sidang tugas akhir jumat, 10 juni 2016
TRANSCRIPT
Analisis Kapabilitas Proses
Produk Rokok Djarum Coklat
di PT Djarum Kudus, Jawa Tengah
Yongky Choirul Anam
1313 030 096
Dosen Pembimbing :
Dra. Sri Mumpuni Retnaningsih, MT.
Dosen Penguji :
Dra. Lucia Aridinanti, MT.
Noviyanti Santoso, S.Si., M.Si.
SIDANG TUGAS AKHIR
Jumat, 10 Juni 2016
Program Studi DIII Jurusan Statistika ITS
Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Teknologi Sepuluh Nopember Surabaya
OUTLINE
BAB I : PENDAHULUAN
BAB III : METODOLOGI PENELITIAN
BAB II : TINJAUAN PUSTAKA
2
BAB IV : ANALISIS DAN PEMBAHASAN
BAB V : PENUTUP

BAB IPENDAHULUAN
3

LATAR BELAKANG
4
LATAR BELAKANG
5
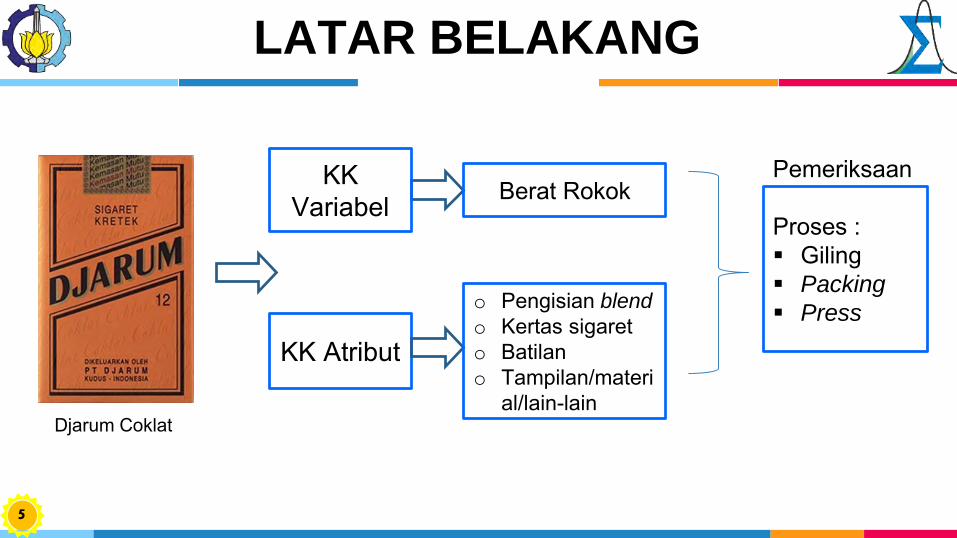
KK Atribut
KK Variabel Berat Rokok
o Pengisian blend
o Kertas sigareto Batilan o Tampilan/materi
al/lain-lainDjarum Coklat
Proses : Giling Packing
Press
Pemeriksaan
LATAR BELAKANG
6
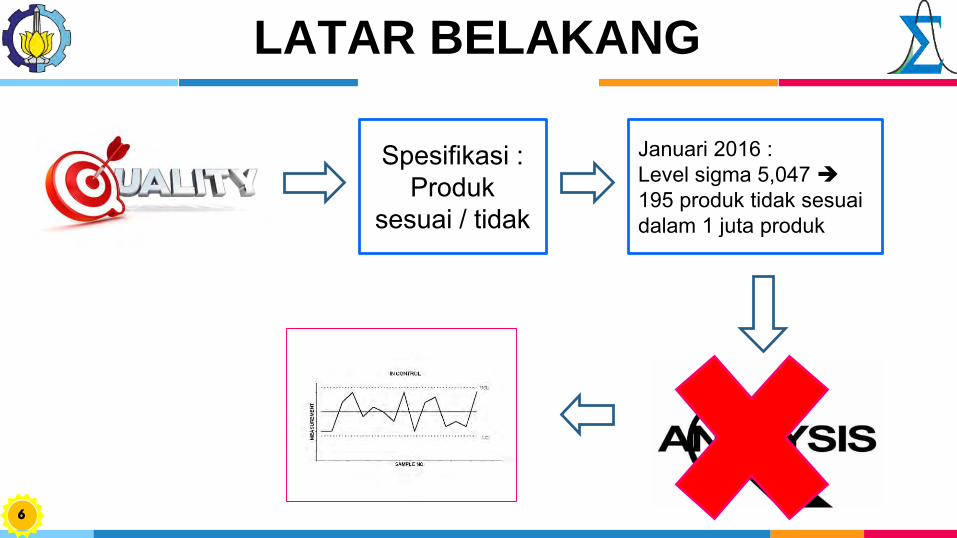
Spesifikasi :Produk
sesuai / tidak
Januari 2016 :Level sigma 5,047 195 produk tidak sesuai dalam 1 juta produk
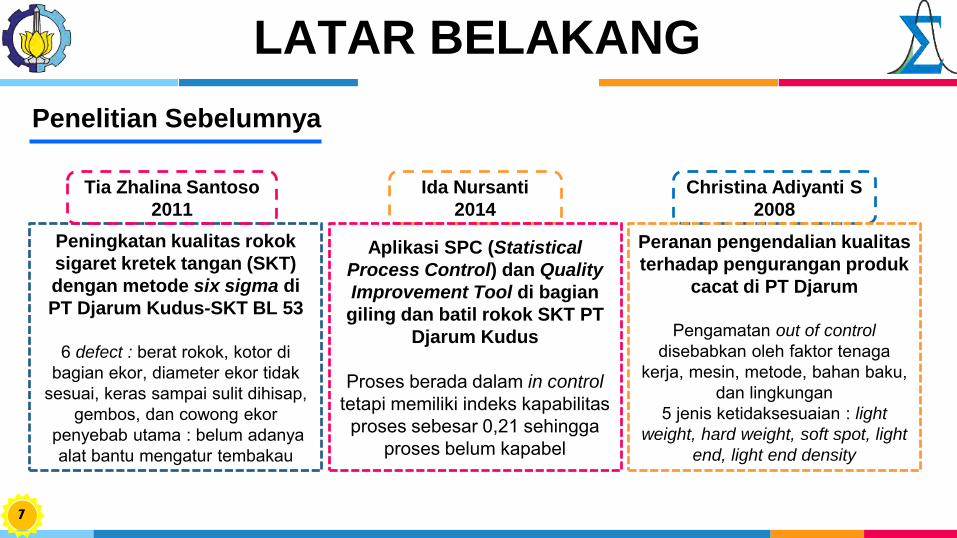
Peningkatan kualitas rokok
sigaret kretek tangan (SKT)
dengan metode six sigma di
PT Djarum Kudus-SKT BL 53
6 defect : berat rokok, kotor di bagian ekor, diameter ekor tidak
sesuai, keras sampai sulit dihisap, gembos, dan cowong ekor
penyebab utama : belum adanya alat bantu mengatur tembakau
LATAR BELAKANG
7
Penelitian Sebelumnya
Ida Nursanti
2014
Christina Adiyanti S
2008
Tia Zhalina Santoso
2011
Aplikasi SPC (Statistical
Process Control) dan Quality
Improvement Tool di bagian
giling dan batil rokok SKT PT
Djarum Kudus
Proses berada dalam in control
tetapi memiliki indeks kapabilitas proses sebesar 0,21 sehingga
proses belum kapabel
Peranan pengendalian kualitas
terhadap pengurangan produk
cacat di PT Djarum
Pengamatan out of control
disebabkan oleh faktor tenaga kerja, mesin, metode, bahan baku,
dan lingkungan 5 jenis ketidaksesuaian : light
weight, hard weight, soft spot, light
end, light end density
RUMUSAN MASALAH
8
Giling
Packing
Press

RUMUSAN MASALAH
9
Djarum 76 Djarum Super
Djarum Coklat
RUMUSAN MASALAH
10
0,18% Produk tidak
sesuai
RUMUSAN MASALAH
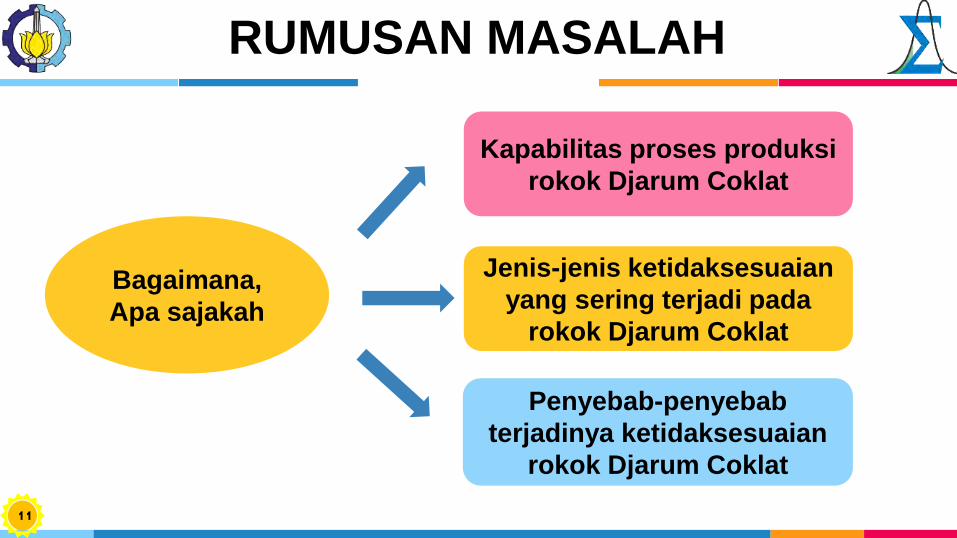
Bagaimana,
Apa sajakah
Kapabilitas proses produksi
rokok Djarum Coklat
Penyebab-penyebab
terjadinya ketidaksesuaian
rokok Djarum Coklat
11
Jenis-jenis ketidaksesuaian
yang sering terjadi pada
rokok Djarum Coklat
TUJUAN
Mengetahui
Kapabilitas proses produksi
rokok Djarum Coklat
Penyebab-penyebab
terjadinya ketidaksesuaian
rokok Djarum Coklat
12
Jenis-jenis ketidaksesuaian
yang sering terjadi pada
rokok Djarum Coklat
MANFAAT
Memberikan informasi untuk PT Djarum Kudus terhadapkapabilitas proses yang ada di perusahaan saat ini agar dapatmeningkatkan kualitas produk rokok yang diproduksi danmeminimumkan adanya ketidaksesuaian pada proses produksikhususnya produk rokok Djarum Coklat.
Memberikan informasi kepada perusahaan terhadap jenis-jenisketidaksesuaian yang sering terjadi pada produk DjarumCoklat agar dapat melakukan perbaikan berkesinambunganberdasarkan akar penyebab terjadinya ketidaksesuaiantersebut.
13
BATASAN MASALAH
Data Pemeriksaan
Produk Djarum Coklat
Bagian Proses Giling
Unit Pengkol, Kudus
Januari – April 2016
14
BAB IITINJAUAN PUSTAKA
15

