pemanfaatan karet siklo dalam rol karet gilingan padi
TRANSCRIPT

PEMANFAATAN KARET SIKLO DALAM
ROL KARET GILINGAN PADI (RICE HULLER RUBBER)
Oleh
MIA HANDAYANI
F34102012
2008
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

Kupersembahkan sebuah karya kecil ini untuk kedua orang tuaku atas kasih sayang, pengorbanan dan perjuangannya yang tak terhingga...semoga ALLAh SWT senantiasa melimpahkan rahmat, kasih dan karunia kepadanya. Tak lupa juga kupersembahkan kepada saudara kandungku Abang Adi dan Adik Mila, keluarga besarku serta Abang Rama...terima kasih atas dukungan, nasehat dan doanya.

Mia Handayani F34102012. Pemanfaatan Karet Siklo dalam Rol Karet Gilingan Padi (Rice Huller Rubber). Di bawah bimbingan Tatit K. Bunasor dan Ary Achyar Alfa. 2007
RINGKASAN
Dalam penggunaan umum, karet alam memiliki kelebihan untuk dijadikan barang jadi karet karena memiliki daya pantul, elastisitas, dan daya lengket yang baik. Namun, karet alam juga memiliki beberapa kelemahan, diantaranya tidak tahan terhadap panas, oksidasi, ozon. Siklikasi karet merupakan salah satu upaya untuk memperbaiki kelemahan karet dan produknya disebut karet siklo. Karet siklo adalah turunan dari karet alam yang telah berubah menjadi bahan termoplastik yang keras tapi rapuh, yang dihasilkan dari pemanasan karet alam dengan adanya katalis asam. Bahan baku pembuatan karet siklo dapat dilakukan dengan menggunakan lateks DPNR (deproteinized natural rubber), yaitu lateks kebun berprotein rendah.
Dalam industri barang jadi karet, karet siklo digunakan sebagai bahan perekat dan bahan penguat. Namun, selama ini industri karet lebih tertarik menggunakan high styrene resins (HSR) sebagai bahan penguat untuk meningkatkan sifat fisik produk karet, diantaranya dalam rol karet gilingan padi. Sama dengan industri sol sepatu, matras dan lainnya, industri rol karet gilingan padi juga menggunakan karet sintetis styrene butadiena rubber (SBR) sebagai bahan baku dan HSR sebagai bahan penguat untuk meningkatkan kekerasan dan kekakuan rol karet.
Tujuan dari penelitian ini adalah untuk adalah untuk membuat karet siklo dari lateks DPNR, membandingkan karet alam (natural rubber, NR) dengan karet sintetis sebagai bahan baku rol karet gilingan padi, dan membandingkan pengaruh komposisi karet siklo dan HSR terhadap sifat fisika rol karet gilingan padi serta menentukan komposisi karet siklo yang terbaik dalam pembuatan rol karet gilingan padi dari karet alam (NR) berdasarkan Standar Nasional Indonesia (SNI). Penelitian ini terdiri terdiri atas dua tahap, yaitu penelitian pendahuluan dan penelitian utama. Pada penelitian pendahuluan dilakukan karakteristik lateks DPNR dan pembuatan karet siklo. Sedangkan pada penelitian utama dilakukan pembuatan vulkanisat rol karet gilingan padi untuk diuji sifat-sifat fisikanya. Pembuatan vulkanisat rol karet gilingan padi dibagi menjadi dua kelompok formula berdasarkan jenis bahan baku, yaitu formula A berbahan baku NR dan formula B berbahan baku SBR. Masing-masing formula diberi penambahan karet siklo, dengan komposisi yang berbeda, yaitu 10, 20, 30, 40 dan 50. Selain itu, dibuat juga formula K berbahan baku NR dan SBR dengan menggunakan HSR 50 sebagai pembanding pada formula yang menggunakan karet siklo. Pengolahan data pada penelitian ini mengunakan rancangan acak kelompok (RAK) dengan satu faktor perlakuan dan dua ulangan. Hasil penelitian menunjukkan karakteristik lateks DPNR telah memenuhi persyaratan dengan nilai kadar karet kering (KKK) 58,7 %, kadar jumlah padatan (KJP) 60,2%, kadar nitrogen 0,05% dan viskostas Mooney 77,7. Pada analisis karet siklo memperlihatkan nilai kelarutan sebesar 10,93 % dan uji spektroskopi yang menunjukkan keberhasilan proses siklikasi dengan ditandai munculnya

puncak pada gelombang 2928 cm-1, 1458 cm-1, dan 881 cm-1 serta menghilangnya puncak 836 cm-1. Penambahan komposisi karet siklo yang berbeda mempengaruhi sifat fisika rol karet gilingan padi. Formula yang menggunakan karet siklo menghasilkan nilai rata-rata kekerasan 84,0 – 87,5 shore A pada formula A dan 84,5 – 88,0 shore A pada formula B, tegangan putus 4,45 – 11,7 N/mm2 pada fomula A dan 6,00 – 8,15 N/mm2 pada formula B, modulus 100 persen 3,35 – 4,05 N/mm2 pada formula A dan 3,10 – 4,95 N/mm2 pada formula B, perpanjangan putus 190 – 425 % pada formula A dan 190 – 270 % pada formula B, berat jenis 1,202 – 1,251 gr/cm3 pada formula A dan 1,230 – 1,273 gr/cm3 pada formula B, dan ketahanan kikis 217,4 – 258,1 mm3 pada formula A dan 171,8 – 205,4 mm3 pada formula B.
Hasil analisis keragaman sifat fisika rol karet gilingan padi menunjukkan bahwa komposisi karet siklo berpengaruh nyata terhadap kekerasan dan berat jenis. Sebaliknya, faktor komposisi karet siklo berpengaruh tidak nyata terhadap tegangan putus, modulus 100 persen, perpanjangan putus, dan ketahanan kikis. Begitu juga pada faktor blok (jenis bahan baku) berpengaruh tidak nyata, kecuali pada kekerasan, berat jenis dan ketahanan kikis. Pemanfaatan karet siklo sebagian sudah dapat menggantikan HSR dalam pembuatan rol karet gilingan padi. Hal ini ditunjukkan dengan nilai tegangan putus, modulus 100 persen, perpanjangan putus dan ketahanan kikis yang relatif sama, yaitu pada formula komposisi karet siklo 10 yang berbahan baku NR dan SBR (A1 dan B2). Sedangkan nilai kekerasan dan berat jenis yang mendekati dengan formula pembanding adalah formula komposisi karet siklo 50 (A5 dan B5). Untuk pengaruh jenis bahan baku menunjukkan bahwa SBR memiliki nilai kekerasan, berat jenis dan modulus 100% lebih tinggi dibandingkan dengan NR. Sebaliknya bahan baku NR memiliki nilai tegangan putus, ketahanan kikis dan perpanjangan putus cenderung lebih tinggi dibandingkan SBR. Berdasarkan Standar Nasional Indonesia (SNI) yang telah ditetapkan maka formula rol karet berbahan baku NR yang menggunakan karet siklo tidak semua persyaratan terpenuhi. Tetapi formula rol karet berbahan baku NR yang mendekati dengan ketentuan SNI adalah formula komposisi siklo 10 (A1). Formula A1 menghasilkan sifat fisika dengan nilai rata-rata untuk kekerasan 84 shore A, tegangan putus 11,7 N/mm2, modulus 100% 3,35 N/mm2, perpanjangan putus 425 %, berat jenis 1,251 gr/cm3 dan ketahanan kikis 217,4 mg3.
Mia Handayani F34102012. Utilization of Siklo Rubber in Rice Huller Rubber. Supervised by Tatit K. Bunasor and Ary Achyar Alfa. 2007
SUMMARY In general usage, natural rubber has an advantage to be a final product, because it has bouncing force, elasticity, and well stickiness. Nevertheless, natural rubber also has a weakness; some of them are cannot withstand high heat, oxidation, and ozonizes. Rubber cyclisation is one of the attempts to improve rubber disadvantages, and the product is called cyclo-rubber. Cyclo-rubber is derivative from natural rubber that had change into resin or hard thermoplastic material but brittle, which is resulted form the heating of natural rubber with catalyst acid. Cyclo-rubber base product can be produce by using DPNR (deproteinized natural rubber) which is a low protein latex plantation. In rubber finished product industry, cyclo-rubbber is used as adhesive and sturdy material. However, currently rubber industries are more interested in using high styrene resin (HSR) as a strengthening material to increase rubber product physics; for example rice huller rubber. Similar to the shoe industries, mattress, and several others; rice huller rubber industries also used synthetic styrene butadiene rubber (SBR) as based material and HSR as a material to increase rubber sturdy and stiffness. The purpose of this research is to make cyclo-rubber from DPNR, compare it to natural rubber (NR) with synthetic rubber as based material for rice huller rubber, and compare the effect of cylo-rubber composition and HSR to the physics of rice huller rubber through determining the best cyclo-rubber composition in making rice huller rubber form natural rubber based on National Standard of Indonesia (SNI). This study consists of two steps, which are introduction study and main study. Introduction study carries out DPNR latex characteristics and the making process of cyclo-rubber. While the main study carries out the making of rice huller rubber vulcanization to test its physics characteristics. The making of rice huller rubber vulcanization divides into two formula groups depends on the raw material, i.e. A formula which raw material from natural rubber (NR) and B formula which raw material from synthetic rubber (styrene butadiene rubber, SBR). Each formula is given different adding cyclo-rubber composition treatment, i.e. 10, 20, 30, 40, and 50. Beside that, also make K formula from raw material of NR and SBR using HSR 50 as comparator on A and B formula which use cyclo-rubber. Analyzing data on this study is uses random group plan (RGP) with one treatment factor and two repetitions. The results study shown DPNR latex characteristic has completed the requirement. The test result, i.e. the value of dry rubber content (DRC) 58.7%, total solid content (TSC) 60.2%, nitrogen content 0.05% and Mooney viscosities 77.7. In cyclo-rubber analysis shown the dissolved value 10.93% and spectochrosphy test shown successful in cyclical process sign with the appear of peak on wave 2928 cm-1, 1458 cm-1, and 881 cm-1 and the peak disappear on 836 cm-1. The different using of cyclo-rubber composition gives different results on physics characteristics of rice huller rubber. Every formula which use cyclo-

rubber produce average hardness 84.0 – 87.5 shore A on A formula and 84.5 – 88.0 shore A on B formula, tensile strength 4.45 - 11.7 N/mm2 on A formula and 3.10 - 4.95 N/mm2 on B formula, modulus of 100% 3,35 – 4,05 N/mm2 on A formula and 3.10 - 4.95 N/mm2 on B formula, elongation at break 190 – 425 % on A formula and 190 – 270 % on B formula, specific gravity 1.202 -1.251 gr/cm3 on A formula and 1.230 -1.273 gr/cm3 on B formula, and abration resistance 217.4 – 258.1 mm3 on A formula and 171.8 – 205.4 mm3 on B formula. The result of physics characteristic diversity of rice huller rubber shown that cyclo-rubber composition factor has real affects on hardness and specific gravity. On the contrary, cyclo-rubber composition factor has no real affects on tensile strength, modulus of 100%, elongation at break, and abration resistance. And also with block factor (type of material) that doesn’t had clear effect, except in hardness, specific gravity, and abration resistance. The using of cyclo-rubber has been partly replacing HSR on making rice huller rubber. This also shown with the value of tensile strength, 100 percent modulus, elongation at break and abration resitance which relative same, that is on 10 cyclo-rubber composition formula use raw NR and SBR (A1 and B1). While the value of hardness and specific gravity that is close to the comparer formula are cyclo-rubber composition 50 (A5 and B5). The effect types of based material shows that SBR has higher value hardness, specific gravity and modulus of 100% more than NR. On the other side, NR based material had higher tensile strength, elongation at break, and abration resistance than SBR. Based on National Standard of Indonesia that been regulated, then rubber huller NR based formula used cyclo-rubber is not fulfilled. But rubber huller based NR formula that near the SNI is the formula with the cyclo composition 10 (A1). A1 formula rice huller rubber produces physics characteristics with average value for hardness 84.2 shore A, tensile strength 11.7 N/mm2, modulus of 100% 3.35 N/mm2, elongation at break 425 %, specific gravity 1.251 gr/cm3 and abration resistance 217.4 mg3.

PEMANFAATAN KARET SIKLO DALAM
ROL KARET GILINGAN PADI (RICE HULLER RUBBER)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
MIA HANDAYANI
F34102012
2008
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
PEMANFAATAN KARET SIKLO DALAM
ROL KARET GILINGAN PADI (RICE HULLER RUBBER)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
MIA HANDAYANI
F34102012
Dilahirkan pada Tanggal 27 Mei 1983
di Medan
Tanggal Kelulusan : 02 Januari 2008
Menyetujui,
Bogor, 25 Januari 2008
Dr. Hj. Tatit K. Bunasor, MSc Dr. Ir. H. Ary Achyar A., MSi
Pembimbing I Pembimbing II

RIWAYAT HIDUP
Penulis dilahirkan di Medan pada tanggal 27 Mei 1983.
Penulis adalah anak kedua dari tiga bersaudara dari Bapak
Adnan Noer dan Ibu Sayfrida.
Penulis menyelesaikan pendidikan di Sekolah
Indonesia Kuala Lumpur (SIK) Malaysia di jenjang SD
pada tahun 1996, di SLTP pada tahun 1999, dan SMU pada
tahun 2002.
Pada tahun 2002, penulis diterima di Perguruan Tinggi Negeri Institut
Pertanian Bogor (IPB) melalui jalur Undangan Seleksi Masuk IPB (USMI) di
Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian. Selama
kuliah di IPB, penulis pernah bergabung dalam kepengurusan Forum Bina Islam
Fateta (FBI-F) di divisi Fund-Rising pada tahun 2003-2004 dan pernah
memperoleh beasiswa Peningkatan Prestasi Akademik (PPA) untuk periode 2006-
2007.
Penulis melaksanakan praktek lapang di PTPN. IV, Medan pada tahun 2005
dengan judul “Mempelajari Teknologi Proses Produksi Oleokimia dan
Pengawasan Mutu di Pabrik Minyak Nabati Belawan, PT. Perkebunan
Nusantara IV (Persero)”. Untuk menyelesaikan tugas akhir ini, penulis
melakukan penelitian di Balai Penelitian Teknologi Karet (BPTK) Bogor sebagai
bahan skripsi penulis yang berjudul ”Pemanfaatan Karet Siklo dalam Rol
Karet Gilingan Padi (Rice Huller Rubber)”.

SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul
”Pemanfaatan Karet Siklo dalam Rol Karet Gilingan Padi (Rice Huller
Rubber)” adalah hasil karya saya sendiri dengan arahan dosen Pembimbing
Akademik, kecuali yang jelas ditunjukkan rujukannya.
Bogor, Januari 2008
Yang membuat pernyataan,
Mia Handayani F34102012
i
KATA PENGANTAR
Assalammu‘alaikum wr. wb.
Puji dan syukur penulis panjatkan kehadirat Allah SWT atas segala rahmat
dan karunia-Nya sehingga penulis dapat menyelesaikan skripsi dengan judul
”Pemanfaatan Karet Siklo dalam Rol Karet Gilingan Padi (Rice Huller
Rubber)”. Skripsi ini disusun berdasarkan hasil penelitian penulis di Balai
PenelitianTeknologi Karet (BPTK) Bogor. Penulisan skripsi ini sebagai salah satu
syarat untuk meraih gelar Sarjana Teknologi Pertanian pada Fakultas Teknologi
Pertanian, Institut Pertanian Bogor.
Dalam penyelesaian skripsi ini, penulis menyadari bahwa semua ini tidak
terlepas dari dukungan, bantuan dan bimbingan semua pihak. Untuk itu, pada
kesempatan ini penulis menyampaikan rasa terima kasih kepada :
1. Dr. Hj. Tatit K. Bunasor, MSc. selaku dosen pembimbing akademik atas
bimbingan dan arahannya kepada penulis selama penulisan skripsi ini dan
penyelesaian studi di Departemen Teknologi Industri Pertanian, IPB.
2. Dr. Ir. H. Ary Achyar, MSi. selaku pembimbing II atas bimbingan dan arahan
yang diberikan kepada penulis selama melaksanakan penelitian dan penulisan
skripsi.
3. Dr. Ir. Sapta Raharja, DEA selaku dosen penguji yang telah bersedia menguji
dan memberi arahan serta masukan pada penulis.
4. Orang tua penulis Bapak Adnan Noer dan Ibu Syafrida atas dorongan, nasehat
dan doanya sehingga penulis dapat menyelesaikan laporan penelitian ini.
5. Pak Henry, Pak Arief, Mbak Woro, Mbak Desi, Mbak Tri, Syarief, Rizal,
Repal, Pak Ridwan, Pak Aos, Pak Wawan, Pak Sofhyan, Pak Iis, Pak Yayan,
Pak Muchtar, Pak Edi serta karyawan dan staf BPTK yang tidak dapat penulis
sebutkan satu persatu atas bantuan kepada penulis selama melaksanakan
penelitian.
6. Fariz, Harti, Bingar, Diah, Elly, Diah, Tantri, Nining dan Makki atas
kebersamaan dan bantuannya selama penulis mengerjakan penelitian.
7. Staf Departemen TIN dan staf fakultas atas kerjasama serta bantuannya untuk
kelancaran urusan administrasi dan akademik.
ii
8. Ari, Iffa, Rini, Novi dan rekan-rekan TIN’39 yang tidak dapat penulis
sebutkan satu persatu atas dukungan, persahabatan dan kebersamaannya.
Semoga keberhasilan mengiringi langkah rekan-rekan.
9. Eka-TPG’40, Ika-Agro’41, teman-teman kos Arofah dan Maharlika atas
bantuannya pada penulis sehingga dapat menyelesaikan penulisan skripsi ini.
Kritik dan saran yang membangun sangat penulis harapkan untuk
menyempurnakan tulisan ini. Penulis juga berharap semoga skripsi ini dapat
memberikan informasi bermanfaat bagi yang memerlukannya
Wassalamm ‘alaikum wr. wb.
Bogor, Januari 2008
Penulis

iii
DAFTAR ISI
Halaman
KATA PENGANTAR ................................................................................... i
DAFTAR ISI .................................................................................................. iii
DAFTAR TABEL .......................................................................................... v
DAFTAR GAMBAR ..................................................................................... vi
DAFTAR LAMPIRAN .................................................................................. vii
I. PENDAHULUAN ................................................................................... 1
A. LATAR BELAKANG ....................................................................... 1
B. TUJUAN PENELITIAN .................................................................... 3
C. RUANG LINGKUP ........................................................................... 3
II. TINJAUAN PUSTAKA .......................................................................... 4
A. KARET ALAM .................................................................................. 4
B. KARET SINTETIS ............................................................................ 7
C. HIGH STYRENE RESINS .................................................................. 8
D. KARET SIKLO .................................................................................. 9
E. KOMPON KARET ............................................................................ 12
F. MASTIKASI DAN PENCAMPURAN ............................................. 15
G. VULKANISASI ................................................................................. 17
H. ROL KARET GILINGAN PADI....................................................... 20
III. METODOLOGI ....................................................................................... 22
A. BAHAN DAN ALAT ........................................................................ 22
B. METODE PENELITIAN ................................................................... 22
1. PENELITIAN PENDAHULUAN ............................................... 22
2. PENELITIAN UTAMA ............................................................... 25
C. RANCANGAN PERCOBAAN ......................................................... 28
D. WAKTU DAN TEMPAT .................................................................. 29
IV. HASIL DAN PEMBAHASAN ................................................................ 30
A. PENELITIAN PENDAHULUAN ..................................................... 30
1. Karakteristik Lateks DPNR.......................................................... 30
2. Pembuatan Karet Siklo ................................................................. 33
iv
B. PENELITIAN UTAMA ..................................................................... 36
1. Proses Pengomponan ................................................................... 36
2. Proses Vulkanisasi ....................................................................... 38
3. Sifat Fisika Rol Karet Gilingan Padi ............................................ 39
a. Kekerasan ................................................................................. 39
b. Tegangan Putus ........................................................................ 42
c. Modulus 100% ......................................................................... 44
d. Perpanjangan Putus .................................................................. 46
e. Berat Jenis ................................................................................ 48
f. Ketahanan Kikis ........................................................................ 50
V. KESIMPULAN DAN SARAN ................................................................ 53
A. KESIMPULAN .................................................................................. 53
B. SARAN .............................................................................................. 54
DAFTAR PUSTAKA .................................................................................... 55
LAMPIRAN ................................................................................................... 58

v
DAFTAR TABEL
Halaman
Tabel 1. Perkembangan luas areal perkebunan dan produksi karet Indonesia tahun 2003-2006 ............................................................ 1
Tabel 2. Komposisi lateks alam segar .......................................................... 5
Tabel 3. Komposisi bahan penyusun karet alam kering ............................. 6
Tabel 4. Spesifikasi karet siklo menurut Goonetilleke et al., (1993) .......... 11
Tabel 5. Sistem vulkanisasi belerang ........................................................... 18
Tabel 6. Spesifikasi mesin pengupas gabah jenis rol karet ......................... 20
Tabel 7. Spesifikasi persyaratan mutu rol karet gilingan padi ..................... 21
Tabel 8. Susunan formula rol karet gilingan padi ........................................ 26
Tabel 9. Urutan dan waktu pencampuran bahan formula rol karet .............. 26
Tabel 10. Urutan dan waktu pencampuran formula rol karet pembanding .... 27
Tabel 11. Hasil analisis lateks kebun dan lateks DPNR ................................ 31

vi
DAFTAR GAMBAR
Halaman
Gambar 1. Struktur molekul 1,4 cis poliisoprena ........................................ 5
Gambar 2. Struktur kimia karet SBR ........................................................... 8
Gambar 3. Perubahan struktur molekul karet alam menjadi karet siklo ...... 10
Gambar 4. Pengaruh vulkanisasi terhadap sifat vulkanisat .......................... 18
Gambar 5. Rol karet dan sketsa mesin pengupas ......................................... 20
Gambar 6. Diagram alir proses pembuatan lateks DPNR ............................ 23
Gambar 7. Diagram alir proses pembuatan karet siklo ................................ 25
Gambar 8. Diagram alir proses pembuatan rol karet gilingan padi ............. 28
Gambar 9. Karet siklo .................................................................................. 35
Gambar 10. Grafik nilai rata-rata kekerasan semua formula rol karet ........... 40
Gambar 11. Grafik nilai rata-rata tegangan putus semua formula rol karet ... 43
Gambar 12. Grafik nilai rata-rata modulus 100 % semua formula rol karet .. 45
Gambar 13. Grafik nilai rata-rata perpanjangan putus semua formula rol karet ............................................................................................ 47
Gambar 14. Grafik nilai rata-rata berat jenis semua formula rol karet .......... 49
Gambar 15. Grafik nilai rata-rata ketahanan kikis semua formula rol karet .. 51
Gambar 16. Contoh hasil rheometer .............................................................. 62
Gambar 17. Potongan uji berbentuk dayung (dumbbel) ................................ 64
Gambar 18. Contoh hasil uji rheometer rol karet gilingan padi ..................... 70
Gambar 19a. Pemisahan lateks dari serumnya pada sentrifugasi .................. 77
Gambar 19b. Contoh hasil pengomponan sebelum divulkanisasi ................. 77
Gambar 20a. Contoh cetakan vulkanisat yang akan diuji .............................. 78
Gambar 20b. Mesin pengupas gabah jenis rol karet ...................................... 78

vii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Posedur pengujian karet alam ................................................ 59
Lampiran 2. Posedur pengujian karakteristik karet siklo ........................... 61
Lampiran 3. Prosedur pengujian karakteristik vulkanisasi kompon ........... 62
Lampiran 4. Prosedur pengujian sifat fisika rol karet................................. 64
Lampiran 5. Hasil karakteristik karet siklo ................................................ 68
Lampiran 6. Karakteristik vulkanisasi kompon rol karet gilingan padi ........................................................................... 69
Lampiran 7. Contoh hasil uji rheometer rol karet gilingan padi................. 70
Lampiran 8. Sifat-sifat fisika rol karet gilingan padi .................................. 71
Lampiran 9. Hasil analisis ragam dan uji lanjut Duncan (Selang kepercayaan 95 persen, α = 0,05) ............................ 73
Lampiran 10a. Pemisahan lateks pekat dari serumnya pada sentrifugasi ...... 77
Lampiran 10b. Contoh hasil pengomponan sebelum divulkanisasi .............. 77
Lampiran 11a. Contoh cetakan vulkanisat yang akan diuji ............................ 78
Lampiran 11b. Mesin pengupas gabah jenis rol karet.................................... 78

