analisis perubahan metode produksi hanger …
TRANSCRIPT

i
ANALISIS PERUBAHAN METODE PRODUKSI
HANGER CONNECTOR PADA MESIN PRESS
DI PT TOSO INDUSTRY INDONESIA
oleh
Umar Syarif
NIM : 004200800089
Diajukan untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Strata Satu
Pada Fakultas Teknik
Program Studi Teknik Industri
2016
ii
LEMBAR REKOMENDASI PEMBIMBING
Skripsi berjudul “Analisis Perubahan Metode Produksi Hanger
Connector pada Mesin Press di PT Toso Industry Indonesia” yang
disusun dan diajukan oleh Umar Syarif sebagai salah satu
persyaratan untuk mendapatkan gelar Strata Satu (S1) pada Fakultas
Teknik telah ditinjau dan dianggap memenuhi persyaratan sebuah
skripsi. Oleh karena itu, Saya merekomendasikan skripsi ini untuk
maju sidang.
Cikarang, Indonesia, 31 Januari 2016
Ir. Hery Hamdi Azwir. MT.

iii
LEMBAR PERNYATAAN ORISINALITAS
Saya menyatakan bahwa skripsi berjudul“Analisis Perubahan
Metode Produksi Hanger Connector pada Mesin Press di PT Toso
Industry Indonesia”adalah hasil dari pengetahuan terbaik Saya dan
belum pernah diajukan ke Universitas lain maupun diterbitkan baik
sebagian maupun secara keseluruhan.
Cikarang, Indonesia, 31 January 2016
Umar Syarif

iv
ANALISIS PERUBAHAN METODE PRODUKSI
HANGER CONNECTOR PADA MESIN PRESS
DI PT TOSO INDUSTRY INDONESIA
(Studi Kasus di PT. Toso Industry Indonesia)
Oleh
Umar Syarif
NIM. 004200800089
Disetujui oleh,
Ir. Hery Hamdi Azwir, M T.
Pembimbing Skripsi
Ir. Andira Taslim, M T.
Ketua Program Study Teknik Industry
v
ABSTRAK
Penelitian ini dilatar belakangi oleh permasalahan kurang maximalnya proses
pembuatan salah satu produk yang ada di PT Toso Industry Indonesia yaitu
Hanger connector. Hanger Connector adalah merupakan bagian komponen rail
gorden yang berfungsi untuk menghubungkan rail dengan adjuster hanger yang
menempel pada flapon. Hanger connector ini terdiri dari dua part yaitu hanger
connector body dan Hanger connector nut.
Hanger connector dibuat melalui lima tahapan proses dengan menggunakan dies
manual dan beberapa mesin press. Penggunaan dies manual ini kurang efektif dan
efisien sehingga hasil yang didapat juga kurang produktif. Untuk meningkatkan
produktifitas dan efisiensi maka perlu adanya improvement yaitu mengubah
proses dari menggunakan dies manual menjadi dies semi progressive atau full
progressive.
Metode yang digunakan dalam penelitian ini adalah metode QCC yang
didalamnya terdapat diagram fishbone. Dari diagram fishbone ini analisa
penelitian dilakukan dengan melihat 5 unsur yang ada yaitu man, material,
metode, mesin dan environment ( lingkungan ). Dari lima unsur tersebut dipilih
masalah yang dianggap paling dominan yaitu metode. Perbaikan dilakukan
dengan mendesain dies progressive untuk pembuatan hanger connector tersebut.
Peningkatan hasil yang dicapai diperkirakan dapat mencapai 299%. Adapun
penghitungannya berdasarkan pada standar penggunaan dies progressive yang
ada.
Kata kunci : Hanger Connector, Hanger Connector Body, Hanger Connector Nut,
Dies Manual, Dies Semi Progressive, Dies Progressive, QCC, Diagram Fishbond.

vi
KATA PENGANTAR
Alhamdulillah, segala puji syukur saya panjatkan kehadirat Allah SWT yang telah
melimpahkan rahmat, taufik, dan hidayah-Nya sehingga saya dapat
menyelesaikan skripsi ini dengan judul “Analisis Perubahan Metode Produksi
Hanger Connector pada Mesin Press di PT Toso Industry Indonesia. “
Pada kesempatan ini, penulis mengucapkan terima kasih yang sebesar-besarnya
kepada berbagai pihak yang telah berkontribusi membantu selesainya penulisan
ini,antara lain :
1. Bapak Ir. Hery Hamdi Azwir.MT selaku dosen pembimbing yang senantiasa
memberikan motivasi untuk penyelesaian skripsi ini.
2. Dekan Fakultas Teknik Industri President University.
3. PT Toso Industry Indonesia yang telah memberikan kesempatan kepada
saya untuk melakukan penelitian ini.
4. Keluarga yang telah memberikan motivasi penyelesaian skripsi ini.
5. Mahasiswa dan rekan sejawat di Universitas Presiden angkatan 2008.
6. Bp.Ir. Indra Gunawan MSi. Selaku General Manager PT Toso Industry
Indonesia.
7. Bp. Pujianto. ST Selaku Production Manager PT Toso Industry Indonesia.
Penulis telah berusaha melakukan penelitian dan menyusun skripsi ini dengan
sebaik-baiknya, tetapi penulis juga menyadari bahwa tak ada gading yang tak
retak. Oleh karena itu, saran dan kritik yang bersifat konstruktif sangat diharapkan
dari semua pihak yang kompeten untuk perbaikan skripsi ini sehingga dapat
melahirkan karya tulis yang lebih baik.
Cikarang, Januari 2016
Penulis
vii
DAFTAR ISI
LEMBAR REKOMENDASI PEMBIMBING ....................................................... ii
LEMBAR PERNYATAAN ORISINALITAS ...................................................... iii
ANALISIS PERUBAHAN METODE PRODUKSI ............................................. iv
ABSTRAK ............................................................................................................... v
KATA PENGANTAR ........................................................................................... vi
DAFTAR GAMBAR ............................................................................................... x
DAFTAR TABEL .................................................................................................. xi
DAFTAR LAMPIRAN ......................................................................................... xii
DAFTAR ISTILAH ............................................................................................. xiii
BAB I PENDAHULUAN ........................................................................................ 1
1.1. Latar Belakang..............................................................................................1
1.2. Perumusan Masalah......................................................................................2
1.3. Tujuan Penelitian.......................................................................... ............... 2
1.4. Batasan Penelitian........................................................................................2
1.5. Sistematika Penulisan .................................................................................. 3
BAB II TINJAUAN PUSTAKA .............................................................................. 5
2.1. QCC ( Quality Control Circle ) / Gugus Kendali Mutu ............................... 5
2.2. Produksi.......................................................................... .............................. 7
2.3. Kapasitas Produksi.......................................................................................7
2.4. Kualitas Produk ...........................................................................................8
2.5. Produk .......................................................................................................10
2.6. Produktifitas...............................................................................................11
2.7. Improvement..............................................................................................13
viii
BAB III METODOLOGI PENELITIAN............................................................... 14
3.1. Kerangka Penelitian ................................................................................... 14
3.2. Studi Awal ( Observasi ) ............................................................................ 15
3.3. Identifikasi Masalah ................................................................................... 16
3.4. Studi Literatur....................... ..................................................................... 16
3.5. Pengumpulan Data ................................................................................... 17
3.6. Analysis Perbaikan .................................................................................. 17
3.6.1. Analisa Penyebab..............................................................................19
3.6.2. Menentukan Penyebab Dominan......................................................19
3.6.3. Menyusun Rencana Perbaikan..........................................................20
3.6.4. Melaksanakan Perbaikan...................................................................20
3.6.5. Meneliti Hasil....................................................................................20
3.6.6. Membuat Standar..............................................................................20
3.6.7. Menentukan Rencana Berikut...........................................................21
3.7. Kesimpulan dan Saran ............................................................................... 21
BAB IV DATA DAN ANALISIS ......................................................................... 22
4.1.Hanger Connector.......................................................... .............................. 22
4.2. Proses Pembuatan Hanger Connector ........................................................ 24
4.2.1. Data Pembuatan Hanger Connector Nut Proses Blanking................26
4.2.2. Data pembuatan Hanger Connector Nut proses Pierching................26
4.2.3. Data pembuatan Hanger Connector Body Blanking Proses.............27
4.2.4. Data pembuatan Hanger Connector body Pierching Proses..............28
4.2.5. Data pembuatan Hanger Connector Body Bending Proses..............29
4.3. Data Produk NG.........................................................................................30
4.4. Analisa Masalah.........................................................................................31

ix
4.4.1. Analisa sebab akibat..........................................................................32
4.4.2. Menentukan penyebab dominan.......................................................42
4.5. Menyusun Rencana Perbaikan ................................................................... 44
4.5.1. Melakukan Perbaikan ....................................................................... 44
4.5.2. Perbaikan menggunakan dies manual, Design dies kurang maximal
dan banyak pergantian dies...............................................................45
4.5.3. Proses Pembuatan Dies ( Tooling ) Hanger Connector .................... 46
4.6. Biaya Pembuatan Hanger Connector ......................................................... 61
4.7. Biaya Pembuatan Dies ............................................................................... 61
4.8. Analisa Hasil Akhir...... ............................................................................. 63
BAB V KESIMPULAN DAN SARAN ................................................................. 68
5.1. Kesimpulan............................................................................ .................... 68
5.2. Saran............................................................ .............................................. 68
DAFTAR PUSTAKA ............................................................................................ 69
LAMPIRAN ........................................................................................................... 70
x
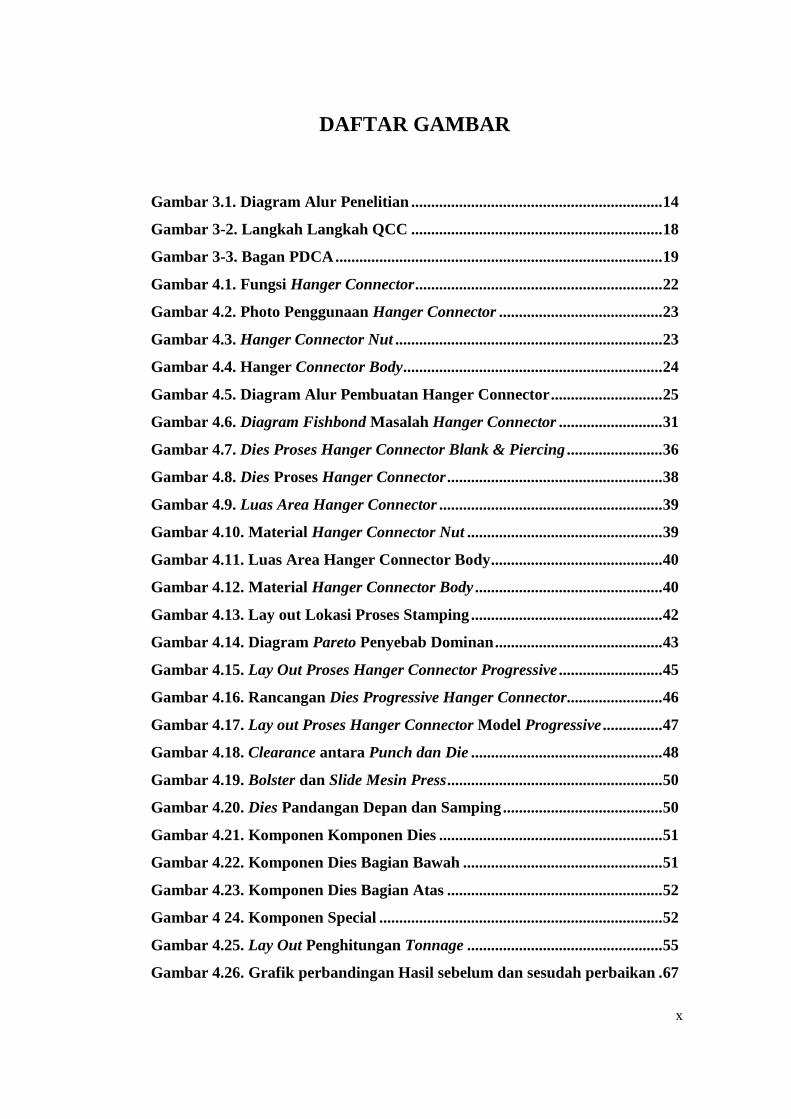
DAFTAR GAMBAR
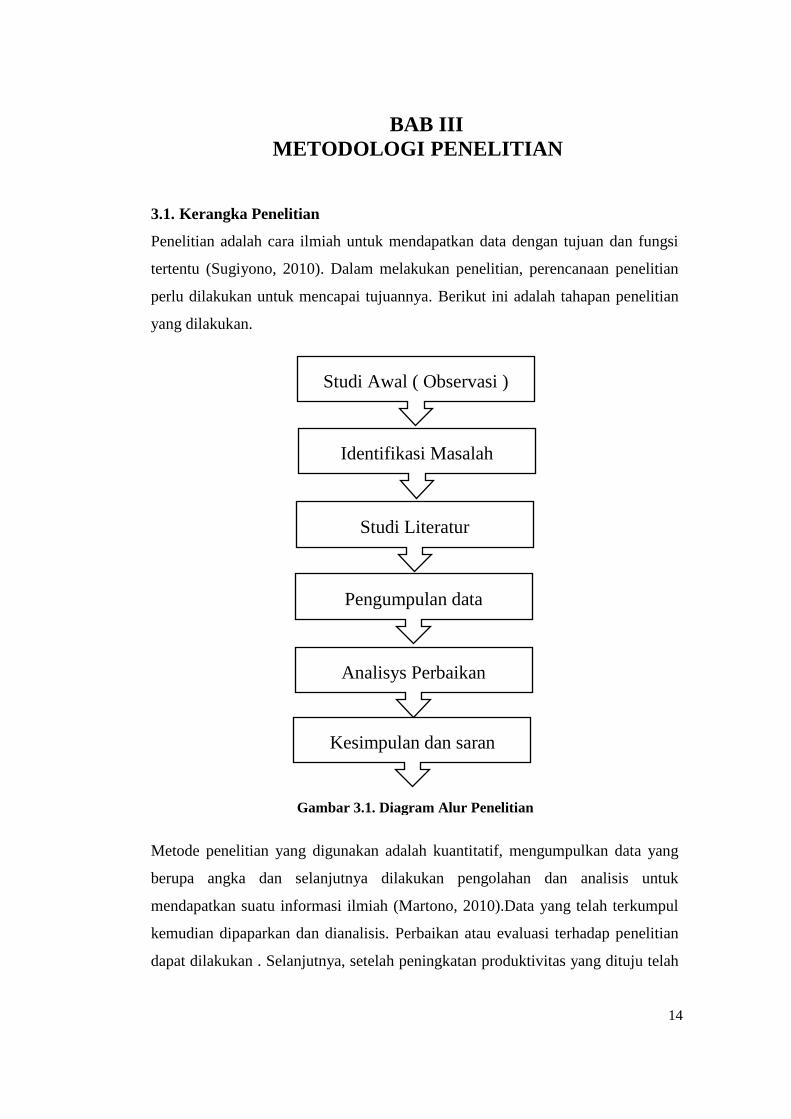
Gambar 3.1. Diagram Alur Penelitian ............................................................... 14
Gambar 3-2. Langkah Langkah QCC ............................................................... 18
Gambar 3-3. Bagan PDCA .................................................................................. 19
Gambar 4.1. Fungsi Hanger Connector .............................................................. 22
Gambar 4.2. Photo Penggunaan Hanger Connector ......................................... 23
Gambar 4.3. Hanger Connector Nut ................................................................... 23
Gambar 4.4. Hanger Connector Body ................................................................. 24
Gambar 4.5. Diagram Alur Pembuatan Hanger Connector ............................ 25
Gambar 4.6. Diagram Fishbond Masalah Hanger Connector .......................... 31
Gambar 4.7. Dies Proses Hanger Connector Blank & Piercing ........................ 36
Gambar 4.8. Dies Proses Hanger Connector ...................................................... 38
Gambar 4.9. Luas Area Hanger Connector ........................................................ 39
Gambar 4.10. Material Hanger Connector Nut ................................................. 39
Gambar 4.11. Luas Area Hanger Connector Body ........................................... 40
Gambar 4.12. Material Hanger Connector Body ............................................... 40
Gambar 4.13. Lay out Lokasi Proses Stamping ................................................ 42
Gambar 4.14. Diagram Pareto Penyebab Dominan .......................................... 43
Gambar 4.15. Lay Out Proses Hanger Connector Progressive .......................... 45
Gambar 4.16. Rancangan Dies Progressive Hanger Connector........................ 46
Gambar 4.17. Lay out Proses Hanger Connector Model Progressive ............... 47
Gambar 4.18. Clearance antara Punch dan Die ................................................ 48
Gambar 4.19. Bolster dan Slide Mesin Press ...................................................... 50
Gambar 4.20. Dies Pandangan Depan dan Samping ........................................ 50
Gambar 4.21. Komponen Komponen Dies ........................................................ 51
Gambar 4.22. Komponen Dies Bagian Bawah .................................................. 51
Gambar 4.23. Komponen Dies Bagian Atas ...................................................... 52
Gambar 4 24. Komponen Special ....................................................................... 52
Gambar 4.25. Lay Out Penghitungan Tonnage ................................................. 55
Gambar 4.26. Grafik perbandingan Hasil sebelum dan sesudah perbaikan . 67
xi
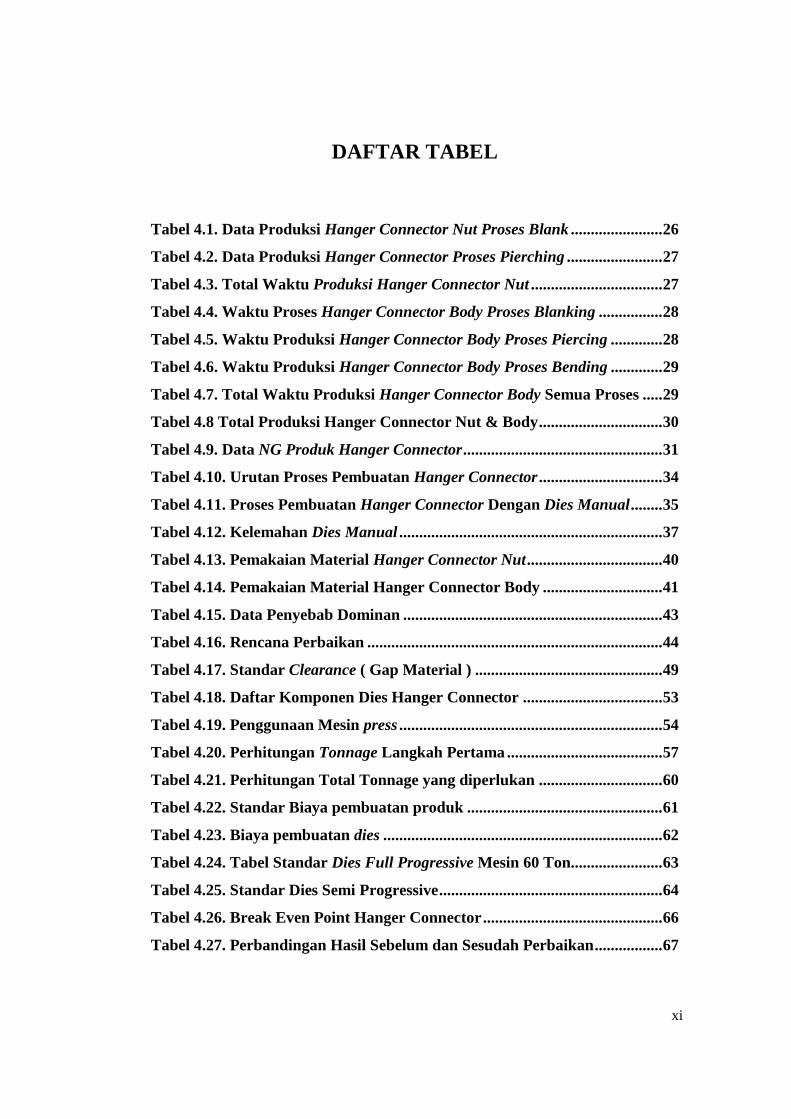
DAFTAR TABEL
Tabel 4.1. Data Produksi Hanger Connector Nut Proses Blank ....................... 26
Tabel 4.2. Data Produksi Hanger Connector Proses Pierching ........................ 27
Tabel 4.3. Total Waktu Produksi Hanger Connector Nut ................................. 27
Tabel 4.4. Waktu Proses Hanger Connector Body Proses Blanking ................ 28
Tabel 4.5. Waktu Produksi Hanger Connector Body Proses Piercing ............. 28
Tabel 4.6. Waktu Produksi Hanger Connector Body Proses Bending ............. 29
Tabel 4.7. Total Waktu Produksi Hanger Connector Body Semua Proses ..... 29
Tabel 4.8 Total Produksi Hanger Connector Nut & Body ............................... 30
Tabel 4.9. Data NG Produk Hanger Connector .................................................. 31
Tabel 4.10. Urutan Proses Pembuatan Hanger Connector ............................... 34
Tabel 4.11. Proses Pembuatan Hanger Connector Dengan Dies Manual ........ 35
Tabel 4.12. Kelemahan Dies Manual .................................................................. 37
Tabel 4.13. Pemakaian Material Hanger Connector Nut .................................. 40
Tabel 4.14. Pemakaian Material Hanger Connector Body .............................. 41
Tabel 4.15. Data Penyebab Dominan ................................................................. 43
Tabel 4.16. Rencana Perbaikan .......................................................................... 44
Tabel 4.17. Standar Clearance ( Gap Material ) ............................................... 49
Tabel 4.18. Daftar Komponen Dies Hanger Connector ................................... 53
Tabel 4.19. Penggunaan Mesin press .................................................................. 54
Tabel 4.20. Perhitungan Tonnage Langkah Pertama ....................................... 57
Tabel 4.21. Perhitungan Total Tonnage yang diperlukan ............................... 60
Tabel 4.22. Standar Biaya pembuatan produk ................................................. 61
Tabel 4.23. Biaya pembuatan dies ...................................................................... 62
Tabel 4.24. Tabel Standar Dies Full Progressive Mesin 60 Ton....................... 63
Tabel 4.25. Standar Dies Semi Progressive ........................................................ 64
Tabel 4.26. Break Even Point Hanger Connector ............................................. 66
Tabel 4.27. Perbandingan Hasil Sebelum dan Sesudah Perbaikan ................. 67

xii
DAFTAR LAMPIRAN
Lampiran 5-1.Standar Dies Manual....………….……………………………….......70
Lampiran 5-2.Standar Dies Manual 2.……………..………………………………..70
Lampiran 5-3.Standart Manual Dies 3.……………………………………..………..71
Lampiran 5-4.Standar Progressive Dies 1.………………………………….……….71
Lampiran 5-5.Standar Progressive Dies 2.………………………….…..………..….71
Lampiran 5-6.Standar Progressive Dies 3.………..…………….……………..........71
Lampiran 5-7.Standar Semi Progressive Dies.………….……..………….…………71

