1
STUDI KELAYAKAN USAHA PRODUKSI MESIN SURIMI
(Kasus PT. Samudera Teknik Mandiri)
HERI SUSANTO
F34052282
2011
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

2
STUDI KELAYAKAN USAHA PRODUKSI MESIN SURIMI
(Kasus PT. Samudera Teknik Mandiri)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Teknologi Industri Pertanian,
Fakultas Teknologi Pertanian,
Institut Pertanian Bogor
HERI SUSANTO
F34052282
2011
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

3
Judul : Studi Kelayakan Usaha Produksi Mesin Surimi (Kasus PT. Samudera Teknik
Mandiri)
Nama : Heri Susanto
NRP : F34052282
Menyetujui,
Pembimbing I
Dr. Ir. Aji Hermawan, MM.
NIP. 196809231992031001
Pembimbing II
Prof. Dr. Ir. Ari Purbayanto, M.Sc
NIP.196012111990021001
Mengetahui:
Ketua Departemen,
Prof. Dr. Ir. Nastiti Siswi Indrasti
NIP. 196210091989032001
Tanggal Lulus :

4
PERNYATAAN
Dengan ini saya menyatakan bahwa skripsi yang berjudul “Studi Kelayakan Usaha Produksi
Mesin Surimi (Kasus PT. Samudera Teknik Mandiri) adalah karya saya dengan arahan dari dosen
pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber
informasi yang berasal atau dikutip dari karya penulis lain telah disebutkan dalam teks dan
dicantumkan dalam bagian daftar pustaka skripsi ini.
Bogor, Oktober 2011
Yang membuat pernyataan,
Heri Susanto
F34052282
5
Heri Susanto F34052282. Studi Kelayakan Usaha Produksi Mesin Surimi (Kasus PT. Samudera
Teknik Mandiri)”. Dibawah bimbingan Dr. Ir. Aji Hermawan, MM dan Prof. Dr. Ir. Ari
Purbayanto, M.Sc., 2011
RINGKASAN
Surimi merupakan daging ikan lumat yang dihasilkan dari proses pemisahan tulang, kulit,
dan sisik. Surimi dapat dibuat menjadi berbagai macam produk turunan seperti bakso, sosis, nugget,
kaki naga, dan kerupuk ikan. Pembuatan surimi dapat dilakukan dengan menggunakan mesin pemisah
daging ikan (fish bone separator). Di Indonesia mesin ini pertama kali diproduksi oleh PT. Samudera
Teknik Mandiri yang diberi nama SuritechTM
. Pembuatan surimi dengan menggunakan SuritechTM
dapat menghemat waktu dan tenaga jika dibandingkan dengan cara tradisional. Proses pembuatan
surimi dilakukan dengan memotong kepala, sirip, dan membuang jeroan ikan kemudian digiling
dengan SuritechTM
yang menggunakan prinsip tekanan antara belt dan silinder berpori.
Ketersediaan bahan baku pembuatan surimi di Indonesia melimpah. Bahan baku surimi dapat
dipenuhi dari hasil tangkapan samping (by-catch) yang banyak dihasilkan dari kapal penangkapan
udang dan ikan-ikan ekonomis rendah tangkapan nelayan kecil. Menurut Allops (1981), rasio
tangkapan udang dan by-catch di daerah tropis rata-rata mencapai 1:12. Purbayanto et al.,(2004),
menambahkan bahwa by-catch dari hasil penangkapan udang di perairan Laut Arafuru mencapai
322.186 ton per tahun. Angka ini menunjukkan bahwa Indonesia memiliki potensi pasar surimi yang
besar, baik dari segi bahan baku maupun untuk dijadikan berbagai bentuk produk olahannya. Hal ini
akan meningkatkan kebutuhan mesin surimi (SuritechTM
) di Indonesia. Keberadaan mesin ini akan
sangat membantu perkembangan UMKM (Usaha Mikro, Kecil, dan Menengah) yang bergerak
dibidang makanan olahan ikan.
Tujuan dari penelitian ini adalah mengkaji tingkat kelayakan pengembangan usaha produksi
mesin pengolahan surimi (SuritechTM
). Ruang lingkup penelitian meliputi aspek pasar dan pemasaran,
aspek teknis dan teknologi, aspek manajemen, aspek lingkungan, aspek legalitas dan aspek finansial.
Pengembangan industri mesin SuritechTM
yang baru didirikan di Kelurahan Sindang Barang,
Bogor. Pemilihan lokasi ini dilakukan dengan Metode Perbandingan Eksponensial (MPE), dengan
mempertimbangkan kondisi infrastruktur yang mendukung, ketersediaan sumber daya manusia, akses
pasar dan sarana penunjang produksi, dan sebagainnya. Kapasitas produksi perusahaan sebesar 8 unit
mesin per bulan. Bahan baku yang digunakan berupa motor penggerak, plat besi, plat stainless steel,
belt, plat berpori, dan lain-lain yang diperoleh dari daerah Glodok, Jakarta. Perusahaan dapat
dijalankan oleh 12 orang tenaga kerja dengan tugas dan tanggung jawab masing-masing. Industri
menghasilkan limbah padat yang berupa potongan material mesin dengan jumlah yang relatif sedikit
dan tidak mencemari lingkungan.
Besar investasi yang diperlukan adalah Rp 1.871.111.000 yang terdiri dari biaya investasi
tetap sebesar Rp 1.089.935.000 dan modal kerja sebesar Rp 781.176.000. Nilai NPV industri ini
sebesar Rp 1.119.328.337. Nilai IRR-nya sebesar 30,38 persen. Nilai net B/C-nya sebesar 1,88.
Payback period industri ini adalah selama 3.76 tahun. Break even point (BEP) berada pada Rp
679.484.088 atau pada tingkat produksi 31 unit mesin per tahun. Hasil analisis finansial menunjukkan
bahwa pengembangan industri mesin SuritechTM
ini layak untuk dilanjutkan.

6
A FEASIBILITY STUDY OF SURIMI MACHINE PRODUCTION
(A Case of PT. Samudera Teknik Mandiri)
Heri Susanto, Aji Hermawan, and Ari Purbayanto
Department of Agro-Industrial Technology, Faculty of Agricultural Technology, Bogor Agricultural
University, IPB Darmaga Campus, PO Box 222, Bogor, West Java, Indonesia.
Email : [email protected]
ABSTRACT
Surimi is minced meat of fish resulted from the separation process of bone, skin, and the
scales of fish. Surimi can be processed into many kind of derivative products such as meatballs,
sausages, nuggets, dragon legs, and fish crackers. Preparation of surimi can be done using fish bone
separator which can save time and effort compared to traditional method. In Indonesia, the machine
was first produced by PT. Samudera Teknik Mandiri, named SuritechTM
. Since its establishment in
2007 the company has not been able to grow rapidly due to various constraints. The purpose of this
research is to assess the feasibility of developing the business of SuritechTM
machine. The method used
in the research was descriptive and analytical feasibility study. The results showed the SuritechTM
has
potential market in Indonesia. The capacity production is 96 units machine per year and needs 12
workers. The investment required is Rp 1,871,111,000 consisting of fixed asset investment of Rp
1,089,935,000 and working capital of Rp 781,176,000. The NPV is Rp 1,119,328,337 and the IRR
value is 30.38 percent. The net B/C is at 1.88. The payback period for the company is 3.76 years. The
break even point (BEP) is Rp 679,484,088 or at the level of production of 31 units per year. The
financial analysis showed that the development of machinery industry SuritechTM
is feasible.
Keywords: Surimi, SuritechTM
, Production, Feasibility Study, PT.Samudera Teknik Mandiri

7
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Allah SWT yang telah mencurahkan rahmat dan
karunia-Nya sehingga penulis dapat menyelesaikan skripsi ini. Shalawat dan salam semoga selalu
tercurahkan kepada Nabi Muhammad SAW yang selalu memberikan suri teladan kepada umat
manusia. Skripsi dengan judul “Studi Kelayakan Usaha Produksi Mesin Surimi (Kasus PT.
Samudera Teknik Mandiri)” ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana
Teknologi Pertanian pada Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian,
Institut Pertanian Bogor.
Penulis menyadari bahwa kelancaran pelaksanaan penelitian dan penulisan skripsi ini tidak
luput dari bantuan berbagai pihak. Pada kesempatan ini, penulis ingin mengucapkan terima kasih dan
penghargaan yang sebesar-besarnya kepada :
1. Dr.Ir. Aji Hermawan, MM. dan Prof. Dr. Ir. Ari Purbayanto, M.Sc, selaku dosen pembimbing
akademik atas bimbingan dan arahannya selama penelitian dan penyusunan skripsi ini,
2. Dr. Indah Yuliasih, S.TP, M.Si selaku dosen penguji yang telah memberikan masukan dan
membantu dalam menyempurnakan skripsi ini,
3. Papa dan Mama tersayang Bapak Suranto dan Karsini serta kakak Yuliani dan adik-adik tercinta
Yeni Susanti, Mawan Budianto dan Anita Rusdiana yang telah mencurahkan kasih sayangnya
pada penulis sebagai bentuk dukungan moril.
4. Ir. Beni Purnomo, M.Si, Mas Adi Susanto, S.Pi, M.Si, dan M. Riyanto, S.Pi, M.Si selaku pihak
manajemen PT. Samudera Teknik Mandiri, atas bimbingan, informasi, dan perhatian selama
penyusunan skripsi.
5. Pak Untung dan Dani, selaku teknisi PT. Samudera Teknik Mandiri atas informasi dan bantuan
selama penulis mengambil data di workshop.
6. Sahabat-sahabat terbaikku Doddy Juli Irawan, Putri Kartika Sari, Aero Widiarta, Asep
Mulyadiana, dan Aditya Prasetya yang telah memberikan semangat dan motivasi.
7. Teman-teman IAAS (International Association of Students in Agricultural and Related Sciences),
Siti Dewi Yanti, Siti Devi Yanti, Devi Novi Astuti, Titis A.P. Apdini, Sabila Putri Dian,
Purnawati Hustina Rachman, Anggara Hidayat, Ahsan A.A. Sihotang, Dias Erfan, Denis
Andreas, Sarwar, Muhammad Solihin, Iqdam Nadirman, dan yang lainnya yang tidak dapat
disebutkan satu persatu atas bantuan, dukungan dan motivasinya,
8. Resa Denasta Syarif, atas dukungan dan laptop yang dipinjamkan untuk menyelesaikan
penuliskan skripsi,
9. Teman-teman satu bimbingan Sulistiowati, Rahmawati Pertiwi, dan Shanty Raharjo atas
dukungan, motivasi dan masukkannya,
10. Teman-teman Wisma Gizi Abadi, Mahesa Agni, Aab Abdullah, Didin Khomarudin, Fiqy Hilman,
dan M.Safi’i,
11. Teman-teman TIN 42, Yahman Faoji, Rachmad Danu Subrata, Oki, Vrika Nurahman, Nailul
Abror, dan yang lainnya terimakasih atas dukungan dan semangat kalian.

8
12. Semua pihak yang telah membantu penulisan dari awal hingga penyusunan skripsi ini hingga
selesai.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu, saran dan
kritik yang membangun sangat penulis harapkan untuk menjadikan kearah yang lebih baik. Semoga
skripsi ini dapat memberikan manfaat bagi kita semua.
Bogor, Oktober 2011
Penulis
Heri Susanto
9
RIWAYAT HIDUP
Penulis dilahirkan di Ternate pada tanggal 14 Oktober 1986 sebagai anak
pertama dari empat bersaudara pasangan dari Suranto dan Karsini. Pada tahun
2005 penulis lulus dari SMA N I Ternate, Maluku Utara dan pada tahun yang
sama masuk IPB melalui jalur Undangan Seleksi Masuk IPB (USMI) dengan
memilih mayor Departemen Teknologi Industri Pertanian sebagai pilihan
pertama pada tingkat dua dan selanjutnya menekuni bidang Manajemen
Industri.
Selama menuntut ilmu di IPB, penulis aktif di sejumlah organisasi kemahasiswaan yakni
sebagai Excecutive Secretary I dan Control Council Local Committee IAAS (International
Association of Students in Agricultural and related Sciences), anggota Greda-C TPB (Klub Dekorasi
Taman), anggota UVB (UNICEF Volunteer Board) Jakarta, divisi pemasaran News Letter
HIMALOGIN (Himpunan Mahasiswa Teknologi Industri). Selain itu, penulis juga memiliki
pengalaman internasional dengan mengikuti seminar di University Putra Malaysia dan lolos seleksi
pada International Student Week in Ilmenau (ISWI) di Jerman.
Penulis melakukan Praktek Lapang di PT. Mane Indonesia pada tahun 2008 dengan topik
“Sistem Jaminan Mutu Flavor di PT. Mane Indonesia” yang merupakan grup dari perusahaan V.M.F
(Victor Mane & Fils) yang berpusat di Perancis. Untuk menyelesaikan pendidikan dan memperoleh
gelar sarjana di Departemen Teknologi Industri Pertanian IPB, penulis menyelesaikan skripsi dengan
judul “Studi Kelayakan Usaha Produksi Mesin Surimi (Kasus PT. Samudera Teknik Mandiri)”
dibawah bimbingan Dr. Ir. Aji Hermawan, MM dan Prof. Dr. Ir. Ari Purbayanto, M.Sc.

10
DAFTAR ISI
Halaman
KATA PENGANTAR ........................................................................................................ i
RIWAYAT HIDUP ............................................................................................................ ii
DAFTAR ISI ....................................................................................................................... iv
DAFTAR TABEL ............................................................................................................... vi
DAFTAR GAMBAR .......................................................................................................... vii
DAFTAR LAMPIRAN ....................................................................................................... viii
I. PENDAHULUAN
1.1. Latar Belakang........................................................................................................ 1
1.2. Tujuan Penelitian .................................................................................................... 3
1.3. Manfaat Penelitian .................................................................................................. 3
II. TINJAUAN PUSTAKA
2. 1. Surimi .................................................................................................................... 4
2. 2. Industri Pengolahan Surimi .................................................................................... 6
2. 2. 1. Perkembangan Industri Surimi ................................................................... 6
2. 2. 2. Perkembangan Industri Mesin Surimi di Indonesia ..................................... 8
2. 3. Studi Kelayakan Industri ........................................................................................ 11
2. 3. 1. Aspek Pasar dan Pemasaran ...................................................................... 11
2. 3. 2. Aspek Teknis dan Teknologi ..................................................................... 11
2. 3. 3. Aspek Manajemen dan Organisasi ............................................................. 13
2. 3. 4. Aspek Legalitas ......................................................................................... 14
2. 3. 5. Aspek Lingkungan .................................................................................... 14
2. 3. 6. Aspek Finansial ......................................................................................... 15
III. METODOLOGI
3. 1. Kerangka Pemikiran .............................................................................................. 17
3. 2. Metode Penelitian .................................................................................................. 17
3. 2. 1. Pengumpulan Data (Penelitian Pendahuluan) ............................................ 17
3. 2. 2. Analisis Data (Penelitian Utama) ............................................................... 19
IV. PROFIL PERUSAHAAN
4. 1. Sejarah Singkat PT. Samudera Teknik Mandiri ...................................................... 26
4. 2. Lokasi PT. Samudera Teknik Mandiri .................................................................... 26
4. 3. Struktur Organisasi ................................................................................................ 27
4. 4. Ketenagakerjaan .................................................................................................... 28
V. HASIL DAN PEMBAHASAN
5. 1. Aspek Pasar dan Pemasaran ................................................................................... 29
5. 1. 1. Potensi Pasar ............................................................................................. 29
5. 1. 2. Strategi Pembentukan dan Pengembangan Pasar........................................ 40
5. 1. 3. Strategi Bauran Pemasaran ........................................................................ 43
5. 2. Aspek Teknis dan Teknologi .................................................................................. 47
5. 2. 1. Bahan Baku, Mesin/Peralatan dan Proses Pembuatan ................................ 47
5. 2. 2. Kapasitas Produksi .................................................................................... 51
5. 2. 3. Lokasi Pabrik ............................................................................................ 52
5. 2. 4. Penentuan Tata Letak Pabrik ..................................................................... 54
5. 3. Aspek Manajemen dan Organisasi ......................................................................... 57
5. 3. 1. Struktur Organisasi .................................................................................... 57
5. 3. 2. Kebutuhan Tenaga Kerja ........................................................................... 58
5. 3. 3. Deskripsi Pekerjaan ................................................................................... 59
5. 4. Aspek Lingkungan. ................................................................................................ 59
11
Halaman
5. 5. Aspek Legalitas. .................................................................................................... 60
5. 5. 1. Badan Usaha. ............................................................................................ 60
5. 5. 2. Pajak. ........................................................................................................ 61
5. 6. Aspek Finansial. .................................................................................................... 61
5. 6. 1. Asumsi Perhitungan Finansial. .................................................................. 61
5. 6. 2. Biaya Investasi. ......................................................................................... 61
5. 6. 3. Sumber Dana dan Struktur Pembiayaan. .................................................... 62
5. 6. 4. Biaya dan Prakiraan Penerimaan. .............................................................. 62
5. 6. 5. Proyeksi Rugi Laba.. ................................................................................. 63
5. 6. 6. Proyeksi Arus Kas.. ................................................................................... 64
5. 6. 7. Kriteria Kelayakan Investasi ...................................................................... 64
5. 6. 8 Titik Impas (Break Even Point/BEP)..... ..................................................... 65
5. 6. 9. Analisis Sensitivitas................................................................................... 65
VI. KESIMPULAN DAN SARAN
6. 1. Kesimpulan............................................................................................................ 67
6. 2. Saran ..................................................................................................................... 67
DAFTAR PUSTAKA ......................................................................................................... 68
LAMPIRAN ........................................................................................................................ 70

12
DAFTAR TABEL
Halaman
Tabel 1. Volume Produksi Perikanan Tangkap di Laut Menurut Jenis Ikan (2004-2008)....... 1
Tabel 2. Rendemen Surimi Beberapa Jenis Ikan By-catch....................................................... 4
Tabel 3. Syarat Mutu Surimi Beku........................................................................................... 6
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri.............................. 8
Tabel 5. Spesfikasi Mesin SuritechTM
...................................................................................... 10
Tabel 6. Volume Ekspor Surimi Indonesia 2006-2010 (Ton).................................................. 30
Tabel 7. Volume Impor Surimi Indonesia 2006-2010 (Ton).................................................... 31
Tabel 8. Rasio HTS (by-catch) terhadap udang di Laut Arafuru……………......................... 33
Tabel 9. Perkembangan Usaha Kecil Menengah dari 2005-2009 (unit)…………………… 35
Tabel 10. Prakiraan Pangsa Pasar yang Akan Diraih Berdasarkan Persaingan.......................... 38
Tabel 11. Perbandingan Beberapa Jenis Mesin Pengolahan Surimi di Indonesia…………… 38
Tabel 12. Hasil Analisis Kinerja Mesin SuritechTM
………………………………………… 45
Tabel 13. Tampilan Gambar dan Fungsi Mesin/Peralatan Pembuatan Mesin SuritechTM
……. 48
Tabel 14. Kebutuhan Luas Ruang Industri Mesin SuritechTM
………………………………… 57
Tabel 15. Kebutuhan dan Kualifiasi Tenaga Kerja yang Dibutuhkan oleh PT. Samudera
Teknik Dimasa Mendatang………………………………………………………….
58
Tabel 16. Komponen Biaya Investasi Tetap………………………………………………… 62
Tabel 17. Komponen Modal Kerja……………………………………………......................... 62
Tabel 18. Harga dan Prakiraan Penerimaan………………………………………………… 63
Tabel 19. Proyeksi Rugi Laba………………………………………………………………… 64
Tabel 20. Proyeksi Arus Kas………………………………………………………………… 64
Tabel 21. Analisis Sensitivitas Industri Mesin Surimi..…….………………………………… 66
13
DAFTAR GAMBAR
Halaman
Gambar 1. Aliran Proses Pengolahan Surimi Beku (Tan et al., 1988)......................................... 7
Gambar 2. Diagram Alir Tahapan Penelitian Studi Kelayakan Industri Mesin Surimi………... 18
Gambar 3. Diagram Alir Proses Analisis Pasar dan Pemasaran Industri Mesin Surimi PT.
Samudera Teknik Mandiri..........................................................................................
19
Gambar 4. Diagram Alir Proses Analisis Aspek Teknis dan Teknologis Industri Mesin Surimi
PT. Samudera Teknik Mandiri…..............................................................................
20
Gambar 5. Diagram Alir Analisis Aspek Manajemen dan Organisasi Industri Mesin Surimi
PT. Samudera Teknik Mandiri…...............................................................................
22
Gambar 6. Diagram Alir Analisis Legalitas Industri Mesin Surimi PT. Samudera Teknik
Mandiri……...............................................................................................................
23
Gambar 7. Diagram Alir Analisis Lingkungan Industri Mesin Surimi PT. Samudera Teknik
Mandiri.......................................................................................................................
23
Gambar 8. Struktur Organisasi PT. Samudera Teknik Mandiri……………………………… 27
Gambar 9. Manajemen Pengelola PT. Samudera Teknik Mandiri…………………………… 27
Gambar 10. Produk-produk Olahan Surimi……………………………………………………... 32
Gambar 11. Penangkapan Udang Menggunakan Trawl dan Hasil Tangkapannya……………… 34
Gambar 12. Mesin Surimi Produksi CV. Archigama……………………………......................... 36
Gambar 13. Mesin Surimi Produksi Pabrikmesin.com………………………………………….. 36
Gambar 14. Mesin Surimi Tipe ZU-200 Produksi China……………………………………… 37
Gambar 15. Peta Penyebaran Mesin SuritechTM
………………………………………………… 41
Gambar 16. Penghargaan Rintisan Pengembangan Teknologi Industri (SuritechTM
) oleh
Presiden RI kepada Prof. Dr. Ir. Ari Purbayanto, M.Sc ..............................................
42
Gambar 17. Mesin SuritechTM
Produksi PT. Samudera Teknik Mandiri………………………... 44
Gambar 18. Bahan-bahan Pembuatan Mesin SuritechTM
………………………………………... 47
Gambar 19. Bagian-bagian Mesin SuritechTM
…………………………………………………… 50
Gambar 20. Aliran Proses Pembuatan Mesin SuritechTM
……………………………………….. 51
Gambar 21. Kerangka dan Mesin SuritechTM
…………………………………………………... 51
Gambar 22. Proses Pengerjaan Mesin SuritechTM
secara Manual………………......................... 52
Gambar 23. Bangunan PT. Samudera Teknik Mandiri………………………………………….. 53
Gambar 24. Susunan Tata Letak PT. Samudera Teknik………………………………………… 54
Gambar 25. Bagan Keterkaitan Antar Aktivitas PT. Samudera Teknik Mandiri………………... 55
Gambar 26. Diagram Keterkaitan Antar Aktivitas Industri Mesin SuritechTM
………………….. 56
Gambar 27. Tata Letak Industri Mesin SuritechTM
………………….…………………………... 57
Gambar 28. Limbah yang Dihasilkan dari Industri Mesin SuritechTM
…………………………... 60
14
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Tabulasi Data dan Sumber Data Penelitian…................................................................ 71
Lampiran 2. Jenis keputusan untuk pemilihan alternatif lokasi dengan Metode Pembandingan
Eksponensial (MPE).......................................................................................................
74
Lampiran 3. Asumsi-asumsi Analisis Finansial................................................................................. 77
Lampiran 4. Rincian Biaya Investasi Industri Mesin SuritechTM
....................................................... 78
Lampiran 5. Komposisi Modal Kerja……......................................................................................... 80
Lampiran 6. Penyusutan dan Biaya Operasinal…………………….................................................. 83
Lampiran 7. Rekapitulasi Produksi..................................................................................................... 85
Lampiran 8. Proyeksi Rugi Laba ………………………………………….……….......................... 86
Lampiran 9. Proyeksi Arus Kas ………………………………………………..………………… 87
Lampiran10. Kriteria Kelayakan Investasi………………………………………….......................... 88
1
I. PENDAHULUAN
1.1 Latar Belakang
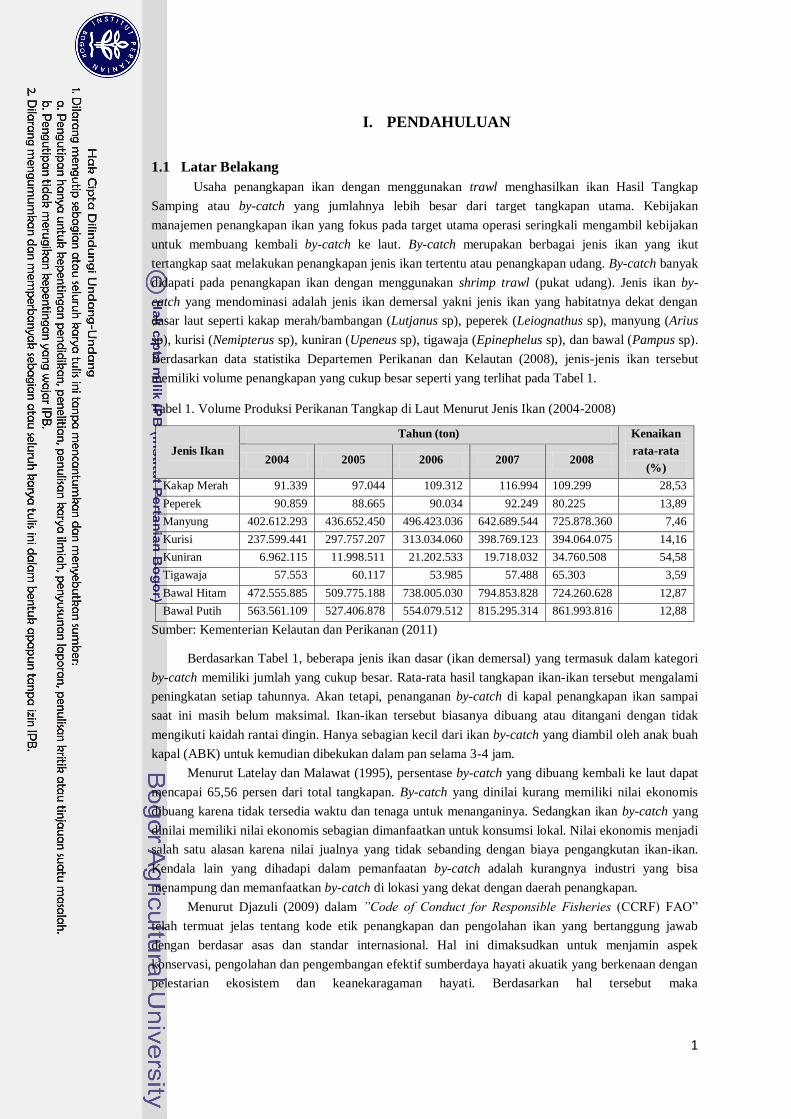
Usaha penangkapan ikan dengan menggunakan trawl menghasilkan ikan Hasil Tangkap
Samping atau by-catch yang jumlahnya lebih besar dari target tangkapan utama. Kebijakan
manajemen penangkapan ikan yang fokus pada target utama operasi seringkali mengambil kebijakan
untuk membuang kembali by-catch ke laut. By-catch merupakan berbagai jenis ikan yang ikut
tertangkap saat melakukan penangkapan jenis ikan tertentu atau penangkapan udang. By-catch banyak
didapati pada penangkapan ikan dengan menggunakan shrimp trawl (pukat udang). Jenis ikan by-
catch yang mendominasi adalah jenis ikan demersal yakni jenis ikan yang habitatnya dekat dengan
dasar laut seperti kakap merah/bambangan (Lutjanus sp), peperek (Leiognathus sp), manyung (Arius
sp), kurisi (Nemipterus sp), kuniran (Upeneus sp), tigawaja (Epinephelus sp), dan bawal (Pampus sp).
Berdasarkan data statistika Departemen Perikanan dan Kelautan (2008), jenis-jenis ikan tersebut
memiliki volume penangkapan yang cukup besar seperti yang terlihat pada Tabel 1.
Tabel 1. Volume Produksi Perikanan Tangkap di Laut Menurut Jenis Ikan (2004-2008)
Jenis Ikan
Tahun (ton) Kenaikan
rata-rata
(%) 2004 2005 2006 2007 2008
Kakap Merah 91.339 97.044 109.312 116.994 109.299 28,53
Peperek 90.859 88.665 90.034 92.249 80.225 13,89
Manyung 402.612.293 436.652.450 496.423.036 642.689.544 725.878.360 7,46
Kurisi 237.599.441 297.757.207 313.034.060 398.769.123 394.064.075 14,16
Kuniran 6.962.115 11.998.511 21.202.533 19.718.032 34.760.508 54,58
Tigawaja 57.553 60.117 53.985 57.488 65.303 3,59
Bawal Hitam 472.555.885 509.775.188 738.005.030 794.853.828 724.260.628 12,87
Bawal Putih 563.561.109 527.406.878 554.079.512 815.295.314 861.993.816 12,88
Sumber: Kementerian Kelautan dan Perikanan (2011)
Berdasarkan Tabel 1, beberapa jenis ikan dasar (ikan demersal) yang termasuk dalam kategori
by-catch memiliki jumlah yang cukup besar. Rata-rata hasil tangkapan ikan-ikan tersebut mengalami
peningkatan setiap tahunnya. Akan tetapi, penanganan by-catch di kapal penangkapan ikan sampai
saat ini masih belum maksimal. Ikan-ikan tersebut biasanya dibuang atau ditangani dengan tidak
mengikuti kaidah rantai dingin. Hanya sebagian kecil dari ikan by-catch yang diambil oleh anak buah
kapal (ABK) untuk kemudian dibekukan dalam pan selama 3-4 jam.
Menurut Latelay dan Malawat (1995), persentase by-catch yang dibuang kembali ke laut dapat
mencapai 65,56 persen dari total tangkapan. By-catch yang dinilai kurang memiliki nilai ekonomis
dibuang karena tidak tersedia waktu dan tenaga untuk menanganinya. Sedangkan ikan by-catch yang
dinilai memiliki nilai ekonomis sebagian dimanfaatkan untuk konsumsi lokal. Nilai ekonomis menjadi
salah satu alasan karena nilai jualnya yang tidak sebanding dengan biaya pengangkutan ikan-ikan.
Kendala lain yang dihadapi dalam pemanfaatan by-catch adalah kurangnya industri yang bisa
menampung dan memanfaatkan by-catch di lokasi yang dekat dengan daerah penangkapan.
Menurut Djazuli (2009) dalam ”Code of Conduct for Responsible Fisheries (CCRF) FAO”
telah termuat jelas tentang kode etik penangkapan dan pengolahan ikan yang bertanggung jawab
dengan berdasar asas dan standar internasional. Hal ini dimaksudkan untuk menjamin aspek
konservasi, pengolahan dan pengembangan efektif sumberdaya hayati akuatik yang berkenaan dengan
pelestarian ekosistem dan keanekaragaman hayati. Berdasarkan hal tersebut maka

2
Departemen Kelautan dan Perikanan menetapkan kebijakan strategi pembangunan perikanan
dalam bidang pasca panen dan teknologi pengolahan melalui peningkatan mutu dan pengembangan
produk bernilai tambah yang mencakup beberapa hal seperti mengurangi penyusutan (losses) yang
sekaligus meningkatkan nilai dan pemanfaatannya serta mengoptimalkan pemanfaatan ikan hasil
tangkapan (ikan non ekonomis, hasil tangkap sampingan dan hasil samping proses industri) melalui
pengembangan produk bernilai tambah.
Tahun 2011 Pemerintah menargetkan pertumbuhan produksi perikanan nasional naik 20-30%
setelah membangun minapolitan yang berbasis ikan. Tahun ini Kementerian Kelautan dan Perikanan
(KKP) menargetkan sasaran produksi ikan sebesar 12,26 juta ton. Angka ini meningkat 13% dari
produksi tahun 2010 sebesar 10,85 juta ton. Dukungan konsumsi dalam negeri sangat diperlukan
untuk membangun alur pemasaran yang kuat, yang bisa membangun kepercayaan pelaku usaha sektor
perikanan dari hulu sampai hilir. Peningkatan konsumsi ikan diyakini dapat meningkatkan
kesejahteraan masyarakat.
Salah satu usaha yang dapat dilakukan untuk meningkat konsumsi ikan adalah dengan
mengembangkan produk olahan ikan, dalam hal ini adalah memanfaatkan ikan by-catch. Menurut
Purbayanto et al. (2004), by-catch memiliki potensi besar untuk dikembangkan menjadi produk-
produk olahan yang dapat meningkatkan nilai tambah. Rasio perbandingan ikan tangkapan utama dan
by-catch di Indonesia pada bulan Agustus hingga Desember 2004 di perairan Dolak, Kaimana dan
sekitar Kepulauan Aru adalah sebesar 1:28, 1:1-13, dan 1:11-41 (Purbayanto et al., 2004). Nilai
perbandingan yang besar ini menunjukkan bahwa by-catch di Indonesia memiliki peluang yang besar
sebagai alternatif bahan pembuatan produk ikan berbahan baku ikan lumat seperti surimi.
Surimi merupakan istilah dalam bahasa Jepang untuk daging ikan yang mengalami proses
pelumatan, pencucian (leaching) dengan air, penambahan cryoprotectant, dan penyimpanan beku
(Lee, 1986). Surimi dapat dibuat menjadi berbagai macam produk gel ikan (fish jelly product)
misalnya bakso ikan, sosis ikan, siomay, dan burger yang spesifikasinya membutuhkan pembentukan
gel yang kuat. Melihat begitu banyaknya produk diversifikasi pengolahan surimi maka produk surimi
dan industrinya patut untuk mendapat perhatian khusus sehingga dapat lebih berkembang. Selain itu,
produk ini juga bisa memberikan nilai tambah sehingga harga jual produk perikanan menjadi lebih
tinggi jika dibandingkan dengan konsumsi ikan dalam bentuk utuh. Adanya pengembangan
diversifikasi produk olahan hasil perikanan juga akan mendukung program gemar makan ikan di
kalangan masyarakat.
Surimi dapat dibuat dengan menggunakan mesin pemisah tulang dan daging ikan. Pada
mulanya pembuatan surimi dikembangkan di Asia Timur. Di Jepang teknologi ini telah berkembang
pada awal tahun 1960-an, kemudian proses pembuatan surimi disempurnakan oleh Nishitani Yosuke
pada tuhun 1969. Sampai saat ini, Jepang dan Amerika Serikat merupakan produsen utama produk
surimi dan produk-produk berbasis surimi. Selain itu, banyak negara-negara pendatang baru yang
turut meramaikan perdagangaan surimi di Asia Tenggara seperti Thailand, Vietnam, Chili, Kepuluan
Faroe, Malaysia dan Indonesia.
Pembuatan surimi memerlukan mesin yang dapat membantu proses pelumatan daging ikan. Di
Indonesia, mesin surimi dikembangkan oleh PT. Samudera Teknik Mandiri. Mesin yang diberi nama
Suritech™ ini merupakan teknologi tepat guna (TTG) untuk diterapkan di masyarakat khususnya
masyarakat pesisir yang tempat tinggalnya berdekatan dengan daerah penangkapan. Pengembangan
Suritech™ di Indonesia bertujuan untuk mengembangkan mata pencaharian alternatif masyarakat
pesisir, yaitu dengan mengembangkan Usaha Kecil Menengah (UKM) di kalangan masyarakat pesisir
sebagai penggerak roda ekonomi nelayan sehingga akan memicu pertumbuhan usaha-usaha

3
pengolahan yang terkait. Usaha-usaha pengolahan tersebut misalnya pembuatan kerupuk, bakso, otak-
otak, nugget dan basih banyak lagi produk lainnya.
Pengembangan mesin surimi yang dipelopori oleh PT. Samudera Teknik Mandiri sampai saat
ini masih dirasa belum bisa berkembang pesat. Permintaan dan penggunaan Suritech™ masih terbatas
pada daerah yang terdapat subsidi pemerintah. Keterbatasan permintaan pasar menjadikan
produktivitas PT. Samudera Teknik Mandiri rendah. Keterbatasan permintaan ini dapat dikarenakan
penggunaan teknologi semacam ini masih tergolong baru bagi masyarakat Indonesia. Penanganan ikan
masih cenderung dilakukan dengan cara tradisional seperti pengasinan, pengasapan, dan pengeringan.
Perilaku semacam ini dapat mempengaruhi permintaan mesin surimi (SuritechTM
).
Penggunaan mesin surimi lebih banyak dikenal pada industri skala menengah atas. Kurangnya
pengetahuan masyarakat akan perkembangan teknologi surimi menjadi kendala untuk
mengembangkan dan memasarkan mesin SuritechTM
di Indonesia. Oleh karena itu, untuk menunjang
keberlangsungan industri mesin surimi (Suritech™) diperlukan sebuah penelitian yang mengkaji studi
kalayakan usaha tersebut. Studi kelayakan yang dilakukan bertujuan untuk menganalisis kendala-
kendala yang dihadapi khususnya dalam bidang manajemen seperti pemasaran dan produksi untuk
kemudian mencari solusi dari permasalahan yang ada serta memberikan rekomendasi sehingga dapat
menunjang keberlangsungan industri mesin Suritech™. Melalui penelitian ini, diharapkan dapat
diketahui usaha-usaha untuk mengoptimalkan potensi peluang dan mengantisipasi hambatan yang
mungkin terjadi, yang pada akhirnya dapat memberikan manfaat bagi banyak pihak seperti pelaku
usaha penangkapan ikan, industri pengolahan surimi dan PT. Samudera Teknik Mandiri sebagai
penyedian mesin utama penunjang pengolahan surimi.
1.2 Tujuan
Tujuan penelitian ini adalah mengkaji tingkat kelayakan pengembangan usaha produksi mesin
pengolahan surimi berdasarkan aspek pasar dan pemasaran, aspek teknis dan teknologi, aspek
manajemen, aspek lingkungan, aspek legalitas dan aspek finansial berdasarkan kriteria NPV, Net B/C
ratio, IRR dan Payback Period.
1.3 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat, seperti:
1. Memberikan informasi kelayakan industri mesin surimi berdasarkan kajian nyata di lapangan.
2. Memberi masukan bagi pemerintah daerah dalam membuat kebijakan pengembangan usaha
industri surimi skala kecil menengah untuk mengembangkan produk-produk olahan ikan.
3. Informasi bagi pembaca yang ingin melakukan penelitian dan kajian lebih lanjut terkait dengan
pengembangan surimi.
4. Sarana pembelajaran bagi penulis untuk menerapkan ilmu yang dimiliki dan mempertajam
kemampuan menganalisis permasalahan.
4
II. TINJAUAN PUSTAKA
2.1 Surimi
Kata surimi berasal dari bahasa Jepang yang telah diterima secara internasional untuk
menggambarkan hancuran daging ikan yang telah mengalami berbagai proses yang diperlukan untuk
mengawetkannya. Keunggulan dari surimi diantaranya dapat diolah menjadi berbagai macam variasi
produk-produk lanjutan dalam berbagai bentuk dan ukuran (Okada, 1992).
Surimi merupakan daging lumat yang dicuci berulang-ulang sehingga sebagian besar bau,
darah, pigmen dan lemak hilang, termasuk protein yang larut dalam air sebagian besar pun ikut hilang.
Umumnya ke dalam surimi ditambahkan bahan untuk meningkatkan sifat elastisitas gel. Cara tersebut
dilakukan untuk mendapatkan suatu bahan yang putih, mengurangi bau amis dan memiliki sifat elastis
gel yang tinggi (Paranginangin et al., 1999).
Pada dasarnya seluruh jenis ikan secara teknis dapat dibuat menjadi surimi, namun untuk ikan
berdaging putih yang tidak berbau lumpur, umumnya tidak terlalu amis serta memiliki kemampuan
pembentukan gel yang bagus dan memberikan hasil (surimi) yang baik. Sedangkan untuk ikan air
tawar juga dapat menjadi bahan baku pembuatan surimi tetapi harus dilakukan pemberokan agar bau
lumpur pada produk akhir dapat berkurang (Paranginangin et al., 1999). Pemberokan adalah
pembersihan ikan di dalam kolam yang berisi air bersih. Ikan dipuasakan sehingga kotoran dalam
tubuh ikan keluar melalui saluran sekresi dan kotoran yang menempel pada tubuh ikan ikut terlepas.
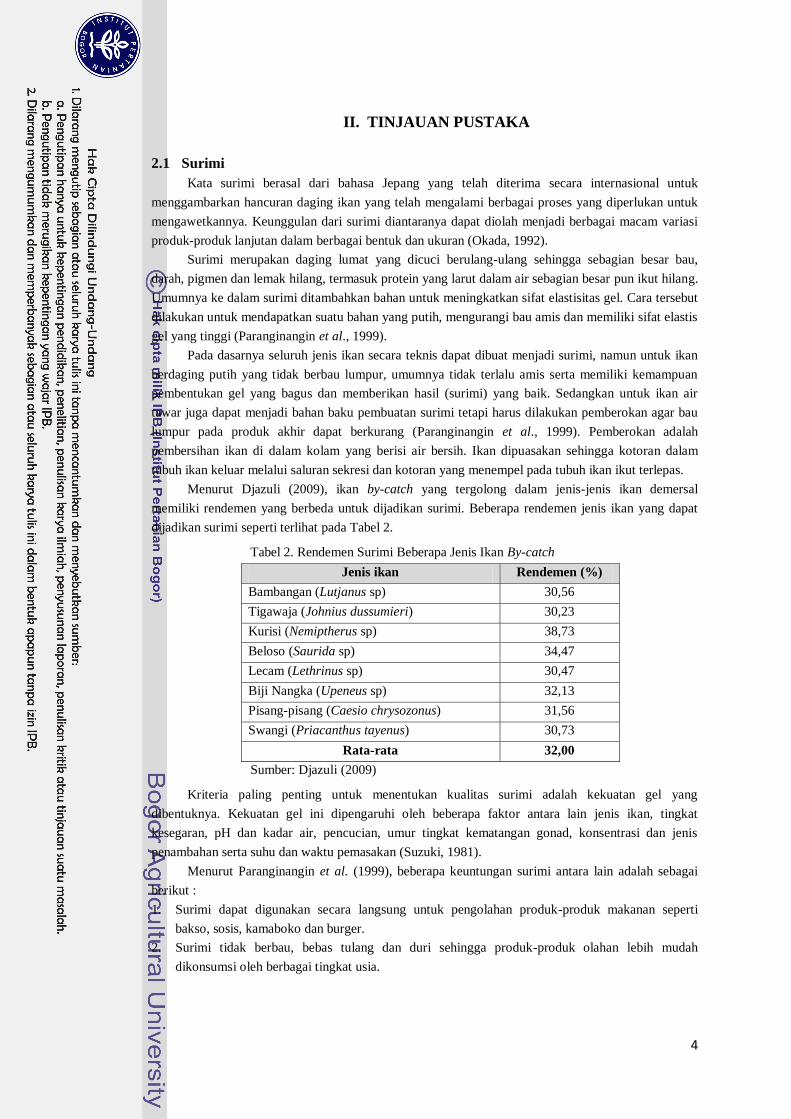
Menurut Djazuli (2009), ikan by-catch yang tergolong dalam jenis-jenis ikan demersal
memiliki rendemen yang berbeda untuk dijadikan surimi. Beberapa rendemen jenis ikan yang dapat
dijadikan surimi seperti terlihat pada Tabel 2.
Tabel 2. Rendemen Surimi Beberapa Jenis Ikan By-catch
Jenis ikan Rendemen (%)
Bambangan (Lutjanus sp) 30,56
Tigawaja (Johnius dussumieri) 30,23
Kurisi (Nemiptherus sp) 38,73
Beloso (Saurida sp) 34,47
Lecam (Lethrinus sp) 30,47
Biji Nangka (Upeneus sp) 32,13
Pisang-pisang (Caesio chrysozonus) 31,56
Swangi (Priacanthus tayenus) 30,73
Rata-rata 32,00
Sumber: Djazuli (2009)
Kriteria paling penting untuk menentukan kualitas surimi adalah kekuatan gel yang
dibentuknya. Kekuatan gel ini dipengaruhi oleh beberapa faktor antara lain jenis ikan, tingkat
kesegaran, pH dan kadar air, pencucian, umur tingkat kematangan gonad, konsentrasi dan jenis
penambahan serta suhu dan waktu pemasakan (Suzuki, 1981).
Menurut Paranginangin et al. (1999), beberapa keuntungan surimi antara lain adalah sebagai
berikut :
1. Surimi dapat digunakan secara langsung untuk pengolahan produk-produk makanan seperti
bakso, sosis, kamaboko dan burger.
2. Surimi tidak berbau, bebas tulang dan duri sehingga produk-produk olahan lebih mudah
dikonsumsi oleh berbagai tingkat usia.

