perancangan sistem kerja pada usaha kecil dan menengah ... · tidak terjadi perubahan kebijakan...
TRANSCRIPT
Perancangan Sistem Kerja Pada Usaha Kecil dan Menengah (UKM) Makanan Untuk Memenuhi HACCP
(Studi Kasus : UKM Syafrida Produsen Snacks)
Jurusan Teknik IndustriFakultas Teknologi Industri
Institut TeknologiSepuluh NopemberSurabaya 1
Dosen Pembimbing : Dr. Ir. Sri Gunani Partiwi, MTDosen Ko-Pembimbing :Ir. Janti Gunawan, M.Eng.Sc., Ph.D
Disusun oleh :Dinar Nilam S2507100029

PendahuluanTinjauan Pustaka
Metodologi Penelitian
Pengumpulan dan Pengolahan Data
Analisis dan Intrepetasi Data
Simpulan dan Saran

3
Sektor UKM dan koperasi menyumbang 53,32% dari total Produk Domestik Regional Bruto (PDRB) Indonesia tahun 2009 (Dinas Komunikasi dan Informatika Jatim,2009)
UKM; 53,32%
Usaha Besar;
41,00%
Sektor Pemerintah;
5,68%
Komposisi PDB Nasional Tahun 2009 (BPS Provinsi Jawa Timur, 2011)
Peran UKM terhadap ekspor non migas nasional sebesar 19,9% (Rp 75,86 triliun) tahun 2003. (Berita Resmi Statistik, 2004)
Produk unggulan UKM (Rafinaldy, N.,2004)
Nilai ekspor UKM Tahun 1999-2001 (juta dollar AS) (Rafinaldy, N., 2004)
Produk belum memenuhi sertifikasi Hazard Analysis and
Critical Control Points(HACCP)
(Hafsah, M.J., 2004).
LATAR BELAKANG
4
Produk dijual : Kacang mente, jagung, keripik, kerupuk, belinjo, dllTarget Penjualan : Mayoritas Pulau Jawa dan Indonesia bagian timur. Serta usaha melakukan ekspansi ke New Zealand, Australia dan negara lain (USA, Jepang)
Faktor Kendala
Tata letak lantai produksi yang belum standar dan pengaturan fasilitas tidak teratur sesuai urutan proses
Infrastruktur
• Jaminan kebersihan belum memadai
• Waktu produksi yang tidak menentu
• Penggunaan alat dan mesin yang belum optimal
Sistem
Sertifikasi HACCP
UKM Syafrida

Bagaimana mengevaluasi sistem kerja eksisting dan merancang sistem kerja perbaikan yang ditinjau berdasarkan prinsip-prinsip HACCP, perencanaan fasilitas, penentuan waktu standar, dan pengujian simulasi sehingga dapat memenuhi standar HACCP bagi skala UKM.
5
PERUMUSAN MASALAH
Melakukan evaluasi terhadap sistem kerja eksisting.
Merancang sistem kerja berdasarkan HACCP yang sesuai level unit usaha.
Memberikan informasi dan usulan perbaikan mengenai sistem kerja yang sesuai standar HACCP.
1
23
6
TUJUAN PENELITIAN

Rata-rata Output produksi dan volume penjualan perbulan pada data historis UKM mampu merepresentasikan keadaan sebenarnya.
Tidak terjadi perubahan kebijakan pada saat pengamatan dilakukan.
Aspek yang diamati pada operasional perusahaan yaitu proses, waktu proses, dan tata letak UKM.
Pengamatan dilakukan pada unit produksi pusat yaitu rumah utama UKM dan produk yang diamati adalah kacang mete
Aspek mengenai analisis biaya tidak diperhatikan pada rancangan sistem kerja perbaikan
BATASAN PENELITIAN ASUMSI PENELITIAN
7
RUANG LINGKUP PENELITIAN
Diperoleh rancangan sistem kerja operasional yang sesuai dengan HACCP sehingga mempemudah UKM dalam penerapannya.
Sebagai usulan perbaikan kebijakan dalam rangka memenuhi HACCP bagi seluruh UKM makanan sehingga dapat mempermudah proses ekspor.
Peningkatan output dan mutu produk UKM secara umum ditinjau dari jumlahoutput produk yang dapat dihasilkan per bulan.
8
MANFAAT PENELITIAN
HACCP
Perencanaan Fasilitas
Simulasi
Perancangan Sistem Kerja
Stopwatch Time Study
9
BAB IITINJAUAN PUSTAKA
HACCP atau Analisis Resiko dan Titik Pengendalian Kritis adalah alat manajemen yang digunakan untuk melindungi bahan pangan makanan dari bahaya (hazard) yang bersifat biologis, kimiawi, dan fisik mulai dari tahap produksi bahan baku, pengadaan, pabrikasi, distribusi, dan konsumsi produk akhir (Badan Standarisasi Nasional, 1998).
10
Hal yang ingin dicapai pada perancangan
sistem kerja
• Meningkatkan kesehatan masyarakat dengan cara mencegah atau mengurangi kasus keracunan dan penyakit melalui makanan (Food born disease)
Umum
• Mengevaluasi cara produksi makanan dari bahaya dan critical process• Memantau dan mengevaluasi penanganan• Pengolahan dan sanitasi• Meningkatkan inspeksi mandiri.
KhususTujuan
HACCP
11
Prinsip 1:Analisis bahaya
(hazard) dan identifikasi
tindakan pencegahan
Prinsip HACCP
Prinsip 2: Identifikasi
titik-titik pengendalian kritis (Critical
Control Poits/CCP)
Prinsip 3: Penetapan batas kritis
(critical limit)
Prinsip 4: Penetapan prosedur
pemantauan terhadap setiap
CCP
Prinsip 5: Penetapan
tindakan koreksi (corrective
action) yang harus dilakukan apabila terjadi penyimpangan terhadap batas
kritis
Prinsip 6 : Penetapan prosedur
verifikasi untuk memastikan
prosedur HACCP
berfungsi efektif
Prinsip 7: Penetapan prosedur
pencatatan dan dokumentasi
(record keeping)
Bahan Baku