xiii
DAFTAR ISTILAH
Proses Stamping : Adalah salah satu bagian dari proses produksi yang
di dalam proses pembuatannya menggunakan sheet
metal sebagai material, Mesin Press dan dies sebagai
alat untuk membentuk sheet metal tersebut sesuai
dengan bentuk yang diinginkan.
Proses Injection : Adalah salah satu bagian dari proses produksi yang
di dalam proses pembuatannya menggunakan plastic
atau resin sebagai material sehingga bisa dicetak se
suai bentuk yang dinginkan dengan bantuan mesin
Injection dan mold sebagai alat untuk mencetaknya.
Proses Forming : Adalah salah satu bagian dari proses produksi yang
di dalam proses pembuatannya menggunakan sheet
metal gulungan ( Coil ) sebagai material sehingga
bisa dicetak sesuai bentuk yang dinginkan secara
terus menerus dengan bantuan mesin forming dan
roll sebagai alat untuk membentuknya.
Dies : Dies adalah suatu alat perkakas tekan yang di
gunakan untuk memotong atau membentuk suatu
sheet metal atau plat lembaran sesuai dengan bentuk
yang diinginkan. Dalam operasionalnya, dies ini
digerakkan oleh mesin press, apakah mechanical
press machine atau hydraulics press machine.
Dies Manual : Manual Dies adalah dies konstruksi yang mempunyai
sebuah proses pada dieset nya, dan hanya bisa
menghasilkan sebuah part dalam sekali stroke.
Dies Progressive : Konstruksi yang menggunakan banyak proses atau
multiple station yang saling berhubungan yang
berasal dari material yang sama. Pada progressive
dies umumnya menggunakan coil ( steel sheet
gulungan ) dan coil feeder sebagai penggerak coil
secara otomatis.
xiv
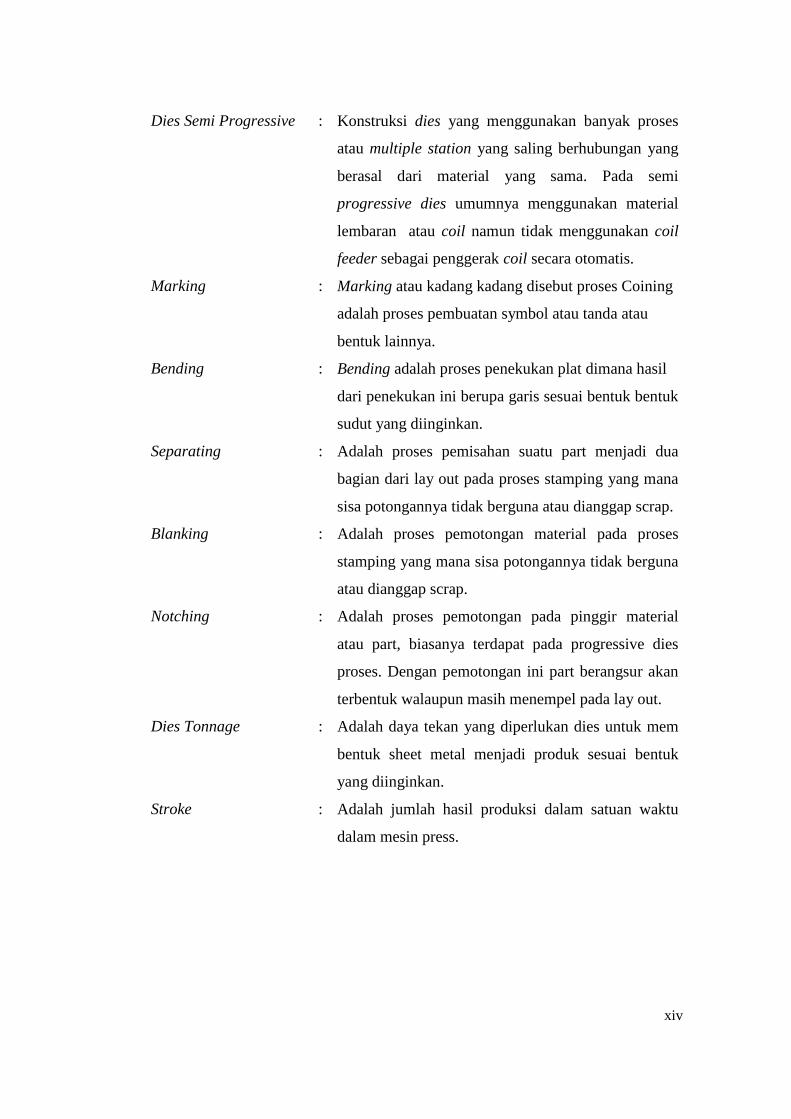
Dies Semi Progressive : Konstruksi dies yang menggunakan banyak proses
atau multiple station yang saling berhubungan yang
berasal dari material yang sama. Pada semi
progressive dies umumnya menggunakan material
lembaran atau coil namun tidak menggunakan coil
feeder sebagai penggerak coil secara otomatis.
Marking : Marking atau kadang kadang disebut proses Coining
adalah proses pembuatan symbol atau tanda atau
bentuk lainnya.
Bending : Bending adalah proses penekukan plat dimana hasil
dari penekukan ini berupa garis sesuai bentuk bentuk
sudut yang diinginkan.
Separating : Adalah proses pemisahan suatu part menjadi dua
bagian dari lay out pada proses stamping yang mana
sisa potongannya tidak berguna atau dianggap scrap.
Blanking : Adalah proses pemotongan material pada proses
stamping yang mana sisa potongannya tidak berguna
atau dianggap scrap.
Notching : Adalah proses pemotongan pada pinggir material
atau part, biasanya terdapat pada progressive dies
proses. Dengan pemotongan ini part berangsur akan
terbentuk walaupun masih menempel pada lay out.
Dies Tonnage : Adalah daya tekan yang diperlukan dies untuk mem
bentuk sheet metal menjadi produk sesuai bentuk
yang diinginkan.
Stroke : Adalah jumlah hasil produksi dalam satuan waktu
dalam mesin press.
1
BAB I
BAB I PENDAHULUAN
1.1. Latar Belakang
PT Toso Industry Indonesia merupakan salah satu perusahaan Jepang yang ada di
Indonesia yang memproduksi produk yang bernama Rail Gordyn dan Interior
Blind yang mana dalam produk rail gordyn dan Interior Blind ini terdiri dari
bermacam macam bagian atau part seperti Bracket, Roller, Rail dan lain lain.
Salah satu bagian produk yang dibuat adalah Hanger Connector.
Proses produksi yang ada di perusahaan ini antara lain Proses Injection, Proses
Stamping ( Press ), Proses Forming dan Proses Assembling. Hanger Connector
merupakan salah satu produk yang dibuat dengan menggunakan proses stamping (
Press ) dengan menggunakan tooling yang bernama dies.
Dies yang ada di perusahaan ini terdiri dari dua jenis yaitu dies manual dan dies
progressive dan untuk Hanger connector ini proses pembuatannya menggunakan
dies manual. Produk Hanger Connector terdiri dari Hanger Connector Nut dan
Hanger Connector Body. Proses pembuatan Hanger ConnectorNut sendiri terdiri
dari dua proses yaitu Blanking proses dan Pierching proses sedangkan Hanger
Connector Body terdiri dari tiga proses yaitu Blanking proses, Pierching proses
dan Bending Proses. Jadi total proses yang digunakan untuk membuat Hanger
Connector ada lima proses.
Adapun permasalahan yang dihadapi dalam pembuatan produk ini adalah :
Banyaknya proses yang digunakan dalam membuat produk ini yang
menyebabkan banyaknya penggunaan mesin, material, tenaga ( man power ),
yang semuanya berujung pada meningkatnya biaya produksi.
Dengan banyaknya proses yang digunakan akan sangat berpengaruh terhadap
qualitas dan quantitas yang dihasilkan, Kondisi saat ini 1 jam proses produksi
hanya mampu menghasilkan 334 set Hanger Connector, dengan prosentase

2
produk NG nya sebesar 0,42 %. Untuk mendapatkan hasil diatas juga harus
menggunakan dies yang cukup banyak dengan proses manual pula.
Dies yang digunakan saat ini ada sebanyak empat dies. Dengan empat dies ini
tentunya membutuhkan tempat, Biaya perawatan dan lain lain yang lebih besar.
Hal tersebut diatas tentunya akan sangat mempengaruhi upaya PT Toso Industry
Indonesia dalam usaha meningkatkan produktivitas dan efisiensi dalam setiap
proses produksinya guna mencapai keuntungan yang maximal.
1.2. Perumusan Masalah
Berdasarkan uraian diatas masalah yang akan dibahas dalam penelitian ini adalah
Bagaimana metode atau cara untuk mengurangi proses yang dilakukan dalam
pembuatan Hanger Connector sehingga proses pembuatannya dapat lebih simple
dan dapat meningkatkan produktivitas, efisiensi dan kualitas yang
berkesinambungan?
1.3. Tujuan Penelitian
Tujuan penelitian yang dilakukan dalam skripsi ini adalah:
1. Menganalisis penyebab penyebab terjadinya in efisiensi yang ada.
2. Merancang rencana rencana perbaikan untuk mengurangi pemborosan dan
peningkatan produktivitas.
3. Mengusulkan implementasi hasil penelitian kepada perusahaan.
1.4. Batasan Penelitian
Batasan batasan masalah yang dipergunakan dalam penelitian ini adalah sebagai
berikut :
1. Penelitian ini dibatasi hanya sampai pada konsep pembuatan dies atau tooling
saja tidak sampai pada pembuatan tooling secara aktual mengingat kondisi
waktu yang tidak memungkinkan.
2. Penelitian dilakukan hanya sampai pada penghitungan biaya proses produksi
Hanger Connector dan pembuatan dies baru saja sebagai bahan pembanding
dilakukannya improvement.
3
3. Penelitian dilakukan selama enam bulan. Terhitung dari bulan Januari 2015
sampai bulan Juni 2015.
4. Penelitian ini hanya sampai pada half finish goods ( Produk setengah jadi )
yaitu sampai proses press atau stamping saja, tidak sampai proses taping,
plating dan packing.
1.5. Sistematika Penulisan
Penyajian dan pembahasan penelitian ini adalah sebagai berikut:
Bab I. Pendahuluan
Dalam bab ini dijelaskan beberapa hal pokok tentang penelitian yang
dilakukan yaitu latar belakang, tujuan, perumusan masalah, manfaat,
batasan dan sistematika penulisan.
Bab II. Tinjauan Pustaka
Bab ini menjelaskan teori teori yang mendukung penelitian ini dan
rencana pemecahan masalah yang akan dilakukan. Teori teori
tersebut meliputi masalah kualitas, metode QCC ( Quality Control
Circle ) berupa Delapan Langkah Perbaikan Kualitas dan Seven
Tools.
Bab III Metodologi Penelitian
Bab ini membahas tentang langkah langkah penelitian yang
dilakukan, dengan pemecahan masalah yang digunakan mulai dari
pengamatan sampai pengolahan data, sehingga tujuan yang hendak
dicapai dalam penelitian ini dapat terwujud.
Bab IV Data dan Analisis
Bab ini menjelaskan tentang data produk, proses pembuatannya dan
masalah masalah yang ada yang menjadi penyebab terjadinya in
efisiensi. Dalam bab ini juga dibahas langkah langkah perbaikannya
dan hasil yang didapat setelah perbaikan. Adapun metode yang
dilakukan dalam data dan analisis ini menggunakan metode QCC

4
( Quality Control Circle ) yang didalamnya terdapat penggunaan
diagram tulang ikan atau fish bond diagram.
Bab V Kesimpulan dan Saran
Bab ini berisi kesimpulan dari hasil yang didapat setelah langkah
perbaikan dilakukan atau perbandingan hasil sebelum dan sesudah
dilakukannya penelitian. serta saran saran sebagai pertimbangan
perusahaan untuk menentukan kebijakan selanjutnya.
5
BAB II
BAB II TINJAUAN PUSTAKA
2.1. QCC ( Quality Control Circle ) / Gugus Kendali Mutu
QCC ( Quality Control Circle ) di Indonesia lebih dikenal dengan nama Gugus
Kendali Mutu.dalam perkembangannya kita dapat menemukan berbagai cara
orang mendifinisikannya. Sebelum perang dunia kedua Jepang dikenal dengan
negara produsen barang murahan yang mudah dan cepat rusak. Hal ini disebabkan
oleh belum adanya kendali mutu yang modern di Jepang pada waktu itu.
Pengendalian mutu modern baru dikenal setelah perang dunia ke dua, yaitu
dengan diperkenalkannya Pengendalian Mutu secara Statistik ( Statistical Quality
Control ).
Pada tahun 1949 suatu Kelompok Riset Kendali Mutu ( Quality Control
ResearchGroup ) dan JUSE ( Union of Japanese Scientist and Enginer )
mendirikan suatu riset kendali mutu ( Quality Control Research Group ), dengan
ini maka meratakan jalan bagi pendidikan kendali mutu dan Penyebaran serta
prakteknya di Jepang. Dengan menyadari bahwa barang yang bermutu tinggi tidak
dapat diproduksi tanpa keterlibatan para pekerja, pramuniaga, mandor dan
supervisor, maka Kelompok Riset Kendali Mutu langsung menyediakan pelatihan
Kendali Mutu bagi tenaga garis depan tersebut.
Bersamaan dengan itu JUSE mengundang Dr, W.E. Deming dan Dr, J.M. Juran
untuk mengunjungi Jepang dan memberi kuliah tentang metodologi kendali mutu.
Betapa bernilainya bahan pelajaran yang berasal dari Amerika tersebut, namun
materinya tidak ditelan semua secara mentah begitu saja, akan tetapi bahan
pelajaran itu disesuaikan dengan latar belakang kondisi sosial bangsa Jepang dan
kondisi lingkungan lainnya. Kemudian disosialisasikan agar seluruh tenaga kerja
Jepang menjadi sadar akan pentingnya Pengendalian Mutu ( Pengendalian Mutu
Conscious). Pada tahun 1956, media siaran radio dan televisi dimobilisasikan
untuk upaya pendidikan ini. Kemudian pada tahun 1960 diterbitkan buku : “Buku
Pelajaran Kendali Mutu Bagi Para Mandor “ (QC Texbook For Foreman). Dalam
6
bulan April 1962, dimulailah penerbitan bulanan FQC tersebut. Sejak bulan
September 1983, sirkulasi majalah ini telah mencapai 150.000 eksemplar dan
FQC telah menjadi salah satu tulang punggung di dalam pendidikan lintas batas
(cross education).
Pada saat diadakan inagurasi majalah FQC, para staf redaksinya dianjurkan untuk
membentuk kelompok kecil di lingkungan kerja masingmasing. Sejak saat itulah
lahirlah Gugus Kendali Mutu atau Quality Control Circle di Jepang. Ketika FQC
menyarankan pembentukan Gugus Kendali Mutu, maka FQC mencanangkan dua
sasaran bagi gugus-gugus ini, yaitu membaca dan mempelajari bersama majalah
FQC, serta mencari dan memecahkan masalah (Trouble Shooting) di tempat kerja
demi peningkatan kendali proses.
Pada waktu yang bersamaan, kendali mutu tumbuh dari Pengendalian Mutu
Statistikal menjadi Total Quality Control (TQC) atau Pengendalian Mutu Terpadu
(PMT) dan Company Wide Quality Control (CWQC) atau Pengendalian Mutu
Perusahaan (PMP) gaya Jepang.
Menurut ( Kaoru Ishikawa , 1989 ) dalam bukunya “ Gugus Kendali Mutu dalam
Realita “ Gugus kendali mutu adalah sekelompok kecil orang yang secara
sukarela ( Jishuteki ) tidak terikat dan atas inisiatif sendiri secara otonom dan
seterusnya menyelenggarakan kegiatan kendali mutu dalam suatu lingkungan
kerja.
Menurut ( Dewar, 1980 ) gugus kendali mutu didefinisikan sekelompok orang
yang secara sukarela bertemu secara teratur untuk mengidentifikasikan,
mengawasi dan memecahkan pengendalian kualitas dan masalah lainnya dibidang
mereka.
Menurut (Wahyudi, Suryohadi, dan Sudarsa ,1984)dalam bukunya “Manajemen
Quality Control Circle” telah merumuskan bahwa Gugus Kendali Mutu adalah
Sekelompok karyawan yang berjumlah antara 5 sampai 10 orang dari bidang
tugas yang sama atau kurang lebih sama, di mana mereka mengadakan pertemuan
secara berkala, dalam waktu tertentu untuk mengenal bidang masalah yang ada

7
dalam bidang tugas mereka, mempelajari dan menganalisis masalah tersebut
untuk menemukan faktor-faktor penyebabnya yang dominan, mencari alternatif
atau pemilihan pemecahan masalah tersebut, mengajukan usulan pemecahan
masalah kepada atasannya untuk hal-hal yang berada di luar wewenangnya”.
2.2. Produksi
Untuk memenuhi kebutuhan yang beraneka ragam, manusia memerlukan barang
dan jasa. Suatu kegiatan yang menghasilkan barang dan jasa disebut produksi.
Produksi adalah kegiatan untuk menciptakan dan menambah kegunaan suatu
barang dan jasa.
Menurut Magfuri (1987), Produksi adalah mengubah barang agar mempunyai
kegunaan untuk memenuhi kebutuhan manusia. Produksi merupakan segala
kegiatan untuk menciptakan atau menambah guna atas suatu benda yang
ditunjukkan untuk memuaskan orang lain melalui pertukaran.
Menurut Heizer dan Render (2005), Produksi adalah proses penciptaan barang
dan jasa. Barang dan jasa yang di produksi adalah untuk memenuhi kebutuhan
manusia. Kegiatan produksi membutuhkan faktor-faktor produksi seperti sumber
alam, tanaga kerja, modal dan teknologi. Pada hakekatnya produksi merupakan
pencipta atau penambahan faedah atau bentuk, waktu dan tempat atas faktor-
faktor produksi sehingga lebih bermanfaat bagi kebutuhan manusia. Pengertian
produksi secara luas luas adalah usaha atau kegiatan yang dilakukan yang dapat
menimbulkan kegunaan dari suatu barang dan jasa untuk memenuhi kebutuhan
orang banyak.
2.3.Kapasitas Produksi
Kapasitas produksi adalah suatu tingkat ketika sistem produksi ( pekerja, mesin,
work center, departemen, pabrik) dapat diproduksi atau berjalan. Hal ini berkaitan
dengan unit output yang dihasilkan per unit waktu. (Smith B. Spencer, Computer
Based Production and Inventory Control, Hal. 281).
8
Sedangkan definisi kapasitas produksi menurut Gaspersz adalah tingkat output
yang dapat dicapai dengan spesifikasi produk, product mix, tenaga kerja, dan
peralatan yang ada sekarang. Sebagai tambahan, Kapasitas adalah jumlah output
(produk) maksimum yang dapat dihasilkan suatu fasilitas dalam selang waktu
tertentu.
Pengertian ini harus dilihat dari tiga perspektif agar lebih jelas, tiga pandangan
atau perspektif tersebut adalah sebagai berikut:
1. Kapasitas desain.
Menunjukkan output maksimum pada kondisi ideal (tidak ada konflik
schedule, tidak ada produk rusak/cacat, maintenance hanya yang rutin dan
sebagainya).
2. Kapasitas efektif
Menunjukkan output maksimum pada tingkat operasi tertentu, umumnya
kapasitas efektif lebih rendah dari kapasitas desain.
3. Kapasitas aktual
Menunjukkan output nyata yang bisa dihasilkan oleh fasilitas.Kapasitas aktual
harus diusahakan sama dengan kapasitas efektif.
2.4. Kualitas Produk
Menurut ( Kotler ,2000 ) yang diterjemahkan oleh Hendra Teguh dan Rony A
Rusli mengatakan bahwa kualitas produk adalah ciri suatu produk secara
keseluruhan yang berpengaruh pada kemampuan untuk memuaskan kebutuhan
yang dinyatakan.
Menurut Fandy Tjiptono (2002) Kualitas mengandung banyak definisi dan makna,
setiap orang yang berbeda akan mengartikannya secara berlainan. Definisi yang
sering dijumpai dari orang-orang tersebut antara lain:
1. Kesesuaian dengan persyaratan atau tuntutan.
2. Kecocokan untuk pemakaian.
3. Perbaikan atau penyempurnaan berkelanjutan.
4. Bebas dari kerusakan atau cacat.

9
5. Pemenuhan kebutuhan pelanggan semenjak awal dan setiap saat.
6. Melakukan segala sesuatu secara benar semenjak awal
7. Sesuatu yang bisa membahagiakan pelanggan.
Menurut John Welch Jr yang dikutip ( Kotler, 2000 ) mutu merupakan jaminan
terbaik bagi kita atas kesetian pelanggan. Pertahan terkuat kita dalam menghadapi
persaingan asing dan satu satunya jalan menuju pertumbuhan dan pendapatan
yang langgeng.
Menurut American Soceity for Quality Control definisi mutu seperti yang
diungkapkan ( kotler, 2000 ) yaitu keseluruhan ciri serta sifat suatu produk atau
pelayanan yang bberpengaruh pada kemampuan untuk memuaskan kebutuhan
yang dinyatakan atau tersirat.
Menurut beberapa ahli yang lain, definisi kualitas adalah sebagai berikut :
1. Philip B Cosby.
Kualitas adalah kesesuaian terhadap persyaratan ( Conformance to requirement
of specification ). Seperti jam yang tahan air, Sepatu yang tahan lama.
Pendekatan Crosby adalah proses Top – Down.
2. W. Edward Deming.
Kualitas adalah pemecahan masalah untuk mencapai penyempurnaan terus
menerus. Pendekatan Deming adalah bottom – up.
3. Joseph M. Juran
Kualitas adalah kesesuaian dengan penggunaan ( Fitness for Use ), seperti
sepatu yang dirancang untuk olah raga, Pendekatan Juran adalah orientasi pada
pemenuhan harapan pelanggan
10
2.5. Produk
Banyak orang mendifinisikan bahwa produk adalah suatu barang atau jasa yang
dapat ditawarkan ke pasar untukdiperhatikan ,dimiliki, digunakan ,atau
dikonsumsi yang dapat memuaskan keinginan dan kebutuhan.
Produk adalah alat pemasaran yang paling mendasar. menurut Kotler dan
Amstrong (2001) menyatakan bahwa ”Produk adalah segala sesuatu yang dapat
ditawarkan ke pasar untuk diperhatikan, dimiliki, digunakan , atau dikonsumsi
yang dapat memuaskan keinginan dan kebutuhan. Produk mencakup objek fisik,
jasa, orang, tempat, organisasi dan gagasan.”
Pengertian produk menurut David W (2001), Produk adalah segala sesuatu yang
memilki nilai disuatu pasar sasaran dimana kemempuannya memberikan manfaat
dan kepuasan termasuk benda, jasa, organisasi, tempat, orang, ide. Dapat
disimpulkan bahwa produk adalah seperangkat atribut baik yang berwujud
maupun tidak berwujud yang digunakan untuk memenuhi kebutuhan konsumen.
Klasifikasi produk menurut Fandy Tjiptono (2002) ada duakelompok:
1. Barang
Barang merupakan produk yang berwujud fisik, sehingga bisa dilihat, diraba,
disentuh, dipegang, dan perlakuan fisik lainnya.
a. Barang yang terpakai habis (non durable goods) atau tidak tahan lama
adalah barang berwujud biasanya habis dikonsumsi dalam satu atau
beberapa kali pemakaian. Dengan kata lain umur ekonomusnya dalam
kondisi pemakaian normal kurang dari satu tahun.
b. Barang tahan lama (durable goods) merupakan barang berwujud yang tidak
biasa bertahan sesuai umur ekonomisnya. Umumnya barang seperti ini
membutuhkan pelayanan yang lebih banyak, membutuhkan jaminan
/garansi tertentu dari penjualnya.
2. Jasa (service)
Jasa merupakan aktivitas, manfaat, atas kepuasan yang ditawarkan untuk dijual.
Contohnya bengkel reparasi, salon kecantikan, hotel dan lain-lain.

11
2.6. Produktifitas
Secara umum, produktifitas diartikan sebagai pengaruh antara hasil nyata maupun
fisik (barang-barang dan jasa) dengan masukan yang sebenarnya. Produktifitas
adalah ukuran efisiensi produktif. Suatu perbandingan antara hasil keluaran dan
masukan atau output : input. Masukan sering dibatasi dengan masukan tenaga
kerja, sedangkan keluaran diukur dalam kesatuan fisik bentuk dan nilai.
Produktifitas juga diartikan sebagai tingkat efisiensi dalam memproduksi barang
barang atau jasa-jasa. Dimana produktifitas mengutamakan cara pemanfaatan
secara baik terhadap sumber-sumber dalam memproduksi barang-barang
(Sinungan, 2005).
Hasil konferensi Oslo dalam Sinungan (2005), secara umum produktivitas yaitu
suatu konsep yang bersifat universal bertujuan menyediakan lebih banyak barang
dan jasa untuk lebih banyak manusia, dengan menggunakan sumber-sumber riil
yang makin sedikit. Produktivitas merupakan pendekatan inter disipliner untuk
menentukan tujuan yang efektif, pembuatan rencana, aplikasi penggunaan cara
yang produktif untuk menggunakan sumber-sumber secara efisien, dan tetap
menjaga adanya kualitas yang tinggi. Produktivitas mengikut sertakan pendaya
gunaan secara terpadu sumber daya manusia dan keterampilan, barang modal
teknologi, manajemen, informasi, energi, dan sumber-sumber lain menuju kepada
pengembangan danpeningkatan standar hidup.Whitmore dalam Sedarmayanti
(2001) mengemukakan “productivity is a measure of the use resources of an
organization and is usually expressed as a ratioof the output obtained by the uses
resources to the amount of resources employed”.Whitemore memandang bahwa
produktivitas sebagai suatu ukuran atas penggunaan sumber daya dalam suatu
organisasi yang biasanya dinyatakan sebagai rasio dari keluaran yang dicapai dari
sumber daya yang digunakan. Produktivitas memiliki dua dimensi, yakni
efektivitas dan efisiensi. Produktivitas merupakan komponen yang menentukan
syarat utama dalam keberhasilan suatu perusahaan.
Produktivitas menunjukkan tingkat kualitas perusahaan dalam menghadapi era
persaingan sehingga perusahaan dapat mencapai tujuan yang telah ditentukan.