5
3. Pasokan dan harganya relatif stabil karena surimi dapat disimpan lama dan ini memudahkan
perencanaan produksi olahannya.
4. Biaya penyimpanan, distribusi dan transportasi lebih murah, karena surimi merupakan bagian
ikan yang bermanfaat saja.
5. Menghemat waktu dan tenaga kerja karena penanganannya lebih murah.
6. Masalah pembuangan limbah lebih kecil.
Tahapan dalam pengolahan surimi adalah penyiangan diantaranya deheading (pembuangan
kepala), gutting (pembuangan jeroan dan kotoran), deboning (pembuangan tulang) dan mincing
(pelumatan atau pengecilan ukuran partikel) serta penghilangan komponen yang tidak diinginkan.
Benjakul et al.(2001), menyatakan bahwa pencucian merupakan tahap kritis dalam proses pembuatan
surimi. Pencucian dapat menghilangkan materi yang dapat larut air seperti darah, protein sarkoplasma,
enzim pencernaan, garam non organik, dan senyawa organik bermolekul rendah seperti trimetilelamin
oksida. Pencucian juga dapat meningkatkan kualitas warna dan aroma, serta meningkatkan kekuatan
gel surimi. Komponen utama yang larut dalam air akan hilang dalam jumlah yang banyak pada siklus
pencucian pertama kali. Agitasi selama lima menit dalam setiap kali pencucian untuk pencucian
sebanyak dua kali dengan rasio air dan daging 3:1 telah dinilai cukup (Lee, 1986). Benjakul et al.
(2001) melaporkan bahwa 27% dan 38% protein hilang berturut-turut pada pencucian sebanyak dua
kali dan tiga kali dalam proses pengolahan surimi.
Pembuatan surimi memerlukan bahan tambahan dengan tujuan tertentu, misalnya
meningkatkan konsistensi nilai gizi, cita rasa, mengendalikan keasaman dan kebasaan serta bentuk,
tekstur, dan rupa produk (Winarno, 1980). Bahan tambahan yang digunakan dalam pembuatan surimi
tersebut pada dasarnya adalah untuk meningkatkan kualitas surimi. Bahan tambahan yang digunakan
tersebut adalah hidrogen peroksida (H2O2) dan cryoprotectant yang berfungsi sebagai anti denaturan
selama masa penyimpanan beku.
Surimi beku dapat dibedakan menjadi dua yaitu mu-en surimi (surimi tanpa garam) dan ka-en
(surimi dengan garam). Surimi mu-en dibuat dengan menggiling campuran daging ikan yang telah
dicuci dengan air dan dicampur dengan gula dan polyphosphate. Surimi ka-en diolah dengan cara
menggiling campuran daging ikan yang telah dicuci dan dicampur dengan gula dan garam (NaCl) dan
telah mengalami proses pembekuan. Selain itu, juga terdapat tipe surimi yang tidak mengalami proses
pembekuan yang disebut ”Surimi na-ma” (Surimi mentah) (Suzuki, 1981).
Standarisasi syarat mutu surimi beku telah ditentukan oleh SNI 01-2694-1992. Di dalam SNI
tersebut terdapat beberapa ketentuan seperti bahan baku surimi yang meliputi:
a. Rupa dan warna : bersih, warna daging spesifik jenis ikan
b. Aroma : segar spesifik jenis
c. Daging : elastis, padat dan kompak
d. Rasa : netral agak amis
Untuk mempertahankan mutu surimi beku dilakukan dengan segera mengolah bahan baku, jika
harus terpaksa menunggu proses lebih lanjut harus disimpan dengan es atau air dingin (0-5 oC),
kondisi saniter dan higienis. Syarat mutu surimi beku tersebut disajikan pada Tabel 3.

6
Tabel 3. Syarat Mutu Surimi Beku
Jenis Uji Satuan Persyaratan Mutu
1. Organoleptik
- Nilai min
7
2. Cemaran Mikroba
- ALT, maks
- Escherichia coli
- Coliform
- Salmonella *)
- Vibrio cholerae *)
Koloni/g
APM/g
per 25 g
per 25 g
5 x 105
<3
3
Negarif
Negatif
3. Cemaran kimia
- Abu total, maks
- Lemak, maks
- Protein, min
% b/b
% b/b
% b/b
1
0,5
15
4. Fisika
- Suhu pusat, maks
- Uji lipat, min
- Elastisitas, min
oC
g/cm2
-18 oC
Grade A
300
*) jika diperlukan
Keterangan : ALT = Alat Lempeng Total; APM = Angka Paling Memungkinkan
Sumber : Standarisasi Nasional Indonesia (SNI 01-2694-1992)
2.2 Industri Pengolahan Surimi
2.2.1 Perkembangan Industri Surimi
Sejak dimulainya industri pengolahan beku di Jepang tahun 1960, penelitian, teknologi
pengolahan dan peralatan mulai dikembangkan (Noguchi, 1982). Proses pemisahan daging ikan dan
tulangnya telah lama diperkenalkan sejak 1978 oleh beberapa ahli yang bergerak di bidang
pengolahan hasil perikanan. Desain yang dikemukakan oleh Lanier (1992), dalam proses pemisahan
antara daging ikan dan tulangnya, ikan dipres diantara sabuk dan berpori. Lumatan daging dan lemak
ikan melalui lubang-lubang berpori pada drum sedangkan tulangnya akan menempel pada sabuk dan
dinding drum berpori. Tekanan yang digunakan tidak begitu tinggi sehingga ukuran dari lubang-
lubang dapat diperbesar dari yang biasa digunakan berdiameter 3-5 mm. Hasil yang digunakan
memiliki tekstur yang bermacam-macam tergantung dari diameter lubang pada drum (Purbayanto et
al., 2004).
Pengembangkan meat bone separator (alat pemisah daging ikan) yang cukup sederhana dan
murah. Prinsip dasar yang dikembangkan terdiri dari sebuah silinder horizontal berongga, dua silinder
berpori yang berhadapan dan memerlukan pompa hidrolik, katup, dan kontrol-kontrol pengoperasian.
Proses pemisahan dilakukan dengan adanya tekanan pada silinder berpori dan silinder penekan.
Daging ikan akan melalui pori-pori tersebut dan tulangnya akan lengket pada silinder tekan. Proses
tersebut dilakukan secara kontinyu (Purbayanto et al, 2004)
7
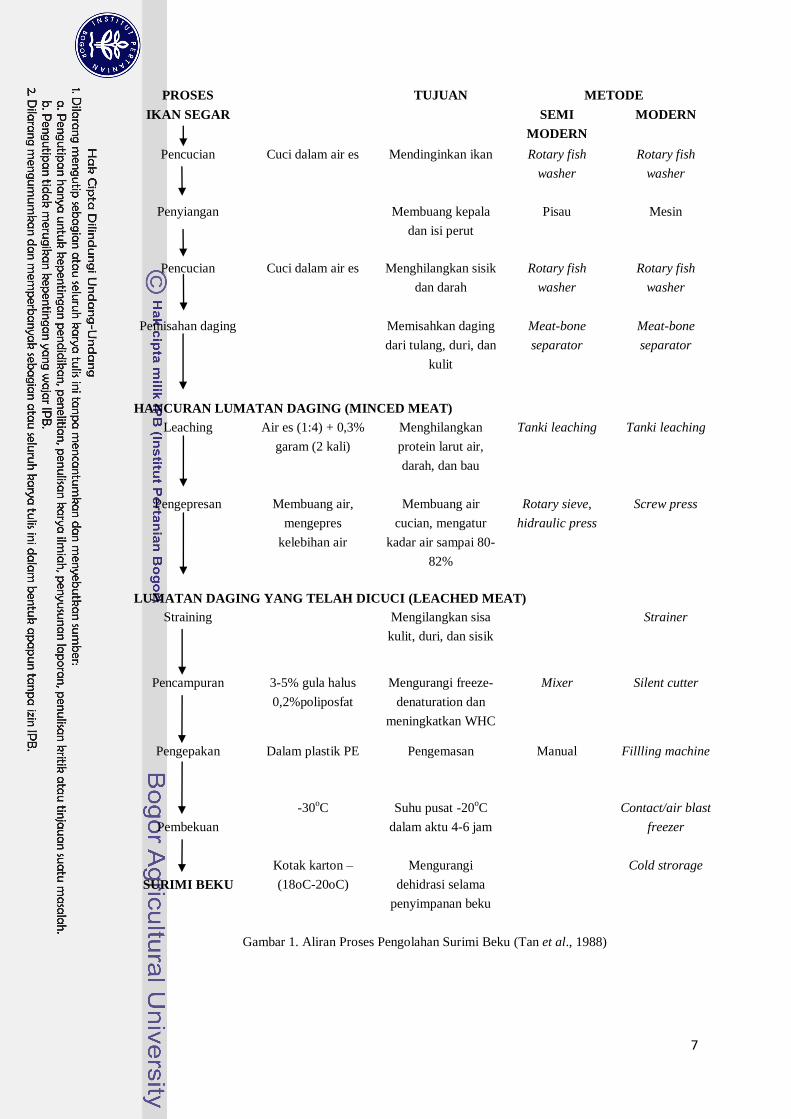
Gambar 1. Aliran Proses Pengolahan Surimi Beku (Tan et al., 1988)
PROSES TUJUAN METODE
IKAN SEGAR SEMI
MODERN
MODERN
Pencucian Cuci dalam air es Mendinginkan ikan Rotary fish
washer
Rotary fish
washer
Penyiangan Membuang kepala
dan isi perut
Pisau Mesin
Pencucian Cuci dalam air es Menghilangkan sisik
dan darah
Rotary fish
washer
Rotary fish
washer
Pemisahan daging Memisahkan daging
dari tulang, duri, dan
kulit
Meat-bone
separator
Meat-bone
separator
HANCURAN LUMATAN DAGING (MINCED MEAT)
Leaching Air es (1:4) + 0,3%
garam (2 kali)
Menghilangkan
protein larut air,
darah, dan bau
Tanki leaching Tanki leaching
Pengepresan Membuang air,
mengepres
kelebihan air
Membuang air
cucian, mengatur
kadar air sampai 80-
82%
Rotary sieve,
hidraulic press
Screw press
LUMATAN DAGING YANG TELAH DICUCI (LEACHED MEAT)
Straining Mengilangkan sisa
kulit, duri, dan sisik
Strainer
Pencampuran 3-5% gula halus
0,2%poliposfat
Mengurangi freeze-
denaturation dan
meningkatkan WHC
Mixer Silent cutter
Pengepakan Dalam plastik PE Pengemasan Manual Fillling machine
Pembekuan
-30oC Suhu pusat -20
oC
dalam aktu 4-6 jam
Contact/air blast
freezer
SURIMI BEKU
Kotak karton –
(18oC-20oC)
Mengurangi
dehidrasi selama
penyimpanan beku
Cold strorage

8
Teknologi pengolahan surimi yang digunakan oleh industri saat ini paling banyak
menggunakan metode rotary rinser/screw press. Secara umum alir proses pengolahan surimi terdiri
dari persiapan bahan baku, penghilangan tulang, pencucian daging lumat, pengurangan kadar air
(pengepresan), penapisan (straining), penambahan bahan tambahan dan pembekuan (Gambar 1).
Pengolahan surimi memerlukan daging ikan bermutu tinggi. Berbagai cara ditempuh sebagai
upaya untuk mempertahankan mutu daging ikan. Penggunaan suhu rendah merupakan sesuatu yang
mutlak diperlukan, baik selama penyiangan, pembilasan, pelumatan hingga pengemasan. Pada
penyimpanan jangka pendek, cukup di lakukan dalam peti berinsulasi dengan menyusun ikan secara
berlapis yang ditambah hancuran es sampai penuh dengan perbandingan antara ikan dan es adalah 1 :
3. Dengan cara seperti ini suhu ikan dapat dipertahankan rendah (sekitar 0oC) sehingga kesegaran ikan
juga dapat dipertahankan hingga beberapa hari.
2.2.2 Perkembangan Industri Mesin Surimi di Indonesia
Perusahaan yang memproduksi mesin surimi di Indonesia tidaklah banyak. PT. Samudera
Teknik Mandiri merupakan perusahaan pertama yang memproduksi mesin surimi di Indonesia.
Inovasi teknologi yang dilakukan oleh Tim peneliti Departemen Pemanfaatan Sumberdaya Perikanan
(PSP), Fakultas Perikanan dan Ilmu Kelautan, IPB ini berhasil menciptakan mesin SuritechTM
generasi
ke-1 pada tahun 2006. Mesin hasil penelitian yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc,
Teknologi ini terus mengalami penyempurnaan untuk meningkatkan efektivitas dan performa mesin.
Hingga saat ini perusahaan telah menghasilkan mesin Suritech generasi ke-7 yang telah memiliki
performa teknis yang tinggi serta telah diuji oleh Balai Pengujian Mutu Alat dan Mesin Pertanian,
Direktorat Mutu dan Standardisasi, Direktorat Jenderal Pengolahan dan Pemasaran Hasil Pertanian,
Departemen Pertanian. Gambar perkembangan mesin SuritechTM
dari generasi 1 – 7 dapat dilihat pada
Tabel 4.
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri
Gambar Mesin Keterangan
Generasi 1
Dibuat pada tahun 2005 dan telah digunakan
di Papua
Spesifikasi:
- Dimensi 1x1x1,5
- Kapasitas 130 kg
- Daya 2 HP
- Lebar belt 30 cm, tebal 6 ml
- Menggunakan pisau pengumpan di dekat
corong (pemotong)
- Bodi mesin menggunakan kanal
- Posisi daging dan tulang bersebelahan
- Posisi motor diluar sebelah kanan
- Sistem roda gigi dan rantai

9
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri (Lanjutan)
Gambar Mesin Keterangan
Generasi ke 3
Dibuat pada bulan Februari - Maret tahun
2007 dan digunakan oleh BIC-BPPT untuk
Pilot Project di Jambi
Perbedaan dari G-2:
- Tenaga 1 Hp
- Motor mesin terletak di sebelah kiri atas
- Bodi mesin menggunakan plat besi 6 ml
- Posisi corong pengeluaran daging dan
tulang terpisah
Generasi 4
Dibuat pada bulan April dan Juni 2007 dan
telah digunakan di Aceh atas kerjasama
dengan PKSPL dan IPTEKDA LIPI
Perbedaan dari G-3:
- Posisi motor berada disebelah kanan atas
- Terdapat skrap mika untuk membersihkan
tulang
- Skrap terbuat dari plastik mika setebal 4-6
ml
- Tidak ada penutur motor (gear box)
dihilangkan
Generasi 5
Dibuat pada Agustus 2007 dan digunakan oleh
PT Xaputra Multicon untuk industri
pengolahan surimi, Aceh.
Perbedaan dari G-4:
- Motor yang digunakan 2 HP
- Corong pengeluaran daging lebih lebar
- Terdapat pintu (celah) untuk membersihkan
dari atas
10
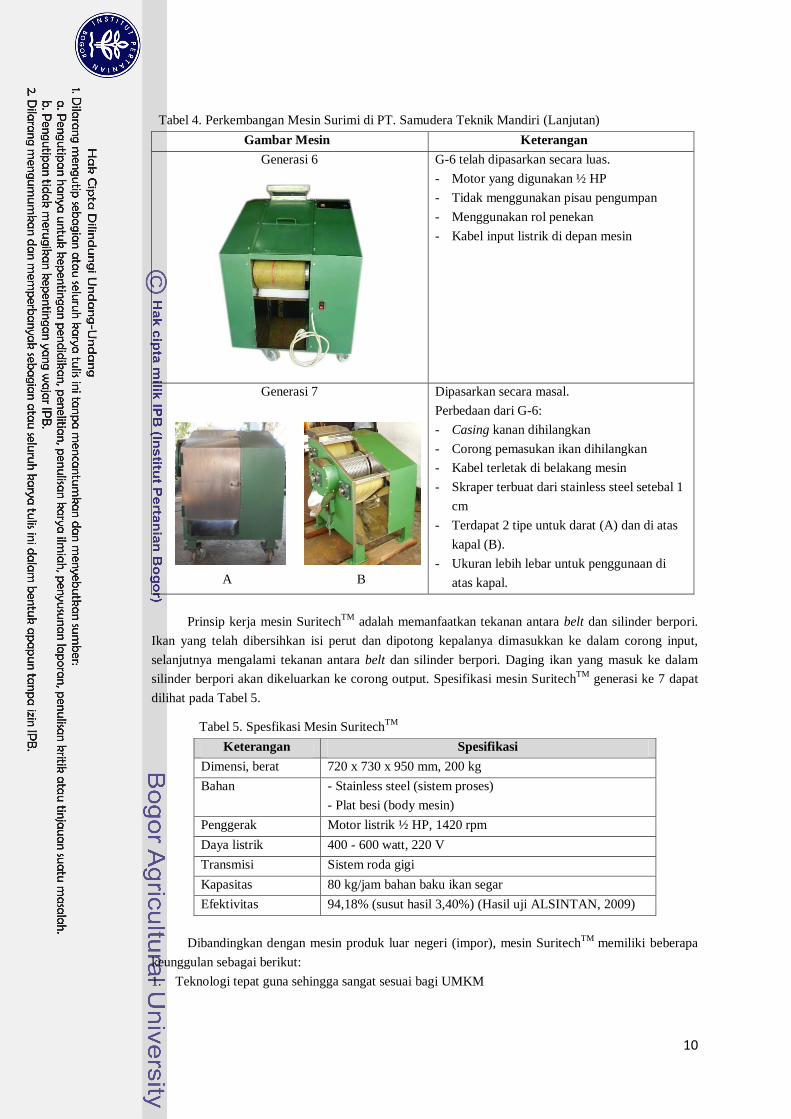
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri (Lanjutan)
Gambar Mesin Keterangan
Generasi 6
G-6 telah dipasarkan secara luas.
- Motor yang digunakan ½ HP
- Tidak menggunakan pisau pengumpan
- Menggunakan rol penekan
- Kabel input listrik di depan mesin
Generasi 7
Dipasarkan secara masal.
Perbedaan dari G-6:
- Casing kanan dihilangkan
- Corong pemasukan ikan dihilangkan
- Kabel terletak di belakang mesin
- Skraper terbuat dari stainless steel setebal 1
cm
- Terdapat 2 tipe untuk darat (A) dan di atas
kapal (B).
- Ukuran lebih lebar untuk penggunaan di
atas kapal.
Prinsip kerja mesin SuritechTM
adalah memanfaatkan tekanan antara belt dan silinder berpori.
Ikan yang telah dibersihkan isi perut dan dipotong kepalanya dimasukkan ke dalam corong input,
selanjutnya mengalami tekanan antara belt dan silinder berpori. Daging ikan yang masuk ke dalam
silinder berpori akan dikeluarkan ke corong output. Spesifikasi mesin SuritechTM
generasi ke 7 dapat
dilihat pada Tabel 5.
Tabel 5. Spesfikasi Mesin SuritechTM
Keterangan Spesifikasi
Dimensi, berat 720 x 730 x 950 mm, 200 kg
Bahan - Stainless steel (sistem proses)
- Plat besi (body mesin)
Penggerak Motor listrik ½ HP, 1420 rpm
Daya listrik 400 - 600 watt, 220 V
Transmisi Sistem roda gigi
Kapasitas 80 kg/jam bahan baku ikan segar
Efektivitas 94,18% (susut hasil 3,40%) (Hasil uji ALSINTAN, 2009)
Dibandingkan dengan mesin produk luar negeri (impor), mesin SuritechTM
memiliki beberapa
keunggulan sebagai berikut:
1. Teknologi tepat guna sehingga sangat sesuai bagi UMKM
A B

11
2. Bentuk kompak untuk digunakan di darat maupun di atas kapal ikan
3. Kinerja mesin dengan efektivitas pemisahan yang tinggi
4. Harga lebih murah dibandingkan produk yang ada (mesin impor)
5. Mudah dan aman dalam pengoperasian serta perawatan.
2.3 Studi Kelayakan Industri
Studi kelayakan proyek merupakan suatu analisis perencanaan yang sistematis dan mendalam
atas setiap faktor yang memiliki pengaruh terhadap kemungkinan proyek mencapai sukses. Semua
data, fakta, dan berbagai pendapat yang dikemukakan dalam studi kelayakan tersebut akan menjadi
dasar dalam pengambilan keputusan apakah proyek yang bersangkutan akan direalisasikan, dibatalkan
atau direvisi. Proyek terdiri dari tahapan pra-konstruksi dan secara teoritis merupakan penentuan perlu
tidaknya proyek dilanjutkan (Soeharto, 2002). Sedangkan menurut Husnan dan Suwarsono (2000),
studi kelayakan proyek merupakan penelitian tentang dapat tidaknya suatu proyek investasi dilakukan
terhadap aspek-aspek pasar, teknis, keuangan, hukum, dan ekonomi nasional.
Studi kelayakan proyek perlu dilakukan untuk membantu pengambilan keputusan dalam
menentukan pemilihan investasi di dalam suatu proyek yang tepat, dari berbagai alternatif yang bisa
dilaksanakan. Menurut Gray (1993), studi kelayakan proyek juga dapat digunakan untuk mengetahui
tingkat keuntungan yang dapat dicapai melalui investasi dalam suatu proyek.
Terdapat beberapa aspek penting yang perlu dikaji dalam suatu studi kalayakan proyek, antara
lain: aspek pasar, aspek teknis, aspek institusional – manajemen – organisasi -, aspek finansial, dan
aspek sosial ekonomi.
2.3.1 Aspek Pasar dan Pemasaran
Menurut Husnan dan Suwarsono (2000), aspek pasar menempati prioritas pertama dan utama
dalam suatu studi kelayakan proyek. Banyak dijumpai kegagalan proyek karena tidak tersedianya
pangsa pasar yang cukup potensial.
Sistematika proses pengkajian pasar berturut-turut adalah penilaian (assessment) situasi,
penyusunan strategi, pengumpulan data dan informasi serta analisis dan peramalan. Lingkup
menyusun startegi termasuk mendefinisikan masalah (problem definition) yang dikaji. Dalam hal ini
agar suatu pengkajian aspek pasar dapat efektif harus dilakukan pada jadwal yang tepat, memilih
metode yang dapat memberikan hasil akurat, dan memiliki relevansi erat dengan subjek yang dikaji
(Soeharto, 2002).
Soeharto (2002) menambahkan bahwa studi kelayakan suatu usulan proyek dengan tujuan
menghasilkan produk tertentu umumnya membatasi penekanan pada analisa masalah-masalah berikut:
1. Prakiraan penawaran dan permintaan, yang meliputi perincian permintaan, permintaan saat ini dan
masa depan, penawaran, konsumen, dan kebijakan, peraturan dan perencanaan pemerintah.
2. Pangsa pasar dan persaingan, yang meliputi pangsa pasar, persaingan dan harga.
3. Strategi pemasaran, yang meliputi segmentasi, targetting, positioning, dan bauran pemasaran.
Sutojo (2002), menyatakan bahwa dalam mengkaji aspek-aspek pasar dan pemasaran hal yang
perlu diperhatikan adalah kedudukan produk dalam pasar saat ini, komposisi dan perkembangan
permintaan produk di masa yang akan datang, kemungkinan adanya persaingan dan peranan
pemerintah dalam menunjang perkembangan produk dan pemasaran.
2.3.2 Aspek Teknis dan Teknologi
Aspek teknis dan teknologi merupakan aspek yang berkenaan dengan proses pembangunan
industri secara teknis dan operasi setelah industri selesai dibangun (Husnan dan Suwarsono, 2000).
Tujuan aspek ini adalah apakah secara teknis dan pilihan teknologi serta rencana pelaksanaan proyek

12
telah layak atau tidak layak, baik pada saat pembangunan proyek atau operasional secara rutin (Umar,
2003).
Teknologi yang dipilih berdasarkan patokan umum yang dapat dipakai, yaitu dengan
mengetahui seberapa jauh penggunaan mesin yang diinginkan, manfaat ekonomi yang diharapkan,
kesesuaian dengan bahan mentah yang dipakai, keberhasilan pemakaian teknologi di tempat lain,
kemampuan tenaga kerja dalam mengoperasikan teknologi, kemampuan antisipasi terhadap teknologi
lanjut (Umar, 2003).
Soeharto (2002), mengungkapkan bahwa pemilihan teknologi juga dilakukan untuk
menentukan teknologi proses produksi yang digunakan, berarti memilih proses dalam menghasilkan
produk, menentukan denah, fasilitas penunjang dan desain engineering yang diperlukan. Pada
dasarnya dikenal dua macam teknologi proses produksi, yaitu:
1) Proses kontinyu, di mana proses ini umumnya dimaksudkan untuk menghasilkan volume output
yang besar dan sifat operasinya berulang-ulang (repetitif).
2) Proses intermitten atau batch, yaitu proses yang menangani bermacam-macam proses yang
berbeda.
Menurut Umar (2003), hal-hal pokok yang harus dianalisis dalam aspek teknis dan teknologi
meliputi rencana kapasitas produksi yang diharapkan dan pemilihan teknologi yang paling sesuai
dengan kemampuan perusahaan, menentukan desain produk yang akan dipilih, penentuan lokasi
pabrik, tata letak pabrik yang optimal, berapa luas/skala produksi yang direncanakan serta bagaimana
ketersediaan bahan baku yang aman selalu dapat dipergunakan jika dibutuhkan dalam proses.
1) Bahan baku, bahan pembantu, dan bahan pendukung
Bahan baku, bahan pembantu, dan bahan tambahan dibutuhkan agar operasi produksi dalam
proyek dapat berjalan lancar. Bahan-bahan tersebut harus memenuhi standar syarat teknis produksi
yang ditentukan, misalnya standar mutu, serta ketersediaannya dalam jumlah yang mencukupi setiap
saat apabila dibutuhkan. Biaya pemenuhan bahan baku tersebut tidak boleh melampaui batas
maksimal yang dapat ditolerir agar tidak mempengaruhi kemampuan proyek memasarkan produk
yang dihasilkan serta memperoleh keuntungan yang wajar (Sutojo, 2002).
Sutojo (2002), menambahkan tersediaan bahan baku dan bahan pembantu secara kontinyu
dengan tingkat harga yang wajar, merupakan salah satu syarat agar proyek dapat beroperasi secara
sehat di bidang teknis dan komersial. Bahan baku dan bahan pembantu yang dibutuhkan dalam proyek
dapat berupa bahan yang belum diproses atau bahan setengah jadi. Pengadaannya dapat dilakukan dari
dalam negeri atau dengan mengimpor. Jika bahan baku dan bahan pembantu dapat diperoleh dari
dalam negeri hendaknya diperkirakan dari daerah mana saja bahan tersebut diperoleh, apakah bahan
tersebut terpusat pada suatu daerah tertentu atau tersebar di berbagai tempat. Perlu diperhatikan bahwa
untuk beberapa jenis industri yang direncakan beroperasi dalam skala besar, ada kemungkinan
ketersediaan bahan baku tidak dapat terpenuhi seluruh kebutuhan dalam industri tersebut.
2) Kapasitas Produksi
Kapasitas produksi didefinisikan sebagai suatu kemampuan pembatas dari unit beroperasi
dalam waktu tertentu, yang biasanya dinyatakan dalam bentuk keluaran per satuan waktu. Proses
dalam persencanaan kapasitas adalah sebagai berikut:
1. Memperkirakan permintaan di masa depan, termasuk dampak dari perkembangan teknologi,
persaingan dan lainnya.
2. Menjabarkan perkiraan itu dalam kebutuhan kapasitas fisik.
3. Menyusun pilihan rencana kapasitas.
4. Menganalisis pengaruh ekonomi pada pilihan rencana.
13
5. Meninjau resiko dan pengaruh strategi atas pilihan rencana.
6. Memutuskan rencana pelaksanaan
3) Penentuan Lokasi
Lokasi berdirinya suatu proyek merupakan suatu hal penting bagi perusahaan karena akan
mempengaruhi kedudukan perusahaan dalam persaingan dan menentukan kelangsungan hidup
perusahaan tersebut. Perusahaan yang didirikan tanpa pertimbangan lokasi yang ekonomis dapat
mengalami kesulitan dalam menjamin kelangsungan hidupnya. Penentuan lokasi yang kurang tepat
merupakan salah satu penyebab mengapa perusahaan beroperasi secara tidak efisien dan efektif,
sehingga biaya produksi menjadi tinggi. Oleh karena itu, dalam penentuan lokasi industri diperlukan
suatu pengkajian terhadap faktor-faktor yang mempengaruhi aktivitas dari industri tersebut. Menurut
Sutojo (2002), lokasi suatu industri sangat dipengaruhi oleh kebijakan pemerintah, letak sumber bahan
baku, daerah pemasaran, serta faktor lingkungan.
Menurut Behrens (1991), faktor-faktor yang mempengaruhi analisis lokasi suatu industri dapat
digolongkan menjadi dua, yaitu faktor utama dan faktor sekunder. Faktor utama akan mempengaruhi
secara langsung terhadap kegiatan produksi dan distribusi dari industri yang akan didirikan. Faktor
tersebut meliputi letak pasar, sumber bahan baku, tingkat biaya dan ketersediaan fasilitas
pengangkutan, biaya dan ketersediaan tenaga kerja serta adanya pembangkit listrik. Sedangkan faktor
sekunder merupakan faktor-faktor yang harus dipertimbangkan selain faktor utama dalam analisis
lokasi. Faktor tersebut antara lain rencana masa depan, biaya tanah dan bangunan, kemungkinan
perluasan, ketersediaan air, sikap masyarakat didaerah lokasi, dan kondisi iklim.
4) Perencanaan Tata Letak Mesin dan Ruangan
Perencanaan tata letak fasilitas merupakan proses perancangan (design) dan pengaturan fasilitas
fisik (mesin, peralatan, lahan, bangunan/ruang) untuk mengoptimalkan keterkaitan antara pekerja,
aliran bahan, aliran informasi dan metode yang dibutuhkan dalam rangkan mencapai tujuan
perusahaan secara efisien, ekonomis dan aman (Apple, 1990).
2.3.3 Aspek Manajemen dan Organisasi
Aspek manajemen dan organisasi dapat dikelompokkan menjadi dua yakni manajemen proyek,
yaitu pengelolaan kegiatan yang terkait dengan mewujudkan gagasan sampai menjadi hasil proyek
berbentuk fisik, manajemen operasi atau produksi fasilitas hasil proyek. Cakupan manajemen
organisasi meliputi pengelolaan kegiatan yang langsung berhubungan dengan memproduksi barang
atau memberikan pelayanan. Mulai dari usaha mendapatkan sumber daya, mengkonversi masukan
menjadi produk atau pelayanan yang diinginkan. Masukan tersebut dapat terdiri dari bahan mentah,
tenaga kerja, material, energy, dan waktu (Soeharto, 2000).
Ariyoto (1990) menyatakan bahwa manajemen merupakan cara mencapai tujuan dari sumber-
sumber yang ada. Sumber-sumber ini adalah uang (modal), mesin dan peralatan, personil (tenaga
kerja) dan material. Umar (2003) menambahkan bahwa aspek manajemen adalah suatu fungsi atau
kegiatan manajemen yang meliputi perencanaan organisasi, staffing, koordinasi, pengarahan, dan
pengawasan perusahaan tujuan dari kajian aspek manajemen adalah mengetahui apakah pembangunan
dan implementasi bisnis dapat direncanakan, dilaksanakan, dan dikendalikan sehingga rencana bisnis
dapat dinyatakan layak atau sebaliknya.
Manajemen meliputi bentuk organisasi atau badan usaha yang dipilih, struktur organisasi,
deskripsi dan spesifikasi jabatan, jumlah tenaga kerja yang digunakan, anggota direksi, dan tenaga-
tenaga lainnya (Husnan dan Suwarsono, 2000). Analisis dari aspek ini dimaksudkan untuk
memperoleh gambaran mengenai struktur organisasi perusahaan. dari gambaran tersebut akan

14
diketahui tenaga manajemen apa dan berapa yang diperlukan untuk mengelola proyek secara berhasil
(Sutojo, 2002).
2.3.4 Aspek Legalitas
Aspek legalitas penting karena menyangkut hukum yang mengatur tingkah laku badan usaha
untuk menampung aspirasi dalam mencapai tujuan usaha diperlukan suatu wadah untuk melegalkan
kegiatan. Dalam evaluasi yuridis, salah satu pokok pengamatan yang merupakan kekuatan yang
menunjang gagasan usaha adalah tentang izin-izin yang harus dimiliki karena dapat dikatakan bahwa
izin usaha merupakan syarat legalisasi usaha (Ariyoto, 1990).
Aspek legalitas atau yuridis berguna untuk kelangsungan hidup proyek dalam rangka
meyakinkan kreditur dan investor bahwa proyek yang akan diuat sesuai dengan peraturan yang
berlaku (Umar, 2005). Menurut Husnan dan Suwarsono (2000), dalam pengkajian aspek yuridis atau
hukum, hal yang perlu diperhatikan meliputi bentuk badan usaha yang akan digunakan dan berbagai
akte, sertifikat, serta izin yang diperlukan.
Mengacu pada undang-undang wajib daftar perusahaan, perusahaan didefinisikan sebagai
setiap bentuk usaha yang menjalankan jenis usaha yang bersifat tetap, terus-menerus, dan didirikan,
bekerja serta berkedudukan dalam wilayah negara Indonesia dengan tujuan memperoleh keuntungan
dan atau laba. Dalam Kitab Undang-undang Hukum Dagang (KUHD) pengertian perusahaan tdak
diberikan penjelasan resmi, tetapi istilah perusahaan mendung istilah ekonomi yang banyak dipakai
dalam KUHD.
Undang-undang Nomor 40 Tahun 2007 Tentang Perseroan Terbatas dalam Pasal 1 ayat (1)
menyebutkan bahwa “Badan Hukum yang merupakan persekutuan modal, didirikan berdasarkan
perjanjian, melakukan kegiatan usaha dengan modal dasar yang seluruhnya terbagi dalam saham dan
memenuhi persyaratan yang ditetapkan dalam Undang-Undang ini serta Peraturan pelaksanaannya”
Perusahana Terbatas merupakan Perusahaan yang oleh Undang-Undang dinyatakan sebagai
Perusahaan yang berbadan Hukum. Dengan status yang demikian maka PT menjadi subyek hukum
yang menjadi pendukung hak dan kewajiban, sebagai Badan Hukum, PT memiliki kedudukan mandiri
(persona standi in judicio) yang tidak tergantung kepada pemegang sahamnya. Dalam PT hanya orang
yang dapat mewakili PT atau Perseroan yangd dapat menjalankan Perusahaan. Hal ini berarti PT dapat
melakukan perbuatan-perbuatan hukum yang seperti seorang manusia dan dapat pula mempunyai
kekayaan atau hutang (Kholil.staff.uns.ac.id).
2.3.5 Aspek Lingkungan
Pembangunan suatu industri hendaknya tetap memperhatikan kepentingan manusia dan
lingkungannya. Industri yang baik adalah industri yang berwawasan lingkungan. Pembangunan
tersebut dapat terwujud apabila semua komponen dalam perusahaan dapat mengerti pentingnya
menjaga keseimbangan lingkungan dalam setiap tahapan proses produksinya. Peningkatan kesadaran
terhadap masalah lingkungan mengharuskan setiap proyek/industri untuk melakukan analisis dampak
lingkungan. Masalah yang timbul dari suatu proyek industri ke lingkungan diantaranya adalah adanya
polusi baik polusi udara, air, dan tanah serta suara. Polusi yang dihasilkan dapat berupa limbah, baik
limbah padat maupun cair.
Umar (2003) menyebutkan bahwa kajian aspek lingkungan hidup bertujuan menentukan dapat
dilaksanakannya industri secara layak atau tidak dari segi lingkungan hidup. Hal-hal yang berkaitan
dengan aspek lingkungan antara lain peraturan dan perundang-undangan AMDAL dan kegunaannya
dalam kajian pendirian industri dan pelaksanaan proses pengelolaan dampak lingkungan. Proyek yang
diperkirakan dapat merusak lingkungan atau menyebarkan polusi jelas tidak layak untuk
direalisasikan karena berdampak negatif bagi masyarakat dan lingkungan sekitar.

15
2.3.6 Aspek Finansial
Analisis finansial perlu dilakukan untuk memperkirakan jumlah dana yang diperlukan. Selain
itu dipelajari struktur pembiayaan serta sumber dana yang menguntungkan (Djamin, 1984). Proses
pengkajian kelayakan atau investasi dari aspek finansial memerlukan pendekatan konvensional yang
dilakukan dengan menganalisis perkiraan arus kas keluar dan masuk selama umur proyek (Soeharto,
1998).
Analisis finansial merupakan perbandingan antara pengeluaran dan pemasukan suatu proyek
dengan melihat dari sudut badan atau orang yang menanamkan modalnya dalam proyek tersebut
memberikan sumbangan atau rencana yang positif dalam pembangunan ekonomi nasional (Kadariyah
et al., 1999). Menurut Edris (1993), kelayakan finansial harus mengungkapkan secara terperinci
apakah proyek akan menguntungkan dalam suasana persaingan yang ada dan dalam perekonomian
yang tidak menguntungkan keadaannya.
Analisis finansial dilakukan untuk kepentingan individu atau lembaga yang menanamkan
modalnya dalam proyek tersebut, misalnya petani, wiraswastawan atau perusahaan. Nilai barang yang
digunakan (misal: upah, harga barang) menggunakan nilai yang berlaku di pasar (market price).
Tujuan analisis finansial yang dilakukan suatu industri adalah untuk mengetahui besarnya biaya yang
diperlukan untuk memproduksi persatuan output dari suatu produk.
Gambaran tentang struktur permodalan perusahan yang mencakup seluruh kebutuhan modal
untuk dapat melaksanakan aktivitas mulai dari perencanaan sampai pabrik beroperasi dapat diperoleh
dengan melakukan analisis finansial. Untuk memudahkan analisis ini maka perhitungan biaya
dikelompokkan menjadi dua yakni biaya investasi dan biaya modal kerja. Biaya investasi meliputi
pembiayaan kegiatan pra investasi, pengadaan tanah, bangunan, mesin dan peralatan, berbagai aset
tetap, serta biaya-biaya lain yang bersangkutan dengan pembangunan proyek. Biaya modal kerja
meliputi biaya produksi (bahan baku, tenaga kerja, overhead pabrik), biaya administrrasi, biaya
pemasaran, penyusutan, dan angsuran bunga. Kemudian dilakukan penilaian aliran dana yang
diperlukan dan kapan dana tersebut dapat dikembalikan sesuai dengan jumlah waktu yang ditetapkan,
serta apakah proyek tersebut menguntungkan atau tidak (Edris, 1993).
Pengelompokkan biaya dalam studi kelayakan perlu dilakukan untuk dapat membantu
manajemen mencapai tujuan. Pengelompokan ini dilakukan berdasarkan pada hubungan biaya dengan
produk, volume produksi, departemen fabrikasi dan periode akuntansi. Untuk menghindari salah
perhitungan karena timbulnya hal-hal yang tidak dapat diduga sebelumnya, maka ditambahkan biaya
lain-lain atau biaya yang biasa disebut dengan biaya kontingensi. Nilai yang lazim digunakan dalam
menghitung biaya kontingensi adalah sebesar 10 persen (Sutojo, 2002).
Komponen biaya yang berpengaruh terhadap perhitungan kebutuhan biaya suatu industri yakni
biaya pokok, biaya tetap yang terdiri dari biaya penyusutan, bunga modal, pajak dan asuransi, dan
garasi/gudang, dan biaya tidak tetap yang meliputi bahan bakar, biaya perbaikan serta pemeliharaan.
Menurut Pramudya dan Dewi (1992), biaya pokok merupakan biaya yang diperlukan suatu mesin
untuk memproduksi satu unit produk.
Pramudya dan Dewi (1992) menambahkan, penyusutan merupakan penurunan nilai suatu alat
atau mesin akibat dari pertambahan umur pemakaian (waktu). Penyusutan dilakukan untuk
mengalokasikan biaya investasi suatu proyek setiap tahun sepanjang umur proyek tersebut.
Penyusutan atau penurunan nilai mesin ini dapat terjadi akibat dari adanya bagian mesin yang rusak
atau aus, adanya peningktan biaya operasi, penurunan nilai mesin akibat adanya teknologi baru, dan
adanya pengembangan perusahaan. Metode yang digunakan dalam perhitungan nilai penyusutan ada
empat yakni metode garis lurus, penjumlahan angka tahun, keseimbangan menurun berganda, dan
sinking fund.

16
Metode yang sering digunakan dalam perhitungan penyusutan adalah metode garis lurus (De
Garmo et al., 1984). Menurut Pramudya dan Dewi (1992), metode garis lurus merupakan metode yang
paling mudah dan cepat untuk menghitung biaya penyusutan karena biaya penyusutan dianggap sama
setiap tahun atau penurunan nilai suatu alat tetap sampai pada akhir umur ekonomisnya. Cara
menghiutngnya adalah harga awal (baru) dikurangi dengan harga akhir pada akhir umur ekonomisnya
dibagi dengan umur ekonomisnya.
Menurut Gray et al. (1993), kelayakan suatu usaha produksi sangat penting untuk dilihat agar
keefektifan suatu proyek dapat direncanakan dan dianalisis. Untuk mencari ukuran yang menyeluruh
sebagai dasar penerimaan atau penolakan suatu proyek telah dikembangkan berbagai cara yang
dinamakan kriteria investasi. Ada tiga macam kriteria investasi yang umum digunakan dan dapat
dipertanggung jawabkan, yaitu:
1. Net Present Value (nilai bersih sekarang) atau NPV merupakan selisih present value arus manfaat
dan biaya dihitung berdasarkan discount rate.
2. Internal Rate of Return (tingkat hasil internal) atau IRR merupakan discount rate yang menjadi
NPV suatu proyek = 0.
3. Net Benefit Cost (rasio manfaat biaya netto) atau Net B/C ratio merupakan angka perbandingan
arus benefit bersih positif terhadap benefit bersih negatif.
Ketiga kriteria investasi yang disebutkan di atas merupakan nilai waktu dan uang. Suatu proyek
dapat dikatakan layak untuk dikembangkan jika dalam perhitungan diperoleh NPV > 0, IRR >
discount rate, Net B/C ≥ 1.
Kriteria investasi yang tidak memperhitungkan nilai waktu dan uang adalah payback period
(periode pengembalian). Menurut Soeharto (1995), payback period merupakan jangka waktu yang
diperlukan untuk mengembalikan modal suatu investasi, dihitung dari aliran kas bersih (net). Aliran
kas bersih adalah selisih pendapatan (revenue) terhadap pengeluaran (expenses) per tahun. Payback
period biasanya dinyatakan dalam jangka waktu per tahun. Berdasarkan payback period pengembalian
yang lebih cepat akan lebih disukai dan proyeknya layak untuk dikembangkan.