1
I. PENDAHULUAN
A. LATAR BELAKANG
Karet alam merupakan salah satu komoditi perkebunan penting
Indonesia, baik sebagai sumber pendapatan, kesempatan kerja dan
devisa maupun pendorong pertumbuhan ekonomi sentra-sentra baru di
sekitar wilayah perkebunan karet. Karet alam dapat diolah dalam
berbagai bentuk di pasaran, seperti lateks pekat dan karet padat (karet
sheet, creep, karet spesifikasi teknis). Karet banyak dimanfaatkan di
bidang otomobil, kesehatan, pendidikan, industri dan rumah tangga.
Sepanjang tahun perkembangan karet alam dunia terus mengalami
peningkatan. Menurut IRSG, konsumsi karet dunia mengalami
peningkatan dari 8,8 juta ton pada tahun 2005 menjadi 9,06 juta ton pada
tahun 2006. Sedangkan produksi karet dunia mencapai 9,67 juta ton
pada tahun 2006 dari 8,8 juta ton pada tahun 2005. Pasokan karet dunia
berasal dari Asia, Afrika dan Amerika Latin (www.rubberstudy.com).
Indonesia merupakan salah satu produsen karet dunia dan
menempati urutan ke-2 setelah Thailand yang berada di posisi pertama.
Sekitar 90 persen produksi karet alam Indonesia diekspor ke manca
negara dan hanya sebagian kecil yang dikonsumsi dalam negeri.
Perkembangan luas areal perkebunan dan produksi karet Indonesia tahun
2003-2006 dapat dilihat pada Tabel 1 berikut ini.
Tabel 1. Perkembangan luas areal perkebunan dan produksi karet
Indonesia tahun 2003-2006 2003 2004 2005 2006 Luas areal perkebunan (juta Ha) 3,29 3,26 3,27 3,30 Produksi (juta ton) 1,79 2,06 2,27 2,36
Sumber: Direktorat Jenderal Perkebunan
Karet alam dikenal sebagai bahan yang fleksibel, liat, anti air dan
dapat menahan/tembus udara. Namun karet memiliki beberapa
kelemahan, diantaranya tidak tahan terhadap cuaca, panas, ozon dan
minyak. Karena itu diperlukan upaya untuk memperbaiki kelemahan

2
tersebut dengan cara memodifikasi karet, yaitu secara (1) fisika melalui
proses blending dan (2) kimia dengan perubahan struktur molekulnya.
Karet siklo (cyclied rubber) adalah produk modifikasi kimia karet yang
telah tersiklikasi karena penambahan katalis asam sehingga dimasukkan
ke dalam tipe modifikasi I, yaitu tanpa masuknya senyawa lain ke
molekul karet (Alfa, 2000).
Karet siklo memiliki sifat-sifat yang dapat menarik perhatian
industri hilir karet karena bersifat termoplastik yang keras tapi rapuh,
ringan dan kaku. Karet siklo dapat dimanfaatkan sebagai bahan penguat
dan pengkaku pada barang jadi karet, diantaranya dalam pembuatan rol
karet gilingan padi (rice huller rubber). Rol karet adalah rol yang
dilapisi vulkanisat karet. Rol karet terdiri atas bagian dalam rol yang
terbuat dari baja, besi tuang, kuningan atau perunggu. Sedangkan
bagian luarnya merupakan lapisan vulkanisat karet. Rol karet pada
mesin gilingan padi digunakan untuk menghancurkan gabah-gabah padi.
Dewasa ini, kebanyakan industri hilir karet seperti pembuatan rol
karet menggunakan karet sintetis styrena butadiena rubber (SBR) dan
nytrile butadiene rubber (NBR) sebagai bahan bakunya. Selain itu, sama
seperti industri sol sepatu, matras dan lainnya, industri rol karet gilingan
padi juga menggunakan high styrene resins (HSR) sebagai bahan
pencampur (penguat) untuk meningkatkan sifat kekakuan dan kekerasan
produk karet. HSR merupakan bahan sintetis impor dari turunan minyak
bumi yang harganya cukup mahal. Karena itu dengan pemanfaatan karet
siklo sebagai bahan alternatif diharapkan dapat menggantikan
ketergantungan barang impor tersebut.
Pada penelitian ini digunakan karet alam (natural rubber, NR)
sebagai bahan baku rol karet gilingan padi dan karet siklo yang
ditambahkan sebagai bahan peningkat kekerasan dan kekakuan rol karet.
Karet siklo yang dibuat berasal dari lateks kebun yang telah diberi
penambahan enzim papain yang berguna untuk mengurangi kadar
protein dan telah dipekatkan. Lateks yang diperoleh dikenal sebagai
lateks DPNR (deproteinized natural rubber). Penggunaan NR sebagai

3
bahan baku rol karet gilingan padi dibandingkan dengan SBR,
sedangkan penggunaan karet siklo dibandingkan dengan HSR yang
selama ini banyak digunakan oleh industri sebagai bahan penguat dalam
pembuatan produk jadi karet tertentu, diantaranya dalam pembuatan rol
karet gilingan padi.
B. TUJUAN PENELITIAN
Penelitian ini bertujuan untuk membuat karet siklo dari lateks
deproteinized natural rubber (DPNR), membandingkan karet alam
(natural rubber, NR) sebagai bahan baku rol karet gilingan padi dengan
karet sintetis (styrena butadiena rubber, SBR), dan membandingkan
pengaruh karet siklo dengan high styrene resins (HSR) terhadap sifat
vulkanisat rol karet gilingan padi. Selain itu juga menentukan komposisi
karet siklo yang terbaik untuk pembuatan rol karet gilingan padi dari
karet alam berdasarkan Standar Nasional Indonesia (SNI).
C. RUANG LINGKUP
Ruang lingkup penelitian ini meliputi sintesis dan karakteristik
lateks deproteinized natural rubber (DPNR) sebagai bahan baku dalam
pembuatan karet siklo, proses pembuatan dan karakteristik karet siklo
serta menentukan karakteristik vulkanisasi dan sifat fisika rol karet
gilingan padi. Sifat – sifat fisika ini meliputi kekerasan, tegangan putus,
modulus 100 %, perpanjangan putus, berat jenis, dan ketahanan kikis.

4
II. TINJAUAN PUSTAKA
A. KARET ALAM
Tanaman karet adalah tanaman industri yang berasal dari Brazil
dan mulai dibudidayakan tahun 1607. Tanaman karet hidup subur di
daerah-daerah tropis dengan suhu rata-rata 25-300C dan dapat tumbuh
baik pada ketinggian 1 – 600 meter dari permukaan laut dengan curah
hujan cukup tinggi antara 2000 – 2500 milimeter setahun (Nazarudin
dan F.B. Paimin, 1999).
Karet alam merupakan hasil penggumpalan getah atau lateks
kebun yang disadap dari pohon karet Hevea brasiliensis. Menurut Nobel
(1963) di dalam Goutara et.al. (1985), lateks segar hasil sadapan
berwarna putih susu sampai kuning tergantung dari klon tanaman karet.
Goutara et.al. (1985) menambahkan juga bahwa berat jenis lateks 0,945,
serum 1,02 dan karet 0,91 gr/cm3. Dengan adanya perbedaan berat jenis
tersebut maka menyebabkan timbulnya cream pada permukaan lateks.
Menurut Webster dan Baulkwill (1989), disamping air dan
hidrokarbon karet, lateks mengandung sedikit senyawa lainnya yang
terdispersi atau terlarut dalam serum atau bergabung dengan globula
karet. Senyawa tersebut adalah protein dan lemak. Senyawa ini
menyelubungi lapisan permukaan dan sebagai pelindung partikel karet
yang berpengaruh terhadap kemantapan lateks. Barney (1973) di dalam
Rahayu (1999) menjelaskan juga bahwa sifat lateks mudah menggumpal
yang disebabkan oleh penurunan muatan listrik (partikel protein). Secara
umum penurunan listrik koloid lateks terjadi karena penurunan pH
lateks, penambahan elektrolit, penambahan zat giat permukaan, dan
pengaruh enzim
Lateks hasil sadapan terdiri dari suspensi partikel karet dalam
cairan serum. Fraksi serum sebagian besar berupa air dan bahan
lainnya dalam jumlah kecil yaitu karbohidrat, asam amino, protein,

5
anion anorganik dan ion logam. Komposisi lateks alam segar dapat
dilihat pada Tabel 2.
Tabel 2. Komposisi lateks alam segar Komponen Persentase (%) Karet 35,62 Ekstrak aseton (lemak, lilin, resin) 1,65 Protein 2,03 Karbohidrat 0,34 Abu 0,70 Air 59,62
Sumber : Webster dan Baulkwill (1989)
Karet alam adalah senyawaan hidrokarbon yang merupakan
makromolekul poliisoprena (C5H8)n dan bergabung secara ikatan kepala
ke ekor. Rantai poliisoprena tersebut membentuk konfigurasi cis dengan
susunan ruang yang teratur, sehingga rumus kimianya adalah 1,4 cis
poliisoprena. Karet yang mempunyai susunan ruang tersebut akan
memiliki sifat elastis. Sifat elastis tersebut berhubungan dengan
viskositas atau plastisitas (Morton, 1987). Bentuk struktur molekul 1,4
cis poliisoprena karet diperlihatkan pada Gambar 1.
Gambar 1. Struktur molekul 1,4 cis poliisoprena (Morton, 1987)
Karet alam tidak seluruhnya terdiri dari senyawa hidrokarbon karet
tetapi juga mengandung sejumlah kecil senyawa non karet seperti
protein, karbohidrat, lemak, glikolipid, fosfolipid dan bahan-bahan
anorganik lain yang terperangkap dalam jaringan partikel karet. Bahan-
bahan non karet tersebut ikut terperangkap ketika lateks kebun
digumpalkan dan kadarnya dalam karet akan mempengaruhi sifat barang
jadi karetnya. Komposisi bahan-bahan yang terdapat dalam karet
alam disajikan pada Tabel 3
n
CH3
CH2 CH2 CH2 CH2 C=C
CH3 H H C=C

6
Tabel 3. Komposisi bahan penyusun karet alam kering Komponen Persentase (%) Hidrokarbon karet 93,7 Protein 2,2 Karbohidrat 0,4 Lemak 2,4 Glikolipid dan fosfolipid 1,0 Bahan-bahan anorganik 0,2 Lain-lain 0,1
Sumber : Morton (1987)
Di pasaran sekitar 99 % karet alam disajikan dalam bentuk karet
padat dan sisanya dalam bentuk lateks pekat. Dari bermacam jenis mutu,
karet padat dibedakan menjadi dua jenis menurut bahan bakunya, yaitu
karet padat yang dibuat dari lateks kebun seperti karet sheet, karet crepe
dan karet spesifikasi teknis, sedangkan yang kedua adalah karet padat
yang dibuat dari lum seperti brown crepe (Santoso, 2003).
Karet alam digolongkan ke dalam elastomer untuk penggunaan
umum karena dapat digunakan sebagai bahan baku berbagai jenis dan
tipe barang jadi karet. Penggunaannya sebagai bahan baku barang jadi
karet sangat disukai dikarenakan keunggulan sifat-sifatnya seperti daya
pantul, elastisitas, daya lengket, dan daya cengkeram yang baik serta
mudah untuk digiling. Selain itu karet alam juga memiliki beberapa sifat
mekanik yang baik antara lain memiliki tegangan putus, ketahanan
sobek, dan kikis yang baik sehingga karet alam merupakan elastomer
pilihan. Namun, karet alam juga memiliki beberapa kekurangan yaitu
sifat-sifatnya yang tidak konsisten dan warnanya bervariasi dari kuning
hingga coklat gelap, serta tidak tahan terhadap panas, oksidasi, ozon,
dan pelarut hidrokarbon, sehingga tidak dapat digunakan sebagai bahan
baku barang jadi karet khususnya yang tahan minyak, panas dan
oksidasi. Kekurangan tersebut disebabkan antara lain karena karet alam
mengandung sejumlah bahan non karet dan memiliki sejumlah ikatan
rangkap dalam struktur molekulnya. Sifat ketidakjenuhannya
menyebabkan karet alam mudah dioksidasi atau diadisi oleh senyawa
lain dan reaksi dipacu oleh panas dan ozon (Arizal, 1989).

7
Umumnya alat-alat yang dibuat dari karet alam sangat berguna
bagi kehidupan sehari-hari maupun dalam usaha industri seperti mesin-
mesin penggerak. Barang yang dapat dibuat dari karet alam antara lain
aneka ban kendaraan (dari sepeda, motor, mobil, traktor hingga pesawat
terbang), sepatu karet, sabuk penggerak mesin besar dan mesin kecil,
pipa karet, kabel, isolator dan bahan-bahan pembungkus logam seperti
rol karet (Nazaruddin dan Paimin, 1999).
B. KARET SINTETIS
Karet sintetis sebagian besar dibuat dengan mengandalkan bahan
baku minyak bumi dan dikembangkan sejak Perang Dunia II.
Berdasarkan tujuan pemanfaatannya ada dua macam karet sintetis yang
dikenal yaitu karet sintetis yang digunakan secara umum serta karet
sintetis yang digunakan untuk keperluan khusus. Karet sintetis untuk
kegunaan umum merupakan jenis karet sintetis yang dapat
menggantikan karet alam. Sedangkan karet sintetis untuk kegunaan
khusus merupakan karet sintetis yang memiliki sifat khusus yang tidak
dimiliki karet sintetis kegunaan umum.
Sifat yang sekaligus kelebihan karet sintetis adalah tahan terhadap
minyak, oksidasi, panas atau suhu tinggi serta kedap terhadap gas. Jenis
karet sintetis diantaranya styrena butadiena rubber (SBR), butadiena
rubber (BR) dan isoprena rubber (IR), isobutene isoprene rubber (IIR),
nytrile butadiene rubber (NBR), cloroprene rubber (CR) dan ethylene
propylene rubber (Nazaruddin dan Paimin,1999).
Jenis SBR merupakan karet sintetis yang paling banyak diproduksi
dan digunakan. SBR merupakan kopolimer dari stiren dan butadien
dengan reaksi kopolimerisasi radikal pada suhu tinggi 500C atau suhu
rendah 50C, serta secara anionik dengan katalis butil litium. Umumnya,
karet SBR mengandung stiren 23,5 % dan butadien 76,5 % dan memiliki
sifat-sifat diantaranya berat jenis 0,39 – 0,97 gr/cm3, daya rekat yang
rendah, vulkanisasi lebih lambat dibanding karet alam dan sifat
vulkanisat relatif sama dengan karet alam (kekuatan tarik, abrasi dan
8
fleksibel) (Brydson, 1981). Struktur kimia SBR diperlihatkan pada
Gambar 2 di bawah ini.
(CH2 C=CH CH2)m (CH2 CH)n
Gambar 2. Struktur kimia karet SBR (Santoso, 2003)
C. HIGH STYRENE RESINS
Menurut D’Ianni (1954), industri karet lebih tertarik pada produk
karet turunan terutama produk resin karena bersamaan dengan
dikembangkannya produksi monomer karet sintetis seperti butadiena,
stiren dan akrilonitril. Resin yang meliputi low butadiena dan high
styrene resins dikembangkan selama perang dunia dan terus mengalami
perluasan pasar.
High styrene resins merupakan kopolimer stiren dan butadiena
yang terdiri lebih dari 50 persen stiren (normalnya mengandung SBR
kira-kira 25 persen) atau polistiren (100 persen stiren). High styrene
resins dapat dicampur dengan karet alam serta SBR yang dapat
memberikan kekerasan, kekuatan, kekuatan sobek yang baik dan
ketahanan pemakaian untuk produk alas kaki. Resin sintetik ini juga
memberikan fleksibilitas, ketahanan retak lentur yang baik serta bobot
jenis yang rendah (Naunton, 1961).
Sifat high styrene resins tergantung pada jumlah ataupun rasio
stiren dengan butadiena. Sebuah polimer yang mengandung jumlah yang
sama antara dua monomer menunjukkan karet yang baik pada suhu
ruang meskipun karakteristik tertentu pada waktu pemasakan seperti
daya kenyal, kecepatan panas (heat build up) dan fleksibilitas pada
temperatur rendah lebih rendah dibandingkan dengan polimer karet yang
sebenarnya. Pada proporsi stirena yang ditambah dan butadiena
dikurangi, polimer menjadi keras, perpanjangan putus menjadi rendah,

9
serta kekerasan meningkat, hal ini mendekati sifat polistiren. Kopolimer
yang mengandung butadiena lebih kecil (10 persen sampai 15 persen)
memiliki sifat fisik polistiren tetapi sedikit yang larut, dan agak rapuh
serta kelunakannya menjadi rendah (D’Ianni 1954).
D. KARET SIKLO
Karet siklo merupakan turunan dari karet alam yang telah berubah
menjadi resin atau bahan termoplastik yang keras tapi rapuh, yang
dihasilkan dari pemanasan karet alam dengan adanya katalis asam
(Goonetilleke et al., 1993). Dalam hal ini, karet siklo adalah hasil
modifikasi secara kimia yang digolongkan ke dalam modifikasi tipe I
karena struktur molekulnya mengalami perubahan dari keadaan rantai
lurus menjadi rantai siklis tanpa masuknya senyawa baru (Alfa, 2000).
Karet siklo yang dihasilkan dapat berupa material keras yang rapuh
seperti gutta perca, balata keras, atau berupa serbuk amorpous berwarna
keputihan. Bentuk yang terakhir ini merupakan bentuk final reaksi
sempurna dari karet siklo. Variasi sifat produk karet siklo disebabkan
oleh derajat siklikasi produk dan bukan karena pilihan metodenya,
walaupun reaksi samping seperti oksidasi atau pengikatan silang dapat
mempengaruhi sifat dari karet siklo yang dihasilkan (Alfa, 2000).
Karet siklo dibuat melalui reaksi siklikasi. Siklikasi dapat
didefinisikan sebagai perubahan bentuk struktur rantai molekul dari
keadaan rantai lurus menjadi rantai berupa cincin. Siklikasi yang ideal
akan menghasilkan struktur cincin karet siklo yang tidak lagi memiliki
ikatan rangkap dalam struktur molekulnya karena adanya pemanasan
dan penambahan katalis asam (Alfa, 2000).
Menurut Veersen (1951) di dalam Rahayu (1999), mekanisme
reaksi siklikasi karet alam berhubungan dengan protonisasi ikatan
rangkap secara acak. Pada tahap pertama akan terbentuk ion karbonium
dikarenakan adanya donor proton yaitu asam sulfat atau katalis yang
bersifat asam lainnya. Pada tahap kedua, ion karbonium yang tidak stabil
tersebut akan tersiklikasi membentuk struktur monosiklik atau polisiklik.
10
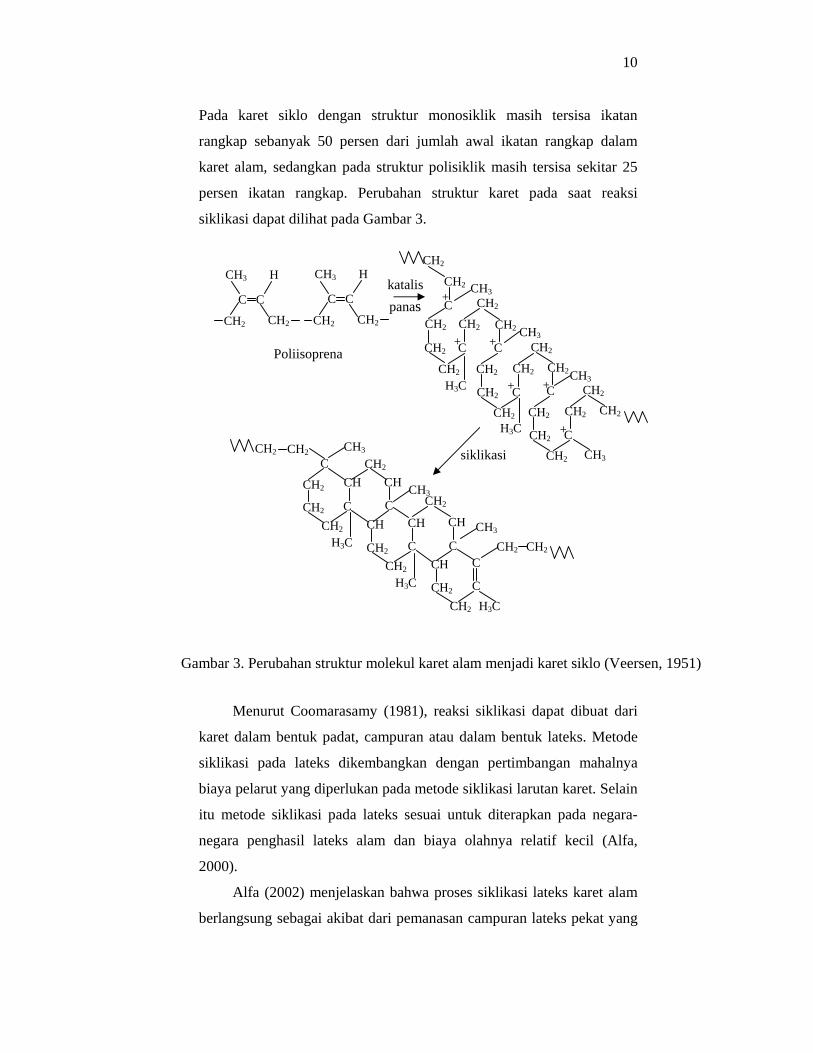
Pada karet siklo dengan struktur monosiklik masih tersisa ikatan
rangkap sebanyak 50 persen dari jumlah awal ikatan rangkap dalam
karet alam, sedangkan pada struktur polisiklik masih tersisa sekitar 25
persen ikatan rangkap. Perubahan struktur karet pada saat reaksi
siklikasi dapat dilihat pada Gambar 3.
Menurut Coomarasamy (1981), reaksi siklikasi dapat dibuat dari
karet dalam bentuk padat, campuran atau dalam bentuk lateks. Metode
siklikasi pada lateks dikembangkan dengan pertimbangan mahalnya
biaya pelarut yang diperlukan pada metode siklikasi larutan karet. Selain
itu metode siklikasi pada lateks sesuai untuk diterapkan pada negara-
negara penghasil lateks alam dan biaya olahnya relatif kecil (Alfa,
2000).
Alfa (2002) menjelaskan bahwa proses siklikasi lateks karet alam
berlangsung sebagai akibat dari pemanasan campuran lateks pekat yang
CH3 H
CH2 CH2
C C
CH3 H
CH2 CH2
C C
CH2
CH2
C
CH3
CH2
CH2
CH2
+
C
CH2
CH2
H3C
CH2
CH2
C
CH2
CH3
CH2
C
CH2
CH2
CH2
C
CH2
CH2
CH2
H3C C
CH2
CH2
CH2
CH3
CH3 CH2
C
CH2 CH3
CH2
CH2
CH2
C
CH
H3C CH
CH2
CH2
CH
H3C
C
CH
CH2
CH2
C
H3C C
CH2
C
CH CH3 CH2
CH CH3
C CH2 CH2
+
+
+
+
+
Gambar 3. Perubahan struktur molekul karet alam menjadi karet siklo (Veersen, 1951)
Poliisoprena
siklikasi
katalis panas