Pengendalian Kualitas Statistika
16
PENGENDALIAN KUALITAS STATISTIKA
Pengendalian kualitas statistika merupakan suatu metode untuk mengevaluasi kualitas produk hasil produksi dengan menggunakan
metode-metode statististik.
Peta kendali merupakan suatu diagram yang menggambarkan titik pengamatan dalam suatu periode tertentu, pola penyebaran dibatasi oleh
batas kendali atas (BKA) dan batas kendali bawah (BKB).
Karakteristik kualitas atribut Kategori tertentu
Peta p, np, c dan u
Karakteristik kualitas variabel Besaran yang dapat diukur
KK 1 : Peta kendali , , individuKK > 1 : Generalized Variance dan T2
Hotelling
Rx Sx
17
Peta Kendali Variabel
18
PETA KENDALI VARIABEL
Peta kendali variabel adalah peta kendali yang digunakan untukpengendalian kualitas secara statistika pada data yang diperoleh melalui
pengukuran dan dinyatakan dalam skala kontinu.
Peta kendali adalah peta kendali variabel yang digunakan untuk mengendalikan rata-rata proses (peta kendali ) dan variabilitas proses
(peta kendali s) dimana ukuran sampel yang digunakan lebih dari 10.
19
sx x
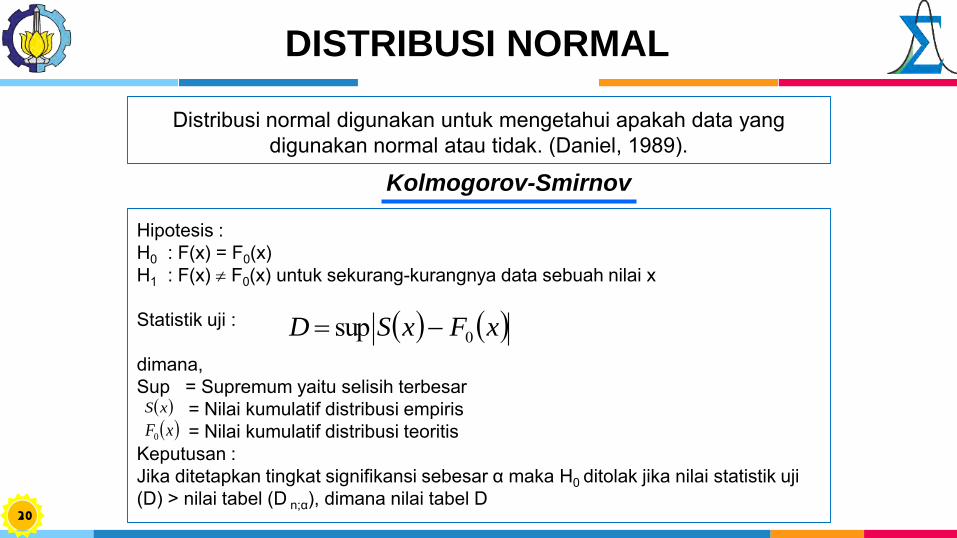
DISTRIBUSI NORMAL
Distribusi normal digunakan untuk mengetahui apakah data yang digunakan normal atau tidak. (Daniel, 1989).
Hipotesis :H0 : F(x) = F0(x) H1 : F(x) F0(x) untuk sekurang-kurangnya data sebuah nilai x
Statistik uji :
dimana,Sup = Supremum yaitu selisih terbesar
= Nilai kumulatif distribusi empiris= Nilai kumulatif distribusi teoritis
Keputusan : Jika ditetapkan tingkat signifikansi sebesar α maka H0 ditolak jika nilai statistik uji (D) > nilai tabel (D n;α), dimana nilai tabel D
20
Kolmogorov-Smirnov
xFxSD 0sup
xS
xF0
PETA KENDALI S
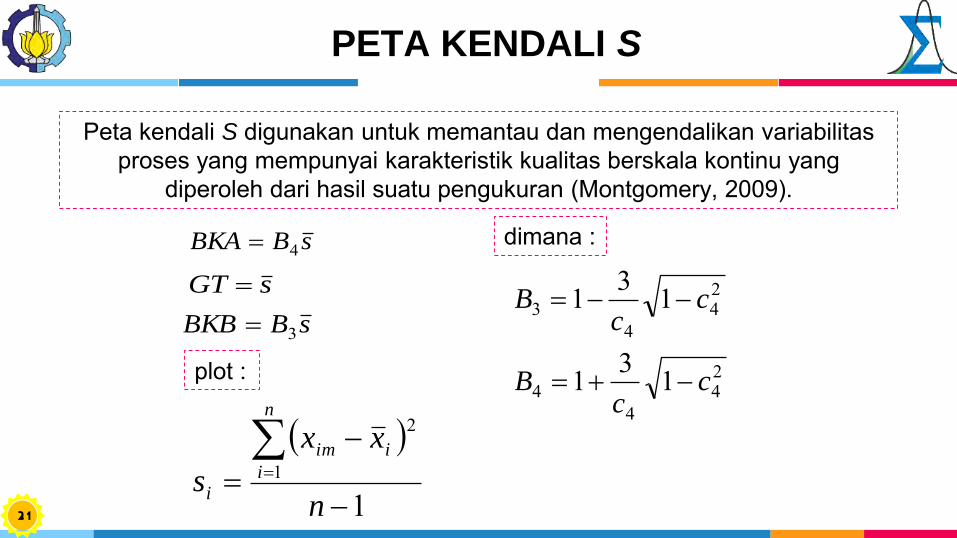
Peta kendali S digunakan untuk memantau dan mengendalikan variabilitasproses yang mempunyai karakteristik kualitas berskala kontinu yang
diperoleh dari hasil suatu pengukuran (Montgomery, 2009).
dimana :
21
plot :
sBBKA 4
sGT
sBBKB 3
24
43 131 c
cB
24
44 131 c
cB
11
2
n
xx
s
n
i
iim
i
PETA KENDALI
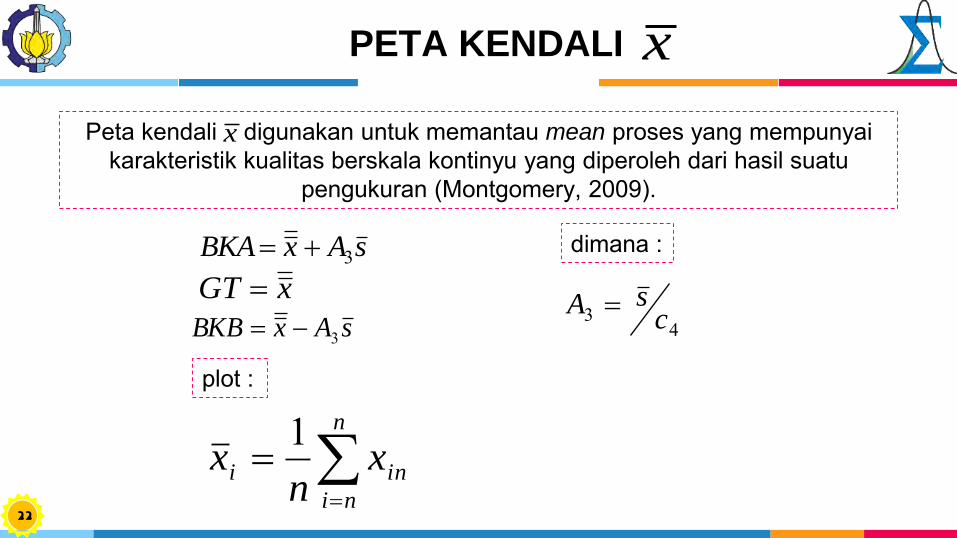
Peta kendali digunakan untuk memantau mean proses yang mempunyaikarakteristik kualitas berskala kontinyu yang diperoleh dari hasil suatu
pengukuran (Montgomery, 2009).
dimana :
22
plot :
x
x
sAxBKA 3
xGT
sAxBKB 3 43 c
sA
n
ni
ini xn
x1

Peta Kendali Atribut
23
PETA KENDALI ATRIBUT
Peta kendali atribut adalah peta kendali yang digunakan untukpengendalian kualitas secara statistika pada data yang dinyatakan
dalam skala diskrit (Montgomery, 2009).
24
PETA KENDALI p
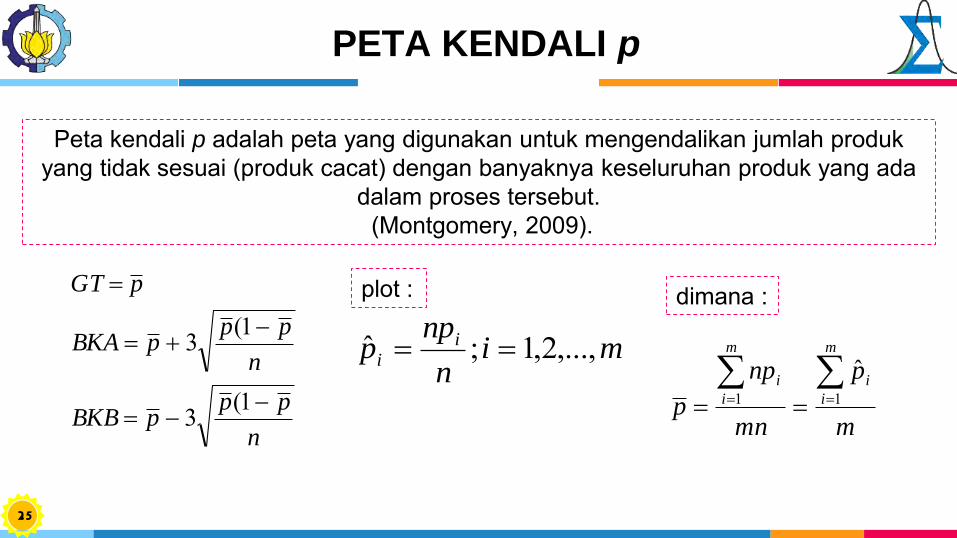
Peta kendali p adalah peta yang digunakan untuk mengendalikan jumlah produk yang tidak sesuai (produk cacat) dengan banyaknya keseluruhan produk yang ada
dalam proses tersebut. (Montgomery, 2009).
dimana :
25
plot :
min
npp i
i ,...,2,1;ˆ
n
pppBKB
n
pppBKA
pGT
1(3
1(3
m
p
mn
np
p
m
i
i
m
i
i 11
ˆ

Kapabilitas Proses
26
KAPABILITAS PROSES
27
Kapabilitas proses merupakan bagian yang sangat penting dari keseluruhan program peningkatan kualitas guna menaksir
kemampuan proses.
Proses dikatakan kapabel jika presisi dan akurasi proses tinggi. Presisi adalah kedekatan antara pengamatan satu dengan
pengamatan lainnya yang ukurannya dapat ditunjukkan oleh variabilitas (σ), sedangkan akurasi adalah kedekatan antara
pengamatan dengan batas spesifikasi
KAPABILITAS PROSES VARIABEL
Kapabilitas proses untuk data yang memiliki karakteristik kualitas variabel dapat diukur melalui nilai Cp untuk presisi dan Cpk untuk akurasi
(Montgomery, 2009).
28
6BKBBKA
Cp
),min(3
3
BA
B
A
CpCpCpk
BKBxCp
xBKACp
KAPABILITAS PROSES ATRIBUT
Kapabilitas proses untuk data atribut yaitu menggunakan Equivalent P%PK
untuk mengukur akurasi dari kualitas hasil produksi, P%p untuk mengukur
presisi dari kualitas hasil produksi dan ppmTOTAL,LT (Bothe, 1997).
29
32
3
%
%
pZ
PEquivalent
ZEquivalentPEquivalent
p
LTMIN,
PK
000.000.1xpppm LTTOTAL,
dimana :
pZ
p'Z ZEquivalent
ZEquivalent LTMIN,

