bab ii tinjauan pustakaeprints.umm.ac.id/57047/3/bab ii.pdf · 2019-11-25 · reduksi. mesin roll...
TRANSCRIPT

5
BAB II
TINJAUAN PUSTAKA
2.1 Tinjauan Umum Mesin Pembuat Serat Pelepah Pisang
Untuk merancang mesin pembuat serat pelepah pisang ini. Memerlukan konsep
yang baik dan memilih matrial matrial yang sesuia dalam perancangan mesin. Dan hal
hal lain harus juga diperhatian agar perancangan mesin ini sesuai dengan tujuan
peneliti. maka konsep matrial produk dari mesin pembuat serat pelepah pisang adalah
sebagai berikut :
2.2 Serat
Serat (dalam bahasa Inggris : fiber) merupakan suatu jenis bahan yang berupa
potongan komponen yang membentuk jaringan memanjang yang utuh. Sedangkan di
kamus besar bahasa Indonesia KBBI Serat adalah sel atau jaringan serupa benang atau
pita panjang, berasal dari hewan atau tumbuhan (ulat, batang pisang, daun nanas, kulit
kayu, dan sebagainya), digunakan untuk membuat kertas, tekstil, dan tali tambang;
Serat dibedakan menjadi 2 jenis:
1. Serat alam (Serat alami meliputi serat yang diproduksi alias dihasilkan oleh
tumbuhan, hewan dan proses geologis. Serat jenis ini sendiri memiliki sifat yang
mampu mengalami pelapukan).
2. Serat sintetis (Serat sintetis atau serat buatan dari manusia pada umumnya berasal
dari bahan petrokimia. Akan tetapi, ada juga serat sintetis yang dibuat dari selulosa
alami).

6
2.2.1 Serat Pelepah Pisang
Serat adalah suatu jenis bahan berupa potongan komponen yang membentuk
jaringan memanjang yang utuh. Serat pelepah pisang merupakan serat alam yang di
gunakan sebagai alternatife filler komposit untuk berbagai komposit polimer karena
keungulanya dibandingkan serat sintetis. Serat alam ini sangat mudah diproses dan
bisa didapatkan dengan harga murah, densitasnya rendah ramah lingkungan, dan dapat
diuraikan secara biologis (kusumastuti 2009).
Serat batang pisang merupakan jenis serat yang berkualitas baik, dan merupakan
salah satu bahan potensial alternatif yang dapat digunakan sebagai filler pada
pembuatan komposit polivinil klorida atau biasa disingkat PVC. Batang pisang sebagai
limbah dapat dimanfaatkan menjadi sumber serat agar mempunyai nilai ekonomis.
Rahman (2006) menyatakan bahwa perbandingan bobot segar antara batang, daun, dan
buah pisang berturut-turut 63, 14, dan 23%. Batang pisang memiliki bobot jenis 0,29
3g/cm dengan ukuran panjang serat 4,20 – 5,46 mm dan kandungan lignin 33,51%
(Syafrudin, 2004). Sifat mekanik dari serat pelepah pisang mempunyai densitas 1,35
gr/cm3, hemiselulosanya (20%), kandungan lignin 5%, kandungan selulosanya 63-
64%, kekuatan Tarik rata-rata 600 Mpa, Gpa dan pertambahan panjang 3,36% dan
modulus Tarik rata- rata 17,85 (lokantara, 2007).
7
Gambar 2.1 Serat alam dengan bentuk komponen memanjang
Sehingga pada riset kali ini peneliti mengambil topik tentang serat. Serat yang
akan diproduksi menjadikan serat yang bermanfaat untuk masyarakat untuk bahan
baku pembuatan tali tambang ataupun kerajinan yang lainnya.
2.3 Tanaman Pisang
Pada riset ini peneliti mengunakan tanaman pisang sebagai bahan dasar
pembuatan serat. Di Indonesia tanaman pisang sering kita jumpai dan sangat mudah
tumbuh tetapi jarang dimanfaatkan sehingga peneliti akan memanfaatkan limbah dari
tanaman pisang.
2.3.1 Definisi Tanaman Pisang
Pisang adalah tanaman buah herbal yang berasal dari kawasan di Asia Tenggara
(termasuk Indonesia). Tanaman ini kemudian menyebar ke Afrika (Madegaskar),
Amerika Selatan dan Tengah. Pisang di Indonesia memiliki sebutan yang berbeda beda.
