landasan teorithesis.binus.ac.id/doc/bab2/2008-1-00434-tias-bab 2.pdf · dihadapkan pada konsumen...
TRANSCRIPT
11
BAB 2
LANDASAN TEORI
2.1. Prinsip Dasar daripada Produksi
Pada dasarnya setiap organisasi yang melakukan suatu usaha atau bisnis akan
dihadapkan pada konsumen yang akan menuntut untuk diberikan satu pelayanan
yang lebih, dalam hal ini akan bertolak belakang dengan pengusaha. Dalam arti
konsumen akan menghendaki harga yang murah akan tetapi pengusaha juga akan
menghendaki keuntungan yang tinggi. Oleh sebab itu pengusaha akan dituntut
memberikan pelayanan yang utama ke konsumen dalam hal :
• Kualitas yang baik
• Harga yang murah
• Serta ketepatan waktu saat konsumen membutuhkan produk dari produsen
Untuk mencapai keuntungan yang maksimal dan tanpa akan memberikan beban
penambahan harga produk ke konsumen maka pengusaha yang mempunyai daya
saing akan menerapkan prisip bahwa harga adalah alat kontol untuk pasar, maka
untuk mencapai keuntungan yang lebih banyak bukan dengan cara menaikkan harga
akan tetapi dengan penurunan biaya-biaya produksi yang tidak menambah nilai
daripada produk. Untuk lebih jelas dapat dilihat seperti gambar berikut ini.

12
Gambar 2.1 Diagram Prinsip daripada Harga
Gambar 2.2 Diagram Prinsip daripada Management
Dalam pencapaian penurunan biaya produksi dapat dicapai dengan :
• Hanya memproduksi produk yang sesuai dengan kebutuhan konsumen
(menerapkan sistem Just In Time).
• Memproduksi produk yang berkualitas (menerapkan Jidoka).
• Memproduksi produk yang lebih murah (menghilangkan muda secara tuntas).
• Menciptakan tempat kerja yang kuat dan flexibel mengikuti perubahan.
Cost reduction
Profit increase
Price unchanged
How quickly we can cash in our paid capital!
① Reduce production lead time ② Minimize of inventory & Work In Process(WIP)
製品 お客様 お客様
経営者 経営者
設備
原材料
部品
投資
利益 売上
Supplier
Prd. Lead time
仕掛品中間在庫製品在庫
Products お客様 Customer
Management
Manpower
Machine
Material
Parts
Investment
Profit Sales
WIP Mid stockProd. stock
L/T

13
maka dasar daripada proses produksi adalah seperti diagram berikut :
Gambar 2.3 Diagram dasar proses produksi
2.2 Muda, Mura, dan Muri
2.2.1 Muda ( Pemborosan )
Pemborosan atau dalam bahasa jepang disebut muda, menurut Fuji Chao dari
Toyota didefinisikan sebagai segala sesuatu yang berlebih di luar kebutuhan
minimum atas peralatan, bahan, komponen, tempat dan waktu kerja yang mutlak
diperlukan untuk proses nilai tambah suatu produk. Dapat dikatakan pemborosan
sebagai segala sesuatu atau semua kegiatan yang tidak memberi nilai tambah pada
produk.
Menurut Taiichi Ohno dalam Just In Time menemukan ada 7 jenis pemborosan
yang harus diidentifikasikan yaitu :
1. Pemborosan produksi berlebih
Adalah pemborosan yang terjadi karena memproduksi sejumlah barang melebihi
jumlah yang dibutuhkan. Produksi berlebih ini mengakibatkan berbagai
Production Just in Time
Jidoka
Pull system, Fill up system
TPM
Total elimination of Muda Takt on demand
Cost reduction
Continuous flow of process
L/T reduction
Quality up Q
C
D
Small lot production

14
pemborosan seperti: terciptanya persediaan yang tak perlu, tambahan usaha untuk
menangani bahan, tempat tambahan untuk menyimpan persediaan dan bunga
bank yang harus dibayar kepada bank karena peningkatan modal kerja.
2. Pemborosan karena persediaan
Pemborosan karena persediaan ini hampir sama dengan pemborosan karena
produksi berlebih, hanya saja pemborosan ini merupakan pembelian yang terlalu
banyak, sehingga persediaan menjadi menumpuk.
Oleh karena itu untuk mengurangi pemborosan karena persediaan cara yang
digunakan antara lain:
• menyingkirkan barang-barang persediaan yang tidak diperlukan lagi (
prinsip pemeliharaan dan pengaturan tempat kerja ).
• tidak memproduksi barang yang tidak diperlukan untuk proses berikut
( prinsip keseimbangan jalur/line balancing ).
• tidak membeli atau membawa barang-barang dalam ukuran lot besar.
3. Pemborosan pengerjaan ulang karena gagal/cacat produksi
Adalah pemborosan yang terjadi karena harus ada pengerjaan ulang terhadap
produk atau bila produk cacat maka harus dimusnahkan. Hal ini berdampak pada:
• operator pada proses produksi berikutnya menunggu.
• menambah biaya produksi.
• memperpanjang lead time.
• perlu kerja tambahan untuk membongkar dan mereparasi produk.

