pengaruh desain sambungan las spot welding … · ... juga berfungsi sebagai reparasi dari semua...
TRANSCRIPT

PENGARUH DESAIN SAMBUNGAN LAS SPOT
WELDING TERHADAP KEKUATAN SAMBUNGAN PADA
MATERIAL MILD STEEL
UNIVERSITAS MUHAMMADIYAH SURAKARTA
PUBLIKASI ILMIAH
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I
pada Jurusan Teknik Mesin Fakultas Teknik
Oleh:
DIMAS JASA PRIANGGA
D 200 080 127
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2016

i

ii

iii

1
PENGARUH DESAIN SAMBUNGAN LAS SPOT WELDING TERHADAP
KEKUATAN SAMBUNGAN PADA MATERIAL MILD STEEL
UNIVERSITAS MUHAMMADIYAH SURAKARTA
ABSTRAKSI
Las titik atau Spot Welding merupakan cara pengelasan yang menggunakan
resistansi listrik (Resistance Welding) dimana dua permukaan plat yang akan disambung
ditekan satu sama lain oleh dua buah elektroda. Mild steel/baja karbon rendah adalah
salah satu logam yang sering digunakan untuk penyambungan material beda jenis dalam
dunia industri. Hal ini disebabkan karena logam ini digunakan hampir di seluruh sektor
industri. Baja karbon rendah adalah jenis baja yang memiliki kadar karbon (C) kurang
dari 0,30 %. Kelebihan dari logam ini antara lain mempunyai sifat mampu las yang baik,
mudah ditempa, dimesin, dan mempunyai harga yang relatif murah.
Penelitian ini menggunakan bahan mild steel dengan tebal 1 mm. Variasi
parameter yang digunakan dalam penelitian ini adalah arus pengelasan 4000 A, 5000 A
dan waktu pengelasan 0,4 detik, 0,5 detik. Pengujian komposisi kimia menggunakan
standar ASTM 1251, spesimen pengujian kekuatan geser menggunakan standar ASME IX.
Dari hasil penelitian menunjukkan bahwa bahan penelitian mild steel adalah Besi
(Fe) = 98.61 %,Karbon (C) = 0.272 %, Silisum (Si) = 0.337 %, Magnesium (Mg) = 0.402,
dan unsur lainnya dibawah 0,1 %. Variasi parameter desain, arus dan waktu berpengaruh
terhadap kekuatan hasil sambungan las. Semakin besar arus dan waktu, akan
meningkatkan kekuatan hasil sambungan las. variasi desain terjadi kenaikan kekuatan
daya beban dukung geser ketika desain 2 lebih kuat dari desain 3, sehingga terjadi pada
desain 2 yang las titik bertumpu atas dan bawah sedangkan desain 3 yang las titik
bertumpu kanan dan kiri. Dengan demikian variasi desain akan mempengaruhi kekuatan
daya beban dukung geser pada sambungan. Sehingga desain 2 yang las titik bertumpu atas
dan bawah akan lebih baik dan efektif jika di bandingkan dengan desain 3 yang las titik
bertumpu kanan dan kiri.
Kata kunci : Spot Welding, Variasi Desain, Mild steel, Kekuatan Geser
ABSTRACT
Spot Welding or a welding method that uses electric resistance (Resistance
Welding) in which two plate surfaces to be joined is pressed together by the two electrodes.
Mild steel / carbon steel is one of the metals that are often used for connecting different
types of materials in the industrial world. This is because these metals are used in almost
all industrial sectors. Low carbon steel is a type of steel having a carbon content (C) of less
than 0.30%. The advantages of this metal, among others, has good weldability
characteristics, easily forged, machined, and has a relatively cheap price.
This study uses material mild steel with a thickness of 1 mm. Variations of the
parameters used in this study is the welding current of 4000 A, 5000 A and a welding time
of 0.4 seconds, 0.5 seconds. Chemical composition testing using ASTM standard 1251,
shear strength test specimens using standard ASME IX.

