noodle cabang semarangrepository.unika.ac.id/18487/1/kp 15.i1.0182 mahardini...bapak subekti, bapak...
TRANSCRIPT
1
PROSES PENGOLAHAN LIMBAH CAIR DI PT
INDOFOOD CBP SUKSES MAKMUR TBK. DIVISI
NOODLE CABANG SEMARANG
KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar
Sarjana Teknologi Pangan
Oleh :
Mahardini Putri Kusdianingsih
NIM : 15.I1.0182
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
2018

i
i
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa, oleh karena restu dan
berkat-Nya serta bimbingan dan penyertaan-Nya penulis dapat menyelesaikan Laporan
Kerja Praktek dengan judul “Proses Pengolahan Limbah Cair Di PT Indofood CBP
Sukses Makmur Tbk. Divisi Noodle Cabang Semarang”. Laporan ini disusun berdasarkan
apa yang telah kami lakukan pada saat di lapangan dan ditulis dengan tujuan untuk
melengkapi salah satu syarat guna memperoleh gelar Sarjana Teknologi Pangan Fakultas
Teknologi Pertanian di Universitas Katolik Soegijapranata Semarang.
Sepanjang penulis mengikuti Kerja Praktek dan menulis laporan Kerja Praktek ini,
penulis mendapatkan pengetahuan dan ilmu, pengalaman dan semangat, serta
kemampuan dan keterampilan terkait dengan pengawasan mutu di PT. Indofood CBP
Sukses Makmur Tbk. Divisi Noodle Cabang Semarang mulai dari bahan baku hingga
produk akhir. Selesainya laporan ini juga tidak lepas dari peran pihak-pihak yang dengan
sabar membimbing, mengarahkan dan memberi dukungan selama penulis melakukan
kerja praktek. Oleh karena itu, pada kesempatan ini penulis mengucapkan banyak terima
kasih kepada:
1. Bapak Dr. R. Probo Y. Nugrahedi, STP, MSc selaku Dekan Fakultas Teknologi
Pertanian Universitas Katolik Soegijapranata Semarang.
2. Ibu Meiliana S.Gz, M.S. selaku Koordinator Kerja Praktek.
3. Ibu Novita Ika Putri, STP, MSc. Selaku Pembimbing Kerja Praktek yang telah
meluangkan waktu untuk mengarahkan dan membimbing penulis dalam menyusun
laporan.
4. Bapak Adi Wiratno selaku HR PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang yang telah membantu dan memberikan pengarahan bagi
penulis sebelum penulis melakukan kerja praktek.
5. Bapak Rusli selaku Factory Manager yang telah membantu dan memberikan arahan
bagi penulis dalam menyusun laporan.
6. Bapak Retnadi Budi Jatmiko selaku Production Supervisor yang telah memberikan
arahan dan bimbingan selama penulis melakukan kegiatan Kerja Praktek.
ii
7. Bapak Imam Nurhadji selaku Sect. Supervisor Ingredient PT. Indofood CBP Sukses
Makmur Tbk. Divisi Noodle Cabang Semarang yang telah membimbing dan
memberikan pengetahuan kepada penulis tentang proses produksi hingga
penyimpanan produk yang telah jadi.
8. Bapak Subekti, Bapak Basuki, Bapak Nur Hasyim selaku Shift Supervisor yang telah
membimbing, mengarahkan, dan memberikan pengetahuannya kepada penulis
selama mengikuti kerja praktek.
9. Bapak Nanang, Bapak Slamet Sutowo, Bapak Jamiul, Bapak Herwanto, Bapak
Supriyo, Bapak M. Qushoyyi, Bapak Muthohar, Bapak Muchroji, dan Bapak
Anopono selaku Section Production Supervisor yang mau berbagi pengetahuan dan
pengalaman kepada penulis selama mengikuti kerja praktek.
10. Bapak Saptono selaku Section EPS PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang telah memberikan pengetahuan kepada penulis mengenai
pembuatan EPS.
11. Mbak Khoirulina A.S. selaku admin production yang telah membantu dan
memberikan pengetahuan selama kerja praktek.
12. Bapak Harisun, Bapak Tri, dan Bapak Yudi selaku admin shift production yang telah
memberikan pengetahuan selama kegiatan kerja praktek.
13. Bapak Akhmad Irdiana selaku Quality Control Raw Material Supervisor PT.
Indofood CBP Sukses Makmur Tbk. Divisi Noodle, Bapak Priyanto selaku Quality
Control Raw Material yang telah memberikan pengetahuan tentang bahan baku,
Bapak Widi selaku Incoming Quality Control Pengemasan yang telah memberikan
pengetahuan tentang uji kualitas dari bahan pengemas yang datang, Bapak Amal
selaku Quality Control Shelf Life yang telah memberikan pengetahuan tentang umur
simpan produk mi instan.
14. Mas Cahyo selaku Quality Control PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle yang berkeinginan untuk berbagi pengetahuan dan pengalaman tentang
cleaning pada mesin dan ruangan produksi kepada penulis selama melakukan kerja
praktek.
15. Bapak Rustam selaku GAS SPV PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang dan Bapak Purwanto selaku.. yang bersedia untuk berbagi
iii
pengetahuan dan pengalaman tentang pengolahan limbah cair kepada penulis selama
melakukan kerja praktek.
16. Segenap karyawan dan staf PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang yang tidak bisa penulis sebutkan satu per satu.
17. Orang tua dan segenap keluarga yang telah mendukung dan memberikan semangat
kepada penulis selama melaksanakan kerja praktek hingga penyusunan laporan kerja
praktek.
Penulis sadar bahwa dalam menyusun laporan masih banyak kekurangan dan
keterbatasan. Oleh karena itu penulis mohon maaf apabila ada kesalahan, kekurangan,
atau hal – hal yang kurang berkenan bagi para pembaca. Penulis menerima masukan dan
saran serta kritik atas laporan yang telah disusun. Penulis berharap supaya laporan ini
dapat bermanfaat bagi pihak – pihak yang membutuhkan, terkhusus bagi mahasiswa
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
Semarang, 25 Juni 2018
Penulis

iv
DAFTAR ISI
KATA PENGANTAR ..................................................................................................... i
DAFTAR ISI ................................................................................................................... iv
DAFTAR GAMBAR ...................................................................................................... vii
BAB I. PENDAHULUAN ............................................................................................... 1
1.1. LATAR BELAKANG KERJA PRAKTEK .......................................................... 1
1.2. TUJUAN KERJA PRAKTEK ............................................................................... 2
1.3. METODE DAN KEGIATAN KERJA PRAKTEK .............................................. 2
1.4. WAKTU DAN LOKASI PELAKSANAAN ........................................................ 2
BAB II. PROFIL PERUSAHAAN ................................................................................... 3
2.1. SEJARAH PERUSAHAAN .......................................................................... 3
2.2. LOKASI PERUSAHAAN ............................................................................. 4
2.3. VISI DAN MISI PERUSAHAAN ................................................................. 4
2.4. STRUKTUR ORGANISASI PT. INDOFOOD CBP SUKSES MAKMUR
TBK. DIVISI NOODLE CABANG SEMARANG ..................................................... 5
2.5. LOGO PERUSAHAAN ................................................................................. 7
BAB III. SPESIFIKASI PRODUK .................................................................................. 8
3.1. JENIS PRODUK ................................................................................................... 8
3.2. KODE PRODUKSI ............................................................................................. 11
BAB IV. PROSES PRODUKSI ..................................................................................... 13
BAB V. PROSES PENGOLAHAN LIMBAH CAIR .................................................... 20
5.1. TAHAPAN PROSES PENGOLAHAN LIMBAH CAIR .................................. 20
5.2. ANALISA LIMBAH CAIR ............................................................................... 25
BAB VI. KESIMPULAN DAN SARAN ..................................................................... 300
6.1. KESIMPULAN.. ............................................................................................... 300
6.2. SARAN .............................................................................................................. 300
v
BAB VII. DAFTAR PUSTAKA .................................................................................. 311
LAMPIRAN ................................................................................................................... 33
1. Hasil Plagscan ....................................................................................................... 33

