flow proses & production lead time roll gilingan
DESCRIPTION
PIA PlantTRANSCRIPT

LEMBAR PENGESAHAN
Format dokumen ini mengacu ke sistem aplikasi UNIDO tahun 1990
Isi dokumen ini telah didiskusikan dan telah disepakati oleh Divisi Produksi Peralatan Industri Agro,
dengan tujuan sebagai acuan dan pembelajaran bagi yang ingin mengembangkan metodenya di masa depan sehingga
waktunya bisa lebih pendek.
Gresik, Oktober 2014
Penyusun,
( Ir. Agus Yuniardi )
Disetujui oleh,Kadiv. Peralatan Industri Agro,
( Supriyanto BE )
Diketahui oleh,VP. Produksi Gresik,
( Ir. Rizal Indiabrata M.Eng )

Pengesahan i
Pengantar ii
Daftar Isi iii
1. Standard Waktu Proses Masining & Assembling Top Roll 1
2. Standard Schedule Masining & Assembling Top Roll 2
3. Production Lead Time Proses Masining & Assembly Top Roll 3
4. Process Route Masining & Assembling Top Roll 4
5. Standard Waktu Proses Masining & Assembling Bottom Roll 8
6. Standard Schedule Masining & Assembling Bottom Roll 9
7. Production Lead Time Proses Masining & Assembly Bottom Roll 10
8. Process Route Masining & Assembling Bottom Roll 11
DAFTAR ISI

URUTAN PROSESMESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSES
1.15A 4 JAM D 11 2 JAM S 9 3 JAM
1.103.1
1.15A 24 JAM 1.16A 28 JAM CC 15 2 JAM
1.103.1 1.16B
1.15A 5 JAM CC 15 4 JAM
1.103.1 QC 2 JAM
1.15A 60 JAM 1.62 21 JAM
1.103.1 1.1.5 B 54 JAM 1.61.3
QC 2 JAM QC 1 JAM
QC 2 JAM
1.14.A 72 JAM
1.14.B 1.7.2 8 JAM &
1.17.1 3 JAM 6 JAM
1.13.4
QC 2 JAM 1.17.1 18 JAM
1.13.4 QC 1 JAM
1,72 17 JAM
1,73 1.17.1 10 JAM
1.13.4
QC 2 JAM
INSPEKSI QC 2 JAM
D KRIM 8 JAM &
12 JAM
7 JAM
QC 2 JAM
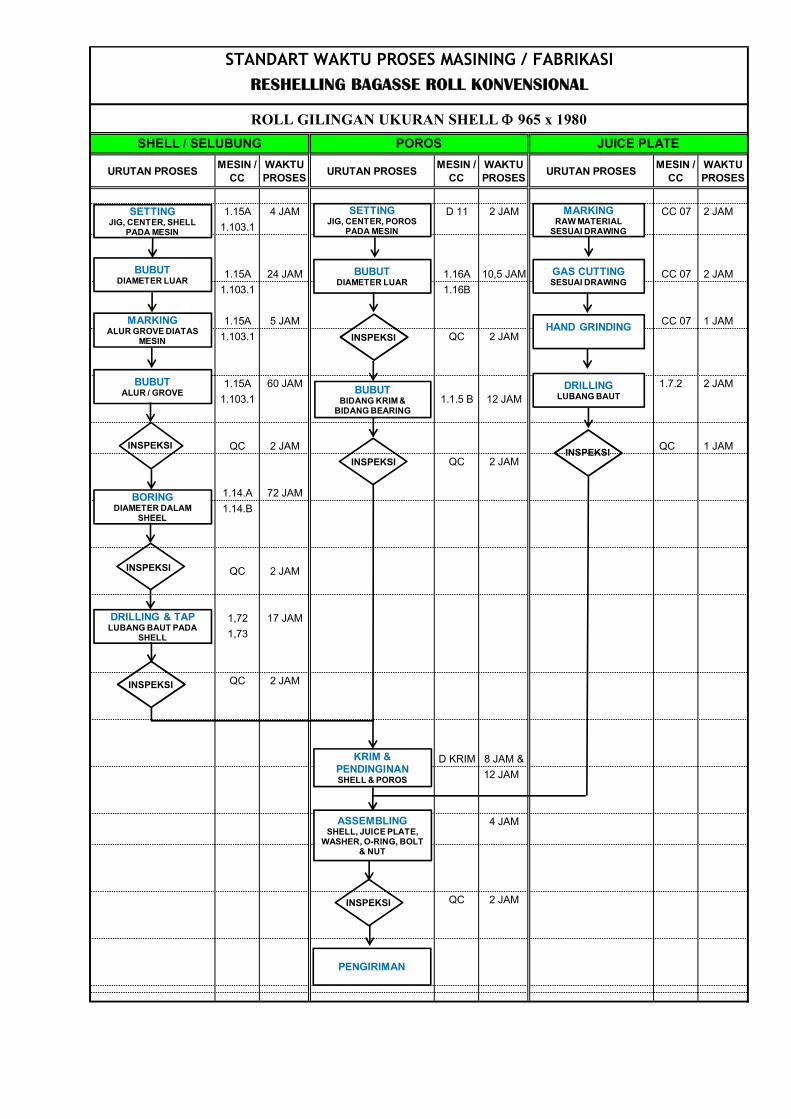
Catatan :Belum termasuk Waktu Perpindahan antar Mesin / Proses
SHELL / SELUBUNG POROS BARU JUICE FLANGE
STANDART WAKTU PROSES MASINING / FABRIKASI
PEMBUATAN TOP ROLL KONVENSIONAL
ROLL GILINGAN UKURAN SHELL F 965 x 1980
SETTINGJIG, CENTER, SHELL
PADA MESIN
BUBUTDIAMETER LUAR
MARKINGALUR GROVE DIATAS
MESIN
BUBUTALUR / GROVE
BORINGDIAMETER DALAM
SHEEL
SETTINGJIG, CENTER, POROS
PADA MESIN
BUBUTDIAMETER LUAR
BUBUTBIDANG KRIM &
BIDANG BEARING
FRAISPERMUKAAN YG
AKAN DIJOIN
FIT UPJOIN DUA SEGMEN
WELDING
BUBUT VERTICALSESUAI DRAWING
DRILLING & TAPLUBANG BAUT PADA
SHELL
KRIM & PENDINGINANSHELL & POROS
ASSEMBLINGSHELL, JUICE FLANGE, WASHER, O-RING, BOLT
& NUT
INSPEKSI
INSPEKSI
INSPEKSI
INSPEKSI
INSPEKSIINSPEKSI
INSPEKSI
PENGIRIMAN
DRILLING & SPOT FACING
LUBANG BAUT SESUAI DRAWING
INSPEKSI
MARKINGPOSISI ALUR SPEI &
POSISI KOPEL
PLANNINGBIDANG KOPEL
PLANNINGALUR SPEI