17
III. METODOLOGI
3.1 Kerangka Pemikiran
Ketersediaan bahan baku ikan hasil tangkap sampingan yang melimpah merupakan potensi
yang besar untuk dijadikan surimi. Akan tetapi, belum banyak industri di Indonesia yang
memanfaatkannya karena ketersediaan mesin yang terbatas. Hal ini merupakan salah satu faktor yang
melatarbelakangi pembuatan dan pengembangan mesin pengolahan surimi oleh PT. Samudera Teknik
Mandiri. Pengembangan industri mesin surimi harus mempertimbangkan kelayakan pendirian
industri. Beberapa faktor yang perlu dikaji dalam penilaian kelayakan pada pendirian dan
pengembangan industri mesin surimi antara lain analisis pasar dan pemasaran, analisis teknis dan
teknologi, analisis manajemen dan organisasi, analisis legalitas, analisis lingkungan, dan analisis
finansial. Hasil dari analisis-analisis tersebut dapat memberikan gambaran mengenai permasalahan-
permasalahan yang mungkin ada, sehingga dapat disusun rekomendasi pengembangannya.
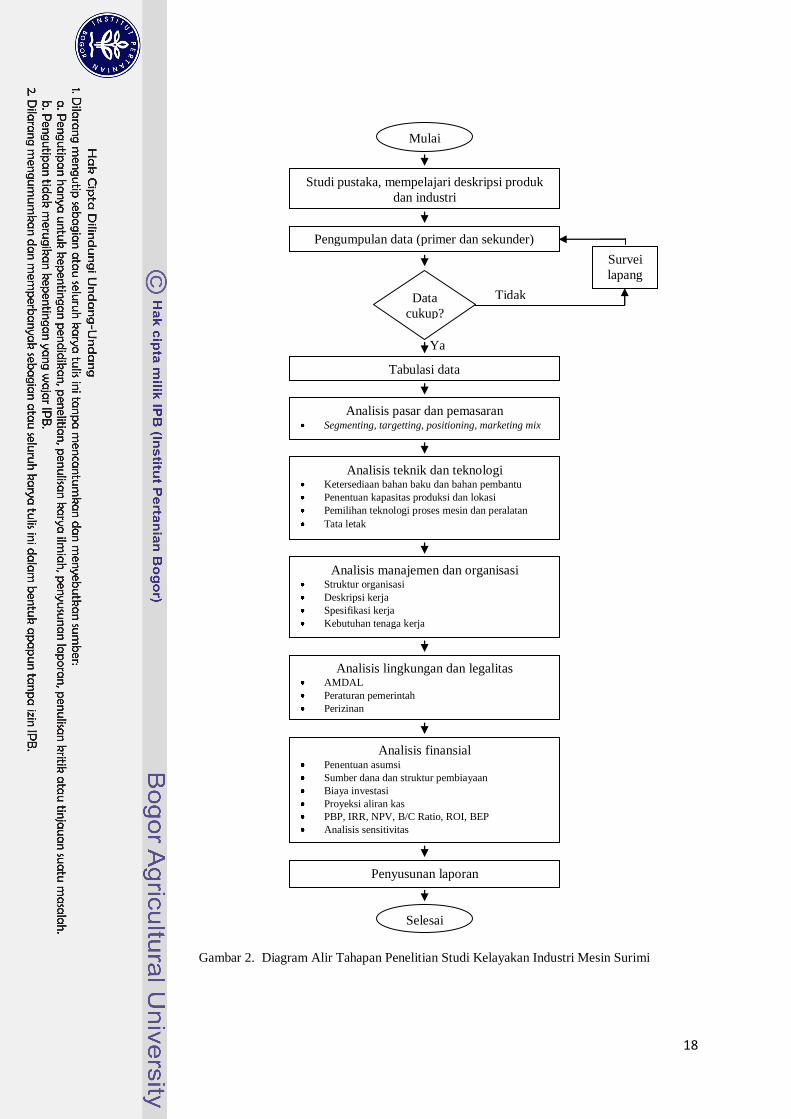
Teknik yang dilakukan dalam pengkajian kelayakan industri mesin surimi diawali dengan
melakukan studi pustaka sekaligus mempelajari deskripsi produk dan industri mesin surimi.
Kemudian dilanjutkan dengan mengumpulkan data-data dan informasi yang dibutuhkan. Data dan
informasi dapat berupa data primer dan sekunder yang mencakup faktor-faktor penilaian kelayakan
pengembangan industri seperti yang telah disebutkan sebelumnya. Jika data yang dibutuhkan telah
cukup kemudian ditabulasikan dan dilakukan analisis pada setiap aspek. Jika data yang dibutuhkan
belum cukup maka dilakukan kembali pencarian dan pengumpulan data. Diagram alir kerangka
pemikiran tahapan penelitian ini dapat dilihat pada Gambar 2.
3.2 Metode Penelitian
Metode yang digunakan dalam penelitian ini adalah deskriptif dan analisis studi kelayakan,
kasus di PT. Samudera Teknik Mandiri. Pada analisis studi kelayakan menggunakan beberapa tahapan
penting untuk pengembangan industri mesin surimi (SuritechTM
). Tahapan tersebut antara lain dengan
melakukan analisis masalah dan meneliti aspek-aspek yang berhubungan dengan perancangan
kelayakan industri. Aspek-aspek yang dikaji adalah aspek pasar dan pemasaran, aspek teknis dan
teknologi, aspek manajemen dan organisasi, aspek lingkungan dan legalitas, dan aspek finansial.
Untuk mendapatkan penilaian aspek-aspek kelayakan pendirian dan pengembangan PT.
Samudera Teknik Mandiri, maka perlu metode yang perlu dilakukan antara lain:
3.2.1 Pengumpulan Data (Penelitian Pendahuluan)
Data dan informasi dikumpulkan untuk keperluan analisis aspek-aspek yang berkaitan dengan
proses perencanaan suatu analisis industri. Data tersebut diharapkan dapat digunakan untuk
memecahkan masalah pengambian keputusan. Data yang dikumpulkan meliputi data primer dan
sekunder. Data primer diperoleh dari wawancara dan survei lapangan. Wawancara dilakukan dengan
pihak terkait serta para pakar bidang teknik dan teknologi yang sesuai. Survei lapangan dilakukan
untuk memperoleh gambaran mengenai berbagai aspek ketersediaan bahan baku dan pasar. Data
sekunder diperoleh dari laporan, artikel, jurnal, data statistik dari instansi-instansi pemerintah, swasta,
balai penelitian, dan sebagainya. Jenis data dan metode pengumpulan data dapat dilihat pada
Lampiran 1.
18
Gambar 2. Diagram Alir Tahapan Penelitian Studi Kelayakan Industri Mesin Surimi
Selesai
Penyusunan laporan
Analisis finansial Penentuan asumsi
Sumber dana dan struktur pembiayaan
Biaya investasi
Proyeksi aliran kas
PBP, IRR, NPV, B/C Ratio, ROI, BEP
Analisis sensitivitas
Analisis lingkungan dan legalitas AMDAL
Peraturan pemerintah
Perizinan
Analisis manajemen dan organisasi Struktur organisasi
Deskripsi kerja
Spesifikasi kerja
Kebutuhan tenaga kerja
Analisis teknik dan teknologi Ketersediaan bahan baku dan bahan pembantu
Penentuan kapasitas produksi dan lokasi
Pemilihan teknologi proses mesin dan peralatan
Tata letak
Analisis pasar dan pemasaran Segmenting, targetting, positioning, marketing mix
Tabulasi data
Data
cukup?
Pengumpulan data (primer dan sekunder)
Studi pustaka, mempelajari deskripsi produk
dan industri
Mulai
Survei
lapang
Tidak
Ya
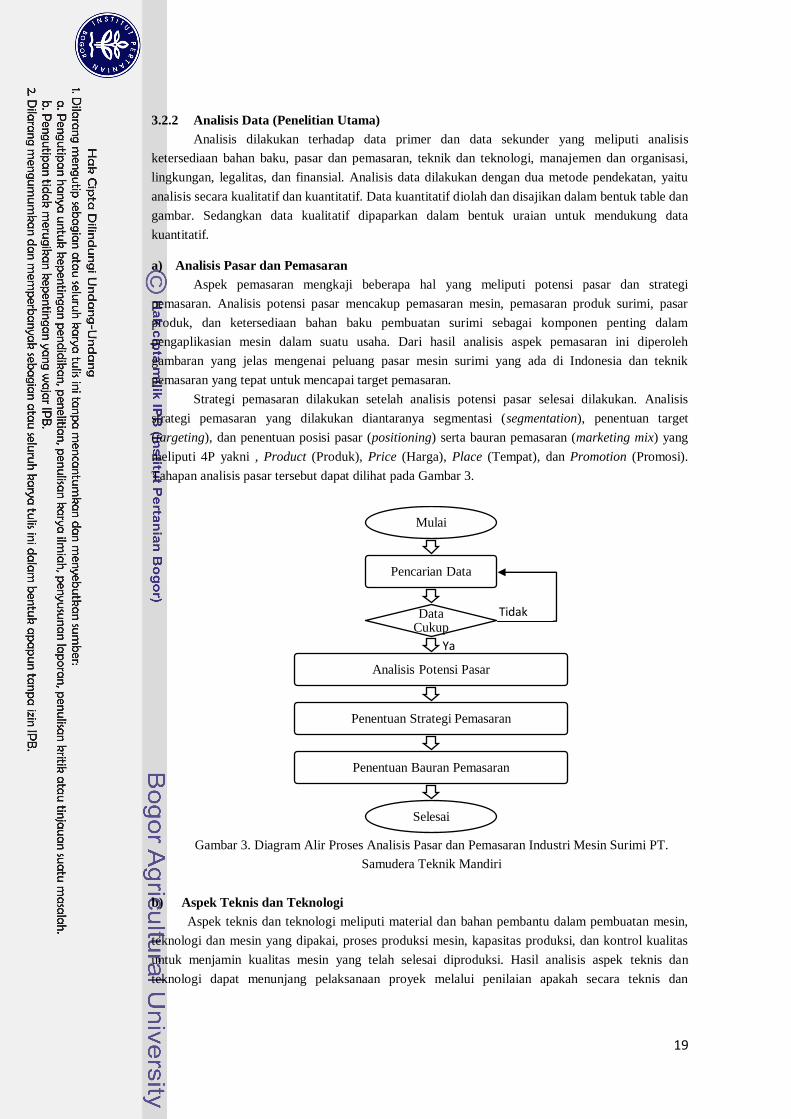
19
3.2.2 Analisis Data (Penelitian Utama)
Analisis dilakukan terhadap data primer dan data sekunder yang meliputi analisis
ketersediaan bahan baku, pasar dan pemasaran, teknik dan teknologi, manajemen dan organisasi,
lingkungan, legalitas, dan finansial. Analisis data dilakukan dengan dua metode pendekatan, yaitu
analisis secara kualitatif dan kuantitatif. Data kuantitatif diolah dan disajikan dalam bentuk table dan
gambar. Sedangkan data kualitatif dipaparkan dalam bentuk uraian untuk mendukung data
kuantitatif.
a) Analisis Pasar dan Pemasaran
Aspek pemasaran mengkaji beberapa hal yang meliputi potensi pasar dan strategi
pemasaran. Analisis potensi pasar mencakup pemasaran mesin, pemasaran produk surimi, pasar
produk, dan ketersediaan bahan baku pembuatan surimi sebagai komponen penting dalam
pengaplikasian mesin dalam suatu usaha. Dari hasil analisis aspek pemasaran ini diperoleh
gambaran yang jelas mengenai peluang pasar mesin surimi yang ada di Indonesia dan teknik
pemasaran yang tepat untuk mencapai target pemasaran.
Strategi pemasaran dilakukan setelah analisis potensi pasar selesai dilakukan. Analisis
strategi pemasaran yang dilakukan diantaranya segmentasi (segmentation), penentuan target
(targeting), dan penentuan posisi pasar (positioning) serta bauran pemasaran (marketing mix) yang
meliputi 4P yakni , Product (Produk), Price (Harga), Place (Tempat), dan Promotion (Promosi).
Tahapan analisis pasar tersebut dapat dilihat pada Gambar 3.
Gambar 3. Diagram Alir Proses Analisis Pasar dan Pemasaran Industri Mesin Surimi PT.
Samudera Teknik Mandiri
b) Aspek Teknis dan Teknologi
Aspek teknis dan teknologi meliputi material dan bahan pembantu dalam pembuatan mesin,
teknologi dan mesin yang dipakai, proses produksi mesin, kapasitas produksi, dan kontrol kualitas
untuk menjamin kualitas mesin yang telah selesai diproduksi. Hasil analisis aspek teknis dan
teknologi dapat menunjang pelaksanaan proyek melalui penilaian apakah secara teknis dan
Mulai
Pencarian Data
Data Cukup
Analisis Potensi Pasar
Penentuan Strategi Pemasaran
Penentuan Bauran Pemasaran
Selesai
Ya
Tidak
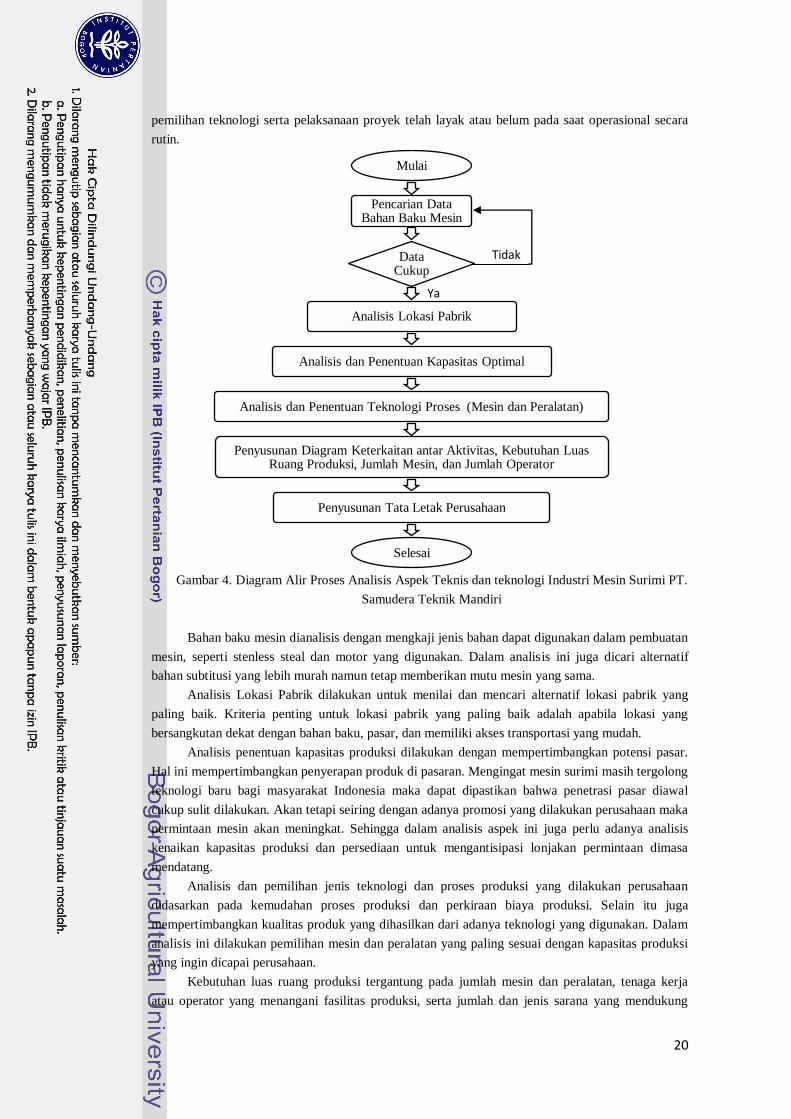
20
pemilihan teknologi serta pelaksanaan proyek telah layak atau belum pada saat operasional secara
rutin.
Gambar 4. Diagram Alir Proses Analisis Aspek Teknis dan teknologi Industri Mesin Surimi PT.
Samudera Teknik Mandiri
Bahan baku mesin dianalisis dengan mengkaji jenis bahan dapat digunakan dalam pembuatan
mesin, seperti stenless steal dan motor yang digunakan. Dalam analisis ini juga dicari alternatif
bahan subtitusi yang lebih murah namun tetap memberikan mutu mesin yang sama.
Analisis Lokasi Pabrik dilakukan untuk menilai dan mencari alternatif lokasi pabrik yang
paling baik. Kriteria penting untuk lokasi pabrik yang paling baik adalah apabila lokasi yang
bersangkutan dekat dengan bahan baku, pasar, dan memiliki akses transportasi yang mudah.
Analisis penentuan kapasitas produksi dilakukan dengan mempertimbangkan potensi pasar.
Hal ini mempertimbangkan penyerapan produk di pasaran. Mengingat mesin surimi masih tergolong
teknologi baru bagi masyarakat Indonesia maka dapat dipastikan bahwa penetrasi pasar diawal
cukup sulit dilakukan. Akan tetapi seiring dengan adanya promosi yang dilakukan perusahaan maka
permintaan mesin akan meningkat. Sehingga dalam analisis aspek ini juga perlu adanya analisis
kenaikan kapasitas produksi dan persediaan untuk mengantisipasi lonjakan permintaan dimasa
mendatang.
Analisis dan pemilihan jenis teknologi dan proses produksi yang dilakukan perusahaan
didasarkan pada kemudahan proses produksi dan perkiraan biaya produksi. Selain itu juga
mempertimbangkan kualitas produk yang dihasilkan dari adanya teknologi yang digunakan. Dalam
analisis ini dilakukan pemilihan mesin dan peralatan yang paling sesuai dengan kapasitas produksi
yang ingin dicapai perusahaan.
Kebutuhan luas ruang produksi tergantung pada jumlah mesin dan peralatan, tenaga kerja
atau operator yang menangani fasilitas produksi, serta jumlah dan jenis sarana yang mendukung
Mulai
Pencarian Data Bahan Baku Mesin
Data Cukup
Analisis Lokasi Pabrik
Analisis dan Penentuan Kapasitas Optimal
Analisis dan Penentuan Teknologi Proses (Mesin dan Peralatan)
Penyusunan Diagram Keterkaitan antar Aktivitas, Kebutuhan Luas Ruang Produksi, Jumlah Mesin, dan Jumlah Operator
Penyusunan Tata Letak Perusahaan
Selesai
Ya
Tidak
21
kegiatan produksi. Metode yang digunakan dalam menentukan kebutuhan luas ruang produksi
adalah metode pusat produksi. Pusat produksi terdiri dari mesin dan semua perlengkapan untuk
mendukung proses produksi serta luasan untuk melaksanakan operasi. Penyusunan diagram
keterkaitan antar aktivitas, kebutuhan luas ruang produksi, jumlah mesin, dan jumlah operator
dilakukan untuk memberikan rekomendasi ruang kerja yang ideal sehingga dapat memberikan
kenyamanan kerja bagi karyawan. Ruang kerja yang tidak nyaman atau terlalu sempit sering kali
mempengaruhi bahkan menurunkan produktivitas karyawan. Sehingga secara tidak langsung
penilaian aspek ini dapat membantu memberikan masukan untuk meningkatkan kenyamanan dan
produktivitas kerja karyawan.
Penentuan tata letak pabrik dilakukan dengan menganalisis keterkaitan antaraktivitas,
kemudian menentukan kebutuhan luas ruang dan alokasi area. Untuk menganalisis keterkaitan antar
aktivitas, perlu ditentukan derajat hubungan aktivitas. Derajat hubungan aktivitas dapat diberi tanda
sandi sebagai berikut.
1. A (absolutely necessary) menunjukkan bahwa letak antara dua kegiatan harus saling berdekatan
dan bersebelahan.
2. E (especially important) menunjukkan bahwa letak antara dua kegiatan harus bersebelahan.
3. I (important) menunjukkan bahwa letak antara dua kegiatan cukup berdekatan
4. O (ordinary) menunjukkan bahwa letak antara dua kegiatan tidak harus saling berdekatan
5. U (unimportant) menunjukkan bahwa letak antara dua kegiatan bebas dan tidak saling
mengikat.
6. X (undesirable) menunjukkan bahwa letak antara dua kegiatan harus saling berjauhan atau tidak
boleh saling berdekatan.
Sandi derajat hubungan aktivitas diletakkan pada bagian dalam kotak bagan keterkaitan antar
aktivitas. Alasan-alasan yang mendukung kedekatan hubungan meliputi keterkaitan produksi,
keterkaitan pekerja, dan aliran informasi. Alasan keterkaitan produksi meliputi urutan aliran kerja,
penggunaan peralatan, catatan dan ruang yang sama, kebisingan, kotor, debu, getaran, serta
kemudahan pemindahan barang. Alasan keterkaitan pekerja meliputi penggunaan karyawan yang
sama, pentingnya berhubungan, jalur perjalanan, kemudahan pengawasan, pelaksanaan pekerjaan
serupa, perpindahan pekerja, dan gangguan pekerja. Alasan informasi meliputi penggunaan catatan
yang sama, hubungan kertas kerja, dan penggunaan alat komunikasi yang sama (Apple, 1990).
Pada bagan keterkaitan antaraktivitas, alasan-alasan pendukung ini disesuaikan
penempatannya dalam kotak agar tidak tumpang tindih dengan kode derajat hubungan antar
aktivitas. Tahapan proses dalam merencanakan bagan keterkaitan antar aktivitas adalah sebagai
berikut.
1. Mengidentifikasi semua kegiatan penting dan kegiatan tambahan.
2. Membagi kegiatan tersebut ke dalam kelompok kegiatan produksi dan pelayanan.
3. Mengelompokkan data aliran bahan atau barang, informasi, pekerja, dan lainnya.
4. Menentukan faktor atau subfaktor mana yang menunjukkan keterkaitan (produksi, pekerja, dan
aliran informasi).
5. Mempersiapkan bagan keterkaitan antar aktivitas.
6. Memasukkan kegiatan yang sedang dianalisis ke sebelah kiri bagan keterkaitan antar aktivitas.
Urutannya tidak mengikat, namun dapat juga diurutkan menurut logika ketergantungan
kegiatan.
7. Memasukkan derajat hubungan antar aktivitas di dalam kotak yang tersedia.
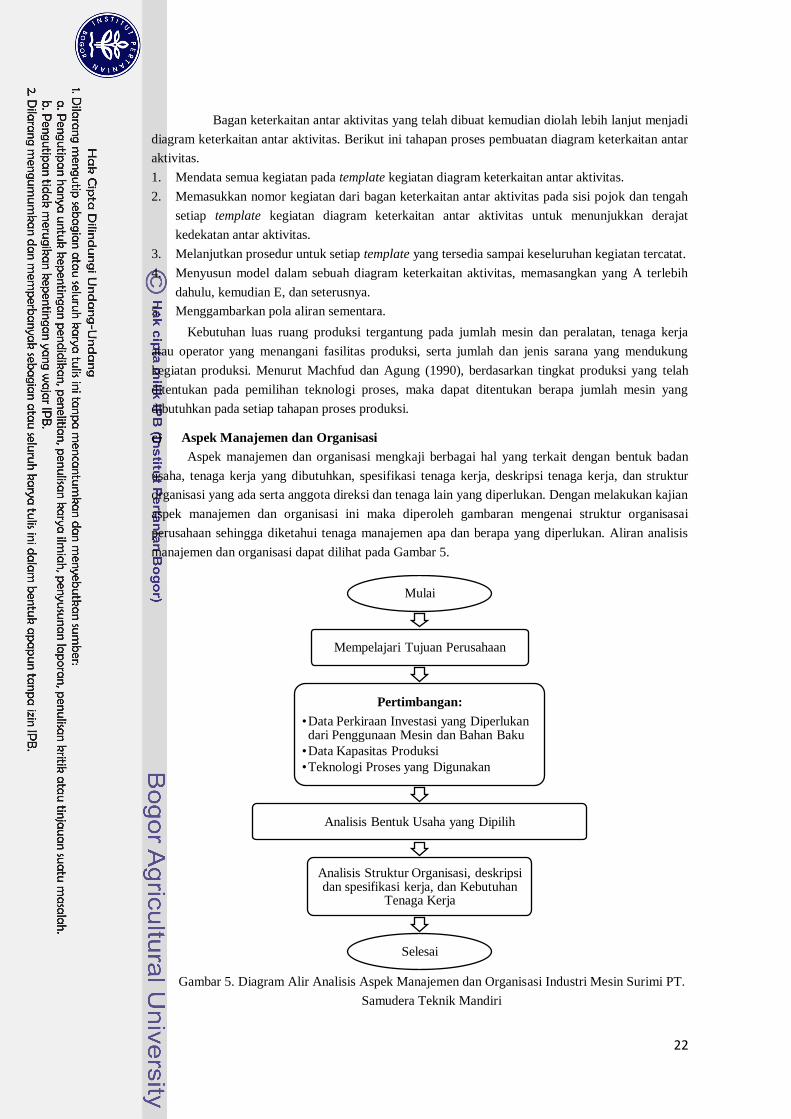
22
Bagan keterkaitan antar aktivitas yang telah dibuat kemudian diolah lebih lanjut menjadi
diagram keterkaitan antar aktivitas. Berikut ini tahapan proses pembuatan diagram keterkaitan antar
aktivitas.
1. Mendata semua kegiatan pada template kegiatan diagram keterkaitan antar aktivitas.
2. Memasukkan nomor kegiatan dari bagan keterkaitan antar aktivitas pada sisi pojok dan tengah
setiap template kegiatan diagram keterkaitan antar aktivitas untuk menunjukkan derajat
kedekatan antar aktivitas.
3. Melanjutkan prosedur untuk setiap template yang tersedia sampai keseluruhan kegiatan tercatat.
4. Menyusun model dalam sebuah diagram keterkaitan aktivitas, memasangkan yang A terlebih
dahulu, kemudian E, dan seterusnya.
5. Menggambarkan pola aliran sementara.
Kebutuhan luas ruang produksi tergantung pada jumlah mesin dan peralatan, tenaga kerja
atau operator yang menangani fasilitas produksi, serta jumlah dan jenis sarana yang mendukung
kegiatan produksi. Menurut Machfud dan Agung (1990), berdasarkan tingkat produksi yang telah
ditentukan pada pemilihan teknologi proses, maka dapat ditentukan berapa jumlah mesin yang
dibutuhkan pada setiap tahapan proses produksi.
c) Aspek Manajemen dan Organisasi
Aspek manajemen dan organisasi mengkaji berbagai hal yang terkait dengan bentuk badan
usaha, tenaga kerja yang dibutuhkan, spesifikasi tenaga kerja, deskripsi tenaga kerja, dan struktur
organisasi yang ada serta anggota direksi dan tenaga lain yang diperlukan. Dengan melakukan kajian
aspek manajemen dan organisasi ini maka diperoleh gambaran mengenai struktur organisasai
perusahaan sehingga diketahui tenaga manajemen apa dan berapa yang diperlukan. Aliran analisis
manajemen dan organisasi dapat dilihat pada Gambar 5.
Gambar 5. Diagram Alir Analisis Aspek Manajemen dan Organisasi Industri Mesin Surimi PT.
Samudera Teknik Mandiri
Mulai
Mempelajari Tujuan Perusahaan
Pertimbangan:
•Data Perkiraan Investasi yang Diperlukan dari Penggunaan Mesin dan Bahan Baku
•Data Kapasitas Produksi
•Teknologi Proses yang Digunakan
Analisis Bentuk Usaha yang Dipilih
Analisis Struktur Organisasi, deskripsi dan spesifikasi kerja, dan Kebutuhan
Tenaga Kerja
Selesai
23
d) Analisis Aspek Legalitas
Aspek legalitas yang perlu dikaji dalam hal ini adalah bentuk badan usaha, berbagai akte
perusahaan, sertifikat dan izin yang diperlukan. Hal ini dinilai penting karena merupakan cakupan
dari syarat legalnya suatu usaha. Perusahaan yang memiliki legalitas berguna untuk kelangsungan
hidup proyek dalam rangka meyakinkan meyakinkan kreditur dan investor. Aliran analisis aspek
legalitas dapat dilihat pada Gambar 6.
Gambar 6. Diagram Alir Analisis Legalitas Industri Mesin Surimi PT. Samudera Teknik Mandiri
e) Aspek Lingkungan
Aspek lingkungan mengkaji dan menganalisis berbagai masalah lingkungan yang timbul
akibat berdirinya perusahaan. Masalah tersebut memberikan dampak nyata pada lingkungan sekitar
yang berupa pencemaran lingkungan seperti air, tanah, dan udara. Ketiga poin ini perlu dilakukan
kajian dalam aspek lingkungan beserta upaya yang dilakukan untuk menanganinya. Hasil dari
penilaian berupa evaluasi lingkungan dan masukan yang berupa saran untuk memperbaiki
penanganan limbah yang berpotensi mencemari lingkungan. Aliran analisis aspek lingkugan dapat
dilihat pada Gambar 7.
Gambar 7. Diagram Alir Analisis Lingkungan Industri Mesin Surimi PT. Samudera Teknik Mandiri
Mulai
Peraturan Pemerintah dan Undang-Undang tentang Pendirian Usaha
Mengkaji :
•Bentuk Usaha yang dijalankan
•Akte Perusahaan
•Sertifikasi Perusahaan
• Izin Pendirian Usaha
Selesai
Mulai
Peraturan Pemerintah dan Undang-Undang tentang Lingkungan Usaha
Analisis Masalah Lingkungan Perusahaan (Air, Tanah, dan Udara)
Selesai
24
f) Aspek Finansial
Aspek terakhir yang perlu dikaji adalah aspek finansial. Tujuan akhir dari aspek finansial
adalah untuk menilai apakah pembangunan proyek perusahaan layak atau tidak secara finansial.
Untuk itu perlu dilakukan kajian besarnya kebutuhan modal yang diperlukan perusahaan yang
mencakup biaya investasi dan biaya modal kerja. Untuk memperoleh hal tersebut maka dilakukan
penilaian berdasarkan kriteria investasi yang mencakup Net Present Value (NPV), Internal Rate of
Return (IRR), Net Benefit Cost (Net B/C) dan payback period. Keempat metode investasi ini dipilih
karena telah mewakili semua aspek penting, seperti nilai waktu dan uang serta evaluasi proyek
untuk kepentingan umum atau sektor publik. Suatu proyek dapat dikatakan layak untuk
dikembangkan jika dalam perhitungan diperoleh NPV > 0, IRR > discount rate, Net B/C ≥ 1.
Berdasarkan payback period pengembalian yang lebih cepat akan lebih disukai dan proyeknya layak
untuk dikembangkan.
1. Net Present Value (NPV)
Net present value (NPV) adalah metode untuk menghitung selisih antara nilai sekarang
investasi dan nilai sekarang penerimaan kas bersih (operasional maupun terminal cash flow) di masa
yang akan datang pada tingkat bunga tertentu (Husnan dan Suwarsono, 2000; Hernanto, 1991).
Menurut Gray et al. (1993), formula yang digunakan untuk menghitung NPV adalah sebagai
berikut.
,
dengan Bt = keuntungan pada tahun ke-t (aliran kas masuk tahun ke-t)
Ct = biaya pada tahun ke-t (Biaya kas keluar tahun ke-t)
i = tingkat suku bunga (%) atau arus pengembalian (rate of return)
t = periode investasi (t = 0,1,2,3,…,n)
n = umur ekonomis proyek
Proyek dianggap layak dan dapat dijalankan apabila NPV > 0. Jika NPV < 0, maka proyek
tidak layak dan tidak perlu dijalankan. Jika NPV sama dengan nol, berarti proyek tersebut
mengembalikan persis sebesar opportunity cost faktor produksi modal atau setelah diperhitungkan
discount rate yang berlaku.
2. Internal Rate of Return (IRR)
Internal rate of return (IRR) adalah tingkat suku bunga pada saat NPV sama dengan nol dan
dinyatakan dalam persen (Gray et al., 1993). Menurut Sutojo (2002), IRR merupakan tingkat bunga
yang bilamana dipergunakan untuk mendiskonto seluruh kas masuk pada tahun-tahun operasi
proyek akan menghasilkan jumlah kas yang sama dengan investasi proyek. Tujuan penghitungan
IRR adalah mengetahui persentase keuntungan dari suatu proyek tiap tahunnya. Menurut Kadariah
et al. (1999), rumus IRR adalah sebagai berikut.
,
dengan NPV(+) = NPV bernilai positif
NPV(-) = NPV bernilai negatif
i(+) = suku bunga yang membuat NPV positif
i(-) = suku bunga yang membuat NPV negatif.
atau ,
dengan Bt = Keuntungan tahun ke-t (Aliran kas tahun ke-t)

25
Ct = Biaya tahun ke-t (Aliran kas keluar tahun ke-t)
i = IRR = indeks bunga per tahun atau arus pengembalian (rate of return).
dari hasil perhitungan IRR yang diperoleh dapat diambil keputusan sebagai berikut :
- Jika IRR ≥ discount rate, maka proyek layak untuk dilaksanakan
- Jika IRR < discount rate, maka proyek tidak layak untuk dilaksanakan, karena pertumbuhan
uang akibat investasi dari proyek tersebut lebih kecil daripada pertumbuhan uang jika ditabung di
bank.
3. Net Benefit Cost Ratio (Net B/C)
Net benefit cost ratio (Net B/C) merupakan angka perbandingan antara jumlah present value
yang bernilai positif dan present value yang bernilai negatif (modal investasi). Perhitungan net B/C
dilakukan untuk melihat berapa kali lipat manfaat yang diperoleh dari biaya yang dikeluarkan (Gray
et al., 1993). Formulasi perhitungan net B/C adalah sebagai berikut.
,
Jika net B/C bernilai lebih dari satu, berarti NPV > 0 dan proyek layak dijalankan, sedangkan
jika net B/C kurang dari satu, maka proyek sebaiknya tidak dijalankan (Kadariah et al., 1999).
4. Payback Period (PBP) (Periode Pengembalian)
Payback Period adalah jangka waktu yang diperlukan untuk mengembalikan modal suatu
investasi, dihitung dari aliran kas bersih (net). Aliran kas bersih adalah selisih pendapatan (revenue)
terhadap pengeluaran (expenses) per tahun. Payback Period biasanya dinyatakan dalam jangka
waktu per tahun. Payback Period dapat dihitung dengan menggunakan rumus :
,
Dengan :
P = waktu yang diperlukan untuk mengembalikan modal investasi
V = jumlah modal investasi
I = manfaat bersih rata-rata per tahun per periode.
Semakin cepat modal investasi dikembalikan, maka semakin baik usaha/proyek tersebut.
5. Perhitungan Nilai Sisa
Menurut Gittinger (1986), dalam suatu kegiatan investasi tidak semua biaya modal habis
digunakan selama periode rencana investasi, sehingga tersisa suatu nilai yang disebut nilai sisa
(residual value). Nilai sisa dihitung pada saat proyek berakhir berdasarkan perhitungan depresiasi
(penyusutan) asset per tahun sesuai dengan perkiraan umur ekonomisnya. Menurut Soeharto (1998),
untuk memudahkan perhitungan maka nilai sisa sebagai harga penjualan asset pada akhir tahun
penyusutan dapat diassumsikan sama dengan nol.
Metode penyusutan yang digunakan dalam penelitian ini adalah metode garis lurus
(straight line depreciation). Metode garis lurus ini adalah metode yang mengasumsikan bahwa
penyusutan merata sepanjang periode asset masih berfungsi (Soeharto, 1998).
, untuk Bt-Ct > 0
, untuk Bt-Ct < 0

26
IV. PROFIL PERUSAHAAN
4.1 Sejarah Singkat PT. Samudera Teknik Mandiri
PT. Samudera Teknik Mandiri (PT. STM) merupakan perusahaan yang bergerak dalam
bidang inovasi dan produksi mesin pemisah daging dan tulang ikan. Mesin SuritechTM
merupakan
salah satu teknologi tepat guna yang dapat digunakan untuk mengatasi permasalahan pemanfaatan
Hasil Tangkap Sampingan (HTS) atau by-catch dan ikan-ikan ekonomis rendah hasil dari kegiatan
perikanan pantai. Mesin SuritechTM
mampu mengolah ikan-ikan tersebut menjadi daging lumat
(surimi) yang pada tahap selanjutnya dapat diolah menjadi berbagai jenis produk olahan lainnya
seperti bakso, empek-empek, nugget, sosis, dan kaki naga.
SuritechTM
merupakan sebuah mesin yang lahir karena terilhami dari jumlah hasil tangkap
sampingan (by-catch) di Laut Arafuru yang sangat banyak pada penangkapan udang. Dari hal
tersebut, kemudian Prof. Dr. Ir. Ari Purbayanto, M.Sc, Eddi Husni, ST, M.Si, Ir. Beni Pramono,
M.Si, dan M. Riyanto, S.Pi, M.Si mewujudkan sebuah teknologi tepat guna untuk memanfaatkan
hasil tangkap yang dibuang. Pada awalnya mesin ini diberinama ”Arius Fish Meat Bone Separator”.
Mesin ini pertama kali diterapkan di Provinsi Papua pada pilot project kerjasama PEMDA Papua
dan PT. Sucofindo pada tahun 2005. Dalam perjalannya, permintaan terhadap mesin ini terus
meningkat.
Adanya motivasi untuk memajukan perikanan dan pengembangan UMKM (Usaha Mikro,
Kecil, dan Menengah) di bidang perikanan, maka improvisasi dan penyempurnaan mesin ini terus
dilakukan hingga kemudian lahirlah ”SuritechTM
”. Pada tahun 2006 Research Working Group on
Coastal Fisheries Develompment dari Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas
Perikanan, IPB yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc, dan beranggotakan Eddi
Husni,ST M.Si, Ir.Beni Pramono, M.Si, M.Riyanto, S.Pi M.Si dan Adi Susanto S.Pi bekerjasama
dengan Lembaga Ilmu Pengetahuan Indonesia (LIPI) melalui Program IPTEKDA LIPI melakukan
pembinaan terhadap 2 UKM di Pelabuhan Ratu. UKM tersebut adalah KUB Tiga Waja yang
memproduksi bakso dan KUB Hurip Mandiri yang memproduksi otak-otak, nugget, kerupuk dan
abon ikan. Hasil modifikasi dan penyempurnaan mesin Suritech™ kemudian diaplikasikan melalui
kedua UKM tersebut.
Semangat untuk menjadi penggerak ekonomi masyarakat pesisir melalui teknologi
Suritech™ sebagai teknologi tepat guna (TTG), dan keinginan untuk memasyarakatkan Suritech™
keseluruh pelosok tanah air terjawab melalui program Inkubasi RAMP (Recognition and Mentoring
Program) pada tahun 2007. Melalui program ini, maka lahirlah workshop khusus yang bergerak
dalam pengembangan mesin pemisah daging dan tulang ikan dengan nama PT. Samudera Teknik
Mandiri yang memproduksi mesin Suritech™. Dengan slogan The Innovative Technology
Manufacturing, Samudera Teknik Mandiri terus berkembang untuk melahirkan inovasi-inovasi
teknologi yang menjadi kebutuhan masyarakat, bukan hanya terbatas pada mesin Suritech™ tetapi
juga teknologi pasca pengolahan seperti teknologi pembuatan bakso, nugget, otak-otak, empek-
empek, kerupuk ikan, pengasapan ikan, dan produk olahan lainnya.
4.2 Lokasi PT. Samudera Teknik Mandiri
PT. Samudera Teknik Mandiri (PT. STM) berlokasi di Vila Ratu Indah, Sindang Barang
Pilar I, RT.05/RW.VI, Kelurahan Sindang Barang, Bogor. Lokasi tersebut merupakan lahan sewaan.
Luas area perusahaan secara keseluruhan adalah 335 m2 dengan total luas bangunan 89,6 m
2 yang
terdiri dari bangunan utama 4 x 3,5 m, tempat Workshop 9 x 6 m, rumah jaga 6 x 3 m, dan dua buah
kamar mandi yang masing-masing memiliki luas 1,5 x 1,2 m. Bangunan utama merupakan tempat
untuk melakukan koordinasi bagi semua anggota tim dan merencanakan langkah-langkah kegiatan
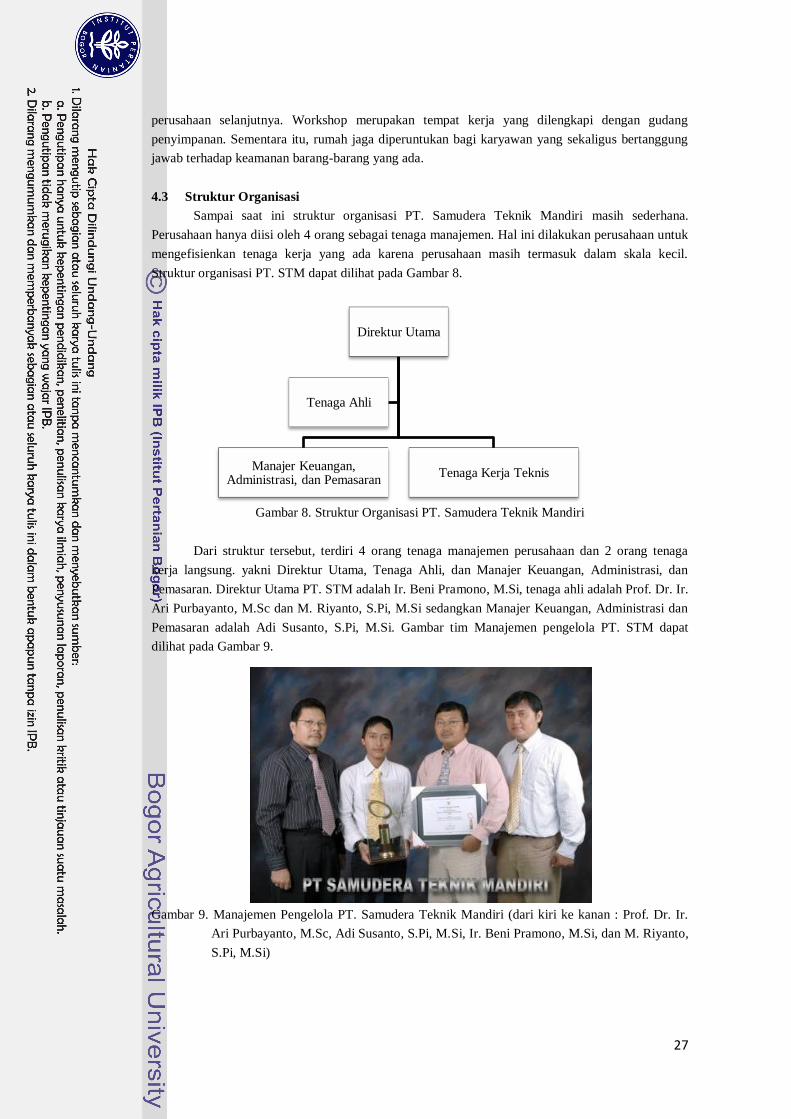
27
perusahaan selanjutnya. Workshop merupakan tempat kerja yang dilengkapi dengan gudang
penyimpanan. Sementara itu, rumah jaga diperuntukan bagi karyawan yang sekaligus bertanggung
jawab terhadap keamanan barang-barang yang ada.
4.3 Struktur Organisasi
Sampai saat ini struktur organisasi PT. Samudera Teknik Mandiri masih sederhana.
Perusahaan hanya diisi oleh 4 orang sebagai tenaga manajemen. Hal ini dilakukan perusahaan untuk
mengefisienkan tenaga kerja yang ada karena perusahaan masih termasuk dalam skala kecil.
Struktur organisasi PT. STM dapat dilihat pada Gambar 8.
Gambar 8. Struktur Organisasi PT. Samudera Teknik Mandiri
Dari struktur tersebut, terdiri 4 orang tenaga manajemen perusahaan dan 2 orang tenaga
kerja langsung. yakni Direktur Utama, Tenaga Ahli, dan Manajer Keuangan, Administrasi, dan
Pemasaran. Direktur Utama PT. STM adalah Ir. Beni Pramono, M.Si, tenaga ahli adalah Prof. Dr. Ir.
Ari Purbayanto, M.Sc dan M. Riyanto, S.Pi, M.Si sedangkan Manajer Keuangan, Administrasi dan
Pemasaran adalah Adi Susanto, S.Pi, M.Si. Gambar tim Manajemen pengelola PT. STM dapat
dilihat pada Gambar 9.
Gambar 9. Manajemen Pengelola PT. Samudera Teknik Mandiri (dari kiri ke kanan : Prof. Dr. Ir.
Ari Purbayanto, M.Sc, Adi Susanto, S.Pi, M.Si, Ir. Beni Pramono, M.Si, dan M. Riyanto,
S.Pi, M.Si)
Direktur Utama
Manajer Keuangan, Administrasi, dan Pemasaran
Tenaga Kerja Teknis
Tenaga Ahli
28
4.4 Ketenagakerjaan
Total tenaga kerja PT. Samudera Teknik sampai saat ini adalah 6 orang. Masing-masing
peran memiliki tugas dan tanggung jawab yang berbeda, yakni sebagai berikut :
a. Staf Ahli
Tugas : sebagai tenaga konsultan pengembangan mesin dan perusahaan
b. Direktur Utama
Tugas : bertanggung jawab atas keseluruhan aktivitas dan kegiatan perusahaan termasuk
melakukan quality control
c. Manajer Administrasi, Keuangan, dan Pemasaran
Tugas : sebagai penanggung jawab atas urusan administrasi dan keuangan perusahaan
termasuk pembelian bahan baku, penjualan dan pemasaran
d. Tenaga Kerja Langsung (Teknisi)
Tugas : sebagai tenaga kerja langsung yang bertugas membuat mesin mulai dari
pemotongan, pengelasan, perakitan, dan pengemasan
29
V. HASIL DAN PEMBAHASAN
5.1 Aspek Pasar dan Pemasaran
Penelitian tentang mesin surimi telah dikembangkan sejak tahun 2006 oleh tim peneliti IPB
yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc. Hasil penelitian telah banyak dipublikasikan
melalui berbagai jurnal ilmiah, salah satunya termuat dalam Prosiding Seminar Nasional, Teori dan
Aplikasi Teknologi Kelautan 2009. Dalam prosiding tersebut dimuat hasil penelitian mesin pemisah
daging dan tulang ikan untuk pemanfaatan by-catch di atas kapal pukat udang. Hasil penelitian
menunjukkan bahwa mesin ini memiliki kinerja teknis yang baik untuk digunakan di atas kapal
pukat udang. Kemampuan pemisahan daging dan tulang ikan ini berbeda-beda tergantung dari jenis
spesies ikan. Selain itu, pengumpanan ikan pada mesin sangat menentukan efisiensi mesin dalam
memisahkan daging dan tulang ikan.
Pengembangan mesin surimi terus dilakukan. PT. Samudera Teknik Mandiri (PT. STM)
melihat adanya peluang bahan baku surimi berupa ikan by-catch dan ikan-ikan ekonomis rendah
yang potensial di Indonesia. Peluang pasar produk surimi juga semakin meningkat seiring dengan
peningkatan permintaan dari produk-produk turunannya. Namun, peningkatan permintaan surimi
tersebut belum dibarengi dengan penggunaan teknologi pengolahan surimi yang baik. Pembuatan
produk-produk turunan surimi seperti bakso, empek-empek, kerupuk ikan dan lainnya masih banyak
dilakukan dengan cara tradisional seperti memfilet dan melumat daging ikan secara manual. Hal ini
dilakukan karena kurangnya pengetahuan perkembangan teknologi di bidang pengolahan surimi.
Teknologi yang ada di pasaran saat ini masih dikenal mahal sehingga tidak terjangkau oleh industri
rumah tangga atau IKM. Untuk itu, PT. STM menawarkan mesin surimi (SuritechTM
) dengan
kualitas yang baik dan harga yang terjangkau. Mesin ini diciptakan untuk mengatasi dan
memberikan alternatif pilihan terbaik dalam membantu proses pengolahan surimi.
SuritechTM
merupakan pioneer mesin pengolahan surimi (fish bone separator) di Indonesia.
Berdasarkan data dan informasi dari Kementerian Perindustrian (2011), sampai saat ini belum
tercatat adanya industri lokal yang secara resmi memproduksi dan memasarkan secara masal mesin
atau teknologi pengolahan daging ikan yang sejenis dengan SuritechTM
.
Salah satu tantangan yang dihadapi dalam pemasaran SuritechTM
adalah adanya pesaing yang
meniru SuritechTM
dan pesaing dari produk-produk impor. Hal ini menjadi tantangan SuritechTM
untuk meraih pangsa pasar. Tidak hanya persaingan, tantangan lainnya juga perlu dikaji lebih lanjut
dalam menganalisis aspek pasar dan pemasaran SuritechTM
sehingga PT.STM mampu meraih
peluang pasar dengan maksimal dan mendapatkan gambaran nilai kelayakan yang jelas. Analisis
yang dilakukan antara lain meliputi potensi pasar, strategi pembentukan dan pengembangan pasar,
dan bauran pemasaran yang mencakup strategi 4P (Product, Price, Place, and Promotion).
5.1.1 Potensi Pasar
Peluang dan kebutuhan mesin SuritechTM
perlu dianalisis dan didekati dengan melihat adanya
potensi pasar. Untuk melihat potensi pasar mesin surimi dilakukan pendekatan terhadap variabel-
variabel yang dapat mempengaruhi permintaan mesin. Variabel tersebut antara lain perkembangan
pasar surimi dan produk olahannya, pasokan bahan baku surimi, pasar mesin pengolahan surimi,
persaingan pasar mesin, dan peluang pasar mesin. Masing-masing variabel tersebut saling
mempengaruhi dalam mendorong peningkatan permintaan mesin SuritechTM
.
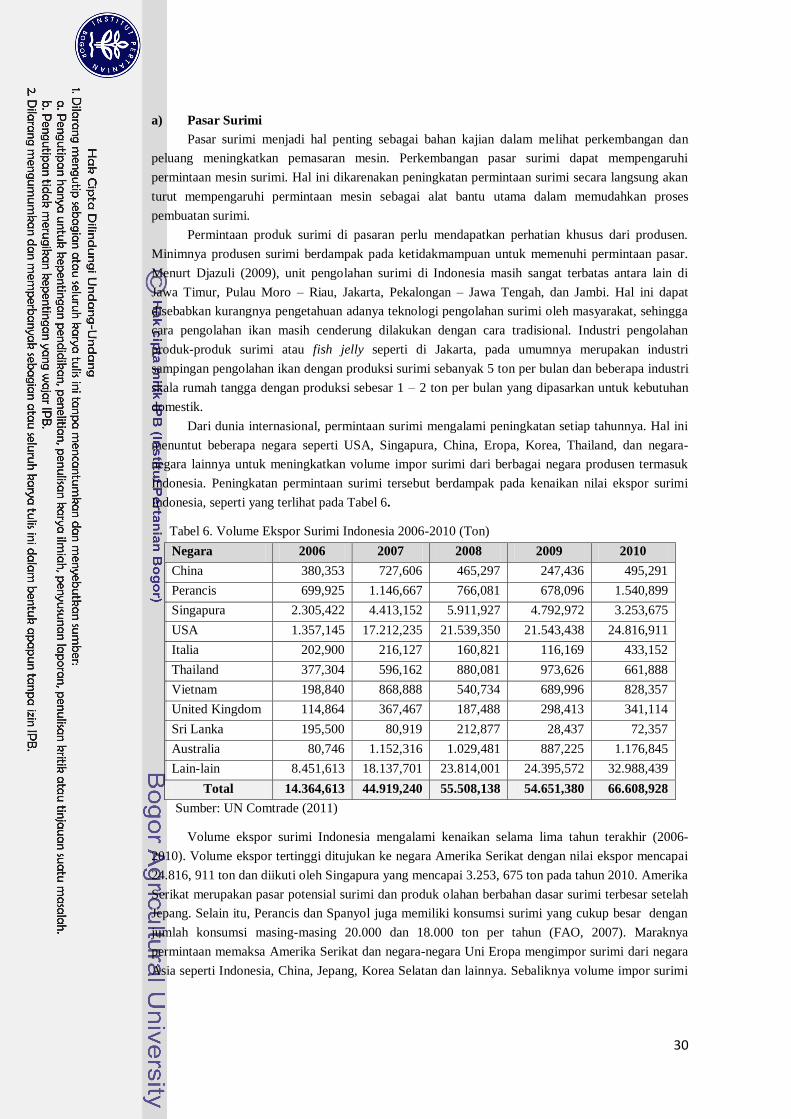
30
a) Pasar Surimi
Pasar surimi menjadi hal penting sebagai bahan kajian dalam melihat perkembangan dan
peluang meningkatkan pemasaran mesin. Perkembangan pasar surimi dapat mempengaruhi
permintaan mesin surimi. Hal ini dikarenakan peningkatan permintaan surimi secara langsung akan
turut mempengaruhi permintaan mesin sebagai alat bantu utama dalam memudahkan proses
pembuatan surimi.
Permintaan produk surimi di pasaran perlu mendapatkan perhatian khusus dari produsen.
Minimnya produsen surimi berdampak pada ketidakmampuan untuk memenuhi permintaan pasar.
Menurt Djazuli (2009), unit pengolahan surimi di Indonesia masih sangat terbatas antara lain di
Jawa Timur, Pulau Moro – Riau, Jakarta, Pekalongan – Jawa Tengah, dan Jambi. Hal ini dapat
disebabkan kurangnya pengetahuan adanya teknologi pengolahan surimi oleh masyarakat, sehingga
cara pengolahan ikan masih cenderung dilakukan dengan cara tradisional. Industri pengolahan
produk-produk surimi atau fish jelly seperti di Jakarta, pada umumnya merupakan industri
sampingan pengolahan ikan dengan produksi surimi sebanyak 5 ton per bulan dan beberapa industri
skala rumah tangga dengan produksi sebesar 1 – 2 ton per bulan yang dipasarkan untuk kebutuhan
domestik.
Dari dunia internasional, permintaan surimi mengalami peningkatan setiap tahunnya. Hal ini
menuntut beberapa negara seperti USA, Singapura, China, Eropa, Korea, Thailand, dan negara-
negara lainnya untuk meningkatkan volume impor surimi dari berbagai negara produsen termasuk
Indonesia. Peningkatan permintaan surimi tersebut berdampak pada kenaikan nilai ekspor surimi
Indonesia, seperti yang terlihat pada Tabel 6.
Tabel 6. Volume Ekspor Surimi Indonesia 2006-2010 (Ton)
Negara 2006 2007 2008 2009 2010
China 380,353 727,606 465,297 247,436 495,291
Perancis 699,925 1.146,667 766,081 678,096 1.540,899
Singapura 2.305,422 4.413,152 5.911,927 4.792,972 3.253,675
USA 1.357,145 17.212,235 21.539,350 21.543,438 24.816,911
Italia 202,900 216,127 160,821 116,169 433,152
Thailand 377,304 596,162 880,081 973,626 661,888
Vietnam 198,840 868,888 540,734 689,996 828,357
United Kingdom 114,864 367,467 187,488 298,413 341,114
Sri Lanka 195,500 80,919 212,877 28,437 72,357
Australia 80,746 1.152,316 1.029,481 887,225 1.176,845
Lain-lain 8.451,613 18.137,701 23.814,001 24.395,572 32.988,439
Total 14.364,613 44.919,240 55.508,138 54.651,380 66.608,928
Sumber: UN Comtrade (2011)
Volume ekspor surimi Indonesia mengalami kenaikan selama lima tahun terakhir (2006-
2010). Volume ekspor tertinggi ditujukan ke negara Amerika Serikat dengan nilai ekspor mencapai
24.816, 911 ton dan diikuti oleh Singapura yang mencapai 3.253, 675 ton pada tahun 2010. Amerika
Serikat merupakan pasar potensial surimi dan produk olahan berbahan dasar surimi terbesar setelah
Jepang. Selain itu, Perancis dan Spanyol juga memiliki konsumsi surimi yang cukup besar dengan
jumlah konsumsi masing-masing 20.000 dan 18.000 ton per tahun (FAO, 2007). Maraknya
permintaan memaksa Amerika Serikat dan negara-negara Uni Eropa mengimpor surimi dari negara
Asia seperti Indonesia, China, Jepang, Korea Selatan dan lainnya. Sebaliknya volume impor surimi
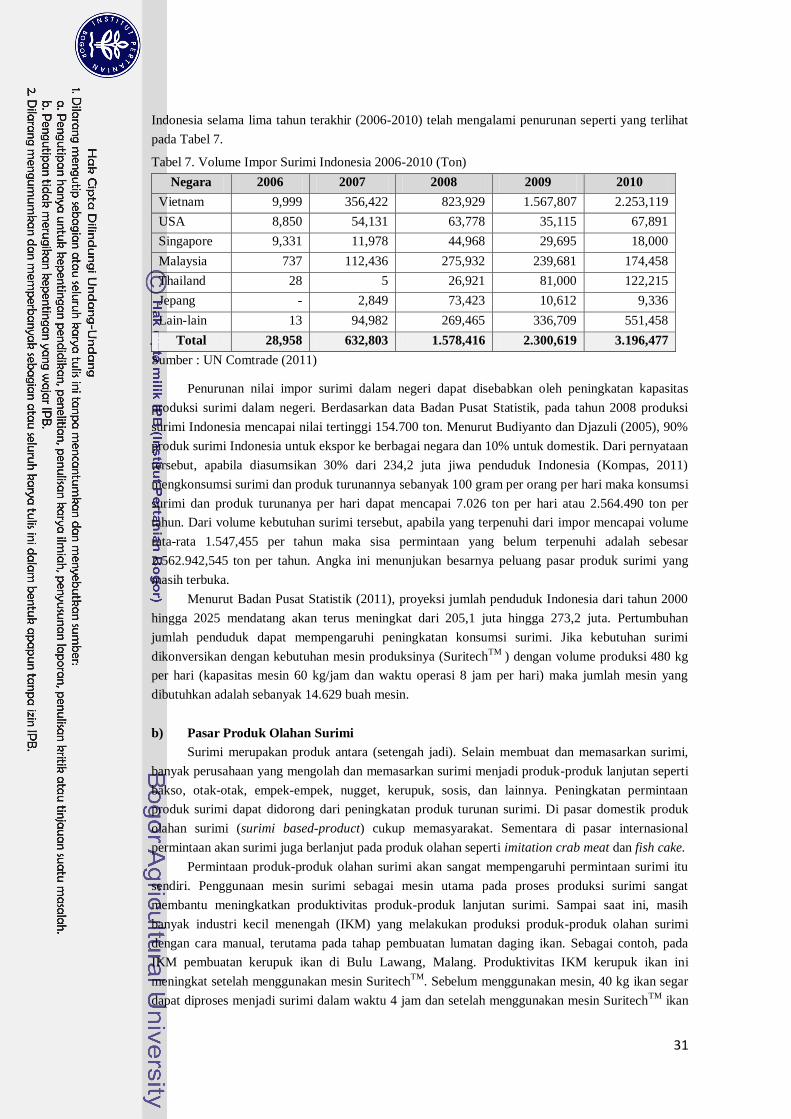
31
Indonesia selama lima tahun terakhir (2006-2010) telah mengalami penurunan seperti yang terlihat
pada Tabel 7.
Tabel 7. Volume Impor Surimi Indonesia 2006-2010 (Ton)
Negara 2006 2007 2008 2009 2010
Vietnam 9,999 356,422 823,929 1.567,807 2.253,119
USA 8,850 54,131 63,778 35,115 67,891
Singapore 9,331 11,978 44,968 29,695 18,000
Malaysia 737 112,436 275,932 239,681 174,458
Thailand 28 5 26,921 81,000 122,215
Jepang - 2,849 73,423 10,612 9,336
Lain-lain 13 94,982 269,465 336,709 551,458
Total 28,958 632,803 1.578,416 2.300,619 3.196,477
Sumber : UN Comtrade (2011)
Penurunan nilai impor surimi dalam negeri dapat disebabkan oleh peningkatan kapasitas
produksi surimi dalam negeri. Berdasarkan data Badan Pusat Statistik, pada tahun 2008 produksi
surimi Indonesia mencapai nilai tertinggi 154.700 ton. Menurut Budiyanto dan Djazuli (2005), 90%
produk surimi Indonesia untuk ekspor ke berbagai negara dan 10% untuk domestik. Dari pernyataan
tersebut, apabila diasumsikan 30% dari 234,2 juta jiwa penduduk Indonesia (Kompas, 2011)
mengkonsumsi surimi dan produk turunannya sebanyak 100 gram per orang per hari maka konsumsi
surimi dan produk turunanya per hari dapat mencapai 7.026 ton per hari atau 2.564.490 ton per
tahun. Dari volume kebutuhan surimi tersebut, apabila yang terpenuhi dari impor mencapai volume
rata-rata 1.547,455 per tahun maka sisa permintaan yang belum terpenuhi adalah sebesar
2.562.942,545 ton per tahun. Angka ini menunjukan besarnya peluang pasar produk surimi yang
masih terbuka.
Menurut Badan Pusat Statistik (2011), proyeksi jumlah penduduk Indonesia dari tahun 2000
hingga 2025 mendatang akan terus meningkat dari 205,1 juta hingga 273,2 juta. Pertumbuhan
jumlah penduduk dapat mempengaruhi peningkatan konsumsi surimi. Jika kebutuhan surimi
dikonversikan dengan kebutuhan mesin produksinya (SuritechTM
) dengan volume produksi 480 kg
per hari (kapasitas mesin 60 kg/jam dan waktu operasi 8 jam per hari) maka jumlah mesin yang
dibutuhkan adalah sebanyak 14.629 buah mesin.
b) Pasar Produk Olahan Surimi
Surimi merupakan produk antara (setengah jadi). Selain membuat dan memasarkan surimi,
banyak perusahaan yang mengolah dan memasarkan surimi menjadi produk-produk lanjutan seperti
bakso, otak-otak, empek-empek, nugget, kerupuk, sosis, dan lainnya. Peningkatan permintaan
produk surimi dapat didorong dari peningkatan produk turunan surimi. Di pasar domestik produk
olahan surimi (surimi based-product) cukup memasyarakat. Sementara di pasar internasional
permintaan akan surimi juga berlanjut pada produk olahan seperti imitation crab meat dan fish cake.
Permintaan produk-produk olahan surimi akan sangat mempengaruhi permintaan surimi itu
sendiri. Penggunaan mesin surimi sebagai mesin utama pada proses produksi surimi sangat
membantu meningkatkan produktivitas produk-produk lanjutan surimi. Sampai saat ini, masih
banyak industri kecil menengah (IKM) yang melakukan produksi produk-produk olahan surimi
dengan cara manual, terutama pada tahap pembuatan lumatan daging ikan. Sebagai contoh, pada
IKM pembuatan kerupuk ikan di Bulu Lawang, Malang. Produktivitas IKM kerupuk ikan ini
meningkat setelah menggunakan mesin SuritechTM
. Sebelum menggunakan mesin, 40 kg ikan segar
dapat diproses menjadi surimi dalam waktu 4 jam dan setelah menggunakan mesin SuritechTM
ikan

