bab iv pengumpulan dan pengolahan data · dengan memproduksi transformator tipe phase tunggal....
TRANSCRIPT

BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Tahap selanjutnya adalah pelaksanaan penelitian yang
dilakukan di PT. Bambang Djaja. Penelitian dilakukan dengan pengamatan, pengumpulan data yang terdiri dari data historis perusahaan ataupun brainstorming yang dilakukan dengan pihak yang terkait dan mengerti kondisi perusahaan. Selanjutnya dilakukan pengolahan data untuk mendapatkan penyelesaian permasalahan yang terjadi di PT.Bambang Djaja. 4.1 Gambran Umum Perusahaan
PT. Bambang Djaja atau lebih dikenal dengan B&D Transformer telah hadir di Indonesia sejak tahun 1984, diawali dengan memproduksi transformator tipe phase tunggal. Fasilitas pabrik berdiri di atas area seluas 18.000 m2 di Surabaya, Jawa Timur. Sejak saat itu B&D Transformer telah memperluas range produk hingga meliputi transformator tipe tiga phase berpendingin minyak, mulai dari 5 KVA sampai dengan 10.000 KVA, dengan rating tegangan hingga 36 KV.
Memasuki dekade ketiga kehadiran B&D Transformer, perusahaan bertekad untuk menjaga kualitas dan meningkatkan range produk. Dengan melakukan tambahan investasi pada peralatan terkini, memperkuat divisi R&D untuk menghasilkan produk unggulan dan senantiasa menempatkan kebutuhan pelanggan sebagai yang utama. B&D Transformer berharap untuk mempertahankan kepercayaan pelanggan.
Pada tanggal 25 Nopember 1997, B&D Transformer mendapatkan sertifikasi ISO 9002 untuk persyaratan produksi dan pelayanan transformator distribusi. Selain itu, juga telah mendapatkan sertifikat dari PLN yang dikenal dengan nama SPM (Sertifikat Pengendalian Mutu), yang mengukuhkan mutu standart transformator B&D Transformer diakui di Indonesia.
27
28
Sebagian besar transformator produksi B&D Transformer dimanfaatkan oleh PLN sebagai sumber energi listrik untuk keperluan penerangan dan perumahan. Selain itu juga dipakai dibeberapa perusahaan pengeboran minyak, perusahaan pertambangan, gedung perkantoran maupun untuk kebutuhan industri.
PT. Bambang Djaja melakukan implementasi dari konsep lean yaitu prinsip Specify value untuk Menentukan apa yang dapat memberikan nilai dari suatu produk atau pelayanan dilihat dari sudut pandang konsumen bukan dari sudut pandang perusahaan. Kunsumen menginginkan kepuasan atas produk yang dipesan tanpa terdapat cacat produk yang mengakibatkan tidak berfungsinya produk saat dipergunakan.
Pelayanan yang selama ini yang telah dilakukan oleh PT. Bambang Djaja yaitu:
Memberikan garansi kepada konsumen atas kerusakan transformator.
Selama ini perusahaan masih melakukan improvement untuk memberikan nilai dari suatu produk dengan mendesain ulang transfor 3 P 1000 kV 20/B2 Ynd5 masih dalam bentuk prototype, nantinya dapat memperbaiki ketahanan transformator.
Menerima saran-saran dan komplain dan kuisioner untuk memperbaiki serta meningkatkan kerja pada bagian manufacturing.
4.2 Struktur Organisasi Perusahaan
Dalam mengelola dan mengatur suatu perusahaan diperlukan adanya aturan pembagian tugas, pendelegasian wewenang, pembagian tanggung jawab. Struktur organisasi disini mempunyai peranan penting untuk menunjukkan hirarki sehingga dapat memperlancar tugas dan tanggung jawab yang diberikan

29
dalam rangka pencapaian tujuan perusahaan. Adapun struktur organisasi PT. Bambang Djaja dapat dilihat pada lampiran 2
4.3 Menentukan Produk Sebagai Obyek Penelitian PT. Bambang Djaja memproduksi berbagai macam tipe transformator, antara lain : tipe 1 phase, tipe 3 phase corrugated, dan tipe 3 phase non-corrugated. Dari ketiga tipe transformator yang diproduksi tersebut, tranformator tipe 3 phase corrugated dengan spesifikasi 3Ø 100 KVA 20 KV/ 400-231 V Yzn5 memiliki jenis spesifikasi yang paling banyak diproduksi tiap bulanya (Gambar 4.1) dan memiliki trend yang cenderung meningkat, mulai dari spesifikasi 100 KVA sampai dengan 1000 KVA.
Cou
nt
Perc
ent
Spesif ikasi Trafo
Count 6.4 5.4 4.0 10.6Percent 21.417.617.414.6 6.1
51.05.6 3.3 2.9 2.7 2.3 1.7 4.5
Cum % 21.439.0
41.8
56.471.177.182.786.088.991.693.995.5100.0
41.434.814.413.2 7.8 7.0
O ther
3Ø 25 K
VA C
SP 11
. 54 K
V/ 46 2-
231 V
Ii0
3Ø 50 KV
A 20 KV/
4 00-2
31 V
Ynyn
0
3Ø 4 00 KV
A 20 K
V/ 400
-231
V Dyn
5
3Ø 6 30 KV
A 20 K
V/ 400
-231
V Dyn
5
3Ø 25 KV
A 20 KV/
4 00-2
31 V
Yzn5
3Ø 50 KV
A 20 KV/
4 00-2
31 V
Yzn5
3Ø 2 50 KV
A 20 K
V/ 400
-231
V Dyn
5
3Ø 160
KVA 20
KV/
4 00-2
31 V
Yzn5
3Ø 50 K
VA C
SP 11
.54 K
V/ 46 2-
231 V
Ii0
3 Ø 2 00 KV
A 20 K
V/ 400
-231
V Dyn
5
3Ø 100
KVA 20
KV/
4 00-2
31 V
Yzn5
250
200
150
100
50
0
100
80
60
40
20
0
Pareto Chart of Spesifikasi Trafo
Gambar 4.1, Pareto Rekap Data Produksi Spesifikasi Trafo Bulan
Januari- Mei 2006
Pemilihan jenis produk sebagai obyek perbaikan dalam penelitian ini, dilakukan dengan brainstorming bersama pihak manajemen perusahaan. Dari hasil brainstorming didapatkan bahwa perusahaan ingin meminimasi waste pada produk

