8
BAB II
TINJAUAN PUSTAKA
2.1 Industri Kecil dan Menengah
Industri Kecil dan Menengah (IKM) merupakan suatu sektor dalam
dunia usaha yang ada dilingkungan masyarakat dan menjadi sebuah sumber
kekuatan bagi suatu negara untuk dapat mencapai kesejahteraan masyarakat
khususnya dalam bidang perekonomian. Pengertian industri sendiri menurut
UU No. 3 tahun 2014 adalah seluruh bentuk kegiatan ekonomi yang
mengelola bahan baku dan atau memanfaatkan sumber daya industri
sehingga menghasilkan barang yang mempunyai nilai tambah atau manfaat
lebih tinggi.
Pengertian industri kecil dan menengah beserta kriterianya sangat
beragam. Keberagaman tersebut terjadi karena masing-masing pihak atau
lembaga pemerintahan merumuskan sendiri pengertian dan kriteria dari
industri kecil menengah. Perbedaan tersebut misalnya pada pendefinisan
dan kriteria yang dikeluarkan oleh Kementerian Perindustrian Republik
Indonesia yang mengukur industri kecil dan menengah berdasarkan jumlah
asset, kemudian Badan Pusat Statistika (BPS) yang mengukur kriteria
industri kecil dan menengah berdasarkan jumlah pekerja.
Menurut Perat9uran Menteri Perindustrian Republik Indonesia
Nomor: 13/M-IND/PER/2/2013 Tentang Petunjuk Teknis Program
Restrukturisasi Mesin dan/atau Peralatan Industri Kecil Menengah Pasal 1
ayat (1), (2), dan (3) yang menyebutkan :
9
1) Industri Kecil dan Menengah (IKM) adalah perusahaan industri kecil
dan perusahaan industri menengah.
2) Perusahaan Industri Kecil (IK) adalah perusahaan industri dengan
nilai investasi seluruhnya sampai dengan Rp. 500.000.000 (lima
ratus juta rupiah), dengan tidak termasuk tanah dan bangunan tempat
usaha.
3) Perusahaan Industri Menengah (IM) adalah perusahaan industri
dengan nilai investasi seluruhnya lebih besar dari Rp. 500.000.000
(lima ratus juta rupiah) sampai dengan paling banyak
10.000.000.000 (sepuluh milyar rupiah), tidak termasuk tanah dan
bangunan tempat usaha.
Sementara Menurut Badan Pusat Statistik (2016) industri
pengolahan adalah suatu kegiatan ekonomi yang melakukan kegiatan
mengubah suatu barang dasar secara mekanis, kimia, atau dengan tangan
sehingga menjadi barang jadi atau setengah jadi, dan atau barang yang
kurang nilainya menjadi barang yang lebih tinggi nilainya, dan sifatnya
lebih dekat kepada pemakai akhir. Perusahaan industri pengolahan dibagi
dalam 4 golongan yaitu :
1. Industri Besar yaitu banyaknya tenaga kerja 100 orang atau lebih.
2. Industri Sedang yaitu banyaknya tenaga kerja 20-99 orang.
3. Industri Kecil yaitu banyaknya tenaga kerja 5-19 orang.
4. Industri Rumah Tangga yaitu banyaknya tenaga kerja 1-4 orang.
2.2 Usaha Kecil dan Menengah
Terdapat satu istilah lain dalam sebuah kegiatan ekonomi kecil yang
sering digunakan oleh masyarakat yaitu Usaha Mikro, Kecil, dan Menengah
10
(UMKM) atau juga Usaha Kecil dan Menengah (UKM). UMKM memiliki
berbagai macam definisi dan konsep di masing-masing negara dan di
Indonesia sendiri hal ini pun telah diatur sesuai dengan Undang-Undang
Republik Indonesia Nomor 20 Tahun 2008 tentang Usaha Mikro Kecil dan
Menengah, UMKM.
Pada pasal satu dari UU tersebut mendefinisikan bahwa usaha mikro
adalah usaha produktif milik orang perorangan dan/atau badan usaha
perorangan yang memiliki kriteria usaha mikro sebagaimana diatur dalam
UU tersebut. Usaha kecil adalah usaha ekonomi produktif yang berdiri
sendiri, yang dilakukan oleh orang perorangan atau badan usaha yang buka
merupakan anak perusahan atau bukan anak cabang yang dimiliki, dikuasai
atau menjadi bagian, baik langsung maupun tidak langsung, dari usaha
menengah atau usaha besar yang memenuhi kriteria usaha kecil
sebagaimana dimaksud dalam UU tersebut. Usaha menengah adalah usaha
ekonomi produktif yang berdiri sendiri yang dilakukan oleh perorangan atau
badan usaha yang bukan merupakan anak perusahaan atau bukan cabang
perusahaan yang dimiliki, dikuasai, atau menjadi bagian baik langsung
maupun tidak langsung, dari usaha mikro, usaha kecil atau usaha besar yang
memenuhi kriteria usaha menengah sebagaimana dimaksud dalam UU
tersebut.
