dasar dasar pengelasan
DESCRIPTION
TopicsTRANSCRIPT
DASAR-DASAR PENGELASAN
Bab ini menjelaskan mengenai proses-proses pengelasan yang banyak dipakai oleh berbagai
perusahaan, beserta keunggulan, kelemahan, dan masing-masing aplikasinya. Kemudian
dijelaskan juga mengenai disain sambungan dan jenis-jenis sambungan. Komposisi logam las
juga diterangkan, termasuk cara penyimpanan dan penanganan kawat las. Bab ini juga
menjelaskan mengenai preheat, alasan melakukan preheat dan metode yang dipergunakan.
Ada penjelasan khusus mengenai tujuan melakukan postweld heat treatment, pemotongan
dengan oxyfuel gas serta pemotongan dengan mempergunakan busur logam.
1.1.0. PROSES-PROSES PENGELASAN
Las busur adalah suatu proses pengelasan dimana panas dihasilkan oleh busur listrik diantara
elektroda dengan benda kerja. Pada pengelasan dengan arus DC, benda kerja dihubungkan
dengan kutub negatif dan elektroda dengan kutub positif, sedangkan pada pengelasan
dengan polaritas lurus, benda kerja dihubungkan dengan kutub positif dan elektroda dengan
kutub negatif. Proses-proses pengelasan yang dibicarakan disini adalah:
1. Shielded metal arc welding (SMAW).
2. Gas tungsten arc welding (GTAW).
3. Gas metal arc welding (GMAW).
4. Flux cored arc welding (FCAW).
5. Submerged arc welding (SAW).
6. Electroslag welding (ESW) dan electrogas welding (EGW).
7. Stud welding (SW).
8. Oxyfuel gas welding (OFW), braze welding dan brazing.
9. Cadwelding.
1.1.1. Shielded Metal Arc Welding
SMAW adalah proses las busur manual dimana panas pengelasan dihasilkan oleh busur listrik
antara elektroda terumpan berpelindung flux dengan benda kerja. Gambar 100-1
memperlihatkan bentuk rangkaian pengelasan SMAW.
Gambar 100-1. Bentuk Rangkaian Pengelasan SMAW
Bagian ujung elektroda, busur, cairan logam las dan daerah-daerah yang berdekatan dengan
benda kerja, dilindungi dari pengaruh atmosfir oleh gas pelindung yang terbentuk dari hasil
pembakaran lapisan pembungkus elektroda. Perlindungan tambahan untuk cairan logam las
diberikan oleh cairan flux atau slag yang terbentuk.Filler metal atau logam tambahan disuplai
oleh inti kawat elektroda terumpan, atau pada elektroda-elektroda tertentu juga berasal dari
serbuk besi yang dicampur dengan lapisan pembungkus elektroda. Gambar 100-2
memperlihatkan prinsip dasar proses SMAW.
Gambar 100-2. Proses Pengelasan SMAW
Keuntungan
SMAW adalah proses las busur paling sederhana dan paling serba guna. Karena sederhana
dan mudah dalam mengangkut peralatan dan perlengkapannya, membuat proses SMAW ini
mempunyai aplikasi luas mulai darirefinery piping hingga pipelines, dan bahkan untuk
pengelasan di bawah laut guna memperbaiki struktur anjungan lepas pantai. SMAW bisa
dilakukan pada berbagai posisi atau lokasi yang bisa dijangkau dengan sebatang elektroda.
Sambungan-sambungan pada daerah dimana pandangan mata terbatas masih bisa di las
dengan cara membengkokkan elektroda.
Proses SMAW digunakan untuk mengelas berbagai macam logam ferrous dan non ferrous,
termasuk baja carbon dan baja paduan rendah, stainless steel, paduan-paduan nikel, cast
iron, dan beberapa paduan tembaga.
Kelemahan
Meskipun SMAW adalah proses pengelasan dengan daya guna tinggi, proses ini mempunyai
beberapa karakteristik dimana laju pengisiannya lebih rendah dibandingkan proses
pengelasan semi-otomatis atau otomatis. Panjang elektroda tetap dan pengelasan mesti
dihentikan setelah sebatang elektroda terbakar habis. Puntung elektroda yang tersisa
terbuang, dan waktu juga terbuang untuk mengganti–ganti elektroda. Slag atau terak yang
terbentuk harus dihilangkan dari lapisan las sebelum lapisan berikutnya didepositkan.
Langkah-langkah ini mengurangi efisiensi pengelasan hingga sekitar 50 %.
Asap dan gas yang terbentuk merupakan masalah, sehingga diperlukan ventilasi memadai
pada pengelasan di dalam ruang tertutup. Pandangan mata pada kawah las agak terhalang
oleh slag pelindung dan asap yang menutupi endapan logam. Dibutuhkan juru las yang
sangat terampil untuk dapat menghasilkan pengelasan berkualitas radiography apabila
mengelas pipa atau plat hanya dari arah satu sisi.
1.1.2. Gas Tungsten Arc Welding
Pada pengelasan dengan proses GTAW, panas dihasilkan dari busur yang terbentuk dalam
perlindungan inert gas (gas mulia) antara elektroda tidak terumpan dengan benda kerja.
GTAW mencairkan daerah benda kerja di bawah busur tanpa elektroda tungsten itu sendiri
ikut meleleh. Gambar 100-3 memperlihatkan peralatan untuk proses GTAW. Proses ini bisa
dikerjakan secara manual atau otomatis. GTAW disebut juga dengan Heliarcyaitu istilah yang
berasal dari merek dagang Linde Company atau Tig (tungsten inert gas). Filler metal
ditambahkan ke dalam daerah las dengan cara mengumpankan sebatang kawat polos. Teknik
pengelasan sama dengan yang dipakai pada oxyfuel gas welding atau OAW, tetapi busur dan
kawah las GTAW dilindungi dari pengaruh atmosfir oleh selimut inert gas, biasanya argon,
helium atau campuran keduanya. Inert gas disemburkan dari torch dan daerah-daerah
disekitar elektroda tungsten. Hasil pengelasan dengan proses GTAW mempunyai permukaan
halus, tanpa slag dan kandungan hydrogen rendah.
Gambar 100-3. Peralatan Pada Pengelasan GTAW
Jenis lain proses GTAW adalah pulsed GTAW, dengan menggunakan sumber listrik yang
membuat arus pengelasan pulsasi. Hal ini membuat arus rata-rata menjadi lebih tinggi untuk
mendapatkan penetrasi dan kontrol kawah las yang lebih baik, terutama untuk
pengelasan root pass. Pulsed GTAW terutama bermanfaat untuk pengelasan pipa posisi-posisi
sulit pada stainless steel dan non ferrous material seperti paduan nikel.
GTAW sudah diaplikasikan juga untuk pengelasan otomatis. Otomatisasi proses ini
membutuhkan sumber listrik dan pengontrolan terprogram, sistim pengumpanan kawat dan
mesin pemandu gerak. Proses ini sudah digunakan untuk membuat las sekat pada tube-to-
tubesheet bermutu tinggi dan las tumpul pada pipa-pipaheat exchanger. Butt weld pada pipa
tebal diameter besar pada pembangkit tenaga listrik, merupakan keberhasilan lain dari
aplikasi GTAW otomatis. GTAW menggunakan pengumpanan kawat otomatis disebut juga
dengan cold wire TIG. Jenis lain dari pengelasan GTAW otomatis disebut hot wire TIG, yang
dikembangkan untuk menyaingi yang lain dengan laju deposit lebih tinggi. Pada hot wire TIG,
kawat las mendapat tahanan panas yang berasal dari arus AC tegangan rendah untuk
memperbesar laju pengisian.
Keuntungan.
Proses GTAW menghasilkan pengelasan bermutu tinggi pada bahan-bahan ferrous dan non
ferrous. Dengan teknik pengelasan yang tepat, semua pengotor yang berasal dari atmosfir
dapat dihilangkan. Keuntungan utama dari proses ini yaitu, bisa digunakan untuk membuat
root pass bermutu tinggi dari arah satu sisi pada berbagai jenis bahan. Oleh karena itu GTAW
digunakan secara luas pada pengelasan pipa, dengan batasan arus mulai dari 5 hingga 300
amp, menghasilkan kemampuan lebih besar untuk mengatasi masalah pada posisi
sambungan yang berubah-ubah seperti celah akar. Sebagai contoh, pada pipa tipis (dibawah
0,20 inci) dan logam-logam lembaran, arus bisa diatur cukup rendah sehingga pengendalian
penetrasi dan pencegahan terjadinya terbakar tembus (burnt through) lebih mudah dari pada
pengerjaan dengan proses menggunakan elektroda terbungkus. Kecepatan gerak yang lebih
rendah dibandingkan dengan SMAW akan memudahkan pengamatan sehingga lebih mudah
dalam mengendalikan logam las selama pengisian dan penyatuan.
Kelemahan.
Kelemahan utama proses las GTAW yaitu laju pengisian lebih rendah dibandingkan dengan
proses las lain umpamanya SMAW. Disamping itu, GTAW butuh kontrol kelurusan sambungan
yang lebih ketat, untuk menghasilkan pengelasan bermutu tinggi pada pengelasan dari arah
satu sisi. GTAW juga butuh kebersihan sambungan yang lebih baik untuk menghilangkan
minyak, grease, karat, dan kotoran-kotoran lain agar terhindar dari porosity dan cacat-cacat
las lain.
GTAW harus dilindungi secara berhati-hati dari kecepatan udara di atas 5 mph untuk
mempertahankan perlindungan inert gas di atas kawah las.
Aplikasi pada pekerjaan.
GTAW mempunyai keunggulan pada pengelasan pipa–pipa tipis dan tubing stainless
steel diameter kecil, paduan nikel, paduan tembaga dan aluminum. Pada pengelasan pipa
dinding tebal, GTAW sering kali dipakai pada root pass untuk pengelasan yang membutuhkan
kualitas tinggi, seperti pada pipa-pipa tekanan tinggi dan temperatur tinggi dan pipa-pipa
belokan pada dapur pemanas. GTAW juga digunakan pada root pass apabila membutuhkan
permukaan dalam yang licin, seperti pada pipa-pipa dalam acid service. Karena ada
perlindungan inert gas terhadap pengelasan dan mudah dalam mengontrol proses las,
membuat GTAW sering kali digunakan pada logam-logam reaktif seperti titanium dan
magnesium.
Pada pipa-pipa tipis, 0,125 inci atau kurang, bisa digunakan sambungan berbentuk persegi
dan rapat. Root pass dikerjakan tanpa menambahkan filler metal (disebut dengan autogenous
weld). Pada pipa-pipa tebal, bagian ujung sambungan mesti dibevel, diluruskan dan diberi
celah (disebut dengan bukaan akar), kemudian ditambahkan filler metal selama pengelasan
root pass. Sebagai pengganti filler metal, bisa juga disisipkanconsumable insert (ring
penahan) ke dalam sambungan, yang nantinya bersatu dengan root (sebagai filler metal
tambahan). Pengelasan dengan consumable insert membutuhkan kontrol kelurusan
sambungan yang teliti.
Backup Gas Purge.
Backup gas purge digunakan pada bahan-bahan yang sensitif terhadap kontaminasi udara
pada sambungan-sambungan las tunggal yang tidak di backgouging. Backup gas perlu pada
baja-baja chrome-moly tertentu (≥ 3 % chromium), stainless steel, paduan-paduan nikel
tinggi, paduan tembaga dan titanium. Gas purge tidak diperlukan pada pengelasan carbon
steel atau low alloy steels apabila kandungan chromium kurang dari 3 %. Baik argon atau
helium bisa digunakan sebagai purge gas. Pilihan lain bisa juga menggunakan nitrogen
sebagai gas purge, untuk pengelasan austenitic stainless steel, tembaga dan paduan-paduan
tembaga. Nitrogen tidak cocok pada bahan-bahan lain karena beraksi sebagai pengotor.
Hasil terbaik pada stainless steel atau high nickel steel akan diperoleh apabila baja ini di
purging sehingga kandungan oxygen kurang dari 1 %. Purging dengan empat hingga sepuluh
kali volume yang diperlukan, dilakukan untuk mendapatkan secara relatif gas inert di udara.
Apabila keberadaannya tidak tertentu berkaitan dengan kecukupan purge gas tersebut, bisa
digunakan mine safety oxygen analyzer untuk memeriksa kandungan oxygen pada purge gas
yang dikeluarkan dari daerah pengelasan.
Gas purging pertama kali dilakukan dengan kecepatan aliran tinggi, misalnya 30 hingga 90
CFH untuk membilas sistim, kemudian diturunkan hingga 5 sampai 8 CFH pada proses
pengelasan. Harus ada perhatian khusus untuk memastikan bahwa tekanan backup gas tidak
berlebihan ketika mengelas root pass, bila tidak logam las akan meleleh atau terbentuk
cekungan pada akar las. Pembuangan yang memadai penting sekali untuk menghindarkan
terbentuknya tekanan berlebihan selama proses pengelasan. Daerah pembuangan
padaexhausting backup gas paling tidak harus sama dengan daerah terbuka yang dipakai
untuk memuat backup gas ke system. Setelah selesai melakukan pengelasan pada root pass
dan fill layer, backup gas purge bisa dihentikan. Jumlah fill layer yang dibutuhkan sebelum
menghentikan gas purge tergantung dari tebal lapisan dan penetrasi.
1.1.3. Gas Metal Arc Welding
Proses las GMAW dikerjakan dengan mempergunakan elektroda solid atau tubular sesuai
dengan komposisi diinginkan, yang diumpankan melalui suatu spool atau gulungan. Elektroda
ini diumpankan secara kontinyu dari sebuah gun atau torch sambil mempertahankan busur
yang terbentuk antara ujung elektroda dengan base metal.
Gambar 100-4 memperlihatkan peralatan las GMAW, dan Gambar 100-5 menjelaskan proses
kerjanya.Pengelasan GMAW disebut juga dengan MIG (metal inert gas). Singkatan MIG ini
tidak lagi menjelaskan proses las GMAW, karena tidak semua gas pelindung yang dipakai oleh
proses ini adalah gas inert. Di dalam pengelasan GMAW, elektroda umumnya berbentuk solid
dan semua gas pelindung berasal dari sumber luar.
Ada tiga jenis proses GMAW yang banyak dipakai yaitu:
1. Short-circuiting (GMAW-S).
2. Spray atau globular transfer GMAW.
3. Pulsed arc (GMAW-P).
Gambar 100-4. Peralatan Las GMAW
Gambar 100-5. Proses Kerja Pengelasan GMAW
Short Circuiting (GMAW-S)
Short-circuiting atau hubungan singkat adalah suatu jenis transfer busur (disebut juga
dengan short arc ataudip transfer). Pada GMAW jenis ini, cairan logam dari ujung kawat
elektroda menyentuh genangan kawah las, sehingga terbentuk hubungan singkat. Pada awal
siklus hubungan singkat, ujung elektroda cair berbentuk bola kecil, yang bergerak menuju
benda kerja. Ketika cairan logam ini menyentuh benda kerja, terjadi hubungan singkat. Bola
cair ini kemudian terlepas dari kawat, memutuskan jembatan cair antara kawat elektroda
dengan benda kerja. Busur kemudian menyala kembali dan siklus berulang lagi. Logam
ditransferkan hanya selama hubungan singkat, yang terjadi dalam frekwensi 20 hingga 200
kali per detik. Lihat Gambar 100-6 mengenai ilustrasi proses GMAWS-S. GMAW-S
mempergunakan kawat-kawat elektroda solid diameter kecil (0,030; 0,035 atau 0,045 inci).
Pengelasan bisa dilakukan secara otomatis atau semi otomatis.
Gambar 100-6. Short-Circuiting Transfer (GMAW-S)
Selama pengelasan dengan GMAW-S, busur dan kawah las dilindungi oleh suatu gas atau gas
campuran. Pada carbon steel, gas pelindung umumnya adalah CO2 atau campuran argon dan
CO2. Campuran 75 % argon dan 25 % CO2 sering dipakai karena karakteristik pengelasan
lebih baik. Campuran gas lain yang banyak dipakai yaitu yang mengandung helium.
Komposisi gas pelindung ditentukan untuk mendapatkan karakteristik pengelasan yang
diinginkan, seperti bentuk bead, penetrasi dan percikan las. Semakin besar jumlah CO2berarti
semakin ekonomis, tetapi akan menimbulkan penetrasi lebih dalam dan percikan las lebih
banyak, serta memperbesar hilangnya unsur Mn dan Si.
Kemampuan pengelasan untuk semua posisi dan mudah dalam pengendalian membuat
proses GMAW-S cocok untuk pengelasan root pass pada pipa, dan pengelasan gage strip
lining tipis. GMAW-S dapat digunakan untuk berbagai macam bahan yaitu carbon steel,
chrome-moly steel, stainless steel dan paduan-paduan nikel. Beberapa perusahaan ada yang
membatasi pemakaian GMAW-S pada pengelasan pipa, karena terdapat resiko tidak adanya
penyatuan dan cold lap pada fill pass. Dengan demikian fill pass pada pengelasan pipa
dibatasi hanya pada posisi datar saja.
Spray Transfer atau Globular Transfer
Pada spray transfer GMAW, pemindahan logam melintasi busur, seperti aliran tetesan-
tetesan kecil dengan diameter sama atau lebih kecil dari diameter kawat elektroda, lihat
Gambar 100-7. Spray transfer hanya terjadi pada gas pelindung argon tinggi (80 % argon
atau lebih). Transfer yang terjadi di atas arus minimum, disebut arus transisi, tergantung
pada komposisi dan diameter filler metal. Misalnya arus transisisi untuk filler metal baja
diameter 0,045 inci adalah 220 amper. Apabila arus di bawah arus transisi, ukuran tetesan
menjadi lebih besar dari diameter kawat elektroda, dan menjadi globular transfer. Globular
transfer GMAW selalu dilakukan dengan memakai gas pelindung CO2. Gambar 100-8
mengilustrasikan globular transfer GMAW.
Gambar100-7. GMAW-Spray Arc
GMAW Spray transfer menghasilkan percikan las paling sedikit dari berbagai jenis transfer
logam. Panas masukan yang tinggi menghasilkan penetrasi yang bagus dan laju pengisian
tinggi, tetapi aplikasi proses spray transfer ini hanya terbatas pada pengelasan posisi datar
dan horizontal saja. GMAW globular transfer dengan tetesan besar, membuat pengelasan
pada posisi-posisi sulit menjadi lebih sukar dan percikan las menjadi lebih banyak.
Gambar 100-8 GMAW-Globular Transfer.
Pulsed Arc
Proses las pulsed arc atau GMAW-P dilakukan dengan sumber listrik
tegangan tetap (constant voltage). Dengan sumber listrik CV ini, arus listrik
diatur secara otomatis untuk mencairkan elektroda dengan kelajuan
tertentu, bergerak menuju benda kerja. Apabila tinggi busur lebih pendek
atau lebih panjang, sumber listrik akan merubah arus output untuk
memperbesar atau memperkecil pembakaran elektroda sambil menjaga
jarak busur dan tegangan tetap konstan.
Pulsed arc welding adalah sebuah proses las transfer sembur yang
menggunakan sumber listrik khusus (pulsed atau synergic MIG), yang dapat
merubah arus las antara arus pulsa tinggi dan tingkat arus back ground
rendah, berulang-ulang kali setiap detik. Selama pulsasi ini, terjadi transfer
logam las melalui busur. Gambar 100-9 memperlihatkan spray transfer yang
terjadi dengan arus rata-rata di bawah arus transisi logam pengisi.
Gambar 100-9. Diagram Pulsed-Arc Welding
Arus back ground berfungsi untuk menjaga busur, ketika masing-masing
pulsa arus mempunyai cukup tenaga untuk melepaskan satu tetesan dari
ujung kawat. Transfer logam terjadi selama pulsa arus tinggi, ketika tetesan
logam ( 1 diameter kawat) melewati busur dengan arus rata-rata lebih
rendah dari yang dibutuhkan pada spray transfer atau konvesional.
Shielding Gas yang Direkomendasikan
Shielding gas yang direkomendasikan untuk proses pengelasan GMAW dan
FCAW-G diberikan pada Appendix A Alloy Fabrication Data, untuk baja
paduan yang akan dilas.
Keuntungan
Proses pengelasan GMAW dapat dikerjakan secara semi-otomatis atau
otomatis. Asap dan percikan las pada GMAW hubungan singkat lebih sedikit
dibandingkan dengan SMAW, juga tidak ada slag yang harus dibersihkan
setelah pengelasan selesai. Kecepatan pengelasan dan laju pengisian sama
atau bisa lebih besar dari pada SMAW. Larutan logam las umumnya lebih
rendah karena penetrasi GMAW lebih dangkal. Dengan panas masukan
rendah dan penetrasi yang dangkal, logam-logam tipis lebih mudah
disambung dan sambungan yang memiliki celah root lebih lebar akan lebih
mudah dilas. Pada fabrikasi pipa-pipa di bengkel, root pass bermutu tinggi
dapat dikerjakan lebih cepat pada berbagai posisi dan pada umumnya
dengan biaya lebih rendah.
GMAW spray transfer dan globular transfer mempunyai kawah las yang lebih
mudah dilihat, sama halnya dengan las busur teknik hubungan singkat
(short circuiting arc) tetapi tanpa slag. Karena tidak ada flux dan relatif
sedikit jumlah deoxidizer yang diberikan pada kawat, lebih sedikit pekerjaan
membersihkan yang diperlukan setelah pengelasan selesai. Keseragaman
panjang busur dipertahankan dengan cara membuat sumber listrik memiliki
tegangan konstan. Proses las GMAW mempunyai laju pengisian lebih besar
pada pengelasan paduan-paduan ferrous dan non-ferrous. Proses ini cocok
dipergunakan pada las kampuh dan pengelasan untuk membuat lapisan anti
karat pada stainless steel, nickel based alloys dan paduan-paduan tembaga
seperti aluminum bronze.
Kelemahan.
Peralatan las GMAW lebih mahal, dan lebih rumit dalam pemasangan dan
perawatan, dibandingkan dengan SMAW. Biaya kawat las dan shielding gas
bisa menjadi lebih mahal dibandingkan dengan elektroda terbungkus, tetapi
hal ini bisa diimbangi karena produktivitas yang tinggi dan sedikitnya
pemborosan.
Shielding gas pada pengelasan GMAW dapat terganggu karena pengaruh
tiupan angin, sehingga harus diambil tindakan pencegahan apabila
kecepatan angin lebih dari 5 mph. Pelindung angin atau tirai khusus dapat
dipakai untuk menahan atau mengurangi tiupan angina, sehingga
kecepatannya cukup rendah untuk menjaga shielding gas secara memadai.
Memperbesar aliran gas untuk mengimbangi pengaruh tiupan angin yang
berlebihan, akan menimbulkan masalah lain yang lebih buruk, karena akan
timbul turbulensi disekitar busur yang akan menarik udara disekitarnya.
GMAW memerlukan ruang gerak yang lebih besar terhadap benda kerja
karena pengaruh ukuran welding gun dan nozzle. Pada umumnya alat
pengumpan kawat harus ditempatkan sedekat mungkin dengan benda kerja.
Short-circuiting welding dapat dipakai untuk mengelas root pass dengan
cara butt weld atau sambungan bercabang tetapi harus dikontrol ketat saat
melakukan fill pass, karena ada resiko non-fusion atau cold lap. Ketika
melakukan fill pass pada pengelasan pipa dengan cara butt weld,
pengelasan hanya dilakukan dengan cara las naik yaitu antara posisi jam 10
dan jam 2, dimana pipa bisa ditahan tetap oleh kuda-kuda penyangga
(posisi 5G) atau diputar (1G). Proses pengelasan ini tidak cocok dikerjakan
pada fillet weld apabila tebal logam lebih dari 1/4 inch, dan pada umumnya
tidak digunakan untuk fabrikasi pressure vessel, tangki atau palang-palang
struktur.
Lack of fusion yang terletak diantara lapisan-lapisan las sukar dideteksi
dengan radiography dan karena pengaruh kontrol yang buruk dari proses
hubungan singkat ini, masalah LOF menjadi cukup berat, sehingga membuat
beberapa fabrikator meninggalkan proses pengelasan ini. Dibandingkan
dengan proses las SMAW, pengelasan short-circuiting butuh kebersihan, dan
kelurusan sambungan serta penggerindaan tack weld yang lebih baik guna
mendapatkan hasil pengelasan root pass bermutu tinggi.
LOF tidak akan menjadi masalah jika panas masukan dibuat lebih tinggi
pada GMAW spray transfer atau globular transfer. Pada GMAW spray
transfer, terdapat radiasi busur yang banyak. Hal ini tidak menyenangkan
bagi juru las dan membuat proses ini lebih cocok untuk las otomatis pada
beberapa aplikasi. Pengelasan GMAW spray transfer terbatas pada
pengelasan posisi datar dan horizontal saja karena kawah las lebih besar.
Aplikasi pada Pekerjaan
Proses GMAW short-circuiting dapat menghemat waktu saat pengelasan root
pass pada pipa dan pemasangan alloy strip lining pada pressure vessel.
Baik GMAW spray transfer ataupun globular transfer dapat digunakan pada
fabrikasi pipa dan pressure vessel untuk selain dari root pass. Kedua proses
ini dapat juga digunakan untuk membuat lapisan tahan karat. Spray transfer
digunakan dengan cara butt weld pada pengelasan stainless steel, paduan
nikel dan paduan tembaga. Pulsed arc welding dapat dipakai untuk aplikasi
yang sama, tetapi mempunyai keuntungan dapat mengelas dengan semua
posisi. Spray transfer tidak dianjurkan untuk mengelas carbon steel apabila
masih dapat dikerjakan dengan proses las SAW, tetapi bisa digunakan untuk
mengelas tembaga dan paduan-paduan nickel.
1.1.4. Flux Cored Arc Welding
Flux cored arc welding atau las busur berinti flux mirip dengan proses las
GMAW, yaitu menggunakan elektroda solid dan tubular yang diumpankan
secara kontinyu dari sebuah gulungan. Elektroda diumpankan
melalui gun atau torch sambil menjaga busur yang terbentuk diantara ujung
elektroda dengan base metal. FCAW menggunakan elektroda dimana
terdapat serbuk flux di dalam batangnya. Butiran-butiran dalam inti kawat
ini menghasilkan sebagian atau semua shielding gas yang diperlukan. Jadi
berlawanan dengan GMAW, dimana seluruh gas pelindung berasal dari
sumber luar. FCAW bisa juga menggunakan gas pelindung tambahan,
tergantung dari jenis elektroda, logam yang dilas, dan sifat dari pengelasan
yang dikerjakan.
Ada dua jenis variasi FCAW yang memiliki kegunaan berbeda-beda
tergantung dari metode gas pelindung.
- Gas Shielded (FCAW-G).
- Self-shielded (FCAW-SS).
Proses (FCAW-G) atau berpelindung gas memerlukan shielding gas yang
berasal dari sumber luar (biasanya CO2 atau campuran argon-CO2 seperti
tampak pada Gambar 100-10.
Gambar 100-10. FCAW Pelindung Gas
Gambar 100-11 FCAW Berpelindung Diri
Proses (FCAW-SS) memiliki pelindung sendiri misalnya Lincoln Innershield,
seperti tampak dalam gambar 100-11. FCAW dapat dikerjakan secara
otomatis atau semi-otomatis, tetapi yang paling banyak dipakai adalah
proses semi-otomatis.
Gas Shielded Flux Cored Arc Welding
Elektroda FCAW-G dapat digunakan untuk mengelas carbon steel, low alloy
steel dan stainless steel. Berpedoman pada AWS, elektroda-elektroda yang
digunakan pada pengelasan FCAW dibicarakan pada pasal 1.3.3. Pada
pengelasan carbon steel dan low alloy steel, elektroda berinti flux yang
banyak dipakai adalah dari jenis T-1 (acid slag), T-2 (single pass welding)
dan T-5 (basic slag).
Elektroda T-1 memiliki sifat-sifat pengelasan bagus, tetapi acid slag tidak
membantu menjaga logam las menjadi rendah hydrogen kecuali bila dibuat
secara khusus. Hanya sejumlah tertentu elektroda berinti flux yang
memenuhi syarat low hydrogen (kurang dari 10 ml/100 g logam las), dan ini
adalah yang paling banyak tersedia dari jenis T-1. Elektroda tipe T-1 bisa
digunakan baik dengan gas pelindung CO2 ataupun campuran argon-CO2.
Elektroda T-1 akan memiliki busur lebih halus dan percikan las lebih sedikit
bila menggunakan gas pelindung argon-CO2, meskipun logam las
mempunyai unsur Mn dan Si sedikit lebih tinggi. Elektroda EX0T-1 didisain
hanya untuk mengelas pada posisi datar dan horizontal saja. Elektroda
EX1T-1 dibuat untuk pengelasan semua posisi dengan diameter hingga 1/16
inch. Pengelasan posisi vertikal umumnya dikerjakan dengan arah las naik.
Elektroda tipe T-2 dirancang untuk pengelasan single pass pada logam-
logam berkarat, dan mempunyai deoxidizer Mn dan Si lebih tinggi. Elektroda
T-2 ini jangan sekali-kali digunakan untuk pengelasan multipass karena
peningkatan unsur Mn dan Si menyebabkan tensile strength logam las yang
tidak terlarut akan bertambah besar (lebih dari 100 ksi), sehingga
menimbulkan masalah retak ketika sedang dilas atau pada kondisi
pemakaian sour service.