15
• terganggunya jadwal produksi.
Akibat yang lebih buruk lagi adalah bila cacat produksi ini ditemukan oleh
pelanggan sendiri karena bukan hanya ongkos garansi dan tambahan ongkos
kirim saja yang harus ditanggung, tetapi juga pengorbanan berupa citra
perusahaan, peluang bisnis mendatang dan pangsa pasar menyusut.
4. Pemborosan gerak kerja
Terjadi karena adanya gerakan pekerja yang tidak berkaitan langsung dengan
nilai tambah. Hal tersebut sangat berpengaruh pada efisiensi dari jalur produksi
itu sendiri. Secara spesifik, semua gerak kerja yang membutuhkan usaha fisik
berlebih dari pekerja merupakan pemborosan. Contoh gerakan tersebut adalah:
• gerakan hilir-mudik mencari alat bantu.
• mengambil dan mengembalikan alat ke tempat kerja yang letaknya
berjauhan.
5. Pemborosan pemrosesan
Pemborosan ini terjadi karena adanya teknologi yang kurang tepat atau
rancangan produk yang kurang baik. Pemborosan pada banyak kasus umumnya
diakibatkan karena kegagalan melakukan sinkronisasi proses. Operator
seringkali melakukan pekerjaannya pada bidang tertentu lebih teliti dari yang
diisyaratkan.
6. Pemborosan waktu tunggu/penundaan
Pemborosan waktu tunggu terjadi pada saat tangan operator menganggur (tak

16
berfungsi apapun) atau saat operator menunda kerja sebagai teknik untuk
mengatasi berbagai keadaan seperti :
• jalur kerja yang tidak seimbang.
• komponen yang belum tersedia.
• adanya gangguan mesin.
Contoh lain pemborosan waktu tunggu adalah adanya operator yang hanya
melihat dan mengawasi jalannya mesin. Ia tidak mengerjakan apa-apa, karena
pekerjaan sepenuhnya dilakukan oleh mesin.
7. Pemborosan transportasi
Pemborosan ini terjadi bila produk yang sama ditangani berulang-ulang dari satu
proses kerja ke proses berikutnya tanpa memberikan nilai tambah pada produk
tersebut.
2.2.2 Mura
Adalah kondisi perubahan karena rencana produksi tidak tetap, kadang banyak
kadang sedikit. Dalam hal ini meyebabkan ketidak teraturan dalam proses produksi.
2.2.3 Muri
Adalah pemberian beban yang tidak teratur, dalam hal ini pemberian beban yang
berlebih terhadap kapasitas yang tersedia.
2.3 Gambaran Sistem Produksi Just In Time
Dalam dunia industri manufaktur persaingan antar pelaku bisnis semakin ketat,
maka untuk dapat tetap bertahan di dunia manufaktur, dunia industri harus dapat
17
memenuhi permintaan pasar dengan mutu dan harga yang sesuai dengan tuntutan
pasar itu sendiri.
Hal tersebut diatas yakni mutu dan harga yang baik dapat dihasilkan dengan
dengan sistem produksi yang efisien dan produktif dengan tidak mengabaikan
kualitas barang.
Berbagai metoda dan teknik dikembangkan, salah satunya adalah Just In-Time
yang sejak lama telah dijadikan acuan oleh kebanyakan perusahaan manufaktur
jepang.
Secara definisi Just In-Time dapat dijelaskan sebagai berikut: “Just In Time
involves the meaning that each process must be supplied at required time and in the
required quantity”.
Sistem ini adalah sebuah metode pengelolaan produksi dengan kondisi persediaan
yang sangat minim dan waktu pemesanan yang cepat. Dengan demikian diharapkan
pabrik dapat memproduksi atau mengirim barang pada saat, jenis dan jumlah yang
dibutuhkan sehingga banyak pemborosan-pemborosan yang dapat dihilangkan.
2.4 Pelaksanaan Just In-Time
Supaya tiap-tiap lini produksi dapat menyediakan barang tepat waktu, tepat
jumlah, dan tepat jenis. Maka setiap lini tersebut haruslah dalam kondisi “siaga”
setiap saat. Baik dari segi kualitas, segi kapasitas, segi inventory.
Dalam pelaksanaan Just In-Time ada 4 prinsip operasi yang perlu diperhatikan
yaitu:
2.4.1 Sistem Tarik (Pull System)

