8 6 4 0 33.33%
HOJA DE VERIFICACIÓN 5S
ÁREA: PRODUCCIÓN Y QA
FECHA:
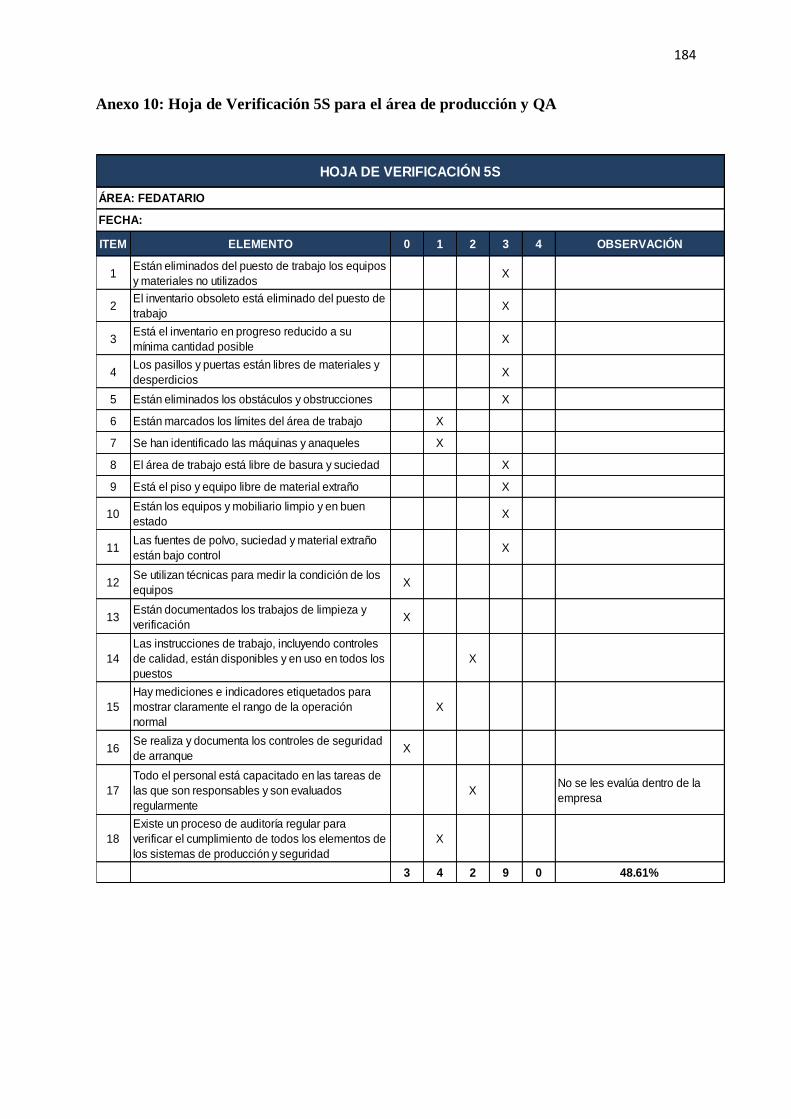
184
Anexo 10: Hoja de Verificación 5S para el área de producción y QA
ITEM ELEMENTO 0 1 2 3 4 OBSERVACIÓN
1Están eliminados del puesto de trabajo los equipos
y materiales no utilizadosX
2El inventario obsoleto está eliminado del puesto de
trabajoX
3Está el inventario en progreso reducido a su
mínima cantidad posibleX
4Los pasillos y puertas están libres de materiales y
desperdiciosX
5 Están eliminados los obstáculos y obstrucciones X
6 Están marcados los límites del área de trabajo X
7 Se han identificado las máquinas y anaqueles X
8 El área de trabajo está libre de basura y suciedad X
9 Está el piso y equipo libre de material extraño X
10Están los equipos y mobiliario limpio y en buen
estadoX
11Las fuentes de polvo, suciedad y material extraño
están bajo controlX
12Se utilizan técnicas para medir la condición de los
equiposX
13Están documentados los trabajos de limpieza y
verificaciónX
14
Las instrucciones de trabajo, incluyendo controles
de calidad, están disponibles y en uso en todos los
puestos
X
15
Hay mediciones e indicadores etiquetados para
mostrar claramente el rango de la operación
normal
X
16Se realiza y documenta los controles de seguridad
de arranqueX
17
Todo el personal está capacitado en las tareas de
las que son responsables y son evaluados
regularmente
XNo se les evalúa dentro de la
empresa
18
Existe un proceso de auditoría regular para
verificar el cumplimiento de todos los elementos de
los sistemas de producción y seguridad
X
3 4 2 9 0 48.61%
HOJA DE VERIFICACIÓN 5S
ÁREA: FEDATARIO
FECHA:
185
Anexo 11: Check list de limpieza
CHECK LIST DE LIMPIEZA
RESPONSABLE AREA
TURNO MES
INICIO FIN
ITEM ÁREA DE TRABAJO CONFORME FECHA OBSERVACIÓN
186
Anexo 12: Registro de asistencia a inducciones, entrenamientos y capacitaciones
I.P.CO
REGISTRO DE ASISTENCIA A
INDUCCIONES, ENTRENAMIENTOS y
CAPACITACIONES
FORMATO
TEMA: Personal Turnos
Producción
Tipo: Entrenamiento Página 01 de 01
Instructor: Duración:
Hora:
07:00
Fecha:
OBLIGATORIO QUEDARSE LOS ENCARGADOS DE AREA NOMBRADOS EN LA LISTA EN LA FECHA
INDICADA
ITE
M
NOMBRE Y
APELLIDO FIRMA ÁREA
OBSERVACIÓN /
COMENTARIO
___________________________
Supervisor
____________________
Encargado del área
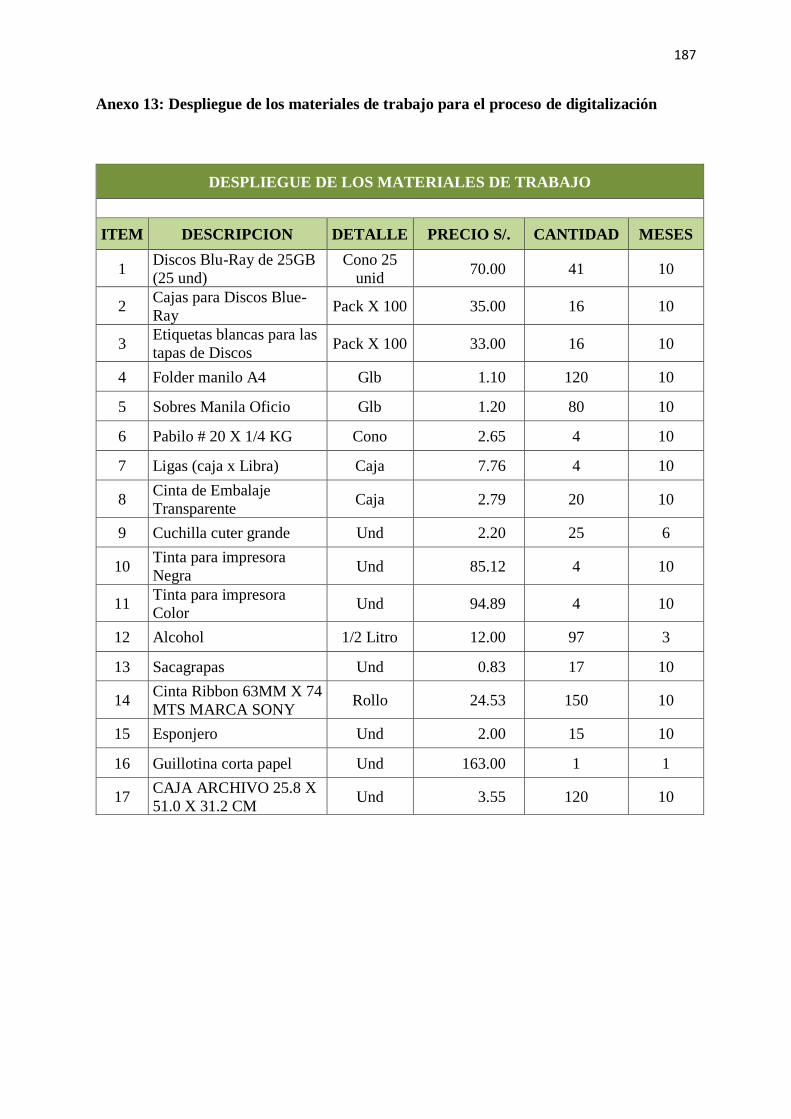
187
Anexo 13: Despliegue de los materiales de trabajo para el proceso de digitalización
DESPLIEGUE DE LOS MATERIALES DE TRABAJO
ITEM DESCRIPCION DETALLE PRECIO S/. CANTIDAD MESES
1 Discos Blu-Ray de 25GB
(25 und)
Cono 25
unid 70.00 41 10
2 Cajas para Discos Blue-
Ray Pack X 100 35.00 16 10
3 Etiquetas blancas para las
tapas de Discos Pack X 100 33.00 16 10
4 Folder manilo A4 Glb 1.10 120 10
5 Sobres Manila Oficio Glb 1.20 80 10
6 Pabilo # 20 X 1/4 KG Cono 2.65 4 10
7 Ligas (caja x Libra) Caja 7.76 4 10
8 Cinta de Embalaje
Transparente Caja 2.79 20 10
9 Cuchilla cuter grande Und 2.20 25 6
10 Tinta para impresora
Negra Und 85.12 4 10
11 Tinta para impresora
Color Und 94.89 4 10
12 Alcohol 1/2 Litro 12.00 97 3
13 Sacagrapas Und 0.83 17 10
14 Cinta Ribbon 63MM X 74
MTS MARCA SONY Rollo 24.53 150 10
15 Esponjero Und 2.00 15 10
16 Guillotina corta papel Und 163.00 1 1
17 CAJA ARCHIVO 25.8 X
51.0 X 31.2 CM Und 3.55 120 10
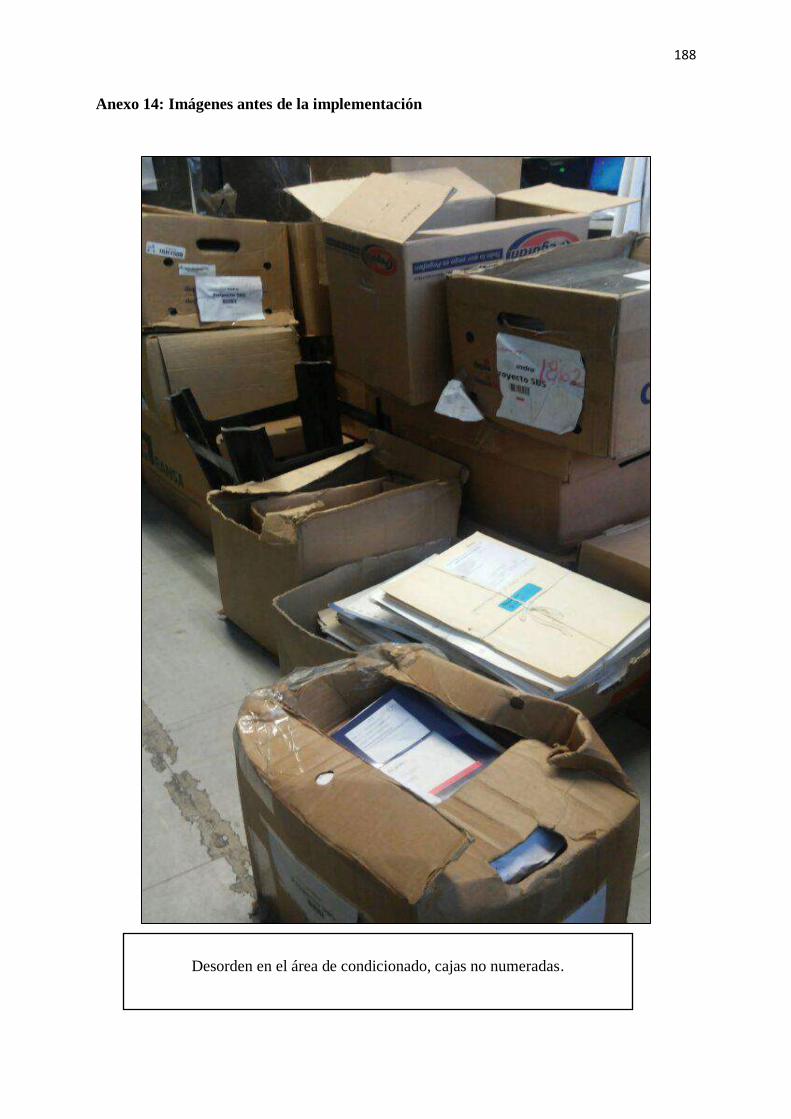
188
Anexo 14: Imágenes antes de la implementación
Desorden en el área de condicionado, cajas no numeradas.
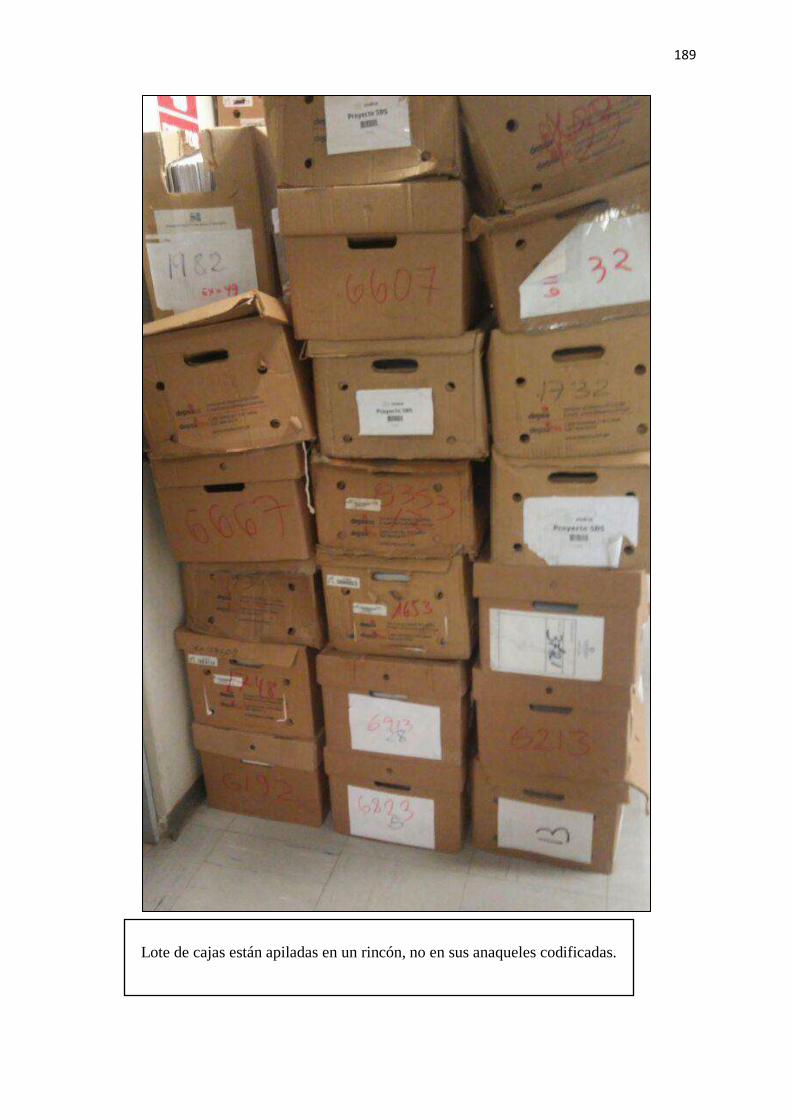
189
Lote de cajas están apiladas en un rincón, no en sus anaqueles codificadas.
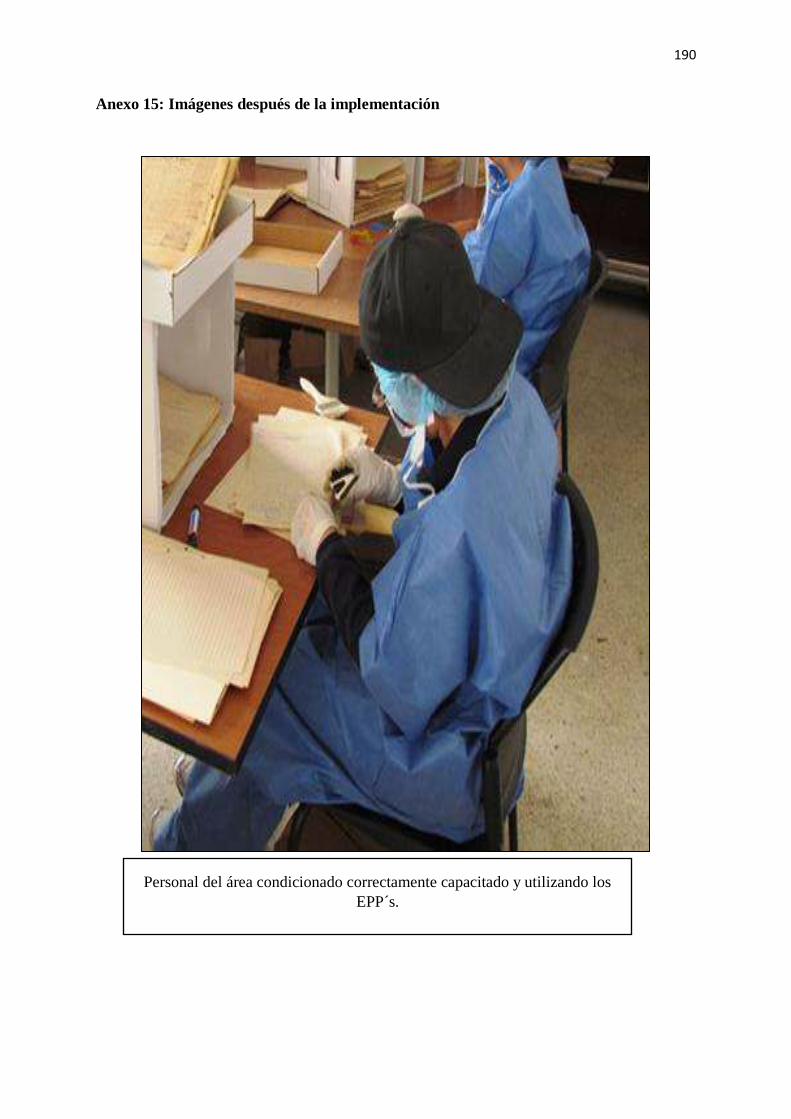
190
Anexo 15: Imágenes después de la implementación
Personal del área condicionado correctamente capacitado y utilizando los
EPP´s.