Di Jawa timur dan Jawa tengah disebut gedang, sedangkan di Jawa Barat pisang disebut
cau. Klasifikasi botani tanaman pisang adalah sebagai berikut:
Devisi : Spermatophyta
Sub devisi : Angiospermae
Kelas : Monocotyledonae
Keluarga : Musaceae
8
Genus : Musa
Spesies : Musa sp
2.3.2 Jenis Pisang
1. Pisang yang dimakan buahnya tanpa dimasak, contoh: pisang raja
2. Pisang yang dimakan setelah buahnya dimasak, contoh: pisang kepok
3. Pisang yang diambil seratnya, contoh: pisang manila
4. Pisang berbiji, contohnya: pisang batu
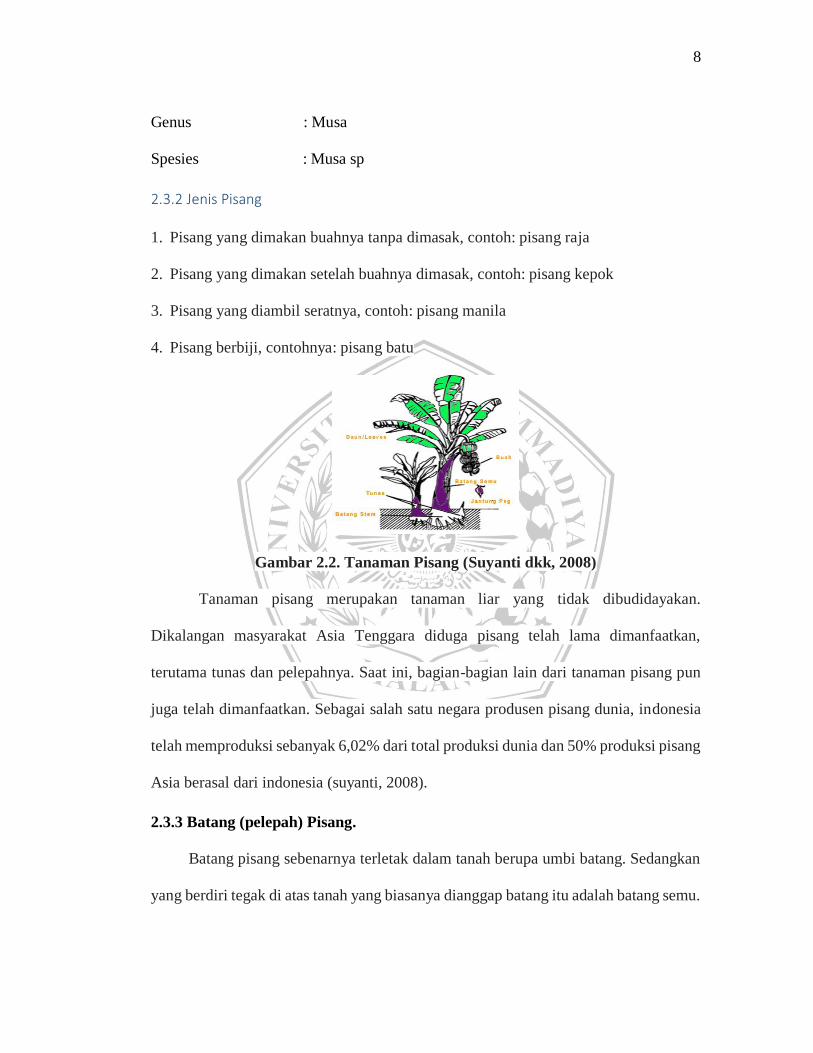
Gambar 2.2. Tanaman Pisang (Suyanti dkk, 2008)
Tanaman pisang merupakan tanaman liar yang tidak dibudidayakan.
Dikalangan masyarakat Asia Tenggara diduga pisang telah lama dimanfaatkan,
terutama tunas dan pelepahnya. Saat ini, bagian-bagian lain dari tanaman pisang pun
juga telah dimanfaatkan. Sebagai salah satu negara produsen pisang dunia, indonesia
telah memproduksi sebanyak 6,02% dari total produksi dunia dan 50% produksi pisang
Asia berasal dari indonesia (suyanti, 2008).
2.3.3 Batang (pelepah) Pisang.
Batang pisang sebenarnya terletak dalam tanah berupa umbi batang. Sedangkan
yang berdiri tegak di atas tanah yang biasanya dianggap batang itu adalah batang semu.

9
Batang semu ini terbentuk dari pelapah daun panjang yang saling menelangkup dan
menutupi dengan kuat dan kompak sehingga bisa berdiri tegak seperti batang tanaman
dengan berkisar 3,5-7,5 meter tergantung jenisnya. Batang pisang banyak
dimanfaatkan sebagai alat untuk memandikan jenazah, menutup saluran, tancapan
wayang, kompos dan lain sebagainya (Satuhu dan Supriyadi, 1999).
Menurut Rismunandar (1989), pelapah (upih) daunnya dapat dipergunakan untuk
pembungkus tembakau dan dapat dipergunakan untuk tali. Pelapah pisang juga
mengandung serat yang halus terutama dari pisang kelutuk, menggala, dan susu.