12
Dimensi pertama dikaitkan dengan pencapaian target yang berkaitan dengan
kualitas, kuantitas dan waktu. Sedangkan dimensi kedua berkaitan dengan upaya
membandingkan masukan dengan realisasi penggunaannya dan bagaimana
pekerjaan tersebut dilaksanakan. Suatu perusahaan industri merupakan unit proses
yang mengolah sumber daya (input) menjadi (output) dengan suatu transformasi
tertentu. Dalam proses inilah terjadi penambahan nilai atas sumber daya sehingga
secara ekonomis output yang dihasilkan mempunyai nilai lebih jika dibandingkan
sebelum diproses.
Perhatian dan harapan terhadap produktivitas demikian besar dan fundamental.
Manfaat produktivitas menjadi demikian luas dan strategis, yaitu :
Produktivitas dapat dijadikan sebagai ukuran kinerja dan daya saing
perusahaan.
Pengaruh produktivitas terhadap kerja makro ekonomi Suatu organisasi dapat
melakukan lompatan besar dalam memperbaiki produktivitas.
Suatu organisasi dapat memanfaatkan karyawan dan supervisor dengan sikap
baru dalam proses kerja tradisional secara efisien untuk meningkatkan standar
kehidupan yang lebih tinggi.
Perusahaan dapat meningkatkan produktivitas dengan komitmen yang ada
tanpa mengganti fasilitas produksi seperti mesin/peralatan, tenaga kerja dan
lain-lain.
Produktivitas dapat mengendalikan inflasi.
Manajemen dapat memperbaiki cara pengelolaan kompleksitas dengan inovasi
dalam proses perencanaan dan pelaksanaan berdasarkan pengalaman dan
pencapaian produktivitas.
Manajemen dapat memotivasi para pekerja ke arah pencapaian produktivitas
yang tinggi.
Produktivitas dapat diukur pada berbagai tingkat organisasi (nasional, industry
maupun tingkat perusahaan). Pada level nasional, produktivitas berkaitan
dengan National Income (NI), Gross Domestic Product (GDP), National
Economy Welfare Index (NEWI) dan National Economy Productivity
.

13
Dari beberapa teori yang sudah dijelaskan diatas, semoga bisa menjadi acuan
penulis dalam pengumpulan data-data guna menunjang dalam penelitian ini.
Untuk itu pada bab berikutnya akan dijelaskan tentang metode penelitian yang
didalamnya menyajikan langkah-langkah yang penulis lakukan dalam penelitian
ini.
2.7. Improvement
Improvement berasal dari kata improve yang artinya meningkat, dimana pada
dasarnya meningkat adalah berubah menjadi lebih baik. Continuous improvement
adalah peningkatan dan perbaikan yang berkesinambungan (tiada henti) dimana
mengarah pada kemajuan yang lebih baik atau unggul.
Pada dasarnya istilah continuous improvement mengacu pada konsep Kaizen di
Jepang. Kaizen adalah suatu istilah dalam bahasa Jepang yang dapat diartikan
sebagai perbaikan terus-menerus atau perbaikan berkelanjutan. Perbaikan secara
terus-menerus dan berkesinambungan, dimulai dengan pengembangan tim dan
harus didukung oleh tim kerja. Kaizen harus dilaksanakan oleh perusahaan atau
organisasi yang menggunakan filosofi Total Quality Management. Kaizen
merupakan suatu kesatuan pandangan yang komprehensif dan terintegrasi.
Menurut Gazper (1994), pandangan yang komprehensif dan terintegrasi dalam
Kaizen tersebut meliputi: berorientasi pada pelanggan, pengendalian mutu secara
menyeluruh (total quality management ) robotic atau menggunakan robot sebagai
alat bantu, gugus kendali mutu, sistem saran, otomatisasi, disiplin di tempat kerja,
pemeliharaan produktivitas secara menyeluruh dan terpadu, penyempurnaan dan
perbaikan mutu, tepat waktu, tanpa cacat, kegiatan kelompok-kelompok kecil,
hubungan kerja sama antar manajer dan karyawan, serta pengembangan produk.
14
BAB III
BAB IIIMETODOLOGI PENELITIAN
3.1. Kerangka Penelitian
Penelitian adalah cara ilmiah untuk mendapatkan data dengan tujuan dan fungsi
tertentu (Sugiyono, 2010). Dalam melakukan penelitian, perencanaan penelitian
perlu dilakukan untuk mencapai tujuannya. Berikut ini adalah tahapan penelitian
yang dilakukan.
Metode penelitian yang digunakan adalah kuantitatif, mengumpulkan data yang
berupa angka dan selanjutnya dilakukan pengolahan dan analisis untuk
mendapatkan suatu informasi ilmiah (Martono, 2010).Data yang telah terkumpul
kemudian dipaparkan dan dianalisis. Perbaikan atau evaluasi terhadap penelitian
dapat dilakukan . Selanjutnya, setelah peningkatan produktivitas yang dituju telah
Studi Awal ( Observasi )
Identifikasi Masalah
Studi Literatur
Pengumpulan data
Analisys Perbaikan
Kesimpulan dan saran
Gambar 3.1. Diagram Alur Penelitian

15
tercapai dan konsisten, dilakukan penarikan kesimpulan dan mengemukakan
saran.
Penelitian ini diawali dengan menentukan latar belakang masalah yang terjadi.
Selanjutnya, studi awal (observasi) dilakukan. Observasi dilakukan untuk
memperoleh sumber data dan informasi dalam melakukan penelitian. Kemudian,
menentukan identifikasi masalah. studi literature, pengumpulan data, Analisa
perbaikan dan yang terakhir adalah kesimpulan dan saran.
3.2. Studi Awal ( Observasi )
Observasi atau objek penelitian yang dilakukan adalah terhadap salah satu produk
yang ada di PT Toso Industry Indonesia yaitu Hanger Connector. Proses
pembuatan produk ini dilakukan dibagian press atau stamping dengan
menggunakan mesin press atau mesin stamping yang berkapasitas 45 ton dan 60
ton. Pembuatan produk hanger connector dilakukan secara manual dengan
menggunakan dies manual. Sementara itu banyak dies dies lain yang bentuk
produknya hampir sama namun proses pembuatannya dilakukan secara
semiprogressive ataupun progressive. Proses stamping yang dilakukan dengan
menggunakan dies progressive hasilnya jauh lebih besar bila dibandingkan dengan
proses manual. Hal inilah yang menjadikan dasar dilakukannya penelitian, sebab
standar proses stamping yang ada di PT Toso Industry Indonesia menggunakan
tiga standar yaitu :
1. Proses stamping manual.
2. Proses stamping semi progressive ( Semi auto ).
3. Proses Stamping Progressive ( Auto ).
Dengan melihat dan mempertimbangkan kondisi yang ada maka perlu
adanya perbaikan atau improvement dan hal ini dianggap mampu untuk dilakukan.
Kemudian studi literature dilakukan untuk mencari teori teori yang berhubungan
dengan objek penelitian ini. Setelah teori didapat barulah penelitian ini dimulai.
16
Penelitian ini dilakukan di PT Toso Industry Indonesia yang beralamat di
Kawasan Industri East Jakarta Industrial Park (EJIP), Plot 7G No. 2-3, Cikarang
Selatan, Kabupaten Bekasi.
3.3. Identifikasi Masalah
Berdasarkan data di lapangan, bahwa proses produksi hanger Connector terdiri
dari dua part yaitu Hanger Connector Main Body dan Hanger Connector Nut. Dari
dua part tersebut masing masing part mempunyai beberapa proses tersendiri.
Untuk Hanger Connector Main Body terdiri dari tiga proses yaitu Blanking,
Pierching dan Bending, Sedangkan untuk Hanger Connector Nut terdiri dari dua
proses yaitu Blanking dan Pierching. Total semua proses tersebut adalah lima.
Lima proses tersebut membutuhkan waktu yang lebih lama dan resiko terjadinya
produk reject pun bisa lebih banyak karena proses kerjanya sangat bergantung
kepada kondisi operator. Selain itu penggunaan mesin juga lebih banyak bila
menggunakan dies manual, Maka untuk itu perlu adanya improvement dengan cara
mempersingkat proses tersebut.
Dalam identifikasi masalah ini juga berisi berbagai hal yang menjadi kendala atau
penyebab terjadinya in efisiensi dalam proses pembuatan hanger connector ini.
Kemudian studi pustaka dilakukan untuk menggali informasi terkait dengan
penelitian , khusunya tentang hanger connector, tahapan proses produksi,
produktivitas produksi,dan evaluasi produksi.
3.4. Studi Literatur
Setelah melakukan observasi awal dan mengidentifikasi masalah yang ada
selanjutnya dilakukan studi literatur dengan mencari teori teori yang berhubungan
dengan penelitian ini seperti teknik pembuatan dies, teknik penghitungan
kapasitas atau tonnge mesin dan lain lain, termasuk teori yang berhubungan
dengan quality control circle atau ( QCC ).
17
Studi literatur ini juga diambil dari beberapa lembaga training center yang
mengajarkan teknik teknik pembuatan dies seperti IMDIA ( Indonesia Mold Dies
Industrial Association ) dan journal journal yang berhubungan dengan hal diatas.
Untuk teknik gambarnya diambil dari beberapa buku tentang bagaimana
menggunakan program CAD dalam komputer seperti Auto Cad dan SolidWorks.
3.5. Pengumpulan Data
Pengumpulan data dilakukan secara kuantitatif dengan mengaplikasikan metode
Quality Control Circle (QCC).Pengumpulan data selama tiga bulan, dari data data
ini dilakukan analisa penghitungan.Data-data yang diambil adalah sebagai
berikut:
Check Sheet Produksi Harian
Data ini diambil dari bagian PPC atau production Planing Control, dalam
rentang waktu bulan Januari sampai bulan Maret 2015.
Standar Proses produksi press
Yaitu standar produksi yang dibuat oleh PT Toso Industry Indonesia sebagai
acuan untuk membuat produk.
3.6. Analysis Perbaikan
Dalam proses perbaikan metode yang dilakukan adalah metode quality control
circle ( QCC ). Metode ini banyak dilakukan di perusahaan perusahaan Jepang.
Dalam pelaksanaan QCC / GKM ( gugus kendali mutu ) ini dilakukan beberapa
langkah yang tidak lepas dari teori PDCA yaitu :
P berarti “Planning” (Perencanaan) meliputi 4 langkah yaitu :
Langkah 1 : Menentukan pokok masalah / Menentukan tema dan judul
Langkah 2 : Membahas penyebab / Menganalisa penyebab
Langkah 3 : Menguji penyebab / Menguji dan menentukan penyebab dominan
Langkah 4 : Menyusun rencana penanggulangan / Membuat rencana
Penanggulangan dan target.
D berarti “Do” (Pelaksanaan) meliputi 1 langkah yaitu :
Langkah 5 : Pelaksanaan penganggulangan / Melaksanakan perbaikan

18
C berarti “Check” (Meneliti Hasil) meliputi 1 langkah yaitu :
Langkah 6 : Meneliti Hasil
A berarti “Action” (Tindakan) meliputi 2 langkah yaitu :
Langkah 7 : Standarisasi
Langkah 8: Langkah berikutnya / Menetapkan rencana berikutnya
Langkah langkah dan tahapan yang dilakukan, dan bisa dilihat dalan alur
dibawah ini :
Gambar 3-2. Langkah Langkah QCC
19
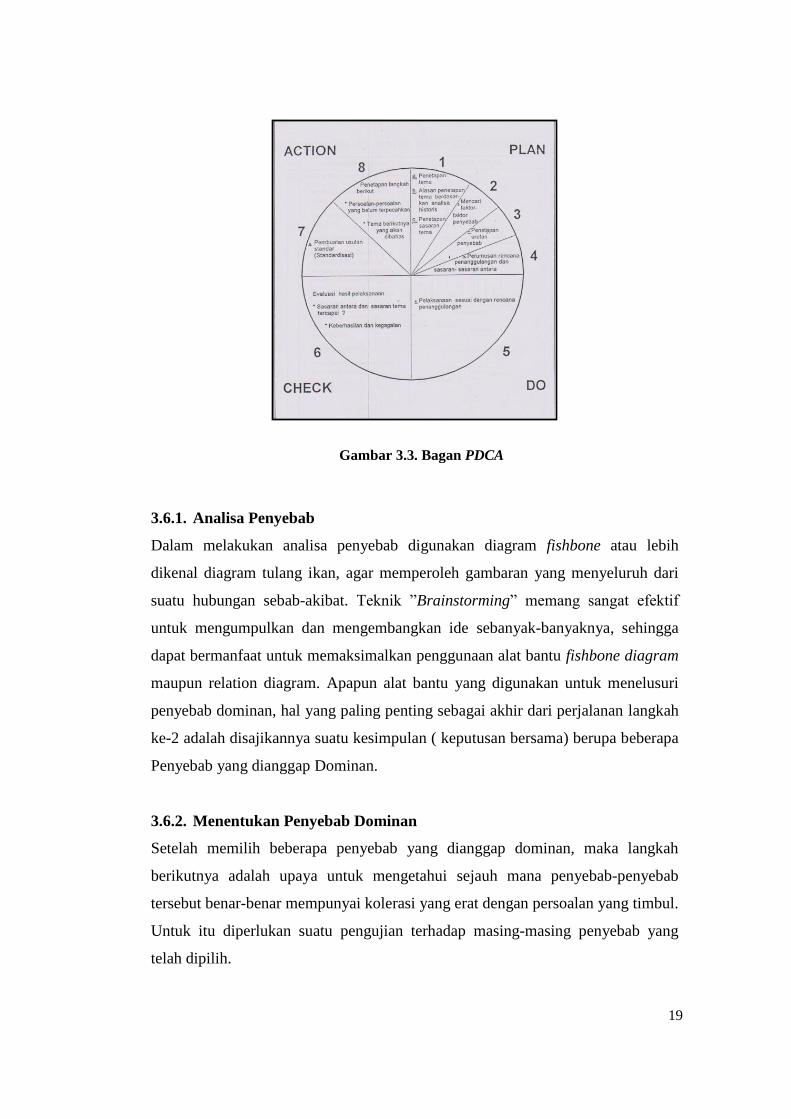
3.6.1. Analisa Penyebab
Dalam melakukan analisa penyebab digunakan diagram fishbone atau lebih
dikenal diagram tulang ikan, agar memperoleh gambaran yang menyeluruh dari
suatu hubungan sebab-akibat. Teknik ”Brainstorming” memang sangat efektif
untuk mengumpulkan dan mengembangkan ide sebanyak-banyaknya, sehingga
dapat bermanfaat untuk memaksimalkan penggunaan alat bantu fishbone diagram
maupun relation diagram. Apapun alat bantu yang digunakan untuk menelusuri
penyebab dominan, hal yang paling penting sebagai akhir dari perjalanan langkah
ke-2 adalah disajikannya suatu kesimpulan ( keputusan bersama) berupa beberapa
Penyebab yang dianggap Dominan.
3.6.2. Menentukan Penyebab Dominan
Setelah memilih beberapa penyebab yang dianggap dominan, maka langkah
berikutnya adalah upaya untuk mengetahui sejauh mana penyebab-penyebab
tersebut benar-benar mempunyai kolerasi yang erat dengan persoalan yang timbul.
Untuk itu diperlukan suatu pengujian terhadap masing-masing penyebab yang
telah dipilih.
Gambar 3.3. Bagan PDCA
20
Salah satu cara untuk menguji yang hingga saat ini dianggap paling efektif dan
mampu menggambarkan fakta yang sebenarnya adalah dengan cara
mengumpulkan sejumlah data baru, melalui pemantauan di lapangan atau tempat
kerja dan mengolah serta menyajikan data tersebut dalam bentuk diagram pareto.
3.6.3. Menyusun Rencana Perbaikan
Dari beberapa penyebab yang telah di peroleh pada langkah-langkah sebelumnya,
kemudian di buat suatu rencana perbaikan. Dalam perencanaan perbaikan ini,
ditentukan pula tempat, waktu, dan penanggung jawab perbaikan serta dengan
cara apa tindakan itu dilakukan dengan baik dan benar.
3.6.4. Melaksanakan Perbaikan
Setelah menganalisa dan mempelajari langkah-langkah dalam rencana perbaikan.
Maka langkah selanjutnya adalah melaksanakan tindakan perbaikan sesuai dengan
rencana yang telah ditetapkan sebelumnya.
3.6.5. Meneliti Hasil
Setelah langkah perbaikan, maka dilakukan evaluasi terhadap kegiatan perbaikan
yang telah dilakukan sebelumnya dan membandingkan hasil antara sebelum
perbaikan dan sesudah perbaikan berdasarkan data-data yang ada.
3.6.6. Membuat Standar
Akhir suatu perbaikan haruslah diikuti dengan proses pembakuan terhadap hasil
yang dicapai, atau biasa disebut dengan membuat standar baru, yang terdiri dari 2
hal, yaitu :
1. Standard Prosedur, yaitu penjabaran dari“Prosedur Pelaksanaan” kerja yang
harus diikuti, untuk mencegah timbulnya persoalan yang sama.
2. Standard Hasil, yaitu “Unjuk Kerja” (Performance) yang dapat dicapai, bila
prosedur pelaksanaan tersebut diatas (1) dijalankan dengan benar.
Pada langkah ini berlaku istilah Pendokumentasian yaitu pengesahan dan
pencatatan tertulis “Standar Baru” tersebut, sebagai acuan bagi pekerjaan yang
21
sama atau sejenis, dengan demikian standard tersebut bukan lagi milik kelompok
tetapi bisa diberlakukan dalam lingkup yg lebih luas.
3.6.7. Menentukan Rencana Berikut
Untuk rencana berikutnya tidak tampilkan dalam tulisan ini sebab bukan termasuk
kedalam penelitian atau tugas akhir ini. Namun denikian di PT Toso Industry
Indonesia Tetap melanjutkan program QCC ini.
3.7. Kesimpulan dan Saran
Setelah tahapan analisa dan perbaikan selesai dilakukan, selanjutnya di ambilah
kesimpulan dari semua hasil yang didapat yaitu hasil sebelum dan sesudah
perbaikan, keuntungan dan kerugiannya dan lain lain, termasuk kendala kendala
yang ada didalamnya.
22
BAB IV
BAB IV DATA DAN ANALISIS
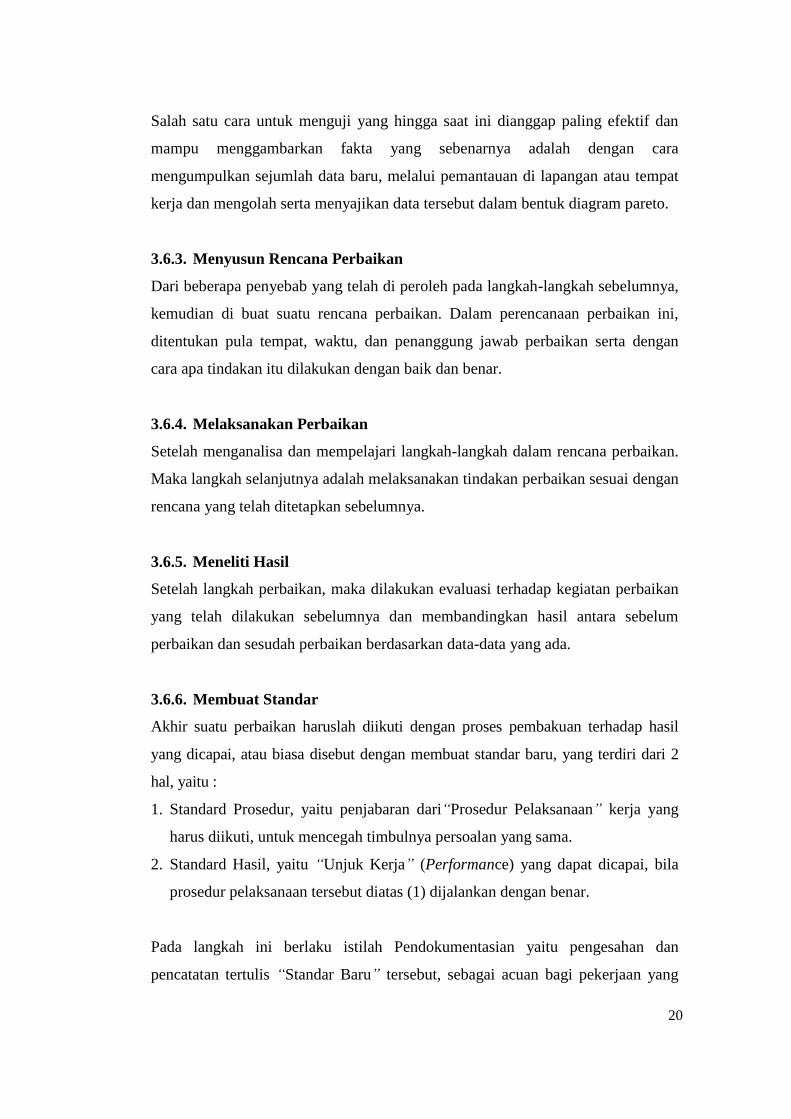
4.1.Hanger Connector
Hanger Connector adalah salah satu bagian dari produk rail gordyn yang dibuat
oleh PT Toso Industry Indonesia. Produk ini berfungsi sebagai penghubung antara
produk Adjuster Hangerdengan AJ Rail yang dipasang pada suatu ruangan.
Adjuster Hanger menempel pada plafon yang diikat oleh baut atau skrup. Rail
diikat ke Adjuster Hanger dengan menggunakan Hanger Connector.
Gambar diatas adalah gambar assembling dari penggunaan hanger connector.
Produk tersebut biasa dipakai pada kamar kamar hotel atau dirumah sakit. Untuk
lebih jelas di bawah ini ditampilkan fungsi hanger connector yang sesungguhnya.
Gambar 4.1. Fungsi Hanger Connector

23
Hanger Connector
Adjuster Hanger
Adjuster Rail
Gambar 4.2. Photo Penggunaan Hanger Connector
Gambar 4.3. Hanger Connector Nut
24
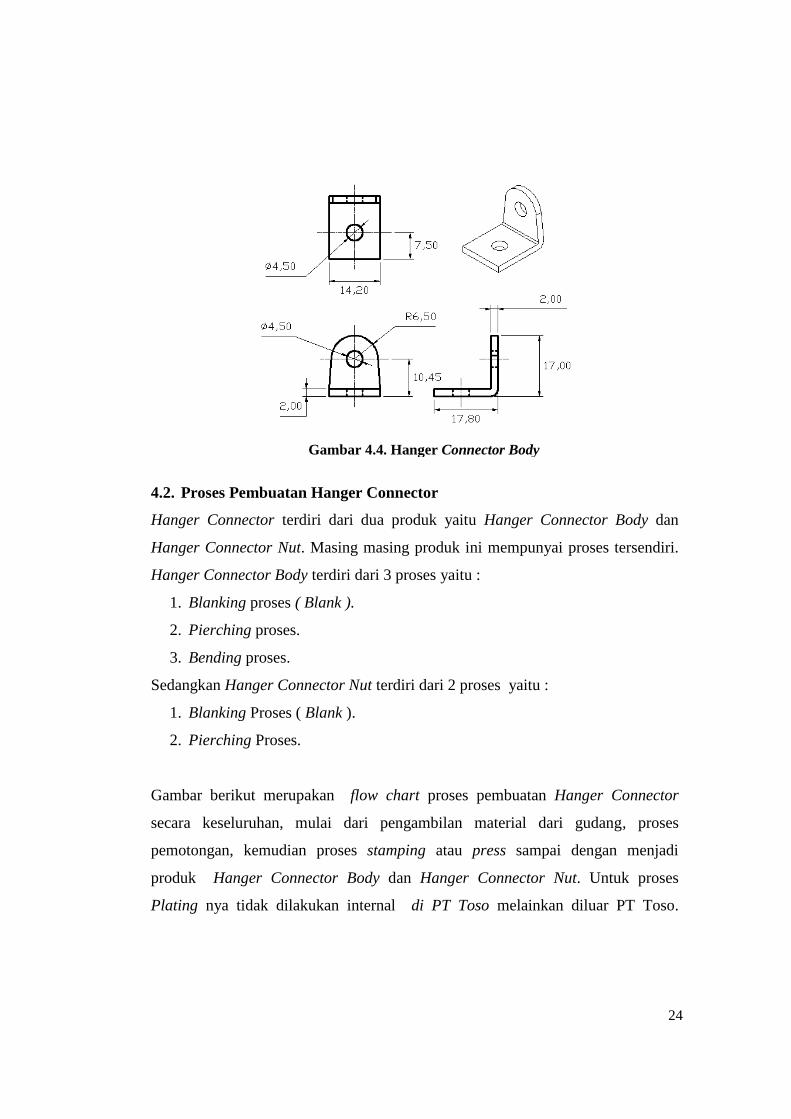
4.2. Proses Pembuatan Hanger Connector
Hanger Connector terdiri dari dua produk yaitu Hanger Connector Body dan
Hanger Connector Nut. Masing masing produk ini mempunyai proses tersendiri.
Hanger Connector Body terdiri dari 3 proses yaitu :
1. Blanking proses ( Blank ).
2. Pierching proses.
3. Bending proses.
Sedangkan Hanger Connector Nut terdiri dari 2 proses yaitu :
1. Blanking Proses ( Blank ).
2. Pierching Proses.
Gambar berikut merupakan flow chart proses pembuatan Hanger Connector
secara keseluruhan, mulai dari pengambilan material dari gudang, proses
pemotongan, kemudian proses stamping atau press sampai dengan menjadi
produk Hanger Connector Body dan Hanger Connector Nut. Untuk proses
Plating nya tidak dilakukan internal di PT Toso melainkan diluar PT Toso.
Gambar 4.4. Hanger Connector Body

25
Urutan prosesnya adalah sebagai berikut :
1. Ambil material dari gudang Material masih lembaran.
2. Material dipotong dengan mesin shearing sesuai kebutuhan.
3. Blanking proses hanger connector body.
4. Pierching proses hanger connector body.
5. Bending proses hanger connector body.
6. Blanking proses hanger connector nut.
7. Piercing proses hanger connector nut.
8. Taping hanger connector nut.
9. Plating hanger conector body dan nut.
10. Assembling hanger connector body dan nut.
11. Packing hanger connector set.
Gambar 4.5. Diagram Alur Pembuatan Hanger Connector