18
Pada sistem produksi konvensional, sebuah badan kontrol biasanya (Post
Production Control) membuatkan setiap lini produksi, rencana produksi atau rencana
komponen yang harus dikirim ke proses selanjutnya. Hal ini membutuhkan
perencanaan dan penjadwalan yang amat rumit dan dilakukan jauh hari sebelumnya.
Sehingga apabila ada perubahan permintaan pasar mendadak, perencanaan dan
penjadwalan tadi menjadi tidak ada artinya.
Dengan Just In-Time tidak demikian, jadwal produksi hanya diberikan kepada
proses akhir atau proses hilir. Kemudian proses hilir mengambil barang dari proses
yang sebelumnya atau proses lebih hulu hanya pada saat dibutuhkan dan jumlah yang
dibutuhkan. Langkah itu berlanjut sampai dengan proses yang paling hulu.
Langkah – langkah pemrosesan seperti itu dinamakan sistem tarik. Dengan kata
lain, Sistem Tarik adalah mekanisme kontrol yang menjaga jumlah produksi dan
menjamin terbentuknya komunikasi yang tepat dan cepat.
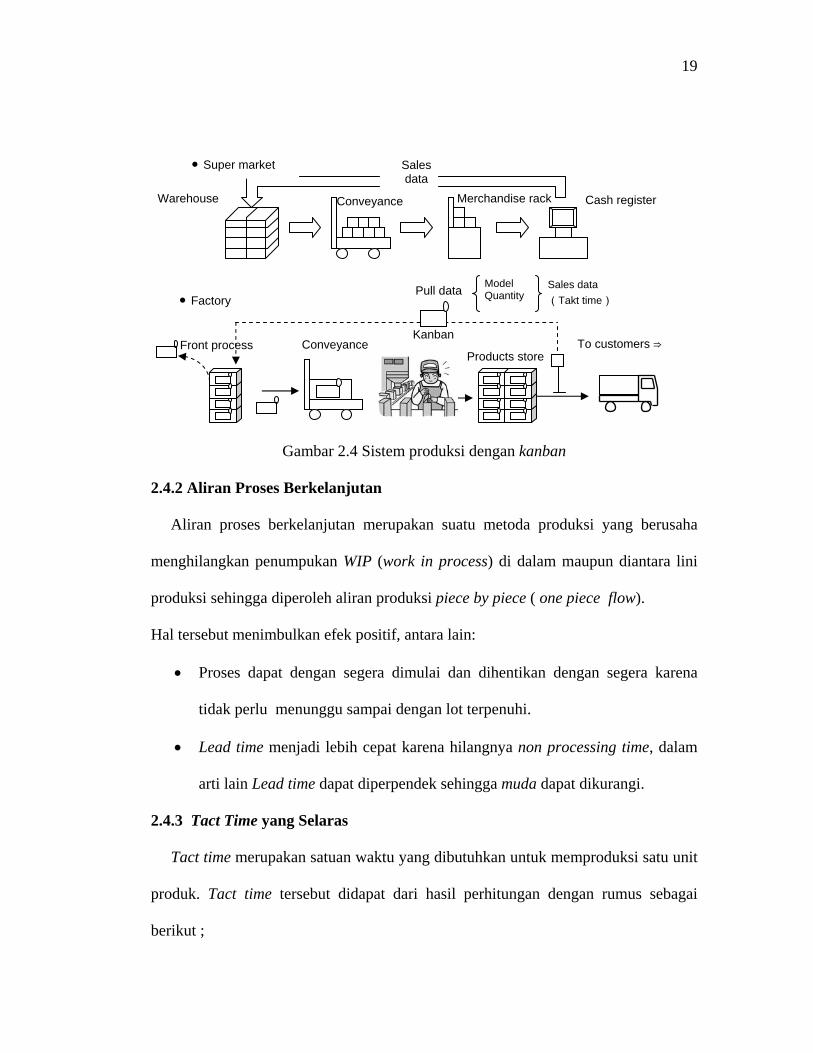
Untuk mempermudah mekanisme kontrol sistem tarik tersebut dibuat alat bantu
berupa kartu kanban. Dalam sistem kanban sebenarnya menngadopsi dari sistem
yang ada dalam sistem super market, dalam sistem ini akan memberikan pelayanan
yaitu jika barang yang ada dalam store diambil ( di beli konsumen ) maka pihak yang
bertugas akan mengisi store tersebut sesuai dengan jumlah dan barang yang sama
dengan cara mengambil barang dari proses sebelumnya atau dari stock yang ada.
Untuk lebih jelasnya dapat dilihat dari gambar 2.4 berikut ini.
19
Gambar 2.4 Sistem produksi dengan kanban
2.4.2 Aliran Proses Berkelanjutan
Aliran proses berkelanjutan merupakan suatu metoda produksi yang berusaha
menghilangkan penumpukan WIP (work in process) di dalam maupun diantara lini
produksi sehingga diperoleh aliran produksi piece by piece ( one piece flow).
Hal tersebut menimbulkan efek positif, antara lain:
• Proses dapat dengan segera dimulai dan dihentikan dengan segera karena
tidak perlu menunggu sampai dengan lot terpenuhi.
• Lead time menjadi lebih cepat karena hilangnya non processing time, dalam
arti lain Lead time dapat diperpendek sehingga muda dapat dikurangi.
2.4.3 Tact Time yang Selaras
Tact time merupakan satuan waktu yang dibutuhkan untuk memproduksi satu unit
produk. Tact time tersebut didapat dari hasil perhitungan dengan rumus sebagai
berikut ;
Sales data
Warehouse Conveyance Merchandise rack Cash register
To customers ⇒ Front process Conveyance Products store
● Super market
● Factory Pull data
Kanban
Model Quantity
Sales data (Takt time)