Elektroda tipe T-5 mempunyai basic slag dengan kandungan hydrogen
logam las lebih rendah dan memperbesar impact properties dan daya tahan
terhadap retak yang memuaskan. Meskipun demikian, elektroda ini juga
mempunyai sifat-sifat pengelasan lebih buruk dibandingkan dengan
elektroda T-1. Saat ini elektroda T-1 terbaru sudah dikembangkan yang
menggabungkan dua jenis elektroda yang paling baik, sehingga elektroda T-
5 menjadi jarang dipakai lagi.
Self Shielded Flux Cored Arc Welding
Elektroda EX1T-8 adalah elektroda FCAW-SS (Lincoln Innershield) untuk
pengelasan carbon steel dan low alloy steel yang mendapat perhatian besar
dari beberapa perusahaan. Elektroda ini bisa dipakai untuk pengelasan
semua posisi, notch toughness bagus dan pada umumnya mempunyai
kandungan hydrogen rendah (kurang dari 10 ml/100 logam las). Elektroda-
elektroda ini digunakan dengan berbagai diameter mulai dari 0,068 hingga
3/32 inch. Pengelasan semua posisi dilakukan dengan elektroda diameter
5/64 inch atau lebih kecil, sementara elektroda dengan ukuran lebih besar
hanya digunakan untuk pengelasan posisi datar dan horizontal saja. Las
turun umumnya tidak dilakukan kecuali bila menggunakan elektroda khusus
yang dirancang untuk pengelasan pipe line. Elektroda self-shielded
mempunyai denitrifiers guna menghindarkan porosity karena tangkapan
nitrogen selama proses pengelasan. Pada umumnya aluminum dipakai
sebagai denitrifyng las, karena deposit las dengan kandungan aluminum
hingga 1% dianggap tidak berbahaya.
Pengelasan dengan proses FCAW-SS pada pekerjaan-pekerjaan yang kritikal
seperti sambungan T-Y-K dan kombinasinya pada anjungan lepas pantai,
membutuhkan juru las yang dilatih secara khusus dan mematuhi prosedur
las yang sudah dibuat dengan ketat, seperti elektroda, lebar ayunan, tebal
lapisan dan pemanasan awal.
Keuntungan
Proses FCAW-G mempunyai keunggulan yaitu penetrasinya lebih dalam dan
laju pengisian lebih tinggi dibandingkan dengan proses SMAW. Dengan
demikian proses las ini menjadi lebih ekonomis pada pekerjaan di bengkel-
bengkel las. Unsur-unsur paduan bisa ditambahkan pada inti flux untuk
membuat jenis komposisi menjadi lebih banyak, termasuk beberapa logam
paduan rendah dan stainless steel. Flux memberikan perlindungan bagus
pada kawah las dengan membentuk selubung gas pelindung dan lapisan
slag. Meskipun demikian, proses ini tidak mentolerir tiupan angin lebih dari 5
mph tanpa porosity berlebihan. FCAW-G cocok untuk pengelasan semua
posisi tanpa menimbulkan masalah lack of fusion seperti yang terdapat pada
GMAW hubungan singkat.
Filler metal FCAW-SS menghilangkan kebutuhan terhadap gas pelindung dari
luar dan mentoleransi kondisi angin yang lebih kuat tanpa menimbulkan
porosity. Proses ini dianggap sama dengan proses elektroda terbungkus
terhadap toleransi angin. Dengan juru las yang dilatih dengan baik dan
pengawasan yang berhati-hati, FCAW-SS bisa digunakan untuk pengelasan
dari arah satu sisi, pada sambungan T-Y-K seperti struktur anjungan lepas
pantai untuk menggantikan elektroda terbungkus. FCAW-SS juga bisa
digunakan untuk fill pass pengelasan semua posisi pada butt weld atau fillet
weld. Juru las perlu dilatih dengan prosedur khusus tetapi proses tersebut
mudah dipakai. Aplikasi proses FCAW-SS meliputi pengelasan benda-benda
tebal, pipelines dan pelapisan.
Kelemahan
FCAW-G dan FCAW-SS kedua-duanya membentuk lapisan slag yang harus
dikikis diantara lapisan-lapisan las. Baik FCAW-G ataupun FCAW-SS bukan
merupakan proses low hydrogen; filler metal harus dibeli dari pabrik
elektroda yang dilengkapi dengan syarat-syarat low hydrogen. Pengelasan
yang dilakukan dengan proses ini dapat menimbulkan notch toughness yang
buruk. Filler metal yang digunakan harus memenuhi persyaratan uji impak
seperti elektroda T-1, T-5 dan T-8. Elektroda-elektroda ini umumnya memiliki
kandungan hydrogen lebih rendah dan mempunyai persyaratan kimia
khusus untuk menghasilkan sifat yang lebih konsisten. Proses pengelasan
FCAW-G tidak boleh dilakukan apabila kecepatan angin lebih dari 5 mph
karena ada resiko porosity berlebihan. Menaikkan aliran gas untuk
mengatasi hembusan angin yang tinggi bukan menyelesaikan masalah,
karena dapat menimbulkan kondisi yang lebih buruk karena menghasilkan
turbulensi yang akan menarik udara disekitarnya.
Proses FCAW-G menghasilkan lebih banyak asap dari pada kawat solid
GMAW. Kawat FCAW-SS bahkan menimbulkan lebih banyak asap, sehingga
pada pekerjaan di bengkel-bengkel las dibutuhkan ventilasi yang memadai
dan kadang-kadang memerlukan alat khusus pembuang asap di
daerah welding gun. Tingkat asap pada FCAW-SS stainless steel atau pada
kawat-kawat FCAW-G hampir sama dengan elektroda stick, dan lebih kecil
dari pada kawat carbon steel berpelindung diri (self-shielded wires).
Pengelasan yang dilakukan dengan kawat FCAW-SS perlu kontrol yang ketat
terhadap tebal dan lebar bead dan elektrode stickout guna mendapatkan
sifat-sifat ketangguhan yang tinggi.
Aplikasi pada Pekerjaan
Proses FCAW-G dapat dilakukan dengan semua posisi untuk pengelasan
struktural, pipa atau pressure vessel secara butt weld atau fillet weld. Proses
FCAW-SS terutama mempunyai keunggulan karena dapat digunakan untuk
pengelasan struktur, seperti bangunan dan anjungan lepas pantai dimana
lokasi lapangan atau rumitnya struktur membuat pemakaian peralatan las
SAW menjadi tidak praktis dan penggunaan proses SMAW kurang kompetitif.
Elektroda-elektroda berpelindung diri (self-shielded wires) bisa digunakan
untuk pengelasan root pass dan fill pass dari arah satu sisi pada sambungan
T-Y-K pada anjungan lepas pantai, apabila pihak Kontraktor dapat
mendemontrasikan bahwa mereka mempunyai pengalaman dengan proses
tersebut, welder dan inspektor yang terlatih, serta memiliki prosedur las
yang sudah diakui.
1.1.5. Submerged Arc Welding
SAW atau las busur terbenam termasuk salah satu las busur listrik, dimana
busur dan kawah las ditutupi oleh lelehan flux dan lapisan butiran-butiran
flux seperti tampak pada Gambar 100-12.
Gambar 100-12. Submerged Arc Welding (SAW)
Pada proses ini busur las tidak terlihat. Elektroda diumpankan secara
kontinyu dari sebuah gulungan dengan cara yang sama seperti pada proses
GMAW. Panas busur melelehkan base metal, elektroda dan flux sehingga
menghasilkan kawah las yang ditutupi oleh lapisan slag cair. Lapisan slag
melindungi kawah las sampai membeku. Karena busur tidak terlihat,
pengelasan dapat dilakukan tanpa menimbulkan radiasi besar dimana hal ini
sudah merupakan sifat dari proses busur terbuka, dan juga menghasilkan
sangat sedikit asap.
Pengelasan dengan proses SAW pada umumnya dilakukan di bengkel-
bengkel, karena benda kerja dapat diletakkan dengan posisi datar untuk
memperoleh laju pengisian yang lebih tinggi. Proses pengelasan SAW juga
sudah digunakan dilapangan untuk mengelas dinding tangki penyimpanan
minyak secara horizontal dengan menggunakan alat khusus pengelasan
posisi jam 3, dan juga untuk mengelas plat bola yang dirakit dilapangan dan
diatur untuk pengelasan posisi datar.
Karena penetrasi SAW dalam, proses ini tidak cocok untuk mengelas root
pass tanpa terlebih dahulu diberi penyangga las. Penyangga (back up) dapat
bersifat sementara atau permanen. Pengelasan dari arah satu sisi bisa
dilakukan dengan memberi bahan penyangga sementara seperti batangan
tembaga, flux back up, atau pita back up khusus dari bahan flux atau
keramik. Bahan-bahan penyangga sementara yang lain adalah batangan
baja, yang juga dapat digunakan untuk meluruskan sambungan. Penyangga
ini dilepaskan sebelum mengelas dari arah sebaliknya.
Sambungan las untuk SAW pada umumnya dirancang dengan land lebih
tebal dan tanpa celah agar dapat menopang logam las selama pengelasan
dari sisi pertama. Karena penetrasi lebih dalam, sisi sebaliknya dapat dilas
tanpa perlu diback gouging. Contohnya adalah double SAW (disingkat
dengan DSW), yang dilakukan oleh pabrik-pabrik pembuat pipa.
SAW bisa digunakan dengan arus searah (DC) atau arus bolak-balik (AC),
tetapi arus DC lebih banyak dipakai karena penyalaan busur lebih mudah
dan penetrasinya lebih dalam. Jenis lain SAW adalah tandem arc welding,
yang menggunakan dua batang elektroda sekaligus, dan bisa dikerjakan
dengan arus DC-AC atau AC-AC. Proses las SAW biasanya dikerjakan secara
otomatis. Bisa juga dilakukan secara semi-otomatis dengan gun genggam
tetapi laju pengisian kurang memuaskan. Flux SAW harus disimpan ditempat
yang hangat, kering dan harus direkondisi apabila lembab (sesuai dengan
petunjuk pabrik). Kawat untuk pengelasan SAW juga mesti disimpan
ditempat yang kering.
Keuntungan
Proses las SAW ini dapat digunakan untuk mengelas carbon steel, low alloy
steel, stainless steel dan beberapa paduan nikel tinggi. Proses ini digunakan
secara luas untuk membuat lapisan anti karat dengan menggunakan
elektroda berbentuk lembaran (tebal 0,5 mm dan lebar 60 mm). Proses las
ini dapat dikerjakan dengan arus lebih tinggi serta elektroda berganda,
sehingga diperoleh laju pengisian dua hingga sepuluh kali lebih cepat dari
pada SMAW. Karakteristik penetrasi yang dalam dari proses SAW ini
menyebabkan kampuh las bisa dibuat lebih sempit, sehingga dapat
mengurangi jumlah lapisan yang diperlukan dan juga menghemat waktu
pengelasan. Lapisan slag yang menyelimuti logam las memberikan
perlindungan yang handal terhadap logam las cair, sehingga menghasilkan
deposit las bermutu tinggi.
Sebagai sebuah proses las busur terbuka, SAW tidak menimbulkan radiasi
tinggi dimana hal ini memberikan kenyamanan kepada juru las. SAW adalah
proses las rendah hydrogen, tetapi kandungan hydrogennya tergantung dari
tingkat kekeringan dan jenis flux yang dipakai. Kekerasan di daerah HAZ
cenderung lebih rendah karena panas masukan yang lebih tinggi
menyebabkan laju pendinginan menjadi lebih lambat. Pada umumnya
tampilan bead yang halus dari pengelasan SAW membuat inspeksi visual
menjadi lebih mudah terhadap cacat-cacat las karena kesalahan operator
atau kesalahan fungsi peralatan.
Kelemahan
Di dalam prakteknya, proses las SAW membutuhkan penanganan dan waktu
pemasangan lebih banyak untuk meletakkan benda kerja sedemian rupa
sehingga pengelasan dapat dilakukan dengan posisi datar. Terbatasnya
pandangan mata terhadap busur dan kawah las selama pengelasan
membuat proses ini menjadi lebih sulit dalam mempertahankan posisi las di
atas sambungan, meskipun pada umumnya hal ini tidak menjadi masalah.
Waktu pemasangan untuk pengelasan lebih lama dibandingkan dengan
GMAW dan SMAW, sehingga proses ini tidak ekonomis pada pekerjaan-
pekerjaan kecil. Apabila menggunakan panas masukan lebih besar, bisa
terbentuk butiran-butiran kasar di daerah HAZ. Keadaan ini menyebabkan
hilangnya sifat impact, yang pada beberapa aplikasi tidak diperbolehkan.
Pada pengelasan dengan lapisan banyak, harus dipilih kombinasi kawat/flux
yang sesuai sehingga dapat mencegah pembentukan unsur Mn dan Si pada
logam las, karena unsur-unsur ini akan menaikan kekerasan, menurunkan
ketangguhan, dan menimbulkan masalah retak pada sour service.
Cacat-cacat las yang umum terjadi pada SAW:
1. Porosity karena kontaminasi pada pengelasan. Hal ini terjadi
karena pembersihan karat dan kerak pada sambungan tidak sempurna.
2. Slag inclusion karena muka las terlalu cembung atau undercut. Hal
ini terjadi karena slag terkurung disepanjang sisi logam las dan tidak
terbuang selama pembersihan.
3. Retak ditengah las-lasan karena bentuk bead tidak tepat. Hal ini
terjadi pada pengelasan dimana kedalamannya lebih besar dibandingkan
lebar.
Pertimbangan Dalam Memilih Kombinasi Kawat/Flux
Unsur-unsur paduan bisa ditambahkan baik pada kawat elektroda ataupun
flux, tetapi kontrol kimia yang lebih baik akan diperoleh apabila suatu
paduan tertentu ditambahkan pada kawat dan menggunakan flux netral.
Kelarutan logam induk pada SAW lebih besar dibandingkan dengan proses
pengelasan yang lain, karena penetrasinya lebih dalam. Kelarutan logam
induk ini mempunyai pengaruh signifikan pada sifat kimia logam las dan
harus dipertimbangkan ketika memilih kombinasi kawat/flux, terutama pada
logam-logam tipis. PWHT akan mengurangi kekerasan logam las tetapi juga
menurunkan tensile strength. PWHT penting sekali dilakukan apabila
temperatur pengelasan lebih tinggi dan holding time lebih lama. Pengaruh
PWHT terhadap tensile strength harus dipertimbangkan dalam memilih
kombinasi kawat/flux. Sehingga perhatian yang seksama harus dilakukan di
dalam memilih kombinasi kawat/flux yang akan menghasilkan komposisi
logam las dengan sifat kimia dan kekuatan yang sempurna.
Aplikasi pada Pekerjaan
Pada umumnya beberapa perusahaan tidak memakai proses las SAW
otomatis ini apabila tidak banyak permintaan yang bisa dijadikan alasan
untuk menggunakan proses las ini. Walaupun peralatan tersedia untuk
pengelasan semi otomatis, proses las SAW kurang memuaskan dari pada
GMAW karena GMAW lebih serba guna.
Proses las SAW digunakan secara luas oleh suplier untuk mengelas struktur-
struktur besar seperti tangki, pressure vessel, kapal, anjungan lepas pantai
termasuk alat pengeboran dibawah laut. Proses las ini digunakan juga untuk
membuat lapisan selubung baik dengan elektroda lembaran ataupun berupa
kawat.
1.1.6. Electroslag Welding dan Electrogas Welding
ESW adalah suatu proses las otomatis dengan laju deposit tinggi yang
digunakan untuk mengelas logam dengan tebal 2 inci atau lebih secara
vertikal. Pemakaiannya yaitu pada pengelasan pressure vessel, kapal, dan
struktur. Ada dua jenis proses las ESW:
- Metode panduan tidak terumpan (konvensional).
- Metode panduan terumpan.
Kedua metode ini menggunakan alat-alat dan bentuk filler metal yang
berbeda. Pada kedua jenis proses pengelasan ESW ini, plat berbentuk
persegi mula-mula diletakkan secara vertikal dengan jarak kira-kira satu
inch, kemudian dilas naik secara vertikal. Permulaan tab dimulai dari bagian
bawah sambungan dan runoff tab pada bagian atas.
Pada ESW konvensional, sepatu tembaga berpendingin air yang bisa
dipindah-pindah diletakkan pada sisi bagian depan dan belakang
sambungan, untuk menahan logam cair tetap berada pada tempatnya
sampai membeku. Proses ini dimulai dengan menyalakan busur diantara
kawat elektroda dengan bottom starting tab pada cekungan yang terbentuk
antara pinggiran alat yang mempunyai celah dengan sepatu tembaga.
Butiran flux diletakkan pada cekungan. Busur listrik dinyalakan pada
permulaan proses, dan berlangsung terus sehingga terbentuk slag konduktif.
Segera setelah slag menjadi konduktif, busur padam dan slag tetap cair
karena resistansi panas yang berasal dari arus yang lewat diantara
elektroda dengan benda kerja. Selama proses pengelasan berlangsung, flux
ditambahkan secara teratur untuk menjaga ketepatan slag yang menutupi
genangan logam cair. Resistansi panas slag melelehkan filler wire dan
pinggiran plat membentuk genangan logam cair, yang ditahan oleh sepatu
tembaga. Selama pembekuan, sepatu secara otomatis bergerak naik
kepermukaan plat. Satu atau lebih kawat dapat digunakan, tergantung pada
tebal plat. Gambar 100-13 menjelaskan sebuah sistim elektro slag plat tebal
yang menggunakan tiga batang kawat las dan cocok untuk mengelas
pressure vessel.
Gambar 100-13. Electroslag Welding Konvensional dengan Tiga Batang
Elektroda
ESW panduan terumpan menggunakan suatu tube panduan terumpan
untuk menempatkan kawat elektroda berada pada sambungan, dan sepatu
tembaga berpendingin air permanen. Tube pemandu tidak bergerak tetapi
terbakar habis selama pengelasan. Hal ini membuat kawah las muncul di
dalam kampuh. Tube panduan terumpan menambahkan filler metal pada
logam las dan juga menyediakan flux pada slag konduktif dari bagian luar
coating (seperti elektroda terbungkus dengan lobang besar). Lebih dari satu
tube panduan terumpan dapat dipakai untuk pengelasan logam-logam tebal.
Electrogas Welding
EGW dilakukan dengan posisi vertikal dengan cara yang sama dengan ESW,
tetapi berbeda dalam mempertahankan busur diantara elektroda berinti flux
dan kawah las. Kawah las ditutupi oleh cairan slag tipis dan diselimuti oleh
gas CO2 atau argon-CO2. EGW terbatas pemakaiannya pada benda-benda
tipis, biasanya kurang dari 2 inch. Proses ini bisa dikerjakan dengan satu
sepatu dapat dilepas, yang membentuk permukaan logam las pada bagian
sisi sebelah depan. Bagian belakang logam las dibentuk oleh batangan
penyangga dari tembaga permanen atau oleh root pass yang dikerjakan
dengan proses manual atau semi-otomatis. Sambungan las pada EGW bisa
berbentuk persegi dengan suatu celah atau pengelasan dengan bevel
standar V dikerjakan dengan proses las yang lain.
Keuntungan
Keuntungan utama dari proses las ESW dan EGW adalah kemampuannya
untuk melakukan pengelasan vertikal dari berbagai ketebalan dengan waktu
lebih cepat dibandingkan dengan proses-proses las yang lain. ESW terutama
sekali dipakai untuk mengelas logam-logam tebal dibengkel-bengkel,
sementara EGW bisa dikerjakan baik di bengkel atau di lapangan. Persiapan
sambungan pada kedua proses ini sederhana dan lebih sedikit terjadinya
distorsi pengelasan dibandingkan dengan metode lain.
Kelemahan
Baik proses las ESW ataupun EGW hanya terbatas pada penyambungan
carbon steel dan low alloy steel dengan posisi vertikal. Waktu pemasangan
pada proses ini sangat lama, tetapi dapat diimbangi oleh laju pengisian yang
lebih cepat. Pentingnya waktu pemasangan berkurang dengan bertambah
tebalnya logam las. ESW sensitif terhadap kontrol bentuk bead. Retak garis
tengah bisa terjadi apabila faktor bentuk (kedalaman kawah las dibagi
dengan lebar kawah las) rendah. Suatu contoh faktor bentuk rendah yaitu
peka terhadap retak (adalah satu), karena kawah las mempunyai ukuran
sama dengan lebar. ESW dan EGW mempunyai panas masukan sangat
tinggi. ESW memiliki panas masukan paling tinggi, menghasilkan
pengelasan dengan butiran kasar berjumlah banyak dan daerah HAZ
dengan notch toughness rendah. Pengelasan ESW membutuhkan perlakuan
panas untuk menghaluskan kembali butiran setelah pengelasan selesai
(misalnya normalizing) untuk memulihkan notch toughness. Perlunya
normalizing setelah pengelasan biasanya untuk menghindarkan pemakaian
ESW untuk pengelasan dilapangan.
Panas masukan EGW tidak sebesar ESW, tetapi ada sedikit penurunan sifat
logam di daerah HAZ. Hal ini membatasi aplikasi EGW terhadap bahan-
bahan yang mempunyai notch toughness lebih buruk. Keterbatasan ini
membuat beberapa kontraktor membatasi pemakaian EGW pada tangki
penyimpanan dilapangan yang memiliki suhu pemakaian minimum 30oF
atau lebih.
Aplikasi pada Pekerjaan
Aplikasi pengelasan ESW paling umum yaitu pada sambungan-sambungan
longitudinal pada shell ring untuk pressure vessel carbon steel dan low alloy
steel berdinding tebal. EGW digunakan untuk sambungan vertikal pada tanki
penyimpan minyak.
1.1.7. Stud Welding
SW adalah proses pengelasan yang relatif mudah dikerjakan. Proses las jenis
ini digunakan untuk memasang insulation pins dan refractory anchors.
Proses las SW menggunakan welding gunkhusus dan pengatur waktu
otomatis. Panas pengelasan terbentuk karena tarikan busur antarawelding
stud dengan base metal. Segera setelah ujung stud dan permukaan base
metal di bawah stud meleleh, stud dipaksa melawan base metal karena
tekanan, dan terjadi pembekuan. Dengan demikian dihasilkan penyatuan las
berkekuatan penuh dengan hasil pengelasan dan daerah HAZ yang sempit.
Stud welding bisa dilakukan dengan menggunakan mesin las drawn-
arc atau capasitor discharge. Drawn arc stud welding mempergunakan
mesin las DC konvensional dengan polaritas lurus, pengatur waktu otomatis,
dan gun genggam. Capasitor discharge stud welding menggunakan energi
listrik lucutan cepat yang tersimpan di dalam kapasitor sebagai sumber
panas. Stud bisa dipasangkan dengan SMAW apabila mesin las stud
otomatis tidak ada. Persiapan permukaan sebelum pengelasan penting
sekali untuk memperoleh mutu stud welding yang konsisten. Kerak dan
karat harus dibuang sebelum pengelasan. Hal ini diikuti dengan
penggerindaan atau abrasive blasting.
Aplikasi pada Pekerjaan
Pengelasan stud dengan cara drawn-arc atau capasitor discharge digunakan
secara luas untuk mengikat insulasi dan refractory anchor pada pipa,
pressure vessel dan tangki, dan untuk pemasangan konduktor panas
pada furnace tube. Kualitas stud welding harus diperiksa pada setiap awal
perubahan, untuk menentukan apakah prosedur (gun pengatur waktu) dan
persiapan permukaan sudah memuaskan. Inspeksi visual terhadap stud weld
(untuk memeriksa 360 derajat cahaya disekitar base) dan kelengkungan
stud dengan sudut kira-kira 15 derajat dari sumbu merupakan suatu cara
yang dapat diterima untuk memastikan apakah stud sudah terpasang
dengan baik. Stud yang tidak memperlihatkan cahaya 360 derajat atau
terputus selama pembengkokan dapat diperbaiki dengan menggunakan
proses SMAW.
1.1.8. Oxyfuel Gas Welding, Braze Welding dan Brazing
Oxyfuel Gas Welding
Proses las OFW mempergubakan panas yang berasal dari nyala gas untuk
melelehkan base metal dan menghasilkan penyatuan, biasanya diikuti
dengan menambahkan filler metal dalam bentuk kawat dengan komposisi
yang sesuai. Obor oxyacetelyne adalah metode yang paling biasa dipakai,
dengan temperatur nyala api sekitar 5600oF. Propane, gas alam,
dan alternatif lain dari bahan bakar gas acetelyne tidak dipakai pada
pengelasan gas karena laju pemanasannya terlalu rendah. Akan tetapi gas-
gas ini digunakan untuk memotong, preheating dan brazing, apabila
kebutuhan terhadap karakteristik nyala api tidak terlalu penting. Gas
welding pada umumnya sudah digantikan oleh SMAW dan proses-proses
pengelasan yang terbaru. Meskipun demikian, OFW masih dipakai untuk
fillet weld dan butt weld pada pipa-pipa tipis diameter 2 inch ke bawah
dimana GTAW adalah alternatif lain. Gas welding juga digunakan pada
pengecoran logam untuk memperbaiki casting iron. Gambar 100-14
memperlihatkan detail peralatan OFW. Gambar 100-15 memperlihatkan
nyala api oxyacetylene yang digunakan dalam OFW.
Gambar 100-14. Peralatan Oxyfuel Gas Welding
Gambar 100-15. Karakteristik Nyala Api Oxyacetylene
Keuntungan.
OFW digunakan terutama sekali karena fleksibel, mudah diangkut dan tidak
ada persyaratan terhadap sumber tenaga listrik. Peralatan sederhana dan
biayanya murah serta bisa digunakan untuk pekerjaan yang berkaitan
dengan pemotongan, pembengkokan, preheating dan brazing.Efektifitasnya
tergantung pada keterampilan juru las dalam mengendalikan komposisi
nyala api, panas masukan dan sudut dari obor (yang mempengaruhi ukuran
kawah las). Gas welding dengan nyala carburizing menghasilkan kekerasan
paling tinggi pada deposit pelapisan.
Kelemahan
OFW bersifat lambat dan menghasilkan panas setempat yang menimbulkan
masalah perubahan bentuk. Butiran kasar, struktur yang getas biasa
dijumpai pada pengelasan carbon steel karena faktor panas masukan yang
tinggi serta kecepatan las yang rendah.
Baik carburizing ataupundecarburizing dapat terjadi pada logam las dan
daerah-daerah yang berdekatan dengan base metalapabila nyala api diatur
secara tidak benar. Kondisi ini bisa sangat merusak daya tahan terhadap
karat pada baja-baja chromium dan paduan-paduan yang lebih tinggi.
Braze Welding dan Brazing
Proses penyambungan dengan metode ini mempergunakan obor gas seperti
halnya pada OFW, tetapi hanya untuk melelehkan filler metal saja, logam
dasarnya tidak. Brazing dan braze welding mempergunakan filler metal yang
akan meleleh pada suhu di atas 840oF (450oC). Soldering menggunakan filler
metal yang meleleh pada suhu di bawah 840oF (450oC). Silver brazing,
dahulu disebut silver soldering, menggunakan paduan perak-tembaga untuk
tujuan aplikasi umum.
Pada braze welding, panas diberikan pada sambungan las untuk menaikan
suhunya sehingga di atas titik lebur filler rod, tetapi tidak melebihi titik lebur
logam dasar. Filler metal kemudian dialirkan kepermukaan yang panas,
dimana terdapat flux yang sesuai, sehingga membentuk suatu ikatan.
Proses ini digunakan untuk memperbaiki casting iron dengan brass filler
metal. Brazing tidak dipakai pada wadah yang digunakan untuk menyimpan
cairan yang mudah terbakar karena bisa meleleh dalam api.
Brazing menggunakan prinsip kerja kapilaritas untuk menimbulkan
pelelehan paduan brazing yang mengalir diantara sambungan-sambungan
yang berdekatan. Sambungan tumpul, tumpang atau soket dengan celah
antara bagian sekitar dua hingga enam mils, menghasilkan kekuatan paling
tinggi. Sambungan yang lebih lemah akan terbentuk apabila toleransi
kelurusan tidak dikontrol untuk menghindarkan celah yang berlebihan.
Meskipun demikian, celah yang terlalu sempit atau sama sekali tidak ada
jarak akan menghalangi brazing alloy mengalir menuju sambungan dan juga
dapat menghasilkan sambungan yang lemah atau bocor.
1.1.9. Cadwelding
Cad welding adalah merek dagang dari proses las thermit yang digunakan
untuk memasang sambungan-sambungan listrik tembaga dan ground
lead pada pipe lines dan struktur. Satu aplikasi penting pada pipeline adalah
pemasangan kawat-kawat sacrificial anode dan test lead untukcathodic
protection.