30 transformator tipe 3 phase corrugated dengan spesifikasi 3Ø 100 KVA 20 KV/ 400-231 V Yzn5. Hal tersebut dikarenakan tipe tersebut paling banyak diproduksi tiap bulanya oleh PT. Bambang Djaja, sehingga proses produksi pada tipe ini perlu dilakukan perbaikan .
Gambar 4.2, Trafo Type 3Ø 100 KVA 20 KV/ 400-231 V Yzn5
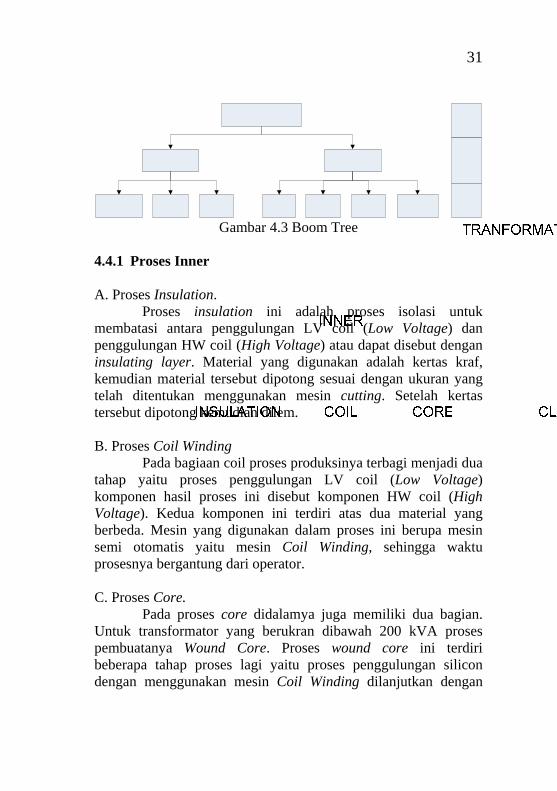
4.4 Proses Produksi Tranformator Proses pembuatan transformator pada PT. Bambang Djaja, terdiri dari dua bagian inti, yaitu inner dan bagian luar yaitu outer, yang masing-masing dilakukan di departemen produksi yang berbeda. Proses inner memproduksi bagian dalam dari transformator yang berupa kumparan (core) yang menghasilkan kapasitas dan tegangan pada transformator, sedangkan proses outer memproduksi bagian luar yang berupa tangki transformator yang bekerja secara paralel, bagian inner terbagi menjadi tiga bagian sesuai dengan Bom tree yaitu Insulation, Coil, Core dan Clamp sedangkan bagian outer dibagi lagi menjadi bagian Tank, Cover serta Radiator Bagian tersebut dirakit di final assenbly menjadi transformator dengan berbagai tipe dan jenis apesifikasi yang berbeda. Di bawah ini adalah gambaran umum Boom Tree transformator.
31
Gambar 4.3 Boom Tree
4.4.1 Proses Inner A. Proses Insulation. Proses insulation ini adalah proses isolasi untuk membatasi antara penggulungan LV coil (Low Voltage) dan penggulungan HW coil (High Voltage) atau dapat disebut dengan insulating layer. Material yang digunakan adalah kertas kraf, kemudian material tersebut dipotong sesuai dengan ukuran yang telah ditentukan menggunakan mesin cutting. Setelah kertas tersebut dipotong kemudian dilem. B. Proses Coil Winding Pada bagiaan coil proses produksinya terbagi menjadi dua tahap yaitu proses penggulungan LV coil (Low Voltage) komponen hasil proses ini disebut komponen HW coil (High Voltage). Kedua komponen ini terdiri atas dua material yang berbeda. Mesin yang digunakan dalam proses ini berupa mesin semi otomatis yaitu mesin Coil Winding, sehingga waktu prosesnya bergantung dari operator. C. Proses Core. Pada proses core didalamya juga memiliki dua bagian. Untuk transformator yang berukran dibawah 200 kVA proses pembuatanya Wound Core. Proses wound core ini terdiri beberapa tahap proses lagi yaitu proses penggulungan silicon dengan menggunakan mesin Coil Winding dilanjutkan dengan
32 proses clamping yaitu menyambungkan sekat dengan mur dan baut kemudian proses forming dan terakhir proses annealing. Sedangkan untuk tranformator berukuran diatas 250 kVA proses core tersebut yaitu proses laminating. Dimana proses laminating ini terbagi menjadi beberapa proses lagi Yaitu proses pemotongan silicon kemudian silicon yang dipotong dirakit menjadi satu unit core, proses perakitan ini disebut sebagai proses pengkatunan dan proses ini dilakukan secara manual. D. Proses Clamp Clamp merupakan pendukung iner yang bahan bakunya berupa plat. Proses pada clam ini menghasilkan beberapa jenis komponen clamp, dimana masing-masing pembuatan komponennya melalui proses yang berbeda, dibawah ini adalah proses-proses yang dilakukan dalam proses clamp : E. Inner
Setelah seluruh bagian dari tahapan inner selesai dikerjakan maka komponen-komponen tersebut dibawa ke bagian inner untuk dilakukan proses assembly bada komponen tersebut. Setelah proses semi assembly pada komponen tersebut. Kemudian selanjutnya setelah prosess semi assembly selesai maka doilanjutkan pada proses inner wiring yaitu proses perakitan konektor. 4.4.2 Proses Outer Proses produksi tangki transformator secara umum terdiri dari tiga bagian proses yang penting, yaitu : proses prepatory, proses welding, dan proses finishing. A. Proses prepatory Proses prepatory adalah proses pembentukan bagian-bagian dari tangki transformator, yang terdiri dari clamp, cover, dan body tank, dimana semua bagian tersebut terbuat dari bahan
33
material yang sama yaitu hot rooted steel assembly. Proses ini dimulai dari pemotongan material bahan baku yang berupa lembaran baja yang akan dipotong menjadi plat-plat dengan berbagai ukuran sesuai spesifikasi item-item perbagian yang akan diproduksi. Proses pemotongan dilakukan dengan menggunakan mesin shearing taming, yang dipotong menjadi bagian-bagian tangki yang diperlukan. Material hasil proses pemotongan tersebut selanjutnya akan mengalami proses pembentukan berdasarkan bagian-bagiannya. Proses pembentukan dari bagian clamp, cover, dan body tank terdiri dari beberapa kegiatan proses yang berbeda-beda. Clamp
Proses pembentukan bagian clamp terdiri dari beberapa proses yang terjadi antara lain : a) Proses Shearing
Pada proses ini yang dilakukan adalah pemotongan plat baja sesuai dengan ukuran dari komponen yang diperlukan. b) Proses Drilling
Merupakan proses pembentukan lubang-lubang kecil pada bagian inti clamp, dimana dilakukan proses pengeboran pada material hasil pemotongan yang berupa plat dengan menggunakan mesin bor (drill). Pembentukan lubang pada bagian inti clamp ini, baik untuk spesifikasi ukuran dan jumlah lubang yang akan dibentuk, disesuaikan dengan jenis transformator yang akan diproduksi. Untuk menghasilkan bentuk lubang sesuai dengan ukuran, mata bor yang digunakan harus disesuaikan, serta diset sedemikian rupa sehingga mendapatkan hasil yang sesuai spesifikasi. c) Proses oval
Merupakan proses pembentukan untuk menghasilkan item support clamp yang berbentuk oval, dimana item ini nantinya sebagai pelangkap dari bagian inti dari clamp itu sendiri. Proses oval ini dilakukan dengan menggunakan mesin blender yang terdiri dari dua macam, yaitu mesin