vi
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi PT. Indofood CBP Sukses Makmur Divisi Noodle
Semarang .......................................................................................................................... 5
Gambar 2. Logo PT. Indofood CBP Sukses Makmur ...................................................... 7
Gambar 3. Produk Supermi .............................................................................................. 8
Gambar 4. Produk Indomie .............................................................................................. 9
Gambar 5. Produk Sarimi ................................................................................................. 9
Gambar 6. Produk Sakura ................................................................................................. 9
Gambar 7. Produk Pop Bihun ......................................................................................... 10
Gambar 8. Produk Pop Mie ............................................................................................ 10
Gambar 9. Produk Mi Telur Cap 3 Ayam ...................................................................... 11
Gambar 10. Kode Produksi pada Kemasan Etiket Supermi Kuah ................................. 11
Gambar 11. Kode Produksi pada Kemasan Karton Pop Mie ......................................... 12
Gambar 12. Proses Produksi Mi Instan .......................................................................... 15
Gambar 13. Tahapan Proses Produksi Mi Instan yang Berpotensi Menghasilkan Limbah
Cair ................................................................................................................................. 20
Gambar 14. Proses Pengolahan Limbah Cair ................................................................. 21
1
BAB I
PENDAHULUAN
1.1. LATAR BELAKANG KERJA PRAKTEK
Industri pangan yang Penulis pilih untuk melakukan Kerja Praktek adalah di PT. Indofood
CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang. Penulis memilih PT.
Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang sebagai tempat
Kerja Praktek karena, PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang
Semarang telah banyak memproduksi beberapa jenis mi instan seperti Indomie, Sarimi,
Supermi, Pop Mie, dan Mi Telur dengan berbagai varian rasa, serta dipercaya oleh
masyarakat luas sebagai perusahaan yang memiliki pengawasan mutu produk pangan
yang baik. Perusahaan ini juga telah tersertifikasi ISO dan SNI serta telah terjamin mutu
dan kehalalan produknya. Karena PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang merupakan perusahaan besar, tentunya seluruh rangkaian produksinya
selalu diawasi dengan ketat dari mulai bahan baku hingga produk jadinya. Tidak hanya
hal-hal yang berkaitan dengan produk yang dihasilkannya saja, tetapi produk sampingan
dari rangkaian produksi tersebut seperti limbah-limbah yang dihasilkan juga dilaklukan
proses pengolahan dan pengawasan mutu (Quality Control). Pengolahan air limbah dalam
perusahaan besar sangat diperlukan karena berkaitan dengan lingkungan di area
perusahaan. Maka dari itu, proses pengolahan dan pengawasan mutu air limbah sangat
diperlukan untuk memastikan bahwa, air limbah yang akan dibuang ke lingkungan telah
sesuai standar yang ditetapkan pemerintah dan tidak mencemari lingkungan.
Pada kerja praktek ini, Penulis berfokus dalam bidang pengolahan air limbah yang
dihasilkan selama rangakaian proses produksi karena limbah yang dihasilkan oleh
industri makanan termasuk tinggi dan mempunyai potensi untuk mencemari dan merusak
lingkungan apabila tidak ditanggani dengan tepat.
2
1.2. TUJUAN KERJA PRAKTEK
Tujuan dilakukannya kerja praktek ini adalah untuk mempelajari dan mengetahui secara
langsung proses pengolahan limbah cair, mengetahui proses produksi mi instan, serta
mengetahui proses pengawasan mutu pada limbah cair.
1.3. METODE DAN KEGIATAN KERJA PRAKTEK
Selama melaksanakan kerja praktek, metode yang digunakan penulis adalah diskusi dan
pengamatan langsung di lapangan dengan pembimbing lapangan, selain itu juga didukung
dengan studi pustaka dari berbagai sumber. Kegiatan yang dilakukan penulis selama kerja
praktek adalah masa orientasi mengenai pengenalan peraturan perusahaan, kewajiban dan
hak penulis selama mengikuti kerja praktek, mengetahui proses produksi dari awal hingga
akhir yang menghasilkan produk jadi, mengetahui proses pengolahan limbah cair,
mengetahui berbagai analisa yang dilakukan di divisi Quality Control seperti analisa
limbah cair, bumbu, tepung, dan shelf life, serta praktek langsung di divisi yang
memproduksi kemasan untuk produk Pop Mie. Selain itu, juga dilakukan diskusi dengan
pembimbing lapangan terkait dengan laporan yang akan disusun oleh penulis.
1.4. WAKTU DAN LOKASI PELAKSANAAN
Kerja praktek dilakukan oleh penulis di PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang yang berlokasi di Jl. Tambak Aji II Nomor 8, Ngaliyan,
Semarang. Waktu pelaksanaan kerja praktek adalah 24 hari kerja yang dimulai dari
tanggal 2 Januari 2018 hingga 27 Januari 2018.
3
BAB II
PROFIL PERUSAHAAN
2.1. SEJARAH PERUSAHAAN
PT Indofood CBP Sukses Makmur Tbk Divisi Noodle cabang Semarang merupakan salah
satu perusahaan mi instan dan makanan olahan yang menjadi salah satu cabang
perusahaan yang dimiliki oleh Salim group. Awalnya, PT Indofood CBP Sukses Makmur
Tbk Divisi Noodle didirikan di Jakarta dengan nama PT Sanmaru Food Manufacturing
Co. Ltd yang berdiri pada tanggal 27 April 1970 yang bergerak di bidang pengolahan
makanan dan minuman. PT Sanmaru Food Manufacturing Co. Ltd cabang Semarang
didirikan pada tanggal 31 Oktober 1987 yang diresmikan oleh menteri perindustrian yaitu
Ir. Hartanto dan menteri tenaga kerja yaitu Soedomo.
Tanggal 1 Maret 1994, PT Sanmaru Food Manufacturing Co. Ltd dan anak perusahaan
yang berada di lingkup Indofood group bergabung menjadi sebuah perusahaan dengan
nama PT Indofood Sukses Makmur Tbk yang bergerak di bidang pengolahan mi instan.
Kemudian, tanggal 1 Oktober 2009, PT Indofood Sukses Makmur Tbk berganti nama
menjadi PT Indofood CBP Sukses Makmur Tbk. PT Indofood CBP Sukses Makmur Tbk
Divisi Noodle merupakan divisi terbesar di Indofood dan pabriknya tersebar di 17 kota
dan salah satunya berada di Kota Semarang.
Perusahaan ini bergerak di bidang pembuatan mi instan yang siap saji dan dikemas
bersama bumbu dan minyaknya yang didistribusikan ke wilayah DIY dan Jawa Tengah.
Produk yang dihasilkan antara lain mi instan dengan merek Indomie, Supermi, Sarimi,
dan Sakura. Karyawan di PT Indofood CBP Sukses Makmur Tbk Divisi Noodle cabang
Semarang berjumlah sekitar 894 orang dan dapat berubah setiap bulan karena turn over
karyawan. Waktu kerja adalah 6 (enam) hari dalam seminggu dengan 7 (tujuh) jam sehari
dan 40 jam seminggu yang dilakukan dalam dinas normal ataupun bergilir (shift). Bagi
pekerja yang bekerja selama 5 (lima) hari kerja dalam seminggu, maka tiap harinya
bekerja selama 8 jam.

4
2.2. LOKASI PERUSAHAAN
PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang merupakan
perusahaan yang terletak di suatu kawasan industri, di Semarang Bagian Barat berdekatan
dengan jalan utara Semarang – Jakarta, tepatnya di Jl. Tambak Aji II No. 8 Kelurahan
Tambak Aji, Kecamatan Ngaliyan, Semarang. Dengan lokasi perusahaan yang strategis
maka sangat mempermudah proses pendistribusian dan pengangkutan bahan baku serta
produk jadi. PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang
memiliki luas tanah sebesar 33.015 m2 dan luas bangunan sebesar 19.695 m2. Lokasi PT.
Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang tidak berada di
dekat tepi jalan dan jarak menuju perusahaan sekitar 1 km. Jarak tersebut tidak
mempengaruhi proses transportasi dan proses pendistribusian karena lokasi perusahaan
yang sangat terjangkau. Selain itu, lokasi PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang jauh dari pemukiman warga, karena wilayah tersebut
merupakan area kawasan industri.
2.3. VISI DAN MISI PERUSAHAAN
Visi dari PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang
adalah menjadi produsen barang-barang konsumsi yang terkemuka. PT. Indofood CBP
Sukses Makmur Tbk. Divisi Noodle Cabang Semarang juga memiliki misi sebagai
berikut:
1. Senantiasa melakukan inovasi, fokus pada kebutuhan pelanggan, menawarkan merek
– merek unggulan dengan kinerja yang tidak tertandingi.
2. Menyediakan produk berkualitas yang merupakan pilihan pelanggan.
3. Senantiasa meningkatkan kompetensi karyawan, proses produksi dan teknologi kami.
4. Memberikan kontribusi bagi kesejahteraan masyarakat dan lingkungan secara
berkelanjutan.
5. Meningkatkan stakeholder’s value secara berkesinambungan.

5
2.4. STRUKTUR ORGANISASI PT. INDOFOOD CBP SUKSES MAKMUR
TBK. DIVISI NOODLE CABANG SEMARANG
Berikut dapat kita lihat struktur organisasi yang ada di PT. Indofood CBP Sukses Makmur
Divisi Noodle cabang Semarang.
Gambar 1. Struktur Organisasi PT. Indofood CBP Sukses Makmur Divisi Noodle
Semarang
Struktur PT. Indofood CBP Sukses Makmur Noodle Division Semarang seperti pada
Gambar 1., dipimpin oleh seorang Branch Manager yang bertugas memimpin dan
mengarahkan seluruh kegiatan perusahaan untuk mencapai tingkat kinerja yang tinggi
dalam menghasilkan produk-produk yang berkualitas tinggi dengan jaminan system
pengendalian mutu produk yang selalu dijaga dan dilaksanakan secara konsisten. Branch
Manager tersebut membawahi enam departemen, yaitu:
1. Branch Human Resources Manager (BHRM)
BHRM memimpin departemen Human Resources yang mempunyai tugas untuk
merencanakan, mengkoordinir, mengarahkan, dan mengendalikan kegiatan-kegiatan
terkait sumber daya manusia yang meliputi hubungan industrial, administrasi
kepegawaian dan pengupahan, jaminan sosial dan pelayanan umum untuk
Branch Manager
Branch Human Resource Manager
SHE
Purchasing Officer
Factory Manager
PPIC Spv
Teknik Spv
Production Coordinator
Warehouse Spv
BPDQC Manager
Finance & Accounting
Manager
Area Sales & Promotion Manager
Sekertaris BM