26
Dibawah ini adalah data produksi Hanger Connector nut pada bulan Januari
sampai Maret 2015. Dimana ada dua proses yaitu Hanger Connector Nut Blanking
dan Hanger Connector Nut Pierching. Data dibawah ini sudah berikut dengan
waktu set up pemasangan dies.
4.2.1. Data Pembuatan Hanger Connector Nut Proses Blanking
Data produksi pembuatan Hanger Connector Blank diambil antara bulan januari
2015 sampai dengan maret 2015.
Tabel 4.1. Data Produksi Hanger Connector Nut Proses Blank
No Tanggal
Hasil Waktu
Produksi
NG
Produk Pcs/Men
it
Waktu Pesang
Dies
( Pcs ) ( Menit ) ( Pcs ) ( Menit )
A B C D = A/B E
1 19 Jan 2015 5.460 410 11 13,32
2 20 Jan 2015 3.625 285 4 12,72 15
3 21 Jan 2015 3.230 360 7 8,97
4 23 Mar 2015 228 50 2 4,56 15
5 24 Mar 2015 5.220 400 8 13,05
6 31 Mar 2015 3.170 355 3 8,93 15
Total 20.933 1.860 35 61,55 45
( F ) Rata rata hasil per menit ( Total A / Total B ) 11,25 Pcs
( G ) Rata rata waktu setting tooling per pcs ( Total E / Total A ) 0,0021 Menit
( H ) Rata rata waktu produksi per pcs ( F / 60 ) 0,19 Menit
( I ) Total rata rata waktu produksi per pcs ( G + H ) 0,19 Menit
( J ) Total produksi per jam ( 60 / I ) 316 Pcs
Dari data diatas dapat diambil kesimpulan bahwa rata rata pembuatan hanger
connector nut blanking ( HCN – Bl ) adalah 11.25 pcs / menit. Dan untuk set up
dies di mesinnya membutuhkan waktu 45 menit sehingga kalau dihitung secara
rata rata 1 pcs produk membutuhkan waktu set up dies sebesar 0.0021 menit. Jadi
total waktu yang diperlukan untuk membuat satu hanger connector nut blank
adalah 0.19 menit dan hasil perjam adalah 316 Pcs.
4.2.2. Data pembuatan Hanger Connector Nut proses Pierching
Dibawah ini adalah rata rata waktu pembuatan Hanger Connector Nut pierching (
HCN – Pi ) yaitu sebesar 8.82 pcs / menit. Dan untuk set up dies di mesinnya
membutuhkan waktu 50 menit sehingga kalau dihitung secara rata rata 1 pcs
produk membutuhkan waktu set up dies sebesar 0.0034 menit. Jadi total waktu
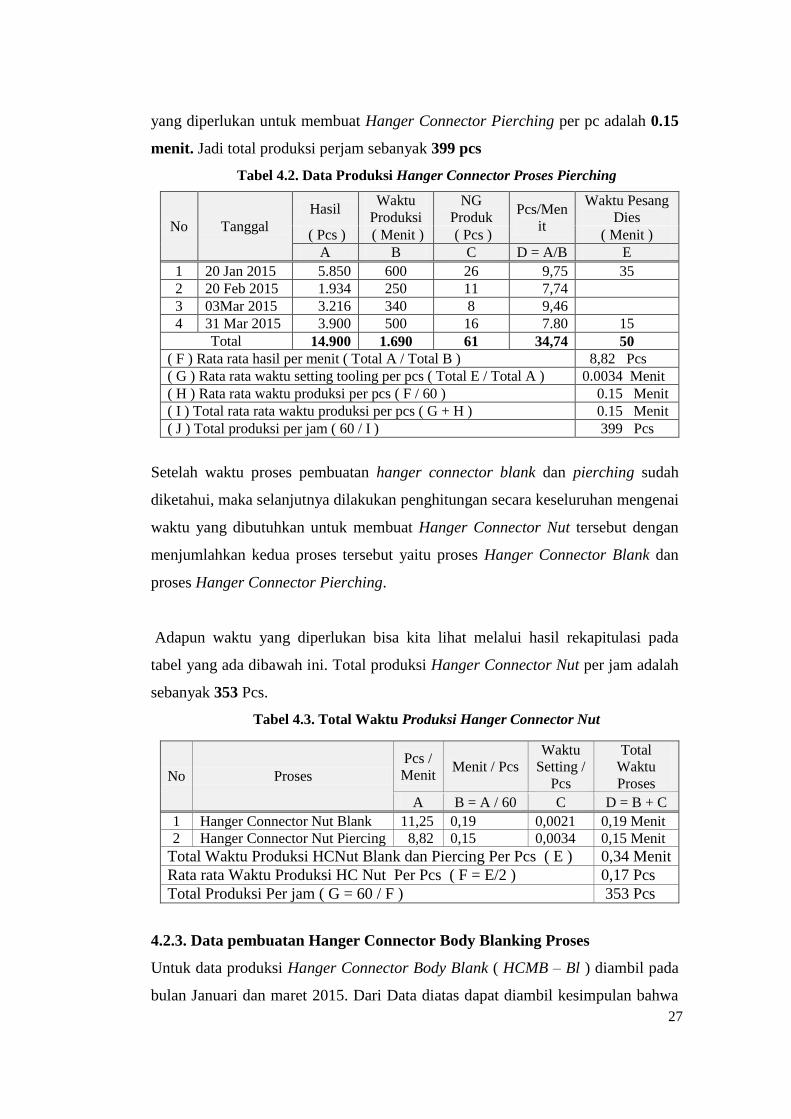
27
yang diperlukan untuk membuat Hanger Connector Pierching per pc adalah 0.15
menit. Jadi total produksi perjam sebanyak 399 pcs
Tabel 4.2. Data Produksi Hanger Connector Proses Pierching
No Tanggal
Hasil Waktu
Produksi
NG
Produk Pcs/Men
it
Waktu Pesang
Dies
( Pcs ) ( Menit ) ( Pcs ) ( Menit )
A B C D = A/B E
1 20 Jan 2015 5.850 600 26 9,75 35
2 20 Feb 2015 1.934 250 11 7,74
3 03Mar 2015 3.216 340 8 9,46
4 31 Mar 2015 3.900 500 16 7.80 15
Total 14.900 1.690 61 34,74 50
( F ) Rata rata hasil per menit ( Total A / Total B ) 8,82 Pcs
( G ) Rata rata waktu setting tooling per pcs ( Total E / Total A ) 0.0034 Menit
( H ) Rata rata waktu produksi per pcs ( F / 60 ) 0.15 Menit
( I ) Total rata rata waktu produksi per pcs ( G + H ) 0.15 Menit
( J ) Total produksi per jam ( 60 / I ) 399 Pcs
Setelah waktu proses pembuatan hanger connector blank dan pierching sudah
diketahui, maka selanjutnya dilakukan penghitungan secara keseluruhan mengenai
waktu yang dibutuhkan untuk membuat Hanger Connector Nut tersebut dengan
menjumlahkan kedua proses tersebut yaitu proses Hanger Connector Blank dan
proses Hanger Connector Pierching.
Adapun waktu yang diperlukan bisa kita lihat melalui hasil rekapitulasi pada
tabel yang ada dibawah ini. Total produksi Hanger Connector Nut per jam adalah
sebanyak 353 Pcs.
Tabel 4.3. Total Waktu Produksi Hanger Connector Nut
No Proses
Pcs /
Menit Menit / Pcs
Waktu
Setting /
Pcs
Total
Waktu
Proses
A B = A / 60 C D = B + C
1 Hanger Connector Nut Blank 11,25 0,19 0,0021 0,19 Menit
2 Hanger Connector Nut Piercing 8,82 0,15 0,0034 0,15 Menit
Total Waktu Produksi HCNut Blank dan Piercing Per Pcs ( E ) 0,34 Menit
Rata rata Waktu Produksi HC Nut Per Pcs ( F = E/2 ) 0,17 Pcs
Total Produksi Per jam ( G = 60 / F ) 353 Pcs
4.2.3. Data pembuatan Hanger Connector Body Blanking Proses
Untuk data produksi Hanger Connector Body Blank ( HCMB – Bl ) diambil pada
bulan Januari dan maret 2015. Dari Data diatas dapat diambil kesimpulan bahwa

28
rata rata pembuatan Hanger Connector Body Blanking adalah 17.76 pcs / menit.
Dan untuk set up dies di mesinnya membutuhkan waktu 35 menit sehingga kalau
dihitung secara rata rata 1 pcs produk membutuhkan waktu set up dies sebesar
0.0039 menit. Jadi total waktu yang diperlukan untuk membuat Hanger
Connector Body Blank per pc adalah 0.30 menit.
Tabel 4.4. Waktu Proses Hanger Connector Body Proses Blanking
No Tanggal
Hasil Waktu
Produksi
NG
Produk Pcs/Men
it
Waktu Pesang
Dies
( Pcs ) ( Menit ) ( Pcs ) ( Menit )
A B C D = A/B E
1 21 Jan 2015 5.820 310 10 19 20
3 03Mar 2015 3.150 195 7 16 15
Total 8.970 505 17 35 35
( F ) Rata rata hasil per menit ( Total A / Total B ) 17,76 Pcs
( G ) Rata rata waktu setting tooling per pcs ( Total E / Total A ) 0,0039 Menit
( H ) Rata rata waktu produksi per pcs ( F / 60 ) 0,30 Menit
( I ) Total rata rata waktu produksi per pcs ( G + H ) 0,30 Menit
( J ) Total produksi per jam ( 60 / I ) 200 Pcs
4.2.4. Data pembuatan Hanger Connector body Pierching Proses
Tabel 4.5. Waktu Produksi Hanger Connector Body Proses Piercing
No Tanggal
Hasil Waktu
Produksi
NG
Produk Pcs/Men
it
Waktu Pesang
Dies
( Pcs ) ( Menit ) ( Pcs ) ( Menit )
A B C D = A/B E
1 23 Jan 2015 2.200 390 12 5,64 20
2 25Jan 2015 2.000 320 17 6,25 20
3 03Mar 2015 5.005 595 54 8,41 20
Total 9.205 1.305 83 20,30 60
( F ) Rata rata hasil per menit ( Total A / Total B ) 7,05 Pcs
( G ) Rata rata waktu setting tooling per pcs ( Total E / Total A ) 0,0065 Menit
( H ) Rata rata waktu produksi per pcs ( F / 60 ) 0,12 Menit
( I ) Total rata rata waktu produksi per pcs ( G + H ) 0,12 Menit
( J ) Total produksi per jam ( 60 / I ) 484Pcs
Dari Data diatas dapat diambil kesimpulan bahwa rata rata pembuatan Hanger
Connector Body Pierching( HCMB – Pi ) adalah 7.05 pcs / menit. Dan untuk set
up dies dimesinnya membutuhkan waktu 60 menit sehingga kalau dihitung secara
rata rata 1 pcs produk membutuhkan waktu set up dies sebesar 0.0065 menit.
29
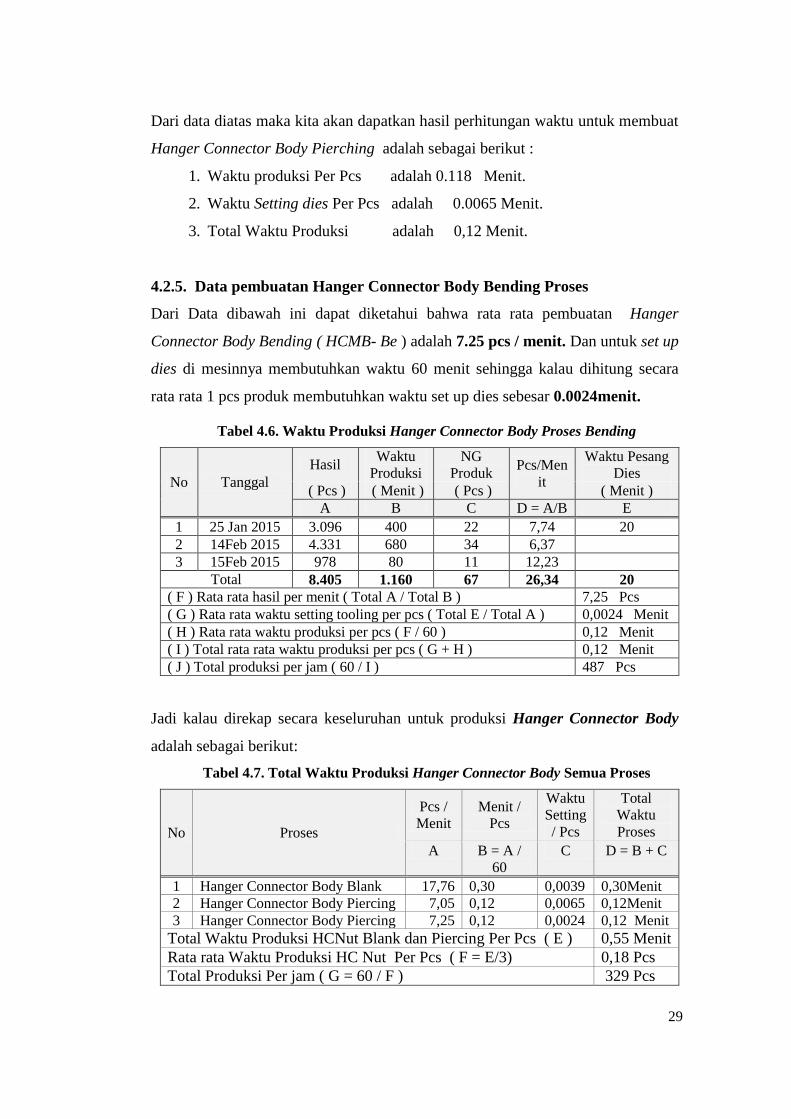
Dari data diatas maka kita akan dapatkan hasil perhitungan waktu untuk membuat
Hanger Connector Body Pierching adalah sebagai berikut :
1. Waktu produksi Per Pcs adalah 0.118 Menit.
2. Waktu Setting dies Per Pcs adalah 0.0065 Menit.
3. Total Waktu Produksi adalah 0,12 Menit.
4.2.5. Data pembuatan Hanger Connector Body Bending Proses
Dari Data dibawah ini dapat diketahui bahwa rata rata pembuatan Hanger
Connector Body Bending ( HCMB- Be ) adalah 7.25 pcs / menit. Dan untuk set up
dies di mesinnya membutuhkan waktu 60 menit sehingga kalau dihitung secara
rata rata 1 pcs produk membutuhkan waktu set up dies sebesar 0.0024menit.
Tabel 4.6. Waktu Produksi Hanger Connector Body Proses Bending
No Tanggal
Hasil Waktu
Produksi
NG
Produk Pcs/Men
it
Waktu Pesang
Dies
( Pcs ) ( Menit ) ( Pcs ) ( Menit )
A B C D = A/B E
1 25 Jan 2015 3.096 400 22 7,74 20
2 14Feb 2015 4.331 680 34 6,37
3 15Feb 2015 978 80 11 12,23
Total 8.405 1.160 67 26,34 20
( F ) Rata rata hasil per menit ( Total A / Total B ) 7,25 Pcs
( G ) Rata rata waktu setting tooling per pcs ( Total E / Total A ) 0,0024 Menit
( H ) Rata rata waktu produksi per pcs ( F / 60 ) 0,12 Menit
( I ) Total rata rata waktu produksi per pcs ( G + H ) 0,12 Menit
( J ) Total produksi per jam ( 60 / I ) 487 Pcs
Jadi kalau direkap secara keseluruhan untuk produksi Hanger Connector Body
adalah sebagai berikut:
Tabel 4.7. Total Waktu Produksi Hanger Connector Body Semua Proses
No Proses
Pcs /
Menit
Menit /
Pcs
Waktu
Setting
/ Pcs
Total
Waktu
Proses
A B = A /
60
C D = B + C
1 Hanger Connector Body Blank 17,76 0,30 0,0039 0,30Menit
2 Hanger Connector Body Piercing 7,05 0,12 0,0065 0,12Menit
3 Hanger Connector Body Piercing 7,25 0,12 0,0024 0,12 Menit
Total Waktu Produksi HCNut Blank dan Piercing Per Pcs ( E ) 0,55 Menit
Rata rata Waktu Produksi HC Nut Per Pcs ( F = E/3) 0,18 Pcs
Total Produksi Per jam ( G = 60 / F ) 329 Pcs
30
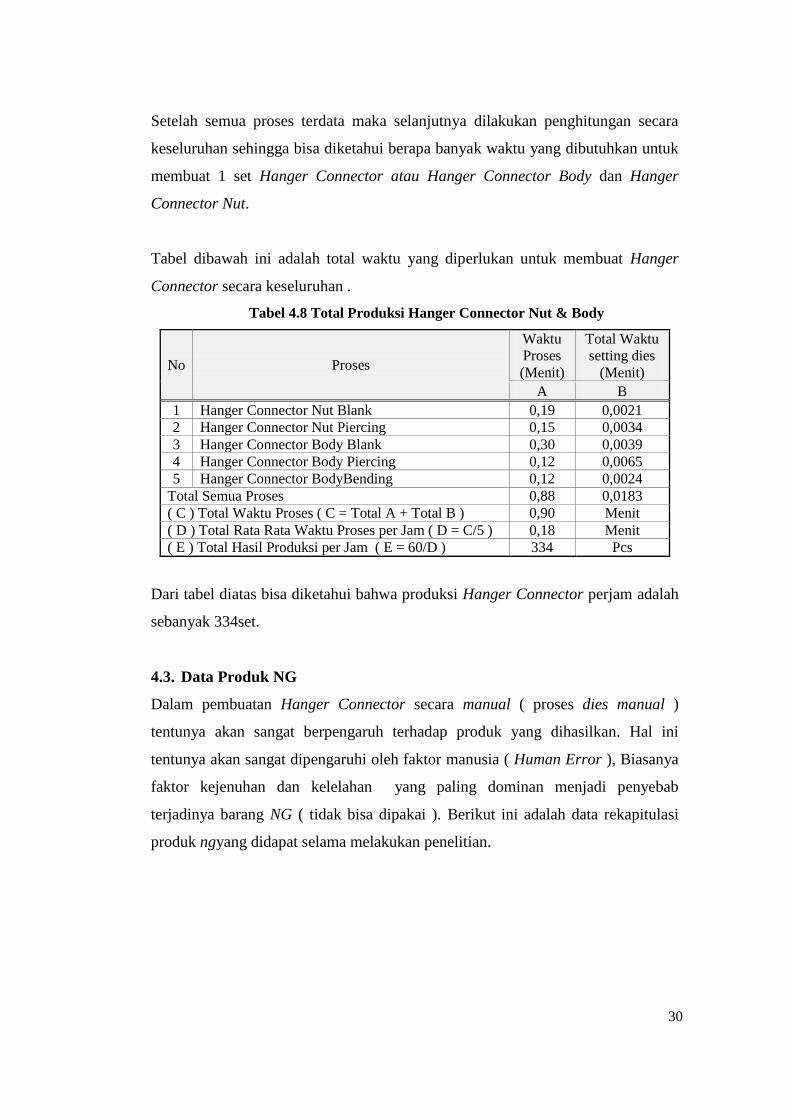
Setelah semua proses terdata maka selanjutnya dilakukan penghitungan secara
keseluruhan sehingga bisa diketahui berapa banyak waktu yang dibutuhkan untuk
membuat 1 set Hanger Connector atau Hanger Connector Body dan Hanger
Connector Nut.
Tabel dibawah ini adalah total waktu yang diperlukan untuk membuat Hanger
Connector secara keseluruhan .
Tabel 4.8 Total Produksi Hanger Connector Nut & Body
No Proses
Waktu
Proses
(Menit)
Total Waktu
setting dies
(Menit)
A B
1 Hanger Connector Nut Blank 0,19 0,0021
2 Hanger Connector Nut Piercing 0,15 0,0034
3 Hanger Connector Body Blank 0,30 0,0039
4 Hanger Connector Body Piercing 0,12 0,0065
5 Hanger Connector BodyBending 0,12 0,0024
Total Semua Proses 0,88 0,0183
( C ) Total Waktu Proses ( C = Total A + Total B ) 0,90 Menit
( D ) Total Rata Rata Waktu Proses per Jam ( D = C/5 ) 0,18 Menit
( E ) Total Hasil Produksi per Jam ( E = 60/D ) 334 Pcs
Dari tabel diatas bisa diketahui bahwa produksi Hanger Connector perjam adalah
sebanyak 334set.
4.3. Data Produk NG
Dalam pembuatan Hanger Connector secara manual ( proses dies manual )
tentunya akan sangat berpengaruh terhadap produk yang dihasilkan. Hal ini
tentunya akan sangat dipengaruhi oleh faktor manusia ( Human Error ), Biasanya
faktor kejenuhan dan kelelahan yang paling dominan menjadi penyebab
terjadinya barang NG ( tidak bisa dipakai ). Berikut ini adalah data rekapitulasi
produk ngyang didapat selama melakukan penelitian.
31
Tabel 4.9. Data NG Produk Hanger Connector
No Proses
Hasil
Produksi (
Pcs )
Total
Produk
NG ( Pcs
)
Prosentase
( % )
A B
1 Hanger Connector Nut Blank 20.933 35 0,17
2 Hanger Connector Nut Piercing 14.900 61 0,41
3 Hanger Connector Body Blank 8.970 17 0,19
4 Hanger Connector Body Piercing 9.205 83 0,90
5 Hanger Connector BodyBending 8.405 67 0,80
( C ) Total Produk NG ( C = Total A ) 62.413 263 2,46
( D ) Rata Rata Produk NG ( D = C/5 ) 12.482 53 0.42
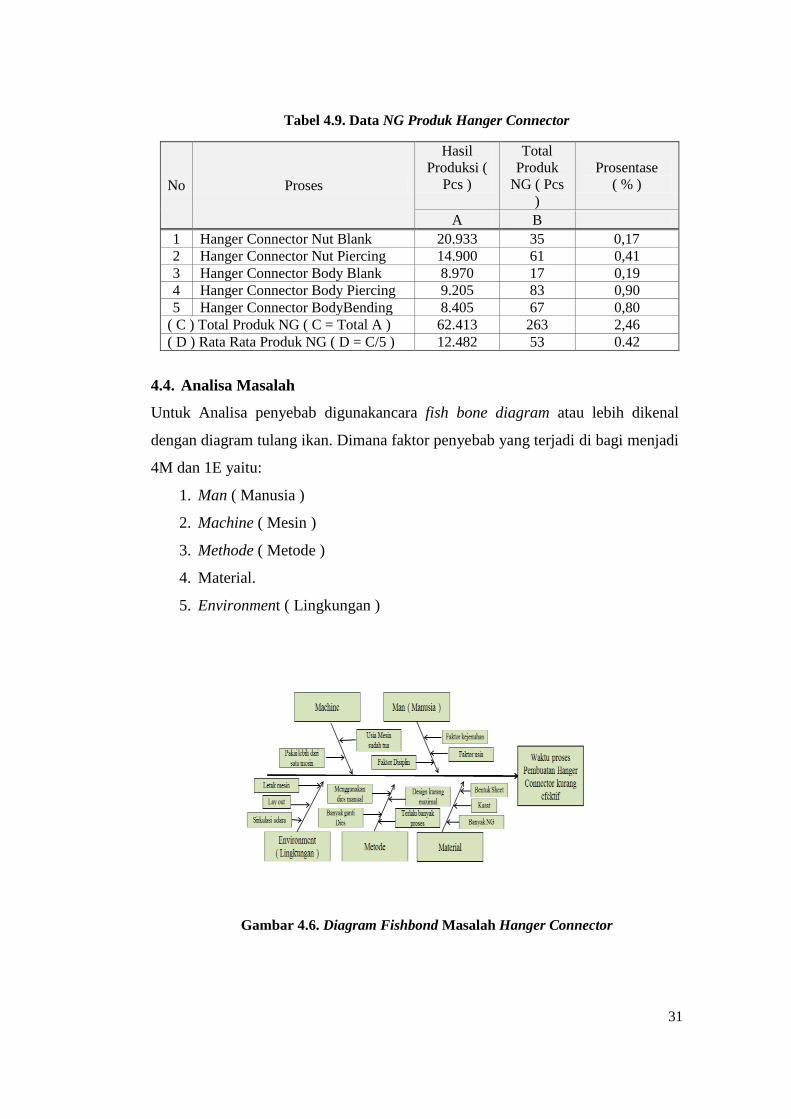
4.4. Analisa Masalah
Untuk Analisa penyebab digunakancara fish bone diagram atau lebih dikenal
dengan diagram tulang ikan. Dimana faktor penyebab yang terjadi di bagi menjadi
4M dan 1E yaitu:
1. Man ( Manusia )
2. Machine ( Mesin )
3. Methode ( Metode )
4. Material.
5. Environment ( Lingkungan )
Gambar 4.6. Diagram Fishbond Masalah Hanger Connector