34
copier dan mesin secator. Kedua mesin blender tersebut, menggunakan mal sebagai ukuran untuk membentuk oval yang diinginkan, dimana mal yang digunakan disesuaikan dengan jenis transformator yang akan diproduksi. d) Proses Bending
Merupakan proses pembentukan untuk membuat tekukan yang berbentuk siku pada bagian inti dari clamp dengan ukuran yang disesuaikan dengan jenis transformator yang diproduksi. Material plat yang akan dikenakan proses bending, diukur dengan menggunakan meteran dengan membuat tanda pada kedua sisi yang akan di-bending, kemudian plat yang sudah diberi tanda tersebut dibentuk dengan mesin dan dijalankan sesuai dengan prosedur yang terdapat pada mesin. Mesin yang digunakan dalam proses bending adalah mesin bending (Hydraulic Press Brake 150 T). e) Proses Las
Setelah dilakukan beberapa tahap proses diatas, untuk beberapa komponen clamp perlu dilakukan proses pengelasan. Cover
Proses pembentukan bagian cover terdiri dari beberapa proses yang terjadi antara lain : a) Proses Punching
Merupakan proses pembentukan untuk membuat lubang-lubang yang terdapat pada permukaan cover. Lubang-lubang yang dibuat ini merupakan tempat untuk pemasangan aksesoris pada tangki transformator, dimana ukuran dari lubang yang dibentuk bervariasi untuk setiap plat cover yang disesuaikan dengan aksesoris yang akan dipasangkan. Proses pembentukan lubang menggunakan mesin plong 63 T berkekuatan 63 ton..