Penyambungan Cadweld diperlihatkan pada Gambar 100-16. Prinsip
kerjanya terdiri dari pelelehan serbuk paduan tembaga secara exothermal di
dalam sebuah cetakan grafit yang dapat dipakai lagi.Powder charge (mesiu)
ditahan oleh sebuah piringan penahan dari logam tipis. Ketika paduan
tembaga meleleh melalui piringan logam, ia akan mengalir melalui tap
hole kerongga pengelasan dan membeku pada permukan material yang
akan disambung. Jenis-jenis cetakan berbeda-beda pada setiap aplikasi.
Cetakan digunakan untuk mengikat timah kawat diameter kecil (typically #4
atau kurang) pada pipelines seperti yang diilustrasikan pada gambar.
Gambar 100-16 Cadweld untuk Penyambungan Timah Kabel dengan Pipa
Serbuk Cadweld (F-33) yang dipergunakan untuk memasang cathodic
protection lead dan test wirepada pipeline adalah campuran tembaga oxida
dan aluminum dengan sedikit vanadium. Serbuk ini dilengkapi dengan 15
gram (CA15) dan cartdridges yang lebih besar. Meskipun demikian, powder
charge dibatasi hanya 15 gram menurut ANSI/ASME B31.4 dan B31.8 piping
systems. Sejumlah starting powder dipadatkan pada setiap cartridge
sehingga starting powder terbentang di atas campuran tersebut ketika
isinya dialirkan ke dalam cetakan. Mesiu mulai dinyalakan dengan
menggunakan pemantik flint spark kemudian mesiu bereaksi sehingga
menghasilkan paduan tembaga cair yang mengandung aluminum dan
vanadium. Paduan ini meleleh melalui piringan logam dan membeku pada
timah listrik dan base metal, kemudian mengikatnya satu sama lain. Slag
tipis aluminum-oksida terbentuk yang menyisakan gumpalan dan kerak
pada cetakan. Slag mudah dihilangkan dengan chipping hammer dan harus
dibuang dari cetakan sebelum digunakan lagi.
Penelitian telah memperlihatkan bahwa pengaruh metalurgi Cadwelding
terhadap pipeline tidak merusak pipa-pipa API 5L grade (X-65 dan di
bawahnya) dengan ketebalan 0,2 inci dan lebih. Aplikasi Cadweld pada
ketebalan kurang dari 0,2 inci harus dievaluasi tersendiri. Evaluasi harus
meliputi fluida, suhu, tekanan dan flow rate pipeline tersebut. Perhatian
utama adalah berkurangnya kekuatan dinding selama pengelasan,
bertambah dalamnya daerah HAZ, dan meningkatnya penetrasi tembaga.
Proses Pengelasan Lain
Beberapa proses penyambungan lain tidak dibicarakan disini karena jarang
dipakai. Proses-proses ini adalah:
- Plasma arc welding.
- Electron beam welding.
- Laser welding.
- Resistance welding.
. Flash welding.
. Projection welding.
. Resistance seam welding.
. Resistance spot welding.
- Friction and inertia welding.
- Explosion welding.
1.2.0. DISAIN SAMBUNGAN LAS
1.2.1. Pertimbangan dalam Membuat Disain Sambungan
Disain sambungan yang tepat sangat penting sekali, karena akan
mempengaruhi cara mempersiapkan sambungan, urutan pengelasan,
efisiensi sambungan, dan produktivitas. Setiap pekerjaan harus dievaluasi
berkaitan dengan proses pengelasan, posisi, kemudahan menjangkau dan
inspeksi, kontrol terhadap distorsi dan syarat-syarat disain untuk
menentukan detail sambungan yang tepat. Hasil paling baik hanya akan
diperoleh apabila sambungan telah dipersiapkan secara sempurna dan
kelurusannya sudah tepat.
Pada umumnya benda-benda yang dilas adalah wadah tempat penyimpanan
cairan berbahaya (misalnya pressure vessel, tangki dan pipa) atau
pengelasan sambungan-sambungan kritis pada struktur anjungan lepas
pantai. Pada aplikasi ini, penting diketahui bahwa logam las memiliki
kekuatan dan ketangguhan yang handal, dan juga bebas
dari discontinuity dan crevices dimana zat-zat korosif bisa berkumpul.
Diperlukan butt weld penetrasi penuh dengan komposisi kimia dan sifat-sifat
mekanis yang persis sama dengan base metal, karena akan menghasilkan
kinerja pemakaian yang paling baik dan tahan terhadap kelelahan, karat dan
patah getas. Pengelasan dengan penetrasi sebagian dan fillet weldhanya
digunakan apabila beban pemakaian dan stress tidak terlalu berat.
Misalnya, fillet weld hanya dilakukan dengan sambungan tumpang (lap joint)
pada plat bagian bawah dan atas sebuah tangki, karena lebih ekonomis dari
pada butt weld. Sebaliknya sambungan-sambungan pada dinding tangki
yang memiliki tegangan lebih tinggi, dilas dengan cara butt weld penetrasi
penuh.
Simbol-simbol standar untuk pengelasan, brazing dan inspeksi NDT
dijelaskan pada ANSI/AWS A2.4-86. Tabel simbol las AWS diberikan pada
gambar 100-37 dan Appendix E.
1.2.2. Detail Sambungan
Sambungan Tumpul Persegi
Pada proses las SMAW, sambungan tumpul persegi seperti tampak pada
Gambar 100-17 digunakan untuk menyambung pipa secara single
weld dengan ketebalan hingga 1/8 inci, dan menyambung plat dengan
cara double weld dengan ketebalan hingga 5/16 inch. Sambungan tumpul
persegi adalah sambungan yang paling mudah dibikin karena tidak
memerlukan pembevelan. Sambungan ini bisa dibuat dengan menggunakan
alat oxyfuel gas cutting, mesin gerinda, atau gunting.
Gambar 100-17. Sambungan Tumpul Persegi
Sambungan single V
Pada proses las SMAW, disain sambungan berbentuk single V (Gambar 100-
18) digunakan untuk penyambungan pipa secara single weld dan
penyambungan plat secara double weld untuk ketebalan hingga 3/4 inch.
Bentuk sambungan seperti ini bisa dibuat dengan menggunakan lampu
potong atau mesin gerinda.
Gambar 100-18. Sambungan Single V
Sambungan Double V
Sambungan double V (Gambar 100-19) lebih ekonomis untuk pengelasan
plat tebal 3/4 hingga 2-1/2 inci dengan proses las SMAW, karena volume
logam las yang akan diisikan lebih sedikit dibandingkan dengan memakai
sambungan single V.
Gambar 100-19. Sambungan Double V
Pada sambungan jenis ini perlu dilakukan back gouging pada root pass
setelah pengelasan dari sisi pertama selesai untuk mendapatkan penetrasi
sempurna. Kontrol terhadap perubahan bentuk bisa menjadi lebih baik,
karena pengelasan dari sisi kedua akan mengimbangi pengelasan dari sisi
pertama. Pada sambungan double V dengan ketebalan tidak sama,
pengelasan yang pertama kali dilakukan adalah sisi yang paling dalam
(misalnya 0,67T) karena backgouging cenderung akan mengimbangi
dalamnya pengelasan. Pada sambungan yang memiliki ketebalan sama,
kedua belah sisi bisa dilas pertama kali. Sambungan jenis ini bisa dibikin
dengan menggunakan lampu potong atau mesin gerinda.
Modifikasi Sambungan pada Pengelasan Pipa.
Apabila melakukan pengelasan pada pipa dengan tebal lebih dari ¾ inci dengan cara SMAW,
bisa digunakan sambungan V yang dimodifikasi atau single U (lihat Gambar 100-20) sebagai
menggantikan sambungan pipa single V standar. Karena persiapan untuk membuat
sambungan yang dimodifikasi ini harus dilakukan dengan mesin, sambungan jenis ini bisa
menjadi lebih mahal dari pada sambungan single V biasa. Meskipun demikian, volume logam
las yang dibutuhkan menjadi lebih kecil dan pemakaiannya bisa menghemat waktu
pengelasan.
Gambar 100-20. Bentuk Sambungan pada Pipa Tebal
Fillet Weld
Fillet weld (lihat Gambar 100-21) membutuhkan persiapan sambungan paling sedikit.
Pelurusan terhadap lap joint atau T-joint harus teliti (umumnya dalam 1/16 inci) jika tidak
maka efektifitas throat fillet weld tidak terbentuk. Celah yang lebih lebar membutuhkan
ukuran fillet atau bentuk las-lasan yang lebih besar dari arah satu sisi untuk mengimbangi
celah lebar tersebut.
Gambar 100-21. Fillet weld
Sambungan Las pada Fitting
Pengelasan pada fitting dapat dilakukan baik secara set-on (paste on) atau set-in (lihat
Gambar 100-22). Set-on pada umumnya dipakai pada fitting yang memiliki diameter kecil (2
inci atau kurang) yang dilas dari arah satu sisi. Fitting ini bisa berupa coupling, weldolet, atau
small forging yang dilobangi setelah pengelasan selesai.
Set-in digunakan pada fitting yang memiliki diameter lebih besar, dan pada umumnya untuk
pengelasan penetrasi penuh yang membutuhkan pengelasan dari arah dua sisi. Penguat
(reinforcement) pada bagian-bagian yang hilang sering kali diperlukan dan boleh jadi
perlu pad plate atau penguat yang berasal dari fitting itu sendiri.
Gambar 100-22. Detail Pengelasan pada Fitting
1.2.3. Backing Ring dan Consumable Insert
Backing Ring Permanen
Backing ring permanen digunakan untuk menahan cairan logam las (lihat Gambar 100-23).
Ring ini pada umumnya tidak boleh dipergunakan pada pipa-pipa proses karena merupakan
tempat berkumpulnya endapan-endapan korosif, foster crevice corrosion, dan menghalangi
alat-alat pembersih internal. Ring ini juga dapat menimbulkan retak akar apabila kondisi
pemakaian bergetar (cyclic) dan terdapat kondisi tegangan balik pada akar. Pada pekerjaan
dimana faktor-faktor ini tidak merupakan problem, backing ring bisa memperbaiki kualitas
root pass dengan juru las yang tidak begitu terampil.
Gambar 100-23. Backing Ring
Consummable Insert
Consummable insert, tidak sama halnya dengan backing ring, karena consumable insert ini
ikut terbakar atau bersatu ke dalam root pass sambungan selama pengelasan. Ring jenis ini
dipakai untuk membuat root pass pipa memiliki kualitas radiografi, yaitu butuh bentuk bead
yang lebih baik serta lebih sedikit pekerjaan perbaikan dan penolakan. Consumable insert
memiliki bermacam-macam bentuk disain. Hal ini sering disebut sesuai dengan nama
disainnya mula-mula atau sesuai dengan bentuknya, seperti:
1. Grinnel inserts (berbentuk persegi datar).
2. “Y” ring inserts.
3. EB (electric boat) inserts (berbentuk ring).
4. Kellogg inserts (flattened round wire).
Sambungan las yang menggunakan consumable insert butuh kontrol toleransi yang lebih
ketat selama mesinasi dan pelurusan, agar insert terhindar dari incomplete fusion. Salah satu
toleransi untuk fit-up dan persiapan sambungannya adalah ± 0,010 inci. Consumbale insert
pada umumnya dapat diterima karena ia terbakar habis selama pengelasan dan biasanya
mempunyai komposisi kimia sama dengan filler metal. Juru las perlu pengalaman atau
pelatihan pada pengelasan dengan consumable insert supaya diperoleh pelelehan dan
penyatuan insert yang sempurna. Detail ukuran dan syarat-syarat terhadap consumable
insert dapat dilihat pada AWS A5.30.
1.2.4. Perubahan Ketebalan
Adakalanya tebal dari bagian yang akan disambung berbeda-beda. Contoh umumnya adalah
penyambungan pipa yang mempunyai schedule berbeda, seperti elbow schedule 80 dengan
pipa schedule 40, dimana elbow yang lebih tebal harus dipotong miring (taper) supaya sesuai
dengan pipa yang lebih tipis agar diperoleh mutu root yang dapat diterima. Taper bervariasi
terhadap code yang berbeda. Gambar 100-24 mengilustrasikan dua cara untuk menyambung
pipa yang lebih tebal dengan pipa yang lebih tipis.
Gambar 100-24. Persiapan Sambungan Pipa dengan Tebal Berbeda
Seamless pipe dapat memiliki perbedaan ketebalan yang signifikan apabila diameter dalam
dan diameter luar tidak kosentrik. Pelurusan yang buruk akan ditemui apabila bagian yang
lebih tebal dari dinding salah satu pipa disambung dengan bagian yang lebih tipis dari pipa
lain. Dapat dilakukan counterboring untuk menyesuaikanbore sepanjang tebal minimum atau
tingkat tegangan tidak dilanggar.
Code pada umumnya tidak memperbolehkan perubahan ketebalan secara tiba-tiba pada
sambungan butt weld, karena akan memperbesar kosentrasi tegangan. Disamping itu
sambungan-sambungan single V pada pipa atau plat secara esensial harus sama rata dengan
bagian belakang untuk menghindarkan cacat-cacat las pada akar seperti incomplete
penetration.
Pada pressure vessel yang mempunyai tebal dinding tidak sama, harus
dilakukan taper apabila beda ketebalan lebih dari seperempat dari bagian yang lebih tipis,
atau apabila beda ketebalan lebih dari 1/8 inci, yang mana yang lebih kecil, lihat Gambar
100-25. Transisi bisa dibuat dengan berbagai proses yang akan menghasilkan taper seragam,
seperti weld buildup, pengerindaan, atau pembevelan dengan lampu potong. Panjang taper
yang dibutuhkan meliputi lebar las-lasan.
Gambar 100-25. Persiapan Sambungan Plat dengan Tebal Berbeda
1.2.5. Persyaratan Code
Code seperti di bawah berikut dijadikan acuan oleh perusahaan-perusahaan konstruksi.
1. ASME Code for Boilers and Pressure vessels.
2. ANSI/ASME B31.3 Code for Piping.
3. ANSI/ASME B31.4 Code, B31.8 Code dan API Std. 1104 for pipelines.
4. API Std. 12D, 620, 650 for storage tanks.
5. AWS D1.1 for structures.
Pressure Vessel.
Pengelasan pressure vessel dijelaskan dalam ASME Code Section VIII, Division 1. Disain
sambungan harus memberikan akses, dimensi dan bentuk yang memenuhi fusi dan penetrasi
yang dibutuhkan.
Lihat Gambar 100-25 mengenai persiapan sambungan terhadap logam yang memiliki tebal
tidak sama. Vessel yang terbuat dari dua buah plat atau lebih harus dilas secara longitudinal
pada bagian yang berdekatan, yang kemudian diatur secara bergantian oleh sebuah jarak
sebesar paling tidak 5 kali ketebalan plat.
Nozzle atau reinforcement pada pressure vessel harus dipasang dengan pengelasan yang
cukup untuk menghasilkan kekuatan penuh dari bagian-bagian penguat. Leher nozzle harus
dipasang pada dinding vessel dengan las kampuh penetrasi penuh. Leher nozzle yang
dimasukkan kedalam sebuah lobang pada dinding vessel bisa dipasang dengan las kampuh
penetrasi penuh atau penetrasi sebagian; meskipun demikian pengelasan penetrasi penuh
lebih diutamakan.
Piping.
Chemical plant dan petroleum refinery piping dibicarakan dalam ANSI/ASME B31.3.
Apabila ketidak lurusan internal pipa lebih dari 1/16 inci, bagian dinding yang lebih tebal
harus di counterboredatau taper bored sehingga permukaan internal hampir rata. Ukuran
perbandingan bevel yang direkomendasikan adalah 4:1, tetapi sudut bevel tidak boleh lebih
dari 30 derajat. Hal ini akan mengurangi kosentrasi tegangan, mempermudah pengelasan
root pass, dan meningkatkan inspeksi sambungan bila menggunakan
radiografi. Counterboring atau tapering tidak boleh melanggar ketebalan minimum.
Kepingan transisi bisa digunakan diantara pipa yang memiliki ketebalan berbeda, terutama
apabila yield strengthnya juga berbeda.
1.2.6. Tegangan pada Butt Weld dan Fillet Weld
Gambar 100-26 mengilustrasikan istilah-istilah yang digunakan pada fillet weld. Gambar 100-
27 sampai 100-31 memberikan persamaan-persamaan hitungan sederhana yang digunakan
untuk menentukan tegangan pada butt weld dan fillet weld.
Gambar 100-26. Istilah-istilah pada Fillet Weld
Istilah-istilah standar
Istilah-istilah standar yang digunakan dalam menghitung tegangan sambungan las dalam
contoh berikut adalah:
S = normal stress, psi.
Ss = shear stress, psi.
M = bending moment, in-lb.
P = external load, lb.
L = length of weld, in.
h = size of weld, in.
Pada fillet weld, h = fillet size.
Pada butt weld, h = ukuran tumit las-lasan tidak termasuk tonjolan las.
Gambar 100-27. Butt Weld dengan Gambar 100-28. Fillet Weld dengan
Beban Tegangan Langsung pada Beban Langsung
Fillet Weld.
Gambar 100-29. Bending Momen pada Gambar 100-30. Single Fillet Weld
Fillet Weld Pada Beban Paralel
Gambar 100-31. Double Fillet Weld dengan
Beban Paralel.
1.2.7. Istilah-Istilah Sambungan dan Simbol-Simbol Las
Gambar 100-32 sampai 100-37 di bawah memperlihatkan penjelasan berdasarkan AWS dan
istilah-istilah pada sambungan las kampuh tunggal dan las kampuh ganda, diikuti dengan
posisi-posisi pengelasan untuk las kampuh, fillet weld dan pengelasan pipa. Diperlihatkan
juga simbol-simbol las standar yang digunakan untuk menjelaskan syarat-syarat sambungan
las.
Gambar 100-32. Sambungan- Gambar 100-33. Sambungan-Sambungan Las Kampuh
Tunggal Sambungan Las Kampuh Ganda
Gambar 100-34. Posisi-Posisi Gambar 100-35. Posisi
Pengelasan pada Las Posisi Pengelasan pada
Kampuh Fillet Weld
Gambar 100-36. Posisi-Posisi Pengelasan pada Pengelasan Pipa
Gambar 100-37 a. Simbol-Simbol Las Standar AWS
Gambar 100-37 b. Simbol-Simbol Las Standar AWS
1.3.0. KOMPOSISI LOGAM LAS
Pada umumnya, semua baja dan baja paduan yang diperbolehkan
oleh code dan standard dapat dilas apabila menggunakan prosedur pengelasan yang tepat.
Data bermacam-macam paduan disajikan dalam Alloy Fabrication Data pada Appendix A.
Lampiran ini terdiri dari spesifikasi ASTM dan ASME yang dipakai, batasan komposisi kimia
dan sifat-sifat mekanis, serta penjelasan mengenai syarat-syarat pengelasan seperti preheat,
heat treatment, proses pengelasan, dan pemilihan jenis-jenis filler metal. Penjelasan
mengenai pemilihan filler metal dibicarakan pada Bab 3, Praktek Pengelasan.
1.3.1. Filler Metal
Bahan tambah atau filler metal yang dipilih hendaknya memiliki komposisi dan sifat-sifat
mekanis sama dengan logam dasar. Namun demikian komposisi logam las bisa juga berbeda
apabila:
- Sukar mengelas bahan-bahan las tertentu, misalnya pengelasan material 13 Cr dengan
mempergunakan elektroda austenitic atau elektroda Ni-Cr-Fe.
- Apabila diinginkan sifat-sifat mekanis khusus, misalnya pemakaian carbon steel pada suhu
rendah dengan mempergunakan elektroda yang mengandung Ni.
- Pengelasan logam berbeda (dissimilar metal), misalnya penyambungan carbon steel dengan
stainless steel dengan mempergunakan elektroda Ni-Cr-Fe.
AWS memiliki 31 spesifikasi filler metal. Spesifikasi ini meliputi elektroda tungsten dan
karbon, juga flux untuk brazing pada proses pengelasan SAW dan ESW. Spesifikasi ini secara
teratur diperbaharui, dimana dua digit terakhir menunjukkan tahun keluaran yang
dicantumkan pada nomor spesifikasi. Gambar 100-38 di bawah memperlihatkan proses
pengelasan atau proses-proses yang dibicarakan diikuti dengan nomor spesifikasi AWS nya.
ASME juga menerbitkan spesifikasi filler metal, yaitu ASME Section II, Part C Boiler and
Pressure Vessel. Spesifikasi ini mirip dengan AWS. Spesifikasi filler metal ASME ditandai
dengan penambahan huruf SF pada nomor AWS, misalnya SFA5.1.
Sistem klasifikasi AWS pada filler metal ini menggunakan awalan seperti dijelaskan di bawah
yang memberikan informasi, baik mengenai bentuk hasil maupun proses penyambungan.
Perhatikanlah sebuah elektroda las busur yang menghantar arus las. Elektroda ini bisa dibalut
oleh flux, polos dan berinti komposit atau flux yang dipakai untuk proses las SMAW, GMAW,
FCAW, GTAW dan SAW.
R : Artinya welding rod yang mendapat pemanasan untuk kegunaan selain
dari menghantarkan arus.
ER : Artinya filler metal yang berfungsi sebagai elektroda las busur
(menghantarkan arus) atau sebagai welding rod.
EW : Artinya elektroda tungsten (tidak terumpan).
B : Artinya brazing filler metal.
RB : Artinya filler metal yang digunakan sebagai welding rod atau brazing
Filler metal.
RG : Welding rod yang dipakai pada proses las OAW.
F : Singkatan dari flux pada proses las SAW
IN : Singkatan dari consumable insert.
Gambar 100-38. Spesifikasi Filler Metal berdasarkan AWS.
1.3.2. Elektroda SMAW
Elektroda terbungkus pada proses las SMAW menyediakan bahan tambah dan gas pelindung.
Elektroda terbungkus ini memiliki berbagai macam komposisi pada inti kawat dan selaput
pembungkusnya (coating). Inti kawat las berfungsi sebagai bahan tambah pada saat
pengelasan berlangsung. Sedangkan coating berfungsi seperti di bawah berikut, tergantung
dari jenis elektrodanya, yaitu:
- Memberikan gas pelindung untuk mencegah kontaminasi pada busur dan logam las dari
pengaruh oxygen, nitrogen dan hydrogen yang terdapat di udara.
- Membentuk lapisan terak (slag) di atas kawah las dan endapan logam.
- Mengionisasi unsur untuk menghaluskan busur las.
- Menghasilkan zat deoxidizer dan pembersih untuk menghaluskan struktur butiran logam las.
- Menghasilkan unsur-unsur paduan seperti molybdenum, nikel dan chromium pada baja-baja
paduan rendah.
- Memberikan serbuk besi untuk mempercepat laju pengisian.
Elektroda carbon steel, menggunakan sistem empat digit. Lihat Gambar 100-39,
berdasarkan AWS A5.1 yaitu elektroda carbon steel untuk proses las SMAW. Dua digit
pertama memberikan informasi tensile strength minimum logam las dalam ksi, misalnya E-
60XX atau E-70XX. Digit ketiga memberikan informasi mengenai posisi pengelasan dan digit
ke empat memberikan informasi mengenai jenis coating, jenis arus dan polaritas arus. Jenis
coating akan menentukan posisi pengelasan, karakteristik pengelasan, dan jenis pembangkit
listrik yang dibutuhkan. Misalnya elektroda E-6010 mempunyai tensile strength minimum
62.000 psi dengan coating dari jenis sellulosa. Elektroda ini bisa digunakan dengan semua
posisi, penetrasi busur dalam dan kuat, dan menggunakan arus DC dengan polaritas terbalik.
Elektroda E-7018 memiliki tensile strength minimum 72.000 psi dengan coating jenis low
hydrogen dan mengandung serbuk besi. Elektroda ini bisa digunakan dengan semua posisi,
busur berbentuk halus dengan penetrasi sedang, dan mesti digunakan dengan arus DC
polaritas terbalik.
Gambar 100-39. AWS A5.1- Elektroda SMAW untuk Pengelasan Carbon Steel
Elektroda low alloy steel mengikuti spesifikasi AWS A5.5, dimana sistem klasifikasinya
sama dengan elektroda carbon steel, tetapi ada penambahan huruf atau angka untuk
memberikan informasi mengenai komposisi kimianya. Elektroda dengan kekuatan lebih
tinggi, memiliki tensile strength minimum 100.000 psi atau lebih, mempergunakan system 5
digit, misalnya E-10018-D2. Tiga digit pertama adalah singkatan dari tensile strength. Tensile
strength minimum bisa seperti hasil yang dilaskan atau hasil pengelasan yang telah diberi
PWHT, tergantung dari klasifikasinya. Akhiran berbentuk huruf dan angka atau hanya huruf
saja, memberikan informasi mengenai komposisi kimia yang harus dipenuhi. Misalnya
elektroda E-8018-B2 adalah elektroda dengan coating jenis low hydrogen, mengandung
serbuk besi dengan komposisi nominal 1-1/4 Cr-1/2 Mo, dan E-8010-G adalah elektroda
selulosa dengan klasifikasi umum, yang hanya perlu melakukan jumlah minimum dari satu
unsur yang dicantumkan (komposisi sebenarnya ditinggalkan pada pabrik pembuat
elektroda).
Gambar 100-40. AWS A5.5 – Elektroda SMAW untuk Pengelasan Low Alloy Steel
Elektroda stainless steel dijelaskan oleh spesifikasi AWS A5.4 (komposisi 5 Cr atau lebih)
dan diklasifikasikan menurut AISI untuk komposisi deposit logam las dan jenis coating (dua
digit terakhir). Coating elektroda dari jenis kapur (-15) atau titania (-16). Kedua coatingnya
adalah jenis low hydrogen, tetapi karakteristik lasnya berbeda. Kondisi ini akan
mempengaruhi posisi dan arus pengelasan yang digunakan. Elektroda-elektroda dasar atau
berbungkus kapur (-15) mempunyai cairan slag sedikit, umumnya tahan terhadap retak,
cocok untuk pengelasan semua posisi.
Elektroda coating titanium (-16) menghasilkan deposit las lebih halus dengan muka las
cenderung berbentuk cekung. Elektroda ini hanya cocok untuk posisi datar dan horizontal.
Elektroda ini merupakan elektroda turunan yang memperlihatkan muka bead elektroda
coating titanium, dan karakteristik pengelasan semua posisi dari elektroda-elektroda coating
kapur. Elektroda turunan ini kadang-kadang disebut dengan elektroda DC titanium.
Contoh elektroda stainless steel terbungkus adalah E-316-15. Elektroda ini mendepositkan
logam las stainless steel jenis 316. Elektroda ini memiliki lapisan kapur, yang cocok untuk
pengelasan semua posisi, dengan arus DC polaritas terbalik. Elektroda E-410-16
mendepositkan logam las stainless steel 12% Cr. Elektroda ini memiliki coating titanium yang
pada umumnya tidak cocok untuk pengelasan semua posisi, tetapi dapat digunakan dengan
arus AC atau DC polaritas terbalik. Lihat Gambar 100-41 mengenai elektroda stainless steel
SMAW menurut AWS A5.4.
Gambar 100-41. AWS A5.4 – Elektroda SMAW untuk Pengelasan Stainless Steel.
Coating pada Elektroda SMAW
Elektroda low hydrogen memiliki coating (selaput pembungkus) yang akan menyerap
kelembapan apabila berada di udara terbuka, sehingga elektroda ini harus dibeli dalam
wadah tertutup rapat, dan disimpan dalam oven pemanas setelah dibuka untuk
menghindarkan penyerapan uap air. Bagaimanapun juga elektroda tidak boleh lembab atau
basah. Elektroda dengan coating tahan basah (moisture resistant) disingkat MR, sekarang
banyak dibuat oleh beberapa manufacturer. Elektroda baru ini sangat tahan terhadap
kelembapan sehingga bisa digunakan setiap saat.
Penyerapan uap lembap ke dalam elektroda low hydrogen dapat menimbulkan underbead
cracking. Resiko retak ini semakin besar seiring dengan bertambahnya tensile strength
elektroda tersebut. Gambar 100-42 memberikan rekomendasi waktu maksimum terbuka di
udara (setelah wadah penyimpan dibuka atau dikeluarkan dari oven pemanas) pada kondisi
sedang, yaitu suhu 70oF dan kelembapan relatif 70 %) untuk elektroda low hydrogen dengan
berbagai level kekuatan.
Elektroda yang sudah terbuka di udara dalam waktu melebihi seperti disebutkan dalam
Gambar 100-42, harus direkondisi di dalam oven untuk membuang kelembapan yang
terserap oleh coating, atau elektroda tersebut dibuang sama sekali. Gambar 100-43
memberikan rekomendasi suhu penyimpanan dan suhu rekondisi elektroda yang biasa
digunakan.
Gambar 100-42. Lama Pemaparan Elektroda Low Hydrogen di Udara Terbuka yang
Direkomendasikan
Gambar 100-43. Prosedur Penyimpanan dan Rekondisi Elektroda yang Direkomendasikan
1.3.3. Elektroda GMAW dan FCAW
Gambaran umum mengenai kawat las untuk proses pengelasan GMAW dan FCAW
berdasarkan kriteria AWS untuk carbon steel, low alloy steel, dan stainless steel diberikan
pada Gambar 100-44. Penjelasan ini sama dengan sistim yang digunakan pada elektroda
SMAW tetapi ada beberapa bagian yang berbeda.