32
Dari diagram fishbone tersebut diatas dapat dilihat banyak hal yang menjadi
kendala dalam proses pembuatan Hanger Connector tersebut dan akan dijelaskan
satu persatu kendala yang ada yaitu :
4.4.1. Analisa sebab akibat
A. Manusia.
Faktor manusia merupakan sumber daya yang sangat berperan dalam mencapai
tujuan suatu perusahaan. Efisien dan efektifnya suatu organisasi sangat tergantung
pada baik buruknya pengembangan sumber daya manusia dalam perusahaan
tersebut, mengingat sumber daya manusia merupakan salah satu faktor yang vital
dalam organisasi. Maka dari itu sumber daya manusia perlu mendapat perhatian
agar dapat dimanfaatkan secara optimal.
Perlu diketahui bahwa rata rata umur pekerja yang ada adalah antara 25 – 42
tahun, dimana umur 37 – 42 tahun lebih mendominasi, sehingga banyak terjadi
penurunan dalam berbagai hal yang menyebabkan hasil produksi menurun antara
lain :
1. Faktor kejenuhan
Rata rata masa kerja karyawan sudah mencapai 20 tahun keatas, karena memang
umur PT Toso Industry Indonesia sudah mencapai 24 tahun sehingga motivasi
mereka sudah menurun apalagi bagi mereka yang posisi karirnya sudah tidak bisa
berkembang dan masih menjadi operator saja sementara teman teman mereka
yang seangkatan sudah mencapai posisi supervisor dan manager. Dengan
demikian hasil yang didapat juga hanya sebatas tanggung jawab semata.
2.Faktor disiplin
Untuk kedisiplinan karyawan juga sudah menurun hal ini juga di pengaruhi oleh
motivasi kerja yang sudah menurun, mereka yang lebih senior terkadang susah
diatur oleh atasannya yang lebih muda. Dalam keseharian bekerja banyak waktu
waktu yang terbuang seperti pada saat mulai bekerja tidak tepat waktu, sebelum
istirahat sudah meninggalkan tempat kerja, setelah istirahat lambat masuk
ketempat kerja, dan pada saat kerja juga sering meninggalkan pekerjaan dengan
33
alasan pergi ketoilet dan sebagainya. Dengan demikian waktu kerja yang dipakai
menjadi tidak optimal dan sudah bisa dipastikan hasil yang didapat juga tidak
maximal.
B. Mesin.
Mesin yang digunakan dalam proses pembuatan Hanger Connector ada dua
macam yaitu :
a. Aida 60 ton.
b. Noghuci 45 ton.
Kedua mesin diatas adalah mesin mesin yang digunakan untuk proses manual
sehingga tidak mempunyai coil feeder. Usia mesin yang dipakai juga tergolong
mesin tua karena buatan tahun 1974 sehingga kadang kadang sering mengalami
kerusakan. Satu mesin dikendalikan oleh satu orang operator. Penggunaan mesin
press sangat bergantung kepada penggunaan dies. Semakin banyak dies yang
digunakan maka semakin banyak pula mesin yang akan dipakai.
C. Metode
Metode atau cara yang digunakan dalam pembuatan Hanger Connector sekarang
ini terlihat kurang efisien dimana masih banyak waktu yang terbuang seperti
waktu penggantian dies, waktu proses, waktu perawatan dies dan lain sebagainya.
Hal ini bisa dilihat dari banyaknya dies yang digunakan, kebutuhan mesin yang
dipakai dan jumlah operator yang digunakan.
Berikut ini adalah beberapa faktor yang masuk kedalam metode yaitu antara lain :
1. Terlalu Banyak proses
Kenapa dianggap terlalu banyak proses dalam hal ini bisa dilihat proses yang ada
dimana untuk membuat dua macam produk atau satu set Hanger Connector
dibutuhkan sampai lima proses sehingga memerlukan waktu yang lama. Baik dari
segi pergantian dies, perawatan dies maupun yang lainnya . Untuk itu perbaikan
yang dilakukan adalah dengan merubah dari lima proses menjadi satu proses, atau
lima proses dalam lima waktu menjadi lima proses dalam satu waktu. Untuk lebih
jelasnya bisa dilihat dari tabel yang ada dibawah ini :
34
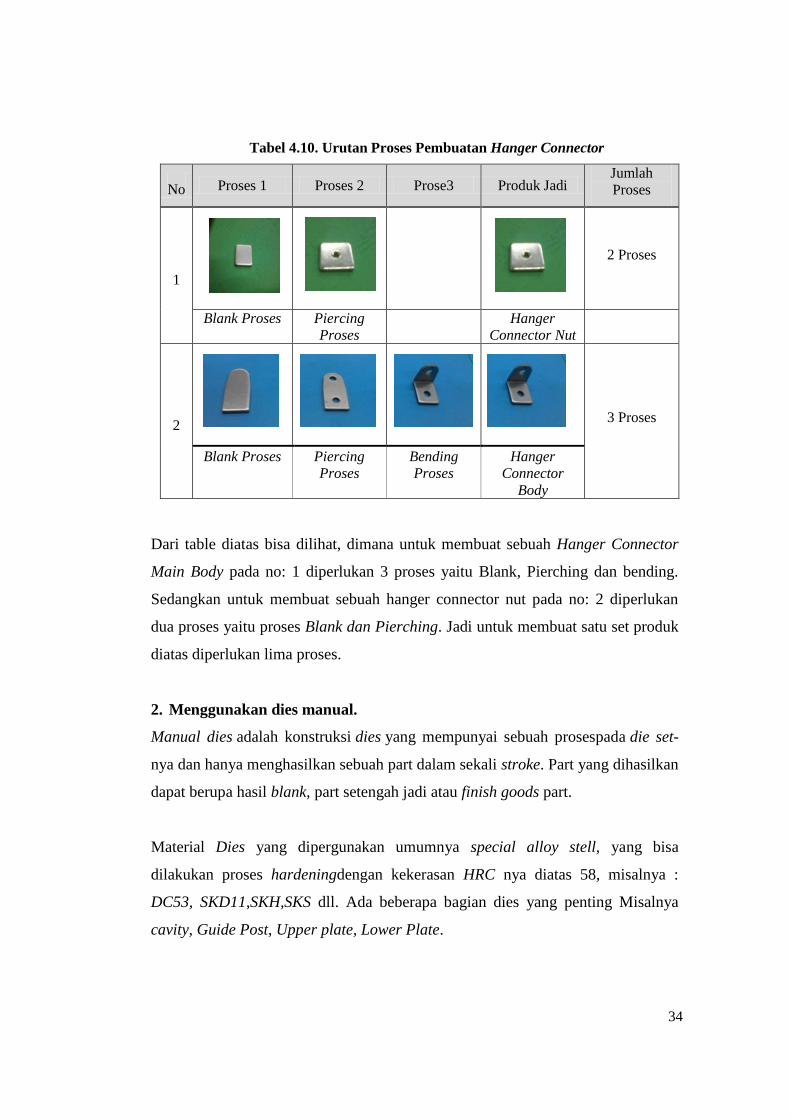
Tabel 4.10. Urutan Proses Pembuatan Hanger Connector
No Proses 1 Proses 2 Prose3 Produk Jadi Jumlah
Proses
1
2 Proses
Blank Proses Piercing
Proses
Hanger
Connector Nut
2
3 Proses
Blank Proses Piercing
Proses
Bending
Proses
Hanger
Connector
Body
Dari table diatas bisa dilihat, dimana untuk membuat sebuah Hanger Connector
Main Body pada no: 1 diperlukan 3 proses yaitu Blank, Pierching dan bending.
Sedangkan untuk membuat sebuah hanger connector nut pada no: 2 diperlukan
dua proses yaitu proses Blank dan Pierching. Jadi untuk membuat satu set produk
diatas diperlukan lima proses.
2. Menggunakan dies manual.
Manual dies adalah konstruksi dies yang mempunyai sebuah prosespada die set-
nya dan hanya menghasilkan sebuah part dalam sekali stroke. Part yang dihasilkan
dapat berupa hasil blank, part setengah jadi atau finish goods part.
Material Dies yang dipergunakan umumnya special alloy stell, yang bisa
dilakukan proses hardeningdengan kekerasan HRC nya diatas 58, misalnya :
DC53, SKD11,SKH,SKS dll. Ada beberapa bagian dies yang penting Misalnya
cavity, Guide Post, Upper plate, Lower Plate.

35
Tabel 4.11. Proses Pembuatan Hanger Connector Dengan Dies Manual
No Gambar Dies Nama Proses Penjelasan
1
Hanger Connector Blank Satu dies ini hanya untuk
satu proses produk yaitu
Blanking saja
2
Hanger Connector Nut
Pierching
Satu dies untuk satu proses
produk yaitu proses
pierching
3
Hanger Connector Main
Body Blank dan pierching
Satu dies untuk dua proses
yaitu proses blanking dan
pierching.
4
Hanger Connector main
body bending.
Satu dies untuk satu proses
yaitu proses bending
Untuk membuat produk Hanger Connector Main Body dan Hanger Connector
Nut yang dilakukan sekarang adalah menggunakan dies manual. Adapun proses
pembuatan produk Hanger Connector ini bisa dilihat pada table diatas.
Untuk proses Hanger Connector Main Body Blank dan Pierching walaupun satu
dies tapi masing masing proses memerlukan waktu setting atau set up hal ini
disebabkan setiap selesai melakukan proses blanking maka dies harus dibongkar
untuk memasang atau melepas stopper yang ada. dan ketika akan melakukan
proses pierching dan marking maka stopper harus juga dipasang. Dan hal ini
dilakukan secara bergantian karena stopper yang digunakan sama, dengan
demikian maka proses pembuatan Hanger Connector Body Blank dan Pierching
tidak bisa dilakukan bersamaan dengan menggunakan dua mesin.

36
Hal ini bisa dilihat dari gambar dibawah ini.
3. Design Dies kurang maximal
Untuk design dies dianggap kurang maximal karena masih banyak hal hal yang
tidak perlu, yang membuat terjadinya lose time. Disamping itu juga kondisi dies
yang kurang kokoh dan terkesan pembuatannya juga tidak serius.
Design dies ini juga masih banyak mengandalkan operator untuk bisa
mendapatkan kualitas yang maximal, Ini bisa dilihat dari beberapa hal yang bisa
membuat produk yang dihasilkan menjadi tidak standar antara lain :
o Pemasangan stopper yang tidak tepat.
o Pemasangan produk yang dapat terbalik.
o Penempatan part yang double.
o Kesalahan seting pemasangan dies, dan lain lain.
Kesemuanya itu tentunya akan membuat banyak kerugian, baik tenaga, biaya dll.
Dari tabel bawah ini kita bisa lihat hal hal yang menjadi kekurangan dari design
dies yang ada :
Stopper ini
dilepas pada
saat proses
Blanking dan
dipasang lagi
saat proses
pierching
Proses
Blanking
Proses
Pierching
Dies Hanger Connector
main body Blank dan
Pierching
Gambar 4.7. Dies Proses Hanger Connector Blank & Piercing

37
Tabel 4.12. Kelemahan Dies Manual
No Gambar Dies Penjelasan
1
A. Posisi Guide Pin Tidak di silang
sehingga membuat dies tidak
balance pada saat proses produksi
berjalan. Dan ini akan memudahkan
dies rusak.
B. Lubang proses ada empat , namun
yang dipakai hanya dua saja,
Sehingga menyebabkan kondisi dies
mudah crack.
2 C. Stoper guide untuk proses pierching
terbuat dari material lunak sehingga
lama kelamaan hasil produk tidak
presisi dan ini membuat hasil
produksi menjadi NG.
D. Posisi produk bisa terbalik saat
proses bending ( sisi yang tajam dan
sisi yang tidak tajam ). Dengan
demikian akan menyebabkan produk
NG.
3
E. Posisi produk bisa terbalik saat
proses bending ( sisi yang tajam dan
sisi yang tidak tajam ). Dengan
demikian akan menyebabkan produk
NG.
F. Stoper guide untuk proses pierching
terbuat dari material lunak sehingga
lama kelamaan hasil produk tidak
presisi dan ini membuat hasil
produksi menjadi NG.
4. Banyak Ganti Dies
Dies yang digunakan sebanyak empatdies dimana masing masing item produk
menggunakan dua dies. Hanger Connector Nut menggunakan dua dies dan
Hanger Connector Main Body juga dua dies. Hal ini tentunya membutuhkan cost
atau biaya maintenance yang cukup besar. Disamping itu juga memerlukan
tempat penyimpanan dies yang lebih luas juga.
Dari gambar dibawah ini dapat lihat bahwa penggunaan dies yang cukup banyak
untuk produk yang simple tentunya memerlukan waktu proses yang lama.
Disamping itu mesin yang digunakan juga akan lebih banyak apabila ada
kebutuhan produksi sangat mendesak dengan waktu yang singkat, dengan
A
B
Hanger Connector Nut Blank
Hanger Connector Nut Piercing
C
D
Hanger Connector Nut Piercing
E
F

38
penggunaan dies yang banyak tentunya berkaitan erat dengan penggunaan mesin
yang dibutuhkan.
Dibawah ini saya tampilkan gambar dies yang di gunakan untuk kedua item
produk tersebut. Hanger Connector Body Blank & Pierching.
D. Material
Penggunaan material sangat sangat berpengaruh pada biaya yang dikeluarkan.
Semakin besar penggunaan material maka semakin besar pula biaya produksi
yang dikeluarkan. Harga produk akan menjadi lebih tinggi bila material yang
dipakai semakin banyak. Ukuran material yang dipakai untuk Hanger Connector
Nut dan Bodyadalah SPCC SD 2.0 x 40 mm.
Gambar 4.8. Dies Proses Hanger Connector
Hanger Connector
Main Body Bending
Hanger Connector
Nut Piercing
Hanger Connector
Main Body Blank & Piercing
Hanger Connector
Nut Blank
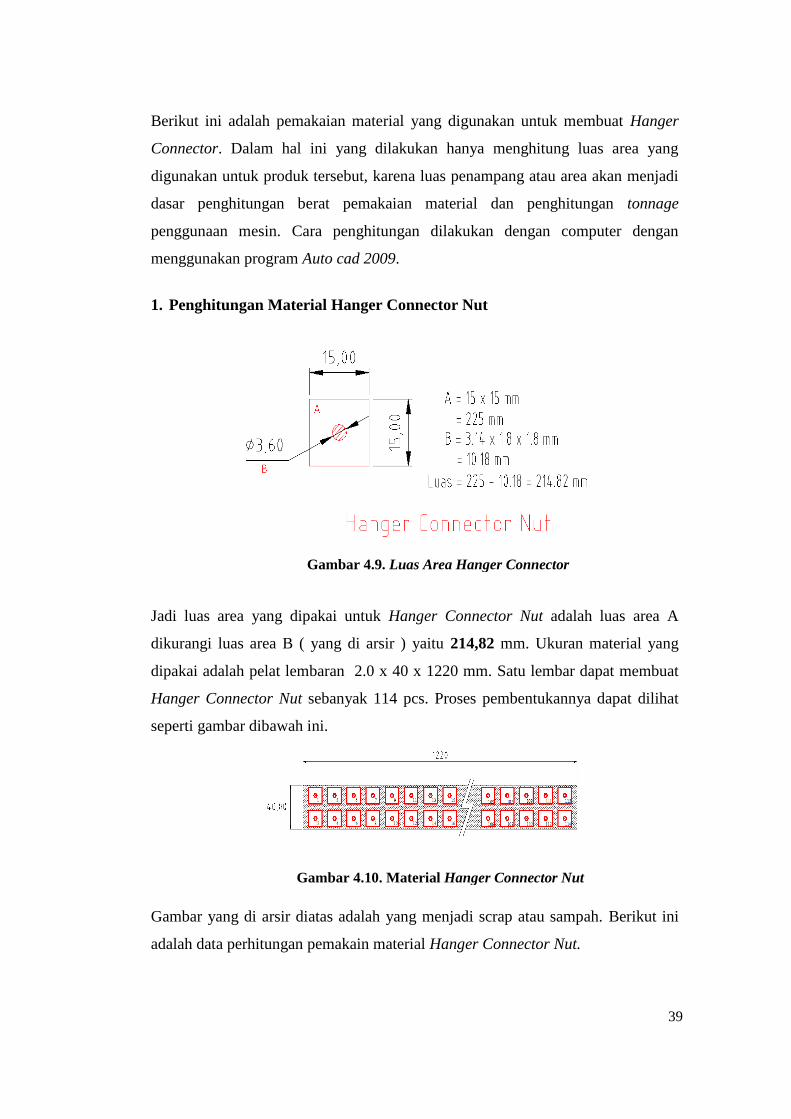
39
Berikut ini adalah pemakaian material yang digunakan untuk membuat Hanger
Connector. Dalam hal ini yang dilakukan hanya menghitung luas area yang
digunakan untuk produk tersebut, karena luas penampang atau area akan menjadi
dasar penghitungan berat pemakaian material dan penghitungan tonnage
penggunaan mesin. Cara penghitungan dilakukan dengan computer dengan
menggunakan program Auto cad 2009.
1. Penghitungan Material Hanger Connector Nut
Jadi luas area yang dipakai untuk Hanger Connector Nut adalah luas area A
dikurangi luas area B ( yang di arsir ) yaitu 214,82 mm. Ukuran material yang
dipakai adalah pelat lembaran 2.0 x 40 x 1220 mm. Satu lembar dapat membuat
Hanger Connector Nut sebanyak 114 pcs. Proses pembentukannya dapat dilihat
seperti gambar dibawah ini.
Gambar yang di arsir diatas adalah yang menjadi scrap atau sampah. Berikut ini
adalah data perhitungan pemakain material Hanger Connector Nut.
Gambar 4.9. Luas Area Hanger Connector
Gambar 4.10. Material Hanger Connector Nut

40
Gambar 4.11. Luas Area Hanger Connector Body
Tabel 4.13. Pemakaian Material Hanger Connector Nut
No Uraian Nilai Keterangan
1 Luas Material 2.0 x 1220 x 40 mm 48.800 A
2 Luas Hanger Connector Nut ( 1 Pc ) 214,82 B
3 Luas Hanger Connector Nut ( 114 Pc ) 24.489,48 C = 114 x B
4 Prosentase Jadi Produk 50.,18 % D = C/A
5 Luas Material Yang Jadi Scarp 24.310 E = A - C
6 Prosentase Scrap 49,82 % F = E/A
2. Penghitungan Material Hanger Connector Body
Ukuran material yang dipakai adalah pelat lembaran 2.0 x 40 x 1220 mm dalam
satu lembar bisa tercetak 70 pcs Hanger Connector Body.
Dibawah ini adalah gambar penghitungan Hanger Connector Body dengan
menggunakan software auto cad 2009.
Luas area yang dipakai untuk hanger connector body adalah luas area A dikurangi
luas area B ( yang di arsir ) yaitu 379.7 mm.
Gambar 4.12. Material Hanger Connector Body
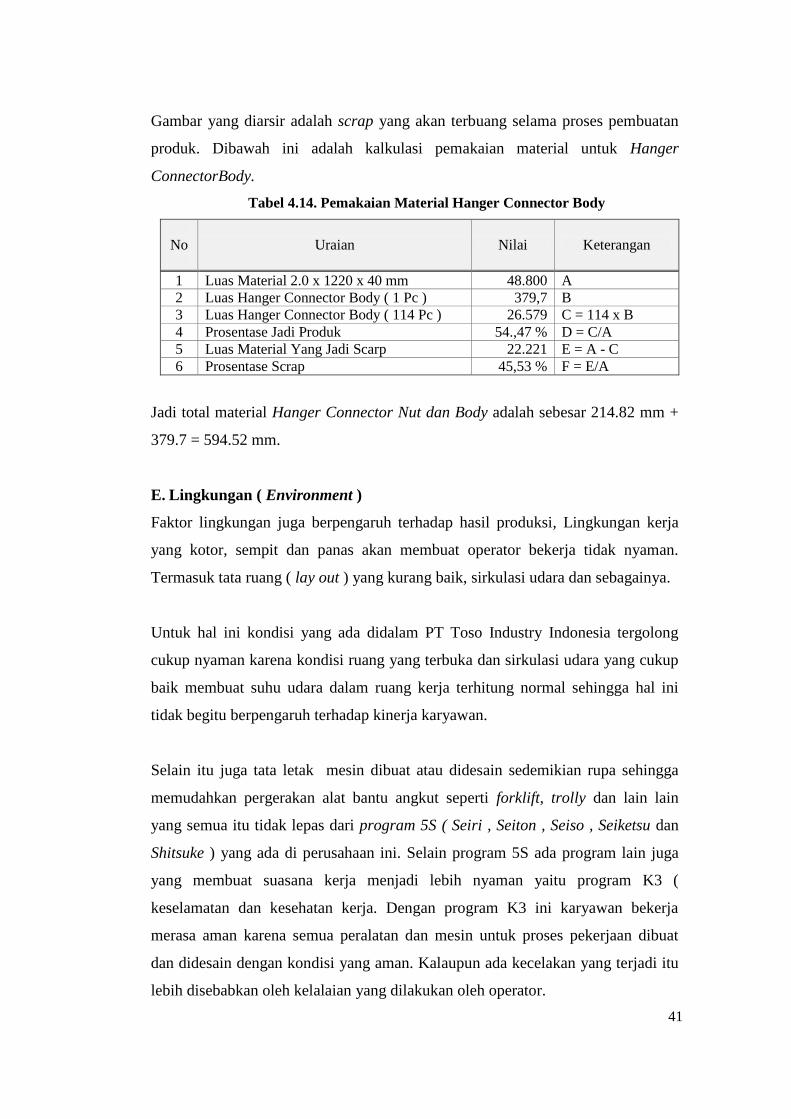
41
Gambar yang diarsir adalah scrap yang akan terbuang selama proses pembuatan
produk. Dibawah ini adalah kalkulasi pemakaian material untuk Hanger
ConnectorBody.
Tabel 4.14. Pemakaian Material Hanger Connector Body
No
Uraian Nilai Keterangan
1 Luas Material 2.0 x 1220 x 40 mm 48.800 A
2 Luas Hanger Connector Body ( 1 Pc ) 379,7 B
3 Luas Hanger Connector Body ( 114 Pc ) 26.579 C = 114 x B
4 Prosentase Jadi Produk 54.,47 % D = C/A
5 Luas Material Yang Jadi Scarp 22.221 E = A - C
6 Prosentase Scrap 45,53 % F = E/A
Jadi total material Hanger Connector Nut dan Body adalah sebesar 214.82 mm +
379.7 = 594.52 mm.
E. Lingkungan ( Environment )
Faktor lingkungan juga berpengaruh terhadap hasil produksi, Lingkungan kerja
yang kotor, sempit dan panas akan membuat operator bekerja tidak nyaman.
Termasuk tata ruang ( lay out ) yang kurang baik, sirkulasi udara dan sebagainya.
Untuk hal ini kondisi yang ada didalam PT Toso Industry Indonesia tergolong
cukup nyaman karena kondisi ruang yang terbuka dan sirkulasi udara yang cukup
baik membuat suhu udara dalam ruang kerja terhitung normal sehingga hal ini
tidak begitu berpengaruh terhadap kinerja karyawan.
Selain itu juga tata letak mesin dibuat atau didesain sedemikian rupa sehingga
memudahkan pergerakan alat bantu angkut seperti forklift, trolly dan lain lain
yang semua itu tidak lepas dari program 5S ( Seiri , Seiton , Seiso , Seiketsu dan
Shitsuke ) yang ada di perusahaan ini. Selain program 5S ada program lain juga
yang membuat suasana kerja menjadi lebih nyaman yaitu program K3 (
keselamatan dan kesehatan kerja. Dengan program K3 ini karyawan bekerja
merasa aman karena semua peralatan dan mesin untuk proses pekerjaan dibuat
dan didesain dengan kondisi yang aman. Kalaupun ada kecelakan yang terjadi itu
lebih disebabkan oleh kelalaian yang dilakukan oleh operator.