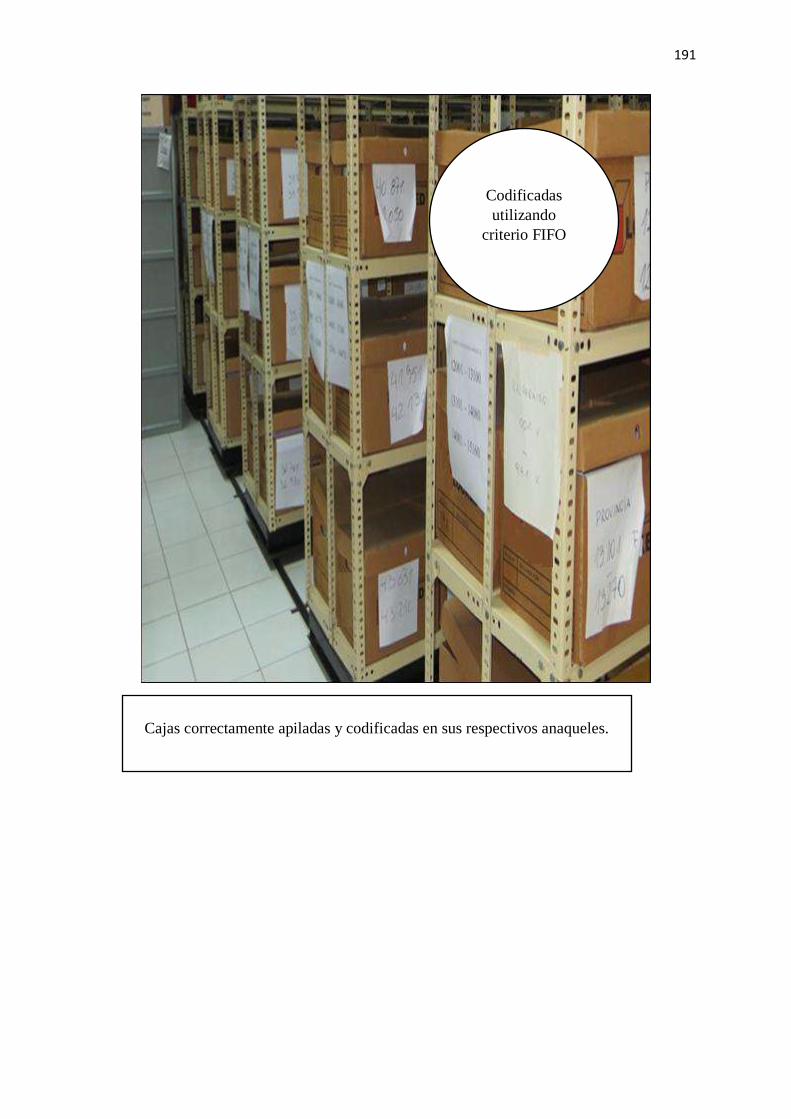
191
Codificadas
utilizando
criterio FIFO
Cajas correctamente apiladas y codificadas en sus respectivos anaqueles.
192
Anexo 16: Procedimiento del proceso de digitalización de documentos legales P
rocedim
iento
Empresa I.P.CO
Código de identificación P.BPO.D001
Revisión
Fecha de aprobación
Digitalización de documentos legales
Elaborado por:
Aprobado por:
193
OBJETIVO
Describir el procedimiento seguido para elaborar la digitalización de documentos legales y
producción de microformas, con la finalidad de asegurar el cumplimiento de las
especificaciones requeridas por el cliente externo.
ALCANCE
Se aplica para el proceso de digitalización de documentos con valor legal, desde la recepción
de documentos hasta la entrega de la microforma al cliente.
DEFINICIONES
Digitalización
Proceso mediante el cual se realiza el escaneo de documentos y/o captura electrónica de un
documento.
Folio
Corresponde a una hoja de los documentos físicos que consta de dos caras o páginas (anverso
y reverso), el mismo que es considero como la principal entrada o insumo del proceso.
Imagen
Es el producto resultante de la digitalización de los documentos físicos, representado por la
cantidad de páginas digitalizadas.
194
Lote
Uno o varios documentos digitalizados, similares a una carpeta o un archivo colgante que
contenga varios documentos independientes.
OCR
Optical Carácter Recognition (Reconocimiento óptico de caracteres). Es un proceso dirigido a
la digitalización de textos, los cuales identifican automáticamente a partir de una imagen
símbolos o caracteres que pertenecen a un determinado alfabeto, para luego almacenarlos en
forma de datos, así se podrá interactuar con estos mediante un programa de edición de texto o
similar.
Micrograbación
Proceso técnico por el cual se obtienen las microformas, a partir de documentos originales en
papel o material similar, o bien directamente de los medios o soportes electromagnéticos,
digitales, u otros en los que se almacena información producida por computador y ordenador.
Microforma
Imagen reducida y condensada o compactada o digitalizada de un documento, que se encuentra
grabado en un medio físico técnicamente idóneo, de modo que tal imagen se conserve y pueda
ser vista y leída con la ayuda de equipos visores o métodos análogos, esta imagen tiene formato
PDF u otro.
Medio Magnético
Dispositivo que almacena información, por medio de ondas magnéticas. Por ejemplo: discos
duros, discos de 3 1/2″, cintas de audio o casetes.
Blu Ray
Disco de almacenamiento óptico de 12 cm. de diámetro, el mismo tamaño que el DVD
o el CD, y que fue desarrollado por un consorcio llamado Blu-Ray Disc Association.
195
Time stamping
Es un mecanismo en línea que permite demostrar que una serie de datos han existido y no han
sido alterados desde un instante específico en el tiempo.
DIGIDOC
Es un sistema de gestión documental autónomo que se integra a otros sistemas de información
para el almacenamiento, indexación y recuperación de imágenes digitales de documentos en
papel.
Indexación
Es el proceso mediante el cual se examinan ordenadamente los datos e informes para elaborar
su índice.
Ciclo de producción
Es el abastecimiento mensual del proyecto a realizar.
Validación del inventario
Es el abastecimiento mensual del proyecto a realizar.
196
RESPONSABILIDAD
Jefe de proyecto
Consolida los programas de producción y los aprueba
Coordina con el cliente cambios imprevistos.
Supervisor de producción
Elabora y propone el plan de producción, distribuye la carga de trabajo a los operarios, coordina
las intervenciones de mantenimiento preventivo y correctivo.
Fedatario
Se encarga de hacer un control de calidad y dar conformidad de los documentos. Antes de
microfilmar los documentos digitalizadoss, este debe agregara el “time stamping”.
Operario
Realizan la preparación de los documentos a digitalizar, transporte entre áreas, digitalización,
indexación, micrograbación, entre otras que le sean asignadas.
Supervisor de cliente
Junto con el supervisor de producción se encarga de velar por el cumplimiento de lo establecido
en el plan de producción.
197
CONTENIDO
El proceso de digitalización se cumple de acuerdo con las siguientes etapas:
Recepción de Documentos
Dependiendo de las bases estipuladas en el concurso, la empresa deberá recoger los
documentos con valor legal de las instalaciones del cliente o recibirlas en su base. Según lo
coordinado con el cliente se preparan ciclos de producción y se hace la distribución de los
documentos a digitalizar así con el cronograma de recojo o recepción.
Cuando los documentos son entregados a la empresa, el operario junto con el supervisor del
cliente, deberá hacer la validación del inventario, verificando que las carpetas contenidas en
las cajas sean las mismas que están en el formato de recepción de documentos externos. Si
durante la validación del inventario, se presenta alguna inconsistencia, como la ausencia de una
carpeta, el operador lo registrará en el mismo formato como una observación. Cuando se
termina la validación, el operario debe firmar y sellar en duplicado dicho formato.
Una vez que las cajas se encuentran en custodia de la empresa, se procede a registrar en el
sistema el número de caja, cantidad de folios que contiene y el nombre de estos documentos,
para una correcta manipulación y almacenaje.
Preparación de documentos
En la sala de preparación, se distribuyen las cajas recibidas para su preparación.
El operario debe abrir la caja asignada y retirar los folios, colocándolos en su mesa de trabajo
respetando el orden en que fueron colocadas, y quitar toda unión en los documentos (pabilo,
grapas, clips, fastenes u otros). Luego deberá realizar la limpieza, retirando el polvo, hongos u
otros elementos extraños del documento.
198
Al terminar la preparación de los documentos, estos pasarán por un control de calidad que
permita asegurar la limpieza de estos y la no presencia de elementos de unión.
Digitalización de documentos
El operario de digitalización debe ubicar las cajas que le corresponden y llevarlas a su puesto
de trabajo, según la programación asignada por el supervisor del proyecto. En su mesa de
trabajo saca una a una las carpetas a digitalizar, coge la primera y la registra en el software
DIGIDOC, leyendo el código de barras.
Procede a retirar las tapas que protegen la carpeta y coloca los documentos en el alimentador
del escáner sin exceder la capacidad del alimentador. Al terminar vuelve a colocar los
documentos en sus tapas de protección, respetando el orden con el que fue entregado.
Indización de los documentos
Se reúne la información necesaria para identificar al documento y poder subirlo al software.
Esta información nos permitirá buscar el documento y hacer consultas.
Control de calidad de las imágenes por parte de la empresa
Conforme se vaya terminando el trabajo asignado en la programación los operarios de control
de calidad tendrán que validar el 100% de las imágenes que se hayan producido, para esto el
operario debe recoger en estricto orden las cajas que hayan sido terminadas de digitalizar,
ingresar al aplicativo de control de calidad del software DIGIDOC y validar las imágenes con
el documento en físico, según las exigencias del cliente.
En caso de detectar algún error en las imágenes, el documento será rechazado y deberá retornar
a la línea para ser reprocesado. Para las cajas que cuentan con documentos a reprocesar, son
enviadas a un almacén temporal, mientras las otras cajas estarán listas para el siguiente proceso.
199
Control de calidad de las imágenes por parte del Fedatario
Para este control de calidad se tiene los mismos pasos que el control de calidad por la empresa,
teniendo como resultado la aprobación del lote producido.
Control de calidad de las imágenes por parte de la ENTIDAD
La empresa proporciona un aplicativo y acceso al cliente para que este pueda efectuar el control
de calidad de los documentos digitalizados y de su conformidad o no conformidad.
Reproceso
Los documentos que no hayan pasado el control de calidad deben volver a pasar el proceso de
digitalización. El operario ingresa al aplicativo de reproceso del sistema DIGIDOC, lee el
código de barras de la carpeta y procede a la redigitalización del documento. Una vez que estas
imágenes pasan los criterios del control de calidad son insertadas en sus carpetas
correspondientes y se cierra el proceso en el DIGIDOC.
Firma Digital de las imágenes micrograbadas con Time Stamping.
Una vez que están aprobadas todos los lotes de las imágenes, se procede con la firma digital
por parte del fedatario. Al momento de realizar la firma digital no debe alterarse de ninguna
manera la extensión del archivo, la firma digital debe encontrarse embebida dentro del mismo
archivo, en cada imagen y además debe encontrarse dentro de las propiedades del archivo, el
certificado digital con el que fue firmado. La firma digital contendrá sello de tiempo que
indicará que los datos no han sido alterados desde ese momento.
200
Grabación de los Medios Magnéticos.
Luego de aprobar y firmar las imágenes, estas proceden a ser grabadas en discos ópticos Blu-
Ray (2 juegos).
El rotulo que tendrán los discos dependerán de los requisitos del cliente.
Control de Calidad de los Medios Magnéticos por parte del cliente.
El cliente debe revisar y dar conformidad a los discos con la información de los documentos y
la metadata. De estar conforme se elaborará y firmará el acta de conformidad del ciclo de
producción.
En caso de encontrar algún error se devolverá a la empresa para que lo vuelva a grabar.
Compaginación
El operario coge las cajas con los documentos de acuerdo con el listado dado por el supervisor,
lee el código de barras para registrarlo en software DIGIDOC y ordena los documentos
respetando el orden en el que fue entregado.
Une los documentos como fueron enviados y registra que terminó esta actividad, coloca las
carpetas en sus respectivas cajas.
Devolución de documentos
Cuando se haya finalizado cada una de las etapas, el operario encargado de la devolución
ingresará al DIGIDOC para registrar que cajas serán devueltas al cliente, teniendo en cuenta el
orden de almacenamiento con el que fue entregado.
La devolución se dará de acuerdo con lo estipulado en cada contrato. El cliente debe dar
conformidad de que los documentos se encuentran en las condiciones que fueron entregados.
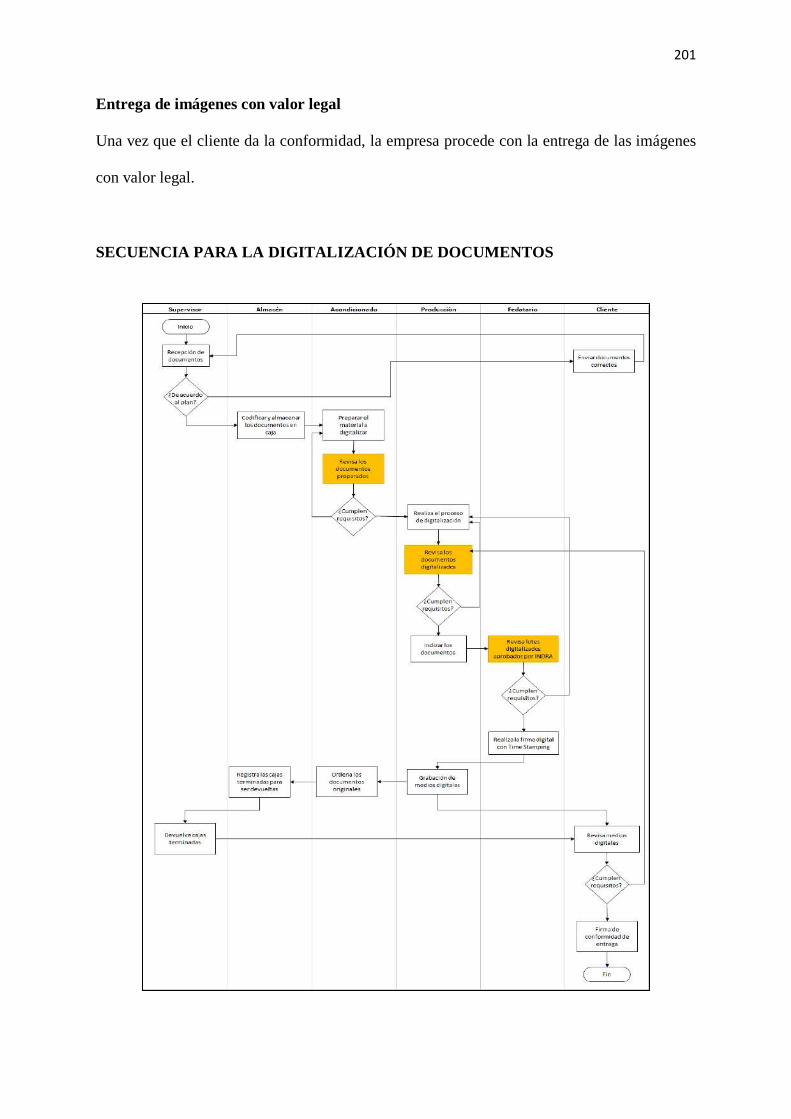
201
Entrega de imágenes con valor legal
Una vez que el cliente da la conformidad, la empresa procede con la entrega de las imágenes
con valor legal.
SECUENCIA PARA LA DIGITALIZACIÓN DE DOCUMENTOS

202
REGISTROS / ANEXOS
Los registros generados son:
• F.DD.RPS.001 REGISTRO DE PARADA DE SCANNER
203
Anexo 17: Elaboración del Manual de Organización y Funciones propuesto
Este documento ha sido:
Preparado por: Revisado por: Aprobado por: Autorizado por:
Proceso
MANUAL DE ORGANIZACIÓN
Y FUNCIONES
Edición: nº
Fecha: DD/MM/AAAA
Páginas: 1/nº total
I.P.CO
204
CONTENIDO
PROPÓSITO
FINALIDAD
OBJETIVOS
BASE LEGAL
ALCANCE
RESPONSABILIDAD
NIVEL DE APROBACIÓN
ACTUALIZACIÓN
ESTRUCTURA ORGANICA
ORGANIGRAMA ESTRUCTURAL
DESCRIPCIÓN DE FUNCIONES ESPECIFICAS A NIVEL DE CARGO
FUNCIONES ESPECIFICAS DE LOS CARGOS
DESCRIPCIÓN DE PERFIL Y PUESTOS
205
PROPÓSITO
El Manual de Organización y Funciones (MOF) es un documento formal y normativo, el cual
describe la estructura orgánica, objetivos y atribuciones de cada departamento. Sirve como guía
para todo el personal involucrado.