Membandingkan Dua Populasi
30
MEMBANDINGKAN DUA POPULASI
Membandingkan dua populasi dilakukan untuk mengetahui apakah ada perbedaan proses antara populasi satu dengan
populasi lainnya.
31
Metode yang dapat digunakan yaitu t-test untuk membandingkan mean proses dua populasi dan uji proporsi
untuk membandingkan proporsi proses.
MEMBANDINGKAN MEAN DUA POPULASI
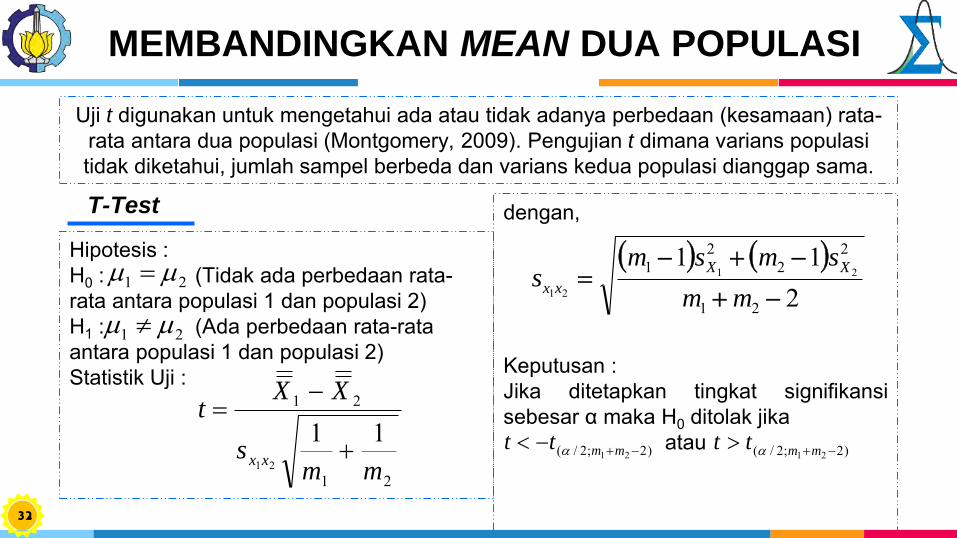
Uji t digunakan untuk mengetahui ada atau tidak adanya perbedaan (kesamaan) rata-rata antara dua populasi (Montgomery, 2009). Pengujian t dimana varians populasi tidak diketahui, jumlah sampel berbeda dan varians kedua populasi dianggap sama.
Hipotesis :H0 : (Tidak ada perbedaan rata-rata antara populasi 1 dan populasi 2)H1 : (Ada perbedaan rata-rata antara populasi 1 dan populasi 2)Statistik Uji :
dengan,
Keputusan :Jika ditetapkan tingkat signifikansisebesar α maka H0 ditolak jika
atau
32
T-Test
21
21
21
21
1121 mm
s
XXt
xx
211
21
22
21 21
21
mm
smsms
XX
xx
)2;2/( 21 mmtt )2;2/( 21 mmtt
MEMBANDINGKAN PROPORSI DUA POPULASI
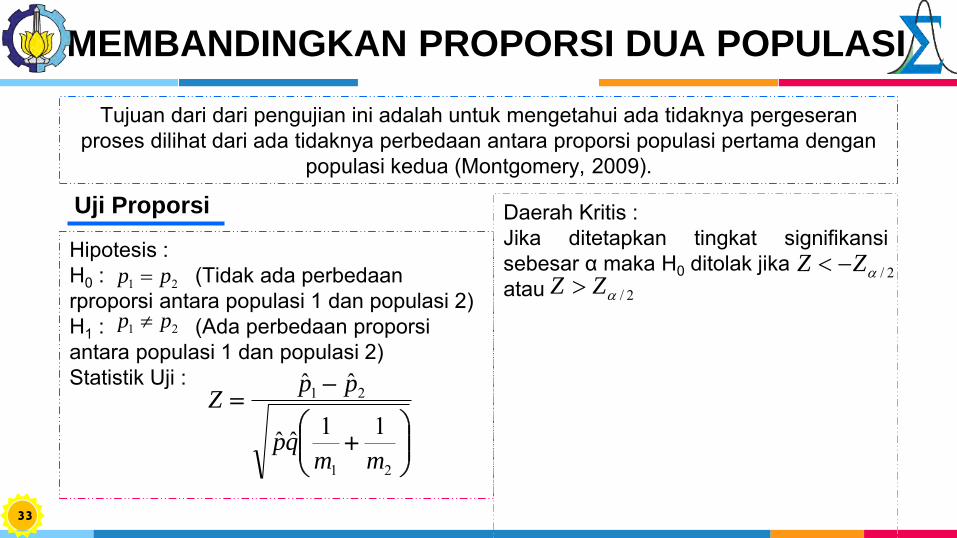
Tujuan dari dari pengujian ini adalah untuk mengetahui ada tidaknya pergeseran proses dilihat dari ada tidaknya perbedaan antara proporsi populasi pertama dengan
populasi kedua (Montgomery, 2009).
Hipotesis :H0 : (Tidak ada perbedaan rproporsi antara populasi 1 dan populasi 2)H1 : (Ada perbedaan proporsi antara populasi 1 dan populasi 2)Statistik Uji :
Daerah Kritis :Jika ditetapkan tingkat signifikansisebesar α maka H0 ditolak jikaatau
33
Uji Proporsi
21 pp
21 pp
21
21
11ˆˆ
ˆˆ
mmqp
ppZ
2/ZZ
2/ZZ

Diagram Pareto
34
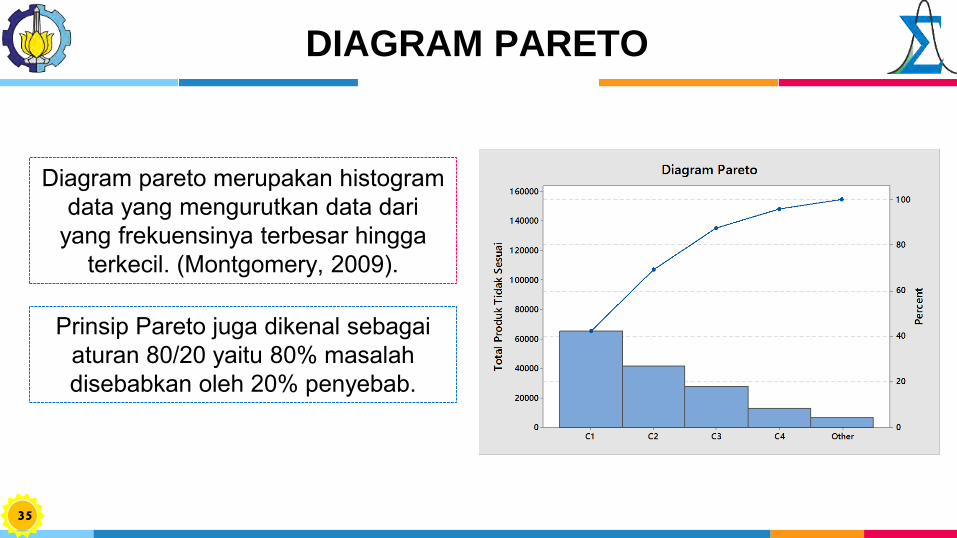
DIAGRAM PARETO
35
Diagram pareto merupakan histogram data yang mengurutkan data dari
yang frekuensinya terbesar hingga terkecil. (Montgomery, 2009).
Prinsip Pareto juga dikenal sebagaiaturan 80/20 yaitu 80% masalah disebabkan oleh 20% penyebab.

Diagram Ishikawa
36
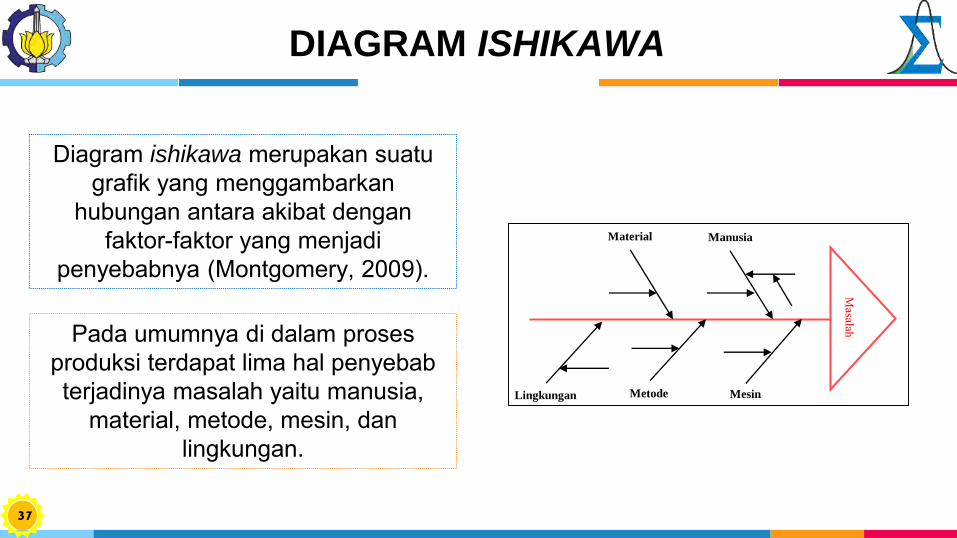
DIAGRAM ISHIKAWA
37
Diagram ishikawa merupakan suatu grafik yang menggambarkan
hubungan antara akibat dengan faktor-faktor yang menjadi
penyebabnya (Montgomery, 2009).
Pada umumnya di dalam proses produksi terdapat lima hal penyebabterjadinya masalah yaitu manusia,
material, metode, mesin, danlingkungan.
ManusiaMaterial
Metode
Masalah
MesinLingkungan