Dalam Undang-undang tersebut, kriteria yang digunakan untuk
mendefinisikan UMKM seperti yang tercantum dalam Pasal 6 adalah nilai
kekayaan bersih atau nilai aset tidak termasuk tanah dan bangunan tempat
usaha, atau hasil penjualan tahunan dengan kriteria sebagai berikut :
11
1. Usaha mikro adalah unit usaha yang memiliki aset paling banyak
Rp.50 juta tidak termasuk tanah dan bangunan tempat usaha dengan
hasil penjualan tahunan paling besar Rp.300 juta.
2. Usaha kecil dengan nilai aset lebih dari Rp. 50 juta sampai dengan
paling banyak Rp.500 juta tidak termasuk tanah dan bangunan
tempat usaha memiliki hasil penjualan tahunan lebih dari Rp.300
juta hingga maksimum Rp.2.500.000, dan.
3. Usaha menengah adalah perusahaan dengan milai kekayaan bersih
lebih dari Rp.500 juta hingga paling banyak Rp.100 milyar hasil
penjualan tahunan di atas Rp.2,5 milyar sampai paling tinggi Rp.50
milyar.
UKM merupakan istilah yang digunakan oleh Kementerian
Koperasi dan Usaha Kecil dan Menengah sedangkan Industri Kecil dan
Menegah (IKM) ialah istilah yang sering digunakan oleh Kementerian
Perindustrian. Menurut Asosiasi UKM dan IKM Seluruh Indonesia (AUSI)
tahun 2016 UKM adalah sebuah usaha yang melakukan aktivitas dalam
bentuk menjual kembali berbagai aneka jenis produk yang di hasilkan oleh
IKM atau Industri besar. Contohnya mulai dari warung kecil hingga warung
besar, selain itu juga UKM melakukan aktivitas dalam bidang jasa seperti :
laundry, perbaikan alat elektronik ,mesin dan lain sebagai nya. IKM adalah
sebuah usaha yang memproduksi berbagai macam jenis produk yang di
gunakan dalam berbagai keperluan aktivitas mahluk hidup ataupun yang
lain nya. Namun apabila seseorang memiliki aktivitas produksi dan
pemasaran secara langsung, maka dapat di sebut sebagai UKM dan IKM.
Pada penelitian ini istilah yang cederung akan digunakan ialah IKM karena
12
bentuk kegiatan yang dilakukan oleh objek penelitian tidak hanya sebatas
jual beli namun mereka yang memiliki aktivitas produksi untuk
menghasilkan barang jadi yang lebih berharga dan bernilai dari sebelumnya.
2.3 Permasalahan yang dihadapi
Adapun permasalahan yang dihadapi UMKM diambil dari berbagai
hasil survey dan penelitian yang telah dilakukan di lapangan adalah sebagai
berikut. Diantaranya ialah beberapa kendala hambatan yang sering muncul
dalam UMKM menurut (Erwin Rijanto & Sarwono, 2015) :
2.2.1 Internal
1. Modal
• Sekitar 60-70% UMKM belum mendapat akses atau pembiayaan
perbankan.
• Hambatan geografis. Belum banyak perbankan mampu menjangkau
hingga ke daerah pelosok dan terpencil. Selanjutnya kendala
administratif, manajemen bisnis UMKM masih dikelola secara
manual dan tradisional, terutama manajemen keuangan. Pengelola
belum dapat memisahkan antara uang untuk operasional rumah
tangga dan usaha.
2. Sumber Daya Manusia (SDM)
• Kurangnya pengetahuan mengenai teknologi produksi terbaru dan
cara menjalankan quality control terhadap produk.
• Kemampuan membaca kebutuhan pasar masih belum tajam,
sehingga nnbelum mampu menangkap dengan cermat kebutuhan
yang diinginkan pasar.
13
• Pemasaran produk masih mengandalkan cara sederhana mouth to
mouth marketing (pemasaran dari mulut ke mulut). Belum
menjadikan media sosial atau jaringan internet sebagai alat
pemasaran.
• Dari sisi kuantitas, belum dapat melibatkan lebih banyak tenaga
kerja karena keterbatasan kemampuan menggaji.
• Karena pemilik UMKM masih sering terlibat dalam persoalan
teknis, sehingga kurang memikirkan tujuan atau rencana strategis
jangka panjang usahanya.
3. Hukum
Pada umumnya pelaku usaha UMKM masih berbadan hukum
perorangan.
4. Akuntabilitas
Belum mempunyai sistem administrasi keuangan dan manajemen
yang baik.
2.2.2 Eksternal
1. Iklim usaha masih belum kondusif.
• Koordinasi antar stakeholder UMKM masih belum padu. Lembaga
pemerintah, institusi pendidikan, lembaga keuangan,
dan asosiasi usaha lebih sering berjalan masing-masing.
• Belum tuntasnya penanganan aspek legalitas badan usaha dan
kelancaran prosedur perizinan, penataan lokasi usaha, biaya
transaksi/usaha tinggi, infrastruktur, kebijakan dalam aspek
pendanaan untuk UMKM.