Determina esencialmente las funciones que le competen a cada cargo dentro de la estructura
orgánica de la Empresa, asimismo describe las funciones de todos los puestos, así como perfil del
puesto de trabajo y sus respectivos indicadores de evaluación.
La importancia de poseer un Manual de Organización y Funciones radica no solo en un uso
interno, sino que con este tipo de documento se puede realizar certificaciones de calidad (ISO,
OHSAS, entre otras), mejorando el nivel de servicio dado por cada cargo. Lo cual conlleva a
minimizar los conflictos de áreas, marcar responsabilidades a cada cargo, dividir el trabajo,
eliminar duplicidad de tareas, fomenta el orden, entre otras mejoras.
FINALIDAD
El presente Manual de Organización y Funciones es un instrumento de gestión que describe las
funciones de la unidad orgánica.
OBJETIVOS
Especificar las tareas a cada uno de los cargos descritos en la estructura orgánica mediante la
descripción de puestos, para facilitar el desarrollo de las funciones.
Establecer las funciones y responsabilidades de los diferentes niveles y cargos.
Reducir o eliminar la duplicidad de tareas, a través de la delimitación de las funciones, para
mejorar el desempeño del personal.
Determinar las funciones de los trabajadores mediante el análisis de puestos.
206
Proporcionar información a los trabajadores sobre sus funciones específicas.
Brindar un plan de capacitación al personal y de inducción.
BASE LEGAL
Directiva N° 001-95-INAP/DNR, Normas para la formulación del Manual de Organizaciones y
Funciones en la Administración Pública.
ALCANCE
Las disposiciones contenidas en el presente Manual de Organización y Funciones son de
aplicación para los diferentes cargos y respectivas funciones determinados en la estructura
orgánica del proyecto.
RESPONSABILIDAD
El Gerente de Mercado es responsable de las funciones que se realizan en la unidad orgánica a su
cargo. Para asegurar el cumplimiento de las funciones establecidas en el presente Manual de
Organización y Funciones, se deberá indicar al personal a su cargo, por escrito y en forma
detallada, las funciones que le corresponden de acuerdo con el cargo específico que desempeña.
NIVEL DE APROBACIÓN
El Manual de Organización y Funciones es aprobado por el Gerente de Mercado.
ACTUALIZACIÓN
El presente Manual de Organización y Funciones será actualizado cuando se produzcan cambios
o modificaciones en la Estructura Orgánica del proyecto.
207
ESTRUCTURA ORGANICA
Gerencia
Gerencia de Mercado
Jefatura
Jefe de Proyecto
Departamento de Producción
Supervisor de producción
Recepción de documentos
Preparador de documentos
Digitalizador
Indizador
Control de Calidad
Reproceso
Producción de microformas
Fedatario
Departamento de Soporte
Soporte técnico
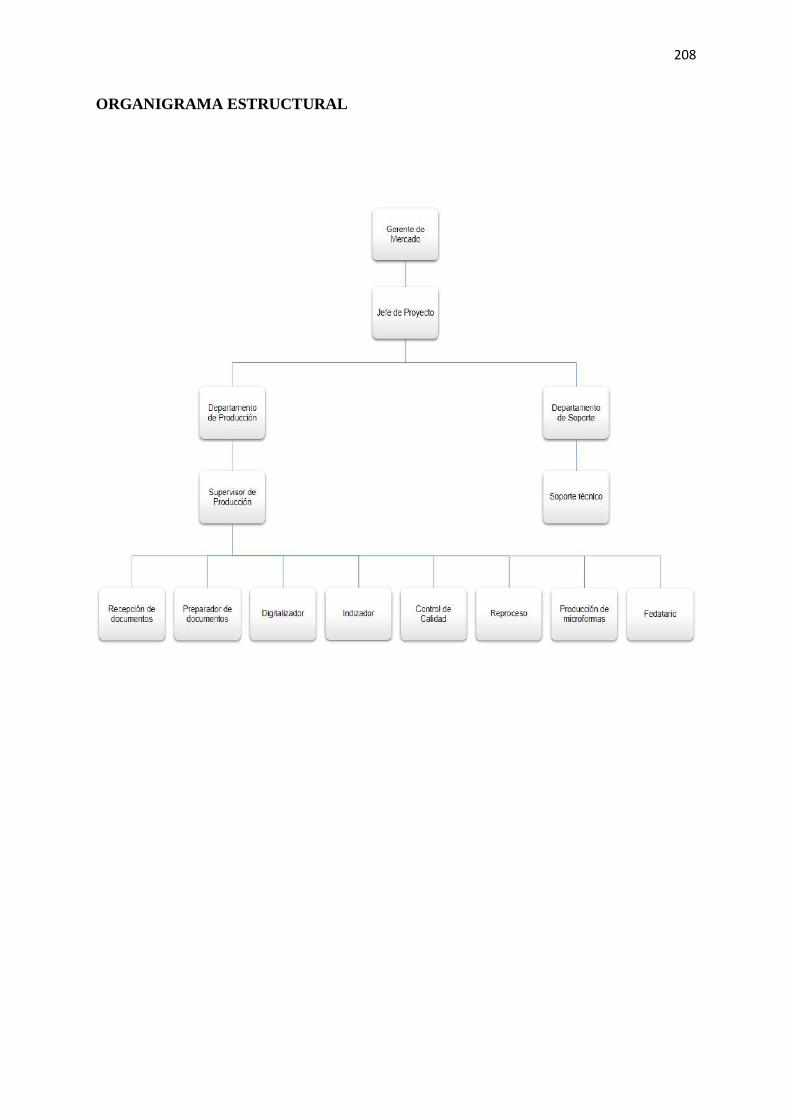
208
ORGANIGRAMA ESTRUCTURAL
209
DESCRIPCIÓN DE FUNCIONES ESPECIFICAS A NIVEL DE CARGO
Funciones específicas de los cargos
Denominación al cargo especifico
Gerente de Mercado
Funciones especificas
Responsable de los reportes de gestión para la gerencia general y Directorio de la empresa.
Definir, proponer, coordinar y ejecutar las políticas comerciales de la organización.
Generar y desarrollar nuevos modelos de negocios y proyectos para la empresa.
Diseñar de la estrategia propuesta de valor y ventajas competitivas de todos los proyectos de su
mercado.
Elaborar el plan de metas.
Desarrollar relaciones comerciales con nuevos cliente y posibles socios estratégicos.
Formular los presupuestos de ventas, gastos e inversiones de las líneas de negocio.
Desarrollar y gestionar la cartera de clientes.
Realizar la supervisión, coordinación, motivación e integración de todo su equipo y personal de
proyectos,
Gestionar el manejo de contratos y ejecuciones de los proyectos.
210
Denominación al cargo especifico
Jefe de Proyecto
Funciones especificas
Planificar y dirigir el proyecto a su cargo, asegurando que se gestionen de manera eficiente.
Realizar el control presupuestal del proyecto, desde el inicio de la oferta y ejecución, velando por
la rentabilidad.
Monitorear el cumplimiento de las condiciones contractuales.
Facilitar información en todas las áreas.
Mantener relación, atender las del cliente, supervisor, operarios, entidades externas, proveedores
y otros.
Facilitar información de interés y dirigir adecuadamente a todo el personal subordinado,
incluyendo la fijación de objetivos, evaluaciones periódicas del rendimiento y planes de desarrollo
profesional.
Realizar las labores que le asigne su jefe inmediato y otras relacionadas a su puesto.
Denominación al cargo especifico
Supervisor de producción
Funciones especificas
Elaborar los cronogramas del trabajo de producción de microformas.
Elaborar el plan del proyecto coordinando con su jefatura.
Responsable de la ejecución de las actividades planificadas, coordinaciones con las áreas
involucradas durante su ejecución.
Realizar el control de cambios, validación de trabajos y control de calidad.
Revisar y validar de los entregables del proyecto, del presupuesto, control de cambios
comunicando a la jefatura.
211
Plantear mejoras para la ejecución del proyecto.
Evaluar el desempeño del personal y proveedores, comunicando a la jefatura.
Denominación al cargo específico: Recepción de documentos
Funciones especificas
Recoger para cada ciclo de producción los documentos a trabajar, de las instalaciones del Archivo
Central, según la priorización y volúmenes establecidos en los planes de trabajo.
Realizar un inventario detallado, para lo cual realizará el llenado del Formato de Transferencia
Externa de Documentos (2 copias) donde se anotará el tipo de documento, cantidad de hojas y de
unidades de almacenamiento, fecha y hora de la recepción, número de lote entre otros datos.
El estado del documento con anotaciones o mutilaciones deberá ser colocado como observación
en el formulario de recepción de la documentación. Esta actividad está concebida como conteo de
la cantidad de folios y no como una foliación, así como la anotación de observaciones de los folios
o cantidad de folios que estén en estado regular o deteriorado, no se requiere describir el estado
de cada folio.
Colocar en medio físico adecuado para el traslado de documentos, que resulten necesarios.
Revisar la conformidad de los documentos recibidos, luego sellar y firmar el respectivo
Formulario de Recepción (2 copias), una de las cuales entregará al responsable del archivo y
retendrá la segunda copia para su archivo propio.
Trasladar a sus Oficinas los documentos recibidos del Archivo Central, según sea el caso,
empleando medios de protección que aseguren la conservación y manutención intacta de la
documentación recibida.
212
Denominación al cargo específico: Preparador de documentos
Funciones especificas
• Retirar las ligas, los amarres, las bolsas y/o cajas de los documentos.
• Realizar el acondicionamiento físico, que comprende el alisado, desgrapado y expurgación de
documentos (limpieza física del documento, correspondiente a elementos extraños que puedan
afectar tanto su conservación como su procesamiento). Estas operaciones son necesarias para
posibilitar la introducción de los documentos en los equipos de digitalización, considerando que
usualmente van a ser manipulados por un sistema de carga y transporte automático.
• Estructurar en lotes de producción, apropiados tanto para los procesos manuales como
automáticos.
Denominación al cargo específico: Digitalizador
Funciones especificas
• Digitalizar el documento en una imagen digital. Esta operación es desarrollada por dispositivos
como los escáneres y ha de realizarse de acuerdo con la naturaleza del documento (tamaño físico,
consistencia, tipo de papel, entre otros) y con la de su contenido (texto, imágenes, fórmulas, entre
otros).
• Utilizar escáneres de alto rendimiento con sistemas de alimentación y transporte automático.
• Prevenir y contar con niveles de seguridad que no permitan al operador intervenir manualmente y
aseguren la inalterabilidad de cada imagen digitalizada.
• Emplear la captura automática OCR (Reconocimiento Óptico de Caracteres).
• Generar un archivo PDF que contenga todas las imágenes (folios) por cada documento o
expediente completo que le sea entregado.
• Las características de las imágenes se especifican en:
Color de 24 bits.
213
De 200 dpi a 400 dpi dependiendo de la calidad de la imagen.
De 600 dpi para documentos tipo Fax (papel térmico).
Denominación al cargo específico: Indizador
Funciones especificas
• Utilizar las herramientas de producción para el ingreso masivo de información asociada a las
imágenes. Los datos obtenidos de los documentos durante los procesos de captura de información
son catalogados como índice del documento.
• Para cada documento escaneado, el contratista deberá almacenar la siguiente información en una
tabla de base de datos.
• Emplear métodos de captura automática OCR (Reconocimiento Óptico de Caracteres).
• Proceder a la captura mediante la digitación manual de caracteres (dependiendo del estado del
contenido del documento). La metadata se encuentra en archivo Excel y se proporcionara
únicamente en forma lógica.
Denominación al cargo específico: Control de calidad
Funciones especificas
• Revisar las imágenes del lote en la pantalla, para detectar prematuramente los problemas de
digitalización y determinar si pueden seguir el flujo normal, o han de ser redigitalizadas.
• Revisar de forma diaria a revisar el 100% de las imágenes de lotes procesados, correspondiente a
un día de producción.
• Con el sistema de control operativo y de gestión, el personal de control de calidad deberá controlar
y administrar la línea de producción.
214
Denominación al cargo específico: Reproceso
Funciones especificas
• Reprocesar las imágenes que no cumplan los requerimientos solicitados por el cliente.
• Hacer control de calidad a la nueva imagen digitalizada.
• Incluir en el lote correspondiente para que siga la numeración correcta.
Denominación al cargo específico: Producción de microformas
Funciones especificas
• Todas las microformas se almacenarán en discos ópticos Blu-Ray. El operario deberá generar dos
(02) juegos uno Original y otra Duplicado de discos ópticos Blu-Ray – tipo WORM (Write Once
Read Many).
• Para la grabación se procede de la siguiente manera:
Primera Imagen: Tarjeta de Resolución Inicial.
Segunda Imagen: Acta de Apertura del proceso de micrograbación.
Archivos Intermedios: imágenes de los documentos grabados, base de datos que contiene los
índices, archivo que describe los campos de la base de datos, software visor, software verificador
de firmas digitales.
Penúltima imagen: Acta de cierre del medio portador físico específico.
Última imagen: Tarjeta de Resolución Final.
Denominación al cargo específico: Fedatario
Funciones especificas
• Una vez aprobados los lotes de imágenes, se procede con la firma digital. Este proceso deberá ser
realizado por el Fedatario
• Firmar el documento este debe contener el sello de tiempo (Time Stamping).
215
• Firmar el 100% de todos los documentos.
Denominación al cargo específico: Soporte técnico
Funciones especificas
• Brindar apoyo a los usuarios cuando se presenta problemas de software y / o hardware.
• Resolver los problemas técnicos que se muestren con los equipos de cómputo en la línea de
producción.
• Realizar respaldos continuos de información electrónica (archivos) de los servidores.
• Realizar servicios técnicos a los equipos, como mantenimiento preventivo, o en caso de presentar
alguna falla, es decir el mantenimiento correctivo.
• Crear las direcciones IP, cuentas de usuarios (correo electrónico), configuración de redes y otros.
• Monitorear el estatus de los procesos en los servidores.
• Informar las condiciones de uso, estatus y vigencia de hardware y software.
216
DESCRIPCIÓN DE PERFIL Y PUESTOS
Identificación:
Nombre del puesto Gerente de Mercado
Número de plazas 1
Ubicación Departamento Lima
Tipo de contratación Permanente
Ámbito de operación Toda la Organización
Relaciones:
Jefe inmediato Gerente General
Personal a cargo Jefe de Proyecto
Especificaciones del puesto:
Experiencia Más de 5 años
Profesión Profesional en Ingeniería y/u otra rama de las ciencias administrativas
Conocimiento Gerencia de Proyectos
Formulación de proyectos
Especialista en el sistema de presupuesto en el sector público.
Tener conocimiento y manejo de software.
217
Identificación:
Nombre del puesto Jefe de Proyecto
Número de plazas 1
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Gerente de Mercado
Personal a cargo Supervisor de producción
Especificaciones del puesto:
Experiencia Más de 3 años
Profesión Profesional en Ingeniería y/u otra rama de las ciencias administrativas
Conocimiento Jefatura de proyectos públicos
Especialista en el sistema de presupuesto en el sector público.
Planificación y gestión de proyectos.
Tener conocimiento y manejo de software.
218
Identificación:
Nombre del puesto Supervisor de Producción
Número de plazas 3
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Jefe de Proyecto
Personal a cargo Personal operativo
Especificaciones del puesto:
Experiencia Más de 2 años
Profesión Profesional en Ingeniería y/u otra rama de las ciencias administrativas
Conocimiento Supervisión de línea de producción.
Planificación de producción y manejo del personal operativo.
Tener conocimiento y manejo de software.
219
Identificación:
Nombre del puesto Personal de recepción de documento
Número de plazas 6
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Ordenamiento de documentos.
Trabajos de campo relacionados a la descripción de puesto.
220
Identificación:
Nombre del puesto Preparador de documento
Número de plazas 21
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Ordenamiento de documentos.
Trabajos de campo relacionados a la descripción de puesto.
221
Identificación:
Nombre del puesto Digitalizador
Número de plazas 21
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Digitalización
Conocimiento en hardware y software
222
Identificación:
Nombre del puesto Indizador
Número de plazas 36
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Indización
Conocimiento en hardware y software
223
Identificación:
Nombre del puesto Control de calidad
Número de plazas 21
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Control y revisión de documentos
Conocimiento en hardware y software
224
Identificación:
Nombre del puesto Reproceso
Número de plazas 6
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Ordenamiento de documentos.
Conocimiento en hardware y software
225
Identificación:
Nombre del puesto Reproducción de microformas
Número de plazas 3
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia -
Profesión No limitante
Conocimiento Conocimiento en hardware y software
226
Identificación:
Nombre del puesto Fedatario
Número de plazas 1
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia Últimos 08 años
Profesión Habilitación del Fedatario Juramentado con especialización en Informática
Conocimiento Experiencia en los servicios de micrograbación y/o digitalización de documentos con Valor Legal
Software Time stamping
Conocimiento en hardware y software
227
Identificación:
Nombre del puesto Armado de carpeta
Número de plazas 6
Ubicación Departamento Lima
Tipo de contratación Plazo del proyecto
Ámbito de operación Todo el proyecto
Relaciones:
Jefe inmediato Supervisor de producción
Personal a cargo -
Especificaciones del puesto:
Experiencia Últimos 08 años
Profesión Habilitación del Fedatario Juramentado con especialización en Informática
Conocimiento Experiencia en los servicios de micrograbación y/o digitalización de documentos con Valor Legal
Software Time stamping
Conocimiento en hardware y software
228
Anexo 18: Metodología de preparación de documentos propuesta
Este documento ha sido:
Preparado por: Revisado por: Aprobado por: Autorizado por:
Proceso
METODOLOGÍA DE
PREPARACIÓN DE
DOCUMENTOS
Edición: nº
Fecha: DD/MM/AAAA
Páginas: 1/nº total
I.P.CO
229
CONTENIDO
OBJETIVOS
2FINALIDAD
PROCEDIMIENTO
PROCEDIMIENTO PARA LA PREPARACIÓN DE LA DOCUMENTACIÓN
PROCEDIMIENTO PARA EL ARMADO DE LA DOCUMENTACIÓN
230
OBJETIVOS
La Metodología de Preparación de Documentos presentada por Indra tiene como objetivo dejar la
documentación organizada en lotes de digitalización que permitan el posterior escaneado masivo
con escáneres de alta capacidad. Asegurando en todo momento la integridad de los documentos,
respecto a propiedad, procedencia, cantidad y formatos.