PT Djarum KudusJawa Tengah
38
PROFIL
PT Djarum Kudus
PT Djarum adalah sebuah perusahaan rokok yang berpusat di Kudus, Jawa Tengah,Indonesia. Perusahaan rokok kretek Djarum berdiri pada 25 Agustus 1950. PT DjarumKudus, Jawa Tengah sebagai suatu perusahaan penghasil rokok kretek di Indonesiayang sudah sangat terkenal dan menghasilkan produk rokok yaitu Sigaret Kretek Tangan(SKT), Sigaret Kretek Mesin (SKM) dan Sigaret Putih Mesin.
Perusahaan ini menciptakan kepuasan pelanggan dengan menghasilkan produk yang berfokus pada kualitas dan memberikan harga yang relatif rendah.
39
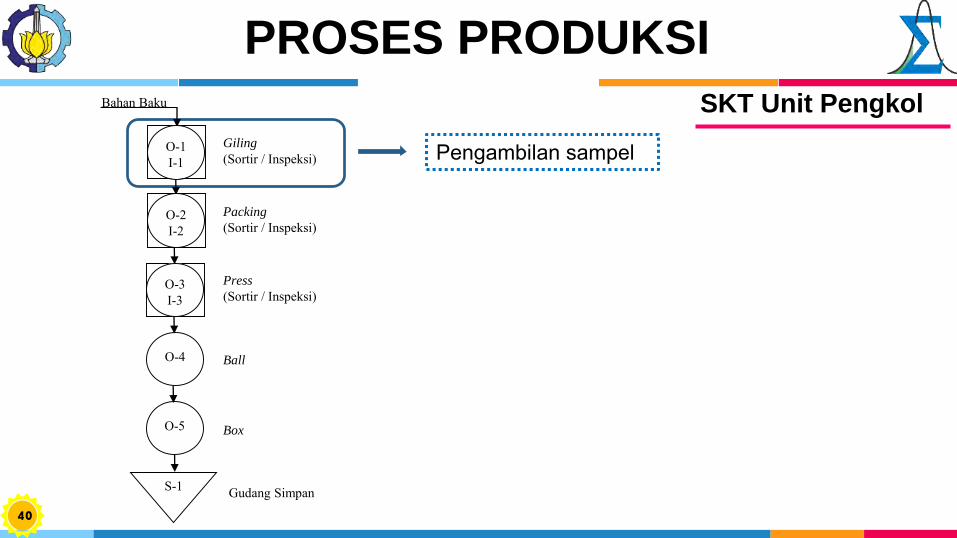
PROSES PRODUKSI
SKT Unit Pengkol
Pengambilan sampel
40
Giling
(Sortir / Inspeksi)
O-2I-2
Packing
(Sortir / Inspeksi)
O-3I-3
Press
(Sortir / Inspeksi)
O-4 Ball
O-5 Box
S-1
Bahan Baku
Gudang Simpan
O-1I-1
BAB IIIMETODOLOGI PENELITIAN
41
VARIABEL PENELITIAN
42
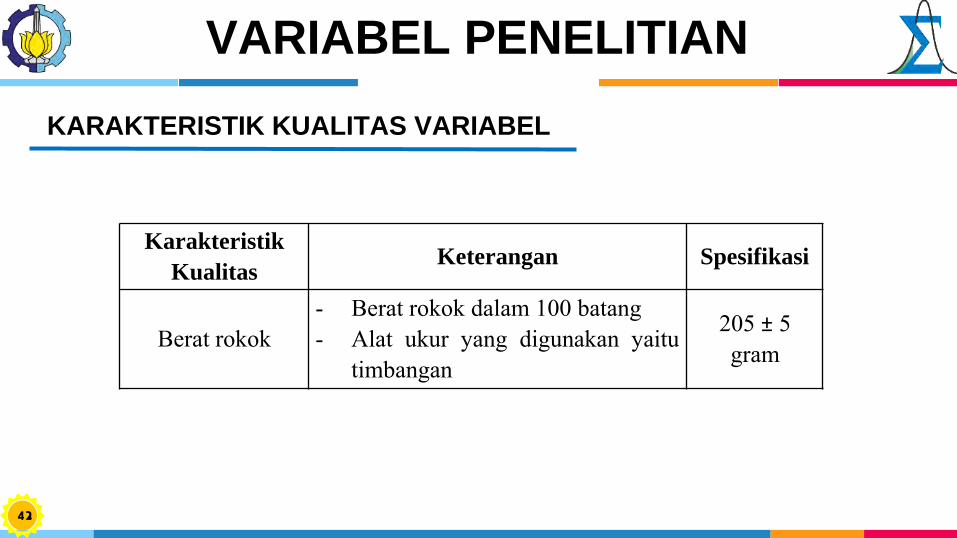
KARAKTERISTIK KUALITAS VARIABEL
Karakteristik
KualitasKeterangan Spesifikasi
Berat rokok- Berat rokok dalam 100 batang- Alat ukur yang digunakan yaitu
timbangan
205 ± 5 gram
VARIABEL PENELITIAN
43
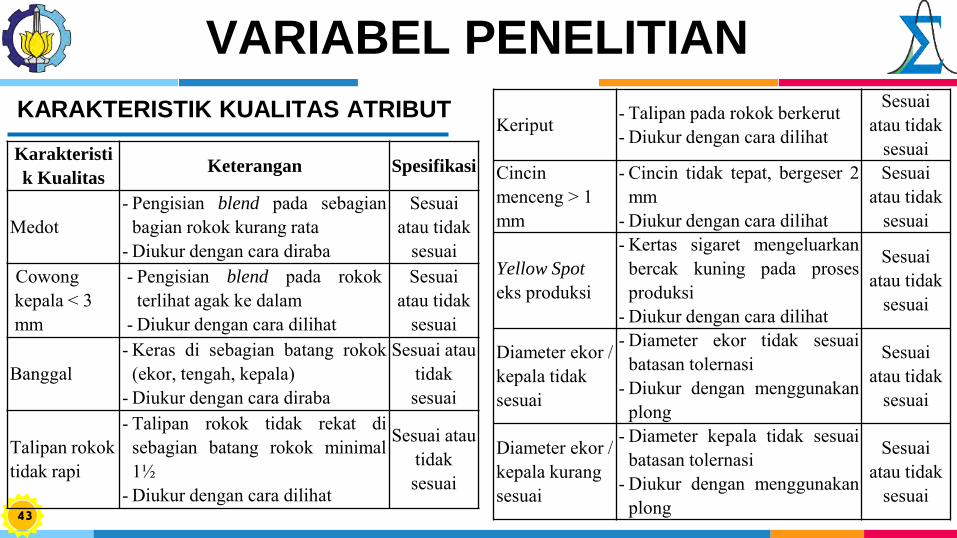
KARAKTERISTIK KUALITAS ATRIBUT
Karakteristi
k KualitasKeterangan Spesifikasi
Medot - Pengisian blend pada sebagian
bagian rokok kurang rata- Diukur dengan cara diraba
Sesuai atau tidak
sesuaiCowong kepala < 3 mm
- Pengisian blend pada rokokterlihat agak ke dalam
- Diukur dengan cara dilihat
Sesuai atau tidak
sesuai
Banggal- Keras di sebagian batang rokok
(ekor, tengah, kepala)- Diukur dengan cara diraba
Sesuai atau tidak sesuai
Talipan rokok tidak rapi
- Talipan rokok tidak rekat disebagian batang rokok minimal1½
- Diukur dengan cara dilihat
Sesuai atau tidak sesuai
Keriput - Talipan pada rokok berkerut- Diukur dengan cara dilihat
Sesuai atau tidak
sesuaiCincin menceng > 1 mm
- Cincin tidak tepat, bergeser 2mm
- Diukur dengan cara dilihat
Sesuai atau tidak
sesuai
Yellow Spot
eks produksi
- Kertas sigaret mengeluarkanbercak kuning pada prosesproduksi
- Diukur dengan cara dilihat
Sesuai atau tidak
sesuai
Diameter ekor / kepala tidak sesuai
- Diameter ekor tidak sesuaibatasan tolernasi
- Diukur dengan menggunakanplong
Sesuai atau tidak
sesuai
Diameter ekor / kepala kurang sesuai
- Diameter kepala tidak sesuaibatasan tolernasi
- Diukur dengan menggunakanplong
Sesuai atau tidak
sesuai
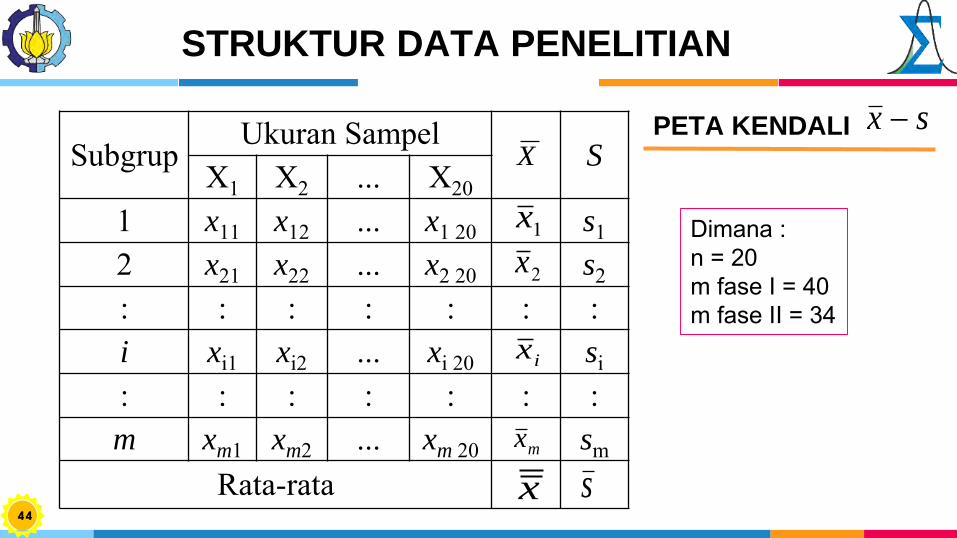
STRUKTUR DATA PENELITIAN
44
sx X
1x
2x
ix
mx
x s
SubgrupUkuran Sampel
SX1 X2 ... X20
1 x11 x12 ... x1 20 s1
2 x21 x22 ... x2 20 s2
: : : : : : :i xi1 xi2 ... xi 20 si
: : : : : : :m xm1 xm2 ... xm 20 sm
Rata-rata
PETA KENDALI
Dimana :n = 20m fase I = 40m fase II = 34
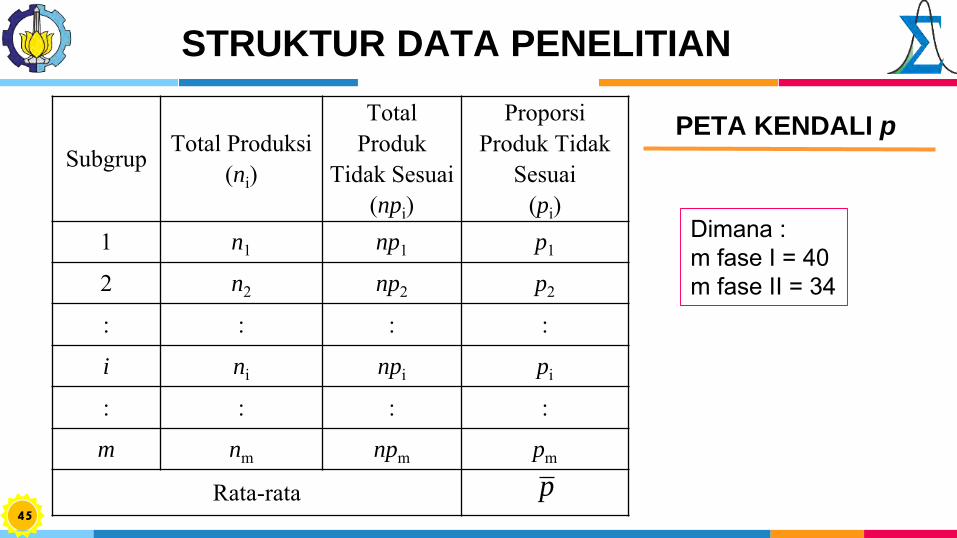
STRUKTUR DATA PENELITIAN
45
PETA KENDALI p
Subgrup Total Produksi(ni)
Total Produk
Tidak Sesuai(npi)
Proporsi Produk Tidak
Sesuai(pi)
1 n1 np1 p1
2 n2 np2 p2
: : : :
i ni npi pi
: : : :
m nm npm pm
Rata-rata p
Dimana :m fase I = 40m fase II = 34
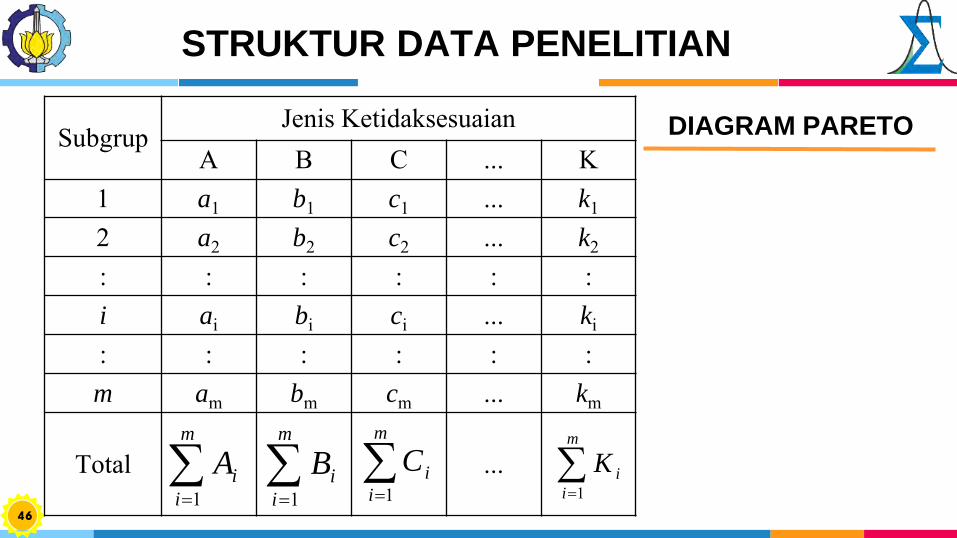
STRUKTUR DATA PENELITIAN
46
DIAGRAM PARETOSubgrupJenis Ketidaksesuaian
A B C ... K1 a1 b1 c1 ... k1
2 a2 b2 c2 ... k2
: : : : : :i ai bi ci ... ki
: : : : : :m am bm cm ... km
Total ...
m
i
iA1
m
i
iB1
m
i
iC1
m
i
iK1
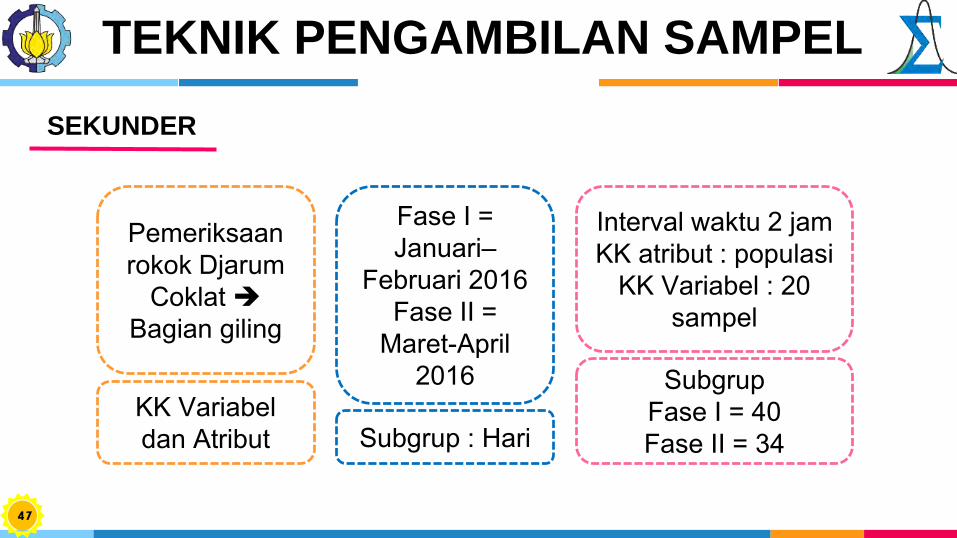
TEKNIK PENGAMBILAN SAMPEL
SEKUNDER
Pemeriksaan rokok Djarum
Coklat Bagian giling
KK Variabel dan Atribut
Fase I = Januari–
Februari 2016Fase II =
Maret-April 2016
Subgrup : Hari
Interval waktu 2 jamKK atribut : populasi
KK Variabel : 20 sampel
SubgrupFase I = 40Fase II = 34
47
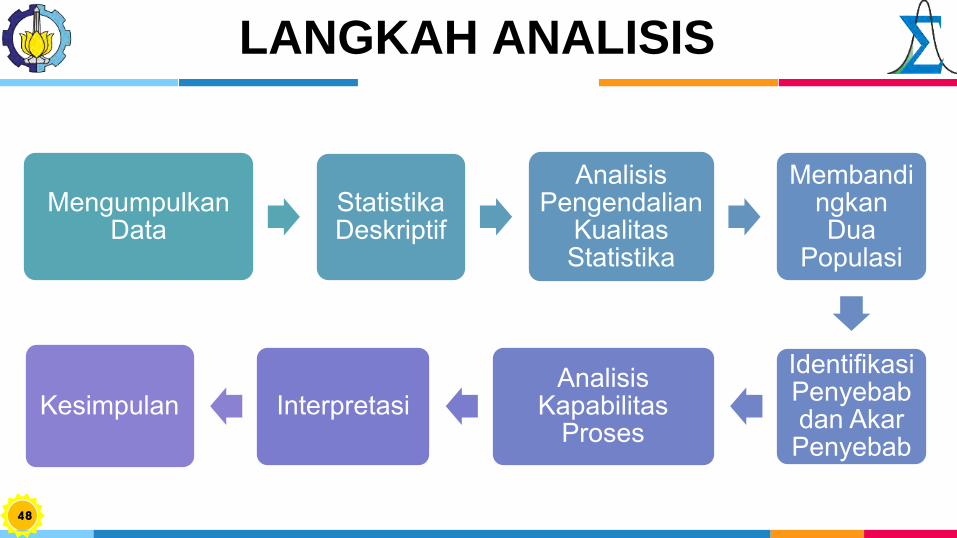
LANGKAH ANALISIS
Mengumpulkan Data
Statistika Deskriptif
Analisis Pengendalian
Kualitas Statistika
Membandingkan Dua
Populasi
Identifikasi Penyebab dan Akar
Penyebab
Analisis Kapabilitas
ProsesInterpretasiKesimpulan
48
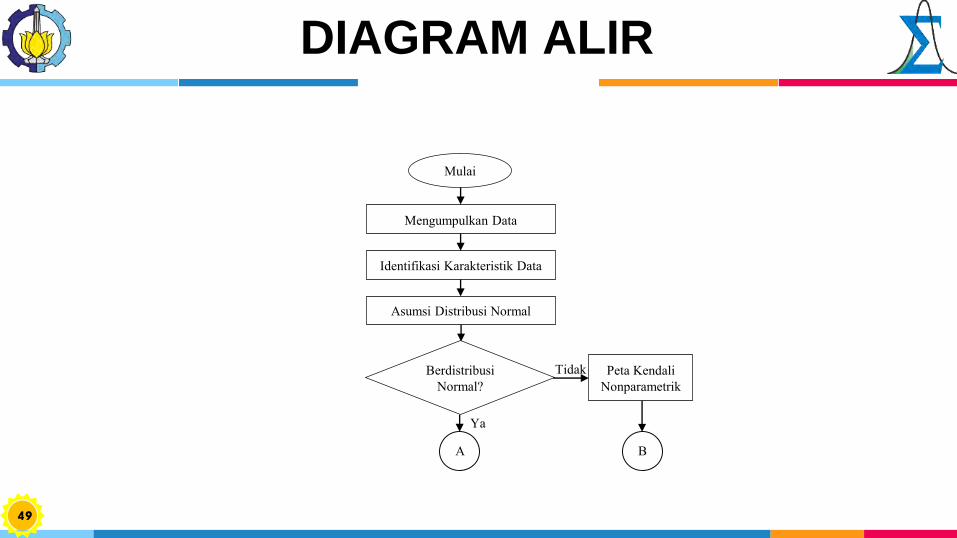
DIAGRAM ALIR
49
Mulai
Mengumpulkan Data
Identifikasi Karakteristik Data
Asumsi Distribusi Normal
Berdistribusi Normal?
Ya
Tidak Peta Kendali Nonparametrik
A B
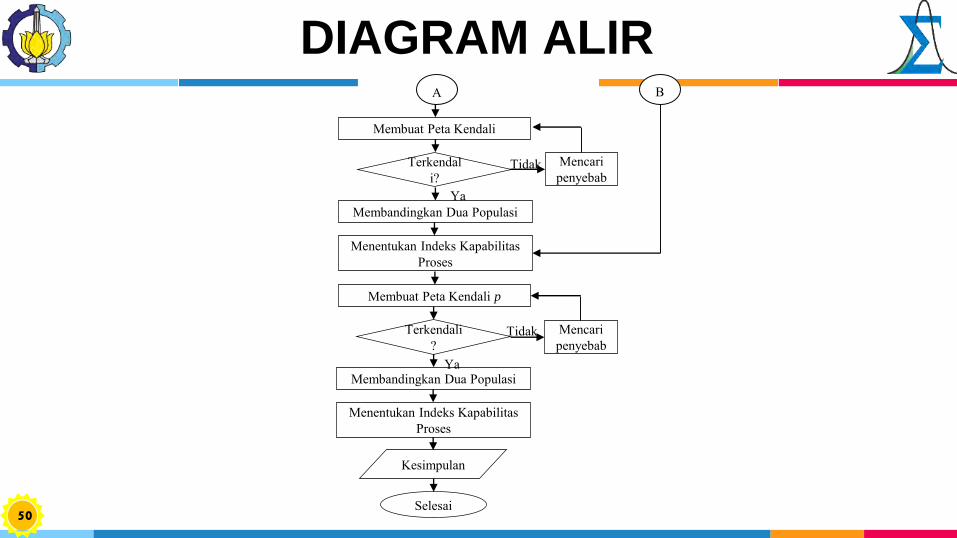
DIAGRAM ALIR
50
Membuat Peta Kendali
Terkendali?
Menentukan Indeks Kapabilitas Proses
Ya
Tidak Mencari penyebab
Membuat Peta Kendali p
Terkendali?
Mencari penyebab
Ya
Tidak
A
Kesimpulan
Selesai
Membandingkan Dua Populasi
B
Membandingkan Dua Populasi
Menentukan Indeks Kapabilitas Proses
BAB IVANALISIS DAN PEMBAHASAN
51