6
mendukung pencapaian sasaran perusahaan. Pada departemen HR ini membawahi
SHE (Safety, Health, and Environment), yang bertugas untuk mengurus keselamatan
kerja, kesehatan karyawan, dan limbah yang ditimbulkan dari perusahaan.
2. Purchasing Officer
Memimpin departemen Purchasing yang mempunyai tugas untuk melakukan
pengadaan barang-barang yang diperlukan oleh masing-masing departemen.
3. Factory Manager (FM)
Memimpin departemen Manufacturing yang mempunyai tugas merencanakan,
mengkoordinir, mengarahkan, dan mengendalikan kegiatan manufacturing yang
meliputi :
3.1. Production Planning and Inventory Control (PPIC)
Bertugas merencanakan jadwal produksi berdasarkan Confirmed Weekly Order
(CWO) yang diterima dan mengendalikan tingkat kesediaan raw material dan
finished goods sehingga standar buffer stock tetap terjaga.
3.2. Teknik
Bertugas merencanakan, mengkoordinasi, dan mengendalikan kegiatan di
bagian teknik baik dalam perawatan maupun perbaikan mesin sehingga dapat
menjamin kelancaran operasional mesin produksi beserta sarana penunjangnya.
3.3. Production
Dipimpin oleh Production Coordinator yang membawahi 3 production shift
supervisor yang bertugas merencanakan, mengkoordinasi, dan mengendalikan
aktivitas produksi seusai persyaratan standar yang telah ditetapkan serta menjaga
kelancaran proses produksi dengan tetap meminimalkan pemborosan war
material dan utilitas secara efektif dan efisien.
3.4. Warehouse
Dipimin oleh warehouse supervisor yang terdiri dari warehouse raw material
supervisor dan warehouse finished goods supervisor. Bertugas untuk
merencanakan, mengkoordinasi, dan mengendalikan kegiatan perguadangan
sehingga tercapai keakurasian jumlah, keutuhan, dan keamanan barang.
7
4. Branch Process Development and Quality Control Manager (BPDQC)
BPDQC memimpin departemen PDQC yang mempunyai tugas untuk
mengendalikan mutu (Incoming Quality Control, Process Quality Control, Outgoing
Quality Control) dan Market Audit.
5. Finance & Accounting Manager (FAM)
FAM memimpin departemen Finance & Accounting mempunyai tugas untuk
merencanakan dan mengendalikan semua kegiatan keuangan, menyajikan laporan
dan analisis keuangan untuk mendukung kegiatan operasional perusahaan.
6. Area Sales & Promotion Manager (ASPM)
ASPM memimpin departemen Marketing yang mempunyai tugas pokok untuk
merencanakan dan mengkoordinir strategi kegiatan promosi dan penjualan terhadap
semua produk yang dihasilkan.
2.5. LOGO PERUSAHAAN
Gambar 2. Logo PT. Indofood CBP Sukses Makmur
Logo PT Indofood CBP Sukses Makmur Tbk. Divisi Noodle cabang Semarang
menggunakan dua warna dasar yaitu merah dan biru dengan pencitraan grafis huruf dan
warna. Merah melambangkan semangat dan biru mencitrakan geografis Indonesia
sebagai negara kepulauan.
8
BAB III
SPESIFIKASI PRODUK
3.1. JENIS PRODUK
a. Supermi
Supermi mulai diproduksi pada tahun 1968 oleh Sudone Salim sebagai mi instan
serbaguna, kemudian pada tahun 1976 Supermi hadir dengan varian rasa Kaldu Ayam.
Supermi merupakan produk yang diluncurkan sebelum Indomie sebagai mi instan
serbaguna dan sesudah Indomie sebagai mi instan berbumbu. Pada tahun 2008, Supermi
membuat varian baru yaitu Supermi Go dengan tiga macam rasa yaitu GoBang, GoSo,
dan GoKar. Pada tahun 2013, Supermi meluncurkan Supermi Rasa Ayam Spesial. Contoh
kemasan Supermi dapat dilihat pada Gambar 3 di bawah ini.
Gambar 3. Produk Supermi
b. Indomie
Indomie pertama kali dikenalkan pada tahun 1972, yaitu Indomie Kuah dengan rasa
Kaldu Ayam yang sesuai dengan selera masyarakat Indonesia. Kemudian pada tahun
1982 penjualan produk Indomie semakin meningkat dan dikeluarkan varian rasa baru
yaitu Indomie Kuah rasa kari Ayam. Disusul pada tahun 1983, Indomie mulai
meluncurkan varian Indomie Goreng. Produk Indomie pada Gambar 4 di bawah ini.

9
Gambar 4. Produk Indomie
c. Sarimi
Sarimi diproduksi pada tahun 1982, kemudian pada tahun 2012 Sarimi membuat mascot
dan kemasan baru. Adapun Sarimi mempunyai varian rasa yaitu : Sarimi isi 2 Mi Goreng
Rasa Ayam Kecap, Sarimi isi 2 Rasa Soto, Sarimi Baso Sapi, dll. Produk Sarimi tertera
pada Gambar 5 di bawah ini.
Gambar 5. Produk Sarimi
d. Mi Sakura
Mi Sakura terdiri dari mi goring dan mi kuah. Varian rasa yang ditawarkan yaitu Sakura
rasa Ayam Kecap Pedas, Sakura rasa Soto Ayam, Sakura Mi Goreng, Sakura rasa Sup
Ayam, dll. Berikut kemasan produk Mi Sakura pada Gambar 6 di bawah ini.
Gambar 6. Produk Sakura
10
e. Pop Bihun
Pop bihun terbuat dari bahan baku beras dan memiliki berbagai varian diantaranya Pop
Bihun Spesial rasa Kari Ayam Pedas, Pop Bihun Spesial rasa Soto Ayam, Pop Bihun
Goreng, dll. Kemasan produk Pop Bihun pada Gambar 7 di bawah ini
Gambar 7. Produk Pop Bihun
f. Pop Mie
Pop Mie diproduksi pada tahhu 1987. Pop Mie adalah jenis mi instan yang ada dalam
bentuk cup. Pop Mie memiliki berbagai varian rasa diantaranya Pop Mie Mi Goreng
Spesial, Pop Mie Mi Goreng Pedas, Pop Mie Rasa Ayam Bawang, Pop Mie Rasa Baso
Spesial, dll. Kemasan produk Pop Mie pada Gambar 8 di bawah ini
Gambar 8. Produk Pop Mie
g. Mi Telur Cap 3 Ayam
Mi Telur Cap 3 Ayam merupakan produk yang mudah diolah sebagai masakan utama
dengan berbagai kreasi. Produk ini lebih sehat karena dikeringkan dengan suhu yang
tinggi sehingga mengakibatkan kadar air maksimal dalam mi relative sangat rendah dan
mencegah mikroba pembusuk berkembang biak, dan tanpa bahan pengawet. Adapun Mi
Telur Cap 3 Ayam terbagi menjadi 2 pilihan yaitu Mi Teluur Cap 3 Ayam Mi Keriting
dan Mi Telur Cap 3 Ayam Mi Bulat. Kemasan produk Mi Telur Cap 3 Ayam pada
Gambar 9 di bawah ini.
11
Gambar 9. Produk Mi Telur Cap 3 Ayam
3.2. KODE PRODUKSI
3.2.1. Kemasan Primer (Etiket)
Gambar 10., merupakan gambar kemasan primer supermi kuah, dapat diketahui bahwa
dalam kemasan etiket terdapat kode produksinya yaitu 101218 SMG C3 12 31 8, arti dari
kode tersebut adalah:
101218 adalah tanggal kadaluwarsa dari produk.
SMG adalah wilayah diproduksinya produk tersebut.
C3 menunjukkan grup C dan diproduksi oleh shift 3.
12 adalah nomor mesin pengemas.
31 merupakan tanggal produksi mi.
8 merupakan umur simpan dari produk mi instan yaitu 8 bulan.
Gambar 10. Kode Produksi pada Kemasan Etiket Supermi Kuah
3.2.2. Kemasan Sekunder (Karton)
Gambar 11. merupakan gambar dari kemasan sekunder pada Pop Mie, dapat diketahui
bahwa dalam kemasan karton terdapat kode produksinya yaitu 150616 SMG A3 09 15 6,
arti dari kode tersebut adalah:
150616 adalah tanggal kadaluwarsa produk