FINALIDAD
Las políticas de Indra para los proyectos de gestión documental se basan en dos grandes ejes; el
primero de ellos es la industrialización del proceso realizado, esto significa fundamentalmente
que; de igual modo al proceso que se realiza en una cadena de montaje existe en todo momento
un flujo de trabajo que se repite, una especialización en tareas del personal que presta el servicio,
a fin de optimizarlo y una supervisión en base a indicadores generados por la plataforma
tecnológica sobra la que se ejecuta el proceso. Por lo tanto, resulta de vital importancia asegurar
la vinculación y formación del personal asignado a los proyectos de gestión documental, a través
de una política claramente establecida.
El otro gran eje sobre el que giran las políticas de Indra es la seguridad y confidencialidad de la
información, ya que tanto las materias primas como las herramientas utilizadas y los productos
obtenidos, en este tipo de proyectos, contienen información sensible de la que Indra es responsable
durante su tratamiento. Por lo tanto, Indra cuenta con una política para velar por el cumplimiento
de las medidas de seguridad y confidencialidad de la información.
Estas políticas que sustentan los proyectos de gestión documental se describen a continuación con
mayor detalle:
231
Vinculación del personal
Indra proporcionará los recursos necesarios para la ejecución de las actividades de expurgue de
documentos, estas actividades serán efectuadas por personal con experiencia en el manejo
documental y técnicas apropiadas para tal fin. Ese personal no tendrá vinculación alguna con
ENTIDAD y dependerá única y exclusivamente de Indra, que asumirá la condición de empresario,
con todos los derechos y obligaciones respecto de dicho personal, con arreglo a la legislación
vigente y a la que en lo sucesivo se promulgue, o la que le corresponda, sin que en ningún caso
resulte responsable el contratante de las obligaciones del contratista y sus colaboradores.
Formación del personal
El personal que realice las actividades de expurgue de documentos recibirá un plan de formación
adaptado a las necesidades propias del servicio.
Este plan de formación trabaja sobre dos ejes principales, la formación inicial de los operadores
que comprende formación sobre los aplicativos, procedimientos y metodología a utilizar y
aplicables en la prestación del servicio y la formación continuada que reforzará los conocimientos
que se considere adecuados y se centrará en los cambios sobre los aplicativos y/o metodologías y
procedimientos a utilizar en la ejecución del proyecto.
Formación inicial:
El objetivo de la formación inicial es preparar al equipo de trabajo para que disponga de los
conocimientos y habilidades requeridas para la ejecución de las tareas asignadas en el tiempo
requerido y con la calidad exigida.
Esta formación inicial cubre fundamentalmente los siguientes aspectos básicos e
imprescindibles para una correcta prestación del servicio:
232
Presentación del proyecto, de sus etapas, de los procesos que lo componen y de las
responsabilidades de cada área. Se informa con detalle del tipo de proyecto en el que van a
colaborar, los requisitos de éste, tanto en seguridad como operativos y de nivel de servicio, las
distintas actividades que se realizan, cómo están relacionadas y sus dependencias.
Formación en la documentación a procesar para ENTIDAD.
Formación en la metodología y procedimientos tanto internos de Indra como los aportados por
ENTIDAD para la ejecución del proyecto.
Formación en el conocimiento y manejo de las aplicaciones informáticas específicas para la
prestación del servicio (proporcionadas por Indra).
Adicionalmente, se incluirán otros aspectos más generales sobre seguridad y confidencialidad
como:
Normativa de Calidad de los Datos.
Conocimiento general de medidas de seguridad implantadas.
Formación general en materia de Seguridad conforme a estándares.
Comunicación de incidencias que puedan producirse durante el desarrollo del proyecto. Cómo
atenderlas, documentarlas y registrarlas para su análisis por Indra y la ENTIDAD si lo estima
oportuno.
Formación continua:
La formación continua tendrá como objeto la consolidación de los conocimientos adquiridos
en la fase de formación inicial y actualizaciones necesarias para el óptimo desarrollo del
servicio. Nuestro modelo de formación continua pasa por no afectar a la prestación y calidad
del servicio contratado.
233
Entendemos que este debe ser un conocimiento absolutamente referido al servicio concreto que
se va a prestar, relativo a nuevos procedimientos de actuación y metodologías que deban ser
actualizados. Por ello, esta formación continua se basará en dos pilares:
Formar al equipo de trabajo en los cambios sobre metodología, normativa, aplicaciones, que se
realicen a lo largo de la vida del Servicio.
Reforzar aquellos conceptos o metodologías que se detecten en las auditorías internas o
externas o en controles de calidad o en las evaluaciones del trabajo realizadas a cada persona.
Seguridad y confidencialidad de la Información:
Indra aporta al servicio todas las medidas para garantizar la seguridad y confidencialidad del
tratamiento de los documentos y la información de acuerdo con la Legislación vigente,
haciéndonos responsables de todas las actividades que en materia de seguridad y
confidencialidad de la información sean de su ámbito en el presente Servicio.
En caso de resultar adjudicatario del servicio, Indra se compromete con la ENTIDAD al
cumplimiento de los siguientes puntos:
Mantener absoluta confidencialidad y reserva sobre cualquier dato que pudiera conocer con
ocasión del cumplimiento del presente Contrato, en particular los Datos de carácter personal
(DCP), que no podrá copiar o utilizar.
El jefe de proyecto será el responsable de la seguridad, encargado de interactuar como
interlocutor con las personas autorizadas por la ENTIDAD y a velar por el cumplimiento de
las medidas adoptadas para el uso correcto del material y de la información a manejar. El jefe
de proyecto será el responsable, entre otras, de las siguientes actividades:
234
Definición y/o validación de las normativas de seguridad y procedimientos para velar por el
cumplimiento de la normativa legal vigente.
Velar por la correcta aplicación de las normas y metodologías establecidas.
Supervisión de la documentación técnica generada durante la realización del servicio.
Identificación de problemas y recomendación de las acciones.
Presentar los Acuerdos Individuales de Confidencialidad debidamente firmados por todos los
colaboradores que, para el desempeño de sus funciones deban acceder a los datos de los
documentos o a la información resultante de los procesos apoyo al servicio. En este sentido,
todo el personal de Indra tiene firmado un acuerdo de confidencialidad comprometiéndose a
no desvelar dato alguno referente a los clientes, pudiéndose en caso de incumplimiento tomar
las acciones judiciales oportunas.
PROCEDIMIENTO
Indra cuenta con procedimientos para cada equipo de trabajo especializado según las tareas a
realizar, estos procedimientos cuentan instrucciones, buenas prácticas y normas que permiten
su ejecución por parte de los operadores.
Asimismo, Indra proporcionará los recursos necesarios para la ejecución de las actividades de
expurgue de documentos, estas actividades serán efectuadas por personal que conoce el manejo
de técnicas apropiadas para tal fin. Los procedimientos que considerar en la Metodología de
Preparación de Documentos a presentar por el Contratista, será revisada y aprobada por la
ENTIDAD.
235
A continuación, se describe el procedimiento que recogerá el proceso realizado para la
preparación de la documentación:
PROCEDIMIENTO PARA LA PREPARACIÓN DE LA DOCUMENTACIÓN
El Operador de Preparación recoge del archivo temporal de producción, una caja conteniendo
la documentación a digitalizar, teniendo en cuenta que las primeras cajas en salir del Archivo
temporal serán las primeras cajas que entraron al Archivo Temporal de Producción de
Digitalización.
El Operador de Preparación abre la caja y coge el primer lote de producción (file, bolsa o
amarre de documentos), retira los documentos, cuenta la cantidad de hojas y las revisa para
detectar defectos como manchas, restos de goma, roturas, partes arrugadas, grapas y otros
cuerpos extraños que pueden afectar la digitalización y procede a retíralos.
Se realiza el acondicionamiento físico del lote, se retirarán las ligas, amarres, bolsas y/o cajas
de los documentos y se procederá con lo siguiente:
Acondicionamiento físico, que comprende el alisado, desgrapado y expurgación de documentos
(limpieza física del documento, correspondiente a elementos extraños que puedan afectar tanto
su conservación como su procesamiento). Estas operaciones son necesarias para posibilitar la
introducción de los documentos en los equipos de digitalización, considerando que usualmente
van a ser manipulados por un sistema de carga y transporte automático.
Estructuración en lotes de Producción, apropiados tanto para los procesos manuales como
automáticos.
236
Todo documento puede tener mínimas cantidades de hongos, manchas, dobleces, retiro de
grapas y papeles rotos; sin embargo, éstos serán limpiados antes de ingresar a la siguiente etapa
de proceso de producción.
En caso los documentos del lote se encuentren ilegibles, o deteriorados de tal forma que no se
puedan identificar los datos necesarios o parte de ellos, no será responsabilidad de Indra,
deducir o indagar, procediendo a devolverse. El Operador dará aviso al Supervisor, quien
procederá a coordinar con la ENTIDAD y devolverá el lote, registrando el evento en la bitácora
de ocurrencias.
Mantiene la unidad del lote sujetando todos los documentos con una liga. De esta manera se
evita una posible pérdida o que se traspapelen los documentos., manteniendo la integridad del
documento, respecto a propiedad, procedencia, cantidad y formatos
La identificación del lote será mediante una carátula identificativa del lote, la cual contará con
un código de barras de identificación del lote, dicho código será el que identificará al lote
durante toda la etapa del proceso productivo y servirá para la trazabilidad del mismo en la línea
de producción y para mantener su integridad, respecto a propiedad, procedencia, cantidad y
formatos
Realiza la misma actividad para todos los lotes de la caja.
Terminado el proceso, los lotes son resguardados nuevamente en su respectiva caja y ubicados
en el archivo temporal de lotes pendientes de digitalizar.
Cabe indicar que el lote es un elemento indivisible mínimo de producción, el tamaño del mismo
se establecerá durante la fase pre -operativa, como premisa Indra propone que, dado el tamaño
medio de páginas de los expedientes, cada lote sea de un expediente, manteniendo la integridad
del documento, respecto a propiedad, procedencia, cantidad y formatos.
Existirán dos tipos de carátulas:
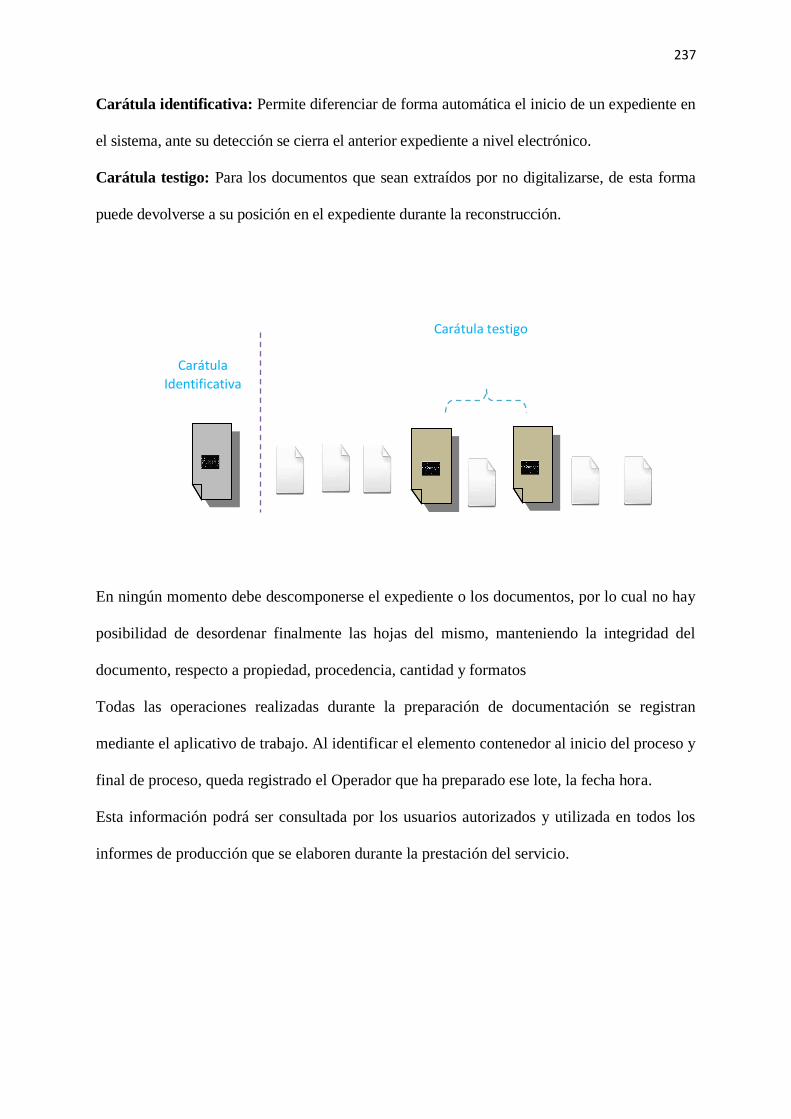
237
Carátula identificativa: Permite diferenciar de forma automática el inicio de un expediente en
el sistema, ante su detección se cierra el anterior expediente a nivel electrónico.
Carátula testigo: Para los documentos que sean extraídos por no digitalizarse, de esta forma
puede devolverse a su posición en el expediente durante la reconstrucción.
En ningún momento debe descomponerse el expediente o los documentos, por lo cual no hay
posibilidad de desordenar finalmente las hojas del mismo, manteniendo la integridad del
documento, respecto a propiedad, procedencia, cantidad y formatos
Todas las operaciones realizadas durante la preparación de documentación se registran
mediante el aplicativo de trabajo. Al identificar el elemento contenedor al inicio del proceso y
final de proceso, queda registrado el Operador que ha preparado ese lote, la fecha hora.
Esta información podrá ser consultada por los usuarios autorizados y utilizada en todos los
informes de producción que se elaboren durante la prestación del servicio.
Carátula
Identificativa
Carátula testigo
238
PROCEDIMIENTO PARA EL ARMADO DE LA DOCUMENTACIÓN
Una vez digitalizado el lote, se procederá a retirar de los expedientes las carátulas introducidas,
devolver los documentos no digitalizados a su posición dentro del expediente, en ningún
momento debe descomponerse el expediente o los documentos. Se deberá estudiar en función
del diseño final de la solución empleada si las carátulas empleadas pueden reutilizarse para
otro elemento en preparación o por el contrario son desechadas.
Finalmente colocar el amarre, bolsa o caja correspondiente o el procedimiento que se determine
con la ENTIDAD para su entrega.
239
Anexo 19: Instructivo de Equipos de protección personal
Inst
rucc
ión
Empresa I.P.CO
Código de identificación I.SG.001
Revisión
Fecha de aprobación
Equipos de Protección Personal
Elaborado por:
Aprobado por:
240
OBJETIVO
Establecer la instrucción a seguir para asegurar que se identifiquen y utilicen correctamente los
Equipos de Protección Personal que, por la naturaleza de la labor del personal, sean requeridos.
ALCANCE
Esta instrucción aplica a todo el personal que realice alguna actividad que por la naturaleza de
la misma requiera el uso de algún equipo de protección personal.
DEFINICIONES
Equipos de Protección Personal (EPP):
Es todo aquel equipo que por su diseño reduce o elimina los riesgos a los que está expuesto el
cuerpo de una persona durante el desarrollo de sus actividades de trabajo.
RESPONSABILIDADES
Todo el personal que realice actividades que por su naturaleza requieran el uso de equipos de
protección personal deberá cumplir con lo establecido en la presente instrucción.
Los supervisores verificarán el cumplimiento de la presente instrucción, uso de equipamiento
adecuado y el entrenamiento de sus trabajadores.
El departamento de seguridad proveerá entrenamiento en la selección y uso de los equipos de
protección personal.
PERSONAL, MATERIALES E INSTRUMENTOS
241
Materiales e instrumentos:
No Aplica
CONDICIONES TÉCNICAS, SEGURIDAD Y MEDIO AMBIENTE
Todo el personal deberá usar sus equipos de protección personal de manera obligatoria y
permanente, según lo establecido en el Anexo A.
No deberán usarse prendas de vestir sueltas, desgarradas, rotas, chompas amarradas a la cintura,
corbatas, cadenas, relojes, u otras prendas que puedan enredarse o atracarse cerca de
maquinaria en movimiento.
Para el uso, mantenimiento, limpieza y almacenamiento de cada equipo de protección personal
se debe respetar lo indicado en el Anexo A.
CONTENIDO
Identificación de los Equipos de Protección Personal
En el Anexo A, se identifican los equipos de protección personal, de acuerdo con el tipo de
protección y al riesgo asociado.
Ropa de trabajo, mameluco
Solo se utilizará la ropa de trabajo que se haya entregado en el año.
Deberán usarse camisas con puños, mangas ceñidas o camisas de manga corta en lugar de
mangas enrolladas o sueltas.
La ropa especial de protección debe de utilizarse evitando que la piel quede expuesta.
242
Protección Visual
Los trabajadores que laboren en operaciones de carga y preparación deberán usar protección
visual. Además, deberán hacer uso de lo indicado en el Anexo A.