35
b) Proses Forming Merupakan proses pembentukan pada lubang hasil dari
proses punching sebelumnya yang dilakukan untuk menyempurnakan bentuk lubang sesuai dengan spesifikasi produk. Proses pembentukan ini menggunakan mesin hydraulic press tatung 400 T dengan kekuatan tekan sebesar 400 ton. Pada mesin press ini digunakan sepasang mould yang terdiri dari mold atas dan bawah agar dapat dihasilkan bentuk sesuai dengan spesifikasi model. Body Tank
Body tank terdiri dari upper side, side plate, top edge, dan base plate. Proses pembentukan bagian body tank secara umum terdiri dari beberapa proses yang terjadi antara lain : Proses Plong
Merupakan proses untuk membentuk lubang pada bagian upper side dan side plate. Proses pembentukan lubang ini menggunakan mould sebagai mal untuk menghasilkan ukuran sesuai spesifikasi. Mesin yang digunakan dalam menghasilkan lubang pada bagian-bagian body tank adalah hydraulic punch enerpac 3 hp. Proses Bubut
Merupakan proses pembentukan ulir yang berfungsi sebagai tempat pemasangan drain valve pipe. Mesin yang digunakan berupa mesin lathe dengan menggunakan mata pahat bubut ulir sesuai dengan proses yang akan dilakukan. Proses Blender
Merupakan proses yang dilakukan untuk menghasilkan bentuk potongan pada bagian side plate. Pada proses ini digunakan mesin secator untuk menghasilkan bentuk potongan yang sesuai. Proses Bending
Merupakan proses pembentukan tekukan untuk membentuk siku dengan ukuran yang disesuaikan dengan jenis transformator yang diproduksi. Material plat yang akan

36
dikenakan proses bending, diukur dengan menggunakan meteran dengan membuat tanda pada kedua sisi yang akan di-bending, kemudian plat yang sudah diberi tanda tersebut dibentuk sesuai dengan prosedur yang terdapat pada mesin. Mesin yang digunakan dalam proses bending adalah mesin bending (Hydraulic Press Brake 150 T).
B. Proses welding Setelah bagian-bagian dasar tangki dibuat pada prepatory, maka selanjutnya akan dilakukan assembly untuk menghasilkan kerangka tangki transformator. Bagian-bagian yang menyusun kerangka tangki ini merupakan bagian dari body tank yaitu upper side, side plate, top edge, dan base plate. Proses Penyetelan Tangki
Merupakan proses assembly bagian-bagian body tank seperti upper side, side plate, top edge, dan base plate untuk menghasilkan kerangka tangki transformator. Penyetelan kerangka tangki dilakukan dengan las teck (pengetekan) secukupnya hingga bagian-bagian tersebut tersambung. Pengetekan dilakukan dengan menggunakan mesin las SMAW (AC Shielded Metal Arc Welding). Proses Manipulator
Merupakan proses assembly kerangka tangki dengan radiator corrugated pada sisi-sisi samping dari tangki transformator. Proses ini dilakukan dengan menggunakan mesin manipulator untuk mengatur penempatan posisi corrugated pada tangki transformator. Selain itu juga diperlukan sebuah crane untuk membantu mengangkat tangki. Setelah tangki dan corrugated distel dengan tepat, selanjutnya dilakukan las teck (pengetekan) pada bagian pojok corrugated secukupnya hingga tersambung dengan tangki, dengan menggunakan mesin Las SMAW (AC Shielded Metal Arc Welding). Proses dilakukan hingga corrugated tersambung dengan tangki transformator.

37
Proses Pengelasan Merupakan proses penyambungan tangki tansformator
secara menyeluruh pada bagian-bagian yang telah dilakukan pengetekan sebelumnya. Pengelasan dilakukan secara vertilkal down dan horisontal pada bagian kerangka tangki dan corrugated tergantung pada posisi yang perlu dilas. Selain itu, pengelasan dilakukan pada bagian cover sebagai tempat untuk tempat aksesoris yang meliputi oil level (bagian luar dan dalam), earthing, dan oil drain pipe. Dan juga dilakukan pengelasan untuk memasang name plate serta trade mark tangki transformator. Pengelasan dilakukan dengan menggunakan mesing las MIG (Metal Arc Welding).
C. Proses finishing Proses finishing merupakan proses yang dilakukan sebelum tangki di-assembly dengan bagian inner. Proses Cleaning (Surfacing)
Merupakan proses pembersihan tangki untuk menghilangkan sisa-sisa kotoran percikan las yang masih menempel pada tangki. Sisa-sisa percikan las yang menempel dibersihkan dengan menggunakan tetek dan palu yang dikerjakan secara manual oleh operator. Selain itu, pada bagian las-lasan yang kurang rata dan perlu dihaluskan permukaannya yang tidak dapat dilakukan secara manual dengan menggunakan tetek dan palu, pembersihan dilakukan dengan menggunakan mesin gerinda. Proses penggerindaan ini dilakukan pada tempat yang tersediri dalam sekat, untuk menghindari percikan yang ditimbulkan oleh mesin. Proses Blasting
Merupakan proses pembersihan tangki dari kotoran-kotoran yang menempel maupun yang terdapat di dalam tangki transformator tersebut. Proses ini dilakukan dengan memasukkan tangki pada sebuah mesin yang dinamakan shot blasting dengan menggunakan bantuan sebuah crane untuk mengangkat tagki tersebut. Selain itu juga diperlukan sebuah