11
telah distabilkan oleh surfaktan dengan katalis asam sulfat teknis,
sehingga struktur molekul karet alam yang semula lurus berubah
menjadi struktur siklis. Pemanasan dilakukan dengan cara memanaskan
reaktor pada bejana air mendidih atau bersuhu 100°C. Berlangsungnya
reaksi siklikasi ditandai dengan berubahnya warna lateks dari semula
putih menjadi ungu.
Sifat produk dari karet siklo sangat tergantung kepada teknologi
siklikasi dan katalis asam yang digunakan. Karet siklo yang baik adalah
mudah larut dalam pelarut karet. Selain itu, karet siklo memiliki
beberapa sifat diantaranya ringan, kaku, tahan terhadap gaya gesek,
mempunyai daya rekat yang baik terhadap logam, kayu, karet, kulit dan
tekstil, mempunyai sifat adhesi yang baik, bersifat non polar dan
merupakan polimer non kristalin yang rantai-rantai molekulnya telah
dikeraskan oleh formasi cincin (Goonetilleke et al., 1993).
Karet siklo yang memenuhi standar mutu merupakan karet siklo
yang baik sehingga dapat digunakan sesuai dengan kebutuhannya. Hasil
penelitian Goonetilleke et al., (1993) dapat dijadikan standar produk
karet siklo dan spesifikasinya dapat dilihat pada Tabel 4.
Tabel 4. Spesifikasi karet siklo menurut Goonetilleke et al., (1993) Komponen Standar Bobot Molekul 15400-79000 Warna dan Bentuk Produk putih, serbuk halus, Kelarutan larut dalam pelarut karet Bilangan Iod (g I2/100 g polimer) 185-267
Kegunaan dari karet siklo yaitu sebagai resin penguat untuk karet
dan sebagai binder pada industri cat. Karet siklo juga dapat digunakan
sebagai bahan pengisi sekaligus penguat pada barang jadi karet seperti
dalam pembuatan sol sepatu dengan tingkat kekerasan tertentu
(Coomarasamy, 1981)
12
E. KOMPON KARET
Kompon karet merupakan campuran karet mentah dengan bahan
kimia karet. Pembuatan kompon karet adalah ilmu dan seni untuk
menyeleksi dan mencampur jenis karet mentah dan jenis bahan kimia
karet sehingga diperoleh kompon karet yang setelah dimasak dapat
dihasilkan barang jadi karet dengan sifat-sifat fisik yang dibutuhkan
(Abednego, 1990).
Bahan kimia karet dapat digolongkan atas fungsinya, yaitu bahan
kimia pokok, bahan kimia tambahan dan bahan penunjang. Bahan kimia
pokok adalah bahan kimia yang harus ada dalam setiap kompon karet
diantaranya karet mentah, bahan pemvulkanisasi, pencepat, penggiat,
pengisi dan pelunak. Bahan kimia tambahan adalah bahan yang hanya
ditambahkan pada pengolahan barang jadi karet tertentu atau
ditambahkan untuk meningkatkan efisiensi pengolahan kompon karet.
Bahan penunjang berfungsi sebagai penunjang atau penguat yang
memberikan kekuatan pada bagian suatu barang jadi karet (Alfa, 2003).
Bahan-bahan kimia karet yang digunakan untuk membuat kompon karet
dapat dikelompokkan sebagai berikut :
1. Bahan Pemvulkanisasi
Bahan pemvulkanisasi merupakan bahan kimia karet yang
diperlukan untuk proses vulkanisasi. Selama proses vulkanisasi,
rantai-rantai molekul karet yang semula terlepas dan bergerak bebas
menjadi terikat oleh bahan pemvulkanisasi, membentuk jaringan tiga
dimensi. Dengan demikian kompon yang semula lembek dan plastis,
menjadi barang karet yang kuat dan elastis. Bahan pemvulkanisasi
yang paling banyak digunakan adalah belerang. Bahan
pemvulkanisasi lainnya adalah peroksida organik, damar fenolik dan
bahan pemvulkanisasi uretan (Abednego, 1990).
13
2. Bahan Pencepat
Bahan pencepat adalah bahan kimia yang ditambahkan dalam
jumlah sedikit untuk mempercepat reaksi vulkanisasi kompon oleh
belerang. Dalam sistem vulkanisasi belerang, bahan pencepat
membantu meningkatkan laju vulkanisasi kompon yang biasanya
berlangsung lambat jika hanya mengandung belerang. Pencepat yang
digunakan dapat berupa satu atau kombinasi dari dua atau lebih jenis
pencepat.
Berdasarkan fungsinya pencepat dikelompokkan ke dalam
pencepat primer dan pencepat sekunder. Pencepat primer berfungsi
memberikan pravulkanisasi yang lambat diantaranya golongan
thiazol dan sulfenamida, contohnya CBS (cyclohexyl benzthiazy
sulphenamide). Pencepat sekunder berfungsi memberikan
pravulkanisasi yang singkat contohnya golongan guanidin, thiuram,
dithiokarbamat dan dithiofosfat. Pencepat sekunder biasanya
ditambahkan dalam jumlah lebih sedikit daripada pencepat primer
yang bertujuan untuk lebih meningkatkan kecepatan matang kompon
karet (Alfa, 2003).
3. Bahan Penggiat
Bahan penggiat adakalanya disebut bahan pengaktif yang
berguna untuk menggiatkan kerja dari bahan pencepat. Pada
umumnya bahan pencepat organik tidak akan berfungsi secara
efisien tanpa bahan penggiat. Bahan penggiat yang umum dipakai
adalah kombinasi dari ZnO dan asam stearat (Abednego, 1990 ).
4. Bahan Pengisi
Dalam kompon karet, bahan pengisi ditambahkan dalam
jumlah besar. Bahan pengisi dibagi atas dua golongan yaitu
golongan bahan pengisi tidak aktif dan bahan pengisi aktif. Bahan
pengisi aktif akan meningkatkan kekerasan, ketahanan sobek,
ketahanan kikis dan tegangan putus pada barang karetnya. Bahan
14
pengisi aktif diantaranya carbon black, silika, alumunium silikat,
dan magnesium silikat. Sedangkan bahan pengisi tidak aktif
diantaranya kaolin, kalsium karbonat, magnesium karbonat, dan
barium sulfat. Dalam kompon karet sering digunakan campuran
bahan pengisi aktif dan bahan pengisi tidak aktif dengan
memperhatikan harga, kemudahan waktu pengolahan dan sifat-sifat
barang karet yang dikehendaki (Abednego,1990)
5. Bahan Pelunak
Bahan pelunak adalah bahan kimia yang ditambahkan ke
dalam karet mentah selama proses pembuatan kompon karet dengan
tujuan melunakkan karet dan memudahkan pencampuran bahan-
bahan kimia karet. Pada umumnya bahan pelunak tergolong senyawa
organik yang dikenal dengan nama peptiser, plasticizer dan softener.
Bahan pelunak cair dapat menurunkan kekerasan karet sebanyak
setengah dari jumlah yang ditambahkan (Alfa, 2003).
6. Bahan Antidegradan
Antidegradan adalah bahan kimia yang berfungsi sebagai anti
ozon yaitu melindungi karet dari kerusakan akibat serangan ozon,
dan juga berfungsi sebagai antioksidan yaitu melindungi karet dari
kerusakan akibat oksidasi (Alfa, 2003). Menurut Abednego (1990),
antioksidan golongan amina dan turunannya merupakan antioksidan
yang dapat melindungi karet dengan baik, tetapi untuk barang karet
yang berwarna cerah, antioksidan ini akan membuat barang karetnya
berwarna lebih gelap dan terlihat bercak-bercak coklat. Sebaliknya
antioksidan golongan fenol dan turunannya mempunyai daya
penangkal yang lebih rendah, tetapi tidak menjadikan barang
karetnya berwarna gelap.

15
7. Bahan Bantu Olah
Bahan bantu olah adalah bahan kimia karet yang ditambahkan
pada kompon untuk meningkatkan efektifitas pengolahan kompon
tersebut, tanpa atau hanya sedikit mempengaruhi sifat fisika dan
karakteristik vulkanisasi barang jadinya. Dalam tahap pencampuran
berfungsi meningkatkan keseragaman blending karet, meningkatkan
dispersi bahan pengisi dan bahan kimia karet lainnya. Contoh bahan
bantu olah adalah dispergator FL, lilin hidrokarbon, dan polietilen,
bahan bantu olah asam lemak. Pemilihan bahan bantu olah harus
mempertimbangkan efektifitas pengolahan, biaya dan
kompatibilitasnya dengan karet (Alfa, 2003).
G. MASTIKASI DAN PENCAMPURAN
Mastikasi merupakan suatu proses perlakuan pendahuluan
terhadap karet yang bertujuan untuk melunakkan karet sehingga mudah
bercampur dengan bahan-bahan kimia. Pelunakan ini diakibatkan oleh
pemutusan rantai molekul polimer sehingga diperoleh berat molekul
yang lebih rendah (Amir, 1990).
Secara umum mekanisme proses mastikasi mencakup dua aspek
yaitu aspek mekanis bila proses penggilingan karet berada dalam
temperatur rendah dan aspek kimia apabila berada dalam temperatur
tinggi. Efisiensi mastikasi yang tinggi terjadi pada suhu rendah (± 60°C)
dan pada suhu tinggi (± 140°C), sedangkan pada suhu ± 100°C efisiensi
mastikasi rendah. Mastikasi suhu rendah dapat terjadi secara mekanis
oleh gerakan kedua rol penggiling melalui gaya geser antara gilingan
dengan karet, yang akan memutuskan ikatan karbon-karbon dari rantai
utama polimer karet. Pada suhu tinggi, molekul karet menjadi lunak dan
menyebabkan gaya geser lebih rendah sehingga tidak mampu
memutuskan rantai molekul karet, tetapi pada kondisi demikian reaksi
oksidasi yang mengakibatkan putusnya rantai molekul karet dapat terjadi
(Bhuana, 1993).

16
Pada mastikasi dengan suhu yang lebih rendah maka viskositas
karet akan lebih tinggi sehingga tenaga untuk mastikasi menjadi lebih
tinggi pula. Selain suhu yang mempengaruhi tenaga untuk mastikasi,
tenaga dari mesin mastikasinya juga mempengaruhi proses pemutusan
rantai molekul karet. (Bhuana, 1993).
Pencampuran adalah suatu tahapan utama dalam pembuatan
kompon yang bertujuan untuk memasukkan bahan-bahan kimia ke
dalam karet secara merata (homogen). Pencampuran tersebut dapat
dilakukan dalam mesin pencampur terbuka (open mill mixer) atau
pencampur tertutup (internal mixer) (Amir, 1990)
Menurut Bhuana (1993), pada proses pencampuran bahan kimia
kompon karet termasuk bahan pengisi terdapat beberapa tahapan yaitu :
1. Penurunan viskositas karet
Penurunan viskositas karet dilakukan pada tahap mastikasi
dimana rantai polimer karet mengalami pemutusan.
2. Inkorporasi
Tahap ini disebut pula sebagai wetting stage, yaitu karet yang
telah mengalami penurunan viskositas dan siap untuk menerima
bahan pengisi dan bahan serbuk lainnya. Bahan-bahan yang
dimasukkan ke dalam karet akan diselimuti oleh lapisan-lapisan
karet yang sudah bersifat plastis.
3. Distribusi/dispersi
Tenaga mekanis gilingan atau rotor yang dihasilkan dari
gesekan antara dua rol (gilingan terbuka) atau antar rol serta rotor
dan dinding ruang pencampur (gilingan tertutup) mampu
memutuskan (memecah) aglomerate bahan pengisi menjadi struktur
yang lebih kecil. Struktur yang lebih kecil tersebut selanjutnya harus
terdistribusi secara merata ke dalam matrik karet.
4. Plastisasi
Karet yang telah bercampur dengan bahan kimia termasuk
bahan pengisi akan mengalami plastisasi lebih lanjut sehingga akan
lebih memudahkan proses lebih lanjut.

17
Selama proses pencampuran, suhu yang timbul pada kompon
akibat tenaga mekanis akan tinggi sehingga mencapai pada suhu
vulkanisasi. Oleh sebab itu, selain harus mengamati suhu pada gilingan
rotor, urutan pencampuran terutama bahan pemvulkanisasi dan pencepat
harus diperhatikan supaya resiko timbulnya vulkanisasi dini (scorch)
dapat dihindarkan.
H. VULKANISASI
Vulkanisasi merupakan suatu proses pembentukan jaringan tiga
dimensi pada struktur molekul karet sehingga karet berubah dari
termoplastik menjadi stabil terhadap panas dengan perbaikan pada sifat-
sifat elastisitasnya (Suparto dan Santoso, 2003). Menurut Long (1985),
vulkanisasi akan menurunkan plastisitas, kelekatan dan kepekaan karet
terhadap panas dan dingin, serta dapat meningkatkan elastisitas,
kekuatan dan kemantapannya. Berbagai perubahan dan peningkatan sifat
karet tersebut disebabkan vulkanisasi merubah struktur kimia karet
sehingga sifat karet berubah dari semula plastis menjadi kuat dan elastis.
Melalui vulkanisasi kompon karet, molekul karet yang semula
lurus atau berupa struktur dua dimensi berubah menjadi struktur tiga
dimensi karena terbentuknya ikatan silang oleh bahan pemvulkanisasi.
Tanpa adanya ikatan silang ini sifat fisika kompon karet tidak akan
mengalami perubahan (Nagdi, 1993 di dalam Alfa 2002).
Menurut Suparto dan Santoso (2003), sistem vulkanisasi yang
digunakan akan menentukan jenis ikatan silang yang terbentuk sehingga
akan mempengaruhi sifat fisik barang jadi karetnya. Dalam praktek,
sistem vulkanisasi karet alam dapat dibedakan atas tiga jenis yaitu
sistem konvensional, sistem efisien (EV) dan sistem semi efisien (semi
EV). Penggolongan sistem vulkanisasi dapat dilihat pada Tabel 5.

18
Tabel 5. Sistem vulkanisasi belerang Sistem Vulkanisasi Belerang (bsk) Pencepat (bsk) Konvensional 2,0 – 3,5 1,0 – 0,4 EV 0,3 – 0,8 6,0 – 2,5 Semi EV 1,0 – 1,7 2,5 – 1,0
Sumber : Suparto dan Santoso (2003)
Pada sistem vulkanisasi konvensional akan menghasilkan ikatan
silang jenis polisulfida yang fleksibel, sehingga ketahanan letih (fatique)
dan ketahanan retak lenturnya baik serta kekuatan tarik (tensile strength)
yang tinggi. Tetapi ketahanan usang pada suhu tinggi (heat ageing)
sangat rendah karena ikatan polisulfida tidak mantap pada suhu tinggi.
Pada sistem vulkanisasi EV karena jumlah belerangnya lebih kecil
daripada jumlah bahan pencepat maka setiap ikatan silang mengandung
sedikit mungkin jumlah atom belerang. Hampir 80 persen ikatan silang
yang terbentuk yaitu jenis monosulfida yang mempunyai sifat tahan
suhu tinggi namun ketahanan letih dan retak lenturnya rendah. Ikatan
monosulfida tahan panas tetapi tidak fleksibel dan sekali ikatan tersebut
putus tidak ada yang menggantikannya.
Sistem vulkanisasi semi EV disusun untuk memperbaiki
kelemahan kedua sistem vulkanisasi di atas. Sistem semi EV
menghasilkan ketahanan retak lentur dan letih serta ketahanan usang
yang baik. Selain itu, sistem ini memiliki ketahanan reversi yang tinggi
pada karet alam dan memberikan pampatan tetap yang rendah, sehingga
cocok untuk pembuatan barang karet berukuran besar dan tebal yang
menghendaki sifat kelenturan yang baik (Suparto dan Santoso,2003).
Karakter vulkanisasi untuk setiap jenis kompon karet berbeda satu
sama lain. Oleh karena itu, setiap jenis kompon karet terlebih dahulu
harus ditentukan suhu dan waktu vulkanisasi yang optimum dengan
menggunakan alat rheometer. Penentuan suhu dan waktu vulkanisasi
yang optimum perlu dilakukan agar dihasilkan vulkanisat yang
sempurna matang (optimum cured).
Biasanya suhu vulkanisasi berkisar antara 140°C sampai 160°C
dengan waktu vulkanisasi yang agak lama, karena karet adalah

19
Sifat Vulkanisat
Kerapatan Ikatan Silang
Keliatan Ketahanan Sobek Umur Keletihan
Modulus Dinamis
Modulus Statis
Kekerasan
Kekuatan Tarik Histerisis
Permanen Set Koefisien Friksi
pengantar panas yang buruk. Bila waktu vulkanisasinya kurang daripada
waktu vulkanisasi optimum maka barang karetnya tersebut kurang
matang (under cured), dan sebaliknya jika waktu vulkanisasi terlalu
lama, barang karetnya akan terlampau matang (over cured). Barang jadi
karet yang kurang matang atau terlampau matang memiliki sifat fisika
yang kurang baik, sehingga harus dihindari.
Gambar 4. Pengaruh vulkanisasi terhadap sifat vulkanisat (Coran, 1978)
Pada Gambar 4 terlihat bahwa dengan meningkatnya derajat
vulkanisasi, modulus statis berubah nyata dibandingkan modulus
dinamis. Modulus dinamis menyatakan gabungan efek viskositas dan
elastis, sedangkan modulus statis hanya komponen elastis. Dengan
demikian proses vulkanisasi menyebabkan suatu bentuk dari sifat viskos
atau plastis menjadi elastis. Ketahanan sobek, umur keletihan dan
kelenturan berhubungan dengan energi pemutusan. Sifat-sifat ini akan
naik hingga mencapai kerapatan ikatan silang tertentu (optimum)
kemudian akan turun kembali. Selain oleh ikatan silang, sifat-sifat yang
diperlihatkan pada gambar juga dipengaruhi oleh jenis ikatan silang,
jenis polimer (karet), jenis dan jumlah bahan pengisi (Coran, 1978).

20
I. ROL KARET GILINGAN PADI
Rol karet gilingan padi (rice huller rubber) merupakan salah satu
komponen penting mesin pengupas gabah yang berfungsi sebagai alat
pemecah/pengupas gabah. Rol karet adalah rol yang dilapisi vulkanisat
karet. Rol karet terdiri atas bagian dalam rol yang terbuat dari baja, besi
tuang, kuningan atau perunggu. Sedangkan bagian luarnya merupakan
lapisan vulkanisat karet. Rol karet pada gilingan padi digunakan untuk
menghancurkan gabah-gabah padi (Nazarudin dan Paimin, 1999).
Menurut SNI (1989), mesin pengupas gabah padi jenis rol karet
diklasifikaskan berdasarkan ukuran lebar rol karetnya, seperti yang
disajikan pada Tabel 6. Sedangkan diantara bentuk rol karet dan sketsa
mesin pengupas jenis rol karet dapat dilihat pada Gambar 5.
Tabel 6. Spesifikasi mesin pengupas gabah jenis rol karet
No. Tipe Lebar rol (mm)
Konsumsi Tenaga (maks. jam/kg gabah)
Kapasitas (min. kg/jam)
1. Kecil 60 0,01 550 2. Sedang 102 0,0075 880 3. Besar 152 0,0066 1200
Sumber : SNI 02-0424-1989
a
b
Sumber : a). www. luavang2.trustpass.alibaba.com, b). SNI (1989)
Gambar 5. Rol karet dan sketsa mesin pengupas gabah

21
Sebagaimana produk-produk karet lain, rol karet gilingan padi juga
memiliki persyaratan yang harus dipenuhi agar kualitasnya terjaga. Dari
segi penampakan, permukaan rol karet harus seragam, tidak terdapat
bercak belerang, dan tidak bergelembung. Selain itu, diperlukan
beberapa pengujian khusus untuk menguji produk karet ini. Pengujian
sifat fisika rol karet meliputi kekerasan, ketahanan terhadap abrasi,
tegangan putus dan perpanjangan putus. Standar Nasional Indonesia
(SNI) menetapkan spesifikasi persyaratan mutu rol karet gilingan padi,
seperti yang tertera pada Tabel 7.
Tabel 7. Spesifikasi persyaratan mutu rol karet gilingan padi
No Uraian Satuan Persyaratan I. Fisika 1. Tebal mm 10 ± 2 2. Tegangan putus N/mm2 min. 11,8 3. Perpanjangan putus % - min. 130 4. Kekerasan 4.1 Sebelum pemanasan shore A 90 ± 5 4.2 Setelah pemanasan shore A maks. penurunan 10
5. Ketahanan kikis Grasseli mm3/kgm maks. 0,7
II. Organoleptis
Keadaan dan atau kenampakan rol karet
permukaan seragam, tidak terdapat bercak belerang, tidak retak, gores, lubang, lepuh, gelembung dan bebas dari benda-benda asing
Sumber : SNI 06-1843-1990

22
III. METODOLOGI
A. BAHAN DAN ALAT
Bahan-bahan yang digunakan dalam penelitian ini adalah lateks kebun,
asam sulfat teknis 95 persen, surfaktan emulgen 30 persen, enzim papain, dan
amoniak sebagai bahan pembuatan karet siklo. Sedangkan bahan-bahan
penyusun kompon rol karet gilingan padi adalah natural rubber (NR) dan
styrena butadiena rubber (SBR), karet siklo, high styrene resins (HSR),
belerang, silika, asam stearat, dibutilftalat (DBP), seng oksida (ZnO),
polietilen glikol (PEG), CBS (cyclohexylbenzthiazysulphenamide), TMQ
(2,2,4-trimetil-1,2-dihidroquinolin), titanium oksida (TiO2) dan struktol A-60
NS. Bahan kimia yang digunakan untuk analisis adalah aceton/asam format,
aquades, NaOH, asam borat, indikator nitrogen, katalis selenium, H2SO4, dan
pelarut toluen.
Alat-alat yang digunakan adalah ember, saringan, penggilingan krep,
oven, sentrifuse, saringan 325 mesh, gunting, neraca analitik, timbangan,
desikator, erlenmeyer, cawan alumunium, gelas piala, gelas ukur, kertas
saring, labu mikrojedhal, buret, pipet, termometer, alat destilasi,
spektrofotometer, open roll mill, press molding, disk rheometer toyosaiki,
shore A durometer, tensiometer, dan DIN abrader.
B. METODE PENELITIAN
1. Penelitian Pendahuluan
Penelitian pendahuluan bertujuan untuk memperoleh karet siklo yang
digunakan sebagai bahan penguat pada rol karet gilingan padi. Bahan baku
karet siklo berasal dari lateks DPNR (deproteinized natural rubber).
Penelitian ini terdiri dari dua tahap yaitu :
Tahap 1. Pembuatan lateks DPNR
Lateks DPNR diperoleh melalui proses deproteinasi, yaitu proses
penghilangan atau penurunan protein pada karet. Tahap ini diawali dengan
23
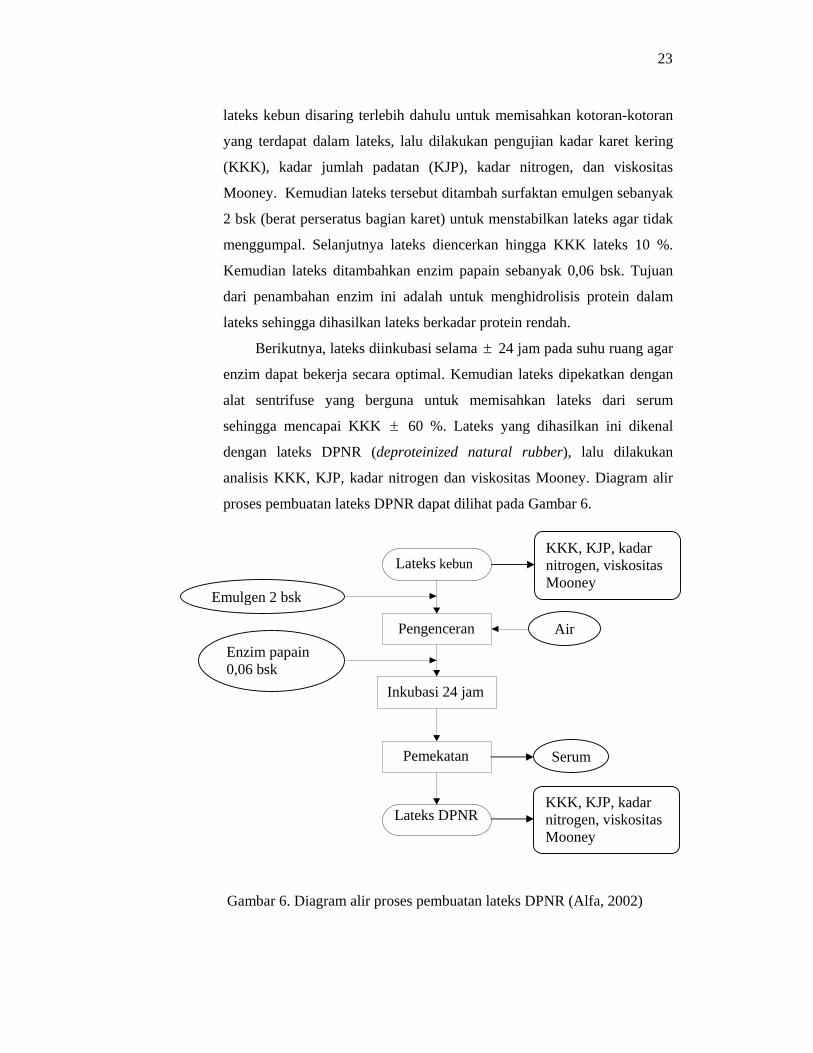
lateks kebun disaring terlebih dahulu untuk memisahkan kotoran-kotoran
yang terdapat dalam lateks, lalu dilakukan pengujian kadar karet kering
(KKK), kadar jumlah padatan (KJP), kadar nitrogen, dan viskositas
Mooney. Kemudian lateks tersebut ditambah surfaktan emulgen sebanyak
2 bsk (berat perseratus bagian karet) untuk menstabilkan lateks agar tidak
menggumpal. Selanjutnya lateks diencerkan hingga KKK lateks 10 %.
Kemudian lateks ditambahkan enzim papain sebanyak 0,06 bsk. Tujuan
dari penambahan enzim ini adalah untuk menghidrolisis protein dalam
lateks sehingga dihasilkan lateks berkadar protein rendah.
Berikutnya, lateks diinkubasi selama ± 24 jam pada suhu ruang agar
enzim dapat bekerja secara optimal. Kemudian lateks dipekatkan dengan
alat sentrifuse yang berguna untuk memisahkan lateks dari serum
sehingga mencapai KKK ± 60 %. Lateks yang dihasilkan ini dikenal
dengan lateks DPNR (deproteinized natural rubber), lalu dilakukan
analisis KKK, KJP, kadar nitrogen dan viskositas Mooney. Diagram alir
proses pembuatan lateks DPNR dapat dilihat pada Gambar 6.
Gambar 6. Diagram alir proses pembuatan lateks DPNR (Alfa, 2002)
Lateks kebun
Lateks DPNR
Pengenceran
Inkubasi 24 jam
Pemekatan
KKK, KJP, kadar nitrogen, viskositas Mooney
Emulgen 2 bsk
Enzim papain 0,06 bsk
Air
Serum
KKK, KJP, kadar nitrogen, viskositas Mooney