32
tersebut dapat diproses hanya dalam waktu 30 menit. Dengan demikian IKM kurupuk tersebut dapat
menghemat waktu dan tenaga dalam proses produksi. Hal ini juga dapat terjadi pada industri
makanan sejenis yang menggunakan lumatan daging ikan atau surimi sebagai bahan baku
utamannya.
Produk olahan surimi lain yang sangat digemari masyarakat seperti yang terlihat pada
Gambar 10. antara lain adalah kaki naga, otak-otak ikan, nugget ikan, dan bakso ikan. Menurut data
dari Badan Pusat Statistik (2008) produksi beberapa produk olahan surimi dalam negeri tahun 2008
seperti otak-otak ikan adalah sebesar 832,200 ton, nugget ikan 32,140 ton, abon ikan 12,347 ton, dan
bakso ikan sebanyak 231,628 ton. Sementara itu produksi bakso ikan saat ini telah menyaingi
popularitas bakso daging sapi. Di pelabuhan Ratu yang mengalami kenaikan dari 300-400 kg/jam
pada tahun 2010. Peningkatan konsumsi bakso juga dapat terjadi pada produk-produk turunan
surimi lainnya. Dengan demikian, hal ini seharusya dapat mempengaruhi permintaan mesin surimi
untuk membantu proses produksi produk-produk olahnnya tersebut.
Gambar 10. Produk-produk Olahan Surimi
(Koleksi PT. Samudera Teknik Mandiri)
c) Bahan Baku Surimi
Ketersediaan bahan baku yang melimpah dan berkelanjutan sangat diperlukan bagi industri
surimi atau produk-produk turunannya. Di Indonesia, bahan baku surimi masih tergolong mudah
untuk diperoleh mengingat produksi perikanan bahari yang sangat potensial. Hal ini sangat
mendukung dalam produksi surimi setiap tahunnya.
Pada tahun 2010 produktivitas perikanan tangkap Indonesia mencapai volume 10.862.802 ton
(Kementerian Kelautan dan Perikanan, 2010). Dari hasil perikanan tangkap ini, masih terdapat
banyak ikan hasil tangkap samping yang harus dibuang kembali ke laut karena bukan merupakan
target utama panangkapan. Ikan hasil tangkap samping atau by-catch memiliki jumlah yang tidak
kalah besarnya jika dibandingkan dengan hasil tangkapan utama, terutama pada penangkapan udang.
Rasio tangkapan utama dengan by-catch bervariasi menurut daerah penangkapan dan waktu.
Pada penangkapan udang, Allops (1981) menyatakan bahwa di daerah tropis rasio rata-rata by-catch
terhadap udang berkisar 10:1. Menurut Widodo (1997), by-catch bervariasi antara 8 – 13 kali hasil
tangkapan udang. Sedangkan menurut Sumiono (2000) rasio udang dan by-catch pada penangkapan
Kaki Naga Bakso Ikan
Otak-otak Nugget Ikan
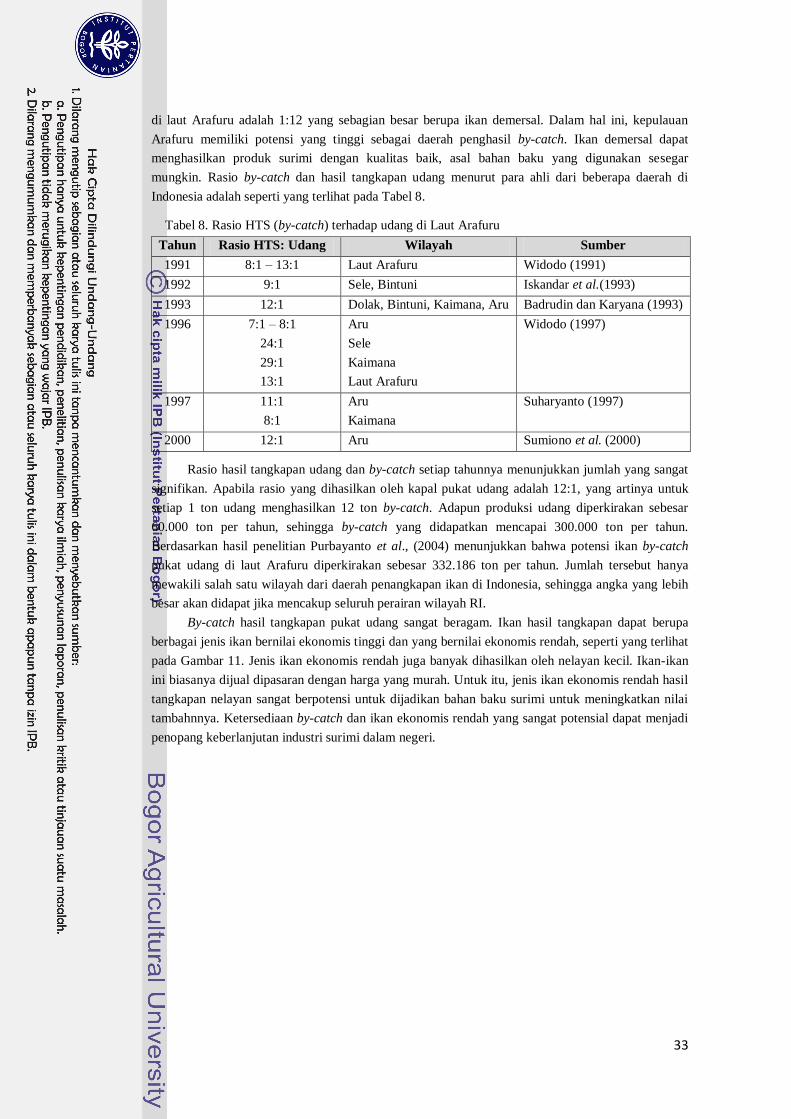
33
di laut Arafuru adalah 1:12 yang sebagian besar berupa ikan demersal. Dalam hal ini, kepulauan
Arafuru memiliki potensi yang tinggi sebagai daerah penghasil by-catch. Ikan demersal dapat
menghasilkan produk surimi dengan kualitas baik, asal bahan baku yang digunakan sesegar
mungkin. Rasio by-catch dan hasil tangkapan udang menurut para ahli dari beberapa daerah di
Indonesia adalah seperti yang terlihat pada Tabel 8.
Tabel 8. Rasio HTS (by-catch) terhadap udang di Laut Arafuru
Tahun Rasio HTS: Udang Wilayah Sumber
1991 8:1 – 13:1 Laut Arafuru Widodo (1991)
1992 9:1 Sele, Bintuni Iskandar et al.(1993)
1993 12:1 Dolak, Bintuni, Kaimana, Aru Badrudin dan Karyana (1993)
1996 7:1 – 8:1
24:1
29:1
13:1
Aru
Sele
Kaimana
Laut Arafuru
Widodo (1997)
1997 11:1
8:1
Aru
Kaimana
Suharyanto (1997)
2000 12:1 Aru Sumiono et al. (2000)
Rasio hasil tangkapan udang dan by-catch setiap tahunnya menunjukkan jumlah yang sangat
signifikan. Apabila rasio yang dihasilkan oleh kapal pukat udang adalah 12:1, yang artinya untuk
setiap 1 ton udang menghasilkan 12 ton by-catch. Adapun produksi udang diperkirakan sebesar
60.000 ton per tahun, sehingga by-catch yang didapatkan mencapai 300.000 ton per tahun.
Berdasarkan hasil penelitian Purbayanto et al., (2004) menunjukkan bahwa potensi ikan by-catch
pukat udang di laut Arafuru diperkirakan sebesar 332.186 ton per tahun. Jumlah tersebut hanya
mewakili salah satu wilayah dari daerah penangkapan ikan di Indonesia, sehingga angka yang lebih
besar akan didapat jika mencakup seluruh perairan wilayah RI.
By-catch hasil tangkapan pukat udang sangat beragam. Ikan hasil tangkapan dapat berupa
berbagai jenis ikan bernilai ekonomis tinggi dan yang bernilai ekonomis rendah, seperti yang terlihat
pada Gambar 11. Jenis ikan ekonomis rendah juga banyak dihasilkan oleh nelayan kecil. Ikan-ikan
ini biasanya dijual dipasaran dengan harga yang murah. Untuk itu, jenis ikan ekonomis rendah hasil
tangkapan nelayan sangat berpotensi untuk dijadikan bahan baku surimi untuk meningkatkan nilai
tambahnnya. Ketersediaan by-catch dan ikan ekonomis rendah yang sangat potensial dapat menjadi
penopang keberlanjutan industri surimi dalam negeri.
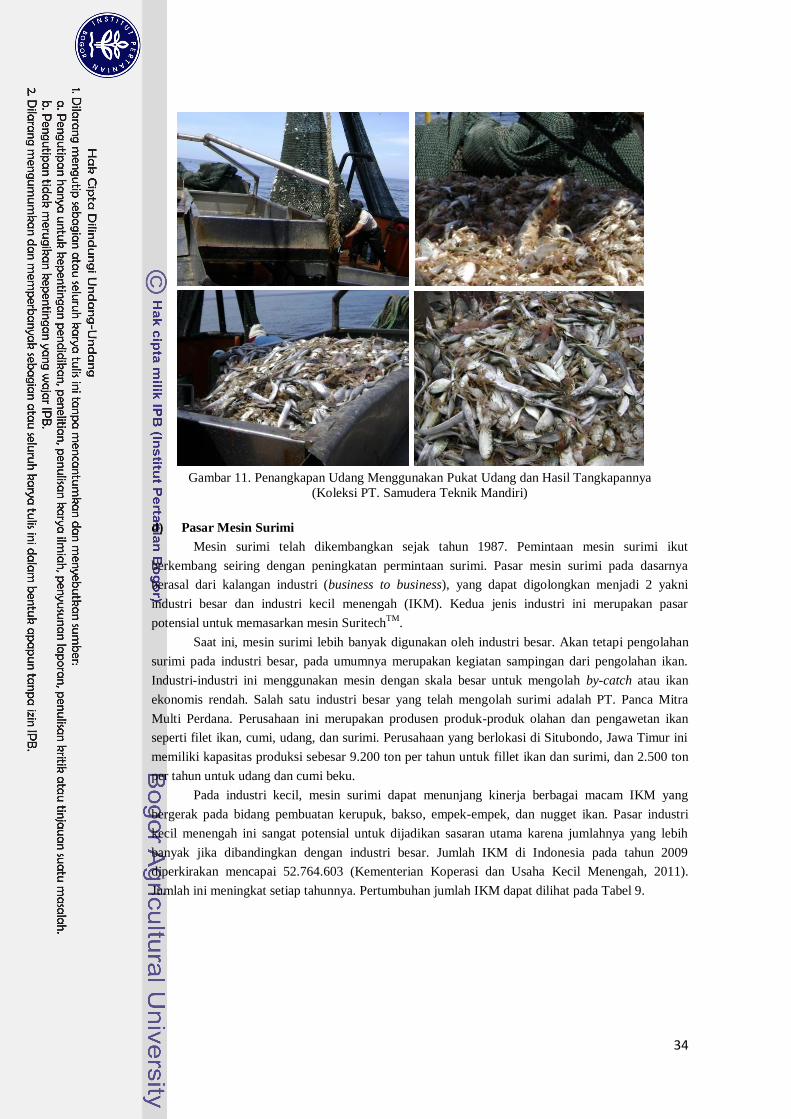
34
Gambar 11. Penangkapan Udang Menggunakan Pukat Udang dan Hasil Tangkapannya
(Koleksi PT. Samudera Teknik Mandiri)
d) Pasar Mesin Surimi
Mesin surimi telah dikembangkan sejak tahun 1987. Pemintaan mesin surimi ikut
berkembang seiring dengan peningkatan permintaan surimi. Pasar mesin surimi pada dasarnya
berasal dari kalangan industri (business to business), yang dapat digolongkan menjadi 2 yakni
industri besar dan industri kecil menengah (IKM). Kedua jenis industri ini merupakan pasar
potensial untuk memasarkan mesin SuritechTM
.
Saat ini, mesin surimi lebih banyak digunakan oleh industri besar. Akan tetapi pengolahan
surimi pada industri besar, pada umumnya merupakan kegiatan sampingan dari pengolahan ikan.
Industri-industri ini menggunakan mesin dengan skala besar untuk mengolah by-catch atau ikan
ekonomis rendah. Salah satu industri besar yang telah mengolah surimi adalah PT. Panca Mitra
Multi Perdana. Perusahaan ini merupakan produsen produk-produk olahan dan pengawetan ikan
seperti filet ikan, cumi, udang, dan surimi. Perusahaan yang berlokasi di Situbondo, Jawa Timur ini
memiliki kapasitas produksi sebesar 9.200 ton per tahun untuk fillet ikan dan surimi, dan 2.500 ton
per tahun untuk udang dan cumi beku.
Pada industri kecil, mesin surimi dapat menunjang kinerja berbagai macam IKM yang
bergerak pada bidang pembuatan kerupuk, bakso, empek-empek, dan nugget ikan. Pasar industri
kecil menengah ini sangat potensial untuk dijadikan sasaran utama karena jumlahnya yang lebih
banyak jika dibandingkan dengan industri besar. Jumlah IKM di Indonesia pada tahun 2009
diperkirakan mencapai 52.764.603 (Kementerian Koperasi dan Usaha Kecil Menengah, 2011).
Jumlah ini meningkat setiap tahunnya. Pertumbuhan jumlah IKM dapat dilihat pada Tabel 9.

35
Table 9. Perkembangan Usaha Kecil Menengah dari 2005-2009 (unit)
Sumber: Kementerian Koperasi dan Usaha Kecil Menengah (2011)
Keterangan: * angka sementara
** angka sangat sementara
Perkembangan UMKM atau IKM mengalami peningkatan sebesar 12% dari tahun 2005
hingga 2009. Jika diasumsikan 5% dari jumlah UKM yang ada tersebut bergerak dalam bidang
produksi makanan seperti bakso, empek-empek, kerupuk, nugget, dan produk-produk turunan surimi
lainnya, maka jumlah mesin yang dapat ditawarkan adalah sebesar 2.638.230 unit mesin. Angka ini
menunjukkan bahwa potensi pasar industri mesin surimi ini masih sangat prospektif untuk
dikembangkan.
e) Persaingan Pasar Mesin Surimi
Mesin SuritechTM
merupakan mesin yang dapat digunakan untuk memproduksi surimi, yakni
lumatan daging ikan yang telah terpisah dari tulang, kulit, dan sisiknya. PT.STM merupakan
produsen baru yang mempelopori mesin surimi di Indonesia. Menurut Fellows et al. (1996)
besarnya pasar untuk suatu bisnis baru harus diperhitungkan pesaing terhadap produk tersebut.
Pengetahuan tentang pesaing ini berpengaruh terhadap besarnya pangsa pasar yang dapat dicapai.
Berdasarkan data dari Departemen Perindustrian (2011), sampai saat ini belum tercatat secara
resmi produsen mesin sejenis. Akan tetapi, beberapa produsen dalam negeri kemudian muncul
sebagai pesaing dengan meniru mesin SuritechTM
yang dipasarkan. Selain itu, pesaing juga muncul
dari produk luar negeri seperti China.
Salah satu pesaing dalam negeri yang muncul adalah CV. Archigama yang berlokasi di
Dusun Cambahan Nogotirto Gamping, Sleman, Yogyakarta. Perusahaan yang di pimpin oleh Teguh
Ikhwanu ini bergerak di bidang rekayasa industri. Perusahaan ini memproduksi berbagai macam
mesin dan peralatan industri, seperti vacuum dryer, vacuum fryer, deep fryer, mesin perajang
tembakau (bal-balan), hydrolic press, screw roll press, pasteurisasi machine, bakery oven, mesin
sangrai kopi, spray dryer, fluid bed dryer, freeze dryer, mesin uht, evaporator, pemipih emping,
mesin pembuat vco, lemari asam, unit destilasi, dan lain-lain. Mesin-mesin tersebut diproduksi
sesuai dengan pesanan dan dapat disesuaikan dengan kapasitas produksi (besar, kecil, atau
menengah) yang diinginkan konsumen. Mesin surimi yang diproduksi oleh perusahaan ini diberi
Tipe FBS100 (Gambar 8), dan dijual dengan harga sebesar Rp. 26.000.000. Mesin ini dipromosikan
melalui website. Akan tetapi tidak ada keterangan yang jelas tentang spesifikasi yang jelas dari
mesin tersebut.
Indikator 2005 2006 2007 2008* 2009** %
Perkembangan
Usaha
Mikro 45.217.567 48.512.438 49.608.953 50.847.771 52.176.795 15,39
Usaha
Kecil (UK) 1.694.008 472.602 498.565 522.124 546.675 (63,73)
Usaha
Menengah
(UM)
105.487 36.763 38.282 39.717 41.133 (61,01)
Total
UMKM 47.017.062 49.021.803 50.145.800 51.409.612 52.764.603 12,22
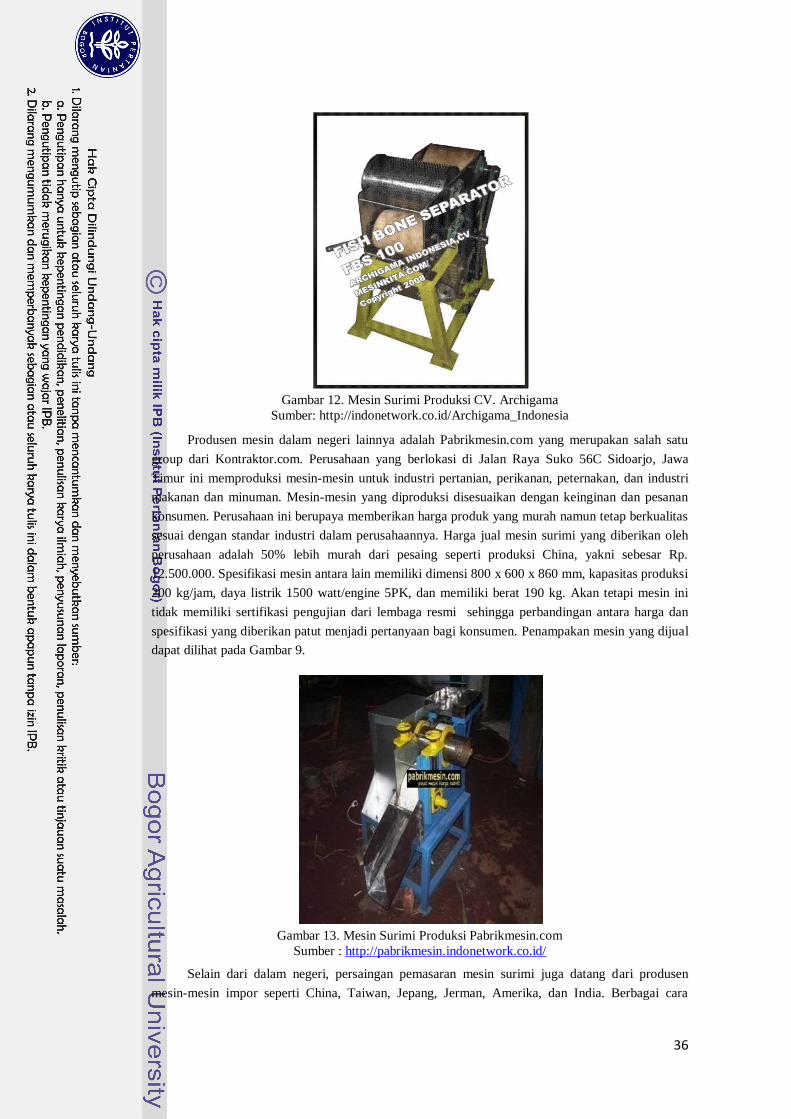
36
Gambar 12. Mesin Surimi Produksi CV. Archigama
Sumber: http://indonetwork.co.id/Archigama_Indonesia
Produsen mesin dalam negeri lainnya adalah Pabrikmesin.com yang merupakan salah satu
group dari Kontraktor.com. Perusahaan yang berlokasi di Jalan Raya Suko 56C Sidoarjo, Jawa
Timur ini memproduksi mesin-mesin untuk industri pertanian, perikanan, peternakan, dan industri
makanan dan minuman. Mesin-mesin yang diproduksi disesuaikan dengan keinginan dan pesanan
konsumen. Perusahaan ini berupaya memberikan harga produk yang murah namun tetap berkualitas
sesuai dengan standar industri dalam perusahaannya. Harga jual mesin surimi yang diberikan oleh
perusahaan adalah 50% lebih murah dari pesaing seperti produksi China, yakni sebesar Rp.
12.500.000. Spesifikasi mesin antara lain memiliki dimensi 800 x 600 x 860 mm, kapasitas produksi
200 kg/jam, daya listrik 1500 watt/engine 5PK, dan memiliki berat 190 kg. Akan tetapi mesin ini
tidak memiliki sertifikasi pengujian dari lembaga resmi sehingga perbandingan antara harga dan
spesifikasi yang diberikan patut menjadi pertanyaan bagi konsumen. Penampakan mesin yang dijual
dapat dilihat pada Gambar 9.
Gambar 13. Mesin Surimi Produksi Pabrikmesin.com
Sumber : http://pabrikmesin.indonetwork.co.id/
Selain dari dalam negeri, persaingan pemasaran mesin surimi juga datang dari produsen
mesin-mesin impor seperti China, Taiwan, Jepang, Jerman, Amerika, dan India. Berbagai cara