42
Dibawah ini adalah peta area kerja bagian stamping, yang bergaris tebal adalah
batasan areanya.
4.4.2. Menentukan penyebab dominan
Dari diagram fishbone tersebut dapat dicari penyebab dominan yang menjadi
kendala terbesar, tentunya dalam hal ini dilakukan diskusi dengan bagian terkait,
anggota qcc dan atasan. Penyebab dominan biasanya adalah akar masalah dari
masalah masalah yang ada. Disini penyebab dominan akan di akumulasi
berdasarkan suara terbanyak anggota sehingga ditemukan masalah yang paling
menjadi prioritas untuk dilakukan perbaikan.Urutan prioritas berdasarkan urutan
Gambar 4.13. Lay out Lokasi Proses Stamping
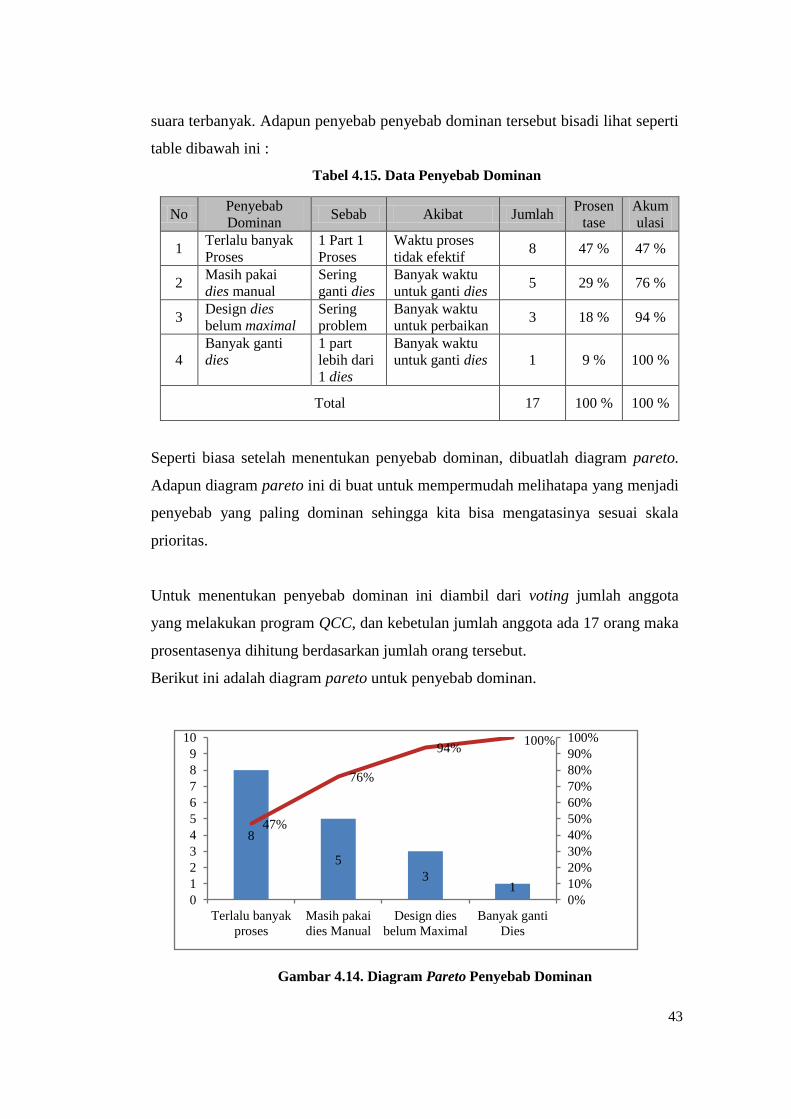
43
8
5
3 1
47%
76%
94% 100%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
1
2
3
4
5
6
7
8
9
10
Terlalu banyak
proses
Masih pakai
dies Manual
Design dies
belum Maximal
Banyak ganti
Dies
suara terbanyak. Adapun penyebab penyebab dominan tersebut bisadi lihat seperti
table dibawah ini :
Tabel 4.15. Data Penyebab Dominan
No Penyebab
Dominan Sebab Akibat Jumlah
Prosen
tase
Akum
ulasi
1 Terlalu banyak
Proses
1 Part 1
Proses
Waktu proses
tidak efektif 8 47 % 47 %
2 Masih pakai
dies manual
Sering
ganti dies
Banyak waktu
untuk ganti dies 5 29 % 76 %
3 Design dies
belum maximal
Sering
problem
Banyak waktu
untuk perbaikan 3 18 % 94 %
4
Banyak ganti
dies
1 part
lebih dari
1 dies
Banyak waktu
untuk ganti dies 1 9 % 100 %
Total 17 100 % 100 %
Seperti biasa setelah menentukan penyebab dominan, dibuatlah diagram pareto.
Adapun diagram pareto ini di buat untuk mempermudah melihatapa yang menjadi
penyebab yang paling dominan sehingga kita bisa mengatasinya sesuai skala
prioritas.
Untuk menentukan penyebab dominan ini diambil dari voting jumlah anggota
yang melakukan program QCC, dan kebetulan jumlah anggota ada 17 orang maka
prosentasenya dihitung berdasarkan jumlah orang tersebut.
Berikut ini adalah diagram pareto untuk penyebab dominan.
Gambar 4.14. Diagram Pareto Penyebab Dominan
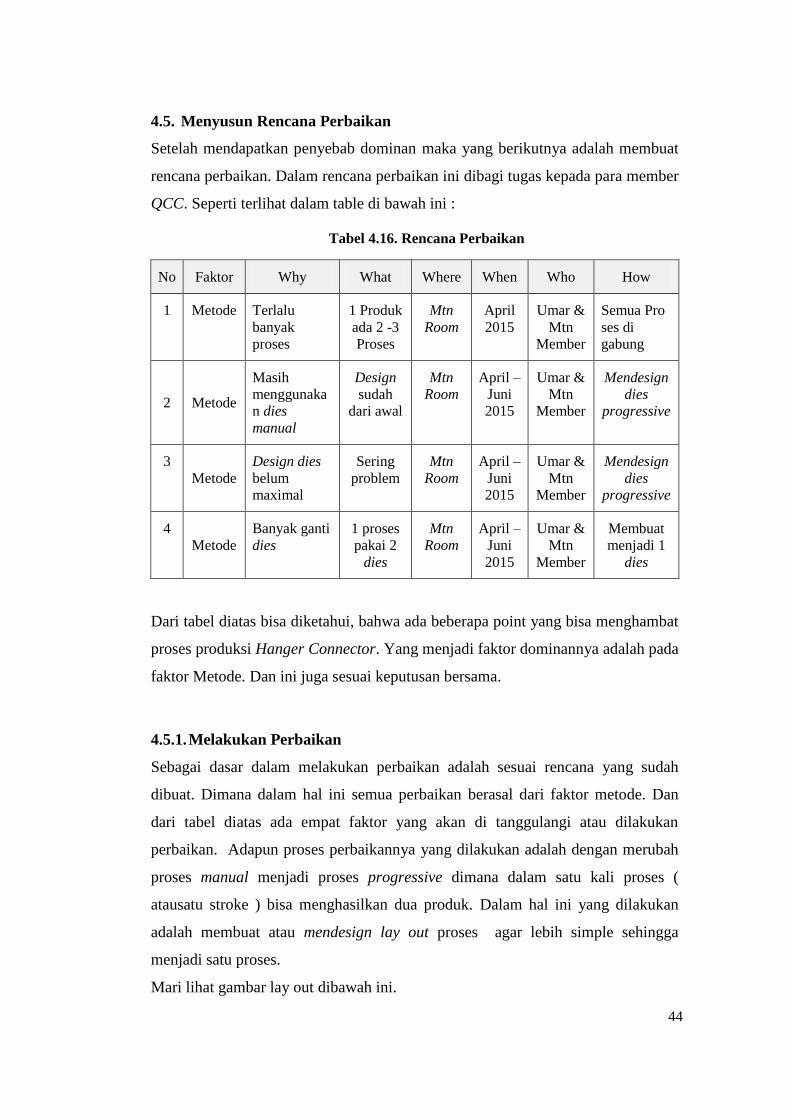
44
4.5. Menyusun Rencana Perbaikan
Setelah mendapatkan penyebab dominan maka yang berikutnya adalah membuat
rencana perbaikan. Dalam rencana perbaikan ini dibagi tugas kepada para member
QCC. Seperti terlihat dalam table di bawah ini :
Tabel 4.16. Rencana Perbaikan
No Faktor Why What Where When Who How
1 Metode Terlalu
banyak
proses
1 Produk
ada 2 -3
Proses
Mtn
Room
April
2015
Umar &
Mtn
Member
Semua Pro
ses di
gabung
2 Metode
Masih
menggunaka
n dies
manual
Design
sudah
dari awal
Mtn
Room
April –
Juni
2015
Umar &
Mtn
Member
Mendesign
dies
progressive
3
Metode
Design dies
belum
maximal
Sering
problem
Mtn
Room
April –
Juni
2015
Umar &
Mtn
Member
Mendesign
dies
progressive
4
Metode
Banyak ganti
dies
1 proses
pakai 2
dies
Mtn
Room
April –
Juni
2015
Umar &
Mtn
Member
Membuat
menjadi 1
dies
Dari tabel diatas bisa diketahui, bahwa ada beberapa point yang bisa menghambat
proses produksi Hanger Connector. Yang menjadi faktor dominannya adalah pada
faktor Metode. Dan ini juga sesuai keputusan bersama.
4.5.1. Melakukan Perbaikan
Sebagai dasar dalam melakukan perbaikan adalah sesuai rencana yang sudah
dibuat. Dimana dalam hal ini semua perbaikan berasal dari faktor metode. Dan
dari tabel diatas ada empat faktor yang akan di tanggulangi atau dilakukan
perbaikan. Adapun proses perbaikannya yang dilakukan adalah dengan merubah
proses manual menjadi proses progressive dimana dalam satu kali proses (
atausatu stroke ) bisa menghasilkan dua produk. Dalam hal ini yang dilakukan
adalah membuat atau mendesign lay out proses agar lebih simple sehingga
menjadi satu proses.
Mari lihat gambar lay out dibawah ini.
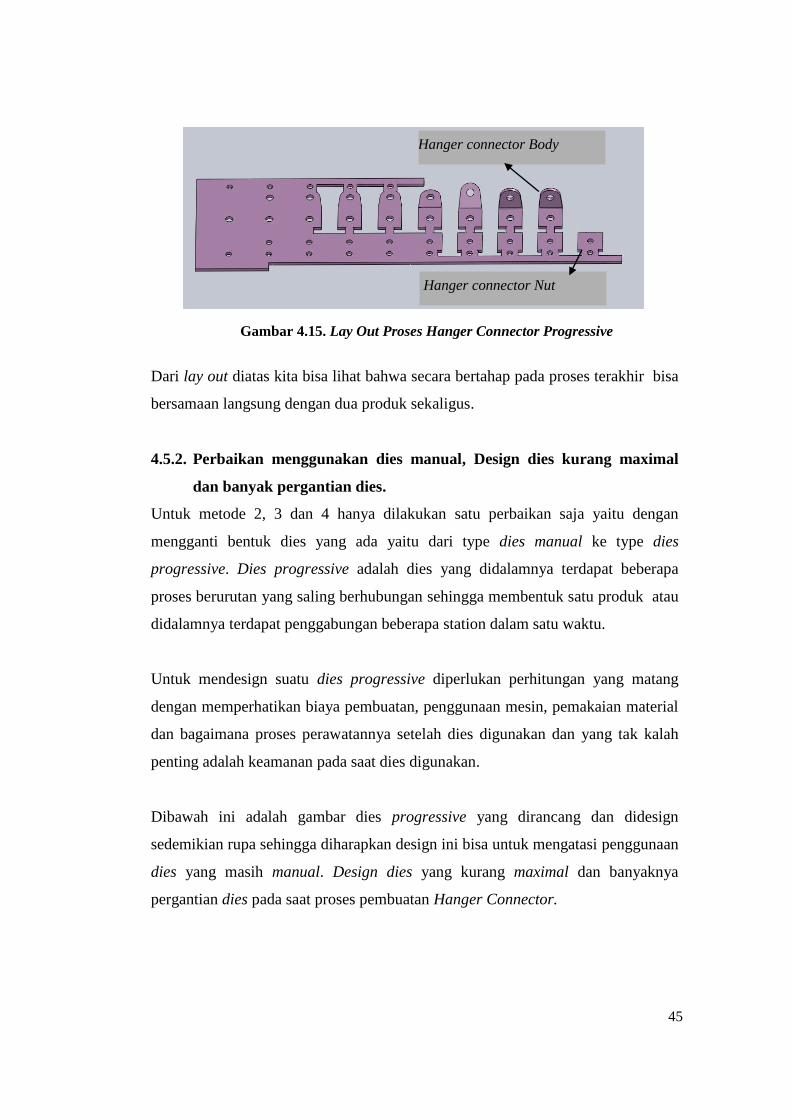
45
Dari lay out diatas kita bisa lihat bahwa secara bertahap pada proses terakhir bisa
bersamaan langsung dengan dua produk sekaligus.
4.5.2. Perbaikan menggunakan dies manual, Design dies kurang maximal
dan banyak pergantian dies.
Untuk metode 2, 3 dan 4 hanya dilakukan satu perbaikan saja yaitu dengan
mengganti bentuk dies yang ada yaitu dari type dies manual ke type dies
progressive. Dies progressive adalah dies yang didalamnya terdapat beberapa
proses berurutan yang saling berhubungan sehingga membentuk satu produk atau
didalamnya terdapat penggabungan beberapa station dalam satu waktu.
Untuk mendesign suatu dies progressive diperlukan perhitungan yang matang
dengan memperhatikan biaya pembuatan, penggunaan mesin, pemakaian material
dan bagaimana proses perawatannya setelah dies digunakan dan yang tak kalah
penting adalah keamanan pada saat dies digunakan.
Dibawah ini adalah gambar dies progressive yang dirancang dan didesign
sedemikian rupa sehingga diharapkan design ini bisa untuk mengatasi penggunaan
dies yang masih manual. Design dies yang kurang maximal dan banyaknya
pergantian dies pada saat proses pembuatan Hanger Connector.
Hanger connector Nut
Hanger connector Body
Gambar 4.15. Lay Out Proses Hanger Connector Progressive
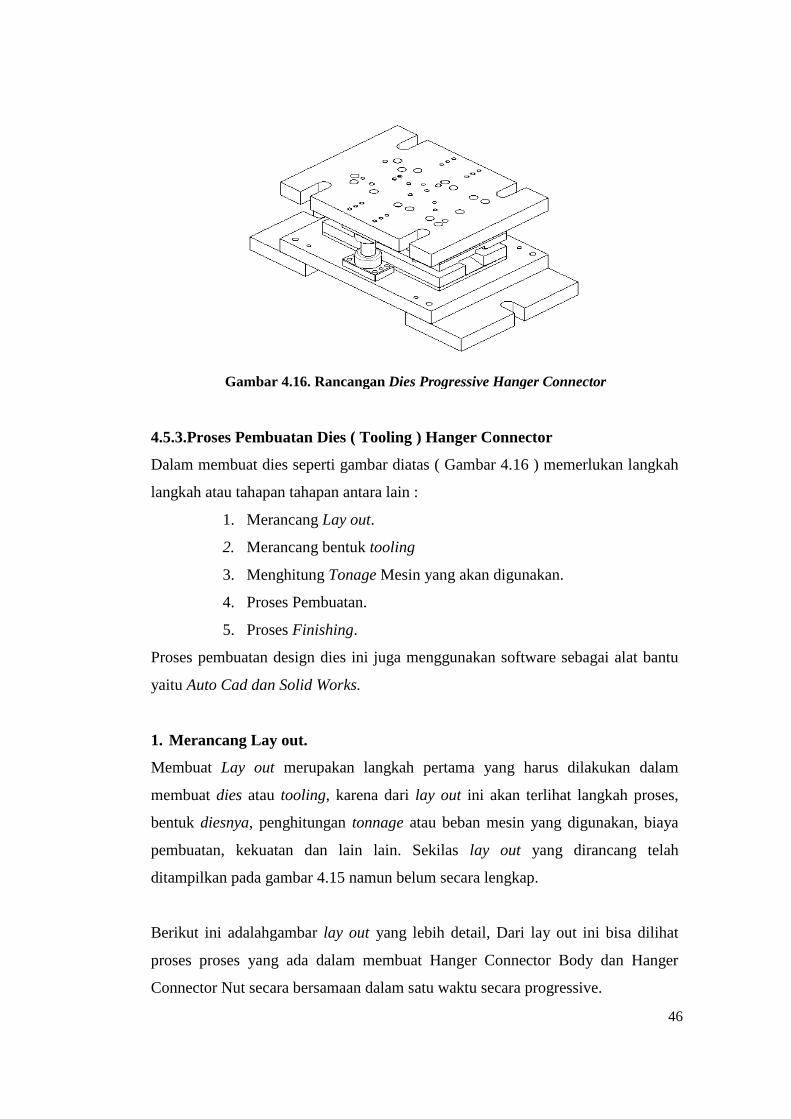
46
4.5.3.Proses Pembuatan Dies ( Tooling ) Hanger Connector
Dalam membuat dies seperti gambar diatas ( Gambar 4.16 ) memerlukan langkah
langkah atau tahapan tahapan antara lain :
1. Merancang Lay out.
2. Merancang bentuk tooling
3. Menghitung Tonage Mesin yang akan digunakan.
4. Proses Pembuatan.
5. Proses Finishing.
Proses pembuatan design dies ini juga menggunakan software sebagai alat bantu
yaitu Auto Cad dan Solid Works.
1. Merancang Lay out.
Membuat Lay out merupakan langkah pertama yang harus dilakukan dalam
membuat dies atau tooling, karena dari lay out ini akan terlihat langkah proses,
bentuk diesnya, penghitungan tonnage atau beban mesin yang digunakan, biaya
pembuatan, kekuatan dan lain lain. Sekilas lay out yang dirancang telah
ditampilkan pada gambar 4.15 namun belum secara lengkap.
Berikut ini adalahgambar lay out yang lebih detail, Dari lay out ini bisa dilihat
proses proses yang ada dalam membuat Hanger Connector Body dan Hanger
Connector Nut secara bersamaan dalam satu waktu secara progressive.
Gambar 4.16. Rancangan Dies Progressive Hanger Connector

47
Dari gambar lay out diatas dilihat bahwa untuk membuat Hanger Connector ada
beberapa proses pemotongan, dan proses bending atau tekuk antara lain :
1. Proses Piercing
Proses piercing adalah proses pemotongan/pemisahan pada proses press yang
pada dasarnya hanya membuat lubang, dimana dasar pemotongan terdapat pada
ukuran punch sedangkan ukuran die mengikuti presentasi penjumlahan dimensi
punch sesuai dengan standar yang telah ditetapkan. Dan hasil dari proses
pemotongan, material yang digunakan adalah lubang pemotongannya.
2. Proses Blanking
Blanking adalah proses persiapan material, material dipotong sesuai dengan
yang dibutuhkan. Proses blanking bertujuan agar mendapatkan hasil potongnya
atau blank, sedangkan sisanya akan dibuang sebagai sampah atau
disebut scrap.
3. Proses Notching.
Notching adalah proses pemotongan pada bagian pinggir material part,
biasanya pada progressive dies. Dengan pemotongan tersebut, part berangsur
terbentuk walaupun masih menempel pada scrap skeleton.
Gambar 4.17. Lay out Proses Hanger Connector Model Progressive

48
4. Proses Separating
separating adalah proses pemisahan suatu part menjadi dua bagian atau
beberapa bagian dari sheet metal strip sehingga menghasilkan part yang
dikehendaki. Pada proses separating terdapat scrap yang tidak terpakai.
5. Proses Bending
Bending adalah proses penekukan plat dimana hasil dari penekukan ini berupa
garis sesuai dengan bentuk sudut yang diinginkan.
6. Stamping atau Marking.
Stamping atau Marking atau kadang-kadang disebut proses coining digunakan
untuk membuat tanda, simbol, huruf atau bentuk lainnya dengan proses cold
forging.
Dalam proses pemotongan ada hitungan tersendiri yang biasanya dinamakan
clearance. Clearance adalah gap antara punch dan die, Clearance sangat
berdampak pada kepresisian produk, life time tool dan sebagainya.
Biasanya dalam menentukan clearance atau gap berdasarkan ketebalan material
yang dipakai untuk produk dan untuk itu sudah ada standar umum atau standar
baku.
Gambar 4.18. Clearance antara Punch dan Die
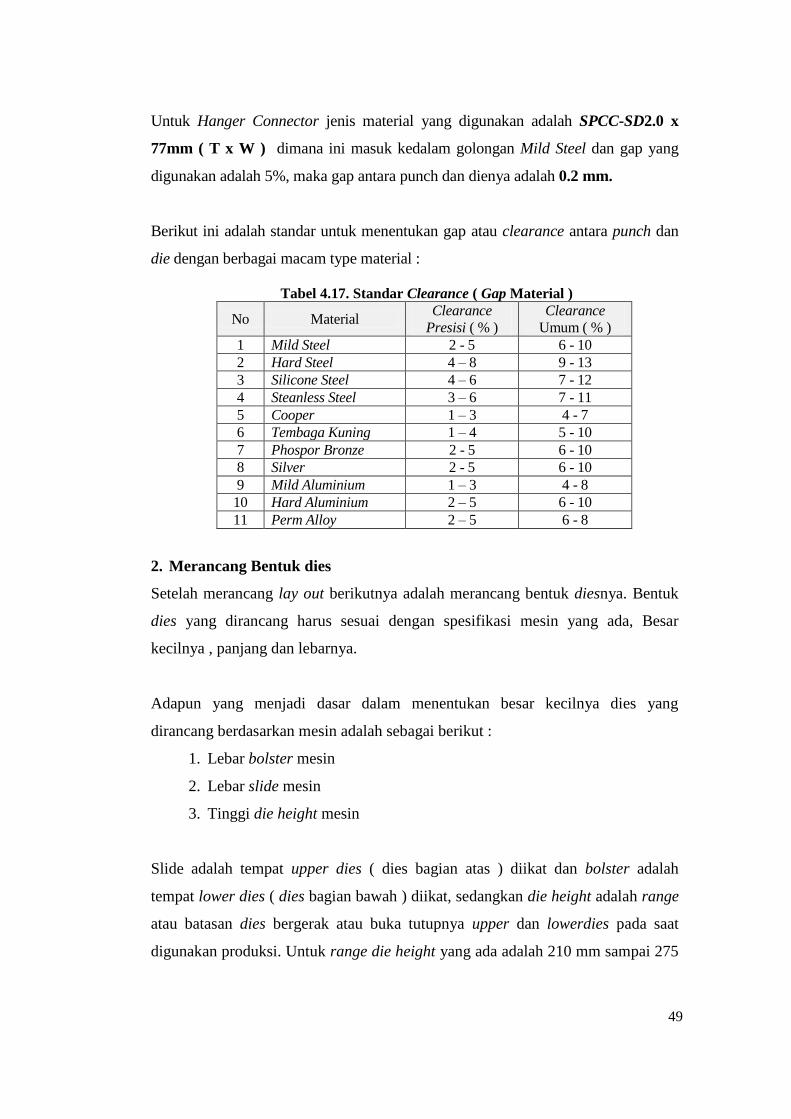
49
Untuk Hanger Connector jenis material yang digunakan adalah SPCC-SD2.0 x
77mm ( T x W ) dimana ini masuk kedalam golongan Mild Steel dan gap yang
digunakan adalah 5%, maka gap antara punch dan dienya adalah 0.2 mm.
Berikut ini adalah standar untuk menentukan gap atau clearance antara punch dan
die dengan berbagai macam type material :
Tabel 4.17. Standar Clearance ( Gap Material )
No Material Clearance
Presisi ( % )
Clearance
Umum ( % )
1 Mild Steel 2 - 5 6 - 10
2 Hard Steel 4 – 8 9 - 13
3 Silicone Steel 4 – 6 7 - 12
4 Steanless Steel 3 – 6 7 - 11
5 Cooper 1 – 3 4 - 7
6 Tembaga Kuning 1 – 4 5 - 10
7 Phospor Bronze 2 - 5 6 - 10
8 Silver 2 - 5 6 - 10
9 Mild Aluminium 1 – 3 4 - 8
10 Hard Aluminium 2 – 5 6 - 10
11 Perm Alloy 2 – 5 6 - 8
2. Merancang Bentuk dies
Setelah merancang lay out berikutnya adalah merancang bentuk diesnya. Bentuk
dies yang dirancang harus sesuai dengan spesifikasi mesin yang ada, Besar
kecilnya , panjang dan lebarnya.
Adapun yang menjadi dasar dalam menentukan besar kecilnya dies yang
dirancang berdasarkan mesin adalah sebagai berikut :
1. Lebar bolster mesin
2. Lebar slide mesin
3. Tinggi die height mesin
Slide adalah tempat upper dies ( dies bagian atas ) diikat dan bolster adalah
tempat lower dies ( dies bagian bawah ) diikat, sedangkan die height adalah range
atau batasan dies bergerak atau buka tutupnya upper dan lowerdies pada saat
digunakan produksi. Untuk range die height yang ada adalah 210 mm sampai 275

50
mm. Setelah diketahui ukuran bolster dan slide yang digunakan barulah kita
membuat bentuk dies yang diinginkan sesuai dengan lay out yang sudah dibuat.
Berikut ini adalah gambar dies yang dirancang untuk membuat Hanger
Connector. Dari gambar dibawah ini bisa kita lihat dies yang digunakan untuk
membuat dua produk sekaligus menjadi lebih simple.
Gambar 4.19. Bolster dan Slide Mesin Press
Gambar 4.20. Dies Pandangan Depan dan Samping