Protección Auditiva
Los trabajadores que laboren en lugares con exposición a niveles de ruido mayores a 82.3 db,
deberán utilizar equipos de protección personal auditivo.
Los protectores auditivos son de uso personal y se limpiarán diariamente
Protección de manos y brazos
No se deberá utilizar guantes cuando se operen máquinas (escáner) en las que la mano pueda
ser atrapada por partes en movimiento o en operaciones de alta precisión en las cuales es
imprescindible la libertad de movimiento de las manos.
Asimismo, el personal encargado de recepción y preparación deberán usar guantes quirúrgicos
para tratar con cuidado el papel y evita daños en su contenido y forma.
Protección respiratoria
Todo trabajador que labore en áreas y trabajos específicos expuestos considerablemente al
polvo, llevarán equipo de protección respiratorio con filtros especiales adecuados al riesgo (ver
anexo A).
Está prohibido el uso de pañoletas, trapos, waipes u otros elementos en sustitución de los
respiradores.
243
Protección de pies y piernas
Los trabajadores que se encuentren bajo riesgo de ser golpeados por objetos en caída deberán
usar punteras de seguridad.
Inspección y mantenimiento
El personal debe realizar una inspección de su equipo de protección personal, previamente a la
realización de alguna actividad que requiera su uso, en caso de encontrar el equipo en malas
condiciones deberá informar inmediatamente a su supervisor.
El Supervisor es responsable de inspeccionar los equipos de protección del personal a su cargo
de manera trimestral, registrando dicha información en el formato F.SG.001 “Ficha de Control
e Inspección de EPP”.
El supervisor de producción es responsable de realizar una verificación anual por muestreo a
los equipos de protección personal.
El equipo de protección personal, según sea el caso, debe recibir un mantenimiento mensual
por parte del usuario del mismo para asegurar tanto su operación adecuada, como para evitar
un descarte prematuro (Ver Anexo A).
ANEXOS
Los registros o anexos generados por esta instrucción son:
• Anexo A: Utilización de equipos de protección personal
• F.SG.001 Ficha de Control e Inspección de EPP
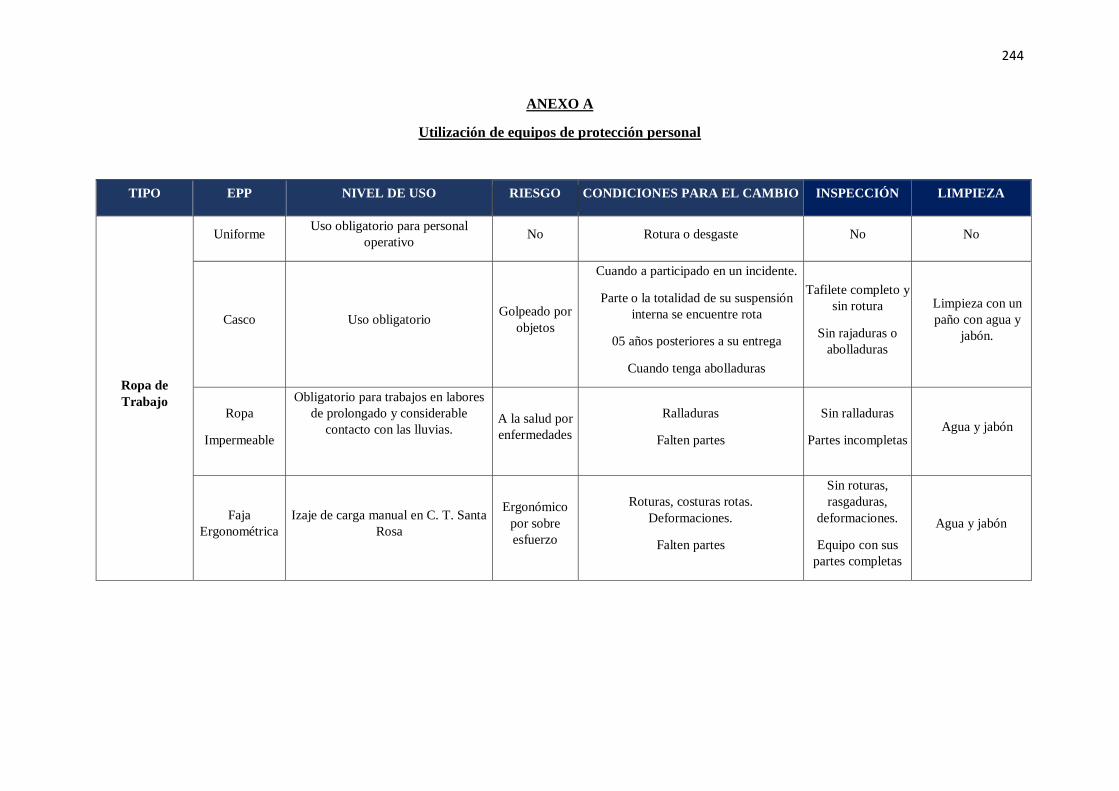
244
ANEXO A
Utilización de equipos de protección personal
TIPO EPP NIVEL DE USO RIESGO CONDICIONES PARA EL CAMBIO INSPECCIÓN LIMPIEZA
Ropa de
Trabajo
Uniforme Uso obligatorio para personal
operativo No Rotura o desgaste No No
Casco Uso obligatorio Golpeado por
objetos
Cuando a participado en un incidente.
Parte o la totalidad de su suspensión
interna se encuentre rota
05 años posteriores a su entrega
Cuando tenga abolladuras
Tafilete completo y
sin rotura
Sin rajaduras o
abolladuras
Limpieza con un
paño con agua y
jabón.
Ropa
Impermeable
Obligatorio para trabajos en labores
de prolongado y considerable
contacto con las lluvias.
A la salud por
enfermedades
Ralladuras
Falten partes
Sin ralladuras
Partes incompletas Agua y jabón
Faja
Ergonométrica
Izaje de carga manual en C. T. Santa
Rosa
Ergonómico
por sobre
esfuerzo
Roturas, costuras rotas.
Deformaciones.
Falten partes
Sin roturas,
rasgaduras,
deformaciones.
Equipo con sus
partes completas
Agua y jabón
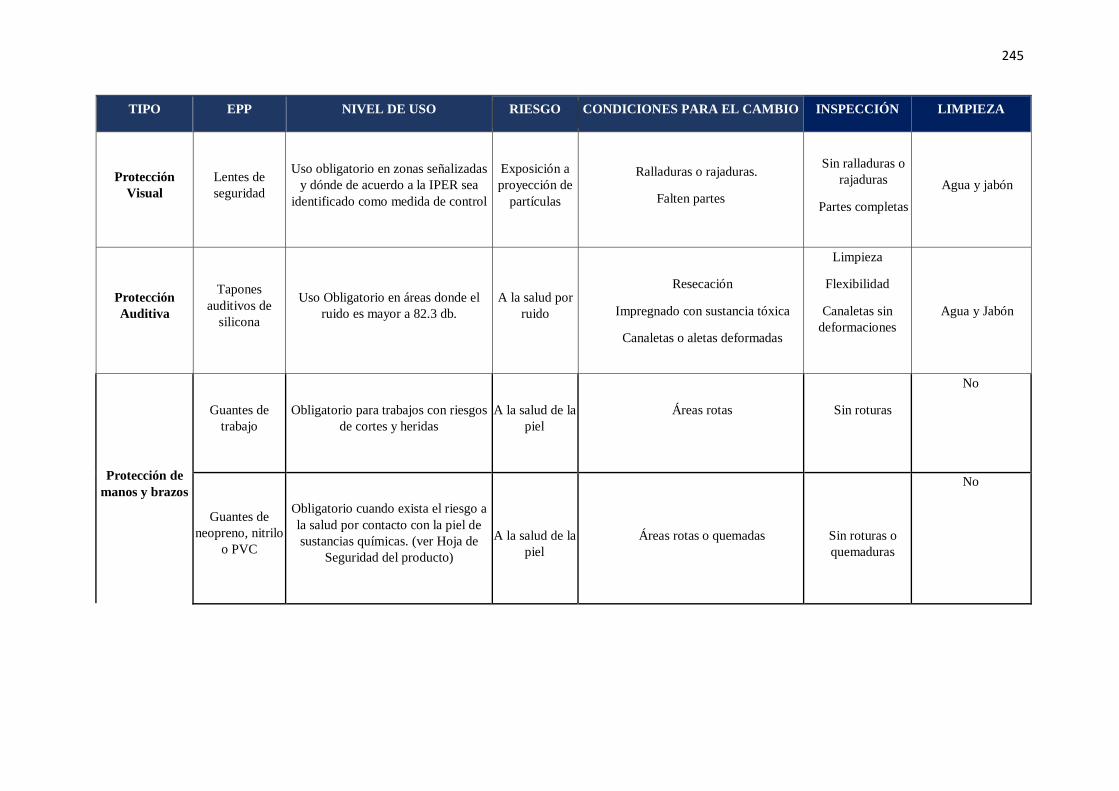
245
TIPO EPP NIVEL DE USO RIESGO CONDICIONES PARA EL CAMBIO INSPECCIÓN LIMPIEZA
Protección
Visual
Lentes de
seguridad
Uso obligatorio en zonas señalizadas
y dónde de acuerdo a la IPER sea
identificado como medida de control
Exposición a
proyección de
partículas
Ralladuras o rajaduras.
Falten partes
Sin ralladuras o
rajaduras
Partes completas
Agua y jabón
Protección
Auditiva
Tapones
auditivos de
silicona
Uso Obligatorio en áreas donde el
ruido es mayor a 82.3 db.
A la salud por
ruido
Resecación
Impregnado con sustancia tóxica
Canaletas o aletas deformadas
Limpieza
Flexibilidad
Canaletas sin
deformaciones
Agua y Jabón
Protección de
manos y brazos
Guantes de
trabajo
Obligatorio para trabajos con riesgos
de cortes y heridas
A la salud de la
piel
Áreas rotas
Sin roturas
No
Guantes de
neopreno, nitrilo
o PVC
Obligatorio cuando exista el riesgo a
la salud por contacto con la piel de
sustancias químicas. (ver Hoja de
Seguridad del producto)
A la salud de la
piel
Áreas rotas o quemadas
Sin roturas o
quemaduras
No
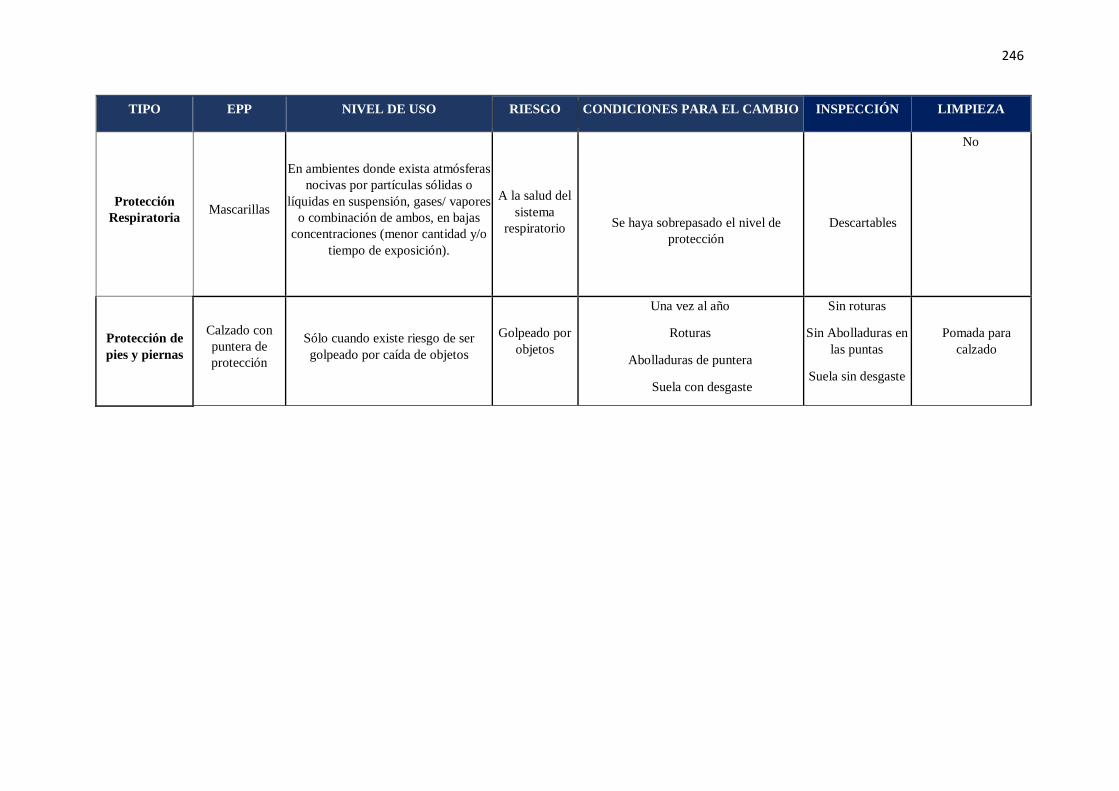
246
TIPO EPP NIVEL DE USO RIESGO CONDICIONES PARA EL CAMBIO INSPECCIÓN LIMPIEZA
Protección
Respiratoria Mascarillas
En ambientes donde exista atmósferas
nocivas por partículas sólidas o
líquidas en suspensión, gases/ vapores
o combinación de ambos, en bajas
concentraciones (menor cantidad y/o
tiempo de exposición).
A la salud del
sistema
respiratorio
Se haya sobrepasado el nivel de
protección
Descartables
No
Protección de
pies y piernas
Calzado con
puntera de
protección
Sólo cuando existe riesgo de ser
golpeado por caída de objetos
Golpeado por
objetos
Una vez al año
Roturas
Abolladuras de puntera
Suela con desgaste
Sin roturas
Sin Abolladuras en
las puntas
Suela sin desgaste
Pomada para
calzado
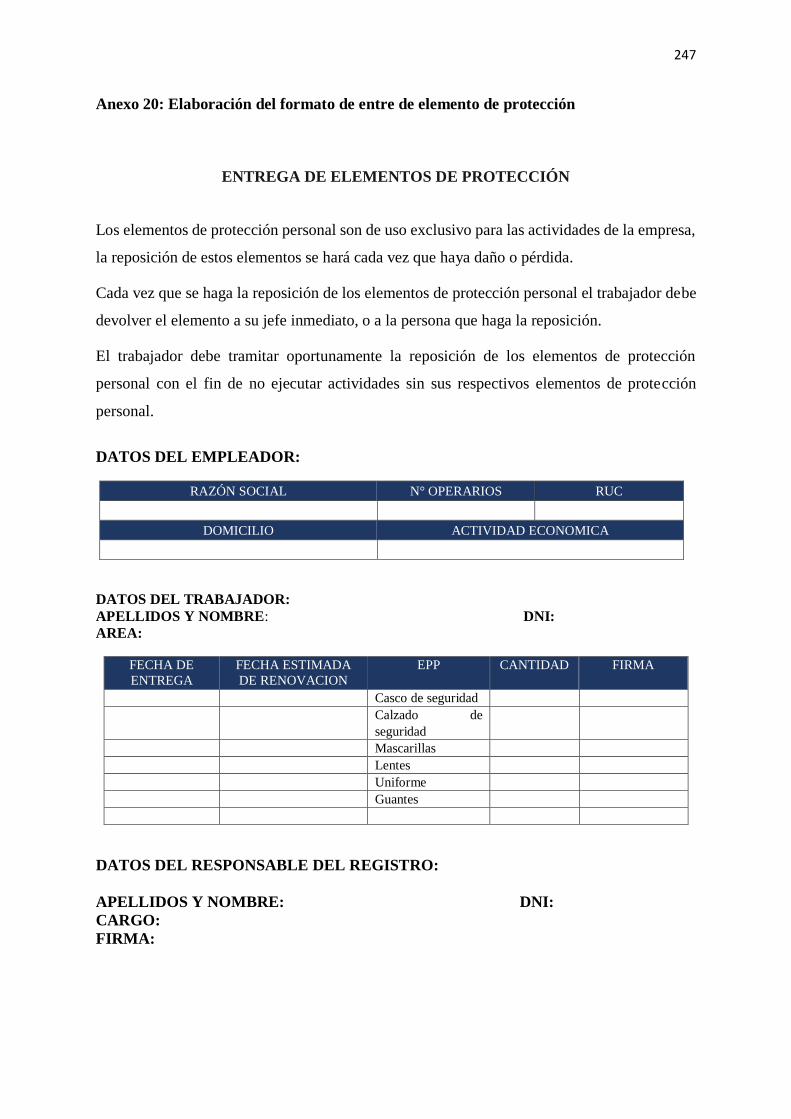
247
Anexo 20: Elaboración del formato de entre de elemento de protección
ENTREGA DE ELEMENTOS DE PROTECCIÓN
Los elementos de protección personal son de uso exclusivo para las actividades de la empresa,
la reposición de estos elementos se hará cada vez que haya daño o pérdida.
Cada vez que se haga la reposición de los elementos de protección personal el trabajador debe
devolver el elemento a su jefe inmediato, o a la persona que haga la reposición.
El trabajador debe tramitar oportunamente la reposición de los elementos de protección
personal con el fin de no ejecutar actividades sin sus respectivos elementos de protección
personal.