12
Sari, 2006 : Perancangan sistem kerja yang efektif untuk peningatan produktivitas pada departemen stitching PT. Trisulack Pack Indah (maspion unit III) Jenis : Tugas AkhirHasil penelitian : penentapan waktu standar, perancangan sistem insentif, dan perancangan sistem kerja baru pada proses loadingMuslim dan Dienni, 2006 : Perancangan metode dan tempat kerja bagian packaging produk bumbu A di PT XYZ dengan menerapkan prinsip ergonomi Jenis : Prosiding seminar nasional ergonomi-K3Hasil penelitian : desain work station dan metode kerja usulan dengan metode MTM-1 yang didapatkan penurunan waktu siklus sehingga produktivitas meningkat
Oktaviani, 2007 : Kajian pustaka penerapan sistem analisis hazard dan titik kendali kritis (HACCP) terhadap penyediaan air bersih di Indonesia (studi kasus : IPAM Ngagel III PDAM Kota Surabaya)Jenis : Tugas AkhirHasil penelitian : penerapan prinsip HACCP air bersih pada tiap panel pada PDAM
Rakhmawati, 2008 : Perbaikan proses produksi pada tepung terigu dengan pendekatan lean dan HACCP sebagai upaya peningkatan kualitas produk (studi kasus : PT. Bogasari flour mills Surabaya)Jenis : ThesisHasil penelitian : integrasi antara lean dan HACCP dengan menghilangkan aktivitas yang tidak bernilai tambah dan penentuan titik kritis
Penelitian Terdahulu
13
Posisi Penelitian
14
BAB IIIMETODOLOGI PENELITIAN
15
METODOLOGI PENELITIAN
16
METODOLOGI PENELITIAN

17
BAB IV ANALISIS DAN
PENGOLAHAN DATA

Layout Eksisting
18
Deskripsi Produk : Kacang Mete
Nama Umum Syafrida Camilan Penambah SeleraBagaimana dikonsumsi
Diproses dan secara langsung dikonsumsi (tidakperlu dimasak sebelum dikonsumsi)
Tipe Kemasan/Packaging
- Plastik pack (100 gr)- Plastic Pack (200 gr)- Poly Prophylene and caligo bk (5 kg)- Poly Prophylene and caligo bk (10 kg)
Lamanya umur produk
Kurang lebih 6 bulan, pada temparatur normal. (atambient temperature).
Dimana produk dijualKonsumen
Pasar makanan dan supermarketRetailer, Umum
Konten Pada Label Kemasan
- Tanggal Expired- Ingredient- Berat Produk- Kode barcode- Tempat produksi- Nomer usaha dari Depkes RI
KarakteristikInduk
Fisik :Garing/Krispy, warna kecoklatan tidak gosong,ukuran panjang 2,5 cm lebar 1,5 cm dan diameter0,7 cm, rasa asin dan gurih
Storage & distribusi
Suhu kamar/270C dan kondisi kering
Bahan BakuPembuatan
Kacang meteBawang putihGaramMinyak goreng
19
20
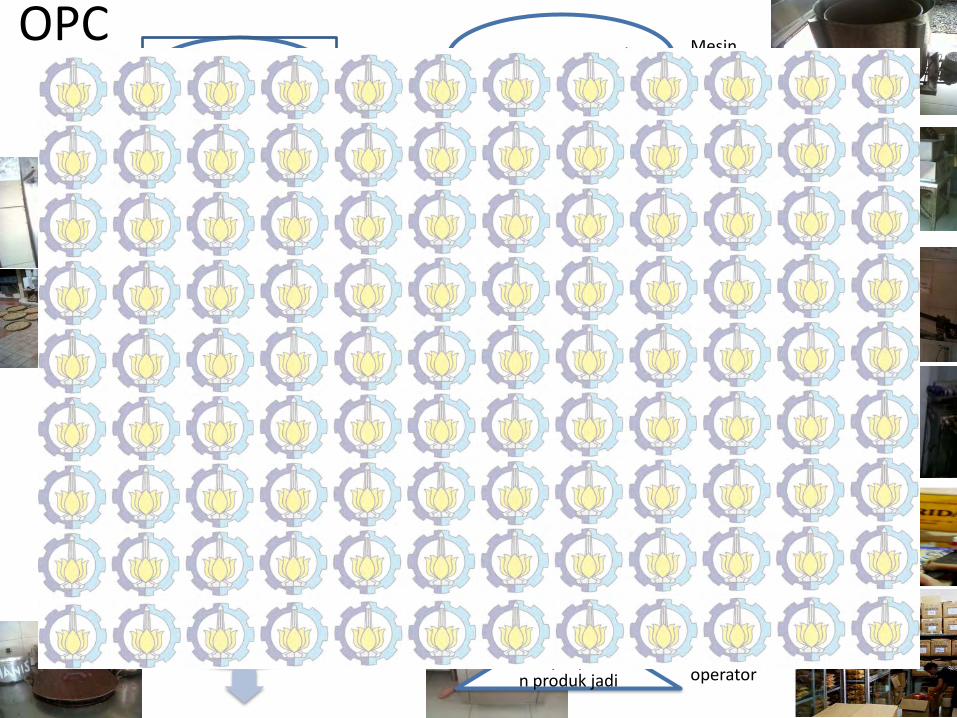
Penerimaan bahan baku
Pengupasan kulit luar
Pemanasan
OPC
Pemberian bumbu awal
Penggorengan
Garam
Bawang putih
Minyak Goreng
Manual operator
Pisau
Mesin oven/jemur
Manual operator
Mesin goreng/ wajan
Penirisan minyak
Pemberian bumbu
Pemberian kode expired
Pendinginan
Packaging produk
Penyimpanan produk jadi
GaramBawang putih
Plastik kemasan
Mesin spiner
Meja aluminium
Mesin pengaduk
Timbangan dan mesin seller
Mesin pencetak expired
Manual operator
21
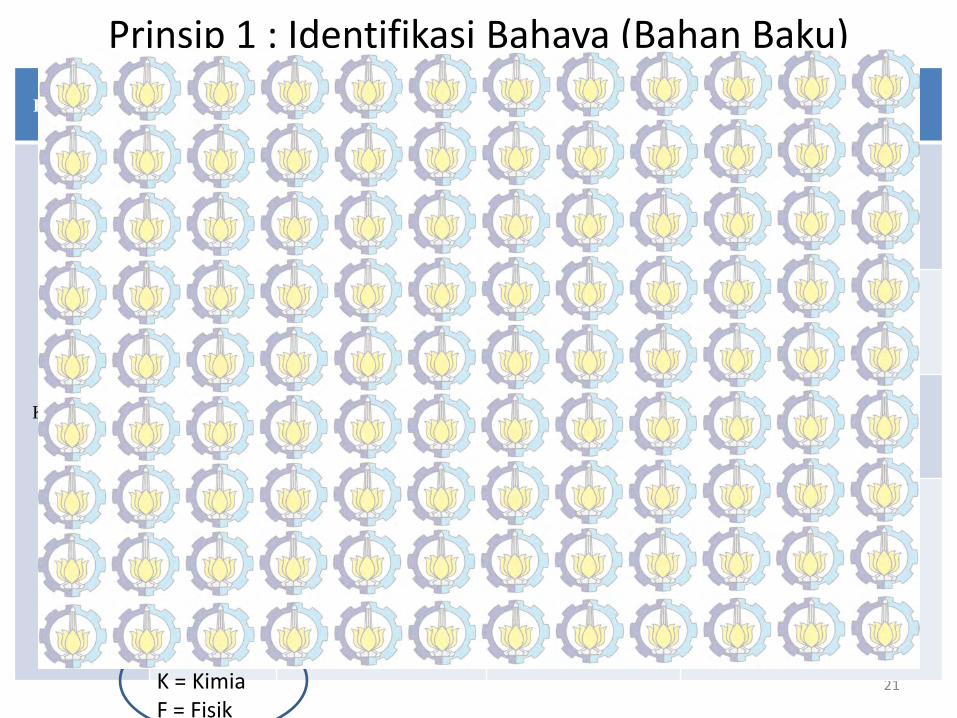
Prinsip 1 : Identifikasi Bahaya (Bahan Baku)Bahan Baku Bahaya
B/K/F Jenis Bahaya Sumber Bahaya Tindakan Pencegahan
Kacang Mete
B
Mikrobiologi Patogen (kapang, dan bakteri : Bakteri Salmonella Sp., Bakteri E.Coli, Fungal, koliform)
Kelembapan udara, udara bebas, proses pembusukan
• Certificate of Analysis (COA)
• Analisis laboratorium
K Residu Pestisida Proses menghilangkan hama
• Certificate of Analysis (COA)
• Analisis laboratorium
K Aflatoksin Proses pembusukan kacang mete
• Certificate of Analysis (COA)
• Analisis laboratorium
F
Kandungan air/moisture, kerikil, ranting, daun, serangga, plastik/material packaging, debu
Proses pengiriman dari supplier sampai dengan penerimaan di UKM
• Certificate of Analysis (COA)
• Inspeksi secara manual (seperti visual) ataumenggunakan alat (mesin separator)B = Biologi
K = KimiaF = Fisik