URUTAN PROSESMESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSES
SHELL / SELUBUNG POROS BARU JUICE FLANGE
ROLL GILINGAN UKURAN SHELL F 965 x 1980

SHAFT
(1 pcs)
SHELL
( 1 Pcs)
JUICE FLANGE
( 2 pcs)
WASHER,
O RING,
BOLT & NUT
Catatan : Belum termasuk Waktu Perpindahan antar Mesin / Proses Ayu 2013
APR'DREVISI DATE
CHE'D
PRE'D( Dalam Jam )
217 200 190 180 170 160 150 140 130 120 110 100 30 20 10 090 80 70 60 50 40
STANDARD SCHEDULE FOR RESHELLING TOP ROLL
(Shell Size Ø 965 x 1980)
Boring & Inspeksi (74 Jam)
Drilling & Tapping
(19 Jam)
Marking, Bubut Luar, Alur Groove & Inspeksi (95 Jam)
Assembly
& Inspeksi (9 Jam)
Krimp &
Cooling (20 Jam)
Set up & Marking (2 Jam)Bubut Krimp & Bearing (14 Jam)
Bubut Luar (12,5 Jam)
Milling (3 Jam)
Drilling, Spot Facing & Inspeksi (15 Jam)
DELIVERY
Fit Up & Welding (6 Jam)
Bubut Vertikal & Inspeksi (22 Jam)
(PERSERO)
DIVISI PRODUKSI PIA
S Sub Assembly Inspection
Machining
To Site
Cast Material Purchase Material
Witness Inspection
. Sub Contracted Parts
Final Assembly Delivery
Forged Material
E Erection
Drawing Issue
S