Gambar 100-44. Kode AWS untuk Filler Metal Carbon Steel, Alloy Steel dan Stainless Steel
pada Proses Las GMAW dan FCAW
Filler metal carbon steel dan low alloy steel untuk proses las GMAW mengacu pada
spesifikasi AWS A5.18 dan A5.28, lihat Gambar 100-45 dan Gambar 100-46. Filler metal ini
bisa juga digunakan untuk proses las GTAW dengan kode huruf awal “E” dan “R”.
Gambar 100-45. Kode AWS untuk Filler Metal Carbon Steel, Low Alloy Steel dan Stainless
Steel untuk Proses Las GMAW dan FCAW
Gambar 100-46. AWS A5.28 – Filler Metal GMAW untuk Low Alloy Steel
Elektroda carbon steel misalnya ER-70S-2, angka 70 menjelaskan tensile strength logam
las dalam ksi, “S” merupakan singkatan dari solid (pejal), yaitu bentuk kawat las, dan angka 2
memberikan informasi kimia deoxidizer (Mn, Si dan lain-lain).
Elektroda low alloy steel misalnya ER-80S-B2 penjelasan artinya sama seperti yang di
atas, tambahan akhiran huruf dan angka memberikan informasi kandungan unsur kimia,
misalnya B2 untuk 1-1/4 Cr dan ½ Mo.
Filler metal carbon steel dan low alloy steel untuk proses las FCAW mengacu pada
spesifikasi AWS A5.20 dan A5.29 seperti pada Gambar 100-47 dan 100-48. Elektroda ini
mempunyai huruf “E” sebagai identifikasinya.
Gambar 100-47. AWS A5.20 – Filler Metal FCAW untuk Pengelasan Carbon Steel
Gambar 100-48. AWS A5.29 – Filler Metal FCAW untuk Pengelasan Low Alloy Steel
Elektroda carbon steel untuk proses las FCAW misalnya E-71-T5 dijelaskan dengan: digit
pertama memberikan informasi mengenai tensile strength minimum setelah dilaskan (dalam
10 ksi). Digit kedua menjelaskan posisi-posisi pengelasan (angka “1” untuk semua posisi, “0”
untuk posisi flat dan horizontal). “-T” adalah singkatan dari tubular electrode, dan digit
terakhir (1, 2 atau 5) adalah jenis slag yang dihasilkan oleh flux. Slag mempengaruhi manfaat
dan karakteristik kinerja (lihat FCAW pada pasal 1.1.0, proses pengelasan mengenai jenis-
jenis elektroda).
Elektroda low alloy steel untuk proses las FCAW, misalnya E-81-T1-B2, penjelasannya
sama kecuali adanya penambahan kode huruf dan angka untuk menjelaskan sifat kimia
seperti elektroda SMAW (misalnya B2 untuk 1-1/4 Cr- 1/2 Mo.
Filler metal stainless steel untuk proses las GMAW dan FCAW mengacu pada
spesifikasi AWS A5.9 dan A5.2. Filler metal stainless steel untuk proses GMAW misalnya ER-
308Si bisa juga digunakan untuk GTAW dan sama-sama mempunyai awalan “E dan R” (untuk
rod). Jenis stainless steel ditunjukkan oleh nomor AISI misalnya 308. Akhiran Si digunakan
apabila filler metal mempunyai kandungan unsur silikon tinggi, yang ditambahkan guna
meningkatkan sifat mampu las. Elektroda stainless steel untuk proses las FCAW misalnya E-
316T-1 menggunakan awalan “E” stainless AISI 316, “T” singkatan dari tubular, dan
mempunyai akhiran angka yang memberikan informasi gas pelindung yang diperlukan.
Misalnya angka “1” untuk CO2 dan “3″ untuk berpelindung sendiri.
1.4.0. PREHEAT
1.4.1. Alasan Melakukan Preheat.
Preheat atau pemanasan awal dilakukan untuk mencegah terjadinya retak las. Preheat
kadang-kadang juga diperlukan untuk menghilangkan tegangan sisa (residual stress),
meningkatkan ketangguhan, dan mengendalikan sifat-sifat metalurgi di daerah HAZ.
Hasil pengelasan kadang-kadang langsung retak begitu pengelasan selesai dikerjakan. Retak
hydrogen disebut juga dengan retak tertunda, retak dingin atau underbead craking yaitu
retak yang sering terjadi karena preheat tidak tepat atau karena hardenability logam kerja
sangat tinggi. Gambar 100-49, memperlihatkan beberapa penyebab retak, preheat yang tidak
tepat, hardenability plat yang tinggi, dan masalah-masalah lain, yang menjadi penyebab
hampir separuh dari masalah retak las pada pengelasan struktur.
Gambar 100-49. Penyebab Retak pada Pengelasan Struktur
Retak hydrogen pada umumnya terjadi di daerah HAZ seperti retak tumit (toe crack)
atau underbead crack. Retak hydrogen ini bisa juga terjadi pada logam las yang memiliki
kekuatan tinggi, terutama pada root pass. Retak-retak ini disebut dengan retak tertunda
(delayed crack) karena terjadi beberapa saat setelah pengelasan selesai. Inspeksi sebaiknya
ditunggu 24 hingga 48 jam apabila retak tertunda mungkin terjadi. Hal ini tidak terjadi pada
pengelasan baja karbon rendah atau baja karbon biasa.
Selama retak hydrogen terjadi, tiga faktor berikut ini pasti ada :
- Hydrogen.
- Tegangan tinggi.
- Kekerasan logam induk sangat tinggi.
Retak hydrogen bisa dihindarkan dengan mengontrol tiga faktor di atas.
Hydrogen.
Kandungan hydrogen hasil pengelasan berkaitan langsung dengan jumlah hydrogen yang
terdapat selama proses pengelasan, yang diukur sebagai hydrogen potensial kawat las.
Elektroda-elektroda low hydrogen seperti E-7018, sering digunakan untuk membatasi jumlah
hydrogen masuk ke dalam logam las. Suatu proses pengelasan dikatakan low hydrogen,
apabila kandungan hydrogennya kecil dari 10 ml dari 100 g logam setelah pengelasan.
Panas karena preheating akan membuat hydrogen merembes keluar dari daerah logam las
dengan kecepatan lebih tinggi, dengan demikian mengurangi kandungan hydrogen berarti
mengurangi kemungkinan terjadinya retak hydrogen.
Stress Level.
Tegangan (stress) pada logam las ditentukan oleh kekangan (restrain) pada sambungan
ketika logam las tersebut sudah dingin kemudian mengkerut, dan juga oleh yield strength
logam induk dan logam las. Semakin tinggi kekangan yang terbentuk pada tegangan tinggi,
semakin besar kemungkinan terjadinya retak.
Dalam usaha untuk mencoba menentukan berapa suhu preheat yang harus diterapkan,
derajat kekangan sambungan perlu diperkirakan. Namun demikian, kekangan tersebut sulit
dihitung, karena ia dipengaruhi oleh ukuran logam las, geometri sambungan, tebal logam
dasar, kelurusan dan desakan luar (external constrain). Perkiraan besarnya kekangan sering
disederhanakan hanya dengan meninjau tebal sambungan yang akan dilas. Suhu preheat
sering dinaikkan apabila ketebalan bertambah dengan tidak menghiraukan kerumitan dari
sambungan yang dilas. Namun demikian, ada perbedaan signifikan antara butt weld
sederhana, pengelasan nozzle pada pressure vessel, dan sambungan kompleks T-Y-K
dengan ring stiffeners pada anjungan lepas pantai. Semakin besar kekangan sambungan,
semakin besar suhu preheat yang diperlukan.
Kekerasan Baja.
Kepekaan daerah HAZ suatu baja terhadap retak hydrogen tergantung apakah daerah HAZ
tersebut memiliki mikrostruktur yang rentan. Kerentanan mikrosruktur diukur secara
sederhana dari kekerasannya, yaitu jika semakin tinggi kekerasan maka semakin rentan
terhadap retak. Kekerasan HAZ dikontrol dengan membatasi komposisi kimia baja tersebut
dan dengan mengontrol laju pendinginan setelah pengelasan dengan preheat.
Laju pendinginan setelah pengelasan dipengaruhi oleh besarnya suhu preheat, dimana suhu
preheat yang lebih tinggi menyebabkan pendinginan menjadi lebih lama dan kekerasan
mikrostruktur menjadi lebih rendah. Laju pendinginan juga dipengaruhi oleh geometri
sambungan, besarnya panas masukan dari proses pengelasan, interpass temperatur dan
suhu lingkungan.
Pengaruh komposisi kimia terhadap kekerasan diukur dari sifat mampu keras (hardenability).
Pada laju pendinginan yang diterapkan, baja dengan sifat mampu keras lebih tinggi akan
mempunyai kekerasan HAZ lebih tinggi. Hardenability dapat diukur berdasarkan carbon
equivalent (CE). CE adalah bilangan yang menggabungkan hardenability berbagai unsur
paduan dalam bentuk ekivalensi-nya, dengan unsur carbon dalam besi. Rumus hardenability
diberikan pada bagian akhir bab ini. Pada Gambar 100-50 terlihat bagaimana kenaikan
hardenability (diukur dengan rumus ekivalen carbon sederhana C + Mn/4) secara drastis akan
memperbesar sensitifitas terhadap retak hydrogen.
Gambar 100-50. Pengaruh Preheat dan Carbon Equivalent terhadap Retak Panas pada Bead-
on Plate Test
Bagaimana Kebutuhan terhadap Preheat Berubah
Baja adalah sebuah logam paduan dengan bahan dasar besi yang mengandung carbon dan
unsur-unsur paduan lain, terutama manggan. Baja tradisional disebut juga dengan baja
carbon biasa (plain carbon steel), karena ia tidak memiliki paduan tambahan lain diluar bare
minimum. Ini adalah jenis baja yang sangat biasa, terutama digunakan untuk pressure vessel
sederhana, piping, pipe line dan baja struktur.
Pada tahun 1960-an dikembangkan sebuah baja baru yang disebut high strength low alloy
steels atau bajaHSLA. Baja ini memiliki kekuatan lebih besar tanpa perlu heat treatment. Baja
ini sekarang sudah lazim digunakan untuk tujuan yang sama seperti halnya baja karbon
biasa. Namun demikian baja ini memiliki masalah, karena ia memiliki kandungan unsur
paduan, meskipun rendah namun membuatnya menjadi lebih keras sehingga lebih sukar dilas
tanpa retak hydrogen. Baja ini memerlukan suhu preheat lebih tinggi dibandingkan dengan
baja karbon biasa.
Pada awal tahun 1980-an, karena biaya preheat yang tinggi membuat perusahaan-
perusahaan baja membuat baja generasi lain, disebut dengan thermo-mechanically controlled
process steels atau baja TMCP. Ini merupakan nama yang cukup panjang untuk sebuah
gagasan sederhana. Baja-baja TMCP mempunyai unsur karbon dan unsur paduan lain, yang
secara signifikan lebih rendah agar hardenability-nya lebih rendah. Hilangnya kekuatan dari
paduan yang lebih rendah, timbul karena proses rolling yang canggih di dalam pabrik baja,
dimana air dialirkan secara cepat untuk mendinginkan baja panas tersebut selama rolling,
dan menguncinya dalam bentuk mikrostruktur butiran yang tinggi. Mikrostruktur ini membuat
baja tersebut memiliki kekuatan tambahan yang diperlukan untuk memenuhi spesifikasi
kekuatan.
Baja-baja TMCP memiliki sifat mampu las tinggi karena hardenability-nya rendah. Ada sedikit
perubahan, seperti hilangnya kekuatan di daerah HAZ apabila panas masukan las cukup
tinggi untuk mengendurkan mikrostruktur butiran, tetapi perubahan ini mendapat perhatian
penuh dan dihadapi dengan memodifikasi proses pembuatan baja dan fabrikasi.
Baja TMCP diusulkan secara intensif untuk proses fabrikasi dimana baja carbon biasa atau
baja HSLA sudah lazim digunakan dahulunya. Baja TMCP diperkenalkan begitu cepat sehingga
teknologi fabrikasi belum dapat mengikuti zaman. Masalah umum yang dialami oleh
fabrikator dalam penggunaan TMCP (diusulkan untuk menghemat biaya preheat) yaitu
spesifikasi pemilik masih menggunakan aturan preheat berdasarkan baja carbon biasa dan
baja HSLA. Apabila pemilik sudah familiar dan memiliki pengalaman dengan baja-baja TMCP,
penghematan signifikan akan dapat diharapkan karena pengurangan atau pemotongan
drastis dari persyaratan preheat.
1.4.2. Menentukan Preheat Pada Baja Carbon Biasa.
Hardenability dihitung berdasarkan carbon equivalent (CE) dengan berbagai bentuk sejak
awal tahun 1940. Standar yang diakui untuk baja carbon biasa adalah rumus dari
International Institute of Welding, yang sekarang dikenal sebagai rumus IIW.
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Rumus carbon ekivalen IIW sudah dikembangkan pada baja dengan kandungan carbon tinggi
dan tensile strength dari 60-100 ksi. Rumus ini berlaku untuk kandungan carbon 0,20 % atau
lebih. Untuk memastikan sifat mampu las yang tepat dari baja, carbon ekivalen dibatasi
dengan suatu nilai maximun.
Besarnya batasan carbon ekivalen dan hubungannya dengan suhu preheat diberikan pada
Gambar 100-51.
Gambar 100-51. Preheat terhadap Carbon Equivalent berdasarkan rumus IIW
1.4.3. Menentukan Preheat Pada Baja HSLA dan TMCP
Rumus Pcm.
Preheat terhadap baja HSLA secara tradisional ditentukan dengan menggunakan rumus IIW.
Meskipun demikian, kecenderungan pembuatan baja baru-baru ini membenarkan pemakaian
rumus hardenabilty yang kurang bersifat membatasi. Rumus IIW tidak boleh digunakan untuk
menentukan preheat pada baja TMCP karena akan menghilangkan keuntungan ekonomis baja
tersebut.
Rumus hardenability yang baru dikembangkan pada pertengahan tahun 1960 dan awal tahun
1970, meramalkan secara lebih baik kecenderungan retak hydrogen baja-baja carbon rendah
seperti baja HSLA dan TMCP. Rumus ini disebut dengan rumus carbon equivalent Pcm.
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 + 5B
Rumus carbon ekivalen Pcm dikembangkan untuk baja-baja dengan kandungan carbon
rendah dan tensile strength 60-130 ksi. Rumus Pcm ini lebih tepat dibandingkan dengan
rumus carbon eqivalen IIW untuk baja yang memiliki kandungan carbon kurang dari 0,18 %.
Menentukan preheat berdasarkan Pcm berkaitan dengan masalah pengukuran atau perkiraan
sifat kimia baja, potensi hydrogen selama proses pengelasan dan besarnya kekangan
sambungan.
Batasan Rumus Pcm.
Rumus Pcm dapat diterapkan dalam batasan komposisi kimia berikut ini:
Unsur Persen berat, wt %
C 0,07 - 0,22
Mn 0,40 - 1,40
Ni 0,0 - 1,20
Mo 0,0 - 0,70
Ti 0,0 - 0,05
B 0,0 - 0,005
Si 0,0 - 0,60
Cu 0,0 - 0,50
Cr 0,0 - 1,20
V 0,0 - 0,12
Nb 0,0 - 0,04
Menentukan suhu preheat yang diperlukan dengan menggunakan metode Pcm bisa sangat
rumit. Banyak pendekatan dari metode IIW bisa dihilangkan karena kekangan dan potensi
hydrogen harus diperkirakan. Sering juga tidak semua informasi diketahui atau tidak dapat
ditentukan. Untuk membuat rumus Pcm bermanfaat dan untuk menyadari adanya potensi
penghematan karena penghapusan preheat, harus dibuat asumsi-asumsi yang
beralasan. Asumsi ini meliputi:
- Tebal benda kerja mulai dari 3/4 – 2 inci.
- Panas masukan mulai dari 17 – 30 kJ/cm
- Kekangan las dari tingkat sedang sampai tinggi (khusus pada pengelasan struktur)
- Elektroda adalah dari jenis low hydrogen (1,0 – 5,0 ml/100g)
Gambar 100-52 memperlihatkan persyaratan preheat pada baja TMCP.
Gambar 100-52. Persyaratan Preheat Berdasarkan Rumus Rumus Pcm
Rumus Pcm sudah diterapkan pada pekerjaan-pekerjaan fabrikasi umum. Sifat kimia dari baja
yang dibuat berubah secara cepat. Ketika modifikasi terhadap komposisi kimia baja HSLA
diperkenalkan, korelasi Pcm yang lain sedang berkembang. Misalnya, boron, vanadium dan
niobium adalah unsur-unsur paduan kuat yang kadang-kadang lebih berpengaruh di dalam
rumus Pcm. Meskipun perkembangan ini berlangsung terus, peningkatan pemakaian baja
TMCP menimbulkan penerimaan luas terhadap rumus Pcm semula, dan hendaknya digunakan
untuk memilih preheat pada baja TMCP teknologi terbaru. Apabila seorang fabrikator atau
pembuat baja menyarankan penggunaan rumus berbeda harus melibatkan para ahli bahan.
1.4.4. Preheat Pada High Alloy Steels
Chrome-Moly Steels
Paduan-paduan seperti 5 Cr, 7 Cr dan 2-1/4 Cr-1 Mo memiliki unsur-unsur paduan yang
ditambahkan karena alasan selain hardenability dan kekuatan seketika (immediate strength),
untuk memperbesar yieldnya. Sebagai contoh, chromium ditambahkan supaya tahan
terhadap karat, atau Cr dan Mo ditambahkan untuk daya tahan terhadap penjalaran suhu
tinggi. Karena penambahan paduan tinggi ini memperbesar hardenability, diperlukan preheat
untuk mencegah retak hydrogen dan PWHT untuk menemper daerah HAZ.
Suhu preheat untuk baja-baja paduan tinggi ini ditentukan dari rumus carbon ekivalen IIW.
Rumus Pcm tidak tepat karena kandungan unsur paduan melebihi batasan korelasi Pcm, yaitu
baja terlalu keras supaya Pcm bermanfaat.
Ada kalanya muncul situasi dimana baja chrome-moly atau baja chromium bisa dilas tanpa
perlu diberi PWHT. Misalnya, sebuah furnace tube bisa dioperasikan dengan suhu cukup
tinggi untuk menghindarkan PWHT. Sebuah prosedur sudah dikembangkan sehingga baja-
baja yang akan dilas tidak perlu diberi PWHT dan tidak terjadi retak hydrogen. Prosedur ini
menahan suhu preheat dalam waktu cukup lama (sekitar satu jam) setelah pengelasan
selesai, sehingga hydrogen yang terdapat di dalam baja bisa merembes keluar.
Apabila PWHT sudah direncanakan tetapi pengelasan baja paduan rendah mampu keras
(hardenable) tiba-tiba dihentikan sebelum pengelasan selesai, maka suhu preheat harus
dipertahankan selama satu jam, sebelum baja tersebut menjadi dingin sama dengan suhu
lingkungan, agar terhindar dari retak hydrogen tertunda. Apabila penghentian ini hanya
sebentar, suhu preheat bisa dipertahankan sampai pengelasan dilanjutkan kembali. Apabila
penghentian ini memakan waktu lama, dapat dilakukan heat treatment lanjutan (disebut juga
dengan intermediate stress relief atau membuang tegangan lanjutan) pada benda kerja. Hal
ini dilakukan dengan cara menaikkan suhu pengelasan sampai dalam batas suhu stress
relief dalam waktu singkat. Biasanya selama 30 menit pada suhu 1000 hingga 1200oF, diikuti
pendinginan lambat dengan insulasi yang memadai untuk membuang tegangan lanjutan.
Stainless Steel
Austenitic stainless steel seperti Inconel dan seri 300, memiliki sifat tidak mampu keras (non
hardenable). Oleh karena itu logam ini tidak mudah terkena retak hydrogen tertunda
sehingga tidak perlu diberi preheat.
Beberapa ferritic stainless steel (pada umumnya logam yang memiliki kandungan lebih dari
12 % Cr) dapat menjadi keras dan perlu diberi preheat. Preheat ditentukan dengan
menggunakan rumus IIW.
Casting Iron
Casting iron atau besi tuang adalah paduan besi-karbon-silikon, agak mirip dengan carbon
steel, tetapi kandungan unsur carbon pada casting iron sangat tinggi sekali, sehingga carbon
akan membentuk grafit ketika pendinginan dari kondisi cair. Kandungan unsur carbon pada
casting iron abu-abu sekitar 2 hingga 4 %, bandingkan dengan carbon steel yang hanya 0,2

%. Kandungan unsur carbon yang tinggi ini membuat harga carbon equivalent (CE) menjadi
lebih tinggi dari pada carbon steel. Preheat mutlak diperlukan.
1.4.5. Persyaratan Code dan Perusahaan
Rekomendasi Preheat Perusahaan
Gambar 100-53 mencantumkan ringkasan persyaratan preheat minimum dari perusahaan
Chevron untuk berbagai macam bahan. Perhatikan bahwa preheat yang direkomendasikan
adalah harga minimum yang berdasarkan pada rumus carbon equivalent IIW, dan keuntungan
ekonomisnya karena menghindarkan preheat pada baja-baja HSLA dan TMCP yang tidak
diketahui. Apabila pemakaian baja-baja ini sudah diketahui terlebih dahulu, maka preheat
berdasarkan IIW menjadi sangat konservatif dan mungkin menimbulkan harga penawaran
fabrikasi yang sangat tinggi. Lihat pasal 1.4.3.
ASME Section VIII
ASME Sect. VIII Boiler and Pressure Vessel Code tidak mencantumkan persyaratan wajib
preheat. Rekomendasi nonmandatory dinyatakan pada Appendix R. ASME Code menyatakan
bahwa kewajiban preheat tidak diperlukan, karena banyak variable-variabel yang
mempengaruhi preheat, seperti dijelaskan pada awal pasal ini. ASME Section VIII, Sections
UCS-56 dan UHA-32, mengizinkan beberapa pengenduran persyaratan PWHT apabila logam-
logam tersebut telah diberi preheat.
AWS D1.1 Tabel 4.2.
American Welding Society’s Structural Welding Code-Steel (AWS D1.1), Tabel 4.2
merekomendasikan level preheat minimum berdasarkan kelompok-kelompok kekuatan untuk
proses las low hydrogen dan non-low hydrogen. Level preheat ini berdasarkan pengalaman
dan hanya cocok pada sambungan yang tidak memiliki kekangan “berlebihan” (seperti
dijumpai dari pengalaman). AWS D1.1, Tabel 4.2 paling cocok untuk baja yang dinormalisasi
secara konvensional, yang memiliki carbon equivalent IIW maksimum 0,45.
Beberapa perusahaan menggunakan aturan preheat dalam AWS D1.1, Tabel 4.2 secara
berbeda-beda. Sebagai contoh, pengelasan di bengkel las terkenal dengan menggunakan
material yang biasa dipakai, sering dikerjakan tanpa ada persyaratan di luar yang disebutkan
oleh AWS Tabel 4.2. Pada bengkel las yang kurang terkenal atau apabila ada mateial baru
atau material kritis difabrikasi, sering perlu preheat yang lebih luas dari yang dipersyaratkan
oleh AWS.
AWS D1.1 Appendix XI.
Preheat minimum dalam AWS D1.1, Tabel 4.2 lebih dari yang diperlukan pada baja-baja
TMCP. AWS D1.1 direvisi pada tahun 1986 untuk mengetahui cara lain menentukan preheat
minimum yang diperlukan guna mencegah retak hydrogen pada baja TMCP. Revisi tersebut
dicantumkan dalam nonmandatory Appendix XI, “Guideline On Alternative Methods for
Determining Preheat.” AWS D1.1 mengingatkan pengguna terhadap perlunya pertimbangan
yang berhati-hati dari asumsi-asumsi dan pengalaman masa lalu, dalam menggunakan
guideline ini. Appendix ini juga mengharuskan bahwa preheat yang lebih kecil dari yang
disebutkan oleh Tabel 4.2, dimasukkan ke dalam kualifikasi prosedur.
Gambar 100-53. Preheat yang Direkomendasi pada Proses Las SMAW
1.4.6. Cara Lain Menentukan Preheat
Uji Sifat Mampu Las
Ada kalanya korelasi rumus empiris seperti IIW dan Pcm tidak cukup untuk menentukan suhu
preheat. Beberapa test pengelasan telah dikembangkan dan dapat digunakan untuk
menentukan akurasi syarat preheat minimum. Sebagai contoh, test ini bisa digunakan secara
akurat terhadap simulasi kekangan. API RP 2Z memberikan panduan terhadap penggunaan
test kekangan Y-groove dan CTS untuk menentukan syarat preheat minimum.
Preheat Puaca Dingin
Apabila suhu lingkungan lebih rendah dari titik embun, perlu dilakukan preheat untuk
mencegah retak hidrogen tertunda dan porosity, yang timbul karena tangkapan air dari
permukaan logam selama pengelasan. Pada umumnya pengelasan tidak dilakukan, apabila
suhu benda kerja kecil dari 50oF tanpa melakukan preheat terlebih dahulu. Apabila suhu
lingkungan di bawah 50oF, benda kerja harus diberi preheat sampai terasa hangat bila
disentuh dengan tangan atau sekitar 100oF.
Apabila temperatur lingkungan di bawah 0oF, diperlukan prosedur khusus untuk
mempertahankan suhu preheat sebelum dan selama proses pengelasan.
1.4.7. Cara Melakukan Preheat
Luas Bagian yang Akan Diberi Preheat
Keseluruhan benda kerja atau hanya daerah disekitar sambungan saja bisa diberi preheat.
Panas harus diberikan pada bidang yang cukup lebar, sehingga suhu daerah pengelasan tidak
akan turun di bawah syarat preheat minimum selama pengelasan berlangsung. Pada
umumnya, jarak 3 inci dari salah satu sisi sambungan las sudah cukup memadai untuk
preheating lokal pada pengelasan pipa, pressure vessel dan tangki.

Metode Preheat.
Gas Burner. Propana atau gas alam banyak digunakan untuk melakukan preheat karena
sederhana dan menghasilkan nyala api yang dapat memanaskan daerah cukup lebar.
Meskipun demikian, alat ini tidak begitu akurat untuk menyediakan panas, oleh karena itu
inspeksi untuk preheat secara seksama harus dilakukan oleh juru las sebelum mulai
mengelas. Inspeksi mengenai preheat akan dibicarakan kemudian.
Pada fabrikasi pressure vessel dan pipa di bengkel-bengkel las, digunakan gas burner
berbentuk ring atau batangan yang dipakai untuk memanaskan seluruh sambungan tanpa
perlu diperhatikan secara terus-menerus oleh operator.
Electric Heaters. Pemanas tahanan listrik sama seperti yang digunakan untuk PWHT lokal
pada pengelasan pipa atau pressure vessel, dapat digunakan untuk keperluan preheat.
Pemanasan dilakukan dengan cara membuat gulungan dua halves (setengah lingkaran) yang
bisa dibuka pada logam las, dan dioperasikan dengan cara mengecilkan arus untuk tujuan
preheat di daerah logam las. Setelah pengelasan, gulungan dibuka kemudian ditutup dengan
insulasi PWHT. Diperlu-kan alat bantu tambahan untuk mengukur dan mengontrol suhu
preheat.
Radiant Heater. Radiant heater merupakan sumber preheat yang handal karena tidak
menimbulkan asap, kelembapan atau hasil-hasil pembakaran lain yang dapat masuk ke
dalam daerah pengelasan. Meskipun demikian, apabila dibandingkan dengan torch, radiant
heater lebih mahal dan tidak praktis. Biaya pemanasan dengan radiant heater dijadikan
alasan untuk melakukan preheating pada pengelasan tube-to-tubesheet, dimana kondensat
dari alat pemanas nyala terbuka, dapat masuk ke dalam celah-celah dan menimbulkan
problem. Radiant heater yang digunakan untuk preheating bisa secara listrik dengan
lampu quartz atau element pemanas tahanan listrik Ni-Cr. Radiant heater pembakaran gas
dengan permukaan keramik, wire screen, atau batu berpori juga banyak tersedia. Radiant
heater jarang digunakan untuk preheating selain untuk pengelasan tube-end dan pekerjaan di
bengkel-bengkel.
Panas Induksi. Induction heating coil atau panas induksi biasanya digunakan untuk PWHT,
tetapi dapat juga dipakai untuk preheat dengan cara sama seperti gulungan pemanas
tahanan (resistance heating coil). Pemanas induksi harus dimatikan selama pengelasan
berlangsung, karena perubahan medan magnet yang cepat akan berpengaruh terhadap
pengelasan. Gulungan induksi juga akan mempengaruhi sifat magnet permanen pada logam-
logam besi, dan benda kerja perlu di demagnetisasi sebelum pengelasan dimulai.
1.4.8. Inspeksi Preheat
Retak hydrogen sangat halus dan sulit dideteksi. Karena retak ini sering tidak terlihat
beberapa saat setelah pengelasan selesai, ia bisa saja hilang apabila inspeksi dilakukan
terlalu cepat setelah pengelasan selesai. Inspeksi harus ditunggu 24 sampai 48 jam apabila
retak hydrogen tertunda menjadi perhatian utama. Waktu tunggu ini tidak perlu apabila
benda kerja yang dilas adalah baja carbon rendah atau baja carbon biasa.