22
Prinsip 1 : Identifikasi Bahaya (Proses)
Proses Bahaya B/K/F Jenis Bahaya Sumber Bahaya Tindakan Pencegahan
Pengupasan kulit luar
kacang mete
B Streptococcus Group A
Bakteri yang berasal dari tenggorokan dan kulit operator
• Personel menggunakan masker dan sarung tangan
• Pemeriksaan kesehatan dan kebersihan personil
• Analisis laboratorium
K
Kontaminasi dari pisau pemotong
Pisau yang berkarat yang mengandung bahan kimia seperti karbon, mangan, krom, dan sianida.
• Penggunaan pisau yang bersih dan tidak berkarat
• Proses sanitasi atau pencucian pisau dengan air yang memiliki kualitas aman (air minum)
F Rambut Rambut yang rontok dari operator
Penggunaan alat penutup kepala personil
B = BiologiK = KimiaF = Fisik
23
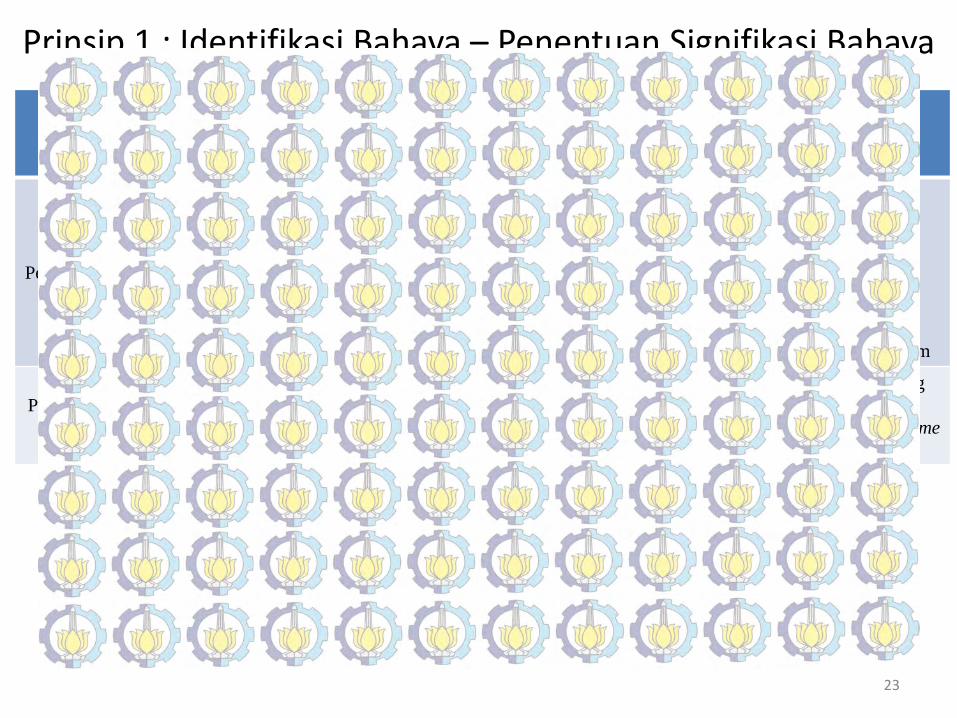
Prinsip 1 : Identifikasi Bahaya – Penentuan Signifikasi Bahaya
Proses BahayaPenyebab Bahaya
Peluang TerjadiL/M/H
KeparahanL/M/H
SignifikansiTindakan
Pencegahan
Penggorengan B Mikrobiologi patogen M H
Signifikan,karena tingkat keparahan
• Pemanasan dengan suhu diatas ± 1200 C agar mikroba hilang• Pemanasan dengan jangka waktu ± 2 jam untuk mengjilangkan mikroba• Analisis laboratorium
Penyimpanan produk F Debu L L Kurang
signifikan
• Pembersihan gudang• Analisis tingkat akumulasi debu (volume dust sampler)
B = BiologiK = KimiaF = Fisik
L = LowM = MediumH = High
L = LowM = MediumH = High
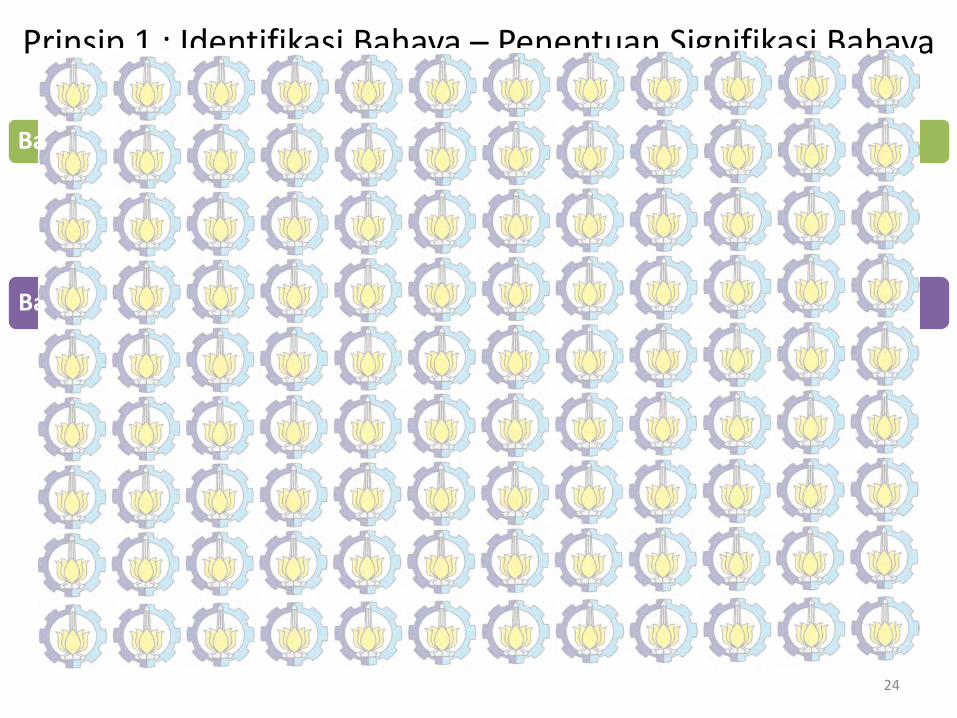
Prinsip 1 : Identifikasi Bahaya – Penentuan Signifikasi Bahaya
24
Bahaya signifikan bahan baku• Kacang mete : Residu pestisida, aflatoksin, kandungan asing • Air : Logam berat
Bahaya signifikan proses produksi
• Proses penerimaan : Residu pestisida dan aflatoksin• Proses pengupasan : Streptococcus Group A dan kontaminasi pisau• Proses pemanasan : Serangga, batu, air, ranting pohon• Proses pemberian bumbu awal : Kotoran kuku• Proses penggorengan : Mikrobiologi patogen• Proses penirisan : Serangga• Proses pendinginan :Serangga dan benda asing lain• Proses packaging produk : Bahan pengemas • Proses penyimpanan : jamur, mikrobiologi patogen, dan aflatoksin
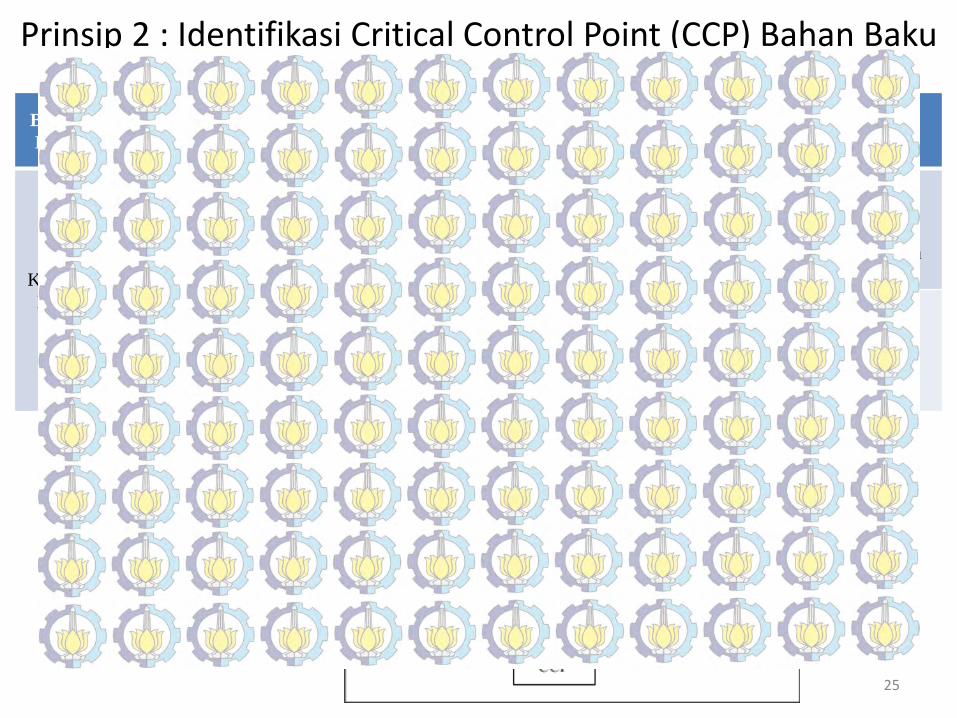
