bab ii tinjauan pustaka dari suatu tempat ke …eprints.umm.ac.id/41120/3/bab ii.pdfdi industri...
TRANSCRIPT
8
BAB II
TINJAUAN PUSTAKA
2.1 Sistem Perpipaan
Sistem perpipaan adalah suatu sistem yang digunakan untuk transportasi
fluida antar peralatan (equipment) dari suatu tempat ke tempat yang lain sehingga
proses produksi dapat berlangsung. Fluida yang dialirkan atau digerakkan dari suatu
tempat ke tujuan yang diinginkan, dilakukan dengan bantuan pompa maupun
dengan memanfaatkan gravitasi bumi. Misalnya pipa yang dipakai untuk
memindahkan minyak dari tangki ke mesinmemindahkan minyak pelumas pada
bantalan-bantalan dan juga mentransfer air untuk keperluan pendinginan mesin
ataupun untuk kebutuhan sehari-hari serta masih banyak lagi fungsi lainnya.
Dalam dunia industri sistem perpipaan merupakan sistem yang sangat
kompleks, baik dari segi perencanaan maupun pembangunannya. Sistem perpipaan
mempunyai hubungan yang sangat erat dengan prinsip-prinsip analisa statik dan
dinamik stress, thermodinamic, teori aliran fluida untuk merencanakan keamanan
dan efisiensi jaringan pipa. Jalur instalasi pada pipa penyalur sedapat mungkin
direncanakan untuk mengindari stress yang terlalu tinggi pada struktur. Oleh karena
itu, dalam proses instalasi pipa perlu diberikan tumpuan yang aman pada instalasi
pipa darat dan diberikan pemberat pada instalasi pipa laut untuk menghindari
getaran.
Dalam penggunaannya, fungsi dari jaringan pipa cukup beragam, antara lain
digunakan untuk menyalurkan fluida dari sumber menuju tempat pengolahan atau
8
9
antar bangunan anjungan lepas pantai (offshore facility) ataupun dari bangunan
anjungan lepas pantai langsung ke darat (onshore facility).
Menurut Redian (2011), Pipelines dibagi menjadi tiga kategori :
1. Export line / Trunk line
Export pipeline adalah pipeline yang dapat manyalurkan fluida antara satu
platform ke platform lainnya, atau antara platform dengan fasilitas di darat.
2. Flowline
Flowline adalah pipeline yang dapat menyalurkan fluida dari sumber ke
downstream process component yang pertama.
3. Injection line
Injection line adalah pipeline yang mengarahkan cairan atau gas untuk
mendukung aktifitas produksi (contoh: injeksi air atau injeksi gas, gas lift,
chemical injection line).
Beberapa kriteria pipeline harus yang harus dipenuhi adalah sebagai berikut:
1. Mampu menahan tekanan akibat fluida didalamnya (tekanan).
Untuk mengalirkan fluida dari satu titik ke titik lainnya memerlukan suatu
perbedaan tekanan. Tanpa perbedaan tekanan tersebut fluida tidak akan
dapat mengalir. Selain itu untuk suatu proses tertentu hanya dapat terlaksana
pada tekenan tertentu. Sehingga suatu pipa dalam sebuah pipeline harus
mampu menahan beban akibat tekanan tersebut supaya fluida yang
didalamnya tidak mengalami kebocoran dan mengalir keluar.
2. Mampu mengatasi gaya gesek akibat aliran fluida.
10
Aliran fluida didalam pipa tersebut akan mengakibatkan gaya gesek
terhadap dinding pipa akibat adanya viskositas dari fluida dan kecepatan
alirannya. Semakin besar viskositas fluida tersebut akan semakin besar gaya
gesek yang ditimbulkannya, sehingga suatu pipa harus mampu menahan
gaya gesek yang ditimbulkan fluida tersebut.
3. Mampu mengatasi momen akibat gaya berat pipa (beban statik) dan fluida
didalamnya (beban dinamik) serta akibat gaya-gaya luar.
Berat pipa beserta fluida didalamnya yang tidak kecil tersebut harus mampu
ditahan oleh tumpuan dan sambungan flange yang ada. Semakin panjang
jarak tumpuannya maka semakin berat momen yang dihasilkan sehingga
memerlukan kekuatan tumpuan dan sambungan flange yang lebih besar.
4. Mampu mengatasi beban fatigue.
Rotating equipment seperti pompa dan generator yang selalu berputar
mengakibatkan beban fatigue terhadap pipeline yang berhubungan langsung
terhadapnya. Dengan adanya beban fatigue dapat mengakibatkan jenis
kegagalan tersendiri terhadap pipeline tersebut. Sehingga sebuah pipeline
harus memiliki kemampuan untuk menahan beban fatigue.
5. Mampu mengatasi beban termal
Fluida didalam pipeline tersebut beroperasi pada temperatur yang berbeda-
beda tergantung pada proses yang dilakukan. Temperatur yang tinggi
tersebut mengakibatkan material pipa mengalami ekspansi. Sehingga suatu
pipeline harus dapat menahan beban eksapansi yang diakibatkan temperatur
yang tinggi tersebut.
11
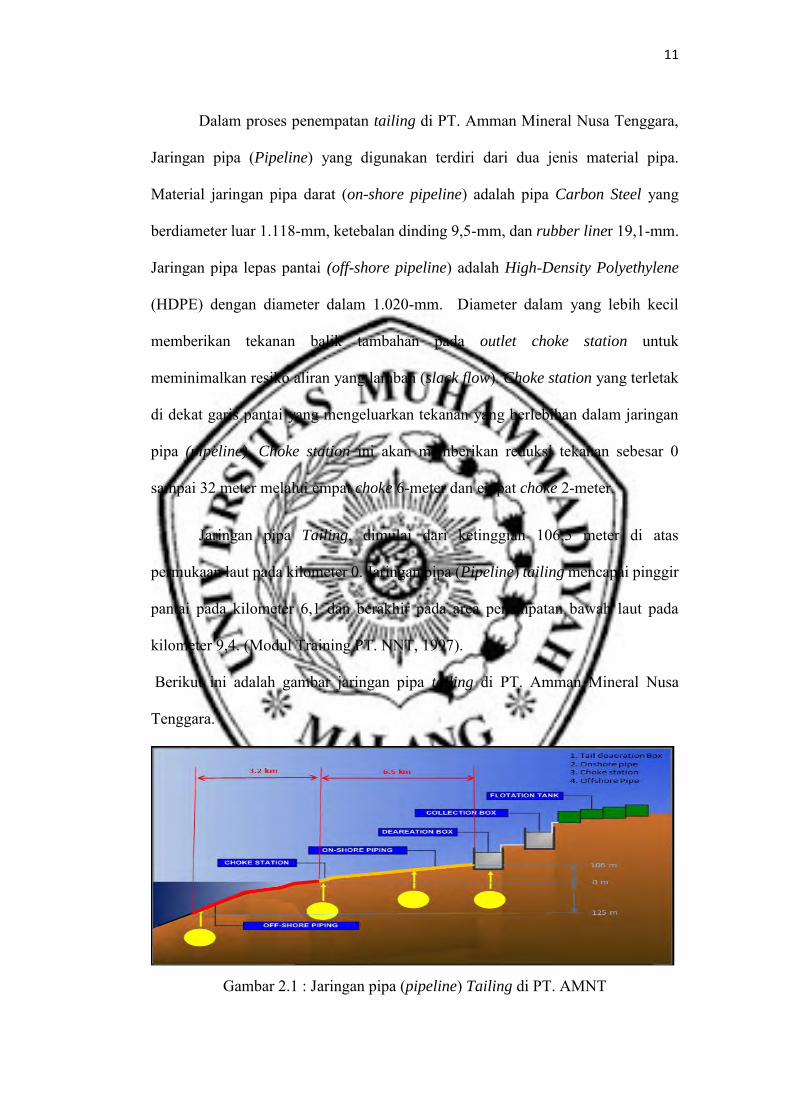
Dalam proses penempatan tailing di PT. Amman Mineral Nusa Tenggara,
Jaringan pipa (Pipeline) yang digunakan terdiri dari dua jenis material pipa.
Material jaringan pipa darat (on-shore pipeline) adalah pipa Carbon Steel yang
berdiameter luar 1.118-mm, ketebalan dinding 9,5-mm, dan rubber liner 19,1-mm.
Jaringan pipa lepas pantai (off-shore pipeline) adalah High-Density Polyethylene
(HDPE) dengan diameter dalam 1.020-mm. Diameter dalam yang lebih kecil
memberikan tekanan balik tambahan pada outlet choke station untuk
meminimalkan resiko aliran yang lamban (slack flow). Choke station yang terletak
di dekat garis pantai yang mengeluarkan tekanan yang berlebihan dalam jaringan
pipa (pipeline). Choke station ini akan memberikan reduksi tekanan sebesar 0
sampai 32 meter melalui empat choke 6-meter dan empat choke 2-meter.
Jaringan pipa Tailing, dimulai dari ketinggian 106,5 meter di atas
permukaan laut pada kilometer 0. Jaringan pipa (Pipeline) tailing mencapai pinggir
pantai pada kilometer 6,1 dan berakhir pada area penempatan bawah laut pada
kilometer 9,4. (Modul Training PT. NNT, 1997).
Berikut ini adalah gambar jaringan pipa tailing di PT. Amman Mineral Nusa
Tenggara.
Gambar 2.1 : Jaringan pipa (pipeline) Tailing di PT. AMNT

12
2.1.1 Pipa
Pipa adalah benda berbentuk lubang silinder dengan lubang di tengahnya
yang terbuat dari logam maupun bahan-bahan lain sebagai sarana pengaliran atau
transportasi fluida berbentuk cair,gas maupun udara. Pipa digunakan untuk
mengalirkan fluida (zat cair atau gas) dari satu atau beberapa titik ke satu titik atau
beberapa titik lainnya. Fluida yang mengalir ini memiliki temperatur dan tekanan
yang berbeda-beda. Fluida yang mengalir didalam pipa akan mengalami hambatan
berupa gesekan dengan dinding pipa, hal ini akan mengakibatkan berkurangnya laju
aliran dan penurunan tekanan. Walaupun dapat terjadi berbagai jenis kehilangan
energi gerak, umumnya hambatan yang paling utama adalah akibat gesekan yang
sangat tergantung dari kekasaran dinding pipa. Semakin kasar dinding pipa maka
akan semakin besar terjadi penuruan atau kehilangan tekanan aliran.
Pipa sebagai sarana untuk menyalurkan bahan fluida cair,gas maupun uap
dari suatu tempat ke tempat tertentu dengan mempertimbangkan efek temperatur
dan tekanan fluida yang dialirkan, lokasi serta pengaruh lingkungan sekitar. Selain
fungsi di atas jenis pipa tertentu bisa juga digunakan sebagai konstruksi bangunan
gedung, gudang dan lain-lain.
Dalam dunia industri fungsi pipa sebagai berikut :
1. Perpipaan untuk pembangkit tenaga
2. Perpipaan untuk industri bahan migas
3. Perpipaan untuk penyulingan minyak mentah
4. Perpipaan untuk saluran pembuangan limbah
5. Perpipaan untuk proses pendinginan
13
6. Perpipaan untuk tenaga nuklir
7. Perpipaan untuk pertambangan
Dalam sebuah proyek instalasi perpipaan baik migas maupun non migas kita
melihat ada komponen lain yang selalu berhubungan dan menempel pada pipa.
Komponen-komponen pipa adalah sebagai berikut :
1. Flanges - alat penggabung ke komponen lain
2. Fittings - sambungan pipa
3. Valves - katup
4. Strainger - saringan
5. Bland
6. Boltings - baut
6. Gasket
7. Special Items
Gambar 2.2 : Komponen-komponen pipa
2.1.2 Pipa High-Density Polyethylene (HDPE)
Pipa HDPE atau pipa PE 100 (high-density polyethylene) adalah pipa plastik
bertekanan yang materialnya memiliki elastisitas yang tinggi, elastis dan
mempunyai tingkat keretakan yang rendah sehingga pipa HDPE memiliki daya

14
tahan hingga 50 tahun pemakaian. Pipa HDPE terbuat dari Polietilena (PE) adalah
termoplastik yang digunakan secara luas oleh konsumen produk sebagai kantong
plastik. Sekitar 80 juta metrik ton plastik ini diproduksi setiap tahunnya. Polietilena
adalah polimer yang terdiri dari rantai panjang monomer etilena (IUPAC: etena).
Di industri polimer, polietilena ditulis dengan singkatan PE, perlakuan yang sama
yang dilakukan oleh Polistirena (PS) dan Polipropilena (PP). Pipa HDPE yang kuat
adalah hasil dari teknologi rekayasa pipa modern. Penggunaan teknologi terbaru
menambahkan dukungan khusus untuk liners lapisan longgar dipasang atau slip
pipa. Ini adalah proses intensifikasi atau PI yang dianggap sebagai jenis khusus dari
teknologi yang digunakan oleh sebagian besar produsen pipa HDPE (Willoughby,
2002).
Imperial Chemical Company (ICI) di Inggris pertama kali menemukan PE
pada tahun 1933. Proses polimerisasi awal menggunakan reaktor otoklaf
bertekanan tinggi (14.000 sampai 44.000 psi) dan suhu 200 sampai 600 ° F (93 °
sampai 316 ° C ). PE yang berasal dari reaktor ini disebut "PE bertekanan tinggi."
Ini diproduksi dalam reaksi berantai radikal bebas dengan menggabungkan gas
etilena di bawah tekanan tinggi dengan peroksida atau sejumlah oksigen. Proses
aslinya berbahaya dan mahal, proses yang lebih aman dan kurang mahal lainnya
dikembangkan. PE diproduksi pada tekanan rendah diperkenalkan pada tahun
1950an. Metode ini juga memberikan fleksibilitas yang lebih besar dalam
menyesuaikan struktur molekul melalui variasi katalis, suhu, dan tekanan.
Pemroduksian PE Polimer adalah molekul besar yang dibentuk oleh polimerisasi
(yaitu pengikatan kimia) untuk mengulangi unit molekul kecil. Untuk

15
menghasilkan PE, unit awal adalah etilena, gas tak berwarna yang terdiri dari dua
atom karbon berikatan ganda dan empat atom hidrogen, (Palermo, 1983)
Gambar 2.3 : Polimerisasi HDPE
Polimerisasi etilena dapat terjadi dengan berbagai jenis katalis, di bawah
berbagai kondisi tekanan dan suhu dan dalam sistem reaktor dengan rancangan
yang sangat berbeda. Etilen juga dapat dikopolimerisasi dengan sejumlah kecil
monomer lain seperti butena, propilena, heksena, dan oktena. Jenis kopolimerisasi
ini menghasilkan modifikasi kecil dalam struktur kimia, yang tercermin dalam
perbedaan sifat tertentu, seperti kerapatan, keuletan, kekerasan, dan lain-lain. Resin
yang diproduksi tanpa komonomer disebut homopolimer. Terlepas dari jenis
prosesnya, proses kimiawinya sama. Dalam kondisi reaksi, ikatan rangkap antara
atom karbon rusak, memungkinkan ikatan terbentuk dengan atom karbon lain. Jadi,
rantai tunggal PE terbentuk. Proses ini diulang sampai reaksi dihentikan dan
panjang rantai tetap. PE dibuat dengan menghubungkan ribuan unit monomer
etilen.
Karakteristik Polimer Resin PE dapat digambarkan oleh tiga karakteristik
dasar yang sangat mempengaruhi sifat pengolahan dan penggunaan akhir:

16
1. Kepadatan,
2. Berat molekul, dan
3. Distribusi berat molekul.
Sifat fisik dan karakteristik pemrosesan resin PE memerlukan pemahaman tentang
peran yang dimainkan oleh ketiga parameter utama ini.
1. Kepadatan (Density)
Produksi PE yang paling awal dilakukan dengan menggunakan
proses tekanan tinggi yang menghasilkan produk yang mengandung
"cabang percabangan" yang cukup besar. Percabangan sisi adalah ikatan
acak rantai polimer pendek dengan rantai polimer utama. Karena rantai
bercabang tidak dapat dikepak dengan sangat erat, material yang dihasilkan
memiliki kerapatan yang relatif rendah, yang menyebabkannya diberi nama
low density PE (LDPE). Seiring berjalannya waktu dan PE dari berbagai
tingkat percabangan diproduksi, ada kebutuhan akan standar industri yang
akan mengklasifikasikan resin sesuai dengan kepadatannya. American
Society for Testing of Materials (ASTM) awalnya membentuk sistem
klasifikasi berikut. Ini adalah bagian dari ASTM D1248, Spesifikasi Standar
Bahan Moulding dan Ekstrusi Plastik Polyethylene (2,5). Standar ini sejak
itu telah diganti oleh ASTM D 3350; ASTM D 1248 tidak lagi berlaku untuk
bahan pipa PE.
17
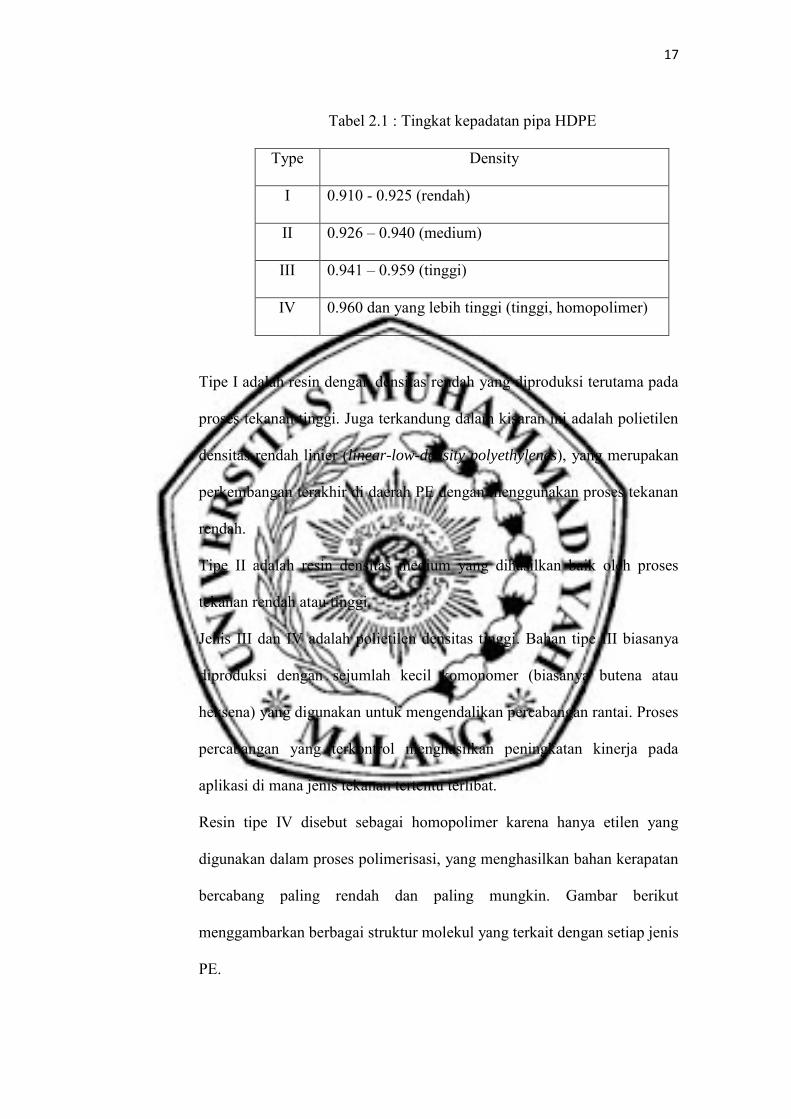
Tabel 2.1 : Tingkat kepadatan pipa HDPE
Type Density
I 0.910 - 0.925 (rendah)
II 0.926 – 0.940 (medium)
III 0.941 – 0.959 (tinggi)
IV 0.960 dan yang lebih tinggi (tinggi, homopolimer)
Tipe I adalah resin dengan densitas rendah yang diproduksi terutama pada
proses tekanan tinggi. Juga terkandung dalam kisaran ini adalah polietilen
densitas rendah linier (linear-low-density polyethylenes), yang merupakan
perkembangan terakhir di daerah PE dengan menggunakan proses tekanan
rendah.
Tipe II adalah resin densitas medium yang dihasilkan baik oleh proses
tekanan rendah atau tinggi.
Jenis III dan IV adalah polietilen densitas tinggi. Bahan tipe III biasanya
diproduksi dengan sejumlah kecil komonomer (biasanya butena atau
heksena) yang digunakan untuk mengendalikan percabangan rantai. Proses
percabangan yang terkontrol menghasilkan peningkatan kinerja pada
aplikasi di mana jenis tekanan tertentu terlibat.
Resin tipe IV disebut sebagai homopolimer karena hanya etilen yang
digunakan dalam proses polimerisasi, yang menghasilkan bahan kerapatan
bercabang paling rendah dan paling mungkin. Gambar berikut
menggambarkan berbagai struktur molekul yang terkait dengan setiap jenis
PE.
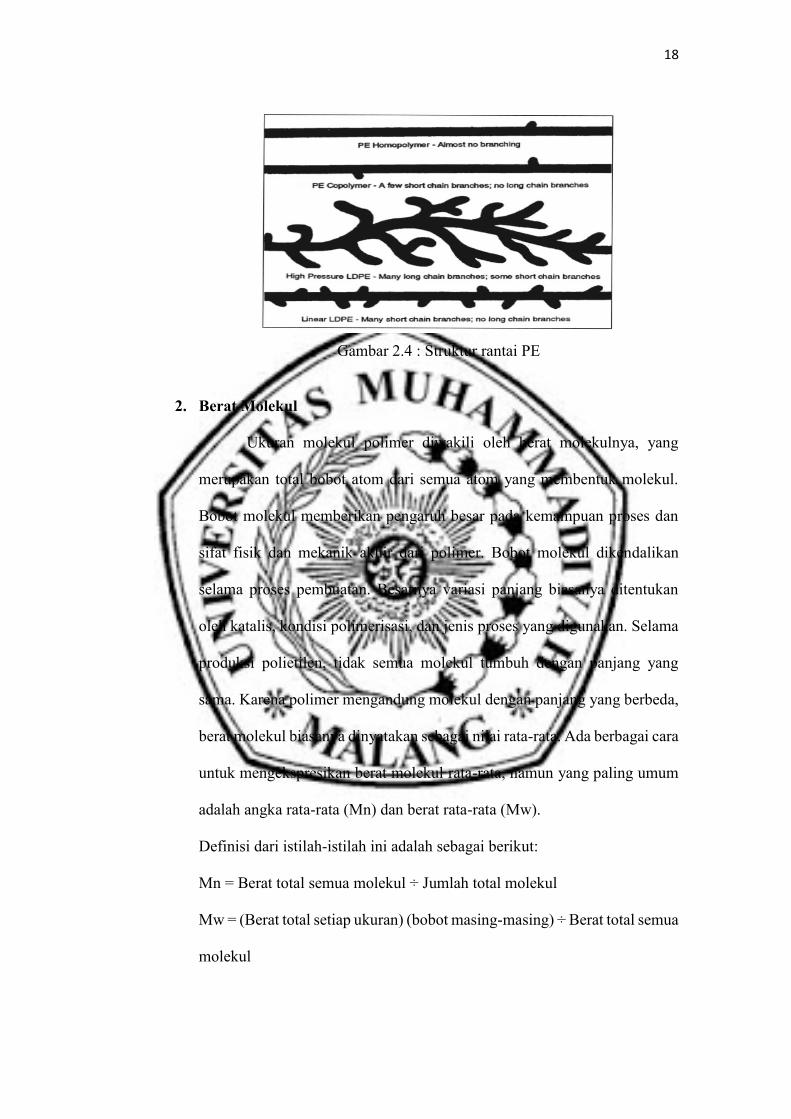
18
Gambar 2.4 : Struktur rantai PE
2. Berat Molekul
Ukuran molekul polimer diwakili oleh berat molekulnya, yang
merupakan total bobot atom dari semua atom yang membentuk molekul.
Bobot molekul memberikan pengaruh besar pada kemampuan proses dan
sifat fisik dan mekanik akhir dari polimer. Bobot molekul dikendalikan
selama proses pembuatan. Besarnya variasi panjang biasanya ditentukan
oleh katalis, kondisi polimerisasi, dan jenis proses yang digunakan. Selama
produksi polietilen, tidak semua molekul tumbuh dengan panjang yang
sama. Karena polimer mengandung molekul dengan panjang yang berbeda,
berat molekul biasanya dinyatakan sebagai nilai rata-rata. Ada berbagai cara
untuk mengekspresikan berat molekul rata-rata, namun yang paling umum
adalah angka rata-rata (Mn) dan berat rata-rata (Mw).
Definisi dari istilah-istilah ini adalah sebagai berikut:
Mn = Berat total semua molekul ÷ Jumlah total molekul
Mw = (Berat total setiap ukuran) (bobot masing-masing) ÷ Berat total semua
molekul
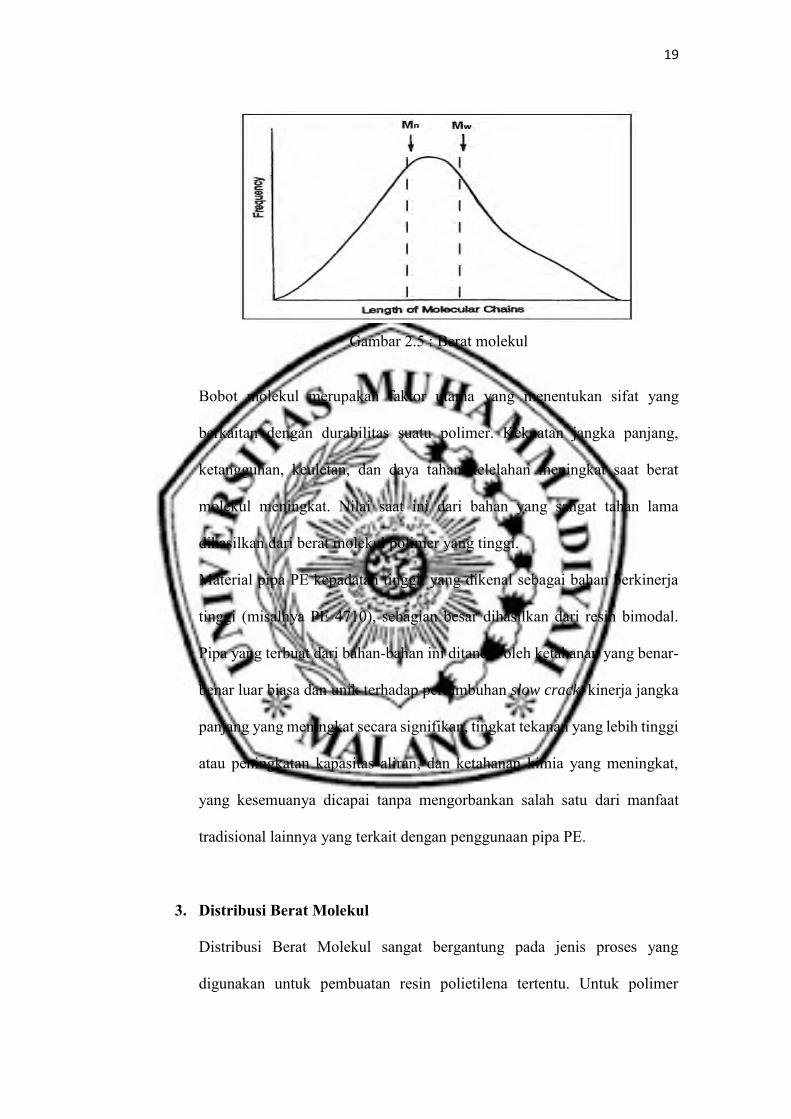
19
Gambar 2.5 : Berat molekul
Bobot molekul merupakan faktor utama yang menentukan sifat yang
berkaitan dengan durabilitas suatu polimer. Kekuatan jangka panjang,
ketangguhan, keuletan, dan daya tahan kelelahan meningkat saat berat
molekul meningkat. Nilai saat ini dari bahan yang sangat tahan lama
dihasilkan dari berat molekul polimer yang tinggi.
Material pipa PE kepadatan tinggi, yang dikenal sebagai bahan berkinerja
tinggi (misalnya PE 4710), sebagian besar dihasilkan dari resin bimodal.
Pipa yang terbuat dari bahan-bahan ini ditandai oleh ketahanan yang benar-
benar luar biasa dan unik terhadap pertumbuhan slow crack, kinerja jangka
panjang yang meningkat secara signifikan, tingkat tekanan yang lebih tinggi
atau peningkatan kapasitas aliran, dan ketahanan kimia yang meningkat,
yang kesemuanya dicapai tanpa mengorbankan salah satu dari manfaat
tradisional lainnya yang terkait dengan penggunaan pipa PE.
3. Distribusi Berat Molekul
Distribusi Berat Molekul sangat bergantung pada jenis proses yang
digunakan untuk pembuatan resin polietilena tertentu. Untuk polimer

20
dengan kepadatan dan berat molekul rata-rata yang sama, laju aliran
lelehannya relatif bebas dari distribusi Berat Molekul. Oleh karena itu, resin
yang memiliki kerapatan yang sama dan MI dapat memiliki distribusi berat
molekul yang sangat berbeda.
Gambar 2.6 : Distribusi Berat Molekul
2.1.2.1 Inspeksi dan Pengujian Pipa Polyethylene (PE)
Secara umum, instalasi sistem perpipaan dimulai dengan kedatangan dan
penyimpanan sementara pipa, fitting, dan barang lain yang dibutuhkan untuk
sistem. Perakitan dan penginstalan, kemudian sistem pengujian dan terakhir siap
untuk dioperasikan. Sepanjang proses instalasi, berbagai inspeksi dan pengujian
dilakukan untuk memastikan pemasangan sesuai dengan persyaratan spesifikasi
dan sistem mampu berfungsi sesuai dengan spesifikasi desainnya.
Pipa PE adalah sistem pipa terpadu dan pas untuk berbagai aplikasi
komersial, kota, utilitas dan industri. pemasangan pipa PE dapat dilakukan dengan
berbagai cara antara lain : dikuburkan didalam tanah, diletakkan di permukaan
tanah, dipasang di bawah air, atau melayang di permukaan danau atau sungai.
21
Produk pipa PE dibuat dari diameter 1/4 "(6 mm) melalui diameter 120"
(3050 mm) dengan standar industri yang berlaku (ASTM, AWWA, dll.) Untuk
aplikasi tekanan dan non-tekanan. Selain itu, alat kelengkapan PE, fabrikasi khusus,
struktur khusus dan perlengkapan tersedia untuk nilai tekanan penuh, pengenal
tekanan rendah, atau aplikasi dengan nilai tidak bertekanan. Pipa PE yang diekstrusi
secara konvensional memiliki dinding homogen dan permukaan interior dan
eksterior halus. Pipa profil dibuat dengan mengekstrusi profil melalui mandrel. Pipa
ini memiliki interior yang halus, dan mungkin memiliki eksterior halus.
Pengujian dan inspeksi yang dilakukan selama konstruksi meliputi :
1. Inspeksi kerusakan
2. Uji kualitas
3. Uji tanah,
4. Uji defleksi pipa untuk diameter dalam
5. Uji tekanan dll.
2.1.2.2 Spesifikasi Standar dan Kode pipa Polyethylene (PE)
Semua standar perpipaan PE menentukan persyaratan bahan minimum
berdasarkan persyaratan dari ASTM D3350, kode peruntukan material ASTM yang
sederhana dan singkat, biasanya digunakan untuk mengidentifikasi secara cepat
sifat rekayasa paling signifikan dari sebuah Bahan pipa PE. Fitur penting dari kode
penunjukan ini adalah bahwa ia mengidentifikasi tegangan hidrostatik yang
direkomendasikan maksimum untuk air, pada suhu 73 ° F (23 ° C). Awalnya, kode
penunjukan ini dirancang hanya berlaku untuk bahan perpipaan tekanan. Namun,
ada pengakuan bahwa pada aplikasi non-tekanan juga dapat menghasilkan
22
tekanan,sehingga lebih aman menggunakan bahan yang diberi nilai tegangan. Hal
ini menyebabkan praktik umum menggunakan kode peruntukan material ini untuk
segera mengidentifikasi semua bahan perpipaan PE yang ditujukan untuk pipa
dinding padat atau, konstruksi dinding profil. Kode ini didefinisikan dalam ASTM
F412, "Terminologi Standar yang Berkaitan dengan Sistem Pemipaan Plastik", di
bawah definisi untuk kode istilah, penandaan bahan pipa termoplastik. Singkatan
ASTM yang disetujui untuk bahan pipa diikuti oleh empat digit (mis., PE4710).
Informasi yang disampaikan oleh kode ini adalah sebagai berikut:
1. ASTM mengenali singkatan untuk materi perpipaan. PE, dalam kasus
bahan polietilena.
2. Angka pertama mengidentifikasi kisaran kerapatan resin PE dasar,
sesuai dengan ASTM D3350, yang digunakan dalam bahan. kepadatan
polimer PE mencerminkan kristalinitas polimer yang, pada gilirannya,
merupakan penentu utama dari kekuatan dan sifat kekakuan material
akhir.
3. Angka kedua mengidentifikasi ketahanan senyawa terhadap
pertumbuhan slow crack growth (SCG), juga sesuai dengan ASTM
D3350. Resistansi material terhadap SCG berhubungan sangat kuat
dengan keuletan jangka panjangnya, properti yang mendefinisikan
kapasitas material untuk melawan secara aman efek intensifikasi
tegangan lokal.
4. Dua angka terakhir mengidentifikasi kategori tegangan desain
hidrostatik maksimum yang direkomendasikan untuk air, pada suhu 73
° F (23 ° C). Rekomendasi ini dibuat dengan pertimbangan berbagai