38
peralatan untuk memutar tangki (JIG) agar semua bagian tangki dapat dibersihkan secara merata. Setting waktu yang diperlukan selama shot blasting disesuaikan dengan jenis transformator yang akan dibersihkan. Untuk mengilangkan sisa kotoran dari proses shot blasting, maka harus dilakukan pembersihan dengan menggunakan angin agar sisa-sisa steel grid yang masih menempel dapat dihilangkan. Proses Painting
Merupakan proses pelapisan tangki transformator dengan melakukan pengecatan secara merata. Sebelum dilakukan pengecatan tangki, terlebih dahulu dilakukan pencampuran base, curing agent, dan tinner, dengan proporsi 3 liter base; 1 liter curing agent, dan 10% sampai 20% tinner dari volume base+curing agent. Setelah itu, proses pengecatan dilakukan sebanyak 2-3 kali penyemprotan sehingga mendapatkan ketebalan antara 70 m dengan menggunakan mesin wagner. Untuk mempermudah proses pengecatan, diperlukan sebuah crane untuk mengangkat tangki. Proses Pemasangan Bushing
Merupakan proses terakhir yang dilakukan dengan menambahkan aksesoris terutama pada bagian cover. Aksesoris yang digunakan pada tangki transformator adalah packing karet, bushing, oil level, dan gate valve (stop kran). Setelah dilakukan pemasangan aksesoris secara lengkap, maka tangki siap untuk dikirim pada bagian inner untuk dilakukan assembly dengan bagian inti dari transformator.
4.5 Identifikasi Whole Stream Perusahaan
Penggambaran keseluruhan (whole stream) aktivitas yang terjadi di devisi moulding dalam rangka pemenuhan order konsumen sangatlah penting untuk dilakukan sebelum dilakukan analisa yang secara detail mengenai pemborosan yang terjadi pada devisi ini. Pada penelitian ini, tool yang digunakan untuk mengidentifikasi whole stream sistem produksi PT. Bambang

39
Djaja adalah big picture mapping. Tool ini membantu dalam memvisualisasikan secara makro baik itu aliran fisik dan aliran informasi maupun hubungan antar keduanya, dimana akitivitas yang dilakukan divisualisasikan dengan simbol-simbol. Sebelum membuat big picture mapping proses aliran informasi dan aliran material yang terdapat di PT. Bambang Djaja perlu dijabarkan terlebih dahulu yaitu sebagai berikut.
4.5.1 Aliran Informasi Pemenuhan Order Tranformator
Aliran informasi ini digunakan untuk mengetahui bagaimana informasi pemenuhan order tranformator yang digunakan oleh PT. Bambang Djaja mulai dari konsumen sampai proses produksi dijalankan. Informasi ini diperoleh dengan melakukan wawancara pada tiap departemen yang terlibat secara langsung dengan proses pemenuhan produksi. Berikut adalah aliran iformasi yang dimaksud diatas :
Aliran informasi dimulai dari konsumen melakukan pemesanan produk trafo ke bagian marketing PT Bambang Djaja dalam bentuk produk order (PO).
Berdasarkan pemesanan tersebut, bagian marketing PT. Bambang Djaja meneruskan informasi pada bagian sales purchase dan sales order untuk merekap dari order yang diterima. Kemudian meneruskan informasi kepada bagian PPC.
Pada bagian PPC melakukan pendataan dengan membuat dokumen Planning Purchasing Order (PPO) dan Job Order (JO), untuk dokumen PPO diteruskan ke bagian purchasing untuk membuat dokumen Purchasing Order (PO) Yang kemudian meneruskan informasi ke bagian warehouse utnuk memeriksa stok barang Finished Good. Apabila stok barang masih mencukupi maka bagian PPC akan membuat rencana pengiriman dan sales purchasing