Prinsip 2 : Identifikasi Critical Control Point (CCP) Bahan Baku
25
Bahan Baku Bahaya Penyebab
Bahaya
KategoriResiko/
SignifikasiP1 P2 P3 Status
CCP Alasan Keputusan
Kacang Mete
K Residu Pestisida
Signifikan, karena tingkat keparahan yang ditimbulkan
Y T CCP 1
Karena pada tahap proses dan pengolahan tidak dapat mengurangi, menghilangkah bahaya, dengan tingkat keparahan tinggi (dampak langsung)
F
Kandungan air / moisture, kerikil, ranting, daun, serangga
Signifikan, karena tingkat kejadian yang sering terjadi
Y Y T Bukan CCP
Karena bahaya dapat dikurangiatau dihilangkan dan tidak terjadi kontaminasi
B = BiologiK = KimiaF = Fisik
Y = YaT = Tidak
26
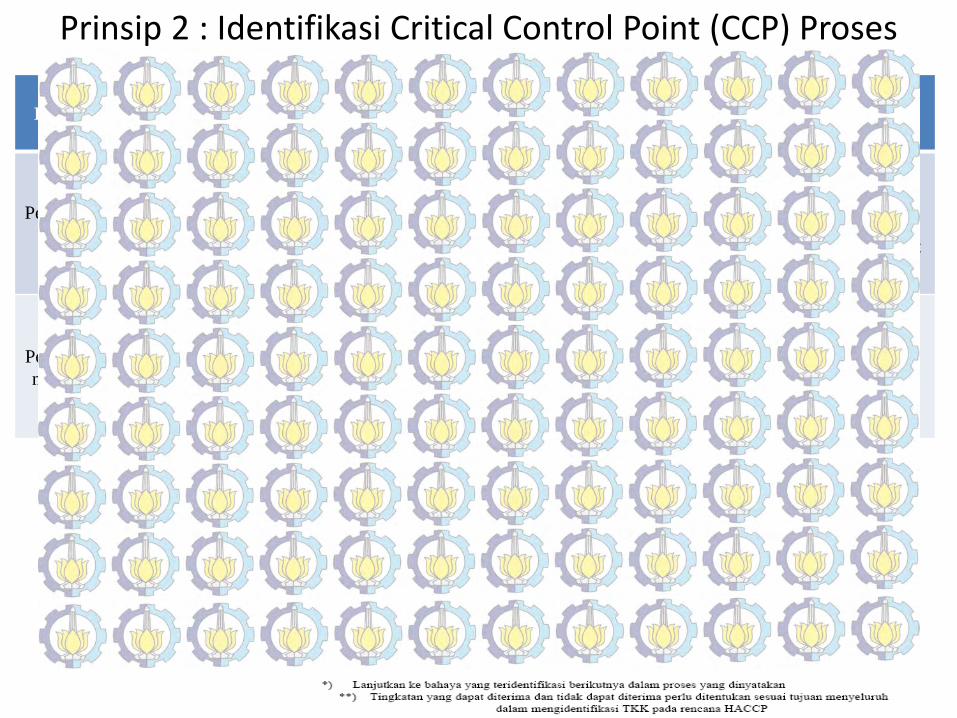
Prinsip 2 : Identifikasi Critical Control Point (CCP) Proses
Proses Bahaya Penyebab Bahaya
Kategori resiko/
SignifikasiP1 P2 P3 P4 Status
CCP Alasan Keputusan
Penggorengan B
Mikrobiologi patogen
Signifikan, karena tingkat keparahan yang ditimbulkan
Y Y CCP 5
Ada kemungkinan konsumen menerima produk yang terkontaminasi dan tidak ada proses selanjutnya yang dapat menghilangkan bahaya ini
Penirisan minyak F Serangga
Signifikan, karena tingkat keparahan yang ditimbulkan
Y T Y Y Bukan CCP
Karena proses selanjutnya dapat mengurangi atau menghilangkan bahaya sampai pada batas yang aman (proses inspeksi pada packaging)
B = BiologiK = KimiaF = Fisik
Y = YaT = Tidak
27
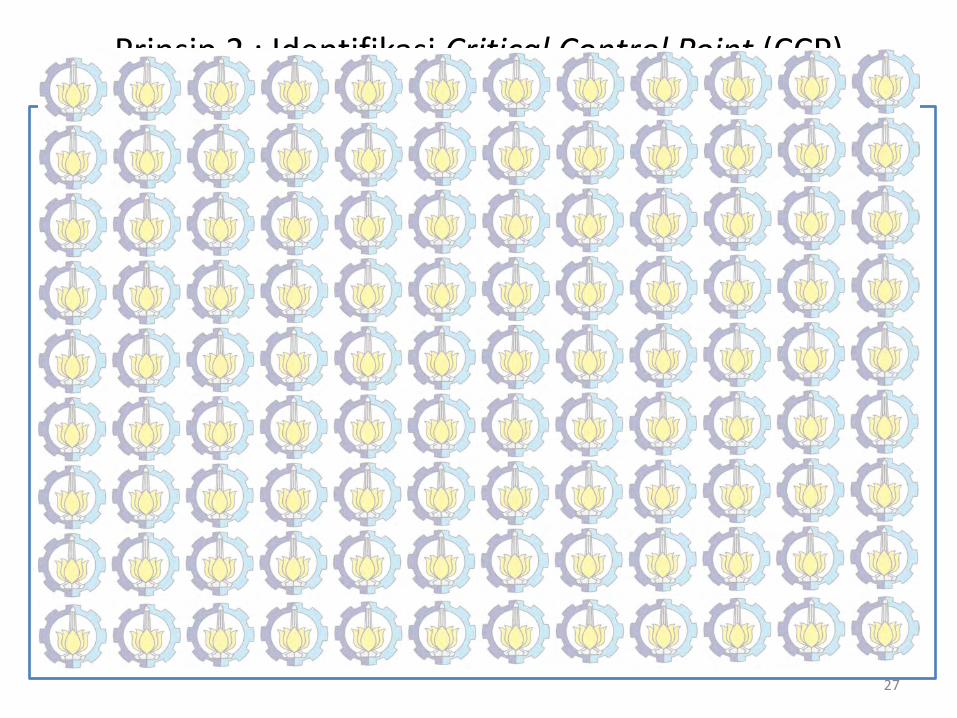
Prinsip 2 : Identifikasi Critical Control Point (CCP)
• CCP 1 : Bahan baku kacang mete bahaya residu pestisida• CCP 2 : Bahan baku kacang mete bahaya aflatoksin• CCP 3 : Bahan baku air bahaya logam berat• CCP 4 : Proses penerimaan bahan baku untuk bahaya residu
pestisida dan aflatoksin• CCP 5 : Proses penggorengan untuk bahaya mikrobiologi patogen• CCP 6 : Proses packaging produk untuk bahaya bahan pengemas
dan tempelan stiker merk• CCP 7 : Proses packaging produk untuk bahaya benda asing
(rambut dan logam) • CCP 8 : Proses penyimpanan produk untuk bahaya jamur dan
mikrobiologi patogen • CCP 9 : Proses penyimpanan produk untuk bahaya aflatoksin• CCP 10 : Proses penyimpanan produk untuk bahaya serangga dan
hewan pengerat
Critical Control Point