2
The results showed that the study material is mild steel Iron (Fe) = 98.61%,
carbon (C) = 0.272%, Silisum (Si) = 0337%, Magnesium (Mg) = 0402, and other elements
below 0.1% , Variations of the design parameters, current and time affect the strength of
the weld joint results. The greater current and time, will increase the yield strength of
welded joints. variations in the design of an increase in power load bearing shear strength
when design 2 stronger than design 3, resulting in the design of the welding point 2 rests up
and down while the design of a 3 resting spot welding right and left. Thus variations in
design will affect the strength of load bearing sliding on the connection. 2 design so that
the weld point rests top and bottom will be better and more effective when compared with 3
design that relies spot welding right and left.
Keywords: Spot Welding, Variation Design, Mild steel, Strength Scroll
1. PENDAHULUAN
Pengelasan adalah suatu proses penggabungan antara dua logam atau lebih yang
menggunakan energi panas. Teknologi pengelasan tidak hanya digunakan untuk
memproduksi suatu alat tetapi pengelasan juga berfungsi sebagai reparasi dari semua alat-
alat yang terbuat dari logam. Sesuai dengan perkembangan teknologi pengelasan maka
setiap perusahaan manufaktur dituntut untuk meningkatkan mutu dan kualitas produksinya
agar dapat bersaing dengan perusahaan lainnya. Salah satu metode pengelasan yang ada
dalam perusahaan manufaktur adalah las titik atau Spot Welding. (Wiryosumarto. H, 2004)
Las titik atau Spot Welding merupakan cara pengelasan yang menggunakan
resistansi listrik (Resistance Welding) dimana dua permukaan plat yang akan disambung
ditekan satu sama lain oleh dua buah elektroda, pada saat yang sama arus listrik yang besar
dialirkan melalui kedua elektroda melewati dua buah plat yang dijepit elektroda sehingga
permukaan diantara kedua plat menjadi panas dan mencair karena adanya resistansi listrik.
Pada permukaan plat yang menempel pada elektroda sebenarnya timbul panas akibat
adanya resistansi listrik tetapi hal itu tidak akan membuat plat mencair dikarenakan oleh
resistansi di permukaan plat lebih kecil dibandingkan resistansi yang ada di antara kedua
plat. (Amstead, B.H.,1995)
Baja karbon rendah adalah salah satu logam yang sering digunakan untuk
penyambungan material beda jenis dalam dunia industri. Hal ini disebabkan karena logam
ini digunakan hampir di seluruh sektor industri. Baja karbon rendah adalah jenis baja yang
memiliki kadar karbon (C) kurang dari 0,30 %. Kelebihan dari logam ini antara lain
mempunyai sifat mampu las yang baik, mudah ditempa, dimesin, dan mempunyai harga
yang relatif murah (Wiryosumarto, H. dkk, 2000).
Penelitian terhadap pengelasan logam tak sejenis sebelumnya pernah dilakukan oleh
beberapa peneliti yaitu Pouranvari, M. dkk (2008) yang telah melakukan penelitian tentang
mode kegagalan pada pengelasan resistansi las titik logam tak sejenis antara baja tahan
karat austenit dan baja karbon rendah. Aravinthan, A. dan Nachimani, C. (2011)
mempelajari sifat mekanik dari pengaruh pengelasan las titik pada mild steel, baja tahan
karat austenit tipe 302, dan penggabungan kedua material tersebut. Sedangkan Charde, N.
(2012) meneliti tentang karakteristik dari pengaruh las titik pada penggabungan logam tak
sejenis dengan perbedaan tebal pelat. Rajkumar, R.K. dkk (2012) juga meneliti tentang
pengelasan logam tak sejenis antara AISI 302 baja tahan karat austenit dan baja karbon