24
Tahap 2. Pembuatan karet siklo
Pada penelitian ini, pembuatan karet siklo menggunakan bahan baku
lateks DPNR. Pembuatan karet siklo menggunakan metode Alfa (2002)
dengan urutan sebagai berikut: lateks DPNR yang telah diketahui KKK-
nya ditambahkan emulgen 2 bsk untuk mencegah penggumpalan saat
kontak langsung dengan asam sulfat teknis. Setelah itu lateks DPNR
diberi senyawa asam sulfat teknis untuk proses siklikasi lateks.
Penambahan asam sulfat pada lateks DPNR berdasarkan perbandingan
berat antara lateks DPNR dengan asam sulfat yaitu 1:1,4 (w/w). Kemudian
campuran lateks DPNR dan asam sulfat dipanaskan pada suhu 1000C
selama 2 jam sambil diaduk pelan agar terjadi pemutusan rantai lateks dari
berantai panjang menjadi rantai berstruktur cincin yang ditandai dengan
perubahan warna dari putih menjadi ungu.
Lateks yang telah tersiklikasi, kemudian dicuci dengan air panas
untuk mencuci asam sulfat yang ada dalam campuran. Campuran yang
dihasilkan berupa dispersi yang membentuk butiran-butiran berwarna
putih. Proses selanjutnya adalah penetralan dengan amoniak untuk
menghilangkan kelebihan asam sulfat sampai diperoleh pH netral.
Kemudian dispersi tersebut dicuci kembali dengan air panas untuk
menghilangkan sisa-sisa asam sulfat dan garam, lalu dikeringkan di oven
pada suhu 70 – 800C sehingga dihasilkan serbuk karet siklo berwarna
putih, lalu diuji kelarutan dan spektroskopi infra merah. Diagram alir
proses pembuatan karet siklo dapat dilihat pada Gambar 7.
25
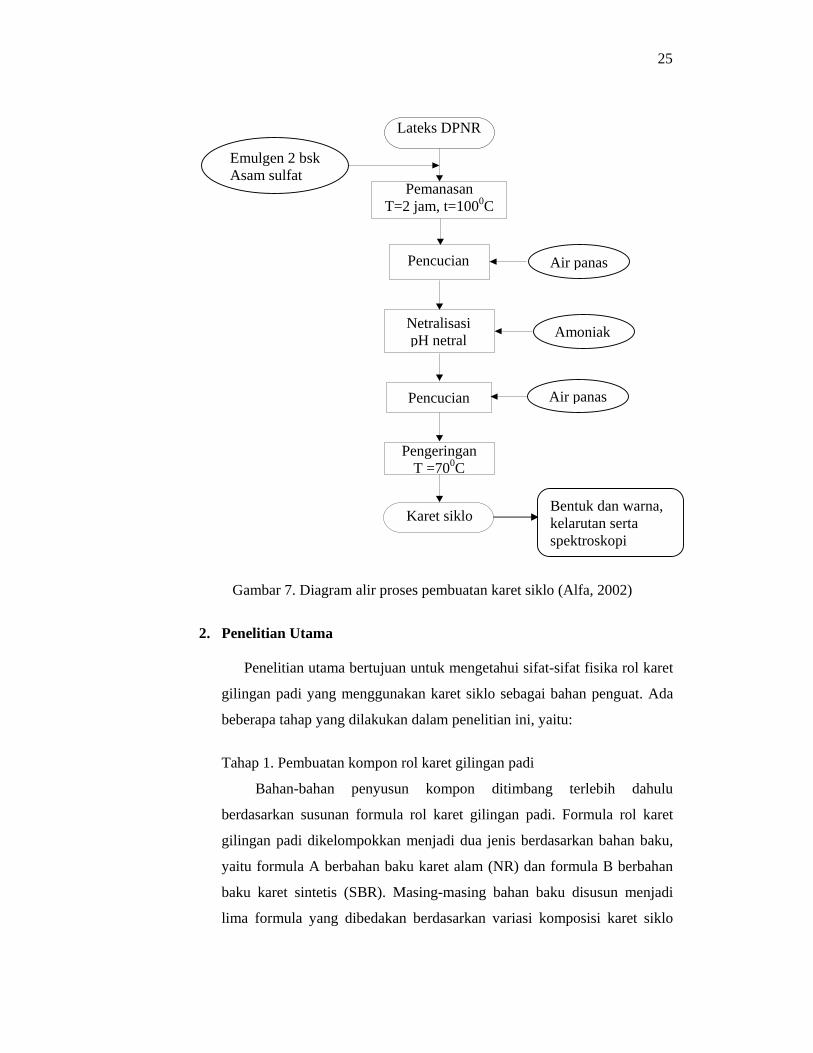
Gambar 7. Diagram alir proses pembuatan karet siklo (Alfa, 2002)
2. Penelitian Utama
Penelitian utama bertujuan untuk mengetahui sifat-sifat fisika rol karet
gilingan padi yang menggunakan karet siklo sebagai bahan penguat. Ada
beberapa tahap yang dilakukan dalam penelitian ini, yaitu:
Tahap 1. Pembuatan kompon rol karet gilingan padi
Bahan-bahan penyusun kompon ditimbang terlebih dahulu
berdasarkan susunan formula rol karet gilingan padi. Formula rol karet
gilingan padi dikelompokkan menjadi dua jenis berdasarkan bahan baku,
yaitu formula A berbahan baku karet alam (NR) dan formula B berbahan
baku karet sintetis (SBR). Masing-masing bahan baku disusun menjadi
lima formula yang dibedakan berdasarkan variasi komposisi karet siklo
Lateks DPNR
Pemanasan T=2 jam, t=1000C
Pencucian
Netralisasi pH netral
Pencucian
PengeringanT =700C
Karet siklo Bentuk dan warna, kelarutan serta spektroskopi
Emulgen 2 bsk Asam sulfat
Air panas
Amoniak
Air panas

26
yang ditambahkan, yaitu 10, 20, 30, 40, dan 50. Selain itu, dibuat juga
formula K sebagai formula pembanding yang menggunakan HSR pada NR
dan SBR. Susunan formula rol karet dinyatakan dalam bsk (berat per
seratus bagian karet), artinya semua bahan kimia karet yang digunakan
berdasarkan seratus bagian karet. Susunan formula rol karet disajikan pada
Tabel 8.
Tabel 8. Susunan formula rol karet gilingan padi
Bahan-bahan penyusun kompon
Formula (bsk)
1 2 3 4 5 Rol karet
pembanding K
Bahan baku (karet) 100 100 100 100 100 100 Siklo 10 20 30 40 50 - HSR - - - - - 50 Silika 60 60 60 60 60 60 Polietilene glikol 6 6 6 6 6 6 ZnO 1,5 1,5 1,5 1,5 1,5 1,5 Asam stearat 1 1 1 1 1 1 DBP 3 3 3 3 3 3 Belerang 5 5 5 5 5 5 CBS 1,2 1,2 1,2 1,2 1,2 1,2 TMQ 1 1 1 1 1 1 Struktol A-60NS 1 1 1 1 1 1 TiO2 4 4 4 4 4 4
Sumber : Bayer India limited for rubber industry
Bahan-bahan penyusun kompon yang telah ditimbang, selanjutnya
dikomponisasi di open roll mill dengan suhu penggilingan antara 60 –
700C. Sebelum bahan-bahan dicampur, bahan baku rol karet dimastikasi
terlebih dahulu agar karet menjadi lunak sehingga memudahkan
pencampuran bahan-bahan kimia lainnya. Urutan dan waktu pencampuran
bahan-bahan penyusun kompon pada formula rol karet gilingan padi
seperti yang tertera pada Tabel 9.
Tabel 9. Urutan dan waktu pencampuran bahan formula rol karet
Formula A1, A2, A3, A4, A5 Formula B1, B2, B3, B4, B5 Waktu (menit)
Karet alam (NR) Karet sintetis (SBR) 2 Siklo dan struktol A-60 NS Siklo dan struktol A-60 NS 5 Silika, PEG, DBP dan TiO2 Silika, PEG, DBP dan TiO2 4-5 ZnO, asam stearat, dan TMQ ZnO, asam stearat, dan TMQ 2 CBS dan belerang CBS dan belerang 2
27
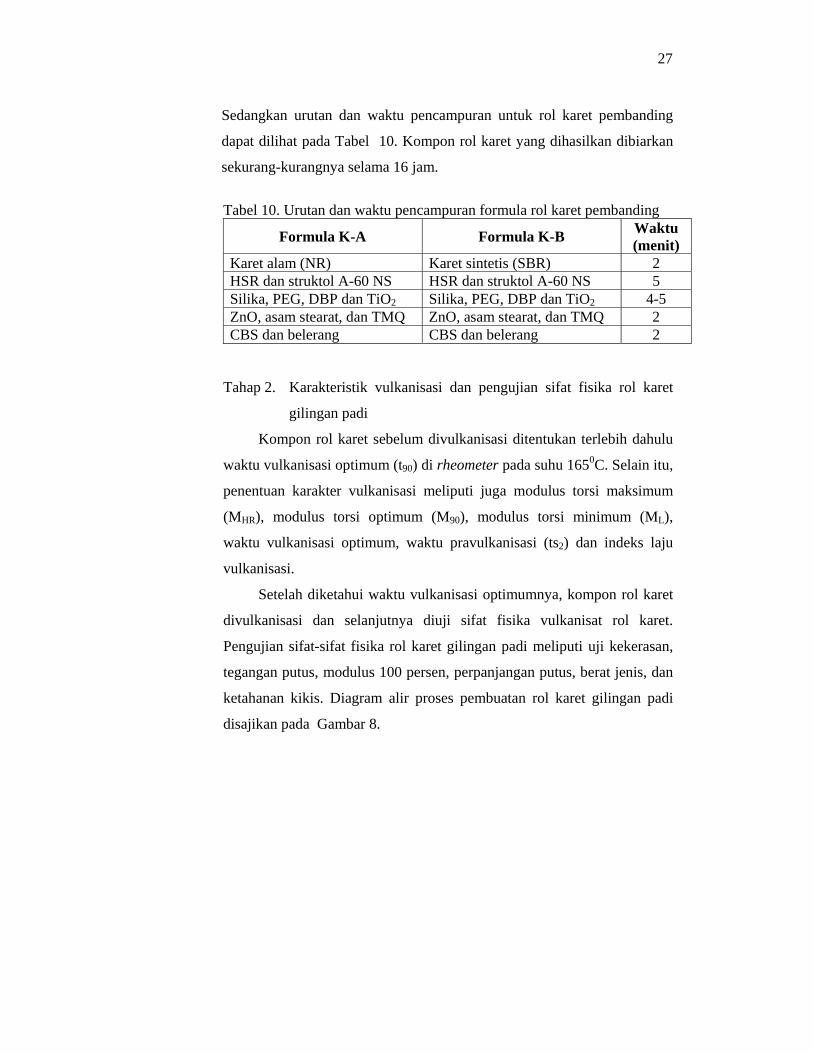
Sedangkan urutan dan waktu pencampuran untuk rol karet pembanding
dapat dilihat pada Tabel 10. Kompon rol karet yang dihasilkan dibiarkan
sekurang-kurangnya selama 16 jam.
Tabel 10. Urutan dan waktu pencampuran formula rol karet pembanding
Formula K-A Formula K-B Waktu (menit)
Karet alam (NR) Karet sintetis (SBR) 2 HSR dan struktol A-60 NS HSR dan struktol A-60 NS 5 Silika, PEG, DBP dan TiO2 Silika, PEG, DBP dan TiO2 4-5 ZnO, asam stearat, dan TMQ ZnO, asam stearat, dan TMQ 2 CBS dan belerang CBS dan belerang 2
Tahap 2. Karakteristik vulkanisasi dan pengujian sifat fisika rol karet
gilingan padi
Kompon rol karet sebelum divulkanisasi ditentukan terlebih dahulu
waktu vulkanisasi optimum (t90) di rheometer pada suhu 1650C. Selain itu,
penentuan karakter vulkanisasi meliputi juga modulus torsi maksimum
(MHR), modulus torsi optimum (M90), modulus torsi minimum (ML),
waktu vulkanisasi optimum, waktu pravulkanisasi (ts2) dan indeks laju
vulkanisasi.
Setelah diketahui waktu vulkanisasi optimumnya, kompon rol karet
divulkanisasi dan selanjutnya diuji sifat fisika vulkanisat rol karet.
Pengujian sifat-sifat fisika rol karet gilingan padi meliputi uji kekerasan,
tegangan putus, modulus 100 persen, perpanjangan putus, berat jenis, dan
ketahanan kikis. Diagram alir proses pembuatan rol karet gilingan padi
disajikan pada Gambar 8.
28
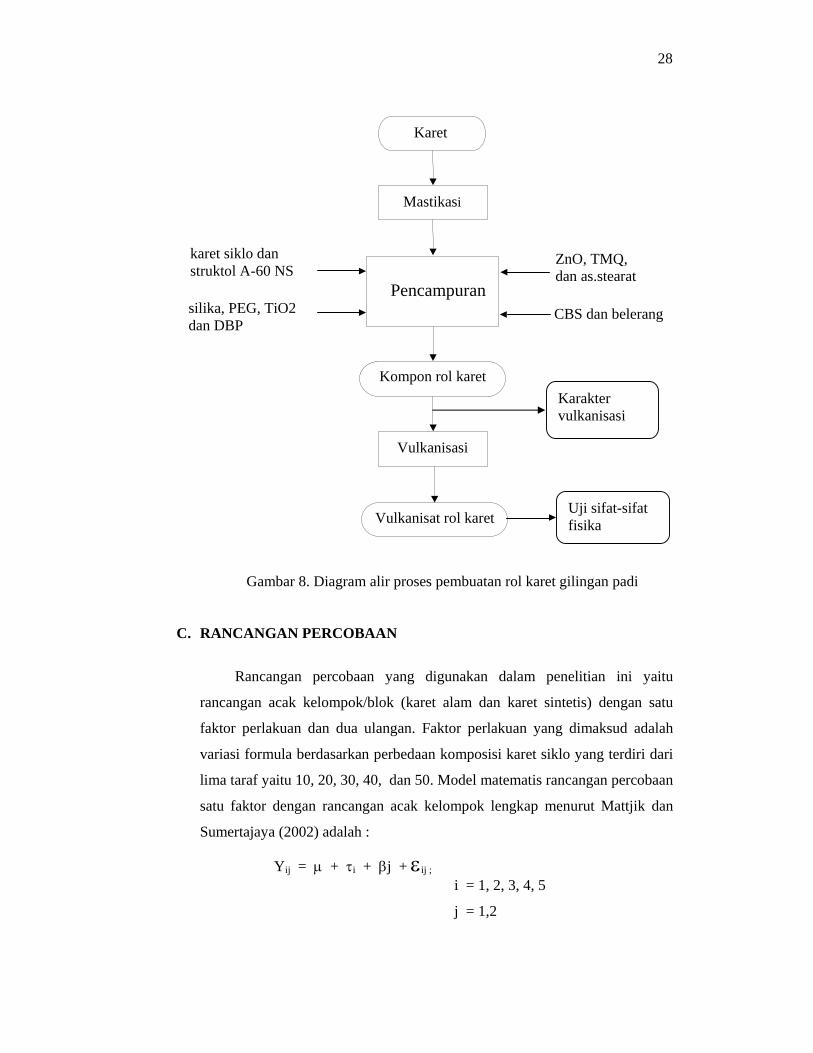
Gambar 8. Diagram alir proses pembuatan rol karet gilingan padi
C. RANCANGAN PERCOBAAN
Rancangan percobaan yang digunakan dalam penelitian ini yaitu
rancangan acak kelompok/blok (karet alam dan karet sintetis) dengan satu
faktor perlakuan dan dua ulangan. Faktor perlakuan yang dimaksud adalah
variasi formula berdasarkan perbedaan komposisi karet siklo yang terdiri dari
lima taraf yaitu 10, 20, 30, 40, dan 50. Model matematis rancangan percobaan
satu faktor dengan rancangan acak kelompok lengkap menurut Mattjik dan
Sumertajaya (2002) adalah :
Yij = μ + τi + βj + εij ;
i = 1, 2, 3, 4, 5
j = 1,2
Karet
Vulkanisat rol karet
Mastikasi
Pencampuran
Vulkanisasi
Kompon rol karet
ZnO, TMQ, dan as.stearat
silika, PEG, TiO2 dan DBP
karet siklo dan struktol A-60 NS
CBS dan belerang
Uji sifat-sifat fisika
Karakter vulkanisasi

29
Dengan :
Yij = Nilai pengamatan pada perlakuan ke-i dan kelompok ke-j
μ = Rataan umum
τi = Pengaruh perlakuan ke-i
βj = Pengaruh kelompok ke-j
εij = Pengaruh acak pada perlakuan ke-i dan kelompok ke-j
D. WAKTU DAN TEMPAT
Penelitian dilakukan dari tahun 2006 sampai dengan 2007 di
Laboratorium Fisika, Laboratorium Kimia dan Pabrik Percobaan Balai
Penelitian Teknologi Karet (BPTK) Bogor.

30
IV. HASIL DAN PEMBAHASAN
A. PENELITIAN PENDAHULUAN
1. Karakteristik Lateks DPNR
Lateks DPNR dibuat melalui proses deproteinasi, yaitu proses
penurunan kandungan protein lateks. Deproteinasi lateks dapat dilakukan
dengan berbagai cara, yaitu dengan hidrolisis kimiawi menggunakan basa
(saponifikasi) dan hidrolisis enzimatis dengan menggunakan enzim (Yapa
dan Yapa, 1981 di dalam Alfa, 1999). Deproteinasi dengan enzim
merupakan cara yang efisien karena dapat dihasilkan peptida-peptida yang
kurang kompleks dan mudah dipecah serta melindungi produk dari
kerusakan dan perubahan yang bersifat non hidrolitik (Johnson dan
Peterson, 1974 di dalam Alfa, 1999).
Pada penelitian ini, pembuatan lateks DPNR dilakukan dengan cara
hidrolisis enzimatis menggunakan metode hasil penelitian Alfa (2002),
yaitu dengan menggunakan enzim proteolitik dan pengenceran sampai
kadar karet kering (KKK) 10 % pada lateks kebun. Enzim proteolitik yang
digunakan adalah enzim papain sebesar 0,06 bsk (berat per seratus bagian
karet).
Sebelum ditambahkan enzim papain, lateks kebun yang telah
disaring dan diketahui KKK-nya ditambahkan zat penstabil terlebih
dahulu. Hal ini dilakukan agar kemantapan lateks tetap stabil selama
penyimpanan. Kemantapan lateks terjadi karena bagian hidrofibik (benci
air) dari surfaktan akan terserap pada permukaan partikel karet, sedangkan
bagian hidrofilik (suka air) mengarah pada cairan membentuk lapisan yang
akan melindungi partikel karet sehingga lateks tetap stabil. Zat penstabil
yang digunakan pada penelitian ini adalah surfaktan emulgen sebesar 2
bsk.
Menurut Yapa dan Lionel (1980) di dalam Rahayu (2001), adanya
protein di dalam lateks dapat mengganggu atau menghambat rekasi
siklikasi. Enzim papain akan menghidrolisis protein yang terdapat dalam

31
lateks. Sedangkan protein yang menyelubungi partikel karet di dalam
lateks sulit dihidrolisis oleh enzim papain. Kesulitan ini disebabkan
protein tersebut berada dalam jaringan partikel karet yang saling terbelit
dan kompleks. Karena itu lateks perlu diencerkan sampai KKK 10 %
sehingga protein larut dalam air dan akan terbuang bersama dengan serum
pada saat lateks dipekatkan.
Pemekatan lateks dengan alat pemusingan (sentrifugasi) selain untuk
memisahkan lateks dari serum lateks, juga berguna untuk menurunkan
kandungan protein dalam lateks. Prinsip kerja sentrifuse berdasarkan
perbedaan berat jenis antara partikel karet dan serum. Serum memiliki
berat jenis lebih besar daripada partikel karet sehingga partikel karet
cenderung untuk naik ke permukaan, sedangkan serum merupakan lapisan
di bawahnya. Jadi apabila lateks mengalami pemutaran/pemusingan, maka
terjadi pemisahan antara lateks dengan serum karena adanya gaya
sentripetal dan gaya sentrifugal yang mengarah keluar.
Setelah dihasilkan lateks pekat yang berkadar protein rendah atau
disebut dengan lateks DPNR (deproteinized natural rubber), lateks
tersebut dianalisis kadar karet kering (KKK), kadar jumlah padatan (KJP),
kadar nitrogen dan viskositas Mooney. Hasil analisis lateks kebun dan
lateks DPNR disajikan pada Tabel 10.
Tabel 10. Hasil analisis lateks kebun dan lateks DPNR
Parameter Lateks kebun Lateks DPNR KKK, % 34,00 58,70 KJP, % 35,03 60,20 Kadar nitrogen, % 0,65 0,05 Viskositas Mooney 83,00 77,70
Dari Tabel 10 dapat dilihat bahwa pada lateks DPNR, nilai KKK-nya
lebih tinggi dibandingkan dengan lateks kebun, yang berarti kandungan
karet pada lateks DPNR lebih banyak karena serum lateks terbuang pada
saat pemekatan. Penentuan KKK berguna untuk menambahkan bahan-
bahan kimia yang lain, karena penambahan bahan-bahan kimia
berdasarkan berat kering karet. Menurut Subramaniam (1987), lateks yang

32
baru disadap mempunyai kadar karet kering berkisar antara 30 – 40 %.
Sedangkan menurut Handoko (2002) di dalam Ulpah (2005), lateks hasil
pemekatan KKK ± 60 % dan tetap merupakan koloid yang stabil.
Pengukuran kadar jumlah padatan (KJP) bertujuan untuk mengetahui
jumlah padatan yang terdapat dalam lateks, baik berupa partikel karet
maupun bahan non karet. Hasil KJP memperlihatkan nilai yang lebih besar
dibandingkan dengan KKK. Selisih nilai KKK dan KJP maksimum adalah
2 persen. Hal ini berarti jumlah padatan bukan karet yang terdapat dalam
karet cukup banyak. Padatan non karet tersebut dapat berupa anion
anorganik, ion logam dan bahan padatan lainnya yang terkandung dalam
lateks.
Hasil analisis kadar nitrogen memperlihatkan penurunan pada lateks
DPNR. Hal ini disebabkan oleh enzim papain yang menghidrolisis ikatan
peptida protein menjadi asam amino sederhana serta adanya proses
pemekatan sehingga saat dipekatkan serum beserta asam-asam amino
tersebut akan terbuang.
Batas maksimal kadar nitrogen DPNR adalah 0,15 % seperti yang
diajukan oleh Whelan dan Lee (1979) di dalam Alfa (2002). Sedangkan
menurut Stern (1954) di dalam Chusna (2002), kandungan protein dalam
lateks maksimal sekitar 2 %. Meskipun sangat kecil tetapi pengaruhnya
sangat besar terhadap kestabilan lateks karena protein dapat menganggu
proses siklikasi.
Parameter viskositas Mooney menunjukkan panjangnya rantai
molekul karet atau bobot molekul karet serta derajat pengikatan silangnya
(Solichin, 1995). Gejala pengerasan atau naiknya viskositas karet selama
penyimpanan disebabkan terbentuknya ikatan silang antar molekul karet.
Ikatan silang ini terjadi karena adanya reaksi kondensasi gugus aldehida
yang terdapat pada molekul karet, yang mana reaksinya dikatalisis oleh
protein dan asam amino.
Dari hasil analisis viskositas Mooney lateks mengalami penurunan
setelah kadar proteinnya dikurangi. Hal ini berarti selama penyimpanan
(pemeraman) dan penurunan kadar protein mampu meningkatkan

33
kemantapan viskositas lateks DPNR. Berkurangnya jumlah protein dalam
lateks DPNR akan mengurangi reaksi aldehid-aldehid sehingga nilai
viskositasnya menurun.
2. Pembuatan karet siklo
Telah disebutkan di atas bahan baku karet siklo pada penelitian ini
adalah lateks DPNR. Metode siklikasi yang digunakan adalah pemanasan
1000C dengan katalis asam. Sebelum ditambahkan asam sulfat, lateks
DPNR ditambahkan emulgen 2 bsk. Emulgen berguna untuk mencegah
penggumpalan lateks ketika kontak dengan asam sulfat. Penambahan asam
menyebabkan pH lateks menurun, yang berarti terjadi penambahan muatan
positip pada lateks sehingga antar partikel karet terjadi kekuatan saling
tolak-menolak atau lateks masih dalam keadaan cair (Goutara, et. al.,
1985).
Asam sulfat banyak digunakan karena harganya murah dan mudah
diperoleh. Selain itu asam sulfat efektif untuk reaksi siklikasi lateks
dengan konsentrasi asam terdapat dalam serum sekurang-kurangnya
sekitar 70 persen (b/b) (Naunton, 1961). Coomarasamy et al. (1981)
menambahkan bahwa kecepatan siklikasi dipengaruhi oleh suhu dan
konsentrasi asam sulfat serta lamanya reaksi. Konsentrasi asam sulfat
kurang dari 60 persen (b/b) praktis tidak terjadi reaksi siklikasi meskipun
reaksi dilakukan pada suhu 1000C.
Pada penelitian ini, konsentrasi asam sulfat yang digunakan pada
lateks adalah konsentrasi 70 % sehingga lateks yang semula berwarna
putih menjadi ungu. Perubahan warna ungu merupakan indikasi awal dari
keberhasilan reaksi siklikasi yang terjadi karena adanya donor proton
(kation) dari asam sulfat yang digunakan untuk melepaskan ikatan rangkap
atom C pada partikel karet.
Menurut Naunton (1961), reaksi siklikasi sangat eksotermis
khususnya pada awal reaksi sehingga pendinginan diperlukan untuk
mencegah kondisi tersebut. Karena itu, pada saat asam sulfat dicampurkan