23
faktor, namun, terutama yang berikut: Kapasitas untuk menahan secara
aman tekanan yang terdistribusi dengan baik yang hanya dihasilkan oleh
tekanan internal, dan, kapasitas untuk menahan efek pengaya yang aman
yang disebabkan oleh intensifikasi tegangan lokal.
Untuk mengklasifikasikan beragam variasi properti dalam aplikasi
perpipaan, ASTM mengeluarkan standar D 3350, "Spesifikasi Standar Bahan Pipa
Plastik dan Material Polietilena". Standar ini mengakui enam properti yang
dianggap penting dalam pembuatan pipa PE, dalam penggabungan panas yang
menggabungkan material ini dan, dalam menentukan kemampuan kinerjanya dalam
jangka panjang. Setiap properti ditugaskan ke dalam "Cell" dan, setiap sel terdiri
dari sejumlah "Kelas". Jumlah sel mencakup rentang sempit dari keseluruhan
rentang yang lebih besar yang ditutupi oleh "sel" properti. Sel dan kelas properti D
3350 ini diidentifikasi pada Tabel.
24
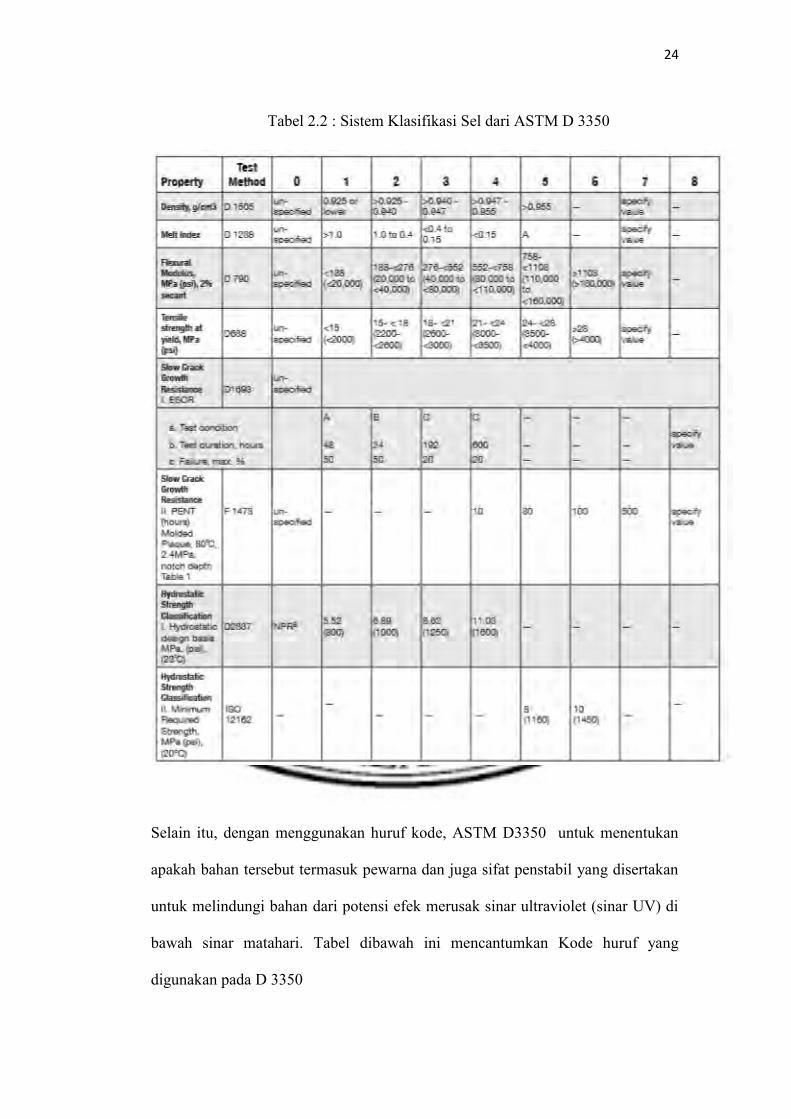
Tabel 2.2 : Sistem Klasifikasi Sel dari ASTM D 3350
Selain itu, dengan menggunakan huruf kode, ASTM D3350 untuk menentukan
apakah bahan tersebut termasuk pewarna dan juga sifat penstabil yang disertakan
untuk melindungi bahan dari potensi efek merusak sinar ultraviolet (sinar UV) di
bawah sinar matahari. Tabel dibawah ini mencantumkan Kode huruf yang
digunakan pada D 3350
25
Tabel 2.3 : Kode Huruf ASTM D3350
Kode Huruf Warna dan penstabil sinal UV
A Natural
B Diwarnai
C Hitam, dengan minimum 2% karbon hitam
D Natural dengan Penstabil UV
E Diwarnai dengan Penstabil UV
2.2 Pigging
Pada tahun 1961, smart PIG pertama dijalankan dalam pembangunan Shell.
Ini menunjukkan bahwa instrumen elektronik mandiri bisa melintasi pipa sementara
mengukur dan merekam ketebalan dinding. Instrumen yang digunakan medan
elektromagnetik untuk merasakan integritas dinding. Pada tahun 1964 Tuboscope
memperkenalkan instrumen komersial pertama. Dulu teknologi MFL untuk
memeriksa bagian bawah pipa. Sistem ini menggunakan kotak hitam mirip dengan
yang digunakan pada pesawat untuk merekam informasi tersebut. Pada dasarnya itu
adalah tape recorder analog sangat disesuaikan. Sampai saat ini, pita rekaman
(meskipun digital) masih merupakan media perekam disukai. Sebagai kapasitas dan
kehandalan memori solid-state membaik, sebagian besar media perekaman pindah
dari tape untuk solid state.
Pipe Intelligent Gauge (PIG) adalah suatu alat unutk membersihkan bagian
dalam pipa dari padatan dan cairan korosif. PIG juga dikenal sebagai aktivitas
pembersihan bagian dalam pipa. Hal ini dilakukan untuk membersihkan kotoran
yang dianggap bisa menghambat laju aliran fluida dan dapat merusak bagian dalam
26
pipa. PIG juga dapat mendeteksi bagian dalam pipa dan untuk mendeteksi ketebalan
dan kebocoran pipa.
Teknologi pigging berkembang semakin maju dan dapat digunakan untuk
tujuan khusus yang lebih spesifik. Pada kenyataannya, kebutuhan penggunaan pig
tidak hanya untuk mencari penyok atau tekuk, tetapi juga lubang korosi dan retak,
hingga dikembangkanlah Intelligent PIG. Sistem pigging juga dapat digunakan
untuk keperluan lain seperti pengecatan lubang internal atau untuk menyumbat
saluran pipa sehingga pemeliharaan dapat dilaksanakan tanpa shutdown, dsb.
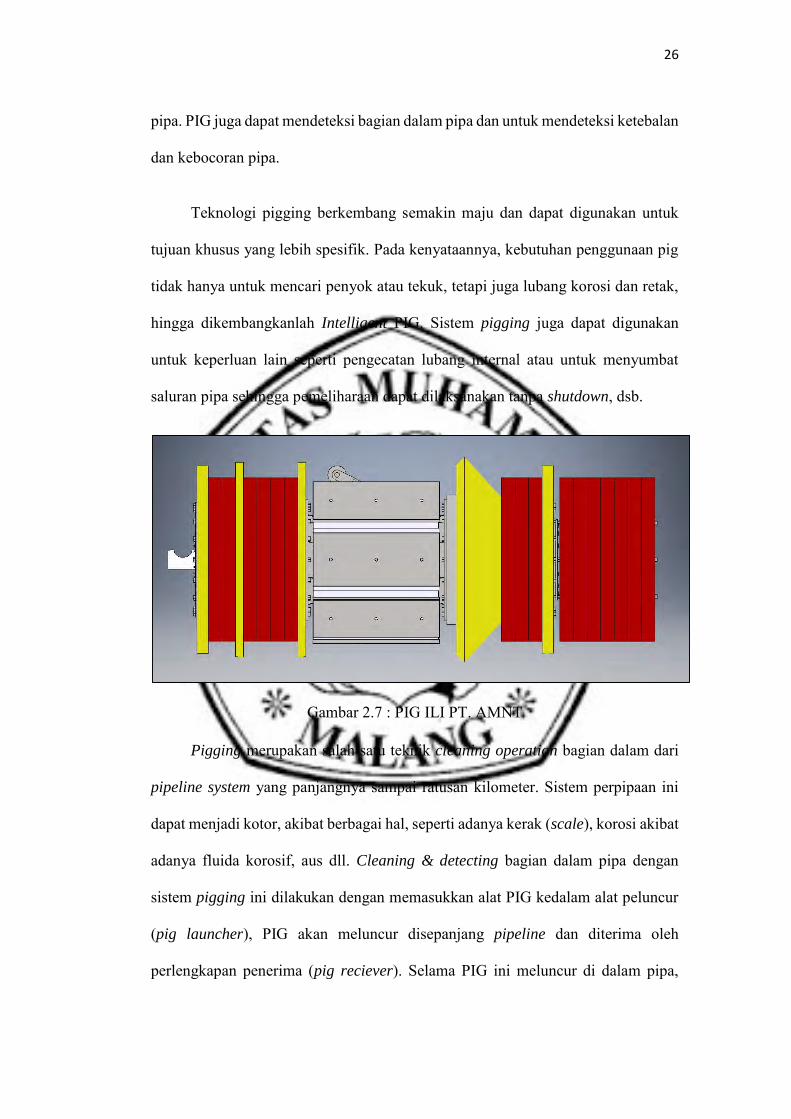
Gambar 2.7 : PIG ILI PT. AMNT
Pigging merupakan salah satu teknik cleaning operation bagian dalam dari
pipeline system yang panjangnya sampai ratusan kilometer. Sistem perpipaan ini
dapat menjadi kotor, akibat berbagai hal, seperti adanya kerak (scale), korosi akibat
adanya fluida korosif, aus dll. Cleaning & detecting bagian dalam pipa dengan
sistem pigging ini dilakukan dengan memasukkan alat PIG kedalam alat peluncur
(pig launcher), PIG akan meluncur disepanjang pipeline dan diterima oleh
perlengkapan penerima (pig reciever). Selama PIG ini meluncur di dalam pipa,
27
maka PIG akan melakukan inside cleaning pipeline, sekaligus melakukan
pendeteksian kondisi pipa tersebut (Tiratsoo, 1992).
Berikut ini macam- macam PIG dari berbagai tipe produksi, antara lain sebagai
berikut :
1. Tipe foam PIG, merupakan pengontrol bagian dalam pipa yang baru
dipasang.
2. Tipe Ball PIG, membersihkan kotoran, air dan kondensat
3. Tipe Bidirectional PIG, bentuk menyerupai barbel, fungsi sama dengan
foam PIG
4. Tipe Brush PIG, berfungsi untuk membersihkan permukaan pipa dari
padatan
5. Tipe Intelijent PIG, dilengkapi dengan instrumentasi deteksi ketebalan.
Fungsi PIG dalam operasi adalah untuk separasi produk, memperbaiki efisiensi
pipa, mendorong kotoran, menyalurkan inhibitor korosi, meter proving dan
inspeksi. Bila pigging diperlukan selama operasi, maka pipa transmisi harus
dirancang dengan trap permanen. Ada empat kegunaan utama PIG :
1. pemisahan fisik antara cairan yang berbeda mengalir melalui pipa
2. pembersihan internal dari pipa
3. Pemeriksaan kondisi dinding pipa (juga dikenal sebagai alat In-Line
Inspection (ILI))
4. Menangkap dan merekam informasi geometris yang berkaitan dengan pipa
(misalnya, ukuran, posisi).

28
Dasar pertimbangan melaksanakan aktivitas pigging :
1. Ketebalan pipa
2. Maximum allowable working pressure pipa
3. Diameter pipa
4. Panjang pipa
5. Elbow, yang terpasang pada pipa alir
6. Valves yang terpasang pada pipa alir
In-Line Inspection (ILI) memanfaatkan Smart PIG untuk memberikan informasi
tentang pipa atau isinya. Sebagian besar alat akan mengukur dan mencatat besarnya
dan posisi anomaly atau fitur yang mereka rancang untuk dideteksi. Layanan
inspeksi ini sering disebut di luar AS sebagai "On Line Inspection", artinya garis
akan diperiksa saat berada dalam layanan (atau on-stream). Alat ILI digunakan
untuk mengumpulkan data yang kemudian dianalisis, biasanya oleh teknisi dan
teknisi kontraktor, untuk menentukan dan melaporkan kondisi saluran.
ILI dimulai pada tahun 1965 ketika Tuboscope memperkenalkan alat kehilangan
logam 'Linalog' mereka. Ini segera diikuti oleh 'Kaliper pig' milik T D Williamson
untuk pengukuran geometri. Saat ini ada berbagai alat yang sangat banyak
digunakan oleh banyak perusahaan yang berbeda yang menyediakan layanan
pigging terdedikasi.
Layanan ILI ini sekarang menyediakan informasi yang dibutuhkan untuk sebagian
besar kebutuhan pemeriksaan dan pemotretan. Dua yang paling umum adalah
Kehilangan logam (termasuk korosi) dan pengukuran Geometri (yang mencakup
kerusakan fisik).