3
rendah. Keempat penelitian tersebut menggunakan parameter pengelasan yaitu arus dan
waktu dengan ketebalan pelat 1-2 mm sedangkan ketebalan pelat dibawah 1 mm belum
menjadi perhatian. Oleh karena itu, perlu dilakukan penelitian yang lebih mendalam
tentang pengaruh variasi parameter pengelasan arus dan waktu terhadap sifat mekanik hasil
sambungan las titik logam tak sejenis dengan ketebalan pelat kurang dari 1 mm.
1.1 TUJUAN PENELITIAN
Penelitian ini bertujuan :
1. Mendeskripsikan pengaruh variasi desain, arus dan waktu terhadap kekuatan
sambungan las titik.
2. Mendeskripsikan pengaruh desain sambungan las titik terhadap kekuatan sambungan
1.2 BATASAN MASALAH
Melihat begitu luas dan komplek permasalahan dalam proses pengelasan, khususnya
Spot Welding maka perlu untuk membatasi permasalahan agar pembahasan lebih fokus.
Batasan-batasan tersebut antara lain adalah :
1. Logam induk (base metal) yang digunakan yaitu plat mild steel dengan tebal 1 mm.
2. Pengelasan dilakukan dengan variasi arus dan waktu.
3. Suhu di sekitar pengelasan dianggap sama dengan suhu ruang (30-35 °C).
4. Gaya tekan yang diberikan saat pengelasan dianggap konstan.
5. Jenis sambungan las yang digunakan adalah sambungan tumpang (lap joint).
6. Karakteristik sambungan las yang diteliti adalah pengujian geser.
7. Selama pengelasan diameter elektroda sama.
1.3 MANFAAT PENELITIAN
Dari penelitian yang dilakukan, ada beberapa manfaat yang bisa di ambil, antara lain
:
1. Memberikan pemahaman tentang proses pengelasan dengan cara Spot Welding.
2. Mendapatkan parameter-parameter dari pengelasan Spot Welding yang tepat sehingga
akan didapat hasil pengelasan yang ideal dari pengelasan titik (Spot Welding).
3. Data-data yang diperoleh dapat menjadi referensi bagi peneliti selanjutnya tentang