14
2. Infrastruktur
• Terbatasnya sarana dan prasarana usaha terutama berhubungan
nndengan alat-alat teknologi.
• Kebanyakan UMKM menggunakan teknologi yang masih
sederhana.
3. Akses
• Keterbatasan akses terhadap bahan baku, sehingga seringkali
UMKM mendapatkan bahan baku yang berkualitas rendah.
• Akses terhadap teknologi, terutama bila pasar dikuasai oleh
perusahaan/grup bisnis tertentu.
• Belum mampu mengimbangi selera konsumen yang cepat berubah,
nnterutama bagi UMKM yang sudah mampu menembus pasar
ekspor, sehingga sering terlibas dengan perusahaan yang bermodal
lebih besar.
2.4 Lean Manufacturing
Menurut Gasperz dan Fontana (2011), Lean manufacturing adalah
suatu upaya terus menerus untuk menghilangkan pemborosan (waste) yang
terjadi disuatu perusahaan industri dan meningkatkan nilai tambah (value
added) produk (barang dan/atau jasa) agar memberikan nilai kepada
pelanggan (customer value). Tujuan lean adalah meningkatkan terus-
menerus customer value melalui peningkatan terus-menerus rasio antara
nilai tambah terhadap waste (the value to waste ratio).
Terdapat lima prinsip dasar Lean (Vincent & Fontana, 2011) :
15
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan
perspektif pelanggan, di mana pelanggan menginginkan produk
(barang dan/atau jasa) berkualitas superior, dengan harga yang
kompetitif dan penyerahaan tepat waktu.
2. Mengidentifikasi value stream procces mapping (penentuan proses
pada value stream) untuk setiap produk (barang dan/atau jasa).
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua
aktivitas sepanjang proses value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir
secara lancar dan efisien sepanjang proses value stream menggunakan
sistem tarik (pull system).
5. Terus-menerus mencapai berbagai teknik dan alat peningkatan
(impovement tools and techniques) untuk mencapai keunggulan dan
peningkatan terus-menerus.
2.4.1 Metode Penerapan Lean Manufacturing
Beberapa contoh metode yang sering diterapkan dalam konsep lean
manufacturing ialah sebagai berikut :
1. Kaizen
Kaizen adalah suatu istilah dalam bahasa Jepang yang dapat
diartikan sebagai perbaikan secara terus – menerus (continuous
improvement) (Vincent Gaspersz, 2003). Kaizen pada setiap
perusahaan, baik perusahaan manufaktur atau bukan, harus dimulai
dengan tiga kegiatan ini : standardisasi, 5R dan penghapusan
pemborosan.
16
2. Poka Yoke
Poka yoke merupakan salah satu metode pencegahan terjadinya
kesalahan dalam suatu proses produksi. Tujuan membuat aktivitas
preventif agar proses tidak mengalami kesalahan atau bahkan ketika
terjadi kesalahan bisa dilakukan perbaikan secepatnya (Shingo, 1986).
Pada dasarnya fungsi dasar Poka yoke itu ada 3 diantaranya yaitu :
1. Control : Mengontrol proses agar tidak menimbulkan defect
produk.
2. Shutdown : Berhenti melakukan proses produksi ketika menyadari
telah melakukan defect.
3. Warning : Pemberian peringatan ketika terjadi potensi muncul
produk defect.
3. Jidoka
Jidoka merupakan sebuah konsep yang ditemukan pertama kali
oleh Sakichi Toyoda dan dikembangkan secara lebih lanjut oleh
Shingeo Shingo. Jidoka merupakan sebuah langkah penting jika ingin
mendapatkan kualitas terbaik dengan biaya terendah, serta waktu yang
paling cepat. Konsep Jidoka merupakan sebuah prinsip dalam
manajemen untuk meyakinkan bahwa proses yang dilakukan tidak
menghasilkan produk cacat.
Alasan utama Jidoka merupakan sebuah hal yang penting
dikarenakan, dengan penggunaan Jidoka dalam perusahaan dapat
mengurangi tingkat cacat yang ada di dalam perusahaan. Tingginya
tingkat produk cacat yang dihasilkan dapat mengakibatkan lini produksi
terhenti dan aliran sistem tarik dapat berhenti. Selain itu, sistem kanban
17
dapat rusak jika tejadinya pengiriman komponen yang cacat (Dennis,
2007).
4. Kanban
Kanban berasal dari bahasa Jepang, yang berarti kartu. Sistem
kanban diperkenalkan pertama kali oleh Taiichi Ohno dan menjadi
standar operasi di pabrik-pabtrik Toyota di seluruh dunia. Menurut
Yasuhiro Monden (2001), sistem kanban adalah suatu sistem informasi
yang secara serasi mengendalikan produksi barang yang diperlukan
dalam jumlah yang diperlukan pada waktu diperlukan dalam setiap
proses pabrik dan juga diantara perusahaan.