Batang pisang cukup banyak mengandung zat karbohidatnya tidak mengesankan. Dari
hasil Penelitian Balai Industri tahun 1962, tercatat susunan kimiawi dari batang pisang
sebagai berikut:
Air : 92,5 %
Karbohidrat : 4,6 %
Protein : 0,35 %
Zat Kalium : 213 mg/100 gr batang
Zat Fosfor : 135 mg/100 gr batang
Batang pisang terdiri dari kumpulan pelapah yang bersusun atau berhimpitan
sedemikian rupa dan tumbuh tegak. Batang pisang dapat digunakan untuk berbagai
keperluan, antara lain, sebagai berikut:
1. Tudung penahan hujan maupun panas bagi bibit yang baru ditanam di kebun.
2. Pelapah batang pisang yang telah dikeringkan dapat digunakan sebagai
pembungkus tembakau, bahan anyaman kerajinan, dsb.

10
3. Pembungkus bibit tanaman (terutama akar) sewaktu dilakukan pengiriman
jarak jauh.
4. Sebagai mulsa biodegradabel untuk pertanian.
5. Batang pisang bisa dijadikan mainan tradisional.
Gambar 2.3. Pelapah pisang (Fathul, 2012)
Tabel 2.1 Komposisi Kimia dari Bagian-bagian Tanaman Pisang (Wina, 2001)
Komponen Daun Batang Bonggol Buah dan
Kulit Kulit
Bahan Kering 17,5 -
24,3 3,6 - 9,8 6,2 - 13,87 20,9 - 21,2 14,08 – 18
Protein Kasar 8,6 - 13,6 2,4 - 8,3 2,95 - 6,4 4,5 - 6,0 6,56 - 9,5
Lemak Kasar 12,6 3,2 - 8,1 0,96 - 7,0 0,87 - 2,1 6,7 - 8,3
Ekstrak bebas
nitrogen 50,1 31,6 - 53,0 39,5 82,87 33,5
Total abu - 18,4 - 24,3 10,64 5,5 11,15 -
22,0
Abu tidak
larut 1,52 0,83 - 1,7 1,92 - -
Serat Kasar 22,6 13,4 - 31,7 9,90 - 16,1 4 - 5,2 15,32 -
26,7
Serat
Deterjen
Netral (NDF)
47,6 -
63,5 40,5 - 64,1 35,2 16,6 -
Serat
Deterjen
Asam (ADF)
30,5 -
39,3 35,6 - 4,55 36,7 - -
Selulosa 20,5 -
23,5 19,7 - 35,2 - - -
Hemiselulosa 17,1 -
14,2 4,9 - 18,7 - - -
Lignin 4,5 - 10,4 1,3 - 9,2 8,8 - -

11
Sehingga pada riset ini peneliti menggunakan pelepah pisang sebagai bahan dasar
dari pembuatan serat. Peneliti menggunakan tanaman pisang karena melihat pada
kondisi pertanian yang sangat melimpah, maka pemanfaatan limbah pisang sangat
prospek untuk mesyarakat menjadi trobosan baru di dunia usaha kecil dann menengah.
2.4. Roll
Rolling atau pengerolan adalah proses pengurangan ketebalan atau proses
pembentukan pada benda kerja yang panjang. Proses rolling dilakukan dengan satu set
roll yang berputar dan menekan benda kerja supaya terjadi perubahan bentuk (John
Wiley & Sons, Inc. M P Groover, 2002)..
Dalam prosess pengerolan, benda dikenai tegangan kompresi yang tinggi yang
berasal dari gerakan jepit roll dan tegangan geser-gesek permukaan sebagai akibat
gesekan antara roll dan logam. Selama proses roll, tegangan ini mengakibatkan
terjadinya deformasi plastis. Tujuan dari pengerollan ini adalah untuk memperkecil