pengelasan titik (Spot Welding).
4
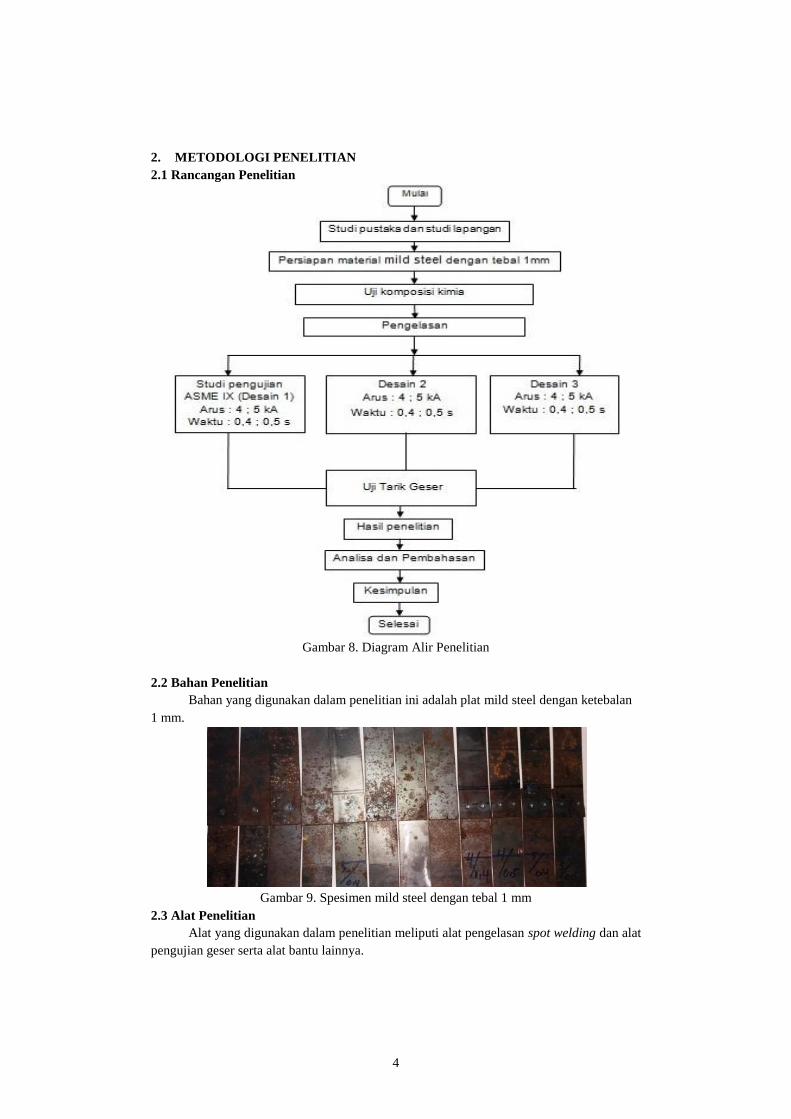
2. METODOLOGI PENELITIAN
2.1 Rancangan Penelitian
Gambar 8. Diagram Alir Penelitian
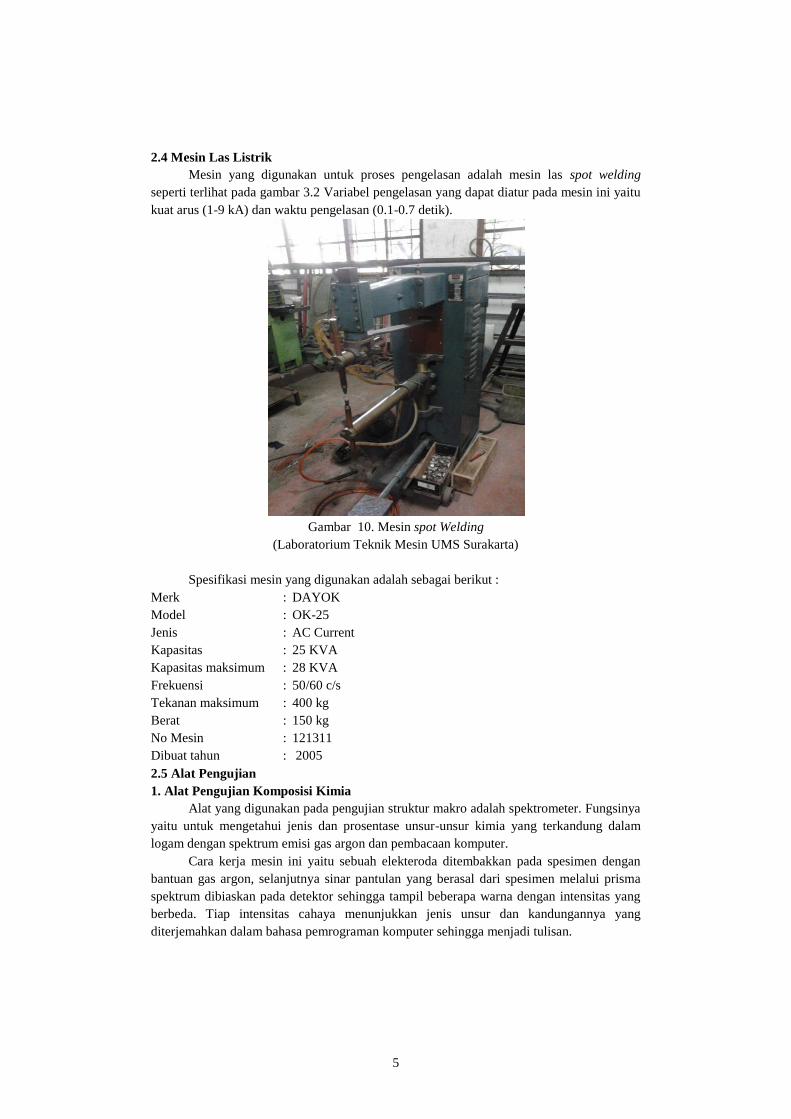
2.2 Bahan Penelitian
Bahan yang digunakan dalam penelitian ini adalah plat mild steel dengan ketebalan
1 mm.
Gambar 9. Spesimen mild steel dengan tebal 1 mm
2.3 Alat Penelitian
Alat yang digunakan dalam penelitian meliputi alat pengelasan spot welding dan alat
pengujian geser serta alat bantu lainnya.
5
2.4 Mesin Las Listrik
Mesin yang digunakan untuk proses pengelasan adalah mesin las spot welding
seperti terlihat pada gambar 3.2 Variabel pengelasan yang dapat diatur pada mesin ini yaitu
kuat arus (1-9 kA) dan waktu pengelasan (0.1-0.7 detik).
Gambar 10. Mesin spot Welding
(Laboratorium Teknik Mesin UMS Surakarta)
Spesifikasi mesin yang digunakan adalah sebagai berikut :
Merk : DAYOK
Model : OK-25
Jenis : AC Current
Kapasitas : 25 KVA
Kapasitas maksimum : 28 KVA
Frekuensi : 50/60 c/s
Tekanan maksimum : 400 kg
Berat : 150 kg
No Mesin : 121311
Dibuat tahun : 2005
2.5 Alat Pengujian
1. Alat Pengujian Komposisi Kimia
Alat yang digunakan pada pengujian struktur makro adalah spektrometer. Fungsinya
yaitu untuk mengetahui jenis dan prosentase unsur-unsur kimia yang terkandung dalam
logam dengan spektrum emisi gas argon dan pembacaan komputer.
Cara kerja mesin ini yaitu sebuah elekteroda ditembakkan pada spesimen dengan
bantuan gas argon, selanjutnya sinar pantulan yang berasal dari spesimen melalui prisma
spektrum dibiaskan pada detektor sehingga tampil beberapa warna dengan intensitas yang
berbeda. Tiap intensitas cahaya menunjukkan jenis unsur dan kandungannya yang
diterjemahkan dalam bahasa pemrograman komputer sehingga menjadi tulisan.