DATOS DEL EMPLEADOR:
RAZÓN SOCIAL N° OPERARIOS RUC
DOMICILIO ACTIVIDAD ECONOMICA
DATOS DEL TRABAJADOR:
APELLIDOS Y NOMBRE: DNI:
AREA:
FECHA DE
ENTREGA
FECHA ESTIMADA
DE RENOVACION
EPP CANTIDAD FIRMA
Casco de seguridad
Calzado de
seguridad
Mascarillas
Lentes
Uniforme
Guantes
DATOS DEL RESPONSABLE DEL REGISTRO:
APELLIDOS Y NOMBRE: DNI:
CARGO:
FIRMA:
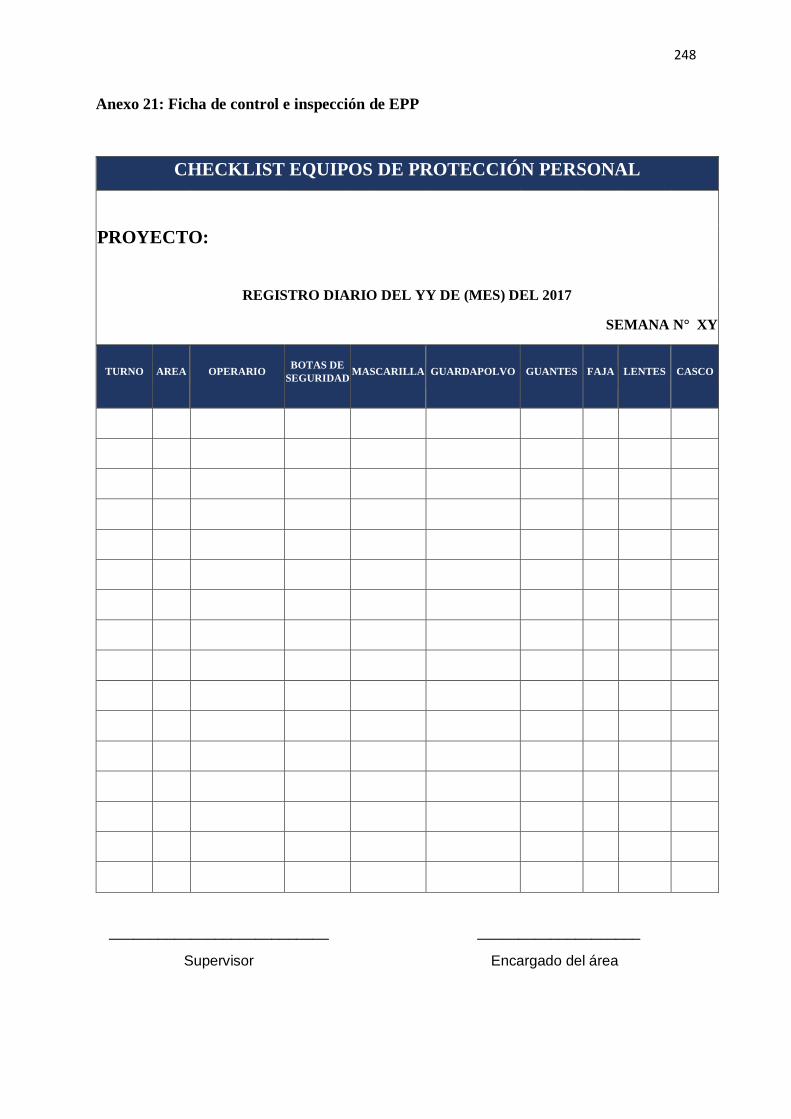
248
Anexo 21: Ficha de control e inspección de EPP
CHECKLIST EQUIPOS DE PROTECCIÓN PERSONAL
PROYECTO:
REGISTRO DIARIO DEL YY DE (MES) DEL 2017
SEMANA N° XY
TURNO AREA OPERARIO BOTAS DE
SEGURIDAD MASCARILLA GUARDAPOLVO GUANTES FAJA LENTES CASCO
___________________________
Supervisor
____________________
Encargado del área
249
Anexo 22: Formato de registro de control de calidad
I.P.CO
FORMATO DE REGISTRO DE CONTROL DE CALIDAD
Área de acondicionado Turno:
ITEM ACTIVIDAD DESCRIPCIÓN
FECHA DE
LA ULTIMA
REVISIÓN
FALLA MEDIDAS
A TOMAR RESPONSABLE
___________________________
Supervisor
____________________
Encargado del área
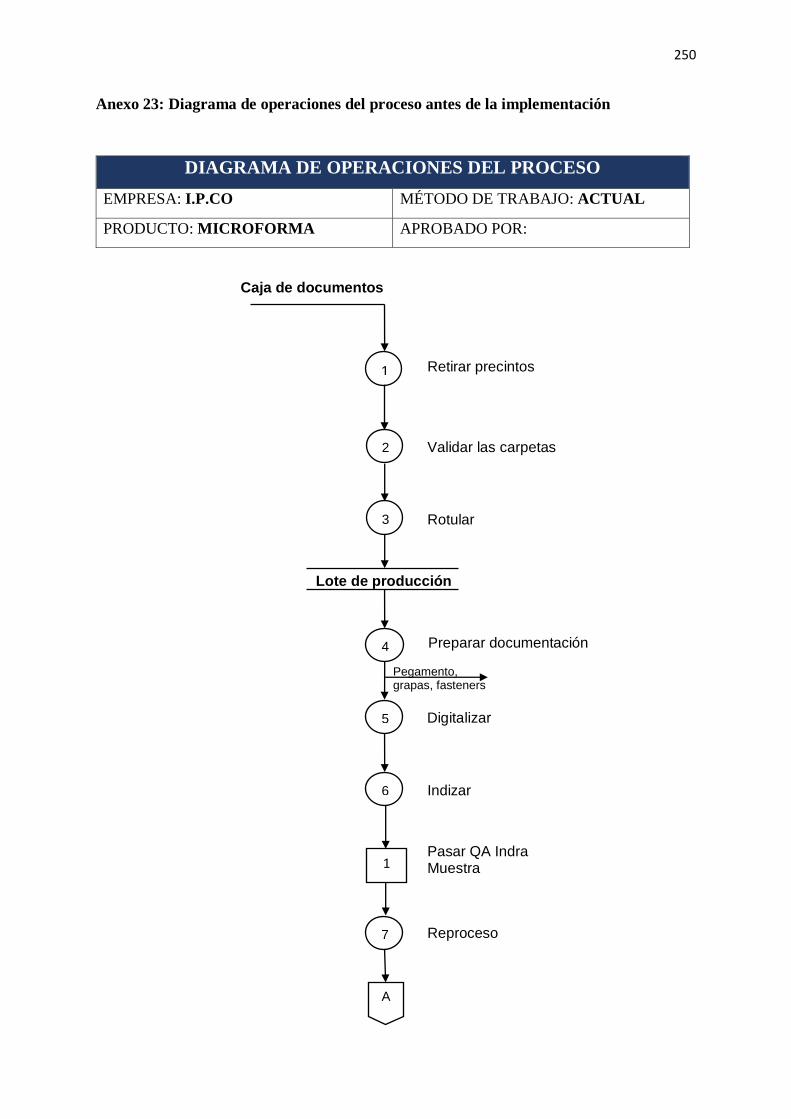
250
Lote de producción 63’’
Pegamento, grapas, fasteners
1
Anexo 23: Diagrama de operaciones del proceso antes de la implementación
DIAGRAMA DE OPERACIONES DEL PROCESO
EMPRESA: I.P.CO MÉTODO DE TRABAJO: ACTUAL
PRODUCTO: MICROFORMA APROBADO POR:
Caja de documentos
1
1
2
2
3 3
4
4
1
4
5
6
7
8
Retirar precintos
Validar las carpetas
Rotular
Preparar documentación
Digitalizar
Indizar
Pasar QA Indra Muestra
Reproceso
A
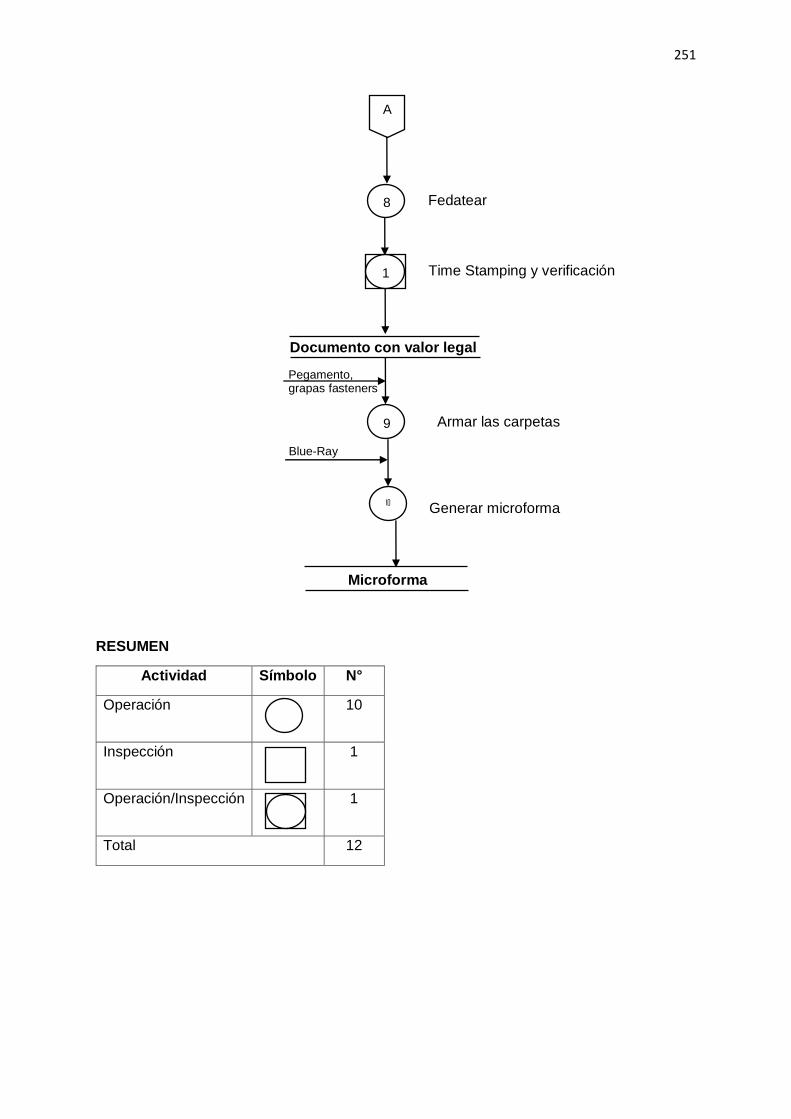