5. TQM
Total Quality Management adalah sebuah sistem perbaikan
yang dilakukan secara terus menerus dengan melibatkan berbagai unsur
termasuk sumber daya manusia serta modal yang memadai (Vincent
Gaspersz, 2003).
6. Standarisasi Kerja
Standarisasi kerja atau proses merupakan salah satu bentuk
sistem lean dimana proses produksi dalam suatu perusahaan haruslah
SOP yang jelas. Dengan adanya standarisasi proses maka dapat dengan
mudah melakukan proses perbaikan (Dennis, 2007). Diibaratkan
standarisasi proses merupakan sebuah langkah untuk memastikan
bahwa perusahaan tidak mundur dan terus melakukan perbaikan.
Standarisasi kerja mencakup 3 elemen, elemen-elemen itu adalah :
1. Takt time
2. Urutan proses
18
3. In-process stock
7. 5S
5S merupakan pendekatan sistematik untuk meningkatkan
lingkungan kerja, proses proses dan produk dengan melibatkan
karyawan di lantai pabrik atau lini produksi (production line) maupun di
kantor (Vincent & Fontana, 2011). 5S adalah program peningkatan terus
menerus yang memiliki akronim sebagai berikut:
a. Seiri (Sort) : Menghilangkan item yang tidak dibutuhkan dari tempat
kerja.
b. Seiton (Stabilize) : Menyimpan item ditempat yang tepat.
c. Seiso (Shine) : Mempertahankan area kerja agar tetap bersih dan
rapih.
d. Seiketsu (Standardize) : Melakukan standarisasi terhadap praktek
(Seiri, Seiton, Seiso).
e. Shitsuke (Sustain) : Membuat kedisiplinan menjadi kebiasaan
melalui prosedur prosedur.
8. Six Sigma
Six Sigma didefinisikan sebagai sebuah sistem yang luas dan
komprehensif untuk membangun dan menopang kinerja, sukses, dan
kepemimpinan bisnis (Pande et al., 2002).
9. Value Stream Mapping (VSM)
Menurut Liker (2004) Value stream mapping adalah teknik
untuk menunjukkan dengan jelas aliran bahan baku dan aliran informasi
saat ini yang dibutuhkan untuk membawa produk atau jasa sampai ke
tangan konsumen dalam bentuk diagram. Beberapa parameter yang

19
perlu diperhatikan dalam penyusunan Value Stream Mapping (Rother &
Shook, 2009) antara lain; waktu suatu barang mengendap atau
menunggu untuk diproses dalam proses selanjutnya (Inventory lead
time), semua sumber daya yang digunakan pada suatu proses
(Resource), waktu siklus yang dibutuhkan untuk menyelesaikan produk
satu hingga produk kedua terselesaikan (Cycle time), waktu yang
dibutuhkan untuk menyelesaikan suatu proses secara keseluruhan dari
awal kegiatan unloading material sampai loading produk jadi (Lead
time), waktu yang terbuang untuk menunggu sebelum suatu aktivitas
dapat dilakukan (Waiting time), serta waktu yang dibutuhkan dalam
melakukan proses perpindahan dari tempat satu ketempa tlainnya
(Transportation time).
10. Heijunka
Heijunka produksi sangat tepat diaplikasikan untuk memproduksi
produk-produk yang berlainan jenis/model campuran dalam suatu lini
produksi. Menurut (Suzaki, 1991) heijunka berarti sistem produksi yang
memproduksi barang bermacam-macam (campur) dalam satu lini
produksi, yang berarti produksi dilakukan secara bergilir dalam setiap
hari, tiap jam bahkan tiap menit sehingga tingkat persediaan dalam
proses menjadi lebih rendah.
11. Just In Time
Just in time merupakan serangkaian prinsip, alat dan teknik yang
memungkinkan suatu perusahaan dapat memproduksi dan mengirim
produk mereka dalam jumlah kecil, dengan lead time yang singkat untuk
memenuhi keinginan pelanggan spesifik. Just in time menyediakan
20
barang yang tepat, pada waktu yang tepat, dan dalam jumlah yang tepat
(Liker, 2004). Salah satu dari pedoman ini ialah tidak adanya
pemborosan-pemborosan dalam lini produksi, misalnya tidak boleh
adanya cacat atau harus zero defect, tidak boleh ada barang di gudang
atau zero inventory dan berbagai bentuk waste lainnya.
Masih banyak berbagai metode lean manufacturing lainnya selain
dari sebelas itu seperti PDCA, Root Cause Analysis, Six Big Losses, Takt
Time, Smart Goals, Hoshin Kanri, Gemba, dan Andon. Masing-masing
memiliki fungsi dan penerapan yang berbeda-beda tergantung dari
permasalahan apa yang dihadapi perusahaan sehingga dari sekian banyak
metode yang terdapat pada lean manufacturing diharapkan mampu untuk
dapat juga menyelesaikan permasalahan yang ada di IKM.