40
membuat order confirmation sesuai jadwal dari bagian PPC.
Apabila stok produk yang ada pada finished good warehouse ternyata tidak mencukupi maka PPC akan melakukan penjadwalan produksi yang bekerja sama dengan, bagian produksi, dan bagian penjualan tentang informasi yang menyebutkan besarnya penjualan yang ditargetkan oleh bagian penjualan. Berdasarkan informasi ini bagian PPC akan merencanakan berapa jumlah trafo dan spesifikasinya yang akan diproduksi serta dilengkapi dengan kebutuhan bahan baku terlebih dahulu memeriksa persediaan material di dalam gudang dan memeriksa jadwal produksi. Jadwal yang dikeluarkan oleh bagian PPC nantinya berupa Job Order (JO) yang dikirimkan kepada bagian ware house dan bagian produksi. Beberapa informasi yang terdapat pada JO antar lain :
- Jumlah material yang dibutuhkan. - Jenis produk yang akan diproduksi - Rencana produksi per hari - Jumlah mesin yang digunakan
Bagian gudang membuat dokumen tranfer yaitu Laporan Persediaan Barang (LPB) kemudian diserahkan kepada bagian produksi digunakan untuk proses produksi.
Bagian produksi dapat melaksanakan pekerjaan. Setelah proses produksi selesai dikerjakan, bagian
produksi membuat Report Ap Finish (RAP) yang diserahkan kepada ware house.
Bagian marketing siap untuk mengirim barang dari gudang ke customer disertai dengan surat jalan.
4.5.2 Aliran Material Pemenuhan Order Tranformator
Dengan menggambarkan aliran material ini dapat diketahui pergerakan material untuk proses produksi tranformator guna pemenuhan order produk tranformator di PT. Bambang Djaja.

41
Secara garis besar aliran fisik di PT. Bambang Djaja adalah sebagai berikut:
Pada bagian Purchasing yang menerima laporan dari gudang bahan baku dan bagian PPC melakukan pemesanan material kepada supplier dengan mengeluarkan surat jalan dan PO (Purchasing Order).
Material yang datang diterima oleh bagian gudang dan dicocokkan dengan surat jalan dan PO (Purchasing Order) yang dibuat oleh bagian purchasing.
Bagian Quality bertugas untuk memeriksa kualitas dari material yang dipesan. Hal ini dilakukan untuk mengurangi resiko kegagalan dalam produksi, jika terdapat kerusakan maka bagian QM akan membuat sertifikat penolakan untuk barang tersebut dan barang akan dikembalikan ke supplier, sebaliknya jika tidak ada kerusakan maka bagian QM akan membuat sertifikat pelulusan dan disampaikan ke gudang
4.5.3 Big Picture Mapping Pembuatan Tranformator
Guna memahami permasalahan yang terjadi dalam suatu perusahaan maka perlu dibuat gambaran menyeluruh mengenai proses yang terjadi dalam sistem produksi. Dengan adanya penjabaran mengenai proses aliran informasi dan material di atas dapat dijadikan acuan dalam membuat gambaran keseluruhan aktifitas perusahaan. Adapun big picture mapping proses produksi tranformator guna pemenuhan order produk cairan infuse pada departemen produksi PT. Bambang Djaja dapat dilihat pada lampiran 7. 4.6 Identifikasi Waste
Langkah awal dalam mengidentifikasi pemborosan yang terjadi adalah melakukan waste workshop untuk mendapatkan informasi yang sebanyak-banyaknya mengenai pemborosan yang

42 terjadi pada proses produksi transformator pada PT. Bambang Djaja serta untuk mengetahui permasalahan yang berkaitan dengan penelitian sehingga nantinya dapat dilakukan analisa root cause permasalahan yang ada maka aktivitas waste workshop dilakukan dengan melakukan wawancara kepada manager, kepala divisi (supervisor) dan kepala produksi karena dianggap mengerti proses aliran nilai pada departemen produksi.
Dari hasil penyebaran kuisioner waste workshop didapatkan hasil sebagai berikut .
Tabel 4.1 Skor rata-rata pemborosan
Hasil selengkapnya dari penyebaran kuisioner dapat dilihat pada lampiran 5. 4.7 Value Stream Analysis Tool (VALSAT)
Setelah dilakukan pembobotan dari pemborosan yang terjadi dan dari data yang didapatkan, dilakukan pemilihan tool value stream mapping apa yang paling tepat, guna memetakan aliran nilai (value stream) secara detail untuk mengidentifikasi pemborosan yang terjadi pada sistem produksi di PT. Bambang Djaja penentuan ini dilakukan dengan mengalikan skor rata-rata tiap pemborosan (waste) dengan matriks kesesuaian value stream mapping seperti pada tabel 2.2. Pada penelitian kali ini tiga tool

43
dengan total nilai tertinggi menurut hasil VALSAT nantinya akan dijadikan mapping terpilih karena tool tersebut dianggap paling sesuai untuk mengidentifikasi lebih detail mengenai pemborosan yang terjadi. Hasil dari proses penentuan tool yang sesuai dengan VALSAT dapat dilihat pada tabel di bawah ini.
Tabel 4.2 Hasil perhitungan metode VALSAT
Hasil lengkap dari proses VALSAT dapat dilihat pada lampiran 6. 4.8 Detailed Mapping
Dari ke tujuh tool tersebut akan dipilih beberapa tool yang untuk memetakan permasalahan waste yang terjadi. Pemilihan ini didasarkan pada kemampuan tool tersebut dalam mendeteksi ketujuh jenis pemborosan yang timbul di lantai produksi perusahaan.
Proses detailed mapping dilakukan dengan menggunakan tool tiga tertinggi yang terpilih dari proses sebelumnya, yaitu :
1. Process Activity Mapping 2. Supply Chain Response Matrix 3. Quality Filter Mapping