tebal dari produk yang akan dihasilkan. Biasanya terjadi sedikit penambahan lebar,
serta mengakibatkan penambahan panja
Gambar 2.4 roll
(http://blogriyani.blogspot.co.id/2012/07/rolling-mill-machine-a.html)
12
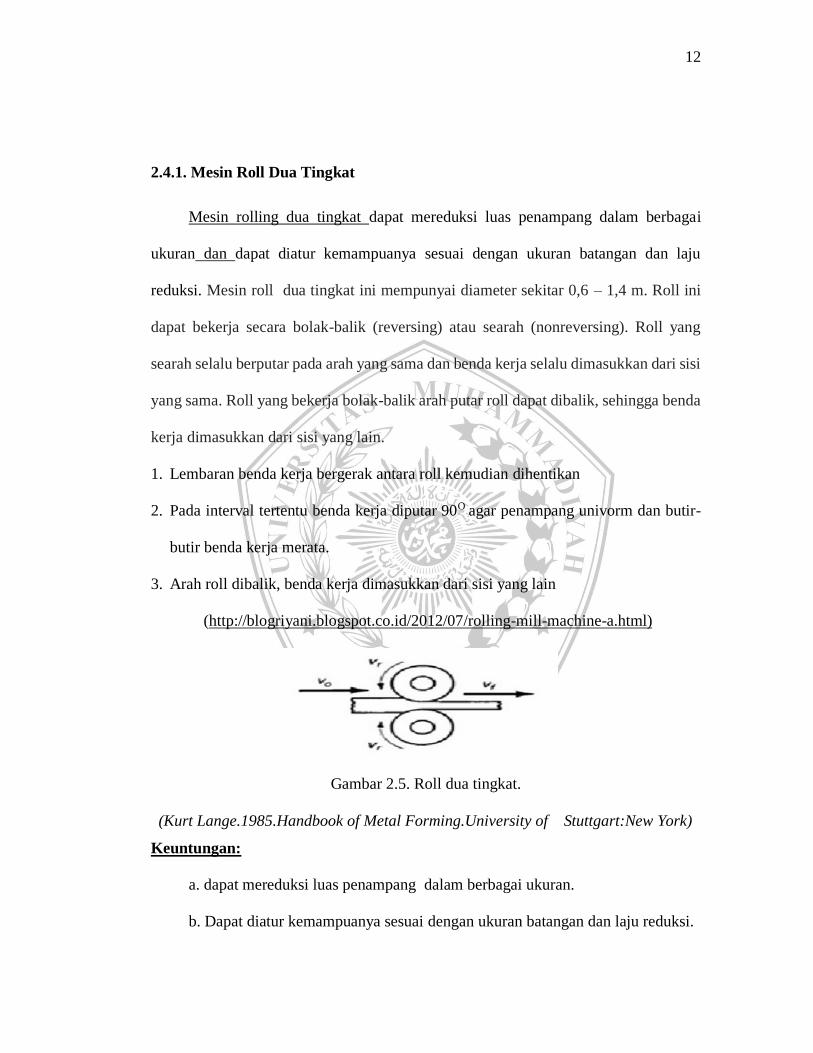
2.4.1. Mesin Roll Dua Tingkat
Mesin rolling dua tingkat dapat mereduksi luas penampang dalam berbagai
ukuran dan dapat diatur kemampuanya sesuai dengan ukuran batangan dan laju
reduksi. Mesin roll dua tingkat ini mempunyai diameter sekitar 0,6 – 1,4 m. Roll ini
dapat bekerja secara bolak-balik (reversing) atau searah (nonreversing). Roll yang
searah selalu berputar pada arah yang sama dan benda kerja selalu dimasukkan dari sisi
yang sama. Roll yang bekerja bolak-balik arah putar roll dapat dibalik, sehingga benda
kerja dimasukkan dari sisi yang lain.
1. Lembaran benda kerja bergerak antara roll kemudian dihentikan
2. Pada interval tertentu benda kerja diputar 90O agar penampang univorm dan butir-
butir benda kerja merata.
3. Arah roll dibalik, benda kerja dimasukkan dari sisi yang lain
(http://blogriyani.blogspot.co.id/2012/07/rolling-mill-machine-a.html)
Gambar 2.5. Roll dua tingkat.
(Kurt Lange.1985.Handbook of Metal Forming.University of Stuttgart:New York)
Keuntungan:
a. dapat mereduksi luas penampang dalam berbagai ukuran.
b. Dapat diatur kemampuanya sesuai dengan ukuran batangan dan laju reduksi.

13
Kelemaan:
a. Pada setiap pembalikan siklus pembalikan gaya kelembaman arus diatasi.
b. Ukuran panjang terbatas.
Gambar 2.6. Pengaruh pengerollan pada bentuk dan besar butir.
(Kurt Lange.1985.Handbook of Metal Forming.University of Stuttgart:New York)
Busur AB dan A’B’ merupakan daerah kontak dengan rol. Aksi jepit pada benda
kerja diatasi oleh gaya gesek pada daerah kontak dan logam tertarik diantara rol. Benda
kerja keluar dari rol dengan kecepatan yang lebih tinggi dibandingkan dengan
kecepatan masuk. Pada titik antara A dan B kecepatan benda kerja sama dengan
kecepatan keliling rol. ketebalan mengalami deformasi terbanyak sedangkan lebar
hanya bertambah sedikit.
Sehingga pada riset ini peneliti memilih sistem roll dengan roll dua tingkat
sebagai komponen pada mesin produksi serat pelepah pisang. Mesin roll akan lebih
menguntungkan sehingga mesin yang akan di buat akan memiliki disean yang
memiliki ekstetika yang akan meningkatkan nilai jual yang sangat tinggi.
2.4.2 Tujuan Proses Rolling
Dalam perancangan mesin pembuat serat pelepah pisang mengunakan Proses
rolling. Sistem rolling ini bertujuan untuk:
14
Mengurangi ukuran penampang benda kerja.