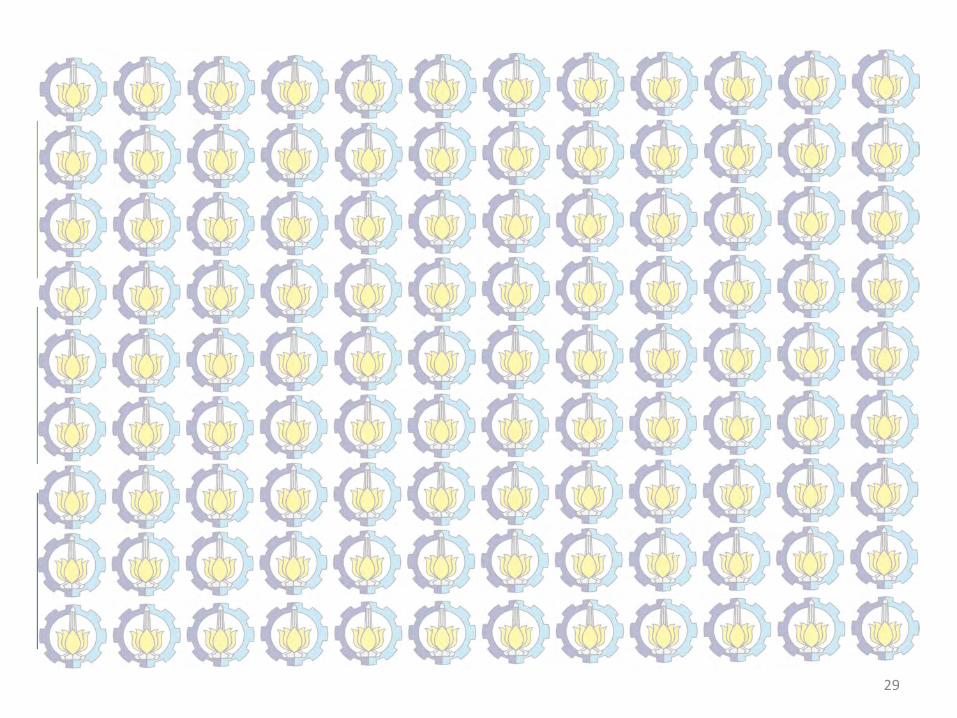
Prinsip HACCP : Penyelesaian Model HACCP
28
Prinsip 1 Prinsip 2
Prinsip 3 Prinsip 4 Prinsip 5 Prinsi
p 6Pronsip
7
Bahan
baku/ Prose
s
Bahaya
Tindakan
pencegahan
CCP Batas Kritis
Pemantauan
Tindakan Koreksi
Verifikasi
(Apa&
Siapa)
Dokumentasi
Apa Dimana
Bagaimana Kapan Siapa
Penerimaan bahan baku
K (Residu pestisida dan aflatoksin)
•Certificate of Analysis (COA)•Analisis laboratorium
CCP4
Rekomendasi FAO/WHO untuk insectisidersand farm/gants
Kacang mete
Penerimaan bahan baku dan di lab
Pemeriksaan COA, inspeksi produk, dan analisis kimia sampleproduk di lab
Setiap kedatangan truk
Operator penerimaan dan operator lab
• Bila masih dapat ditoleransi maka konfirm ke pihak supplier• reject bila tidak dapat ditoleransi dan terdapat aflatoksin
COA dan hasil analisis lab
Manajer UKM, Quality Control
• COA •Unloading report• Report of analysis
Rekomendasi sistem perbaikan
29
Re-layout lantai produksidengan membedakan pintualiran keluar masuk pekerja danmaterial serta pengurutan tata letak sesuai aliran proses
Rancangan Standar Operational Procedure (SOP) pada tiap proses produksi
Penambahan ruang sanitasiyaitu wastafel cuci tangan dan kamar mandi
Adanya ruang ganti pekerjasebelum memasuki lantaiproduksi
Pakaian pekerja yang standarsebelum memasuki lantai produksi
Adanya pengawasan danpengujian yang dilaksanakansecara berkala. pihak internal adanya departemen qualitycontrol dan pihak eksternalbekerja sama denganlaboratorium
Penggunaan alat inspeksi metal detector untuk mendeteksi adanya kandungan logam pada proses packaging
Penggunaan termometer dan rh meter untuk mengukur suhu serta kelembapan udara terutama pada warehouse.
Mencari informasi mengenai supplier yang memiliki Certificate of Analysis (COA)