34
ke dalam lateks, benjana berisi lateks diletakkan pada wadah berisi air
dingin agar tidak terjadi pengarangan akibat pelepasan energi yang besar.
Reaksi siklikasi masih berlanjut pada tahap pemanasan. Campuran
lateks dan asam sulfat dipanaskan pada suhu ± 1000C selama 2 jam yang
membentuk dispersi siklo dalam serum. Pemanasan bertujuan agar
karbokation yang terbentuk akibat penambahan asam sulfat dapat bereaksi
dengan ikatan rangkap pada poliisoprena lainnya yang membentuk
monosiklik atau polisiklik.Ini berarti pemanasan berfungsi untuk
mempercepat proses pengikatan karbokation oleh atom C-H pada
monomer lain. Suhu pemanasan harus tetap dijaga agar tidak terjadi
pengerasan atau pengarangan akibat suhu yang terlampau tinggi yang
dapat menggagalkan reaksi siklikasi.
Dispersi karet siklo yang telah terbentuk selanjutnya dibagi menjadi
dua bagian untuk memudahkan pencucian dengan air panas. Air panas
yang diperlukan adalah lima kali jumlah volume lateks DPNR. Pencucian
dilakukan sebanyak 4 kali yang bertujuan untuk menghilangkan surfaktan
dan menurunkan kadar keasaman pada karet siklo yang terbentuk. Pada
saat pencucian, campuran dispersi siklo dan serum memperlihatkan warna
hijau yang menunjukkan kandungan surfaktan dan asam sulfat yang tinggi
di dalam campuran. Seiring dengan beberapa kali pencucian, warnanya
mulai memudar karena kandungan surfaktan dan asam sulfat ikut terbuang
bersama-sama dengan serum.
Proses berikutnya adalah penetralan dengan menambahkan amoniak
Penambahan amoniak untuk menghilangkan sisa-sisa asam sulfat dalam
dispersi karet siklo sampai diperoleh pH netral. Amoniak yang bersifat
basa ini akan bereaksi dengan asam sulfat dan membentuk ammonium
sulfat (garam mineral). Setelah itu, dilanjutkan pencucian kembali dengan
air panas untuk melepaskan serum yang masih tersisa dan garam-garam.
Dispersi karet siklo yang dihasilkan berupa serbuk-serbuk berwarna
putih yang masih basah sehingga perlu dilakukan penyaringan untuk
memisahkan serum dan siklo. Filtrat karet siklo kemudian dikeringan di
dalam oven pada suhu 70 – 800C. Suhu yang terlampau tinggi dapat
35
menyebabkan karet siklo hangus dan berwarna kecoklatan. Hasil
pengeringan berupa serbuk-serbuk karet siklo yang ringan, keras rapuh,
dan berwarna putih kecoklatan, seperti yang terlihat pada Gambar 9.
Gambar 9. Karet siklo
Pengujian terhadap karet siklo, selain bentuk dan warna diantaranya
adalah kelarutan dalam toluen dan spektroskopi inframerah. Hasil analisis
kelarutan menunjukkan bahwa karet siklo yang dihasilkan memiliki
tingkat kelarutan sebesar 10,93 %. Tingkat kelarutan pada penelitian ini
sangat rendah dibandingkan dengan penelitian Chusna (2002). Dari
penelitian Chusna diketahui bahwa jika karet siklo dibuat dari lateks yang
telah diturunkan bobot molekulnya maka karet siklo dapat larut sempurna
dalam toluen selama 5 hari.
Karet siklo yang baik adalah yang larut dalam pelarut karet. Karet
siklo yang sukar larut disebabkan karena bobot molekul pada karet siklo
masih tinggi. Selain itu, reaksi siklikasi yang terjadi tidak terkontrol
sehingga rantai siklik yang terbentuk acak, akibatnya ikatan silang yang
terbentuk sukar melepaskan ikatannya sehingga karet siklo yang terlarut
sedikit sekali atau bahkan tidak larut sama sekali. Hasil analisis kelarutan
karet siklo dapat dilihat pada Lampuran 5a.
Analisis spektroskopi diperlukan untuk menentukan gugus
fungsional senyawa organik yang menyusun suatu molekul. Makin rumit
struktur suatu molekul maka akan semakin banyak bentuk vibrasi yang

36
mungkin terjadi sehingga semakin banyak pita-pita absorbsi yang
dihasilkan spektrum infra merah (Hendayana, et al., 1994 di dalam
Chusna, 2002).
Pada penelitian ini, analisis spektroskopi dilakukan dengan
mengoleskan serbuk siklo pada plat KBr, tidak dalam bentuk larutan siklo.
Hasil penelitian menunjukkan adanya 3 ciri khas dari karet siklo, yaitu
munculnya puncak pada 2928 cm-1, 1458 cm-1, dan 881 cm-1 serta
menghilangnya puncak 836 cm-1. Hal tersebut sesuai dengan hasil
penelitian Goonetilleke et. al. (1993) bahwa spektra infra merah pada karet
siklo akan menunjukkan adanya puncak serapan yang kuat pada wilayah
gelombang 2700 – 3000 cm-1 dan 1450 cm-1. Selain itu juga akan muncul
puncak baru pada 880 cm-1 dan puncak 836 cm-1 akan menghilang. Hasil
analisis spektroskopi karet siklo dan sebagai pembandingnya, yaitu karet
alam juga disajikan pada Lampiran 5b.
Puncak 2928 cm-1 dan 2866 cm-1 menunjukkan adanya ikatan CH3
dan CH2 yang juga ada pada karet alam, namun pada puncak 2866 cm-1
tidak setajam pada karet alam, yang berarti telah terjadi penurunan jumlah
ikatan CH2 pada karet siklo. Sedangkan pada puncak 1458 cm-1
merupakan ikatan C=C yang berdampingan dengan puncak 1376 cm-1
masih ada pada karet siklo, meskipun tidak setajam pada karet alam.
Untuk puncak 881 cm-1 menunjukkan adanya ikatan siklik, yang
merupakan ciri khas karet siklo. Dengan demikian hasil spektroskopi
menunjukkan kinerja siklikasi sudah berlangsung baik.
B. PENELITIAN UTAMA
1. Proses Pengomponan
Kompon karet merupakan campuran karet mentah dengan bahan
kimia karet. Pada penelitian ini dibuat dua jenis kelompok kompon rol
karet berdasarkan bahan bakunya, yaitu karet alam (natural rubber) dan
karet sintetis (styrena butadiena rubber). Sedangkan bahan-bahan kimia
pokok terdiri atas bahan penguat dan pengkaku (karet siklo dan high

37
styrene resins, HSR), bahan pemvulkanisasi (belerang), bahan penggiat
(seng oksida, ZnO dan asam stearat), bahan pencepat
(cyclohexylbenzthiazysulphenamide, CBS), bahan pengisi (silika), bahan
pelunak (dibutilftalat, DBP), dan bahan antidegran (2,2,4-trimetil-1,2-
dihidroquinolin, TMQ). Untuk bahan bantu olah kompon meliputi bahan
pewarna (titanium oksida, TiO2), bahan penghomogen (struktol A-60 NS)
serta polietilen glikol (PEG) sebagai bahan bantu pendispersi silika pada
kompon.
Pencampuran dilakukan pada open roll mill dengan suhu
penggilingan antara 60 – 70°C. Pencampuran diawali dengan mastikasi
karet untuk memudahkan proses pencampuran bahan-bahan kimia lainnya.
Pada saat mastikasi, karet mengalami penurunan viskositas yang ditandai
dengan karet menjadi lunak yang disebabkan oleh pemutusan rantai
molekul polimer karet sehingga berat molekul karet menjadi rendah.
Mastikasi pada penelitian ini termasuk ke dalam tipe mastikasi bersuhu
rendah yang terjadi karena karet diputus secara mekanis oleh gerakan
kedua rol penggiling melalui tenaga geseran (shearing force).
Karet yang telah dimastikasi, selanjutnya dilakukan penambahan-
penambahan bahan-bahan kimia sesuai dengan urutan dan waktu proses
pencampuran agar kompon yang dihasilkan homogen. Bahan yang
pertama kali dimasukkan setelah mastikasi karet dan siklo beserta struktol
adalah bahan pelunak. Bahan pelunak berguna untuk memperlunak karet
sehingga mempermudah masuknya bahan-bahan kimia lainnya serta dapat
mempersingkat waktu pengomponan.
Bahan berikutnya adalah penambahan bahan pengisi yang disertai
dengan bahan pendispersi. Bahan pengisi berguna untuk memperbesar
volume kompon sehingga menekan biaya pengolahan serta memperkuat
sifat fisik. Sedangkan bahan pendispersi berguna untuk meningkatkan
dispersi silika agar merata dan homogen. Bahan pewarna berguna untuk
memberikan warna yang cerah pada kompon rol karet gilingan padi.
Selanjutnya penambahan bahan penggiat dan bahan antidegran.
Bahan penggiat berguna untuk mengaktifkan bahan pencepat, sedangkan
38
bahan antidegran ditambahkan agar karet lebih tahan terhadap
pengusangan karena vulkanisasi dilakukan pada suhu tinggi.
Pencampuran tahap akhir adalah bahan pencepat dan bahan
pemvulkanisasi. Bahan pencepat berguna untuk mempercepat proses
terjadinya vulkanisasi yang berlangsung lama jika hanya menggunakan
belerang. Penambahan bahan pemvulkanisasi ini menyebabkan terjadinya
ikatan silang antara sulfur dan molekul karet sehingga pada awalnya
kompon bersifat plastis berubah elastis setelah divulkanisasi. Kompon-
kompon rol karet yang dihasilkan relatif memiliki penampakan yang sama,
yaitu berwarna putih dan bersifat plastis.
2. Proses vulkanisasi
Istilah vulkanisasi awalnya terbatas pada reaksi kimia antara karet
dan sulfur yang menghasilkan berbagai pengaruh, seperti (a) berkurangnya
plastisitas, (b) meningkatnya kuat tarik dan ketahanan kikis, dan (c)
berkurangnya kelarutan dalam pelarut organik (Craig, 1969 di dalam
Mahendra, 1999). Suparto dan Santoso (2003) menjelaskan bahwa
vulkanisasi merupakan proses pembentukan jaringan tiga dimensi pada
struktur molekul karet karena terjadi ikatan silang rantai hidrokarbon karet
dengan atom-atom sulfur.
Kompon rol karet sebelum divulkanisasi terlebih dahulu di rheo
untuk mengetahui waktu vulkanisasi optimum kompon agar tidak
terlampau matang yang dapat merusak ikatan silang yang terbentuk
sehingga dapat mempengaruhi sifat fisika vulkanisat rol karet. Hasil
pengujian karakteristik vulkanisasi disajikan pada Lampiran 6 dan contoh
hasil uji reometer yang berupa kurva juga dapat dilihat pada Lampiran 7.
Penelitian ini menggunakan sistem vulkanisasi konvensional.
Terbentuknya ikatan silang yang lebih banyak diduga oleh terbentuknya
ikatan monosulfida dan disulfida pada rantai akibat adanya belerang,
bahan pencepat dan bahan penggiat. Menurut Suparto dan Santoso (2003),
pada awal reaksi vulkanisasi terjadi pemutusan lingkaran molekul belerang
(S8) yang kemudian membentuk kompleks pengaktifan belerang dengan
39
melibatkan bahan bahan pencepat dan ZnO. Ikatan silang yang terbentuk
merupakan ikatan polisulfida yang mengandung banyak atom belerang.
Selama pemanasan ikatan polisulfida akan putus membentuk ikatan silang
yang lebih pendek.
Hasil penelitian menunjukkan waktu vulkanisasi optimum pada
vulkanisat rol karet berlangsung semakin lama seiring dengan
bertambahnya komposisi karet siklo. Lebih lamanya waktu vulkanisasi
optimum pada vulkanisat berbahan baku karet sintetis daripada karet alam
karena proses pembentukan ikatan silang pada karet sintetis berlangsung
lebih lama. Hal ini berbanding terbalik dengan nilai modulus torsi
optimum yang semakin kecil dengan semakin meningkatnya komposisi
karet siklo. Parameter modulus torsi optimum menunjukkan kerapatan
ikatan silang yang terbentuk pada vulkanisat. Menurut Brydson (1978),
vulkanisasi karet sintetis (jenis karet SBR) lebih lambat dibandingkan
karet alam. Untuk mendapatkan derajat vulkanisasi yang sama diperlukan
bahan pencepat 50 % lebih banyak dan sedikit belerang.
3. Sifat Fisika Rol Karet Gilingan Padi a. Kekerasan (Hardness)
Kekerasan merupakan salah satu sifat fisika yang dapat dijadikan
indikator dalam penggunaan jenis dan banyaknya pengisi serta sistem
vulkanisasi yang digunakan. Penambahan bahan pengisi akan
meningkatkan kekerasan vulkanisat. Pada penelitian ini, kekerasan
tidak hanya ditentukan oleh bahan pengisi, tetapi juga bahan penguat,
yang ditambahkan pada kompon yaitu karet siklo. Karet siklo memiliki
sifat yang keras dan kaku sehingga dapat meningkatkan kekerasan
vulkanisat.
Data hasil penelitian menggunakan karet siklo menunjukkan nilai
rata-rata kekerasan pada formula A yang berbahan baku karet alam
(natural rubber, NR) berkisar antara 84,0 – 87,5 shore A, dengan rata-
rata tertinggi ada pada formula A5. Sedangkan pada formula B yang
berbahan baku karet sintetis (styrena butadiena rubber, SBR) nilai
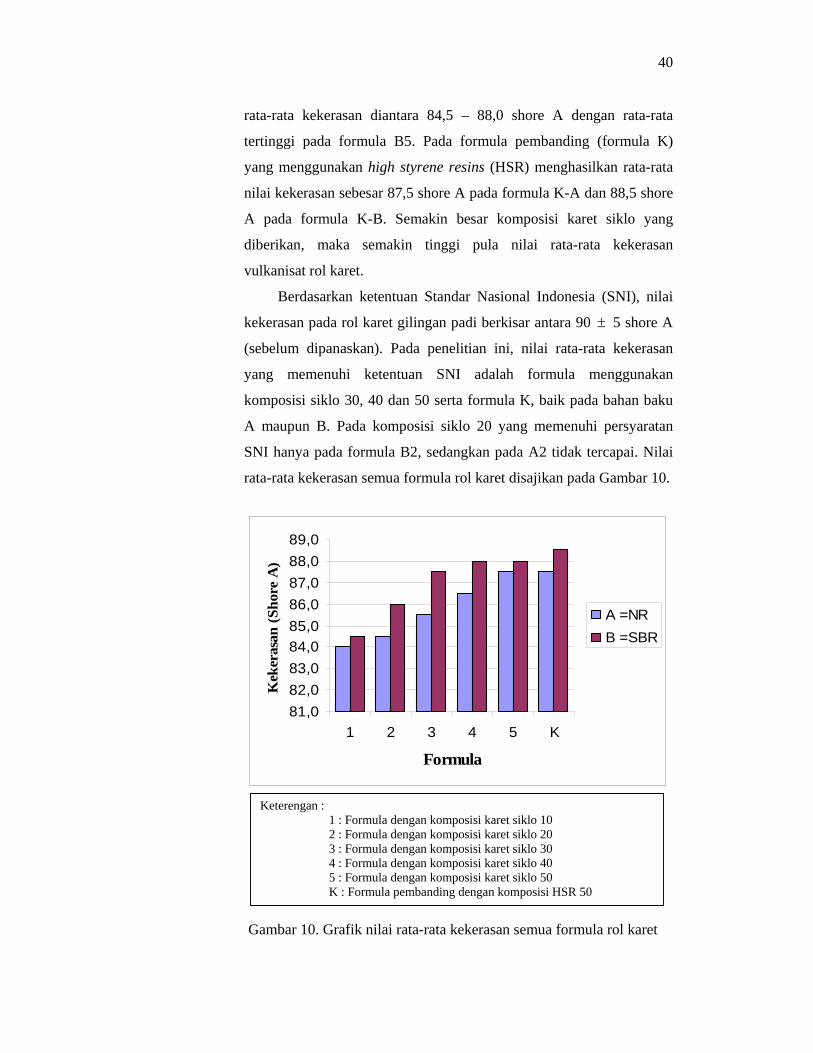
40
rata-rata kekerasan diantara 84,5 – 88,0 shore A dengan rata-rata
tertinggi pada formula B5. Pada formula pembanding (formula K)
yang menggunakan high styrene resins (HSR) menghasilkan rata-rata
nilai kekerasan sebesar 87,5 shore A pada formula K-A dan 88,5 shore
A pada formula K-B. Semakin besar komposisi karet siklo yang
diberikan, maka semakin tinggi pula nilai rata-rata kekerasan
vulkanisat rol karet.
Berdasarkan ketentuan Standar Nasional Indonesia (SNI), nilai
kekerasan pada rol karet gilingan padi berkisar antara 90 ± 5 shore A
(sebelum dipanaskan). Pada penelitian ini, nilai rata-rata kekerasan
yang memenuhi ketentuan SNI adalah formula menggunakan
komposisi siklo 30, 40 dan 50 serta formula K, baik pada bahan baku
A maupun B. Pada komposisi siklo 20 yang memenuhi persyaratan
SNI hanya pada formula B2, sedangkan pada A2 tidak tercapai. Nilai
rata-rata kekerasan semua formula rol karet disajikan pada Gambar 10.
81,082,083,084,085,086,087,088,089,0
1 2 3 4 5 K
Formula
Kek
eras
an (S
hore
A)
A =NRB =SBR
Gambar 10. Grafik nilai rata-rata kekerasan semua formula rol karet
Keterengan : 1 : Formula dengan komposisi karet siklo 10 2 : Formula dengan komposisi karet siklo 20 3 : Formula dengan komposisi karet siklo 30 4 : Formula dengan komposisi karet siklo 40 5 : Formula dengan komposisi karet siklo 50 K : Formula pembanding dengan komposisi HSR 50

41
Hasil analisis keragaman memperlihatkan bahwa faktor variasi
komposisi siklo dan kelompok/blok (jenis bahan baku) berpengaruh
nyata terhadap kekerasan. Keadaan ini berarti perbedaan komposisi
karet siklo yang ditambahkan dan perbedaan jenis bahan baku yang
digunakan memberikan hasil signifikan karena setiap karet memiliki
karakteristik yang berbeda sehingga mempengaruhi kekerasan barang
jadi karet. Hasil uji lanjut Duncan menunjukkan bahwa komposisi
karet siklo 10 dengan komposisi karet siklo 20 tidak memberikan hasil
yang berbeda terhadap kekerasan, tetapi komposisi karet siklo 10
dengan komposisi karet siklo 30, 40, dan 50 memberikan hasil yang
berbeda terhadap nilai rata-rata kekerasan rol karet. Perlakuan
komposisi karet siklo 20 dengan 30 tidak memberikan hasil berbeda
terhadap kekerasan rol karet, tetapi berbeda nyata dengan perlakuan
komposisi karet siklo 40 dan 50.
Penambahan karet siklo yang semakin banyak menyebabkan
vulkanisat rol karet menjadi semakin keras dan kaku, baik itu pada
formula berbahan baku NR maupun SBR. Untuk formula K yang
menggunakan HSR, nilai kekerasan lebih tinggi dibandingkan dengan
formula yang menggunakan karet siklo. Hal ini disebabkan HSR
mengandung stiren yang tinggi sehingga menghasilkan sifat kekerasan
yang tinggi.
Pada Gambar 10 juga memperlihatkan nilai kekerasan vulkanisat
rol karet gilingan yang menggunakan bahan baku SBR (formula B)
lebih tinggi daripada formula bahan baku NR (formula A). Tingginya
nilai rata-rata kekerasan pada formula B dapat dipahami karena SBR
mengandung stiren yang dapat memberikan kekerasan pada produk.
Selain karena adanya bahan penguat dan bahan pengisi,
kekerasan juga dipengaruhi oleh bahan pelunak yang ditambahkan.
Penambahan bahan pelunak akan mengurangi kekerasan produk.
Karena itu diperlukan kombinasi yang tepat antara bahan pengisi,
bahan penguat dan bahan pelunak.