Karakteristik Data
52
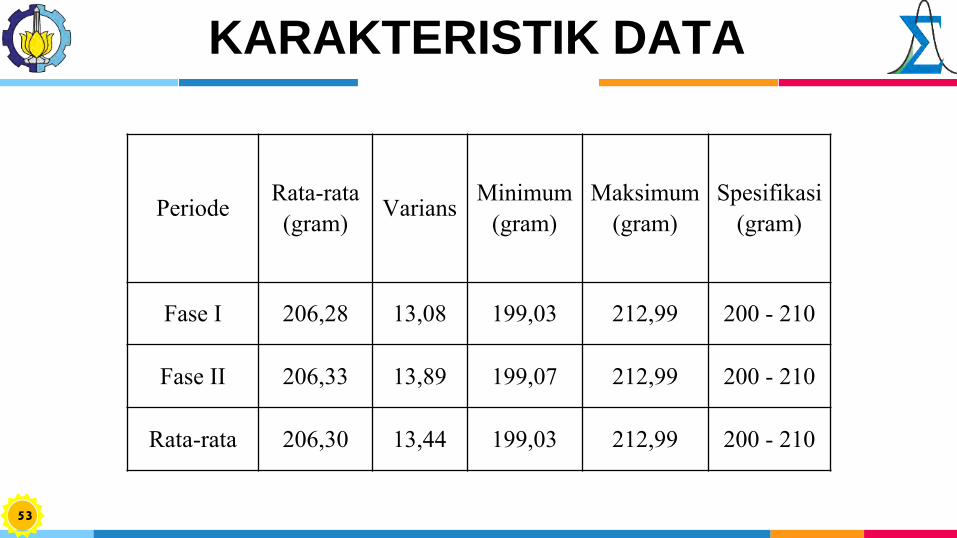
KARAKTERISTIK DATA
53
Periode Rata-rata(gram) Varians Minimum
(gram)Maksimum
(gram)Spesifikasi
(gram)
Fase I 206,28 13,08 199,03 212,99 200 - 210
Fase II 206,33 13,89 199,07 212,99 200 - 210
Rata-rata 206,30 13,44 199,03 212,99 200 - 210
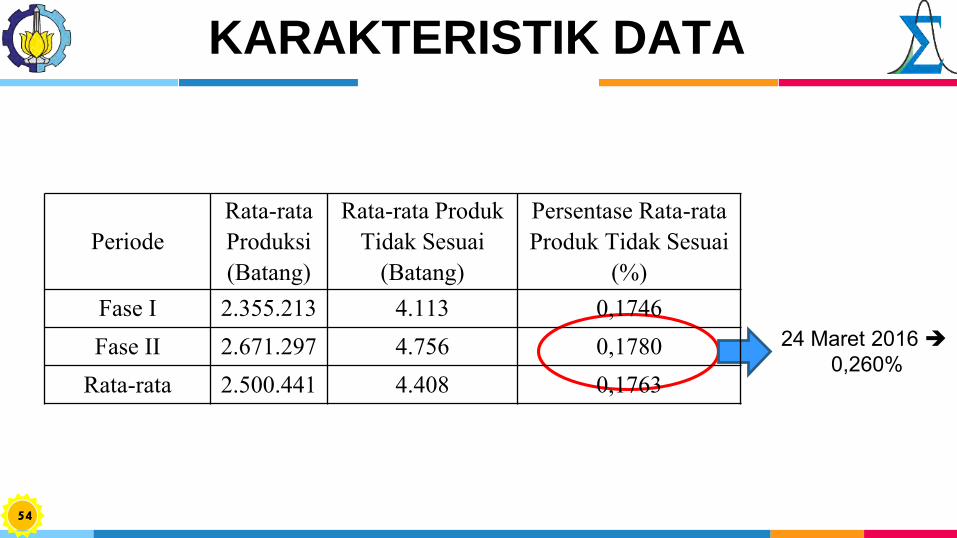
KARAKTERISTIK DATA
54
24 Maret 2016 0,260%
PeriodeRata-rata Produksi(Batang)
Rata-rata Produk Tidak Sesuai
(Batang)
Persentase Rata-rata Produk Tidak Sesuai
(%)Fase I 2.355.213 4.113 0,1746Fase II 2.671.297 4.756 0,1780
Rata-rata 2.500.441 4.408 0,1763