29
Kegiatan ILI yang lainnya meliputi:
1. Deteksi retak
2. Pemetaan atau pemantauan profil
3. Deteksi kebocoran
4. Pengukuran bend
5. Inspeksi kamera video
6. Sampling produk
7. Pengukuran deposisi
In-Line Inspection PIG menggunakan berbagai metode untuk memeriksa pipa.
Sebuah PIG menggunakan satu (atau lebih) berlekuk pelat logam bulat seperti alat
pengukur. Takik memungkinkan bagian yang berbeda dari piring untuk
membungkuk ketika pembatasan ditemui. Sistem yang lebih kompleks ada untuk
memeriksa berbagai aspek pipa. Smart PIG yang digunakan untuk memeriksa pipa
dengan sensor dan merekam data untuk analisis nanti. PIG ini menggunakan
teknologi seperti kebocoran Magnetic Flux Leakage (MFL) dan Ultrasonic (UT)
untuk memeriksa pipa.
2.2.1 Magnetic Flux Leakage (MFL)
Penjelasan paling sederhana tentang bagaimana cara MFL, alat ILI
beroperasi dengan membandingkannya dengan magnet berbentuk tapal
kuda yang terkenal. Untuk mempertahankan kekuatannya, magnet itu
dilengkapi dengan 'kiper'. Ini hanyalah sebuah bar logam yang membawa
fluks dari satu kutub ke kutub yang lain. Jika luas penampang kiper
30
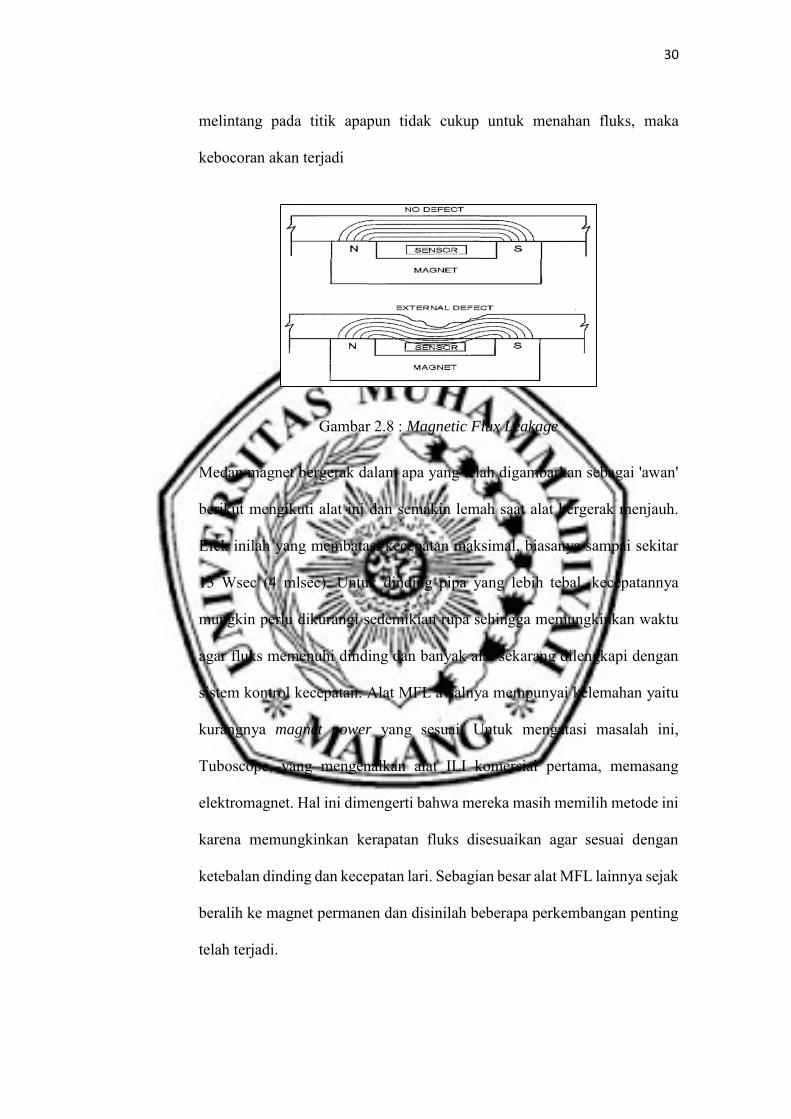
melintang pada titik apapun tidak cukup untuk menahan fluks, maka
kebocoran akan terjadi
Gambar 2.8 : Magnetic Flux Leakage
Medan magnet bergerak dalam apa yang telah digambarkan sebagai 'awan'
berikut mengikuti alat ini dan semakin lemah saat alat bergerak menjauh.
Efek inilah yang membatasi kecepatan maksimal, biasanya sampai sekitar
13 Wsec (4 mlsec). Untuk dinding pipa yang lebih tebal, kecepatannya
mungkin perlu dikurangi sedemikian rupa sehingga memungkinkan waktu
agar fluks memenuhi dinding dan banyak alat sekarang dilengkapi dengan
sistem kontrol kecepatan. Alat MFL awalnya mempunyai kelemahan yaitu
kurangnya magnet power yang sesuai. Untuk mengatasi masalah ini,
Tuboscope, yang mengenalkan alat ILI komersial pertama, memasang
elektromagnet. Hal ini dimengerti bahwa mereka masih memilih metode ini
karena memungkinkan kerapatan fluks disesuaikan agar sesuai dengan
ketebalan dinding dan kecepatan lari. Sebagian besar alat MFL lainnya sejak
beralih ke magnet permanen dan disinilah beberapa perkembangan penting
telah terjadi.

31
2.2.2 Ultrasonics (UT)
Prinsip inspeksi ultrasonik sudah sangat terkenal. Transduser memancarkan
pulsa suara ultrasonik yang melaju dengan kecepatan yang diketahui.
Kesenjangan antara transduser dan pipa dalam walI disebut sebagai jarak
jauh. Saat memasuki dinding pipa (dinding depan) ada gema, dan gema
lainnya saat pulsa memantul dari dinding belakang. Waktu yang dibutuhkan
untuk gema ini untuk kembali memberikan pembacaan langsung virtual dari
ketebalan dinding. Berbeda dengan alat MFL yang memiliki ketebalan
dinding maksimum yang diijinkan, alat UT memiliki minimum. Hal ini juga
akan bervariasi tergantung pada alat atau keadaan tertentu, namun
umumnya berada di wilayah 0,2 "(5 mm). Transduser pasang secara terpisah
dalam pola yang telah ditentukan untuk memberi cakupan 100% dinding
pipa pada kecepatan PIG tertentu, biasanya sekitar 3 fthec (1 dsec). Setiap
kenaikan kecepatan hanya akan menurunkan cakupan. Hal ini diketahui
bahwa ada beberapa pekerjaan pembangunan yang sedang berjalan untuk
secara otomatis menghubungkan tingkat penembakan dengan kecepatan
PIG.
Gambar 2.9 : Prinsip Utrasonik

32
Meski prinsipnya sangat sederhana, alat UT juga memiliki beberapa
kekurangan. Pertama, dan yang bisa dibilang yang paling penting, adalah
bahwa mereka biasanya tidak dapat digunakan untuk memeriksa jaringan
pipa gas karena suaranya hanya akan berjalan melalui cairan homogen. Kata
"homogen" hampir sama pentingnya dengan kata "cair" dalam konteks ini
karena hal-hal seperti gelembung gas dan flokulasi lilin dapat
mempengaruhi hasilnya.
Hal penting lainnya bagi perancang alat UT, ILI yang perlu diingat adalah
bahwa transduser harus dipelihara sejajar dengan permukaan dinding pipa
sampai dalam derajat yang sangat sedikit atau gema akan dilewatkan. Hal
ini menimbulkan masalah tertentu pada tikungan dan melalui penyok dan
fitur serupa lainnya yang dapat membelokkan sinyal.
Masalah potensial lainnya adalah normal alat UT, ILI hanya akan mencatat
dua gema pertama yang diterima. Spektrum dipancarkan oleh transduser
dalam bentuk kerucut, jadi jika ada lubang korosi kecil misalnya, ada
kemungkinan untuk memiliki dua (atau lebih) gema dinding depan (yang
pertama dari dinding depan dan yang kedua dari pit) sebelum kembali ke
dinding echo. Ini bisa diartikan sebagai dinding depan dan belakang
bergema masing-masing dan menghasilkan ketebalan dinding sama dengan
kedalaman lubangnya. Interpretasi yang salah sering disebut sebagai false
call.
33
2.3 Conditioning Monitoring (CoMo)
Merupakan sebuah proses analitis yang digunakan untuk menetukan strategi
manajemen kerusakan yang paling aman dan efisien untuk maintenance
(perawatan). Hal tersebut juga masuk dalam langkah identifikasi yang akan
mengurangi kemungkinan failure (kegagalan) dan mengetahui yang mana biaya
paling efektif. Sejauh ini Conditioning Monitoring digunakan sebagai proses
pengumpulan data dari performasi sistem operasi dan menggunakan data tersebut
untuk memperbaiki design dan maintenance-nya.
Aktivitas Conditioning Monitoring terhadap mesin dan equipment di industri
pertambangan, dilakukan dengan teknik Pengujian Material Tanpa Merusak Benda
Ujinya adalah pengujian Non Destructive atau sering kita dengar dengan Non
Destructive Testing atau NDT, pengujian ini dilakukan untuk menjamin bahwa
material yang kita gunakan masih aman dan belum melewati batas toleransi
kerusakan.
NDT biasanya dilakukan paling tidak dua kali. Pertama, selama dan diakhir proses
fabrikasi, hal ini berguna untuk menentukan suatu komponen dapat diterima setelah
melalui tahap-tahap fabrikasi, Hasil NDT ini dijadikan sebagai bagian dari kendali
mutu komponen. Kedua, NDT dilakukan setelah komponen digunakan dalam
jangka waktu tertentu. Tujuannya adalah menemukan kegagalan parsial sebelum
melampaui damage tolerance-nya.
Dari tipe keberadaannya crack, kerusakan atau cacat pada material NDT dapat
dibedakan dalam 2 macam, yaitu: surface crack dan inside crack. Sebaiknya Pada
saat pengujian maka harus sudah ditentukan dahulu targetnya (misal surface crack

34
atau inside crack), baru digunakan metoda NDT yang tepat. Beberapa Metode yang
digunakan untuk melakukan pengujian ini yaitu :
2.3.1 NDT Metode Pada Inside Crack
2.3.1.1 Radiography Test
Radiography adalah bagian dari Non Destructive Test (NDT) yang
menggunakan sinar x atau sinar gamma yang dapat menembus hampir
semua logam kecuali timbal dan beberapa material padat sehingga dapat
digunakan untuk mengungkap cacat atau ketidaksesuain dibalik dinding
metal atau di dalam bahan itu sendiri.
Gambar 2.10 : Bentuk Alat Uji Radiography Test
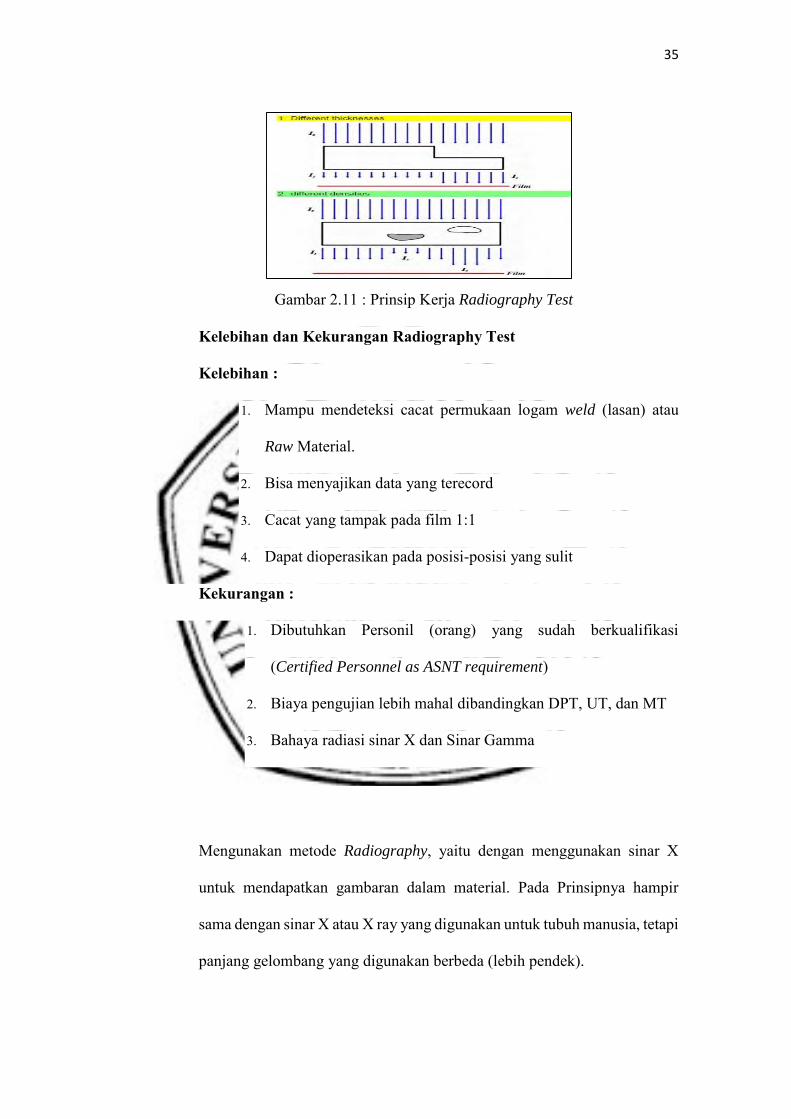
Prinsip Kerja Radiography Test
Intensitas Radiasi akan berubah tergantung dari tebal material dan Density
Material sehingga akan menghasilkan bayangan yang berbeda pada film
hasil Radiography Test
35
Gambar 2.11 : Prinsip Kerja Radiography Test
Kelebihan dan Kekurangan Radiography Test
Kelebihan :
1. Mampu mendeteksi cacat permukaan logam weld (lasan) atau
Raw Material.
2. Bisa menyajikan data yang terecord
3. Cacat yang tampak pada film 1:1
4. Dapat dioperasikan pada posisi-posisi yang sulit
Kekurangan :
1. Dibutuhkan Personil (orang) yang sudah berkualifikasi
(Certified Personnel as ASNT requirement)
2. Biaya pengujian lebih mahal dibandingkan DPT, UT, dan MT
3. Bahaya radiasi sinar X dan Sinar Gamma
Mengunakan metode Radiography, yaitu dengan menggunakan sinar X
untuk mendapatkan gambaran dalam material. Pada Prinsipnya hampir
sama dengan sinar X atau X ray yang digunakan untuk tubuh manusia, tetapi
panjang gelombang yang digunakan berbeda (lebih pendek).
36
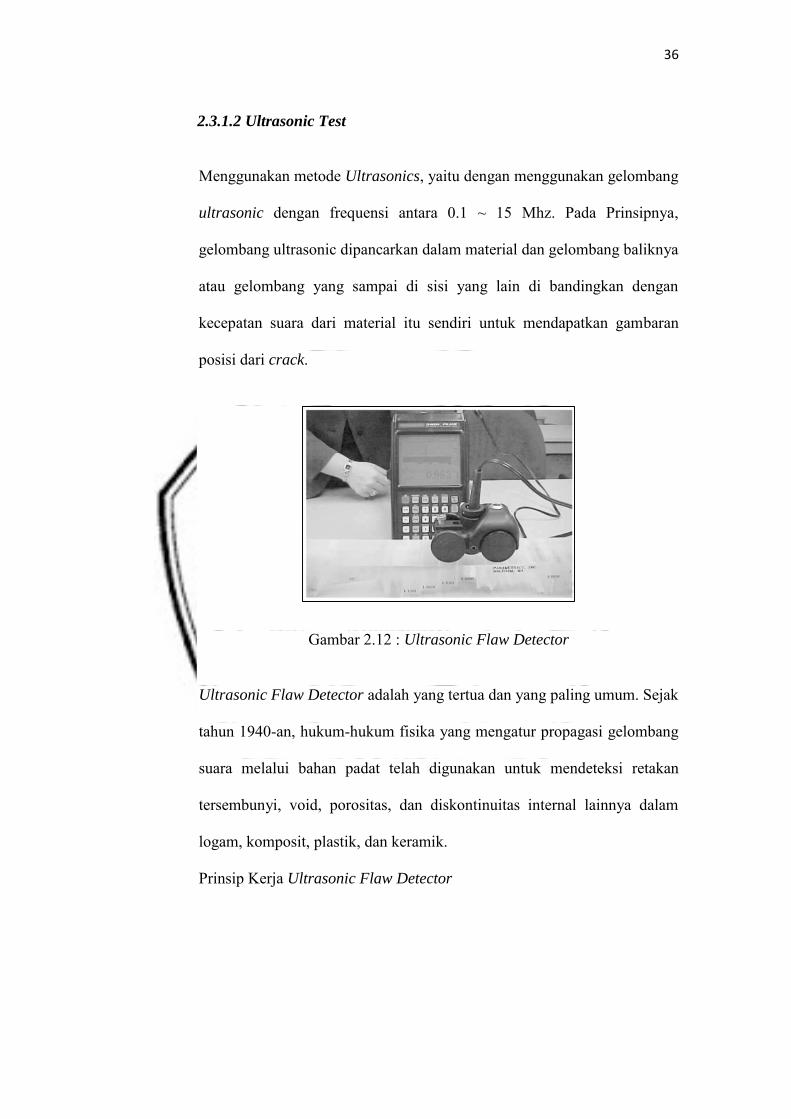
2.3.1.2 Ultrasonic Test
Menggunakan metode Ultrasonics, yaitu dengan menggunakan gelombang
ultrasonic dengan frequensi antara 0.1 ~ 15 Mhz. Pada Prinsipnya,
gelombang ultrasonic dipancarkan dalam material dan gelombang baliknya
atau gelombang yang sampai di sisi yang lain di bandingkan dengan
kecepatan suara dari material itu sendiri untuk mendapatkan gambaran
posisi dari crack.
Gambar 2.12 : Ultrasonic Flaw Detector
Ultrasonic Flaw Detector adalah yang tertua dan yang paling umum. Sejak
tahun 1940-an, hukum-hukum fisika yang mengatur propagasi gelombang
suara melalui bahan padat telah digunakan untuk mendeteksi retakan
tersembunyi, void, porositas, dan diskontinuitas internal lainnya dalam
logam, komposit, plastik, dan keramik.
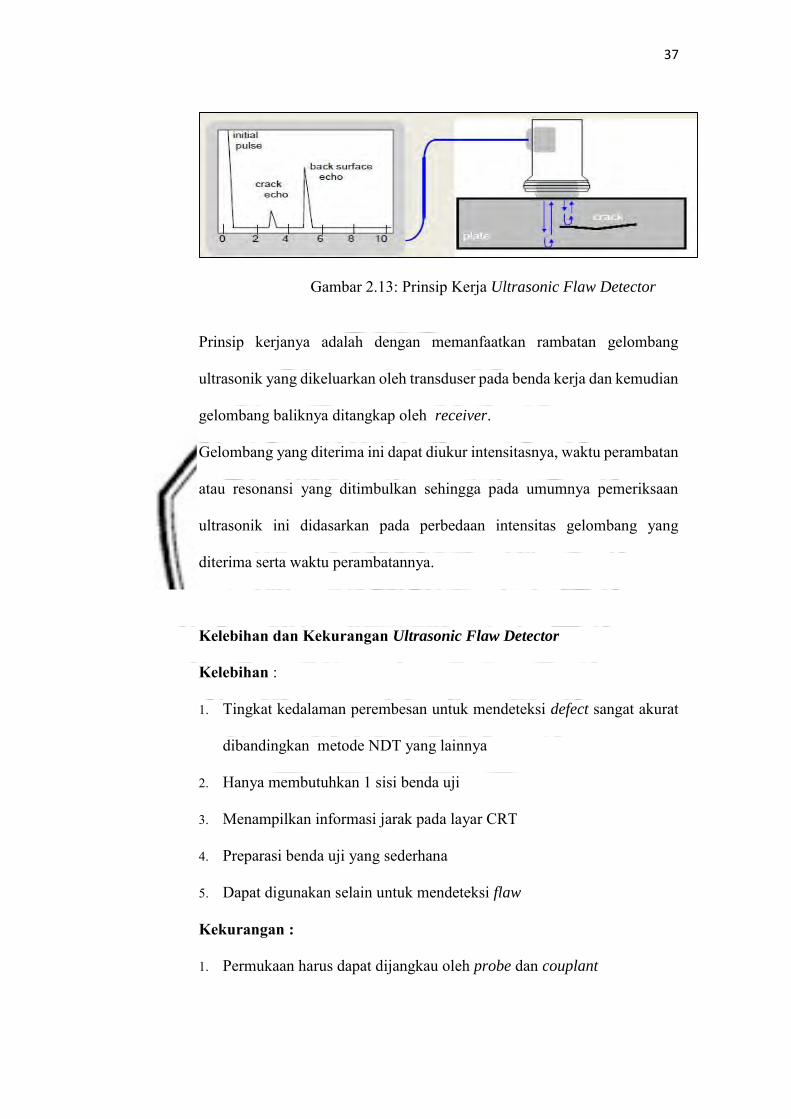
Prinsip Kerja Ultrasonic Flaw Detector
37
Gambar 2.13: Prinsip Kerja Ultrasonic Flaw Detector
Prinsip kerjanya adalah dengan memanfaatkan rambatan gelombang
ultrasonik yang dikeluarkan oleh transduser pada benda kerja dan kemudian
gelombang baliknya ditangkap oleh receiver.
Gelombang yang diterima ini dapat diukur intensitasnya, waktu perambatan
atau resonansi yang ditimbulkan sehingga pada umumnya pemeriksaan
ultrasonik ini didasarkan pada perbedaan intensitas gelombang yang
diterima serta waktu perambatannya.
Kelebihan dan Kekurangan Ultrasonic Flaw Detector
Kelebihan :
1. Tingkat kedalaman perembesan untuk mendeteksi defect sangat akurat
dibandingkan metode NDT yang lainnya
2. Hanya membutuhkan 1 sisi benda uji
3. Menampilkan informasi jarak pada layar CRT
4. Preparasi benda uji yang sederhana
5. Dapat digunakan selain untuk mendeteksi flaw
Kekurangan :
1. Permukaan harus dapat dijangkau oleh probe dan couplant