Perencanaan Fasilitas : Penentuan Kebutuhan Ruang
30
No Fasilitas
1 Areal parkir / loading unloading produk
2 Warehouse raw material
3 Warehouse WIP
4 Warehouse produk jadi
5 Tempat cuci tangan pekerja
6 Ruang ganti pekerja
7 Kamar mandi
8Ruang/area office (admin, meeting, Quality Control)
9 Tempat pengupasan kulit luar
10 Tempat menjemur bahan baku
11 Tempat oven
12 Tempat pembumbuan awal
13 Tempat penggorengan wajan
No Fasilitas
14 Tempat mesin penggorengan
15 Tempat penirisan minyak
16 Tempat pendinginan
17 Tempat pengaduk bumbu
18 Tempat packaging produk
19 Tempat seller
20 Tempat pembuat kode expired
21 Mushola
22 Pantry
23 Tempat sanitasi/pencucian alat produksi
24 Taman
Kebutuhan Luas
599,933 m2
Perencanaan Fasilitas : Systematic Layout Planning - ARC
31

32
Perencanaan Fasilitas : Systematic Layout Planning - ARD
33
Perencanaan Fasilitas : Systematic Layout Planning –Penyederhanaan ARD
34
Perencanaan Fasilitas : Systematic Layout Planning - SRD
Block Plan