12
SMG adalah lokasi atau wilayah produksi.
A3 berarti grup A dan shift 3.
09 menunjukkan line produksi.
15 menunjukkan tanggal produksi
6 menunjukan umur simpan produk, yaitu 6 bulan.
Gambar 11. Kode Produksi pada Kemasan Karton Pop Mie
13
BAB IV
PROSES PRODUKSI
Produk mi instan dengan brand “Indomie”; “Supermi”; “Intermi”; “Sarimi”; “Sarimi
Gelas”; “Pop Mie”; dan “Mi Telur” adalah produk mi instan yang cara atau proses
produksinya berawal dari proses persiapan bahan baku, bahan baku ini adalah bahan dasar
untuk pembuatan adonan mi, bumbu, dan minyak, yang kemudian seluruh bahan diproses
hingga menjadi produk jadi mi instan. Produk mi instan kemudian dikemas di
distribusikan hingga ke berbagai outlet sesuai permintaan konsumen. Bahan baku dasar
yang digunakan dalam proses pembuatan mi instan di PT Indofood CBP Sukses Makmur
Divisi Noodle adalah tepung terigu, air, larutan alkali, pewarna kuning yang telah
berstandar food grade, dan minyak goreng. Seluruh bahan tersebut berlaku pada seluruh
produk kecuali pada produk Mi Telur dilakukan penambahan telur yang telah dikeringkan
dan diproses menjadi tepung. Pada pembuatan mi instan, terdapat bahan-bahan utama
dalam proses pembuatannya, yaitu :
a. Tepung Terigu
Terdapat tiga jenis tepung yang digunakan dalam proses produksi mi instan oleh PT.
Indofood CBP Sukses Makmur Tbk. Divisi Noodle Semarang, yaitu tepung Cakra
Kembar, Tepung Cap Segitiga Hijau dan Tepung Cap Segitiga Biru. Tepung adalah bahan
baku utama yang digunakan untuk proses pembuatan mi instan. Tepung digunakan karena
memiliki kandungan karbohidrat yang tinggi, memiliki kemampuan pembentukan gel,
karena adanya kandungan gluten didalamnya, serta dapat memberikan sifat elastis pada
mi yang dihasilkan sehingga mi yang dihasilkan tidak mudah putus selama proses
pemasakan dan pencetakan. Kondisi penyimpanan tepung-tepung ini juga diatur
sedemikian rupa untuk mempertahankan kualitasnya, yaitu penempatannya harus
berjarak minimal 30 cm dari tembok dan peletakkannya diatas palet sehingga tidak
langsung kontak dengan lantai yang dapat menyebabkan tepung menjadi lembab dan
dapat ditumbuhi mikroorganisme.
b. Air
14
Air digunakan untuk melarutkan seluruh bahan agar tercampur secara merata. Air yang
digunakan dalam proses produksi telah melewati proses pengujian agar bebas dari
mikroorganisme, kandungan bahan kimia, dan penampakan fisik air. Air yang
ditambahkan ke dalam adonan mi perlu diperhatikan karena dapat mempengaruhi kadar
air dari mi instan yang dapat berpengaruh pada umur simpan. Hal tersebut dapat terjadi
dikarenakan mikroorganisme mudah tumbuh pada bahan pangan yang memiliki kadar air
tinggi dan terdapat sumber nutrisi untuk mikroorganisme tersebut tumbuh sehingga
apabila terjadi kontaminasi oleh mikroorganisme dapat memperpendek umur simpan dari
mi instan.
c. Bahan tambahan pangan
Pada proses pembuatan adonan mi, beberapa bahan tambahan makanan yang
ditambahkan kedalam campuran tepung adalah garam, pewarna makanan, serbuk/bubuk
telur (pada produk mi tertentu). Bahan tambahan makanan tersebut memiliki beberapa
fungsi seperti menambah cita rasa dan meningkatkan penampilan dari produk mi yang
dihasilkan. Hasil campuran antara tepung dan bahan tambahan makanan ini sering disebut
dengan istilah premix.
d. Larutan alkali
Dalam pembuatan adonan mi, campuran tepung atau premix ditambahkan dengan air
alkali. Air alkali dipilih dalam pembuatan mi ini karena memiliki kandungan mineral
yang tinggi, sehingga mi yang dihasilkan lebih bernilai nutrisi tinggi dibandingkan
dengan produk mi yang lain. Air alkali pada adonan memiliki fungsi yaitu untuk merubah
pati didalam tepung sehingga dapat tebentuk gel yang nantinya dapat memberikan sifat
kenyal atau lentur pada mi yang dihasilkan.
e. Minyak goreng
Minyak digunakan sebagai media panas untuk menggoreng mi. Fungsi dari pemasakan
menggunakan minyak ini adalah untuk menambah cita rasa produk yaitu memberikan
rasa gurih, menambah kalori, dan mengurangi kadar air produk sehingga mi yang
dihasilkan memiliki umur simpan yang lama meskipun dalam pembuatannya tidak ada
penambahan pengawet makanan. Minyak khususnya minyak kelapa sawit, memiliki
15
kandungan vitamin seperti vitamin E dan pro vitamin A yang secara alami telah
terkandung didalamnya dan dapat berperan sebagai antioksidan.
f. Bahan pengemas
Produk mi instan yang telah jadi kemudian dilakukan proses pengemasan. Beberapa
fungsi dari pengemas adalah untuk meningkatkan umur simpan produk, sebagai etiket
atau informasi produk, memudahlan dalam penyimpanan, penambah nilai ekonomi dan
estetika produk serta berbagai fungsi lainnya. Ada beberapa jenis kemasan yang
digunakan PT. Indofood CBP Sukses Makmur Tbk. untuk mengemas produk mi instan,
yaitu etiket dan karton.
4.1. ALUR PROSES PRODUKSI MI INSTAN
Berikut adalah diagram alir dari proses pembuatan mi instan PT. Indofood CBP Sukses
Makmur Tbk. Divisi Noodle Cabang Semarang:
Gambar 12. Proses Produksi Mi Instan
Produk mi instan dari PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang
Semarang yaitu Indomie, Sarimi, Supermi, dan Intermi termasuk dalam golongan normal
noodle. Sedangkan pada produk mi instan seperti Pop Mie, Sarimi Gelas dan Mi Telur
memiliki alur proses produksi yang hampir sama seperti normal noodle hanya saja pada
saat proses cutting produk Pop Mie dan Sarimi Gelas ada proses penyemprotan larutan
Penuangan Tepung
Pencampuran PengepresanPemotongan adonan
menjadi untaian
PengukusanPemotongan dan pelipatan
Penggorengan Pendinginan
Pengemasan (Primer/Etiket)
Pengemasan (Sekunder/Karton)
16
emulsifier. Sedangkan pada produk Mi Telur memiliki perbedaan pada saat
pengeringannya yaitu dengan cara drying (normal noodle menggunakan proses frying).
Berikut adalah alur proses produksi mi instan:
4.1.1. Penuangan Tepung (Screw)
Tepung yang telah di release oleh departemen quality control yang berarti tepung tersebut
telah diuji dan ditetapkan memiliki standar yang baik untuk dilanjutkan ke proses
selanjutnya yaitu dalam tahap ini dilakukan proses pengayakan untuk menyaring tepung
tersebut apabila terdapat kotoran atau benda asing lain seperti benang, kutu dan tepung
yang menggumpal. Ukuran ayakan yang digunakan adalah ayakan 20 mesh. Proses
pengayakan tepung ini sangatlah penting karena tepung merupakan bahan utama dalam
pembutan produk mi instan, yang apabila terdapat kesalahan pada proses ini dapat
menimbulkan kerugian yang besar pada perusahaan.
4.1.2. Pencampuran (Mixing)
Pada tahap ini, dilakukan proses pencampuran bahan-bahan seperti tepung, air alkali,
bahan tambahan makanan yaitu garam dan pewarna makanan untuk menjadi adonan mi.
Air alkali yang digunakan pada tahap ini juga telah mengalami proses penyaringan
terlebih dahulu untuk memisahkan kotoran-kotoran yang mungkin tercampur
didalamnya. Alat penyaring air alkali ini di cek atau diganti setiapkali pergantian shift.
Proses mixing untuk menjadi adonan ini dilakukan kurang lebih selama 12 menit untuk
mendapatkan hasil adonan yang homogen.
4.1.3. Pengepresan (Pressing)
Setelah adonan mi jadi, kemudian adonan tersebut ditampung dalam bak feeder. Tahap
selanjutnya adalah adonan dilewatkan dalam roll dough sheet yang berfungsi untuk
merubah adona menjadi lembaran. Selanjutnta lembaran adonan tersebut akan dilewatkan
kembali pada continue roll press yang berhungsi untuk lebih menipiskan lembaran
adonan mi. Pada tahap ini juga dilakukan pengecekan ketebalan lembaran adonan secara
berkala, yang bertujuan untuk mengetahui dan memonitor lembaran adonan agar
memiliki ukuran yang seragam dan sesuai standar yang diinginkan.