38
2. Skill dan training yang dibutuhkan lebih tinggi dari metode lain
3. Finishing dan kekasaran pada permukaan mempengaruhi hasil inspeksi
4. Sulit menginspeksi benda yang tipis
5. Membutuhkan standar referensi
2.3.1.3 Accustic Emmision
Menggunakan Metode Accustic emmision (AE), Berbeda dengan
kebanyakan metode NDT lainnya, di AE menguji diskontinuitas itu sendiri
adalah pelepasan energi, membuat sinyal sendiri (sebagai respons terhadap
stres). Pengujian AE mendeteksi gerakan (metode lain mendeteksi
diskontinuitas geometris).
Gambar 2.14 : skema AE
Keuntungan pengujian AE:
1. AE dapat digunakan di semua tahap pengujian termasuk:
a. Preservice (bukti) pengujian
b. Pengujian inservice (rekualifikasi)
c. Pemantauan komponen dan sistem secara on-line
d. Deteksi dan lokasi kebocoran
e. Pemantauan las dalam proses

39
f. Pengujian dan karakterisasi sifat mekanik
2. Anisotropi bahan bagus
3. geometri sensitif
4. Kurang mengganggu
5. Pemantauan global
6. Evaluasi real-time
7. Pemindaian jarak jauh
8. Kinerja / rasio harga
Kelemahan pengujian AE :
1. Repeatability: Emisi akustik adalah stres yang unik dan setiap
pemuatannya berbeda.
2. Atenuasi: Struktur yang diuji akan menipiskan gelombang tegangan
akustik.
3. Sejarah: Pengujian paling baik dilakukan jika riwayat pemuatan
struktur diketahui.
4. Kebisingan
2.3.2 NDT Metode pada Surface Crack
2.3.2.1 Visual Inspection Optical
Biasanya Metode ini menjadi langkah yang pertama kali diambil
dalam NDT. Metode ini bertujuan menemukan cacat atau retak permukaan
dan korosi. dengan bantuan Visual Optical, crack yang berada dipermukaan
material dapat diketahui

40
Gambar 2.15 : Inspeksi visual
2.3.2.2 Liquid Penetrant
Metode ini sangat sederhana dimana saat melakuan pengujian dilakukan
penyemprotan dengan cairan berwarna terang yang tujuannya untuk
mengetahui keretakan atau kerusakan pada material solid baik logam
maupun non logam. Cairan ini harus memiliki daya penetrasi yang baik dan
viskositas yang rendah agar dapat masuk pada cacat dipermukaan material.
Selanjutnya, penetrant yang tersisa di permukaan material disingkirkan.
Cacat akan nampak jelas jika perbedaan warna penetrant dengan latar
belakang cukup kontras
Gambar 2.16 : Liquid penetrant
41
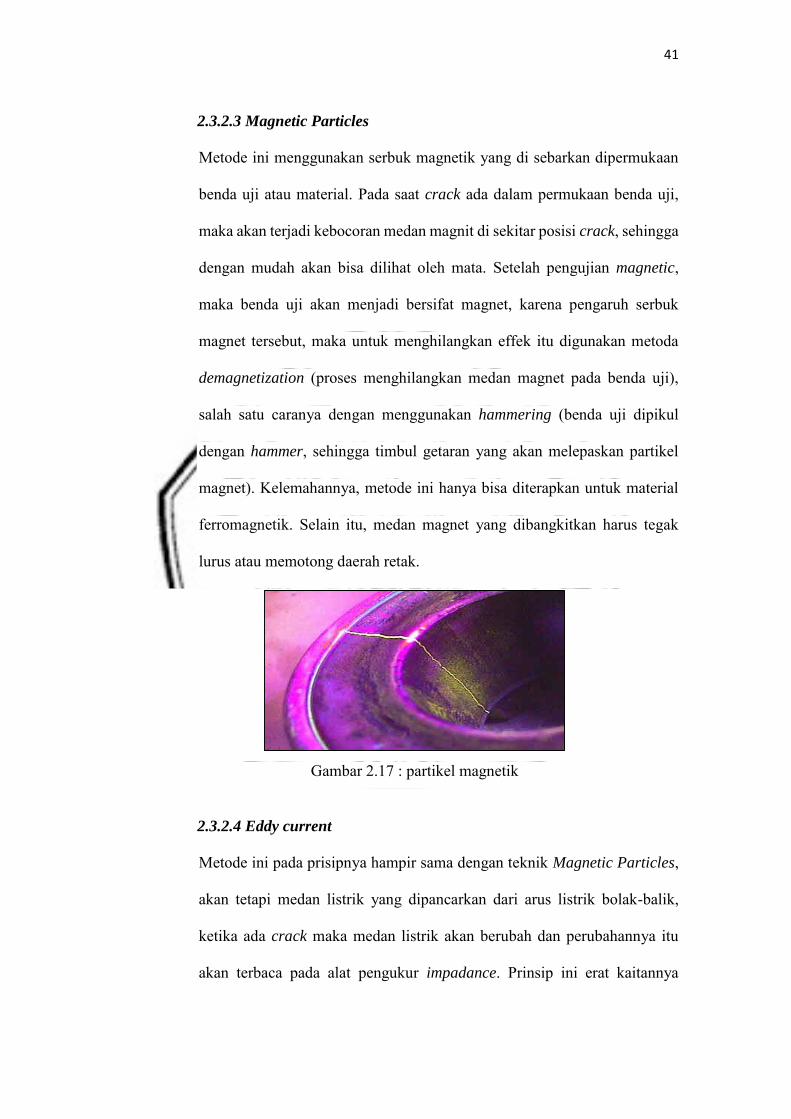
2.3.2.3 Magnetic Particles
Metode ini menggunakan serbuk magnetik yang di sebarkan dipermukaan
benda uji atau material. Pada saat crack ada dalam permukaan benda uji,
maka akan terjadi kebocoran medan magnit di sekitar posisi crack, sehingga
dengan mudah akan bisa dilihat oleh mata. Setelah pengujian magnetic,
maka benda uji akan menjadi bersifat magnet, karena pengaruh serbuk
magnet tersebut, maka untuk menghilangkan effek itu digunakan metoda
demagnetization (proses menghilangkan medan magnet pada benda uji),
salah satu caranya dengan menggunakan hammering (benda uji dipikul
dengan hammer, sehingga timbul getaran yang akan melepaskan partikel
magnet). Kelemahannya, metode ini hanya bisa diterapkan untuk material
ferromagnetik. Selain itu, medan magnet yang dibangkitkan harus tegak
lurus atau memotong daerah retak.
Gambar 2.17 : partikel magnetik
2.3.2.4 Eddy current
Metode ini pada prisipnya hampir sama dengan teknik Magnetic Particles,
akan tetapi medan listrik yang dipancarkan dari arus listrik bolak-balik,
ketika ada crack maka medan listrik akan berubah dan perubahannya itu
akan terbaca pada alat pengukur impadance. Prinsip ini erat kaitannya
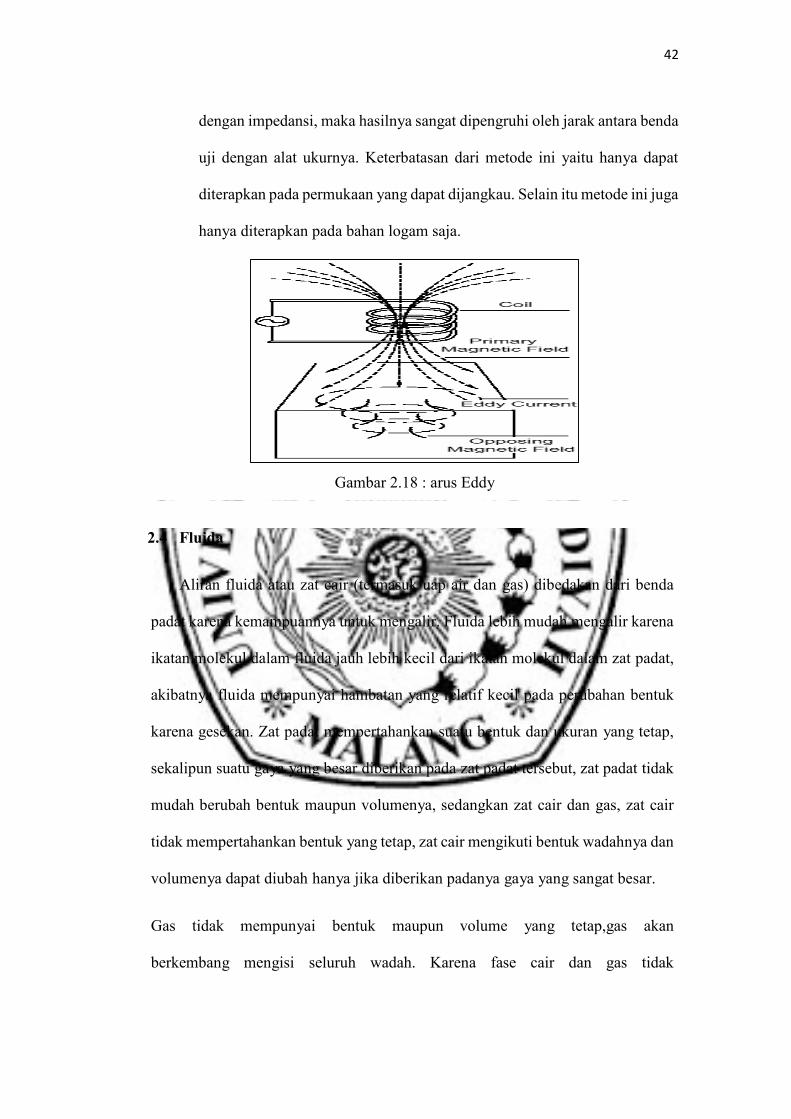
42
dengan impedansi, maka hasilnya sangat dipengruhi oleh jarak antara benda
uji dengan alat ukurnya. Keterbatasan dari metode ini yaitu hanya dapat
diterapkan pada permukaan yang dapat dijangkau. Selain itu metode ini juga
hanya diterapkan pada bahan logam saja.
Gambar 2.18 : arus Eddy
2.4 Fluida
Aliran fluida atau zat cair (termasuk uap air dan gas) dibedakan dari benda
padat karena kemampuannya untuk mengalir. Fluida lebih mudah mengalir karena
ikatan molekul dalam fluida jauh lebih kecil dari ikatan molekul dalam zat padat,
akibatnya fluida mempunyai hambatan yang relatif kecil pada perubahan bentuk
karena gesekan. Zat padat mempertahankan suatu bentuk dan ukuran yang tetap,
sekalipun suatu gaya yang besar diberikan pada zat padat tersebut, zat padat tidak
mudah berubah bentuk maupun volumenya, sedangkan zat cair dan gas, zat cair
tidak mempertahankan bentuk yang tetap, zat cair mengikuti bentuk wadahnya dan
volumenya dapat diubah hanya jika diberikan padanya gaya yang sangat besar.
Gas tidak mempunyai bentuk maupun volume yang tetap,gas akan
berkembang mengisi seluruh wadah. Karena fase cair dan gas tidak