Pengendalian KualitasStatistika Fase I
55
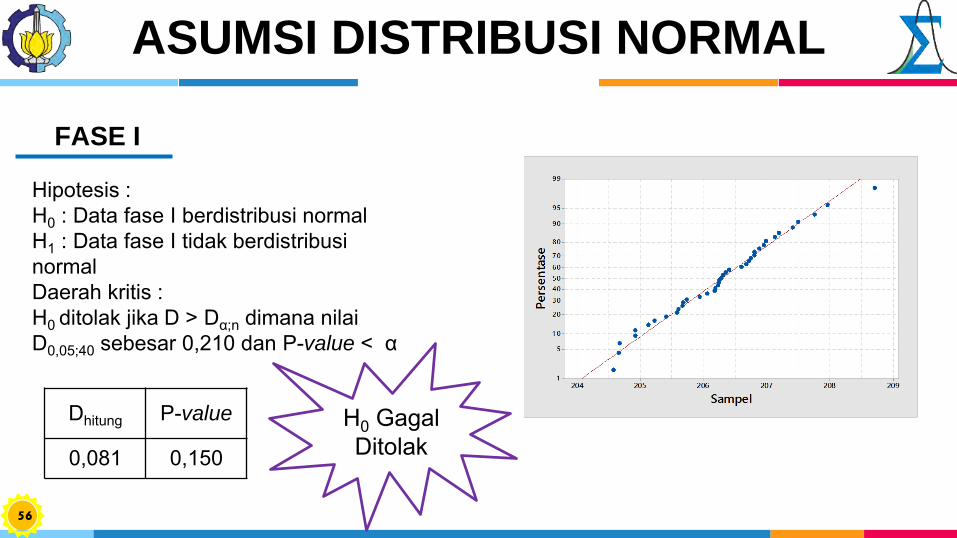
ASUMSI DISTRIBUSI NORMAL
56
FASE I
Hipotesis :H0 : Data fase I berdistribusi normalH1 : Data fase I tidak berdistribusi normalDaerah kritis :H0 ditolak jika D > Dα;n dimana nilai D0,05;40 sebesar 0,210 dan P-value < α
Dhitung P-value
0,081 0,150
H0 Gagal Ditolak
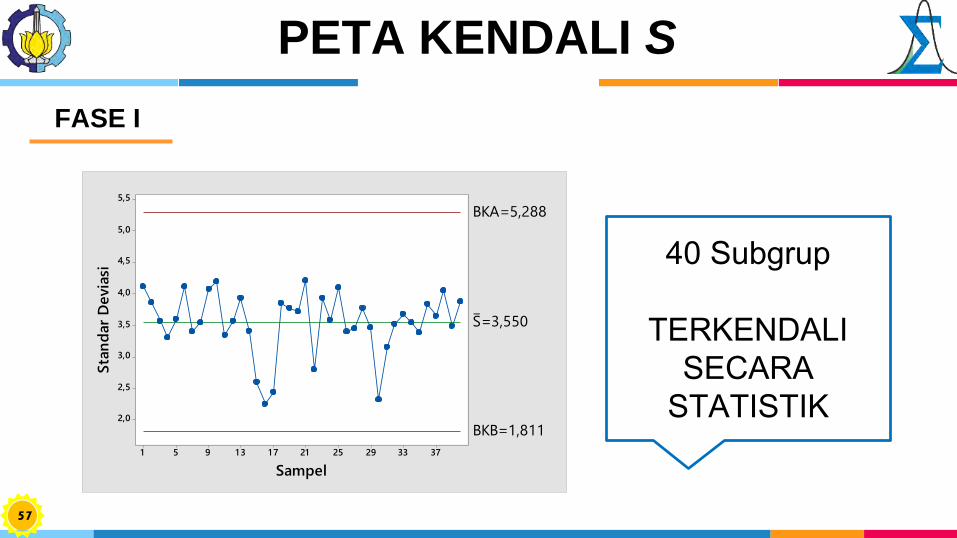
PETA KENDALI S
57
FASE I
37332925211 71 3951
5,5
5,0
4,5
4,0
3,5
3,0
2,5
2,0
Sampel
Sta
nd
ar
De
via
si
_S=3,550
BKA=5,288
BKB=1,811
40 Subgrup
TERKENDALI SECARA
STATISTIK
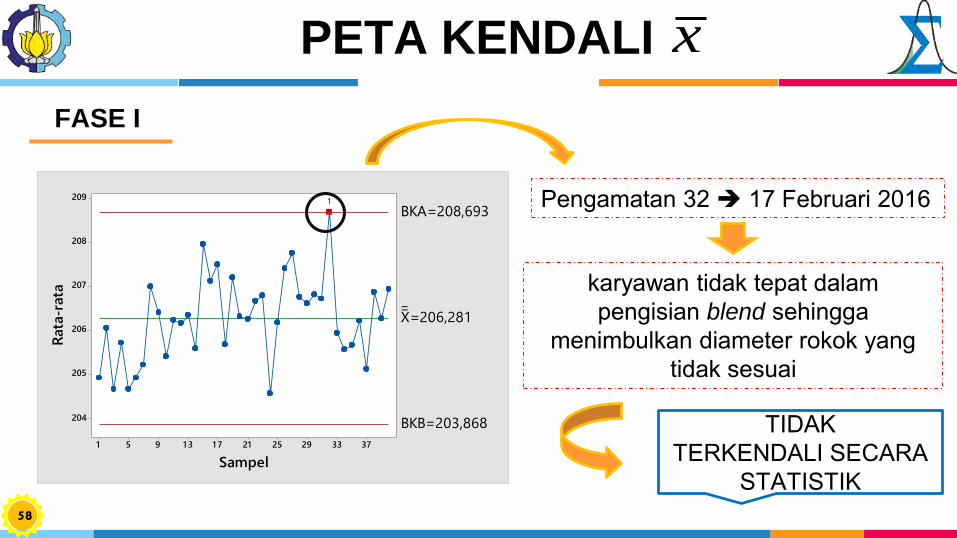
PETA KENDALI
58
FASE I
TIDAKTERKENDALI SECARA
STATISTIK
x
37332925211 71 3951
209
208
207
206
205
204
Sampel
Rata
-rata
__X=206,281
BKA=208,693
BKB=203,868
1 Pengamatan 32 17 Februari 2016
karyawan tidak tepat dalam pengisian blend sehingga
menimbulkan diameter rokok yang tidak sesuai
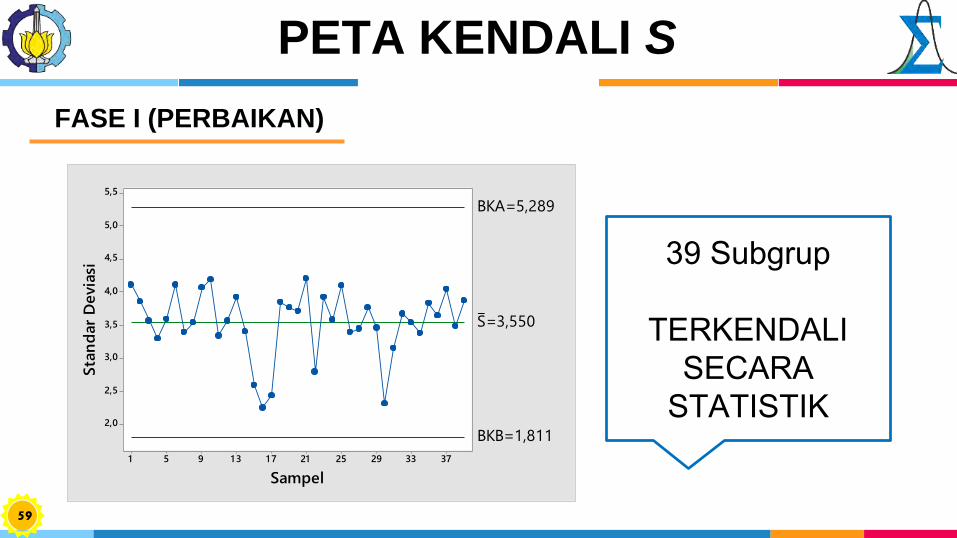
PETA KENDALI S
59
FASE I (PERBAIKAN)
39 Subgrup
TERKENDALI SECARA
STATISTIK37332925211 71 3951
5,5
5,0
4,5
4,0
3,5
3,0
2,5
2,0
Sampel
Sta
nd
ar
De
via
si
_S=3,550
BKA=5,289
BKB=1,811
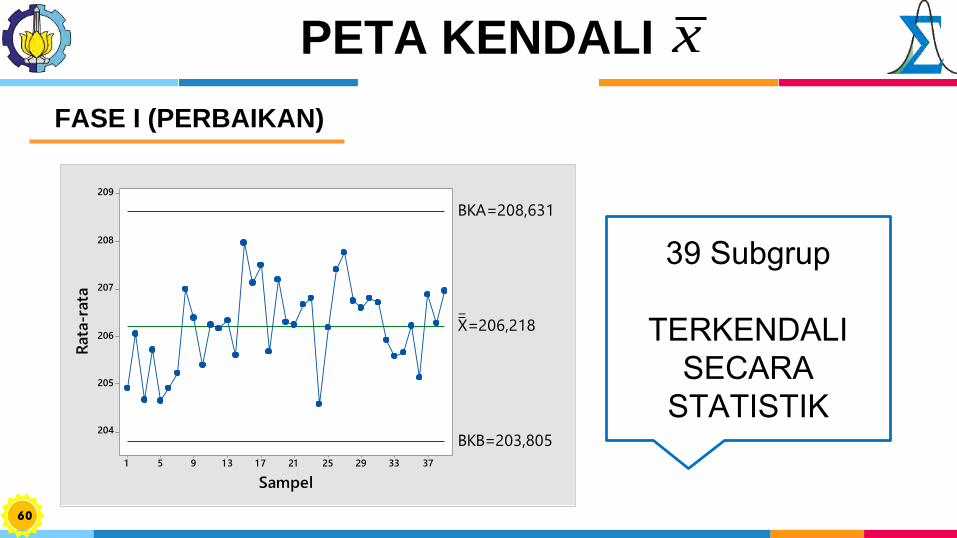
PETA KENDALI
60
FASE I (PERBAIKAN)
39 Subgrup
TERKENDALI SECARA
STATISTIK
x
37332925211 71 3951
209
208
207
206
205
204
Sampel
Rata
-rata
__X=206,218
BKA=208,631
BKB=203,805
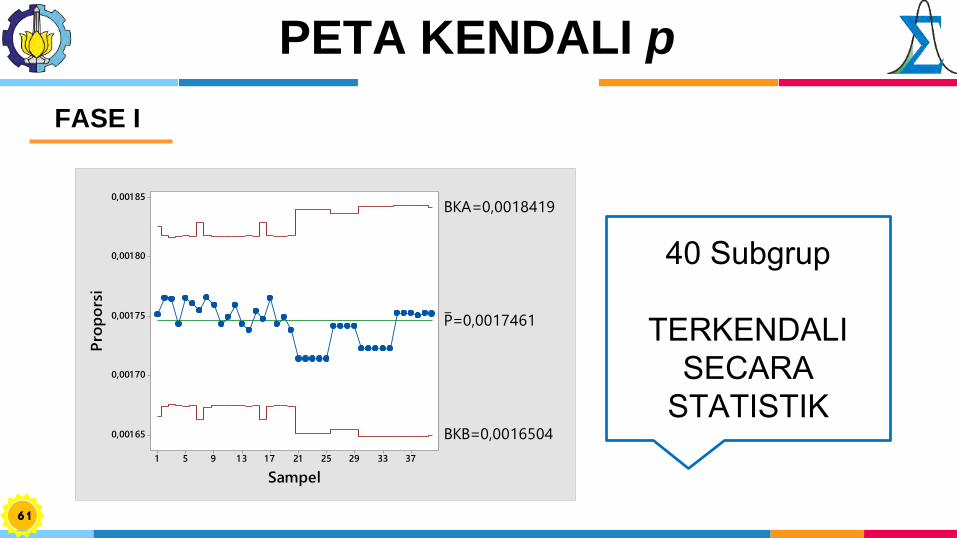
PETA KENDALI p
61
FASE I
40 Subgrup
TERKENDALI SECARA
STATISTIK37332925211 71 3951
0,001 85
0,001 80
0,001 75
0,001 70
0,001 65
Sampel
Pro
po
rsi
_P=0,0017461
BKA=0,0018419
BKB=0,0016504