Poros Baru
(1) SHELL
( 1 Pcs)
(2) SHAFT(1 pcs)
(3) JUICE FLANGE( 2 pcs)
Mach.No.Marking & Bubut Luar 1.15A Marking D.11 Frais S 9Bubut Alur Groove 1.103.1 Bubut Luar 1.16A Fit Up & Welding -Boring 1.14A Bubut Krimp & Bearing 1.1.5B Bubut Vertikal 1.62Drilling 1.7.2 Planning Spie & Kople 1.17.1 Drilling 1.7.2
SKETCH
Process and
Applicable Machine
Number
SHELL SHAFT
PART NAMELEAD TIME ( Jam )
100 188 200 214
JUICE FLANGEProcess Mach.No. Process Process Mach.No.
TOTAL LEAD TIME217 Jam
PRODUCTION LEAD TIME FOR TOP ROLL
( Shell Size Ø 965 x 1980)
Boring & Inspeksi (74 Jam)
Drilling & Tapping (19 Jam)Marking, Bubut Luar, Bubut Alur
Groove & Inspeksi (95 Jam)
Assembly & Inspeksi
(9 Jam)
Krimp & Cooling (20 Jam)Set up & Marking
(2 Jam)Bubut Krimp &
Bearing (56 Jam)
Bubut Luar(30 Jam)
Drilling, Spot Facing & Inspeksi
(15 Jam)Frais (3 Jam)
Bubut Alur Spie & Kople & Inspeksi
(33 Jam)
Fit Up, Welding, Inspeksi (6 Jam)
Bubut Vert.(22 Jam)

Ayu 2013

URUTAN PROSESMESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSESURUTAN PROSES
MESIN /
CC
WAKTU
PROSES
1.15A 4 JAM D 11 2 JAM CC 07 2 JAM
1.103.1
1.15A 24 JAM 1.16A 10,5 JAM CC 07 2 JAM
1.103.1 1.16B
1.15A 5 JAM CC 07 1 JAM
1.103.1 QC 2 JAM
1.15A 60 JAM 1.7.2 2 JAM
1.103.1 1.1.5 B 12 JAM
QC 2 JAM QC 1 JAM
QC 2 JAM
1.14.A 72 JAM
1.14.B
QC 2 JAM
1,72 17 JAM
1,73
QC 2 JAM
D KRIM 8 JAM &
12 JAM
4 JAM
QC 2 JAM
STANDART WAKTU PROSES MASINING / FABRIKASI
RESHELLING BAGASSE ROLL KONVENSIONAL
ROLL GILINGAN UKURAN SHELL F 965 x 1980
SHELL / SELUBUNG POROS JUICE PLATE
SETTINGJIG, CENTER, SHELL
PADA MESIN
BUBUTDIAMETER LUAR
MARKINGALUR GROVE DIATAS
MESIN
BUBUTALUR / GROVE
BORINGDIAMETER DALAM
SHEEL
SETTINGJIG, CENTER, POROS
PADA MESIN
BUBUTDIAMETER LUAR
BUBUTBIDANG KRIM &
BIDANG BEARING
MARKINGRAW MATERIAL
SESUAI DRAWING
GAS CUTTINGSESUAI DRAWING
HAND GRINDING
DRILLINGLUBANG BAUT
DRILLING & TAPLUBANG BAUT PADA
SHELL
KRIM & PENDINGINANSHELL & POROS
ASSEMBLINGSHELL, JUICE PLATE,
WASHER, O-RING, BOLT & NUT
INSPEKSI
INSPEKSI
INSPEKSI
INSPEKSI
INSPEKSIINSPEKSI
INSPEKSI
PENGIRIMAN
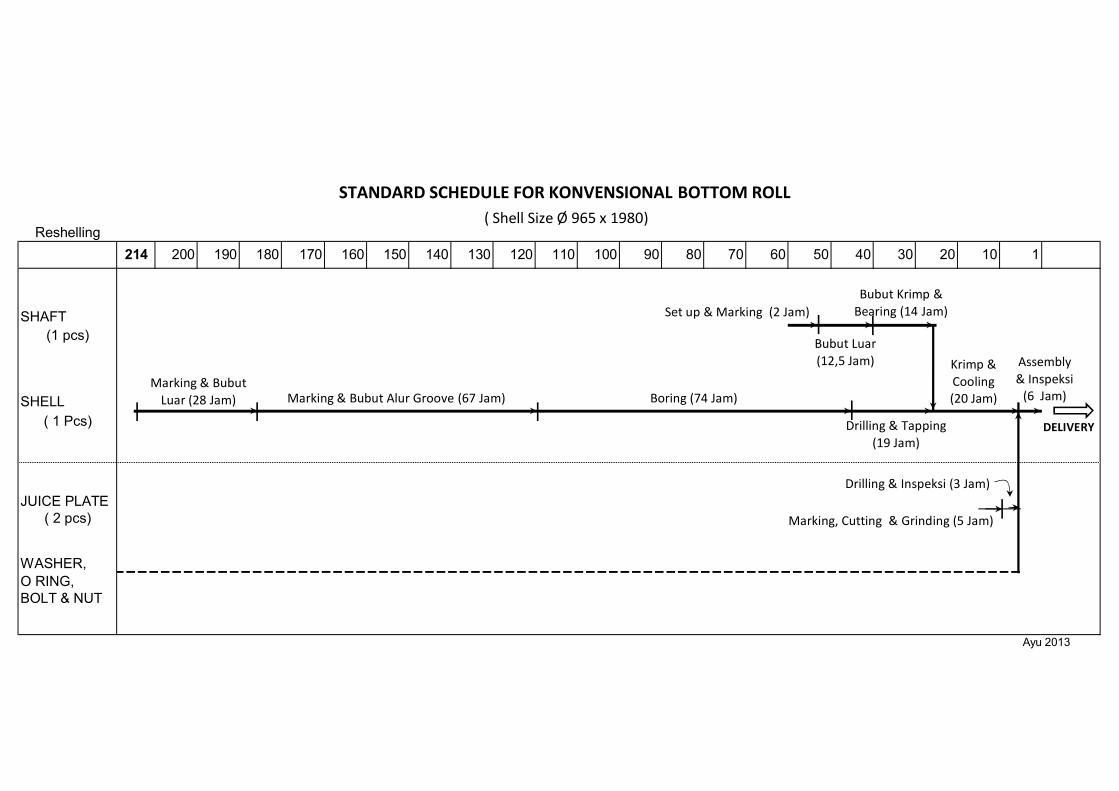
Reshelling
SHAFT
(1 pcs)
SHELL
( 1 Pcs)
JUICE PLATE
( 2 pcs)
WASHER,
O RING,BOLT & NUT
Ayu 2013
214 200 190 180 170 160 150 140 130 120 110 100 30 20 10 190 80 70 60 50 40
STANDARD SCHEDULE FOR KONVENSIONAL BOTTOM ROLL
( Shell Size Ø 965 x 1980)
Boring (74 Jam)
Drilling & Tapping
(19 Jam)
Marking & Bubut
Luar (28 Jam) Marking & Bubut Alur Groove (67 Jam)
Assembly
& Inspeksi (6 Jam)
Krimp &
Cooling (20 Jam)
Set up & Marking (2 Jam)
Bubut Krimp &
Bearing (14 Jam)
Bubut Luar
(12,5 Jam)
Marking, Cutting & Grinding (5 Jam)
Drilling & Inspeksi (3 Jam)
DELIVERY