6
Gambar 11. Alat Uji Komposisi Kimia (spektrometer)
(Laboratorium Bahan dan Material POLMAN Ceper)
2. Alat Pengujian Geser
Alat yang digunakan untuk pengujian geser menggunakan Universal Testing
Machine, Dimana kedua ujung benda uji di jepit kemudian di berikan gaya static yang
meningkat secara berlahan sampai spesimen akhirnya putus. Selama pembebanan, mesin
merekam pertambahan beban dan pertambahan panjang spesimen dalam bentuk grafik.
Gambar 12. Mesin Pengujian Geser
(Laboratorium Teknik Mesin UMS Surakarta)
7
3.Alat pengujian hambatan listrik
Gambar 13. alat uji hambatan (clamp meter)
2.6 Alat bantu pengujian
Alat bantu pengujian adalah berbagai alat bantu yang digunakan selama proses penelitian
seperti dibawah ini :
gambar 14 mesin potong plat
Gambar 15. jangka sorong
Gambar 16. Kikir

8
2.7 Urutan Penelitian
1.Studi Pustaka
Studi pustaka berfungsi untuk mencari bahan-bahan teori dan hasil penelitian
terdahulu yang berkaitan dengan pengelasan spot welding, standar pengujian, jenis alat uji
apa saja yang dibutuhkan dan sebagainya melalui buku, artikel dan juga situs internet.
2.Studi lapangan
Studi lapangan berfungsi untuk mencari bahan material alumunium, mencari
peralatan uji dan mencari alat bantu yang dibutuhkan selama penelitian berlangsung.
3.Persiapan Material
Persiapan material dengan mencari bahan besi dengan ketebalan 1 mm.
4.Pemilihan standarisasi
Untuk membuat spesimen pengujian diperlukan standar ukuran yang sesuai dengan
standar pengujian komposisi kimia pengujian tegangan geser ASME IX
5.Pengujian Komposisi Kimia
Pengujian ini bertujuan untuk mengetahui prosentase kandungan unsur-unsur
paduan yang terdapat dalam benda uji. Pengujian dilakukan dengan menggunakan alat uji
Spectrum Komposisi Kimia Universal (spectrometer) yang bekerja secara otomatis.
Penelitian uji komposisi dilakukan di laboratorium POLMAN CEPER, Klaten.
6.Pemotongan Material
Pemotongan material sesui dengan standar uji tarik pengelasan spot welding yaitu
standar ASME IX.

9
Gambar 17. Dimensi Spesimen Standar ASME IX
L = Panjang Spesimen 101,6 mm
W = Lebar 25,4 mm
Ø = 5,6 mm
Tabel 3. Jumlah spesimen pengelasan
No Arus
(ampere) Waktu (detik)
Desain Uji Tarik
1 2 3
1 4000
0.4 34,003 50,291 47,293 1
2 0.5 16,778 50,514 33,924 1
4 5000
0.4 35,799 70,035 58,052 1
5 0.5 28,311 79,483 63,537 1
7.Pengelasan titik (Spot Welding)
Proses pengelasan menggunakan mesin spot welding merk DAYOK. Variasi desain,
variasi arus pengelasan 4 kA, dan 5 kA, variasi waktu pengelasan 0.4 detik dan 0.5 detik.
8.Pengujian Tegangan geser
Spesimen yang sudah dilakukan proses pengelasan kemudian di tempatkan di mesin
pengujian geser. Proses pengujian geser menggunakan mesin uji geser ( universal testing
machine ). Dari pengujian ini akan di dapatkan diagram tegangan regangan. Penelitian
pengujian geser dilakukan di laboratorium S1 Teknik Mesin UMS, Surakarta.

10
3. HASIL PENELITIAN DAN PEMBAHASAN.
3.1 Hasil Pengujian Komposisi Kimia
Tabel 4. Hasil Pengujian Komposisi Kimia Mild Steel.
1 Unsur Prosentase
(%)
1. Besi(Fe) 98.61
2. Karbon(C) 0.272
3. Silisum(Si) 0.337
4. Magnesium(Mg) 0.402
5. Fosfor(P) 0.008
6. Belerang(S) 0.010
7. krom(Cr) 0.010
8. Moliben(Mo) 0.022
9. NikelNi(Ni) 0.000
10. Aluminium(Al) 0.047
11. Boron(B) 0.0002
12. Kobalt(Co) 0.000
13. Tembaga(Cu) 0.071
14. Niombium (Nb) 0.000
15. Plumbung(Pb) 0.0013
16. Timah(Sn) 0.005
17. Titan(Ti) 0.000
18. Vanadium(V) 0,006
19. Wolfram(W) 0,000
3.2 Pembahasan
Pengujian ini bertujuan untuk mengetahui prosentase kandungan unsur-unsur mild
steel pada spesimen. Pengujian dilakukan menggunakan alat spectrometer dengan titik 3
penembakan dari titik yang berbeda kemudian diambil rata-rata. Pada setiap penembakan
komputer secara otomatis membaca unsur yang terkandung dalam logam mild steel. Hasil
pembacaan komputer terdapat 18 unsur paduan yang terkandung pada logam mild steel
seperti yang terlihat pada tabel 4.1.
Berdasarkan hasil pengujian komposisi kimia dapat diketahui terhadap 18 unsur
yang terkandung dalam plat logam mild steel. Unsur yang paling dominan adalah Besi(Fe)
= 98.61 % kemudian diikuti oleh unsur Karbon(C) = 0.272 %, Silisum(Si)= 0.337 %,
Magnesium(Mg) = 0.402, dan unsur lainnya dibawah 0,1 % seperti yang terdapat tabel 4.1.
‘’ Menurut Wiryosumarto, H. dkk (2000) ‘’ baja karbon adalah paduan antara besi dan
karbon dengan sedikit Si, Mn, P, S, dan Cu. Baja tipe ini dibagi berdasarkan kadar karbon
yang dimilikinya yaitu baja karbon rendah, baja karbon sedang dan baja karbon tinggi. Baja
karbon rendah memiliki kadar karbon (C) kurang dari 0,30%, baja karbon sedang memiliki
kadar karbon 0,30-0,45% dan baja karbon tinggi memiliki kadar karbon antara 0,45-1,70%.