Retak permukaan halus sangat mudah dideteksi dengan magnetic partikel test, atau dye
penetrant test. Retak di bawah permukaan (underbead crack) hanya dapat dideteksi dengan
ultrasonic test. Radiography tidak efektif untuk mencari retak halus karena masalah geometri
(lihat Bab 5 untuk pembahasan lengkap mengenai prosedur inspeksi).
Pada pekerjaan-pekerjaan dimana pengelasan dilakukan dalam skala besar seperti fabrikasi
anjungan lepas pantai, jadi beralasan untuk mulai melakukan inspeksi retak hydrogen dengan
frekwensi tinggi, kemudian baru melakukan inspeksi untuk tujuan pemeliharaan setelah pihak
fabrikator memiliki bukti bahwa prosedurnya menghasilkan pengelasan yang bebas retak.
Beberapa sambungan las lebih mudah terkena retak dibandingkan dengan bagian lain. Harus
ada perhatian khusus untuk melakukan pengelasan dengan panas masukan rendah, terutama
saat membuat tack weld. Inspeksi terhadap pengelasan kait penahan temporary
scaffolding sering terabaikan. Las perbaikan dangouging harus mendapat perhatian seksama
karena mereka dapat diluar usaha produktif preheating
Pengukuran Temperatur
Pengukuran suhu benda kerja dengan tepat adalah bagian penting dari preheat. Besarnya
suhu dapat ditentukan dengan menggunakan crayon untuk mengukur suhu preheat. Cara lain
yaitu dengan menggunakan cat dan pellet yang bisa berubah warna atau mencair pada suhu
tertentu. Thermometer kontak danthermocouple bisa dipergunakan. Meludahkan merupakan
petunjuk yang baik untuk suhu sekitar 200oF. Permukaan yang hangat bila disentuh dengan
tangan mempunyai suhu sekitar 100oF.
1.4.9. Kontrol Interpass Temperatur Dan Line Heating
Kontrol Interpass Temperatur
Ketelitian berkenaan dengan preheating dilakukan dengan cara mengontrol interpass
temperature, yaitu menjaga suhu benda kerja dalam batasan suhu preheat yang tepat
selama melakukan pengelasan yang berlapis-lapis. Penting sekali menjaga suhu interpass
cukup tinggi untuk mencegah retak hydrogen tertunda, dan juga untuk mendapatkan
keuntungan preheat lainnya. Pada umumnya, panas masukan dari proses pengelasan tidak
cukup besar untuk mempertahankan suhu preheat secara tepat, sehingga perlu pemanas
tambahan lain. Meskipun demikian, interval waktu yang singkat atau memberi jarak juru las
dengan berhati-hati, seperti pada pengelasan pipa dengan SMAW, dapat memberi panas
masukan yang cukup untuk menjaga suhu preheat dalam batasan yang dapat diterima.
Suhu interpass yang terlalu tinggi dapat menimbulkan perubahan mikrostruktur yang tidak
diinginkan, dan juga menurunkan kekerasan. Hal ini dapat terjadi pada pengelasan pipa
dengan lapisan banyak, yang dikerjakan dengan proses las SMAW otomatis. Panas masukan
yang tinggi akan menaikkan suhu benda kerja sampai pada level tinggi yang tidak diinginkan,
sehingga pengelasan perlu dihentikan untuk mendinginkan benda kerja tersebut. Interpass
temperature jarang mendapat perhatian seperti halnya preheat.
Line Heating
Fabrikator kadang-kadang menggunakan obor pemanas (heating torch) untuk pemanasan
logam secara lokal, guna memperbaiki distorsi atau bila ingin melengkungkan logam tersebut
sesuai dengan keperluan, dengan pengaruh upsetting lokal nyala api. Proses ini disebut flame
straightening atau line heating. Hal seperti ini sering dilakukan pada fabrikasi kapal dan
anjungan lepas pantai. Prosedurnya harus dikualifikasi terlebih dahulu, karena ada
kemungkinan pemanasan permukaan logam tersebut melebihi temperatur kritisnya. Kondisi
ini menimbulkan pemanasan lokal pada saat pendinginan, yang tidak diperbolehkan dalam
banyak pemakaian, apabila retak karena faktor lingkungan bisa terjadi pada daerah yang
keras. Permukaan bisa juga menjadi keras karena karburisasi apabila karakteristik nyala api
salah.
1.5.0. HEAT TREATMENT
1.5.1. Postweld Heat Treatment
Beberapa perlakuan panas (heat treatment) dapat diterapkan setelah pekerjaan pengelasan
selesai. Perlakuan panas paska las sering dilaksanakan untuk tujuan menghilangkan
tegangan sisa. ASME Boiler Pressure Vessel Code menyebut perlakuan panas paska las
dengan postweld heat treatment (PWHT), dimana istilah ini lebih disukai pada pengelasan
pressure vessel dan kontruksi pipa. PWHT kadang-kadang disebut juga dengan membuang
tegangan (stress relief) dan bisa juga disebut dengan tempering. PWHT bisa diterapkan pada
seluruh pengelasan atau hanya setempat.
PWHT dilakukan karena alasan seperti berikut ini:
1. Mengurangi tegangan sisa (residual stress).
2. Mengurangi kekerasan di daerah pengelasan dan daerah HAZ
3. Meningkatkan ketangguhan (toughness).
4. Mengeluarkan hydrogen dari logam las.
5. Menghindarkan kerja dingin dari logam las.
6. Meningkatkan keuletan (ductility).
7. Meningkatkan daya tahan terhadap retak karena faktor lingkungan (environmental
cracking) dan serangan karat.
8. Meningkatkan stabilitas dimensional selama machining.
Alternatif lain PWHT dibahas pada pasal 1.5.2. Perlakuan panas suhu tinggi lain,
termasuk annealing,normalizing, dan quenching dibicarakan pada pasal 1.5.3.
PWHT diharuskan oleh ASME Boiler and Pressure Vessel Code, ANSI/ASME B31 Code for
Pressure Piping atau oleh spesifikasi-spesifikasi perusahaan. Hal ini berdasarkan pada
material, tebal, syarat-syarat ketangguhan dan tujuan akhir pemakaian. Petunjuk perusahaan
terhadap PWHT mengikuti aturan-aturan yang ditetapkan oleh code sebagai syarat minimum
dan syarat tambahan, dimana pengalaman pemakaian menunjukkan kebutuhan yang lebih
konservatif.
Gambar 100-54 memberikan ringkasan persyaratan ASME Pressure Vessel Code, ANSI Piping
Code dan spesifikasi perusahaan Chevron untuk preheat dan PWHT. Gambar 100-55
memberikan ringkasan spesifikasi perusahaan Chevron untuk semua heat treatment (PWHT,
annealing, normalizing dan hardening) dari berbagai bahan.
Gambar 100-54. Persyaratan Preheat dan PWHT Berdasarkan ASME Pressure Vessel Codes,
ANSI Piping Code dan Spesifikasi Perusahaan Chevron
Gambar 100-55. Spesifikasi Waktu, dan Suhu Heat Treatment Perusahaan Chevron
Mengontrol Retak Karena Faktor Lingkungan
Retak karena faktor lingkungan seperti retak tegangan karat (stress corrosion cracking) dan
retak tegangan sulfida (sulfida stress cracking) selalu menjadi perhatian pada kilang-kilang
minyak, pabrik kimia dan lokasi-lokasi produksi. Salah satu cara efektif untuk mencegah retak
ini yaitu dengan memberi perlakuan panas pada logam. Pada Gambar 100-56 dicantumkan
ringkasan persyaratan PWHT dari perusahaan Chevron terhadap berbagai kondisi lingkungan.
Kerusakan karena penggetasan hydrogen seperti retak tegangan sulfida dan retak tegangan
karat berhubungan dengan masalah kekuatan dan kekerasan bahan, sehingga retak ini bisa
juga dicegah dengan mengontrol kekerasan logam las dan menghindarkan logam dasar yang
memiliki carbon equivalent tinggi.
Bahan-bahan carbon steel clad dengan austenitic stainless steel sering tidak diberi perlakuan
panas karenaclad memiliki koefisien muai panas sangat besar. Hasil perlakuan panas
terhadap tegangan diusulkan lagi ketika bahan-bahan clad menjadi dingin dari suhu heat
treatment.
Solid stainless steel vessel boleh diberi perlakuan panas dan boleh juga tidak. Vessel untuk
pemakaian kimia sering tidak diberi heat treatment karena dapat menimbulkan sensitization,
yang pada akhirnya menghasilkan serangan antar butir.
Pipa dan vessel terbuat dari stainless steel tidak stabil, hampir tidak pernah diberi heat
treatment karena ada resiko sensitization.
Pipa-pipa stainless steel stabil umumnya diberi heat treatment untuk mencegah
retak chloride external.Khlorida bisa datang dari lingkungan pantai, plant washdown, air
pemadam kebakaran, atau dari insulasi. Beberapa retak hanya terjadi sekali-kali. Dengan
demikian, praktek umumnya adalah untuk mendapatkan perlindungan apa yang bisa dicapai
dengan mudah. Pada umumnya, pipa-pipa stainless steel NPS 2 atau lebih, diberi perlakuan
panas sedangkan yang lebih kecil tidak. Perlakuan panas terhadap pipa NPS 2 atau lebih,
secara kasar akan mengurangi 80 % bahaya, dari 20 % biaya yang dikeluarkan untuk
menyediakan heat treatment terhadap semua pipa. Perlakuan panas menghindarkan masalah
pelengkungan dan oksidasi pada valve-valve kecil.
Alasan PWHT
PWHT terutama bertujuan untuk memperkecil tegangan sisa yang terdapat pada pengelasan.
Tegangan sisa timbul karena pengkerutan logam las dan kerja dingin. Heat treatment dengan
suhu lebih tinggi, sepertiannealing atau normalizing, juga mengurangi tegangan sisa, tetapi
metode membuang tegangan ini biasanya bukan merupakan alasan utama.
Apabila ada benda kerja yang dimesinasi (machining) dengan toleransi ketat setelah
pengelasan, PWHT bisa memperkecil terjadinya perubahan dimensi dan distorsi selama
proses mesinasi. PWHT juga dilakukan untuk mengurangi kerentanan terhadap retak
tegangan karat (stress corrosion cracking), dan secara umum bisa meningkatkan daya tahan
terhadap karat.
Gambar 100-56. Persyaratan PWHT Perusahaan Chevron
Benda–benda yang mengalami kerja dingin seperti shell dan head plates pada vessel, atau
belokan-belokan pipa dan tubing pada alat penukar panas, sering membutuhkan heat
treatment. Menghilangkan tegangan pada logam yang mengalami kerja dingin (cold work),
akan meningkatkan stabilitas dimensional, daya tahan terhadap patah getas, dan daya tahan
terhadap retak tegangan karat dan serangan karat. ASME Section VIII, Division 1 pada
umumnya mensyaratkan perlunya heat treatment setelah pembentukan dingin, bila
perpanjangan serat ekstrim plat carbon dan plat baja paduan rendah lebih dari 5 %, dan
persyaratan tertentu lainnya (misalnya lethal service, impact testing, tebal lebih dari 5/8 inci,
pengurangan ketebalan sebesar 10%, dan membentuk suhu yang menyebabkan strain
aging). Section UCS-79 menjelaskan syarat-syarat pembentukan shell dan head, dan rumus
untuk menghitung perpanjangan serat ekstrim.
PWHT juga menemper dan melunakkan daerah pengelasan dan daerah HAZ, yang menjadi
keras karena pengaruh pendinginan cepat, yang berasal dari suhu tinggi. Pada baja chrome-
moly dan baja diperkeras lainnya, tempering ini merupakan fungsi paling penting di dalam
PWHT. Tempering mengurangi kekerasan dan kekuatan, juga
meningkatkan ductility dan toughness. Keuntungan perlakuan panas dari pembuangan
tegangan dan tempering adalah meningkatnya daya tahan terhadap retak tegangan sulfida
dan penggetasan hydrogen.
Beberapa struktur bisa memiliki ukuran terlalu besar untuk diberi heat treatment. Sering lebih
praktis memfabrikasi komponen yang memiliki tegangan tinggi dalam bentuk sub-asemblies,
kemudian baru diberi PWHT untuk mengurangi residual stress dan memperkecil resiko patah
getas. Contoh struktur yang dirakit dilapangan, dan berasal dari sub-assemblies yang
difabrikasi di bengkel las dan diberi PWHT, adalah bukaan (misalnya manways dan cleanout
doors) pada shell plate lantai tangki. Contoh lain adalah pemasangan column-to-shell pada
tangki bola berukuran besar. Pendekatan ini juga telah digunakan pada komponen-komponen
kritis dari bangunan besar dan jembatan-jembatan.
Perhatian terhadap Suhu PWHT yang Rendah.
Suhu dan waktu harus dipertimbangkan dalam pemilihan prosedur PWHT. Pada bahan-bahan
tertentu, dapat diterapkan suhu lebih rendah apabila holding time dinaikkan. Section UCS-56
ASME Section VIII menspesifikasikan holding time minimum untuk mengurangi suhu
penahanan normal pada carbon steel dan baja-baja paduan rendah.
Penurunan suhu di bawah Holding time minimum
holding temperature normal, oF dengan suhu diturunkan
hr/in. dari ketebalan
50 5
100 4
150 10*
200 20*
* Hanya untuk material P-No.1, Group No.1 dan 2 (misalnya A285 Gr C dan A516 Gr 70).
Meskipun kompensasi waktu dan suhu diperbolehkan, tingkat tegangan sisa pada pengelasan
setelah 20 jam pada 900oF masih lebih besar dari pada setelah satu jam dengan suhu 1100oF.
Pengurangan tegangan sisa pada waktu berbeda dengan waktu untuk satu baja carbon-
mangan diberikan pada Gambar 100-57. Karena carbon steel bersifat ulet, suhu PWHT rendah
ini dapat diterima meskipun keuntungan pembuangan tegangan berkurang. Suhu lebih
rendah tidak diperbolehkan jika melakukan PWHT untuk menemper bagian yang keras di
daerah pengelasan atau daerah HAZ, guna menghindarkan retak getas hydrogen, atau retak
tegangan sulfida.
Gambar 100-57. Pengaruh Suhu dan Waktu pada Pembuangan Tegangan Sisa Baja Carbon-
Mangan
Pada baja chrome-moly, ada sedikit pengenduran (relaxation) tegangan pada suhu perlakuan
panas yang lebih rendah. Hal ini terjadi karena kekuatan penjalaran (creep strength) baja
tersebut tinggi, sehingga menahan pengenduran dan kestabilan chromium, dan juga karbid
molybdenum akan menahan tempering. Ini berguna supaya temper pengelasan chrome-moly
terhadap level kekerasan diperbolehkan pada pressure vessel dan pipa, prosedur
membutuhkan heat treatment pada batasan suhu 1300-1400oF, minimal selama 2 jam. Heat
treatment ini dirancang untuk mengurangi kekerasan dan tensile strength daerah pengelasan
dan daerah HAZ di bawah 215 Brinnel dan 100 ksi.
Tabel pada Gambar 100-58 memperlihatkan besaran waktu dalam berbagai suhu, untuk
menghasilkan derajat tempering yang sama pada baja 2-1/4 Cr-1 Mo. Perlakuan panas
terhadap material ini pada suhu kurang dari 1250oF (suhu minimum yang dipersyaratkan oleh
code), sangat tidak memuaskan. Sebagai catatan diperlukan pemaparan sekitar 1 tahun
(10.000 jam) pada suhu 1050oF untuk memperoleh suhu yang setara dengan 1325oF.
Gambar 100-58. Ekivalensi Suhu dan Waktu Tempering pada 2-1/4 Cr-1 Mo Steel
Suhu tempering terhadap baja-baja mampu keras sangat penting, karena apabila baja ini
ditinggalkan sewaktu dilas, atau diberi PWHT dengan suhu terlalu rendah untuk mendapatkan
tempering yang cukup, daerah pengelasan akan mengalami pelunakan yang tidak memadai,
dengan tingkat kepekaan terhadap retak getas dan kegagalan penggetasan hydrogen seperti
retak tegangan sulfida (SSC).
Pada pengelasan antara dua material berbeda, suhu heat treatment yang tepat biasanya
adalah suhu lebih tinggi yang diperlukan diantara kedua material. Namun demikian beberapa
kombinasi, seperti stainless steel 1-1/4 Cr-1/2 Mo atau baja C-1/2 Mo, harus dipertimbangkan
secara terpisah karena ada resiko overheating atau kehilangan daya tahan terhadap korosi
pada salah satu material.
Laju Pemanasan dan Pendinginan pada PWHT
Laju pemanasan dan pendinginan baja selama PWHT mempunyai sedikit arti metalurgi.
Meskipun demikian baja harus mendapat pemanasan atau pendinginan cukup perlahan untuk
menghindarkan gradien suhu yang tinggi, karena bisa menyebabkan distorsi dan
mempengaruhi tegangan tinggi. ASME membatasi laju pemanasan dan pendinginan sebagai
berikut:
1. Pemanasan pada suhu di atas 800oF dibatasi sampai 400oF per inci ketebalan per jam, tetapi
tidak lebih dari 450oF per jam.
2. Selama pemanasan di atas 800oF perubahan suhu maximum adalah 250oF dalam interval
15-ft
3. Selama waktu penahanan, beda suhu tertinggi dan terendah dibatasi 150oF.
4. Pendinginan di atas 800oF dibatasi pada 500oF per inci ketebalan per jam tetapi tidak lebih
dari 500oF per jam.
ANSI/ASME B31.3 tidak membatasi laju pemanasan maupun pendinginan, karena perubahan
bentuk tidak menjadi masalah pada sambungan pipa, karena simetri dan fleksibelitasnya. Hal
ini diperbolehkan pada pipa yang diberi PWHT setempat disekeliling sambungan, tetapi
apabila spool yang rumit hendak diberi heat treatment dalam dapur pemanas (furnace),
harus ada pertimbangan untuk mengontrol gradient suhu guna menghindarkan terjadinya
distorsi.
Pita Pembalut PWHT Lokal pada Pengelasan Pipa
Meskipun PWHT lokal disekeliling pengelasan pipa sering dilakukan dilapangan, PWHT
terhadap seluruh rakitan pipa dalam dapur pemanas akan menghasilkan tegangan sisa paling
rendah, karena tegangan pembengkokan ekspansi thermal tidak terpengaruh selama heat
treatment. Untuk tujuan perlindungan lingkungan, dimana diperlukan tegangan sisa rendah
dan pemakaian dapur pemanas tidak praktis, pita pembalut untuk PWHT lokal bisa lebih tepat
untuk mengontrol guna memperoleh hasil yang lebih baik.
Dari penelitian diperoleh rekomendasi seperti di bawah berikut, untuk memperoleh
pengurangan tegangan sisa maksimum, selama PWHT lokal carbon steel pengelasan pipa
datar.
1. Suhu minimum pita berbagai pipa dengan tebal 1/2 inci atau kurang diberikan pada Gambar
100-59. Pita minimum untuk semua ukuran dan ketebalan pipa dapat dihitung sebagai
berikut:
BW = 2 x { [2,06 x (R x t)1/2] + 1}
Dimana : BW = Band width
t = Tebal pipa
R = Jari-jari tengah dinding.
Gambar 100-59. Lebar Pita Pemanas Minimum dan Jumlah Thermocouple yang Dibutuhkan,
untuk PWHT Lokal pada Pipa dengan Tebal ½ inch atau Kurang, pada Posisi Horizontal.
2. Untuk mengontrol suhu PWHT pada pengelasan pipa ukuran 12 inci atau lebih, disarankan
ada dua daerah pemanasan, yaitu dengan cara meletakkan thermocouple pada posisi
jam 12 dan jam 6. Pada pemanasan tunggal, thermocouple diletakkan pada posisi jam
12. Thermocouple harus diletakkan ditengah las-lasan dan tidak boleh diinsulasi dari
tahanan pemanas. Lihat Gambar 100-60 dan Gambar 100-61, untuk lokasi peletakan
thermocouple, pita pemanas dan insulasi pipa las.
3. Bacaan thermocouple harus digunakan untuk memonitor suhu. Untuk pipa 12 inci atau
kurang, paling sedikit gunakan satu thermocouple. Untuk pipa lebih dari 12 inci, dua
thermocouple. Thermocouple harus diletakkan 90 derajat dari kontrol thermocouple di tengah
las-lasan dan juga tidak boleh diinsulasi dari resistance-heater.
4. Gunakan nichrome resistance-heating pad dengan pita keramik. Pasang pemanas tahanan
sehingga terpusatkan ditengah las-lasan sehingga memiliki kontak bagus dengan
permukaan. Bila mengelas pipa dengan flange, flange harus dililit dengan resistance-
heater untuk kompensasi material yang tebal.
5. Insulasi dengan bahan serat keramik dua inci harus menutupi resistance-heater dan pipa
berdekatan, minimum 9 inci dari masing-masing pinggiran heater. Baik insulasi satu
lapis dua inci ataupun dua lapis satu inci dapat dipakai, tetapi insulasi dua lapis satu inci
pada umumnya mempunyai heat losses lebih rendah. Pada pipa-pipa terbuka dimana
bagian dalamnya bisa dijangkau, panjang dan tebal insulasi (termasuk lebar heater dan
9 inci dari masing-masing sisi) harus digunakan dalam pipa. Pada pengelasan pipa
dengan flange, flange harus ditutup sempurna dengan insulasi pada bagian luar dan
bagian dalam berlawanan arah dengan pemanas flange dan pipa dan lebih dari 9 inch.
Gambar 100-60. Pita Pemanas dan Insulasi pada Pengelasan Pipa
Gambar 100-61. Lokasi Thermocouple Pengendali dan Pemantau pada pengelasan Pipa
6. Lakukan PWHT semua FCC main fractionator over head piping dengan suhu 1150oF sampai
dengan 1250oF selama satu jam/inci tetapi tidak kurang dari 1 jam. Suhu yang sedikit
lebih tinggi akan membantu mengurangi tegangan sisa selanjutnya dan efektif
dengan insulasi pemanas yang lebih lebar dan lebih baik.
Pengukuran dan Persyaratan Kekerasan
Pengukuran kekerasan (hardness) umumnya digunakan untuk menentukan efektifitas PWHT
terhadap bagian-bagian baja dan equipment. Karena alasan ini, ANSI/ASME B31
mensyaratkan pengukuran kekerasan berdasarkan pada porsi yang mewakili pengelasan
struktur sebenarnya. Persyaratan ini diterapkan pada pengukuran logam las, bukan daerah
HAZ atau yang lainnya.
Mengukur kekerasan biasanya dikerjakan di lapangan dengan portable Brinell hardness
tester sepertiTelebrineller. Telebrineller sangat luas pemakaiannya karena sederhana dalam
pengoperasian, akurasi lumayan dan sangat mudah dibawa. Batas kekerasan logam las dari
perusahaan Chevron adalah seperti berikut:
Carbon steel 200 BHN Max.
Carbon-moly steel 215 BHN Max.
Chrome-moly steel 215 BHN Max.
12-Chrome steel 235 BHN Max.
Kekerasan ini lebih rendah sedikit dari pada Tabel 331.3.1 ANSI/ASME B31.3 lihat Gambar
100-54. Hal ini untuk menjamin kekerasan lebih rendah dari batas ambang retak tegangan
sulfida pada pemakaian asam basah (wet sour service).
Disamping test kekerasan lapangan dilakukan pada struktur sebenarnya untuk menentukan
kekerasan deposit rata-rata logam las, pengukuran kekerasan kadang-kadang perlu dilakukan
pada tets plate selama prosedur kualifikasi test. Pengujian ini disebut dengan microhardness,
menggantikan kekerasan rata-rata yang dihasilkan oleh Brinell tester.
Vicker test memiliki hasil pengukuran kekerasan lebih akurat, yang digunakan untuk
pemakaian seperti sour service. Vicker test menggunakan skala berbeda dengan Brinell test.
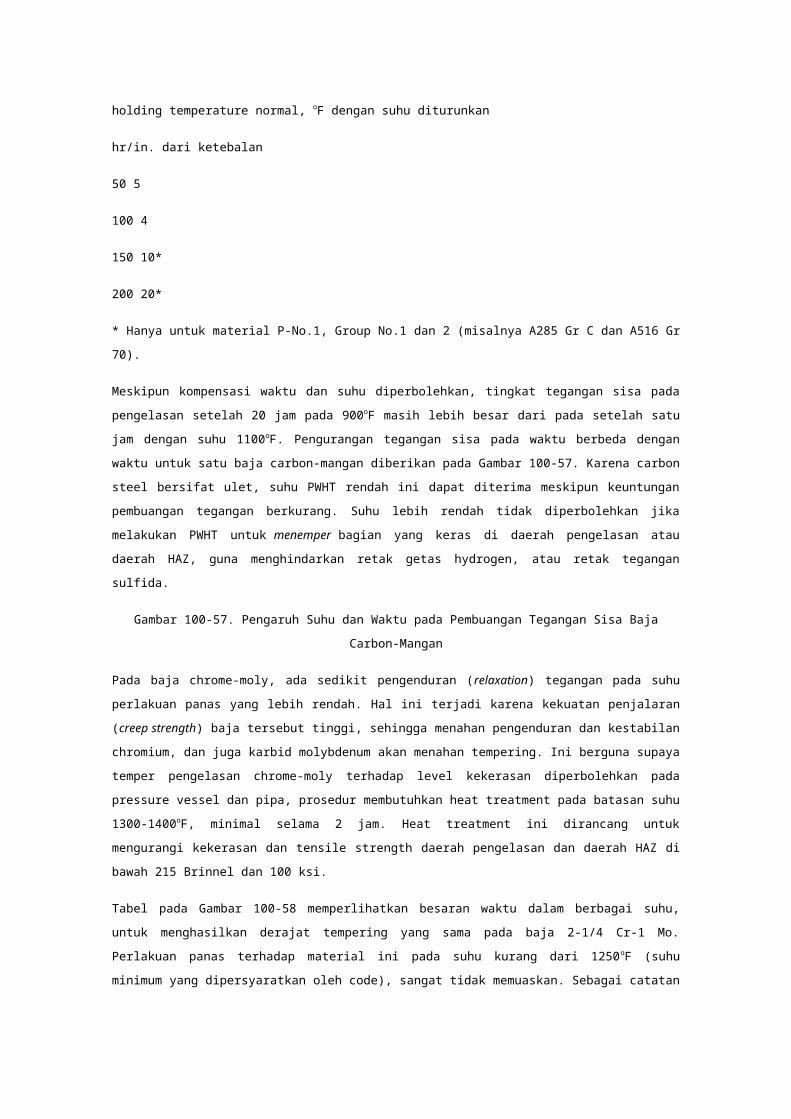
Pengujian ini dilakukan pada tampang lintang pengelasan, dan kekerasan pada logam las dan
daerah HAZ diperiksa pada lokasi-lokasi yang ditentukan (misalnya jarak tertentu di bawah
permukaan las). Persyaratan sour service yang telah digunakan pada aplikasi pipeline,
menspesifikasikan harga maximum Vicker hardness adalah 250 (VHN) dengan menggunakan
beban 5 kilogram. Pengujian dilakukan pada logam las dan daerah HAZ pada jarak 2 mm di
bawah permukaan dalam dan luar bahan.
PWHT Stainless Steel dan Clad Plate
Baja tahan karat austenitic chrome-nickel (seri 300) diberi heat treatment untuk
meningkatkan daya tahan terhadap retak tegangan karat, yaitu dengan memperkecil
tegangan sisa dari pengelasan atau kerja dingin (cold forming). Supaya efektif, temperatur
harus cukup tinggi untuk mengurangi tegangan hingga kurang dari seperempat yield
strength. Heat treatment pada suhu 1100-1200oF terlalu rendah untuk mengurangi tegangan
sisa yang memadai, dan pengendapan karbit atau pemekaan (sensitization) bisa
terjadi.Sensitization bisa mengurangi daya tahan terhadap karat antar butiran, tetapi carbon
rendah atau stainless steel stabil, akan menahan sensitization selama heat treatment dalam
periode singkat. Suhu membuang tegangan yang direkomendasikan untuk stainless steel,
adalah 1550-1650oF untuk semua grade. Logam las tipe 316L bisa rentan terhadap
penggetasan sigma phase ketika dingin dari 1550oF, dan untuk alasan ini suhu
menghilangkan tegangan adalah 1200-1250oF. Namun demikian batasan suhu ini tidak akan
menghilangkan tegangan sisa secara memadai, untuk menghindarkan retak tegangan karat
(stress corrosion cracking). Apabila terdapat kondisi retak karat tegangan, maka kehilangan
sedikit ductility dari penggetasan sigma phasemerupakan masalah kecil dan pembuangan
tegangan normal pada suhu 1550-1650oF harus diterapkan untuk tipe 316L.
Persyaratan PWHT untuk pressure vessel yang terbuat dari stainless steel clad
plate, ditentukan oleh jenis dan tebal backing plate. Batasan suhu heat treatment dari 1100
sampai dengan 1400oF pada baja vessel, akan menurunkan daya tahan terhadap karat antar
butir pada beberapa grade stainless steel. Karena alasan ini, pengaruh pengelasan dan heat
treatment harus dipertimbangkan di dalam memilih stainless steel clad equipment. Solusi
terbaiknya yaitu dengan menggunakan stainless steel carbon rendah atau stabilized
gradeyang distabilkan pada cladding.