37
dilakukan produsen asing untuk memasarkan mesin surimi di Indonesia, baik melalui media internet
(online) maupun membuka cabang distributor dalam negeri. Sebagai satu salah contoh, mesin surimi
Tipe ZU-200 yang produksi China. Mesin ini dipasarkan dengan menggunakan agen penyalur atau
distributor yang tersebar di beberapa wilayah Indonesia. Agen-agen distributor tersebut antara lain
PT. Toko Mesin Maksindo, CV. Graha Mesin Globalindo, CV. Catur Mitra Perkasa, dan CV.
Maxmillian Indo Tehnik. Perusahaan-perusahaan tersebut melakukan penjualan melalui internet
(online) dan showroom.
PT. Toko Mesin Maksindo memiliki tiga showroom sebagai cabang pemasaran, yakni terletak
di komplek kantor dan pergudangan BIZ PARK Ciputra A2 No. 16 Pulogadung - Jakarta Timur,
Ruko Laguna Kav 6-7 jalan S.P. Sudarmo 31 Malang - Jawa Timur, dan Jl. Ngagel Raya 77 M
Surabaya. Showroom CV. Graha Mesin Globalindo terletak di jalan Kapi Sraba Raya Ruko Kav.3
10B/39 Sawojajar-2 Malang - Jawa Timur. Showroom CV. Catur Mitra Perkasa berlokasi di jalan
Bendungan Siguragura Barat Raya No 34 Malang-Jawa Timur, dan showroom CV. Maxmillian Indo
Tehnik di jalan Klampok Kasri 2A/10 Malang - Jawa Timur.
CV. Maxmillian Indo Tehnik memasarkan tiga jenis mesin surimi produksi China, yakni Tipe
ZU-200, Tipe CW-400, dan Tipe CW-300. Mesin surimi Tipe ZU-200 (Gambar 10) dijual dengan
harga $2.300 atau setara dengan Rp. 19.724.857 (nilai tukar rupiah dalam Forex Exchange Rate
Trading Sofware & Tools pada Jum’at 27 Mei 2011, 1:46 pm adalah $1=Rp.8576,025)). Mesin
tersebut memiliki spesifikasi dimensi 800 x 600 x 860 mm, kapasitas 200 kg/jam, daya listrik 1500
watt, 220 V/50Hz/1P, dan berat 190 kg. Mesin Tipe CW 400 memiliki kapasitas 400 kg/jam,
menggunakan voltase sebesar 220 V, dan memakai daya sebesar 2200 W. Mesin Tipe CW 300
memiliki kapasitas 300 kg/jam, volatase 220 V, dan menggunakan daya sebesar 2200 W.
Gambar 14. Mesin Surimi Tipe ZU-200 Produksi China
Sumber: http://www.alatmesin.com
Pesaing yang ada seperti yang telah dikemukakan sebelumnya, memberikan keunggulan dari
beberapa aspek seperti kapasitas produk dan harga. Akan tetapi tidak ada satu pun produk memiliki
sertifikasi hasil pengujian performa mesin dari masing-masing yang dipasarkan tersebut. Hal ini
menjadi kelemahan yang dimiliki pesaing selain penggunaan daya listrik yang besar jika
dibandingkan dengan SuritechTM
.
f) Peluang Pasar
Adanya pesaing akan sangat mempengaruhi besarnya pangsa pasar yang dapat dicapai.
Besarnya pencapaian pangsa pasar yang diraih juga dapat dipengaruhi oleh umur bisnis itu sendiri.
SuritechTM
merupakan sebuah bisnis yang masih tergolong baru. Fellows et al (1996) memperkiraan
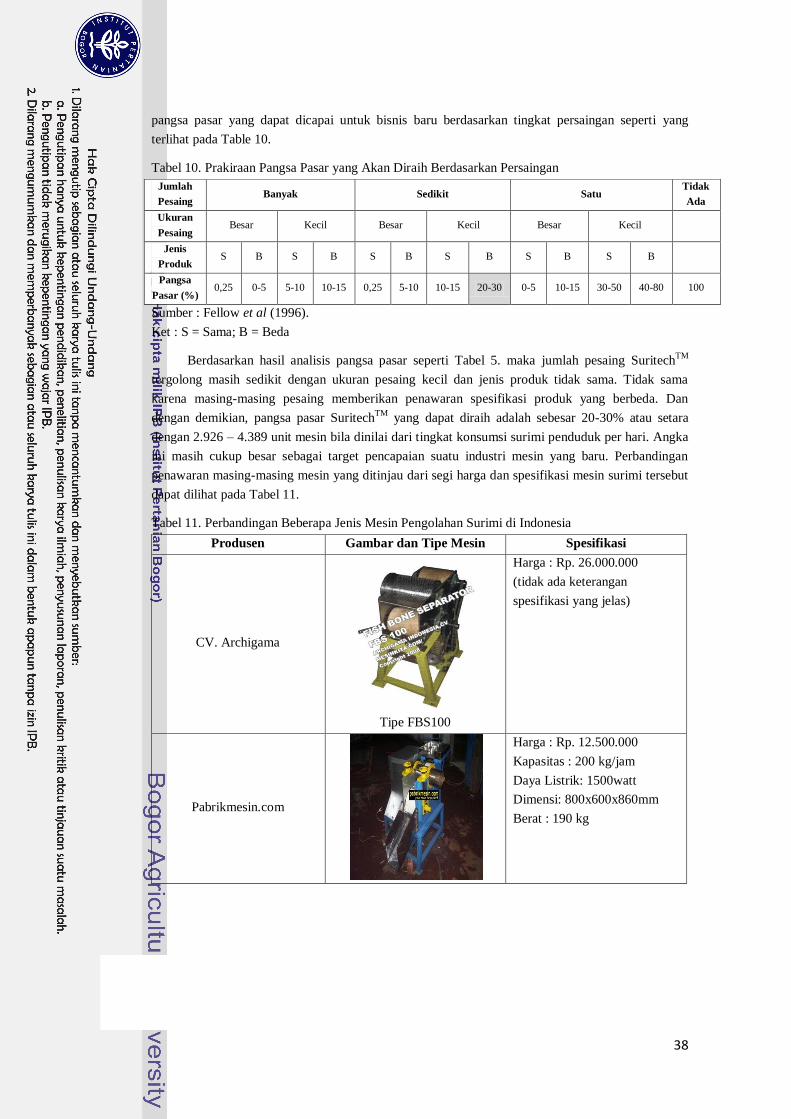
38
pangsa pasar yang dapat dicapai untuk bisnis baru berdasarkan tingkat persaingan seperti yang
terlihat pada Table 10.
Tabel 10. Prakiraan Pangsa Pasar yang Akan Diraih Berdasarkan Persaingan
Jumlah
Pesaing Banyak Sedikit Satu
Tidak
Ada
Ukuran
Pesaing Besar Kecil Besar Kecil Besar Kecil
Jenis
Produk S B S B S B S B S B S B
Pangsa
Pasar (%) 0,25 0-5 5-10 10-15 0,25 5-10 10-15 20-30 0-5 10-15 30-50 40-80 100
Sumber : Fellow et al (1996).
Ket : S = Sama; B = Beda
Berdasarkan hasil analisis pangsa pasar seperti Tabel 5. maka jumlah pesaing SuritechTM
tergolong masih sedikit dengan ukuran pesaing kecil dan jenis produk tidak sama. Tidak sama
karena masing-masing pesaing memberikan penawaran spesifikasi produk yang berbeda. Dan
dengan demikian, pangsa pasar SuritechTM
yang dapat diraih adalah sebesar 20-30% atau setara
dengan 2.926 – 4.389 unit mesin bila dinilai dari tingkat konsumsi surimi penduduk per hari. Angka
ini masih cukup besar sebagai target pencapaian suatu industri mesin yang baru. Perbandingan
penawaran masing-masing mesin yang ditinjau dari segi harga dan spesifikasi mesin surimi tersebut
dapat dilihat pada Tabel 11.
Tabel 11. Perbandingan Beberapa Jenis Mesin Pengolahan Surimi di Indonesia
Produsen Gambar dan Tipe Mesin Spesifikasi
CV. Archigama
Tipe FBS100
Harga : Rp. 26.000.000
(tidak ada keterangan
spesifikasi yang jelas)
Pabrikmesin.com
Harga : Rp. 12.500.000
Kapasitas : 200 kg/jam
Daya Listrik: 1500watt
Dimensi: 800x600x860mm
Berat : 190 kg
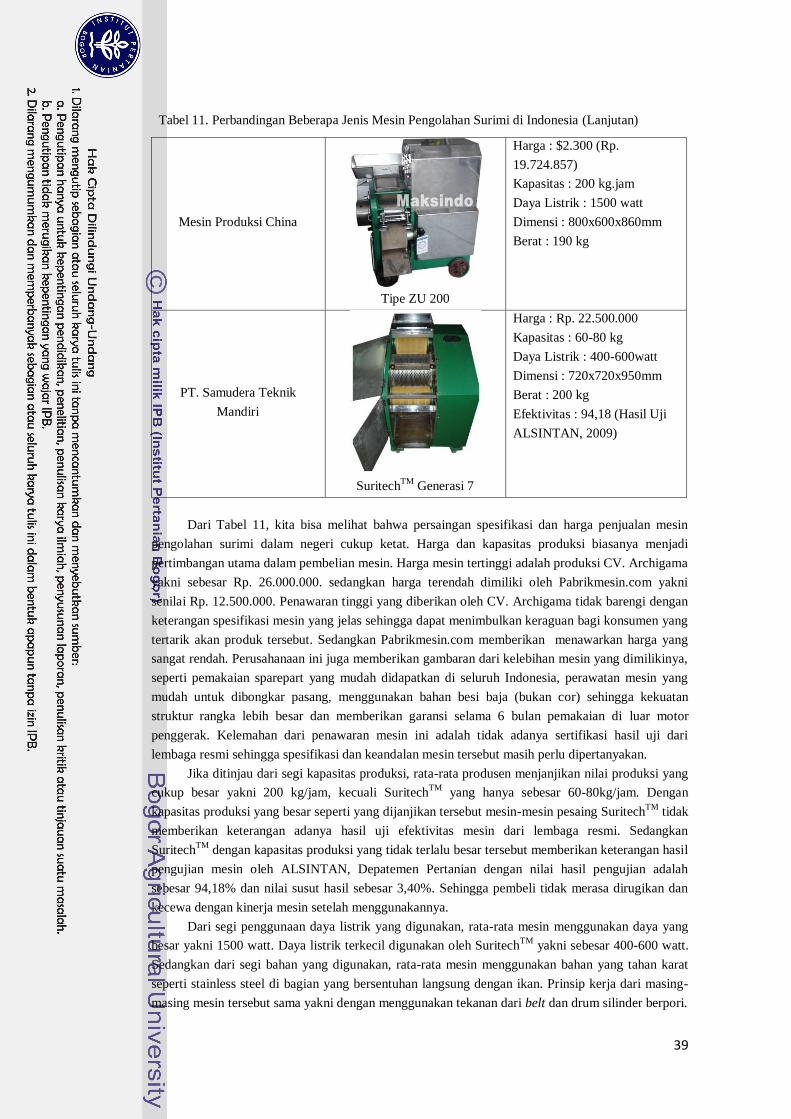
39
Tabel 11. Perbandingan Beberapa Jenis Mesin Pengolahan Surimi di Indonesia (Lanjutan)
Mesin Produksi China
Tipe ZU 200
Harga : $2.300 (Rp.
19.724.857)
Kapasitas : 200 kg.jam
Daya Listrik : 1500 watt
Dimensi : 800x600x860mm
Berat : 190 kg
PT. Samudera Teknik
Mandiri
SuritechTM
Generasi 7
Harga : Rp. 22.500.000
Kapasitas : 60-80 kg
Daya Listrik : 400-600watt
Dimensi : 720x720x950mm
Berat : 200 kg
Efektivitas : 94,18 (Hasil Uji
ALSINTAN, 2009)
Dari Tabel 11, kita bisa melihat bahwa persaingan spesifikasi dan harga penjualan mesin
pengolahan surimi dalam negeri cukup ketat. Harga dan kapasitas produksi biasanya menjadi
pertimbangan utama dalam pembelian mesin. Harga mesin tertinggi adalah produksi CV. Archigama
yakni sebesar Rp. 26.000.000. sedangkan harga terendah dimiliki oleh Pabrikmesin.com yakni
senilai Rp. 12.500.000. Penawaran tinggi yang diberikan oleh CV. Archigama tidak barengi dengan
keterangan spesifikasi mesin yang jelas sehingga dapat menimbulkan keraguan bagi konsumen yang
tertarik akan produk tersebut. Sedangkan Pabrikmesin.com memberikan menawarkan harga yang
sangat rendah. Perusahanaan ini juga memberikan gambaran dari kelebihan mesin yang dimilikinya,
seperti pemakaian sparepart yang mudah didapatkan di seluruh Indonesia, perawatan mesin yang
mudah untuk dibongkar pasang, menggunakan bahan besi baja (bukan cor) sehingga kekuatan
struktur rangka lebih besar dan memberikan garansi selama 6 bulan pemakaian di luar motor
penggerak. Kelemahan dari penawaran mesin ini adalah tidak adanya sertifikasi hasil uji dari
lembaga resmi sehingga spesifikasi dan keandalan mesin tersebut masih perlu dipertanyakan.
Jika ditinjau dari segi kapasitas produksi, rata-rata produsen menjanjikan nilai produksi yang
cukup besar yakni 200 kg/jam, kecuali SuritechTM
yang hanya sebesar 60-80kg/jam. Dengan
kapasitas produksi yang besar seperti yang dijanjikan tersebut mesin-mesin pesaing SuritechTM
tidak
memberikan keterangan adanya hasil uji efektivitas mesin dari lembaga resmi. Sedangkan
SuritechTM
dengan kapasitas produksi yang tidak terlalu besar tersebut memberikan keterangan hasil
pengujian mesin oleh ALSINTAN, Depatemen Pertanian dengan nilai hasil pengujian adalah
sebesar 94,18% dan nilai susut hasil sebesar 3,40%. Sehingga pembeli tidak merasa dirugikan dan
kecewa dengan kinerja mesin setelah menggunakannya.
Dari segi penggunaan daya listrik yang digunakan, rata-rata mesin menggunakan daya yang
besar yakni 1500 watt. Daya listrik terkecil digunakan oleh SuritechTM
yakni sebesar 400-600 watt.
Sedangkan dari segi bahan yang digunakan, rata-rata mesin menggunakan bahan yang tahan karat
seperti stainless steel di bagian yang bersentuhan langsung dengan ikan. Prinsip kerja dari masing-
masing mesin tersebut sama yakni dengan menggunakan tekanan dari belt dan drum silinder berpori.
40
5.1.2 Strategi Pembentukan dan Pengembangan Pasar
Aspek pasar dan pemasaran menempati prioritas utama dalam suatu studi kelayakan proyek.
Daya proyek untuk memberikan keuntungan (profitability) merupakan titik terpenting dari studi
kelayakan, tetapi masalah dasar dari hal ini berasal dari faktor permintaan pasar akan produk yang
dihasilkan. Untuk meningkatkan permintaan maka pemasaran SuritechTM
perlu difokuskan pada
pada sasaran yang akan dituju. Strategi pemasaran yang tepat diperlukan untuk mencapai sasaran
yang dituju sehingga program pemasaran yang dilakukan dapat tepat sasaran. Strategi pemasaran
dilakukan meliputi segmentasi, targeting, dan positioning.
a) Segmentasi
Segmentasi pasar adalah usaha pemisahan pasar menjadi beberapa kelompok pembeli
menurut jenis produk tertentu. Setiap perusahaan menetapkan berbagai cara yang berbeda dalam
memisahkan pasar, kemudian mengembangkan profil dari setiap segmen dan menentukan daya tarik
masing-masing segmen.
Mesin surimi merupakan mesin yang dapat digunakan untuk membantu proses produksi
surimi. Produktivitas industri pengolahan surimi dapat meningkat dengan menggunakan mesin ini.
Kelebihan mesin ini adalah dapat meningkatkan efektivitas dan efisiensi produksi surimi sehingga
kapasitas produksi dapat semakin besar.
Pasar mesin surimi adalah industri pengolahan makanan yang berbahan baku ikan lumat
(surimi). Segmen pasar industri tersebut dapat dibedakan berdasarkan jenis industri pembuatan
surimi dan industri pembuatan produk-produk turunan surimi seperti bakso, empek-empek, nugget,
sosis dan lain-lain. Kedua jenis industri ini menggunakan mesin surimi sebagai mesin utama dalam
melumatkan ikan sebagai bahan baku utama. Pada industri pembuatan surimi biasanya produk yang
dihasilkan adalah surimi (produk setengah jadi). Surimi tersebut kemudian dapat dijual pada
konsumen pengolahan produk-produk turunan surimi. Sedangkan pada industri pembuatan produk
turunan surimi, biasanya mengolah langsung surimi yang dihasilkan menjadi berbagai macam
produk yang siap untuk dikonsumsi.
Berdasarkan skalanya, industri pengolahan ikan dapat digolongkan menjadi tiga yakni
industri besar, Industri Kecil Menengah (IKM), dan Industri Rumah Tangga (IRT). Pada industri
besar secara keseluruhan proses produksi dapat dilakukan dengan mesin-mesin modern dengan
kapasitas produksi yang besar. Sedangkan IKM dan IRT biasanya merupakan jenis industri padat
karya sehingga lebih banyak menggunakan tenaga manusia dan kapasitas produksi yang lebih kecil.
Berdasarkan aspek geografis, industri pengolahan ikan dapat dibedakan menjadi dua yakni
yang terletak di daerah pesisir pantai dan yang terletak di daratan cukup jauh jaraknya dengan
pantai/laut. Industri perikanan yang letaknya berdekatan dengan pesisir pantai biasanya
mengandalkan ikan hasil tangkapan laut sebagai bahan baku utama dari produk-produk yang
dihasilkannya. Sedangkan industri yang berjauhan dengan pantai biasanya menggunakan bahan
baku dari ikan budidaya air tawar.
b) Targeting
Targeting adalah suatu tindakan memilih satu atau lebih segmen pasar yang akan dimasuki.
Penetapan target pasar dapat dilakukan dengan mengevaluasi kelebihan setiap segmen yang
kemudian diberikan perhatian khusus untuk dilayani. Berdasarkan pembagian segmen pasar yang
telah disebutkan sebelumnya, maka target pasar yang dipilih adalah industri pembuatan surimi dan
industri pembuatan produk-produk turunan surimi dengan skala kecil menengah (IKM) dan Industri
Rumah Tangga (IRT). Pemilihan tersebut didasarkan pada besarnya jumlah pangsa pasar yang dapat
diraih. Jumlah IKM di Indonesia jauh lebih banyak dibandingkan dengan industri besar.
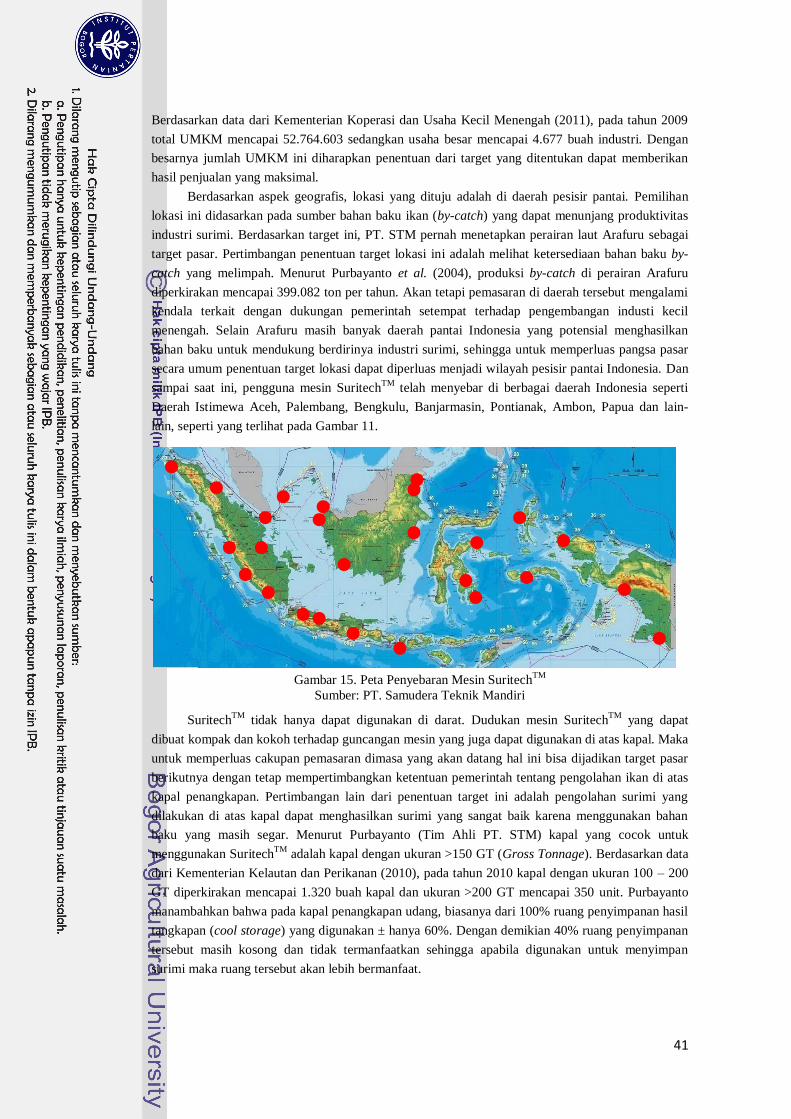
41
Berdasarkan data dari Kementerian Koperasi dan Usaha Kecil Menengah (2011), pada tahun 2009
total UMKM mencapai 52.764.603 sedangkan usaha besar mencapai 4.677 buah industri. Dengan
besarnya jumlah UMKM ini diharapkan penentuan dari target yang ditentukan dapat memberikan
hasil penjualan yang maksimal.
Berdasarkan aspek geografis, lokasi yang dituju adalah di daerah pesisir pantai. Pemilihan
lokasi ini didasarkan pada sumber bahan baku ikan (by-catch) yang dapat menunjang produktivitas
industri surimi. Berdasarkan target ini, PT. STM pernah menetapkan perairan laut Arafuru sebagai
target pasar. Pertimbangan penentuan target lokasi ini adalah melihat ketersediaan bahan baku by-
catch yang melimpah. Menurut Purbayanto et al. (2004), produksi by-catch di perairan Arafuru
diperkirakan mencapai 399.082 ton per tahun. Akan tetapi pemasaran di daerah tersebut mengalami
kendala terkait dengan dukungan pemerintah setempat terhadap pengembangan industi kecil
menengah. Selain Arafuru masih banyak daerah pantai Indonesia yang potensial menghasilkan
bahan baku untuk mendukung berdirinya industri surimi, sehingga untuk memperluas pangsa pasar
secara umum penentuan target lokasi dapat diperluas menjadi wilayah pesisir pantai Indonesia. Dan
sampai saat ini, pengguna mesin SuritechTM
telah menyebar di berbagai daerah Indonesia seperti
Daerah Istimewa Aceh, Palembang, Bengkulu, Banjarmasin, Pontianak, Ambon, Papua dan lain-
lain, seperti yang terlihat pada Gambar 11.
Gambar 15. Peta Penyebaran Mesin SuritechTM
Sumber: PT. Samudera Teknik Mandiri
SuritechTM
tidak hanya dapat digunakan di darat. Dudukan mesin SuritechTM
yang dapat
dibuat kompak dan kokoh terhadap guncangan mesin yang juga dapat digunakan di atas kapal. Maka
untuk memperluas cakupan pemasaran dimasa yang akan datang hal ini bisa dijadikan target pasar
berikutnya dengan tetap mempertimbangkan ketentuan pemerintah tentang pengolahan ikan di atas
kapal penangkapan. Pertimbangan lain dari penentuan target ini adalah pengolahan surimi yang
dilakukan di atas kapal dapat menghasilkan surimi yang sangat baik karena menggunakan bahan
baku yang masih segar. Menurut Purbayanto (Tim Ahli PT. STM) kapal yang cocok untuk
menggunakan SuritechTM
adalah kapal dengan ukuran >150 GT (Gross Tonnage). Berdasarkan data
dari Kementerian Kelautan dan Perikanan (2010), pada tahun 2010 kapal dengan ukuran 100 – 200
GT diperkirakan mencapai 1.320 buah kapal dan ukuran >200 GT mencapai 350 unit. Purbayanto
manambahkan bahwa pada kapal penangkapan udang, biasanya dari 100% ruang penyimpanan hasil
tangkapan (cool storage) yang digunakan ± hanya 60%. Dengan demikian 40% ruang penyimpanan
tersebut masih kosong dan tidak termanfaatkan sehingga apabila digunakan untuk menyimpan
surimi maka ruang tersebut akan lebih bermanfaat.

42
c) Positioning
Persaingan produk merupakan suatu hal wajar dalam pemasaran. Jika dilihat dari pesaing
yang muncul dari dalam negeri saat ini belum terlalu banyak. Pesaing-pesaing yang mucul saat ini
masih cenderung meniru dari produk (SuritechTM
) yang telah ada. Untuk dapat meraih suatu pasar,
mesin SuritechTM
harus mampu bersaing dan memiliki keunggulan tersendiri sehingga dapat terlihat
berbeda di pasar. Untuk itu, SuritechTM
memerlukan positioning atau penempatan keunggulan
produk agar tercipta persepsi yang dapat membedakan produk SuritechTM
dengan produk pesaing
lain. Tanpa adanya perbedaan ini, maka SuritechTM
akan terlihat sama dengan produk sejenisnya.
Positioning PT. STM secara umum dapat dibagi menjadi tiga elemen yakni benefit
positioning, image positioning, dan added value positioning. Dengan ketiga elemen ini diharapkan
SuritechTM
mendapat posisi tersendiri sebagai produk mesin surimi yang berbeda di dalam benak
konsumen. Dari ketiga positioning tersebut benefit positioning adalah yang menjadi keunggulan dari
SuritechTM
. Benefit positioning merupakan positioning yang berhubungan dengan karakteristik
SuritechTM
yang merupakan produk mesin pengolahan surimi asli buatan dalam negeri dan memiliki
harga yang terjangkau. Daya listrik yang digunakan mesin rendah yakni 400-600 watt. Jika
dibandingkan dengan pesaingnya yang rata-rata daya yang di gunakan adalah 1500 watt. Dengan
daya listrik yang lebih rendah tersebut, mesin ini lebih mudah digunakan oleh kebanyakan
masyarakat. Selain itu, produk SuritechTM
telah melewati tes pengujian dari lembaga resmi sehingga
kehandalan produk tidak perlu diragukan. Dan yang terpenting adalah adanya pelatihan operasi
penggunaan mesin yang diberikan. Pelatihan ini bertujuan untuk mengenalkan cara mengoperasikan
dan perawatan SuritechTM
. Pelatihan dilakukan dengan mengadakan workshop dan uji kinerja
penggunaan konsumen. Selain itu, konsumen juga diberikan modul yang berisi petunjuk
penggunaan dan perawatan mesin sehingga dapat dengan mudah dipelajari sendiri. Untuk
memperkuat benefit positioning PT. STM juga memberikan garansi pembelian atau perbaikan
apabila terjadi kerusakan pada mesin selama 6 bulan.
Image positioning merupakan positioning yang berhubungan dengan citra produk di mata
konsumen. Mesin SuritechTM
diproduksi oleh kalangan akademisi (IPB) sehingga memberikan citra
yang lebih baik jika dibandingkan dengan produsen mesin sejenis lainnya. Adanya label IPB yang
melekat pada SuritechTM
memberi kesan bahwa produk ini telah melalui proses penelitian oleh
tenaga ahli sehingga kualitasnya lebih terjamin. Selain itu, penemuan mesin ini juga telah menerima
penghargaan Rintisan Pengembangan Teknologi Industri dari pemerintah RI pada tanggal 20
Desember 2010 (Gambar 16) sehingga image SuritechTM
menjadi lebih baik.
Gambar 16. Penghargaan Rintisan Pengembangan Teknologi Industri (SuritechTM
) oleh Presiden RI
kepada Prof. Dr. Ir. Ari Purbayanto, M.Sc
Positioning added value, yakni yang berhubungan dengan nilai tambah produk yang dapat
dinikmati oleh masyarakat. Keunggulan mesin SuritechTM
dibandingkan dengan produk impor luar
negeri antara lain merupakan teknologi tepat guna yang sesuai untuk IRT atau IKM, memiliki

43
bentuk yang kompak sehingga dapat digunakan di darat maupun di atas kapal, kinerja mesin dengan
efektivitas pemisahan yang tinggi, dan harga yang lebih murah jika dibandingkan dengan produk
mesin impor serta perawatan yang mudah dan aman dalam pengoperasiannya.
5.1.3 Strategi Bauran Pemasaran
Definisi dari bauran pemasaran adalah perpaduan dari tindakan-tindakan produk, harga,
distribusi dan promosi dalam memasarkan produk atau melayani konsumen. Bauran pemasaran yang
dilakukan oleh PT. STM diharapkan dapat mempengaruhi konsumen agar tertarik, kemudian
membeli dan akhirnya puas dengan penggunaannya. Untuk mencapai hal itu, maka penetapan
strategi bauran pemasaran yang meliputi strategi produk, strategi harga, strategi tempat, dan strategi
promosi harus dilakukan oleh perusahaan sesuai dengan kondisinya sehingga diperoleh hasil yang
optimal.
a) Strategi Produk
Produk adalah suatu barang yang ditawarkan dan dapat memberi kepuasan dari keinginan dan
kebutuhan konsumen. Dalam hal ini, produk yang ditawarkan adalah SuritechTM
yakni mesin
pengolahan daging ikan. Alasan penciptaan produk SuritechTM
adalah untuk mengatasi
permasalahan yang timbul di dunia perikanan Indonesia. Mesin SuritechTM
dirancang dengan
teknologi modern untuk mengolah by-catch menjadi surimi sehingga dapat memberikan nilai
tambah. Untuk dapat memasarkan SuritechTM
diperlukan strategi produk, yakni suatu strategi khusus
yang dilaksanakan oleh suatu perusahaan yang berkaitan dengan produk yang dipasarkannya.
Strategi produk yang tepat akan menempatkan perusahaan dalam suatu posisi persaingan yang lebih
unggul daripada pesaingnya.
Mesin SuritechTM
termasuk dalam jenis barang industri, yakni barang yang diperlukan oleh
industri sebagai konsumennya. Barang industri digolongan menjadi lima, yaitu bahan baku,
komponen dan barang setengah jadi, perlengkapan operasi, instalasi, dan perlengkapan ekstra.
Dalam hal ini, mesin SuritechTM
digolongkan sebagai barang perlengkapan operasi karena berguna
untuk membantu proses pengolahan ikan manjadi surimi.
SuritechTM
dirancang dengan spesifikasi tertentu, yakni menggunakan motor listrik yang
memiliki daya kuda sebesar ½ HP, 1420 rpm dengan daya listrik yang digunakan adalah sebesar 400
watt, 220 Volt, bahan yang digunakan stainless steel (sistem proses) dan plat besi (body mesin),
dimensi 720 x 783 x 950 mm, kapasitas produksi sebesar 60-80kg/jam, dan memiliki efisiensi
pemisahan sebesar 94,18% (susut hasil 3,40%). Bodi mesin terbuat dari plat besi dan dapat
digantikan dengan plat stainless steal (sesuai permintaan konsumen). Penampakan SuritechTM
seperti
pada Gambar 17.

44
Gambar 17. Mesin SuritechTM
Produksi PT. Samudera Teknik Mandiri
SuritechTM
memiliki dua variasi produk yang dapat digunakan di atas kapal dan di darat.
Perbedaan dari kedua mesin ini terletak pada dudukan mesin dan bahan bodi mesin yang digunakan,
selebihnya spesifikasi yang dimiliki sama. Mesin SuritechTM
yang digunakan di atas kapal memiliki
dudukan yang lebih kompak. Dudukan mesin ini dibuat rata dan diberikan tempat untuk memasang
baut sehingga pada saat terkena ombak mesin tidak mudah goyah. Body mesin yang digunakan
untuk di atas kapal lebih banyak menggunakan stainles steel sehingga tidak mudah terjadi korosi
(berkarat), karena air laut mengandung garam yang cukup tinggi sehingga memiliki korosifitas yang
lebih tinggi jika dibandingkan dengan air tawar. Selain itu, beberapa komponen mesin juga dilapisi
bahan yang tahan karat. Stabilizer juga ditambahkan untuk menghindari terjadinya over heating
motor listrik penggerak mesin SuritechTM
yang dapat menyebabkan kerusakan.
SuritechTM
merupakan barang industri. Menurut Kotler (1993), barang-barang industri harus
secara khusus menjalani pengujian produk ekstensif di laboratorium untuk mengukur kinerja
keandalan, rancangan, dan biaya operasi. Setelah hasilnya memuaskan, maka perusahaan dapat
mengkomersialisasikan produk tersebut dengan menyertakan dalam katalog, mengiklankannya pada
jurnal perdagangan, dan menjualnya melalui tenaga pemasaran. Dalam hal ini, pengujian mesin
SuritechTM
telah dilakukan oleh Balai Pengujian Mutu Alat dan Mesin Pertanian (BPM Alsintan)
yang merupakan lembaga resmi pemerintah dibawah Direktorat Mutu dan Standarisasi, Direktoral
Jenderal Pengolahan dan Pemasaran Hasil Pertanian. Pengujian dilakukan dengan menggunakan tiga
metode yaitu metode verifikasi, unjuk kerja, dan pelayanan. Daging lumat hasil pemisahan dengan
SuritechTM
dibedakan menjadi Grade I dan Grade II. Grade I merupakan ikan yang dihasilkan dari
penggilingan ikan dalam satu kali proses. Sementara itu tulang dan kulit ikan hasil pemisahan pada
Grade I dimasukkan kembali ke dalam mesin dan hasil pemisahannya dikategorikan sebagai Grade
II. Berdasarkan hasil pengujian efektivitas kerja mesin SuritechTM
maka secara teknis performa
mesin ternyata lebih baik dari yang selama ini menjadi asumsi. Hal ini dapat dilihat dari nilai
efisiensi yang mencapai 94,18% dengan nilai susut hasil sebesar 3,4%. Hasil pengujian dan
sertifikasi ini menjadi keunggulan dalam pemasaran mesin SuritechTM
. Lebih lengkap hasil analisis
kinerja mesin SuritechTM
dapat dilihat pada Tabel 12.

45
Tabel 12. Hasil Analisis Kinerja Mesin SuritechTM
No. Parameter Hasil Rata-rata
1. Kapasitas Pengumpanan Grade I (kg/jam) 84,00
2. Kapasitas Pengumpanan Grade II (kg/jam) 79,00
3. Kapasitas Output Grade I (kg/jam) 40,80
4. Kapasitas Output Grade II (kg/jam) 31,20
5. Efisiensi Pemisahan (%) 94,18
6. Persentase Susut Hasil (%) 3,40
7. Konsumsi Daya Pakai (kW) 0,84
Sumber : Laporan Pelaksanaan Program Inkubasi RAMP
Strategi produk juga dapat ditunjang dengan terus melakukan inovasi, meningkatkan
kualitas dan kapasitas mesin secara terus menerus sehingga dapat lebih banyak menarik minat
konsumen. Strategi peningkatan inovasi produk merupakan sesuatu yang sangat penting untuk
meningkatkan daya saing perusahaan yang berada dalam kondisi persaingan yang syarat teknologi.
Optimalisasi dalam proses penelitian dan pengembangan dapat diterapkan untuk mengurangi
kelemahan dan menghasilkan produk yang dapat memenuhi kebutuhan dan selera konsumen. Selain
itu, perlu memantau perkembangan pasar dan memperhatikan produk-produk pesaing di pasaran.
b) Strategi Harga
Harga adalah satu-satunya variable strategi pemasaran yang secara langsung menghasilkan
pendapatan. Penentukan harga suatu produk merupakan keputusan penting dari suatu perusahaan.
Oleh karena itu, penempatan harga harus sebanding dengan penawaran nilai kepada pelanggan.
Sebagai perusahaan yang berbasis masyarakat, PT. STM menentukan harga mesin SuritechTM
berdasarkan pangsa pasarnya, yakni pemerintah, swasta, dan IKM. Sistem subsidi silang digunakan
PT. STM dalam menentukan harga dari setiap kalangan tersebut.
Biaya adalah seluruh tanggung jawab keuangan yang harus dikeluarkan (baik tetap maupun
variabel) untuk membuat suatu produk, sedangkan harga (price) adalah nilai jual per unit produk
yang ditawarkan pada konsumen. Pada dasarnya penentuan harga sangat berkaitan dengan biaya
yang dikeluarkan, pengaruh persaingan, dan pembentukan persepsi pelanggan tentang nilai produk
yang dihasilkan. Biaya produk menentukan harga terendah, sedangkan persepsi konsumen terhadap
nilai produk menentukan harga tertinggi. Penentuan harga dengan sistem subsidi silang yang
dilakukan oleh PT. STM tidak terlepas dari ketentuan tersebut. Harga terendah diberikan untuk
kalangan IKM dan tertinggi diberikan untuk pemerintah dan swasta. Harga yang ditentukan adalah
berkisar antara Rp. 18 – 25 juta.
Patokan harga yang diberikan oleh PT. STM sangat bersaing di pasaran. Apabila persaingan
harga terjadi dalam pasar maka suatu perusahaan akan menjual dengan harga yang sama dengan
pesaingnya. Akan tetapi persaingan non harga lebih mempengaruhi kebijakan penetapan harga
mesin SuritechTM
adalah perusahaan yang berbasis kemasyarakatan. PT. STM seringkali memantau
perkembangan harga yang terjadi di pasaran. Selain mematok harga yang sebanding dengan pesaing,
PT. STM juga seringkali melakukan penjualan di bawah harga pesaing. Pemberian harga di bawah
pesaing ini dilakukan dengan melihat kemampuan pembeli dan biaya pokok produksi dari mesin itu
sendiri. Hal ini dilakukan untuk menjaga idealisme perusahaan sebagai perusahaan yang tidak
berorientasi pada keuntungan melainkan berbasis pada kemasyarakatan, namun yang perlu menjadi
catatan adalah hal ini tidak boleh merugikan tubuh perusahaan itu sendiri.

46
c) Strategi Distribusi
Workshop atau tempat produksi mesin SuritechTM
terletak di Vila Ratu Indah, Sindang
Barang Pilar I, RT.05/RW.VI, Kelurahan Sindang Barang, Bogor. Lokasi produksi mesin ini juga
sekaligus sebagai lokasi pemasaran. PT. STM tidak memiliki distributor penjualan yang tersebar di
wilayah Indonesia. Pemasaran dilakukan secara langsung dengan memberikan workshop dan
pelatihan serta melalui media internet (online). Penggunaan tempat produksi tersebut sekaligus
digunakan sebagai lokasi pemasaran oleh PT. STM untuk menghemat pengeluaran perusahaan.
PT.STM belum memiliki cukup dana untuk mendirikan tempat usaha sendiri. Sejak awal
berdirinya PT. STM menggunakan lokasi produksi secara berpindah-pindah dengan sistem sewa.
Lokasi yang ditempati saat ini merupakan lokasi ketiga yang disewa oleh perusahaan. Di lokasi ini,
perusahaan memproduksi dan memberikan training penggunaan mesin SuritechTM
pada konsumen
yang datang dan ingin membeli mesin. Tempat produksi dan pemasaran yang dipilih oleh PT. STM
ternyata tidak terlalu mempengaruhi penjualan mesin. Media online dan label IPB yang dikenakan
memberikan kepercayaan tersendiri pada setiap konsumen yang tertarik untuk membeli mesin ini.
Konsumen yang dekat dengan lokasi workshop dan atau tertarik untuk membeli dapat berkunjung
dan mendapatkan training langsung untuk melihat kinerja mesin.
Distribusi merupakan kegiatan yang harus dilakukan oleh perusahaan untuk menyalurkan,
menyebarkan, mengirimkan serta menyampaikan barang yang dipasarkannya hingga diterima
konsumen akhir. Sistem distribusi yang dilakukan oleh PT. STM adalah dengan cara pengiriman
langsung pada konsumen. Pengiriman barang dilakukan dengan menggunakan jasa pengiriman
barang. Konsumen yang memesan mesin harus memberikan uang muka sebanyak 50% dari harga
mesin yang disepakati. Setelah mesin sampai pada tangan pembeli maka sisa uang harus dilunasi.
Biaya pengiriman ditanggung sepenuhnya oleh pembeli. Pemasaran seperti ini, terlihat kurang
efektif. Tetapi jika dilihat dari jenis produknya yang berupa mesin maka pemasaran seperti ini cukup
baik untuk menjaga agar tidak terjadi peniruan produk oleh agen-agen distributor. Hal ini masih
dinilai layak dilakukan oleh pihak manajemen PT.STM karena perlindungan pemerintah Indonesia
dari produk tiruan masih sangat kurang.
d) Strategi Promosi
Promosi pada hakikatnya merupakan suatu bentuk komunikasi yang mencoba mempengaruhi
perilaku konsumen. Peran promosi adalah menjelaskan atau menginformasikan kepada konsumen
megenai karakteristik dan keunggulan dari produk yang dimiliki (Perdanawati, 1999).
Sebagai industri baru, kegiatan promosi merupakan hal utama yang dilakukan oleh PT.STM
untuk mengenalkan SuritechTM
pada masyarakat. Secara tidak langsung kegiatan promosi Suritech
banyak terbantu dari adanya liputan dari beberapa media elektronik dan cetak seperti TV, internet,
dan media masa. Beberapa stasiun televisi yang pernah meliput tentang SuritechTM
adalah Metro TV
dan TV One. Sedangkan media masa yang pernah meliput tentang SuritechTM
antara lain Kompas,
Agrina, dan Radar Bogor. Selian itu sementara ini media promosi yang masih terus dikembangkan
dan dijalankan PT. STM situs web resmi yakni http://samuderateknik.com/. Melalui media internet
ini konsumen yang tertarik dapat langsung mengirimkan e-mail jika ada pertanyaan atau pemesanan
produk. Selain itu perusahaan juga melakukan promosi melalui bosur/leaflet yang disebarkan
melalui pameran dan workshop yang diadakan perusahaan.
Strategi pameran dan kunjungan langsung atau sosialisasi ke lokasi pemasaran merupakan
cara yang cukup efektif untuk menarik minat konsumen. Pameran yang pernah diikuti PT. STM
adalah Agrinex Expo. Dengan mengikuti pameran dan sosialisasi langsung, perusahaan dapat
menunjukan secara nyata bentuk fisik mesin SuritechTM
dan cara kerjannya. Demo penggunaan juga
dilakukan untuk menunjukan kinerja mesin. Beberapa daerah yang telah dikunjungi antara lain
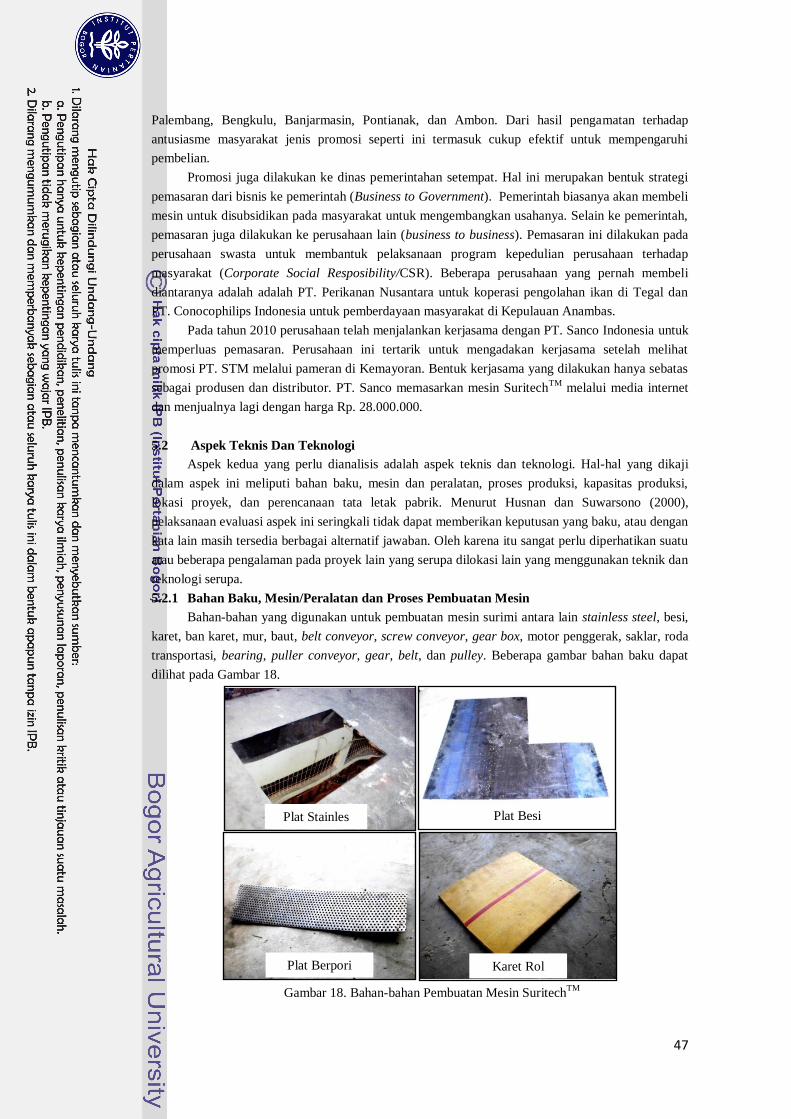
47
Palembang, Bengkulu, Banjarmasin, Pontianak, dan Ambon. Dari hasil pengamatan terhadap
antusiasme masyarakat jenis promosi seperti ini termasuk cukup efektif untuk mempengaruhi
pembelian.
Promosi juga dilakukan ke dinas pemerintahan setempat. Hal ini merupakan bentuk strategi
pemasaran dari bisnis ke pemerintah (Business to Government). Pemerintah biasanya akan membeli
mesin untuk disubsidikan pada masyarakat untuk mengembangkan usahanya. Selain ke pemerintah,
pemasaran juga dilakukan ke perusahaan lain (business to business). Pemasaran ini dilakukan pada
perusahaan swasta untuk membantuk pelaksanaan program kepedulian perusahaan terhadap
masyarakat (Corporate Social Resposibility/CSR). Beberapa perusahaan yang pernah membeli
diantaranya adalah adalah PT. Perikanan Nusantara untuk koperasi pengolahan ikan di Tegal dan
PT. Conocophilips Indonesia untuk pemberdayaan masyarakat di Kepulauan Anambas.
Pada tahun 2010 perusahaan telah menjalankan kerjasama dengan PT. Sanco Indonesia untuk
memperluas pemasaran. Perusahaan ini tertarik untuk mengadakan kerjasama setelah melihat
promosi PT. STM melalui pameran di Kemayoran. Bentuk kerjasama yang dilakukan hanya sebatas
sebagai produsen dan distributor. PT. Sanco memasarkan mesin SuritechTM
melalui media internet
dan menjualnya lagi dengan harga Rp. 28.000.000.
5.2 Aspek Teknis Dan Teknologi
Aspek kedua yang perlu dianalisis adalah aspek teknis dan teknologi. Hal-hal yang dikaji
dalam aspek ini meliputi bahan baku, mesin dan peralatan, proses produksi, kapasitas produksi,
lokasi proyek, dan perencanaan tata letak pabrik. Menurut Husnan dan Suwarsono (2000),
pelaksanaan evaluasi aspek ini seringkali tidak dapat memberikan keputusan yang baku, atau dengan
kata lain masih tersedia berbagai alternatif jawaban. Oleh karena itu sangat perlu diperhatikan suatu
atau beberapa pengalaman pada proyek lain yang serupa dilokasi lain yang menggunakan teknik dan
teknologi serupa.
5.2.1 Bahan Baku, Mesin/Peralatan dan Proses Pembuatan Mesin
Bahan-bahan yang digunakan untuk pembuatan mesin surimi antara lain stainless steel, besi,
karet, ban karet, mur, baut, belt conveyor, screw conveyor, gear box, motor penggerak, saklar, roda
transportasi, bearing, puller conveyor, gear, belt, dan pulley. Beberapa gambar bahan baku dapat
dilihat pada Gambar 18.
Gambar 18. Bahan-bahan Pembuatan Mesin SuritechTM
Plat Stainles
Steel Plat Besi
Plat Berpori Karet Rol
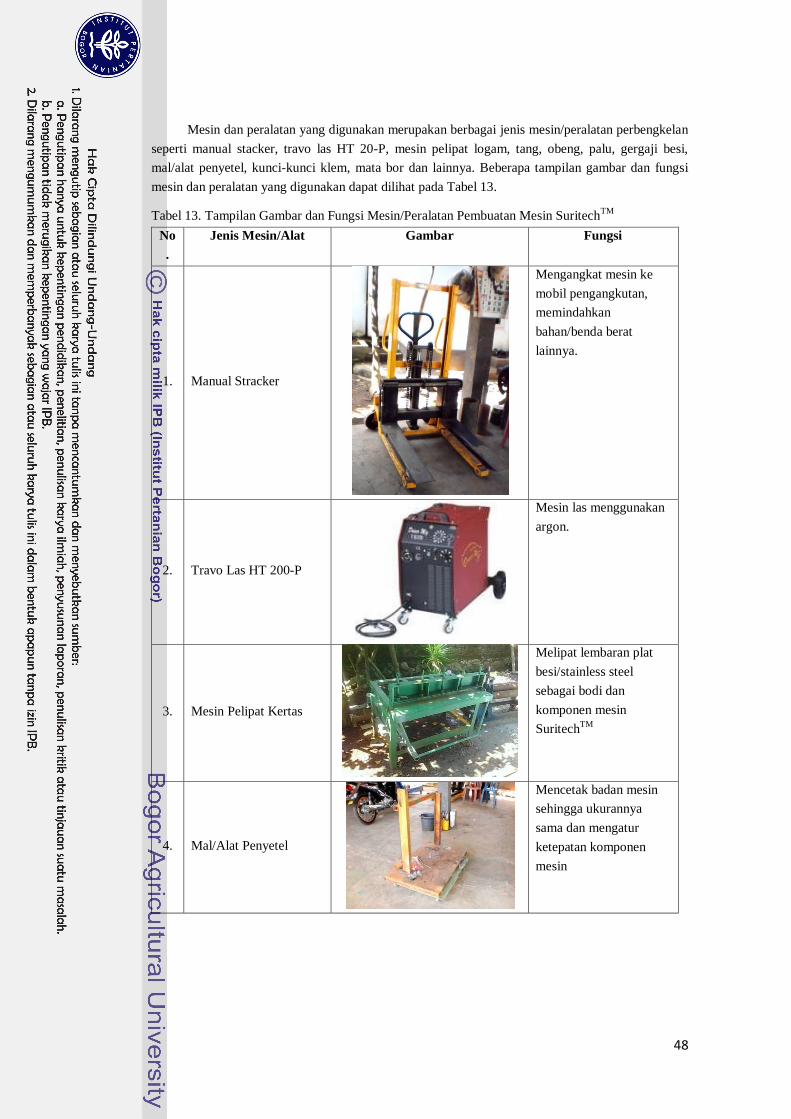
48
Mesin dan peralatan yang digunakan merupakan berbagai jenis mesin/peralatan perbengkelan
seperti manual stacker, travo las HT 20-P, mesin pelipat logam, tang, obeng, palu, gergaji besi,
mal/alat penyetel, kunci-kunci klem, mata bor dan lainnya. Beberapa tampilan gambar dan fungsi
mesin dan peralatan yang digunakan dapat dilihat pada Tabel 13.
Tabel 13. Tampilan Gambar dan Fungsi Mesin/Peralatan Pembuatan Mesin SuritechTM
No
.
Jenis Mesin/Alat Gambar Fungsi
1. Manual Stracker
Mengangkat mesin ke
mobil pengangkutan,
memindahkan
bahan/benda berat
lainnya.
2. Travo Las HT 200-P
Mesin las menggunakan
argon.
3. Mesin Pelipat Kertas
Melipat lembaran plat
besi/stainless steel
sebagai bodi dan
komponen mesin
SuritechTM
4. Mal/Alat Penyetel
Mencetak badan mesin
sehingga ukurannya
sama dan mengatur
ketepatan komponen
mesin