43
mempertahankan suatu bentuk yang tetap, keduanya mempunyai kemampuan
untuk mengalir. Dengan demikian kedua – duanya sering secara kolektif disebut
sebagai fluida.
2.4.1 Sifat – sifat fluida
Untuk mengerti aliran fluida maka harus mengetahui beberapa sifat dasar
fluida. Adapun sifat – sifat dasar fluida yaitu: kerapatan (density) ρ, (specific
gravity) (s.g), tekanan (pressure) P, kekentalan (viscosity) µ.
1. Kerapatan (Density)
Kerapatan (density) ρ suatu zat adalah ukuran untuk konsentrasi zat
tersebut dan dinyatakan dalam massa per satuan volume. Sifat ini
ditentukan dengan cara menghitung perbandingan massa zat yang
terkandung dalam suatu
bagian tertentu terhadap volume bagian tersebut
⍴ = 𝑚𝒗
Dimana: v = volume fluida (m3)
m = massa fluida (kg)
ρ = rapat massa (kg/m3)
Volume jenis (v) adalah volume yang ditempati oleh sebuah satuan
massa zat dan karena itu merupakan kebalikan dari kerapatan:
𝑣 =1
⍴
44
berat jenis γ adalah gaya gravitasi terhadap massa yang terkandung
dalam sebuah satuan volume zat, maka
γ = ρ.g
Dimana: ρ = rapat massa (kg/m3)
g = percepatan gravitasi (9,81 m/s2)
Spesific grafity (s.g) adalah sifat yang digunakan untuk
memperbandingkan kerapatan suatu zat dengan kerapatan air. Karena
kerapatan semua zat cair bergantung pada temperatur serta tekanan, maka
temperatur zat cair yang dipertanyakan, serta temperatur air yang
dijadikan acuan, harus dinyatakan
untuk mendapatkan harga-harga gravitasi jenis yang tepat.
𝑆. 𝑔 =⍴
⍴𝑤
Dimana: s.g = spesifik grafity
ρ = rapat massa (kg/m3)
⍴𝑤 = kerapatan air (kg/m3)
2. Laju Aliran Massa
Laju aliran massa yang mengalir dapat diketahui dengan persamaan
dibawah ini:
m = ⍴. V. A
𝑚 =𝑉 . 𝐴
𝑣

45
Dimana: ṁ = laju aliran massa (kg/s)
V = kecepatan aliran fluida (m/s)
v = volume jenis (m3/kg)
A = luas penampang pipa (m2)
Laju aliran adalah volume fluida yang dikeluarkan tiap detiknya. Laju
aliran dapat diketahui dengan menggunakan persamaan berikut:
Q = V. A
Dimana: Q = debit aliran (m3/s)
V = kecepatan aliran (m/s)
A = Luas Penampang (m2)
laju aliran melalui A1 dan A2 harus sama, dengan demikian:
ρ1 . A1 . V1 = ρ2 . A2 . V2
3. Viskositas
Viskositas adalah ukuran ketahanan sebuah fluida terhadap deformasi atau
perubahan-perubahan bentuk. Viskositas zat cair cenderung menurun
dengan seiring bertambahnya kenaikan temperatur, hal ini disebabkan
gaya-gaya kohesi pada zat cair bila dipanaskan akan mengalami penurunan
dengan semakin bertambahnya temperatur pada zat cair yang
menyebabkan berturunnya viskositas dari zat cair tersebut. Viskositas
dibagi menjadi dua yaitu:
46
a. Viskositas dinamik atau viskositas mutlak atau absolute viscosity.
Viskositas dinamik adalah sifat fluida yang menghubungkan tegangan
geser dengan gerakan fluida. Viskositas dinamik tampaknya sama dengan
ratio tegangan geser terhadap gradien kecepatan.
𝜇 =𝜏
𝑑𝑢/𝑑𝑦
Dimana: µ = viskositas dinamik (kg/m.s)
τ = tegangan geser (N/m2)
𝑑𝑢/𝑑𝑦 = gradien kecepatan ((m/s)/m)
b. Viskositas kinematik
Viskositas kinematik adalah perbandingan antara viskositas dinamik
dengan kerapatan fluida.
𝑣 =𝜇
𝜌
Dimana: υ = viskositas kinematik (m2/s)
µ = viskositas dinamik (kg/m.s)
ρ = kerapatan fluida (kg/m3)
2.4.2 Hukum Kontinuitas
Persamaan kontinuitas adalah persamaan yang menghubungkan kecepatan
fluida dalam dari satu tempat ke tempat lain.
47
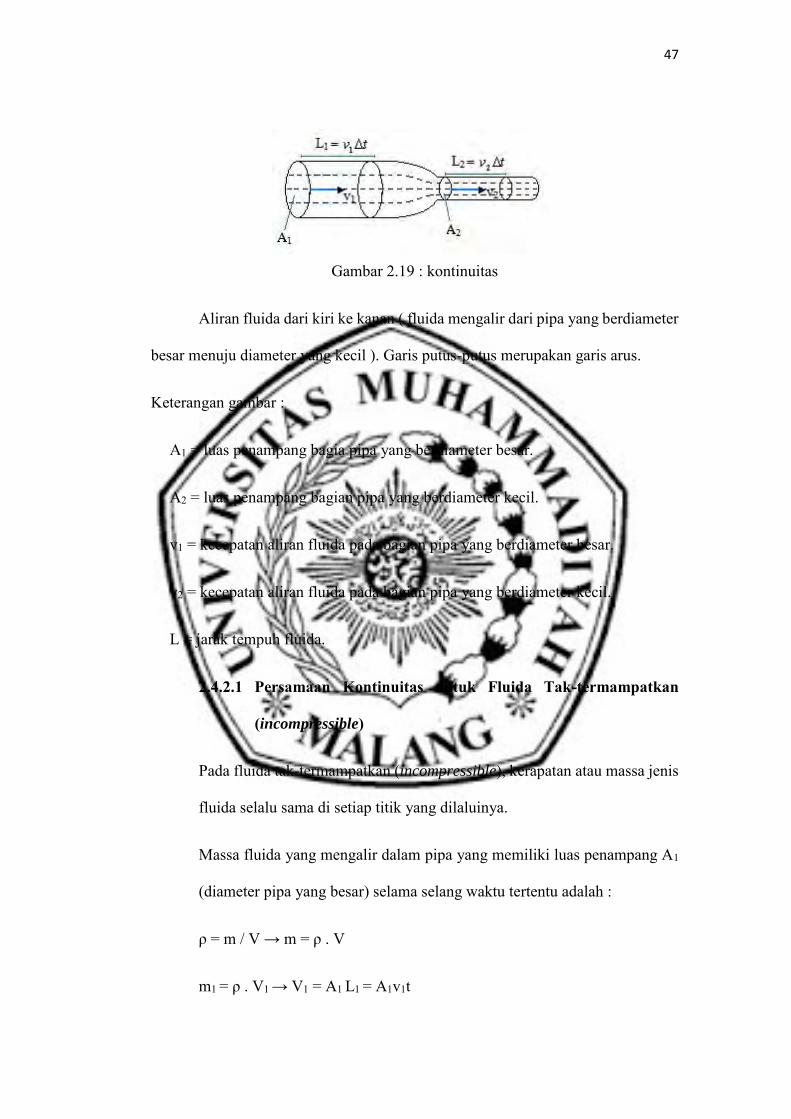
Gamba 2.19 : kontinuitas
Gambar 2.19 : kontinuitas
Aliran fluida dari kiri ke kanan ( fluida mengalir dari pipa yang berdiameter
besar menuju diameter yang kecil ). Garis putus-putus merupakan garis arus.
Keterangan gambar :
A1 = luas penampang bagia pipa yang berdiameter besar.
A2 = luas penampang bagian pipa yang berdiameter kecil.
v1 = kecepatan aliran fluida pada bagian pipa yang berdiameter besar.
v2 = kecepatan aliran fluida pada bagian pipa yang berdiameter kecil.
L = jarak tempuh fluida.
2.4.2.1 Persamaan Kontinuitas untuk Fluida Tak-termampatkan
(incompressible)
Pada fluida tak-termampatkan (incompressible), kerapatan atau massa jenis
fluida selalu sama di setiap titik yang dilaluinya.
Massa fluida yang mengalir dalam pipa yang memiliki luas penampang A1
(diameter pipa yang besar) selama selang waktu tertentu adalah :
ρ = m / V → m = ρ . V
m1 = ρ . V1 → V1 = A1 L1 = A1v1t

48
m1 = ρ.A1.v1.t
keterangan :
ρ = Massa Jenis (kg/m3)
m1 = massa bidang 1 (kg)
V1 = Volume bidang 1 (m/s)
t = waktu (s)
A1 = luas penampang 1
v1 = kecepatan aliran fluida pada penampang 1
Demikian juga, massa fluida yang mengalir dalam pipa yang memiliki luas
penamang A2 (diameter pipa yang kecil) selama selang waktu tertentu
adalah :
m2 = ρ . A2. v2 . t
Keterangan :
m2 = massa bidang 2 (kg)
V2 = Volume bidang 2 (m/s)
t = waktu (s)
A2 = luas penampang 2Q
v2 = kecepatan aliran fluida pada penampang 2
Mengingat bahwa dalam aliran tunak, massa fluida yang masuk sama
dengan massa fluida yang keluar, maka :
49
m1 = m2
ρA1v1t = ρA2v2t
A1v1 = A2v2
(massa jenis fluida dan selang waktu sama sehingga dilenyapkan)
Jadi, pada fluida tak-termampatkan, berlaku persamaan kontinuitas :
A1 v1 = A2 v2 - Persamaan 1
Keterangan :
A1 = Luas penampang 1
A2 = Luas penampang 2
v1 = Kecepatan aliran fluida pada penampang 1
v2 = Kecepatan aliran fluida pada penampang 2
Av = Laju aliran volume atau debit
Persamaan 1 menunjukkan bahwa aliran volume atau debit selalu sama pada
setiap titik sepanjang pipa/tabung aliran. Ketika penampang pipa mengecil,
maka laju aliran fluida meningkat, sebaliknya ketika penampang pipa
menjadi besar, laju aliran fluida menjadi kecil.
2.4.2.2 Persamaan Kontinuitas untuk Fluida Termampatkan
(compressible)
Untuk kasus fluida yang termampatkan atau compressible, massa jenis
fluida selalu sama. Dengan kata lain, massa jenis fluida berubah ketika

50
dimampatkan. Kalau pada fluida Tak-termampatkan massa jenis fluida
tersebut kita lenyapkan dari persamaan, maka pada kasus ini massa jenis
fluida tetap disertakan. Dengan berpedoman pada persamaan yang telah
diturunkan sebelumnya.
Mengingat bahwa dalam aliran tunak, massa fluida yang masuk sama
dengan massa fluida yang keluar, maka :
m1 = m2
ρ . A1 . v1 . t = ρ . A2 . v2 . t → Persamaan 1
Selang waktu aliran fluida sama sehingga bisa dilenyapkan. Persamaan
berubah menjadi :
ρ . A1 . v1 = ρ . A2 . v2 → Persamaan 2
Persamaan 2 untuk kasus fluida termampatkan. Bedanya hanya terletak
pada massa jenis fluida. Apabila fluida termampatkan, maka jenisnya
berubah. Sebaliknya apabila fluida ta terampatkan, massa jenisnya selalu
sama sehingga bisa kita lenyapkan.
2.4.3 Hukum Bernoulli
Prinsip Bernoulli adalah sebuah istilah di dalam mekanika fluida yang
menyatakan bahwa pada suatu aliran fluida, peningkatan pada kecepatan fluida
akan menimbulkan penurunan tekanan pada aliran tersebut.
Rumus Hukum Bernoulli:
51
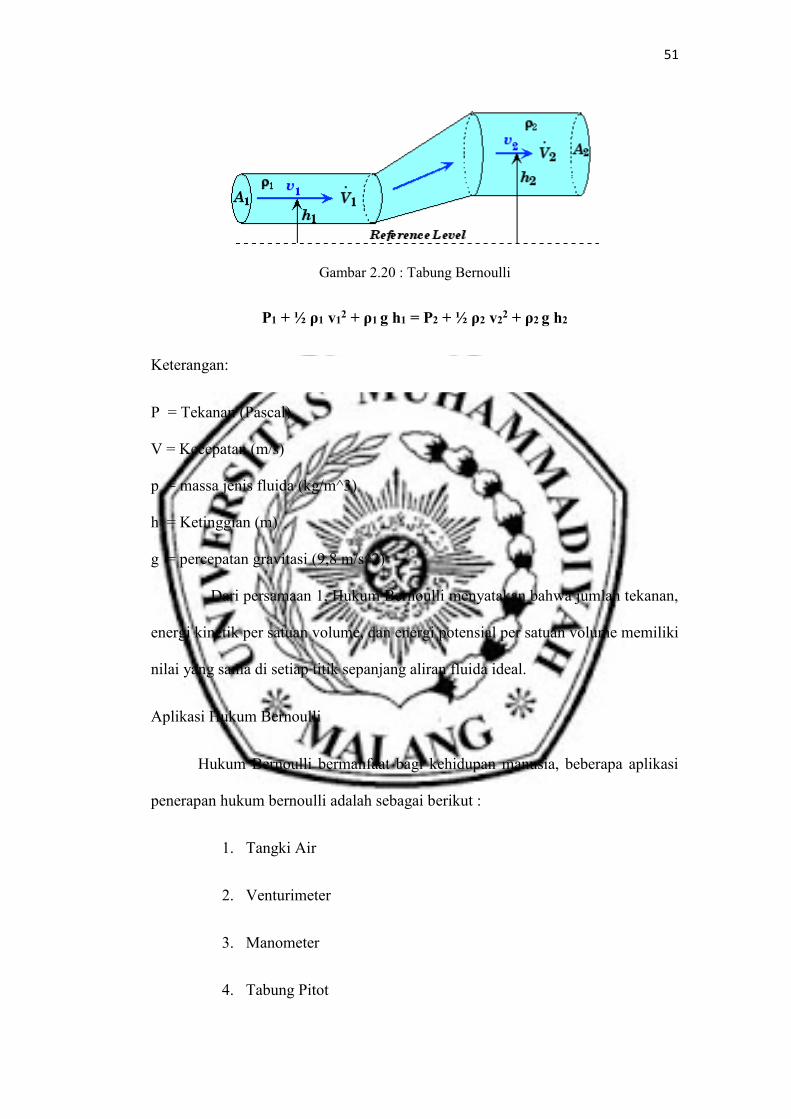
Gambar 2.20 : Tabung Bernoulli
P1 + ½ ρ1 v12 + ρ1 g h1 = P2 + ½ ρ2 v22 + ρ2 g h2
Keterangan:
P = Tekanan (Pascal)
V = Kecepatan (m/s)
p = massa jenis fluida (kg/m^3)
h = Ketinggian (m)
g = percepatan gravitasi (9,8 m/s^2)
Dari persamaan 1, Hukum Bernoulli menyatakan bahwa jumlah tekanan,
energi kinetik per satuan volume, dan energi potensial per satuan volume memiliki
nilai yang sama di setiap titik sepanjang aliran fluida ideal.
Aplikasi Hukum Bernoulli
Hukum Bernoulli bermanfaat bagi kehidupan manusia, beberapa aplikasi
penerapan hukum bernoulli adalah sebagai berikut :
1. Tangki Air
2. Venturimeter
3. Manometer
4. Tabung Pitot
52
2.4.4 Bilangan Reynolds
Dalam mekanika fluida, bilangan Reynolds adalah rasio antara gaya inersia (vsρ)
terhadap gaya viskos (μ/L) yang mengkuantifikasikan hubungan kedua gaya
tersebut dengan suatu kondisi aliran tertentu. Bilangan ini digunakan untuk
mengidentikasikan jenis aliran yang berbeda, misalnya laminar , turbulen atau
transisi. Namanya diambil dari Osborne Reynolds (1842–1912) yang
mengusulkannya pada tahun 1883.
Bilangan Reynold merupakan salah satu bilangan tak berdimensi yang paling
penting dalam mekanika fluida dan digunakan, seperti halnya dengan bilangan tak
berdimensi lain, untuk memberikan kriteria untuk menentukan dynamic similitude.
Jika dua pola aliran yang mirip secara geometris, mungkin pada fluida yang berbeda
dan laju alir yang berbeda pula, memiliki nilai bilangan tak berdimensi yang
relevan, keduanya disebut memiliki kemiripan dinamis.
Rumus bilangan Reynolds umumnya adalah sebagai berikut:
Dimana:
Re = bilangan reynolds
V = kecepatan fluida,
d = diameter pipa,
Re = 𝑉.𝐷
𝑣
53
μ = viskositas absolut fluida dinamis,
ν = viskositas kinematik fluida: ν = μ / ρ,
ρ = kerapatan (densitas) fluida.
Viskositas fluida merupakan ukuran ketahanan sebuah fluida terhadap deformasi
atau perubahan bentuk. Viskositas dipengaruhi oleh temperatur, tekanan,kohesi dan
laju perpindahan momentum molekularnya. Viskositas zat cair cenderung menurun
dengan seiring bertambahnya kenaikan temperatur, hal ini disebabkan gaya-gaya
kohesi pada zat cair bila dipanaskan akan mengalami penurunan dengan semakin
bertambahnya temperatur pada zat cair yang menyebabkan berturunnya viskositas
dari zat cair tersebut.
Bilangan Reynolds terbagi menjadi dua :
1. Internal Flow (aliran dalam saluran tertutup)
Merupakan aliran fluida yang mengalir didalam pipa. Untuk aliran internal,
jenis aliran dapat diketahui dengan mendapatkan bilangan Reynolds nya
dari persamaan :
Re = 𝑉.𝐷
𝑣
Dimana :
V = kecepatan aliran fluida (m/s)
D = diameter
v = viskositas
2. Eksternal Flow (aliran dalam saluran terbuka)