11
Gambar 18. Diagram Diagram keseimbangan besi-karbon (Surdia, T. dkk, 1999)
3.3 Hasil Pengujian Daya Beban Dukung Geser (Shear Load Bearing Capacity)
Tabel 4. Hasil Pengujian Daya Beban Dukung Geser
No Arus
(Ampere)
Waktu
(detik)
Daya beban dukung geser (kgf)
Desain
1 2 3
1 4000
0.4 34,003 50,291 47,293
2 0.5 16,778 50,514 33,924
4 5000
0.4 35,799 70,035 58,052
5 0.5 28,311 79,483 63,537
3.4 Analisa Secara Grafis
Tujuan dilakukannya pengujian tegangan geser adalah untuk mengetahui kekuatan
sambungan hasil las titik saat menahan beban yang diberikan.

12
Grafik 1. Pengaruh arus pengelasan terhadap daya beban dukung geser (Shear Load
Bearing Capacity)
3.5 Pembahasan
Berdasarkan grafik 1 dapat dianalisa bahwa, pada desain 1, desain 2 dan desain 3
menjelaskan bahwa arus berpengaruh positif terhadap kekuatan daya beban dukung geser.
Karena kekuatan daya beban dukung geser tertinggi diperoleh dari arus pengelasan 5000
Ampere. Grafik diatas secara keseluruhan menunjukkan trend positif. Karena semakin
besar arus yang diberikan pada saat proses pengelasan akan meningkatkan kekuatan daya
beban dukung geser selama belum mencapai nilai puncak (peak point) dan sebaliknya jika
arus yang diberikan semakin kecil maka hasil daya beban dukung geser akan menurun
kekuatannya.
Arus (I) sangat berpengaruh terhadap panas yang dihasilkan pada saat proses
pengelasan yang mengakibatkan sambungan las semakin kuat. Sesuai dengan rumus Heat
input pada persamaan rumus Q=i.r.t karena arus (I) sangat berpengaruh meningkatkan daya
10
20
30
40
4000 Ampere 5000 Ampere
Shea
r Lo
ad B
ear
ing
Cap
acit
y(kg
f)
DESAIN 1
0,4 detik
0,5 detik
40
50
60
70
80
90
4000 Ampere 5000 Ampere
Shea
r Lo
ad B
eri
ng
Cap
acit
y(kg
f)
DESAIN 2
0,4 detik
0,5 detik
20
30
40
50
60
70
4000 Ampere 5000 Ampere
Shea
r Lo
ad B
eari
ng
Cap
acit
y (k
gf)
DESAIN 3
0,4 detik
0,5 detk