2.4.2 Macam-macam Pemborosan Manufaktur
Dalam buku “The Toyota Way” (Liker, 2004), waste didefiniskan
sebagai segala aktivitas pemakaian sumber daya (resources) yang tidak
memberikan nilai tambah (value added) pada produk. Fokus utama dari
Lean adalah menghilangkan waste dalam proses, maka dalam konsepnya
terdapat 8 macam waste (aktivitas tanpa nilai tambah dari kacamata
pelanggan) yang umumnya terjadi dan harus dihilangkan. Pada dasarnya
semua waste yang terjadi berhubungan erat dengan dimensi waktu. 8 macam
waste tersebut antara lain adalah sebagai berikut;
1. Produksi berlebihan (over production)
Memproduksi lebih banyak dari yang permintaan, atau
memproduksi sebelum diinginkan. Hal ini terlihat pada simpanan
material. Ini adalah akibat dari produksi berdasarkan permintaan
21
spekulatif. Produksi berlebihan juga berarti membuat lebih banyak dari
yang dibutuhkan oleh proses berikutnya, membuat sebelum diinginkan
oleh proses berikutnya, atau membuat lebih cepat dari yang dibutuhkan
oleh proses berikutnya. Penyebab over produksi : Logika just-in-case
(untuk jaga-jaga), Penggunaan otomatisasi yang salah, Proses setup
yang lama, Penjadwalan yang salah, Ketidakseimbangan beban kerja,
Rekayasa berlebihan, Inspeksi berlebihan dan sebagainya.
2. Menunggu (Waiting)
Waktu menunggu dalam proses harus dihilangkan. Prinsipnya
adalah memaksimalkan penggunaan / efisiensi pekerja dari pada
memaksimalkan penggunaan mesin-mesin. Penyebab menunggu
termasuk: Ketidakseimbangan beban kerja, Pemeliharaan yang tidak
terencana, Waktu setup yang lama, Penggunaan otomatisasi yang salah,
Masalah kualitas yang tidak selesai, Penjadwalan yang salah, dll.
3. Transportasi (transportation)
Dari pada memperbaiki transportasi, akan lebih baik bila
dikurangi atau dihilangkan. Beberapa penyebab transportasi tinggi :
Tata letak pabrik yang buruk, Pemahaman yang buruk terhadap aliran
proses produksi, jumlah lot besar, lead time besar, dan area
penyimpanan yang besar.
4. Memproses secara keliru/berlebihan (Inefficient Process)
Harus dihilangkan dengan cara bertanya mengapa sebuah proses
diperlukan dan mengapa sebuah produk diproduksi. Semua langkah
proses yang tidak diperlukan harus dihilangkan. Beberapa penyebabnya:
Perubahan produk tanpa perubahan proses, Logika just-in-case,
22
Keinginan konsumen yang sebenarnya tidak jelas, Proses berlebihan
untuk menutupi downtime, Kurang komunikasi.
5. Work In Process (WIP)
Material antar operasi yang timbul karena lot produksi yang
besar atau proses-proses dengan waktu siklus yang panjang. Penyebab
inventory berlebihan: Melindungi perusahaan dari inefisiensi dan
masalah-masalah tak terduga, Kompleksitas produk, Penjadwalan yang
salah, Peramalan pasar yang buruk, Beban kerja tidak seimbang,
Supplier yang tidak bisa diandalkan, Kesalahan komunikasi.
6. Gerakan yang tidak perlu (unnecessary motion)
Gerakan-gerakan tubuh yang tidak perlu, seperti mencari,
meraih, memutar akan membuat proses memakan waktu lebih lama.
Operasionalnya sendiri yang seharusnya diperbaiki daripada melakukan
otomatisasi terhadap gerakan sia-sia. Penyebabnya antara lain:
efektifitas manusia/mesin yang buruk, metode kerja yang tidak
konsisten, layout fasilitas yang buruk, pemeliharaan dan organisasi
tempat kerja yang buruk, gerakan tambahan saat menunggu.
7. Produk cacat (defective product)
Memproduksi barang cacat, sehingga membutuhkan pengerjaan
ulang atau bahkan dibuang karena tidak bisa diperbaiki. Jelas ini
merupakan pemborosan pemakaian bahan, waktu, tenaga kerja, dan
sumber daya yang lain. Aktivitas ini merupakan kesia-siaan yang
sempurna. Mencegah timbulnya cacat lebih baik daripada mencari dan
memperbaiki cacat. Penyebabnya antara lain: kontrol proses yang
lemah, Kualitas buruk, tingkat inventory tidak seimbang, perencanaan
23
maintenance yang buruk, kurangnya pendidikan / training / instruksi
kerja, desain produk, keinginan konsumen tidak dimengerti.
8. Kreativitas karyawan yang tidak dimanfaatkan (Underutilizing People)
Kehilangan waktu, gagasan, keterampilan, peningkatan, dan
kesempatan belajar karena tidak melibatkan atau mendengarkan
karyawan. Penyebabnya antara lain: Budaya bisnis, politik, perekrutan
yang buruk, rendah / tidak adanya investasi untuk training, strategi upah
rendah, dan turnover tinggi. Semua jenis waste ini sering terjadi tanpa
disadari, karena telah dianggap sebagai sesuatu yang wajar dan umum,
padahal sesungguhnya sangat merugikan, khususnya sering
menyebabkan pertambahan biaya operasional (cost) yang seharusnya
bisa dihindari. Karena itu, penerapan Lean dapat membantu organisasi
memotong biaya yang tidak perlu, sekaligus meningkatkan revenue.