Tujuan PWHT clad vessel yaitu untuk memanaskan backing material dan bukan cladding.
Cladding memiliki tegangan sisa lebih tinggi, karena ada perbedaan besar pada koefisien
ekspansi thermal antara carbon steel austenitic dan carbon steel. Apabila clad plate
dipanaskan, stainless steel cladding mencoba untuk memuai lebih jauh dari steel backing,
tetapi tidak berhasil, jadi yieldnya mengalami tekanan. Apabila clad plate mendingin ke suhu
lingkungan, cladding mencoba untuk mengerut lebih banyak dari pada steel backing, tetapi
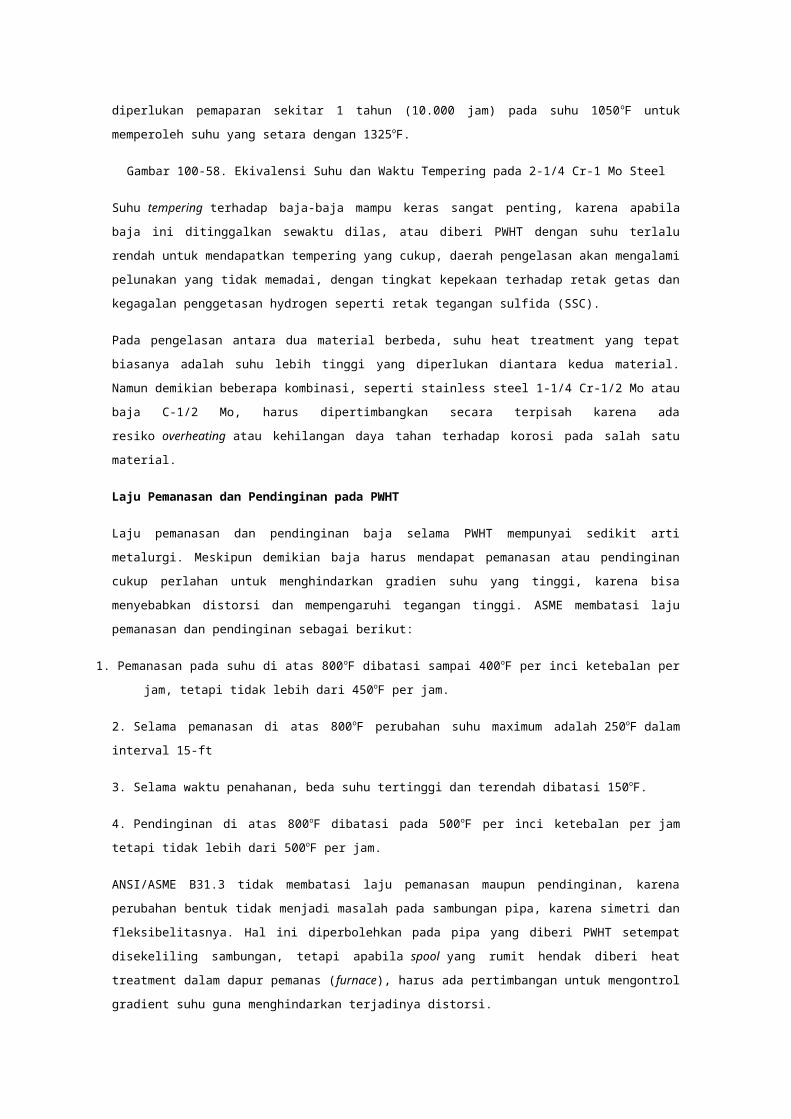
lagi-lagi tertahan. Hasilnya, cladding berakhir dengan tegangan tarik sisa hampir sebesar
seperti kondisi yang dilaskan.
PWHT untuk Paduan Nonferrous
Paduan nonferrous bisa diberi heat treatment, untuk mengurangi tegangan sisa yang berasal
dari pengelasan atau cold forming, supaya dapat memperbesar daya tahan terhadap karat
atau stress corrosion cracking. Heat treatment suhu rendah sering disebut penyamaan
tegangan (stress equalization). Pada suhu rendah ini, tidak banyak terjadi pelunakan
sehingga tidak banyak penurunan tegangan sisa. Supaya benar-benar efektif, heat treatment
harus menggunakan suhu yang mendekati seperti pada anealing. Paduan alumunium
dipanaskan sekitar 650oF. Paduan tembaga dipanaskan pada suhu 400-700oF. Paduan nikel
diberi panas dengan suhu 1000-1500oF.
1.5.2. Alternatif PWHT
Cara lain kadang-kadang digunakan untuk mengurangi tegangan atau untuk tujuan
meningkatkan sifat-sifat pengelasan menggantikan heat treatment konvensional. Metode
yang paling sering digunakan yaitu preheat suhu tinggi, menemper bead las-lasan,
pemukulan (peening) dan vibrational stress relief. Cara-cara ini tidak boleh dilakukan apabila
akan mengurangi kerentanan terhadap retak karena faktor lingkungan seperti retak tegangan
karat dan retak tegangan sulfida, adalah merupakan alasan untuk membuang tegangan.
Batasan
Apabila metode membuang tegangan alternatif ini memiliki berbagai nilai, masing-masing
cara tersebut harus dipahami supaya dapat menghindarkan bahaya integritas
pengelasan. Peening akan mengurangi distorsi, tetapi tidak akan menurunkan tegangan sisa
di bawah batas ambang untuk retak tegangan karat, dan tidak akan menemper daerah HAZ
yang berasal dari bahan mampu keras. Peening bisa juga mengurangi impact toughness las-
lasan bila diterapkan secara tidak tepat. Preheat dengan suhu lebih tinggi akan mengurangi
tegangan sisa, tetapi dibatasi oleh National Board Inspection Code dan API 510 untuk baja
carbon dan baja carbon-moly saja. Meskipun menemper bead adalah usaha untuk
memisahkan daerah toughness rendah dengan bahan yang memiliki toughness lebih tinggi,
metode ini tidak memberikan satupun keuntungan lain dari pembuangan tegangan panas,
seperti mengurangi tegangan sisa dan tempering daerah HAZ sampai pada tingkat yang
diperbolehkan. Vibrational stress relief tidak diperbolehkan oleh code menggantikan
pembuangan tegangan panas pada pressure vessel dan pipa bertekanan, dan ia tidak akan
mengurangi kekerasan di daerah HAZ untuk mencegah stress corrosion cracking.
Preheat Suhu Lebih Tinggi
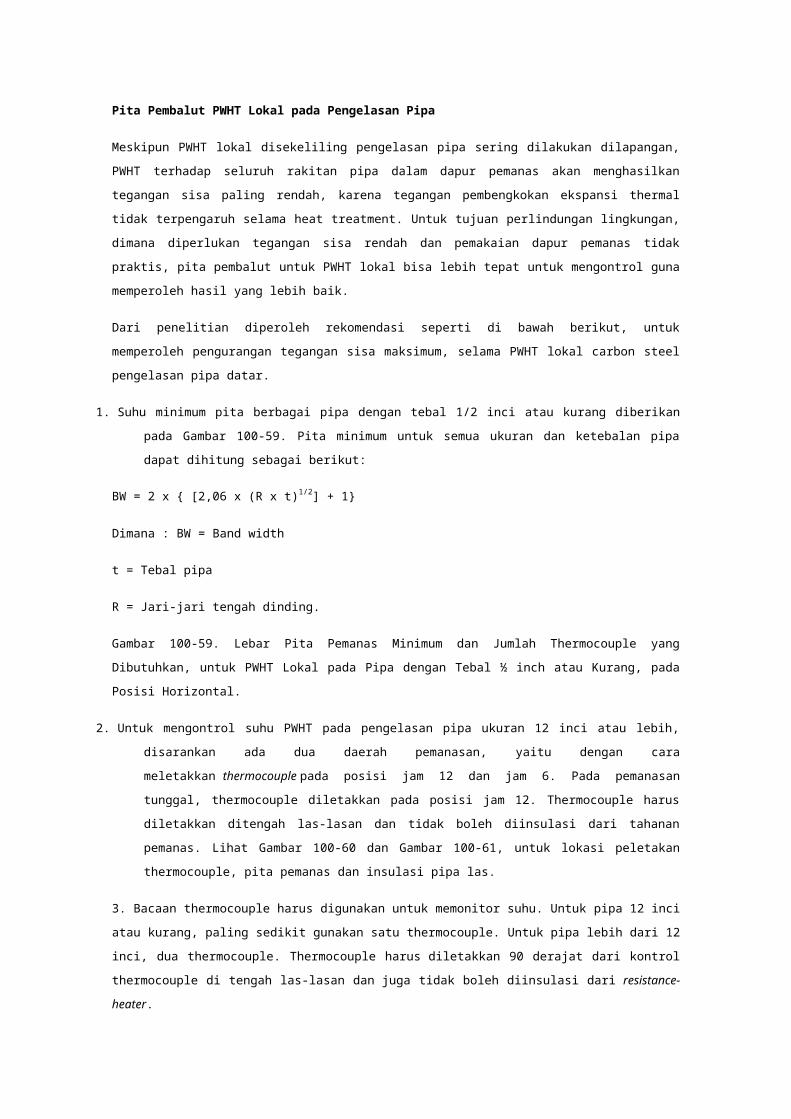
Preheat dengan suhu lebih tinggi akan membantu mengurangi tegangan sisa dari
pengelasan. Teknik ini diakui oleh National Board Inspection Code dan API 510 sebagai PWHT
cara lain untuk memperbaiki carbon steel dan carbon-moly steel. Daerah pengelasan dan
logam dasar dengan jarak empat kali tebal plat (minimum 4 inci) pada masing-masing sisi
sambungan, perlu diberi preheat minimum 300oF dan suhu tersebut dipertahankan selama
pengelasan. Suhu interpass maximum dibatasi 450oF. Karakteristik ketangguhan pada kondisi
seperti yang dilaskan (as- welded condition) harus ditentukan dengan tepat selama
pengerjaan dan suhu test pressure.
Temper Alur Las.
Menemper bead las adalah teknik yang dimanfaatkan untuk meningkatkan daya tahan
terhadap retak getas suhu rendah, pada pengelasan yang tidak praktis jika diberi
preheat. Hal ini juga diakui oleh National Board Inspection Code dan API 510 sebagai
pengganti PWHT, yang dapat diterima untuk memperbaiki baja-baja carbon, carbon-moly dan
mangan-moly. Teknik ini menggerinda tipis lapisan las pertama dan menjaganya tetap kecil
pada filler pass, sehingga setiap lapisan mendapat heat treatment dan menghaluskan lebih
banyak mikrostruktur di bawahnya. Metode ini berdasarkan pengujian yang telah
memperlihatkan, bahwa terdapat pita sempit pada setiap pengelasan daerah HAZ yang
dipanaskan, untuk menghilangkan tegangan optimal atau menormalkan suhu dari lapisan las
berdekatan. Dengan teknik ini, apabila terdapat banyak lapisan tipis pada pengelasan, ada
sejumlah besar daerah dengan sifat mekanis yang baik. Lapisan terakhir harus dibuat dengan
lapisan las terakhir terletak ditengah.
Peening
Peening atau pemukulan dengan martil tidak bisa digantikan dengan heat treatment atau bila
pembuangan tegangan panas diperlukan untuk melunakkan pengelasan yang keras dan
daerah HAZ guna mencegah retak getas hydrogen atau retak tegangan sulfida.
Peening bermanfaat untuk mengurangi tegangan susut transversal, yang akan menimbulkan
distorsi atau retak pada bagian yang lebih tebal, atau pada vessel. Penyusutan logam las
terjadi selama tahap pembekuan dan pendinginan suhu pengelasan. Pemukulan dilakukan
dengan cara deformasi plastis (cold working) permukaan logam las. Lapisan logam las yang
berikutnya akan menghilangkan pekerjaan dingin dari lapisan sebelumnya. Peening pada
umumnya dilakukan pada pengelasan baja carbon dan baja paduan rendah, meskipun telah
diterapkan juga pada baja stainless dan baja paduan nickel tinggi. Peening digunakan untuk
memperbaiki hasil pengelasan besi tuang dan besi tempa tebal, dan juga hasil pengelasan
nozzle atau penguat (patches) vessel dinding tebal.
Pneumatic chipping gun ukuran menengah dan besar dengan alat round-nose digunakan
untuk melakukan deformasi plastis logam las. Akan terjadi lekukan-lekukan dan serpihan-
serpihan pada permukaan las, akan tetapi hal ini tidak menjadi masalah, karena permukaan
itu akan meleleh kembali oleh lapisan berikutnya. Lapisan las pertama tidak boleh dipukul
karena ada resiko retak terhadap logam las yang tipis. Lapisan terakhir juga tidak boleh
dipukul-pukul, karena sifat yang buruk dari lapisan kerja dingin. Pemukulan baru boleh
dilakukan setelah logam las menjadi dingin sampai ke suhu preheat atau interpass
temperatur.
Suatu cara untuk menentukan apakah hasil pengelasan sudah dipukul-pukul dengan tepat,
yaitu dengan cara memberi dua buah tanda (punch-mark) melintasi sambungan las dan diberi
jarak sepanjang jalur las. Setelah setiap lapisan las, peening harus dilakukan sampai
jarak punch mark kembali ke ukuran semula kemudian diukur dengan pointed divider.
Setelah lapisan las didepositkan kemudian dipukul-pukul, jaraknya harus berkurang sampai
kecil dari 1/32 inci. Apabila tebal pengelasan lebih dari satu inci, pengaruh penyusutan dan
pemukulan sudah berkurang efeknya terhadap jarak punch-mark. Apabila pemukulan
sebelumnya dapat menjaga jarak punch-mark, maka derajat peening yang sama harus
digunakan untuk keseimbangan pengelasan. Cara lain untuk mengontrol peening yaitu
dengan memukul-mukul sampai riak-riak pengelasan menjadi halus kemudian berhenti. Hal
ini akan memberikan hasil pemukulan yang tepat sehingga mencegah pemukulan secara
berlebihan.
Pembuang Tegangan Getar
Pembuang tegangan getar atau vibrational stress relief adalah suatu cara untuk
mengimbangi frekwensi resonansi benda kerja dengan menggunakan sebuah motor vibrator
frekwensi rendah, guna mendapatkan pengenduran tegangan atau pendistribusian kembali
tegangan puncak. Benda kerja harus diisolasi dan bebas bergerak pada rubber mount.
Keberhasilan aplikasi proses ini telah mengurangi distorsi pada pengelasan-pengelasan yang
komplek selama dimesinasi. Keuntungan lain adalah tidak didokumentasi dan lebih
kontroversial.
1.5.3. Heat Treatment Cara Lain
Annealing
Annealing adalah suatu heat treatment yang digunakan untuk memperoleh pelunakan
maksimum dan pengurangan tegangan sisa sampai ke level paling rendah. Metode ini
digunakan untuk semua logam, termasuk besi paduan seperti baja dan besi tuang. Pada baja,
material tersebut dipanaskan sampai sekitar 50oF di atas suhu kritis, diikuti dengan
pendinginan sangat lambat. Suhu ini sekitar 1600oF pada baja carbon 0,2 %, tetapi bervariasi
untuk kandungan carbon dan unsur paduan lain. Waktu pada suhu ini biasanya 1 jam per inci
ketebalan.
Pada austenitic stainless steel dan non ferrous alloys yang tidak mengalami
transformasi, annealing secara tidak langsung memanaskan hingga di atas suhu rekristalisasi,
dimana terjadi penghalusan butiran dari bahan-bahan pengerjan dingin. Waktu pada suhu ini
biasanya 15 sampai 30 menit. Apabila suhu annealing terlalu tinggi, bisa terjadi pertumbuhan
butiran, dan hal ini menyebabkan turunnya keuletan dan ketangguhan. Namun demikian
beberapa stainless steel dan paduan nickel dipanaskan dengan suhu sampai batas butiran
kasar untuk meningkatkan kekuatan penjalaran (creep strength) suhu tinggi.
Pada austenitic stainless steel, paduan nickel dan beberapa paduan non ferrous lainnya,
dilakukan annealing larutan suhu tinggi untuk menempatkan fase kedua seperti karbit ke
dalam larutan. Sehingga membuat paduan-paduan ini mempunyai daya tahan paling baik
terhadap karat antar butir dan daya tahan terhadapstress corrossion cracking (memberikan
laju pendinginan cukup cepat untuk menghindarkan pengendapan lagi).
Suhu annealing untuk paduan aluminum sekitar 800oF. Paduan tembaga dengan suhu 800-
1500oF, stainless steel austenitic antara 1850-2050oF, dan paduan nickel dari 1300-1900oF,
lihat Gambar 100-55.
Normalizing
Normalizing adalah heat treatment yang dilakukan hanya untuk ferritic steel seperti baja
carbon dan baja paduan rendah. Normalizing akan menghaluskan struktur butiran logam las
dan daerah HAZ. Proses ini akan menghilangkan semua bekas struktur tuang pengelasan dan
cenderung menyamakan sifat logam las dengan logam dasar.
Electroslag pengelasan pada ferritic steel sering di normalizing untuk menaikkan
ketangguhan karena sangat kasarnya struktur tuangan (as-cast structure) logam las dan
adanya butiran kasar di daerah HAZ pada ketangguhan yang sangat rendah.
Normalizing sama dengan annealing, tetapi pada normalizing baja dipanaskan sampai suhu
100oF di atas suhu kritis, kemudian dibiarkan dingin di udara terbuka. Sementara pendinginan
lambat pada annealing akan menghasilkan struktur pearlite kasar pada carbon steel, dan
struktur sphereodized pada baja chrome-moly. Pendinginan yang lebih cepat pada
normalizing akan menghasilkan pearlite halus atau struktur bainite. Baja yang dinormalizing
menjadi lebih tangguh dan lebih kuat dari pada baja annealing, tetapi kedua treatment ini
akan mengurangi tegangan sisa pengelasan atau cold work dan menghilangkan kekerasan di
daerah HAZ.
Annealing dan normalizing biasanya dikerjakan pada bahan-bahan tempa seperti plat datar,
pipa lurus atauforging dan jarang diterapkan pada pengelasan vessel atau struktur. Hal ini
terjadi karena kekuatan logamnya akan turun pada suhu tinggi, sehingga dukungan terhadap
struktur menjadi sulit. Kedua prosedur ini butuh penanganan berhati-hati pada struktur
panas, dan pendinginan mesti dilakukan dengan teliti, untuk mencegah distorsi karena
perbedaan laju pendinginan antara bagian tebal yang berdekatan dengan yang tipis, pada
benda kerja. Masalah lain pada annealing dan normalizing adalah adanya dekarburisasi dan
kerak yang terjadi, ketika baja ditahan dalam waktu lama pada suhu tinggi.
Tempering
Disamping normalizing, las electroslag sering di temper untuk meningkatkan ketangguhan
lanjutan. Tempering meskipun sama dengan PWHT, memiliki tujuan berbeda. Tujuan
tempering adalah untuk meningkatkan ketangguhan (toughness) dan keuletan (ductility)
bahan. Apabila dikerjakan setelah pengelasan, temperingditerapkan terhadap logam las dan
logam dasar.
Alasan utama melakukan normalizing pada baja adalah untuk meningkatkan ketangguhan
pada suhu rendah. Peningkatan ini terjadi karena penghalusan butiran selama rekristalisasi
dan ketangguhan lebih besar yang sudah merupakan sifat dari struktur halus yang dihasilkan.
Logam sering ditemper setelah normalizing untuk meningkatkan keuletan dan ketangguhan
berikutnya, tetapi tidak selalu. Misalnya pada tangki-tangki berkekuatan menengah yang
berasal dari baja paduan rendah dan baja struktur (yield strength sekitar 50.000 psi) disuplai
dalam keadaan sudah di normalizing dan tidak di temper sebelum pengelasan ataupun diberi
PWHT setelah pengelasan.
Quenching
Quenching adalah pengerasan dengan cara heat treatment yang diterapkan untuk ferritic
steel. Istilah quench anneal kadang-kadang digunakan pada paduan non-hardening
seperti austenitic chromium nickel stainless steel, baja tahan karat ferritic chromium tinggi,
dan paduan-paduan nikel untuk mengindikasikan perlunya pendinginan cepat dari suhu
annealing larutan.
Pada quenching baja mampu keras, benda kerja dipanaskan sampai di atas suhu
transformasi, kemudian didinginkan dengan cepat sehingga sama dengan suhu lingkungan.
Pendinginan atau quenching dilakukan dengan cara mencelupkan benda kerja tersebut ke
dalam air atau minyak, atau dengan cara menyemburkan air atau udara berkecepatan tinggi.
Ketika mengalami pendinginan cepat, baja dengan kandungan carbon cukup beserta unsur-
unsur paduan tidak akan memiliki waktu untuk berubah bentuk menjadi struktur lunak, yang
dihasilkan selama pendinginan lebih lambat oleh proses annealing atau normalizing.
Akibatnya terbentuk baja dengan sifat kuat, martensite keras (getas), dan bainite.
Baja-baja quenching hampir selalu ditemper setelah diberi quenching untuk mengurangi
kekuatan dan meningkatkan ketangguhan serta keuletan. Tempering juga memperkecil
terkuncinya (locked up) tegangan sisa. Suhu yang digunakan untuk PWHT harus lebih rendah
dari pada suhu tempering atau akan terjadi pelunakan lanjutan logam dasar, sehingga tensile
strength berkurang.
Baja-baja struktur High Strength Low Alloy (HSLA) dengan yield strength sekitar 100.000 psi
dijual dengan kondisi sudah diquench dan ditemper. Baja-baja ini bisa ditinggalkan setelah di
las atau bisa diberi PWHT. Suhu PWHT biasanya di bawah 1150oF supaya tidak melunakkan
baja sehingga lebih kecil dari kekuatan yang dispesifikasikan. Baja-baja HSLA perlu pemilihan
suhu heat treatment secara berhati-hati tergantung dari komposisi spesifiknya. Beberapa
baja HSLA mengandung vanadium lebih dari 0,05 % dan/atau 0,002 % boron, yang bisa
menimbulkan penggetasan pada daerah butiran kasar di daerah HAZ ketika dipanaskan
sampai dengan suhu 1000-1200oF selama PWHT. Penggetasan ini menyebabkan retak yang
disebut dengan reheat cracking. Oleh karena itu, umumnya direkomendasikan bahwa
pengelasan baja-baja ini tidak diberi PWHT.
Beberapa paduan ferrous dan non ferrous bisa dikeraskan dengan heat treatment yang
disebut dengan age hardening atau precipitation hardening. Penuaan (aging) paduan-paduan
ini pada suhu PWHT setelah larutan annealing, menimbulkan pengerasan. Paduan alumunium
mampu keras dikeraskan dengan cara aging dari suhu kamar sampai dengan sekitar 300oF.
Hal ini jarang dilakukan pada pengelasan alumunium. Paduan alumunium seperti K-monel dan
baja tahan karat endapan keras seperti 17-4 PH dan A-286, rentan terhadap retak selama
pengelasan berlangsung bila dalam kondisi diperkeras. Untuk mencegah retak, paduan-
paduan ini terlebih dulu diberi overaging anneal untuk melunakkan, kemudian setelah
pengelasan dikeraskan dengan larutan annealing dan aging.
1.6.0. PROSEDUR HEAT REATMENT
PWHT bisa dilakukan dengan cara memasukkan benda kerja ke dalam dapur pemanas
(furnace), baik di bengkel ataupun dilapangan, atau dipanaskan setempat pada pengelasan
tunggal atau sebagian kecil dari benda kerja.
1.6.1. Heat Treatment dalam Dapur Pemanas
PWHT paling baik dikerjakan dalam dapur pemanas di bengkel (shop furnace), yang
dipanaskan dengan bahan bakar gas, minyak atau listrik. Pada umumnya ongkos heat
treatment dalam dapur pemanas lebih murah, jadwal lebih singkat dan kontrol suhu lebih
baik dari pada heat treatment lokal. Rakitan pipa yang kompleks dan besar bisa diberi heat
treatment dalam dapur pemanas dengan biaya hampir sama seperti halnya heat treatment
lokal dari pengelasan tunggal di lapangan.
Namun demikian, shop furnace tidak otomatis menghasilkan heat treatment yang baik.
Ketelitian harus dilatih untuk memastikan pengukuran dan pengendalian suhu sudah
berlangsung dengan baik, juga peletakkan dan penahanan benda kerja sudah sesuai.
Posisi Benda Kerja
Benda kerja mesti dimasukkan ke dalam dapur pemanas untuk menghindarkan daerah-
daerah dingin dan panas. Kebanyakan dapur pemanas memiliki pintu, sehingga dinding
belakang dan lantai cenderung lebih dingin. Sisi sebelah atas lebih panas, sehingga benda
kerja harus diletakkan pada jarak enam inci dari dinding. Apabila letak benda kerja berubah
dari port burner atau ada pergeseran nyala api, harus dibetulkan segera.
Perlu juga diyakinkan mengenai ketepatan, keseragaman penyangga benda kerja, dan ruang
gerak untuk pemuaian dan penyusutan.
Monitoring Suhu
Suhu benda kerja yang sedang di beri heat treatment harus dimonitor dan dikontrol.
Keseragaman suhu dalam dapur pemanas tergantung dari laju pemanasan dapur pemanas,
apakah dapur pemanas didisain dengan baik selama pemanasan, apakah sudah dijaga tetap
baik, sehingga tidak ada penyumbatan pada burner nozzles, pergeseran burner dan lain-lain.
Thermocouple pada benda kerja berfungsi untuk memonitor suhu.
Berbagai jenis thermocouple memiliki perbedaan suhu maximum, seperti di bawah. Pastikan
suhu maximum thermocouple cukup tinggi.
Thermocouple Suhu maximum
Iron-Constant 1200oF
Chromel-Constant 1500oF
Chromel-Alumel 2000oF
Platinum-Rhodium 2500oF
Thermocouple harus ditempelkan pada benda kerja untuk mendeteksi dan mencegah
overheating lokal ataucold spot. Thermocouple hendaknya diletakkan pada lokasi-lokasi kritis
untuk memonitor panas dan untuk mencegah tegangan panas tinggi, distorsi, overheating
atau tempering yang tidak sempurna pada pengelasan.
Kesalahan serius sering terjadi, terutama pada dapur pemanas yang menggunakan heat
treaters komersial, karena jarang memasang thermocouple pada dapur pemanas (furnace)
secara lengkap untuk memonitor suhu. Thermocouple furnace hanya mengukur suhu udara
furnace ditempatnya berada. Thermocouple ini bermanfaat untuk mengontrol furnace, tetapi
ia tidak bisa mengganti peranan thermocouple benda kerja yang sedang dipanaskan. Benda
kerja yang sedang diberi heat treatment bisa mencapai ratusan derajat lebih panas atau lebih
dingin dari pada titik kontrol furnace.
Tidak ada pedoman mengenai berapa jumlah thermocouple yang diperlukan, tetapi paling
tidak satu dan ditambah satu lagi untuk cadangan. Menentukan berapa jumlah thermocouple
tambahan yang dibutuhkan, tergantung dari pengalaman dan pertimbangan, dan harus
dievaluasi pada masing-masing jenis pekerjaan. Untuk memperoleh hasil yang akurat,
thermocouple harus ditempelkan ke benda kerja dengan spot langsung dengan cara
dilaskan, peening, pakai baut atau dengan thermocouple pad. Thermocouple
dengan probepanjang yang dipasangkan pada benda kerja atau berdekatan dengan benda
kerja di dalam furnace, sering tidak lebih baik dari pada thermocouple furnace untuk
memonitor suhu.
Laju Pemanasan dan Pendinginan
Laju pemanasan dan pendinginan benda kerja sangat penting. Terlalu cepat panas atau
terlalu cepat dingin menyebabkan bagian-bagian logam yang tipis menjadi lebih cepat panas
atau lebih cepat dingin, dibandingkan dengan bagian yang tebal. Pemanasan dan
pendinginan yang tidak seragam ini menyebabkan terjadinya perubahan bentuk dan
tegangan sisa, yang apabila sangat hebat akan menjadi retak. Aturan yang baik untuk
menjaga perbedaan suhu pada struktur yang sedang dipanaskan adalah 250oF atau kurang.
Apabila kenaikan suhu selama pemanasan mendekati angka ini, furnace harus dapat
dimatikan dan benda kerja dibiarkan dingin sampai suhu turun. Menerapkan aturan yang
membatasi kenaikan suhu pada 250oF secara otomatis akan menghasilkan laju pemanasan
yang memuaskan. Namun demikian, apabila suhu hanya diukur dengan thermocouple
furnace yang diarahkan pada gas furnace panas, jadi bukan langsung pada benda kerja,
maka laju pemanasan harus dibatasi sekitar 400oF per jam. Bahkan jika perlu pengendalian
kenaikan suhu harus lebih ketat, apabila benda yang diberi heat treatment mempunyai
bentuk yang kompleks, seperti bundel heat exchanger dengan tube tebal.