42
b. Tegangan Putus
Tegangan putus (tensile strength) adalah tenaga yang dibutuhkan
untuk menarik vulkanisat sampai putus. Satuan tegangan putus
dinyatakan dalam N/mm2 luas penampang contoh uji sebelum
diregangkan.
Berdasarkan hasil penelitian, nilai rata-rata tegangan putus yang
menggunakan karet siklo pada formula A berkisar antara 4,45 N/mm2
sampai dengan 11,7 N/mm2, dengan nilai rata-rata terbesar pada
formula A1. Pada formula B nilai rata-rata tegangan putusnya terletak
pada 6,00 – 8,15 N/mm2, dengan nilai rata-rata tertinggi dimiliki oleh
formula B3. Untuk formula pembanding (K) nilai rata-rata tegangan
putus sebesar 16,9 N/mm2 pada K-A dan 6,65 N/mm2 pada K-B.
Dengan demikian dapat dilihat bahwa secara rata-rata nilai tegangan
putus cenderung mengalami penurunan seiring dengan semakin
besarnya komposisi karet siklo yang digunakan.
Nilai rata-rata tegangan putus formula rol karet yang diuji, hanya
formula K-A berbahan baku NR yang telah memenuhi syarat mutu
SNI, yaitu minimal 11,8 N/mm2.. Pada formula A1 nilai tegangan
putus kurang 0,1 poin dari syarat mutu SNI, yaitu sebesar 11,7 N/mm2,
namun dianggap memenuhi standar. Nilai rata-rata tegangan putus
semua formula rol karet ditampilkan pada Gambar 11.
Nilai rata-rata tegangan putus vulkanisat rol karet yang
menggunakan karet siklo dipengaruhi oleh karet siklo. Makin tinggi
penggunaan komposisi karet siklo maka cenderung semakin rendah
nilai rata-rata tegangan putusnya. Komposisi karet siklo yang
ditambahkan akan meningkatkan kekerasan vulkanisat rol karet, tetapi
pada sifat lain terutama tegangan putusnya akan mengalami penurunan
sebab karet siklo bersifat rapuh.
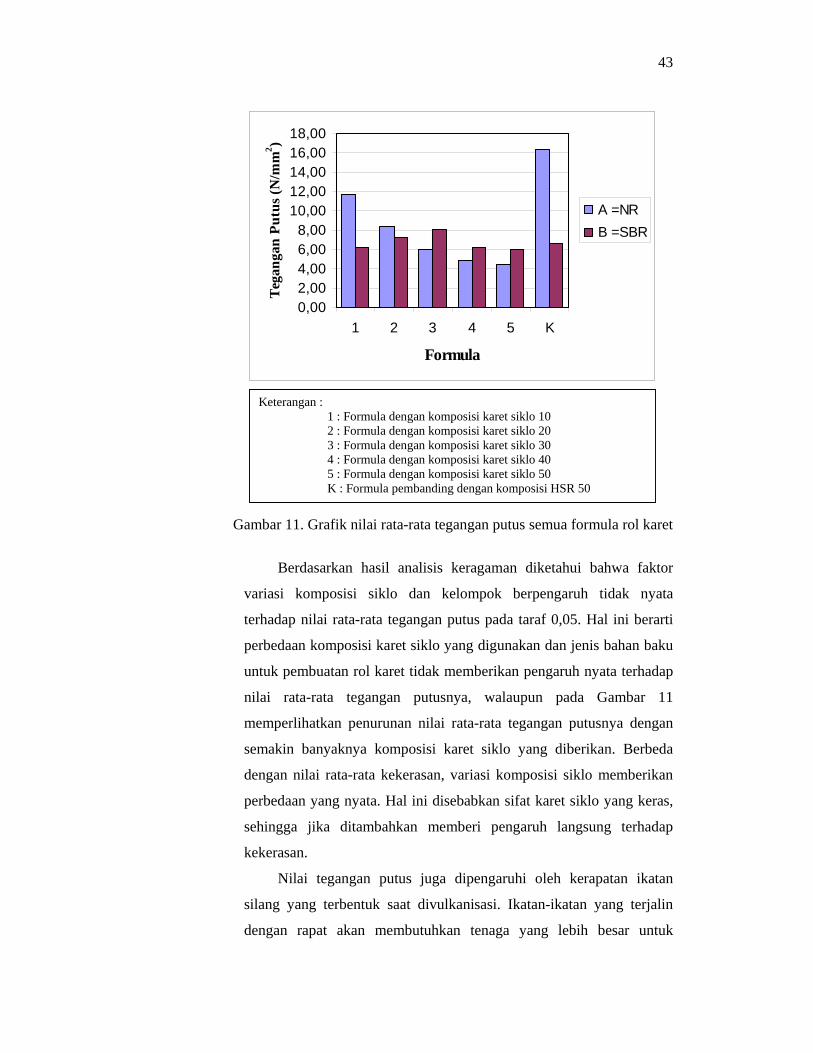
43
0,002,004,006,008,00
10,0012,0014,0016,0018,00
1 2 3 4 5 K
Formula
Tega
ngan
Put
us (N
/mm
2 )
A =NRB =SBR
Gambar 11. Grafik nilai rata-rata tegangan putus semua formula rol karet
Berdasarkan hasil analisis keragaman diketahui bahwa faktor
variasi komposisi siklo dan kelompok berpengaruh tidak nyata
terhadap nilai rata-rata tegangan putus pada taraf 0,05. Hal ini berarti
perbedaan komposisi karet siklo yang digunakan dan jenis bahan baku
untuk pembuatan rol karet tidak memberikan pengaruh nyata terhadap
nilai rata-rata tegangan putusnya, walaupun pada Gambar 11
memperlihatkan penurunan nilai rata-rata tegangan putusnya dengan
semakin banyaknya komposisi karet siklo yang diberikan. Berbeda
dengan nilai rata-rata kekerasan, variasi komposisi siklo memberikan
perbedaan yang nyata. Hal ini disebabkan sifat karet siklo yang keras,
sehingga jika ditambahkan memberi pengaruh langsung terhadap
kekerasan.
Nilai tegangan putus juga dipengaruhi oleh kerapatan ikatan
silang yang terbentuk saat divulkanisasi. Ikatan-ikatan yang terjalin
dengan rapat akan membutuhkan tenaga yang lebih besar untuk
Keterangan : 1 : Formula dengan komposisi karet siklo 10 2 : Formula dengan komposisi karet siklo 20 3 : Formula dengan komposisi karet siklo 30 4 : Formula dengan komposisi karet siklo 40 5 : Formula dengan komposisi karet siklo 50 K : Formula pembanding dengan komposisi HSR 50
44
memutuskan ikatan-ikatan tersebut sehingga nilai tegangan putusnya
tinggi. Ukuran kerapatan ikatan silang ditunjukkan dengan nilai
modulus torsi optimum. Hasil rata-rata modulus torsi optimum yang
disajikan pada Lampiran 6 memperlihatkan nilai yang cenderung
menurun seiring dengan menaiknya komposisi karet siklo sehingga
tenaga untuk menarik vulkanisat sampai putus kecil.
Pada Gambar 11 menunjukkan juga bahwa formula B yang
menggunakan karet siklo, nilai tegangan putusnya mengalami
kenaikan dengan bertambahnya komposisi siklo, tetapi pada saat
komposisi siklo 30 nilai tegangan putusnya semakin menurun seiring
dengan bertambahnya komposisi siklo. Menurut Alfa (2003), pada
jumlah optimum penambahan bahan pengisi dan penguat akan
meningkatkan kekerasan, modulus, ketahanan sobek dan tegangan
putus barang jadi karet.
Selain itu, formula berbahan baku NR nilai tegangan putus
cenderung lebih tinggi dibandingkan formula berbahan baku SBR
karena sifat karet alam yang pada dasarnya elastis sehingga apabila
ditarik sampai putus maka tenaga yang dibutuhkan semakin besar
Pada formula pembanding, formula K-A menghasilkan nilai rata-
rata tegangan putus yang paling tinggi dibandingkan dengan formula
rol karet lainnya. Hal ini diduga karena NR memiliki sifat elastis yang
baik dan jika dicampurkan dengan HSR memberikan nilai tegangan
putus yang tinggi. Nilai tegangan putus pada formula B yang
mengunakan karet siklo relatif sama dengan nilai tegangan putus pada
K-A.
c. Modulus 100 %
Modulus (tegangan tarik) merupakan tenaga yang dibutuhkan
untuk menarik vulkanisat sampai perpanjangan tertentu. Pada
penelitian ini diuji modulus 100% yang artinya tenaga yang
dibutuhkan untuk menarik vulkanisat sampai panjangnya satu kali lipat
panjang vulkanisat semula.
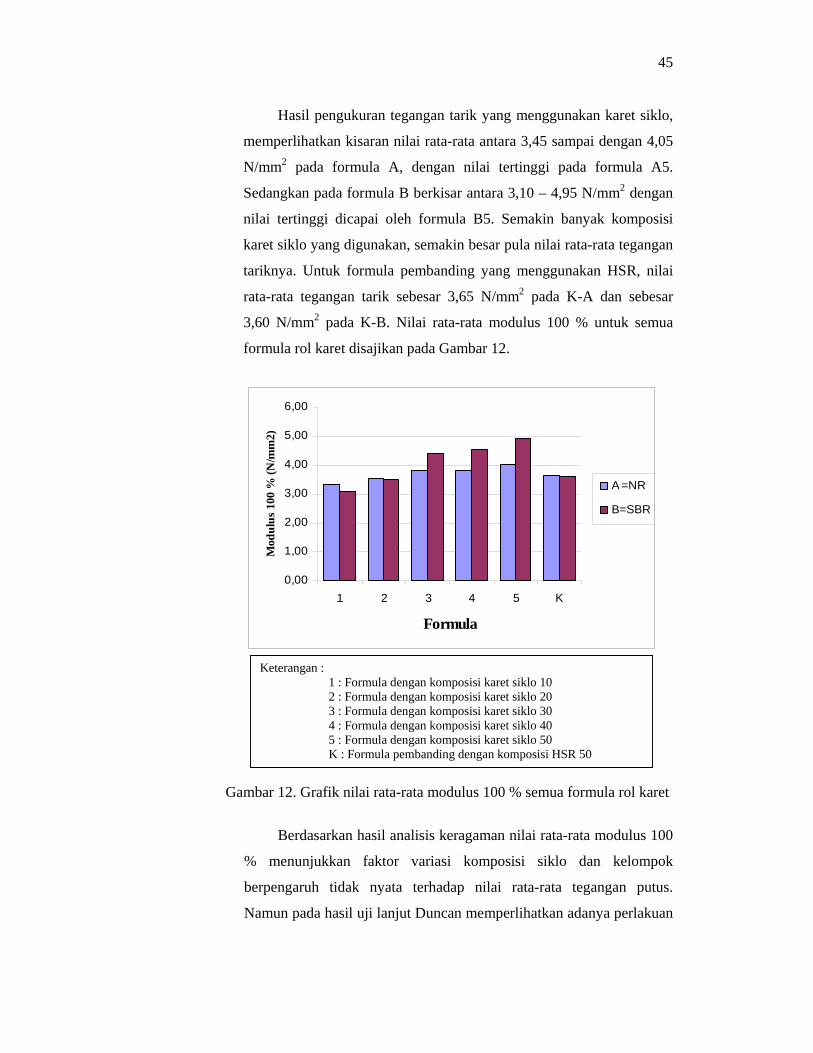
45
Hasil pengukuran tegangan tarik yang menggunakan karet siklo,
memperlihatkan kisaran nilai rata-rata antara 3,45 sampai dengan 4,05
N/mm2 pada formula A, dengan nilai tertinggi pada formula A5.
Sedangkan pada formula B berkisar antara 3,10 – 4,95 N/mm2 dengan
nilai tertinggi dicapai oleh formula B5. Semakin banyak komposisi
karet siklo yang digunakan, semakin besar pula nilai rata-rata tegangan
tariknya. Untuk formula pembanding yang menggunakan HSR, nilai
rata-rata tegangan tarik sebesar 3,65 N/mm2 pada K-A dan sebesar
3,60 N/mm2 pada K-B. Nilai rata-rata modulus 100 % untuk semua
formula rol karet disajikan pada Gambar 12.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
1 2 3 4 5 K
Formula
Mod
ulus
100
% (N
/mm
2)
A =NR
B=SBR
Gambar 12. Grafik nilai rata-rata modulus 100 % semua formula rol karet
Berdasarkan hasil analisis keragaman nilai rata-rata modulus 100
% menunjukkan faktor variasi komposisi siklo dan kelompok
berpengaruh tidak nyata terhadap nilai rata-rata tegangan putus.
Namun pada hasil uji lanjut Duncan memperlihatkan adanya perlakuan
Keterangan : 1 : Formula dengan komposisi karet siklo 10 2 : Formula dengan komposisi karet siklo 20 3 : Formula dengan komposisi karet siklo 30 4 : Formula dengan komposisi karet siklo 40 5 : Formula dengan komposisi karet siklo 50 K : Formula pembanding dengan komposisi HSR 50
46
yang dikelompokkan, yaitu perlakuan komposisi karet siklo 10, 20, 30,
dan 40 yang tidak berbeda terhadap nilai rata-rata modulus 100 %,
tetapi perlakuan komposisi karet siklo 10 memberikan hasil yang
berbeda dengan perlakuan komposisi karet siklo 50. Meskipun
demikian, jika dilihat pada Gambar 12, setiap formula rol karet
memberikan hasil yang berbeda terhadap pengujian modulus 100 %.
Nilai tegangan tarik dipengaruhi oleh karet siklo yang
ditambahkan. Karet siklo memberikan sifat yang keras dan kuat pada
vulkanisat rol karet sehingga untuk meregangkan sampai perpanjangan
tertentu memerlukan tenaga yang cukup besar untuk menariknya.
Selain karena pengaruh sifat karet siklo, tegangan tarik juga ditentukan
oleh banyaknya ikatan silang yang terbentuk karena penambahan
sulfur, bahan pencepat dan penggiat.
Perbedaan tinggi rendahnya nilai rata-rata tegangan tarik pada rol
karet berbahan baku NR (formula A) dan SBR (formula B) disebabkan
karena NR mempunyai sifat elastis yang baik sehingga dapat ditarik
sampai perpanjangan tertentu. Namun untuk menariknya
membutuhkan tenaga yang relatif kecil. Karena itu nilai rata-rata
tegangan tarik yang berbahan baku NR cenderung lebih kecil daripada
rol karet berbahan baku SBR.
Penggunaan karet siklo sebagai bahan penguat pada formula rol
karet memberikan hasil nilai rata-rata tegangan putus yang tidak jauh
berbeda dengan formula yang menggunakan HSR. Dengan demikian
penggunaan karet siklo sudah mampu menggantikan HSR sebagai
bahan penguat dalam pembuatan rol karet gilingan padi.
d. Perpanjangan Putus
Perpanjangan putus merupakan kemampuan vulkanisat meregang
apabila vulkanisat ditarik sampai putus. Satuan yang digunakan adalah
persen yang menyatakan ketika vulkanisat putus mempunyai panjang
berapa persen dibanding panjang semula.

47
Nilai rata-rata perpanjangan putus yang menggunakan karet siklo
berkisar antara 190 s/d 425 %. Perpanjangan putus untuk rol karet ini
mengalami kecenderungan menurun dengan semakin besarnya
komposis karet siklo yang ditambahkan ke dalam formula.
Nilai rata-rata perpanjangan putus tertinggi untuk semua formula
rol karet dicapai formula pembanding yang berbahan baku karet alam,
yaitu formula K-A sebesar 490 %. Sedangkan formula yang
menggunakan karet siklo, nilai perpanjangan putus tertinggi dimiliki
oleh formula A2 dan formula B2 dengan masing-masing nilai 370 %
dan 265 %. Nilai rata-rata perpanjangan putus untuk semua formula rol
karet dapat dilihat pada Gambar 13. Perpanjangan putus untuk semua
formula yang diuji telah memenuhi syarat mutu SNI yang menetapkan
minimum 130 %.
Gambar 13. Grafik nilai rata-rata perpanjangan putus semua formula rol karet
Hasil analisis keragaman menunjukkan bahwa variasi perlakuan
dan kelompok tidak berbeda nyata terhadap perpanjangan putus pada
Keterangan : 1 : Formula dengan komposisi karet siklo 10 2 : Formula dengan komposisi karet siklo 20 3 : Formula dengan komposisi karet siklo 30 4 : Formula dengan komposisi karet siklo 40 5 : Formula dengan komposisi karet siklo 50 K : Formula pembanding dengan komposisi HSR 50
48
taraf 0,05. Ini berarti perbedaan komposisi karet siklo yang
ditambahkan dan jenis bahan baku pada formula rol karet tidak
memberikan pengaruh nyata terhadap nilai rata-rata perpanjangan
putusnya. Meskipun demikian, pada Gambar 13 memperlihatkan
penurunan nilai rata-rata perpanjangan putusnya dengan semakin
banyaknya komposisi karet siklo yang diberikan.
Semakin menurunnya nilai rata-rata perpanjangan putus diduga
karena rapat ikatan silang menurun sehingga elasitas berkurang yang
disebabkan oleh semakin banyaknya bahan penguat (siklo) yang
ditambahkan. Sifat karet siklo yang rapuh dan keras akan memberi
pengaruh pada vulkanisat rol karet sehingga lebih mudah putus pada
perpanjangan yang pendek. Nilai perpanjangan putus memiliki
hubungan yang sebanding dengan nilai tegangan putus dimana
semakin menurun nilai tegangan putusnya maka akan semakin
menurun pula nilai perpanjangan putusnya.
Pada Gambar 13 memperlihatkan bahwa formula rol karet yang
berbahan baku NR memiliki nilai perpanjangan putus lebih besar
dibandingkan formula yang berbahan baku SBR. Hal ini disebabkan
NR bersifat lebih elastis dibandingkan SBR.
Hasil pengujian nilai perpanjangan putus pada formula yang
menggunakan HSR menunjukkan bahwa nilai perpanjangan putus
pada K-A lebih tinggi dibandingkan dengan formula K-B dan formula
lainnya yang menggunakan karet siklo. Secara garis besar formula
pembanding memiliki nilai perpanjangan putus lebih tinggi
dibandingkan formula yang menggunakan karet siklo. Hal ini diduga
karena sifat karet siklo yang rapuh sehingga lebih mudah putus pada
perpanjangan rendah.
e. Berat Jenis
Pengujian berat jenis diperlukan untuk mengawasi mutu dari
kompon karet dan perhitungan jumlah karet yang dibutuhkan untuk
volume tertentu. Nilai rata-rata berat jenis pada pembuatan rol karet

49
memperlihatkan adanya kecenderungan penurunan dengan semakin
besarnya komposisi karet siklo yang digunakan.
Nilai rata-rata berat jenis vulkanisat rol karet hasil penelitian
yang menggunakan karet siklo berkisar antara 1,202 sampai dengan
1,273 gr/cm3, dengan nilai tertinggi dimiliki formula B1 dan formula
A1. Sedangkan berat jenis pada formula yang menggunakan HSR
adalah 1,202 gr/cm3 pada K-A dan 1,212 gr/cm3 pada K-B.
SNI tidak menetapkan berat jenis sebagai syarat mutu rol karet.
Nilai rata-rata berat jenis semua formula rol karet disajikan pada
Gambar 14.
1,160
1,180
1,200
1,220
1,240
1,260
1,280
1 2 3 4 5 K
Formula
Bera
t Jen
is (g
r/cm
3 )
A =NRB=SBR
Gambar 14. Grafik nilai rata-rata berat jenis semua formula rol karet
Hasil uji keragaman berat jenis pada selang kepercayaan 95
persen, faktor komposisi karet siklo yang ditambahkan dan jenis bahan
baku berpengaruh nyata terhadap nilai rata-rata berat jenis rol karet. Ini
berarti jika diaplikasikan pada barang jadi karet, jenis bahan baku
mempengaruhi berat jenis vulkanisat karena berat jenis kedua bahan
Keterangan : 1 : Formula dengan komposisi karet siklo 10,0 2 : Formula dengan komposisi karet siklo 20,0 3 : Formula dengan komposisi karet siklo 30,0 4 : Formula dengan komposisi karet siklo 40,0 5 : Formula dengan komposisi karet siklo 50,0 K : Formula pembanding dengan komposisi HSR 50,0

50
baku (NR dan SBR) berbeda. Pada uji lanjut Duncan memperlihatkan
komposisi karet siklo 10 dan 20 tidak berbeda nyata, tetapi
memberikan hasil yang berbeda dengan komposisi 30, 40, dan 50.
Sedangkan komposisi karet siklo 30 memberikan hasil berbeda dengan
komposisi karet siklo 10, 20, 40, dan 50.
Telah disebutkan di atas, terjadi kecenderungan penurunan
dengan bertambahnya komposisi karet siklo yang digunakan. Hal ini
diduga karena sifat karet siklo yang ringan sehingga jika diaplikasikan
pada barang jadi karet akan menghasilkan bobot jenis yang lebih kecil.
Semakin kecil berat jenis rol karet maka semakin ringan rol karet
tersebut.
Pada Gambar 14 memperlihatkan juga bahwa formula rol karet
berbahan baku NR lebih rendah berat jenisnya daripada formula
berbahan baku SBR. Hal ini disebabkan berat jenis SBR lebih tinggi
dibandingkan dengan NR. Pada formula pembanding (formula K)
berat jenisnya tidak berbeda jauh dengan formula yang menggunakan
karet siklo komposisi 50.
f. Ketahanan Kikis
Ketahanan kikis adalah kemampuan karet untuk bertahan apabila
digesek dengan benda lain. Banyaknya volume yang terkikis
menunjukkan nilai ketahanan kikisnya. Semakin sedikit volume yang
terkikis maka semakin baik ketahanan kikisnya.
Dari hasil penelitian, nilai rata-rata ketahanan kikis
memperlihatkan adanya peningkatan seiring dengan semakin besarnya
komposisi karet siklo yang ditambahkan dalam pembuatan rol karet
gilingan padi. Nilai rata-rata ketahanan kikis berkisar antara 171,8 –
258,1 mm3, dengan nilai terkecil dimiliki formula B1 yang berbahan
baku SBR, sedangkan nilai terkecil yang berbahan baku NR adalah
A1. Untuk formula pembanding nilai rata-rata ketahanan kikis sebesar
198,0 mm3 pada formula berbahan baku NR dan 151,3 mm3 pada
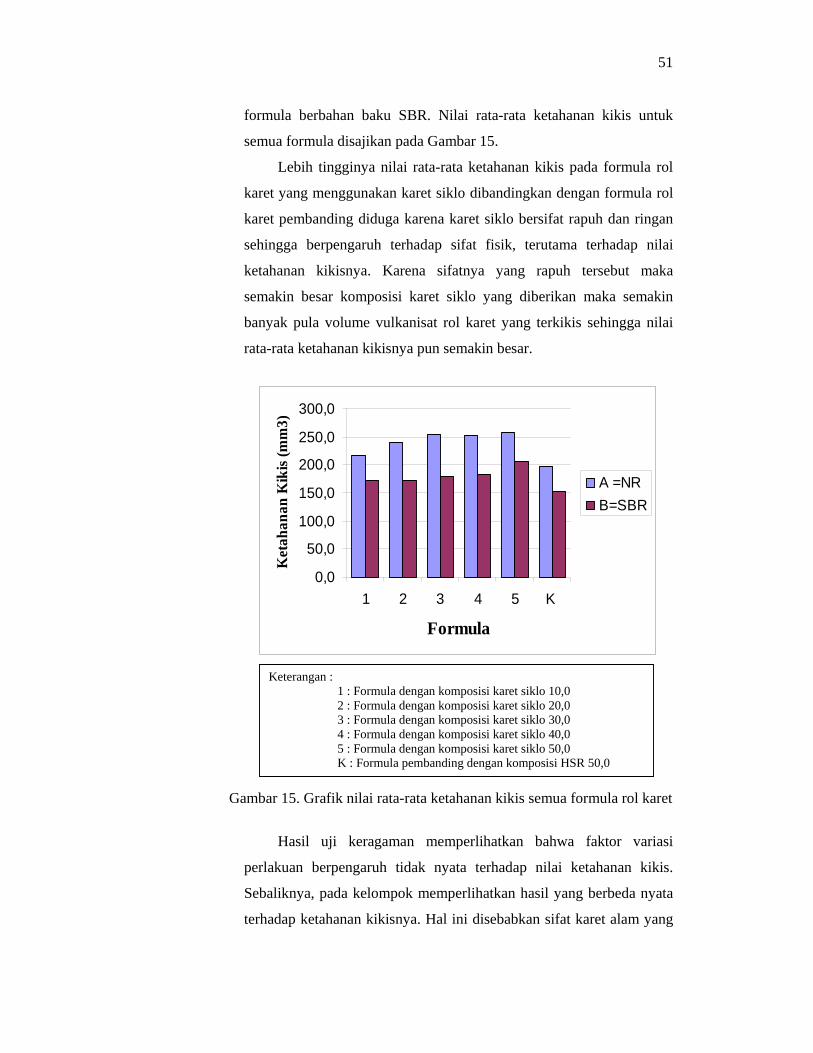
51
formula berbahan baku SBR. Nilai rata-rata ketahanan kikis untuk
semua formula disajikan pada Gambar 15.
Lebih tingginya nilai rata-rata ketahanan kikis pada formula rol
karet yang menggunakan karet siklo dibandingkan dengan formula rol
karet pembanding diduga karena karet siklo bersifat rapuh dan ringan
sehingga berpengaruh terhadap sifat fisik, terutama terhadap nilai
ketahanan kikisnya. Karena sifatnya yang rapuh tersebut maka
semakin besar komposisi karet siklo yang diberikan maka semakin
banyak pula volume vulkanisat rol karet yang terkikis sehingga nilai
rata-rata ketahanan kikisnya pun semakin besar.
0,0
50,0
100,0
150,0
200,0
250,0
300,0
1 2 3 4 5 K
Formula
Ket
ahan
an K
ikis
(mm
3)
A =NRB=SBR
Gambar 15. Grafik nilai rata-rata ketahanan kikis semua formula rol karet
Hasil uji keragaman memperlihatkan bahwa faktor variasi
perlakuan berpengaruh tidak nyata terhadap nilai ketahanan kikis.
Sebaliknya, pada kelompok memperlihatkan hasil yang berbeda nyata
terhadap ketahanan kikisnya. Hal ini disebabkan sifat karet alam yang
Keterangan : 1 : Formula dengan komposisi karet siklo 10,0 2 : Formula dengan komposisi karet siklo 20,0 3 : Formula dengan komposisi karet siklo 30,0 4 : Formula dengan komposisi karet siklo 40,0 5 : Formula dengan komposisi karet siklo 50,0 K : Formula pembanding dengan komposisi HSR 50,0

52
elastis sehingga lebih mudah terkikis. Dari hasil uji lanjut Duncan
menunjukkan bahwa perlakuan komposisi karet siklo 10 dengan 20,
30, dan 40 tidak memberikan hasil yang berbeda, tetapi pada perlakuan
50 memberikan hasil yang berbeda terhadap nilai ketahanan kikisnya.
Pada komposisi karet siklo 50 tidak memberikan hasil berbeda dengan
komposisi siklo 30 dan 40 tetapi memberikan hasil berbeda dengan
komposisi siko 10 dan 20.
Pada Gambar 15 memperlihatkan juga bahwa nilai ketahanan
kikis rol karet berbahan baku NR lebih tinggi dibandingkan dengan rol
karet berbahan baku SBR. Ini berarti volume yang terkikis cukup
tinggi pada rol karet berbahan baku NR yang disebabkan oleh
pencampuran antara siklo dengan NR yang lebih baik dibandingkan
dengan SBR.
Nilai ketahanan kikis dipengaruhi juga bahan pengisi dan
penguat yang dapat meningkatkan kekerasan, modulus 100 persen.
Sebaliknya penambahan bahan pelunak menurunkan kekerasan dan
ketahananan kikis vulkanisat barang jadi karet. Pada formula rol karet
yang menggunakan karet siklo, volume yang terkikis relatif tinggi
diduga karena karet siklo sebagai bahan pengisi penguat bersama-sama
dengan silika meningkatkan kekerasan sehingga volume yang terkikis
menjadi lebih banyak.