51
.
Gambar 4.21. Komponen Komponen Dies
Gambar 4.22. Komponen Dies Bagian Bawah
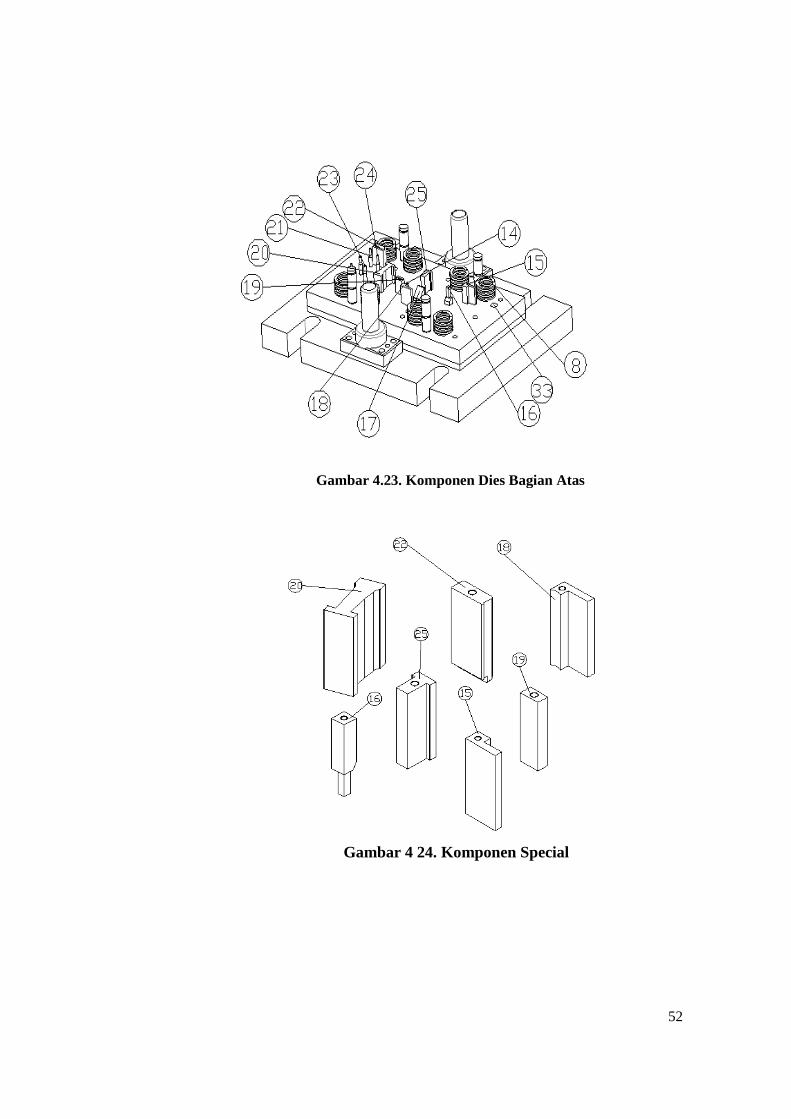
52
Gambar 4.23. Komponen Dies Bagian Atas
Gambar 4 24. Komponen Special
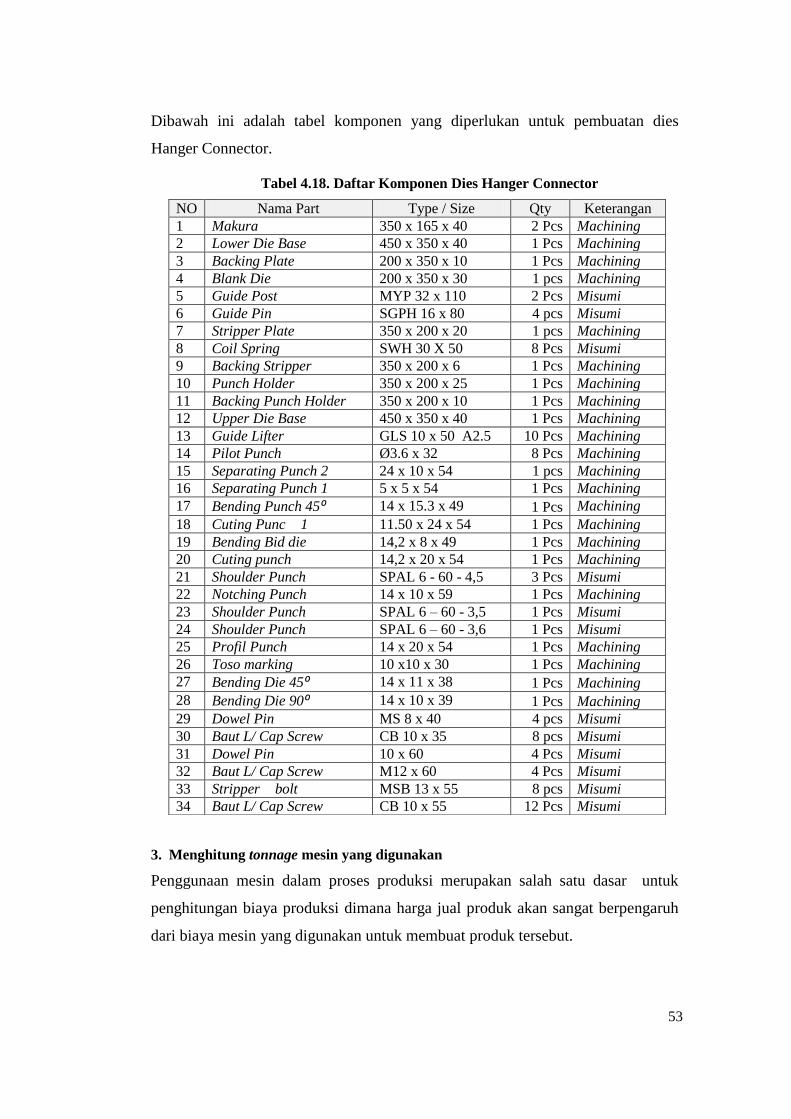
53
Dibawah ini adalah tabel komponen yang diperlukan untuk pembuatan dies
Hanger Connector.
Tabel 4.18. Daftar Komponen Dies Hanger Connector
NO Nama Part Type / Size Qty Keterangan
1 Makura 350 x 165 x 40 2 Pcs Machining
2 Lower Die Base 450 x 350 x 40 1 Pcs Machining
3 Backing Plate 200 x 350 x 10 1 Pcs Machining
4 Blank Die 200 x 350 x 30 1 pcs Machining
5 Guide Post MYP 32 x 110 2 Pcs Misumi
6 Guide Pin SGPH 16 x 80 4 pcs Misumi
7 Stripper Plate 350 x 200 x 20 1 pcs Machining
8 Coil Spring SWH 30 X 50 8 Pcs Misumi
9 Backing Stripper 350 x 200 x 6 1 Pcs Machining
10 Punch Holder 350 x 200 x 25 1 Pcs Machining
11 Backing Punch Holder 350 x 200 x 10 1 Pcs Machining
12 Upper Die Base 450 x 350 x 40 1 Pcs Machining
13 Guide Lifter GLS 10 x 50 A2.5 10 Pcs Machining
14 Pilot Punch Ø3.6 x 32 8 Pcs Machining
15 Separating Punch 2 24 x 10 x 54 1 pcs Machining
16 Separating Punch 1 5 x 5 x 54 1 Pcs Machining
17 Bending Punch 45⁰ 14 x 15.3 x 49 1 Pcs Machining
18 Cuting Punc 1 11.50 x 24 x 54 1 Pcs Machining
19 Bending Bid die 14,2 x 8 x 49 1 Pcs Machining
20 Cuting punch 14,2 x 20 x 54 1 Pcs Machining
21 Shoulder Punch SPAL 6 - 60 - 4,5 3 Pcs Misumi
22 Notching Punch 14 x 10 x 59 1 Pcs Machining
23 Shoulder Punch SPAL 6 – 60 - 3,5 1 Pcs Misumi
24 Shoulder Punch SPAL 6 – 60 - 3,6 1 Pcs Misumi
25 Profil Punch 14 x 20 x 54 1 Pcs Machining
26 Toso marking 10 x10 x 30 1 Pcs Machining
27 Bending Die 45⁰ 14 x 11 x 38 1 Pcs Machining
28 Bending Die 90⁰ 14 x 10 x 39 1 Pcs Machining
29 Dowel Pin MS 8 x 40 4 pcs Misumi
30 Baut L/ Cap Screw CB 10 x 35 8 pcs Misumi
31 Dowel Pin 10 x 60 4 Pcs Misumi
32 Baut L/ Cap Screw M12 x 60 4 Pcs Misumi
33 Stripper bolt MSB 13 x 55 8 pcs Misumi
34 Baut L/ Cap Screw CB 10 x 55 12 Pcs Misumi
3. Menghitung tonnage mesin yang digunakan
Penggunaan mesin dalam proses produksi merupakan salah satu dasar untuk
penghitungan biaya produksi dimana harga jual produk akan sangat berpengaruh
dari biaya mesin yang digunakan untuk membuat produk tersebut.
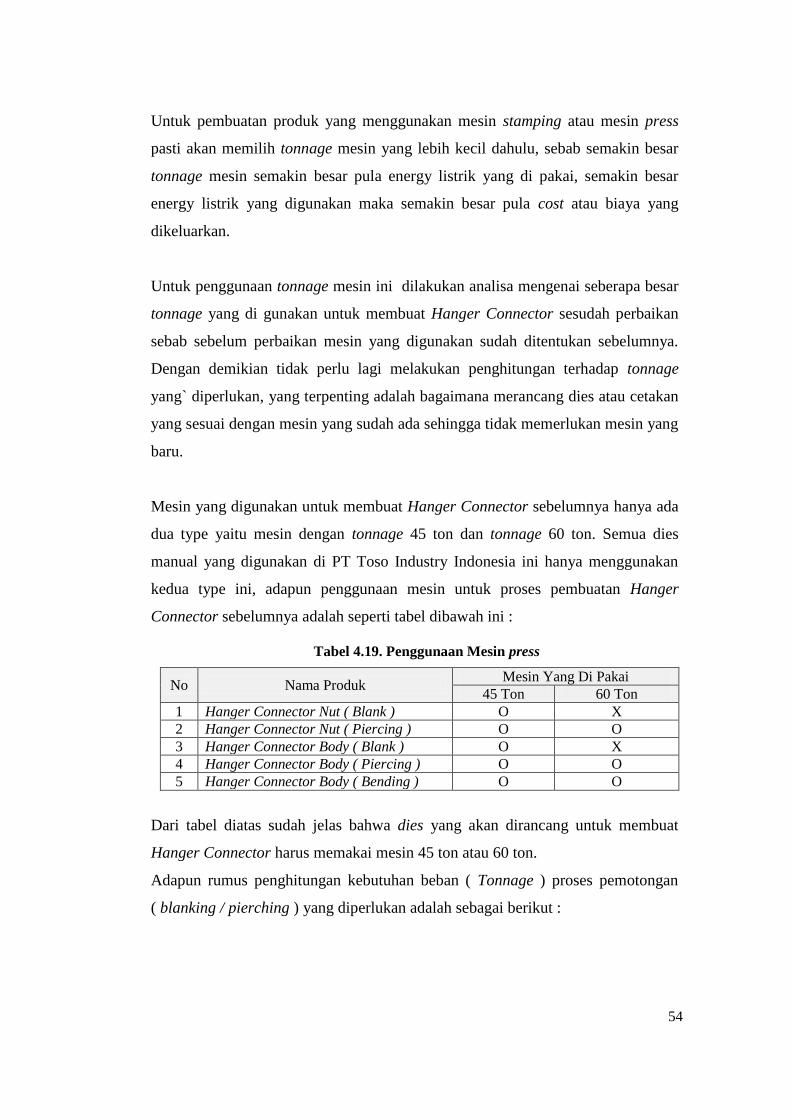
54
Untuk pembuatan produk yang menggunakan mesin stamping atau mesin press
pasti akan memilih tonnage mesin yang lebih kecil dahulu, sebab semakin besar
tonnage mesin semakin besar pula energy listrik yang di pakai, semakin besar
energy listrik yang digunakan maka semakin besar pula cost atau biaya yang
dikeluarkan.
Untuk penggunaan tonnage mesin ini dilakukan analisa mengenai seberapa besar
tonnage yang di gunakan untuk membuat Hanger Connector sesudah perbaikan
sebab sebelum perbaikan mesin yang digunakan sudah ditentukan sebelumnya.
Dengan demikian tidak perlu lagi melakukan penghitungan terhadap tonnage
yang` diperlukan, yang terpenting adalah bagaimana merancang dies atau cetakan
yang sesuai dengan mesin yang sudah ada sehingga tidak memerlukan mesin yang
baru.
Mesin yang digunakan untuk membuat Hanger Connector sebelumnya hanya ada
dua type yaitu mesin dengan tonnage 45 ton dan tonnage 60 ton. Semua dies
manual yang digunakan di PT Toso Industry Indonesia ini hanya menggunakan
kedua type ini, adapun penggunaan mesin untuk proses pembuatan Hanger
Connector sebelumnya adalah seperti tabel dibawah ini :
Tabel 4.19. Penggunaan Mesin press
No Nama Produk Mesin Yang Di Pakai
45 Ton 60 Ton
1 Hanger Connector Nut ( Blank ) O X
2 Hanger Connector Nut ( Piercing ) O O
3 Hanger Connector Body ( Blank ) O X
4 Hanger Connector Body ( Piercing ) O O
5 Hanger Connector Body ( Bending ) O O
Dari tabel diatas sudah jelas bahwa dies yang akan dirancang untuk membuat
Hanger Connector harus memakai mesin 45 ton atau 60 ton.
Adapun rumus penghitungan kebutuhan beban ( Tonnage ) proses pemotongan
( blanking / pierching ) yang diperlukan adalah sebagai berikut :

55
Material Shear factor (Ơ ) :
Alumunium = 22 – 25 kp/mm²
Mild Steel = 40 kp/mm²
St Stainless steel = 60 kp/mm²
Tonnage = beban atau tenaga pengepresan,
Hole perimeter = keliling permukaan area yang akan dipotong.
Shear factor = Standar faktor kekuatan geser / Potong dari
material
Standar untuk shear factor adalah :
Untuk penghitungan tonnage atau beban saat proses bending dianggap sama
dengan proses piercing sehingga semua proses menggunakan rumus yang sama
seperti diatas.
Rumus untuk menghitung tonnage proses pierching / blanking
Tonnage = Perimeter ( mm ) x Material Thickness ( mm ) x shear factor ( kpmm² )
1000
Gambar 4.25. Lay Out Penghitungan Tonnage

56
Cara menghitung tonnage mesin adalah dengan menghitung beban yang
diperlukan dalam setiap langkah proses, kemudian ditotal secara keseluruhan
semua proses dan ditambah lagi beban komponen lain termasuk juga faktor
safety. Maka dari itu harus diurai atau dirinci kebutuhan tonnage dari setiap
proses dengan cara melihat lay out yang ada.
Dari lay out diatas selanjutnya dihitung beban atau tonnage masing masing proses
dengan menggunakan rumus standar yang biasa digunakan. setelah itu dimasukan
kedalam tabel untuk mempermudah penghitungan sehingga bisa diketahui total
beban yang diperlukan.
Selanjutnya proses penghitungan dimulai. Perlu diketahui sebelumnya bahwa
material yang dipakai untuk membuat Hanger Connector adalah jenis SPCC – SD
yang termasuk kedalam kelompok mild steel. Untuk itu penghitungan akan dimulai
dari langkah pertama.
A. Penghitungan langkah pertama
Dalam langkah pertama ada proses yang dinamakan piercing. Maka rumus yang
dipakai adalah :
Tonnage = perimeter x material thickness x shear factor
( Rumus proses piercing )
hole A1,A4 dan A5 dimana semuanya mempunyai ukuran yang sama yaitu
diameter 3.6 mm, bila dihitung secara manual maka akan didapat hasil sebagai
berikut :
Namun untuk mempercepat penghitungan bisa dibantu dengan software AutoCad
yang digunakan untuk mendesign dies ini. Adapun untuk hasil penghitungan
langkah pertama bisa dilihat pada tabel dibawah ini.
( 3.6 mm x 3.14 ) x 1.6 mm x 40 kp/mm²
11.30 mm x 1.6 mm x 40 kp/mm²
= 0.7232 tons
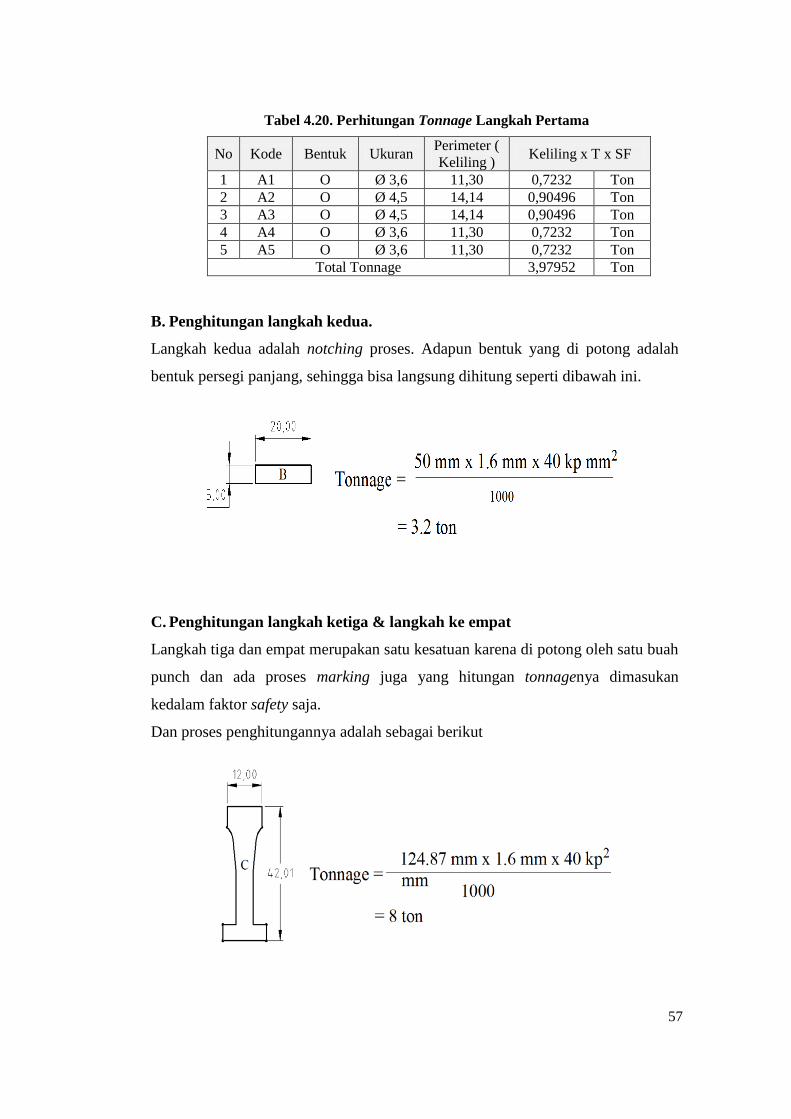
57
Tabel 4.20. Perhitungan Tonnage Langkah Pertama
No Kode Bentuk Ukuran Perimeter (
Keliling ) Keliling x T x SF
1 A1 O Ø 3,6 11,30 0,7232 Ton
2 A2 O Ø 4,5 14,14 0,90496 Ton
3 A3 O Ø 4,5 14,14 0,90496 Ton
4 A4 O Ø 3,6 11,30 0,7232 Ton
5 A5 O Ø 3,6 11,30 0,7232 Ton
Total Tonnage 3,97952 Ton
B. Penghitungan langkah kedua.
Langkah kedua adalah notching proses. Adapun bentuk yang di potong adalah
bentuk persegi panjang, sehingga bisa langsung dihitung seperti dibawah ini.
C. Penghitungan langkah ketiga & langkah ke empat
Langkah tiga dan empat merupakan satu kesatuan karena di potong oleh satu buah
punch dan ada proses marking juga yang hitungan tonnagenya dimasukan
kedalam faktor safety saja.
Dan proses penghitungannya adalah sebagai berikut
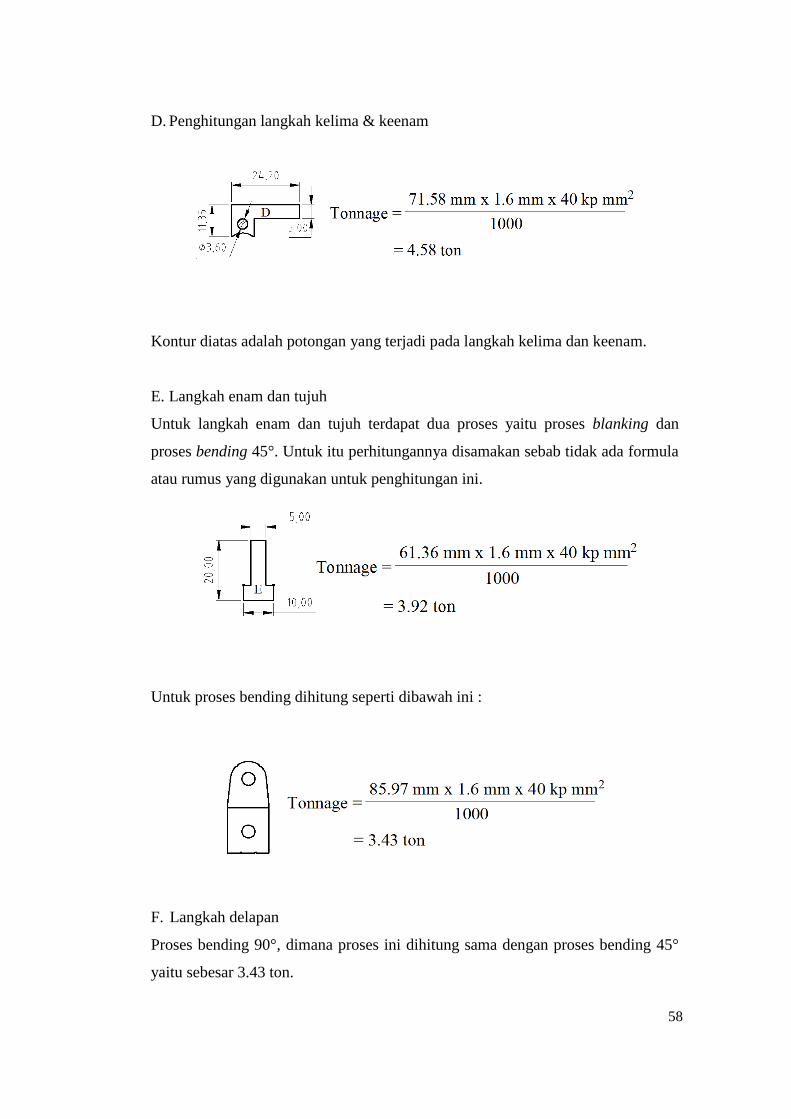
58
D. Penghitungan langkah kelima & keenam
Kontur diatas adalah potongan yang terjadi pada langkah kelima dan keenam.
E. Langkah enam dan tujuh
Untuk langkah enam dan tujuh terdapat dua proses yaitu proses blanking dan
proses bending 45°. Untuk itu perhitungannya disamakan sebab tidak ada formula
atau rumus yang digunakan untuk penghitungan ini.
Untuk proses bending dihitung seperti dibawah ini :
F. Langkah delapan
Proses bending 90°, dimana proses ini dihitung sama dengan proses bending 45°
yaitu sebesar 3.43 ton.