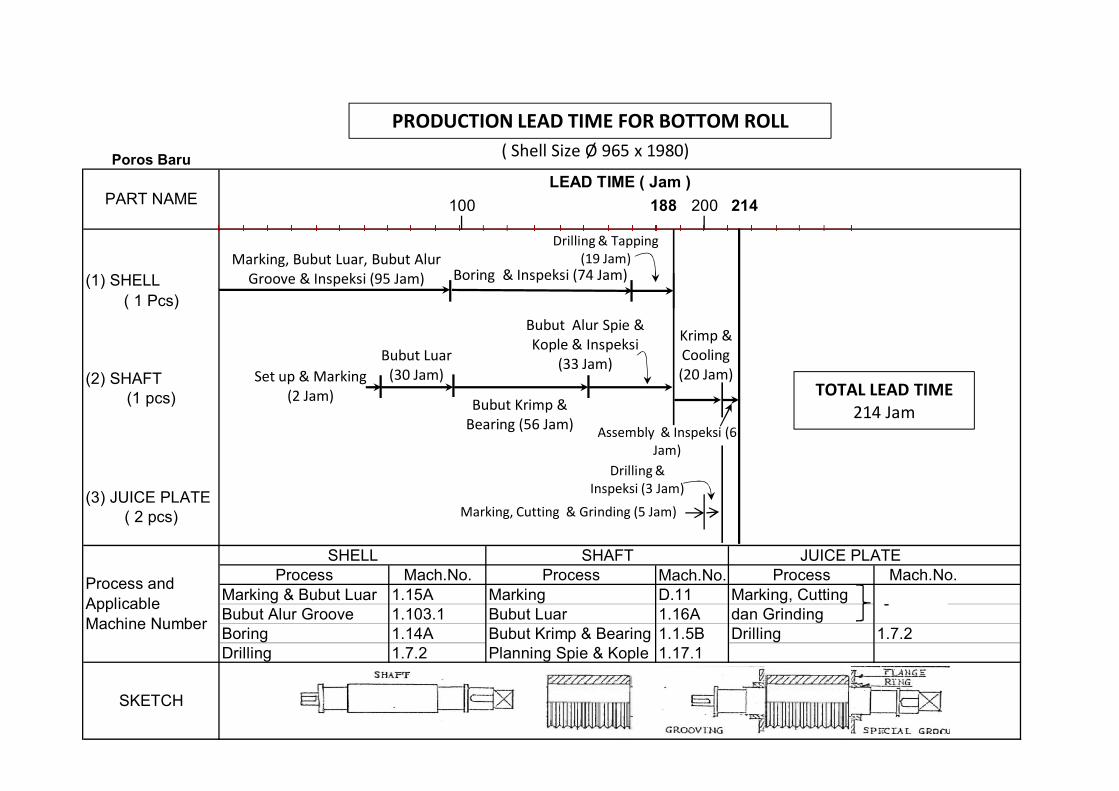
Poros Baru
(1) SHELL
( 1 Pcs)
(2) SHAFT(1 pcs)
(3) JUICE PLATE( 2 pcs)
Mach.No.Marking & Bubut Luar 1.15A Marking D.11 Marking, CuttingBubut Alur Groove 1.103.1 Bubut Luar 1.16A dan GrindingBoring 1.14A Bubut Krimp & Bearing 1.1.5B Drilling 1.7.2Drilling 1.7.2 Planning Spie & Kople 1.17.1
214
SHELL SHAFT JUICE PLATEProcess Process Mach.No.
Process and
Applicable
Machine Number
-
SKETCH
188
ProcessMach.No.
PART NAMELEAD TIME ( Jam )
100 200
TOTAL LEAD TIME214 Jam
PRODUCTION LEAD TIME FOR BOTTOM ROLL
( Shell Size Ø 965 x 1980)
Boring & Inspeksi (74 Jam)
Drilling & Tapping (19 Jam)Marking, Bubut Luar, Bubut Alur
Groove & Inspeksi (95 Jam)
Assembly & Inspeksi (6 Jam)
Krimp & Cooling (20 Jam)Set up & Marking
(2 Jam)Bubut Krimp &
Bearing (56 Jam)
Bubut Luar(30 Jam)
Drilling & Inspeksi (3 Jam)
Marking, Cutting & Grinding (5 Jam)
Bubut Alur Spie & Kople & Inspeksi
(33 Jam)
Ayu 2013