13
listrik, Kemudian daya listrik sangat berpengaruh untuk menghasilkan Heat input maka
nilai H akan meningkatkan, apabila arus (I) meningkat semakin besar arus (I) yang
diberikan maka akan memberikan kenaikan diameter dan kekuatan tarik.
Selain arus, variasi desain juga berpengaruh terhadap kekuatan daya beban dukung
geser. Dari dua variasi desain terjadi kenaikan kekuatan daya beban dukung geser ketika
desain 2 lebih kuat dari desain 3. Hal ini terjadi pada desain 2 yang las titik bertumpu atas
dan bawah sedangkan desain 3 yang las titik bertumpu kanan dan kiri. Dengan demikian
variasi desain akan mempengaruhi kekuatan daya beban dukung geser pada sambungan.
Sehingga desain 2 yang las titik bertumpu atas dan bawah akan lebih baik dan efektif jika
di bandingkan dengan desain 3 yang las titik bertumpu kanan dan kiri.
14
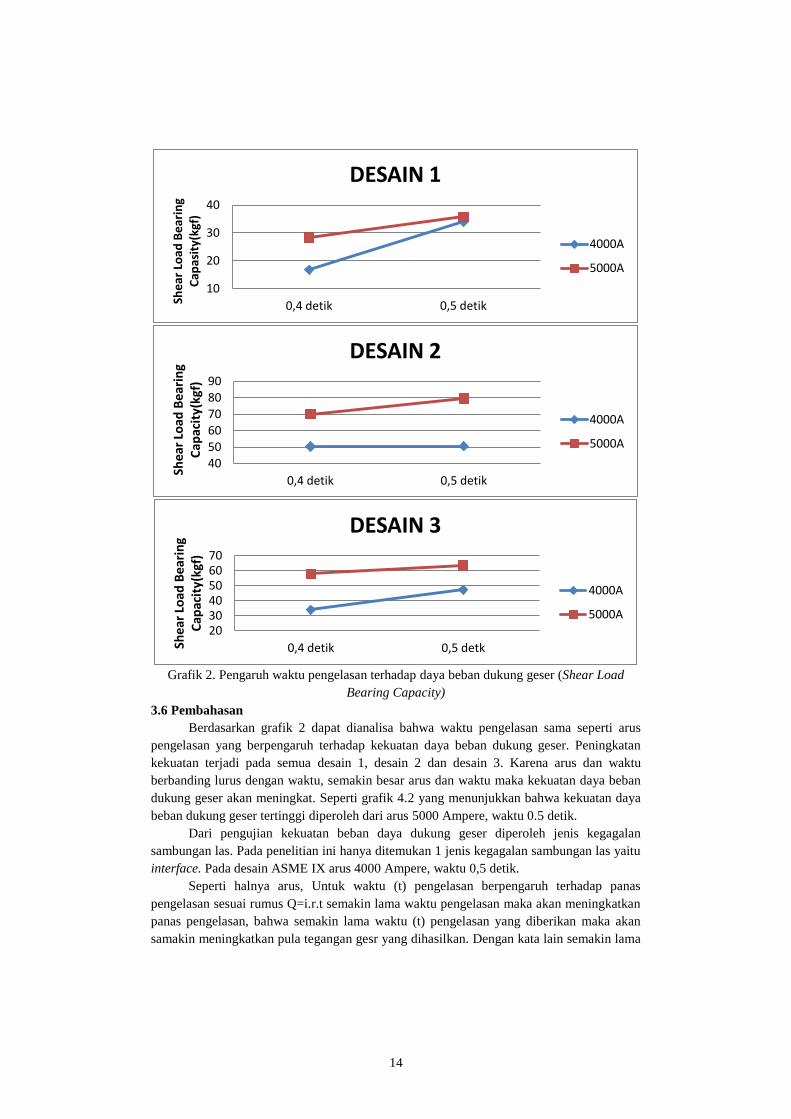
Grafik 2. Pengaruh waktu pengelasan terhadap daya beban dukung geser (Shear Load
Bearing Capacity)
3.6 Pembahasan
Berdasarkan grafik 2 dapat dianalisa bahwa waktu pengelasan sama seperti arus
pengelasan yang berpengaruh terhadap kekuatan daya beban dukung geser. Peningkatan
kekuatan terjadi pada semua desain 1, desain 2 dan desain 3. Karena arus dan waktu
berbanding lurus dengan waktu, semakin besar arus dan waktu maka kekuatan daya beban
dukung geser akan meningkat. Seperti grafik 4.2 yang menunjukkan bahwa kekuatan daya
beban dukung geser tertinggi diperoleh dari arus 5000 Ampere, waktu 0.5 detik.
Dari pengujian kekuatan beban daya dukung geser diperoleh jenis kegagalan
sambungan las. Pada penelitian ini hanya ditemukan 1 jenis kegagalan sambungan las yaitu
interface. Pada desain ASME IX arus 4000 Ampere, waktu 0,5 detik.
Seperti halnya arus, Untuk waktu (t) pengelasan berpengaruh terhadap panas
pengelasan sesuai rumus Q=i.r.t semakin lama waktu pengelasan maka akan meningkatkan
panas pengelasan, bahwa semakin lama waktu (t) pengelasan yang diberikan maka akan
samakin meningkatkan pula tegangan gesr yang dihasilkan. Dengan kata lain semakin lama
10
20
30
40
0,4 detik 0,5 detik She
ar L
oad
Be
arin
g C
apas
ity(
kgf)
DESAIN 1
4000A
5000A
40 50 60 70 80 90
0,4 detik 0,5 detik
Shea
r Lo
ad B
ear
ing
Cap
acit
y(kg
f)
DESAIN 2
4000A
5000A
20 30 40 50 60 70
0,4 detik 0,5 detk Shea
r Lo
ad B
eari
ng
Cap
acit
y(kg
f)
DESAIN 3
4000A
5000A