Layout Perbaikan
35
36
Layout Perbaikan

Penentuan Waktu Standar
37
Waktu Standar (Stop Watch Time Study)
Waktu Proses
Waktu Material Handling

38
Penentuan Waktu Standar
Waktu Proses
Waktu Material Handling Eksisting
Waktu Proses
Waktu Material Handling Perbaikan
39
Waktu Material Handling Perbaikan
Penentuan Waktu Standar
Jarak eksisting
Waktu Eksisting Kecepatan
Jarak perbaikan
Waktu Perbaikan
:
=
:
=

Simulasi : Model Arena
40
41
Simulasi : Model ArenaOutput Model Simulasi
5 Replikasi
Replikasi Sistem Real
Sistem Model EksistingJumlah
200 gram 100 gram
1 450 81 374 455
2 450 77 367 444
3 450 78 363 441
4 450 78 376 454
5 450 74 351 425
Kedua sistem dalam satuan karton.Output arena berdasarkan jumlah counters packaging kemasan 200gram dan 100 gram
ReplikasiSistem Model Eksisting Sistem Model Perbaikan
200 gram 100 gram Jumlah 200 gram 100 gram Jumlah
1 81 374 455 82 376 458
2 77 367 444 79 374 453
3 78 363 441 79 364 443
4 78 376 454 70 335 405
5 74 351 425 81 385 466
Simulasi : Verifikasi dan Validasi
42
2,258,12
998,182,6998,182,6
)21(
)21(
)21()21()21(
≤≤−
+≤≤−
+≤≤−
−
−
−−−
µ
µ
µ hwxhwx
28,65671,67
471,662,1471,662,1
)21(
)21(
)21()21()21(
≤≤−
+−≤≤−−
+≤≤−
−
−
−−−
µ
µ
µ hwxhwx
Verifikasi
Validasi
H0: µ1=µ2 Terima H0, µ1 dan µ2 tidak berbeda secara signifikan.
H0: µ1=µ2 Terima H0, µ1 dan µ2 tidak berbeda secara signifikan.
Rekap Output Simulasi

Simpulan
43
Beberapa faktor yang menjadi hambatan UKM dalam memenuhi HACCP adalah infrastruktur (tata letak) lantai produksi yang tidak standar, waktu produksi yang tidak menentu, pengaturan fasilitas kerja yang tidak teratur, dan jaminan kebersihan operator dan fasilitas produksi yang belum memadai.
Perancangan sistem kerja perbaikan untuk memenuhi HACCP adalah melalui tahap prinsip-prinsip HACCP seperti identifikasi bahaya dan tindakan pencegahan, identifikasi CriticalControl Point, dan penyelesain model HACCP kemudian hasilnya menjadi input pada rancangan layout dan fasilitas yang selanjutnya dilakukan pengujian.
Rekomendasi sistem kerja perbaikan yang diusulkan antara lain adalah penentuan CriticalControl Point (CCP) dan model HACCP, re-layout lantai produksi, perancangan Standar Operational Procedure, dan Good Manufacturing Produre.
Hasil pengujian dengan simulasi menunjukkan bahwa output antara penerapan sistem eksisting dengan sistem perbaikan adalah tidak berbeda secara signifikan yaitu rata-rata setiap bulannya 450 karton sistem eksisting dan 445 karton sistem perbaikan sehingga penerapan sistem perbaikan nantinya tidak mempengaruhi output yang dihasilkan pada sistem eksisting.