2.5 Model Konseptual
Iskandar (2009), mengemukakan bahwa dalam penelitian
kuantitatif, kerangka konseptual merupakan suatu kesatuan kerangka
pemikiran yang utuh dalam rangka mencari jawaban-jawaban ilmiah
terhadap masalah-masalah penelitian yang menjelaskan tentang variabel-
variabel, hubungan antara variabel-variabel secara teoritis yang
berhubungan dengan hasil penelitian yang terdahulu yang kebenarannya
dapat diuji secara empiris.
Karakteristik Model Konseptual menurut Jan Jonker, dkk (2011)
antara lain :
24
1. Model Konseptual merupakan konstruksi verbal atau visual yang
membantu untuk membedakan antara apa yang penting dan apa yang
tidak.
2. Sebuah model menawarkan kerangka kerja yang menggambarkan
(secara logis) hubungan kausal antara faktor-faktor yang berkaitan.
Model konseptual dapat mempromosikan hal yang masuk akal atau
makna dalam situasi tertentu.
3. Model konseptual menciptakan realitas dalam arti pemahaman
kolektif. Karena model konseptual didasarkan pada bahasa yang
berasal dari pengertian teoritis.
Model konseptual dibangun berdasarkan teori atau setidaknya
pengertian teoritis, tanpa masukan teoritis, maka mustahil untuk membuat
konstruksi yang berfokus dari sebuah realitas yang terjadi. Teori
memberitahu kepada kita dimana harus mencari, apa yang harus dicari, dan
bagaimana melihat suatu masalah.
Fungsi model konseptual menurut Jonker et al. (2011) antara lain
yang pertama ialah model Konseptual sangat erat hubungannya dengan teori
referensi/litelatur yang digunakan. Dengan bantuan model konseptual,
peneliti dapat menunjukkan bagaimana melihat fenomena yang
diketengahkan dalam penelitiannya. Konsep-konsep teoritis yang
digunakan untuk membangun model konseptual memberikan persfektif atau
sebuah cara untuk melihat fenomena empiris. Kedua adalah pembangunan
model dapat membantu dalam penataan masalah, mengidentifikasi faktor-
faktor relevan, dan kemudian memberikan koneksi yang membuatnya lebih
mudah untuk memetakan bingkai masalahnya. Jika dipetakan dengan benar,
25
maka model konseptual dapat menjadi representasi yang benar dari
fenomena yang sedang dipelajari. Selanjutnya model tersebut akan
membantu menyederhanakan masalah dengan mengurangi jumalh properti
yang harus disertakan, sehingga lebih mudah berfokus untuk hal-hal yang
hakiki. Terakhir menghubungkannya ke dalam sistem teori.
Kerangka konseptual yang baik sebagaimana yang dikutip oleh
Sugiyono dalam Iskandar (2009) sebagai berikut:
1. Variabel-variabel penelitian yang akan diteliti harus jelas.
2. Kerangka konseptual haruslah menjelaskan hubungan antara
variabel-variabel yang akan diteliti, dan ada teori yang melandasi.
3. Kerangka konseptual tersebut lebih selanjutnya perlu dinyatakan
dalam bentuk diagram, sehingga masalah penelitian yang akan
dicari jawabannya mudah dipahami.
2.6 Soft System Methodology (SSM)
Pertama kali diperkenalkan di Inggris oleh Tim akademisi dari
Universitas Lancaster yang dipimpin oleh Prof Gwilym Jenkins pada tahun
1966. SSM awalnya digunakan untuk membantu menyelesaikan masalah
yang begitu kompleks dan melibatkan banyak stakeholder di dalam bidang
manajeman. Pendekatan ini digunakan ketika pendekatan teknikal tidak
mampu menjelaskan berbagai fenomena yang dihadapi secara utuh dan
akurat. SSM dikembangan oleh para teknisi manajeman di Universitas
Lancaster untuk membantu menyelesaikan masalah terkait dengan efisiensi
dan efektifitas yang melibatkan teknologi modern dengan kompleksitas tinggi
dalam organisasi manusia. Sejak dikembangkan, SSM baru mendapat tempat
yang semestinya ketika Peter Checkland bergabung dengan tim Lancaster
26
pada tahun 1969, bahkan dikemudian hari, Checkland dianggap sebagai
bapak dari metodologi ini (Hidayatullah, 2011).
Soft Systems Methodology (SSM) adalah sebuah pendekatan holistik
di dalam melihat aspek-aspek riil dan konseptual di masyarakat. SSM melihat
setiap yang terjadi sebagai Human Activity System, karena serangkaian
aktivitas manusia dapat disebut sebagai sebuah sistem, yaitu setiap aktivitas-
aktivitas tersebut saling berhubungan dan membentuk suatu ikatan.