20
kerja operasiper diproduksi harus yangJumlah kerjaOperasiWaktu
=TactTime
Tact time ini diusahakan agar dapat disesuaikan di setiap lini produksi, supaya
dihasilkan kecepatan proses yang sama sehingga memudahkan koordinasi antar lini
produksi.
2.4.4 Small Lot Production
Dengan memproduksi lot kecil maka dalam proses produksi dapat memberikan
hasil yang mempunyai jenis yang lebih banyak sesuai dengan keinginan pasar, misal
warna mobil, jenis model handphone dan lain-lain.
2.5 Sistem Kanban
Kanban diambil dari bahasa jepang yang berarti alat peraga. Kanban merupakan
alat bantu komunikasi untuk melaksanakan sistem produksi Just In Time.
Ide Kanban sendiri sebenarnya mengadopsi dari sistem yang ada di supermarket
Amerika, yakni Pembeli mengambil sendiri barang yang diinginkan dan
membawanya ke meja kasir. Kemudian kasir melepas sejenis label (yang telah
menempel sebelumnya di barang) kemudian label tersebut dikumpulkan oleh petugas
pembelian sehingga petugas pembelian itu dapat mendatangkan lagi barang yang
sudah terjual tadi sesuai dengan jumlah label yang terkumpul agar stok kembali
seperti semula.
2.5.1 Klasifikasi Kanban
Sesuai dengan kegunaannya kanban dapat diklasifikasikan sebagai berikut :
2.5.1.1. Kanban Produksi (In Process Kanban)

21
Kanban ini biasanya informasi tentang jenis dan jumlah produksi yang sudah
diambil oleh lini produksi yang lebih hulu. Tujuannya adalah untuk mengganti
barang yang sudah diambil tadi serta digunakan sebagai perintah untuk memulai
suatu pekerjaan.
2.5.1.2. Kanban Penarikan
Kanban ini merupakan kanban yang menginstruksikan pemindahan komponen
dari suatu tempat ke tempat lainnya. Biasanya berisi informasi tentang permintaan
barang dari proses hilir ke proses hulu.
Masih dalam klasifikasi ini, juga termasuk kanban pemasok. Fungsi Kanban
pemasok serupa dengan kanban penarikan, hanya saja kanban pemasok digunakan
untuk pemindahan produk antar perusahaan berbeda.
2.5.1.3. Kanban Khusus
Pada klasifikasi ini terdapat beberapa jenis kanban, antara lain sebagai berikut:
1. Kanban Ekspres.
Kanban ekspres merupakan kanban yang hanya digunakan pada saat tertentu
saja, yakni pada saat kehabisan (shortage) komponen. Oleh karena itu apabila
ada kanban ekspres, maka lini produksi tersebut harus segera “memproses”
kanban tersebut.
2. Kanban Darurat.
Kanban darurat digunakan pada saat sebuah lini produksi diharuskan untuk
menambahkan sejumlah komponen oleh karena sesuatu sebab. Misalkan untuk
mengganti sejumlah unit yang cacat, menambah stok pada saat ada mesin yang
22
rusak, atau sebab – sebab lainnya.
3. Kanban Pesanan Pekerjaan.
Kanban Pesanan Pekerjaan digunakan untuk lini produksi yang mengerjakan
banyak jenis barang, sehingga lini produksi itu hanya bekerja berdasarkan
pesanan order sewaktu-waktu.
4. Kanban Terusan.
Kanban terusan digunakan pada lini produksi yang sangat dekat sekali jaraknya
(bersebelahan) dan hubungan prosesnya sangat erat, sehingga tidak perlu adanya
pertukaran kanban.
5. Kanban Tunggal.
Kanban tunggal biasanya digunakan pada beberapa lini produksi yang masih
dalam naungan satu penyelia. Oleh karenanya operator bisa langsung membawa
pallet kosong berkanban dan mengambil sendiri barang sesuai dengan yang
tercantum pada kanban.
6. Kereta atau Truk sebagai Kanban.
Untuk lini produksi yang terpisah cukup jauh dengan lini produksi yang lain,
sehingga dibutuhkan transportasi yang dilakukan oleh truk atau kereta dorong.
Pada kondisi seperti demikian maka truk atau kereta dapat langsung digunakan
sebagai kanban.
2.5.2. Aturan Sistem Kanban
Agar kanban dapat diterapkan secara menyeluruh dan efektif maka sebelumnya,
para pelaksanaan kanban harus memenuhi syarat-syarat sebagai berikut :