54
Merupakan aliran fluida yang mengalir pada permukaan suatu benda. Untuk
aliran eksternal, jenis aliran dapat diketauhi dengan mendapatkan bilangan
Reynolds nya dari persamaan :
Re = 𝑉.𝐿
𝑣
Dimana :
V = kecepatan aliran fluida (m/s)
L = Panjang permukaan
v = viskositas
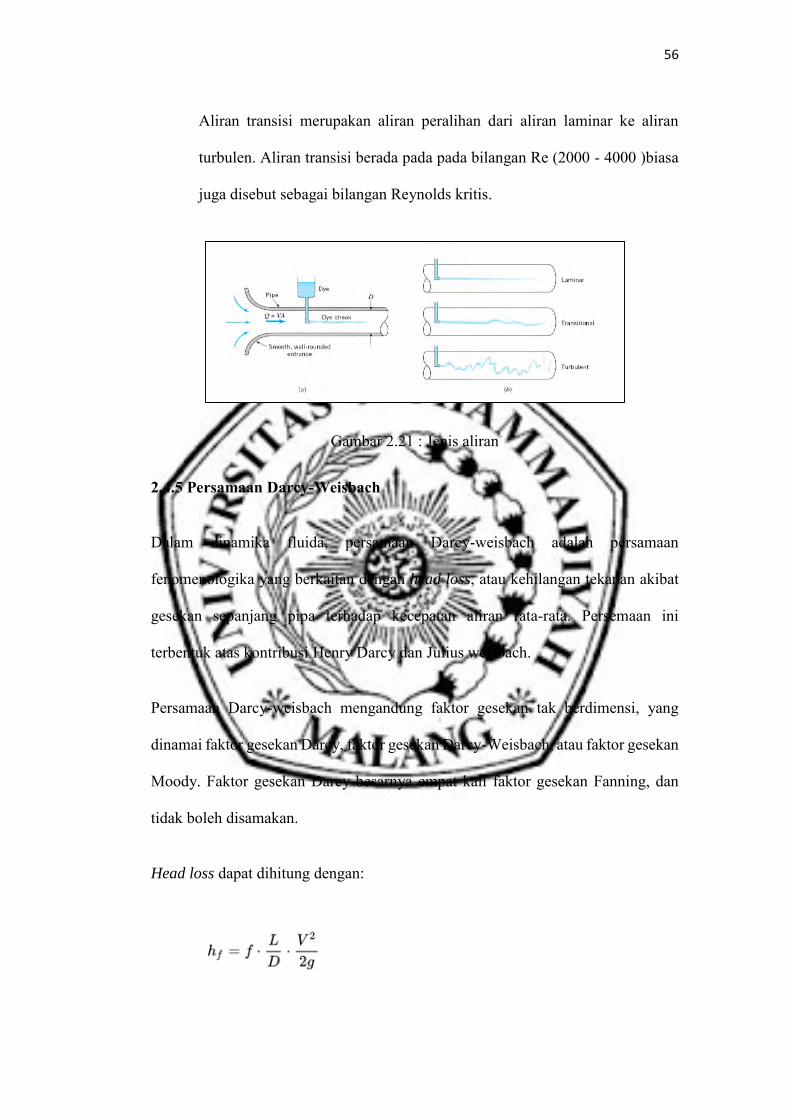
Dengan bilangan Reynold, aliran fluida dapat dibedakan menjadi tiga jenis aliran.
Jenis-jenis aliran tersebut adalah,
1. Aliran Laminer
Aliran laminer terjadi apabila partikel-partikel zat cair bergerak teratur
dengan membentuk garis lintasan kontinyu dan tidak saling berpotongan.
Aliran laminer terjadi apabila kecepatan aliran rendah, ukuran saluran
sangat kecil dan zat cair mempunyai kekentalan besar. Aliran dengan fluida
yang bergerak dalam lapisan-lapisan, atau laminer-laminer dengan satu
lapisan meluncur secara lancar . Dalam aliran laminar iniviskositas
berfungsi untuk meredam kecendrungan terjadinya gerakan relatif antara
lapisan.
Apabila dalam sebuah fluida dalam saluran terbuka mempunyai nilai
bilangan reynold kurang dari 2000 (Re < 2000) maka aliran tersebut
termasuk aliran laminer. Sedangkan dalam saluran tetutup dalam pipa,

55
aliran tersebut merupakan aliran laminer apabila mempunyai bilangan
Reynold kurang dari 500 (Re <500).
2. Aliran turbulen
Pada aliran turbulen, partikel-partikel zat cair bergerak tidak teratur dan
garis lintasannya saling berpotongan. Aliran turbulen terjadi apabila
kecepatan aliran besar,saluran besar dan zat cair mempunyai kekentalan
kecil. Aliran di sungai, saluranirigasi atau drainase dan di laut adalah contoh
dari aliran turbulen. Aliran dimana pergerakan dari partikel-partikel fluida
sangat tidak menentu karena mengalami percampuran serta putaran partikel
antar lapisan, yang mengakibatkan saling tukar momentum dari satu bagian
fluida kebagian fluida yang lain dalam skala yang besar. Dalam keadaan
aliran turbulen maka turbulensi yang terjadi membangkitkan tegangan geser
yang merata diseluruh fluida sehingga menghasilkan kerugian-kerugian
aliran.
Apabila dalam sebuah fluida dalam saluran terbuka mempunyai nilai
bilangan reynold lebih dari 4000 (Re > 4000) maka aliran tersebut termasuk
aliran turbulen.Sedangkan dalam saluran tetutup dalam pipa, aliran tersebut
merupakan aliran turbulen apabila mempunyai bilangan Reynold lebih dari
1000 (Re > 1000).
3. Aliran transisi
56
Aliran transisi merupakan aliran peralihan dari aliran laminar ke aliran
turbulen. Aliran transisi berada pada pada bilangan Re (2000 - 4000 )biasa
juga disebut sebagai bilangan Reynolds kritis.
Gambar 2.21 : Jenis aliran
2.4.5 Persamaan Darcy-Weisbach
Dalam dinamika fluida, persamaan Darcy-weisbach adalah persamaan
fenomenologika yang berkaitan dengan head loss, atau kehilangan tekanan akibat
gesekan sepanjang pipa terhadap kecepatan aliran rata-rata. Persemaan ini
terbentuk atas kontribusi Henry Darcy dan Julius weisbach.
Persamaan Darcy-weisbach mengandung faktor gesekan tak berdimensi, yang
dinamai faktor gesekan Darcy, faktor gesekan Darcy-Weisbach, atau faktor gesekan
Moody. Faktor gesekan Darcy besarnya empat kali faktor gesekan Fanning, dan
tidak boleh disamakan.
Head loss dapat dihitung dengan:

57
dengan
hf = head loss akibat gesekan;
L = panjang pipa;
D = diameter hidraulik dari pipa (untuk pipa yang berbentuk melingkar,
diameter hidraulik sebanding dengan diameter pipa tersebut);
V = kecepatan rata-rata dari aliran, sebanding dengan debit aliran dibagi
dengan perimeter basah;
g = percepatan gravitasi;
f = koefisien tak berdimensi yang disebut faktor gesekan Darcy;
Faktor gesekan Moody digunakan dalam persamaan Darcy-Weisbach.
Koefisien ini dapat diperkirakan dengan diagram dibawah ini :
Gambar 2.22 : Diagram Moody
58
2.5 Keausan
Keausan adalah penguraian ketebalan permukaan akibat gesekan yang terjadi
pada pembebanan dan gerakan. Keausan umumnya dianalogikan sebagai hilangnya
materi sebagai akibat interaksi mekanik dua permukaan yang bergerak slidding dan
dibebani. Ini merupakan fenomena normal yang terjadi jika dua permukaan saling
bergesekan, maka akan ada keausan atau perpindahan materi yang terjadi antara
dua benda yang bergesekan.
Suatu komponen struktur dan mesin agar berfungsi dengan baik sebagaimana
mestinya sangat tergantung pada sifat-sifat yang dimiliki material. Material yang
tersedia dan dapat digunakan oleh para engineer sangat beraneka ragam, seperti
logam, polimer, keramik, gelas, dan komposit. Sifat yang dimiliki oleh material
terkadang membatasi kinerjanya. Namun demikian, jarang sekali kinerja suatu
material hanya ditentukan oleh satu sifat, tetapi lebih kepada kombinasi dari
beberapa sifat. Salah satu contohnya adalah ketahanan-aus ( wear resistance )
merupakan fungsi dari beberapa sifat material (kekerasan, kekuatan, dll), friksi serta
pelumasan. Material apapun dapat mengalami keausan disebabkan oleh mekanisme
yang beragam. Pengujian keausan dapat dilakukan dengan berbagai macam metode
dan teknik, yang semuanya bertujuan untuk mensimulasikan kondisi keausan
aktual. Salah satunya adalah metode Ogoshi dimana benda uji memperoleh beban
gesek dari cincin yang berputar (revolving disc). Pembebanan gesek ini akan
menghasilkan kontak antar permukaan yang berulang-ulang yang pada akhirnya
akan mengambil sebagian material pada permukaan benda uji. Besarnya jejak
permukaan dari material tergesek itulah yang dijadikan dasar penentuan tingkat
59
keausan pada material. Semakin besar dan dalam jejak keausan maka semakin
tinggi volume material yang terkelupas dari benda uji.
Rumus Keausan :
Keterangan :
Wear Rate = Laju Keausan
Original Thickness = ketebalan original pipa (pabrik)
Operational Duration = waktu atau lamanya beroperasi
Keausan sendiri mempunyai dua sifat yaitu keausan normal dan keausan tidak
normal. Kemudian hal – hal yang mempengaruhi keausan :
1. Pembebanan
2. Kecepatan
3. Temperatur
4. Kekerasan permukaan
5. Kehalusan permukaan
6. Adanya benda – benda asing
7. Adanya benda kimia
Berikut ini adalah macam-macam keausan
2.5.1 Keausan Adhesif (Adhesive Wear)
Keausan adhesif adalah salah satu jenis keausan yang disebabkan oleh terikat atau
melekat (adhesive) atau berpindahnya partikel dari suatu permukaan material yang
Wear Rate = 𝑂𝑟𝑖𝑔𝑖𝑛𝑎𝑙 𝑇ℎ𝑖𝑐𝑘𝑛𝑒𝑠𝑠 − 𝑀𝑖𝑛𝑖𝑚𝑢𝑚 𝑇ℎ𝑖𝑐𝑘𝑛𝑒𝑠𝑠
𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛𝑎𝑙 𝐷𝑢𝑟𝑎𝑡𝑖𝑜𝑛
60
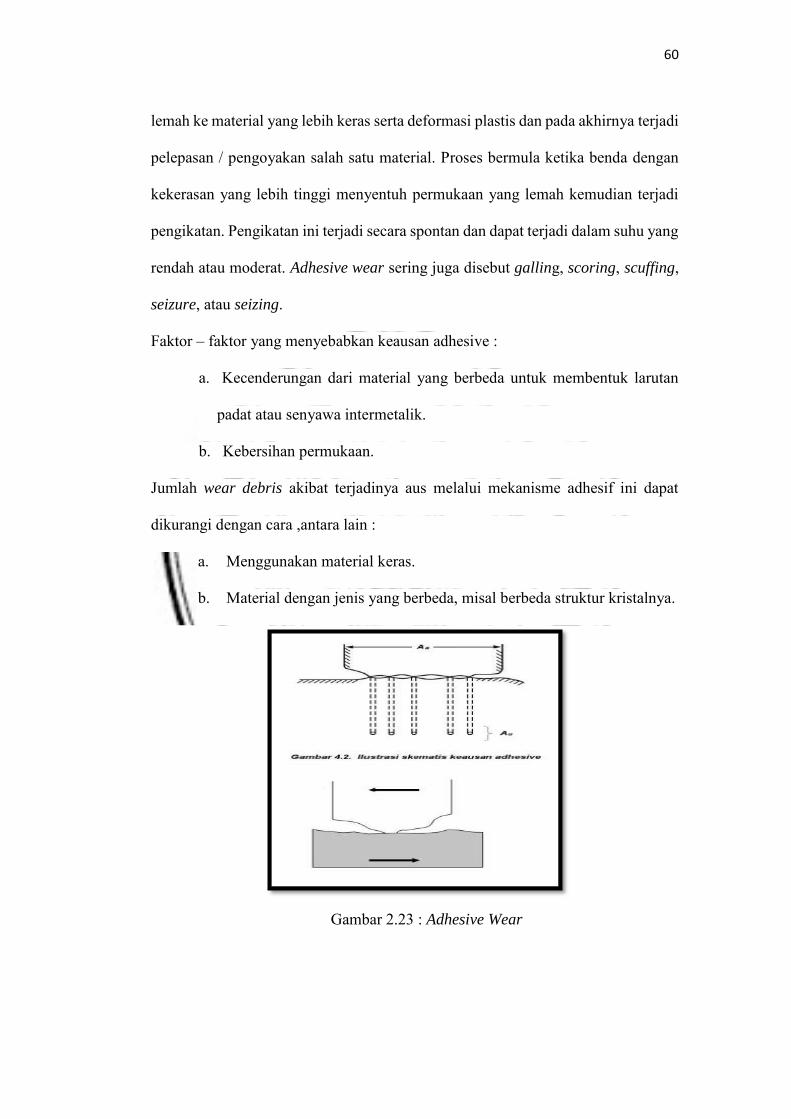
lemah ke material yang lebih keras serta deformasi plastis dan pada akhirnya terjadi
pelepasan / pengoyakan salah satu material. Proses bermula ketika benda dengan
kekerasan yang lebih tinggi menyentuh permukaan yang lemah kemudian terjadi
pengikatan. Pengikatan ini terjadi secara spontan dan dapat terjadi dalam suhu yang
rendah atau moderat. Adhesive wear sering juga disebut galling, scoring, scuffing,
seizure, atau seizing.
Faktor – faktor yang menyebabkan keausan adhesive :
a. Kecenderungan dari material yang berbeda untuk membentuk larutan
padat atau senyawa intermetalik.
b. Kebersihan permukaan.
Jumlah wear debris akibat terjadinya aus melalui mekanisme adhesif ini dapat
dikurangi dengan cara ,antara lain :
a. Menggunakan material keras.
b. Material dengan jenis yang berbeda, misal berbeda struktur kristalnya.
Gambar 2.23 : Adhesive Wear
61
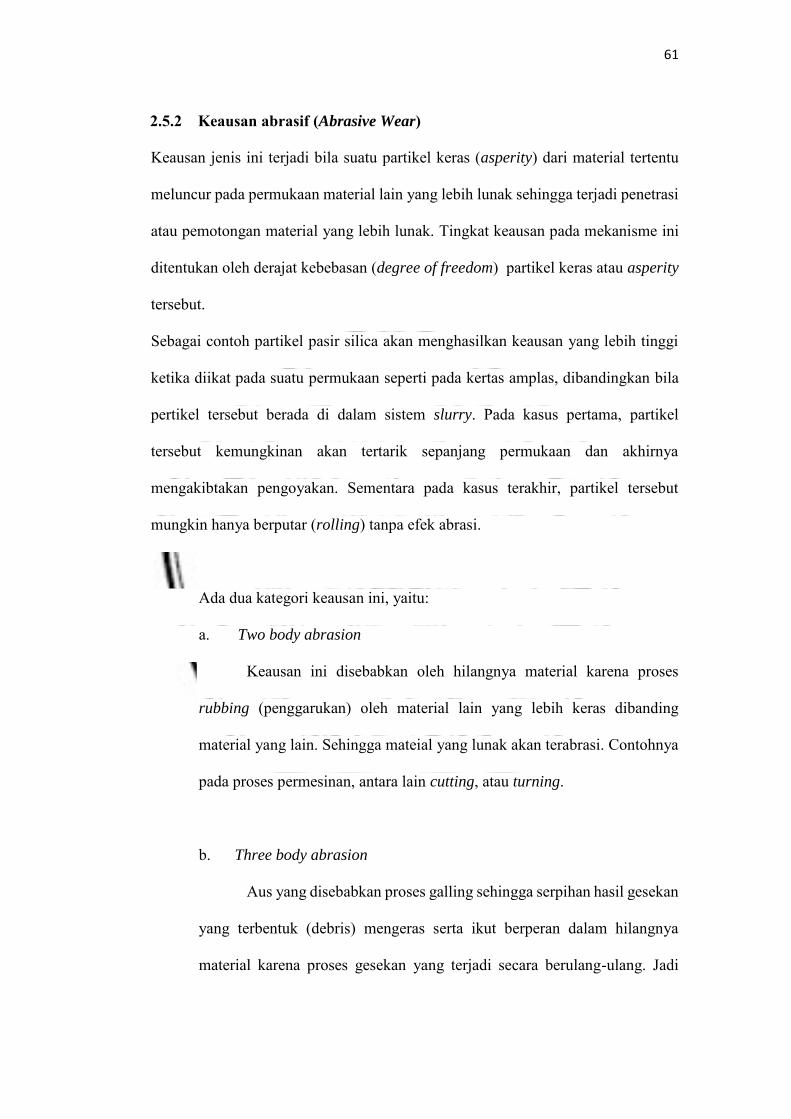
2.5.2 Keausan abrasif (Abrasive Wear)
Keausan jenis ini terjadi bila suatu partikel keras (asperity) dari material tertentu
meluncur pada permukaan material lain yang lebih lunak sehingga terjadi penetrasi
atau pemotongan material yang lebih lunak. Tingkat keausan pada mekanisme ini
ditentukan oleh derajat kebebasan (degree of freedom) partikel keras atau asperity
tersebut.
Sebagai contoh partikel pasir silica akan menghasilkan keausan yang lebih tinggi
ketika diikat pada suatu permukaan seperti pada kertas amplas, dibandingkan bila
pertikel tersebut berada di dalam sistem slurry. Pada kasus pertama, partikel
tersebut kemungkinan akan tertarik sepanjang permukaan dan akhirnya
mengakibtakan pengoyakan. Sementara pada kasus terakhir, partikel tersebut
mungkin hanya berputar (rolling) tanpa efek abrasi.
Ada dua kategori keausan ini, yaitu:
a. Two body abrasion
Keausan ini disebabkan oleh hilangnya material karena proses
rubbing (penggarukan) oleh material lain yang lebih keras dibanding
material yang lain. Sehingga mateial yang lunak akan terabrasi. Contohnya
pada proses permesinan, antara lain cutting, atau turning.
b. Three body abrasion
Aus yang disebabkan proses galling sehingga serpihan hasil gesekan
yang terbentuk (debris) mengeras serta ikut berperan dalam hilangnya
material karena proses gesekan yang terjadi secara berulang-ulang. Jadi
62
pengertian “tiga benda” disini adalah dua material yang saling bergesekan
dan sebuah benda serpihan hasil gesekan. Sedangkan pada keausan “dua
benda”, debris atau serpihan hasil gesekan tidak ada. Debris berasal dari
logam lembaran yang teradhesi pada permukaan alat cetak, kemudian
karena proses pembentukan yang terjadi, serpihan ini akan menggaruk
permukaan pelat, sehingga terjadilah keausan secara abrasif.
Faktor yang berperan dalam kaitannya dengan ketahanan material terhadap
abrasive wear antara lain:
Material hardness
Kondisi struktur mikro
Ukuran abrasif
Bentuk abrasif
Bentuk kerusakan permukaan akibat abrasive wear, antara lain :
Scratching
Scoring & Gouging
Gambar 2.24 : Abrasive Wear

63
2.5.3 Keausan lelah (Surface Fatigue Wear)
Keausan lelah / fatik pada permukaan pada hakikatnya bisa terjadi baik secara
abrasif atau adhesif. Tetapi keausan jenis ini terjadi akibat interaksi permukaan
dimana permukaan yang mengalami beban berulang akan mengarah pada
pembentukan retak-retak mikro. Retak-retak mikro tersebut pada akhirnya menyatu
dan menghasilkan pengelupasan material. Hal ini akan berakibat pada
meningkatnya tegangan gesek.
Gambar 2.25 : Surface Fatigue Wear
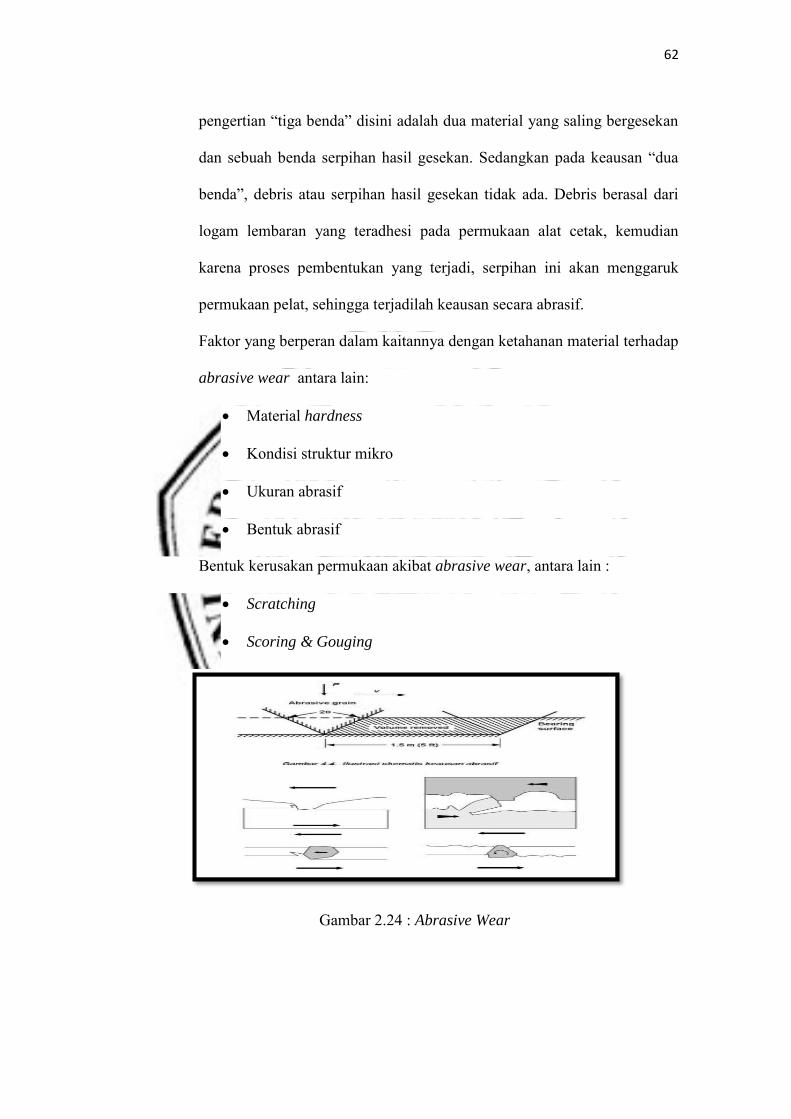
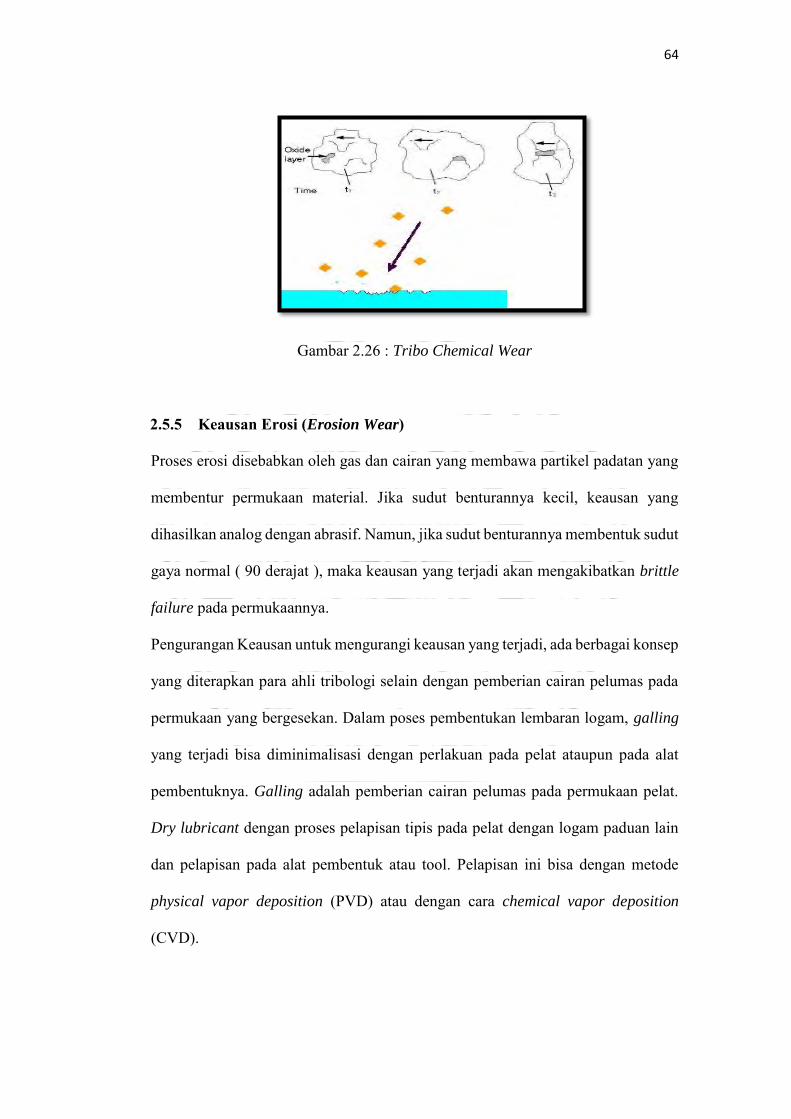
2.5.4 Keausan Oksidasi / Korosif (Tribo Chemical Wear)
Keausan kimiawi merupakan kombinasi antara proses mekanis dan proses termal
yang terjadi pada permukaan benda serta lingkungan sekitarnya. Sebagai contoh,
proses oksidasi yang sering terjadi pada sistem kontak luncur (sliding contact) antar
logam. Proses ini lama kelamaan akan menyebabkan perambatan retak dan juga
terjadi abrasi. Peningkatan suhu dan perubahan sifat mekanis pada asperiti adalah
akibat dari keausan kimiawi. Keausan jenis ini akan menyebabkan korosi pada
logam.
64
Gambar 2.26 : Tribo Chemical Wear
2.5.5 Keausan Erosi (Erosion Wear)
Proses erosi disebabkan oleh gas dan cairan yang membawa partikel padatan yang
membentur permukaan material. Jika sudut benturannya kecil, keausan yang
dihasilkan analog dengan abrasif. Namun, jika sudut benturannya membentuk sudut
gaya normal ( 90 derajat ), maka keausan yang terjadi akan mengakibatkan brittle
failure pada permukaannya.
Pengurangan Keausan untuk mengurangi keausan yang terjadi, ada berbagai konsep
yang diterapkan para ahli tribologi selain dengan pemberian cairan pelumas pada
permukaan yang bergesekan. Dalam poses pembentukan lembaran logam, galling
yang terjadi bisa diminimalisasi dengan perlakuan pada pelat ataupun pada alat
pembentuknya. Galling adalah pemberian cairan pelumas pada permukaan pelat.
Dry lubricant dengan proses pelapisan tipis pada pelat dengan logam paduan lain
dan pelapisan pada alat pembentuk atau tool. Pelapisan ini bisa dengan metode
physical vapor deposition (PVD) atau dengan cara chemical vapor deposition
(CVD).

65
Pengaruh keausan jika keausan terjadi pada :
1. Bantalan, maka akan menimbulkan getaran dengan amplitude dan
frekuensi yang berlainan.
2. Alat-alat ukur, maka akan mengurangi ketelitian
3. Alat-alat reproduksi, maka akan mengurangi kualitas dan kapasitas
4. Silinder motor trak, maka akan menimbulkan penurunan daya dan
penambahan pemakaian bahan bakar
Hal-hal yang harus perancang coba untuk menentukan pendekatan-pendekatan
spesifik untuk mengurangi keausan yaitu:
1. Pertahankan agar kontak gaya tetap rendah antara permukaan-
permukaan yang bergeser,
2. Pertahankan suhu rendah pada permukaan-permukaan yang
berhubungan,
3. Gunakan permukaan-permukaan kontak yang keras,
4. Haluskan permukan-permukaan yang berhubungan,
5. Pertahankan pelumasan yang terus menerus untuk mengurangi gesekan.
6. Pertahankan agar kekentalan relatife antara permukaan-permukaan tetap
rendah.
7. Tentukan bahan-bahan yang memiliki sifat keausan yang baik.