Pendekatan soft systems dianggap sebagai metodologi yang sangat produktif
untuk mempelajari setiap aktivitas manusia yang terorganisir di dalam
mencapai tujuan-tujuan tertentu (Patel, 1995).
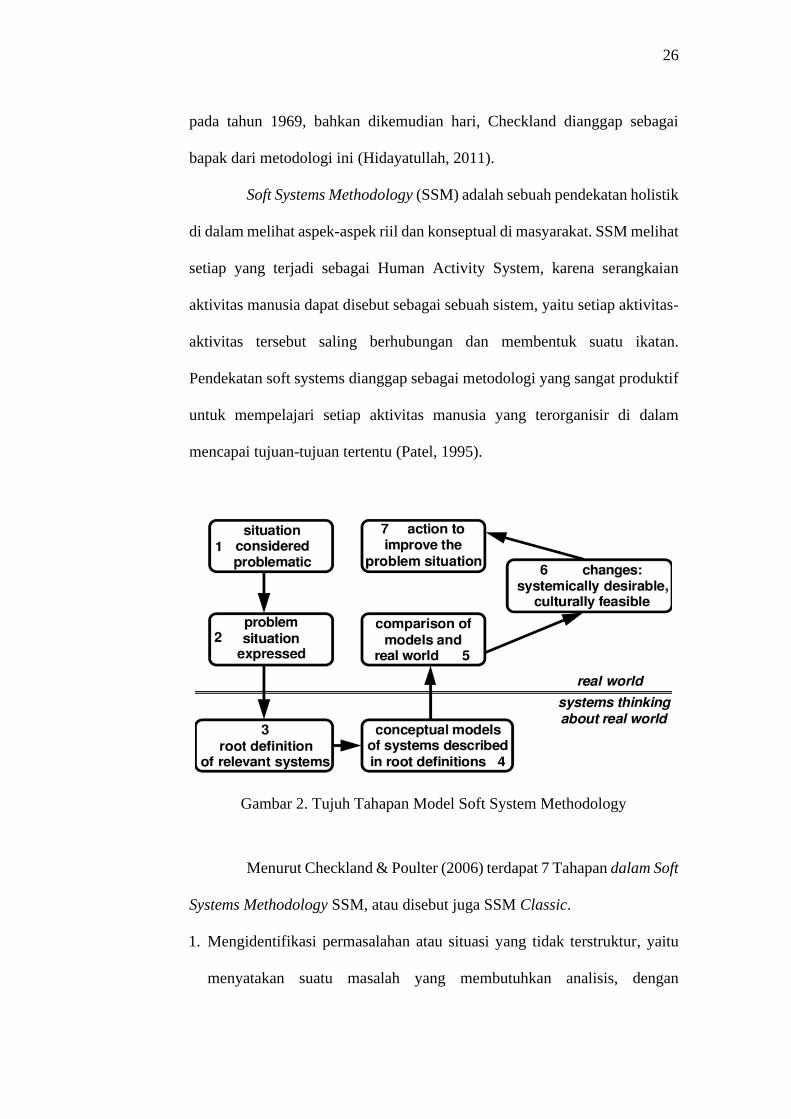
Gambar 2. Tujuh Tahapan Model Soft System Methodology
Menurut Checkland & Poulter (2006) terdapat 7 Tahapan dalam Soft
Systems Methodology SSM, atau disebut juga SSM Classic.
1. Mengidentifikasi permasalahan atau situasi yang tidak terstruktur, yaitu
menyatakan suatu masalah yang membutuhkan analisis, dengan
27
membiarkan anggapan-anggapan yang beredar tanpa membatasi dan
langsung menyimpulkan.