Memperoleh bentuk yang diinginkan.
Memperhalus ukuran butir benda kerja (struktur butir lebih halus).
Mengurangi kegetasan benda kerja (benda kerja awal biasanya berupa ingot
hasil pengecoran yang bersifat getas).
Menghilangkan lubang-lubang kecil di dalam benda kerja.
Meningkatkan kekuatan benda kerja.
Meningkatkan kekerasan benda kerja.
Memperhalus permukaan benda kerja.
2.4.3 Gaya Pengerollan
Bahan yang digunakan AlMg3 :
τb = N/mm2 atau Mpa
δs = %
HB =
h = mm
b = mm
Panjang = mm
𝐹𝑎 = ℎ .𝑏2 .𝑈𝑇𝑆
𝑊

15
Gambar 2.7 gaya pengerolan
2.4.4. Gaya Tekan yang di Alami Roll
Pada roll 1 dan 2
Gaya tekan yang diterima roll 1dan 2 bisa dicari dengan melihat diagram bebas
gaya tekan roll
Diasumsikan h = mm karena W = mm
Dan menggunakan sudut =̊
Ʃ Fy = 0
Fb . cos α – Fa + Fc . cos α = 0
Jika titik tumpu pada titik A
Σ MA = 0
Fa . h – Fb cos α (2h) = 0
jadi, Fc = kgf
2.4.5 Mencari Gaya Gesek (Fs) dan Torsi (T)
Gambar 2,8 gaya gesek

16
a) Gaya Gesek
Fs = Gaya gesek (kgf)
μ = Koefisien gesek antara AlMg3 dengan Baja =
Fs = Fb . μ
b) Torsi Pengerollan
T = Fs . r
Dimana : Fs = Gaya Gesek (kgf)
r = Jari – jari roller (mm),
T = Kgf .mm
2.5 Jenis-Jenis Proses Pengerolan.
a) Proses Pengerolan Panas (Hot Rolling)
Hot rolling merupakan operasi pengerolan yang dilakukan pada temperature
lebih tinggi dari temperature rekristalisasi. Biasanya bahan kerja yang digunakan dalam
proses pengerolan panas berupa potongan besar logam dalam bentuk slab atau bloom
untuk tahap berikutnya, sehingga pada akhirnya diperoleh bentuk batang, plat, atau
lembaran.
Pada proses pengerolan panas ini, deformasi tidak menyebabkan terjadinya
penguatan logam. Tegangan alir bahan akan semakin kecil dengan semakin tingginya
temperature operasi. Energi deformasi yang dibutuhkan menjadi lebih kecil pada
temperature yang lebih tinggi. Dengan demikian, maka deformasi dapat dilakukan pada
benda kerja yang berukuran relative besar dengan total deformasi besar.

17
b) Proses Pengerolan Dingin (Cold Rolling)
Cold rolling merupakan proses pengerolan yang dilakukan pada temperature
dibawah temperature rekristalisasi benda kerjanya. Pengerolan dingin ini biasanya
dilakukan setelah proses pengerolan panas . Proses pengerolan dingin ini menghasilkan
kualitas permukaan yang lebih baik, dan kesalahan dimensional yang lebih kecil
daripada hasil proses pengerolan panas. Bahan baku untuk proses pengerolan dingin
ini biasanya adalah hasil dari proses pengerolan panas.
Proses pengerolan dingin ini akan menyebabkan terjadinya mekanisme
penguatan pada benda kerja yang diikuti dengan turunnya keuletan. Benda kerja
menjadi lebih kuat, lebih keras, dan lebih rapuh. Pada proses pengerolan dingin ini,
tegangan alir benda kerja menjadi semakin meningkat.
Pada saat benda kerja mengalami pengerolan dingin, terjadi perubahan yang
mencolok pada struktur butir dan pergeseran atom-atom. Untuk pengerolan dingin
diperlukan tekanan yang lebih besar daripada pengerolan panas, karena material akan
mengalami deformasi plastis bila tegangan melebihi batas elastis. Karena tidak
mungkin terjadi rekristalisasi selama pengerolan dingin, tidak terjadi pemulihan dari
butir yang mengalami perpecahan.
2.6 Variasi Pengerolan
a. Shape Rolling
Shape rolling atau dikenal juga dengan profile rolling merupakan proses
pembentukan material dimana benda kerja dilewatkan pada roll untuk mendapatkan
bentuk profil tetap yang diinginkan. Produk dari shape rolling bisa berupa profil I,
profil H, profil T, profil U, rel kereta api.

18
Gambar 2.9. Shape rolling
b. Roll Forging
Roll forging merupakan sebuah proses dimana sebuah benda kerja berupa lingkaran
ataupun plat dikurangi ketebalannya sehingga panjangnya bertambah. Roll forging
menggunakan 2 buah roll silinder ataupun roll semisilinder yang setiap rollnya
mempunyai satu atau lebih alur bentuknya.