17
4.1.4. Pemotongan Adonan Menjadi Untaian (Slitting)
Setelah melewati proses pressing, adonan lembaran mi kemudian dilakukan proses
slitting, yaitu proses untuk merubah lembaran adonan menjadi untaian mi. Kemudian
dilanjutkan dengan proses waving, yaitu bertujuan untuk mendapatkan bentuk untaian mi
yang bergelombang.
4.1.5. Pengukusan (Steaming)
Untaian mi yang dihasilkan kemudian dilakukan proses pemasakan dengan dilewatkan
pada steam box menggunakan conveyor berjalan. Waktu dan suhu proses pemasakan atau
steaming ini diatur selama 1 menit dengan suhu kurang lebih 100ºC. Selain waktu dan
suhu, tekanan uap pada mesin ini juga harus terus diperhatikan. Apabila beberapa
parameter tersebut yaitu suhu, waktu dan tekanan tidak diperhatikan, maka dapat
menyebabkan proses pemasakan mi tidak optimal sehingga bisa jadi mi yang dihasilkan
masih mentah karena proses gelatinisasinya yang belum optimal.
4.1.6. Pemotongan dan Pelipatan (Cutting and Folding)
Setelah keluar dari proses steam, untaian mi yang masih sangat panjang tersebut
kemudian dilakukan proses pemotongan dan pelipatan mi dengan menggunakan cutter
dan folder sehingga didapat ukuran mi yang diinginkan dan mi menjadi dua tumpuk pada
mi jenis normal noodle. Sedangkan pemotongan pada cup noodle dilakukan secara
vertikal. Kemudian masuk dalam mangkok mi. Mi yang telah diberi emulsifier akan
menjadi tidak kaku sehingga lebih mudah menempati cetakannya. Kecepatan proses ini
lebih lambat dibandingkan normal noodle.
4.1.7. Penggorengan (Frying) untuk Normal Noodle dan Cup Noodle serta
Pengeringan (Drying) untuk produk Mi Telur
Setelah dilakukan pemotongan dan pelipatan untaian mi. Mi akan ditempatkan pada
mangkok diatas conveyor berjalan secara otomatis yang kemudian dilewatkan pada mesin
fryer untuk dilakukan proses penggorengan dengan minyak kelapa sawit. Selain untuk
proses pematangan mi, tujuan dari proses penggorengan ini adalah untuk menurunkan
kadar air dari mi. Suhu yang digunakan dalam proses penggorengan berkisar antara suhu
± 120ºC – 160ºC. Proses ini dapat menurunkan kadar air produk hingga kurang lebih
18
sebesar 3%, sehingga produk mi memiliki umur simpan yang panjang. Suhu pada proses
ini perlu diperhatikan karena berhubungan dengan tingkat pematangan produk. Apabila
suhu frying tidak diperhatikan maka produk yang dihasilkan dapat gosong bahkan belum
matang sempurna. Sedangkan pada proses drying untuk pembuatan Mi Telur terdapat tiga
tahap yaitu In, Middle, dan Out. Suhu awal proses pengeringan adalah 840C, suhu tengah
adalah 1040C dan suhu akhir dari pengeringan adalah 750C. Proses pengeringan dilakukan
selama 1 jam dengan menggunakan uap kering. Hal tersebut bertujuan untuk menurunkan
kadar air mi instan menjadi 3% sehingga mi instan memiliki umur simpan antara enam
sampai delapan bulan.
4.1.8. Pendinginan (Cooling)
Setelah proses frying, mi akan secara otomatis dikeluarkan dalam mangkok cetakan ke
conveyor berjalan yang memiliki rongga atau biasa disebut dengan net. Hal ini bertujuan
untuk meniriskan minyak yang mungkin masih menempel pada produk. Produk mi instan
kemudian diturunkan suhunya dengan dilewatkan pada mesin cooler. Proses pendinginan
ini dilakukan dengan blower yang ada pada alat cooler ini. Blower berfungsi untuk
mengelurkan udara panas didalam alat pendingin atau cooling box, sehingga produk yang
dilewatkan didalamnya menjadi lebih cepat dingin.
4.1.9. Pengemasan dan Pengkartonan (Packing and Cartoning)
Pengemasan merupakan tahap akhir dari proses produksi. Mi yang telah keluar dari mesin
cooling box, kemudian dilewatkan ke conveyor yang lebih kecil dan ditambahkan dengan
bumbu dan minyak sachet secara otomatis menggunakan mesin dan juga secara manual
untuk mengecek kelengkapan pemberian bumbu. Kemudian barulah mi dikemas dengan
kemasan primer yaitu etiket (plastik), dan disusun secara manual kedalam kemasan
sekunder yaitu karton dan disegel dengan alat carton sealer, proses cartoning
dimaksudkan untuk memudahkan distribusi produk. Produk akhir ini kemudian dikirim
dengan conveyor menujuu gudang finish good untuk disimpan sebelum didistribusikan.
Pada proses pengemasan mi jenis cup noodle, yaitu Pop Mie terdapat 4 mesin dalam
proses packaging-nya. Mesin pertama adalah mesin cup loader yang bertujuan untuk
memasukan blok mi ke dalam kemasan cup. Kemasan cup yang digunakan adalan EPS

19
(Expendable PolyStyrene). Mesin kedua adalah mesin palet form cart yang merupakan
tempat untuk peletakkan bumbu, minyak, dan garpu. Mesin ketiga adalah lead seal yang
bertujuan untuk penyegelan kemasan bagain atas. Pada bagian tersebut perlu dilakukan
pengecekan kebocoran bagian penutup mi. Selama proses penyegelan dilakukan coding
sebagai pemberian kode produksi, tanggal kadarluarsa yang hampir sama dengan normal
noodle namun diberi tambahan waktu produksi. Mesin keempat adalah shrink tunnel
untuk menyelimuti produk dengan plastik. Hal ini dikarenakan EPS yang memiliki sifat
porous yang lebih besar rentan terjadi kontaminasi sehingga plastik atau shrink film
tersebut ditujukan agar meminimalkan terjadinya kontaminasi. Selanjutnya dilakukan
pengemasan sekunder menggunakan carton box.