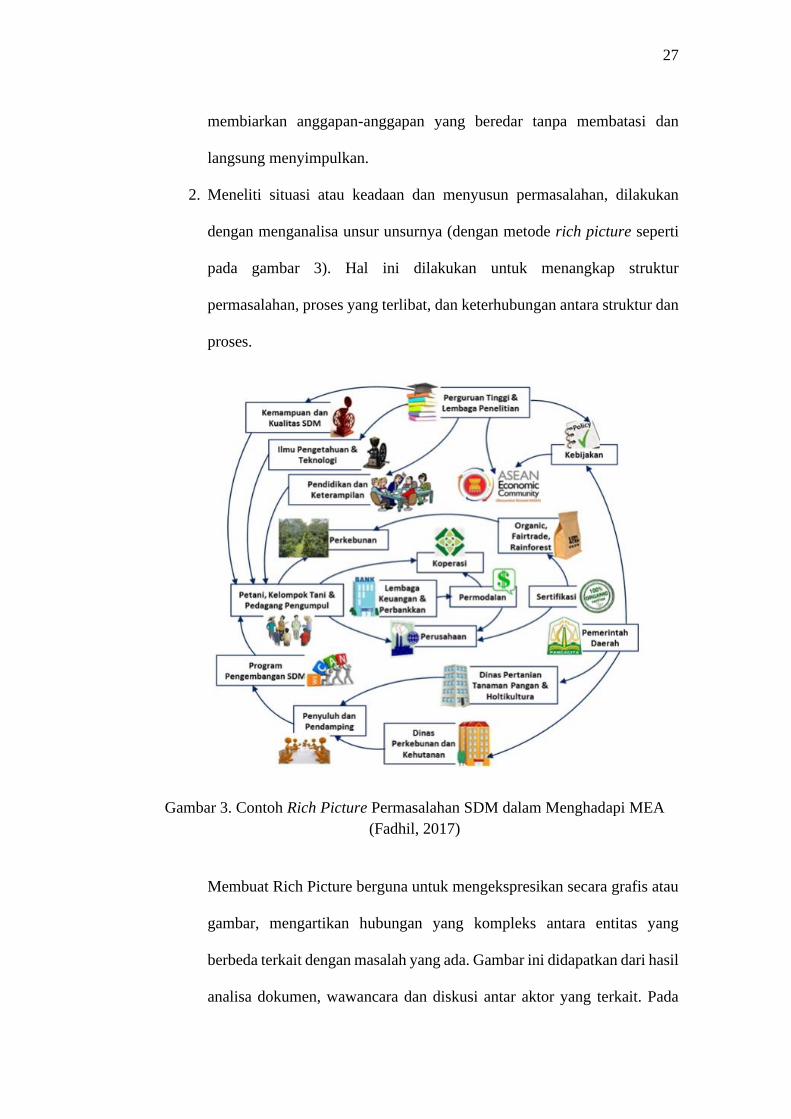
2. Meneliti situasi atau keadaan dan menyusun permasalahan, dilakukan
dengan menganalisa unsur unsurnya (dengan metode rich picture seperti
pada gambar 3). Hal ini dilakukan untuk menangkap struktur
permasalahan, proses yang terlibat, dan keterhubungan antara struktur dan
proses.
Gambar 3. Contoh Rich Picture Permasalahan SDM dalam Menghadapi MEA
(Fadhil, 2017)
Membuat Rich Picture berguna untuk mengekspresikan secara grafis atau
gambar, mengartikan hubungan yang kompleks antara entitas yang
berbeda terkait dengan masalah yang ada. Gambar ini didapatkan dari hasil
analisa dokumen, wawancara dan diskusi antar aktor yang terkait. Pada
28
akhirnya, diharapkan rich picture dapat memberikan gambaran yang
menyeluruh atau holistik tentang situasi yang dihadapi sesuai tahapan Soft
Sytem Methodology (SSM).
3. Memilih perspektif dan mendefinisikan sistem yang relevan, dilakukan
dengan menyusun root definition, yaitu melakukan identifikasi elemen
situasi dan pihak yang terlibat dengan menggunakan CATWOE. Elemen
analisis dalam CATWOE mencakup:
a) Customers, menyatakan pihak yang terkena dampak/diuntungkan dari
aktivitas yang dilakukan.
b) Actors, menyatakan pihak yang terlibat dalam aktivitas.
c) Transformation process, menyatakan aktivitas yang bertujuan
mengubah input menjadi output.
d) Weltanschauung, merupakan cara pandang yang menyeluruh
sehingga root definition memiliki arti dalam konteksnya.
e) Owners, menyatakan pihak yang dapat menghentikan aktivitas.
f) Environmental constraints, merupakan batasan yang dapat
mempengaruhi situasi.
Root definition merupakan pernyataan singkat yang tidak ambigu,
dengan menspesifikasikan owners (O), transformation process (T) dari
sistem yang ingin dicapai oleh actors (A), pemilik world
view/weltanschauung (W) yang menjadikan transformasi sebagai proses
yang berarti, customer (C), dan environmental constraints (E) pada
transformasi sistem, sesuai dengan batasan yang dipilih.
29
4. Mengembangkan model konseptual sistem sesuai dengan definisi, yang
dibangun dengan mendeskripsikan aktivitas-aktivitas yang harus ada
untuk menjalankan target yang dinyatakan dalam root definition.
5. Membandingkan model dengan dunia nyata, yaitu membandingkan
konsep konseptual dengan kenyataan. Dimana model konseptual
dianggap sebagai bentuk ideal yang memberikan inspirasi, bukan sebagai
kritik atau ancaman.
6. Mendefinisikan perubahan yang akan diimplementasikan secara
sistematis, yaitu mendefinisikan dan menyeleksi pilihan-pilihan untuk
mencapai kondisi ideal. Jika diperlukan untuk mengubah sistem yang
berjalan, maka perlu diidentifikasi perubahan yang dapat dilakukan.
7. Mengambil tindakan untuk memperbaiki situasi problem, yaitu
mendesain program tindakan, dimana outcome dari tahap ini berupa
persetujuan mengenai tindakan yang akan dilakukan. Tahap ini mencakup
implementasi dari perubahan yang diharapkan dan juga perubahan yang
memang selayaknya dilakukan.