Pengendalian Kualitas Statistika Fase II
62
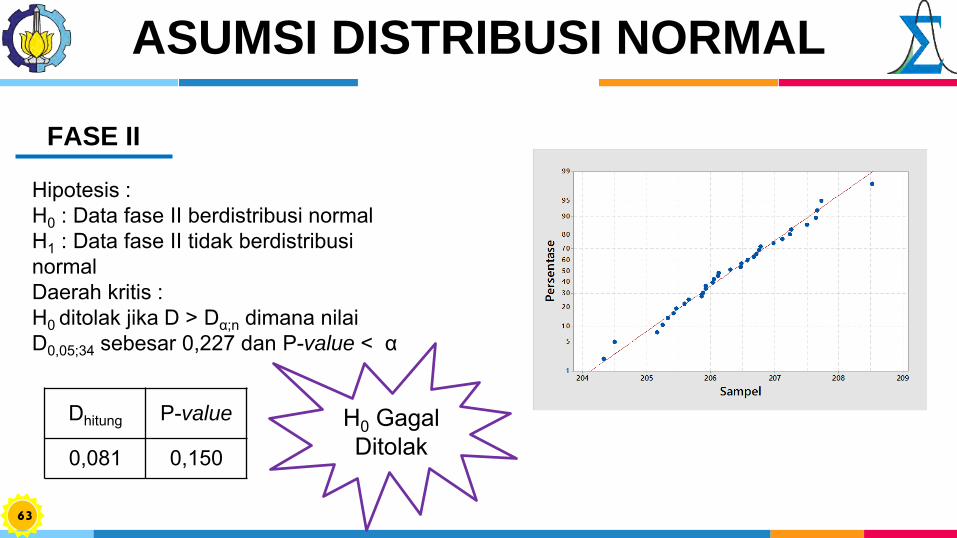
ASUMSI DISTRIBUSI NORMAL
63
FASE II
Hipotesis :H0 : Data fase II berdistribusi normalH1 : Data fase II tidak berdistribusi normalDaerah kritis :H0 ditolak jika D > Dα;n dimana nilai D0,05;34 sebesar 0,227 dan P-value < α
Dhitung P-value
0,081 0,150
H0 Gagal Ditolak
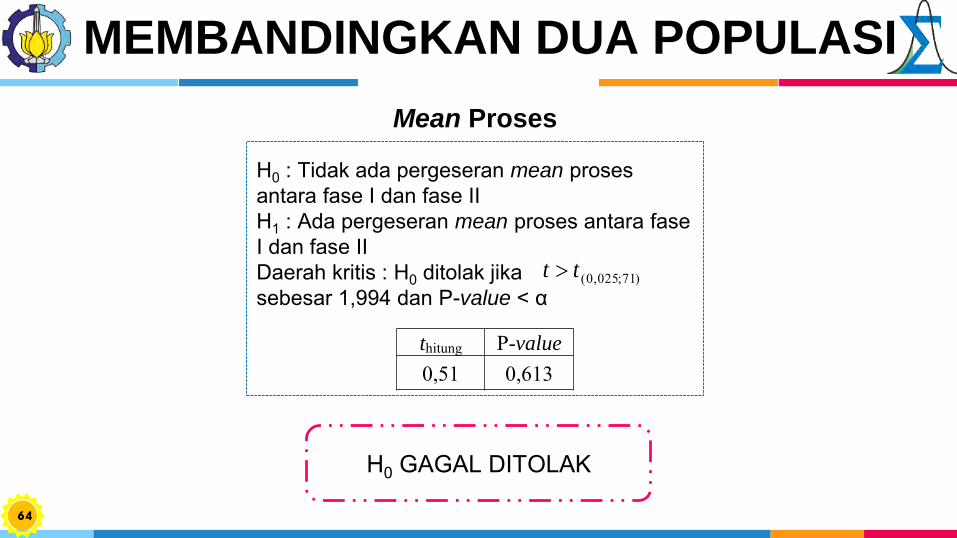
MEMBANDINGKAN DUA POPULASI
64
Mean Proses
H0 : Tidak ada pergeseran mean proses antara fase I dan fase IIH1 : Ada pergeseran mean proses antara fase I dan fase IIDaerah kritis : H0 ditolak jika sebesar 1,994 dan P-value < α
)71;025,0(tt
thitung P-value
0,51 0,613
H0 GAGAL DITOLAK
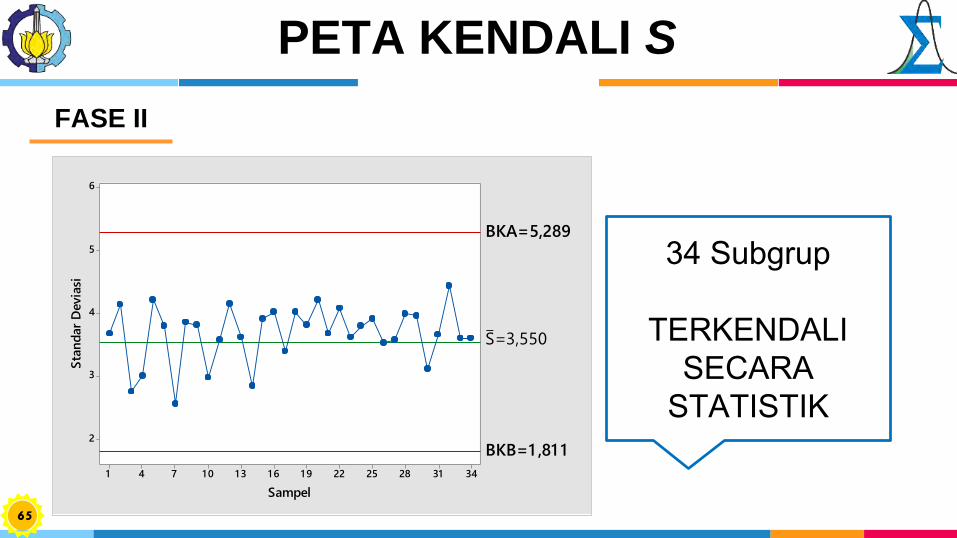
PETA KENDALI S
65
FASE II
34 Subgrup
TERKENDALI SECARA
STATISTIK
34312825221 91 61 31 0741
6
5
4
3
2
Sampel
Sta
nd
ar
Devia
si
_S=3,550
BKA=5,289
BKB=1 ,81 1
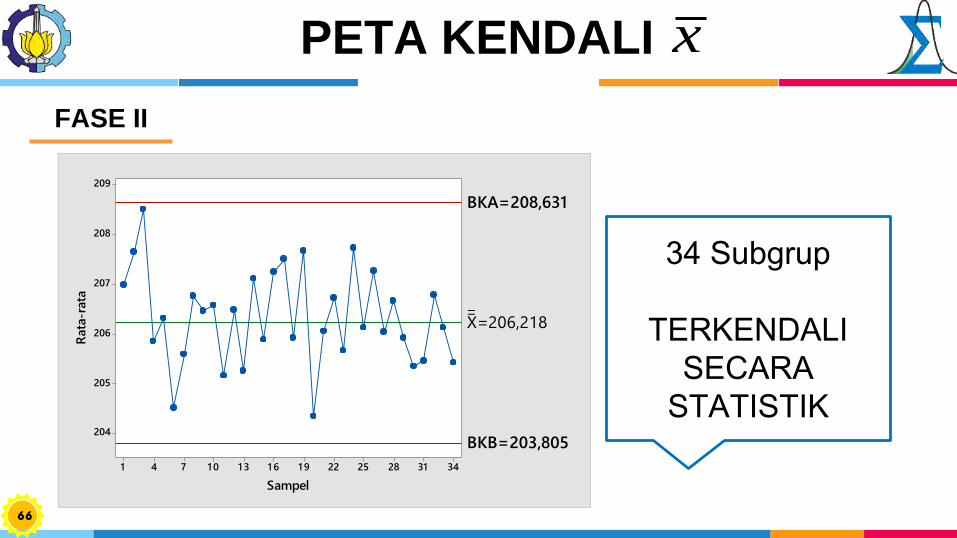
PETA KENDALI
66
FASE II
34 Subgrup
TERKENDALI SECARA
STATISTIK
x
34312825221 91 61 31 0741
209
208
207
206
205
204
Sampel
Rata
-rata __
X=206,218
BKA=208,631
BKB=203,805
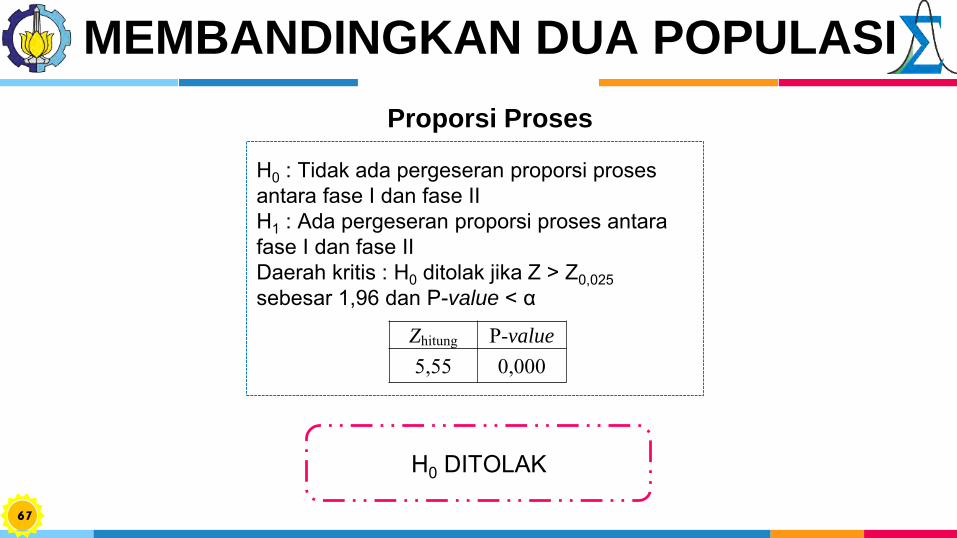
MEMBANDINGKAN DUA POPULASI
67
Proporsi Proses
H0 : Tidak ada pergeseran proporsi proses antara fase I dan fase IIH1 : Ada pergeseran proporsi proses antara fase I dan fase IIDaerah kritis : H0 ditolak jika Z > Z0,025sebesar 1,96 dan P-value < α
Zhitung P-value
5,55 0,000
H0 DITOLAK
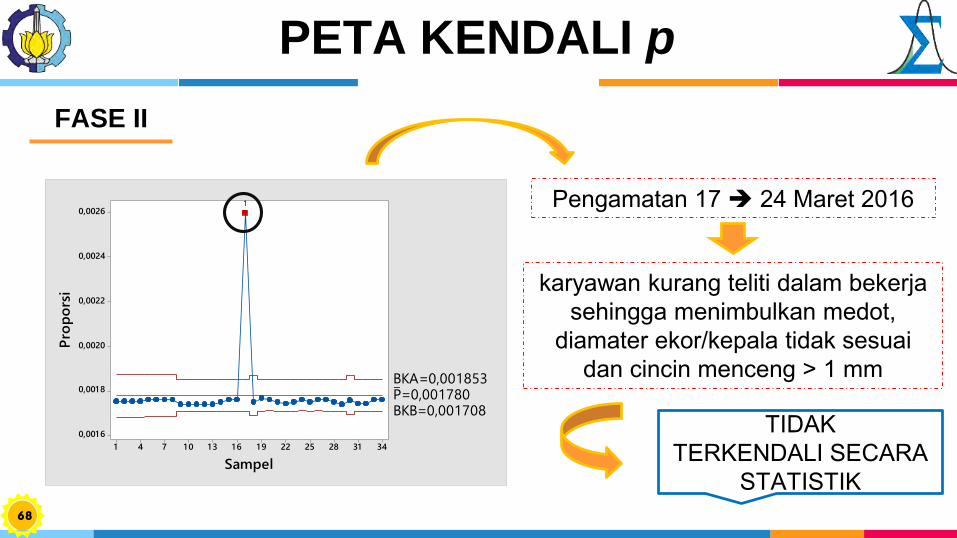
PETA KENDALI p
68
FASE II
TIDAKTERKENDALI SECARA
STATISTIK
Pengamatan 17 24 Maret 2016
karyawan kurang teliti dalam bekerja sehingga menimbulkan medot,
diamater ekor/kepala tidak sesuai dan cincin menceng > 1 mm
34312825221 91 61 31 0741
0,0026
0,0024
0,0022
0,0020
0,001 8
0,001 6
Sampel
Pro
po
rsi
_P=0,001780BKA=0,001853
BKB=0,001708
1
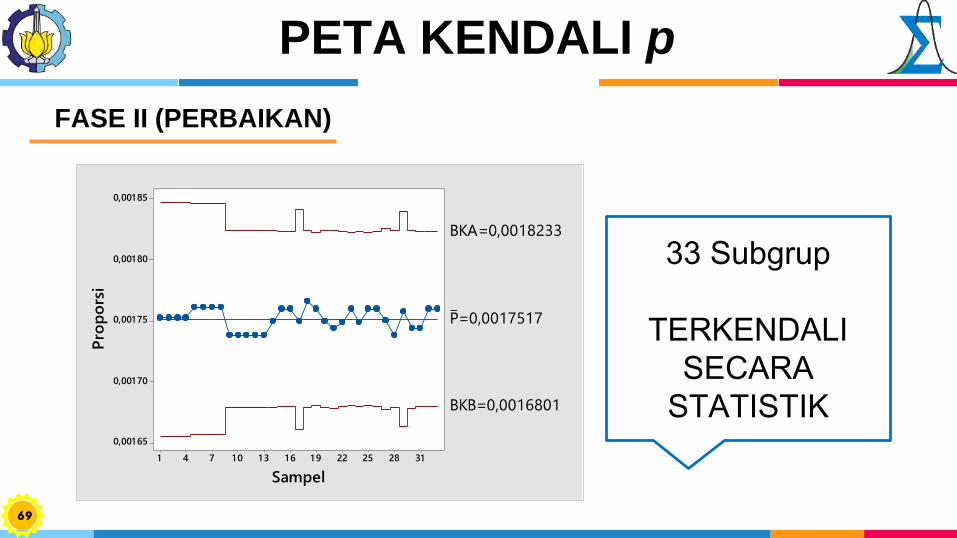
PETA KENDALI p
69
FASE II (PERBAIKAN)
33 Subgrup
TERKENDALI SECARA
STATISTIK312825221 91 61 31 0741
0,001 85
0,001 80
0,001 75
0,001 70
0,001 65
Sampel
Pro
po
rsi
_P=0,0017517
BKA=0,0018233
BKB=0,0016801

Diagram Pareto
70
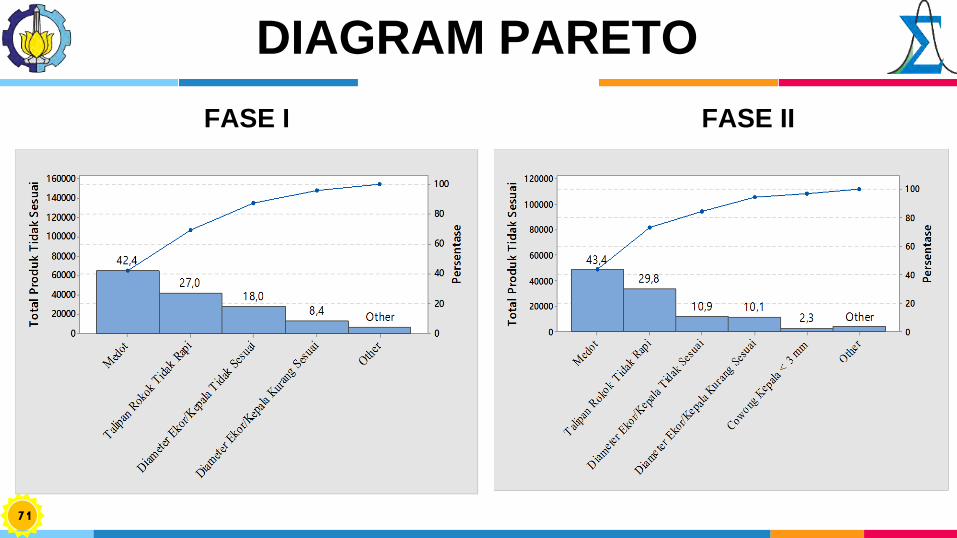
DIAGRAM PARETO
71
FASE I FASE II