20
BAB V
PROSES PENGOLAHAN LIMBAH CAIR
5.1. TAHAPAN PROSES PENGOLAHAN LIMBAH CAIR
Berikut ini adalah diagram alir dari proses produksi mi instan yang menunjukkan
beberapa proses produksi yang berpotensi menghasilkan limbah cair.
Gambar 13. Tahapan Proses Produksi Mi Instan yang Berpotensi Menghasilkan Limbah
Cair
Dapat dilihat dari diagram alir diatas bahwa proses steaming dan frying merupakan
proses produksi yang berpotensi menghasilkan limbah cair paling tinggi. Pada proses
steaming, limbah cair yang dihasilkan adalah air dari steam yang digunakan untuk
memasak adonan mi instan. Sedangkan pada proses frying menghasilkan limbah cair
berupa minyak yang digunakan pada proses pemasakan dan minyak sisa yang menetes
sewaktu ditiriskan ketika akan memasuki proses cooling. Selain dari proses produksi,
limbah cair di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang
juga berasal dari boiler, laboratorium, kantin, proses cleaning mesin produksi, dan toilet.
Pada seluruh industri pangan tentunya selalu menghasilkan limbah pada semua kegiatan
yang dilakukannya. Limbah yang dihasilkan sangat beraneka ragam yang terdiri dari
limbah padat, limbah cair dan limbah gas. Limbah tersebut dapat memberi efek
merugikan bagi lingkungan sekitar apabila tidak ditangani dengan benar, karena berbagai
kangdungan bahan organik dan non-organik seperti karbohidrat, protein, lemak, dan
21
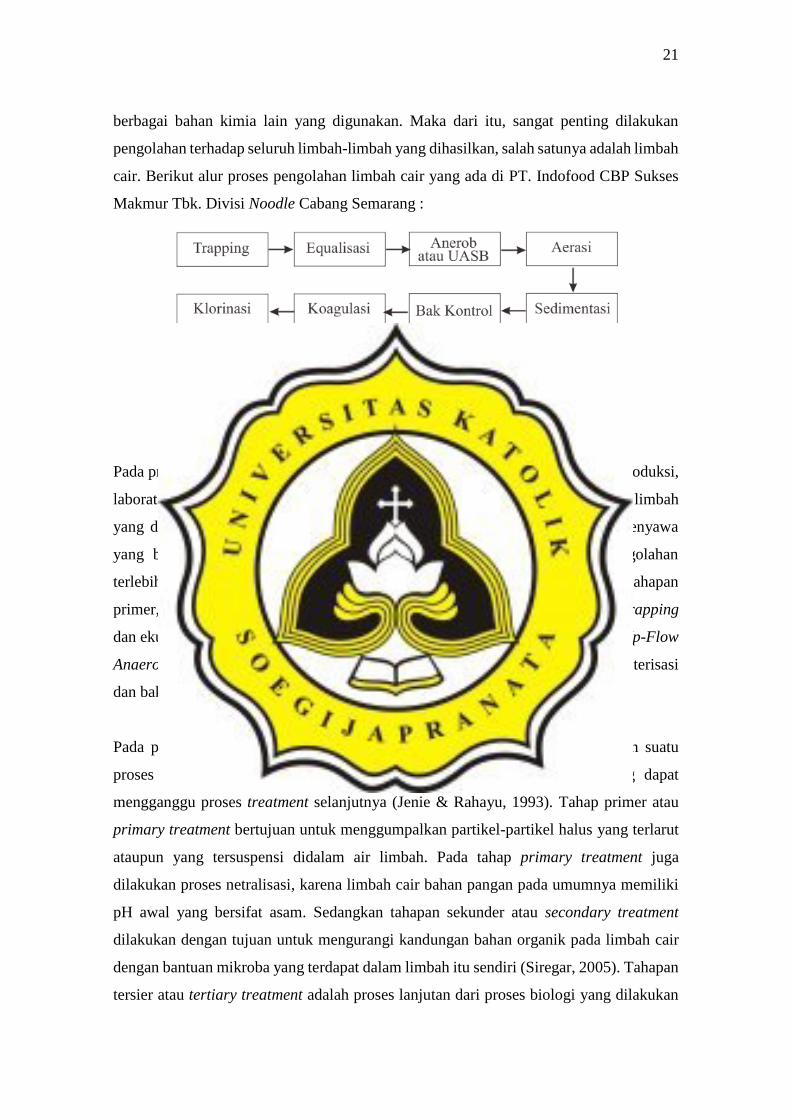
berbagai bahan kimia lain yang digunakan. Maka dari itu, sangat penting dilakukan
pengolahan terhadap seluruh limbah-limbah yang dihasilkan, salah satunya adalah limbah
cair. Berikut alur proses pengolahan limbah cair yang ada di PT. Indofood CBP Sukses
Makmur Tbk. Divisi Noodle Cabang Semarang :
Gambar 14. Proses Pengolahan Limbah Cair
Pada proses pengolahan limbah cair, hanya air limbah yang berasal dari proses produksi,
laboratorium dan boiler saja yang diproses lebih lanjut. Hal ini dikarenakan air limbah
yang dihasilkan dari proses tersebut memiliki karakteristik dan mengandung senyawa
yang berbahaya apabila dibuang kelingkungan tanpa dilakukan proses pengolahan
terlebih dahulu. Ada beberapa tahapan proses pengolahan limbah cair, yaitu tahapan
primer, tahapan sekunder dan tahapan tersier. Pada tahap primer meliputi proses trapping
dan ekualisasi, sedangkan tahap sekunder meliputi proses anaerob atau UASB (Up-Flow
Anaerob Sluge Blanket), aerasi, sedimentasi, bak kontrol, koagulasi, klorinasi, filterisasi
dan bak penampungan.
Pada proses pengolahan limbah ada proses pretreatment. Pretreatment adalah suatu
proses yang dilakukan untuk menghilangkan padatan berukuran besar yang dapat
mengganggu proses treatment selanjutnya (Jenie & Rahayu, 1993). Tahap primer atau
primary treatment bertujuan untuk menggumpalkan partikel-partikel halus yang terlarut
ataupun yang tersuspensi didalam air limbah. Pada tahap primary treatment juga
dilakukan proses netralisasi, karena limbah cair bahan pangan pada umumnya memiliki
pH awal yang bersifat asam. Sedangkan tahapan sekunder atau secondary treatment
dilakukan dengan tujuan untuk mengurangi kandungan bahan organik pada limbah cair
dengan bantuan mikroba yang terdapat dalam limbah itu sendiri (Siregar, 2005). Tahapan
tersier atau tertiary treatment adalah proses lanjutan dari proses biologi yang dilakukan
22
pada proses tahap secondary treatment. Pada tahapan tersier dilakukan berbagai proses
penyaringan dengan menggunakan pasir, saringan multi media, saringan mikro, saringan
vakum dan berbagai jenis penyaring lain tergantung dari kebutuhan yang diinginkan
(Jenie & Rahayu, 1993). Letak atau lokasi dari area pengolahan limbah berada jauh dari
bangunan atau area produksi dan bangunan-bangunan gudang penyimpanan bahan baku
dan produk jadi. Letak dari area pengolahan limbah juga diperhatikan karena
berhubungan dengan kebersihan dan kualitas produk. Hal ini dikarenakan resiko dari bau
yang ditimbulkan pada beberapa tahapan proses pengolahan limbah, yang dikhawatirkan
dapat mempengaruhi atau mengkontaminasi bahan-bahan baku dan produk jadi mi instan
yang dihasilkan. Berikut uraian tahapan proses pengolahan limbah cair di PT. Indofood
Sukses Makmur Tbk Divisi Noodle Semarang :
a. Traping
Pada tahap ini dilakukan upaya untuk memisahkan padatan yang terikut dalam limbah
cair dan limbah mengapung. Pada proses ini, air limbah yang bercampur dengan padatan
seperti minyak atau lemak yang telah memadat dan kotoran lainnya dipisahkan dari air
limbah secara manual oleh petugas kebersihan. Yang selanjutnya air limbah tersebut
dialirkan kedalam bak penampungan sementara untuk selanjutnya dapat diolah didalam
bak ekualisasi. Penyaringan merupakan cara yang paling sederhana dari pembuangan
benda padat yang kasar dan besar dengan menggunakan saringan. Besar saringan
tergantung partikel-partikel limbah padat yang terdapat pada air limbah (Mahida, 1981).
b. Equalisasi
pada tahap ini dilakukan pengecekan dan pengaturan suhu serta polutan yang ada,
sehingga kondisi air limbah stabil. Hal ini dilakukan supaya tidak terjadi kegagalan pada
tahap pengolahan selanjutnya. Pada tahap ini, kondisi air limbah benar-benar diperhatikan
karena berkaitan dengan keberhasilan pengolahan untuk tahap lanjutan, yaitu pengolahan
air limbah secara anaerob. Pengolahan tahap anaerob berkaitan dengan kerja mikroba
sehingga pada tahap ekualisasi ini air limbah harus dikondisikan sedemikian rupa agar
tidak mengganggu kerja mikroba pada tahap anaerob (Cheremisinoff, 2002).
c. Anaerob atau UASB (Up-Flow Anaerob Sluge Blanket)
23
Pada tahap ini, dilakukan tahap pemecahan nutrien dari komponen-komponennya oleh
mikroorganisme anaerob. Pada tahap ini merupakan tahap utama untuk menurunkan
COD dan BOD air limbah yang diharapkan tinggal 20% hingga 30% saja. Lama waktu
atau tahapan dalam proses ini adalah kurang lebih tujuh jam. Pada tahap ini, warna air
limbah akan berubah menjadi lebih keruh atau menghitam karena terjadi proses
pembusukan air limbah akibat kerja mikroorganisme anaerob (Untung, 1995).
d. Aerasi
Tahap ini bertujuan untuk mendegradasi sisa polutan secara aerob, sehingga diharapkan
terjadi penurunan COD dan BOD air limbah sebanyak 30%, dengan cara memberikan
oksigen ke dalam air limbah. Pada tahap ini, air limbah tidak boleh berbau busuk dan
berwarna hitam coklat. Pada tahap aerasi ini ada proses penambahan oksigen yang
bertujuan agar mikroorganisme aerob tumbuh dan dapat menguraikan air limbah tersebut.
Oksigen yang ditambahkan dari dasar bak aerasi ini digunakan oleh mikroorganisme
aerob untuk menguraikan komponen-komponen organik dalam air limbah, sehingga
diharapkan dapat mengurangi konsentrasi zat pencemar seperti cairan, ion, gas, koloid,
ataupun bahan tercampur (Siregar, 2005).
e. Sedimentasi
Tahap sedimentasi ini dilakukan untuk mengendapkan padatan tersuspensi yang terikut
dalam proses aerasi. Pada tahap ini tidak ada penambahan bahan kimia dan hanya dibantu
oleh gaya gravitasi saja. Sedimentasi memiliki tujuan untuk memisahkan partikel-partikel
yang mengendap ataupun yang berbentuk gumpalan dengan bagian yang larut atau
cairnya (Jenie & Rahayu, 1993).
f. Bak Kontrol
Dalam bak ini terdapat ikan yang digunakan sebagai indikator untuk mengetahui apakah
air yang dihasilkan sampai tahap sedimentasi sudah memenuhi syarat kehidupan. Air
yang dihasilkan sampai tahap ini digunakan untuk menyiram tanaman yang ada di
lingkungan pabrik. Proses pengontrolan ini perlu dilakukan karena air limbah umumnya
memiliki tingkat keasaman yang tinggi dan dapat mengakibatkan terancamnya kehidupan
dalam air. Air menjadi asam karena adanya buangan yang mengandung asam seperti asam
24
sulfat dan asam klorida. Sedangkan buangan yang bersifat basa (alkalis) bersumber dari
buangan yang mengandung bahan organik seperti senyawa karbonat, bikarbonat dan
hidroksida (Cheremisinoff, 2002). Sehingga tahap pengolahan limbah cair pada bak
kontrol ini sangat penting untuk dilakukan.
g. Koagulasi
Pada tahap ini dilakukan proses penggumpalan padatan tersuspensi dengan bantuan
alumunium sulfat (Al2(SO4)3) yang disebut juga Filter Aluminium. Tahap akhir proses ini
menghasilkan endapan dan air yang berwarna jernih. Endapan yang dihasilkan
dikembalikan ke bak trapping dan air yang dihasilkan dilanjutkan untuk proses
selanjutnya. Proses koagulasi merupakan proses pengendapan secara kimiawi. Proses
koagulasi penting dilakukan karena limbah cair mengandung zat-zat organik seperti
protein, koloid dan asam-asam organik lain. Zat-zat tersebut kemudian diendapkan
dengan penambahan senyawa penggumpal seperti kapur, alumunium sulfat, ferrosulfat,
zink klorida dan sebagainya (Siregar, 2005). Pada tahap koagulasi ini menghasilkan
cairan jernih dan endapan. Dari hasil reaksi koagulasi tersebut, selanjutnya endapan
dipisahkan melalui filtrasi atau sedimentasi (Untung, 1995).
h. Klorinasi
Pada tahap ini dilakukan penambahan kaporit atau Ca(OCl)2 ke dalam air yang bertujuan
untuk membunuh mikroba yang mungkin ada dalam air limbah. Kaporit yang
ditambahkan terlebih dahulu di encerkan kedalam air yang kemudian dicampurkan ke
dalam air limbah didalam bak klorinasi. Menurut teori yang dikemukakan oleh Siregar,
(2005), penambahan larutan kaporit bertujuan untuk mematikan bakteri dengan cara
merusak atau menginaktifasi enzim utama, sehingga terjadi kerusakan dinding sel
mikroorganisme. Dengan rusaknya dinding sel tersebut, maka mikroorganisme patogen
yang ada didalam air limbah akan mati.
i. Penyaringan dan Organosorb
Air yang dihasilkan pada proses klorinasi yang masih mengandung sisa endapan yang
masih terikut didalamnya kemudian disaring menggunakan sand filter. Alat penyaringan
ini berupa tangki yang berisi pasir putih yang berfungsi sebagai penyaring pada tahap