Gambar 2.10 Roll forging
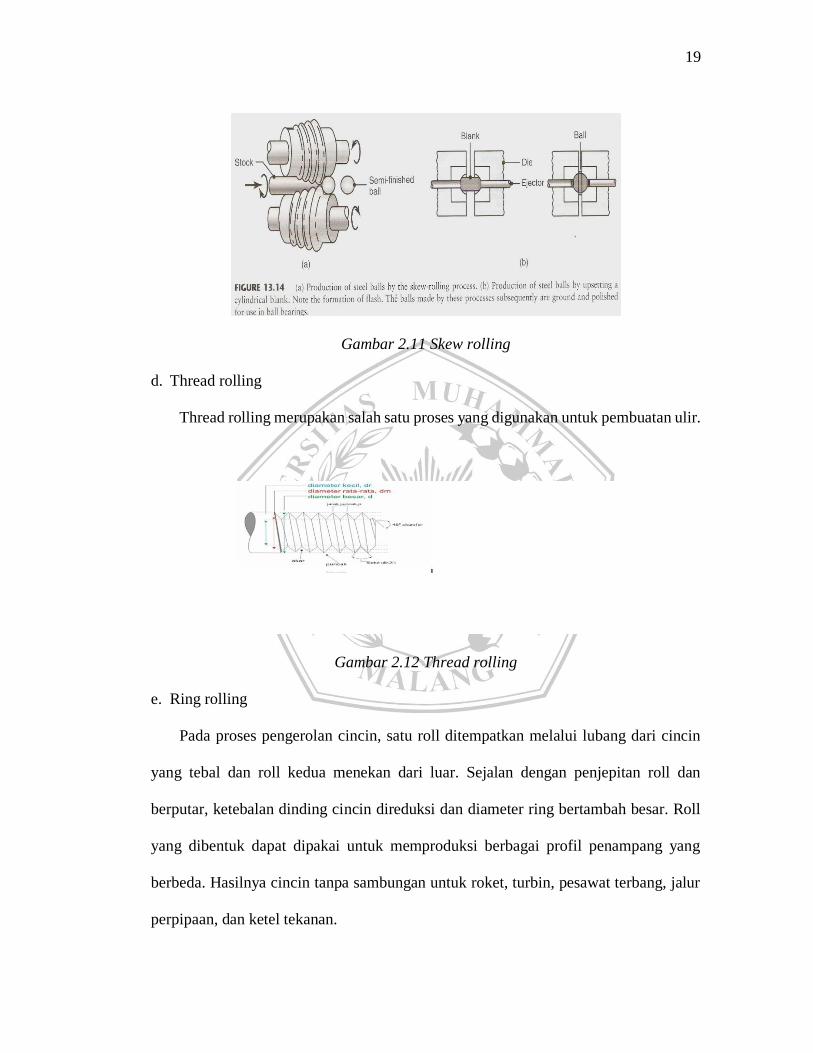
c. Skew Rolling
Skew rolling adalah sebuah proses pembentukan logam yang menggunakan dua
buah roll yg berputar berlawanan yang di desain khusus dan berputar terus menerus.
Skew rolling ini digunakan untuk membuat bola logam dari benda kerja.
19
Gambar 2.11 Skew rolling
d. Thread rolling
Thread rolling merupakan salah satu proses yang digunakan untuk pembuatan ulir.