23
1. Produk cacat tidak boleh masuk ke proses sesudahnya. Peraturan ini akan
berguna untuk menerapkan gagasan autonomasi ( jidoka ), yakni “sistem syaraf“
di semua lini. Apabila ditemukan produk cacat, maka line produksi akan
dihentikan sehingga dapat terlihat semua orang dan diharapkan hal itu tidak
terjadi lagi di lain hari.
2. Proses berikutnya harus mengambil produk yang diperlukan dari proses
sebelumnya dalam jumlah dan pada saat yang diperlukan. Ada sub peraturan
yang menyertai peraturan ini:
• Setiap Pengambilan harus selalu disertai kartu kanban.
• Jumlah pengambilan harus sama dengan jumlah yang tertera pada kartu
kanban.
• Kanban harus selalu mengalir dan menempel bersama-sama dengan
produk.
Disamping itu perlu beberapa prasyarat agar sistem kanban bekerja yaitu :
pelancaran produksi (heijunka) atau juga disebut pemerataan produksi, tata ruang
proses yang efisien dan pembakuan pekerjaan. Metode pengambilan dengan
kanban ada dua jenis yaitu sistem pengambilan dengan jumlah tetap, siklus tidak
tetap dan pengambilan siklus tetap, jumlah tidak tetap.
3. Proses sebelumnya harus segera menyediakan produk sesuai dengan jumlah yang
telah diambil oleh proses sesudahnya.
Peraturan 3 ini merupakan konsekuensi dari peraturan 2. Jika kedua proses

24
tersebut digabung tercipta suatu kesatuan fungsi yaitu fungsi ban berjalan.
Dengan sistem ini akan tercipta suatu rangkaian yang harmonis. Keseimbangan
antar proses akan terjaga dan kanban berfungsi sebagai alat penghubung antar
proses dengan sediaan yang minimum antar proses. Suatu sub peraturan yang
harus diikuti adalah bahwa tidak dibenarkan memproduksi suku cadang lebih dari
yang telah ditetapkan kanban.
4. Jumlah kanban harus sesedikit mungkin.
Jumlah kanban menyatakan jumlah produk yang ada dalam persediaan dan dalam
proses pengerjaan karena itu jumlah kanban harus diminimalisasi untuk
memangkas segala pemborosan, persediaan yang menumpuk adalah hasil dari
pemborosan dan awal dari pemborosan berikutnya. Pengurangan kanban yang
dapat dilakukan dengan mengurangi ukuran lot dan memperpendek waktu
pemesanan. Jumlah keseluruhan kanban diusahakan tetap, jika terjadi perubahan
produksi dilakukan penurunan waktu siklus operasi baku dengan pengubah
alokasi pekerja ini. Jika sistem tidak mampu mengadakan perbaikan terpaksa
mengadakan lembur atau penghentian lini, hal ini menunjukkan bahwa lini
tersebut harus melakukan aktivitas perbaikan. Jika tidak mampu dilakukan
dengan menambah persediaan pengaman yang berarti penambahan jumlah
kanban.
5. Kanban harus digunakan untuk penyesuaian diri terhadap fluktuasi kecil dalam
permintaan.
Salah satu kemampuan sistem kanban yang menonjol adalah penyesuaian