44 4.8.1 Process Activity Mapping (PAM)
Process Activity Mapping (PAM) merupakan tool yang digunakan untuk memetakan keseluruhan aktivitas yang terjadi pada lantai produksi secara detail termasuk di dalamnya aliran fisik dan aliran informasi yang terjadi, waktu yang diperlukan untuk setiap aktivitas, jarak yang ditempuh dan banyaknya pekerja yang bekerja pada system tersebut.
Langkah-langkah yang dilakukan dalam pembuatan PAM adalah : Melakukan pengamatan secara langsung terhadap proses,
mencatat aktivitas yang terjadi, jarak perpindahan yang ditempuh dan waktu yang diperlukan dan banyaknya tenaga kerja yang terlibat.
Melakukan pengelompokan dalam 5 kelompok aktivitas yaitu operasi, transportasi, inspeksi, delay (menunggu) dan storage (penyimpanan).
Menganalisa proporsi aktivitas yang bersifat value adding activity yaitu operasi dan non value adding activity yaitu transportasi, inspeksi, delay dan storage.
Pemahaman terhadap aliran proses produksi pembuatan tranformator terlebih dahulu harus dilakukan sehingga Process Activity Mapping (PAM) nantinya dapat menggambarkan aktivitas yang terjadi dimana penjelasan mengenai proses produksi dapat dilihat pada sub bab 4.4. Hasil dari pengamatan PAM dapat dilihat pada lampiran 10. Data-data yang diperoleh dari proses pengamatan selanjutnya dilakukan uji statistik data untuk mengetahui apakah data yang diperoleh dapat dipercaya secara statistik untuk merepresentasikan kondisi sebenarnya, dimana pengujian yang dilakukan adalah uji keseragaman, uji kenormalan dan uji kecukupan, dimana langkah-langkah dalam melakukan pengujian adalah sebagai berikut: Uji keseragaman data, dilakukan untuk melihat apakah
data yang dikumpulkan telah seragam secara statistik atau
45
tidak. Uji keseragaman ini dilakukan dengan batas atas (UCL) dan batas bawah (LCL) sebesar 3 kali standart deviasi data.
Uji kenormalan dilakukan sebelum uji kecukupan data. Hal ini dilakukan karena asumsi dasar rumus yang dipergunakan dalam uji kecukupan data adalah bahwa data yang diperoleh berdistribusi normal. Hipotesis yang dipergunakan dalam uji kenormalan ini adalah sebagai berikut: H0 : Data waktu pengamatan berdistribusi normal H1 : Data waktu pengamatan tidak berdistribusi normal Dengan menggunakan software SPSS 10 dan melihat nilai asym.sign yang diperoleh, maka hasil hipotesis diatas dapat diketahui. Data dinyatakan berdistribusi normal apabila nilai asym.sign > 0,05. Dari hasil pengolahan tersebut diperoleh bahwa setiap data pengukuran yang telah dilakukan berdistribusi normal. Tabel-tabel hasil pengujian SPSS selengkapnya dapat dilihat pada lampiran 8.
Uji kecukupan data, dilakukan untuk melihat apakah data yang telah dikumpulkan telah cukup secara statistik ataukah tidak. Uji ini dilakukan setelah data telah dinyatakan seragam dan normal. Rumus yang digunakan untuk uji ini adalah sebagai berikut:
2
2240'
X
XXNxN
Keterangan: X : Data pengamatan yang diambil
N : Jumlah data pengamatan yang telah diambil dan telah seragam
N’: Jumlah data pengamatan yang harus diambil Apabila nilai N’<N, maka data yang diambil telah cukup.
Tujuan dilakukan uji-uji diatas adalah untuk memastikan bahwa data yang akan diolah dalam perhitungan waktu selanjutnya telah

46 benar secara statistik. Tabel rekap hasil uji-uji tersebut dapat dilihat pada lampiran 9. Selain itu, data pengukuran waktu diberikan pada lampiran 7. 4.8.2 Supply Chain Response Matrix (SCRM)
Supply Chain Response Matrix (SCRM) merupakan tool yang dapat digunakan untuk mengidentifikasi dan mengevaluasi kenaikan atau penurunan tingkat persediaan dan panjang lead time pada setiap area dalam supply chain. Evaluasi tersebut nantinya akan sangat berguna dalam upaya untuk menjaga atau meningkatkan service level ke konsumen. Dalam penggambarannya, terdapat 2 sumbu yaitu vertikal dan horisontal. Sumbu horisontal pada SCRM menggambarkan cumulative lead time untuk merencanakan serta memindahkan produk dalam supply chain. Sumbu vertikal mewakili cumulative inventory pada setiap stage dalam supply chain. Adapun data-data yang diperlukan dalam pembuatan SCRM ini adalah sebagai berikut: Data kumulatif output produksi (lampiran 12)
0
10000
20000
30000
40000
50000
60000
70000
Jum
lah
pro
du
ksi
September Oktober November Desember
Bulan
Produksi Trnsformator Tiap Bulan
Gambar 4.4, Produksi Transformator Tiap Bulan.