Ayu 2013
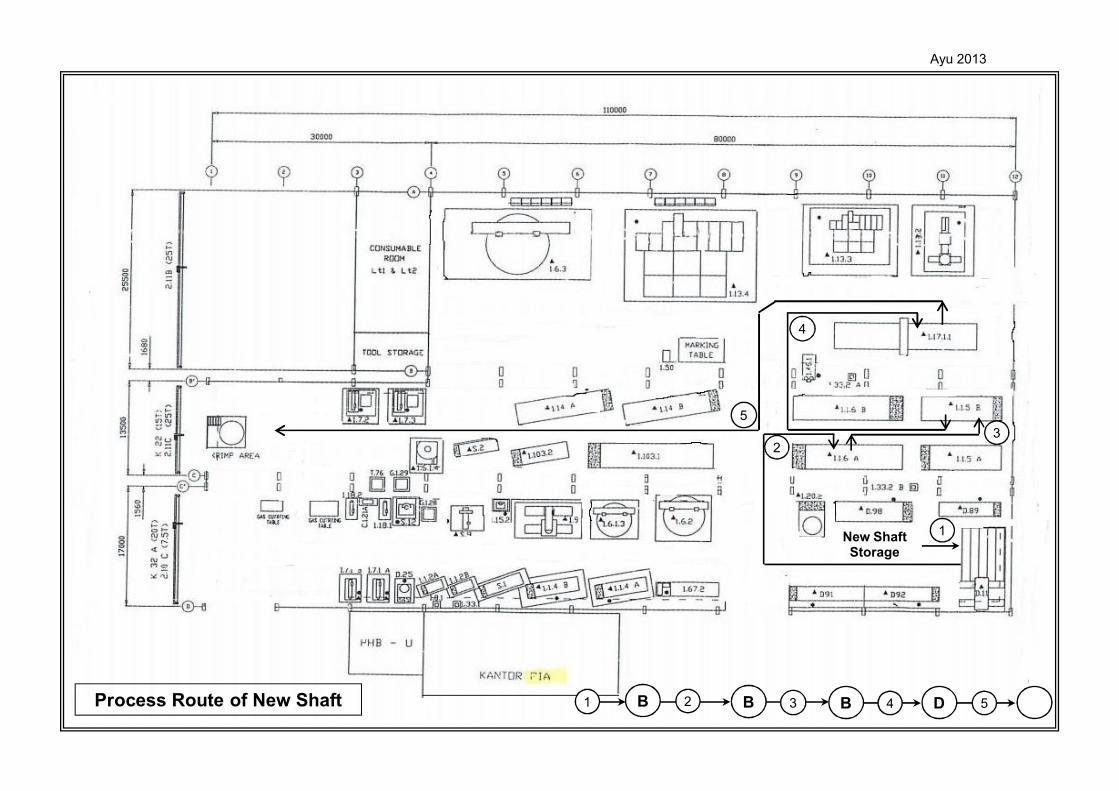
Process Route of New Shaft
New Shaft Storage
1
23
4
5
3 4 D2B B1 B 5