49
Tabel 13. Tampilan Gambar dan Fungsi Mesin/Peralatan Pembuatan Mesin SuritechTM
(Lanjutan.)
No Jenis Mesin/Alat Gambar Fungsi
5. Peralatan Las, Tabung
LPG, dan Oksigen
Alat dan bahan untuk
mengelas
6. Mesin Cat
Mengecat bodi mesin
7. Gerindra
Mengahaluskan
potongan bahan
8. Mesin Bor Duduk
Membuat lubang
(mengebor bahan)
9. Alat Pemotong Plat
Memotong lembaran plat
besi dan stainless steel
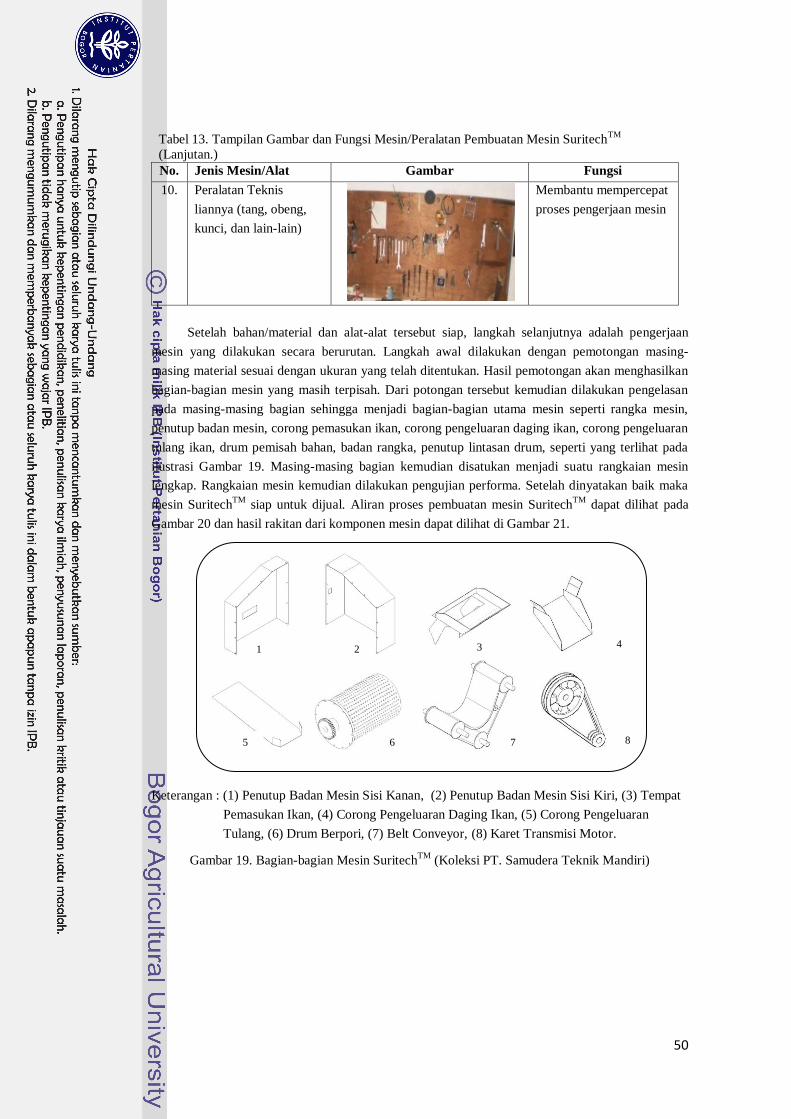
50
Tabel 13. Tampilan Gambar dan Fungsi Mesin/Peralatan Pembuatan Mesin SuritechTM
(Lanjutan.)
No. Jenis Mesin/Alat Gambar Fungsi
10. Peralatan Teknis
liannya (tang, obeng,
kunci, dan lain-lain)
Membantu mempercepat
proses pengerjaan mesin
Setelah bahan/material dan alat-alat tersebut siap, langkah selanjutnya adalah pengerjaan
mesin yang dilakukan secara berurutan. Langkah awal dilakukan dengan pemotongan masing-
masing material sesuai dengan ukuran yang telah ditentukan. Hasil pemotongan akan menghasilkan
bagian-bagian mesin yang masih terpisah. Dari potongan tersebut kemudian dilakukan pengelasan
pada masing-masing bagian sehingga menjadi bagian-bagian utama mesin seperti rangka mesin,
penutup badan mesin, corong pemasukan ikan, corong pengeluaran daging ikan, corong pengeluaran
tulang ikan, drum pemisah bahan, badan rangka, penutup lintasan drum, seperti yang terlihat pada
ilustrasi Gambar 19. Masing-masing bagian kemudian disatukan menjadi suatu rangkaian mesin
lengkap. Rangkaian mesin kemudian dilakukan pengujian performa. Setelah dinyatakan baik maka
mesin SuritechTM
siap untuk dijual. Aliran proses pembuatan mesin SuritechTM
dapat dilihat pada
Gambar 20 dan hasil rakitan dari komponen mesin dapat dilihat di Gambar 21.
Keterangan : (1) Penutup Badan Mesin Sisi Kanan, (2) Penutup Badan Mesin Sisi Kiri, (3) Tempat
Pemasukan Ikan, (4) Corong Pengeluaran Daging Ikan, (5) Corong Pengeluaran
Tulang, (6) Drum Berpori, (7) Belt Conveyor, (8) Karet Transmisi Motor.
Gambar 19. Bagian-bagian Mesin SuritechTM
(Koleksi PT. Samudera Teknik Mandiri)
1 2 3 4
5 6 7 8
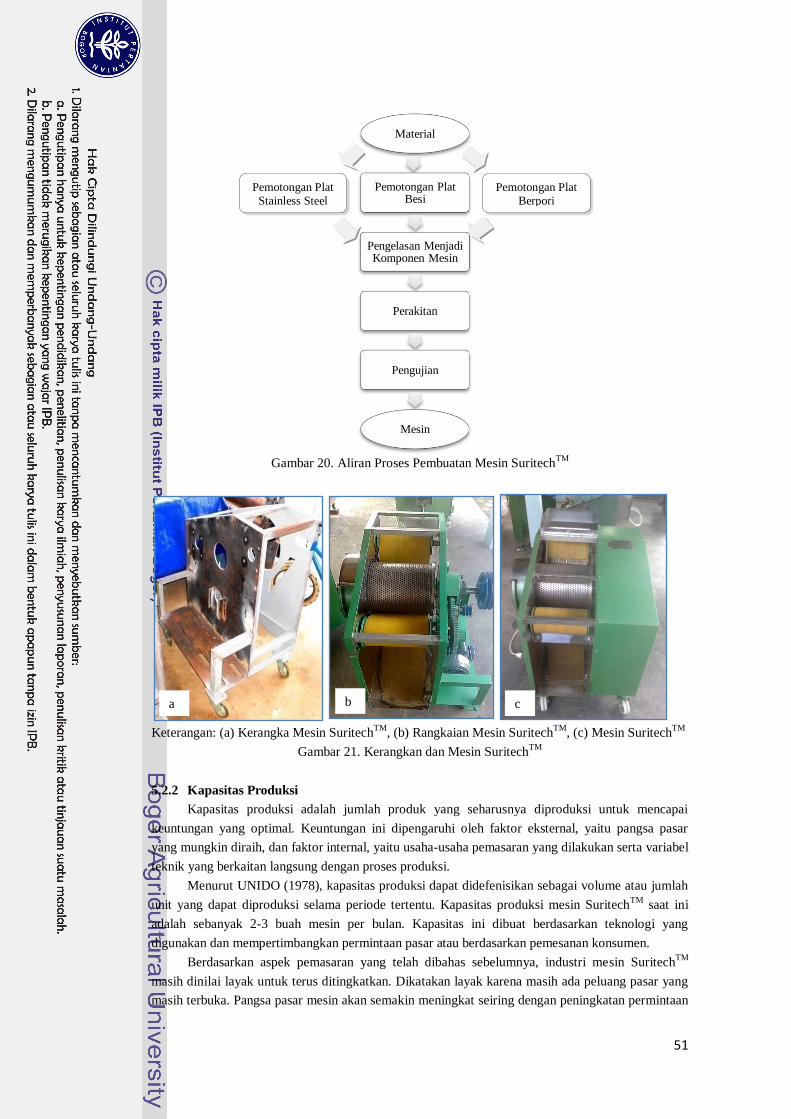
51
Gambar 20. Aliran Proses Pembuatan Mesin SuritechTM
Keterangan: (a) Kerangka Mesin SuritechTM
, (b) Rangkaian Mesin SuritechTM
, (c) Mesin SuritechTM
Gambar 21. Kerangkan dan Mesin SuritechTM
5.2.2 Kapasitas Produksi
Kapasitas produksi adalah jumlah produk yang seharusnya diproduksi untuk mencapai
keuntungan yang optimal. Keuntungan ini dipengaruhi oleh faktor eksternal, yaitu pangsa pasar
yang mungkin diraih, dan faktor internal, yaitu usaha-usaha pemasaran yang dilakukan serta variabel
teknik yang berkaitan langsung dengan proses produksi.
Menurut UNIDO (1978), kapasitas produksi dapat didefenisikan sebagai volume atau jumlah
unit yang dapat diproduksi selama periode tertentu. Kapasitas produksi mesin SuritechTM
saat ini
adalah sebanyak 2-3 buah mesin per bulan. Kapasitas ini dibuat berdasarkan teknologi yang
digunakan dan mempertimbangkan permintaan pasar atau berdasarkan pemesanan konsumen.
Berdasarkan aspek pemasaran yang telah dibahas sebelumnya, industri mesin SuritechTM
masih dinilai layak untuk terus ditingkatkan. Dikatakan layak karena masih ada peluang pasar yang
masih terbuka. Pangsa pasar mesin akan semakin meningkat seiring dengan peningkatan permintaan
Material
Pemotongan Plat Besi
Pengelasan Menjadi Komponen Mesin
Perakitan
Pengujian
Mesin
a b c
Pemotongan Plat
Berpori
Pemotongan Plat
Stainless Steel
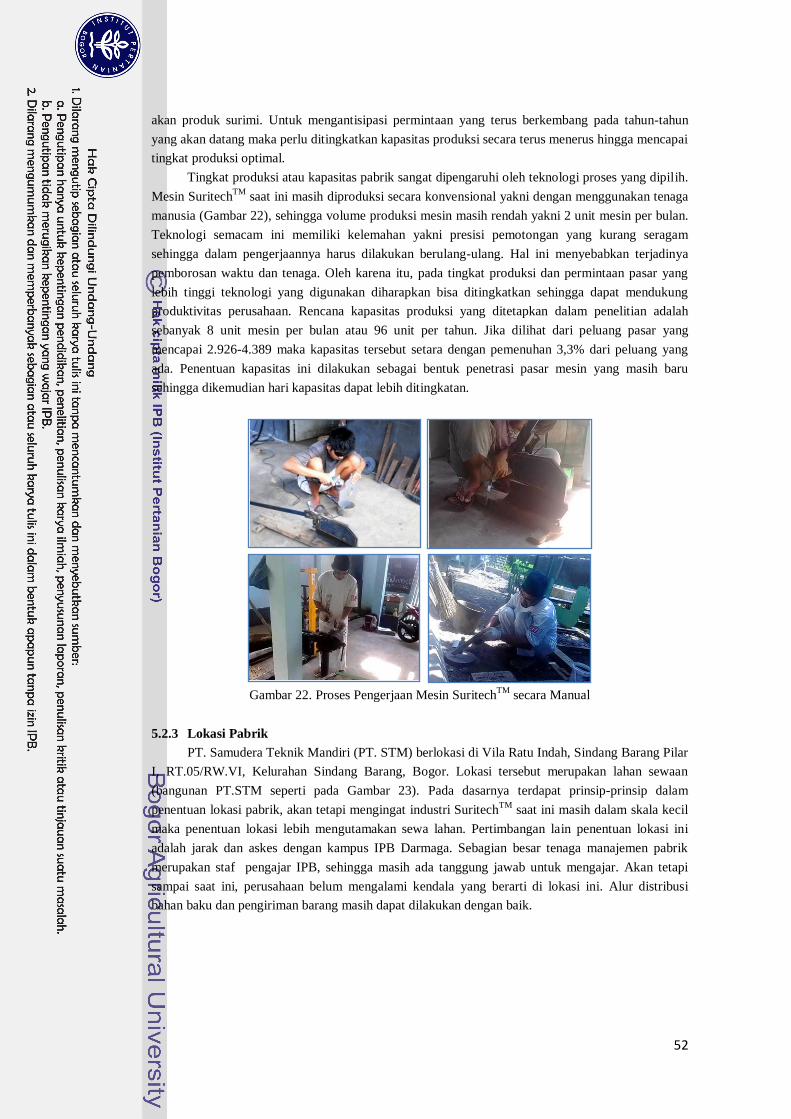
52
akan produk surimi. Untuk mengantisipasi permintaan yang terus berkembang pada tahun-tahun
yang akan datang maka perlu ditingkatkan kapasitas produksi secara terus menerus hingga mencapai
tingkat produksi optimal.
Tingkat produksi atau kapasitas pabrik sangat dipengaruhi oleh teknologi proses yang dipilih.
Mesin SuritechTM
saat ini masih diproduksi secara konvensional yakni dengan menggunakan tenaga
manusia (Gambar 22), sehingga volume produksi mesin masih rendah yakni 2 unit mesin per bulan.
Teknologi semacam ini memiliki kelemahan yakni presisi pemotongan yang kurang seragam
sehingga dalam pengerjaannya harus dilakukan berulang-ulang. Hal ini menyebabkan terjadinya
pemborosan waktu dan tenaga. Oleh karena itu, pada tingkat produksi dan permintaan pasar yang
lebih tinggi teknologi yang digunakan diharapkan bisa ditingkatkan sehingga dapat mendukung
produktivitas perusahaan. Rencana kapasitas produksi yang ditetapkan dalam penelitian adalah
sebanyak 8 unit mesin per bulan atau 96 unit per tahun. Jika dilihat dari peluang pasar yang
mencapai 2.926-4.389 maka kapasitas tersebut setara dengan pemenuhan 3,3% dari peluang yang
ada. Penentuan kapasitas ini dilakukan sebagai bentuk penetrasi pasar mesin yang masih baru
sehingga dikemudian hari kapasitas dapat lebih ditingkatan.
Gambar 22. Proses Pengerjaan Mesin SuritechTM
secara Manual
5.2.3 Lokasi Pabrik
PT. Samudera Teknik Mandiri (PT. STM) berlokasi di Vila Ratu Indah, Sindang Barang Pilar
I, RT.05/RW.VI, Kelurahan Sindang Barang, Bogor. Lokasi tersebut merupakan lahan sewaan
(bangunan PT.STM seperti pada Gambar 23). Pada dasarnya terdapat prinsip-prinsip dalam
penentuan lokasi pabrik, akan tetapi mengingat industri SuritechTM
saat ini masih dalam skala kecil
maka penentuan lokasi lebih mengutamakan sewa lahan. Pertimbangan lain penentuan lokasi ini
adalah jarak dan askes dengan kampus IPB Darmaga. Sebagian besar tenaga manajemen pabrik
merupakan staf pengajar IPB, sehingga masih ada tanggung jawab untuk mengajar. Akan tetapi
sampai saat ini, perusahaan belum mengalami kendala yang berarti di lokasi ini. Alur distribusi
bahan baku dan pengiriman barang masih dapat dilakukan dengan baik.
53
Gambar 23. Bangunan PT. Samudera Teknik Mandiri
Untuk lokasi pemasaran SuritechTM
, pada awalnya perusahaan menentukan target utama
lokasi di daerah perairan Laut Arafuru. Akan tetapi pemasaran di tempat tersebut ternyata
mengalami kendala terkait budaya dan etos kerja SDM setempat. Training dan pelatihan
penggunaan mesin SuritechTM
yang diberikan kurang memberikan hasil maksimal. Hal ini
dikarenakan permintaan produk surimi yang masih minim. Selain itu dukungan dari pemerintah
setempat juga masih kurang.
Seiring dengan perkembangan permintaan pasar di masa yang akan datang, PT. STM perlu
memiliki lokasi produksi mesin sendiri. Penentuan lokasi tersebut perlu mempertimbangkan tempat
produk dijual; letak bahan baku utama; sumber tenaga kerja; sumber daya seperti air, kondisi udara,
tenaga listrik, dan sebagainya; fasilitas transportasi untuk memindahkan bahan baku ke pabrik dan
hasil produksi ke pasar; fasilitas untuk pabrik; lingkungan masyarakat sekitar; dan peraturan
pemerintah (Umar, 2001).
Menurut Beni Purnomo, Direktur Utama PT. STM beberapa alternatif lokasi pabrik yang
cocok meliputi daerah Sindang Barang, Dramaga, dan Ciampea, Kabupaten Bogor. Dari alternatif
lokasi tersebut kemudian dilakukan pemilihan lokasi yang paling sesuai dengan membandingkan
faktor-faktor yang mempengaruhi keputusan pemilihan. Pemilihan dilakukan dengan menggunakan
perhitungan Metode Perbandingan Eksponensial (MPE). Faktor-faktor yang digunakan antara lain
kemudahan mengakses bahan baku, jarak lokasi dengan sarana pendukung, tingkat harga bahan
baku, tingkat upah teknisi, biaya pembelian lahan, biaya pendirian bangunan, ketersediaan lahan dan
kemungkinan untuk perluasan, kondisi jalan, kemudahan akses pasar dan bahan baku dan lainnya.
Sedangkan alternatif lokasi yang ditentukan mencakup Sindang Barang, Dramaga dan Ciampea.
Dari hasil perhitungan, diperoleh lokasi yang terpilih adalah tetap berada di Sindang Barang dengan
total nilai hasil perhitungan 64.246, diikuti oleh alternatif berikutnya yakni Dramaga dengan total
nilai 34.834, dan alternatif terakhir di Ciampea dengan total nilai 34.127. Hasil perhitungan dengan
menggunakan MPE secara lengkap dapat dilihat pada Lampiran 2.
Proses distribusi industri mesin SuritechTM
memerlukan akses yang mudah untuk
menyalurkan bahan baku dan produk. Dibutuhkan kemudahan akses transportasi dan pengangkutan
yang baik untuk pengiriman produk. Infrastruktur lain yang sangat dibutuhkan adalah tenaga listrik
yang memadai karena hampir pada setiap alat produksi membutuhkan aliran listrik. Ketersediaan air
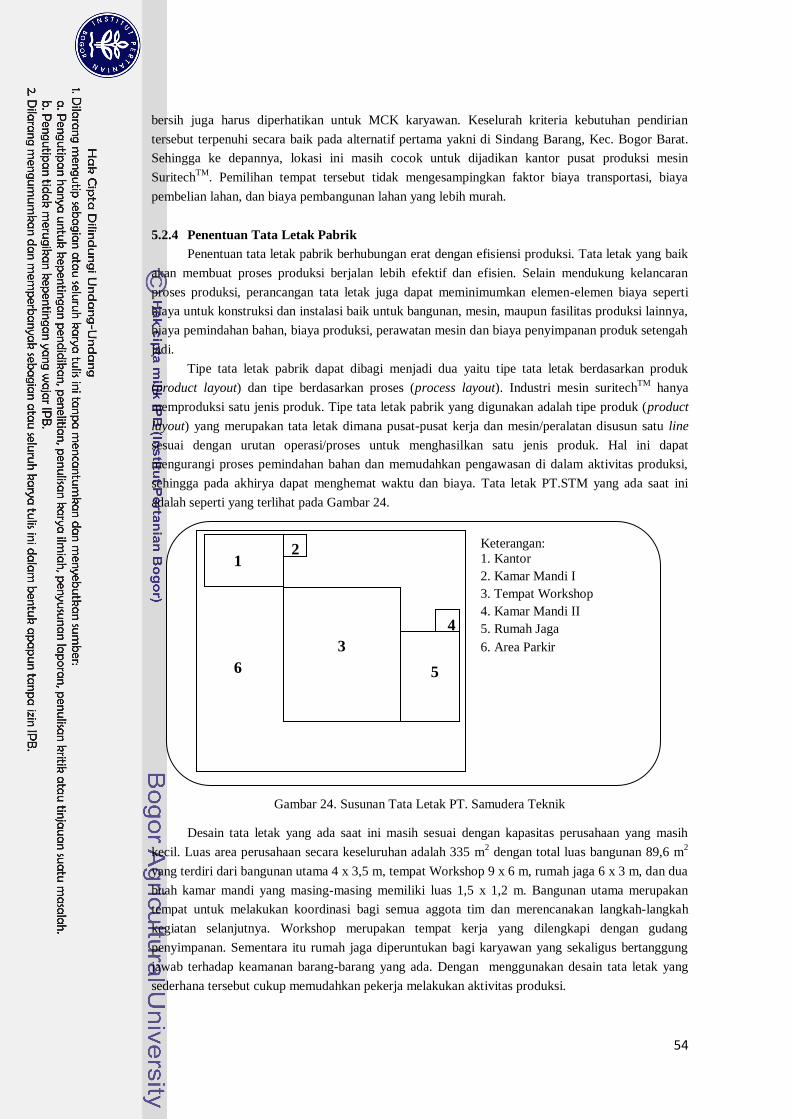
54
bersih juga harus diperhatikan untuk MCK karyawan. Keselurah kriteria kebutuhan pendirian
tersebut terpenuhi secara baik pada alternatif pertama yakni di Sindang Barang, Kec. Bogor Barat.
Sehingga ke depannya, lokasi ini masih cocok untuk dijadikan kantor pusat produksi mesin
SuritechTM
. Pemilihan tempat tersebut tidak mengesampingkan faktor biaya transportasi, biaya
pembelian lahan, dan biaya pembangunan lahan yang lebih murah.
5.2.4 Penentuan Tata Letak Pabrik
Penentuan tata letak pabrik berhubungan erat dengan efisiensi produksi. Tata letak yang baik
akan membuat proses produksi berjalan lebih efektif dan efisien. Selain mendukung kelancaran
proses produksi, perancangan tata letak juga dapat meminimumkan elemen-elemen biaya seperti
biaya untuk konstruksi dan instalasi baik untuk bangunan, mesin, maupun fasilitas produksi lainnya,
biaya pemindahan bahan, biaya produksi, perawatan mesin dan biaya penyimpanan produk setengah
jadi.
Tipe tata letak pabrik dapat dibagi menjadi dua yaitu tipe tata letak berdasarkan produk
(product layout) dan tipe berdasarkan proses (process layout). Industri mesin suritechTM
hanya
memproduksi satu jenis produk. Tipe tata letak pabrik yang digunakan adalah tipe produk (product
layout) yang merupakan tata letak dimana pusat-pusat kerja dan mesin/peralatan disusun satu line
sesuai dengan urutan operasi/proses untuk menghasilkan satu jenis produk. Hal ini dapat
mengurangi proses pemindahan bahan dan memudahkan pengawasan di dalam aktivitas produksi,
sehingga pada akhirya dapat menghemat waktu dan biaya. Tata letak PT.STM yang ada saat ini
adalah seperti yang terlihat pada Gambar 24.
Gambar 24. Susunan Tata Letak PT. Samudera Teknik
Desain tata letak yang ada saat ini masih sesuai dengan kapasitas perusahaan yang masih
kecil. Luas area perusahaan secara keseluruhan adalah 335 m2 dengan total luas bangunan 89,6 m
2
yang terdiri dari bangunan utama 4 x 3,5 m, tempat Workshop 9 x 6 m, rumah jaga 6 x 3 m, dan dua
buah kamar mandi yang masing-masing memiliki luas 1,5 x 1,2 m. Bangunan utama merupakan
tempat untuk melakukan koordinasi bagi semua aggota tim dan merencanakan langkah-langkah
kegiatan selanjutnya. Workshop merupakan tempat kerja yang dilengkapi dengan gudang
penyimpanan. Sementara itu rumah jaga diperuntukan bagi karyawan yang sekaligus bertanggung
jawab terhadap keamanan barang-barang yang ada. Dengan menggunakan desain tata letak yang
sederhana tersebut cukup memudahkan pekerja melakukan aktivitas produksi.
1 2
3
4
5 6
Keterangan:
1. 1. Kantor
2. 2. Kamar Mandi I
3. 3. Tempat Workshop
4. 4. Kamar Mandi II
5. 5. Rumah Jaga
6. 6. Area Parkir

55
Pengaturan tata letak perlu mendapatkan perhatian khusus untuk mengembangkan pabrik
dikemudian hari. Pola aliran bahan yang dilakukan harus sesuai dengan pola aliran proses produksi
seperti pemotongan material, pengelasan, perakitan, pengujian, dan pengemasan. Pola aliran ini
dapat direkomendasikan dengan melakukan analisis dan merancang aliran antar aktivitas
menggunakan Bagan Keterkaitan Antar Kegiatan atau AR-Chart. Keterkaitan antar aktivitas hasil
dari proses perancangan kegiatan tersebut digambarkan dalam bentuk bagan dan diagram
keterkaitan antar kegiatan yang secara sistematis menunjukan bagaimana kedudukan (letak dan
lokasi) suatu kegiatan terkait dengan kegiatan di ruangan lainnya. Dalam merancang hubungan antar
kegiatan ini harus mempertimbangkan faktor penting seperti persyaratan khusus yang harus
dipenuhi untuk suatu kegiatan atau ruang tertentu, karakteristik bangunan fasilitas eksternal, dan
kemungkinan perluasan. Penentuan isi bagan keterkaitan oleh Ir.Beni Pramono (Direktur PT. STM)
seperti terlihat pada Gambar 25.
1. Stasiun Penerimaan/pengeluaran
2. Gudang Bahan Baku
3. Gudang Produk
4. Ruang Pemotongan Bahan
5. Ruang Pengelasan
6. Ruang Perakitan
7. Ruang QC (Quality Control)
8. Ruang Pengemasan
9. Sumber Air
10.Kantor
11.Pembuangan Limbah
12.Mushola
13.Toilet
14.Area Parkir
Keterangan bagan:
1. A (absolutely necessary) menunjukkan bahwa letak antara dua kegiatan harus saling berdekatan
dan bersebelahan.
2. E (especially important) menunjukkan bahwa letak antara dua kegiatan harus bersebelahan.
3. I (important) menunjukkan bahwa letak antara dua kegiatan cukup berdekatan
4. O (ordinary) menunjukkan bahwa letak antara dua kegiatan tidak harus saling berdekatan
5. U (unimportant) menunjukkan bahwa letak antara dua kegiatan bebas dan tidak saling mengikat.
6. X (undesirable) menunjukkan bahwa letak antara dua kegiatan harus saling berjauhan atau tidak
boleh saling berdekatan.
Gambar 25. Bagan Keterkaitan Antar Aktivitas PT. Samudera Teknik Mandiri
Bagan keterkaitan antar aktivitas tersebut kemudian digunakan untuk merencanakan dan
menganalisis keterkaitan antar aktivitas. Informasi yang dihasilkan kemudian diwujudkan dalam
bentuk diagram yang disebut diagram keterkaitan antar aktivitas. Diagram keterkaitan antar aktivitas
menggunakan template-template yang menggambarkan kegiatan yang ada (Apple, 1990). Setiap
tamplete mencantumkan informasi mengenai derajat keterkaitan kegiatan yang satu dengan lainnya
A
A A
A
U U
U U
U U
O X
X U
U
A I
U U
O U
U O
X U
E
U O
O O
A U
U X
U U
I
A I
U U
U X
I U
U U
O O
X X
X U
U U
A I
U X
O U
U U
A E
I I
U U
U
X O
X U
U I
U O
I I
U
X I
A I
X X
X A U
I

56
yang diperoleh dari bagan keterkaitan antar aktivitas. Diagram keterkaitan antar aktivitas industri
mesin SuritechTM
dapat dilihat pada Gambar 26.
Gambar 26. Diagram Keterkaitan Antar Aktivitas Industri Mesin SuritechTM
Langkah selanjutnya adalah menentukan kebutuhan luas ruangan. Luas ruang dihitung
berdasarkan kapasitas dan perkiraan kebutuhan luas ruangan yang dibutuhkan oleh tiap-tiap mesin
dan peralatan produksi, kebutuhan luas ruangan operator, kelonggaran, kebutuhan luas gudang,
kantor, dan ruang-ruangan lainnya. Menurut Beni (Direktur PT. STM) kebutuhan luas ruang industri
mesin SuritechTM
dengan kapasitas produksi 8 unit mesin per bulan adalah seperti yang terlihat pada
Tabel 14. Setelah penentuan luas ruang dilakukan maka langkah selanjutnya adalah penyususunan
tata letak seperti yang terlihat pada Gambar 27. Penyusunan ini juga berpatokan pada diagram
keterkaitan antar aktivitas.
7. Ruang Quality
Control X
A-6,8 E-9
O-3,5 I-11,12
8. Ruang
Pengemasan X
A-3,7 E
O-2,5,10 I-6,14
3. Gudang Produk
X
A-1,8 E
O I
6. Ruang Perakitan
X
A-5,7 E
O-3,11 I-8,4
5. Ruang Pengelasan
X
A-4,6 E
O-3,8 I
1. Stasiun Penerimaan/
Pengeluaran X
A-2,3,14 E
O-10 I
2. Gudang Bahan Baku
X
A-1,4 E-14
O-8,11 I-5
4. Ruang Pemotongan
Bahan X
A-2,5 E
O I-6,11
11. Ruang Pemotongan
Bahan X
A E
O-2,6,9 I-4,7
9. Sumber Air
X
A E-7
O-11 I-12,13
10.
Kantor
X
A-13 E
O-1,8 I-7,12,14
13.
Toilet
X
A-10,12 E
O I-9
12.
Mushola
X
A-13 E
O I-9,10
14. Area Parkir
X
A-1 E-2
O I-3,8,10,13
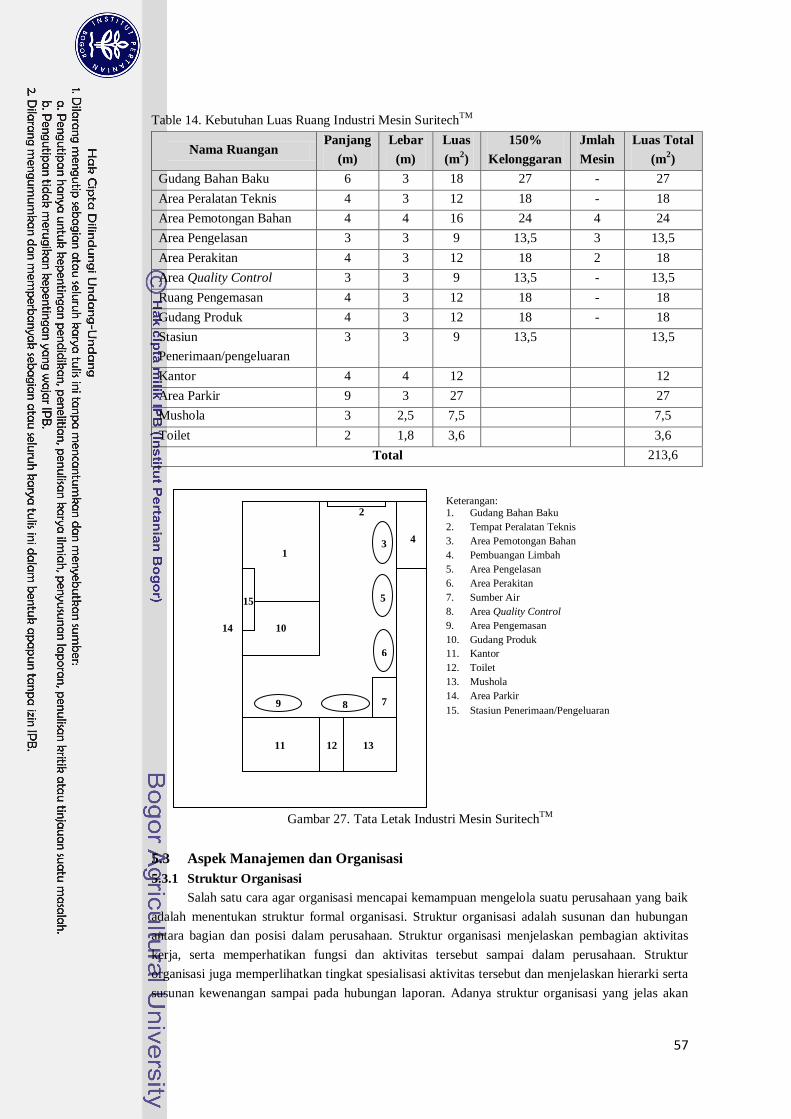
57
Table 14. Kebutuhan Luas Ruang Industri Mesin SuritechTM
Nama Ruangan Panjang
(m)
Lebar
(m)
Luas
(m2)
150%
Kelonggaran
Jmlah
Mesin
Luas Total
(m2)
Gudang Bahan Baku 6 3 18 27 - 27
Area Peralatan Teknis 4 3 12 18 - 18
Area Pemotongan Bahan 4 4 16 24 4 24
Area Pengelasan 3 3 9 13,5 3 13,5
Area Perakitan 4 3 12 18 2 18
Area Quality Control 3 3 9 13,5 - 13,5
Ruang Pengemasan 4 3 12 18 - 18
Gudang Produk 4 3 12 18 - 18
Stasiun
Penerimaan/pengeluaran
3 3 9 13,5 13,5
Kantor 4 4 12 12
Area Parkir 9 3 27 27
Mushola 3 2,5 7,5 7,5
Toilet 2 1,8 3,6 3,6
Total 213,6
Gambar 27. Tata Letak Industri Mesin SuritechTM
5.3 Aspek Manajemen dan Organisasi
5.3.1 Struktur Organisasi
Salah satu cara agar organisasi mencapai kemampuan mengelola suatu perusahaan yang baik
adalah menentukan struktur formal organisasi. Struktur organisasi adalah susunan dan hubungan
antara bagian dan posisi dalam perusahaan. Struktur organisasi menjelaskan pembagian aktivitas
kerja, serta memperhatikan fungsi dan aktivitas tersebut sampai dalam perusahaan. Struktur
organisasi juga memperlihatkan tingkat spesialisasi aktivitas tersebut dan menjelaskan hierarki serta
susunan kewenangan sampai pada hubungan laporan. Adanya struktur organisasi yang jelas akan
Keterangan: 1. Gudang Bahan Baku
2. Tempat Peralatan Teknis
3. Area Pemotongan Bahan
4. Pembuangan Limbah
5. Area Pengelasan
6. Area Perakitan
7. Sumber Air
8. Area Quality Control
9. Area Pengemasan
10. Gudang Produk
11. Kantor
12. Toilet
13. Mushola
14. Area Parkir
15. Stasiun Penerimaan/Pengeluaran
15
11 12 13
1
2
3 4
7
6
5
8 9
10 14
58
memudahkan dalam sistem koordinasi antar anggota, sehingga masing-masing anggota mengetahui
tugasnya secara jelas. Beberapa faktor yang menentukan struktur organisasi, yaitu strategi dan
struktur organisasi, teknologi, SDM, dan kapasitas produksi sebagai penentu struktur (Umar, 2001).
Secara garis besar rencana pengelolaan perusahaan SuritechTM
dapat digolongkan menjadi
dua kegiatan yakni core activity dan supporting activity. Core activity perusahaan meliputi kegiatan
manajemen perusahaan seperti manajemen keuangan dan manajemen pemasaran. Kegiatan
keuangan terdiri dari kegiatan pendanaan, pembukuan, dan pengendalian arus kas perusahaan,
sedangkan kegiatan pemasaran terdiri dari kegiatan follow-up order, promosi dan pemasaran hasil
produksi, termasuk trasportasi dan pendistribusiannya. Kegiatan dari supporting activity perusahaan
terdiri dari produksi meliputi kegiatan-kegiatan pembuatan produk, pengelolaan hasil produksi,
perencanaan produksi dan pengendalian mutu, kegiatan pergudangan material dan barang jadi,
kegiatan pembelian material, dan kegiatan umum serta personalia.
Sebagai industri yang baru berdiri, PT. STM sangat mengoptimalkan sumberdaya manusia
yang tersedia. PT. STM saat ini memiliki 2 orang tenaga ahli, 2 orang pengelolaan kegiatan
operasional perusahaan dan 2 orang sebagai tenaga teknis. Struktur organisasi PT. STM dapat dilihat
pada Gambar 8 di Bab IV tentang profil singkat perusahaan.
5.3.2 Kebutuhan Tenaga Kerja
Tenaga kerja yang digunakan dalam industri SuritechTM
dapat diklasifikasikan menjadi
tenaga kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung merupakan tenaga
kerja yang secara langsung terlibat dalam proses produksi, sedangkan tenaga kerja tidak langsung
adalah tenaga kerja yang tidak berhubungan secara langsung dengan proses produksi. Tenaga kerja
langsung adalah pekerja (teknisi) sedangkan tenaga kerja tak langsung seperti Direktur, dan
Manajer. Direktur Utama PT. STM adalah Ir. Beni Pramono, M.Si sedangkan Manajer Keuangan
dan Administrasi adalah Adi Susanto, S.Pi. Perusahaan ini dibantu oleh tenaga kerja ahli yakni Prof.
Dr. Ir. Ari Purbayanto, M.Sc dan M. Riyanto, S.Pi, M.Si. Sedangkan di bagian produksi terdapat dua
tenaga kerja yang bertindak sebagai pekerja langsung.
Sampai saat ini belum ada kendala yang berarti terhadap susunan organisasi dan kapasitas
tenaga kerja. Tetapi, untuk pengembangan produksi dimasa yang akan datang yakni pada kapasitas
produksi 8 unit mesin per bulan maka kebutuhan tenaga kerja perlu ditambahkan sesuai dengan
tugas dan tanggung jawabnya. Hal ini perlu dilakukan oleh perusahaan agar pekerjaan yang
diberikan tidak memberatkan karyawan yang ada. Dengan demikian diharapkan aktivitas
operasional dan produksi perusahaan dapat berjalan secara efektif dan efisien. Perkiraan kebutuhan
tenaga kerja dan kualifikasi yang dibutuhkan oleh PT. STM dimasa yang akan datang seperti terlihat
pada Tabel 15.
Table 15. Kebutuhan dan Kualifiasi Tenaga Kerja yang Dibutuhkan oleh PT. Samudera Teknik
Dimasa Mendatang
No. Jabatan Kualifikasi Pendidikan Jumlah Orang
1. Direktur S2 1
2. Manajer Produksi, Logistik, dan
Pemasaran S1 1
3. Manajer Administrasi dan
Keuangan S1 1
4. Teknisi SMK 6
5. Security SMP 1
Total 12
59
5.3.3 Deskripsi Pekerjaan
Pada mulanya susunan awal struktur organisasi PT. STM sangat sederhana yakni hanya
terdapat Staf Ahli, Direktur Utama, Manajer Administrasi, Keuangan dan Pemasaran, serta Teknisi.
Tugas masing-masing struktur tersebut seperti yang telah dijelaskan pada Bab IV tentang profil
singkat perusahaan. Secara umum deskripsi tugas dan tanggung jawab tersebut telah bagus. Akan
tetapi dengan penambahan tenaga kerja seperti Tabel 15, maka klasifikasi tugas dan tanggung jawab
perlu dilakukan sesuai dengan jabatan, seperti berikut:
a. Staf Ahli
Tugas : sebagai tenaga konsultan pengembangan mesin dan perusahaan.
b. Direktur Utama
Tugas : sebagai penanggung jawab atas keseluruhan aktivitas dan kegiatan perusahaan.
c. Manajer Produksi, Logistik, dan Pemasaran
Tugas :
- Bertanggung jawab atas urusan Produksi dan Logistik (bahan baku, bahan pembantu,
transportasi dan distribusi)
- Membuat perencanaan produksi minimal 5 tahun ke depan dan mengontrol kontiyuitas
produksi
- Membuat perencanaan pemasaran untuk tahun-tahun kedepan sekaligus menetapkan sistem
pemasaran dan menjalin kerjasama dengan konsumen-konsumen pengguna SuritechTM
- Mencari dan menjalin hubungan kerjasama dengan distributor
- Bertanggung jawab terhadap usaha-usaha promosi SuritechTM
dan mengikuti pameran-
pameran bisnis
d. Manajer Admistrasi dan Keuangan
Tugas :
- Bertanggung jawab atas segala urusan administrasi yang mencakup pembukuan perusahaan
dan maintenance perlengkapan
- Bertanggung jawab terhadap keuangan perusahaan yang mencakup pembukuan, mengatur
pemasukan dan pengeluaran perusahaan
- Bertanggung jawab dengan hubungan kerjasama sengan pihak lain
e. Teknisi
Tugas :
- sebagai tenaga kerja langsung yang bertugas membuat mesin.
Dalam hal ini teknisi dibagi dalam spesifikasi khusus untuk menangani tiap pekerjaan yang
berbeda. Pembagian tersebut meliputi 2 orang di bagian pemotongan, 2 orang pengelasan, 1 orang
perakitan, 1 orang quality control dan pengemasan.
5.4 Aspek Lingkungan
Seperti industri lain, industri mesin SuritechTM
juga menghasilkan limbah. Akan tetapi limbah
yang dihasilkan oleh industri mesin SuritechTM
relatif kecil dan tidak berbahaya bagi lingkungan.
Limbah yang dihasilkan lebih banyak berupa limbah padat yakni potongan-potongan bahan yang
tidak terpakai dan sisa-sisa kemasan alat (Gambar 28). Limbah seperti ini dapat dengan mudah
dikumpulkan untuk kemudian dijual kembali sehingga tidak berbahaya bagi lingkungan. Limbah
padat juga dihasilkan dari kegiatan administrasi kantor yang berupa kertas, plastik, dan bekas
kemasan. Limbah-limbah tersebut hanya berdampak pada penurunan nilai estetika jika tidak
dibuang pada tempatnya. Secara keseluruhan limbah padat yang dihasilkan masih dalam jumlah
yang kecil sehingga mudah dalam penanganannya.

60
Gambar 28. Limbah Padat yang Dihasilkan dari Industri Mesin SuritechTM
Limbah cair yang dihasilkan dari industri mesin SuritechTM
adalah limbah hasil pencucian
alat dan limbah domestik dari kegiatan sanitasi (MCK). Limbah pencucian peralatan sangat kecil
kuantitasnya karena hampir tidak ada alat yang harus dicuci setelah proses produksi atau pembuat
mesin. Pencucian hanya dilakukan sesekali pada mesin atau peralatan yang kotor, hal ini dilakukan
jika kotoran yang menempel sangat membandel karena mesin lebih banyak dilap dengan kain untuk
membersihkannya dari kotoran yang menempel.
Dampak lingkungan lain yang dihasilkan oleh industri mesin SuritechTM
adalah polusi suara
(kebisingan). Kebisingan dihasilkan oleh peralatan yang digunakan pada proses pembuatan mesin,
seperti alat pengelas dan palu pemukul. Kebisingan yang dihasilkan oleh alat-alat tersebut masih
sangat kecil sehingga masih dapat ditoleransi karena masih dalam batas normal sehingga tidak
mengganggu kenyamanan lingkungan sekitar.
5.5 Aspek Legalitas
Agar pelaksanaan jalannya suatu industri diketahui, maka diperlukan suatu badan usaha
sehingga keberadaannya dapat diakui oleh pemerintah. Suatu industri yang layak akan lebih
berkembang jika telah memperoleh izin dari pemerintah. Jika suatu industri yang tidak layak tetap
direalisasikan, maka akan beresiko besar untuk diberhentikan oleh pihak berwajib atau protes
masyarakat. Suatu industri yang telah layak harus melegalkan badan usahan yang dijalankannya
sesuai dengan ketentuan yang berlaku didaerah setempat.
5.5.1 Badan Usaha
Kepemilikan bentuk perusahan dipengaruhi oleh beberapa faktor antara lain ukuran
perusahaan, jenis perusahaan, pembagian laba, resiko yang akan ditanggung, pembagian
pengawasan dan aturan penguasaan perusahaan. Bentuk perusahaan mesin SuritechTM
adalah
Perseroan Terbatas (PT). Usaha ini didirikan dengan modal usaha sebesar 50.000.000 yang terbagi
atas 5.000 saham yang masing-masing memiliki nilai sebesar Rp. 10.000. Saat ini saham yang
dimiliki PT. STM masih terbatas kepemilikinya oleh staf dalam organisasi PT.STM itu sendiri.
Setiap pemegang surat saham tersebut mempunyai hak atas perusahaan dan setiap pemegang saham
berhak atas keuntungan.
Badan usaha PT. STM telah terdaftar di Departemen Hukum dan Hak Asasi Manusia
tertanggal 5 Mei 2009. Tinggal pengesahan diberikan pada 8 September 2010, dengan Nomor AHU-
0067611.AH.01.09 yang disahkan oleh Dr. Aidir Amin Daud, SH., MH., DFM selaku Direktur
Jenderal Administrasi Hukum Umum. Usaha ini telah mendapatkan surat keterangan domisili usaha
dari Kelurahan Padasuka dan Kecapamatan Ciomas. Dari Kelurahan Padasuka PT.STM
mendapatkan izin usaha dengan No. 503/140-Ekbang yang disahkan oleh Lurah Subagdjo
sedangkan dari kecamatan Ciomas memperoleh surat izin dengan No. 503.517/28/VII/2009 yang
disahkan oleh Drs. H. M. Wirakusumah, M.Si.
61
5.5.2 Pajak
Semua industri di Indonesia tidak terlepas dari kewajiban pajak. Pajak yang dibebankan
untuk suatu perusahaan sesuai dengan Undang-Undang No.17 tahun 2000 tentang pajak penghasilan
yang menyatakan bahwa yang menjadi subyek pajak adalah badan yang terdiri dari Perseroan
Terbatas, Perseroan Komanditer, Badan Usaha Milik Negara (BUMN) dan Badan Usaha Milik
Daerah (BUMD), perseroan atau perkumpulan lainnya, firma, kongsi, koperasi, yayasan atau
lembaga dan untuk usaha tetap.
Penentuan besar pajak penghasilan yang dilakukan berdarakan Undang-Undang Perpajakan
No.36 tahun 2008 pasal 17 ayat 1b menyatakan bahwa pajak penghasilan suatu badan dalam negeri
dan bentuk usaha adalah sebesar 28%.
5.6 Aspek Finansial
Analisis aspek finansial dilakukan untuk menentukan rencana investasi melalui perhitungan
biaya dan manfaat yang diharapkan, dengan membandingkan antara pengeluaran dan pendapatan.
Analisis finansial dilakukan dengan asumsi pengembangan PT. STM pada tahun yang akan datang.
Analisis dilakukan dengan menggunakan parameter dari perusahaan yang ada saat ini. Hal ini perlu
dilakukan untuk memperhitungkan kemungkinan keuntungan yang tinggi agar harapan untuk
mendapatkan nilai lebih pada waktu mendatang dapat tercapai. Parameter yang berasal dari analisis
sebelumnya antara lain adalah kapasitas produksi, pangsa pasar, teknologi yang dipakai, pilihan
peralatan, jumlah tenaga kerja, fasilitas pendukung dan proyeksi harga-harga.
5.6.1 Asumsi Perhitungan Finansial
Sebelum analisis ini dilakukan maka perlu diberikan asumsi-asumsi awal sebagai dasar
perhitungan nilai-nilai kelayakan finansial yang ada. Asumsi yang dilakukan pada industri mesin
SuritechTM
(PT. STM) adalah sebagai berikut.
a. Umur investasi diasumsikan selama 10 tahun
b. Nilai sisa tanah diasumsikan tetap, nilai sisa bangunan pada masa akhir proyek adalah 50% dari
nilai awal, nilai sisa mesin dan peralatan adalah 10% dari nilai awal.
c. Umur ekonomis mesin dan peralatan produksi adalah 10 tahun dan peralatan kantor adalah 5
tahun.
d. Biaya pemeliharaan mesin dan peralatan sebesar 10% per tahun dari harga awal.
e. Kapasitas produksi sebanyak 8 unit mesin/bulan.
f. Jumlah hari kerja per tahun adalah 288 hari dengan asumsi jumlah jam kerja per hari adalah 8
jam selama 6 hari kerja per minggu.
g. Proyek dimulai pada tahun ke-0 (nol) sedangkan produksi pertama dimulai pada tahun ke-1
(satu).
h. Kapasitas produksi pada tahun ke-1 adalah sebesar 60%, tahun ke-2 adalah 80%, tahun ke-3
seterusnya adalah 100%.
i. Pajak dihitung berdasarkan Undang-undang Nomor 36 Tahun 2008 untuk pajak badan usaha
yaitu sebesar 28%. Uraian asumsi lebih jelas dapat dilihat pada Lampiran 3.
5.6.2 Biaya Investasi
Biaya investasi merupakan biaya yang diperlukan untuk mendirikan industri SuritechTM
yang baru. Biaya investasi terbagi atas biaya investasi tetap dan biaya modal kerja. Biaya investasi
tetap meliputi biaya perizinan, tanah dan bangunan, fasilitas penunjang, mesin dan peralatan
produksi, alat kantor, dan sarana distribusi (transportasi). Total biaya investasi yang dibutuhkan
untuk mendirikan industri mesin SuritechTM
adalah sebesar Rp 956.560.000,-. Rincian biaya
investasi tetap tersebut dapat dilihat pada Tabel 16. dan rincian lengkapnya dapat dilihat pada
Lampiran 4.