251
Documento con valor legal 63’’ Pegamento, grapas fasteners
Blue-Ray
2
Microforma
63’’
RESUMEN
Actividad Símbolo N°
Operación 10
Inspección 1
Operación/Inspección 1
Total 12
9
10
Fedatear
1
1
9
Time Stamping y verificación
Armar las carpetas
Generar microforma
8
6
9
A
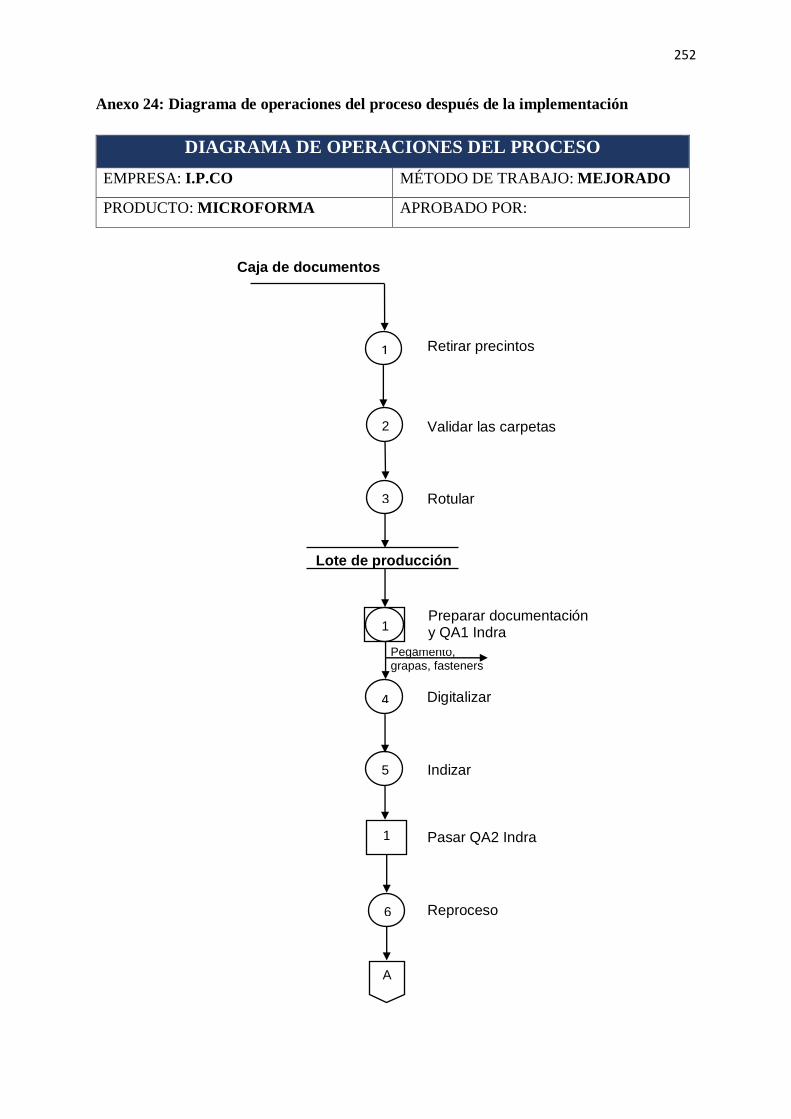
252
Lote de producción 63’’
Pegamento, grapas, fasteners
1
Anexo 24: Diagrama de operaciones del proceso después de la implementación
DIAGRAMA DE OPERACIONES DEL PROCESO
EMPRESA: I.P.CO MÉTODO DE TRABAJO: MEJORADO
PRODUCTO: MICROFORMA APROBADO POR:
Caja de documentos
1
1
2
2
3 3
1
1
4
4
5
4
7
6
Retirar precintos
Validar las carpetas
Rotular
Preparar documentación y QA1 Indra
Digitalizar
Indizar
Pasar QA2 Indra
Reproceso
A
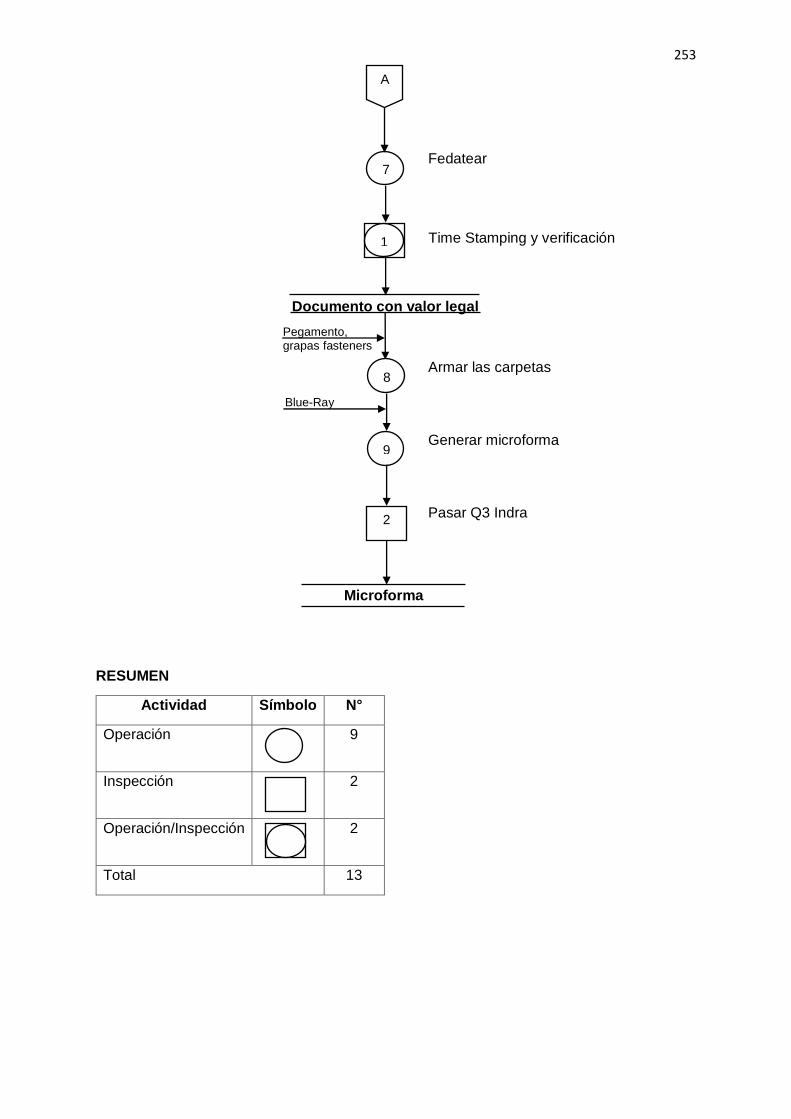
253
2
Documento con valor legal 63’’
Pegamento, grapas fasteners
Blue-Ray
2
Microforma 63’’
RESUMEN
Actividad Símbolo N°
Operación 9
Inspección 2
Operación/Inspección 2
Total 13
8
91
Fedatear
1
1
9
Time Stamping y verificación
Armar las carpetas
Generar microforma
7
6
9
Pasar Q3 Indra
A
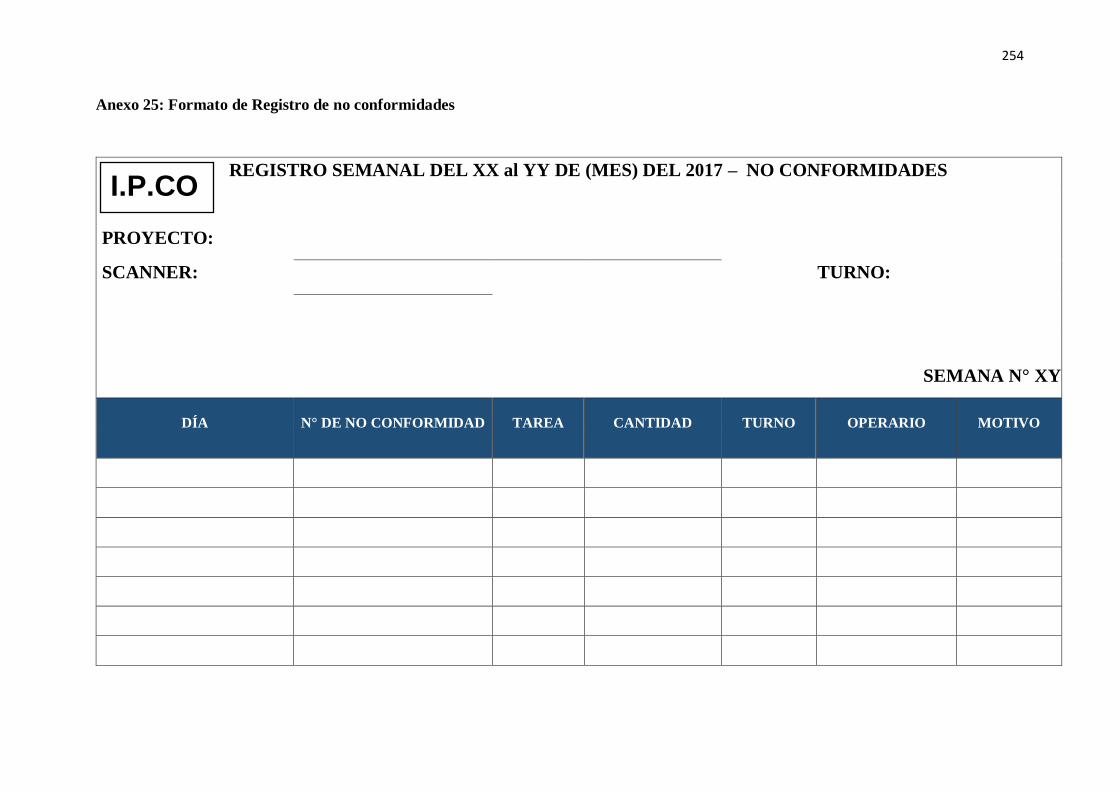
254
Anexo 25: Formato de Registro de no conformidades
REGISTRO SEMANAL DEL XX al YY DE (MES) DEL 2017 – NO CONFORMIDADES
PROYECTO:
SCANNER:
TURNO:
SEMANA N° XY
DÍA N° DE NO CONFORMIDAD TAREA CANTIDAD TURNO OPERARIO MOTIVO
I.P.CO
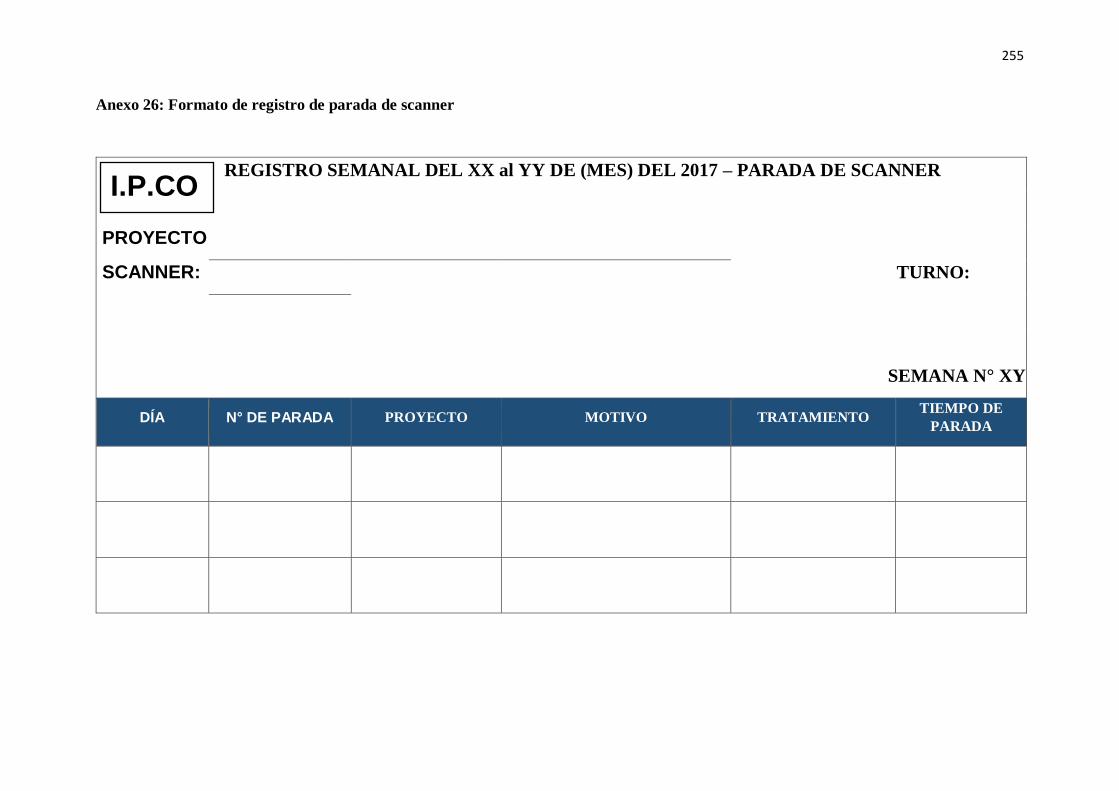
255
Anexo 26: Formato de registro de parada de scanner
REGISTRO SEMANAL DEL XX al YY DE (MES) DEL 2017 – PARADA DE SCANNER