4
3
Process Route of Shell
Shell Storage
1
2
21 3 4B B D

Material Storage
Process Route of Juice Flange 21 3 4M W B D 5
13
2
45
JuiceFlange Storage

Process Route of Juice Plate 21 3 4Mk
Gc
Gr
D 5
4
5
1
3
2
JuiceFlange Storage
Marking Cutting &
Grinding
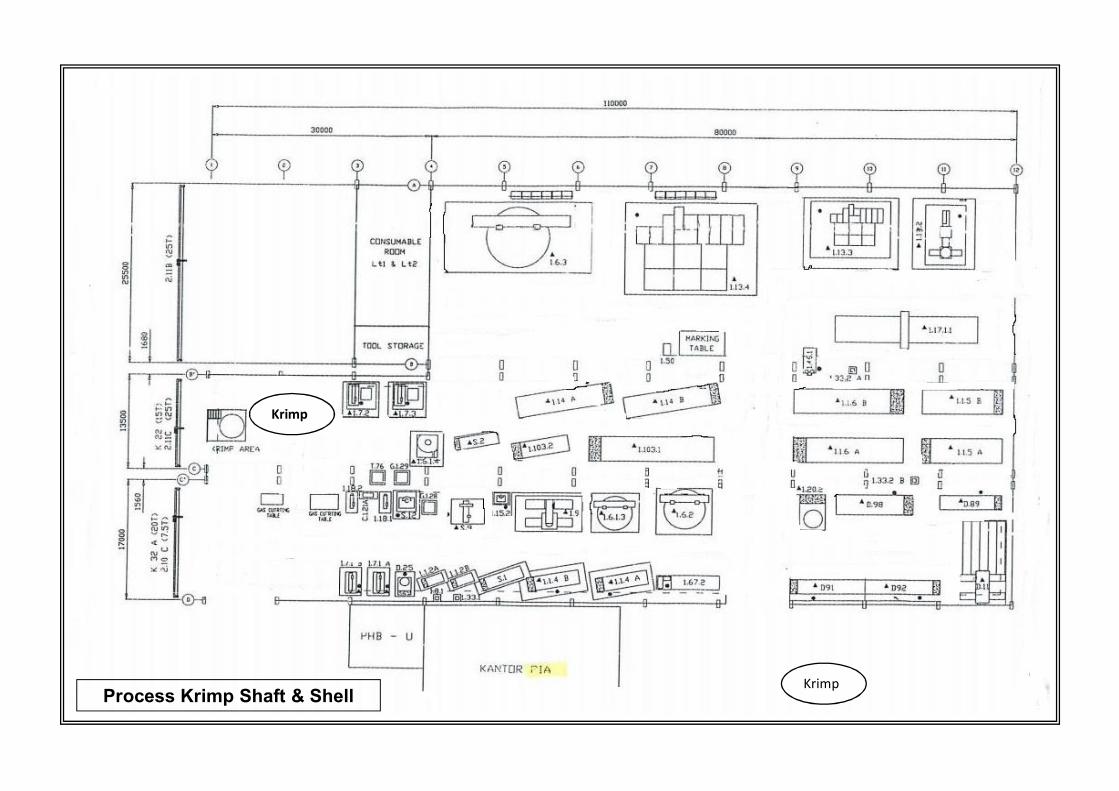
Process Krimp Shaft & ShellKrimp
Krimp

Process Assembly of PartsAss'y
Ass'y