62
Tabe 16. Komponen Biaya Investasi
No. Komponen Nilai Total (Rp)
1 Biaya prainvestasi 60.000.000
2 Tanah dan bangunan 496.000.000
3 Fasilitas Penunjang 15.000.000
4 Mesin dan Peralatan 130.600.000
5 Alat kantor 18.000.000
6 Sarana Distribusi Material 150.000.000
Subtotal 869.600.000
Kontingensi 10% 86.960.000
Total 956.560.000
Biaya modal kerja adalah biaya yang dibutuhkan untuk menjalankan industri SuritechTM
ini.
Pada penelitian ini biaya modal kerja dihitung berdasarkan biaya operasional yang dibutuhkan
selama 1 tahun pada kapasitas produksi 60%. Biaya modal kerja meliputi upah tenaga kerja, biaya
administrasi, promosi, dan overhead, biaya bahan baku dan bahan penunjang, biaya kemasan, bahan
bakar, dan listrik. Modal kerja yang dibutuhkan oleh industri mesin SuritechTM
tersebut dapat dilihat
pada Tabel 17. dan rincian lengkapnya dapat dilihat pada Lampiran 5.
Tabel 17. Komponen Modal Kerja
No. Komponen Modal Kerja Nilai (Rp/tahun)
1 Upah tenaga kerja 261.600.000
2 Biaya administrasi, promosi, dan overhead 15.000.000
3 Bahan baku dan penunjang 429.126.000
4 Kemasan 4.800.000
5 Listrik 68.250.000
Total 778.776.000
5.6.3 Sumber Dana dan Struktur Pembiayaan
Sumber dana yang digunakan untuk berdirinya suatu industri dapat berasal dari dua sumber
yakni modal sendiri (investor) dan modal pinjaman. Saat ini PT. STM berjalan atas modal sendiri.
Selain itu, perusahaan ini telah mendapatkan bantuan pengembangan usaha dari program inkubasi
oleh RAMP (Recognition and Mentoring Program) IPB. Dan untuk pengembangannya dimasa yang
akan datang diasumsikan porsi pendanaan (Debt Equity Ratio) yang digunakan adalah 100% dari
dana sendiri dan 0% dari pinjaman bank. Dengan demikian total biaya investasi yang diperlukan
adalah sebesar Rp 1.735.336.000 yang terdiri dari biaya investasi tetap sebesar Rp 956.560.000 dan
biaya modal kerja sebesar Rp 778.776.000.
5.6.4 Biaya dan Prakiraan Penerimaan
Biaya yang digunakan dalam analisis finansial ini dikategorikan menjadi biaya tetap dan
biaya variabel. Biaya variabel merupakan biaya yang jumlahnya akan berubah dengan perubahan
intensitas volume kegiatan. Biaya variabel meliputi biaya bahan baku dan bahan penunjang, biaya
kemasan, biaya bahan bakar, biaya listrik, gaji tenaga kerja langsung, komisi penjualan, dan biaya
distribusi material.
Biaya yang termasuk biaya tetap adalah biaya produksi tetap, biaya administrasi umum tetap,
dan penyusutan. Rincian biaya penyusutan dan komposisi biaya tetap dan biaya variabel
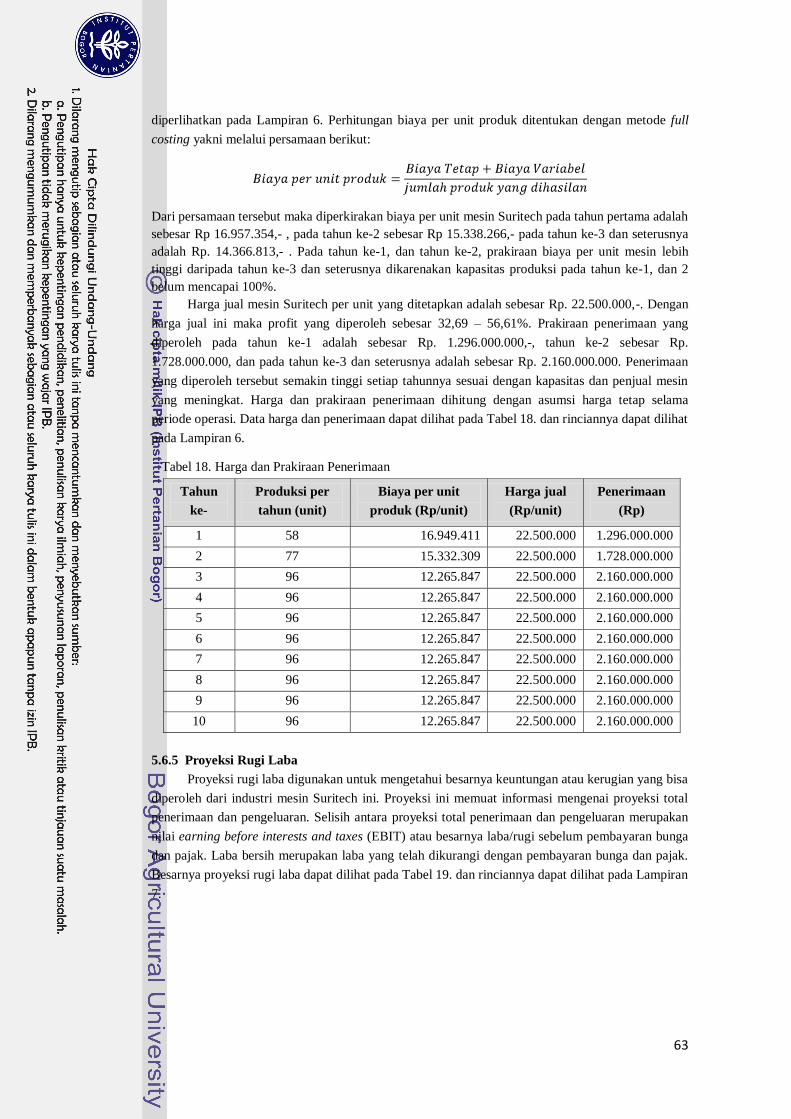
63
diperlihatkan pada Lampiran 6. Perhitungan biaya per unit produk ditentukan dengan metode full
costing yakni melalui persamaan berikut:
Dari persamaan tersebut maka diperkirakan biaya per unit mesin Suritech pada tahun pertama adalah
sebesar Rp 16.957.354,- , pada tahun ke-2 sebesar Rp 15.338.266,- pada tahun ke-3 dan seterusnya
adalah Rp. 14.366.813,- . Pada tahun ke-1, dan tahun ke-2, prakiraan biaya per unit mesin lebih
tinggi daripada tahun ke-3 dan seterusnya dikarenakan kapasitas produksi pada tahun ke-1, dan 2
belum mencapai 100%.
Harga jual mesin Suritech per unit yang ditetapkan adalah sebesar Rp. 22.500.000,-. Dengan
harga jual ini maka profit yang diperoleh sebesar 32,69 – 56,61%. Prakiraan penerimaan yang
diperoleh pada tahun ke-1 adalah sebesar Rp. 1.296.000.000,-, tahun ke-2 sebesar Rp.
1.728.000.000, dan pada tahun ke-3 dan seterusnya adalah sebesar Rp. 2.160.000.000. Penerimaan
yang diperoleh tersebut semakin tinggi setiap tahunnya sesuai dengan kapasitas dan penjual mesin
yang meningkat. Harga dan prakiraan penerimaan dihitung dengan asumsi harga tetap selama
periode operasi. Data harga dan penerimaan dapat dilihat pada Tabel 18. dan rinciannya dapat dilihat
pada Lampiran 6.
Tabel 18. Harga dan Prakiraan Penerimaan
Tahun
ke-
Produksi per
tahun (unit)
Biaya per unit
produk (Rp/unit)
Harga jual
(Rp/unit)
Penerimaan
(Rp)
1 58 16.949.411 22.500.000 1.296.000.000
2 77 15.332.309 22.500.000 1.728.000.000
3 96 12.265.847 22.500.000 2.160.000.000
4 96 12.265.847 22.500.000 2.160.000.000
5 96 12.265.847 22.500.000 2.160.000.000
6 96 12.265.847 22.500.000 2.160.000.000
7 96 12.265.847 22.500.000 2.160.000.000
8 96 12.265.847 22.500.000 2.160.000.000
9 96 12.265.847 22.500.000 2.160.000.000
10 96 12.265.847 22.500.000 2.160.000.000
5.6.5 Proyeksi Rugi Laba
Proyeksi rugi laba digunakan untuk mengetahui besarnya keuntungan atau kerugian yang bisa
diperoleh dari industri mesin Suritech ini. Proyeksi ini memuat informasi mengenai proyeksi total
penerimaan dan pengeluaran. Selisih antara proyeksi total penerimaan dan pengeluaran merupakan
nilai earning before interests and taxes (EBIT) atau besarnya laba/rugi sebelum pembayaran bunga
dan pajak. Laba bersih merupakan laba yang telah dikurangi dengan pembayaran bunga dan pajak.
Besarnya proyeksi rugi laba dapat dilihat pada Tabel 19. dan rinciannya dapat dilihat pada Lampiran
7.
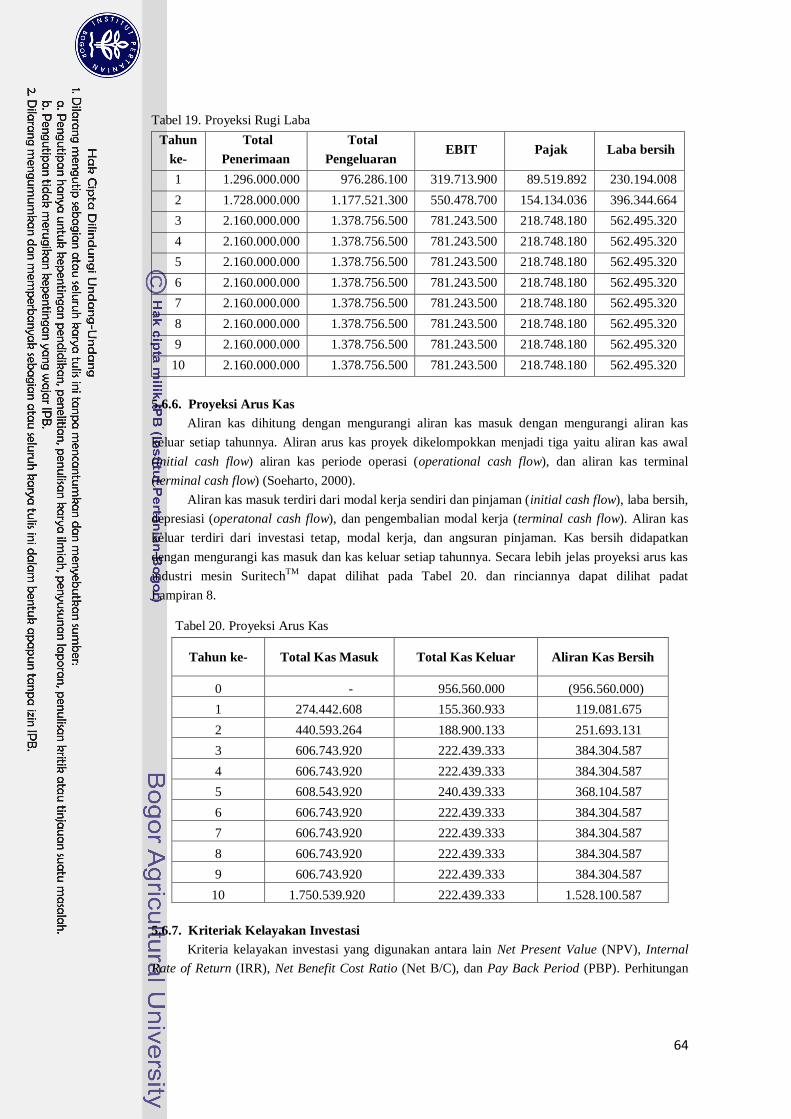
64
Tabel 19. Proyeksi Rugi Laba
Tahun
ke-
Total
Penerimaan
Total
Pengeluaran EBIT Pajak Laba bersih
1 1.296.000.000 976.286.100 319.713.900 89.519.892 230.194.008
2 1.728.000.000 1.177.521.300 550.478.700 154.134.036 396.344.664
3 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
4 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
5 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
6 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
7 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
8 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
9 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
10 2.160.000.000 1.378.756.500 781.243.500 218.748.180 562.495.320
5.6.6. Proyeksi Arus Kas
Aliran kas dihitung dengan mengurangi aliran kas masuk dengan mengurangi aliran kas
keluar setiap tahunnya. Aliran arus kas proyek dikelompokkan menjadi tiga yaitu aliran kas awal
(initial cash flow) aliran kas periode operasi (operational cash flow), dan aliran kas terminal
(terminal cash flow) (Soeharto, 2000).
Aliran kas masuk terdiri dari modal kerja sendiri dan pinjaman (initial cash flow), laba bersih,
depresiasi (operatonal cash flow), dan pengembalian modal kerja (terminal cash flow). Aliran kas
keluar terdiri dari investasi tetap, modal kerja, dan angsuran pinjaman. Kas bersih didapatkan
dengan mengurangi kas masuk dan kas keluar setiap tahunnya. Secara lebih jelas proyeksi arus kas
industri mesin SuritechTM
dapat dilihat pada Tabel 20. dan rinciannya dapat dilihat padat
Lampiran 8.
Tabel 20. Proyeksi Arus Kas
Tahun ke- Total Kas Masuk Total Kas Keluar Aliran Kas Bersih
0 - 956.560.000 (956.560.000)
1 274.442.608 155.360.933 119.081.675
2 440.593.264 188.900.133 251.693.131
3 606.743.920 222.439.333 384.304.587
4 606.743.920 222.439.333 384.304.587
5 608.543.920 240.439.333 368.104.587
6 606.743.920 222.439.333 384.304.587
7 606.743.920 222.439.333 384.304.587
8 606.743.920 222.439.333 384.304.587
9 606.743.920 222.439.333 384.304.587
10 1.750.539.920 222.439.333 1.528.100.587
5.6.7. Kriteriak Kelayakan Investasi
Kriteria kelayakan investasi yang digunakan antara lain Net Present Value (NPV), Internal
Rate of Return (IRR), Net Benefit Cost Ratio (Net B/C), dan Pay Back Period (PBP). Perhitungan

65
kriteria ini didasarkan pada aliran kas bersih (net cash flow) pada proyeksi arus kas. Discount factor
yang digunakan adalah 16%.
a.) Net Present Value (NPV)
Net Present Value (NPV) merupakan perbedaan antara nilai sekarang dari manfaat dan biaya dari
suatu proyek investasi. Perhitungan angka yang dihasilkan menunjukan besarnya penerimaan bersih
selama 10 tahun setelah dikalikan dengan discount factor yang dihitung pada masa sekarang.
Berdasarkan perhitungan, nilai NPV pada industri mesin SuritechTM
adalah sebesar Rp.
825.245.901,- . Nilai tersebut lebih besar dari nol, sehingga pendirian industri ini dinilai layak
berdasarkan nilai NPV.
b.) Internal Rate of Return (IRR)
Internal Rate of Return (IRR) merupakan tingkat suku bunga pada saat NPV sama dengan nol
dan dinyatakan dalam persen. Proyek dinilai layak dijalankan apabila nilai IRR lebih besar atau
sama dengan nilai suku bunga yang berlaku. Dari hasil perhitungan diperoleh nilai adalah sebesar
30,79% sedangkan nilai suku bunga yang digunakan pada penelitian ini adalah 16%. Dengan
demikian, berdasarkan kriterian IRR perusahaan ini layak untuk didirikan. Rincian mengenai IRR
industri ini dapat dilihat pada Lampiran 9.
c.) Net Benefit Cost Ratio (Net B/C)
Net Benefit Cost Ratio (Net B/C) merupakan angka perbandingan antara jumlah present value
yang bernilai positif dan present value yang bernilai negative (modal investasi). Perhitungan Net
B/C dilakukan untuk melihat berapa kali lipat manfaat yang diperoleh dari biaya yang dikeluarkan.
Suatu investasi dikatakan layak apabila hasil perhitungan Net B/C lebih besar dari satu atau sama
dengan satu. Berdasarkan hasil perhitungan maka Net B/C kegiatan investasi pengembangan
industri mesin SuritechTM
adalah sebesar 1,86, yang artinya setiap investasi Rp. 1,- yang dikeluarkan
sekarang pada tingkat discount rate 16% akan diperoleh keuntungan bersih sebesar Rp. 1,86,-.
d.) Payback Period (PBP)
Payback Period (PBP) merupakan jangkan waktu yang diperlukan untuk mengembalikan
seluruh modal suatu investasi, yang dihitung dari aliran kas bersih. Masa pengembalian ini dapat
diartikan sebagai jangka waktu pada saat NPV sama dengan nol. Nilai NPV yang besar akan
menunjukan jangka waktu pengembalian investasi yang ditanam semakin cepat. Berdasarkan hasil
perhitungan PBP industri mesin SuritechTM
adalah 3,52 tahun. Ini berarti, semua investasi yang
dikeluarkan untuk pengembangan industri mesin SuritechTM
akan kembali setelah 3,52 tahun
industri ini beroperasi. Berdasarkan nilai PBP maka industri ini layak untuk didirikan karena nilai
PBP-nya kurang dari umur proyek (10 tahun).
5.6.8 Titik Impas (Break Even Point/BEP)
Titik impas merupakan titik dimana total biaya produksi sama dengan total penerimaan.
Suatu perusahaan dikatakan mencapai titik impas, apabila dari analisis perhitungan rugi laba
perusahaan tidak memperoleh untung tetapi juga tidak menderita kerugian (impas). Dapat dikatakan
bahwa jumlah penerimaan perusahaan sama dengan seluruh biaya yang telah dikeluarkan untuk
menghasilkan tingkat produksi tertentu. Pada analisis pengembangan industri mesin SuritechTM
ini
titik impas berada pada Rp. 698.340.544 atau pada tingkat produksi 31 unit mesin per tahun.
Informasi lebih rinci dapat lihat pada Lampiran 9.
5.6.9 Analisis Sensitivitas
Analisis sensitivitas dilakukan untuk mengkaji sejauh mana perubahan parameter aspek
finansial berpengaruh terhadap keputusan yang dipilih. Apabila nilai unsur tertentu berubah dengan
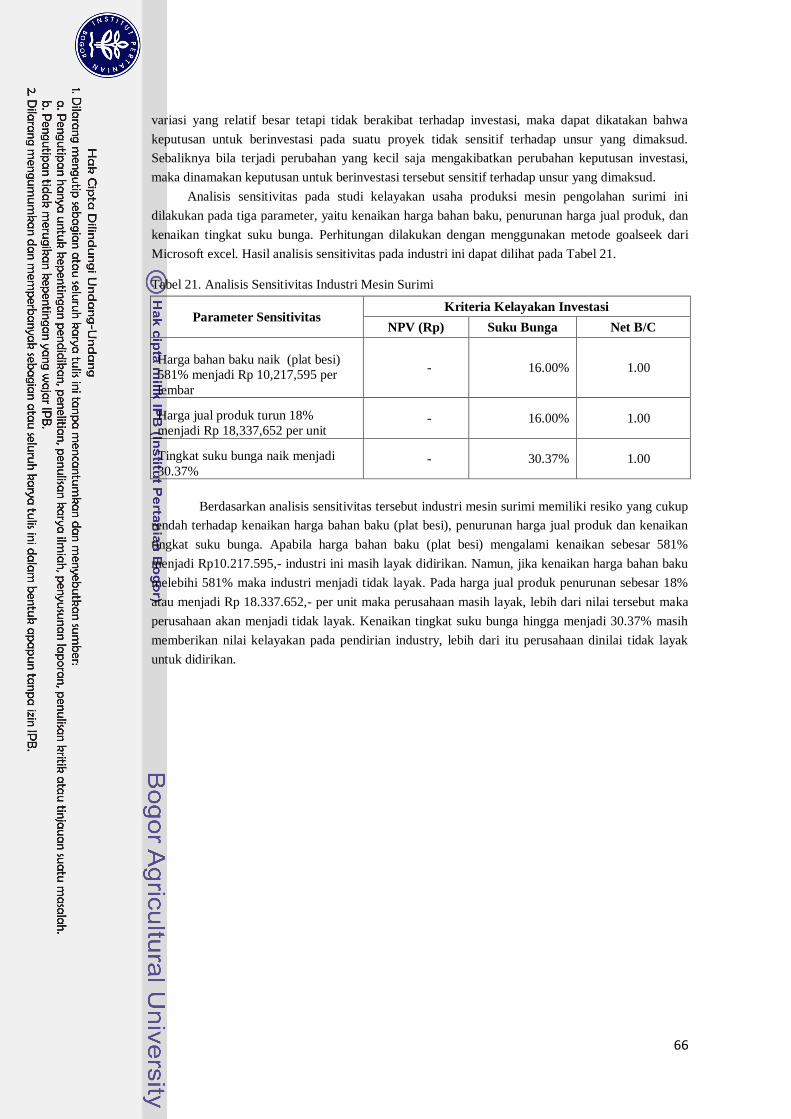
66
variasi yang relatif besar tetapi tidak berakibat terhadap investasi, maka dapat dikatakan bahwa
keputusan untuk berinvestasi pada suatu proyek tidak sensitif terhadap unsur yang dimaksud.
Sebaliknya bila terjadi perubahan yang kecil saja mengakibatkan perubahan keputusan investasi,
maka dinamakan keputusan untuk berinvestasi tersebut sensitif terhadap unsur yang dimaksud.
Analisis sensitivitas pada studi kelayakan usaha produksi mesin pengolahan surimi ini
dilakukan pada tiga parameter, yaitu kenaikan harga bahan baku, penurunan harga jual produk, dan
kenaikan tingkat suku bunga. Perhitungan dilakukan dengan menggunakan metode goalseek dari
Microsoft excel. Hasil analisis sensitivitas pada industri ini dapat dilihat pada Tabel 21.
Tabel 21. Analisis Sensitivitas Industri Mesin Surimi
Parameter Sensitivitas Kriteria Kelayakan Investasi
NPV (Rp) Suku Bunga Net B/C
Harga bahan baku naik (plat besi)
581% menjadi Rp 10,217,595 per
lembar
- 16.00% 1.00
Harga jual produk turun 18%
menjadi Rp 18,337,652 per unit - 16.00% 1.00
Tingkat suku bunga naik menjadi
30.37% - 30.37% 1.00
Berdasarkan analisis sensitivitas tersebut industri mesin surimi memiliki resiko yang cukup
rendah terhadap kenaikan harga bahan baku (plat besi), penurunan harga jual produk dan kenaikan
tingkat suku bunga. Apabila harga bahan baku (plat besi) mengalami kenaikan sebesar 581%
menjadi Rp10.217.595,- industri ini masih layak didirikan. Namun, jika kenaikan harga bahan baku
melebihi 581% maka industri menjadi tidak layak. Pada harga jual produk penurunan sebesar 18%
atau menjadi Rp 18.337.652,- per unit maka perusahaan masih layak, lebih dari nilai tersebut maka
perusahaan akan menjadi tidak layak. Kenaikan tingkat suku bunga hingga menjadi 30.37% masih
memberikan nilai kelayakan pada pendirian industry, lebih dari itu perusahaan dinilai tidak layak
untuk didirikan.
67
VI. KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian usaha pengembangan industri mesin SuritechTM
layak untuk
dikembangkan. Dari aspek pasar, usaha ini dinilai layak karena potensi pasar yang tersedia masih
sangat luas. Sebagai industri baru, usaha ini dinilai layak dengan peluang pasar yang dapat dicapai
berkisar 20-30% dari pasar yang ada dan dapat semakin meningkat seiring dengan perkembangan
perlusahaan pangsa pasar.
Aspek teknis dan teknologi perusahaan dinilai layak dengan kapasitas produksi 8 unit mesin
per bulan dengan mempertimbangkan berbagai kriteria sebagai perusahaan baru. Kriteria tersebut
antara lain lokasi, luas area perusahaan, teknik dan teknologi yang digunakan. Harga jual mesin per
unit adalah Rp. 22.500.000,-
Aspek manajemen perusahaan yang minim sampai saat ini masih dinilai layak karena pada
dasarnya usaha ini tidak memerlukan banyak tenaga kerja kecuali untuk tenaga kerja langsung
apabila kapasitas produksi ditambahkan menjadi 8 unit mesin per bulan.
Aspek lingkungan dan legalitas perusahaan dinilai sangat layak. Dari aspek lingkungan
dinilai layak karena usaha ini tidak menghasilkan cemaran dan merusak lingkungan. Dari segi aspek
legalitas menunjukkan bahwa legalisasi perusahaan telah dilakukan sehingga usaha ini dapat dengan
mudah untuk dikembangkan pada tahun-tahun yang akan datang.
Besar investasi yang diperlukan adalah Rp 1.735.336.000 yang terdiri dari biaya investasi
tetap sebesar Rp 956.560.000 dan modal kerja sebesar Rp 778.776.000. Debt equity ratio (DER)
yang digunakan adalah 100 persen dana sendiri dan nol persen dana pinjaman bank. Hasil analisis
finansial menunjukkan bahwa pengembangan industri mesin SuritechTM
ini layak untuk
dikembangkan. Nilai NPV industri ini sebesar Rp 825.245.901. Nilai IRR-nya sebesar 30,79 persen.
Nilai net B/C-nya sebesar 1,86. Payback period industri ini adalah selama 3.76 tahun. Break even
point (BEP) berada pada Rp 698.340.544 atau pada tingkat produksi 31 unit mesin per tahun.
6.2 Saran
1. Untuk meningkatkan pemasaran mesin, promosi yang dilakukan sebaiknya lebih intensif
sehingga mesin SuritechTM
dapat lebih cepat dikenal oleh target pasar dan memastikan pasar
untuk tidak salah pilih pada produk lain yang kurang berkualitas (tidak teruji).
2. Menargetkan pasar pada UKM yang berbasis koperasi. Di mana koperasi dapat bertindak sebagai
distributor/cabang pemasaran mesin dengan system pemasaran terpadu (termasuk sebagai sarana
pemasarannya).
3. Perlu dikaji sistem pembayaran kredit untuk memudahkan pembelian mesin SuritechTM
sehingga
industri rumah tangga dan industri kecil yang masih berkembang mampu membeli mesin
tersebut.
4. Pemerintah terutama lembaga pengujian mutu sebaiknya berperan lebih ketat terhadap produk-
produk mesin yang beredar di pasar sehingga tidak merugikan masyarakat. (pelaksanaan hak
paten benar-benar dijalankan sehingga tidak terjadi peniruan mesin.
5. Untuk meningkatkan performa mesin perlu dilakukan penelitian lebih lanjut berbagai komponen
utama mesin seperti jarak dan ukuran lubang pada drum berpori dan kecepatan putarannya.
6. Kajian tentang pengecilan ukuran mesin sebagai bahan pembanding biaya produksi dan operasi
yang mungkin lebih dapat lebih murah.
7. Kajian mengenai system operasi mesin dengan cara di putar manual sebagai pembanding
efisiensi tenaga listrik dan produktivitas mesin yang ada saat ini.

68
DAFTAR PUSTAKA
Allops, WHL., 1981. Use of Fish By-Catch From Shrimp Trawling; Future Development. In Fish
By-Catch-Bonus From The Sea. FAO and IDRC.
Apple, James. 1990. Tata Letak Pabrik dan Pemindahan Bahan. Ed. Ke-3. Bandung: Penerbit ITB
Ariyoto, K. 1990. Feasibility Study. Mutiara, Jakarta.
Behrens, W. dan P. M. Hawranek. 1991. Manual for The Preparation of Industrial Feasibility
Studies. United Nations Industrial Development Organization, Vienna.
Benjakul SW., Vissesanguan, Ishizaki S. and Tanaka M. 2001. Differences in Gelation
Characteristics of Natural Actomysin from to Species of Bideye Snapper, Priacanthus teyenus
and P. macracanthus H., and cheftel, J.C,. 1990. Mechanism of Gelation of Sardine Proteins:
J Food Sei 66 (9):1311-1317
Budiyanto, D. dan Djazuli, N. 2003. Konsepsi Percepatan Pengembangan Produk Bernilai Tambah.
BPPMHP. Departemen Kelautan dan Perikanan. Jakarta.
Djazuli, N. 2009. Analisis Pengembangan Industri Penolahan Surimi dalam Pemanfaatan By-catch
Pukat Udang. IPB. Bogor.
Edris, M. 1993. Penuntun Menyusun Studi Kelayakan Proyek. Sinar Baru, Bandung.
FAO. 2005. Discard in the world marine fisheries: FAO-Fish-Tech.Paper No.470
Food and Agricultural Organization. Review on the State of World Marine Fishing Resouces: FAO-
Fish-Tech. Paper No.35
Giraud V. dan Chateau D. 2007. Worl Surimi Market. Globefish Researh Programme. FAO. Rome –
Italy. 1014-9546, v.89.
Gittinger, J. P. 1986. Analisa Ekonomi Proyek-proyek Pertanian. Edisi Kedua. UI Press, Jakarta.
Gray, C., P. Simanjuntak, L. K. Sabur, P. F. L. Maspatiella, dan R. G. C. Varley. 1993. Pengantar
Evaluasi Proyek. PT Gramedia Pustaka Utama, Jakarta.
Husnan, S. dan Suwarsono. 2000. Studi Kelayakan Proyek. UPP AMP YKPN, Yogyakarta.
Kadariah, L., Karlina, dan C. Gray. 1999. Pengantar Evaluasi Proyek. Edisi Revisi. Fakultas
Ekonomi Universitas Indonesia, Jakarta.
Lanier TC. 1992. Measurement of Surimi Composition and Fuctional Propertis. di dalam Surimi
Technology. Lanier TC., Lee CM., editors New York: Marcel Dekker, Inc.
Latelay J dan Malawat S., 1995. Laporan Hasil Survei Tentang Jumlah dan Jenis Ikan Serta
Pemanfaatan Ikan HTS Pukat Udang Disekitar Kepulauan Aru dan Maluku Tenggara. BPPL,
Ambon.
Lee CM. 1986. A pilot plant study of surimi making properties of red hake (Urophycis chuss). Int
Symp. On Engineered Seafoods Including Surimi (Martin R and Collete R., eds). National
Fisheries Institute, Washington DC, pp. 225-243.
Lee CM. 1986. Surimi manufacturing and Fabrication of Surimi Based Products. J. Food Tech. 40
(3): 115-124
Machfud dan Y. Agung. 1990. Perencanaan Tata Letak pada Industri Pangan. Pusat Antar
Universitas Pangan dan Gizi Institut Pertanian Bogor, Bogor.
Noguchi SF. 1982. The Surimi Manufacturing Process dalam Lanier TC, Lee CM (editors). Surimi
Technology. New York: Minaoku.
Okada M. 1992. History of Surimi Technology in Japan dalam Lainer TC., and Lee CM., editor.
Surimi Technology. Marcel Dekker Inc. Pp. 3-21.
Paranginangin R, Wibowo S, FaWzya N. 1999. Teknologi Pengolahan Surimi. Jakarta: Balai
Penelitian Perikanan Laut Slipi.

69
Pramudya, B dan Dewi, N. 1992. Ekonomi Teknik. Pengembangan Akademik Program Sarjana.
Fakultas Teknologi Pertanian. IPB. Bogor
Purbayanto A., Wisudo SH., Santoso J., Wahyu RI., Dinarwan, Zulkarnain, Sarmintohadi, Nugraha
AD., Soeboer DA., Pramono B. Marpaung A. dan Riyanto M. 2004. Pedoman Umum
Perencanaan, Pengelolaan, Pengelolaan, Hasil Tangkap Sampingan Pukat Udang di Laut
Arafura provinsi Papua. Jakarta. Dinas Kelautan dan Perikanan Provinsi Papua dan PT.
Sucofindo.
[SNI] Standar Nasional Indonesia. 1992. Syarat Mutu Bahan Baku Surimi. 01-2693-1992. Jakarta:
Badan Standarisasi Nasional.
Soeharto, I. 2002. Studi Kelayakan Industri. Jakarta: Penerbit Erlangga.
Solahudin, S. 1999. Visi Pembangunan Pertanian. Bogor: IPB Press.
Sumiono B., 2000. Pengkajian Perikanan Udang Peneid di Laut Arafuru. Balai Kanlut. Jakarta.
Sutojo, S. 2002. Studi Kelayakan Proyek. Jakarta: PT.Pustaka Binaman Pressindo.
Suzuki T., 1981. Fish and Krill Protein Prcessing Technology. Applied Sie Publ Ltd., London.
Tan SM., Mg MC., Fujiwara T., Kok Kuang H. and Hasegawa H. 1988. Handbooks on the
Processing of Frozen Surimi and Fish Jelly Products in Southeast Asia. Mariene Fisheries.
Research Department-South East Esia Fisheries Development Center. Singapore.
Umar, H. 2003. Studi Kelayakan Bisnis. Ed ke-2 Jakarta: PT.Gramedia Pustaka Utama
Widodo. 1997. Laporan Survei Pengamatan Sumber Daya Perikanan Demersal Menggunakan KM.
Bawal Putih II di Perairan Kawasan Timur Indonesia (November 1995 – April 1996) BPPI
Semarang (Tidak Diterbitkan).
Winarno FG. 1980. Kimia Pangan. Institut Pertanian Bogor. Pusbangtepa-FTDC. Bogor

70
LAMPIRAN
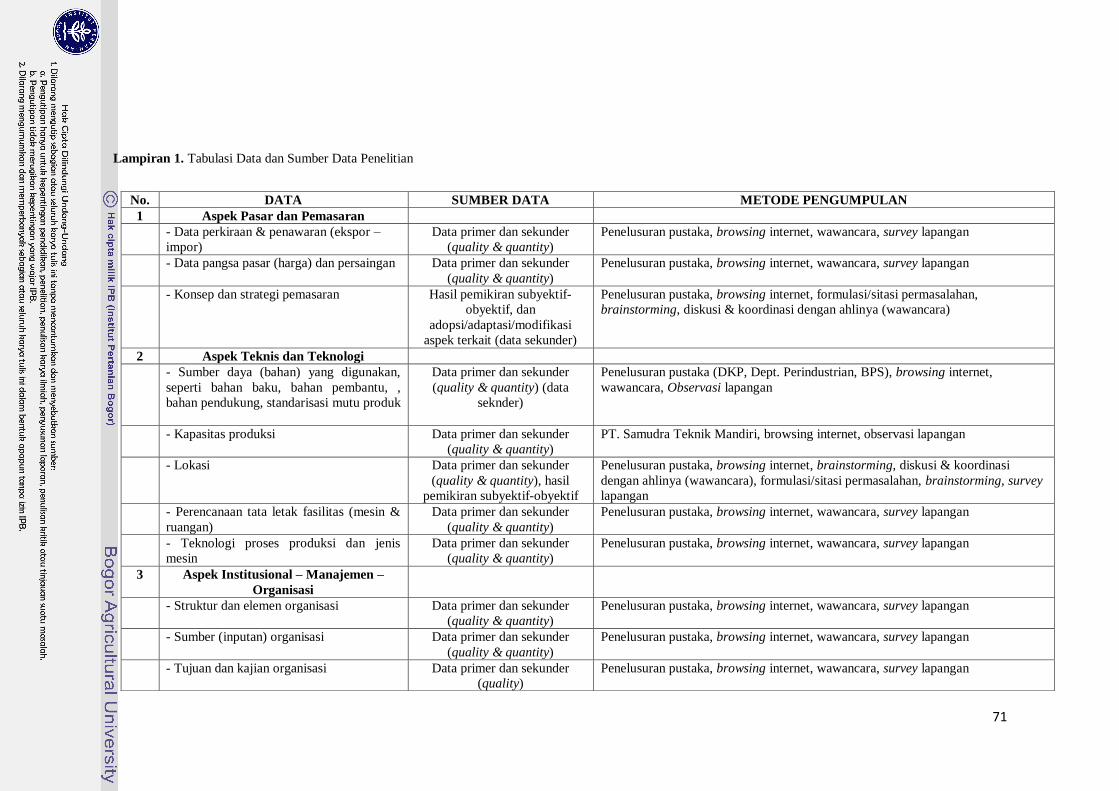
71
Lampiran 1. Tabulasi Data dan Sumber Data Penelitian
No. DATA SUMBER DATA METODE PENGUMPULAN
1 Aspek Pasar dan Pemasaran
- Data perkiraan & penawaran (ekspor –
impor)
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Data pangsa pasar (harga) dan persaingan Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Konsep dan strategi pemasaran Hasil pemikiran subyektif-
obyektif, dan
adopsi/adaptasi/modifikasi
aspek terkait (data sekunder)
Penelusuran pustaka, browsing internet, formulasi/sitasi permasalahan,
brainstorming, diskusi & koordinasi dengan ahlinya (wawancara)
2 Aspek Teknis dan Teknologi
- Sumber daya (bahan) yang digunakan,
seperti bahan baku, bahan pembantu, ,
bahan pendukung, standarisasi mutu produk
Data primer dan sekunder
(quality & quantity) (data
seknder)
Penelusuran pustaka (DKP, Dept. Perindustrian, BPS), browsing internet,
wawancara, Observasi lapangan
- Kapasitas produksi Data primer dan sekunder
(quality & quantity)
PT. Samudra Teknik Mandiri, browsing internet, observasi lapangan
- Lokasi Data primer dan sekunder
(quality & quantity), hasil
pemikiran subyektif-obyektif
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan
- Perencanaan tata letak fasilitas (mesin &
ruangan)
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Teknologi proses produksi dan jenis
mesin
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
3 Aspek Institusional – Manajemen –
Organisasi
- Struktur dan elemen organisasi Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Sumber (inputan) organisasi Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Tujuan dan kajian organisasi Data primer dan sekunder
(quality)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan

72
- Fungsi dan kebijakan organisasi Data primer dan sekunder
(quality)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
4 Aspek Hukum & Legalitas
- Izin (sertifikat) legalisasi Data primer dan sekunder
(quality)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Hukum & undang-undang kebijakan
usaha (internal & ekternal organisasi)
Data primer dan sekunder
(quality)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
5 Aspek Lingkungan
- Prosedur pengelolaan lingkungan Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Standar operasi pelaksanaan pengelolaan
lingkungan
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Metode dan Implementasi AMDAL,
GMP, ISO, HCCP, dan lain-lain
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
6 Aspek Lingkungan
- Kondisi eksternal lingkungan organisasi (
Demografi, Sosial, & Kependudukan)
Data primer dan sekunder
(quality), hasil pemikiran
subyektif-obyektif
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan
- Dampak usaha terhadap kependudukan
(masyarakat)
Data primer dan sekunder
(quality), hasil pemikiran
subyektif-obyektif
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan
- Keterkaitan dan hirarki sosial organisasi
dengan lingkungan luar
Data primer dan sekunder
(quality), hasil pemikiran
subyektif-obyektif
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan
7 Aspek Finansial
- Arus kas (biaya) & neraca keuangan Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Perhitungan keuntungan dan kelayakan
usaha
Data primer dan sekunder
(quality & quantity)
Penelusuran pustaka, browsing internet, wawancara, survey lapangan
- Analisis Finansial (NPV, IRR, Net B/C,
PBP)
Data primer dan sekunder
(quantity)
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan, analisis dan perhitungan matematik
- Perhitungan nilai sisa Data primer dan sekunder Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
73
(quantity) dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan, analisis dan perhitungan matematik
- Asumsi dan dampak yang berpengaruh Data primer dan sekunder
(quality), hasil pemikiran
subyektif-obyektif
Penelusuran pustaka, browsing internet, brainstorming, diskusi & koordinasi
dengan ahlinya (wawancara), formulasi/sitasi permasalahan, brainstorming, survey
lapangan
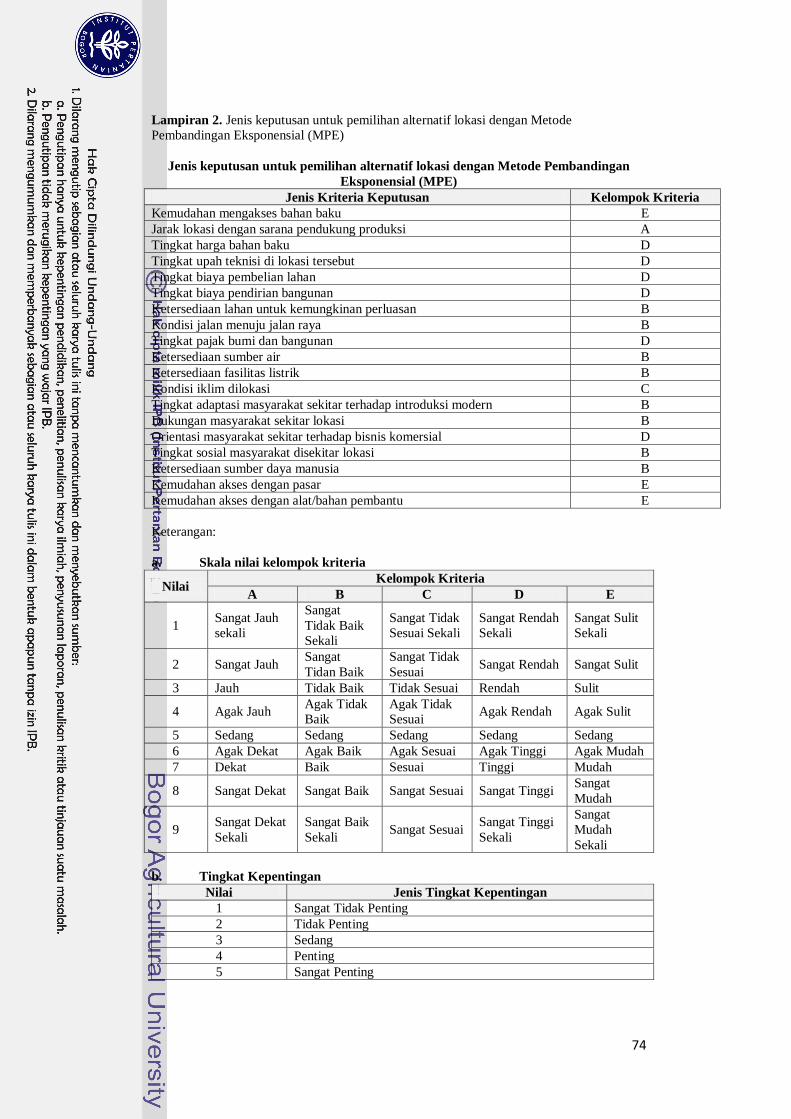
74
Lampiran 2. Jenis keputusan untuk pemilihan alternatif lokasi dengan Metode
Pembandingan Eksponensial (MPE)
Jenis keputusan untuk pemilihan alternatif lokasi dengan Metode Pembandingan
Eksponensial (MPE)
Jenis Kriteria Keputusan Kelompok Kriteria
Kemudahan mengakses bahan baku E
Jarak lokasi dengan sarana pendukung produksi A
Tingkat harga bahan baku D
Tingkat upah teknisi di lokasi tersebut D
Tingkat biaya pembelian lahan D
Tingkat biaya pendirian bangunan D
Ketersediaan lahan untuk kemungkinan perluasan B
Kondisi jalan menuju jalan raya B
Tingkat pajak bumi dan bangunan D
Ketersediaan sumber air B
Ketersediaan fasilitas listrik B
Kondisi iklim dilokasi C
Tingkat adaptasi masyarakat sekitar terhadap introduksi modern B
Dukungan masyarakat sekitar lokasi B
Orientasi masyarakat sekitar terhadap bisnis komersial D
Tingkat sosial masyarakat disekitar lokasi B
Ketersediaan sumber daya manusia B
Kemudahan akses dengan pasar E
Kemudahan akses dengan alat/bahan pembantu E
Keterangan:
a. Skala nilai kelompok kriteria
Nilai Kelompok Kriteria
A B C D E
1 Sangat Jauh
sekali
Sangat
Tidak Baik
Sekali
Sangat Tidak
Sesuai Sekali
Sangat Rendah
Sekali
Sangat Sulit
Sekali
2 Sangat Jauh Sangat
Tidan Baik
Sangat Tidak
Sesuai Sangat Rendah Sangat Sulit
3 Jauh Tidak Baik Tidak Sesuai Rendah Sulit
4 Agak Jauh Agak Tidak
Baik
Agak Tidak
Sesuai Agak Rendah Agak Sulit
5 Sedang Sedang Sedang Sedang Sedang
6 Agak Dekat Agak Baik Agak Sesuai Agak Tinggi Agak Mudah
7 Dekat Baik Sesuai Tinggi Mudah
8 Sangat Dekat Sangat Baik Sangat Sesuai Sangat Tinggi Sangat
Mudah
9 Sangat Dekat
Sekali
Sangat Baik
Sekali Sangat Sesuai
Sangat Tinggi
Sekali
Sangat
Mudah
Sekali
b. Tingkat Kepentingan
Nilai Jenis Tingkat Kepentingan
1 Sangat Tidak Penting
2 Tidak Penting
3 Sedang
4 Penting
5 Sangat Penting
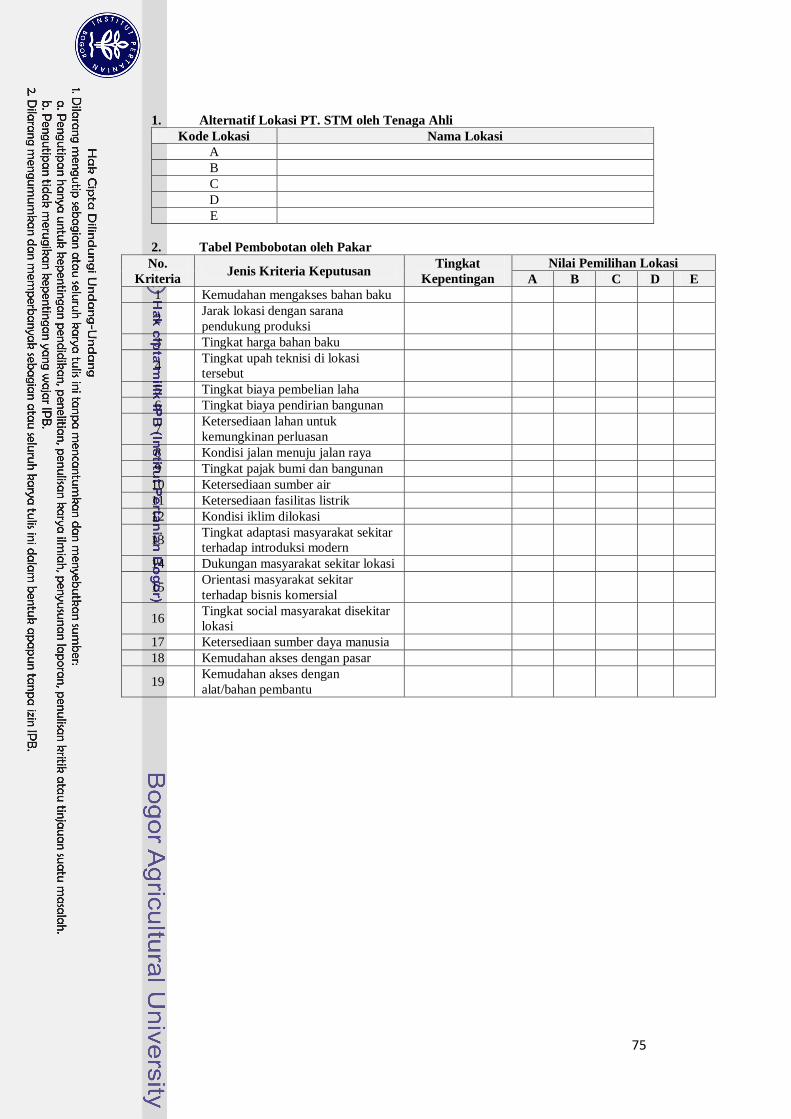
75
1. Alternatif Lokasi PT. STM oleh Tenaga Ahli
Kode Lokasi Nama Lokasi
A
B
C
D
E
2. Tabel Pembobotan oleh Pakar
No.
Kriteria Jenis Kriteria Keputusan
Tingkat
Kepentingan
Nilai Pemilihan Lokasi
A B C D E
1 Kemudahan mengakses bahan baku
2 Jarak lokasi dengan sarana
pendukung produksi
3 Tingkat harga bahan baku
4 Tingkat upah teknisi di lokasi
tersebut
5 Tingkat biaya pembelian laha
6 Tingkat biaya pendirian bangunan
7 Ketersediaan lahan untuk
kemungkinan perluasan
8 Kondisi jalan menuju jalan raya
9 Tingkat pajak bumi dan bangunan
10 Ketersediaan sumber air
11 Ketersediaan fasilitas listrik
12 Kondisi iklim dilokasi
13 Tingkat adaptasi masyarakat sekitar
terhadap introduksi modern
14 Dukungan masyarakat sekitar lokasi
15 Orientasi masyarakat sekitar
terhadap bisnis komersial
16 Tingkat social masyarakat disekitar
lokasi
17 Ketersediaan sumber daya manusia
18 Kemudahan akses dengan pasar
19 Kemudahan akses dengan
alat/bahan pembantu
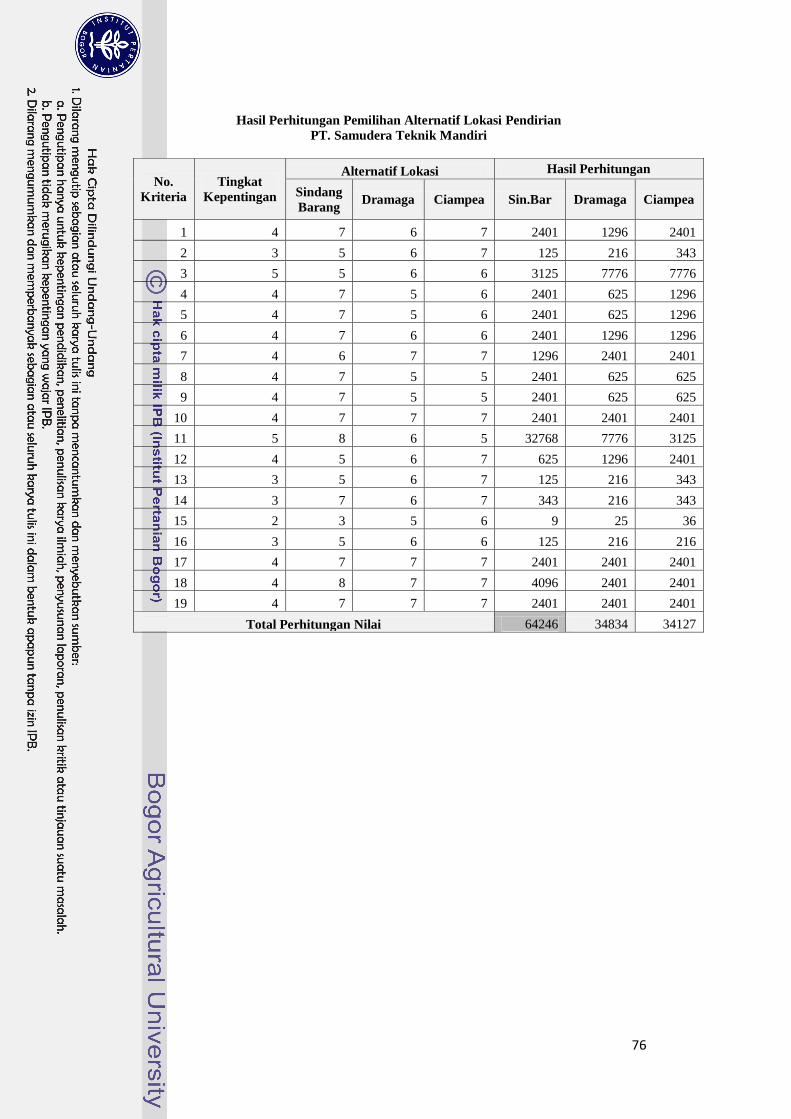
76
Hasil Perhitungan Pemilihan Alternatif Lokasi Pendirian
PT. Samudera Teknik Mandiri
No.
Kriteria
Tingkat
Kepentingan
Alternatif Lokasi Hasil Perhitungan
Sindang
Barang Dramaga Ciampea Sin.Bar Dramaga Ciampea
1 4 7 6 7 2401 1296 2401
2 3 5 6 7 125 216 343
3 5 5 6 6 3125 7776 7776
4 4 7 5 6 2401 625 1296
5 4 7 5 6 2401 625 1296
6 4 7 6 6 2401 1296 1296
7 4 6 7 7 1296 2401 2401
8 4 7 5 5 2401 625 625
9 4 7 5 5 2401 625 625
10 4 7 7 7 2401 2401 2401
11 5 8 6 5 32768 7776 3125
12 4 5 6 7 625 1296 2401
13 3 5 6 7 125 216 343
14 3 7 6 7 343 216 343
15 2 3 5 6 9 25 36
16 3 5 6 6 125 216 216
17 4 7 7 7 2401 2401 2401
18 4 8 7 7 4096 2401 2401
19 4 7 7 7 2401 2401 2401
Total Perhitungan Nilai 64246 34834 34127
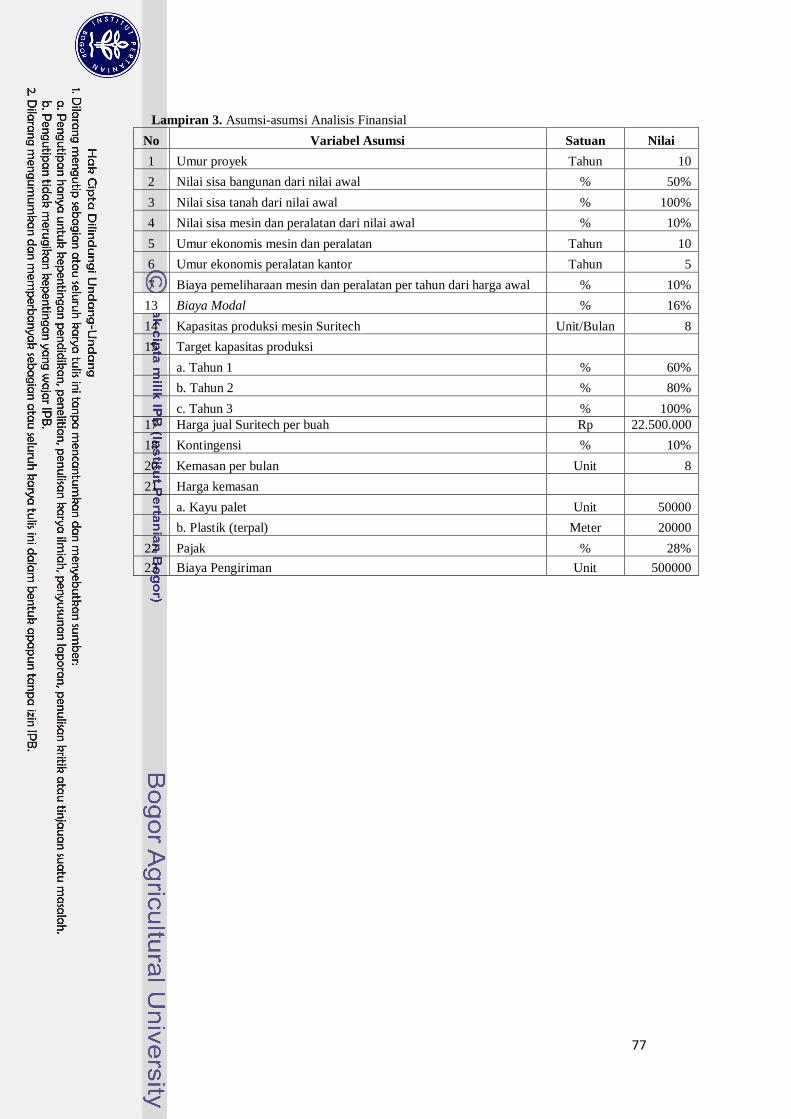
77
Lampiran 3. Asumsi-asumsi Analisis Finansial
No Variabel Asumsi Satuan Nilai
1 Umur proyek Tahun 10
2 Nilai sisa bangunan dari nilai awal % 50%
3 Nilai sisa tanah dari nilai awal % 100%
4 Nilai sisa mesin dan peralatan dari nilai awal % 10%
5 Umur ekonomis mesin dan peralatan Tahun 10
6 Umur ekonomis peralatan kantor Tahun 5
7 Biaya pemeliharaan mesin dan peralatan per tahun dari harga awal % 10%
13 Biaya Modal % 16%
14 Kapasitas produksi mesin Suritech Unit/Bulan 8
15 Target kapasitas produksi
a. Tahun 1 % 60%
b. Tahun 2 % 80%
c. Tahun 3 % 100%
17 Harga jual Suritech per buah Rp 22.500.000
18 Kontingensi % 10%
20 Kemasan per bulan Unit 8
21 Harga kemasan
a. Kayu palet Unit 50000
b. Plastik (terpal) Meter 20000
22 Pajak % 28%
23 Biaya Pengiriman Unit 500000
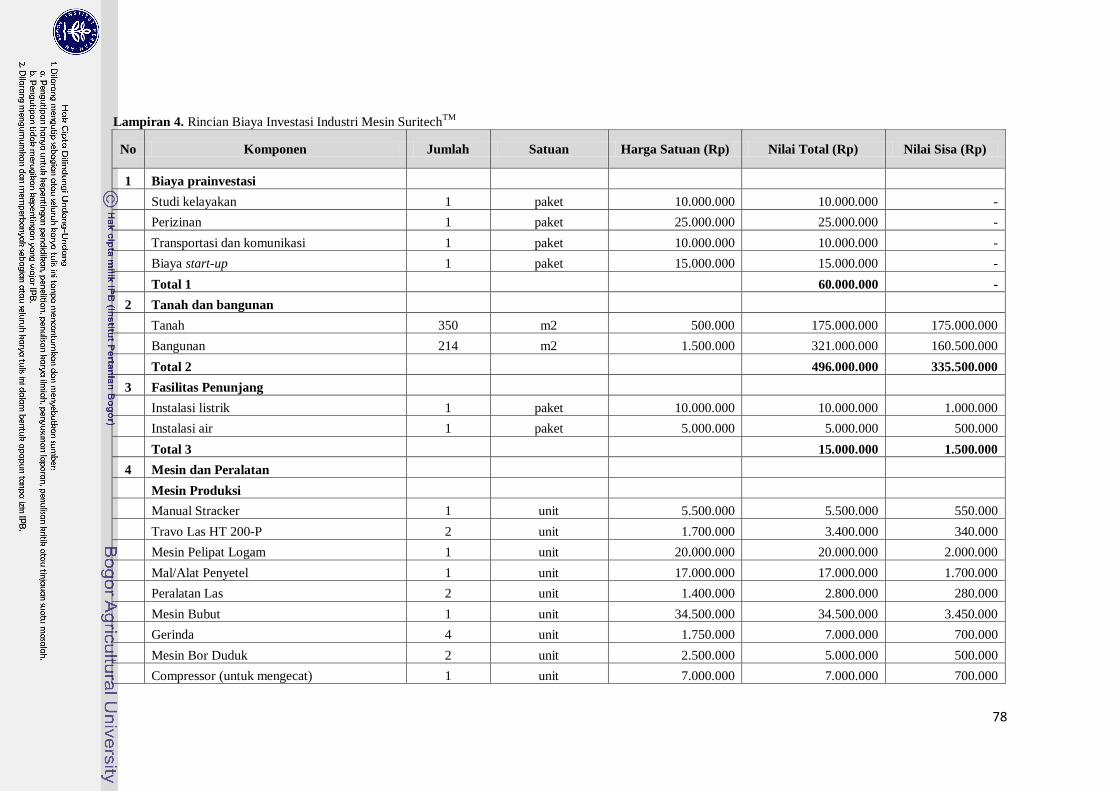
78
Lampiran 4. Rincian Biaya Investasi Industri Mesin SuritechTM
No Komponen Jumlah Satuan Harga Satuan (Rp) Nilai Total (Rp) Nilai Sisa (Rp)
1 Biaya prainvestasi
Studi kelayakan 1 paket 10.000.000 10.000.000 -
Perizinan 1 paket 25.000.000 25.000.000 -
Transportasi dan komunikasi 1 paket 10.000.000 10.000.000 -
Biaya start-up 1 paket 15.000.000 15.000.000 -
Total 1
60.000.000 -
2 Tanah dan bangunan
Tanah 350 m2 500.000 175.000.000 175.000.000
Bangunan 214 m2 1.500.000 321.000.000 160.500.000
Total 2
496.000.000 335.500.000
3 Fasilitas Penunjang
Instalasi listrik 1 paket 10.000.000 10.000.000 1.000.000
Instalasi air 1 paket 5.000.000 5.000.000 500.000
Total 3
15.000.000 1.500.000
4 Mesin dan Peralatan
Mesin Produksi
Manual Stracker 1 unit 5.500.000 5.500.000 550.000
Travo Las HT 200-P 2 unit 1.700.000 3.400.000 340.000
Mesin Pelipat Logam 1 unit 20.000.000 20.000.000 2.000.000
Mal/Alat Penyetel 1 unit 17.000.000 17.000.000 1.700.000
Peralatan Las 2 unit 1.400.000 2.800.000 280.000
Mesin Bubut 1 unit 34.500.000 34.500.000 3.450.000
Gerinda 4 unit 1.750.000 7.000.000 700.000
Mesin Bor Duduk 2 unit 2.500.000 5.000.000 500.000
Compressor (untuk mengecat) 1 unit 7.000.000 7.000.000 700.000
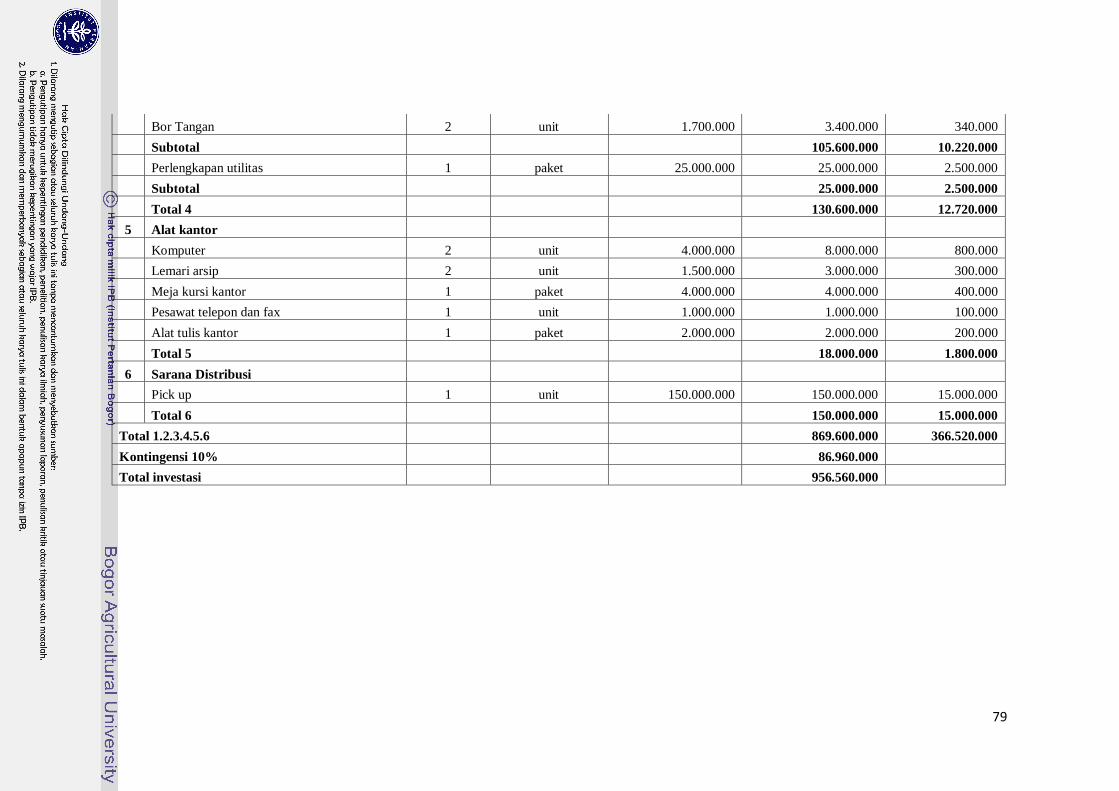
79
Bor Tangan 2 unit 1.700.000 3.400.000 340.000
Subtotal
105.600.000 10.220.000
Perlengkapan utilitas 1 paket 25.000.000 25.000.000 2.500.000
Subtotal
25.000.000 2.500.000
Total 4
130.600.000 12.720.000
5 Alat kantor
Komputer 2 unit 4.000.000 8.000.000 800.000
Lemari arsip 2 unit 1.500.000 3.000.000 300.000
Meja kursi kantor 1 paket 4.000.000 4.000.000 400.000
Pesawat telepon dan fax 1 unit 1.000.000 1.000.000 100.000
Alat tulis kantor 1 paket 2.000.000 2.000.000 200.000
Total 5
18.000.000 1.800.000
6 Sarana Distribusi
Pick up 1 unit 150.000.000 150.000.000 15.000.000
Total 6
150.000.000 15.000.000
Total 1.2.3.4.5.6
869.600.000 366.520.000
Kontingensi 10%
86.960.000
Total investasi
956.560.000
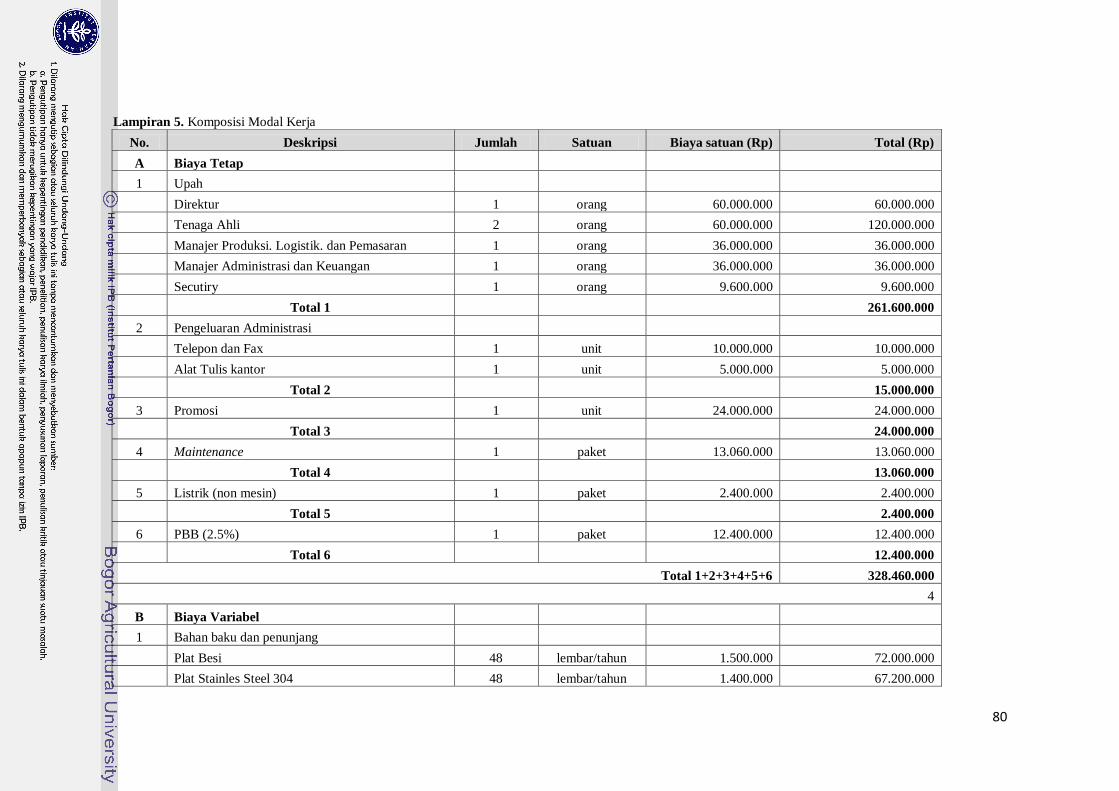
80
Lampiran 5. Komposisi Modal Kerja
No. Deskripsi Jumlah Satuan Biaya satuan (Rp) Total (Rp)
A Biaya Tetap
1 Upah
Direktur 1 orang 60.000.000 60.000.000
Tenaga Ahli 2 orang 60.000.000 120.000.000
Manajer Produksi. Logistik. dan Pemasaran 1 orang 36.000.000 36.000.000
Manajer Administrasi dan Keuangan 1 orang 36.000.000 36.000.000
Secutiry 1 orang 9.600.000 9.600.000
Total 1
261.600.000
2 Pengeluaran Administrasi
Telepon dan Fax 1 unit 10.000.000 10.000.000
Alat Tulis kantor 1 unit 5.000.000 5.000.000
Total 2
15.000.000
3 Promosi 1 unit 24.000.000 24.000.000
Total 3
24.000.000
4 Maintenance 1 paket 13.060.000 13.060.000
Total 4
13.060.000
5 Listrik (non mesin) 1 paket 2.400.000 2.400.000
Total 5
2.400.000
6 PBB (2.5%) 1 paket 12.400.000 12.400.000
Total 6
12.400.000
Total 1+2+3+4+5+6 328.460.000
4
B Biaya Variabel
1 Bahan baku dan penunjang
Plat Besi 48 lembar/tahun 1.500.000 72.000.000
Plat Stainles Steel 304 48 lembar/tahun 1.400.000 67.200.000

81
Plat Stainles Steel 430 36 lembar/tahun 700.000 25.200.000
Plat Berpori 14 lembar/tahun 4.500.000 60.750.000
Elektro Motor Jiayu 96 Unit/tahun 700.000 67.200.000
Bearing UCT207 192 buah/tahun 12.500 2.400.000
Bearing UCF207 576 buah/tahun 7.500 4.320.000
Saklar 96 buah/tahun 9.000 864.000
Roda Transportasi 96 set/tahun 80.000 7.680.000
Belt Conveyor 96 set/tahun 300.000 28.800.000
Gear Box 96 set/tahun 550.000 52.800.000
Gear 1 288 buah/tahun 6.000 1.728.000
Gear 2 96 buah/tahun 7.500 720.000
Mur dan Baut M19 2.304 buah/tahun 2.000 4.608.000
Mur dan baut M10 1.920 buah/tahun 700 1.344.000
Belt 192 buah/tahun 5.000 960.000
Pulley 1 96 buah/tahun 65.000 6.240.000
Pulley 2 96 buah/tahun 10.000 960.000
Cat Ijo Solin 192 kaleng/tahun 47.000 9.024.000
Cat Nippen 192 kaleng/tahun 49.000 9.408.000
Siku 30 x 30 48 batang/tahun 28.500 1.368.000
Siku 40 x 40 48 batang/tahun 52.000 2.496.000
Steker 96 buah/tahun 9.000 864.000
Kabel Eterna 192 meter/tahun 1.000 192.000
Total 1
429.126.000
2 Kemasan (kayu dan plastik) 96 Unit/tahun 50.000 4.800.000
Total 2
4.800.000
3 Teknisi (Tenaga Kerja Langsung) 72 orang/tahun 7.000.000 504.000.000
Total 3
504.000.000
4 Listrik 68.250 kWh 1.000 68.250.000
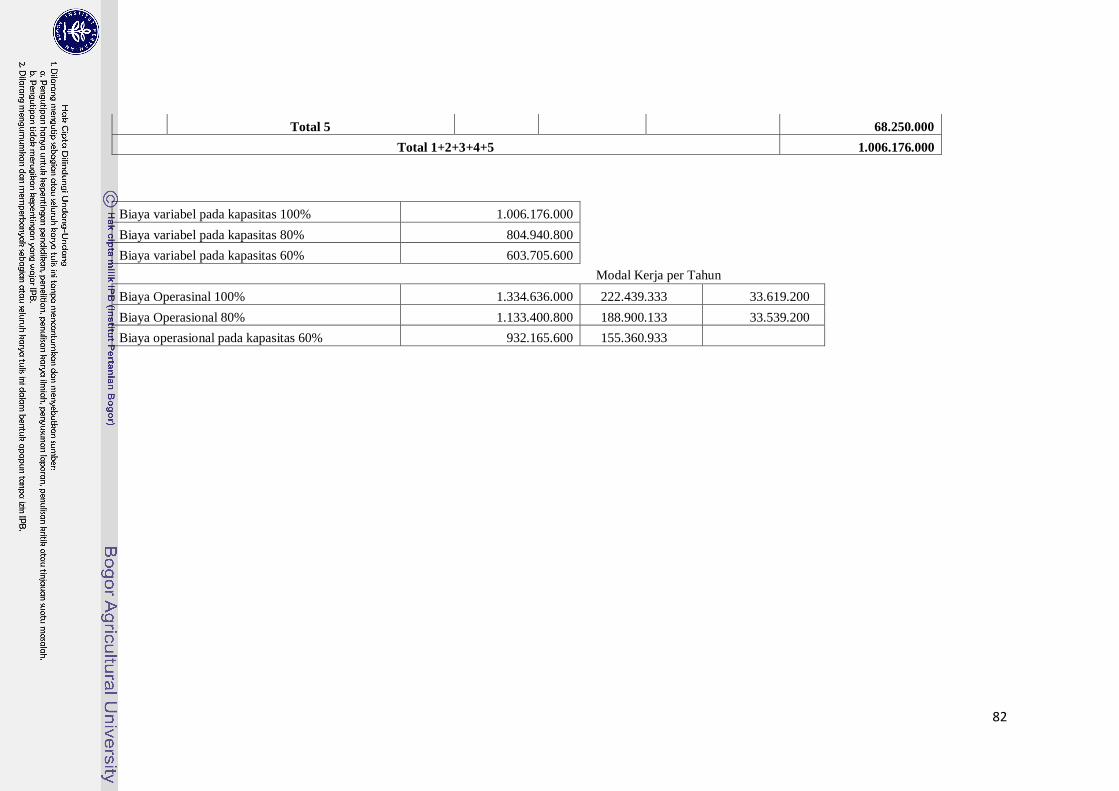
82
Total 5
68.250.000
Total 1+2+3+4+5 1.006.176.000
Biaya variabel pada kapasitas 100% 1.006.176.000
Biaya variabel pada kapasitas 80% 804.940.800
Biaya variabel pada kapasitas 60% 603.705.600
Biaya Operasinal 100% 1.334.636.000 222.439.333 33.619.200
Biaya Operasional 80% 1.133.400.800 188.900.133 33.539.200
Biaya operasional pada kapasitas 60% 932.165.600 155.360.933
Modal Kerja per Tahun
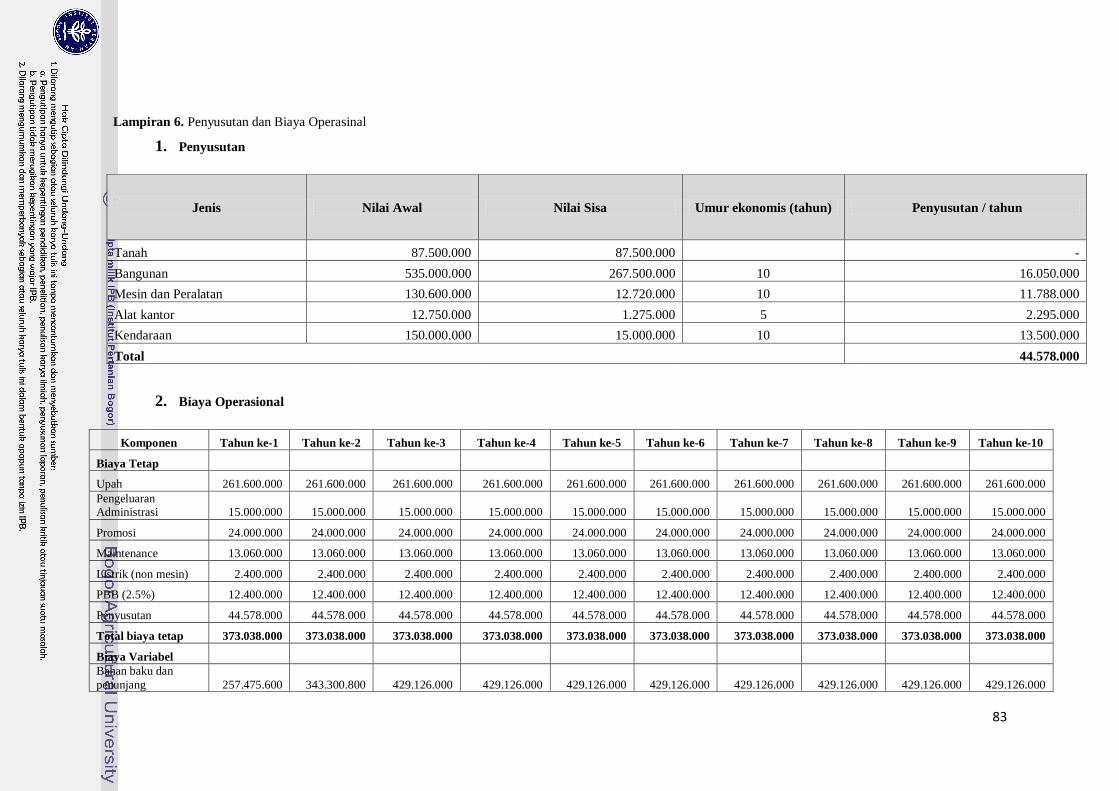
83
Lampiran 6. Penyusutan dan Biaya Operasinal
1. Penyusutan
Jenis Nilai Awal Nilai Sisa Umur ekonomis (tahun) Penyusutan / tahun
Tanah 87.500.000 87.500.000
-
Bangunan 535.000.000 267.500.000 10 16.050.000
Mesin dan Peralatan 130.600.000 12.720.000 10 11.788.000
Alat kantor 12.750.000 1.275.000 5 2.295.000
Kendaraan 150.000.000 15.000.000 10 13.500.000
Total 44.578.000
2. Biaya Operasional
Komponen Tahun ke-1 Tahun ke-2 Tahun ke-3 Tahun ke-4 Tahun ke-5 Tahun ke-6 Tahun ke-7 Tahun ke-8 Tahun ke-9 Tahun ke-10
Biaya Tetap
Upah 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000 261.600.000
Pengeluaran Administrasi 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000 15.000.000
Promosi 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000 24.000.000
Maintenance 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000 13.060.000
Listrik (non mesin) 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000 2.400.000
PBB (2.5%) 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000 12.400.000
Penyusutan 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000
Total biaya tetap 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000
Biaya Variabel
Bahan baku dan
penunjang 257.475.600 343.300.800 429.126.000 429.126.000 429.126.000 429.126.000 429.126.000 429.126.000 429.126.000 429.126.000
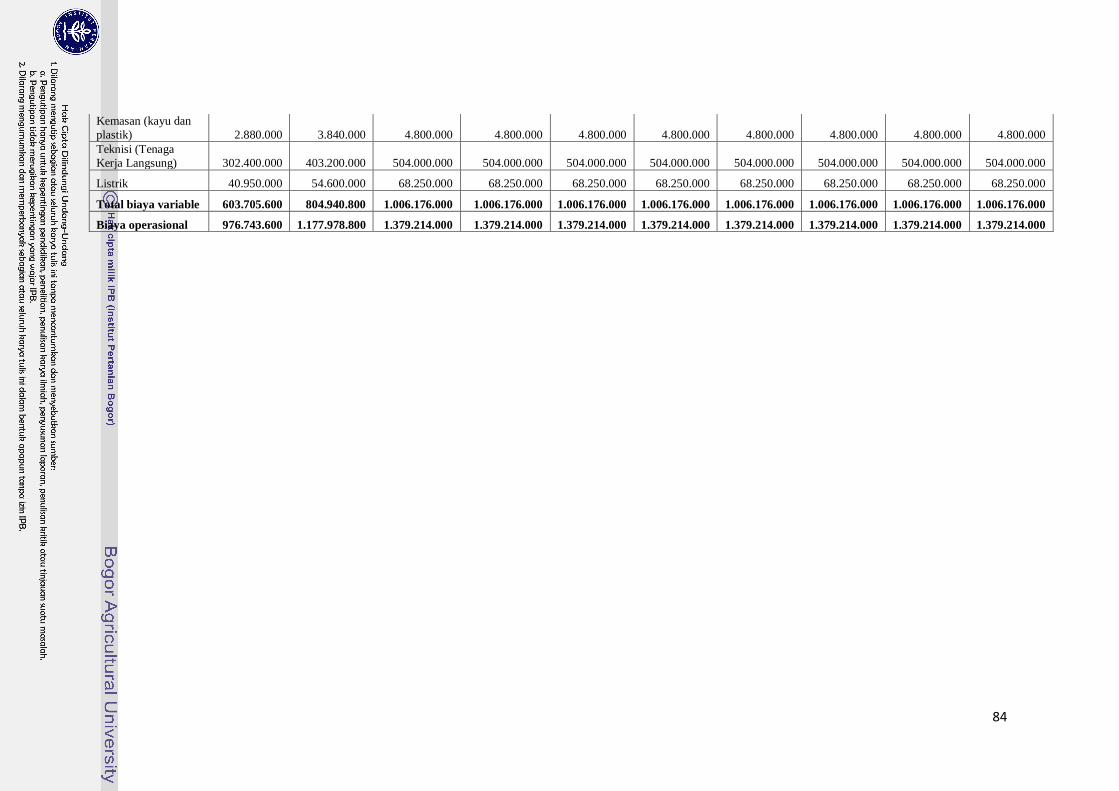
84
Kemasan (kayu dan
plastik) 2.880.000 3.840.000 4.800.000 4.800.000 4.800.000 4.800.000 4.800.000 4.800.000 4.800.000 4.800.000
Teknisi (Tenaga
Kerja Langsung) 302.400.000 403.200.000 504.000.000 504.000.000 504.000.000 504.000.000 504.000.000 504.000.000 504.000.000 504.000.000
Listrik 40.950.000 54.600.000 68.250.000 68.250.000 68.250.000 68.250.000 68.250.000 68.250.000 68.250.000 68.250.000
Total biaya variable 603.705.600 804.940.800 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000
Biaya operasional 976.743.600 1.177.978.800 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000
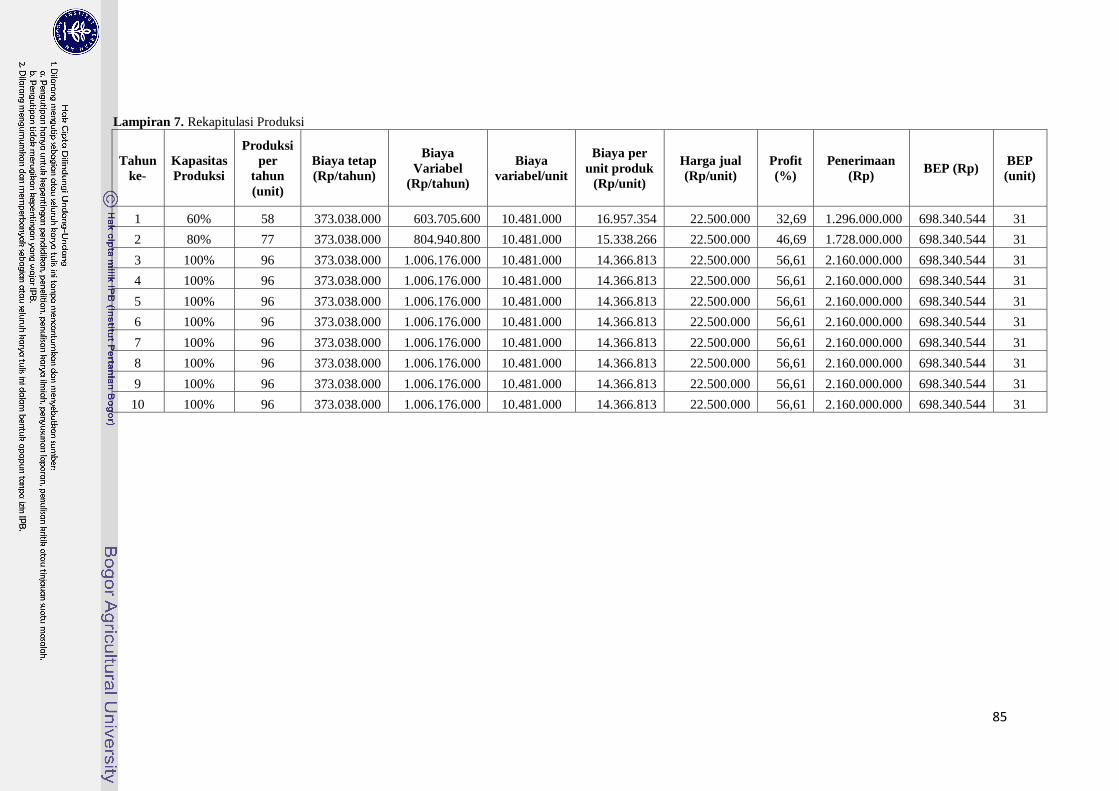
85
Lampiran 7. Rekapitulasi Produksi
Tahun
ke-
Kapasitas
Produksi
Produksi
per
tahun
(unit)
Biaya tetap
(Rp/tahun)
Biaya
Variabel
(Rp/tahun)
Biaya
variabel/unit
Biaya per
unit produk
(Rp/unit)
Harga jual
(Rp/unit)
Profit
(%)
Penerimaan
(Rp) BEP (Rp)
BEP
(unit)
1 60% 58 373.038.000 603.705.600 10.481.000 16.957.354 22.500.000 32,69 1.296.000.000 698.340.544 31
2 80% 77 373.038.000 804.940.800 10.481.000 15.338.266 22.500.000 46,69 1.728.000.000 698.340.544 31
3 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
4 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
5 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
6 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
7 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
8 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
9 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31
10 100% 96 373.038.000 1.006.176.000 10.481.000 14.366.813 22.500.000 56,61 2.160.000.000 698.340.544 31

86
Lampiran 8. Proyeksi Rugi Laba
Komponen Tahun ke-
1 2 3 4 5 6 7 8 9 10
A. Penerimaan
Penjualan
Produk 1.296.000.000 1.728.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000
Total
Penerimaan 1.296.000.000 1.728.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000 2.160.000.000
B.
Pengeluaran
Biaya tetap 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000 373.038.000
Biaya variabel 603.705.600 804.940.800 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000 1.006.176.000
Total
Pengeluaran 976.743.600 1.177.978.800 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000 1.379.214.000
EBIT 319.256.400 550.021.200 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000
Laba sebelum
pajak 319.256.400 550.021.200 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000 780.786.000
Pajak
penghasilan 89.391.792 154.005.936 218.620.080 218.620.080 218.620.080 218.620.080 218.620.080 218.620.080 218.620.080 218.620.080
Laba setelah
pajak 229.864.608 396.015.264 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920

87
Lampiran 9. Proyeksi Arus Kas
Deskripsi Tahun ke-
0 1 2 3 4 5 6 7 8 9 10
A. Kas Masuk
Laba setelah pajak 0 229.864.608 396.015.264 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920 562.165.920
Penyusutan 0 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000 44.578.000
Nilai sisa 0 0 0 0 0 1.800.000 0 0 0 0 365.020.000
Pengembalian modal
kerja 0 0 0 0 0 0 0 0 0 0 778.776.000
Total kas masuk 0 274.442.608 440.593.264 606.743.920 606.743.920 608.543.920 606.743.920 606.743.920 606.743.920 606.743.920 1.750.539.920
B. Kas Keluar
Investasi/Reinvestasi 956.560.000 0 0 0 0 18.000.000
0 0 0 0
Modal Kerja
155.360.933 188.900.133 222.439.333 222.439.333 222.439.333 222.439.333 222.439.333 222.439.333 222.439.333 222.439.333
Total kas keluar 956.560.000 155.360.933 188.900.133 222.439.333 222.439.333 240.439.333 222.439.333 222.439.333 222.439.333 222.439.333 222.439.333
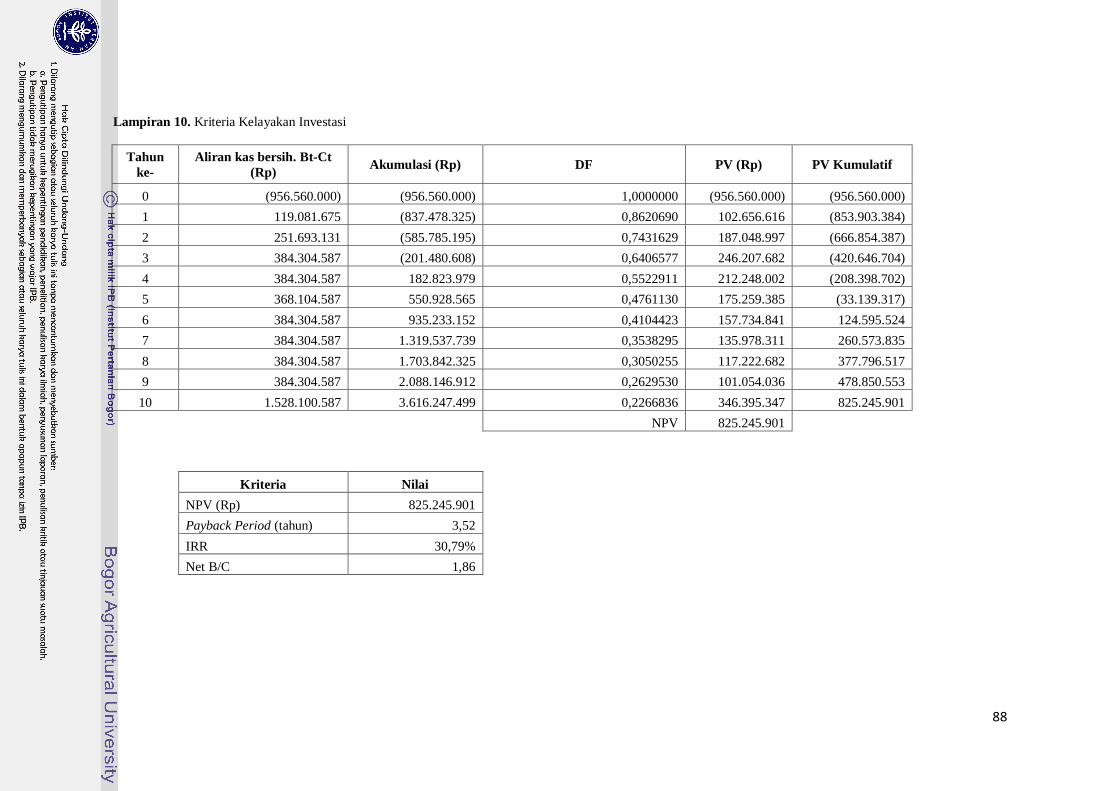
88
Lampiran 10. Kriteria Kelayakan Investasi
Tahun
ke-
Aliran kas bersih. Bt-Ct
(Rp) Akumulasi (Rp) DF PV (Rp) PV Kumulatif
0 (956.560.000) (956.560.000) 1,0000000 (956.560.000) (956.560.000)
1 119.081.675 (837.478.325) 0,8620690 102.656.616 (853.903.384)
2 251.693.131 (585.785.195) 0,7431629 187.048.997 (666.854.387)
3 384.304.587 (201.480.608) 0,6406577 246.207.682 (420.646.704)
4 384.304.587 182.823.979 0,5522911 212.248.002 (208.398.702)
5 368.104.587 550.928.565 0,4761130 175.259.385 (33.139.317)
6 384.304.587 935.233.152 0,4104423 157.734.841 124.595.524
7 384.304.587 1.319.537.739 0,3538295 135.978.311 260.573.835
8 384.304.587 1.703.842.325 0,3050255 117.222.682 377.796.517
9 384.304.587 2.088.146.912 0,2629530 101.054.036 478.850.553
10 1.528.100.587 3.616.247.499 0,2266836 346.395.347 825.245.901
NPV 825.245.901
Kriteria Nilai
NPV (Rp) 825.245.901
Payback Period (tahun) 3,52
IRR 30,79%
Net B/C 1,86