Keseragaman suhu selama pendinginan sama pentingnya seperti pada pemanasan, dimana
perambatan suhu harus dibatasi sekitar 250oF selama pendinginan dari suhu heat treatment
800oF. Tidak disarankan untuk mengeluarkan benda kerja dari furnace sehingga suhu turun
menjadi 800oF. Apabila ingin mempercepat siklus pendinginan, konsultasikan dengan ahli
ilmu bahan.
Disarankan untuk sekali-sekali melihat furnace setelah logam merah membara (red heat)
dengan suhu sekitar 1150oF, untuk pemeriksaan visual apakah ada bagian-bagian yang gelap
atau bintik-bintik hitam, dimana hal ini merupakan indikasi adanya suhu yang tidak merata.
Bentuk-Bentuk yang Kompleks
Bentuk-bentuk yang kompleks seperti bundel tube heat exchanger, butuh pendinginan
lambat untuk memperoleh keseragaman suhu dan menghindarkan distorsi. Pada pekerjaan
seperti ini, lebih baik menggunakan furnace konveksi yang tergantung dari sirkulasi udara
panas untuk pemanasan, dari pada radiasi furnace yang berasal dari panas
pembakaran brickwork. Thermocouple harus diletakkan dibagian tengah bundel tube (untuk
menginformasikan bahwa daerah ini sudah mencapai suhu yang diinginkan), dan pada tube
yang berdekatan dengan burner atau dinding radiant (untuk menghindarkan overheating).
Batasan Suhu
Batasan suhu harus selalu dijaga dalam daerah sempit apabila heat treatment ingin berhasil.
Batasan suhu pada carbon steel lebih lebar, sedangkan pada baja paduan lain lebih sempit.
Sebagai contoh pada stainless steel type 304 stress relieved (pembuangan tegangan)
biasanya pada suhu 1550 hingga 1650oF. Apabila suhu minimum tidak tercapai akan timbul
stress relieved yang tidak memadai, dan benda kerja bisa gagal terhadapstress corrosion
cracking. Pada baja 5 Cr-1/2 Mo stress relieved berkisar pada suhu 1325 hingga 1400oF.
Apabila suhu minimum tidak tercapai dan holding time dilakukan minimum 2 jam, hasil
pengelasan bisa menjadi terlalu keras dan getas. Apabila hasil pengelasan tersebut
dipanaskan melebihi batasan tertinggi yaitu 1400oF, bisa terjadi pengerasan yang tidak
diinginkan pada seluruh fabrikasi selama tahap pendinginan berlangsung.
Rakitan Ukuran Besar
Apabila ukuran pressure vessel, rakitan-rakitan pipa atau struktur terlalu panjang untuk
dimasukkan ke dalam dapur pemanas yang ada, maka rakitan tersebut bisa dipanaskan
bagian per bagian. Biasanya pintu dapur pemanas diganti dengan panel yang memiliki
pembalut sementara atau brick stacked disekitar vessel atau struktur. ASME Sect VIII (Boiler
and Pressure Code) mempersyaratkan adanya overlap sebesar 5 feet terhadap bagian-bagian
vessel yang dipanaskan secara terpisah.
Heat treatment seperti annealing, normalizing, dan quenching hampir selalu dilakukan di
dalam furnace, karena perlu pemanasan keseluruh benda kerja hasil pengelasan secara
seragam, pada temperatur tinggi.
1.6.2. Heat Treatment di Lapangan
Field Erected Furnaces
Heat treatment dengan mempergunakan dapur pemanas (furnace) tidak terbatas hanya pada
pekerjaan di shop, karena furnace sementara bisa dirakit didekat benda kerja di lapangan.
Beberapa furnace sederhana untuk lapangan terdiri dari tabung silindris, terbuat dari pipa
diameter besar dengan insulasi terletak disekitar pengelasan pipa. Tabung insulasi menjadi
furnace konveksi dengan penambahan propane burner arah tangensial. Field furnace yang
lain lebih rumit, terdiri dari tabung logam, atau frame lines yang dipasangi insulasi dan dirakit
pada struktur. Furnace ini dipanaskan dengan fuel-fired burner atau panel resistansi listrik.
Furnace yang dirakit dilapangan, harus mendapat perhatian yang lebih seksama dalam
mengontrol suhu dan memasang thermocouple dari pada furnace yang di shop, karena
operator tidak memiliki pengalaman dan pengetahuan terhadap gradient suhu di dalam
furnace.
Vessel sebagai Furnace
Pada beberapa pekerjaan, vessel secara keseluruhan dimasukkan ke dalam furnace, untuk
heat treatment lapangan. Hal ini dilakukan dengan cara memasang insulasi dibagian luar
permukaan vessel dan pemanasan dilakukan dari bagian dalam dengan nyala luminous
besar, panel panas resistansi, atau dengan sirkulasi gas panas melalui vessel. Biasanya
pemanas resistansi tambahan dipasang disekitar nozzle dan daerah-daerah tempat
kehilangan panas lainnya.
Fired Heater Tubes
Fired heater tubes yang telah berfungsi bisa diberi heat treatment ditempatnya oleh
pembakaran heater dengan tube-tube kosong atau dengan sirkulasi uap atau gas mulia
terkendali. Namun demikian, resiko terdapatnya bagian yang kurang panas dan/atau terlalu
panas menjadi lebih besar, penghematan waktu dan tenaga kerja dalam melepaskan tube
dari heat treatment di shop, juga menjadi lebih besar. Pada heat treatment jenis ini,
dibutuhkan titik-titik yang mengindikasikan suhu lebih banyak, dibandingkan dengan
pekerjaan proses pembakaran heater biasa. Harus ada kordinasi ketat antara pengoperasian
burner dengan pencatatan data-data suhu, sehingga perambatan suhu bisa diantisipasi dan
dihindarkan. Meskipun menarik, cara ini tidak praktis untuk konstruksi baru, karena akses
lengkap disekitar pengelasan terhalang ketika tube bank berada di tempatnya, dan NDT
beserta perbaikan las-lasan juga lebih sulit karena ruang gerak terbatas.
Struktur-Struktur Besar.
Heat treatment terhadap struktur-struktur besar di lapangan merupakan masalah yang
kompleks, sehingga perlu bantuan teknis spesialis berpengalaman untuk meletakkan
thermocouple, merancang dan mengoperasikan burner, serta mengontrol suhu untuk
menghindarkan collapse atau buckling.
1.6.3. Heat Treatment Lokal
Local heat treatment terdiri dari pemanasan las tunggal atau sejumlah kecil dari benda kerja.
Local heat treatment terhadap pengelasan struktur, pipa, dan bagian-bagian vessel
diperlukan untuk tujuan perbaikan, pemeliharaan, atau pengelasan rakitan lapangan (field
assembly) yang memiliki ukuran terlalu besar untuk diberi heat treatment di dalam furnace,
atau diangkut dalam satu bagian utuh. Tindakan pencegahan selama heat treatment di dalam
furnace, sama pentingnya dengan heat treatment lokal. Bermacam-macam jenis sumber
pemanas telah digunakan secara berhasil pada local field heat treatment.
Penopang Benda Kerja
Sebelum heat treatment dimulai, benda kerja harus ditopang secara merata dan memadai,
dan harus bebas untuk memuai dan menyusut selama pemanasan dan pendinginan. Sifat-
sifat material menurun cukup signifikan selama suhu heat treatment, dan dapat menimbulkan
pelengkungan (sagging) atau pembengkokan (buckling) secara signifikan, apabila struktur
tidak ditopang secara memadai. Sebagai contoh, apabila melakukan heat treatment suatu
hasil pengelasan dalam furnace tube yang berhubungan dengan pipa induk (headers) atau
belokan U, maka tube yang berdekatan harus dipanaskan juga sehingga tube dapat memuai
bersama-sama. Pada pekerjaan heat treatment untuk shaft, shaft tersebut digantungkan
secara vertikal dalam furnace untuk menghasilkan pemuaian dan penyusutan secara bebas.
Kontrol Suhu
Ketelitian harus dibiasakan pada saat memasang thermocouple dan insulasi yang
berhubungan dengan sumber panas. Thermocouple harus diletakkan sedemikian rupa,
sehingga dapat mengukur suhu pada lokasi yang paling panas dan paling dingin. Hal ini akan
menghasilkan kontrol gradient suhu maximum secara tepat, seperti sensitivitas terhadap
pengaruh arus konveksi di dalam furnace dan pengaruh pendinginan karena tiupan angin
atau hujan di luar furnace. Daerah pengelasan yang mendapat heat treatment setempat,
biasanya terinsulasi cukup baik, sehingga indikasi suhu dari crayon atau contact
phyrometers tidak bisa digunakan untuk mengukur dan memonitor suhu. Metode biasa untuk
memonitor suhu yaitu dengan mengelaskan thermocouple pada tempat pengukuran suhu
yang diperlukan, kemudian melewatkan kawat melalui heater dan insulasi. Thermocouple
harus memiliki kesesuaian dengan instrument pencatat. Untuk menghindarkan kesalahan
bacaan, bagian ujung thermocouple harus dilindungi dari radiasi langsung, dengan cara
menutupinya dengan gumpalan kapur tahan suhu tinggi atau dengan logam berpelindung las
terhadap benda kerja.
Pada pipa dan struktur berlubang lain yang terbuka ujung-ujungnya seperti bundel tube pada
heat-exchanger, bagian sebelah dalam harus di plugged off sedekat mungkin dengan daerah
panas tanpa menimbulkan gradien panas yang curam. Pada PWHT lokal pressure vessel, sisi
yang berseberangan dengan sumber panas harus diinsulasi. Insulasi harus dibiarkan di
tempat sampai benda kerja dingin hingga 800oF.
Persyaratan Code
Selain persyaratan teknik dan metalurgi, code membuat aturan-aturan untuk local heat
treatment pada pressure vessel dan pipa. Laju pemanasan dan pendinginan yang ditentukan
oleh ASME Pressure Vessel Code harus diikuti oleh vessel, dan pada pipa beserta vessel harus
dikerjakan dalam batasan suhu yang tepat, dalam jangka waktu yang ditentukan. Laju
pemanasan dan pendinginan maximum tidak dispesifikasikan oleh ANSI/ASME B31.3.
Pada heat treatment untuk nozzle atau sambungan bercabang, pita melingkar dengan lebih
dari enam kali wall thickness pada masing-masing jalur dari pengelasan harus diberi heat
treatment. Untuk pengelasan melingkar, lebar pita pada daerah yang mendapat pemanasan
paling tidak harus dua kali wall thickness pada jalur dari las-lasan. Pada umumnya, logam las
dan permukaan yang berdekatan harus diinsulasi untuk menghindari gradient suhu yang
curam.
1.6.4. Jenis-Jenis Heat Treatment Lokal
Pemanas Tahanan Listrik
Pemanasan dengan cara resistansi adalah metode yang paling banyak dipakai untuk heat
treatment lokal pada vessel dan pipa, tetapi hal ini tidak selalu merupakan cara paling murah.
Pada metode ini panas dibangkitkan dengan cara mengalirkan arus listrik dalam kawat
bertahanan tinggi. Kawat NiChrome digunakan karena tahanan oksidasinya bagus pada suhu
tinggi.
Resistansi pemanas memiliki bentuk sederhana, seperti halnya perangkat kawat pada
insulator tubular atau flat yang berbentuk untaian atau lembaran yang dililitkan kesekeliling
benda kerja, kemudian ditutup dengan insulasi. Alat ini bisa berupa kotak gantungan yang
terdiri dari elemen-elemen pemanas dan insulasi, kemudian dihubungkan ke pengendali
terprogram dan sumber listrik. Beberapa pemanas resistansi dirancang untuk digunakan
dengan mesin las sebagai sumber daya listrik.
Pada umumnya, informasi suhu dari thermocouple harus dikirimkan kembali kepada
controller untuk sumber daya. Ketersediaan tenaga listrik hanya membatasi ukuran vessel
yang bisa diberi heat treatment dengan elemen resistansi panas. Sebagai contoh, sebuah
reaktor nuklir dengan bobot 800 ton akan melepaskan tegangan dengan cara pemanasan
tunggal.
Pemanasan dengan Nyala Api
Torch genggam hampir tidak pernah digunakan untuk pekerjaan akhir PWHT, karena kontrol
suhunya buruk dan ada resiko overheating yang berhubungan dengan pengerasan. Pipe
rings menahan multiple gas burnerdan sebuah pembatas telah digunakan dengan berhasil,
tetapi alat ini jarang digunakan karena perlu pemasangan berbeda pada masing-masing
ukuran pipa, dan pengendalian otomatisnya sulit.
Satu keberhasilan operasi annealing dengan torch genggam, telah menjadi solusi annealling
sebagai pengganti tubes furnace stainless steel dari besi carbon, header dan penopang tube,
dilakukan untuk menghindari retak di daerah pengelasan ketika melakukan perbaikan
pengelasan. Pada pekerjaan ini, dua atau empat torch oxyacetylene digunakan untuk
memanaskan benda kerja hingga batasan suhu 2000 sampai 2100oF selama sekitar satu
seperempat jam. Suhu bisa diukur dengan pyrometer optik, crayon atau thermocouple.
Pemanasan Exothermal
Heat treatment dengan menggunakan pembakaran bahan exothermal padat terkendali mulai
dikembangkan pada awal tahun 1950-an. Exo-Anneal kits melakukan pembakaran material
dan insulasinya dibuat oleh Exomet, Inc., Conneat Ohio 44030. Perangkat ini diikatkan
kesekeliling sambungan pipa atau palang struktur dengan kawat lunak, dinyalakan dan
dibiarkan untuk melakukan perlakuan panas stress relief. Setelah heat treatment selesai,
lepaskan segera burned kit dan longgarkan penutup. Pengujian telah memperlihatkan bahwa
heat treatment dengan hasil memuaskan pada suhu 1100oF hingga 1650oF bisa diaplikasikan
pada pipa-pipa ukuran dan tebal standar tanpa alat pengukur suhu. Sementara peralatan
heat treatment exhothermal lumayan mahal, tetapi tidak memerlukan tenaga kerja yang ahli.
Kekurangan Exo-anneal yaitu ukuran setiap pipa, jadwal, konfigurasi pengelasan, dan batasan
suhu heat treatment memerlukan kit yang berbeda-beda. Pada tahun baru-baru ini Exomet
telah mengurangi keterlambatan penyerahan barang dengan membangun gudang pada
banyak daerah-daerah industri, dengan stok kit untuk pipa-pipa dan fitting ukuran standar
yang terbuat dari baja carbon steel dan chrome-moly. Perbedaan hasil disepanjang merek
yang sama, Flex-Anneal, selanjutnya mengurangi waktu penyerahan karena bisa disesuaikan
dengan berbagai ukuran dan bentuk di lapangan.
Banyak perusahaan-perusahaan konstruksi menggunakan Exo-Anneal kits untuk pekerjaan
heat treatment pipa di lapangan. Namun demikian kemajuan alat pemanas resistansi
membuat beberapa perusahaan mengurangi pemakaian kit ini.
Pemanasan Induksi
Pemanasan induksi sama dengan pemanasan resistansi, yaitu dengan cara melilitkan
gulungan kawat listrik pada bagian yang akan dipanaskan. Gulungan kawat ini membawa
arus bolak-balik dan menimbulkan panas pada baja dengan menggunakan eddy
current dan hysteresis losses sebagai medan magnet di dalam logam, yang berubah bolak-
balik secara cepat. Gulungan yang dipakai terbuat dari kabel listrik yang dililitkan dengan
asbes atau tubing tembaga dengan pendingin air pada tubing pendingin air jenis tiupan
ringan, dan dilapisi dengan anyaman konduktor dan insulasi.
Berbagai sumber tenaga pemanas induksi komersial untuk heat treatment pipa, beams dan
vessel menghasilkan arus bolak-balik dengan frekwensi 400 Hz atau lebih tinggi. Mesin las AC
bisa juga digunakan sebagai sumber tenaga tetapi tidak efisien.
Meskipun pemanasan induksi berlangsung cepat dan seragam serta bisa diprogram dengan
mudah, pembangkit tenaga listriknya memiliki ukuran besar dan mahal. Karena alasan ini,
pemanasan induksi hanya digunakan secara luas pada heat treatment untuk pipa steam
chrome-moly dengan dinding tebal, untuk pembangkitan tenaga listrik. Kekurangan lainnya
yaitu, gulungan harus cukup besar untuk melilit keseluruhan daerah yang akan diberi heat
treatment. Hal ini membutuhkan dukungan sumber tenaga yang lebih besar, sehingga
membatasi ukuran benda kerja yang secara ekonomis bisa diberi heat treatment dengan cara
ini.
Pemanasan Radiant
Radiat heaters biasanya digunakan di shop atau pada pemasangan pipa-pipa produksi, tetapi
paket untuk pekerjaan di lapangan juga sudah ada. Metode ini mencakup pengendalian dan
penyediaan sumber tenaga untuk heat treatment pipa dari ukuran kecil hingga ukuran besar.
Banyak jenis-jenis sumber panas radiant yang dipakai untuk PWHT. Beberapa pabrik yang
menjual alat ini menggunakan lampu quarzt intensitas tinggi sebagai sumber panas (GE Heat-
Tech dan Sylvania Thermomatics). Yang lain menggunakan metal screenpemanas gas (Van-
Dorn) atau keramik (Selas dan Cooperheat).
1.7.0. PEMOTONGAN LOGAM
Proses pemotongan thermal banyak jenisnya, dimana secara garis besarnya dapat dibagi
sebagai berikut: pemotongan gas oxyfuel (oxyfuel gas cutting) dan potong busur (arc
cutting). Pemilihan proses pemotongan tergantung dari logam yang akan dipotong, alat yang
tersedia, jumlah pemotongan yang akan dikerjakan dan kemudahan menjangkau benda kerja.
Informasi lebih lengkap mengenai proses pemotongan logam, dapat ditemukan pada AWS
Welding Handbook, Volume 2.
1.7.1. Oxyfuel Gas Cutting
Proses pemotongan oxyfuel gas cutting mempergunakan campuran bahan bakar gas
dengan oksigen. Baja carbon dan baja paduan rendah dengan kandungan chromium kurang
dari 9 %, acetylene adalah bahan bakar gas yang paling lazim digunakan untuk memotong.
Acetylene yang dicampur dengan oksigen, digunakan sebagi pemanas awal logam dasar
sebelum dipotong. Aliran oksigen murni disemburkan untuk pemotongan sebenarnya dengan
reaksi eksothermal temperatur tinggi oksigen dengan besi. Oksida logam dan logam cair
kemudian dihembuskan dari daerah pemotongan oleh energi kinetik aliran oxygen. Proses
pemotongan oxyfuel gas diperlihatkan pada Gambar 100-62 yang menggunakan
istilah kerf (potong lebar) dan tarik hasil potong.
Gambar 100-62 Oxyfuel Gas Cutting
Propane atau natural gas bisa menggantikan acetylene sebagai bahan bakar gas. Propane
lebih aman dipakai dari pada acetylene. Gas ini disimpan dalam bentuk cairan dan kebutuhan
terhadap penanganan silinder lebih sedikit.
Pengganti acetylene lain adalah methylacetylene-propadiene stabilized (MPS) sebagai pemilik
acetylene. MPS adalah suatu campuran beberapa hydrocarbon, termasuk propadiene,
propane, butane, butadiene dan methylacetylene. MPS membakar lebih panas dari pada
propane atau natural gas, dan lebih mudah digunakan dibandingkan dengan acetylene untuk
cutting preheat, karena gas ini memiliki distribusi panas lebih banyak dibandingkan dengan
nyala api. Seperti halnya propane, MPS adalah suatu cairan dan juga perlu penanganan
silinder lebih sedikit. Menggunakan bahan bakar gas lain seperti propane dan MPS, umumnya
tergantung dari tersedianya bahan tersebut, persyaratan keselamatan dan nilai ekonomis.
Baja-baja tahan oksidasi, seperti stainless steel dan baja-baja dengan kandungan chromium
lebih dari 9 % lebih sulit dipotong. Apabila mencoba memotong baja tahan oksidasi dengan
oxyfuel gas, akan terbentuk oksida keras dengan titik-titik yang menghambat proses
pemotongan. Terhadap baja ini, pemotongan bisa dipermudah dengan cara memasukkan flux
atau serbuk besi ke dalam aliran oxygen. Flux cuttingmenggunakan suatu flux yang akan
bereaksi secara kimia dengan chromium oksida yang terbentuk selama pemotongan, untuk
menghasilkan suatu senyawa dengan titik leleh lebih mendekati oksida besi tersebut.Powder
cutting menggunakan serbuk logam kaya-besi yang mempercepat reaksi oksidasi dan
menaikkan suhu pelelehan dan spalling action logam dasar.
Pedoman untuk masalah-masalah yang timbul selama flame cutting diperlihatkan pada
Gambar 100-63.
1.7.2. Arc Cutting
Arc cutting atau potong busur artinya, pemotongan logam dengan cara melelehkan dengan
mempergunakan panas busur yang terbentuk diantara elektroda dengan logam induk.
Air Carbon Arc Cutting
Air carbon arc cutting atau disebut juga dengan air arc gouging dapat menghasilkan
pemotongan dengan kualitas memuaskan pada bahan-bahan ferrous dan non ferrous.
Pelelehan terjadi karena busur yang terbentuk diantara elektroda carbon-graphite terumpan
dengan logam dasar. Logam yang meleleh kemudian didorong oleh hembusan udara
berkecepatan tinggi. Udara diarahkan sedemikian rupa sehingga segera mendorong lelehan
logam yang berada dibelakang busur.
Plasma Arc Cutting
Plasma arc cutting adalah proses pemotongan yang memiliki kualitas paling tinggi untuk baja
paduan dan paduan non ferrous. Proses ini menghasilkan busur mampat dengan suhu dan
kecepatan sangat tinggi, diantara elektroda tungsten tidak terumpan (terdapat dalam torch)
dengan logam dasar. Panas tinggi tersebut secara terus menerus akan melelehkan logam,
yang kemudian digeser oleh aliran gas ion kecepatan tinggi. Pemotongan busur plasma
memberikan hasil cepat, bersih dengan daerah HAZ dan lapisan oksida lebih sempit dari pada
proses yang lain. Plasma arc cutting menghasilkan potongan sedikit miring karena kerf ada
disebelah atas. Taper bisa diletakkan pada satu sisi pemotongan untuk mendapatkan satu sisi
lurus yang dibutuhkan. Meskipun plasma arc cutting adalah proses paling ekonomis untuk
baja-baja paduan tinggi, proses ini juga memiliki keuntungan untuk pemotongan carbon steel
tipis, karena akan menghasilkan kecepatan pemotongan yang lebih besar
dibandingkan oxyfuel gas cutting dengan ketebalan sampai dengan satu inci. Gambar 100-64
adalah skema arc cutting torch plasma konvensional.
Gambar 100-63 a. Panduan Trobleshooting pada Oxyel Gas Cutting
Gambar 100-63 b. Panduan Troubleshooting pada Oxyfuel Gas Cutting.
Gambar 100-64. Plasma Arc Cutting Konvensional
1.7.3. Aplikasi Proses Pemotongan
Oxyfuel gas cutting, plasma arc cutting dan powder cutting adalah proses pemotongan yang
paling sering dipergunakan untuk memotong plat dan pipa.
Oxyfuel gas cutting digunakan secara luas untuk memotong carbon steel dan low alloy steel
karena ekonomis dan sederhana.
Plasma arc cutting memiliki hasil sangat baik sekali untuk proses pemotongan, karena
memiliki hasil halus dan bersih pada semua logam, baik logam ferrous maupun non ferrous,
tetapi ongkos peralatannya lebih tinggi bila dibandingkan dengan oxyfuel gas cutting. Pada
baja paduan lebih tinggi, plasma arc cutting umumnya telah diganti dengan powder cutting,
karena mutu pemotongan lebih baik dan banyak mengurangi pekerjaan pembersihan setelah
pemotongan. Powder cutting umumnya perlu pembersihan dengan menggunakan mesin
gerinda hingga 1/8 inci, ada bahan yang dikotori oleh serbuk besi setelah pemotongan.
Peralatan air carbon arc cutting otomatis, dapat digunakan untuk menghaluskan permukaan
plat yang kasar pada pengelasan pelapisan, pembuatan kampuh berbentuk U untuk
sambungan tumpul persegi, dan pembuatan bevel las untuk tepi logam berbentuk persegi.
Di dalam dunia pengelasan ada musuh yang sangat ditakuti oleh orang-orang yang memproduksi
suatu produk barang dengan menggunakan proses pengelasan. Hal tersebut sangat ditakuti
karena memang akan sangat mengganggu kualitas dari suatu produk las-lasan tersebut. Selain itu
juga dapat mengakibatkan kegagalan suatu prosuk tersebut yang bisa merimbas kepada
keselamatan pemakai produk barang tersebut. Sehingga mereka dengan sekuat tenaga
menghindari musuh ini dengan berbagai cara termasuk dengan membuat standard2 mutu lassan
yang terbebas dari musuh ini.
Apakah musuh-musuh dalam pengelasan tersebut…??Terdapat beberapa jenis musuh LAS yang sangat mempengaruhi mutu sambungan LAS..
Musuh-musuh tersebut adalah sebagai berikut ;
1. Oksidasi
Oksidasi adalah bereaksinya suatu logam dengan oksigen di udara, sewaktu logam dalam keadaan
cair (pd suhu tinggi) yang reaksinya (reaksi pd logambaja) sbb:
4 Fe + 3 O2 ——> 2 Fe 2O3 (oksida)kejelekan Oksida ini adalah
1. sangat keras namun getas sehingga mudah sekali untuk patah, dan kejelekan lainnya tentu tidak mempunyai kekuatan mekanis.
2. dapat membentuk gelembung2 udara pada bagian permukaan hasil las maupun bagian dalam.
Pencegahannya:untuk mencegah terjadinya oksidasi pada proses pengelasan maka dibuatlah sistem pelindung
untuk melindungi atau mencegah terjadinya proses oksidasi pada logam las.
a. pencegahan oksidasi dengan menggunakan Flux
flux adalah serbuk yg berisi campuran bahan kimia yg diramu sedemikian rupa agar dapat
melindungi logam las dari oksidasi pada waktu mencair, karena flux ini masa jenis nya rendah
maka pada waktu terjadinya proses pengelasan flux ini akan mencair bersamaan dengan logam las
yang lain dengan mengapung diatas logam las membentuk terak (slug), sehingga dapat menjadi
pelindung dari pengaruh udara luar. selain menjadi terak (slug), flux juga dapat membentuk gas
pelindung (shielding gas).
penggunaan flux ini biasanya digunakan pada proses pengelasan berbasis las listrik khususnya
pada SMAW, SAW dan FCAW.
pada proses SMAW flux berada dibagian luar kawat inti menyelubungi logam elektrodanya.
pada proses FCAW flux berada di tengah2 kawat las yang menjadi intinya kebalikan dari SMAW.
sedangkan pada proses SAW, flux hanya ditaburkan pada waktu terjadinya proses pengelasan
dengan menutupi busur listrik yg terjadi..
b. pencegahan oksidasi dengan menggunakan gas pelindung (shielding gas)
hal ini biasanya terjadi pada proses pengelasan GTAW, GMAW dan FCAW, biasanya gas yang
digunakan untuk mencegah terjadinya oksidasi adalah gas inert (helium, argon) maupun gas CO2
pada saat terjadinya proses pengelasan, gas pelindung ini akan keluar secara bersamaan selama
terjadinya proses pengelasan guna mencegah terjadinya proses oksidasi antara logam las dan
udara luar.
untuk mengetahui macam2 gas lindung lebih dalam beserta fungsinya dapat dilihat disini —-
> http://eryhartoyo.wordpress.com/2011/05/11/gas-lindung-shielding-gas/
Argon (Ar) adalah gas inert monoatomik dgn berat molekul 40 yg didapatkan dgn mencairkan
udara. digunakan untuk pengelasan, merupakan gas argon murni (minimum 99,95%), utk metal yg
lebih reaktif dan tahan panas tingkat kemurniannya hrs lebih tinggi (99,97%)
Helium (He) adalah gas inert yang monoatomik dan sangat ringan memiliki berat atom 4, jika
digunakan untuk pengelasan hars dimurnikan menjadi 99,99%
kadang2 argon dan helium di campurkan. argon yg mempunya berat 10x helium, krn beratnya
begitu keluar dari nozle obor argon akan langsung menyelimuti jalur las, sedangkan helium yg
beratnya lebih ringan akan naik ke atas menghalangi penetrasi udara yg akan masuk kedalam
proses pengelasan. sehingga gabungan atau campuran dua gas ini akan menghasilkan hasil yg
optimal dalam pencegahan oksidasi.
2. DeformasiDeformasi atau metal upset atau pengkerutan logam yg disebabkan oleh masukan panas pada
proses pengelasan yang mengubah bentuk awal komponen yang dilas.
karenanya metal upset mengakibatkan perubahan pada penyetelan semula sehingga disebut sbg
salah satu musuh las.
makin besar masukan panas, makin besar pula pengkerutan metal sewaktu las mendingin, jika
metal tidak diikat akan terdistorsi, sebaliknya jika diikat justru akan menimbulkan tegangan
thermal.
kekuatan tegangan ini dapat meretakkan metal apabila di awali dengan keberdaan takik (notch),
penggetasan, atau serangan karat.
metal upset dapat dicegah dengan ;
1. mengatur heat input yg proporsional sesuai kebutuhan, tidak kurang dan tidak lebih sesuai WPS.