Gambar 2.12 Thread rolling
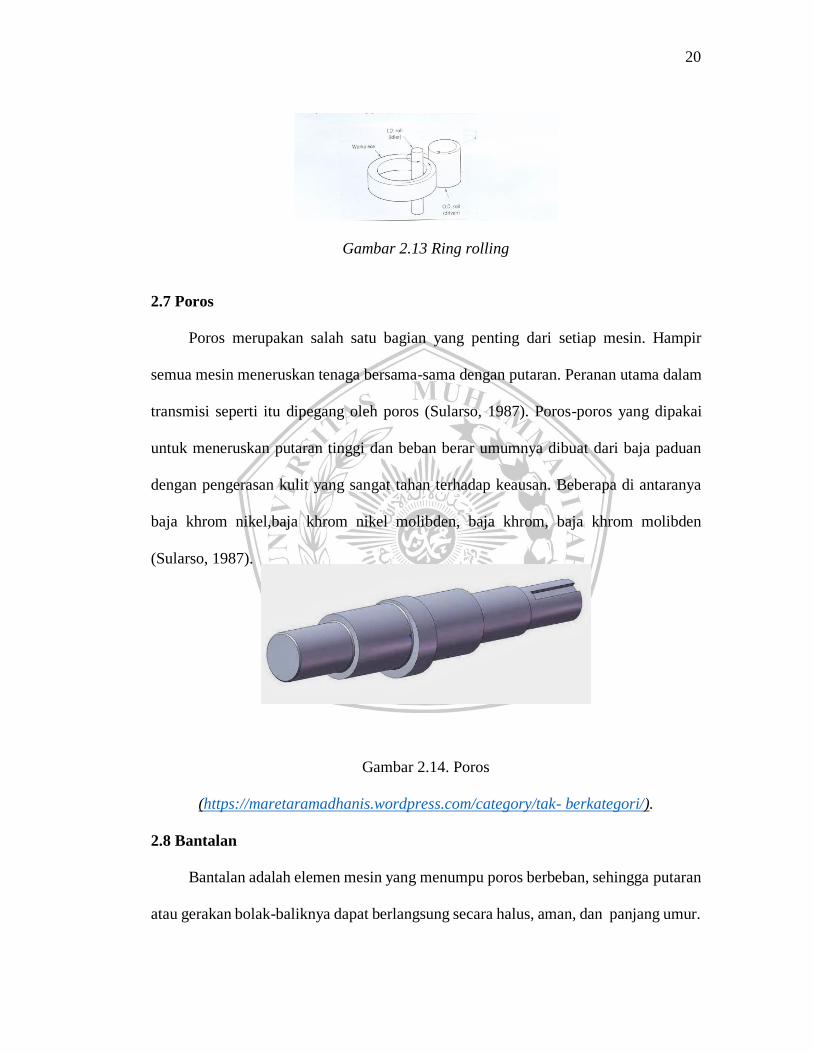
e. Ring rolling
Pada proses pengerolan cincin, satu roll ditempatkan melalui lubang dari cincin
yang tebal dan roll kedua menekan dari luar. Sejalan dengan penjepitan roll dan
berputar, ketebalan dinding cincin direduksi dan diameter ring bertambah besar. Roll
yang dibentuk dapat dipakai untuk memproduksi berbagai profil penampang yang
berbeda. Hasilnya cincin tanpa sambungan untuk roket, turbin, pesawat terbang, jalur
perpipaan, dan ketel tekanan.
20
Gambar 2.13 Ring rolling
2.7 Poros
Poros merupakan salah satu bagian yang penting dari setiap mesin. Hampir
semua mesin meneruskan tenaga bersama-sama dengan putaran. Peranan utama dalam
transmisi seperti itu dipegang oleh poros (Sularso, 1987). Poros-poros yang dipakai
untuk meneruskan putaran tinggi dan beban berar umumnya dibuat dari baja paduan
dengan pengerasan kulit yang sangat tahan terhadap keausan. Beberapa di antaranya
baja khrom nikel,baja khrom nikel molibden, baja khrom, baja khrom molibden
(Sularso, 1987).
Gambar 2.14. Poros
(https://maretaramadhanis.wordpress.com/category/tak- berkategori/).
2.8 Bantalan
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehingga putaran
atau gerakan bolak-baliknya dapat berlangsung secara halus, aman, dan panjang umur.

21
Bantalan harus cukup kokoh untuk memungkinkan poros serta elemen mesin lainya
bekerja dengan baik. Jika bantalan tidak berfungsi dengan baik maka prestasi seluruh
sistem akan menurun atau tak dapat bekerja semestinya. Jadi, bantalan dalam
permesinan dapat disamakan peranannya dengan pondasi gedung (Sularso, 1987).
2.8.1 Bantalan Gilingan/Metal
Dalam perencanaan ini menggunakan bantalan gilingan yang biasa disebut
dengan metal. Bantalan ini umumnya terbuat dari perunggu atau kuningan. Komposisi
perunggu ini agak variabel yaitu : Cu, 84%; Sn, 10%; Zn, 3%; Pb, 3%; kekerasan
brinell, sekitar 85 (Handbook of Cane Sugar Engineering, E. Hugot, 1986).
Gambar 2.15. Bantalan kuningan roll atas (Handbook of Cane Sugar Engineering, E.
Hugot, 1986).