53
V. KESIMPULAN DAN SARAN
A. KESIMPULAN
Karet siklo merupakan turunan dari karet alam yang telah berubah
menjadi resin atau bahan termoplastik yang keras tapi rapuh, yang dihasilkan
dari pemanasan karet alam dengan katalis asam. Karena sifatnya yang ringan,
rapuh dan murah, industri-industri hilir karet menggunakan karet siklo sebagai
bahan perekat, bahan pengisi sekaligus bahan penguat pada barang jadi karet.
Pemanfaatan karet siklo sebagai bahan penguat dengan komposisi yang
berbeda dalam pembuatan rol karet gilingan padi menghasilkan sifat-sifat
fisika yang berbeda pula. Sifat fisika seperti kekerasan, modulus 100 %, dan
ketahanan kikis cenderung meningkat seiring dengan banyaknya komposisi
karet siklo yang digunakan. Sebaliknya, tegangan putus, perpanjangan putus
dan berat jenis mengalami penurunan dengan sedikitnya komposisi karet siklo
yang digunakan.
Dari hasil penelitian, pemanfaatan karet siklo sebagian sudah dapat
menggantikan high styrene resins (HSR) sebagai bahan penguat dalam
pembuatan rol karet gilingan padi. Hal ini ditunjukkan dengan nilai tegangan
putus, modulus 100 persen, perpanjangan putus serta ketahanan kikis yang
relatif sama antara formula pembanding dengan formula komposisi karet siklo
10 berbahan baku karet alam (natural rubber, NR) dan karet sintetis (styrene
butadiene rubber, SBR), yaitu pada formula A1 dan B1. Sedangkan nilai
kekerasan dan berat jenis yang mendekati dengan formula pembanding adalah
formula komposisi karet siklo 50 berbahan baku NR dan SBR (A5 dan B5).
Berdasarkan pengaruh jenis bahan baku menunjukkan bahwa SBR memiliki
nilai kekerasan, berat jenis dan modulus 100% lebih tinggi dibandingkan
dengan NR. Sebaliknya bahan baku NR memiliki nilai tegangan putus,
ketahanan kikis dan perpanjangan putus cenderung lebih tinggi dibandingkan
SBR
Berdasarkan pada Standar Nasional Indonesia (SNI) yang telah
ditetapkan maka pada formula rol karet berbahan baku NR yang menggunakan

54
karet siklo tidak semua persyaratan terpenuhi. Tetapi formula rol karet
berbahan baku NR yang mendekati dengan ketentuan SNI adalah formula
komposisi siklo 10 (A1). Formula A1 menghasilkan sifat fisika dengan nilai
rata-rata untuk kekerasan 84 shore A, tegangan putus 11,7 N/mm2, modulus
100% 3,35 N/mm2, perpanjangan putus 425 %, berat jenis 1,251 gr/cm3 dan
ketahanan kikis 217,4 mg3.
B. SARAN
1. Perlu dilakukan pengkajian terhadap aspek ekonomi dan lingkungan dalam
pembuatan rol karet gilingan padi jika menggunakan karet alam atau karet
sintetis sebagai bahan baku.
2. Perlu dilakukan uji coba pembuatan rol karet gilingan padi melalui
perubahan formulasi, diantaranya dengan meningkatkan penggunaan silika
digabung dengan siklo sebagai coupling-agent.
55
DAFTAR PUSTAKA Abednego, J. G. 1990. Pembuatan Kompon Karet. Di dalam Kursus Teknologi
Barang Jadi Karet. Pusat Penelitian Teknologi, Bogor. Alfa, A. A. 1999. Modifikasi Karet Alam menjadi Karet Siklo Berwarna Cerah
dengan Viskositas Larutan Rendah Dibuat dari Lateks Alam. Laporan Penelitian, Balai Penelitian Teknologi Karet, Bogor
. 2000. Karet Siklo Resin Sintetis dari Karet Alam. Laporan Intern.
Balai Penelitian Teknologi Karet, Bogor. . 2002. Pengembangan Pengolahan Karet Siklo dan Masterbat Siklo
dari Lateks Karet Alam. Laporan Hasil Penelitian. Balai Penelitian Teknologi Karet, Bogor.
. 2002. Produksi Karet Berprotein Rendah dari Lateks Karet Alam
dengan Menggunakan Papain. Tesis. Program Pasca Sarjana, Institut Pertanian Bogor, Bogor.
. 2003. Bahan Kimia untuk Kompon. Di dalam Kursus Teknologi
Barang Jadi Karet Padat. Balai Penelitian Teknologi Karet, Bogor. Arizal, R. 1989. Bahan Elastomer untuk Industri Barang Jadi Karet (Karet Alam
dan Karet Sintetik). Latihan Teknologi Barang Jadi Karet. Balai Penelitian Teknologi Karet, Bogor.
Amir, E. J. 1990. Teori Mastikasi Karet. Di dalam Kursus Teknologi Barang Jadi
Karet. Balai Penelitian Teknologi Karet, Bogor. ASTM. 1997. Standard Specification for Rubber Concentrated, Ammonia
Preserved, Creamed and Centrifuged Natural Latex. ASTM D1076-97. Brydson, J. A., 1981. Styrena Butadiena Rubber. Applied Science Publisher,
London. Bhuana, K. S. 1993. Proses Mastikasi dan Pencampuran Kompon. Di dalam
Kursus Teknologi Barang Jadi Karet. Balai Penelitian Teknologi Karet, Bogor.
BPS. 2005. Statistika Indonesia. Badan Pusat Statitiska, Jakarta. Coran, A. Y. 1978. Vulcanization. Di dalam F. R. Eirich. Science and
Technology of Rubber. Academic Press Inc, New York.
56
Coomarasamy, A., P. P. Perera dan M. Nadarajah. 1981. Preparation and Uses of Cyclised Rubber Obtained from Papain Coagulated Natural Rubber. Rubber Research Institute, Sri Lanka, 58 : 46 – 57.
Chusna, S. F. 2002. Kajian Pembuatan Karet Siklo Berbobot Molekul Rendah.
Tesis. Program Pasca Sarjana, Institut Pertanian Bogor, Bogor. D’Ianni, J. D. 1954. Synthetic Rubber Resins. Di dalam G. S. Whitby, C. C. Davis
and R. F. Dunbrook. Synthetic Rubber. John Wiley and Sons, Inc., New York.
Goutara, B., Djatmiko dan W. Tjiptadi. 1985. Dasar Pengolahan Karet I.
Agroindustri Press, Bogor. Goonetilleke, P., S.M.C.E. Silva, L.P. Whitarana dan I. Denawaka. 1993.
Preparation and Characterisation of Soluble Cyclised Rubber from Natural Rubber Latex. Proceedings International Rubber Technology Conference, 429-438.
ISO Standards Handbook 22. 1984. Rubber ; Mixes and Vulcanized Rubber. Vol.
2. International Organization for Standardization, Switzerland. ISO Standards Handbook 22. 1988. Rubber ; Mixes and Vulcanized Rubber.
International Organization for Standardization, Switzerland. ISO Standards Handbook. 1994. Rubber ; Mixes and Vulcanized Rubber.
International Organization for Standardization, Switzerland. Long, H. 1985. Basic Compounding and Processing of Rubber. Rubber
Division, American Chemical Society Inc. The University of Akron, Ohio, USA.
Morton, M. 1987. Rubber Technology 3rd edition. Van Nostrand Reinhold, New
York. Mahendra, R. 1999. Pengaruh Tahap Pencampuran Carbon Black terhadap Sifat
Fisik Karet. Skripsi. Fakultas Teknologi Pertanian, Institut Pertanian Bogor, Bogor.
Mattjik, A. S dan M. Sumertajaya. 2002. Perancangan Percobaan dengan Aplikasi
SAS dan Minitab. IPB Press, Bogor. Naunton, W. J. S. 1961. The Applied Science of Rubber. Edward Arnold
Publishers Ltd. London. Nobel, 1962. Latex in Industry. Rubber Age, NewYork.
57
Nazaruddin dan F. B. Paimin. 1999. Karet : Strategi Pemasaran Tahun 2000 ; Budidaya dan Pengolahan. Penebar Swadaya, Jakarta.
Rahayu, Y. S. 2001. Studi Proses Pengolahan Karet Siklo dari Lateks Alam
Berprotein Rendah. Skripsi. Fakultas Teknologi Pertanian, Institut Pertanian Bogor, Bogor.
Subramaniam, 1987. Natural Rubber. In Morton, M.. Rubber Technology. Van
Nostrand Reinhold, New York. SNI 02-0424-1989. Mesin Pengupas Gabah Jenis Rol Karet. Standar Nasional
Indonesia. Badan Standardisasi Nasional, Jakarta. SNI 06-1843-1990. Rol Karet Gilingan Padi. Standar Nasional Indonesia. Badan
Standardisasi Nasional, Jakarta. Solichin. 1995. Tinjauan Tentang Viskositas Mooney Karet Alam Dalam
Hubungannya dengan Pengolahan Karet Viskositas Mantap Jenis SIR 3 CV. Warta Pusat Penelitian Karet. 14 (3) : 174 – 185.
Suparto, D dan A. M. Santoso. 2003. Kimia dan Teknologi Vulkanisasi. Di dalam
Kursus Teknologi Barang Jadi Karet Padat. Balai Penelitian Teknologi Karet, Bogor.
Santoso, A. 2003. Pedoman Pemilihan dan Sifat-Sifat Elastomer. Di dalam Kursus
Teknologi Barang Jadi Karet Padat. Balai Penelitian Teknologi Karet, Bogor.
Ulpah, A. 2005. Pengaruh Bahan Pemantap Hidroksilamin Netral Sulfat (HNS)
terhadap Proses Siklikasi dari Lateks Berprotein Rendah. Skripsi. Fakultas Teknologi Pertanian, Institut Pertanian Bogor, Bogor.
Webster, C. C dan W. J. Baulkwill. 1989. Rubber. John Wiley and Sons, Inc, New York.
www.rubberstudy.com
www.dirjen-deptan.co.id
www. luavang2.trustpass.alibaba.com

59
Lampiran 1. Prosedur pengujian karet alam
1. Metode Analisis Kadar Karet Kering (Metode BPTK)
Sebanyak 5-10 gram contoh lateks ditimbang ke dalam cawan
aluminium (Wl), kemudian ditambah aseton dan diaduk sampai terbentuk
gumpalan sempurna yang ditandai dengan terbentuknya serum yang jernih.
Gumpalan yang terbentuk digiling hingga membentuk krep dengan ketebalan
0,6 – 1 mm. Selanjutnya krep dikeringkan dalam oven pada suhu sekitar 70-
900C selama 1 – 2 jam (sampai kering). Krep yang telah kering sempurna
disimpan dalam desikator, kemudian ditimbang (Wk). Kadar karet kering
(KKK) dihitung dengan rumus berikut :
%100xWlWkKKK =
Keterangan : Wk = bobot karet kering (gram)
Wl = bobot contoh lateks (gram)
2. Penetapan Kadar Jumlah Padatan (ASTM D 1076-97)
Sejumlah lateks dimasukkan ke dalam erlenmeyer, kemudian ditimbang
dengan ketelitian 1 mg (W1). Lateks sebanyak 2,5± 0,5 gram dituangkan dari
erlenmeyer ke dalam cawan aluminium yang telah diketahui bobotnya (W2),
kemudian digoyang agar penyebaran lateks merata. Selanjutnya erlenmeyer
berisi sisa lateks ditimbang kembali (W3). Kemudian air aquades sebanyak 1
ml ditambahkan ke dalam cawan aluminium, lalu dikeringkan dalam oven
pada suhu 1000C hingga terbentuk film. Cawan berisi film kering ditimbang
hingga bobot tetap (W4). Kadar jumlah padatan (KJP) dihitung berdasarkan
rumus berikut :
%1003124 x
WWWWKJP
−−
=

60
3. Penetapan Kadar Nitrogen (SNI 06-1903-1990) Contoh uji ditimbang sebanyak 0,1 gram (A) kemudian dimasukkan ke
dalam labu mikrokjedahl, setelah itu ditambahkan ± 0,65 gram katalis
selenium dan 2,5 ml H2SO4. Contoh didesktruksi sekitar dua jam atau sampai
timbul warna hijau. Setelah itu didinginkan dan diencerkan dengan 10 ml
aquades. Larutan dipindahkan ke dalam alat destilasi dan dibilas dua atau tiga
kali dengan 3 ml air suling. Lalu tambahkan 5 ml NaOH 76%.
Alirkan uap air melewati alat destilasi dan tampung destilat ke dalam
erlenmeyer berisi 10 ml asam borat 2% dan 2 tetes indikator nitrogen. Destilat
dititrasi dengan larutan H2SO4 0,01 N. Titik akhir titrasi ditandai dengan
perubahan warna dari hijau menjadi oranye muda (Vc). Lakukan hal serupa
terhadap blanko (Vb). Kadar nitrogen dihitung dengan rumus sebagai berikut :
Kadar nitrogen (%) %100)(
1401,0)( xmgA
xxVbVc −=
4. Penetapan Viskostas Mooney (SNI 06-1903-2000)
Contoh ditimbang sebanyak ± 25 gram lalu diletakkan diatas rotor
kemudian ruangnya ditutup. Sebelumnya alat dipanaskan hingga 1000C. Rotor
dijalankan setelah alat dipanaskan selama satu menit. Tenaga untuk memutar
rotor dibaca pada skala setelah empat menit, sehingga persamaannya menjadi :
ML = (1’ + 4’)1000C
Keterangan : M = Angka viskositas Mooney karet mentah
L = Ukuran rotor yang digunakan
1 = Waktu pemanasan pendahuluan yang dinyatakan dalam
menit (1’)
4 = waktu pengujian yang dinyatakan dalam menit (4’)

61
Lampiran 2. Prosedur pengujian karakteristik karet siklo
1. Tingkat Kelarutan
Contoh ditimbang sebanyak ± 0,1 gram kemudian ditambahkan pelarut
toluen sebanyak 10 ml. Selanjutnya disimpan sampai 5 hari. Setelah 5 hari
sampel disaring dengan kertas saring yang telah diketahui beratnya (A).
Sampel yang telah tersaring di kertas saring dikeringkan dalam oven, lalu
ditimbang sampai bobot konstan (B). Sampel yang terlarut dihitung sebagai
berikut :
BST = bobot sampel – (B-A)
% Kelarutan %100xsampelBobot
BST=
dimana, BST = berat sampel terlarut
2. Analisa Spektroskopi Infra Merah
Sampel sebanyak ± 0,1 gram dilarutkan dalam 5 ml pelarut karet,
kemudian disimpan di tempat gelap. Sampel yang telah larut kemudian dikur
dengan cara membuat lapisan tipis sampel pada plat KBr. Lalu dianalisa
dengan alat FTIR. Hasil pengukuran dibandingkan dengan contoh karet
standar
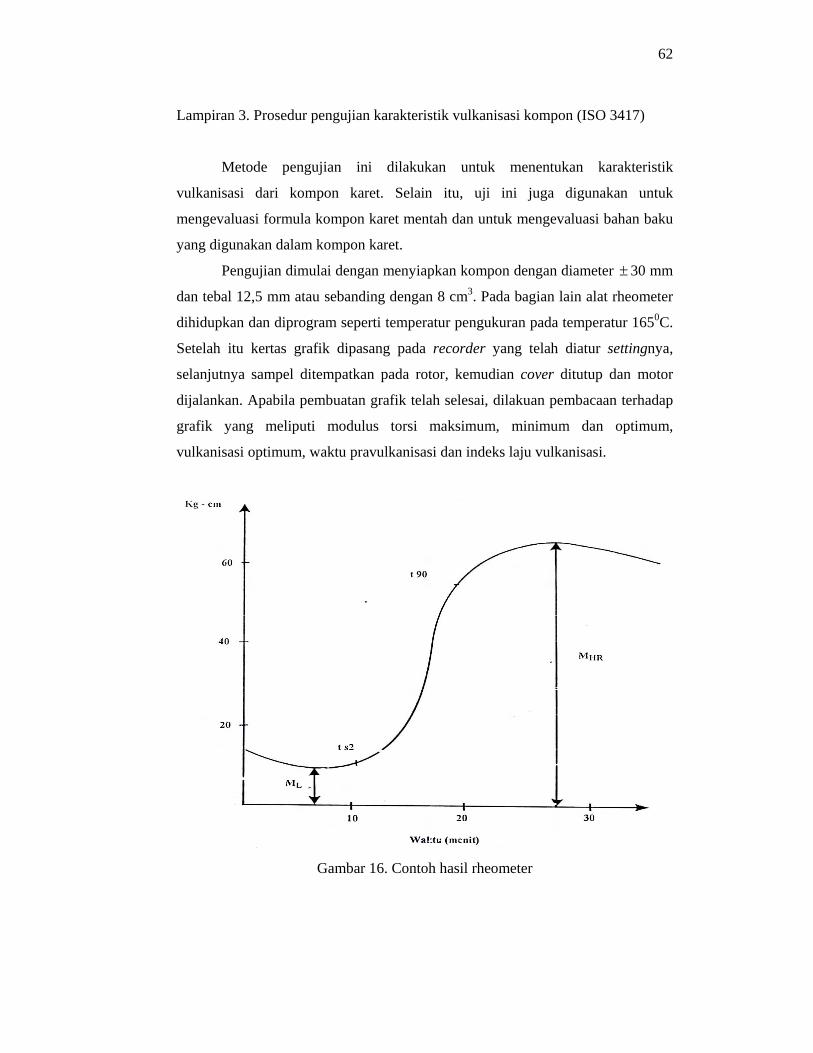
62
Lampiran 3. Prosedur pengujian karakteristik vulkanisasi kompon (ISO 3417)
Metode pengujian ini dilakukan untuk menentukan karakteristik
vulkanisasi dari kompon karet. Selain itu, uji ini juga digunakan untuk
mengevaluasi formula kompon karet mentah dan untuk mengevaluasi bahan baku
yang digunakan dalam kompon karet.
Pengujian dimulai dengan menyiapkan kompon dengan diameter ± 30 mm
dan tebal 12,5 mm atau sebanding dengan 8 cm3. Pada bagian lain alat rheometer
dihidupkan dan diprogram seperti temperatur pengukuran pada temperatur 1650C.
Setelah itu kertas grafik dipasang pada recorder yang telah diatur settingnya,
selanjutnya sampel ditempatkan pada rotor, kemudian cover ditutup dan motor
dijalankan. Apabila pembuatan grafik telah selesai, dilakuan pembacaan terhadap
grafik yang meliputi modulus torsi maksimum, minimum dan optimum,
vulkanisasi optimum, waktu pravulkanisasi dan indeks laju vulkanisasi.
Gambar 16. Contoh hasil rheometer
63
M90 = ML + 0,9 (MHR – ML) ................................................ (1)
Indeks laju vulkanisasi = 100 / (t90-ts2) ............................... (2)
Keterangan :
ML = Modulus torsi minimum, Kg-cm
MHR = Modulus torsi maksimum, Kg-cm
M90 = Modulus torsi optimum, Kg-cm
t90 = Waktu vulkanisasi optimum (menit)
ts2 = Waktu pravulkanisasi (menit)

64
Lampiran 4. Prosedur pengujian sifat fisika rol karet
1. Kekerasan (ISO 7619)
Prinsip uji adalah pengukuran penetrasi jarum dengan beban tetap
terhadap vulkanisat karet pada kondisi tertentu. Contoh uji yang akan diukur
harus mempunyai tebal minimum 6 mm dengan permukaan rata dan cukup
luas.
Contoh uji yang akan diukur diletakkan pada tempat contoh uji yang ada
pada alat ukur (shore A durometer) sedemikian rupa, sehingga jarum penekan
berada pada posisi minimum 12 mm dari sisi contoh uji. Tuas yang terdapat
pada alat ukur dinaikkan sampai contoh uji menekan jarum penekan, sehingga
mengalami beban tekanan 9,81 Newton. Kemudian skala jarum penunjuk
dilihat. Pengukuran dilakukan minimum pada lima titik yang berbeda dan
jarak antara titik pengukuran minimum 6 mm. Nilai kekerasan ditentukan dari
nilai tengah kelima pengukuran.
2. Tegangan putus, Modulus 100 Persen dan Perpanjangan Putus (ISO 37)
Tegangan putus didefinisikan sebagai tenaga yang dibutuhkan untuk
menarik vulkanisat karet hingga putus. Contoh uji yang akan diuji harus
berbentuk dayung (dumbbel), seperti yang terlihat pada Gambar 17.
Gambar 17. Potongan uji berbentuk dayung (dumbbel)
Ukuran dalam mm (tipe 2) :
Panjang (minimum) :
A = 75 Radius E = 8,0 ± 0,5 B = 12,5 ± 1,0 Radius F = 12,5 ± 1,0 C = 25 ± 1,0 Tebal = 2 ± 0,2 D = 4,0 ± 0,1

65
Contoh uji harus mempunyai ketebalan yang seragam (perbedaan tebal
maksimum dan minimum adalah 0,08 mm), tidak boleh cacat atau terdapat
gelembung yang dapat mempengaruhi hasil pengujian. Contoh uji yang akan
diuji terlebih dahulu harus diukur ketebalannya. Pengukuran ketebalan
bertujuan untuk menentukan luas penampang contoh uji. Perhitungan luas
penampang dari contoh uji adalah :
A = T x W
dimana, A = luas penampang contoh uji
B = tebal contoh uji
W = lebar contoh uji
Alat yang digunakan adalah tensiometer yang mempunyai kecepatan
tarik tetap 500 ± 50 mm/menit dan mampu menarik contoh minimum
sepanjang 750 persen. Pengujian dimulai dengan menjepit contoh uji diantara
dua penjepit, kemudian penarikan dilakukan, jarak antara dua tanda diikuti
dengan menggunakan penggaris khusus.
Modulus 100 persen diperoleh pada saat beban dapat menarik contoh uji
hingga panjanganya menjadi satu kali dari panjang semula. Untuk menghitung
nilai tegangan putus (tensile strength), penarikan dilanjutkan hingga contoh
uji putus. Setelah itu beban yang dibutuhkan untuk memutuskan contoh uji
dan jarak antara dua tanda dicatat. Nilai uji tegangan putus, modulus dan
perpanjangan putus diperoleh dari nilai tengah hasil pengujian pada tiga atau
lima contoh uji.
Nilai modulus 100 persen ditentukan dengan menggunakan rumus :
M = A
F %)100(
dimana, M = nilai modulus (N/mm2 atau kg/cm2 atau Mpa)
F = beban yang dicapai pada perpanjangan 100 persen (N atau kg)
A = luas penampang awal contoh uji (mm2 atau cm2)

66
Nilai tegangan putus ditentukan dengan menggunakan rumus :
TS = AF
dimana, TS = nilai tegangan putus (N/mm2 atau kg/cm2 atau Mpa)
F = beban yang dicapai pada saat contoh uji putus (N atau kg)
A = luas penampang awal contoh uji (mm2 atau cm2)
Nilai perpanjangan putus yang ditentukan dengan menggunakan rumus :
E = %100xLo
LoL −
dimana, E = perpanjangan putus, %
Lo = panjang antara dua tanda garis mula-mula, mm
L = panjang antara dua tanda pada saat contoh uji putus, mm.
3. Bobot Jenis (ISO 2781)
Prinsip penentuan bobot jenis adalah menimbang contoh uji di udara dan
menimbang kembali di dalam air. Berat contoh uji di dalam air akan lebih
kecil dibandingkan di udara karena contoh uji mendapat tekanan ke atas yang
besarnya sama dengan air yang dipindahkan. Karena bobot jenis air 1 gr/cm3,
maka berat air yang dipindahkan sama dengan volume contoh uji.
Berat contoh uji minimum 2,5 gram, permukaannya halus dan bebas
debu atau kotoran. Penentuan bobot jenis dimulai dengan menimbang contoh
uji di udara (a gram), kemudian menimbang pemegang di dalam air (b gram).
Selanjutnya contoh uji ditusuk dengan pemegang dan kemudian ditimbang di
dalam air (c gram). Sebelum ditimbang dalam air, contoh uji dicelupkan ke
dalam alkohol absolut untuk menghindari pembentukan gelembung pada
contoh uji. Bobot jenis dihitung berdasarkan rumus :
Bobot jenis (g/cm3) = )( bca
a−−