Diagram Ishikawa
72
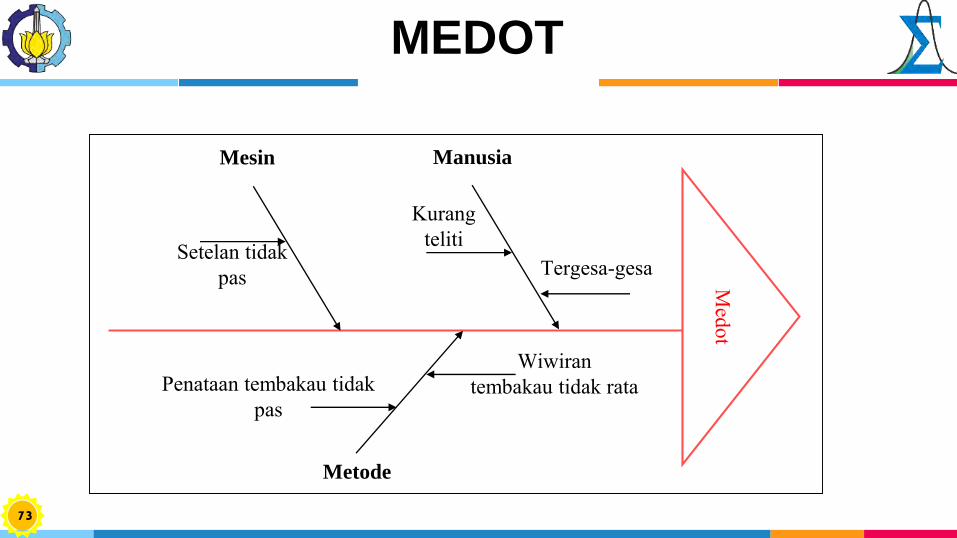
MEDOT
73
Medot
Manusia
Kurang teliti
Tergesa-gesa
Mesin
Setelan tidak pas
Metode
Penataan tembakau tidak pas
Wiwiran tembakau tidak rata
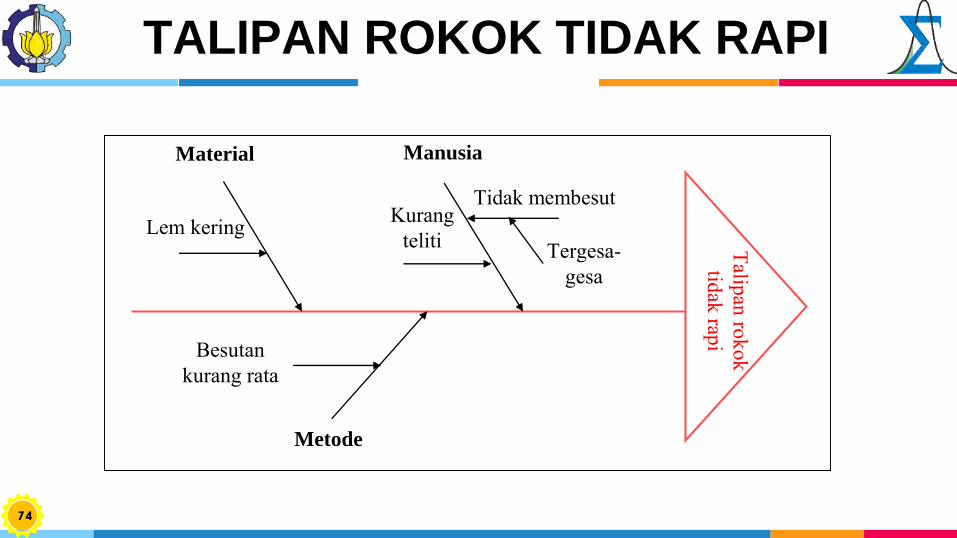
TALIPAN ROKOK TIDAK RAPI
74
Manusia
Kurang teliti
Tidak membesut
Material
Lem kering
Metode
Besutan kurang rata
Talipan rokoktidak rapi
Tergesa-gesa
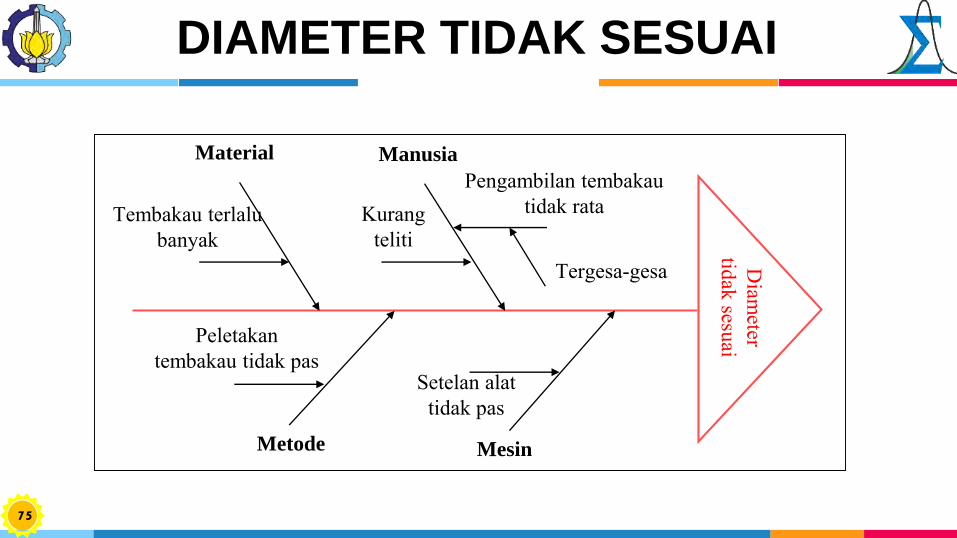
DIAMETER TIDAK SESUAI
75
Manusia
Kurang teliti
Pengambilan tembakau tidak rata
Material
Tembakau terlalu banyak
Metode
Peletakan tembakau tidak pas
Setelan alat tidak pas
Diam
etertidak sesuai
Tergesa-gesa
Mesin

Kapabilitas Proses
76
KAPABILITAS PROSES
77
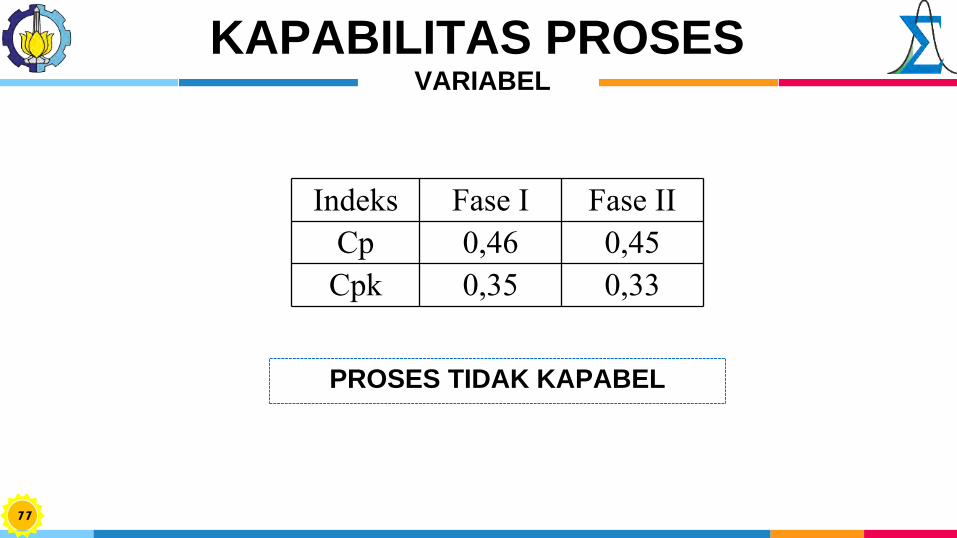
VARIABEL
PROSES TIDAK KAPABEL
Indeks Fase I Fase IICp 0,46 0,45Cpk 0,35 0,33
KAPABILITAS PROSES
78
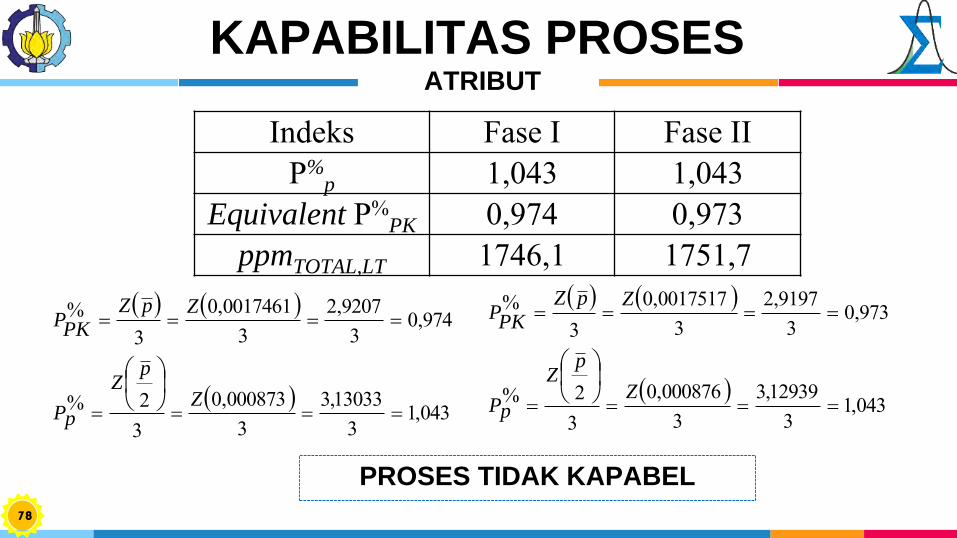
ATRIBUT
PROSES TIDAK KAPABEL
043,1
313033,3
3000873,0
32%
974,03
9207,23
0017461,03
%
Z
pZ
pP
ZpZ
PKP
043,1
312939,3
3000876,0
32%
973,03
9197,23
0017517,03
%
Z
pZ
pP
ZpZ
PKP
Indeks Fase I Fase IIP%
p 1,043 1,043Equivalent P%
PK 0,974 0,973ppmTOTAL,LT 1746,1 1751,7

BAB VPENUTUP
79
KESIMPULAN
80
Proses produksi rokok Djarum Coklat tidak kapabel artinyabelum mampu memenuhi spesifikasi yang telah ditentukanperusahaan.
Penyebab yang paling sering terjadi medot, talipan rokoktidak rapi, dan diameter ekor/kepala tidak sesuai.
Akar penyebab terjadinya ketidaksesuaian karyawanyang kurang teliti dan tergesa-gesa dalam bekerja sehinggametode yang dilakukan kurang tepat dan setelan alat gilingtidak pas.
SARAN
81
PT Djarum Kudus perlu melakukan perbaikan berkesinambungan terutamapada faktor karyawan.
Karyawan Memberikan pelatihan khusus terhadap karyawan terusmemantau kinerja agar dapat meminimalisir produk yang tidak sesuai.
Material Tembakau dan lem diletakkan pada suhu lembab agar tidakmudah kering sehingga kualitas tembakau tetap terjaga baik.
Mesin Melakukan pemeriksaan alat giling setelah digunakan (tidakmenunggu usang) dan melakukan kalibrasi secara berkala.
Perusahaan lebih mengontrol jenis ketidaksesuaian medot, talipan rokoktidak rapi, dan diameter ekor/kepala tidak rapi.
Penelitian selanjutnya sebaiknya melakukan analisis dengan pendekatan six
sigma.
DAFTAR PUSTAKA
82
DAFTAR PUSTAKA
Adityanti, Christina S. Peranan Pengendalian Kualitas
Terhadap Pengurangan Produk Cacat di PT Djarum.Bandung: Universitas Kristen Maranatha.
Bothe, R. Davis. 1997. Measuring Process Capability.United States of America: McGraw-Hill Companies.
Daniel, W. 1989. Statistik Non Parametrik Terapan.Jakarta: PT Gramedia Pustaka Utama.
Djarum. 2016. World of Djarum. www.djarum.com/world-of-djarum/overview. Diakses pada 24 Maret 2016 pukul12.43 WIB.
83
DAFTAR PUSTAKA
Montgomery, Douglas C. 2009. Introduction to Statistical Quality
Control Sixth Edition. New York: John Wiley & Sons, Inc.Nursanti, Ida. 2014. Aplikasi SPC (Statistical Process Control)
dan Quality Improvement Tool di Bagian Giling dan Batil
Rokok SKT PT. Djarum Kudus. Surakarta: UniversitasMuhammadiyah Surakarta.
Pyzdek, T. and Keller, P. A. 2003. The Six Sigma Handbook.New York: McGraw-Hill Companies.
Santoso, Tia Zhalina. 2013. Peningkatan Kualitas Rokok Sigaret
Kretek Tangan (SKT) dengan Metode Six Sigma (Studi Kasus
Pada PT Djarum Kudus-SKT BL53). Malang: UniversitasBrawijaya.
84
TERIMAKASIHTERIMAKASIH
85
Analisis Kapabilitas Proses
Produk Rokok Djarum Coklat
di PT Djarum Kudus, Jawa Tengah
Yongky Choirul Anam
1313 030 096
Dosen Pembimbing :
Dra. Sri Mumpuni Retnaningsih, MT.
Dosen Penguji :
Dra. Lucia Aridinanti, MT.
Noviyanti Santoso, S.Si., M.Si.
SIDANG TUGAS AKHIR
Jumat, 10 Juni 2016
Program Studi DIII Jurusan Statistika ITS
Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Teknologi Sepuluh Nopember Surabaya