22
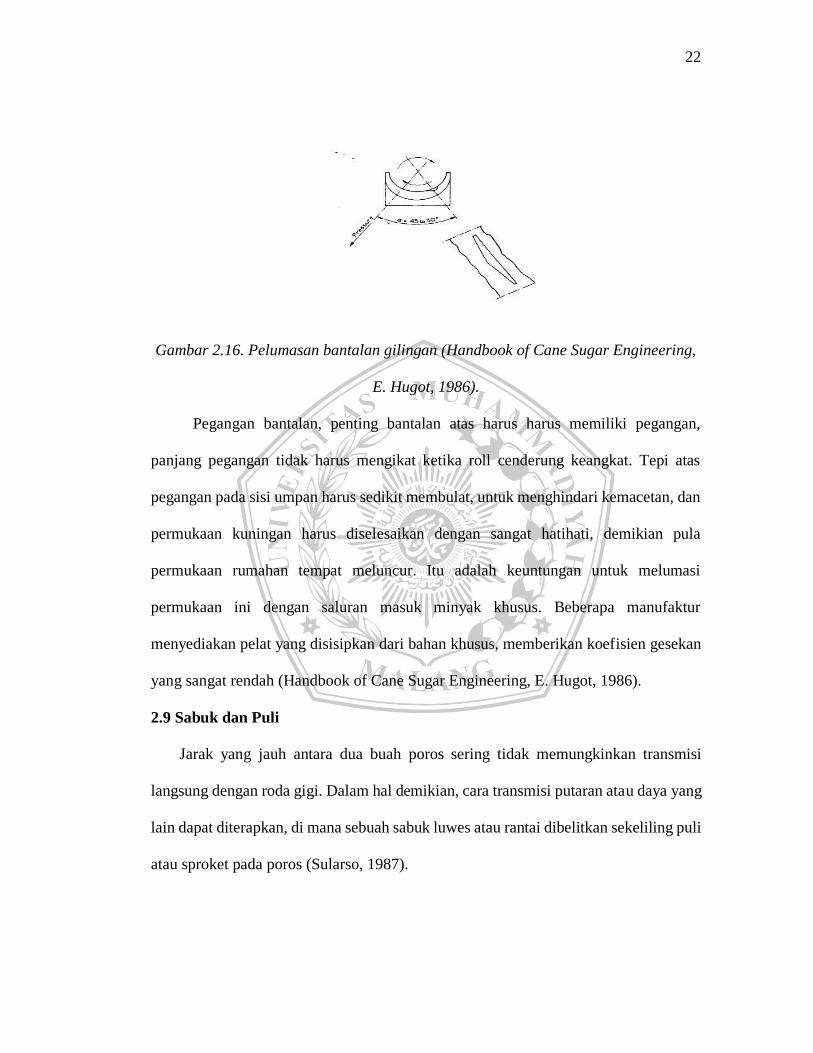
Gambar 2.16. Pelumasan bantalan gilingan (Handbook of Cane Sugar Engineering,
E. Hugot, 1986).
Pegangan bantalan, penting bantalan atas harus harus memiliki pegangan,
panjang pegangan tidak harus mengikat ketika roll cenderung keangkat. Tepi atas
pegangan pada sisi umpan harus sedikit membulat, untuk menghindari kemacetan, dan
permukaan kuningan harus diselesaikan dengan sangat hatihati, demikian pula
permukaan rumahan tempat meluncur. Itu adalah keuntungan untuk melumasi
permukaan ini dengan saluran masuk minyak khusus. Beberapa manufaktur
menyediakan pelat yang disisipkan dari bahan khusus, memberikan koefisien gesekan
yang sangat rendah (Handbook of Cane Sugar Engineering, E. Hugot, 1986).
2.9 Sabuk dan Puli
Jarak yang jauh antara dua buah poros sering tidak memungkinkan transmisi
langsung dengan roda gigi. Dalam hal demikian, cara transmisi putaran atau daya yang
lain dapat diterapkan, di mana sebuah sabuk luwes atau rantai dibelitkan sekeliling puli
atau sproket pada poros (Sularso, 1987).

23
Sabuk-V adalah salah satu transmisi penghubung yang terbuat dari karet dan
mempunyai penampang trapesium. Dalam penggunaanya sabuk-V dibelitkan
mengelilingi alur puli yang perbentuk V pula. Bagian sabuk yang membelit akan
mengalami lengkungan sehingga lebar bagian dalamnya akan bertambah besar. Gaya
gesekan juga akan bertambah karena pengaruh bentuk baji, yang akan menghasilkan
transmisi daya yang besar pada tegangan yang relatif rendah (Sularso, 1987).
Gambar 2.17. Sabuk dan Puli
(http://www.7kos.ru/catalog/kultivatorymotobloki/motokultivatory/2051/).
2.10 Pemilihan Baut dan Mur
Baut dan mur merupakan alat pengikat yang sangat penting. Untuk mencegah
kecelakaan, atau kerusakan pada mesin, pemilihan baut dan mur sebagai alat pengikat
harus dilakukan dengan seksama untuk mendapatkan ukuran yang sesuai. Untuk
menentukan ukuran baut dan mur, berbagai faktor harus diperhatikan seperti gaya yang
bekerja pada baut, syarat kerja, kekuatan bahan, kelas ketelitian, dll (Sularso, 1987).

24
Gambar 2.18 mur dan baut
(http://gambarteknik.blogspot.com/2008/12/baut-mur-dlm-gambar-teknik.html).
Adapun gaya-gaya yang bekerja pada baut dapat berupa :
1. Beban statis aksial murni.
2. Beban aksial, bersama dengan beban puntir.
3. Beban geser.
4. Beba tumbukan aksial.