25
sand filter ini. Kemudian air yang dihasilkan selama proses sand filter diolah dalam
tangki organosorb untuk menghilangkan bau yang tidak diinginkan dengan bantuan arang
aktif yang ada didalam tangki tersebut. Adsorbent ini umumnya berupa zat padat, terdiri
dari atom-atom atau molekul-molekul yang saling tarik-menarik. Karena pada suatu arah
di sekeliling molekul tersebut tidak ada molekul yang menariknya, maka gaya tarik-
menarik itu menjadi tidak seimbang sehingga zat tersebut akan menarik molekul-molekul
gas atau solute yang ada di sekitarnya, dan terjadilah peristiwa adsorbsi. Tahap
penyaringan ini dapat dikategorikan juga sebagai tertiary treatment. Pada tahap
pengolahan tersier ini bertujuan untuk menjernihkan air limbah, mengurangi pengotoran
bahan organik, partikel termasuk benda yang tidak dapat diuraikan (nonbiodegradable),
ataupun gabungan antara bau, warna dan rasa. (Siregar, 2005).
j. Bak Penampung
Bak ini berfungsi sebagai penampungan sementara air yang dihasilkan sepanjang proses
pengolahan limbah tadi. Air yang ditampung pada bak ini sudah memiliki warna yang
jernih dan tidak memiliki bau busuk, yang selanjutnya dapat dimanfaatkan untuk sarana
pencucian mobil, penyiraman tanaman, dan membersihkan toilet yang ada di lingkungan
pabrik.
5.2. ANALISA LIMBAH CAIR
Hasil analisa air limbah yang dilakukan oleh PT. Indofood CBP Sukses Makmur Tbk.
Divisi Noodle Cabang Semarang mengikuti standar baku mutu air limbah yang ditetapkan
oleh Peraturan Daerah Provinsi Jawa Tengah Nomor 5 Tahun 2012 tentang baku mutu
air limbah. Apabila hasil analisa air limbah belum memenuhi syarat baku mutu yang ada,
maka dari divisi QC atau quality control tidak akan memberikan status release untuk air
hasil pengolahan limbah tersebut untuk dipakai atau dibuang ke lingkungan sekitar.
Pengujian air limbah yang meliputi analisa pengukuran nilai BOD, COD, dan TS
dilakukan seminggu sekali yang biasanya dilakukan pada hari Senin pagi setiap
minggunya. Sedangkan untuk analisa pengukuran pH, suhu, TSS dan TDS dilakukan
setiap hari.
26
Untuk pengujian air limbah sendiri, tidak setiap bak pengolahan air limbah diambil
sampelnya untuk dilakukan pengujian. Hal ini dirasa kurang efisien karena dapat
memakan waktu yang lama serta pemborosan terhadap reagen-reagen yang digunakan.
Maka dari itu, hanya pada bak-bak pengolahan air limbah tertentu saja yang diambil
sampelnya untuk dilakukan pengujian. Bak-bak tersebut adalah bak penampungan (bak
setelah tahap trapping dan sebelum tahap ekualisasi), bak ekualisasi, bak kontrol, dan bak
penampungan sementara (bak yang menampung air limbah yang telah selesai diolah).
Berikut uraian dari analisa limbah cair yang dilakukan di laboraturium QC:
BOD (Biochemical Oxygen Demand)
Biochemical Oxygen Demand atau BOD adalah sejumlah oksigen dalam sistem air yang
dibutuhkan oleh bakteri aerobik untuk menstabilkan atau menetralisir bahan-bahan
organik dalam air melalui proses oksidasi biologis secara dekomposisi aerobik (Gintings,
1992). Pengukuran BOD yang dilakukan di PT. Indofood CBP Sukses Makmur Tbk.
Divisi Noodle Cabang Semarang adalah dengan menggunakan alat BOD-meter yang diuji
selama 5 hari. Langkah pertama untuk melakukan pengukuran nilai BOD adalah dengan
menyiapkan botol coklat yang kemudian diisikan sampel limbah sebanyak 250 ml.
Selanjutnya ditambahkan dengan NaOH yang dalam bentuk butiran kristal. Kemudian
botol ditutup dengan BOD-meter secara rapat agar nilai BOD dapat diukur. Kemudian
dilakukan pengadukan selama 5 hari. Pada hari pertama dilakukan pengujian hingga hari
ke lima pengujian dilakukan terus pengukuran nilai BOD. Besarnya kebutuhan oksigen
tergantung dari jumlah bahan organik yang ada sedangkan kecepatan terpenuhinya
kebutuhan oksigen tergantung dari suhu dan sisa oksigen. Uji BOD melibatkan
pengenceran air limbah dengan air yang mengandung oksigen terlarut dalam jumlah yang
telah diketahui dan mencatat hilangnya oksigen setelah penyimpanan. Penyimpanan
biasanya dilakukan selama 5 hari pada 20oC (Steel, 1960), dan dalam botol gelap yang
tertutup rapat (Laws, 1993). Menurut teori yang ada dapat disimpulkan bahwa pengujian
nilai BOD yang ada di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang
Semarang telah sesuai dengan teori yang ada.
COD (Chemical Oxygen Demand)

27
Chemical Oxygen Demand atau COD adalah sejumlah oksigen yang dibutuhkan untuk
mengoksidasi bahan-bahan kimia di dalam sistem air. COD adalah jenis pengukuran lain
untuk mengukur kebutuhan oksigen terhadap zat organik yang sukar dihancurkan secara
oksidasi. Oleh karena itu dibutuhkan bantuan pereaksi oksidator yang kuat dalam suasana
asam. Dalam hal ini dapat digunakan KMnO4 atau K2Cr2O7 sebagai oksidator. Nilai COD
yang tinggi menunjukkan adanya pencemaran air oleh zat-zat organik yang dapat berasal
dari berbagai sumber seperti limbah pabrik, limbah rumah tangga dan sebagainya. Nilai
BOD selalu lebih kecil dari nilai COD diukur pada senyawa organik yang tidak dapat
diurai (Gintings, 1992).
Pengukuran nilai COD yang ada di PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang dilakukan dengan menggunakan penambahan reagen atau
bahan kimia untuk mempermudah dalam pengujiannya. Langkah awal untuk melakukan
pengujian ini adalah dengan menyiapkan tabung reaksi berisi reagen COD sebanyak tiga
ml. Reagen COD terdapat dua macam yaitu reagen yang berwarna kuning untuk larutan
dengan hasil kurang dari 150 mg/L (10 – 150 mg/L) sedangkan reagen yang berwarna
kuning hingga coklat pekat digunakan untuk larutan dengan hasil lebih dari 150 mg/L (25
– 1500 mg/L). Biasanya larutan sampel yang keruh dihasilkan nilai lebih dari 150mg/L
apabila digunakan reagen yang berwarna kuning, nilai COD tidak akan muncul atau tidak
terbaca. Tiap sampel limbah diambil sebanyak tiga ml dan dimasukkan dalam tabung
reaksi yang berisi reagen COD. Kemudian dihasilkan endapan yang harus dikocok hingga
seluruh endapan larut. Perlu hati-hati dalam pengocokan dan sebaiknya digunakan
pengaman dikarenakan pengocokan sampel dengan reagen COD menimbulkan panas.
Setelah larut, kemudian larutan dipanaskan selama dua jam pada suhu 1480C. Selanjutnya
didinginkan hingga suhu 20 – 400C dan dikocok kembali selama 10 menit dan
didinginkan kembali. Kemudian tabung reaksi dimasukkan ke dalam alat
spektrofotometer untuk dilakukan pengukuran nilai COD. Sebelum dimasukkan sampel
limbah, perlu dilakukan pengukuran blanko yaitu tabung diisi dengan aquadest,
kemudian aquadest dibuang dan digantikan sampel limbah. Syarat lulus dari analisa QC
adalah nilai COD kurang dari 100 mg/L.
TS (Total Solid)
28
Pengukuran nilai total solid di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang adalah dengan cara, sampel limbah diambil sebanyak 25 ml dan
dimasukkan ke dalam cawan kosong. Kemudian dikeringkan dengan oven pada suhu 105
± 20C hingga cairan dalam cawan benar-benar kering yang kemudian didinginkan terlebih
dahulu didalam desikator sebelum ditimbang berat akhirnya. Selanjutnya cawan berisi
hasil pengeringan ditimbang hingga konstan dan dicatat beratnya sebagai nilai TS. Total
padatan atau Total Solid (TS) adalah bahan yang tertinggal setelah proses evaporasi
sampel air atau air limbah dan pengeringan dalam oven. Sejumlah volume tertentu
diletakkan dalam cawan porselen. Air diuapkan dari cawan dengan pengeringan dalam
oven sedikitnya 1 jam pada 103-105 C, kemudian didinginkan dalam desikator hingga
berat konstan. Miligram total residu sama dengan perbedaan antara berat cawan setelah
didinginkan dengan berat cawan kosong (Cheremisinoff, 2002).
TSS (Total Suspended Solid)
Pengukuran nilai TSS yang ada di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang adalah dengan menggunakan kertas saring yang telah dioven dan
diketahui beratnya. Sampel limbah mula-mula diambil sebanyak 25 ml kemudian disaring
dengan kertas saring yang telah dioven tersebut. Kemudian filtrat yang ada pada kertas
saring dikeringkan dengan oven pada suhu 105 ± 20C hingga kertas saring dan filtrat
benar-benar kering. Kemudian kertas saring yang berisi filtrat didinginkan didalam
desikator dan ditimbang beratnya, berat kertas saring berisi filtrat kemudian dikurangi
dengan berat kertas saring kosong, kemudian hasil dari pengurangan tersebut merupakan
nilai dari TSS. Padatan tersuspensi total atau Total Suspended Solid (TSS) adalah bahan
yang tertahan filter standar. Setelah filtrasi, filter dikeringkan dan ditimbang untuk
menentukan peningkatan berat sebagai hasil dari residu yang tertahan. Perhitungan total
padatan tersuspensi sama dengan perhitungan total padatan. Sedangkan padatan terlarut
total atau Total Dissolved Solid (TDS) adalah bahan yang dapat melewati filter standar.
Padatan terlarut total atau residu yang tidak tersaring, tidak ditentukan secara langsung
tetapi dihitung dengan mengurangi konsentrasi padatan total dengan konsentrasi padatan
tersuspensi (Cheremisinoff, 2002).
pH dan Suhu