PROYECTO
SCANNER:
TURNO:
SEMANA N° XY
DÍA N° DE PARADA PROYECTO MOTIVO TRATAMIENTO TIEMPO DE
PARADA
I.P.CO
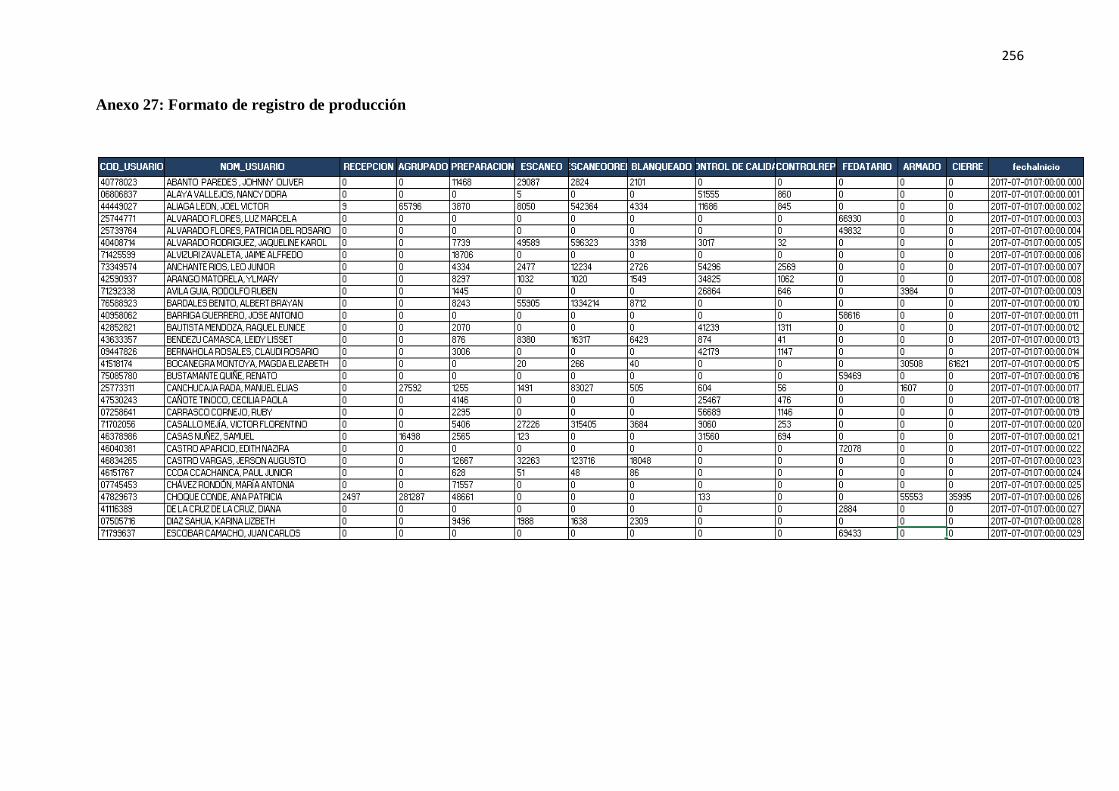
256
Anexo 27: Formato de registro de producción
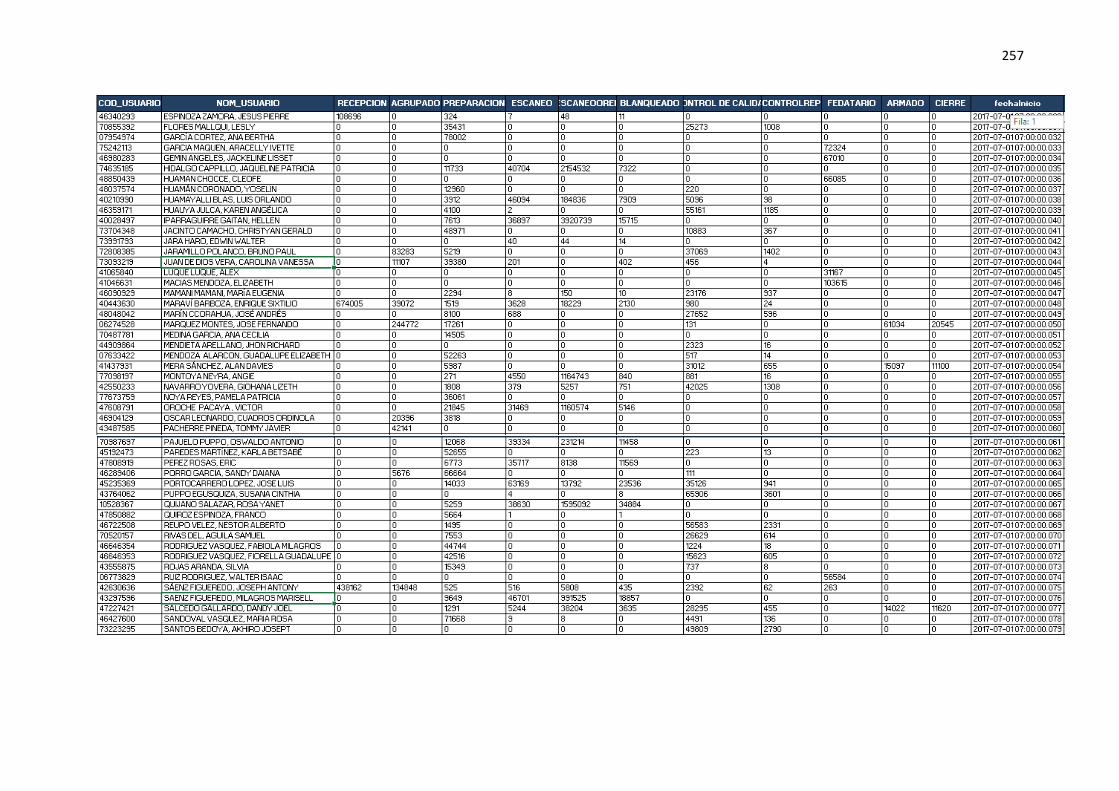
257
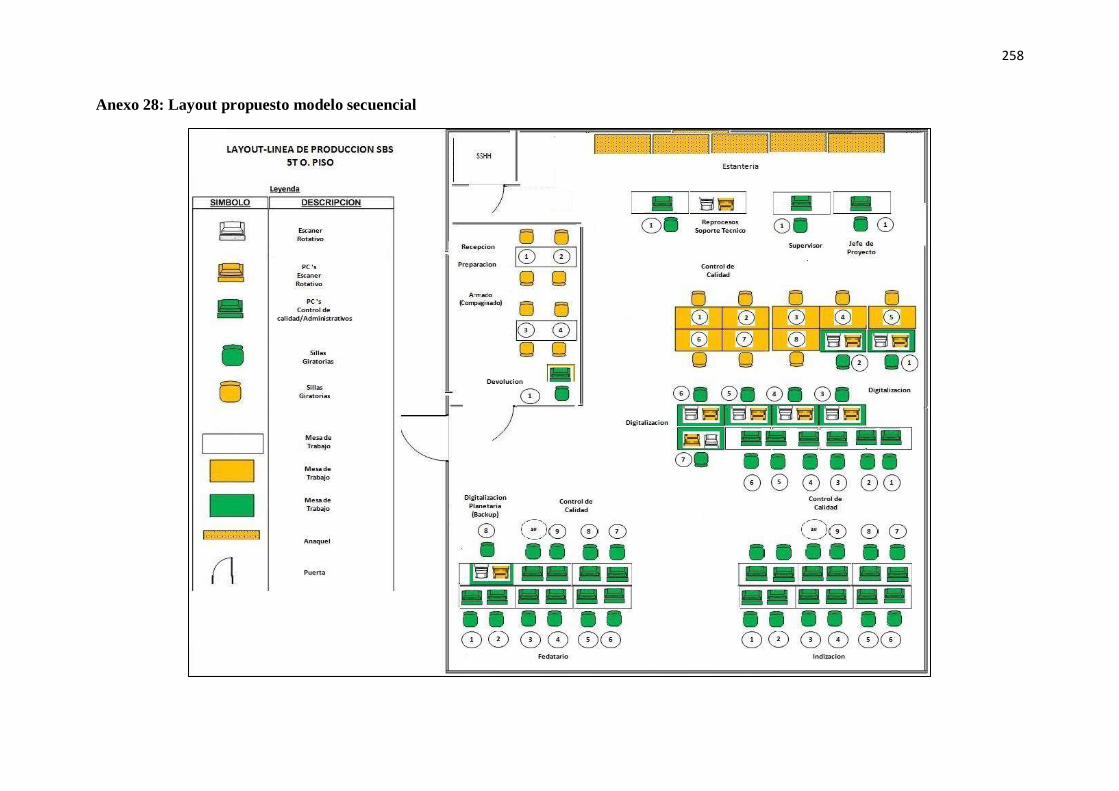
258
Anexo 28: Layout propuesto modelo secuencial
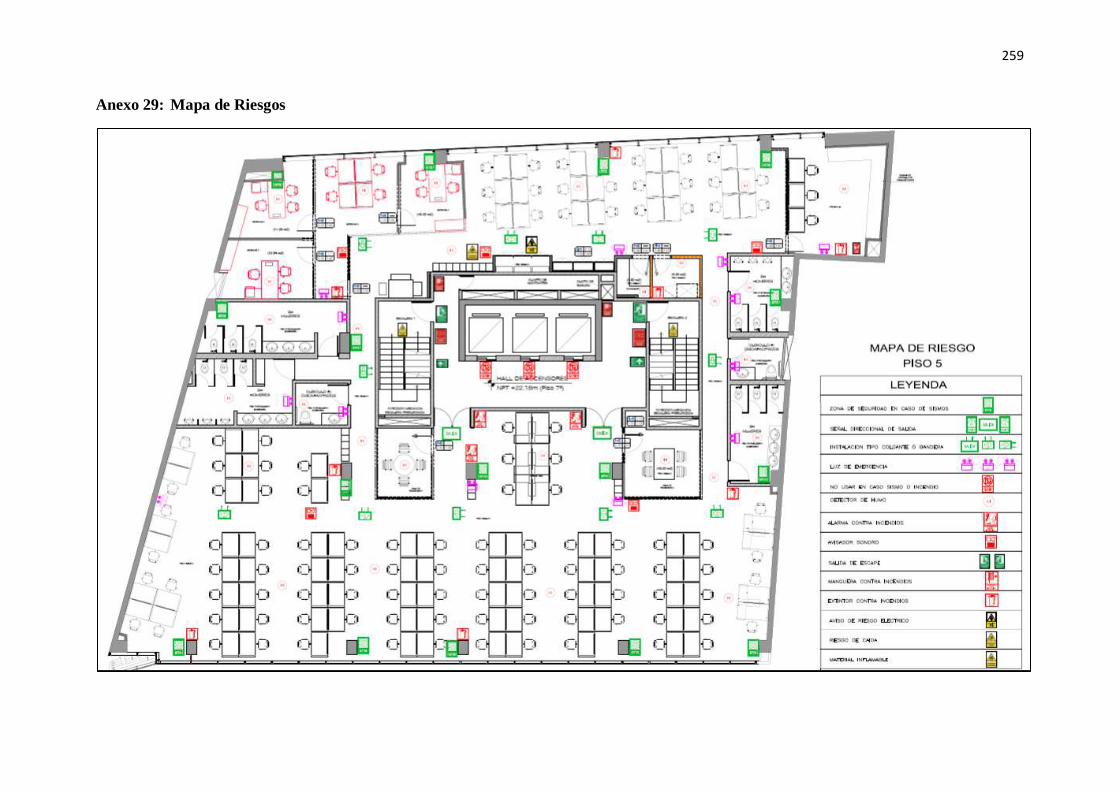
259
Anexo 29: Mapa de Riesgos
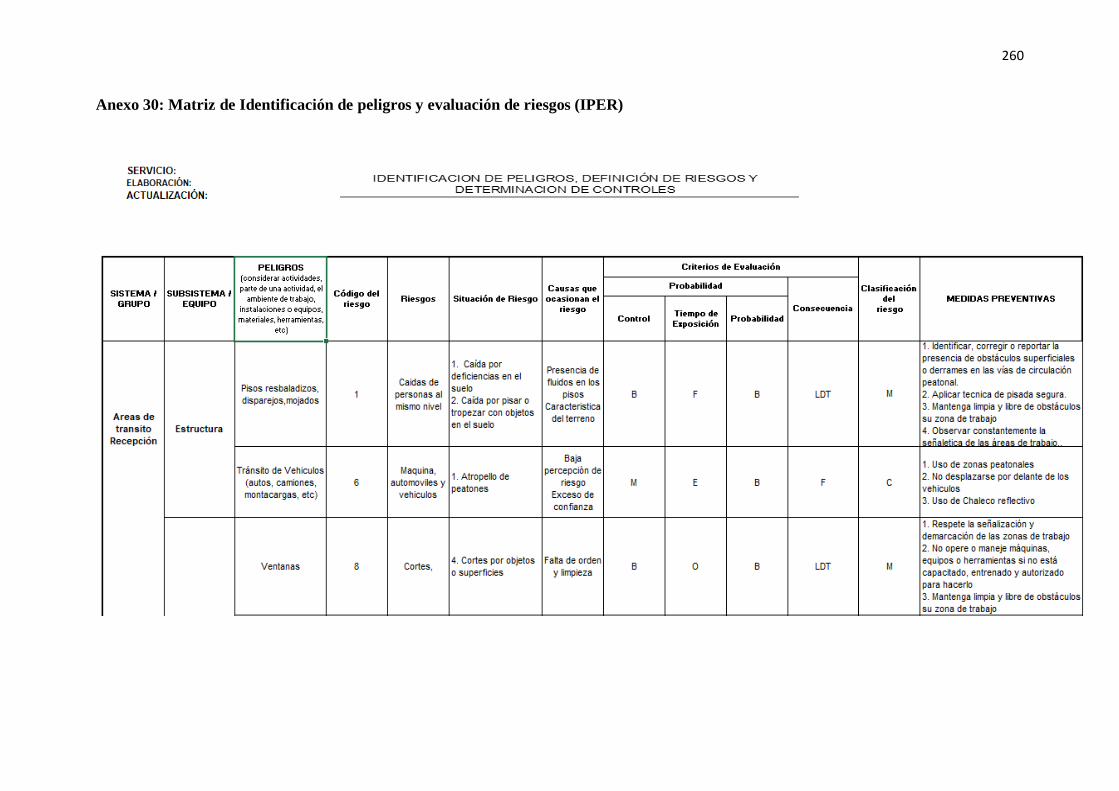
260
Anexo 30: Matriz de Identificación de peligros y evaluación de riesgos (IPER)
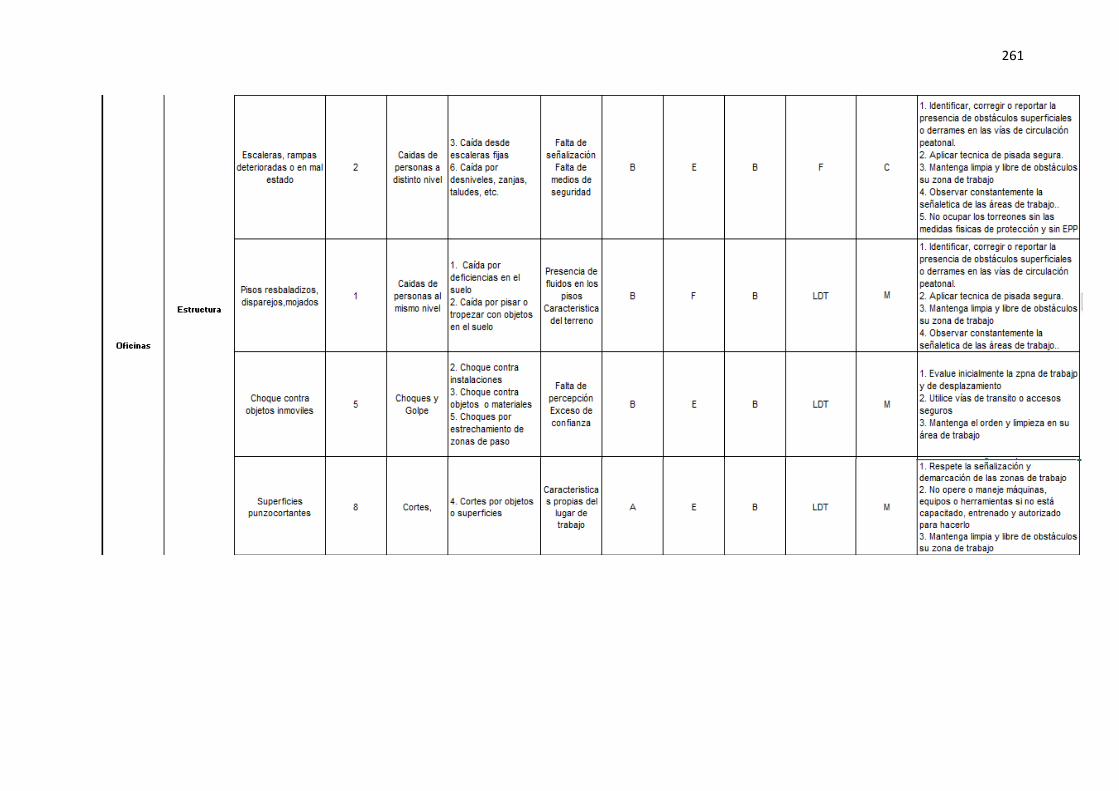
261
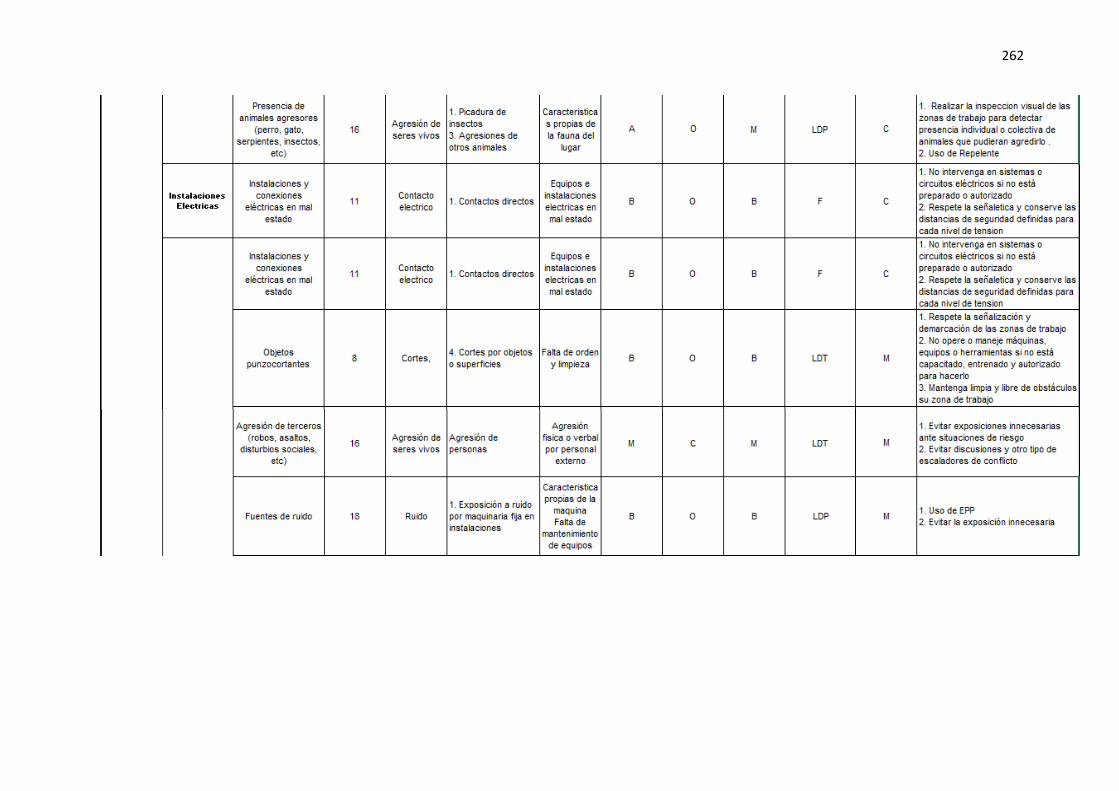
262
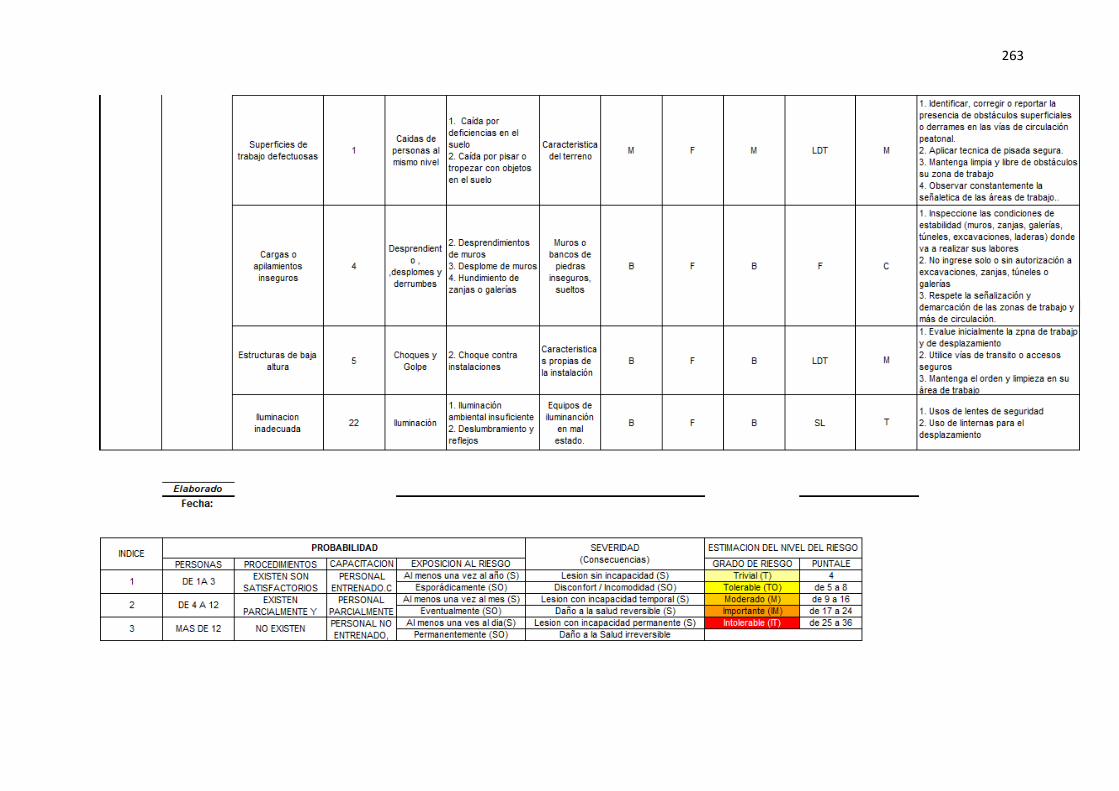
263
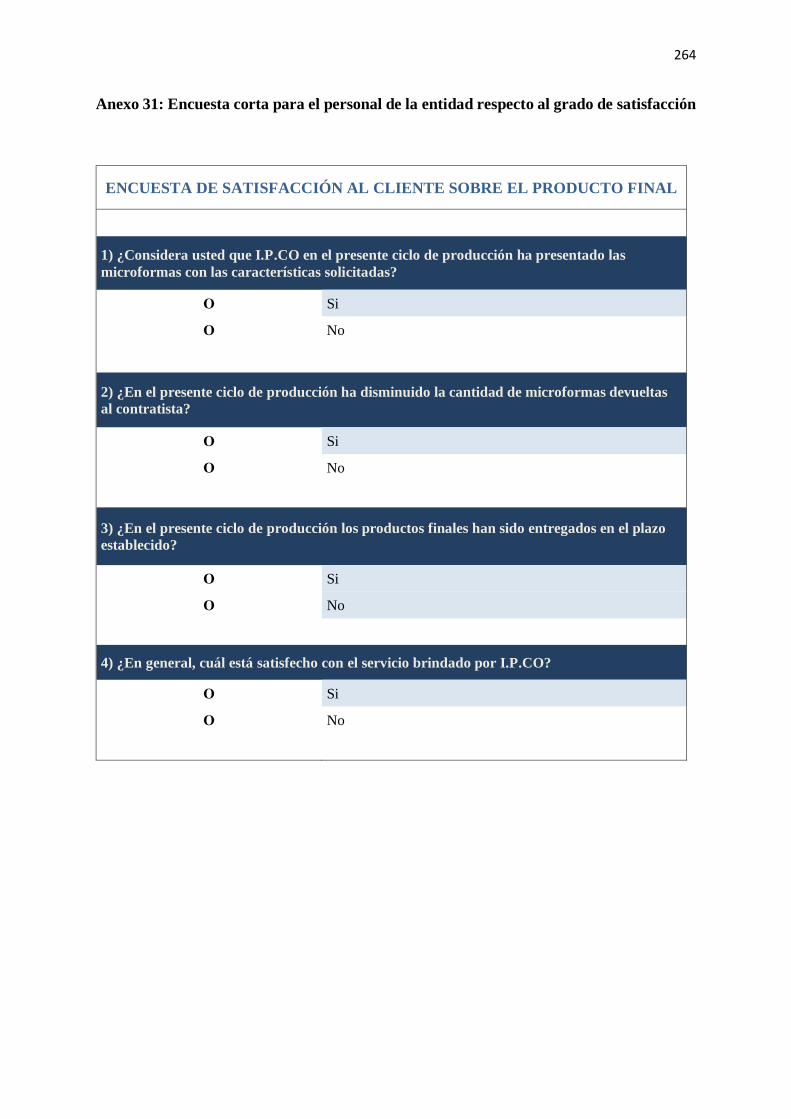
264
Anexo 31: Encuesta corta para el personal de la entidad respecto al grado de satisfacción
ENCUESTA DE SATISFACCIÓN AL CLIENTE SOBRE EL PRODUCTO FINAL
1) ¿Considera usted que I.P.CO en el presente ciclo de producción ha presentado las
microformas con las características solicitadas?
Ο Si
Ο No
2) ¿En el presente ciclo de producción ha disminuido la cantidad de microformas devueltas
al contratista?
Ο Si
Ο No
3) ¿En el presente ciclo de producción los productos finales han sido entregados en el plazo
establecido?
Ο Si
Ο No
4) ¿En general, cuál está satisfecho con el servicio brindado por I.P.CO?
Ο Si
Ο No
265
Anexo 32: Propuesta de examen médico
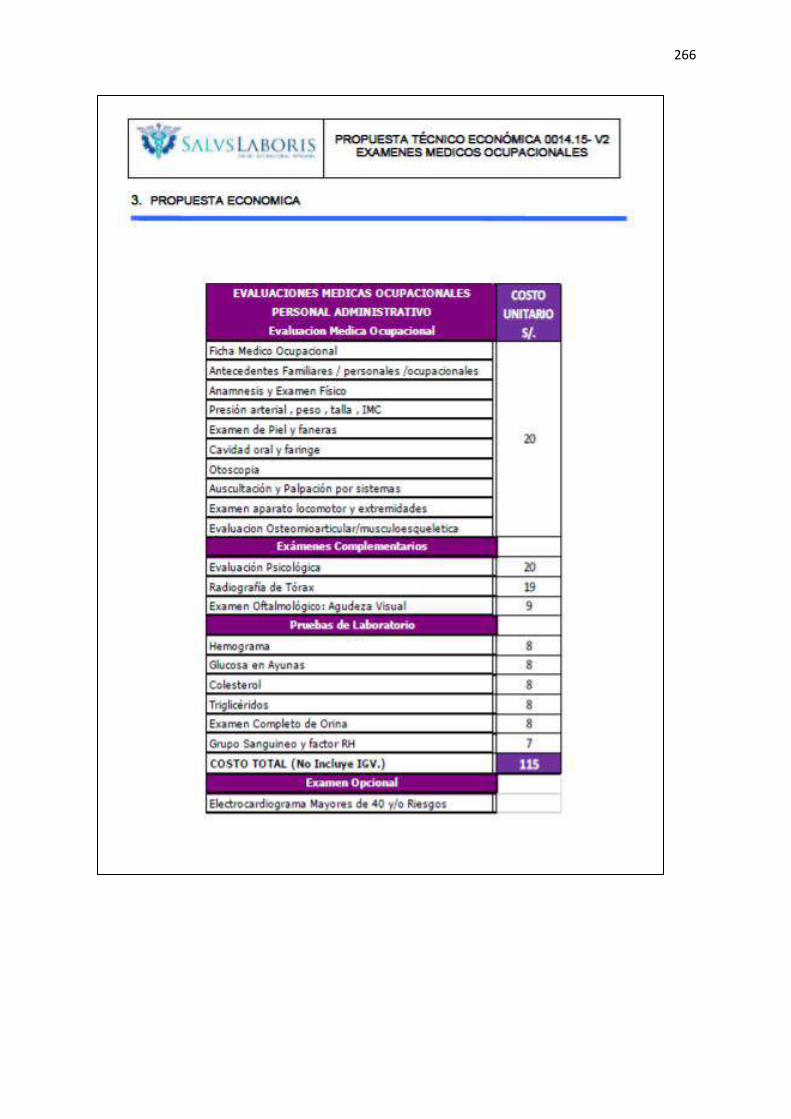
266
267
Anexo 33: Propuesta del Sistema de gestión integrado cotizado para la certificación de
Tri Norma
268
269