59
G. Langkah Sembilan
Langkah Sembilan adalah proses separating pertama atau pemisahan antara scrap
dengan Hanger Connector body. Prosesnya juga sama dengan proses Blanking.
Dan kalau dilihat dari areanya pada lay out diproses ini tonnage yang paling kecil.
H. Langkah sepuluh
Langkah kesepuluh adalah proses separating kedua atau pemisahan antara scrap
dengan Hanger Connector nut. Prosesnya juga sama dengan proses Blanking.
Setelah langkah demi langkah dihitung selanjutnya dijumlahkan seluruh beban
atau tonnage yang ada. Kemudian dihitung pula faktor lain yang juga
berpengaruh terhadap tonnage dies yang sebelumnya sudah disebutkan diatas
seperti beban spring dan safety factor.
Untuk coil spring yang digunakan adalah type SWH 30 x 50. Spring ini berwarna
hijau. Sedangkan untuk beban spring bisa dilihat dari buku atau catalog produk
misumi standart dies part dimana dalam buku tersebut terdapat data teknis yang

60
menjelaskan kondisi dari spring maupun part part lain yang digunakan dalam
pembuatan dies.
Adapun untuk spring jenis ini rumus atau formula yang di gunakan adalah :
( Lihat Katalog Misumi standart component for press dies tahun 2004 – 2006 hal 980 )
Total pemakaian spring adalah: 8 x 0.2656 ton = 2.12 ton.
Tabel di bawah ini adalah penghitungan keseluruhan tonnage yang digunakan
untuk pembuatan dies Hanger Connector.
Tabel 4.21. Perhitungan Total Tonnage yang diperlukan
No Langkah Proses Tonnage
( Ton )
1 Langkah 1 Piercing 3,98
2 Langkah 2 Notching 3,2
3 Langkah 3 & 4 Blanking & marking 8
4 Langkah 5 & 6 Blanking 4,58
5 Langkah 6 & 7 Blanking & Bending 45° 7,35
6 Langkah 8 Bending 90° 3,43
7 Langkah 9 Separating 1,25
8 Langkah 10 Separating 3,82
9 Coil Spring 2,12
Total 37,73
Safety Faktor 5,66
Total Tonnage 43,39
Dari table diatas sudah bisa diketahui bahwa tonnage atau beban atau power yang
dibutuhkan untuk proses stamping atau presssepasang Hanger Connector adalah
43,39 Ton, Sehingga bisa disimpulkan bahwa kedua mesin yang ada yaitu 45 ton
dan 60 ton bisa digunakan.Untuk mesin 45 ton bisa menggunakan material sheet
sedangkan mesin 60 ton bisa menggunakan material sheet maupun coil.
Fmm = L x 24 % ( yang dipakai )
= 22.5 Kgf x 12
Kgf x 12
= 270 Kgf
1 Kgf = 0.000984 ton
= 0.2656 ton

61
4.6. Biaya Pembuatan Hanger Connector
Berdasarkan data dari bagian Production Planing Control PT Toso Industry
Indonesia bahwa standar biaya pembuatan Hanger Connector saat ini adalah
Tabel 4.22. Standar Biaya pembuatan produk
No Nama Produk Proses Pengerjaan Cost / Pc ( US$ )
1 Hanger Connector Nut Manual dies 0,01407
2 Hanger Connector Body Manual dies 0,02080
3 ADP Fix Plate Semi Progressive dies 0,00478
Total biaya yang digunakan untuk pembuatan 1 set Hanger Connector
berdasarkan data diatas adalah US$ 0,03487. dan rata rata jumlah produksi
Hanger Connector perbulan adalah sebanyak 2.700 pcs, sehingga untuk membuat
Hanger Connector sebanyak 2.700 pcs adalah sebesarUS$ 94,149.
( menggunakan diesmanual ).
Bila produksinya menggunakan dies semi progressive maka total biaya produksi
Hanger Connector perbulan adalah sebesar 2700 x US$ 0,00478 = US$ 12,906.
Dengan demikian biaya bisa ditekan atau dikurangi sebesar US$ 94,149 –US$
12,906 = US$81,243 atau sebesar 729 %.
Dengan demikian bisa dilihat betapa besar keuntungan yang didapat bila
menggunakan dies semi progressive.
4.7. Biaya Pembuatan Dies
Untuk mengetahui apakah improvement yang dilakukan akan menguntungkan
atau tidak dan seberapa jauh tingkat efektifitasnya terhadap biaya yang
dikeluarkan, maka perlu diadakan penghitungan mengenai seberapa besar biaya
yang dikeluarkan untuk pembuatan dies ini.
Adapun biaya yang dikeluarkan bisa dihitung berdasarkan komponen yang
dibutuhkan untuk pembuatan dies tersebut ditambah dengan biaya tenaga kerja
dan lain lain dan perkiraan biaya yang dibutuhkan bisa dilihat pada tabel dibawah
ini.
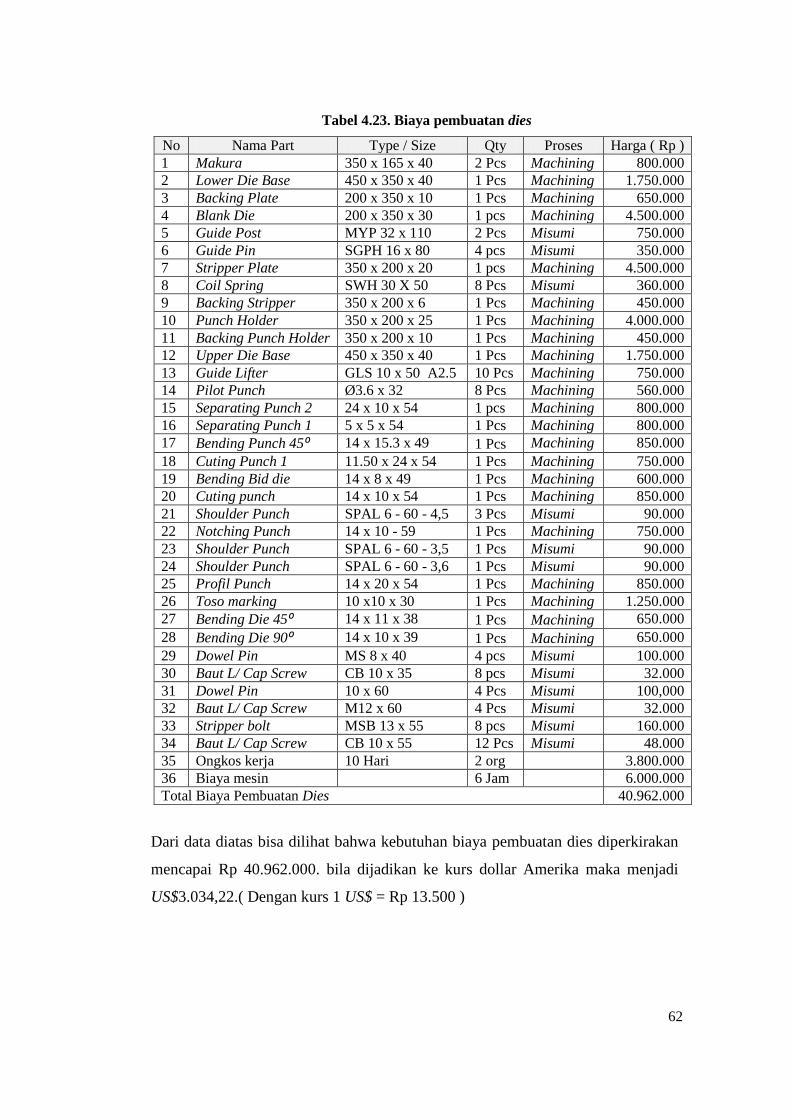
62
Tabel 4.23. Biaya pembuatan dies
No Nama Part Type / Size Qty Proses Harga ( Rp )
1 Makura 350 x 165 x 40 2 Pcs Machining 800.000
2 Lower Die Base 450 x 350 x 40 1 Pcs Machining 1.750.000
3 Backing Plate 200 x 350 x 10 1 Pcs Machining 650.000
4 Blank Die 200 x 350 x 30 1 pcs Machining 4.500.000
5 Guide Post MYP 32 x 110 2 Pcs Misumi 750.000
6 Guide Pin SGPH 16 x 80 4 pcs Misumi 350.000
7 Stripper Plate 350 x 200 x 20 1 pcs Machining 4.500.000
8 Coil Spring SWH 30 X 50 8 Pcs Misumi 360.000
9 Backing Stripper 350 x 200 x 6 1 Pcs Machining 450.000
10 Punch Holder 350 x 200 x 25 1 Pcs Machining 4.000.000
11 Backing Punch Holder 350 x 200 x 10 1 Pcs Machining 450.000
12 Upper Die Base 450 x 350 x 40 1 Pcs Machining 1.750.000
13 Guide Lifter GLS 10 x 50 A2.5 10 Pcs Machining 750.000
14 Pilot Punch Ø3.6 x 32 8 Pcs Machining 560.000
15 Separating Punch 2 24 x 10 x 54 1 pcs Machining 800.000
16 Separating Punch 1 5 x 5 x 54 1 Pcs Machining 800.000
17 Bending Punch 45⁰ 14 x 15.3 x 49 1 Pcs Machining 850.000
18 Cuting Punch 1 11.50 x 24 x 54 1 Pcs Machining 750.000
19 Bending Bid die 14 x 8 x 49 1 Pcs Machining 600.000
20 Cuting punch 14 x 10 x 54 1 Pcs Machining 850.000
21 Shoulder Punch SPAL 6 - 60 - 4,5 3 Pcs Misumi 90.000
22 Notching Punch 14 x 10 - 59 1 Pcs Machining 750.000
23 Shoulder Punch SPAL 6 - 60 - 3,5 1 Pcs Misumi 90.000
24 Shoulder Punch SPAL 6 - 60 - 3,6 1 Pcs Misumi 90.000
25 Profil Punch 14 x 20 x 54 1 Pcs Machining 850.000
26 Toso marking 10 x10 x 30 1 Pcs Machining 1.250.000
27 Bending Die 45⁰ 14 x 11 x 38 1 Pcs Machining 650.000
28 Bending Die 90⁰ 14 x 10 x 39 1 Pcs Machining 650.000
29 Dowel Pin MS 8 x 40 4 pcs Misumi 100.000
30 Baut L/ Cap Screw CB 10 x 35 8 pcs Misumi 32.000
31 Dowel Pin 10 x 60 4 Pcs Misumi 100,000
32 Baut L/ Cap Screw M12 x 60 4 Pcs Misumi 32.000
33 Stripper bolt MSB 13 x 55 8 pcs Misumi 160.000
34 Baut L/ Cap Screw CB 10 x 55 12 Pcs Misumi 48.000
35 Ongkos kerja 10 Hari 2 org 3.800.000
36 Biaya mesin 6 Jam 6.000.000
Total Biaya Pembuatan Dies 40.962.000
Dari data diatas bisa dilihat bahwa kebutuhan biaya pembuatan dies diperkirakan
mencapai Rp 40.962.000. bila dijadikan ke kurs dollar Amerika maka menjadi
US$3.034,22.( Dengan kurs 1 US$ = Rp 13.500 )

63
4.8. Analisa Hasil Akhir
Dalam meneliti hasil ini dilakukan penghitungan berdasarkan asumsi dari standar
beberapa dies yang ada yang type dan ukurannya sama. Karena pada dasarnya
perubahan yang dilakukan adalah perubahan status dari dies manual menjadi
proses semi progressive atau full progressive. Untuk itu hasil akhir setelah
perbaikan akan dilihat berdasarkan beberapa hal antara lain :
A. Penggunaan Dies dan SPM
Dibawah ini bisa dilihat standar produksi bila menggunakan dies progressive.
Dies progressive adalah dies yang bisa digunakan secara continue atau otomatis
pada mesin press dengan menggunakan bantuan mesin feeder coil dan alat bantu
lainnya seperti sensor, tiupan angin ( air blow ) dan lain lain. Biasanya material
yang digunakan untuk dies progressive berupa coil. Untuk diesprogressive 1 kali
proses bisa membuat satu atau lebih barang yang sudah jadi atau full stamping
proses.
Tabel 4.24. Tabel Standar Dies Full Progressive Mesin 60 Ton
No Nama Dies SPM Pcs / Strooke Pcs / Jam
1 ND Clic On 40 1 2.400
2 ND Single Bracket - 2 40 1 2.400
3 Rollet 25 End Bracket Rail Support 45 1 2.700
4 Rollet 25 Rod Support Rail Support 45 1 2.700
5 RS Orche Bracket Main Body 45 1 2.700
6 New Disva Celing Bracket 45 1 2.700
7 ND Celing Single Bracket 50 1 3.000
8 ND Celing Single Bracket 50 1 3.000
9 Refre Single Bracket 55 1 3.300
Data diatas adalah data standar proses dies progressiveuntuk mesin 60 ton (
Diambil dari lampiran Press Product Standar Full Progressive 60 ton ). Untuk
kecepatan proses bisa diambil dari kecepatan yang paling rendah yaitu pada no:
11 dan 12 produk nya bernama ND Clic On atau ND Single bracket main body
dimana SPM ( stroke permenitnya ) adalah 40, sehingga hasil produknya perjam
sebanyak 2400 pcs. Untuk lebih jelasnya bisa dilihat pada lampiran ( press
product standarProgressive dies 60 Ton ).

64
Bila dies Hanger Connector ini digunakan pada dies semi progressive maka hasil
yang didapatpun akan jauh lebih besar dari dies manual sebelumnya. Dies semi
progressive sama bentuknya dengan dies full progressive ( Progressive ), hanya
pada dies semi progressive material yang digunakan berbentuk lembaran atau
sheet sehingga dies tidak bisa dijalankan secara otomatis, namun demikian hasil
yang didapat juga sama yaitu 1 kali proses bisa menghasilkan 1 atau lebih produk
jadi ( seperti full stamping ), hanya saja kecepatannya lebih kecil bila
dibandingkan dengan dies full progressive. Berikut ini adalah tabel proses
produksi bila menggunakan dies semi progressive. Sama seperti sebelumnya akan
diambil contoh dari produk yang SPM nya paling rendah, yaitu pada produk no: 4
dengan nama ND Splice dengan spm sebesar 17 sehingga hasil yang didapat
adalah sebanyak 1000 pcs perjam. Dibawah ini adalah tabel standar produksi
press semi progressive. Untuk lebih jelasnya bisa dilihat pada lampiran
pressproduct standardsemi progressive
Tabel 4.25. Standar Dies Semi Progressive
No Nama Dies SPM Pcs / Strooke Pcs / Jam
1 Plate Nut 18 1 1.100
2 ADP Fix Plate 17 2 1.000
3 Lupit Cap D Fix Plate 17 1 1.000
4 ND L Splice 17 1 1.000
5 AJ 606 Cap Stop M Plate 17 1 1.000
B. Setting Dies pada mesin.
Untuk setting dies waktu yang digunakan menjadi lebih sedikit karena hanya
menggunakan 1 dies saja dan rata rata lama waktu untuk penggantian dies adalah
15 menit. Sehingga mau berapapun banyaknya produk yang akan dibuat hanya
satu kali setting dies atau tooling yang dilakukan.
C. Penggunaan mesin.
Penggunaan mesin hanya 1 unit saja dan setelah dilakukan penghitungan
penggunaan tonnage mesin hanya sekitar 43 ton maka untuk penggunaan mesin
bisa memakai mesin dengan kapasitas 45 ton ataupun 60 ton. Dengan satu mesin
saja maka penggunaan operator pun hanya satu saja dan ini bisa membantu
perusahaan mengurangi pemborosan penggunaan tenaga kerja.
65
D. Produk NG
NG produk pada proses stamping yang menggunakan dies progressive atau
semiprogressive relative kecil bila dibandingkan dengan penggunaan dies manual,
hal ini disebabkan oleh stabilnya proses pembuatan produk tersebut. Pada proses
ini ketergantungan terhadap operator hanya sedikit karena produk NG terjadi
lebih banyak disebabkan oleh kerusakan dies atau mesin. Operator akan lebih
konsentrasi terhadap quality saja. Rata rata NG untuk proses ini hanya sebesar
0% dan ini bisa dilihat dari data NG produk di bulan Juni 2015.
E. Pemakaian Material.
Penghitungan pemakaian material sebelumnya adalah sebesar 1125,21 mm. hal ini
dihitung berdasarkan luas area yang digunakan. Dan ini bisa dilihat pada halaman
sebelumnya ( lihat table 4-13 dan 4-14 ). Mengenai penghitungan penggunaan
material. Sedangkan untuk material sesudahnya adalah berukuran 20 x 77 mm
sehingga kalau dihitung luasnya sebesar 1540, jadi area material yang digunakan
lebih besar dari sebelumnya dengan selisih 414,78 mm atau sebesar 27 %.
Memang untuk dies semi progressive atau full progressive biasanya
membutuhkan material yang lebih besar. Namun demikian dari sisi lain lebih
banyak keuntungannya.
F. Tempat Penyimpanan Dies
Untuk penyimpanan dies sudah bisa dipastikan akan membutuhkan space atau
ruang yang lebih kecil, sebab proses sebelumnya menggunakan 4 dies dan
sesudahnya hanya menggunakan 1 dies saja. Dengan demikian penataan ruang
juga akan lebih mudah dan proses perawatan dan pembersihan dies tersebut juga
akan lebih cepat dan waktunya lebih sedikit sebab yang biasanya harus melakukan
pembersihan 4 dies menjadi hanya 1 dies saja.
G. Penghitungan Pengembalian Modal ( Break Even Point )
Biaya yang diperlukan untuk membuat 1 set Hanger Connector adalah sebesar
US$0,03487 ( dengan dies manual ) dan US$ 0,00478 ( dengan dies semi
progressive ). Sedangkan biaya untuk pembuatan dies adalah sebesar
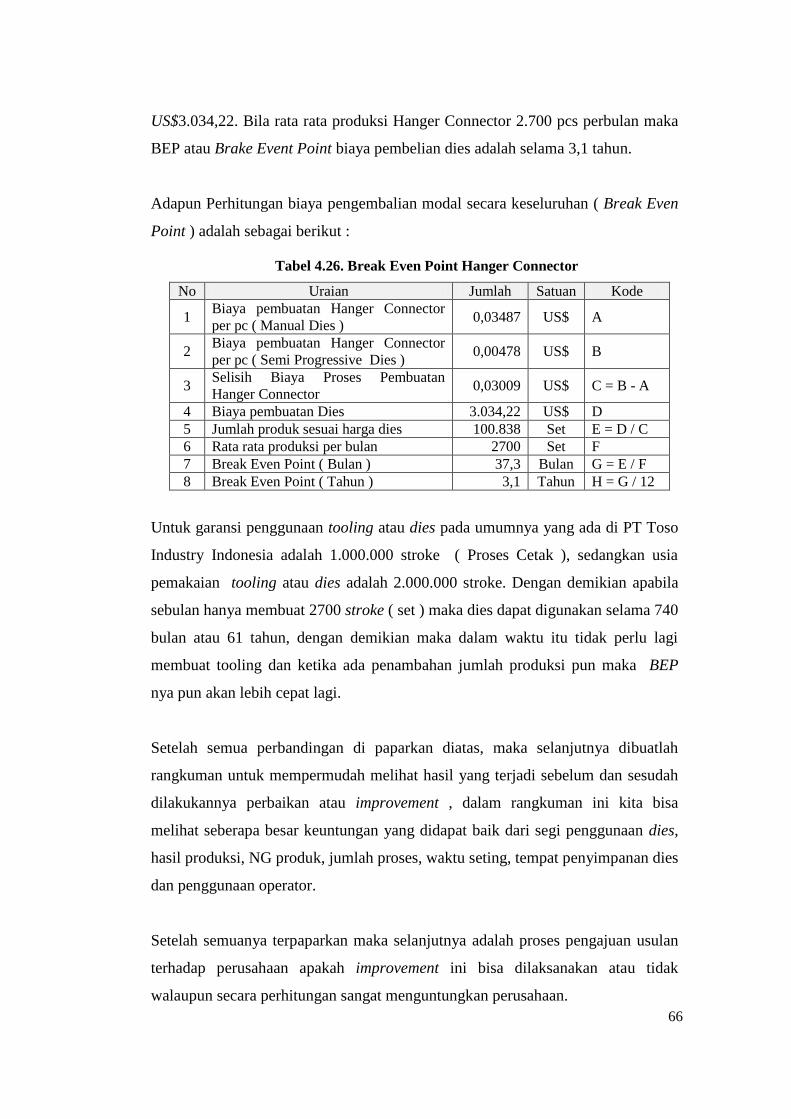
66
US$3.034,22. Bila rata rata produksi Hanger Connector 2.700 pcs perbulan maka
BEP atau Brake Event Point biaya pembelian dies adalah selama 3,1 tahun.
Adapun Perhitungan biaya pengembalian modal secara keseluruhan ( Break Even
Point ) adalah sebagai berikut :
Tabel 4.26. Break Even Point Hanger Connector
No Uraian Jumlah Satuan Kode
1 Biaya pembuatan Hanger Connector
per pc ( Manual Dies ) 0,03487 US$ A
2 Biaya pembuatan Hanger Connector
per pc ( Semi Progressive Dies ) 0,00478 US$ B
3 Selisih Biaya Proses Pembuatan
Hanger Connector 0,03009 US$ C = B - A
4 Biaya pembuatan Dies 3.034,22 US$ D
5 Jumlah produk sesuai harga dies 100.838 Set E = D / C
6 Rata rata produksi per bulan 2700 Set F
7 Break Even Point ( Bulan ) 37,3 Bulan G = E / F
8 Break Even Point ( Tahun ) 3,1 Tahun H = G / 12
Untuk garansi penggunaan tooling atau dies pada umumnya yang ada di PT Toso
Industry Indonesia adalah 1.000.000 stroke ( Proses Cetak ), sedangkan usia
pemakaian tooling atau dies adalah 2.000.000 stroke. Dengan demikian apabila
sebulan hanya membuat 2700 stroke ( set ) maka dies dapat digunakan selama 740
bulan atau 61 tahun, dengan demikian maka dalam waktu itu tidak perlu lagi
membuat tooling dan ketika ada penambahan jumlah produksi pun maka BEP
nya pun akan lebih cepat lagi.
Setelah semua perbandingan di paparkan diatas, maka selanjutnya dibuatlah
rangkuman untuk mempermudah melihat hasil yang terjadi sebelum dan sesudah
dilakukannya perbaikan atau improvement , dalam rangkuman ini kita bisa
melihat seberapa besar keuntungan yang didapat baik dari segi penggunaan dies,
hasil produksi, NG produk, jumlah proses, waktu seting, tempat penyimpanan dies
dan penggunaan operator.
Setelah semuanya terpaparkan maka selanjutnya adalah proses pengajuan usulan
terhadap perusahaan apakah improvement ini bisa dilaksanakan atau tidak
walaupun secara perhitungan sangat menguntungkan perusahaan.

67
Adapun perbadingan sebelum dan sesudah perbaikan adalah seperti tabel dibawah
ini :
.Tabel 4.27. Perbandingan Hasil Sebelum dan Sesudah Perbaikan
No Masalah Sebelum Perbaikan Sesudah Perbaikan
1 Penggunaan Dies
Menggunakan 4 Dies
Manual
Menggunakan 1 Dies semi
progressive
Menggunakan 4 Dies
Manual
Menggunakan 1 Dies Full
progressive
2 Hasil Produksi 334 Set / Jam
Dengan Semi Progressive Dies
1000 Set / Jam ( 299 % )
Dengan Full Progressive Dies
2400 Set / Jam ( 719 % )
3 NG Produk 0,42 % 0 % ( Rata rata perbulan ) data
bulan Juni – Juli 2015
4 Jumlah Proses 5 Proses 1 Proses
5 Waktu setting
Rata rata 19 menit /
proses ( 19 x 5 ) = 95
Menit
19 menit
6 Tempat
penyimpanan Untuk 4 Dies Hanya 1 dies
7 Penggunaan
Operator 1 sampai 2 orang Hanya 1 Orang
Gambar 4.26. Grafik perbandingan Hasil sebelum dan
sesudah perbaikan

68
BAB V
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dengan merubah bentuk dies Hanger Connector dari manual dies menjadi semi
progressive dies atau pull progressive dies diharapkan dapat meningkatkan
produktifitas dan efisiensi yang ada, sehingga masalah in efisiensi yang ada di PT
Toso Industry Indonesia bisa berkurang, karena dengan perubahan metode ini
banyak hal yang bisa diperbaiki seperti hasil produksi yang awalnya hanya 334 set
perjam bisa mencapai 1000 set perjam dengan dies semi progressive dan 2400 set
perjam dengan dies full progressive. Disamping itu juga ada peningkatan lainnya
seperti waktu setting yang tadinya rata rata butuh waktu 95 menit setelah
dilakukan improvement ini waktu yang dibutuhkan hanya rata rata 19 menit,
belum lagi penggunaan operator yang awalnya bisa 1 sampai 2 operator sekarang
hanya cukup 1 operator saja ini disebabkan oleh jumlah proses dan penggunaan
dies yang berkurang juga.
Perubahan metode ini juga bisa menambah efisiensi penggunaan mesin,
penyimpanan dies dan lain lain dengan demikian diharapkan profit perusahaan
juga bisa bertambah.
5.2. Saran
Berdasarkan analisa, perhitungan dan kesimpulan diatas maka penulis hanya bisa
menyarankan agar perusahaan bisa mengimplementasikan hasil penelitian ini
sehingga apa yang menjadi tujuan dari perusahaan juga bisa tercapai disamping
itu juga penulis berharap agar perusahaan mau memberikan kesempatan kepada
karyawan untuk meningkatkan kemampuannya baik dari segi teknis maupun
menejerial sehingga diharapkan motivasi karyawan juga akan bertambah dan bisa
membantu perusahaan dalam menjalankan program programnya.

69
DAFTAR PUSTAKA
Arif Savuwan, dan Fadlan Ngali,1999, Auto Cad Release 14.
Dennis cattell, Stamping Journal, January - Februari 2009, ”How do I calculate
press tonnage in progressive stamping? ”.
Frank A Stanley,Fourth Edition, 1950, Punch and Dies.
Indonesian Mold & Dies Industry Association ( IMDIA ), Basic dies
design program text book.
Misumi Coorporation, 2004, Standard Component for Press Dies 2004 – 2006.
QC Circle Headquarters, JUSE 2008 “ Fundamentals of QC Circles “.
QC Circle Headquarters, JUSE, Second Edition 1997, How to Operate QC Circle
Activities.
Rony Sudarmawan Theryo, 1999,Teknologi Press Dies.
SolidWorks Coorporation 300 Baker Avenue, USA 2008, SolidWorks Drawings,
Concord, Massachusetts.
Serope Kalpakjian, and Steven R Schmid, Fourth Edition, 2000, Manufacturing
Engineering and Technology.

70
LAMPIRAN
Lampiran 5-2.Standar Dies Manual 2
Lampiran 5-1.Standar Dies Manual 1

71
Lampiran 5-3.Standart Manual Dies 3
Lampiran 5-4.Standar Progressive Dies 1

72
Lampiran 5-5.Standar Progressive Dies 2
Lampiran 5-6.Standar Progressive Dies 3

73
Lampiran 5-7.Standar Semi Progressive Dies