2. penyetelan material yg akan dilas setepat mungkin..
3. pengikatan penyetelan dgn clammping kemudian di tack dgn welding
4. urut-urutan pengelasan yang baik
5. penggunaan metal dengan koefisiensi muai rendah.
dari sekian banyak cara pencegahan deformasi, yg paling sering dilupakan org adalah urut-urutan
pengelasan.
3. Cacat-cacat Lascacat las dapat dibagi dalam 3 kelompok :
a. kelompok cacat las Visual. (cacat2 las lansung tampak oleh mata kita, yg berada di permukaan)
seperti ; spatter, porosity, pin hole, crack, cold lap, undercut, underfill, excessive reinforcement,
high low.. dll
b. kelompok cacat nonvisual (cacat2 las yg berada di permukaan namun berada disisi lain)
seperti; porosity root, undercut root, root crack, excessive penetration, IP, blow hole.
c. kelompok cacat internal (cacat2 las yg berada di dalam logam las)
seperti; slag inclusion, porosity,slag line, crack, worm hole, hollow bead, tungsten inclusion, IP
(incomplete fusion), cold lap..
mengapa cacat las disebut salah satu musuh dari pengelasan?
karena cacat las merupakan sesuatu yg dapat mengurangi kekuatan mekanik dari suatu lassan..
seperti contoh :
undercut, pada cacat ini permukaan akan membentuk takik, sehingga akan menyebabkan
terjadinya konsentrasi tegangan, dengan adanya konsentrasi tegangan pada area tersebut akan
menyebabkan terjadi nya awal dari pembentukan crack (retak) dan crack akan berlanjut atau
menjalar yg mengakibatkan kan terjadinya gagal konstruksi.
semoga bermanfaat
MATERI : TRAINING WELDER
1. WPS / PQR2. CACAT-CACAT PENGELASAN DAN PENANGGULANGANNYA3. KRITERIA PENERIMAAN HASIL LAS-LASAN4. PENGETAHUAN MESIN LAS5. PENANGANAN KAWAT LAS6. TAHAPAN PENGELASAN TERHADAP DISTORSI & DETORMASI SERTA7. TIPS PENGELASAN8. SAFETY9. PRAKTEK10. UJIAN TEORI11. UJIAN PRAKTEK
STANDARD PENERIMAAN HASIL LAS-LASAN BERDASARKAN API 1104
Visual : Incomplete Penetration : a. < 1”, b. < 1” dlm 12” L , c. 8 % weld length >
dlm 12” length IP karena High-low : a. < 2” , b. < 2” dlm 12” L , c. Incomplete Fusion : a. < 1” , b. < 1” dlm 12” L , c. < 8 % weld length
dlm 12” length Internal concavity : Min. sama dengan base metal Crack : Zero Under cutting external + Internal : a. <2” dlm 12” length, b. < 1/6 weld length
Radiography : BT for pipe Æ 2” < : Min. dasity sama B.M dimension < ¼”
IF karena cold lap : a. < 2” , b. 2” dlm 12” L , c. < 8% weld length Slag Inclusion : a. ESI < 2”, b. ESI < 2” dlm 12” L , c. width ESI
< 1/16” , d. ISI < ½” dlm 12”, e. width ISI < 1/8”,f. ESI+ISI < 8% weld length.
Porosity : - Individual : a. < 1/8”, b. < 25 % thickness- Cluster Porosity : a. Diameter < ½” , b. < ½” dlm 12” , c. Individual < 1/16”- Hollow bead : a. < ½”, b. < 2” dlm 12” length , c. < 8% weld lengthAccumulation of Imperfectiona. Aggregate length < 2” dlm 12” lengthb. Aggregate length < 8% weld length
PROSES PENGELASAN PADA BAJA KARBON
Baja karbon adalah paduan besi (Fe) dan karbon. Biasanya kadar karbon tidak melebihi 1%, Mn tidak melebihi 1.65%, Cu dan Si masing-masing tidak melebihi 0.60 %.
Baja karbon (Carbon Steel) dapat dibagi sebagai berikut :1. Baja karbon rendah (Low carbon steel)2. Baja karbon sedang (Medium carbon steel)3. Baja karbon tinggi (High carbon steel)4. Baja lunak.
Semua baja karbon ini (Carbon ssteel) dapat dilas dengan bermacam-macam proses pengelasan :ü Proses pengelasan SMAWü Proses pengelasan GTAWü Proses pengelasan FCAWü Proses pengelasan GMAWü Proses pengelasan SAW, dengan menggunakan elektroda yang sesuai pada kadar karbonnya ataupun elektroda yang tercantum pada WPS (Welding Procedure specification).
Retak las yang mungkin terjadi pada baja karbon dengan pelat/pipa yang tebal dapat dihindari dengan pemanasan mula (preheating). Dan makin tinggi tebal pelat dan makin besar tegangan penahan, suhu pemanasan mula makin tinggi.
Semua baja karbon ini (Carbon Steel) termasuk material Pre. 1. Dan di dalam proses pengelasan pemakaian kawat las (Electrode) harus sesuai dengan jenis materialnya beserta kadar karbonnya. Di sini kami cantumkan jenis-jenis kawat las yang dipakai pada proses pengelasan carbon steel.
Untuk proses pengelasan SMAWE. 6010 E. 7010E. 6013 E. 7028. Dan semua ini mengacu pemakaian elektroda yang tercantum pada WPS.
Untuk proses pengelasan GTAWER. 70 S – 2ER. 70 S – GER. 70 S – 6 dan mengacu ke WPS yang dipakai.
Untuk proses pengelasan FCAWE. 71 T – 1 (Ok outrod dual shield ultra 7100)E. 71 T – 8 (Core shield 8)
Untuk proses pengelasan GMAWE. 70 S – 2 E. 70 S – 6
Untuk proses pengelasan SAWa. Ok out rod 12.32 wire rod (ESAB)Flux 10.62 (ESAB) (F7 A8 EH 12K)b. Ok out rod 12.22 (wire rod (ESAB)Flux 10.71 (ESAB) (F7 A4 EM 12 K)
Untuk elektroda SMAWSeperti : E. 7016 , E. 7026 – 1 , E. 7028 - GE. 7028 , E. 7028 – 1 sebelum dipergunakan untuk mengelas terlebih dahulu dipanaskan sesuai dengan petunjuk sebagai berikut : Jika container / pack dibuka hanya untuk digunakan periode 8 jam apabila ada sisa, harus disimpan di oven.
Jika elektroda, container dibuka, elektroda basic harus disimpan pada oven temperature 120o C – 150o C selama 8 jam, untuk weld steel elektroda.
Ruang penyimpanan elektroda basic harus dikontrol dengan humadity < 50 %.
Sewaktu pelaksanaan pengelasan, elektroda las harus selalu berada dalam quiver (s) dan dalam keadaan panas, kabel quiver selalu terpasang pada power elektrik tension.
Hal yang penting dalam pemilihan elektroda las pada pengelasan SMAW & GTAW untuk baja carbon adalah : - Kekuatan logam dasar- Komposisi kimia logam dasar- Posisi pengelasan- Sumber tenaga- Bentuk sambungan- Tebal dan bentuk logam dasar- Kondisi atau spesifikasi pemakaian
- Efisiensi produksi
PEMILIHAN MATERIAL & FIT-UP
Pemilihan material untuk difit-up harus benar-benar material yang baik dan bagus dan disyaratkan oleh WPS, seperti material spec. , material class dan P. number serta heat numbernya material tersebut. Setelah benar-benar material layak untuk difit-up, terlebih dahulu perisapkan kampul las yang benar dan baik yang disyaratkan juga oleh WPS, persiapan kampul las yang salah dapat mengakibatkan cacat-cacat las. Untuk menghasilkan sambungan las yang baik persiapan kampul harus baik yang dibuat menurut spesifikasi yang telah ditentukan. Persiapan kampul las yang baik dan benar adalah :1. Root opening (gap antara logam yang akan dilas)2. Root face3. Groove face (permukaan kampul las)4. Groove angle (sudut kampul dari logam yang akan di las)5. Tack weld yang kuat serta antara root gap diberi bridge untuk dilas.6. Dibersihkan, bebas dari kotoran-kotoran, debu serta benda-benda yang lain pada joint yang akan dilas.7. Apabila diisyaratkan perlu pemanasan awal, harus dilakukan sesuai dengan aturan di dalam WPS.
FIT-UP
a. Fit-up (penyetelan) adalah kegiatan dimana fitter (pipe fitter) menyiapkan / merangkai dan menyambung bagian-bagian yang akan mengalami proses pengerjaan selanjutnya, yaitu proses pengelasan.b. Hal-hal yang perlu diperhatikan pada saat penyetelan / Fit-up adalah :· Persyaratan tentang ketidak lurusan (miss aligment) dari sambungan las (butt joint groove weld) untuk pipa dan tube.· Jarak antara sambungan· Tebal/besarnya root face, sudut alur las/bevel (groove angle)· Identifikasi material· Kebersihan permukaan sambungan· Tack weld / las ikat· WPS· Cara pengikatan (bridging)· Penguat (temporary holding bor)· Pengalaman.
c. Kualitas fit-up dan tack welding akan memberikan bantuan kontribusi yang sangat besar, terhadap hasil pekerjaan selanjutnya yaitu pengelasan.Jika fit-upnya baik akan baik dan sebaliknya jika jelek maka hasil akhir pengelasan juga tidak baik.
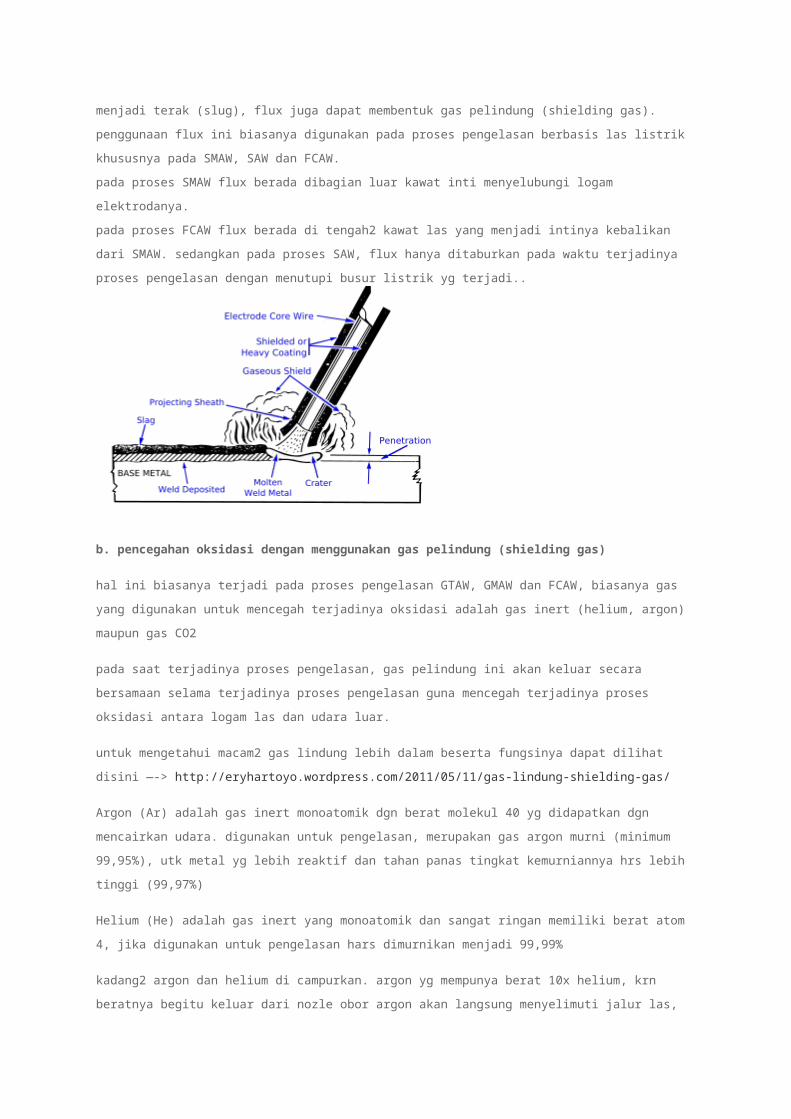
PEMBERSIHAN LAS (WELDING CLEANING)
Ada 3 (tiga) tahapan yang dilakukan untuk pembersihan las yaitu :1. Sebelum pengelasan2. Selama pengelasan3. Sesudah pengelasan
I. Pembersihan Sebelum PengelasanPembersihan sebelum pengelasan adalah bertujuan untuk menghilangkan semua kotoran yang ada pada daerah sambungan yang akan dilas. (± 1 “/25.9 mm) dan tepi sambungan (luar / dalam atau atas / bawah atau kanan / kiri)Pembersihan ini dilakukan untuk semua sambungan las yaitu “ groove weld, fillet weld baik pressure parts (bagian-bagian bertekanan) dan non pressure parts (tidak bertekanan) tanpa perkecualian.Kotoran-kotoran tersebut dapat berupa : karat, cat, oli, debu, air dll.
Cara pembersihannya adlah dengan menggunakan sikat kawat (baja karbon atau stainless steel), gerinda atau cairan pembersih (aceton) atau dengan pemanasan menggunakan heating torch, jika perlu (agar terjadi penguapan). Sebab kotoran-kotoran tersebut di atas dibersihkan untuk mencegah terjadinya kerusakan-kerusakan las selama pengelasan berlangsung, dan jika tidak dibersihkan, maka hasil pengelasan pada logam las akan terjadi diskontinyuitas (discontinuity) yang berupa gelembung-gelembung udara kecil yang tertinggal di dalamnya yang disebut poros (porosity).Kotoran-kotoran tersebut juga mengandung unsur-unsur yang dapat menghasilkan gas seperti H2 dan O2 yang mana pada saat proses pengelasan gas-gas tersebut dapat bereaksi atau terlarut di dalam logam las.Hal lain yang sangat berbahaya adalah H2 yang terlarut dalam logam las yang dapat menyebabkan terjadinya retak las / crack (under bead crack).Retak las tersebut baru dapat dideteksi setelah selang waktu 48 jam (delayed cracking).
Yang perlu diperhatikan sebelum pelaksanaan pengelasan1. Periksa kebersihan sambungan dari kotoran seperti karat, debu, minyak, cat, oli, dll harus dibersihkan jika ada.2. Periksa penyetelan (fit-up) sambungan (kelurusan/miss aligment, sudut alur las/groove angle, root opening dan root face), apakah sesuai gambar standard.3. Periksa las ikat/tack weld apakah ada retak las/crack, hilangkan/gerinda jika ada.4. Periksa apakah disyaratkan pemanasan awal/preheat, lakukan sesuai temperature yang diminta WPS. Gunakan kapur pengukur panas (tempil stick), thermomelt) untuk mengetahui apakah panasnya sudah tercapai.5. Periksa/lihat ukuran las (leg size ketinggian las) yang diminta pada gambar.6. Siapkan SWMR untuk pengambilan kawat las.7. Gunakan portable oven/quiver (pemanas electroda las), jika diperlukan.
II. Pembersihan selama pengelasan
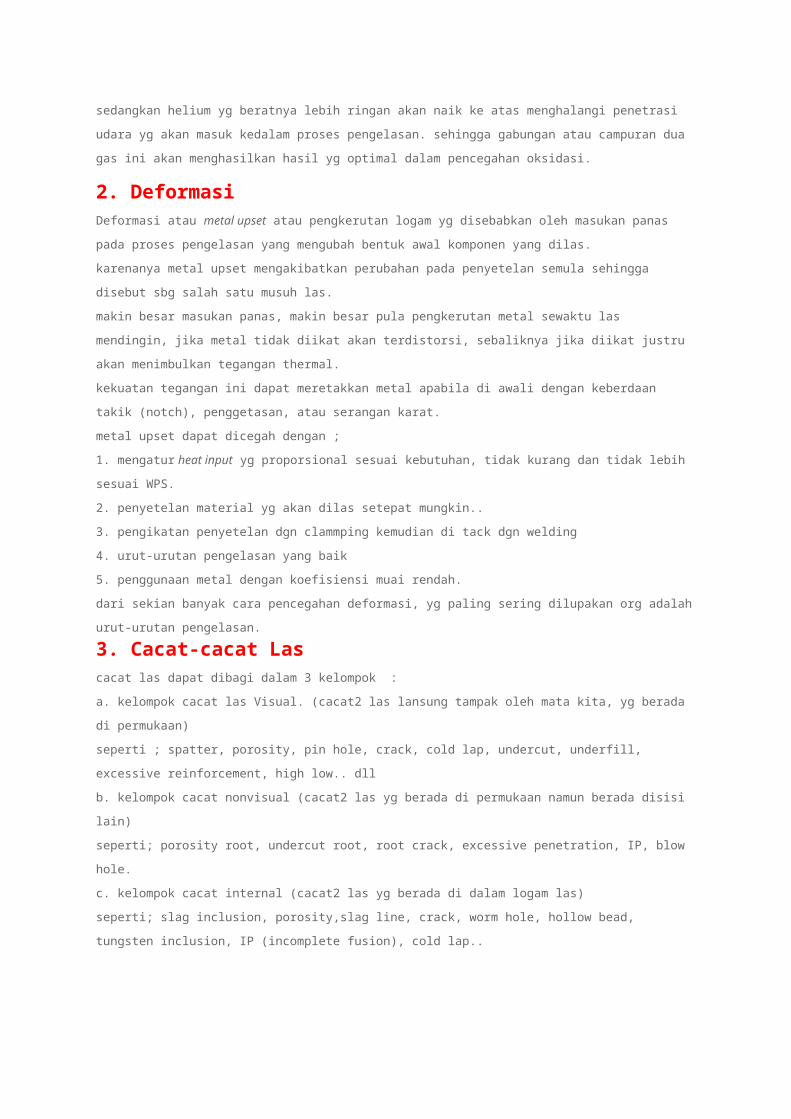
Pembersihan pengelasan dilaksanakan juga pada saat pengelasan, yaitu jika melakukan pengelasan berlapis (multi layer) pada pelat tebal. Sebelum melakukan pengelasan berikutnya, maka semua terak las harus dibersihkan dahulu dengan menggunakan alat, berupa sikat kawat/wire brush, palu tetek/chipping hammer atau dengan menggunakan gerinda/lap brush dan setiap welder harus mempunyai peralatan ini.
Dan jika pembersihan ini tidak dilakukan, maka akan dapat menyebabkan diskontinyuitas yang berupa inklusi terak / slag inclusion, yaitu tertinggalnya terak las di dalam logam las yang tidak sempat keluar ke permukaan logam las.
Yang perlu diperhatikan selama (sedang) peleksanaan pengelasan.1. Gunakan kawat las seusai spesfifikasi yang disyaratkan pada WPS.2. Gunakan parameter las (ampere dll.) sesuai dengan range amper pada WPS.3. Nyalakan busur las pada tempat / alur yang akan dilalui oleh busur las, sehingga tidak meninggalkan arc strike.4. Jika pengelasan berlapis/multiplayer bersihkan terak las/slag dengan sikat baja (untuk bahan carbon steel) atau sikat stainless steel (untuk stainless steel, duplex & CuNi) sebelum melakukan pengelasan selanjutnya.5. Periksa inter pass temperature yang diminta WPS.6. Pastikan open pemanas kawat las/quiver dalam keadaan “ON”.7. Kumpulkan puntung kawat las/end stub pas satu tempat.
III. Pembersihan setelah pengelasanPada saat selesai pengelasan, maka welder/juru las wajib untuk membersihkan hasil pengelasannya, yaitu membersihkan terak las/atau percikan las (weld spatter) dll.Dan seorang welder/juru las yang qualified, sebelum hasil pengelasannya diperiksa/dickeck oleh QC inspector, terlebih dahulu welder yang bersangkutan memeriksa sendiri hasil penegelasannya, apakah sudah benar-benar layak dan baik sesuai dengan criteria visual.
Periksalah dahulu hasil las setelah/selesai pengelasan1. Bersihkan terak las/slag dengan sikat baja atau stainless steel sesuai dengan logam las.2. Periksa adanya diskontinuitas atau cacat las (porosity, under cut dll.), cocokkan/bandingkan dengan persyaratan yang diminta, jika ada perbaiki.3. Periksa apakah ukuran las sesuai dengan permintaan (leg size, ketinggian las).4. Bersihkan spatter dengan sikat (cap brush) atau gerinda.5. Bersihkan lokasi tempat pelaksanaan pengelasan.
WELDING SEQUENCE (URUTAN PENGELASAN)
Menentukan urutan pengelasan yang benar, teratur dan rapi dapat menghasilkan pengelasan yang baik dan hasilnya akan baik pula. Urutan penegelasan yang simetri dapat mengurangi perubahan bentuk. Perubahan memanjang dan perubahan pulir dapat dikurangi dengan menggunakan urutan pengelasan meloncat.
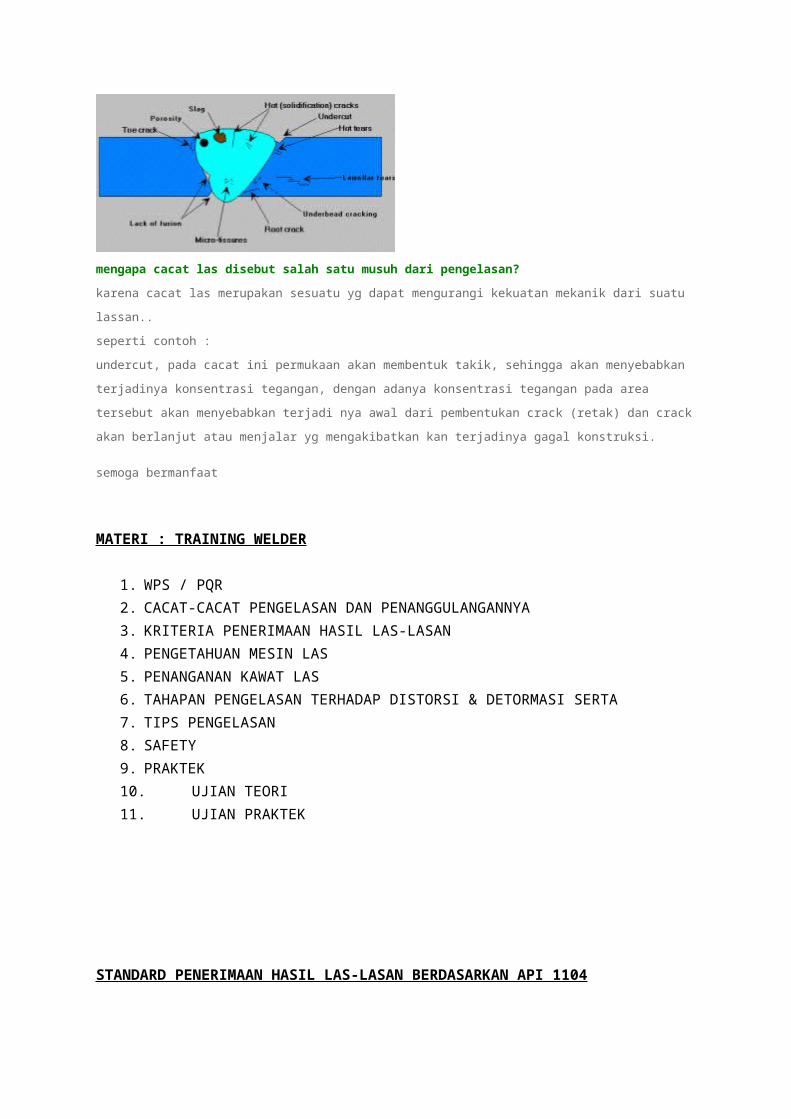
1.0. Tujuan Proses welding pada carbon steel terutama piping dapat dilakukan dengan benar dan menghasilkan nutu yang baik dengan mengacu ke standard dan spesifikasi pihak client.2.0. Rujukan- TOTAL spesification for process piping : SP-TCS-611 Rev. 6- ASME B.31.3- ANSI B31.33.0. Tindakan 3.1. Welder harus mempersiapkan alat-alat kerja yang diperlukan :· Welding rectifier c/w cable welding dan ground (cablemassa c/w clamp)· Holder (stang las welding for GTAW & c/w tungsten)· Welding rods (electroda) untuk carbon steel, sesuai dengan proses las. : - Untuk proses las SMAW - Untuk proses las GTAW· Quiver untuk proses las SMAW· Grinding machine 4” diameter c/w disc. : - Cap brush - Hand brush· Cipping hammer· Welding helmet (kap las) c/w classes· Regulator argon· Gas argon untuk carbon steel (W.G. 99.96 %)· Welding gloves· Dll yang diperlukan.4.0. Foreman welder harus melakukan pengecekan/melihat (mempersiapkan) WPS yang akan digunakan dan memberikan arahan kepada welder yang ditunjuk mengenai pelaksanan pengelasan tersebut.· Type electrode/welding rods yang digunakan· Diameter electrode/welding rods yang digunakan· Type joint yang digunakan· Proses welding yang akan dikerjakan· Pemakaian pre-heating atau tidak jika diperlukan· Pemakaian pre-heating atau tidak ,jika diperlukan diberi tahu berapa oC yang ditentukan (WPS).· Voltase dan amper rectifier yang harus disetting.· Weaving maksimum harus 2 ½ kali diameter electrode yang digunakan.
4.1. Lakukan proses pengelasan dengan step-step sbb. :· Persiapkan dan setting rectifier sesuai dengan setting amper dan voltage yang tertera di WPS.· Lakukan percobaan pengapian pada material yang tidak dipakai.· Bersihkan sambungan/joint hasil fit-up dari korosi, debu dan kotoran-kotoran lain.· Siapkan wind cover (dari terpaulin atau lainnya).·
Lakukan drying pada sambungan GTAW atau pipa < 20” diameter harus mengikuti sequence welding seperti berikut.
Welder pada tahapan ini, harus menjamin tidak terjadi incomplete
penetration, incomplete fusion, slag dan lain sebagainya.· Pengelasan rods minimal 2 layer.
4.2. Lakukan filler weld hingga ketebalan rata dengan ketebalan pipa.· Untuk pipe > 3” diameter dan ketebalan > 3/8” filler weld harus menggunakan SMAW (lihat/cocokan pada WPS).· Untuk pipe < 3” diameter, filler weld harus menggunakan GTAW.· Untuk filler weld dengan menggunakan SMAW, maka pada setiap pass weld (penggantian pass weld), maka harus dibersihkan dengan menggunakan grinding mechine dan brush.· Welder harus menjamin bahwa masing-masing pass weld telah dibersihkan sampai bersih, sehingga tidak timbul slag inclusion defect pada saat jointed dilakukan NDT.· Welder harus menjamin bahwa interpass temperature weld masih di bawah maksimum interpass temperature yang diijinkan di dalam WPS dengan melakukan checking menggunakan temperature stick.· Start welding harus dilakukan di tempat agak jauh (± 25 mm) dari tempat stop weld sehingga tidak terjadi porosity.· Welder harus menjamin bahwa tidak terjadi porosity akibat wind (angin) dan elektrode.· Sequence welding harus mengikuti item 4.1.
4.3. Lakukan capping welds dengan step-step sbb. :· Bersihkan terlebih dahulu permukaan filler weld dengan menggunakan grinding disc machine dan hand brush.· Pastikan kembali bahwa permukaan tersebut bersih.· Check interpass temperature dengan menggunakan temperature stick, dan tidak boleh lebih kecil dari pre-heating temperature dan maksimum interpass temperature yang diijinkan.- Jika lebih rendah dari pre-heating temperature, maka harus dilakukan treatment dengan melakukan heating kembali.- Jika interpass temperature lebih tinggi dari yang diijinkan, maka harus didiamkan lebih dahulu sehingga temperature turun dan mencapai range yang diijinkan.· Lakukan capping dengan welding line/jumlah jalur weld capping sesuai dengan yang tertera di WPS.
Welder harus menjamin tidak terjadi under cut pada tahapan ini.
4.4. Untuk peneglasan weldolet dan sebagainya, maka sequence harus mengacuke view plan.4.5. Foreman harus melakukan pengawasan pada tahapan-tahapan root weld, filler weld dan capping weld sehingga tidak terjadi defect weld.
4.6. Foreman dan welder harus menjamin bahwa hasil welding sudah sesuai dengan aturan WPS, dan secara visual dapat diterima oleh quality inspector dengan memastikan hal-hal sebagai berikut :Ø Root weld : Tidak terjadi lack of fusion, incomplete penetration dan concove (low weld).Ø Filler weld : Masing-masing pass weld, diawasi sehingga tidak terjadi slag dan porosity.Ø Capping weld : Tidak terjadi under cut, porosity, slag, spatter dan low weldment (minimal 3 mm ketebalan cap weldment).
4.7. Foreman harus mengecek apakah stamp number welder sudah ditulis di sebelah sambungan/joint welded, dan kalau belum Foreman wajib menulis stamp number welder tersebut.4.8. Foreman harus membuat daily welding report dan ditanda tangani oleh Supervisor.4.9. Foreman harus ikut menjamin bahwa hasil quality welding yang diproduksi oleh welder di bawah kontrolnya baik.