47
Data kumulatif penggunaan material (lampiran 13)
020000
40000
60000
80000
100000
120000
140000J
um
lah
Saldo Aw al Masuk Keluar Saldo Akhir
Saldo
Rata-rata Penggunaan Material
Gambar 4.5, Rata-rata Penggunaan Material
Data kumulatif produk yang masuk ke gudang (lampiran 14)
0
10000
20000
30000
40000
50000
60000
70000
Jum
lah
September Oktober November Desember
Bulan
Produk yang Masuk ke Gudang
Gambar 4.6, Produk yang masuk ke gudang.

48 Data kumulatif Jumlah produk yang dikirim (lampiran 15)
0
10000
20000
30000
40000
50000
60000
Jum
lah
September Oktober November Desember
Bulan
Jumlah produk yang terkirim
Gambar 4.7, Rata-rata Penggunaan Material
Supply Chain Response Matrix (SCRM) selanjutnya dapat dibuat berdasarkan data-data yang telah diperoleh tersebut. Berikut adalah penjelasan dari SCRM yang akan dibuat :
Pada bagian gudang material, kedatangan sejumlah row material yang dikirim oleh supplier setiap bulanya adalah sebesar 49930.42 quantity atau jumlah material yang cukup untuk memproduksi 82 unit, dengan rata-rata lead time pemesanan 38 hari. Jumlah material yang digunakan untuk proses produksi setiap harinya sebesar 86.68 quantity. Apabila dalam 1 bulan tersebut terdapat 24 hari efektif kerja yang digunakan untuk memproduksi transformator, maka days physical stock atau persediaan bahan baku pada gudang bahan baku dapat bertahan untuk proses produksi selama 24 hari.
Pada area work in process (WIP), bagian produksi setiap bulanya menghasilkan output rata-rata sebesar 2158.38 Quantity/bulan atau sebesar 3.55 unit/hari (lampiran 11). Apabila rata-rata pengambilan material dari row material werehouse untuk keprluan proses produksi adalah sebesar

49
86.68 quantity/hari, maka besarnya days physical stock yang terjadi adalah sebesar 25 hari.
Seluruh hasil work in process dibawa ke proses inspeksi untuk melihat apakah masih terdapat cacat pada hasil proses produksi. Produk jadi yang telah melewati proses inspeksi dan dinyatakan baik akan dibawa ke proses packing setelah di packing produk jadi yaitu transformator tersebut disimpan pada gudang produk jadi dan siap untuk dikirim. Rata-rata jumlah produk jadi yang masuk gudang setiap harinya sebesar 3.28 unit/hari. Kemudian rata-rata produk jadi yang dikirim kepada konsumen sebesar 3.14 unit/hari, maka days physical stock yang terjadi adalah 1.04 hari.
Untuk lebih jelas mengenai supply chain response
matrix dari sistem produksi transformator pada PT. Bambang Djaja adalah seperti pada gambar 4.8 berikut ini:
Gudang
WIP
Distribusi
14 3930
1.05
24.9
24
Comulative Leadtime 83 hari
Comulative Inventory 49.95 hari
Total 132.95 hari
Gambar 4.8, Supply Chain Response Matrix Production.

50 4.8.3 Quality Filter Mapping (QFM)
Tool Quality Filter Mapping (QFM) digunakan untuk mengidentifikasikan permasalahan kualitas yang terjadi dalam aliran nilai. Dalam penelitian ini, pemetaan kualitas dengan menggunakan QFM dilakukan di setiap stage pada lantai produksi. Tool ini mampu menggambarkan tiga jenis defect yang terjadi dalam aliran nilai perusahaan. Ketiga defect tersebut antara lain product defect yaitu cacat yang lolos ke konsumen, scrap defect (internal scrap) yaitu cacat yang dapat terdeteksi melalui serangkaian proses inspeksi, dan service defect yang berupa cacat karena kualitas pelayanan yang buruk seperti keterlambatan pengiriman.
Pada penelitian ini jenis defect yang akan diidentifikasikan adalah scrap defect yang merupakan cacat produksi yang dapat dideteksi. Dalam lantai produksi, jenis cacat ini dilakukan dengan melewati beberapa tahapan inspeksi sehingga penemuan cacat dapat langsung diantisipasi untuk mencegah agar tidak masuk ke stage berikutnya. Adapun jenis jenis defect yang teridentifikasi, yaitu :
Kebocoran Las-lasan Las Komponen Kebersihan tangki Cat Bocor N2 Resistansi Karakteristik Magger Withstan Induse

51
Dari jenis-jenis cacat yang ada dapat dibuat suatu analisa terhadap defect tersebut berdasarkan data produksi bulan januari-Mei 2006 (Lampiran 15), maka didapatkan hasil cacat mana yang dominan dan kritis dengan menggunakan diagram pareto, yang dapat dilihat pada gambar 4.9 berikut ini:
Coun
t
Perc
ent
Jenis cacatCount
25.5 9.6 8.1 5.2 3.4Cum % 48.1 73.6 83.2 91.3
412.2
96.6 100.0
218.0 82.0 69.6 44.8 29.5Percent 48.1
OtherKebersihanCatBocor N2WithstanKebocoran Las
900
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0
Prosentasi Cacat Pada Transformator
Gambar 4.9, Pareto Diagram Defects

52