67
4. Ketahanan Kikis (ISO 4649)
Ketahanan kikis merupakan kemampuan karet terhadap gesekan dengan
benda lain. Pengujian ketahanan kikis karet dilakukan dengan menggesekkan
karet pada suatu bahan pengikis atau sebaliknya. Nilai ketahanan kikis adalah
volume karet yang dapat dikikis oleh pengikis.
Contoh uji yang akan diuji harus berbentuk silinder dan mempunyai
diameter 16 ± (0 / - 0,2 mm) serta tebal 6 mm. Pada pengujian ini diperlukan
tiga contoh uji. Contoh uji sebanyak tiga buah ditimbang, kemudian setiap
contoh uji dan karet standar diuji ketahanan kikisnya dengan tahap-tahap
sebagai berikut :
a. Contoh uji karet standar (S1) diuji, kemudian ditimbang
b. Contoh uji No.1 (A1) diuji, kemudian ditimbang
c. Contoh uji No.2 (B1) diuji, kemudian ditimbang
d. Contoh uji No.3 (C1) diuji, kemudian ditimbang
Tahap ini dilakukan sebanyak tiga kali untuk mendapatkan S2, A2, B2, C2,
S3, A3, B3, C3 dan S4. Dari hasil pengujian dihtung rata-rata berat contoh uji
yang akan terkikis.
Berat rata-rata karet standar yang terkikis adalah :
S = 4
4321 SSSS +++
Berat rata-rata contoh uji yang akan terkikis adalah :
m = 3
)3/)321(3/)321(3/)321( CCCBBBAAA +++=++++
Nilai ketahan kikis dihitung dengan rumus :
sxpSoxmV Δ
=Δ
dimana, VΔ = volume terkikis, mm3
mΔ = berat rata-rata contoh uji yang terkikis, mg
So = faktor koreksi, 200 mg
P = bobot jenis contoh, mg / mm3
S = berat rata-rata karet standar yang terkikis, mg
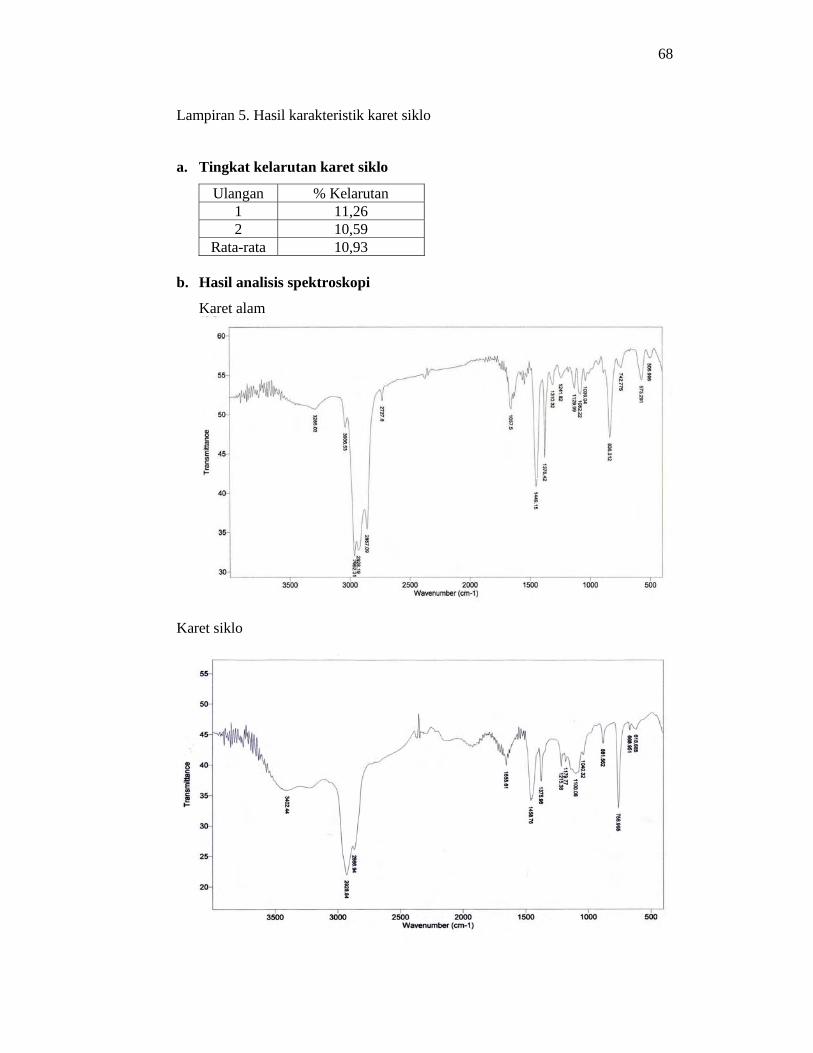
68
Lampiran 5. Hasil karakteristik karet siklo
a. Tingkat kelarutan karet siklo
Ulangan % Kelarutan 1 11,26 2 10,59
Rata-rata 10,93 b. Hasil analisis spektroskopi
Karet alam
Karet siklo
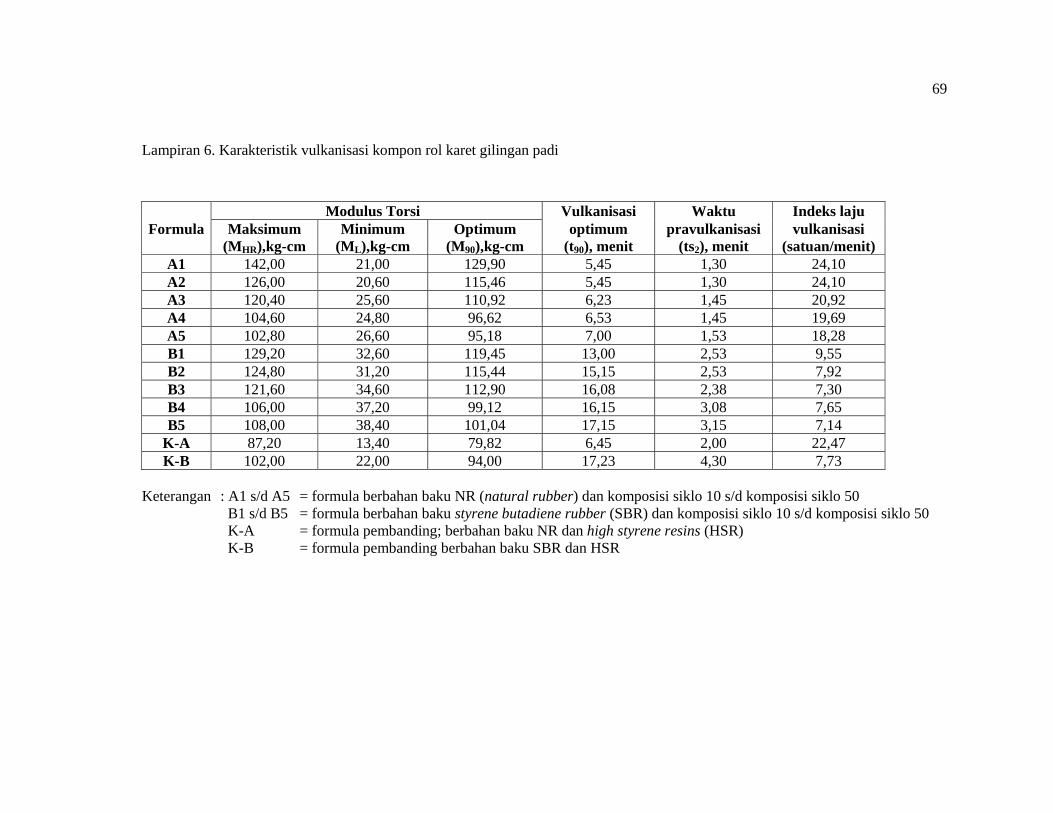
69
Lampiran 6. Karakteristik vulkanisasi kompon rol karet gilingan padi
Modulus Torsi Vulkanisasi Waktu Indeks laju Formula Maksimum Minimum Optimum optimum pravulkanisasi vulkanisasi
(MHR),kg-cm (ML),kg-cm (M90),kg-cm (t90), menit (ts2), menit (satuan/menit) A1 142,00 21,00 129,90 5,45 1,30 24,10 A2 126,00 20,60 115,46 5,45 1,30 24,10 A3 120,40 25,60 110,92 6,23 1,45 20,92 A4 104,60 24,80 96,62 6,53 1,45 19,69 A5 102,80 26,60 95,18 7,00 1,53 18,28 B1 129,20 32,60 119,45 13,00 2,53 9,55 B2 124,80 31,20 115,44 15,15 2,53 7,92 B3 121,60 34,60 112,90 16,08 2,38 7,30 B4 106,00 37,20 99,12 16,15 3,08 7,65 B5 108,00 38,40 101,04 17,15 3,15 7,14
K-A 87,20 13,40 79,82 6,45 2,00 22,47 K-B 102,00 22,00 94,00 17,23 4,30 7,73
Keterangan : A1 s/d A5 = formula berbahan baku NR (natural rubber) dan komposisi siklo 10 s/d komposisi siklo 50 B1 s/d B5 = formula berbahan baku styrene butadiene rubber (SBR) dan komposisi siklo 10 s/d komposisi siklo 50 K-A = formula pembanding; berbahan baku NR dan high styrene resins (HSR) K-B = formula pembanding berbahan baku SBR dan HSR
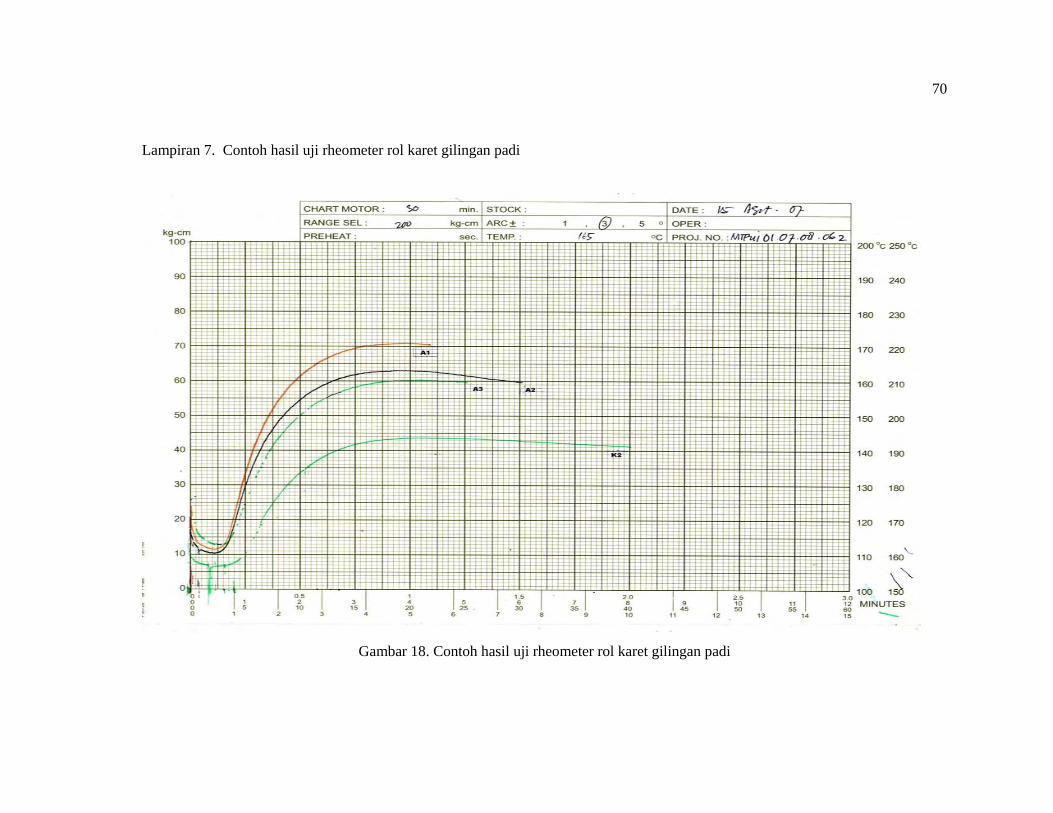
70
Lampiran 7. Contoh hasil uji rheometer rol karet gilingan padi
Gambar 18. Contoh hasil uji rheometer rol karet gilingan padi
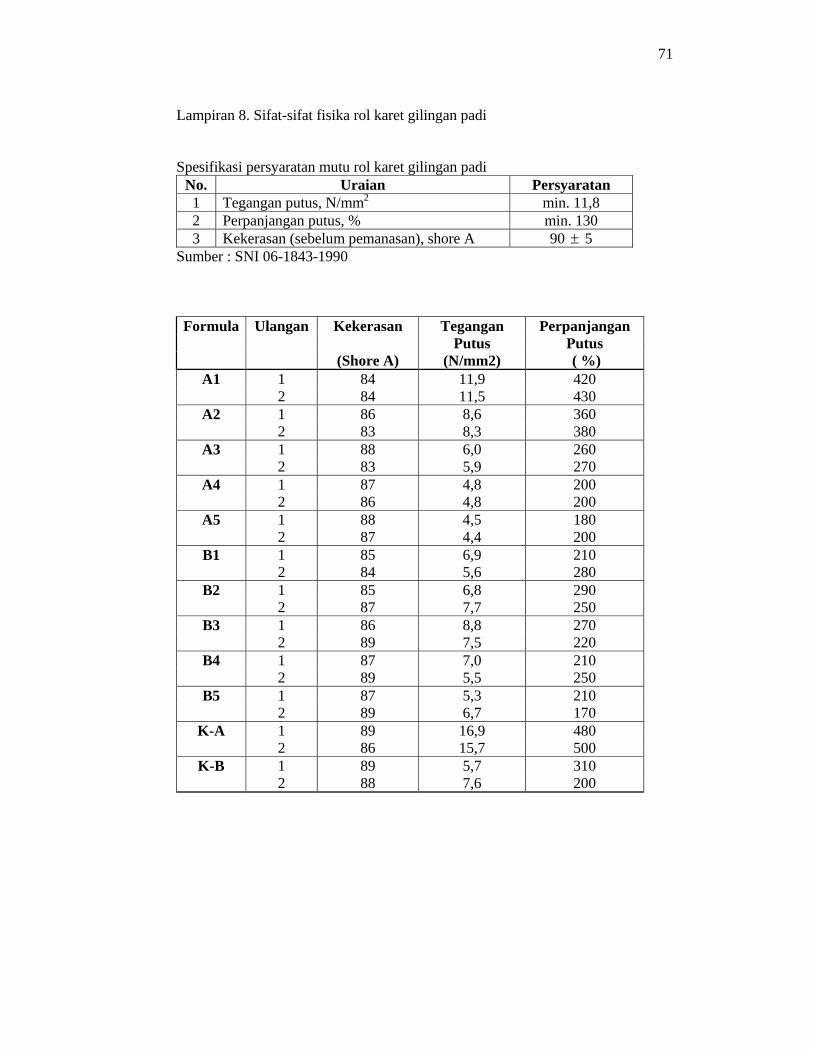
71
Lampiran 8. Sifat-sifat fisika rol karet gilingan padi
Spesifikasi persyaratan mutu rol karet gilingan padi No. Uraian Persyaratan 1 Tegangan putus, N/mm2 min. 11,8 2 Perpanjangan putus, % min. 130 3 Kekerasan (sebelum pemanasan), shore A 90 ± 5
Sumber : SNI 06-1843-1990 Formula Ulangan Kekerasan Tegangan Perpanjangan
Putus Putus (Shore A) (N/mm2) ( %)
A1 1 84 11,9 420 2 84 11,5 430
A2 1 86 8,6 360 2 83 8,3 380
A3 1 88 6,0 260 2 83 5,9 270
A4 1 87 4,8 200 2 86 4,8 200
A5 1 88 4,5 180 2 87 4,4 200
B1 1 85 6,9 210 2 84 5,6 280
B2 1 85 6,8 290 2 87 7,7 250
B3 1 86 8,8 270 2 89 7,5 220
B4 1 87 7,0 210 2 89 5,5 250
B5 1 87 5,3 210 2 89 6,7 170
K-A 1 89 16,9 480 2 86 15,7 500
K-B 1 89 5,7 310 2 88 7,6 200

72
Lampiran 8. Lanjutan Formula Ulangan Modulus Berat Ketahanan
100 Persen Jenis Kikis (N/mm2) (gr/cm3) (mm3)
A1 1 3,3 1,251 219,9 2 3,4 1,251 214,8
A2 1 3,6 1,229 242,1 2 3,5 1,231 238,0
A3 1 3,6 1,231 258,8 2 4,0 1,229 249,1
A4 1 3,6 1,209 255,7 2 4,0 1,212 250,2
A5 1 4,0 1,202 256,9 2 4,1 1,201 259,2
B1 1 2,9 1,273 176,9 2 3,3 1,272 166,4
B2 1 3,5 1,263 188,1 2 3,5 1,262 156,9
B3 1 4,4 1,248 174,9 2 4,4 1,250 183,2
B4 1 4,5 1,237 178,4 2 4,6 1,237 185,2
B5 1 5,0 1,230 204,6 2 4,9 1,230 206,1
K-A 1 3,6 1,200 195,3 2 3,7 1,204 200,6
K-B 1 3,5 1,220 147,2 2 3,7 1,219 155,3
Keterangan : A1 s/d A5 = NR dan komposisi siklo 10 s/d komposisi siklo 50 B1 s/d B5 = SBR dan komposisi siklo 10 s/d komposisi siklo 50 K-A = formula pembanding; NR dan HSR K-B = formula pembanding; SBR dan HSR
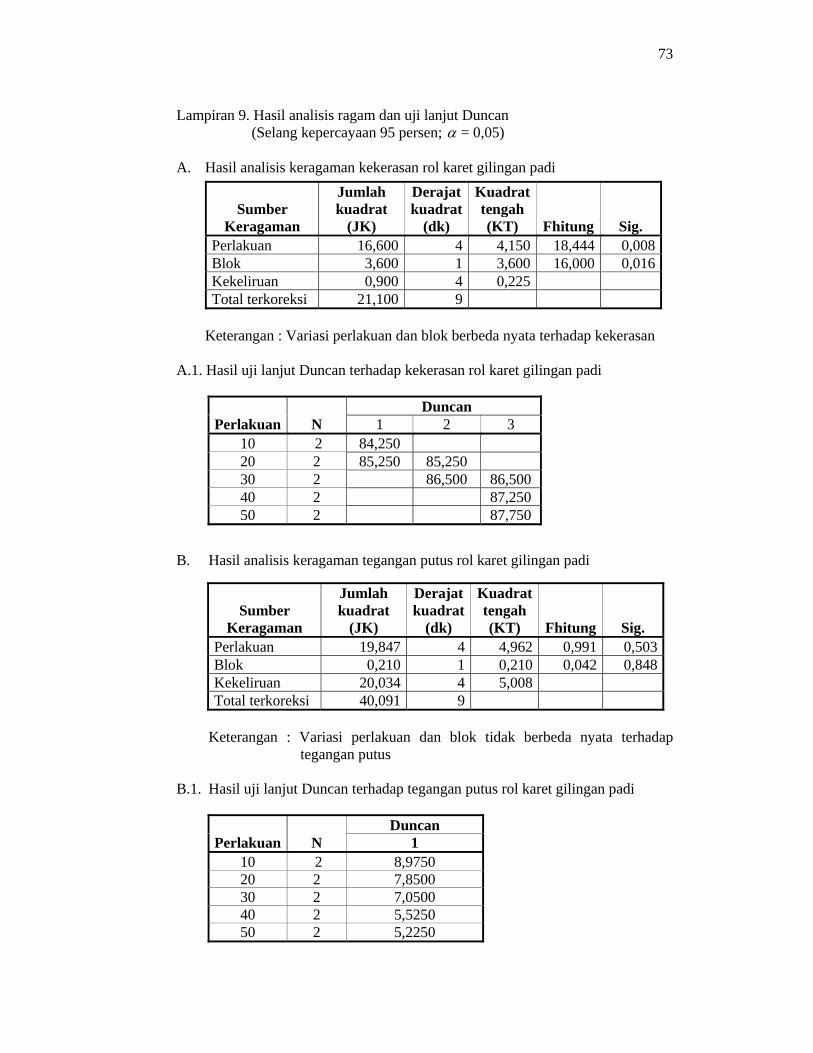
73
Lampiran 9. Hasil analisis ragam dan uji lanjut Duncan (Selang kepercayaan 95 persen; α = 0,05) A. Hasil analisis keragaman kekerasan rol karet gilingan padi
Keterangan : Variasi perlakuan dan blok berbeda nyata terhadap kekerasan
A.1. Hasil uji lanjut Duncan terhadap kekerasan rol karet gilingan padi
Duncan Perlakuan N 1 2 3
10 2 84,250 20 2 85,250 85,250 30 2 86,500 86,500 40 2 87,250 50 2 87,750
B. Hasil analisis keragaman tegangan putus rol karet gilingan padi
Keterangan : Variasi perlakuan dan blok tidak berbeda nyata terhadap
tegangan putus
B.1. Hasil uji lanjut Duncan terhadap tegangan putus rol karet gilingan padi
Duncan Perlakuan N 1
10 2 8,9750 20 2 7,8500 30 2 7,0500 40 2 5,5250 50 2 5,2250
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 16,600 4 4,150 18,444 0,008Blok 3,600 1 3,600 16,000 0,016Kekeliruan 0,900 4 0,225 Total terkoreksi 21,100 9
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 19,847 4 4,962 0,991 0,503Blok 0,210 1 0,210 0,042 0,848Kekeliruan 20,034 4 5,008 Total terkoreksi 40,091 9

74
C. Hasil analisis keragaman modulus 100 % rol karet gilingan padi
Keterangan : Variasi perlakuan dan blok tidak berbeda nyata terhadap
tegangan tarik (modulus 100 %) C.1. Hasil uji lanjut Duncan terhadap tegangan tarik rol karet gilingan padi
Duncan Perlakuan N 1 2
10 2 3,2250 20 2 3,5250 3,5250 30 2 4,1000 4,1000 40 2 4,1750 4,1750 50 2 4,5000
D. Hasil analisis keragaman perpanjangan putus rol karet gilingan padi
Keterangan : Variasi perlakuan dan blok tidak berbeda nyata terhadap perpanjangan putus
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 2,144 4 0,536 4,134 0,099Blok 0,380 1 0,380 2,933 0,162Kekeliruan 0,519 4 0,130 Total terkoreksi 3,042 9
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 32260,000 4 8065,000 2,216 0,230Blok 7290,000 1 7290,000 2,003 0,230Kekeliruan 14560,000 4 3640,000 Total terkoreksi 54110,000 9
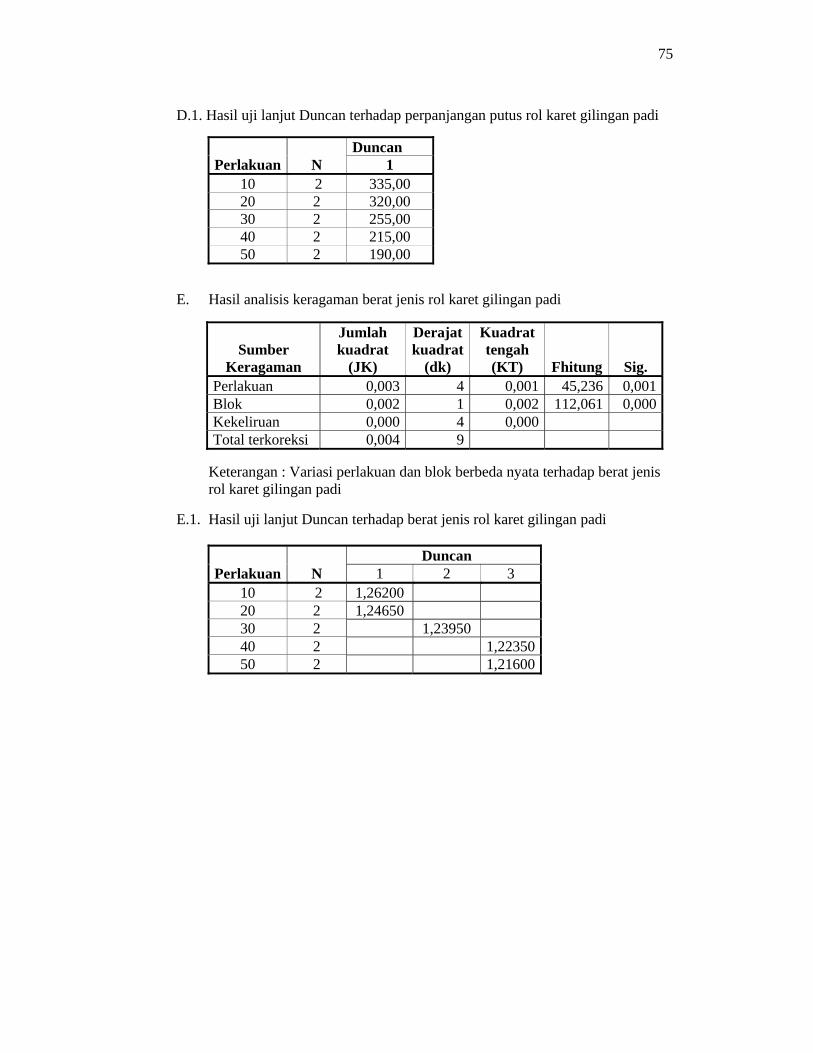
75
D.1. Hasil uji lanjut Duncan terhadap perpanjangan putus rol karet gilingan padi
Duncan Perlakuan N 1
10 2 335,00 20 2 320,00 30 2 255,00 40 2 215,00 50 2 190,00
E. Hasil analisis keragaman berat jenis rol karet gilingan padi
Keterangan : Variasi perlakuan dan blok berbeda nyata terhadap berat jenis
rol karet gilingan padi
E.1. Hasil uji lanjut Duncan terhadap berat jenis rol karet gilingan padi
Duncan Perlakuan N 1 2 3
10 2 1,26200 20 2 1,24650 30 2 1,23950 40 2 1,2235050 2 1,21600
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 0,003 4 0,001 45,236 0,001Blok 0,002 1 0,002 112,061 0,000Kekeliruan 0,000 4 0,000 Total terkoreksi 0,004 9
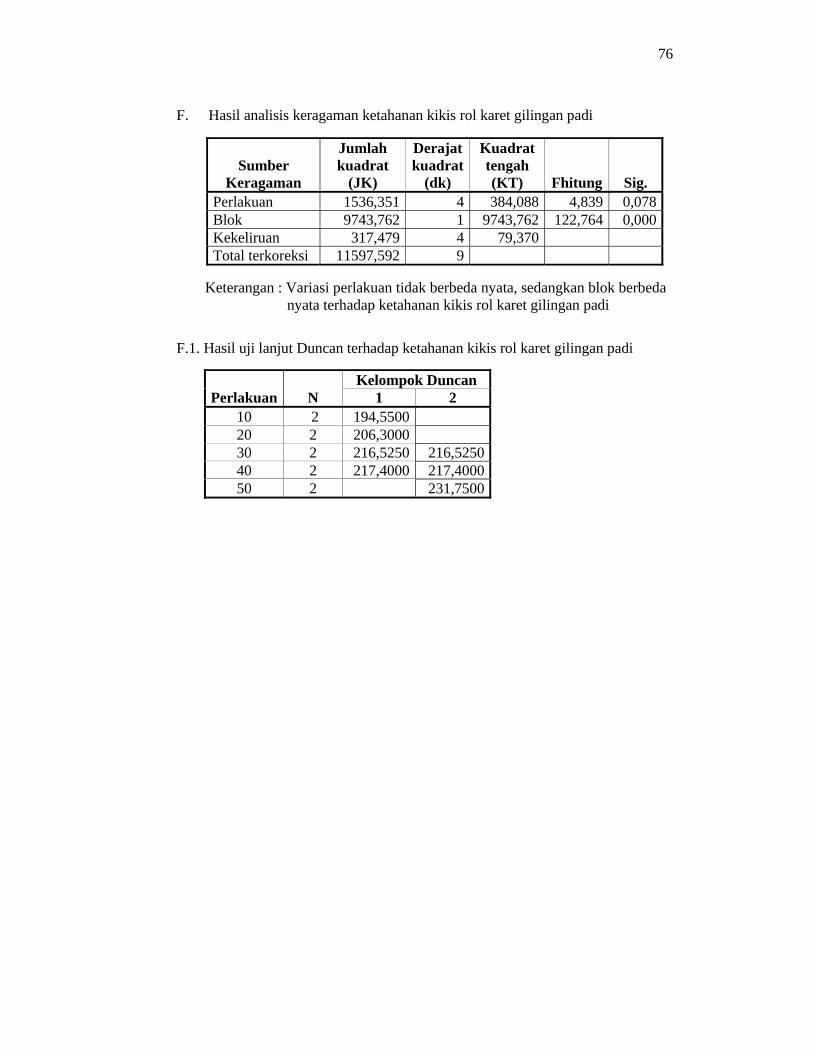
76
F. Hasil analisis keragaman ketahanan kikis rol karet gilingan padi
Keterangan : Variasi perlakuan tidak berbeda nyata, sedangkan blok berbeda
nyata terhadap ketahanan kikis rol karet gilingan padi
F.1. Hasil uji lanjut Duncan terhadap ketahanan kikis rol karet gilingan padi
Kelompok Duncan Perlakuan N 1 2
10 2 194,5500 20 2 206,3000 30 2 216,5250 216,525040 2 217,4000 217,400050 2 231,7500
Sumber Keragaman
Jumlah kuadrat
(JK)
Derajat kuadrat
(dk)
Kuadrat tengah (KT) Fhitung Sig.
Perlakuan 1536,351 4 384,088 4,839 0,078Blok 9743,762 1 9743,762 122,764 0,000Kekeliruan 317,479 4 79,370 Total terkoreksi 11597,592 9

77
Lampiran 10a. Pemisahan lateks dari serumnya pada sentrifugasi
Gambar 19a. Pemisahan lateks dari serumnya pada sentrifugasi Lampiran 10a. Contoh hasil pengomponan sebelum divulkanisasi
Gambar 19b. Contoh hasil pengomponan sebelum divulkanisasi

78
Lampiran 11b. Contoh cetakan vulkanisat rol karet yang akan diuji
Gambar 20a. contoh cetakan vulkanisat rol karet yang akan diuji
Lampiran 11b. Mesin pengupas gabah jenis rol karet
Gambar 20b. Mesin pengupas gabah jenis rol karet