15
waktu pengelasannya maka panas yang terjadi juga akan semakin tinggi, sehingga manic
las (nugget) yang terbentuk akan semakin besar.
Selain waktu, variasi desain juga berpengaruh terhadap kekuatan daya beban
dukung geser. Dari dua variasi desain terjadi kenaikan kekuatan daya beban dukung geser
ketika desain 2 lebih kuat dari desain 3. Hal ini terjadi pada desain 2 yang las titik
bertumpu atas dan bawah sedangkan desain 3 yang las titik bertumpu kanan dan kiri.
Dengan demikian variasi desain akan mempengaruhi kekuatan daya beban dukung geser
pada sambungan. Sehingga desain 2 yang las titik bertumpu atas dan bawah akan lebih baik
dan efektif jika di bandingkan dengan desain 3 yang las titik bertumpu kanan dan kiri
4. PENUTUP
4.1 Kesimpulan
Berdasarkan data hasil penelitian dan pembahasan maka dapat diambil beberapa
kesimpulan, sebagai berikut
1. Arus dan waktu sangat berpengaruh terhadap panas yang dihasilkan pada saat proses
pengelasan yang mengakibatkan sambungan las semakin kuat. Pada semua desain 1,
desain 2 dan desain 3. Karena arus dan waktu berbanding lurus dengan waktu, semakin
besar arus dan waktu maka kekuatan daya beban dukung geser akan meningkat.
2. variasi desain juga berpengaruh terhadap kekuatan daya beban dukung geser. Sehingga
desain 2 yang las titik bertumpu atas dan bawah akan lebih baik dan efektif jika di
bandingkan dengan desain 3 yang las titik bertumpu kanan dan kiri.
4.2 Saran
Dari hasil penelitian yang sudah dianalisa dengan berbagai kekurangannya maka
saran untuk penelitian selanjutnya adalah :
1. Dalam pengelasan spot welding dengan material mild steel sebaiknya menggunakan
mesin spot welding dengan kapasitas daya yang lebih besar agar nugget yang terbentuk
sesuai standar dengan arus pengelasan diatas 20 kA.
2. Dari proses pengelasan sampai proses pengujian perlu menggunakan alat yang baik.
DAFTAR PUSTAKA
Amstead, B.H., Djaprie, S. (Ahli Bahasa), 1995, Teknologi Mekanik, jilid I, PT. Erlangga,
Jakarta
Annual Book of ASME IX Standart, 2001 . Qualification Standart for
Welding and Brazing Prosedures, Welder, Bresers, Welding and
Brazing Operation, p. 166-168. The American Society of Mechanical
Engineers. New York
Batista, Marcio.,2013, Use Of Dynamic Resistance And Dynamic Energy To Compare Two
Resistance Spot Welding Equipments For Automotive Industry In Zinc Coated
And Uncoated Sheets, American Journal of Engineering Research (AJER). (4
pebruari 2015)
ISF welding and joining institute, 2005, Resistance spot welding resistance
projection welding and resistance seam welding, ISF aachen welding and
joining institute, New Jersey.
16
Loan,C.M., 2013 Researches about the influence of surface roughness on resistance spot
welding (RSW) result, jurnal internasional. (18 januari 2014).
http://www.academia.edu/4773055/IJMRA-MIE3455
Jhon, B., 1983, Introduction To Engginering Materials, Macmilan
Publishing Company, New York.
Matweb Material Property Data, Overview of materials for alumunium alloy. (12 agustus
2014)
http://www.matweb.com/search/DataSheet.aspx?MatGUID=ab9706916818406
b80c22b7f39db0c78&ckck=1
Munadi, S. 1988. Dasar-Dasar Metrologi Industri. Proyek Pengembangan Lembaga
Pendidikan Tenaga Kependidikan, Jakarta.
Rashid, M, 2010, Some Tribological Influences on the Electrode-Worksheet Interface
During Resistance Spot Welding of Aluminum Alloys, jurnal internasinal (20
november 2013).
http://mme.uwaterloo.ca/~camj/pdf/2011/ASM%20J%20Mater%20Eng%20Pe
rform-2011%20Rashid.pdf
Ruukki, 2007, Resistance Welding manual, Rautaruukki Corporation,
Finlandia.
Surdia, T. Dan S,Saito., 1991, Pengetahuan Bahan Teknik, PT. Pradnya Paramita, Jakarta.
Tukiman, 2013, Studi Pengaruh Temperatur Tuang Terhadap Sifat Mekanis Pada
Pengecoran Paduan Al-4,3%Zn Alloy, jurnal Dinamis.
Tutur, A., K., 2012, Studi Metalografi Hasil Pengelasan Titik (Spot
Welding) Pada Pengelasan Di Lingkungan Udara Dan Di
Lingkungan Gas Argon, Tugas Akhir S-1, Universitas
Muhammadiyah Surakarta, Surakarta.
Vliet G. L. J. V dan Both W., 1984. Teknologi Untuk Bangun Mesin. Jakarta: Erlangga
Wiryosumarto, H., Prof, Dr, Ir, Okumura,T., 2004, Teknologi Pengelasan Logam, PT
Pradaya Paramita, Jakarta.
Sepdyanuri, Indah Lur, Sambungan Paku
Keling,http://nd4s4ch.blogspot.co.id/2012/01/makalah-paku-keling-rivet-
sambungan.html , Institut Sains dan Teknologi AKPRIND Yogyakarta, diakses
pada tanggal 21 Juli 2016 jam 12.00 PM