25
terhadap perubahan permintaan atau kebutuhan produksi secara cepat. Dengan
sistem kanban tiap lini produksi hanya perlu mengetahui jumlah yang harus
diproduksi dari jumlah kanban perintah produksi yang dilepas dari paletnya.
Hanya lini perakit (assembly line) akhir yang menerima jadwal urutan produksi.
Penyetelan produksi dengan menggunakan kanban hanya dapat dilakukan bila
fluktuasi permintaan kecil. Bila fluktuasi permintaan besar maka harus
diusahakan untuk melakukan penambahan jumlah lini agar memperkecil
fluktuasi.
2.5.3. Siklus Kanban
Cycle Delivery Time ( Siklus kanban ) adalah rumusan yang menunjukkan jumlah
pengiriman dan interval pengiriman. Misalnya suatu kanban memiliki siklus 1: 4 : 4
artinya dalam satu hari ada empat kali pengiriman dengan interval empat pengiriman.
Interval empat pengiriman artinya pengiriman kanban pada pengangkutan pertama
akan diterima komponen yang diminta pada pengiriman yang kelima. Ilustrasinya
dapat dilihat pada grafik dibawah ini :
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Gambar 2 .5 Grafik Siklus Kanban.

26
Faktor – faktor yang menentukan jumlah pengiriman yang dibutuhkan adalah :
• Kapasitas pengangkutan
• Jumlah komponen yang harus diangkut
• Jam kerja yang tersedia
• Waktu pengangkutan
• Waktu penanganan material
• Waktu pengurusan administrasi
Interval pengiriman ditentukan oleh pola dan kesempatan penggunaan komponen
oleh lini produksi.
Ada dua jenis siklus pengambilan komponen yang banyak diterapkan:
• Siklus pengambilan jumlah tetap, siklus tidak tetap. Pola ini digunakan pada
internal perusahaan.
• Siklus tetap, jumlah tidak tetap.
2.5.4 Jumlah Kanban
Jumlah kanban yang berputar dapat dihitung dengan menggunakan persamaan
sebagai berikut :
2.5.4.1 Kanban untuk memulai proses
Kanban yang terlepas akibat pengambilan oleh proses sesudahnya, secara
berurutan akan diproses produksi berdasarkan penunjukan produksi pada proses itu
sendiri
qxHaliQxykanbanjumlahkebutuhan )( ++
==

27
y = jumlah kanban edar
Q = jumlah kebutuhan per hari
i = interval pengambilan
l = lead time proses
a = safety faktor
q = jumlah pemasukan barang
H = waktu kerja
2.5.4.2 Kanban sebagai tanda
Kanban ini akan ditaruh sebagai alat untuk pembentukan lot, jika kanban yang
ada pada barang di store lini tersebut barangnya sudah diambil dari proses
sesudahnya maka kanban ini berfungsi. Caranya setelah barang diambil dari tempat
store maka kanban ditaruh ke post pembentukan lot.
qalQykanbanjumlahkebutuhan ++
==
y = jumlah kanban edar
Q = jumlah standar
q = jumlah pemasukan barang
l = lot size
a = safety faktor
dimana Q ( jumlah standar ) = ( lead time + waktu interval pengambilan ) x
jumlah yang diperlukan setiap jam.
Lead time = waktu produksi untuk menghasilkan barang jadi

28
2.5.4.3 Kanban pengambilan ( pengambilan antar proses )
Kanban ini dibuat untuk mengatur instruksi antar proses dalam produksi lini
tersebut. Pada saat proses dengan jumlah tertentu ( atau waktu tertentu ) pergi untuk
ke proses sebelumnya untuk mengambil.
qxHaixQxykanbanjumlahkebutuhan +
==)2(
y = jumlah kanban edar
Q = jumlah kebutuhan per hari
i = interval pengambilan
a = safety faktor
q = jumlah pemasukan barang
H = waktu kerja
2.5.4.4 Kanban pengambilan ( pengambilan pembelian part )
Kanban dibuat pada saat waktu pemasukan barang sudah ditentukan dan
ditunjukkan pada kanban. Pemasukan barang dilakukan dengan perputaran kanban.
Di dalam ini sudah tertuliskan daripada cycle kanban itu sendiri, misal 1-4-2 yang
berarti dalam satu hari terjadi penarikan sebanyak empat kali dengan interval dua.
qQiCBAykanbanjumlahkebutuhan +++
==})1(/{
A = 1
B = banyaknya penarikan
C = interval penarikan