29
Pengukuran nilai pH dan suhu di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang dilakukan secara langsung ditempat pengolahan limbah cair dan
dilakukan di laboratorium. Tiap bak pengolahan limbah cair dilakukan pengujian pH dan
suhu setiap harinya dengan menggunakan pH-meter. Pengukuran nilai pH dan suhu
dilaboratorium dilakukan dengan pembilasan alat pengukur pH dengan aquadest terlebih
dahulu kemudian dicelupkan ke dalam sampel limbah. Nilai pH dan suhu dicatat ketika
angka yang muncul pada display alat sudah stabil. Pengujian nilai pH suhu sangat penting
dilakukan karena pH air limbah sewaktu-waktu dapat mengalami perubahan selama
proses treatment. Nilai air hasil pengolahan limbah haruslah memiliki pH 7 atau netral,
pH tersebut sesuai dengan baku mutu limbah yang ditetapkan, dimana nilai pH berkisar
antara enam hingga sembilan adalah aman bila dibuang ke badan air dan tidak
mengganggu atau merusak dan mempengaruhi kehidupan biota air. (Siregar, 2005).
Kekeruhan
Tingkat kekeruhan dari air limbah di PT. Indofood CBP Sukses Makmur Tbk. Divisi
Noodle Cabang Semarang diukur dengan menggunakan alat turbidimeter. Pertama-tama,
pada alat terdapat tabung kosong untuk dimasukkan sampel uji, namun sebelumnya alat
tersebut dikalibrasi dengan blanko atau aquadest. Kemudian setelah pengecekan
aquadest, larutan dibuang dan digantikan dengan sampel limbah hingga penuh.
Kemudian ditutup rapat dan bagian permukaan tabung dilap tisu agar tidak ada bekas
sidik jari yang dapat mempengaruhi pengukuran kekeruhan sehingga pemasukkan tabung
ke dalam alat perlu hati-hati dan sebaiknya bagian tutup yang dipegang. Setelah ditekan
tombol “Enter” akan muncul angka pada display yang merupakan nilai tingkat kekeruhan.
Perlakuan ini dilakukan tiap bak limbah dan setiap penggantian sampel dari berbagai
limbah perlu dilakukan pembilasan dengan aquadest terlebih dahulu. Tingkat kekeruhan
ini juga memberikan informasi pada kita tentang kualitas dari tingkat kekotoran limbah
itu sendiri. Makin pekat warna maka diandaikan bahwa limbah yang kita ambil makin
kotor. Air limbah yang masih baru berwarna abu-abu dan yang sudah lama akan berwarna
gelap (Mahida, 1981). Warna limbah yang berumur 6 jam adalah coklat muda, pada air
limbah yang sedang mengalami pembusukan akan berubah warna menjadi abu-abu tua,
dan yang sudah busuk oleh bakteri anaerob adalah hitam (Untung, 1995).
30
BAB VI
KESIMPULAN DAN SARAN
6.1. KESIMPULAN
Seluruh alur proses produksi di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang telah menerapkan sistem GMP (Good Manufacturing Practices)
untuk menjamin kualitas produknya.
Ada dua tahap proses pengolahan limbah di PT. Indofood CBP Sukses Makmur Tbk.
Divisi Noodle Cabang Semarang, yaitu tahap primer dan tahap sekunder.
Pada tahap primer proses pengolahan limbah cair adalah meliputi proses trapping dan
ekualisasi.
Pada tahap sekunder proses pengolahan limbah cair adalah meliputi proses anaerob
atau UASB (Up-Flow Anaerob Sluge Blanket), aerasi, sedimentasi, bak kontrol,
koagulasi, klorinasi, filterisasi dan bak penampungan.
Sumber air limbah adalah dari proses produksi, boiler, laboraturium, proses cleaning
mesin produksi, kantin dan toilet.
Pada proses produksi, tahap yang menghasilkan limbah cair adalah proses steaming,
frying dan cooling.
Setelah hasil analisa air limbah dinyatakan memenuhi baku mutu yang telah
ditetapkan, maka air olahan limbah dapat digunakan atau dibuang di lingkungan
sekitar.
6.2. SARAN
Selain untuk terus menjaga kualitas produk yang dihasilkannya karena PT Indofood CBP
Sukses Makmur Tbk. Divisi Noodle Cabang Semarang adalah perusahaan besar yang
bergerak dibidang makanan. PT Indofood CBP Sukses Makmur Tbk. Divisi Noodle
Cabang Semarang sebaiknya tetap meminimalkan jumlah limbah yang dihasilkannya,
baik itu limbah padat, limbah cair ataupun limbah gas, serta mengendalikan dan
mengontrol proses pengolahan limbahnya, khususnya pengolahan limbah cair, agar selalu
dibawah ambang batas yang diperkenankan. Hal ini diharapkan agar limbah yang
dihasilkan tidak memberi beban dan dampak yang merugikan bagi lingkungan dan
masyarakat yang ada di sekitar perusahaan.
31
BAB VII
DAFTAR PUSTAKA
Cheremisinoff N. P. (2002). Handbook of Water and Wastewater Treatment
Technologies. Butterworth. Wildwood Avenue.
Diakses dari :
https://www.google.co.id/url?sa=t&source=web&rct=j&url=http://nigc.ir/portal/Images/
Images_Traning/files/files/chemist%2520book/chemical%2520listed/Wastewate
r_Treatment_Technologies_Handbook.pdf&ved=2ahUKEwixipummOTbAhUH
WX0KHQ6dAm0QFjAAegQIAxAB&usg=AOvVaw1OG8bJVOYt7_K7g-
bBk_7q
Gintings, P. (1992). Mencegah dan Mengendalikan Pencemaran Industri. Pustaka Sinar
Harapan. Jakarta.
Jenie, B. S. L. & W. P. Rahayu. (1993). Penanganan Limbah Industri Pangan. Kanisius.
Yogyakarta.
Diakses dari :
https://books.google.co.id/books?id=Z-
q2CIf7qz8C&printsec=frontcover&dq=Penanganan+Limbah+Industri+Pangan.
&hl=en&sa=X&ved=0ahUKEwij56XHk-
TbAhUCfH0KHXrbArYQ6AEIJTAA#v=onepage&q=Penanganan%20Limbah
%20Industri%20Pangan.&f=false
Laws, E. A. (1993). Aquatic Pollution: an Introductory Text 2nd ed. John Wiley & Sons,
Inc. New York.
Diakses dari :
https://books.google.co.id/books?id=k9M3DgAAQBAJ&pg=PT475&dq=aquatic+pollu
tion+an+introductory+text+2nd+ed&hl=id&sa=X&ved=0ahUKEwjK8q60zt_bA
hUPF4gKHdiZDXwQ6AEICjAA#v=onepage&q=aquatic%20pollution%20an%
20introductory%20text%202nd%20ed&f=false
Mahida, U. N. (1981). Pencemaran Air dan Pemanfaatan Limbah Industri. Rajawali.
Jakarta.
Peraturan Daerah Provinsi Jawa Tengah Nomor 5. (2012). Perubahan Atas Peraturan
Daerah Provinsi Jawa Tengah Nomor 10 Tahun 2004 Tentang Baku Mutu Air
Limbah.
Diakses dari :
https://www.google.co.id/url?q=http://jdihukum.jatengprov.go.id/download/produk_huk
um/perda/perda_tahun_2012/perda_5_th_2012.pdf&sa=U&ved=2ahUKEwi8gN
vXqOXbAhWaFYgKHT_IDpYQFjAAegQIBRAB&usg=AOvVaw2QScQ7smg
nG40Ck9kMwzPu
Siregar S. A. (2005). Instalai Pengolahan Air Limbah. Kanisius. Yogyakarta.
Diakses dari :
32
https://books.google.co.id/books?id=0lYfkYMIXhEC&pg=PA9&dq=dasar+dasar+peng
olahan+air+limbah&hl=en&sa=X&ved=0ahUKEwi9g-
iLluTbAhUMdCsKHSsgDZ8Q6AEIKDAA#v=onepage&q=dasar%20dasar%20
pengolahan%20air%20limbah&f=false
Steel, E. W. (1960). Water Supply & Sewerage 4th ed. McGraw Hill Kogakusha, Ltd.
Tokyo.
Diakses dari :
https://www.scribd.com/document/328827928/E-W-STEEL-pdf
Untung O. (1995). Menjernihkan Air Kotor. Puspa Swara. Depok.
Diakses dari :
https://books.google.co.id/books?id=v-
UzTfJMEJAC&pg=PA27&dq=mengolah+air+gambut+dan+air+kotor&hl=en&s
a=X&ved=0ahUKEwiznKCmlOTbAhWDWX0KHQbIBWcQ6AEIKTAB#v=o
nepage&q=mengolah%20air%20gambut%20dan%20air%20kotor&f=false

33
LAMPIRAN
1. Hasil Plagscan