Saran
44
Penelitian dapat dilanjutkan dengan memperhatikan faktor biaya dan mengarah pada faktor efisiensi.
Perancangan alat yang berhubungan dengan tindakan pencegahan bahaya seperti metal detector, mesin separator, dan pengusir hewan.
Penelitian dapat dilanjutkan dengan memperbaiki faktor manajemen seperti manajemen sumber saya manusia dan manajemen kompensasi yang mengatur masalah kepegawaian.
Abubakar 2004, ‘Strategi Peningkatan Kualitas Produk Melalui Teknologi Pasca Panen Dalam Pengembangan Agribisnis Kambing’ : Lokakarya Nasional Kambing Potong, Balai Besar Litbang Pascapanen Pertanian Bogor.
Badan Pusat Statistik Provinsi Jawa Timur 2011, Perkembangan Ekspor dan Impor Jawa Timur November 2010, Diakses pada tanggal 26 Januari 2011,http://www.jatimprov.go.id/index.php.
Badan Standarisasi Nasional 1998, Sistem Analisa Bahaya dan Pegendalian Titik Kritis (HACCP) Serta Pedoman Penerapannya, Jakarta : Badan Standarisasi Nasional, Diakses pada tanggal 28 Februari 2011,http://www.ebookpangan.com/E-BOOK%20GRATIS/Ebook%20Pangan/sni%2001-4852-1998%20%20HACCP.pdf.
Barness, R. M. 1980, Motion and Time Study: Design and Measurement of Work, New York : John Wiley & Sons.
Berita Resmi Statistik 2004, Indikator Makro Ekonomi Usaha Kecil dan Menengah Tahun 2003, Berita Resmi Statistik No. 21/VII/24 Maret 2004, Diakses pada tanggal 16 Maret 2011,http://www.scribd.com/doc/49940573/ukm
Buckle, K.A., R.A. Edwards, G.H. Fleet and M. Wooton 1987, Food Science, Diterjemahkan oleh Purnomo, H. Dan Adiono, Ilmu Pangan, Jakarta : UI. Press. 45
DAFTAR PUSTAKA
Departemen Pertanian 2009, Pedoman Teknis Penanganan Pasca Panen Mete, Jakarta : Departemen Pertanian, Diakses pada tanggal 16 Maret 2011,agribisnis.deptan.go.id/download/layanan.../mete_cetak_web(final).pdf.
Dinas Komunikasi dan Informatika 2009, BPS Tambah Survei UKM Mulai 2011, Kementrian Koperasi dan Usaha Kecil dan Menengah Republik Indonesia, Media Indonesia, Diakses pada tanggal 30 Januari 2011, http://www.depkop.go.id/index.php?option=com_content&view=article&id=487:bps-tambah-survei-ukm-mulai-2011&catid=50:bind-berita&Itemid=97
Garudafood 2009, HACCP Manual MM.01-03.4.1, Quality Assurance Departement PT. Garudafood Putra Putri Jaya Divisi Biskuit, Diakses pada tanggal 1 Juli 2011,http://www.slideshare.net/ArvionWinchester/manual-haccp-iso-22000
Hafsah, M.J. 2004, Upaya Pengembangan Usaha Kecil dan Menengah (UKM), Infokop Nomor 25 Tahun XX 2004, Diakses pada tanggal 16 Maret 2011,http://www.smecda.com/deputi7/file_Infokop/EDISI%2025/pengemb_UKM.pdf.
Harell, C Ghosh, Biman K, Bowden, & Royce 2003, Simulation Using Promodel ed 2nd, Mc Grow Hill.Heragu, S. 2006, Facilities Design (Second Edition), New York : iUniverse, Inc. Media Indonesia 2010, BPS Tambah Survei UKM Mulai 2011, Kementrian Koperasi dan Usaha Kecil
dan Menengah Republik Indonesia, Diakses pada tanggal 30 Januari 2011,http://www.depkop.go.id/index.php?option=com_content&view=article&id=487:bps-tambah-survei-ukm-mulai-2011&catid=50:bind-berita&Itemid=97
46
DAFTAR PUSTAKA
Muslim, E. dan Dienni N. 2006, ‘Perancangan Metode & Tempat Kerja Bagian Packaging Produk Bumbu A di PT XYZ Dengan Menerapkan Prinsip Ergonomi’, Prosiding Seminar Nasional Ergonomi-K3, Surabaya : Kampus ITS, pp.08-1 - 08-9.
NACMCF 1997. Hazard Analysis and Critical Control Point Principle and Guidelines, National Advisory Committee on Microbiological Criteria for Foods (NACMCF), Diakses pada tanggal 29 April 2007,http://www.cfsan.fda.gov/-comm/nacmcfp.html
Oktaviani, N. 2007. Kajian Pustaka Penerapan Sistem Analisis Hazard dan Titik Kendali Kritis (HACCP) Terhadap Penyediaan Air Bersih di Indonesia Studi Kasus IPAM Ngagel III PDAM Kota Surabaya, Surabaya : Institut Teknologi Sepuluh Nopember.
Pierson, M. D. and D. A. Corlett, Jr (eds) 1992, HACCP Principles and Applications, Chapman & Hall, Inc., New York.
Pujawan, I.N. 2009, Supply Chain Management, Surabaya : Guna Widya. Rafinaldy, N. 2004, Upaya dan Strategi Pengembangan UKM dalam Rangka Peningkatan Ekspor, dalam
Hambatan Usaha Kecil dan Menengah Dalam Kegiatan Ekspor. Jurnal Pengkajian Koperasi dan UKM Nomor 1 Tahun 1. Diakses pada tanggal 16 Maret 2011.http://www.smecda.com/kajian/files/jurnal/hal_99GB_ok.pdf
Rafinaldy, N. 2011, UKM Didorong Lempar Produk Ke Luar Negeri, Diakses pada tanggal 30 Januari 2011,http://www.kabarbisnis.com/anekabisnis/2816458UKM_didorong_lempar_produk_ke_luar_negeri.html
Rakhmawati 2008, Perbaikan Proses Produksi Pada Tepung Terigu Dengan Pendekatan Lean dan HACCP Sebagai Upaya Peningkatan Kualitas Produk (Studi Kasus : Pada PT. Bogasari Flour Mills Surabaya), Surabaya: Institut Teknologi Sepuluh Nopember.
Rosid, B. Model Manajemen UKM pertemuan ke-3 : UKM di Indonesia & Peranan UKM, Diakses pada tanggal 16 Maret 2011,pksm.mercubuana.ac.id/new/elearning/.../31013-3-478126269633.doc. 47
DAFTAR PUSTAKA
Saragih, Y. P. dan Haryadi, P. 1994, Budidaya Jambu Mete dan Pengupasan Gelondong, Jakarta : Penebar Swadaya, Diakses pada tanggal 16 Maret 2011http://books.google.co.id/books?id=1oaHo66bJqYC&printsec=frontcover#v=onepage&q&f=false
Sari, I.D. 2006, Perancangan Sistem Kerja Yang Efektif Untuk Peningkatan Produktivitas Pada Departemen Stitching PT. Trisulack Pack Indah (Maspion Unit III), Surabaya: Institut Teknologi Sepuluh Nopember.
Schiber 1987, Why Lean need Simulation, The Institut of Electrical and Electronics Engineering.Sudarmaji 2005, ‘Analisis Bahaya dan Pengendalian Titik Kritis (Hazard Analysis Critical Control
Point’ : Jurnal Kesehatan Lingkungan FKM UNAIR Vol 1 No. 20Suharna, C. 2006, Kajian Sistem Manajemen Mutu Pada Pengolahan Ikan Jambal Roti di
Pangandaran Kabupaten Ciamis, Semarang : Program Pascasarjana Universitas Diponegoro. Diakses pada tanggal 10 April 2011.http://www.uajy.ac.id/jurnal/jti/2000/4/3/pdf/2000_4_3_6.pdf
The 1st Principles of HACCP, Diakses pada tanggal 16 Maret 2011.xa.yimg.com/kq/groups/22000788/1066000537/name/Prinsip
Wignjosoebroto, S. 2000, Ergonomi, Studi Gerak dan Waktu : Teknik Analisis untuk MeningkatkanProduktivitas Kerja. Jakarta : PT. Gunawidya.
Wignjosoebroto, S. 2008, Teknik Tata Cara dan Pengukuran Kerja. Surabaya : Guna Widya.Wignjosoebroto, S. 2009, Tata Letak Pabrik dan Pemindahan Bahan (Edisi Ketiga). Surabaya :
Guna Widya.Zuhri, S. 2009, Ekspor UKM Hadapi Hambatan Nontarif. Jakarta : Bisnis Indonesia. Diakses pada
tanggal 11 Maret 2011. http://www.smecda.com/deputi7/BERITA%20KUKM/get8.asp?id=721
48
DAFTAR PUSTAKA
49