29
i = koefisien pengaman
Q = jumlah yang diperlukan tiap hari
q = jumlah pemasukan barang
2.4.5.5 Kanban darurat untuk mengatasi perbedan hari libur
Kanban ini dibuat pada saat-saat tertentu saja, misalnya pada saat kebutuhan dari
proses berikutnya ada tetapi proses kita libur atau sebaliknya. Kanban ini hanya
terpakai sekali saja jika semua proses sudah selesai maka kanban ini akan ditarik
kembali.
Variabel yang menentukan jumlah kanban adalah :
• Volume produksi per hari.
• Kapasitas kontainer.
• Persediaan penyangga (buffer stock).
Jumlah kanban berubah sesuai dengan volume produksi. Perubahan ini diperlukan
untuk mencapai sistem produksi tepat waktu. Perubahan diusahakan untuk mencapai
jumlah kanban seminimal mungkin. Pengurangan kanban dapat dilakukan dengan
meningkatkan jumlah pengiriman dan meminimalkan persediaan pengaman. Dengan
jumlah kanban yang minimum maka persoalan – persoalan yang biasanya tertutupi
oleh membengkaknya persediaan akan terlihat dengan jelas oleh semua orang di
dalam perusahaan itu sendiri. Persoalan – persoalan itu adalah disiplin pekerja,
reabilitas mesin dan keakuratan mutu sehingga mengakibatkan target produksi tidak
dapat dicapai. Sehingga semua orang dalam perusahaan dapat ikut melakukan

30
tindakan perbaikan sesuai dengan bidang keahliannya.
2.5.5 Peranan Kanban
1. Informasi proses pengambilan ( informasi pengintruksuan pengangkutan )
Proses sesudahnya pergi mengambil ke proses sebelumnya hanya
sejumlah barang yang ada pada kanban yang diambil.
2. Pencegahan terlalu banyak membuat atau terlalu banyak mengangkut
Membawa dan membuat hanya sejumlah sesuai dengan apa yang ada pada
kartu kanban.
3. Dapat mengetahui urutan produksi yang didahulukan
Proses pengerjaan harus sesuai dengan urutan kanban yang ada pada
shutter yang terpasang.
4. Alat untuk visual kontrol
• Kondisi kepatuhan pada standar operasi
• Memahami kekampuan proses sendiri
• Melihat kondisi stock pada proses sendir
• Kesesuaian penempatan orang pada proses sendiri
• Melihat kondisi kemajuan pekerjaan proses sesudahnya
• Mengetahui kedaruratan pada proses sesudahnya ( urutan operasi
yang diprioritaskan )
6. Pembuktian barang bagus
Dengan memggunakan kanban, bila menghasilkan barang yang tidak

31
bagus, maka proses tersebut harus mengulang membuat barang pengganti
yang bagus.
7. Alat untuk menampakkan point masalah Dengan menggunakan kanban dan meminimalisasi stock dapat
menunjukkan permasalahan yang sebenarnya ada yang semula tertutup
karena tersembunyi dibalik banyaknya stock yang tersedia.
2.6 . Jidoka ( Proses Automatisasi Action )
Automatisai action adalah memasukkan cara berfikir untuk menghentikan mesin
bila timbul ketidaknormalan pada mesin, berbeda dengan Automatisasi yaitu
mengantikan kegiatan yang biasa dilakukan orang diganti dengan mesin , jadi Jidoka
adalah alat yang dapat mencegah berulangnya keabnormalan dan tidak mengalirkan
barang yang No Good ( rusak ) dengan cara mendeteksi sesuatu keabnormalan
seperti keabnormalan mesin atau peralatan, keabnormalan kualitas, keterlambatan
pekerjaan, dan lain-lain yang kemudian akan memberikan sinyal yang akan dijadikan
oleh manusia untuk melakukan tindakan pemberhentian proses. Jidoka merupakan
salah satu pilar dasar pemikiran daripada sistem produksi Just In Time. Sasaran
daripada Jidoka adalah sebagai berikut :
• Memproduksi produk yang seratus persen baik
• Mencegah kerusakan mesin yang berkepanjangan yang akan menyebapkan
produk rusak
• Man Power Saving ( tidak perlu mengawasi alat / mesin )
Contoh daripada jidoka yaitu dengan Andon, Pokayoke.

32
2.7. TPM ( Total Productive Maintenance)
TPM ( Total Productive Maintanance ) merupakan salah satu dasar daripada
proses Just In Time. TPM adalah kegiatan dimana menjaga mesin dalam kondisi siap
pakai dan dalam keadaan aman disetiap waktu. Dalam hal ini proses yang dilakukan
dalam TPM yaitu pembuatan schedule perawatan mesin, pemggantian part dan
membicarakan disetiap bagian yang terkait untuk melakukan aktivitas yang mungkin
terganggu akibat permasalahan pada mesin. Misal pada bagian PPC ( production
planning control ) akan mengecek semua kondisi stock yang terkait jika pada satu
lini terjadi lini stop akibat mesin rusak dan merencanakan recovery setelah kondisi
mesin normal kembali.
Langkah- langkah daripada TPM yaitu :
• Initial Cleaning (proses pembersihan pada setiap bagian
mesin)
• Counter plan to trouble
• Issue an temporary standard
• General check
• Self-check
• Standardiztion
• Self-control
2.8.Proses perbaikan Lini ( Kaizen )
Kaizen merupakan proses perbaikan yang berkesinambungan guna memperkecil

33
daripada muda ( pemborosan ) yang ada pada setiap lini. Kaizen sendiri bersal dari
bahasa jepang yang mempunyai arti yaitu perbaikan secara terus-memerus. Tujuan
daripada kaizen sendiri yaitu untuk peningkatan produk yang lebih baik, penurunan
biaya, meningkatkan keamanan kerja, mempercepat proses kerja ( memperpendek
lead time ), dan meningkatkan produktivitas. Dalam pelaksanaan kaizen terdapat
tujuh step untuk kaizen yaitu ;
• Menemukan point yang memerlukan kaizen
• Menganalisa cara saat ini
• Memperoleh ide
• Membuat usulan kaizen
• Melaksanakan usulan kaizen
• Konfirmasi setelah kaizen
• Standarisasi usulan kaizen
2.9. Sistem Scheduling ( Master Production Scheduling )
Master Production Schedule ( MPS ), adalah merupakan suatu pernyataan tentang
produk akhir dari suatu perusahaan industri manufaktur yang merencanakan
memproduksi output berkaitan dengan kuantitas dan periode waktu ( Gaspersz
2002,p141 ). Aktivitas MPS pada dasarnya berkaitan dengan bagaimana menyusun
dan memperbaharui MPS, memproses transaksi dari MPS, memelihara catatan-
catatan MPS, mengevaluasi efektivitas dari MPS, dan memberikan laporan evaluasi
dalam periode waktu yang teratur untuk keperluan umpan-balik dan tinjauan ulang.

34
MPS pada dasarnya berkaitan dengan aktivitas melakukan empat fungsi utama
sebagai berikut :
1. Menyediakan atau memberikan input utama kepada sistem perencanaan
kebutuhan material dan kapasitas.
2. Menjadwalkan pesanan-pesanan produksi dan pembelian ( production and
purchase order ) untuk item-item MPS.
3. Memberikan landasan untuk penentuan kebutuhan sumberdaya dan
kapasitas.
4. Memberikan basis untuk pembuatan janji tentang penyerahan produk (
delivery promise ) kepada konsumen.
Sebagai suatu aktivitas proses, MPS membutuhkan lima input utama, seperti yang
ditunjukkan pada Gambar 2.6 :
1. Data demand total merupakan salah satu sumber daya bagi proses MPS.
Data demand total berkaitan dengan ramalan penjualan ( sales forecast )
dan pesanan-pesanan.
2. Status inventori berkaitan dengan informasi tentang on-hand inventory,
stok yang dialokasikan untuk penggunaan tertentu ( allocated stock ),
pesanan-pesanan produksi dan pembelian yang dikeluarkan ( released
production and purchase orders ), dan firm planned orders. MPS harus
mengetahui secara akurat berapa banyak inventori yang tersedia dan
menentukan berapa banyak yang harus di order.

35
PROSES Penjadwalan produksi induk (
MPS )
OUTPUT : Jadwal produksi induk
( MPS )
Umpan Balik
RCCP ( Rough Cut Capacity Planning )
INPUT : 1.Data permintaan total
2.Status inventori 3.Rencana produksi 4.Data perencanaan
5.Informasi dari RCCP
3. Rencana produksi memberikan sekumpulan batasan kepada MPS. MPS
harus menjumlahkan untuk menentukan tingkat produksi, inventori, dan
sumber-sumber daya lain dalam rencana produksi itu.
4. Data perencanaan berkaitan dengan aturan-aturan tentang lot-sizing yang
harus digunakan, shrinkage factor, stok penganman ( safety stock, dan
waktu tunggu ( lead time ) dari masing-masing item yang biasanya tersedia
dalam file induk dari item.
5. Informasi dari RCCP ( Rough Cut Capacity Planning ) berupa kebutuhan
kapasitas untuk mengimplementasikan MPS menjadi salah satu input bagi
MPS.
Gambar 2.6 Proses MPS